Classement

.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)


Contenu populaire
Contenu avec la plus haute réputation dans 22/08/2024 Dans tous les contenus
-
Petit timelapse d'une impression de 7h, le guide ne devrait plus trop tarder 1 flash lumineux = 12 secondes .

 4 points
4 points -
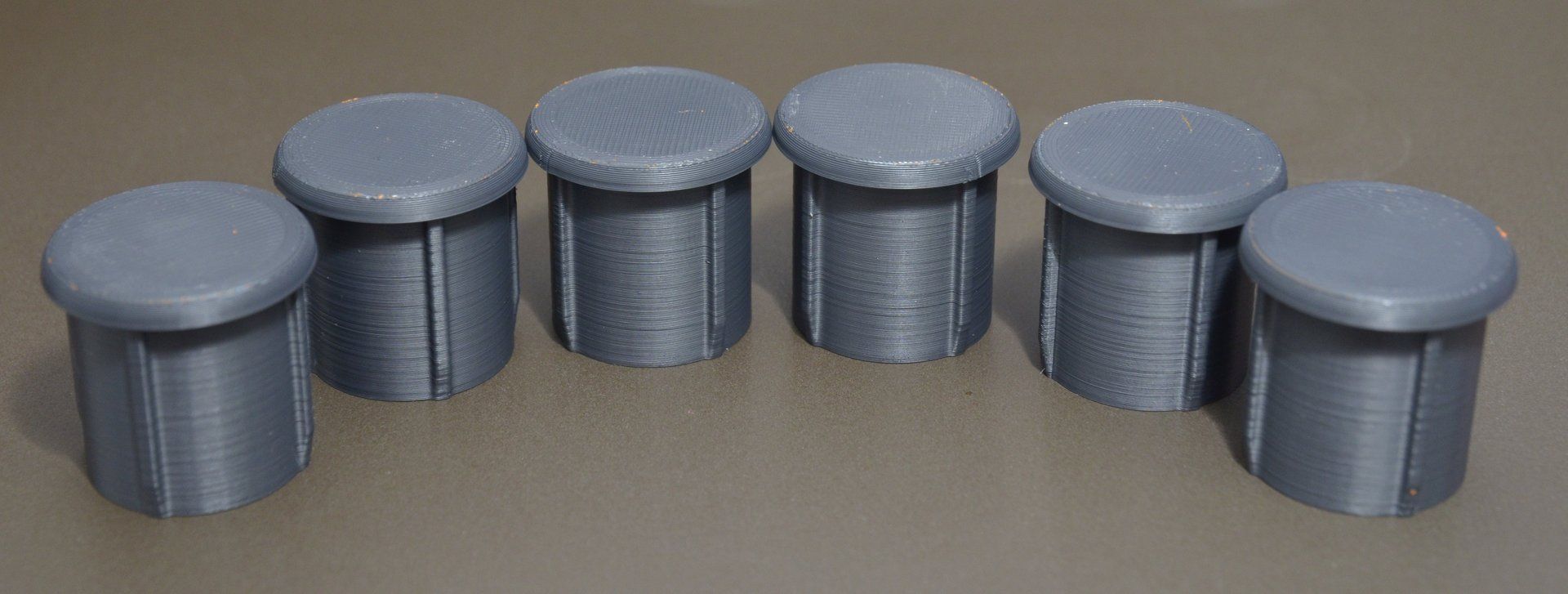
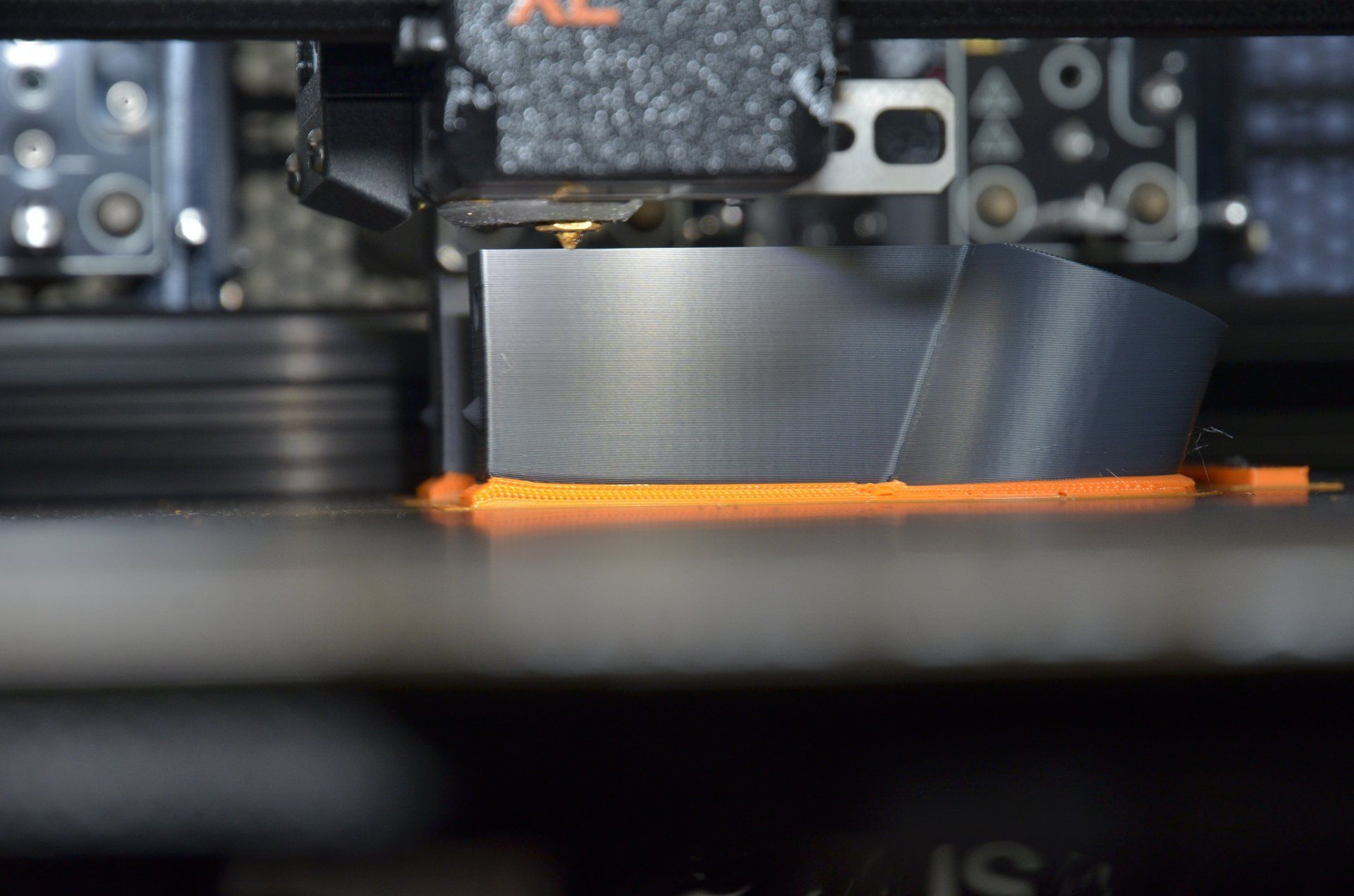
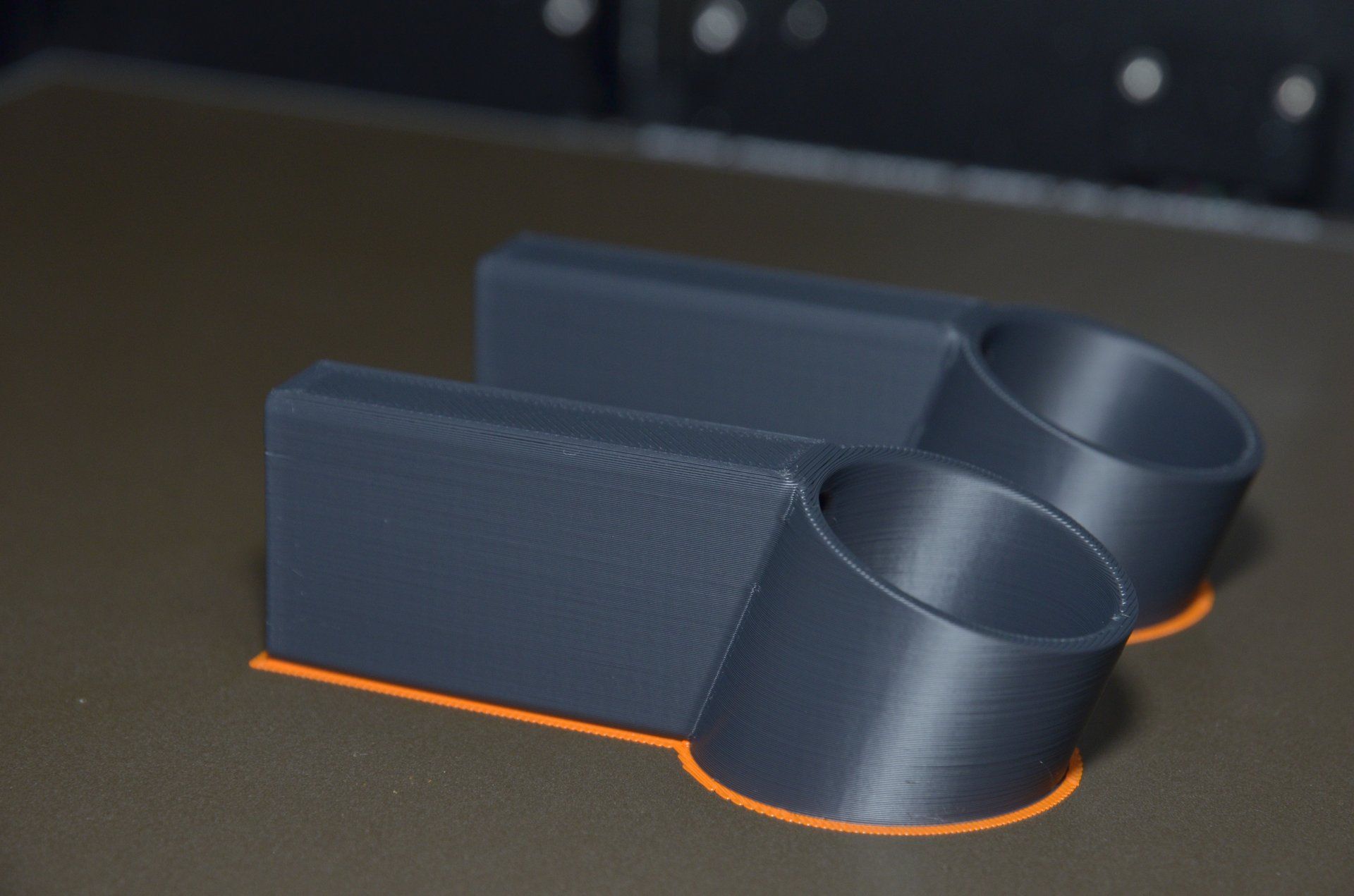
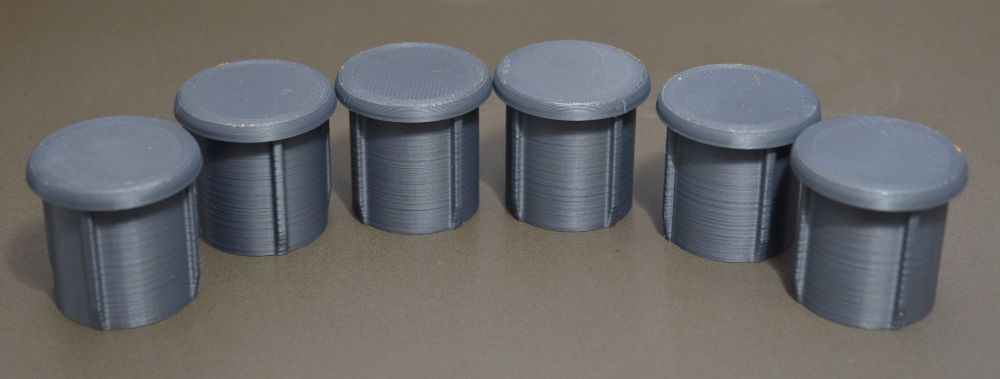
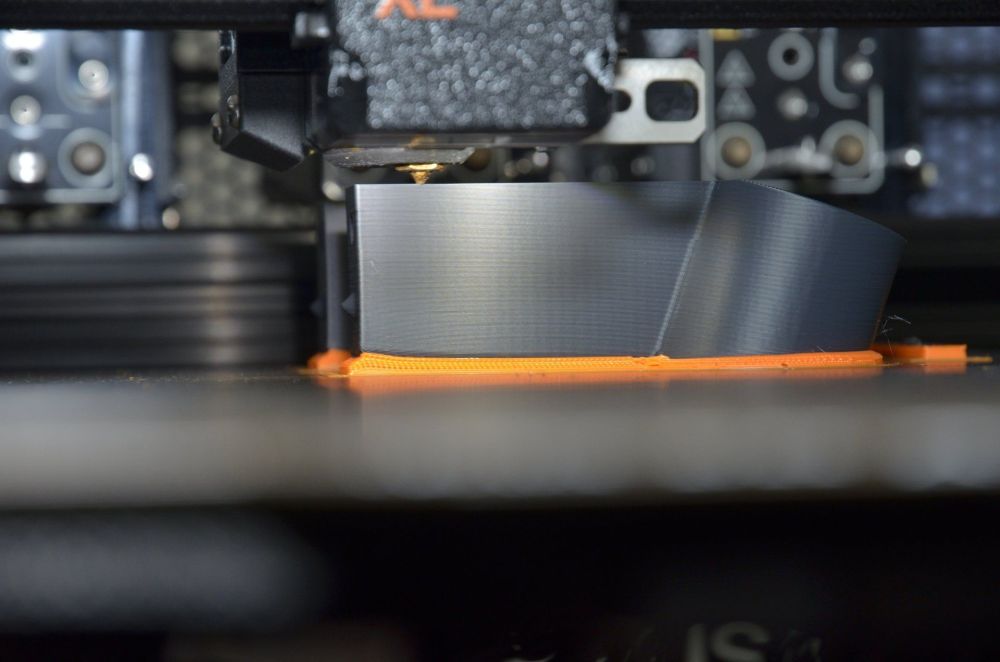
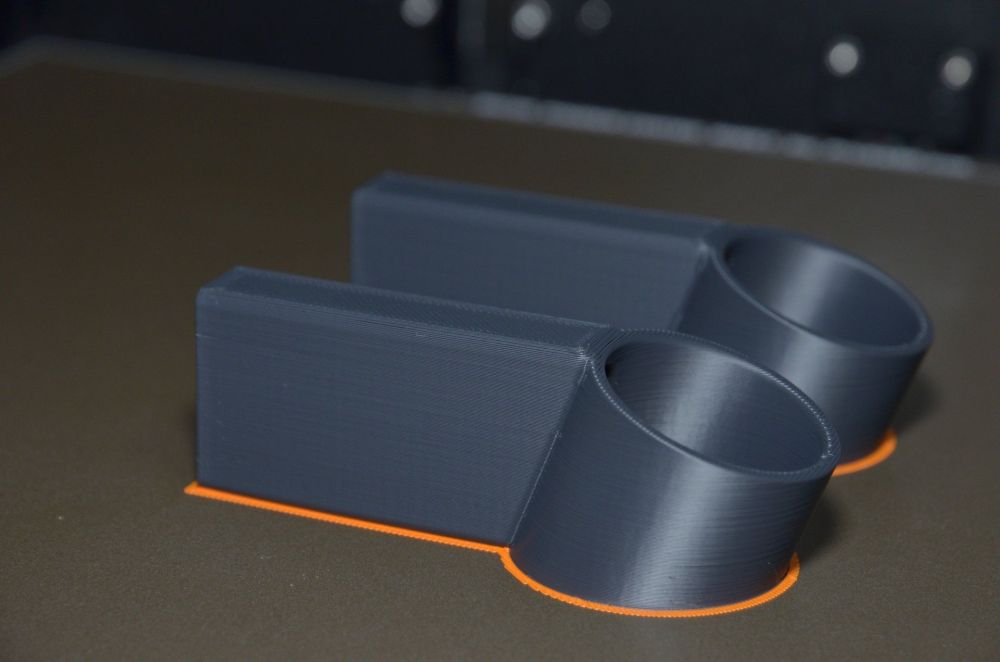
Hello, @PPAC : Pour le M300 la Prusa XL est bien capable de jouer la musique de Mario. Pour le M600 je n'ai pas encore testé sur la XL, mais c'est prévu j'ai un projet en attente qui va utiliser plusieurs M600. @electroremy Tu ne serais pas en train d'essayer de me tirer les conclusions du test ? Mais je vais te donner brièvement mon opinion. Pour la concurrence, certes Bambu fait mal à Prusa sur le segment des machines mono-tête. Mais sur le segment des multi-tête la XL n'a toujours pas d'équivalent chez la concurrence, et pourtant comme tu le soulignes elle a été annoncée depuis quelques années déjà et les premiers modèles sont dans la nature depuis un moment. Mais personne pour les copier, alors qu'habituellement les clones 1:1 sortaient en même temps que les originaux. Il doit bien y avoir une raison à ça. Personnellement je pense que c'est un problème de positionnement marché, la XL a le cul entre deux chaises. Pour le caisson, certains détails me turlupinent le concernant, mais je ne peux pas me prononcer je n'ai vu ses specs que de loin. Concernant la différence de qualité entre Prusa et Bambu, n'ayant pas de Bambu je ne pourrais pas non plus te répondre. Prusa argue le fait qu'ils sont plus précis dimensionnellement, marketing ? @divers qui possède les deux marques et qui produit principalement des pièces techniques doit pouvoir nous éclairer à ce sujet. Le toolchanger offre de nombreuses possibilités, et a encore un potentiel de développement énorme. Actuellement c'est principalement le slicer qui bride à ce niveau là. Je ne doute pas de voir arriver de nouvelles fonctionnalités à l'avenir. Pour le moment je trouve qu'on est encore dans une phase d'adaptation du slicer pour l'adapter à un système multi-tête, tout n'est pas encore bien fluide. Par exemple si on veut modifier temporaire la température de deux filaments, le changement de sélection d'extrudeur impose de sauvegarder les modifs du premier extrudeurs dans un profil sinon elles sont perdues. Beaucoup de makers ont été déçu que Prusa ne propose pas une version mono-tête low cost de la XL (sans forcément la mécanique de préhension des têtes), avec éventuellement une compatibilité MMU, afin d'avoir une imprimante grand volume fiable et accessible. De mémoire les premières estimations de Jo lui-même lors des interviews étaient de $1200 pour la XL, aujourd'hui c'est plutôt le double pour une mono-tête... Maintenant que j'ai répondu, je crois, à tous vos questionnements, retour aux tests. J'ai fait quelques impression en ASA. Ayant déjà eu des frayeurs par le passé avec l'adhérence extra-forte de l'ASA sur le PEI, pour ne pas prendre de risque j'ai décidé d'utiliser la technique Stratasys, utiliser un raft support pour préserver le plateau. A la différence que chez Stratasys la feuille sur laquelle le raft est imprimé est à usage unique. J'espère que je ne viole pas un de leur brevet en publiant mes résultats avec cette technique . Premier essai avec raft en PLA, qui se détache très bien de l'ASA : Sauf que j'ai du trouver un compromis sur la température du plateau, que j'ai mis à 70°C. On voit que l'ASA a warpé dans un coin, et tiré le raft en PLA. Mais c'est intéressant de voir que le PLA ne s'est pas décollé, il s'est déformé / étiré. Deuxième essai avec un raft d'une seule couche en PETG : On observe un très léger warping, mais c'est carrément mieux. J'ai mis le bed à 90°C, pareil pour ne pas être trop chaud sur le PETG, mais pas trop loin non plus de l'ASA. J'ai aussi utilisé une astuce, dans la configuration de l'imprimante il est possible de forcer la chauffe de l'intégralité du plateau, et non uniquement la zone d'impression (que je rappelle est composée de 16 "tuiles" indépendantes). J'ai également centré les objets sur le plateau, plutôt que sur le bord par défaut, afin de profiter d'un effet bouclier thermique (principe des radiateurs sous les fenêtres). Franchement très content du résultat pour une machine complètement ouverte posée sur le bureau. Mais clairement un caisson est nécessaire pour produire de plus grandes pièces. J'ai prochainement une grosse série de pièces en ASA d'environ 110x110x60 à faire, honnêtement je ne tenterai pas de les faire par plateaux de 9. J'essaierai peut-être un plateau de 4, à voir. Encore une petite série en ASA/PETG. Le PETG colle beaucoup plus que le PLA, du coup lorsqu'on retire le support on se retrouve avec traces blanches sur l'ASA (pas de photo désolé). Un petit coup de chaud pour relâcher les tensions interne et il n'y reste plus rien. Pas besoin de colle, et la couche de PETG se décolle toute seule sans laisser de trace lorsque le plateau (satiné) est froid.

 4 points
4 points -
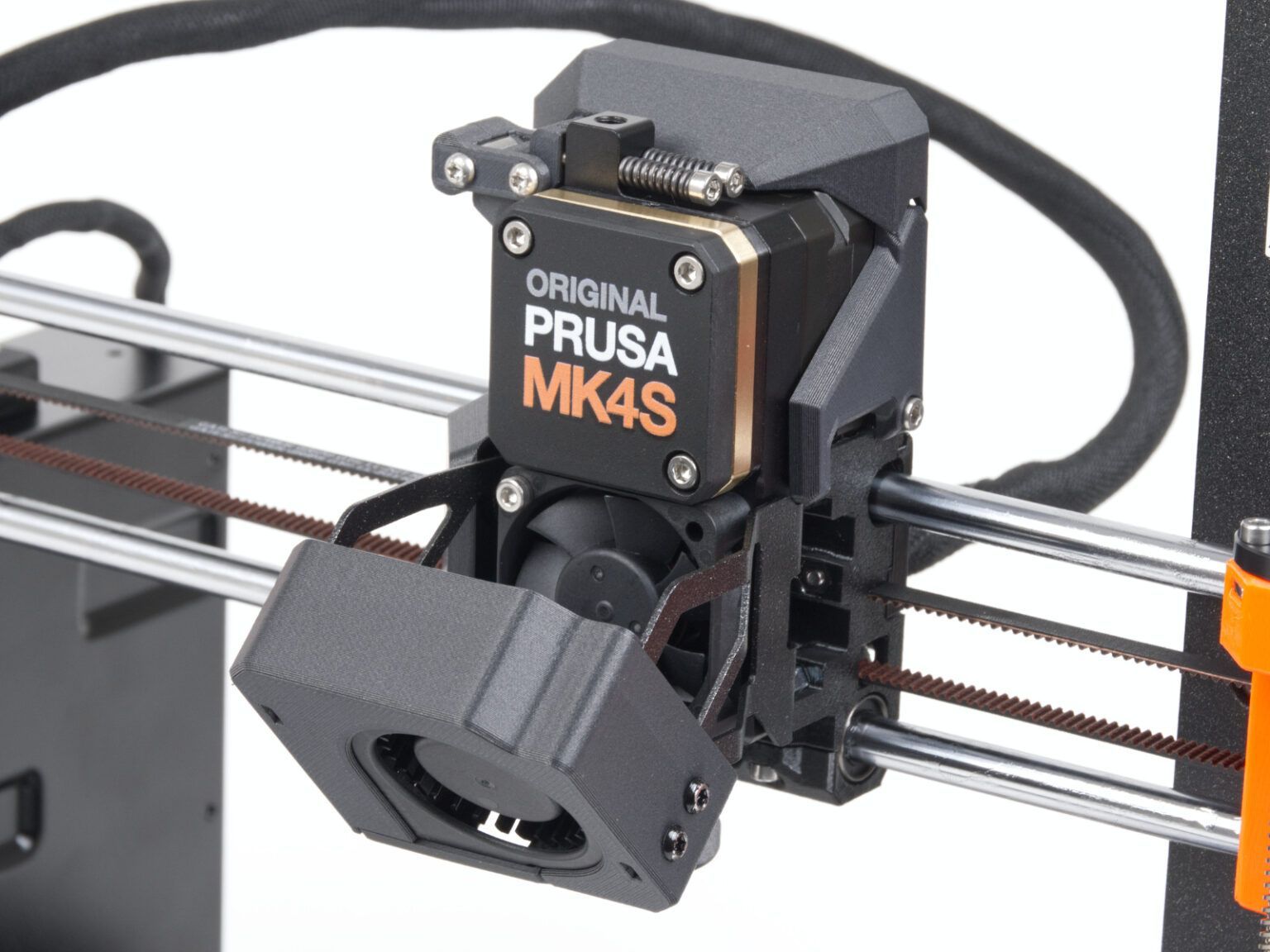
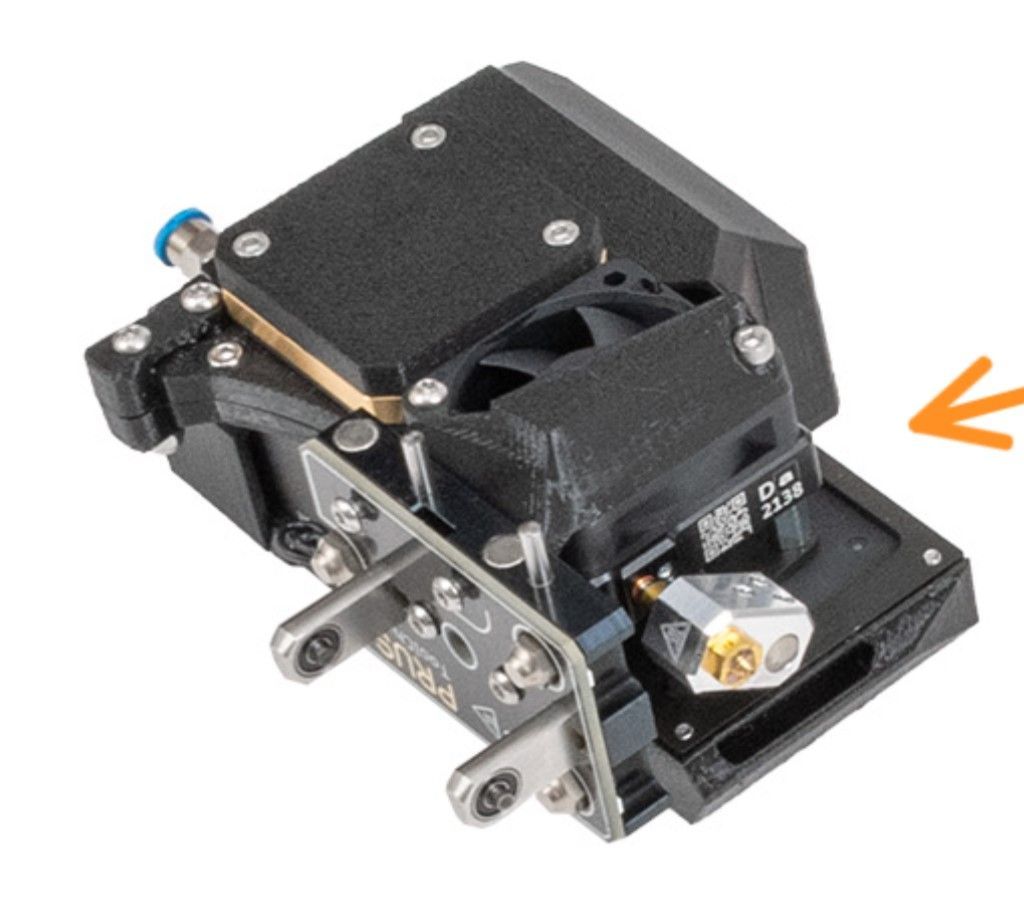
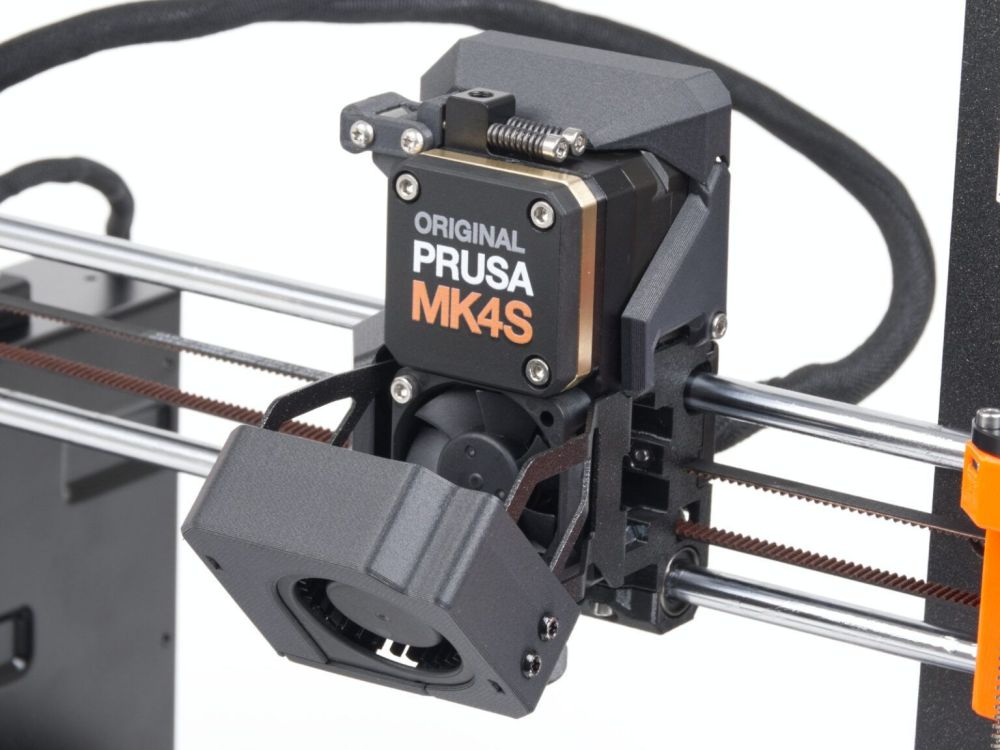
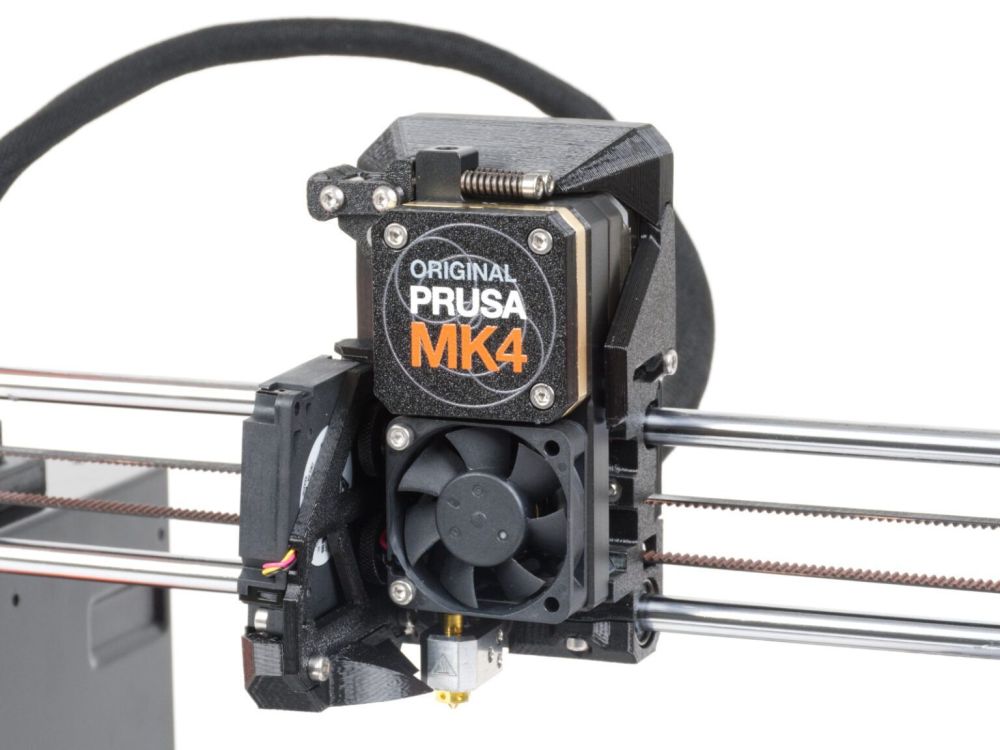
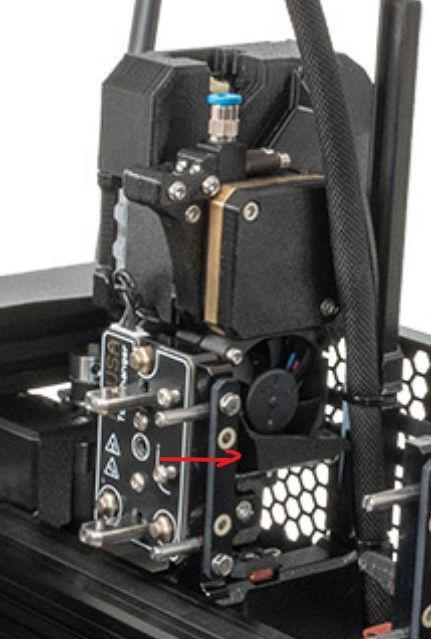
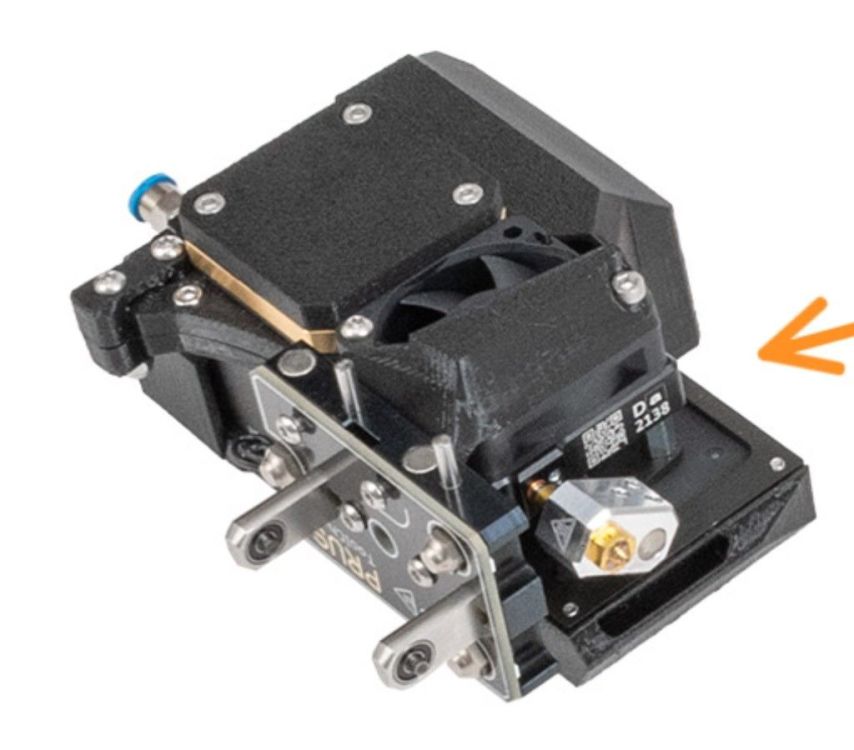
C'est un peu l'idée majeure de cette mise à jour. Je pose les photos comparatives : La ventilation sur la MK4 a le gros avantage d'être pivotante, pratique pour l'entretien et le changement de buse, et de laisser clairement la buse visible en cours d'impression. La ventilation de la MK4S promet de meilleures performances, mais je pense au détriment de la facilité de maintenance. Je pense que c'était un passage obligé pour pouvoir utiliser les buses High Flow, faut bien pouvoir refroidir la quantité croissante de matière qu'on arrive à sortir de ces extrudeurs. Un autre point de détail que je remarque, l'autre ventilateur est partiellement caché par le nouveau. Et c'est un très bon point pour moi, lors de l'utilisation de matières sensibles aux courants d'air. Sur les MK3 et MK4 lorsque j'utilise ce type de matière (j'ai un PC-ABS particulièrement sensible), je bricole une écope en scotch de masquage pour dévier l'aspiration. Sur la Prusa XL il y a déjà une écope intégrée :
 2 points
2 points -
Je ne sais pas si ça peut aider, mais je vais passer par le dessus en utilisant le trou, comme je l'utilise à la moitié de sa vitesse, ça devrait jouer pour moi, j'ai mis des tampons qui font mieux adhérer le support, je pourrais aussi le coller. Si jamais le modèle intéresse quelqu'un, j'ai pris le plus simple, les pièces sont bien configurées s'emboitent bien. https://www.thingiverse.com/thing:2591850
 2 points
2 points -
Quelle réactivité ! Merci ! n'hésite pas à le publier sur Printables je pense que ça fera des heureux Edit : je vois qu'un certain "Vainvain" à déjà frappé sur Printables j'ai reconnu le HSW à l'arrière.1 point
-
Et bien voilà c'est chose faite. Support caméra côté (D) X4 Pro_Plus.stl1 point
-
pour ceux qui chercheraient encore, j'ai trouvé ces stl sur makerworld de bambu lab faut les telecharger en stl et c'est correct https://makerworld.com/en/models/60113?from=search#profileId-651291 point
-
Et oui, c'est un peu long J'approche des caractérisques des Elegoo Mars 1/2 (de mémoire) donc oui c'est un temps "normal", mais comparé aux imprimantes SLA actuelles, elle est très lente... J'ai un temps d'exposition de 8 à 15s (faut encore que je peaufine mes tests) là où des imprimantes actuelles sont vers 1 à 3s1 point
-
Hey, on t'a vu tout nu derrière la porte. La vache même en timelapse ça parait long ! Je connais pas les standards en SLA, c'est un temps normal pour cette taille ?1 point
-
Salut, Je te conseillerais de faire la modification dans le fichier configuration.h, histoire de centraliser les modifs . La définition des entrées sorties pour le moteurs E1 se situe dans le fichier Marlin\src\pins\lpc1768\pins_BTT_SKR_V1_4.h Il suffit donc d'ajouter ces lignes dans le fichier configuration.h après la définition des pilotes moteur (section stepper drivers). Ce qui donne:1 point
-
L'effet sera différent mais je vois pas pourquoi ça ne marcherait pas. Voici ce que ça donne chez moi. D'ailleurs on constate bien mon problème de "vague" sur mes parois droites.
 1 point
1 point -
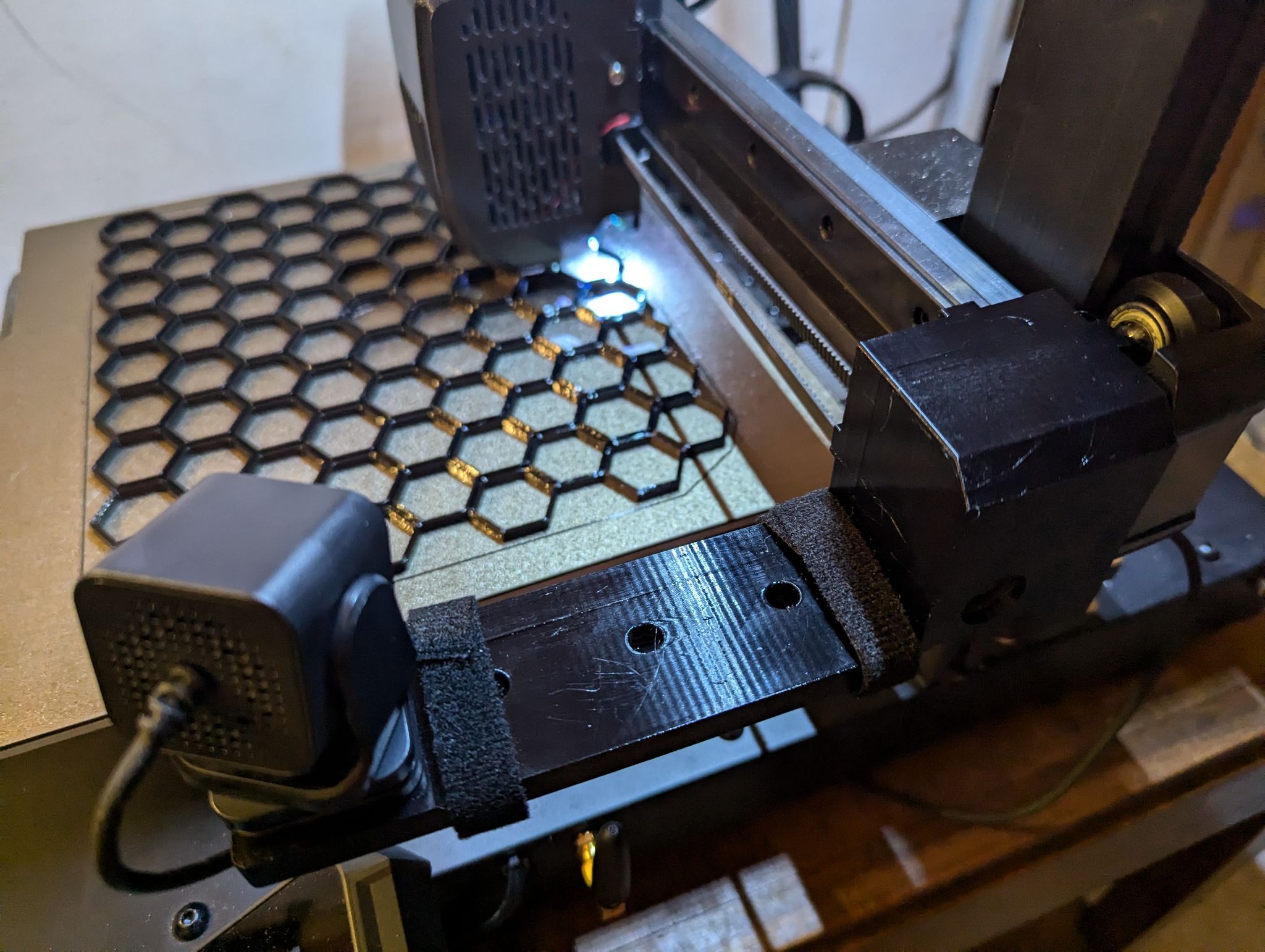
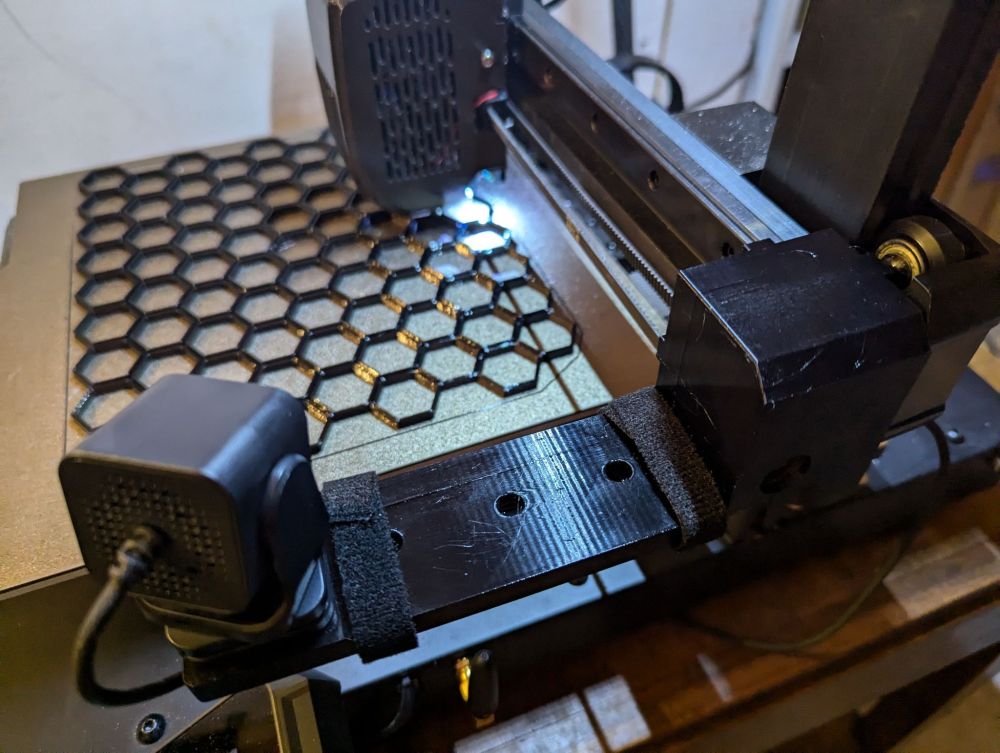
J'ai imprimé ton support en PETG et il est vraiment super bien ajusté et la position la plus éloignée est idéale pour moi. J'ai juste ajouté deux bandes de scratch sur le bras pour que le câble longe le support par en dessous jusqu'à la structure de l'axe Z. S'il fallait encore améliorer le modèle un petit passage de câble par le dessous du support serait parfait :-). Merci en tout cas !1 point
-
j'ai finalement trouver 5 minutes pour monter un hotend 2.5 sur ma X-Max 3 en dehors du fait que ça permet d'imprimer n'importe quel filament avec la buse bi métal, le débit est légèrement supérieur et plus régulier.1 point
-
Tu parles du truc accepter refuser les cookies et tout ça depuis la RGPD ? J'avais déjà remonté ce problème il y a quelques temps. Ca m'arrive encore de temps en temps.1 point
-
@divers le problème vient de la température maximale supportée par les résines classiques qui se ramollissent très vite surtout si la pièce comporte des parois fines1 point
-
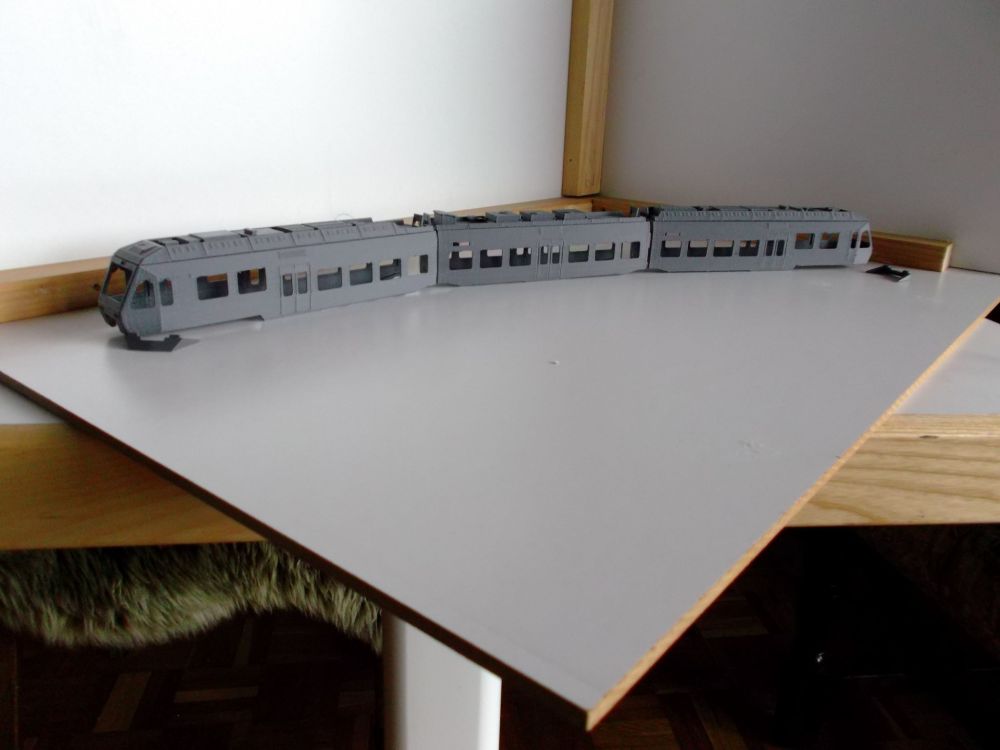
Voici d'autres impression avec une K1C de créality .. Plus rien a voir avec ce que j'ai imprimé en FDM depuis le début c'est bluffant !! A quand 'l'impression métal 3D la se sera le summum . Impression en 0.08 avec fil Ariane Plast de Sarrebourg Pla recyclé Gris metalisée et PAL + blanc Rame Suisse type NINA des BLS au 1/87
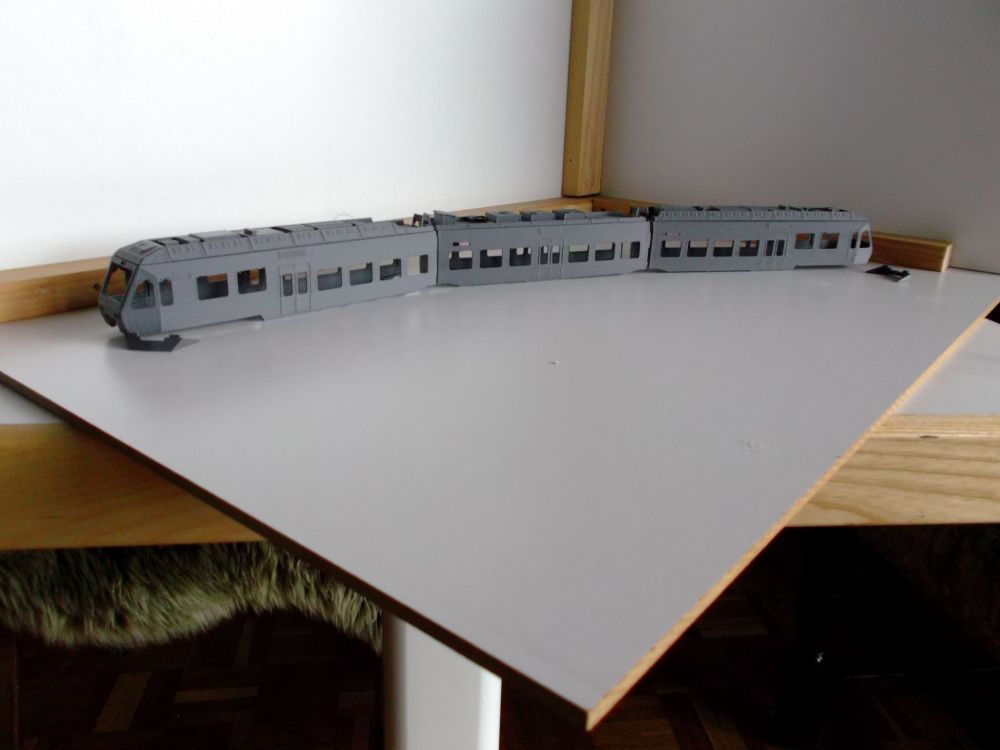


 1 point
1 point -
Impression d'une rame suisse de la bls de typ NINA 3 élément a l'echelle 1/87 .. Avec K1C en 0.08 fil ariane plast PLA recyclé T° 220 lit 60° temps d'impression pour la rame complète 6 H imprimé chaque pièce séparément vitesse d'impression 200 mm/s tranchage bambu studio impression par trancheur creality Print 5.0 (WIFI) L'impression impressionnante du toit par les détails pour du FDM vaut bien l'impression résine en rapport à la dangerosité de la manip des produits !! Je suis assez bluffé !! ..

 1 point
1 point -
bonsoir @Rouzejp beaucoup l'utilise déjà (Mr Propre ou un autre détergent ménager) ça n'est pas mal mais ça n'est pas totalement adapté et performant car primo Mr Propre a des agents nettoyants et des tensio actifs adaptés aux salissures d'une maison (matières organiques, graisses etc) et secundo il est pleinement fonctionnel avec de l'eau chaude1 point
-
hello, non , c'est plutôt le contraire, si rien ne rentre , il faut diminuer le temps d'exposition.1 point
-
Voila ,de twotrees il ne reste plus qu’une partie du chassis,broche vevor 1.5k,nema 23 et drivers externes,full rails et nouvelle electronique.
 1 point
1 point -
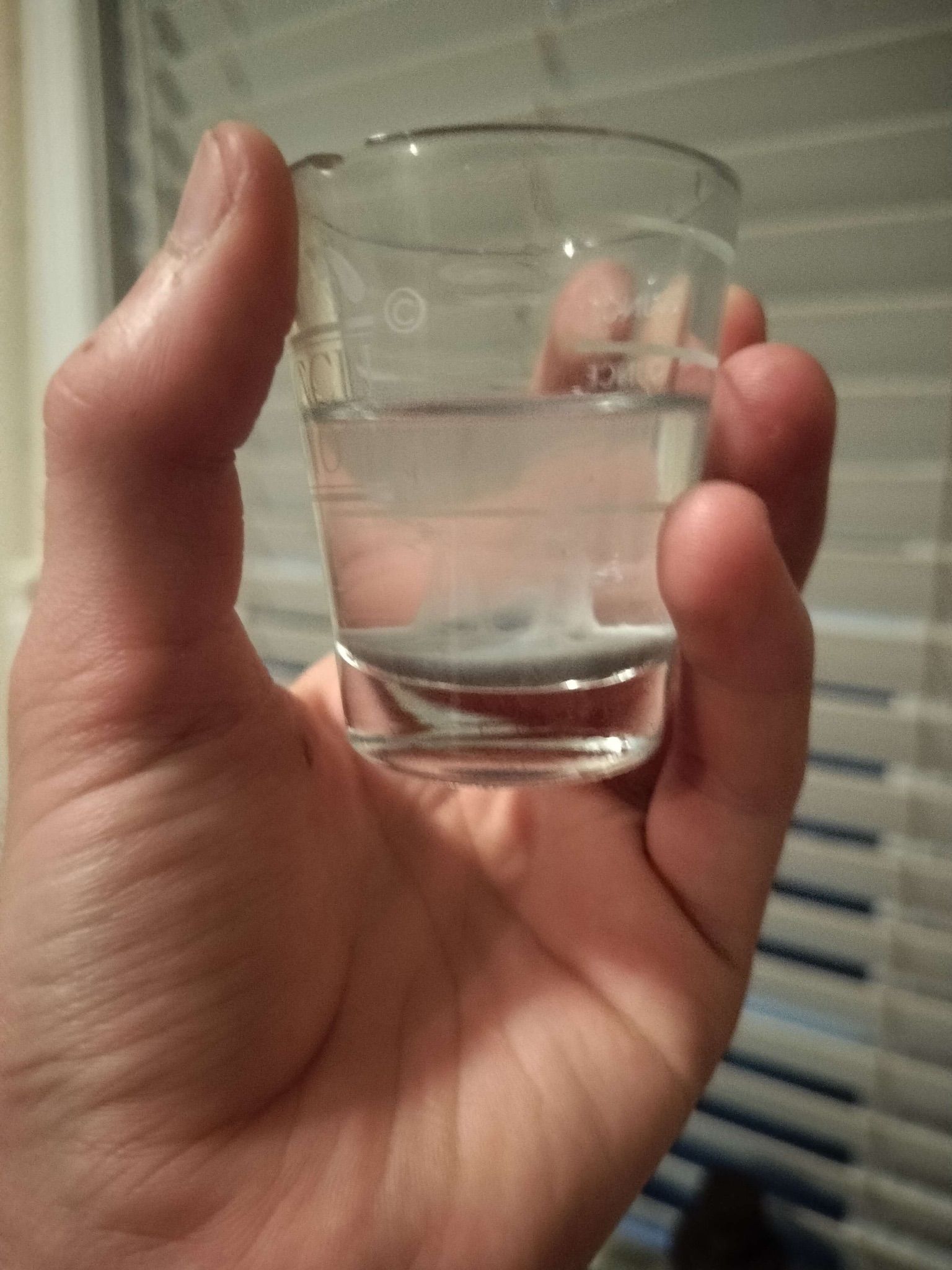
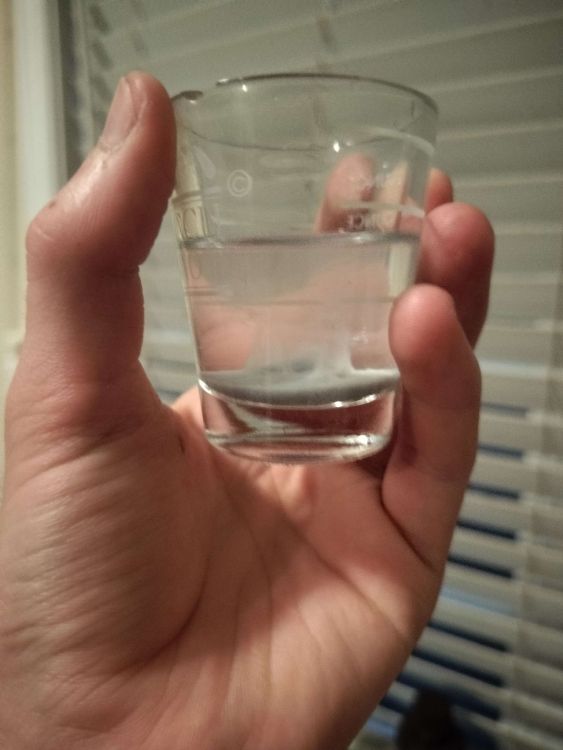
Je repasse une dernière fois sur ce thread, pour une unique raison : je me rends compte que j'ai dit un truc faux précédemment, et je déteste propager des fake news. Donc, correction. Le Photopolymer Resin Detergent d'Elegoo n'est PAS à base de glycol ! Il est à base d'ester. Mes excuses. Cette idée provient d'une erreur sur le Discord d'Elegoo de gens qui ne font que la propager en répétant une idée fausse au départ, apparue là-bas on ne sait comment ni pourquoi en réponse à la demande de composition du nettoyant d'Elegoo, qui a été associé sans logique au TPM de Formlabs. Le TPM est un solvant à base de glycol ayant 3 à 4 fois le pouvoir de l'IPA pour retirer la résine. C'est le choix de Formlabs en alternative à l'IPA. Mais il s'avère qu'il est sans rapport avec le produit d'Elegoo… Comme on m'avait répondu là-bas de manière très persuadée et persuasive sans conditionnel avec des airs de spécialiste autoproclamé, je les ai au début naïvement crus, et j'ai répété cette fausse info ici. Mais comme je ne trouvais aucune référence en source à leurs dires – bien qu'ils prétendaient que "Elegoo avait partagé la MSDS" pour justifier leur "glycol-based", j'ai fini par flairer un loup. En réalité, cette MSDS n'avait été partagée absolument nulle part, ni sur le site d'Elegoo, ni dans leur Discord, ni chez les revendeurs ! Tout ça était du flanc. J'ai remonté moi-même les fils là-bas sur ce sujet et repris l'enquête depuis le début. J'ai donc fini par écrire à Elegoo, qui m'a donné la fiche de sécurité de leur produit. Celle-ci n'était jusqu'à ce jour nulle part sur le net, vous l'avez donc en exclu (cf. PDF attaché) ! Donc pour résumer la composition du nettoyant Elegoo : La moitié du produit est un mix d'esters simples et dibasiques (DBE) : ce sont des solvants. 35 % sont constitués de lipides (des acides gras) et d'un polyol (du pentaérythritol) qui contribuent au processus de lavage (l'améliorent) pour diverses raisons que je ne vais pas indiquer ici pour ne pas alourdir ce message. 15 % sont constitués d'un nom chimique compliqué composé principalement d'un autre ester avec un groupe dodécyloxy éthoxy possédant une longue queue hydrophobe : c'est le détergent. Ce produit agit donc à la fois comme un solvant (comme l'IPA et le TPM) et comme un détergent (d'où le nom du produit). Cela explique pourquoi il ne laisse pas autant de "film huileux" sur les pièces lavées que d'autres solvants à base de glycol, et/ou qui n'intègrent pas de détergent. Par ailleurs, contrairement au détergent Sunlu ou au ResinAway, le détergent Elegoo permet à la résine qui y est diluée de polymériser sous UV en un blob qui peut être séparé et filtré. Je pense que ça intéressera certains pour des questions évidentes de recyclage. En pièce jointe, la photo publiée par un utilisateur proactif sur Discord, qui a bien voulu réaliser rapidement l'expérience que j'y avais suggérée. Le liquide transparent dans le verre est le détergent Elegoo. On voit que la résine en suspension a pu partiellement polymériser sous UV, et a précipité au fond. Ciao ! SDS-Elegoo-Photopolymer-Resin-Detergent-CANEC23017537701(SZP23-034145)-Final-英文.pdf
 1 point
1 point