Classement
.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)


Contenu populaire
Contenu avec la plus haute réputation dans 30/08/2024 dans Messages
-
Bon, j'ai été un peu plus rapide que prévu Le projet est maintenant entièrement disponible, voici les liens : https://github.com/GuillaumeGTHB/MSLA-Cyclop-Printer https://www.thingiverse.com/thing:6748121/files https://cults3d.com/fr/modèle-3d/divers/imprimante-msla-cyclop https://www.printables.com/model/990570-cyclop-msla-homemade-printer Merci à tous de m'avoir aidé dans cette aventure et d'avoir participé à ce projet ! On se dit à bientôt pour d'autres projets ---------------------------------------------------------------- Si vous avez des questions ou des remarques n'hésitez pas !4 points
-
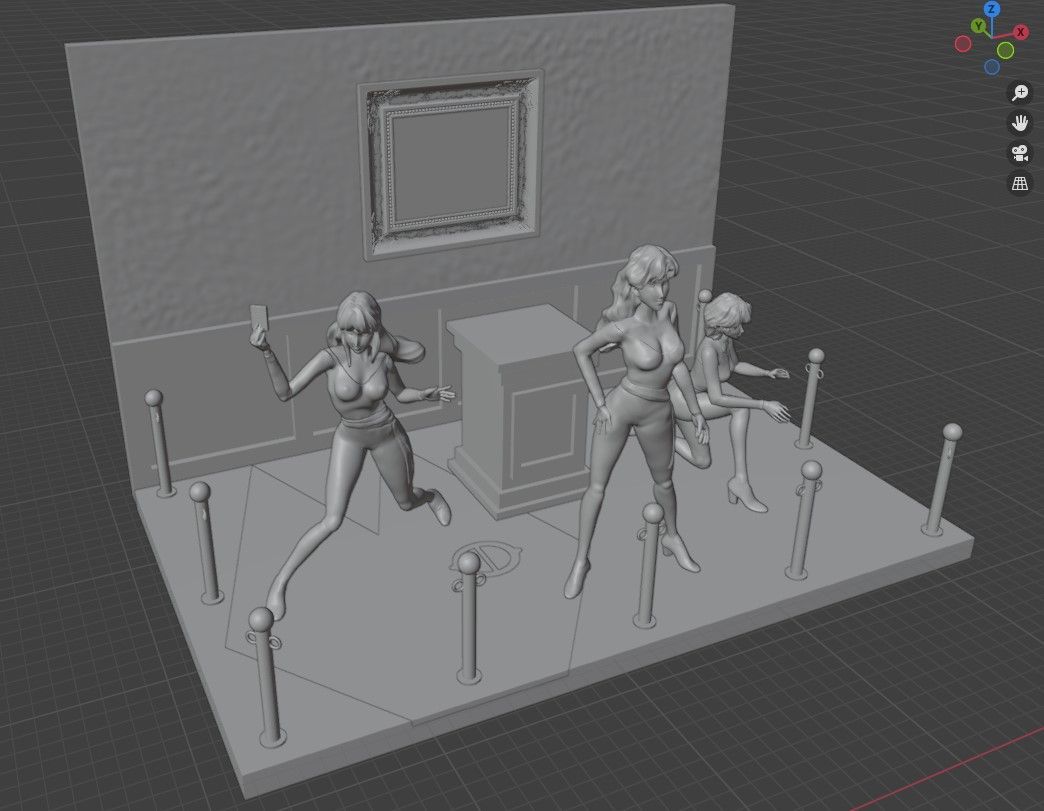
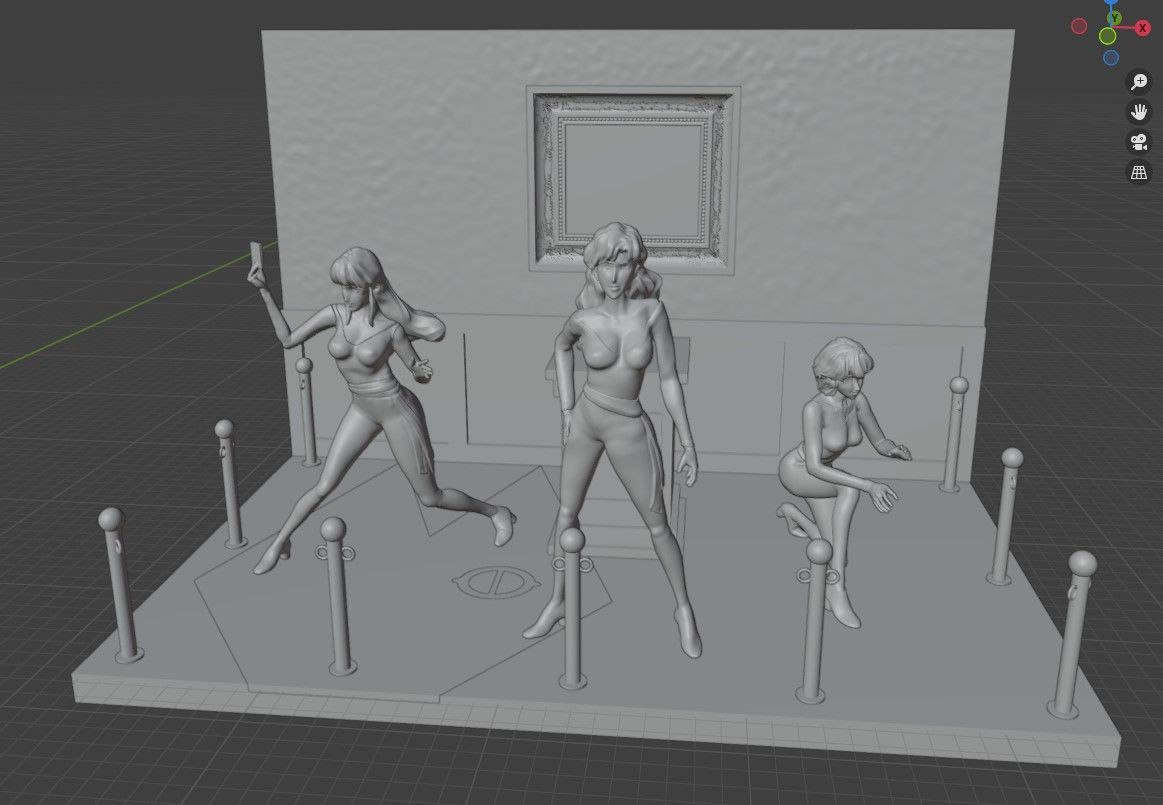
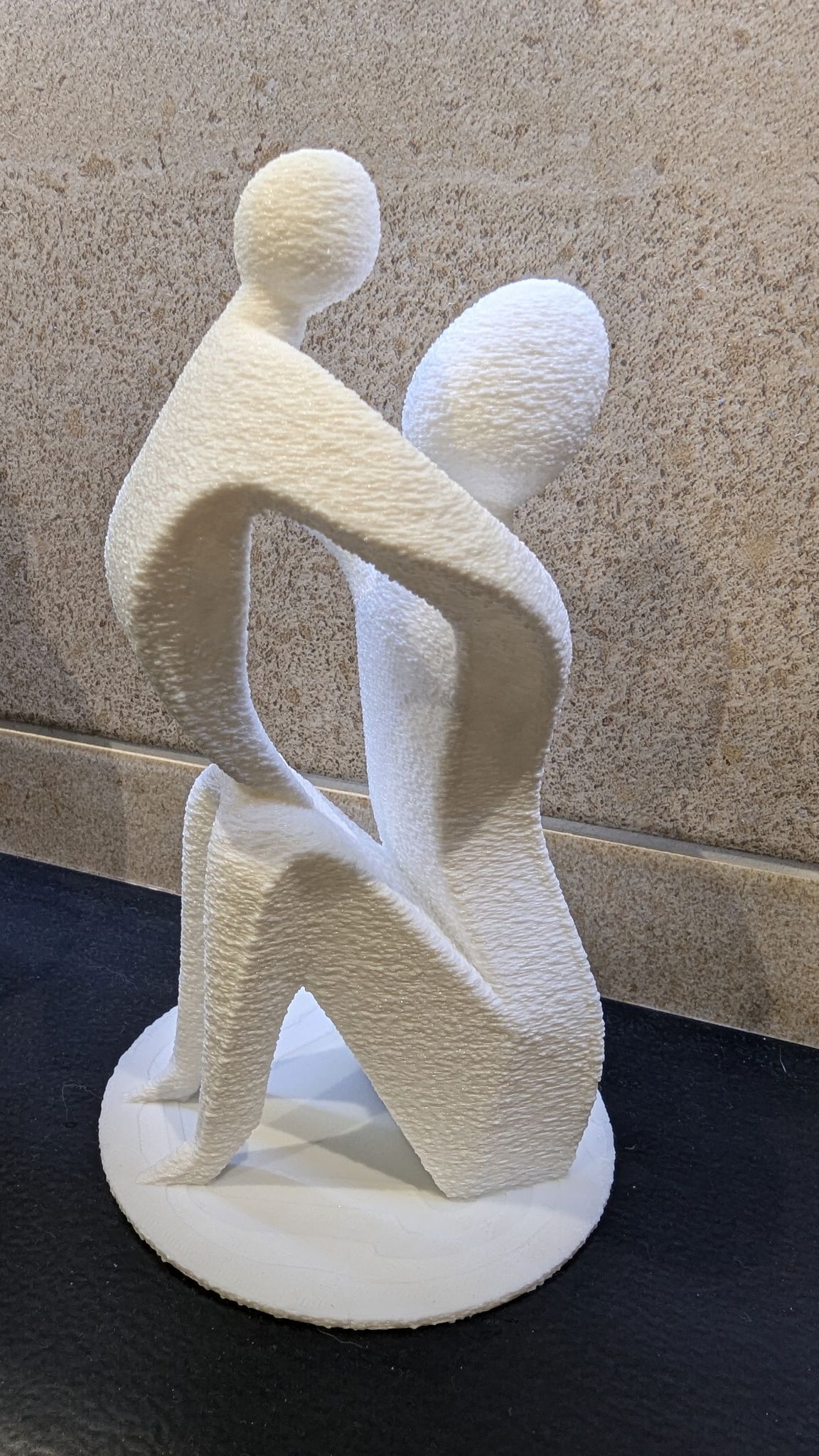
Autre projet en cour, j'ai toujours pas attaquée la peinture du projet Fallout... Diorama sur le thème de Cat's Eyes, il y aura un truc sur le présentoir reste encore à trouver quoi. Première impression finie avec la P1S, le reste se fera avec la MonoX
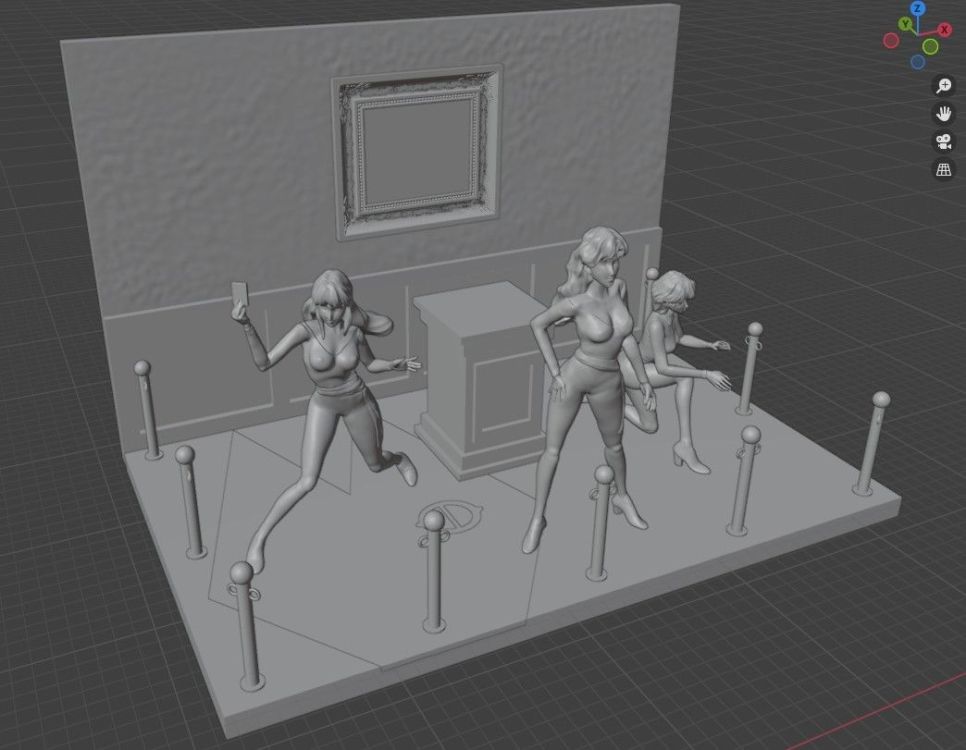
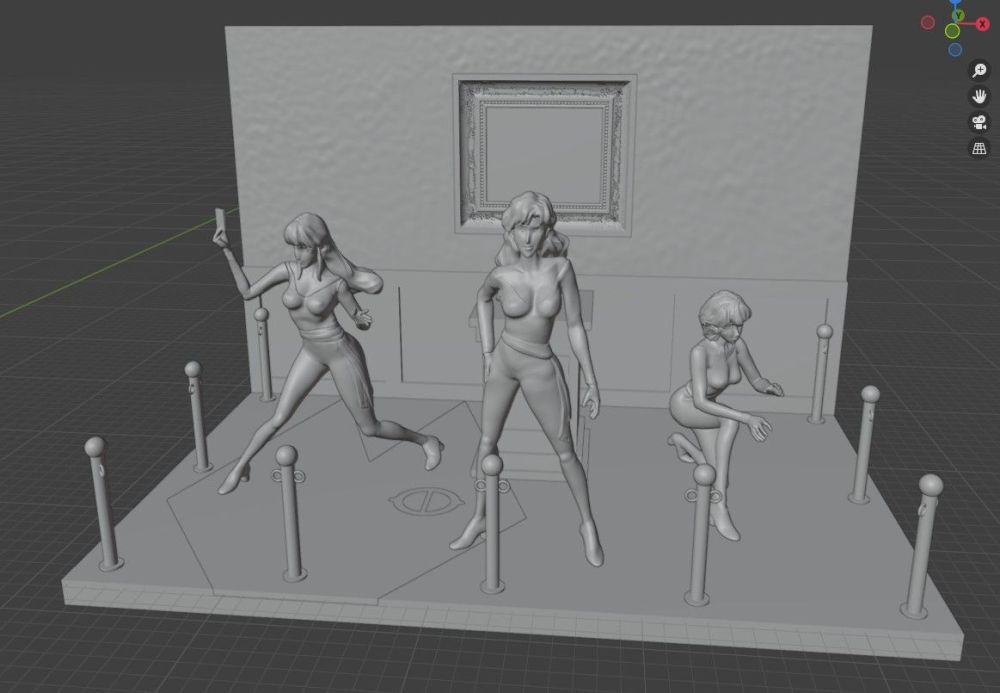
 3 points
3 points -
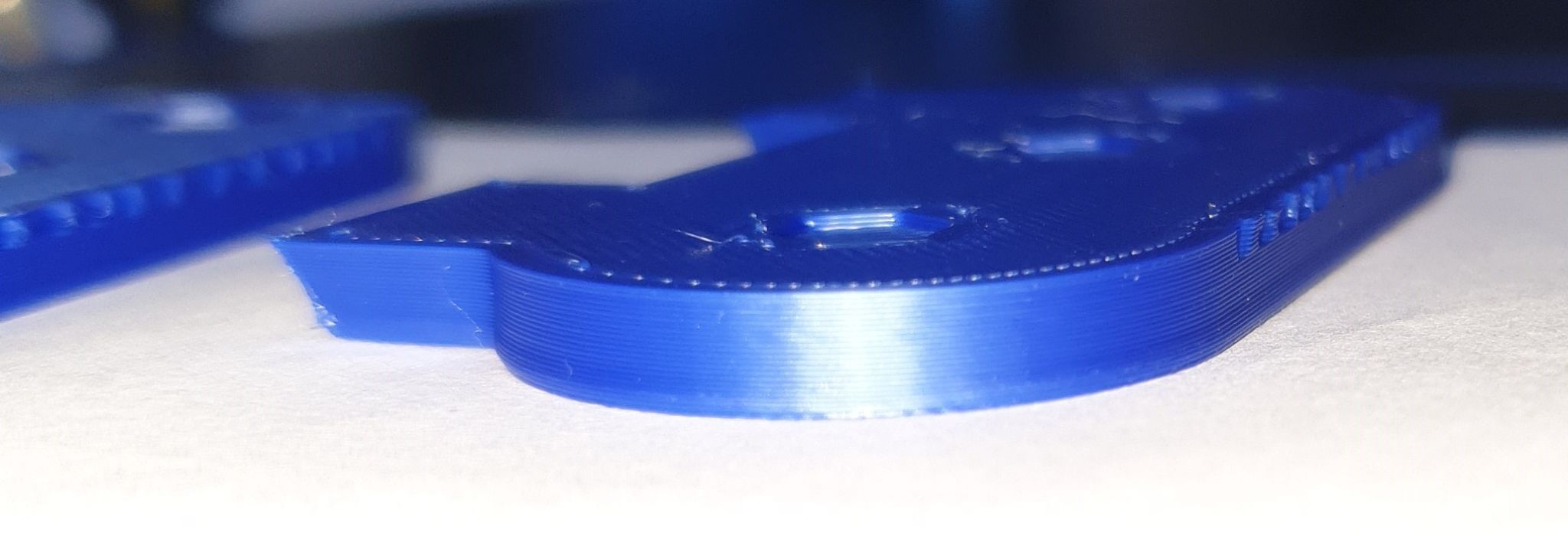
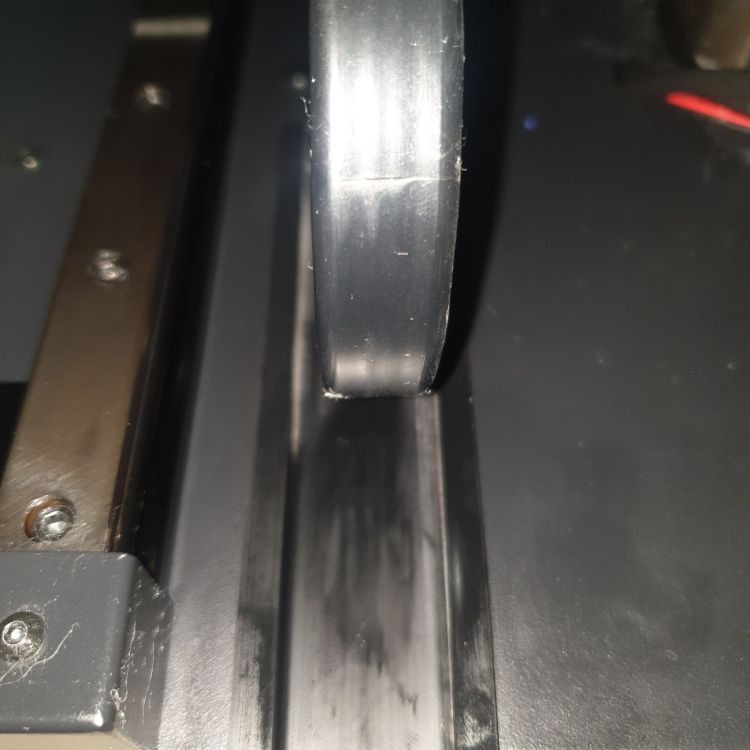
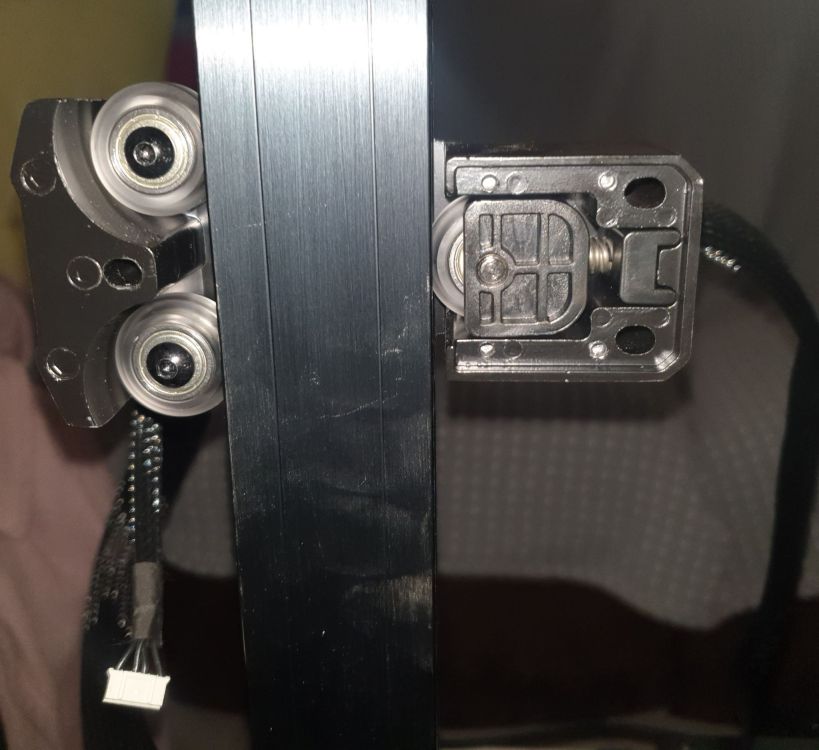
Je vois que tu en as profité pour remplacer les roue en Poma par des modèles en polycarbonate qui souvent de déforme moins sont plus résistance dans le temps. Pour le câble du bed, comme le bout de profilé alu a une coupe franche et que le e, reculent le bed appui le cable dans la rigole cela m'etonne pas au vue te tes photos j'avais pas cela j'avoue ta solution est bonne les autre option limer la tranche de la coupe pour biseauté et evite d'abimer la gain du cable. Non en réalité ce sont des feuille d'acier a ressort avec une feuille PEO d'un coté et un enduit PEI de l'autre (donc l'acier c'est l'âme de la plaque), le sticker PEO fait environs 0.125mm d'épaisseur donc aucun soucis, par contre il peut être utile d'ajuster le Z-offset, car les côté PEI texturé demande d'être plus ecraser côté 1er couche d'impression mais en plus l'epaisseur est un peu supérieur sur le PEI texturé.2 points
-
Bonjour à tous, Nouveau sur le forum, j'ai parcouru avec intérêt ces derniers mois divers thread qui m'ont pas mal dépanné lorsque j'ai eu des soucis avec ma D12 230, et j'aimerais à mon tour apporter ma pierre à l'édifice Ayant rencontré un souci avec le firmware officiel de Wanhao suite à changement de carte mère en panne - les axes devenaient inversés - je me suis rendu compte que le problème était simple à solutionner en recompilant Marlin soi-même - le support de Wanhao Europe ne semblant plus savoir le faire. Ainsi je vous propose un Firmware Marlin pour la D12, basé sur le fork de NeoprodFX. Fonctionnalités Passage en TFT_COLOR_UI pour avoir plus de fonctionnalités Changement des codes couleur de l'UI pour plus de clarté et de cohérence avec le noir/orange de la D12 Support des cartes mères MKS v1.2, 1.3 et 3.0 (je n'ai testé qu'en 1.2) Support des D12-230, 300, 500 (j'ai testé avec la 230) Support du 3D touch avec amélioration de la fiabilité sur la procédure d'autoleveling Support du Direct Drive (à tester) Support du Dual Extrudeur (à tester) Support de la configuration full TMC2209 Menu Maintenance : Autoleveling, load/unload filament Exemples de gcode Start/End pour utiliser avec le slicer La plupart de ces fonctionnalités sont là grâce au travail des diverses personnes qui sont passées par là avant moi. Je n'ai eu que peu de changements à faire pour que ma D12 soit de nouveau au top de sa forme TODO list Activer et configurer le changement de filament en cours d'impression (M600) Problèmes connus Pas de gestion du Wi-Fi en mode TFT_COLOR_UI Téléchargement et code source Le firmware est disponible sur ce lien GitHub (en anglais) : https://github.com/ORelio/Wanhao-Marlin-Firmware N'oubliez pas que vous installez le firmware sous votre propre responsabilité. Bien qu'il soit normalement aisé de revenir au firmware de base en le téléchargeant sur le site officiel, ne vous lancez là-dedans que si vous êtes à l'aise avec ça. Pour le moment, à moins que vous ayez exactement la même configuration que moi (D12 230 / MKS v1.2 / 3D Touch), il vous faudra configurer et compiler le firmware en suivant les instructions présentes sur le dépôt. Moi aussi ça m'avait fait peur mais c'est plus simple que ça en a l'air, je vous assure ! L'objectif de ce dépôt communautaire est de permettre, si le firmware vous est utile, de l'améliorer à votre tour et d'y proposer des changements pour que tout le monde en profite, plutôt que de recommencer chacun de son côté. Par exemple, si vous compilez le firmware pour une configuration précise et que ça marche bien chez vous, n'hésitez pas à partager l'image à flasher en précisant votre configuration pour que je l'ajoute au dépôt Remerciements Je tiens à remercier les personnes suivantes dont les travaux m'ont beaucoup servi : Firmware Marlin : Projet Marlin Configurations pour la D12 : Jonathan06, NeoprodFX Tuto pour installer l'environnement de dev : fran6p Astuces de fiabilisation du 3D touch : Schyzo1 point
-
Et si tu calibres tes steps avec des grandes cotes, est-ce que les petites cotes sont faussées ?1 point
-
1 point
-
@RT36 vu le prix et ses caractéristiques mécaniques, j'aurais bien essayé mais victime de leur succès, il n'est pas disponible avant le 16 septembre ...1 point
-
Quelques nouvelles. J'ai laissé tomber le système de nettoyage de la buse, à part le mouvement du servo qui attire l’œil ça ne sert pas à grand chose. Le véritable plus est l'utilisation d'une buse de 0.2mm, ça change tout. J'arrive à avoir des pièces avec des trous de 1mm sans retouche. L'ajustage par emboitement est quasi parfait. C'est la buse idéale pour cette machine. Reste que j'ai du faire quelques ajustements avec S3D pour repousser les limites de la précision.1 point
-
Un peu oui et j'ai amélioré mon premier modèle qui n'a pas de frein. Par contre je ne sais pas s'ils vont fonctionner correctement ! Je finis d'abord de monter mon avion radiocommandé pour enfin apprendre à le faire voler dans un club. Je ferai ensuite une vidéo de l'Helica II. Wait and see !1 point
-
il y a des utilisateurs voron qui en ont : quelques éléments 'cheap' après à moins d'un 1/3 du prix d'une voron, c'est apparemment une bonne base et elle imprime vite et bien.1 point
-
tu es sur la elegoo saturn 4 ? en fait, il faut regarder si le système du bac est avec un double vissage, si c'est le cas, pour de l'acf ca se tend tout seul il faut juste ne pas trop serrer comme un sagouin. le systeme de la S3U j'ai pris le bac, j'ai retiré l'acf et en le retirant j'ai regardé et j'ai juste remis sans aucune science et il était bien tendu. Si tu mets du pfa ou fep oui la j'avoue avoir toujours lu et entendu qu'il fallait crée une tension supplementaire1 point
-
Réponse B Ayant travaillé dans des raffineries de pétrole, je peux t'assurer que l'imprimante 3D FDM dans un appartement est cent fois moins dangereuse que l'air que tu respires dehors1 point
-
oui normalement tu as une bandes bleu en effet, je l'ai changé qu'une fois sur ma S3U mais de mémoire quand tu as le coté du bac ou tu verses la resines il plus opaque La pellicule bleue doit être retirée et elle protège le côté lisse du film qui DOIT être en contact avec la résine. Le côté granuleux se pose pour être en contact avec l'écran. Ce film s'installe sans cale. mais c'est vrai qu'en le changeant tu ne peux pas te planter, car tu nettoies le precedent et tu te rends compte qu'il y a 2 teintes, faudrait que je nettoie le mien pour te répondre si jamais tu as un doute.1 point
-
@Teuck45 pour te rassurer, l'impression 3D est l'une des techniques de bricolage la plus propre et la moins dangereuse - d'ailleurs beaucoup de personnes qui n'ont pas assez d'espace pour avoir un atelier chez elles ont une imprimante 3D car ça ne prend pas beaucoup de place et ce n'est pas salissant. Les travaux dans la maison, le travail du bois et du métal génèrent bien plus de risques de blessures d'une part, et de polluants d'autre part (poussières, fumées, colles, peintures, solvants...). Le ménage, la cuisine, le jardinage et les véhicules à moteurs te polluent bien plus aussi Avec une imprimante FDM (à filament) il suffit de travailler dans une pièce normalement ventilée (VMC avec renouvellement d'un volume par heure) ; si tu veux que ce soit parfait, installes ton imprimante 3D dans un meuble avec au fond du meuble une gaine d'aspiration reliée à la VMC du local. Là où il y a plus de risques c'est quand on s'amuse à faire du smoothing avec de l'acétone, ou qu'on applique une peinture ou un apprêt sur la pièce. Avec une imprimante résine, tu peux choisir d'utiliser des résines nettoyables à l'eau pour éviter de manipuler de l'alcool iso. Bien sûr il faudra porter des gants pour manipuler la résine et la pièce à la fin de l'impression. En fait le soucis avec une imprimante 3D est plutôt dans le sens inverse : c'est à dire protéger son imprimante 3D de la poussière, de la saleté et des écarts de température. C'est un problème qui se pose lorsque l'imprimante 3D est installée dans un atelier où on fait aussi d'autres activités.1 point
-
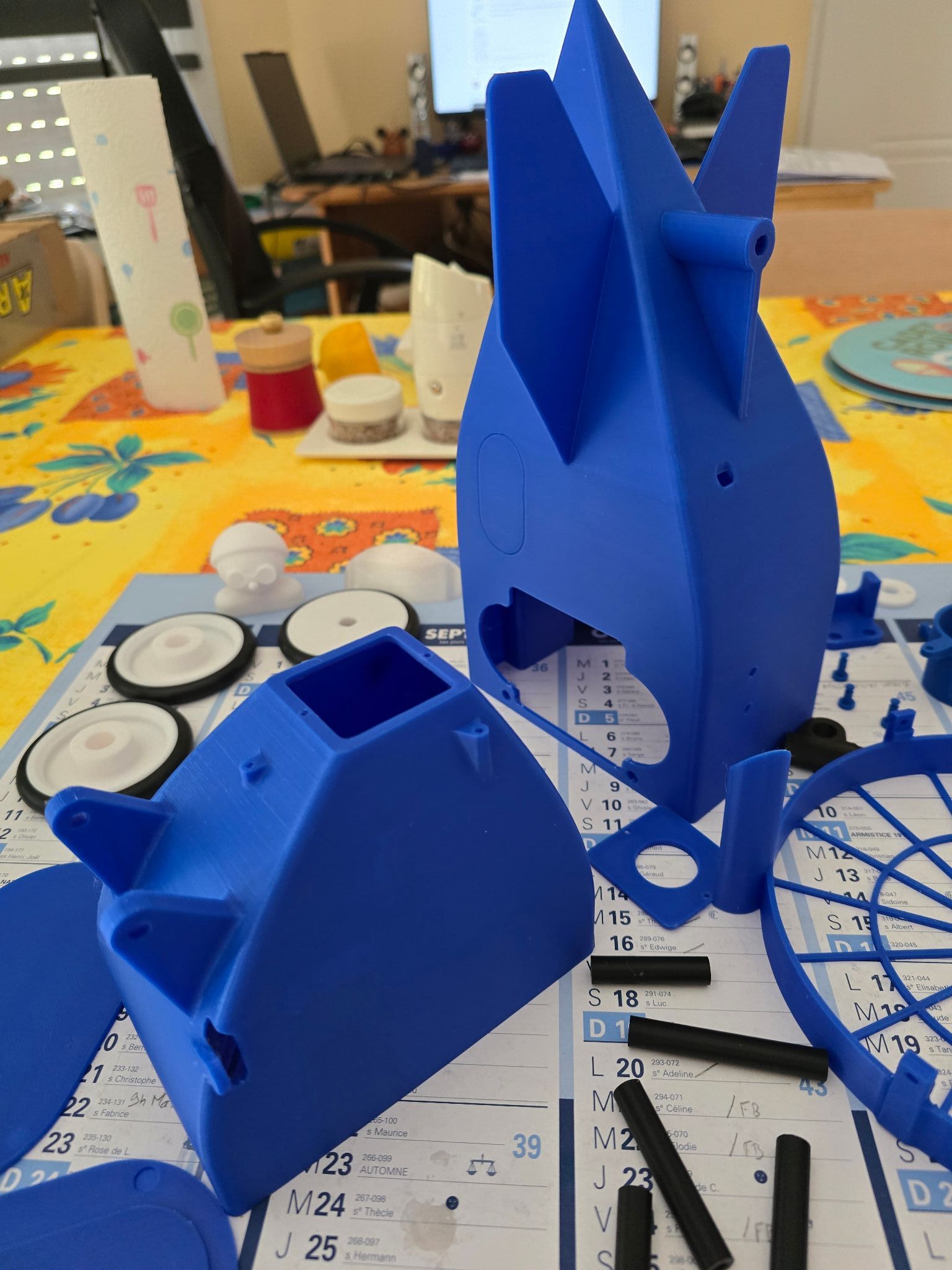
L'électronique est installée sur une plaque spécifique fixée au fond de la baignoire... Tout les écrous sont insérés dans une pièce de manière à éviter d'avoir à perdre un écrou pendant un démontage éventuel sur le terrain... J'ai mis le pilote dans la voiture une fois l'assemblage finie pour prendre des photos avec les lumières allumées... Je dois encore trouver une façon de faire une ceinture de sécurité pour la pilote, trouver comment installer le bumper et un moteur factice. J'ai modifié une pièce trouvée sur Printables qui fera l'affaire (je n'avais pas le temps d'en faire un moi-même), et je dois trouver une façon de l'installer...1 point
-
C'est la peur de l'inconnu. Pour le tabac, l'alcool, les voitures, les barbecues, les produits de nettoyage, le ponçage, la soudure, les feux de bois, etc. même pas peur, on est habitué.1 point
-
Tu es devenue accro à cette engin diabolique.1 point
-
Je parle sans vraiment savoir, car je n'ai encore changé d'ACF de chez Elegoo. Mais je n'ai encore jamais vu de fep/nFep ou PFA/ACF bleu pour l'instant. Et en principe, un ACF n'est pas totalement transparent parce que l'une des faces, à des micros reliefs car se trouve légèrement granulée. Donc, je dirais aussi comme toi, c'est la feuille de 0.3 mm légèrement laiteuse qui est l'ACF. Mais, il reste à trouver la face à mettre coté écran et là, je ne sais pas... Si acheté sur le site d'Elegoo, je dirais de contacter le SAV histoire de leur remonter le problème et leur demander de valider et comment identifier la face à mettre coté écran.1 point
-
Non ça ne vient pas de atome 3d je ne souhaite plus donner d'argent à cette entreprise https://fr.aliexpress.com/item/1005007466960817.html1 point
-
Ma deuxième Helica en kit avant montage ! Quelle machine formidable, cette BambuLab.


 1 point
1 point -
Je retire ma conclusion précédente. J'ai regardé de plus près et je n'avais pas remarqué les vis. C'est donc le même système pour les deux X4.1 point
-
Salut, Voici mes créations depuis que je possède la P1S @+













 1 point
1 point -
Le problème est résolu Il s’agissait de la tension des roues v-slot sur le montant du Z. Elles étaient bien trop serrées. Il a fallut bien du temps pour trouver, mais on y a réussi. Merci à tous pour vos conseils1 point
-
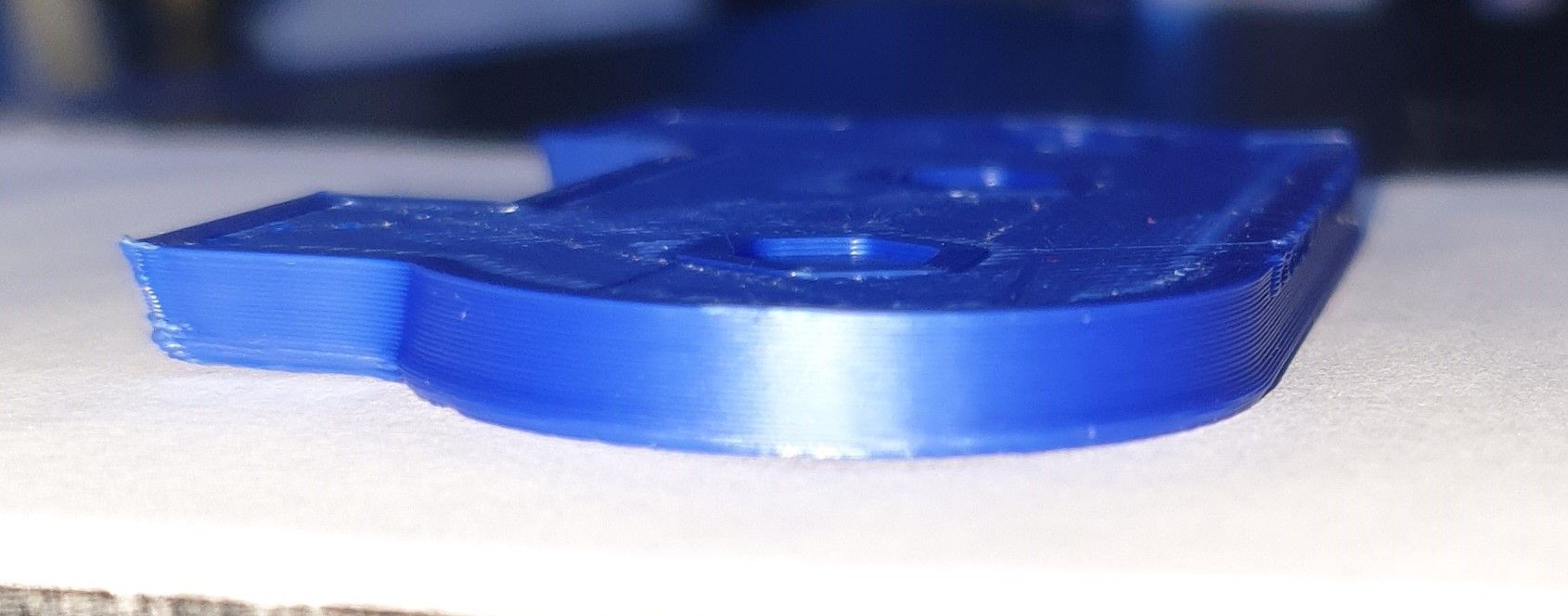
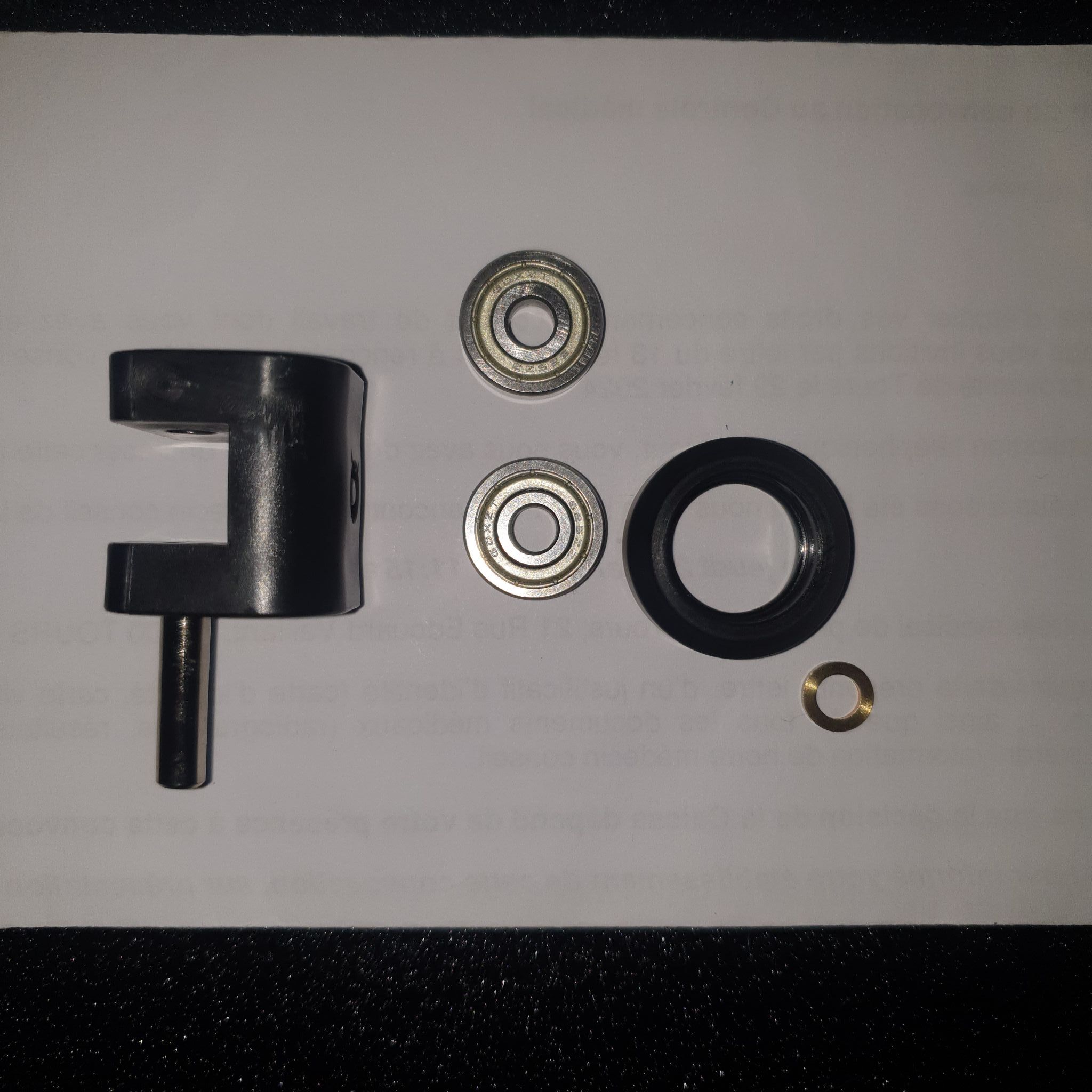
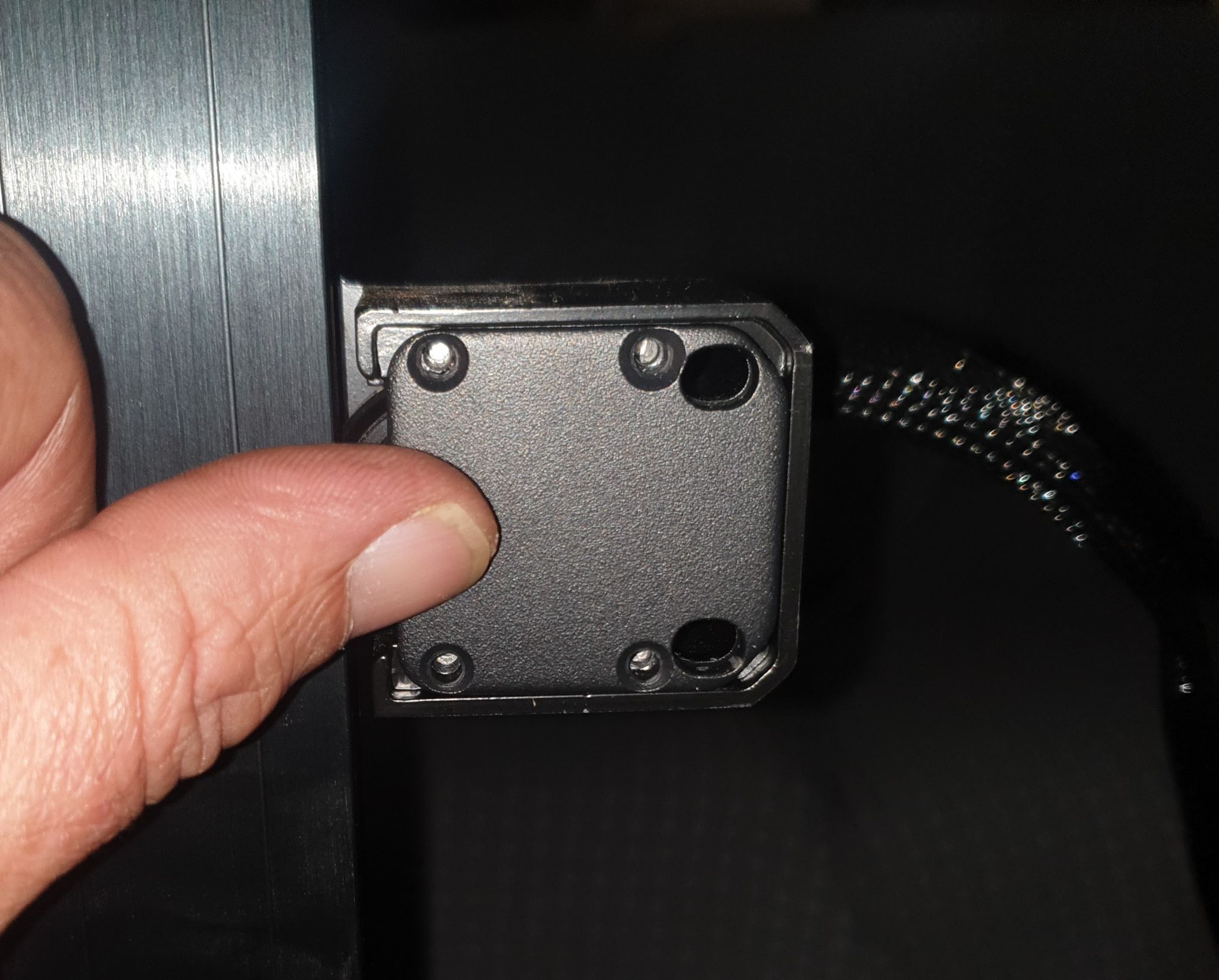
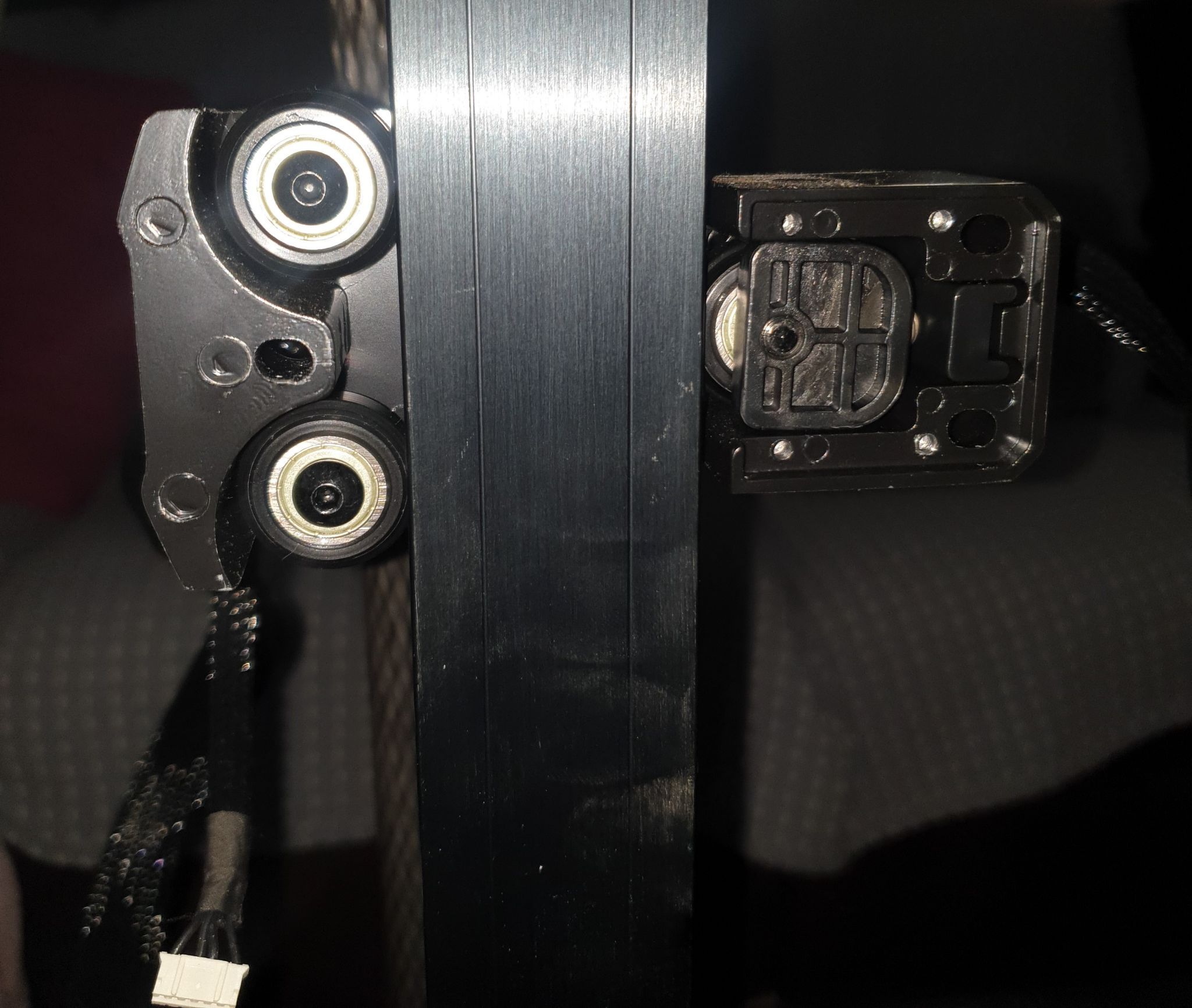
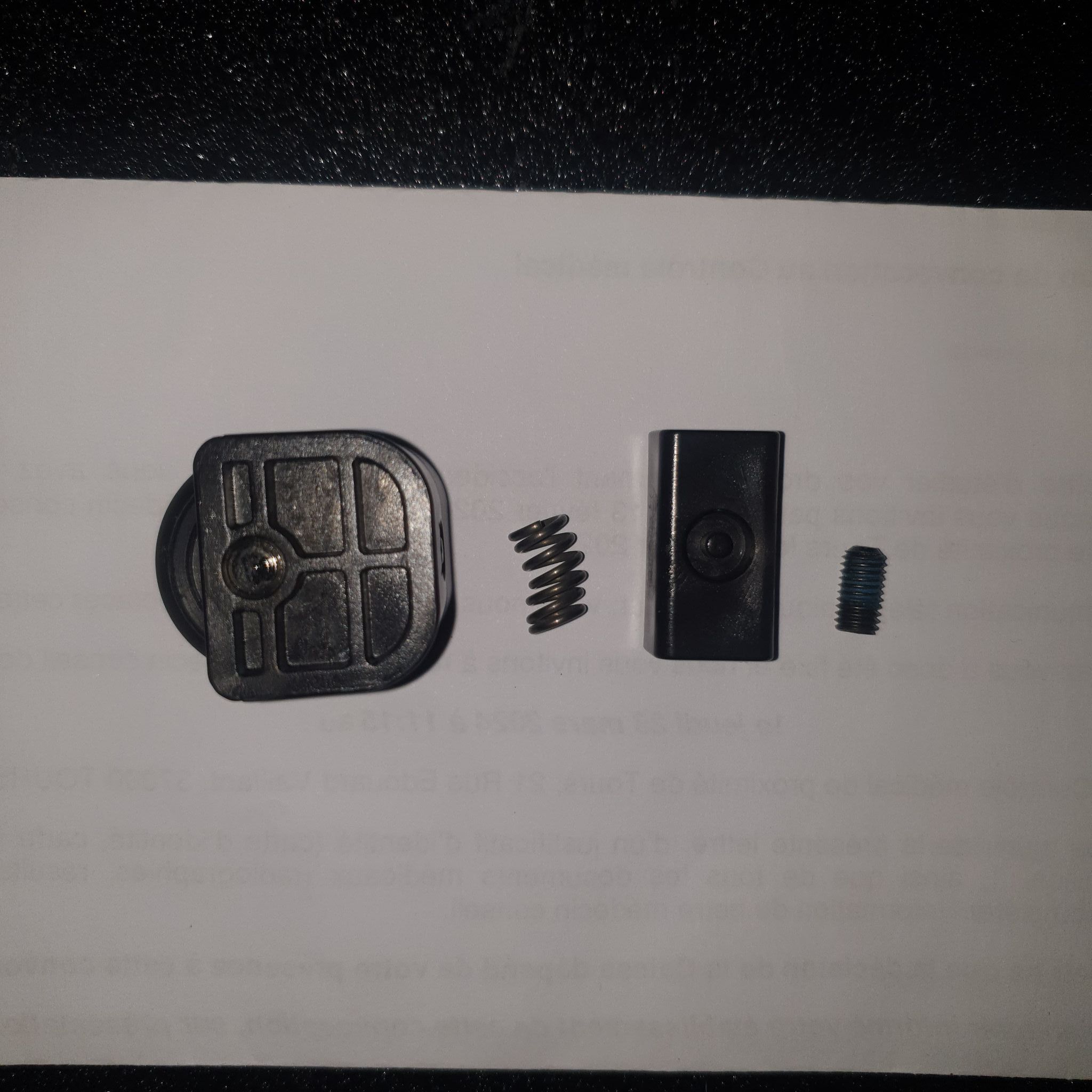
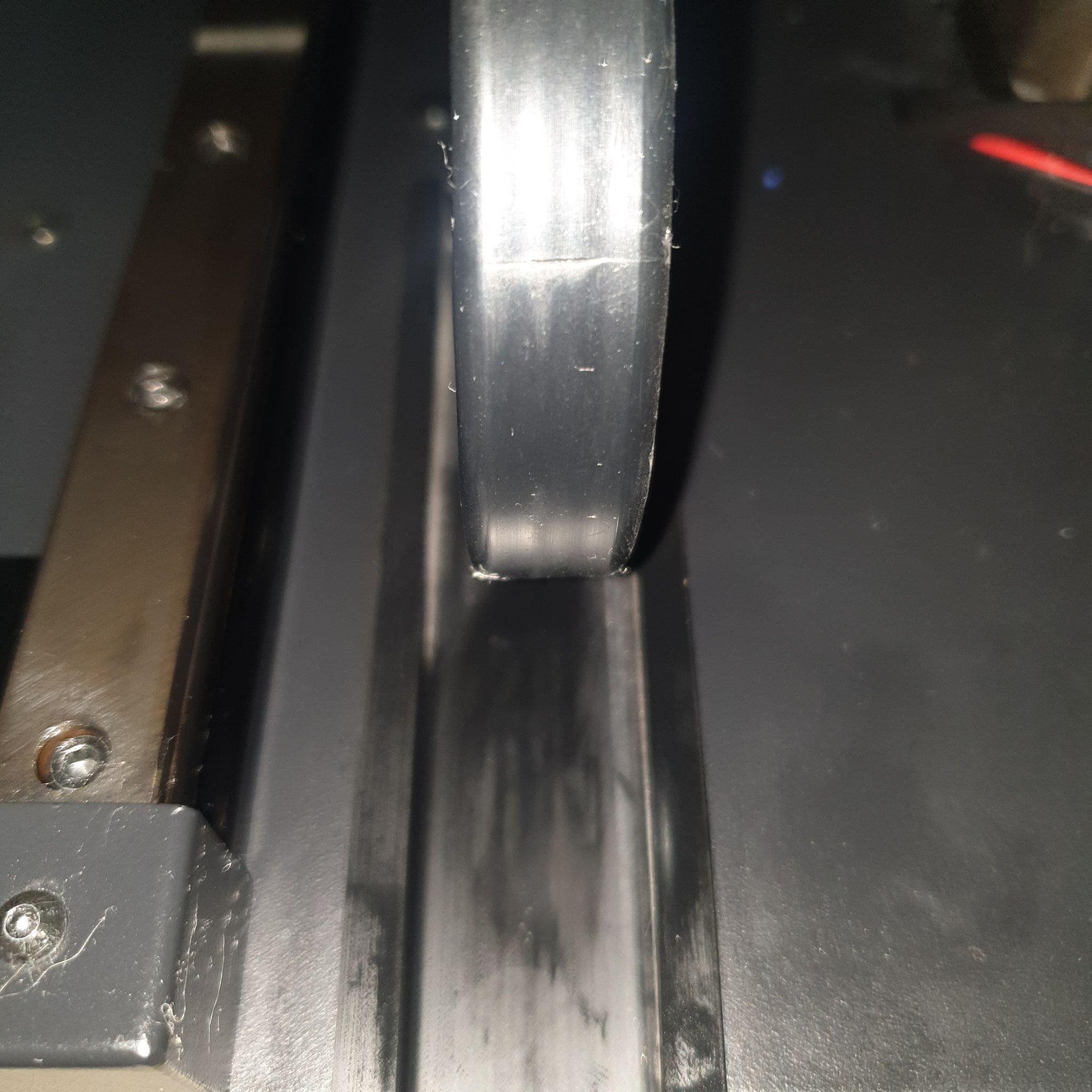
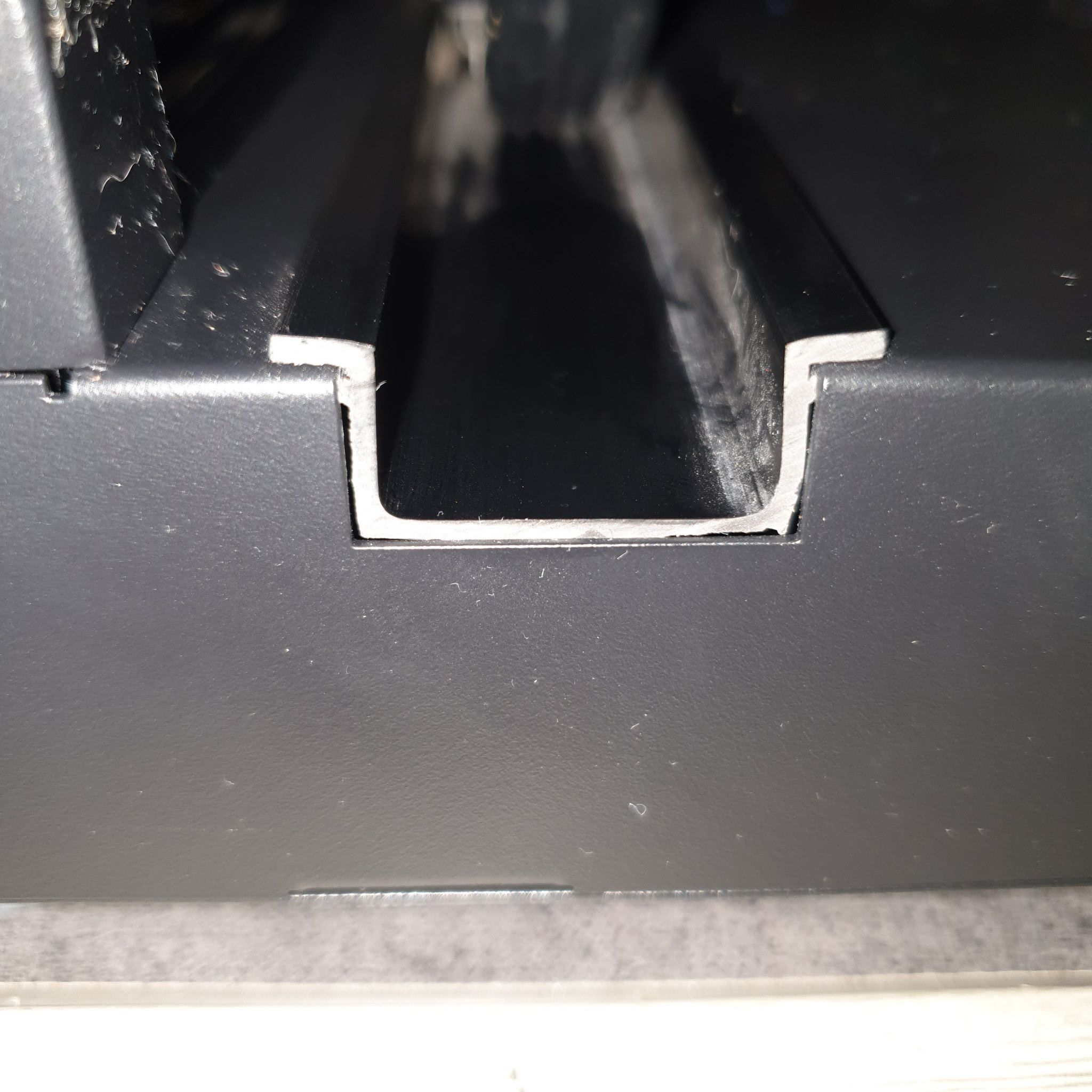
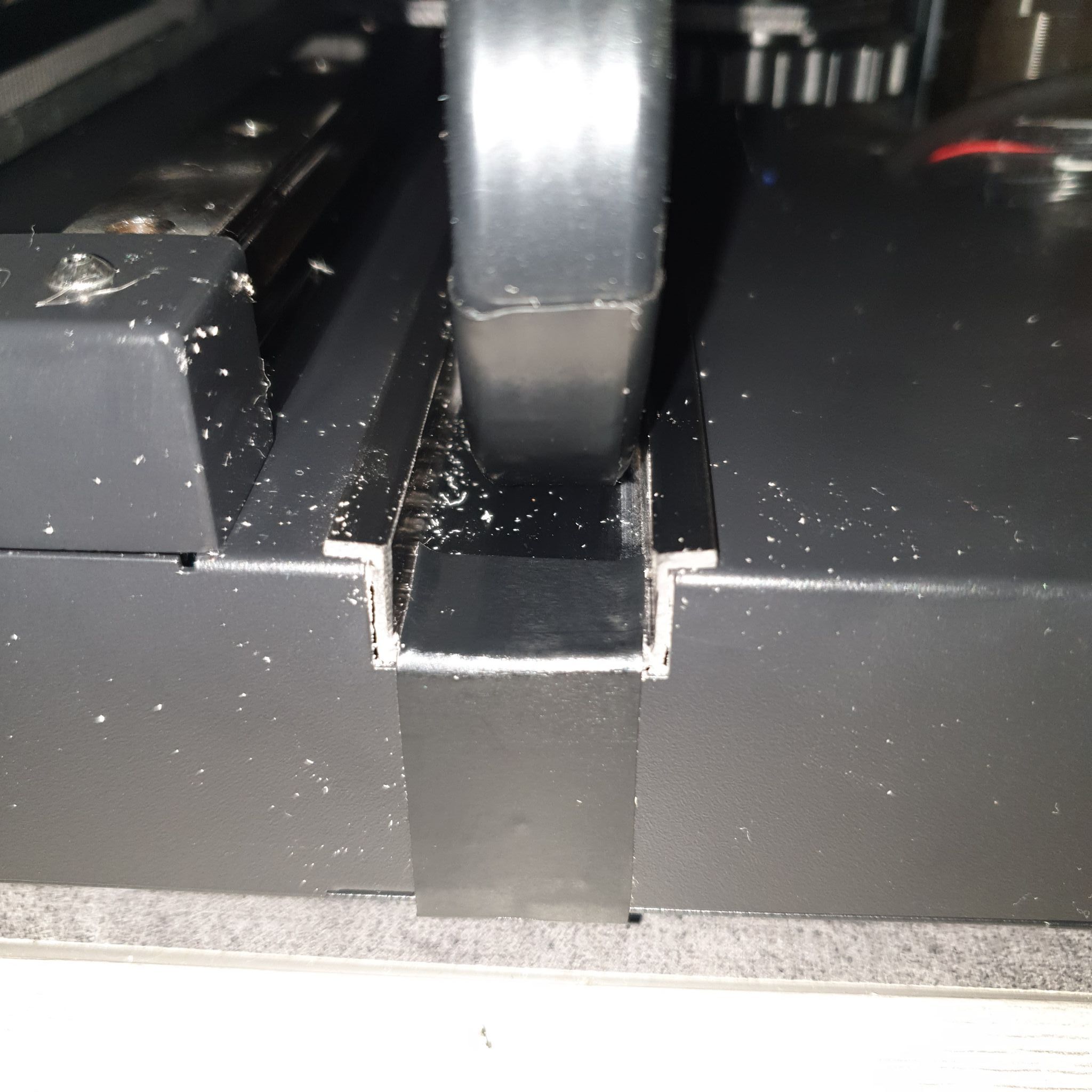
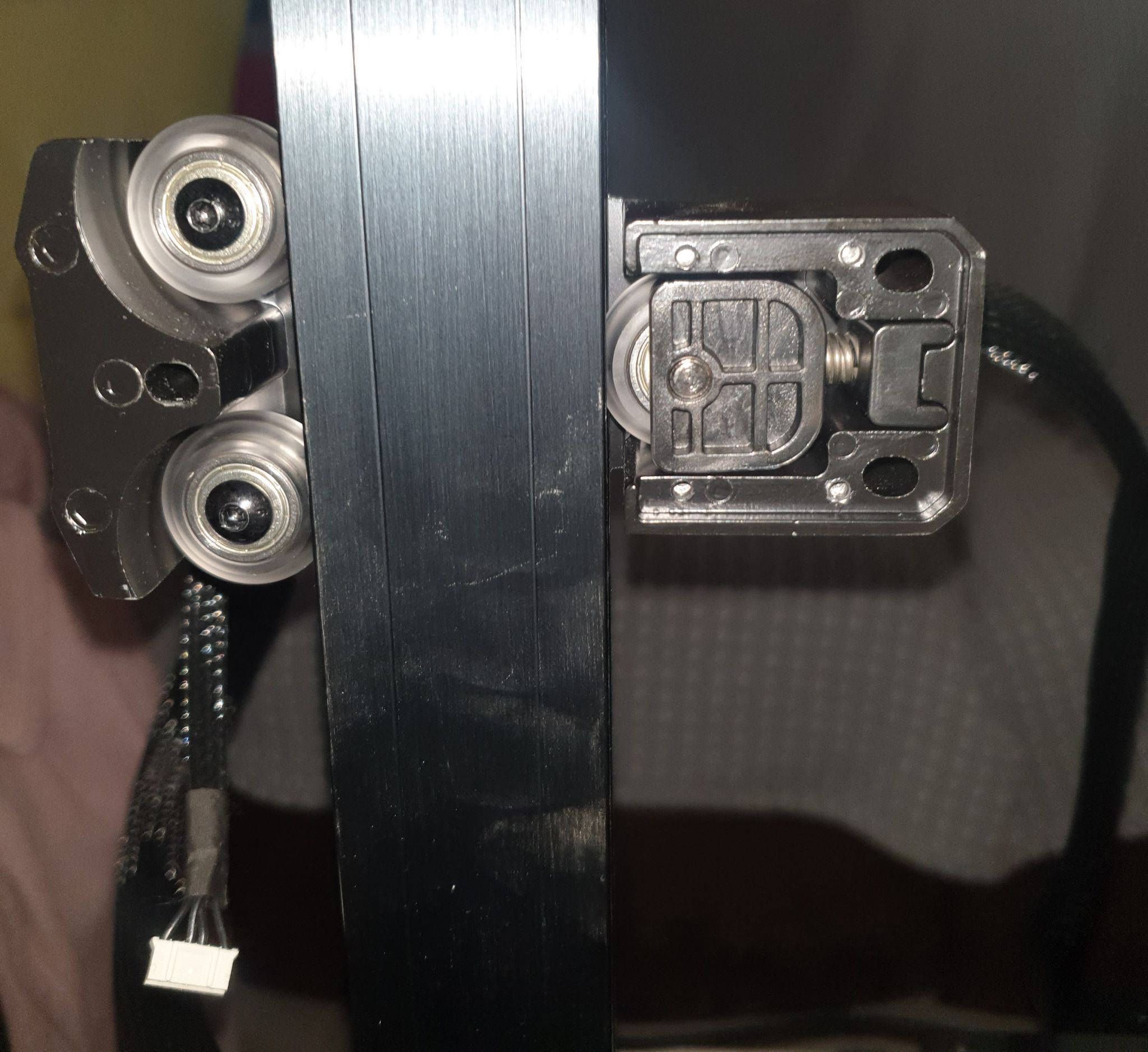
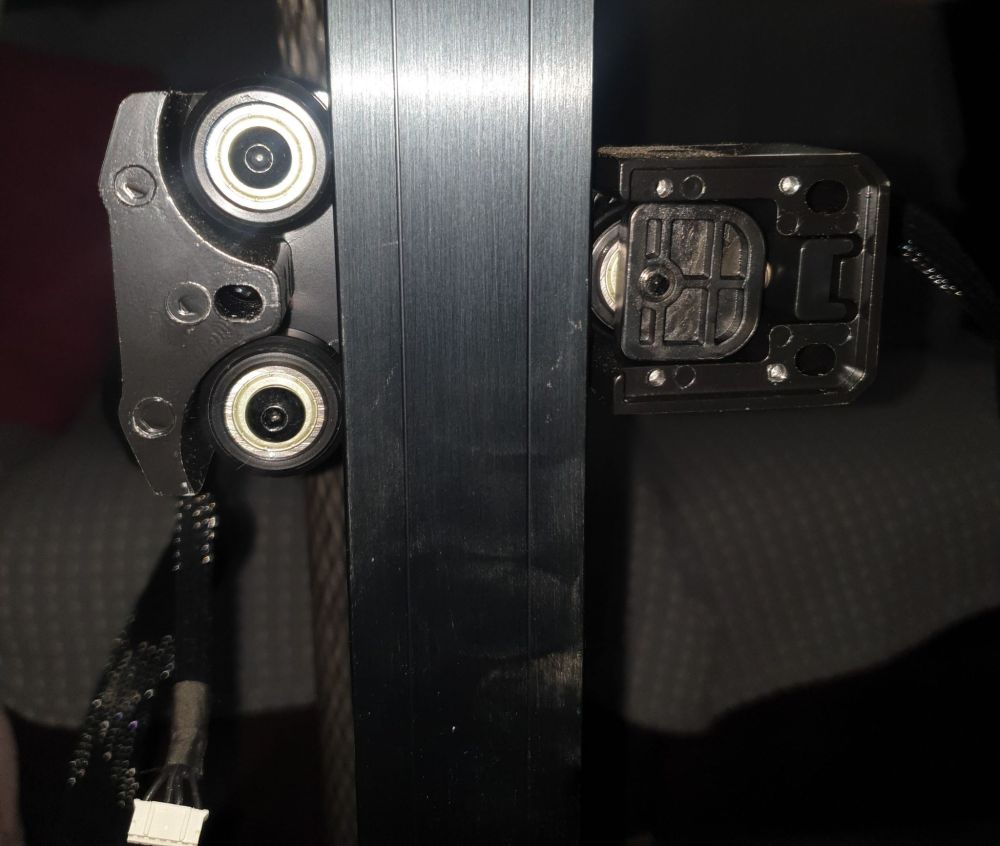
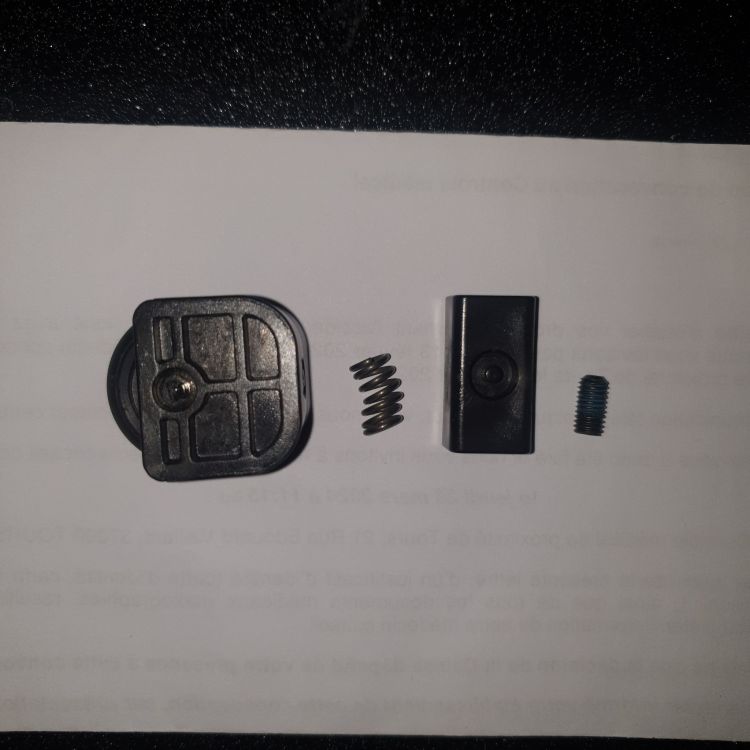
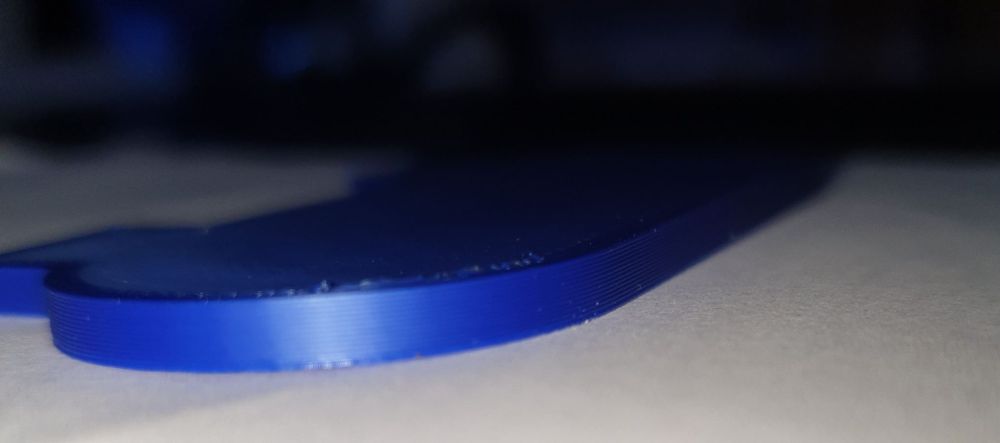
Bonjour, encore moi. Toujours pour vous tenir informés. Cela faisait quelques jours que j'avais de grosses pattes d'éléphant sur toutes mes impressions. J'ai cherché partout dans le slicer pour trouver d'où cela pouvait venir. Effectuer plusieurs z-offsets. Mais rien, après 1/4 de bobine d'essai, toujours, c'est 3 à 4 premières couches plus large que le reste. Je me suis dit que ça devait venir de l'imprimante. J'ai tout contrôlé, mais rien de visible. Alors comme la seule chose que je n'ai jamais touché, ce sont les chariots de guidage du Z. Je mis suis attelé. Et là GROSSE surprise. Les V-Slot. côté D sont très difficiles à tourner. Alors démontage complet. Les V-Slot d'origine, c'est de la daube. Pour rester poli. Je vous laisse voir la photo. Les roulements tombent tout seuls, jamais vu ça. Je sais qu'on peut changer les roulements, mais faut forcer un peu, là sur 6 roues 3 ont les roulements qui tombe tout seul. Et ça m'a permis de voir le système de tension. Tout est en plastique, sauf le ressort et la vis. Comme j'avais des V-Slot en polycarbonate, au top. J'ai tout changé, tout remonté et j'en ai profité pour nettoyer et lubrifier les tiges filetées. Problème résolu, plus de papattes d'éléphant. Par contre, je me suis aperçu que le câble d'alimentation de bed était blessé. Ça correspond parfaitement à l'extrémité du châssis. J'ai mis des protections et arrondis les arêtes., mais ça reste à suivre.
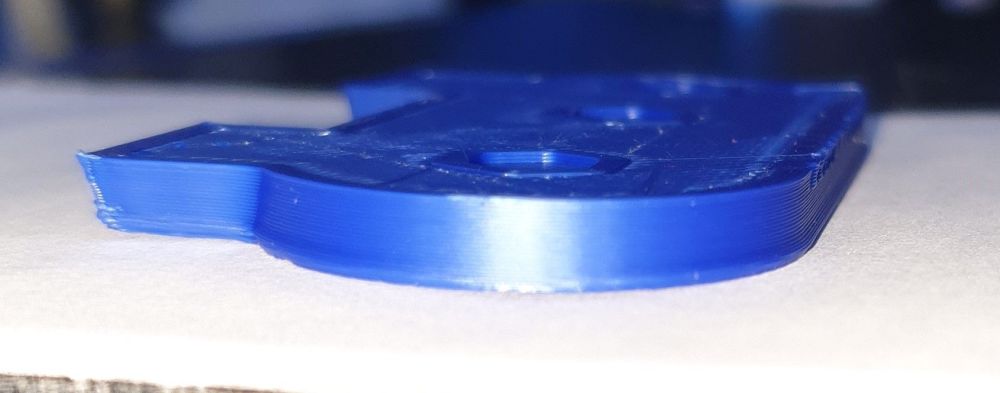

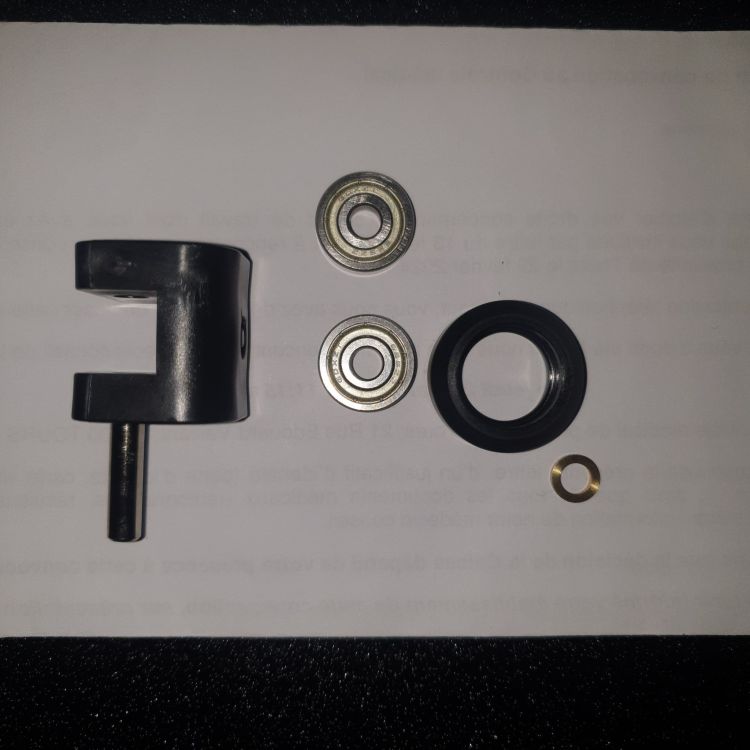





 1 point
1 point