Classement



Contenu populaire
Contenu avec la plus haute réputation dans 16/11/2024 dans Messages
-
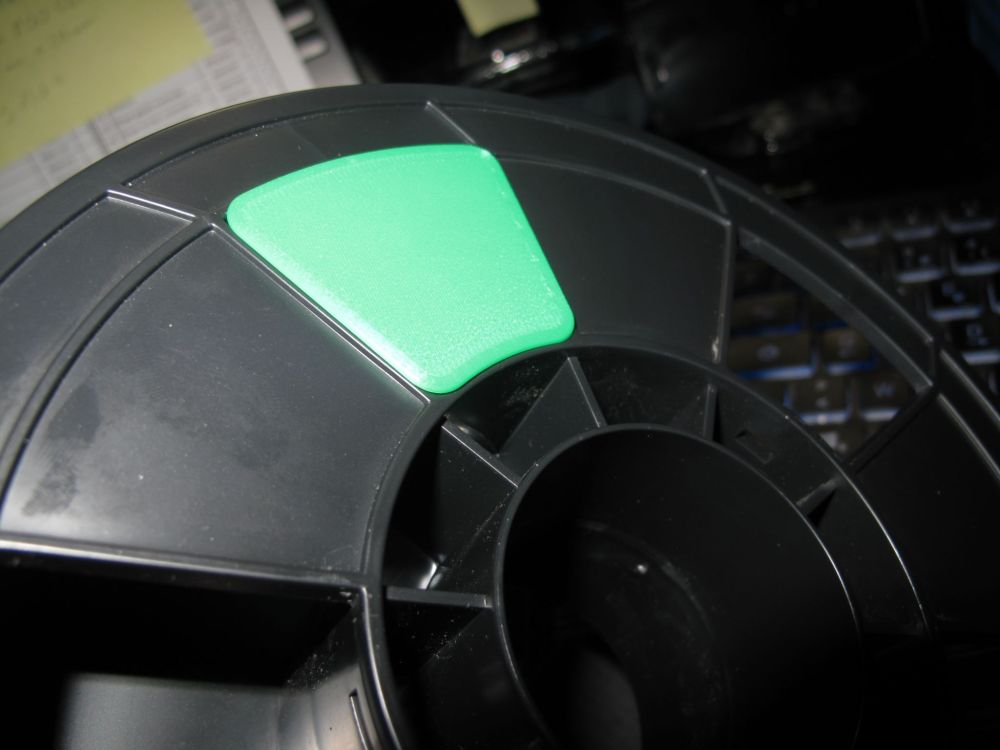
Quelques impression de la soirée, une boite pour ranger les pièces détachées de l'imprimante, j'en avais déjà une mais tout était en vrac (j'aime pas) Avant (maintenant elle me sert pour mes couteaux) la nouvelle trouvé sur makerworld j'ai juste modifiée certains rangement à l'intérieur pour pouvoir range ce que j'avais en stock. Ensuite comme il avait été souligné dans un autre poste les truc que j'ai imprimée pour "soulager" les moteur de l'AMS se sont bien coincée dans une des bobines ou il y avait des trous donc j'ai imprimer des "caches" pour boucher ses trous. Montée en forces ça risque pas de bouger. Et le dernier truc alors c'est vraiment pas beau mais c'est pas le but et le vert c'est pour les essais si c'est concluant je prendrais une autre couleur (pas la peine de me dire rose, j'en ai pas....) Ayant un début de rizarthrose avec ostéophyte je suis obligée de porter assez souvent une orthèse du pouce, ces trucs sont pas donnés et du coup je ne l'a met jamais quant je bricole pour ne pas l'esquinter ou trop la dégueulasser donc j'en ai chercher une à imprimer, la seule que j'ai trouvée était payante, pas que ça me gêne mais comme tout le monde n'a pas la même taille je doute qu'elle soit à la mienne donc pas envie de payer dans le vide... J'en ai modélisée une et après 3 essais, je pense avoir bien dégrossie le truc, il y aura quelque petits ajustement surtout au niveau du pouce mais il faut que je la porte pour voir ou ça gêne. Celle achetée (bien mais un peu grosse à mon goût...) et les 2 premiers essais. et celle en place C'est en PLA imprimé à plat puis chauffé pour être mis en forme directement sur la main, ça coûte rien à imprimer donc je pourrais bricoler avec et la jeter une fois foutu ou trop sale.






 2 points
2 points -
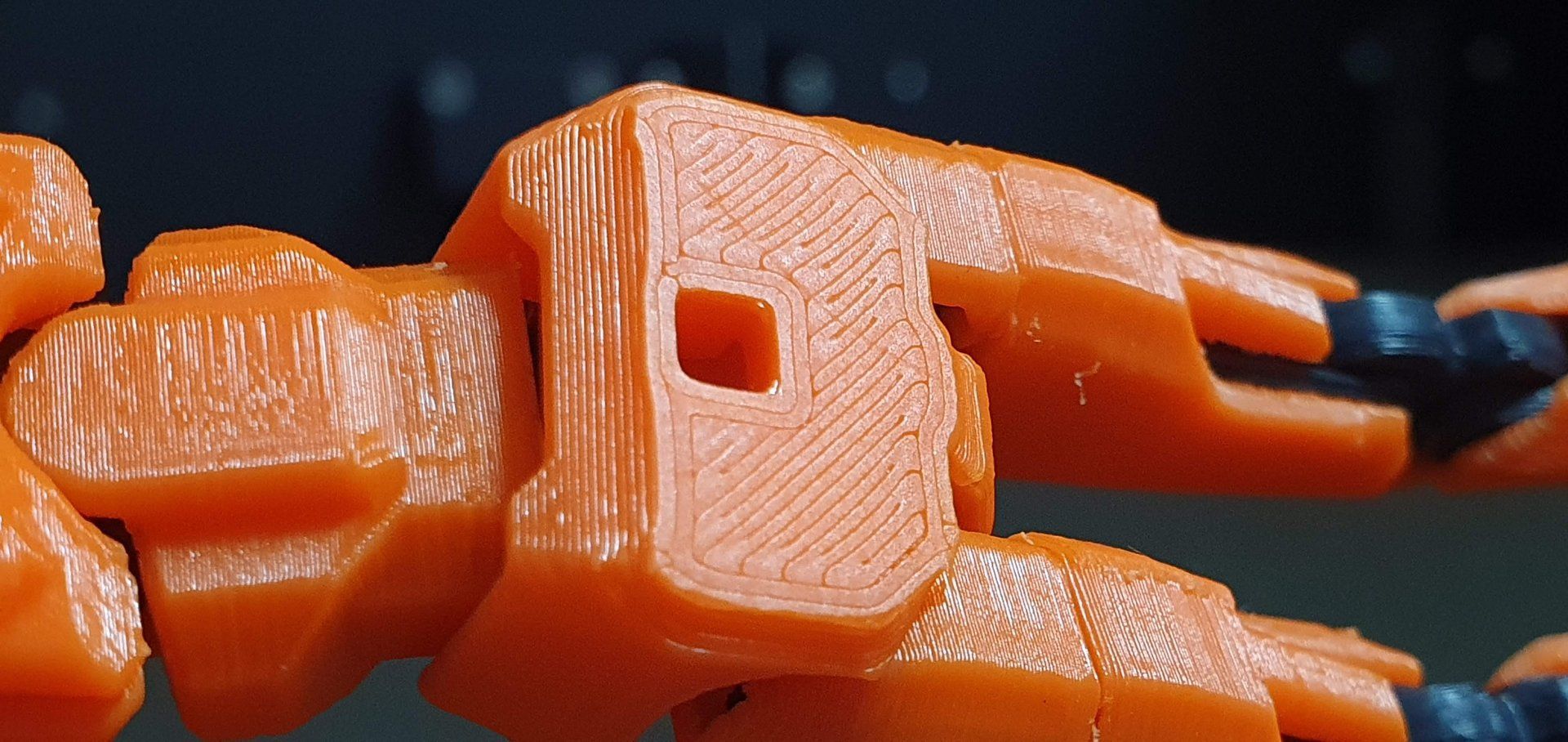
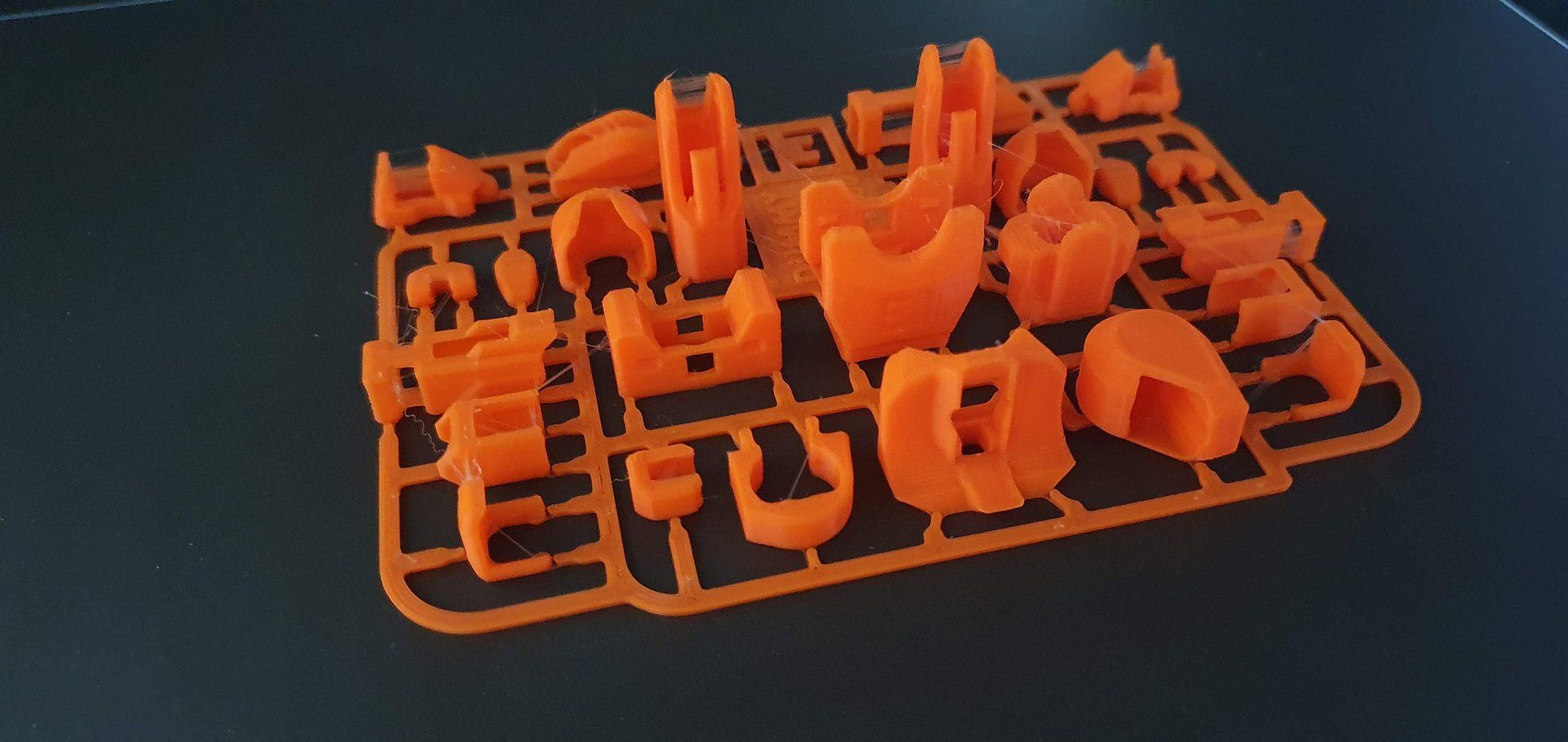
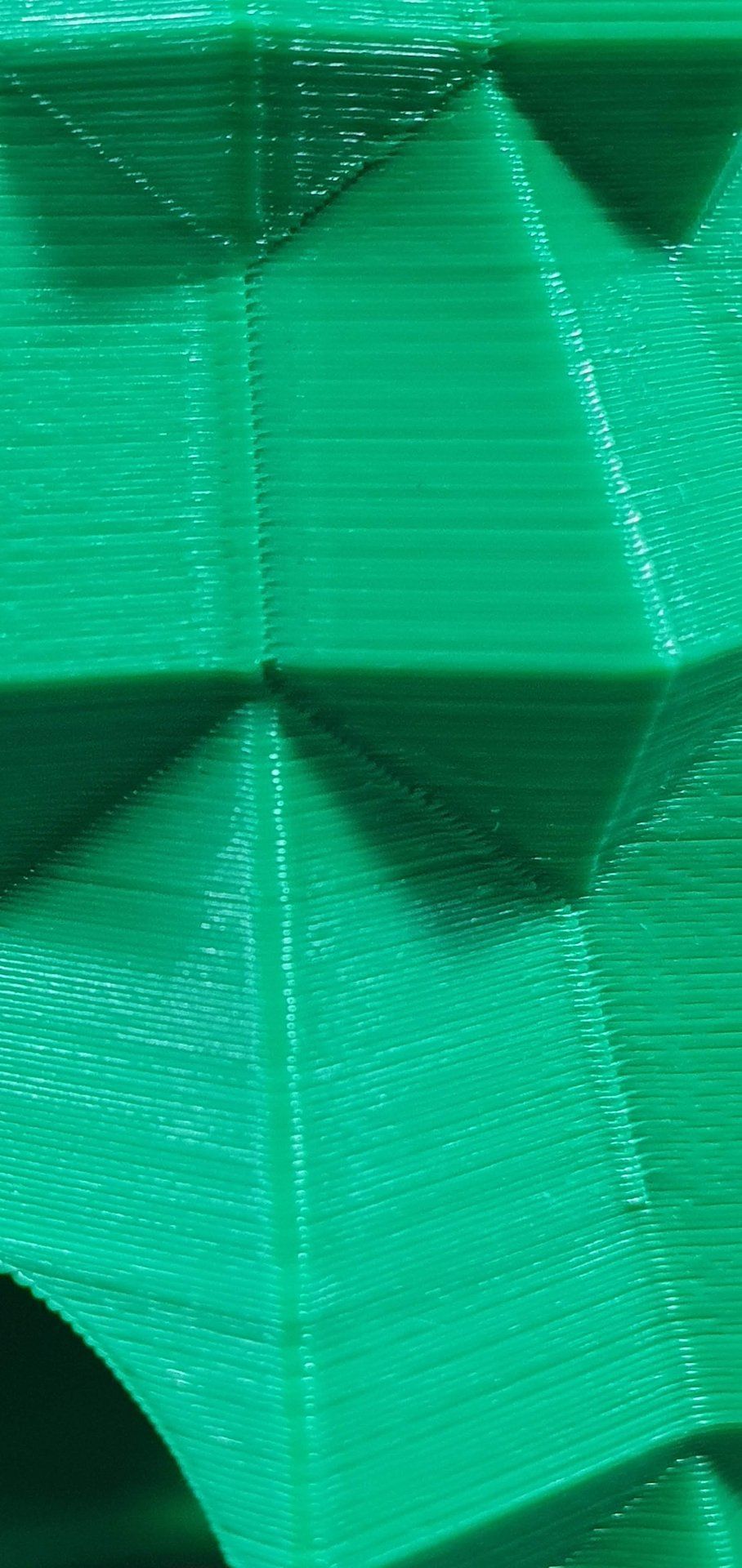
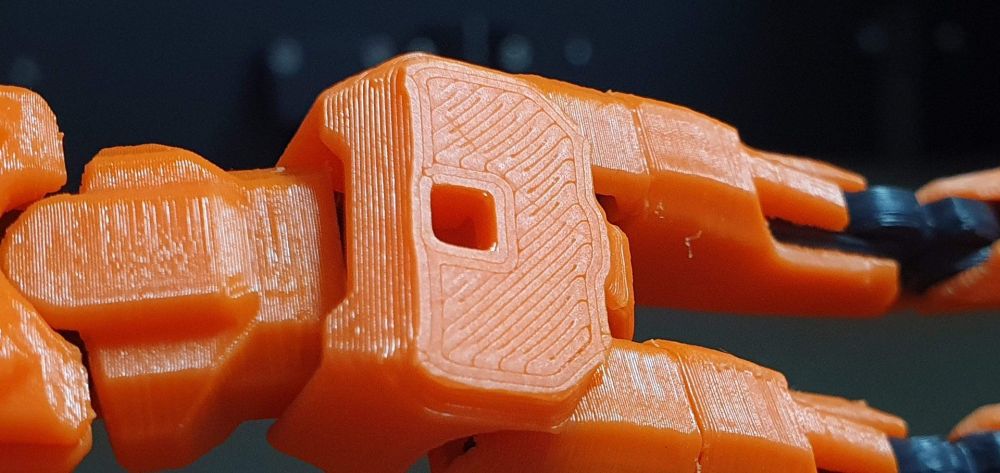
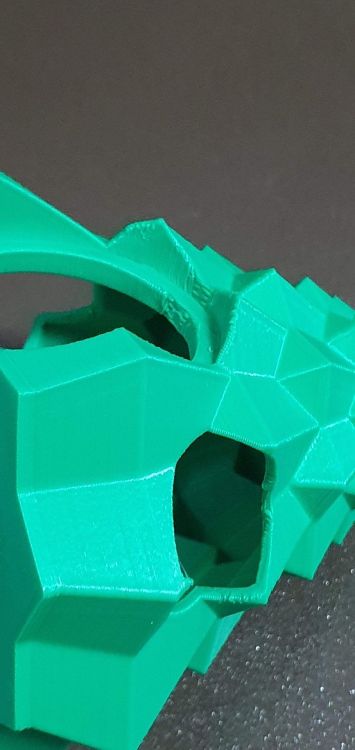
Allez rendons un peu justice à cette machine sur les petites pièces. J'ai imprimé un Dummy 13, les parties noires sont en ASA et les parties oranges sont en PLA. Toujours en profil 0.15mm structural. Sans surprise le PLA file un peu. Quelques zooms sur la première couche et des détails en PLA. Quelques zooms sur des détails en ASA. C'est exagérément zoomé, on voit nettement les couches de seulement 150 microns d'épaisseur. Ca a nécessité un petit post-traitement au chalumeau pour virer les fils, après ça tout s'emboite parfaitement et les rotules fonctionnent correctement.



 2 points
2 points -
Salut @Galactic j'ai pas les mêmes résultat que lui sur le rendu Le Benchy par exemple est aussi propre sur ma K2 Plus que sur ma A1 Mini et Supérieur à ce que j'avais de base sur la 5MPro. Pour la première couche en effet le Z-Offset est un poil trop bas ce qui donne une première couche un peu granuleuse comme il le montre. Je pense que c'est une volonté de Creality qui avait peur peut être pour l'accroche sur le Bed. En tout cas la qualité d'impression excellente et n'a rien a envié a mes Bambulab, FlashForge ni Artillery X4 biensur, a part la première couche granuleuse a amélioré on peu ajuster le Z-offset en cour de print si besoin, j'ai pas encore amélioré ce point car ce n'a pas un très gros problème dans mon cas, mais je l'optimiserais dans mon cas par la suite. J'ai eu un seule résultat moyen sur l'ensemble de mes test mais cela etait pas du a l'imprimante mais un model que j'avais mal modifié et j'avais pas mal d'artefact présent dessus donc la problème de conception. Actuellement je suis a 100h cumulé de print et pour le moment cette machine me plait énormément a tel point que je serais capable de me séparer aussi bien de ma A1 mini que de ma Flash Forge 5M Pro, alors que c'etait mes 2 machines préférer avant de recevoir la K2 Plus, dont j'avais extrêmement peur d'avoir une enorme deception, bien pour être franc cela ma réconcilié avec Creality dont j'avais pas pensé le plus grand bien depuis 3 ans. Après la question a ce posé quand a t'il fait ces test les Américains on été les premiers servi avec les canadiens, j'ai eu la chance grâce au effort du blog d'avoir la machine avant les autres sur notre continent car ils ont détourné un machine du marché Américain pour que je l'ai avant. Quand j'ai reçu la machine il y a 15 jours, j'ai fait directement la MaJ qui avait reçu pas mal de correctif et depuis 15 jours j'ai eu 2 updates pour des corrections et une restructuration de l'interface. Faut rappeler que même avec les bambulab je parle d'expérience parfois j'ai des raté sur des séries de pièces ultra précise avec beaucoup de micro détails en buse de 0.2mm et j'ai eu parfois des léger raté de l'auto calibration de débit, dans la majorité des cas tous va bien mais parfois y a des petit soucis. Les chose bouge assez vite j'ai reçu une notif hier pour me dire que le slicing cloud support enfin la K2 Plus je vais pouvoir teste alors que cela n'etait pas présent encore jusque la. Le Point le plus galère pour le moment (et c'est relatif car c'est pas tout le temps et l'impact est pas dramatique) mais c'est creality print qui plante par moment il m'a encore fait un plantage en cours d'ajout de texte sur plusieurs pièces depuis le trancheur directement y a quelques minutes, crash du trancheur reouverture et rechargement de la sauvegarde j'ai du retaper 2 des 6 textes et j'ai lancer mon print. Sur la K2 Plus on a accès a l'historique des erreurs j'ai eu principalement des erreurs de non detection de RFID de la bobine de 500gr d'hyper PLA blanc (ce qui arrive aussi chez Bambulab), de rembobinage d'une bobine pas adapter au CFS de filament Geetech je vais faire des test avec un adaptateur voir ce que cela donne. rien qui est conduit a un echecs de print pour le moment 100% de print réussi.2 points
-
Potentiellement des problèmes qui peuvent empêcher le fonctionnement de l'imprimante. C'est la cas lors de la mise à jour de klipper de la version 0.11 à la 0.12. Cette maj oblige à flasher la cmu avec un nouveau firmware. Pour celui qui connait ces manips, pas de problème, mais pour les autres ça peut être rédhibitoire. A signaler que pour les machine en Canbus il faut aussi flasher le contrôleur de la tête. En clair, si la machine fonctionne bien, faire comme @MrMagounet, on ne touche à rien.2 points
-
nouvelle mise à jour 1.6 https://github.com/QIDITECH/QIDI_PLUS4/releases1 point
-
l'ASA est bien plus facile à imprimer que l'ABS car beaucoup moins enclin au warping et avec une bien meilleure adhésion inter couches. Comme le souligne @Kachidoki sa qualité est primordiale imprimer dans une chambre réguler à au moins 55°C ça devient aussi simple que du PLA quand il est chargé fibres de verre ou carbone, on peut faire des pièces avec plus de volume ou des parois moins épaisses1 point
-
Comme @Richard V31 avait aussi fait un autre sujet ( lui bien dans la section des imprimantes SLA dé le début ...) On a donc un genre de doublon… mais plutôt que de masquer, je vais faire le lien avec l'autre sujet Et je verrouille pour éviter de s'éparpiller. ( @pascal_lb ne pas hésiter à masquer si tu penses que c'est plus propre que de faire comme j'ai fait. )1 point
-
@Richard V31 je déplace dans la bonne section1 point
-
Je dirai "pas piqué des moustiques !"1 point
-
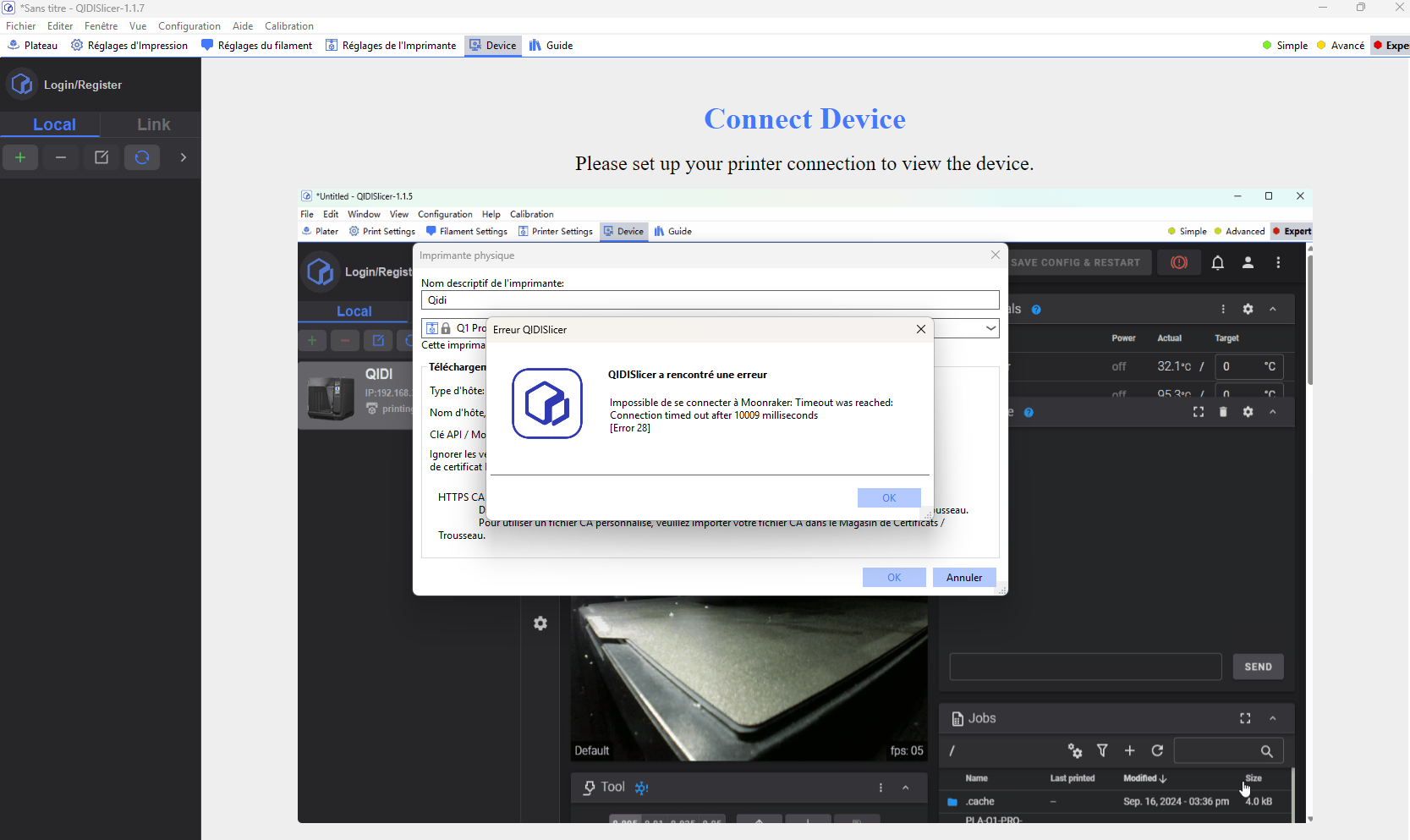
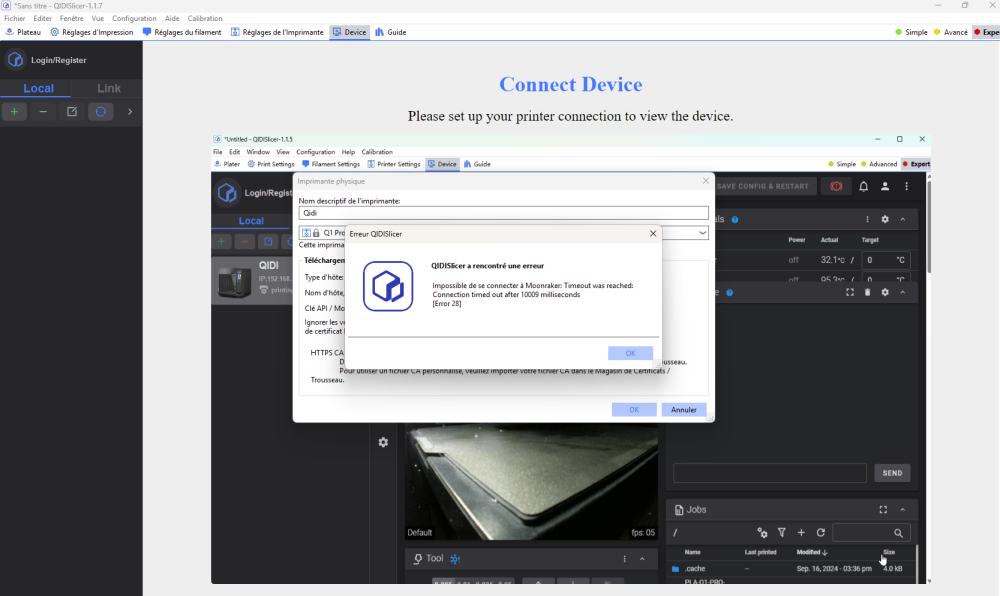
Bonjour à tous Je viens d’acquérir dernièrement une Q1 Pro mais impossible s de la connecter en wifi sur QidiSlicer 1.1.7. J'ai essaye avec la version 1.1.3 mais j'ai toujours le même message. La Q1 Pro tourne en version 4.4.24 Si quelqu'un peut m'orienter vers une solution car je tourne en rond depuis plusieurs jours. Solution trouvée j'avais un conflit entre le wifi de ma carte mère et un dongle wifi oublié sur un port USB. Problème enfin résolu...
 1 point
1 point -
Un cendrier ? En plastique thermoformable ??? Perso je trouve cela un poil risqué.1 point
-
Hello, Justement ça contraste avec mes expériences passées chez Prusa où tous les réglages par défaut sont conservateurs et fonctionnent pour 90% des cas. Bien entendu en temps normal j'ajustais mes profils pour les filaments et surtout en fonction de la pièce. Pour le PLA je touchais rarement à la température sauf cas particulier des petites pièces, alors qu'ici je suis presque systématiquement obligé de la descendre sauf cas particulier des grosses pièces. Je suis d'accord. Typiquement ici je lance une bête impression en PLA tout ce qu'il y a de plus simple, avec tous les réglages par défaut du profil censé donner la meilleure qualité d'impression, et je me retrouve avec un tas de fils. Bon ok je savais que ce fil était particulièrement naze, mais ça ne donne pas une bonne image de la machine alors qu'elle est totalement capable de donner des pièces réellement qualitative, la preuve juste en baissant la température à un niveau "normal" pour ce type d'impression. Il faut bidouiller, et ça je trouve que c'est un sacré pas en arrière. Il y a tellement de paramètres qui rentrent en ligne, la température d'impression bien sûr, mais aussi la température ambiante, la ventilation, l'inertie dans la buse, la position de la sonde de température, la forme de la pièce, la hauteur de couche, le temps de refroidissement des couches, la proximité du plateau, le débit volumétrique, le filament lui-même, l'humidité dans le filament etc... Bémol tout de même ce n'est pas tout noir, j'ai déjà fait pas mal d'impressions avec cette MK4S en buse de HF0.4 et HF0.6 qui se sont très bien passées avec les profils par défaut. C'est juste une remarque que j'ai noté et que je voulais mettre en évidence : la nécessité de baisser la température plus souvent qu'avant, notamment sur les petites pièces qui ne vont pas très vite.1 point
-
Perso j'avais des soucis avec les splitter imprimés depuis que j'ai mis celui de Bambu à la place plus de souci donc vu le prix de celui d'origine, je vais pas chercher ailleurs ou dire à quelqu'un d'en imprimer un.1 point
-
Pour ce que ça vaut comme info, je viens de coller ce matin des proxy de rail lego entre avec de la colle , apparemment il ne faut pas y coller son nez devant Mesure après 30 minutes 1 heure plus tard

 1 point
1 point -
Belle démonstration de « y a qu’à, faut qu’on » à laquelle je n’ai rien compris.1 point
-
Beaucoup de discussions pour un truc aussi simple.1 point
-
Alors là il y a une grosse faute une Voron n'imprime que des cubes, pas d'impression bateau1 point
-
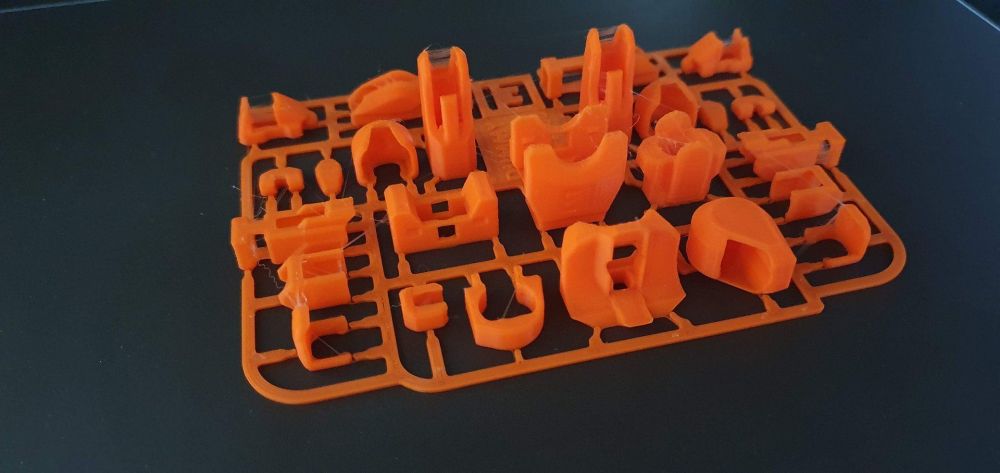
Mon premier print de test grâce a Savate ! Merci Savate!! Je vais compléter l'assemblage de l'imprimante demain et c'est un montage réussit!
 1 point
1 point -
Super @pascal_lb je vais pouvoir dire à ma femme que je ne suis pas le seul fou dans ce monde de cinglé1 point
-
Perso je fais pas de MaJ sur la SW X4 Plus elle fonctionne bien comme elle est je me prend pas plus la tête a partir du moment elle est fait ce que je lui demande. Et puis faut être honnête aussi depuis 15 jours je l'ai pas allumé je suis H24 sur la K2 Plus pour le test.1 point
-
Tant que tu n'expliques pas comment tu fais pour générer le fichier que tu mets sur la carte SD ... car ça là que tu ne dois pas faire les choses comme il faut. Le slicer (trancheur, à priori ici Bambu Lab Studio) a besoin de connaitre les éléments de l'imprimante pour générer un fichier adapté. Peut-être devrais-tu chercher un tuto sur l'utilisation du slicer...1 point
-
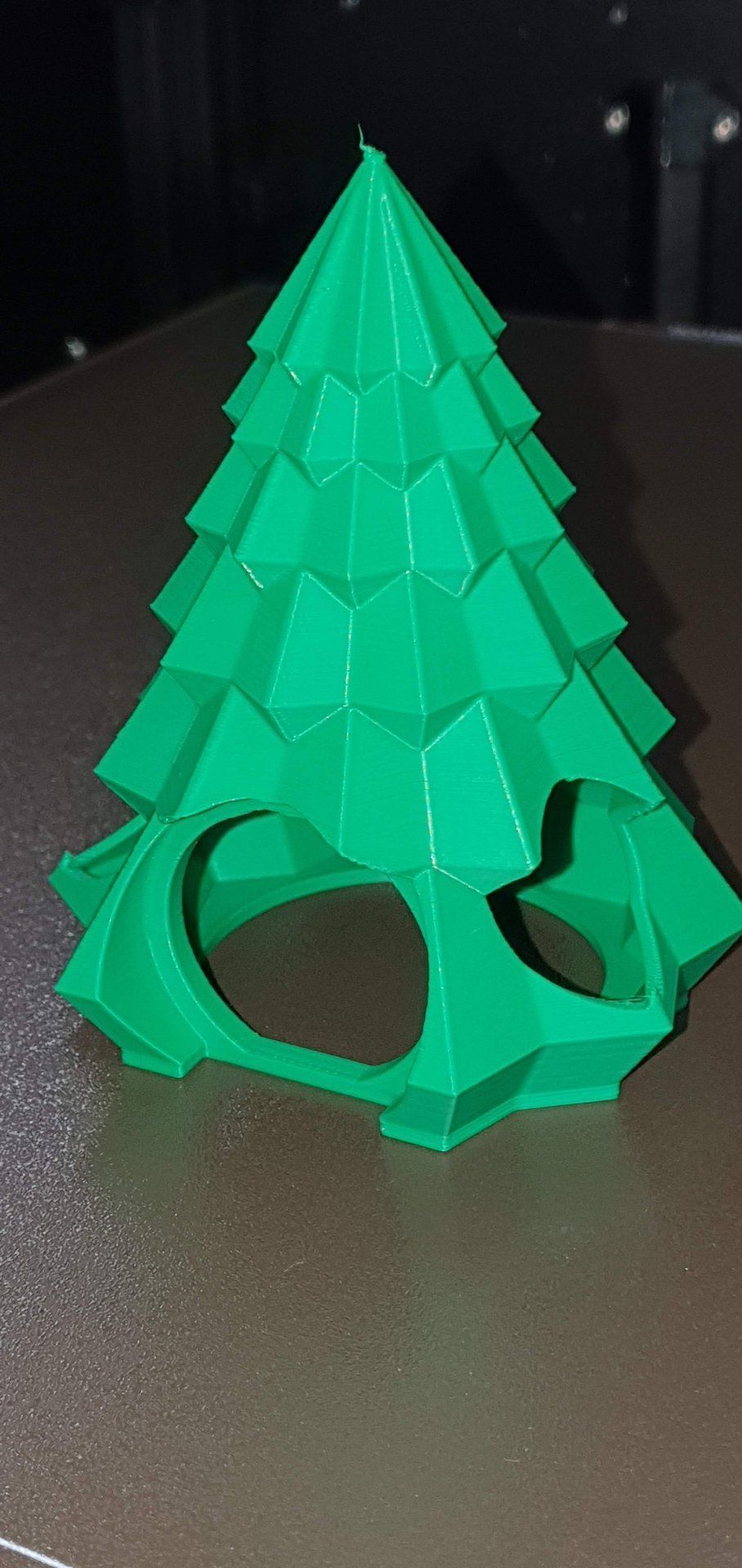
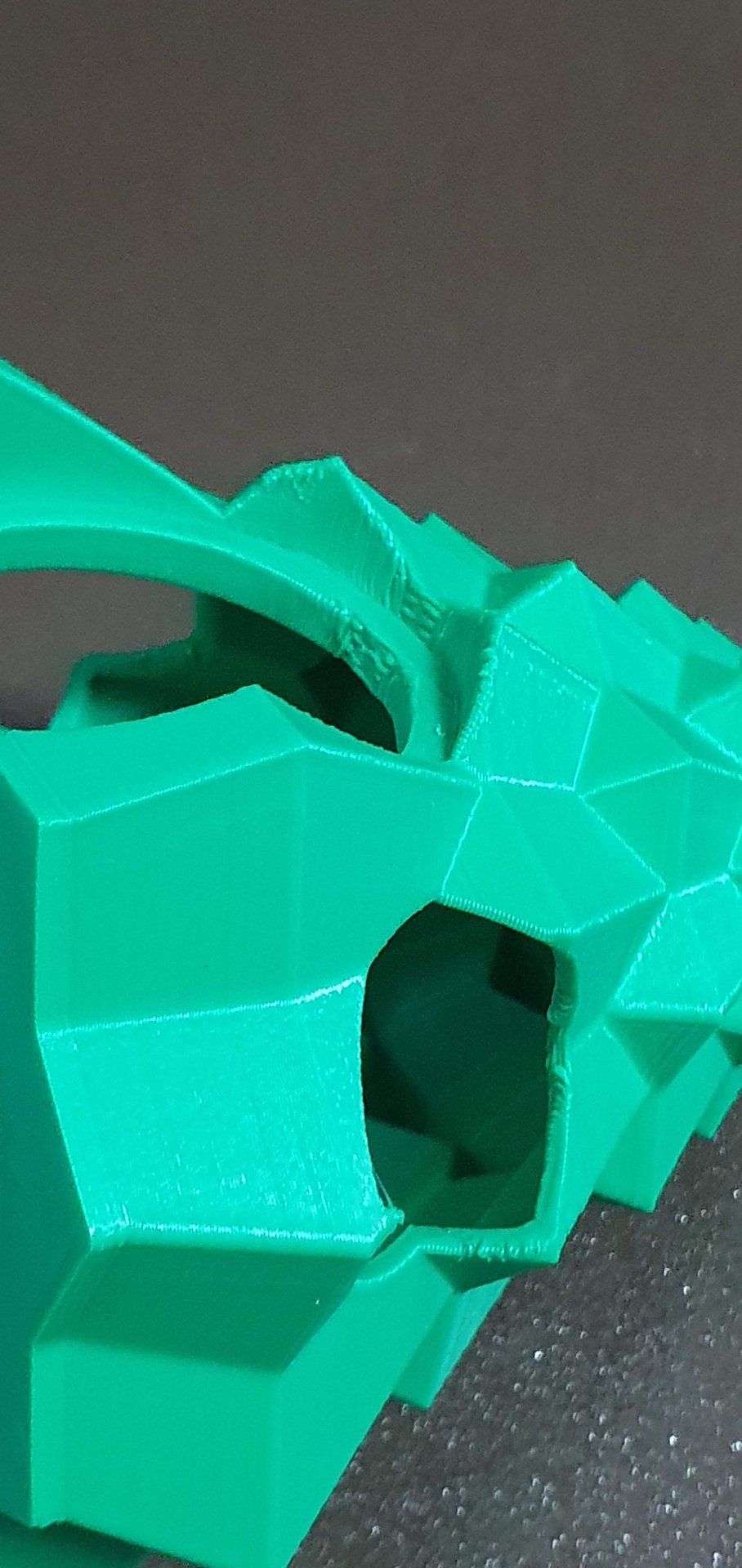
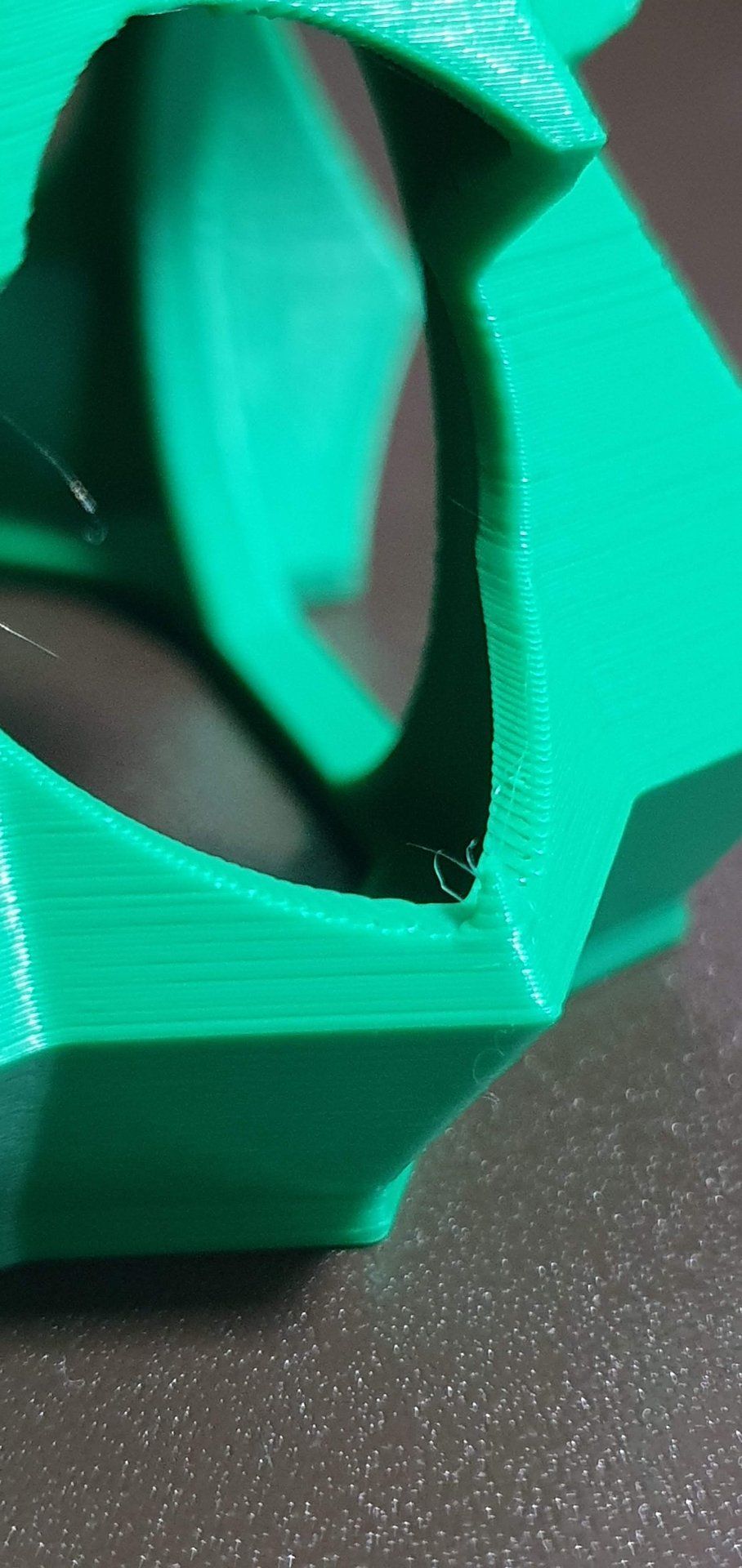
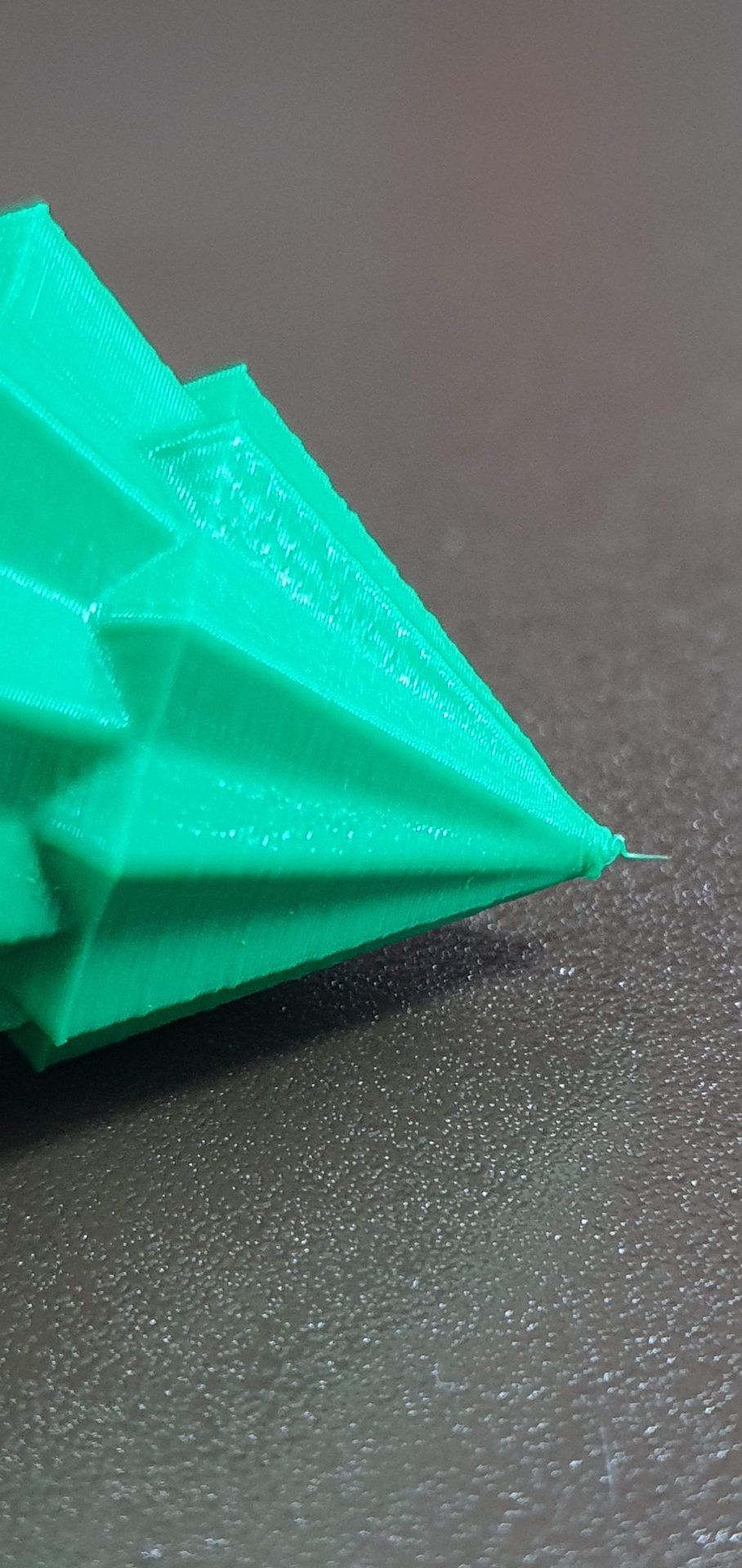
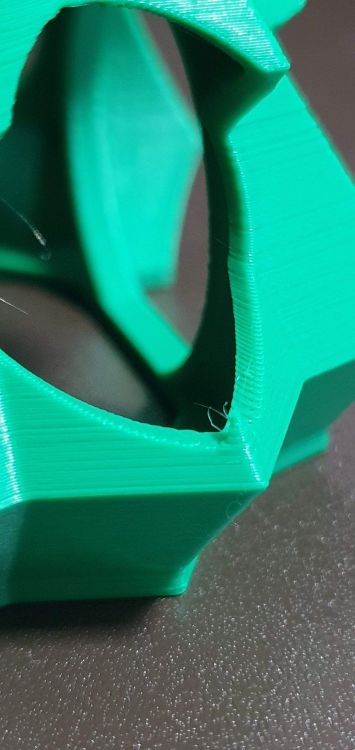
Petit timelapse. Dommage que je n'ai pas de moyen simple de synchroniser la prise de vue avec l'imprimante, surtout qu'il y a une prise pour un module "GPIO hackerboard" avec une fonctionnalité déclencheur photo, mais 7-8 semaines de délai c'est trop long... Impression en 0.15mm structural. Ce qu'on ne voit pas bien, ce sont les surplombs à l'arrière, sans support. Ils sont très propres y'a rien à dire. Concernant les petites pointes fines, c'est un poil moins bon, rien de dramatique mais c'est un peu chewing-gum. Normal cependant, la température par défaut du profil est à 230°C pour du PLA... Et la couture est pratiquement invisible, déjà difficile à déceler en zoomant.

 1 point
1 point -
OCTOPRINT n'est pas compatible (et aurait été totalement inutile) BAMBU STUDIO ne peut pas s'ouvrir avec un .stl en paramètre (par contre il peut s'ouvrir avec un .3mf (fichier projet contenant un .stl) en paramètre positionnel (première position) BAMBU STUDIO n'a pas d'API externe (mais dans une certaine mesure, par MQTT, il est possible d'envoyer des commandes à l'imprimante directement, même si ce n'est pas une API officielle). On trouve les pièces les + importantes sur le shop Bambu (hotend, courroie, pièces AMS, ...) Pour commander : le shop Bambu livre en quelques jours. Moi ma chaîne logicielle est : 1. Avoir un .stl (généré en local ou downloader en ligne) 2. Lancer un script maison "bambu-new" avec qqs paramètres (nom du projet = nom du dossier à créer dans mon répertoire sauvegardé avec tout ce que j'imprime, URL source, ...) : çà m'ouvre Bambu Studio avec un .3mf "vierge" et un nouvel onglet dans NEMO (explorer linux), puis je drag'n'droppe le STL 3. J'ajuste les paramètres d'impressions (nombre de couches pour les murs, etc.) 4. Je dis "Alexa, allume X1C" (mise sous tension via prise Shelly) 5. Je clicke sur "imprimer" dans Bambu Studio1 point
-
ET je reprends mon éternel refrain: On ne doit pas essayer de remédier aux conséquences du problème, MAIS à la cause du problème. Sinon, on crée de nouveaux problèmes et c'est un jeu sans fin.1 point
-
@MathJea, @David Seth a une X4 PLUS.1 point
-
Ce foutage de gueule. Avoir attendu 8 mois pour la T1 sans rien connaitre, un kickstarter déguisé, puis il lâche une v1.2 directement 3 mois plus tard. Une version corrigée de la T1 vendu -150€ et dispo de suite. Le kit Silent devrait au moins être offert pour les possesseurs de la T1...1 point
-
Bonjour à tous, Ayant un handicape auditif, hyperacousie avec réflexe stapédien inexistant, (nausées, douleurs dans le ventre dans le cas de vibrations physiques et des fréquences basses, décharges électriques si sons aigus et subits), ma recherche est de rendre la plus silencieuse possible ma T1 Flsun. Je l'ai achetée car elle a une structure rigide de laquelle je compte tirer le meilleur à "basse vitesse", je parle ici de 200 mm/s à 400 mm/s maximum. C'est la raison pour laquelle je crée un sujet séparé, ma recherche est uniquement liée au handicape qui et est le seul impératif, non une option pour moi, mais cela pourrait par principe intéresser tous les autres. Etat des lieux: -Structure rigide -Slicer Flsun propriétaire? (pas particulièrement ergonomique, intuitif ou pratique, une option permettant de la ralentir dans son ensemble aurait été appréciée pour ensuite régler plus finement) -Qualité générale correcte, le plastique est moche et marque immédiatement en contact avec l'alcool (pas grave) -Possibilités variées car cloison et filtre à particules (nous ferons un compte rendu ici, car pas nécessairement évident,non hermétique, et nous ne savons pas si le ventilateur de la tête n'apporte pas plus d'air que celui qui la filtre, auquel cas, les particules seront expulsées par les interstices) Alors voilà ma bidouille pour calmer la bête. https://rumble.com/embed/v59nsal/?pub=3u5f4k Ici le test, le bruit reste trop fort pour un hyperacousique, alors je garde un casque -50 dB en plus, mais sans le suppresseur de bruit, je n'aurais de toute manière pas pu l'utiliser. https://rumble.com/embed/v59nt8a/?pub=3u5f4k Ce sujet est ouvert, bienvenue à tous, et pensez bien qu’ici, c’est le bruit et les vibrations qui sont le sujet, et ceux qui veulent le calme et qui ont le temps y trouveront et ajouteront du contenu. https://rumble.com/embed/v59nuol/?pub=3u5f4k Je me réjouis des interactions, si vous découvrez des techniques, réglages ou autre bidouille pour la rentre encore plus silencieuse à basse vitesse, avec dans le coin de la tête l'idée de la flasher un jour ou d'utiliser d'autres slicers, qui sait, nous inventons peut-être un nouveau courant, le whisper print… ; )1 point
-
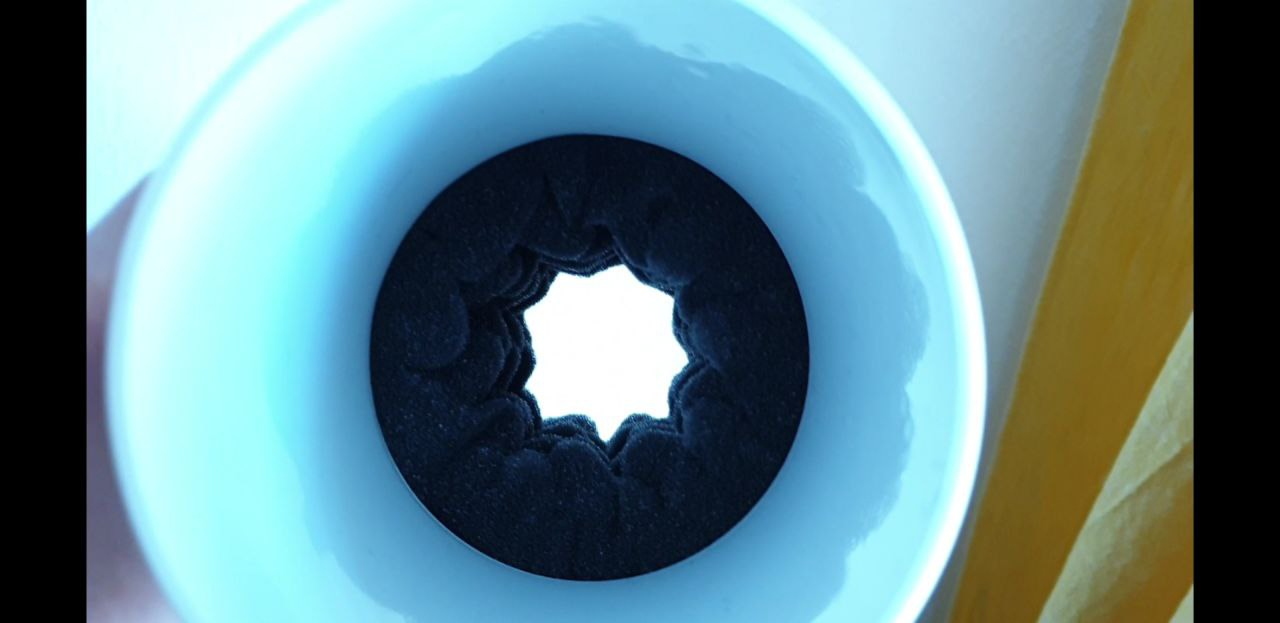
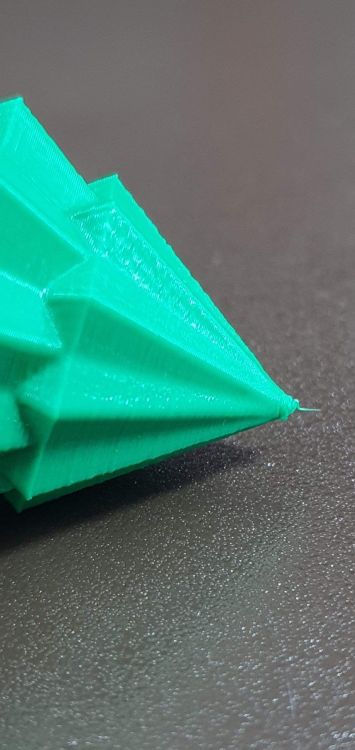
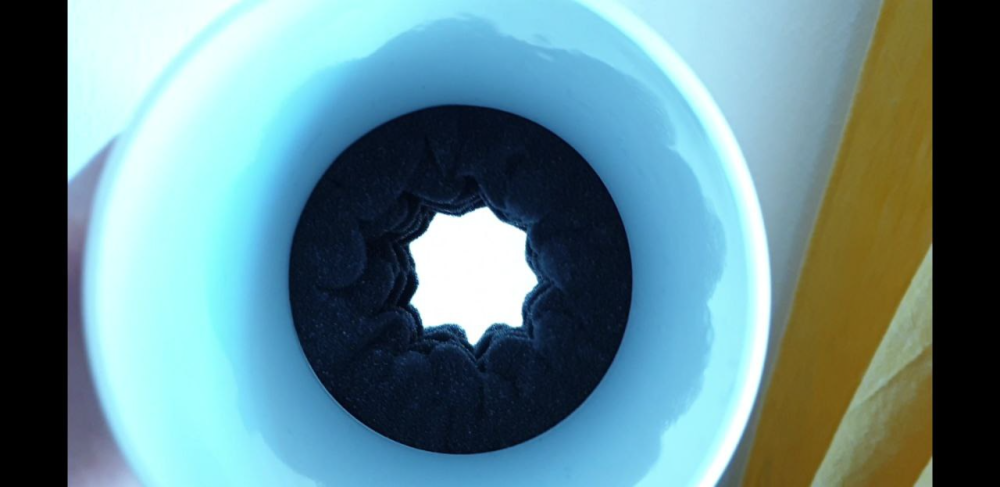
Bonjour à tous, alors comme l'a fait remarquer pascal_lb, Rumble est bloqué sur la France, alors j'invite chacun d'entre vous à utiliser le VPN ou TOR pour voir la vidéo et vous rendre compte de l'efficacité du dispositif. Pour ceux que ça intéresse, ici quelques photos pour détailler le hack (bidouille). J'ai mis dans le manchon de la mousse acoustique pour emplir la partie large du cylindre, ensuite deux couches horizontales en quinconce, de manière à empêcher le son d'avoir un trajet direct. A la fin du montage, on ne voit plus la lumière directe passer à travers (comme le son). Voilà, sincèrement, je ne pense pas qu'une forme imprimée puisse être aussi efficace, car la densité n'y est pas, et rien de mieux que la mousse acoustique, je vais tâcher de faire des mesures pour vous dire, mais vous pouvez constater par vous-mêmes en regardant les liens (avec un VPN ou TOR évidemment). Elle reste l'imprimante la plus bruyante que je connaisse à cause du flux max de cette affreux ventilateur de refroidissement. La suite du raisonnement pour plus de calme sera la possibilité de régler le ventilateur en fonction des basses vitesses, pour le moment je commence avec cette imprimante, donc pas encore à l'aise sur le slicer Flsun. Je dois toutefois constater deux choses avec ce slicer. Même si il n'est pas très ergonomique, les rendus d'impression sont pas mal du tout, voir très bons, la montée en Z ne se voit presque pas et SURTOUT, lorsque la tête d'impression s'avance sur un porte-à-faux, la tête ralenti et cela donne des formes de très belles qualité, comme vous pouvez le voir sur la tête de T-Rex sans aucun support. A bientôt pour des infos sur les réglages et éventuellement un changement de slicer. ; ) Whisper print à vous tous.






 1 point
1 point -
Je ne sais pas si ça peut aider, mais je vais passer par le dessus en utilisant le trou, comme je l'utilise à la moitié de sa vitesse, ça devrait jouer pour moi, j'ai mis des tampons qui font mieux adhérer le support, je pourrais aussi le coller. Si jamais le modèle intéresse quelqu'un, j'ai pris le plus simple, les pièces sont bien configurées s'emboitent bien. https://www.thingiverse.com/thing:2591850
 1 point
1 point