Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/12/2024 dans Messages
-
Rapide et précise, @isidon est sous le charme de son Anycubic Photon Mono 4 Ultra https://www.lesimprimantes3d.fr/test-anycubic-photon-mono-4-ultra-20241205/ actuellement en promo -> https://li3d.fr/AnycubicPhotonMono4Ultra-ANY4 points
-
En complément de ce sujet : Pour m'éviter des oublis de maintenance (avec l'âge, la mémoire n'étant plus aussi fiable ), j'ai ajouté le complément Klipper Maintenance. Les paramètres suivants sont utilisés pour ma XM3 : [maintain] interval: 3600 # optional, time (in seconds) between checking if maintenance needs to be done (default is 60) # Lubricate XY rods [maintain xyrods] label: XY smooth rods trigger: print_time threshold: 250 message: Lubricate XY smooth rods # Replace air filter [maintain airfilter] label: Air filter trigger: time threshold: 2400 message: Replace HEPA and charcoal filters # Extruder maintenance [maintain extruder] label: Extruder maintenance trigger: filament threshold: 700 message: Clean extruder gears and tighten extruder bolts La documentation est plutôt complète. Quand un déclencheur s'active, un message apparait dans le terminal de Fluidd : Une fois la maintenance réalisée, on signale à ce «greffon» qu'il faut réinitialiser le déclencheur : UPDATE_MAINTENANCE NAME=xyrods Et c'est reparti pour un tour. On peut aussi, à tout moment, vérifier où en est la maintenance via : MAINTAIN_STATUS ou pour un déclencheur particulier : CHECK_MAINTENANCE NAME=xyrods3 points
-
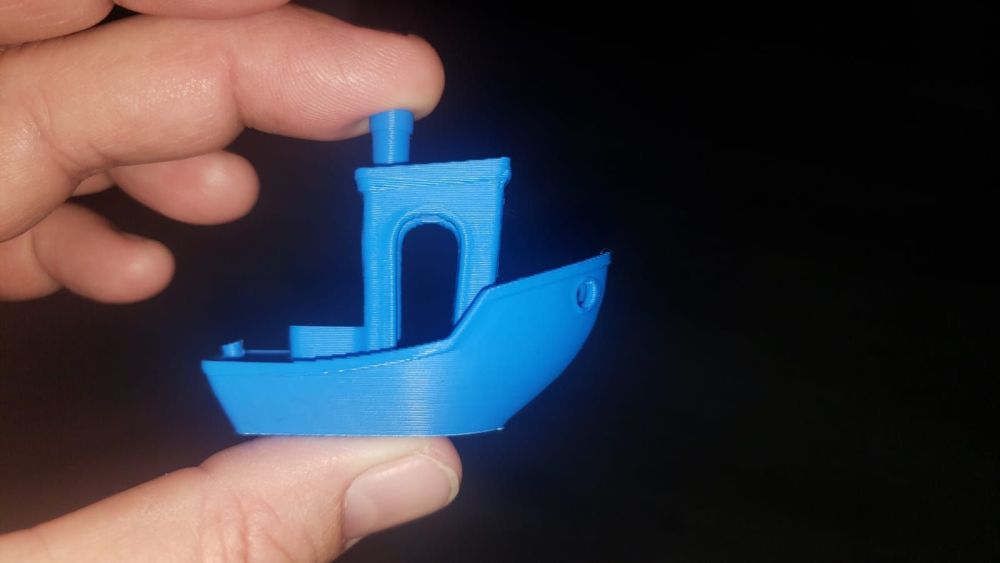
Ça y est j’ ai commencé le montage et je suis arrivé à l’étape la plus difficile, il vas être difficile de résister à la tentation
 3 points
3 points -
Ah oui quand même . J'en étais resté au prix de moins de 25 €, mais c'était durant la période de fièvre acheteuse (Vendredi noir et Lundi cyber). Pour un peu moins que ces 35 €, on peut avoir quatre boites étanches « tunables » (4litres) pour garder son filament au «sec».3 points
-
Bon, bonne nouvelle et mea culpa, j'ai reçu mon Imprimante avec le CFS à l'intérieur et les Add ons filmé sur le carton de l'imprimante, le tout sur une palette, pas de casse a première vue, les 4 pieds présents et la porte également, déballage final et mise en route ce soir ! L'explication du retard est que c'est passé de DHL Freight à la société TLS hier.3 points
-
Que pour la "S" le chocolat. @Fabonar n'oublies pas de donner un nounours au chat, c'est lui qui a déballer ta bécane.2 points
-
La majorité de mes matériels tournant avec Linux n'ont ni écran, ni clavier (qu'ils soient Christian ou Azerty) En vieux geek qui se respecte, uniquement de la ligne de commande via ssh, en mode barbu.2 points
-
Je viens juste de recevoir les add-ons, sans aucun avis d'expédition, sans suivi du tout, juste chronopost qui signalait hier soir qu'il passerait dans la matinée. Donc un space PY +, que je n'utiliserai peut être jamais. Une bobine (carton) d'hyper PLA. Et une plaque texturée.2 points
-
petite impression sur la X-MAX3 en Abs transparent


 2 points
2 points -
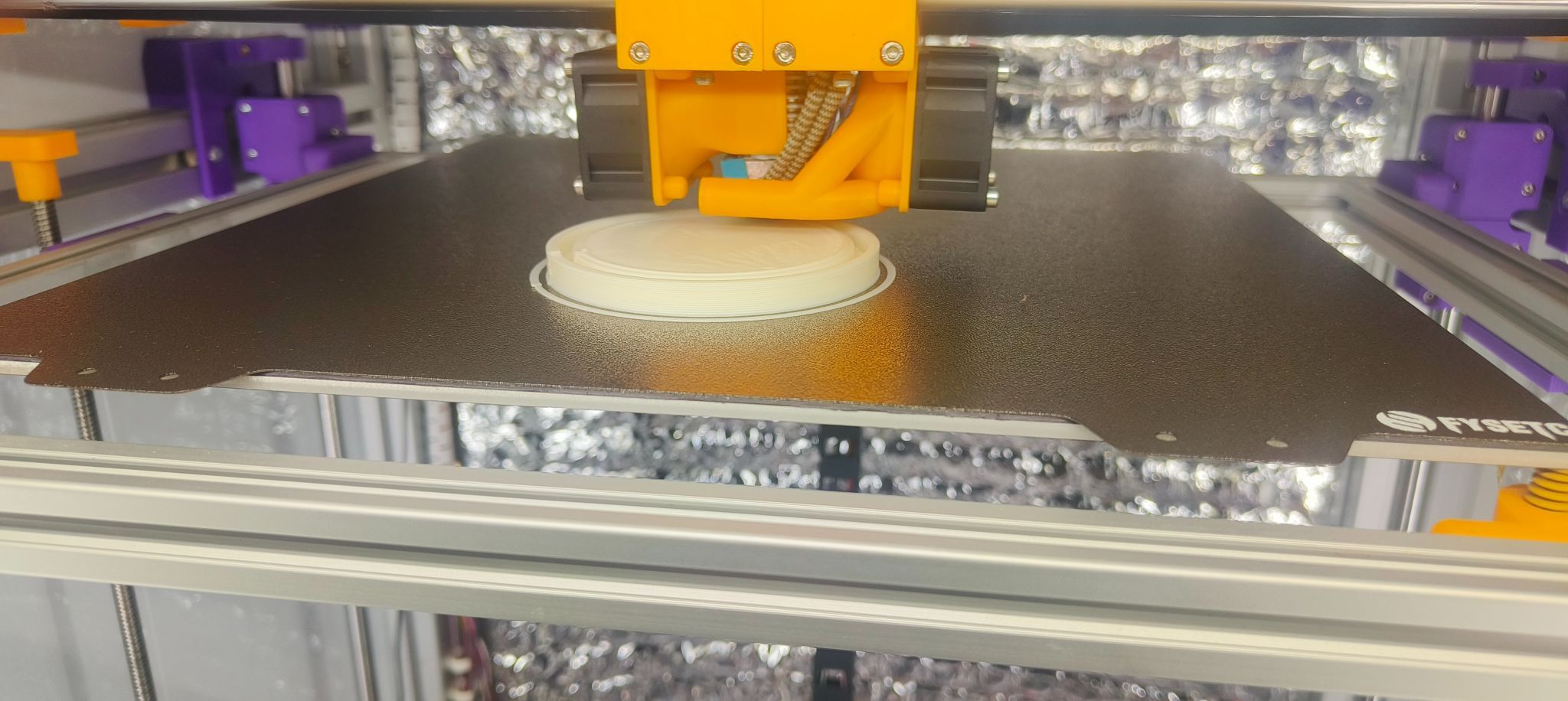
Installation d'un plateau PEI avec base magnétique de 330x330. J'arrête la plaque de verre avec le dimafix, il était temps . Prochaine étape, je repasse en extrudeur direct avec le bondtech lgx équipé du mosquito. Réalisation des pièces en cours à l'aide de fusion 360. A bientôt
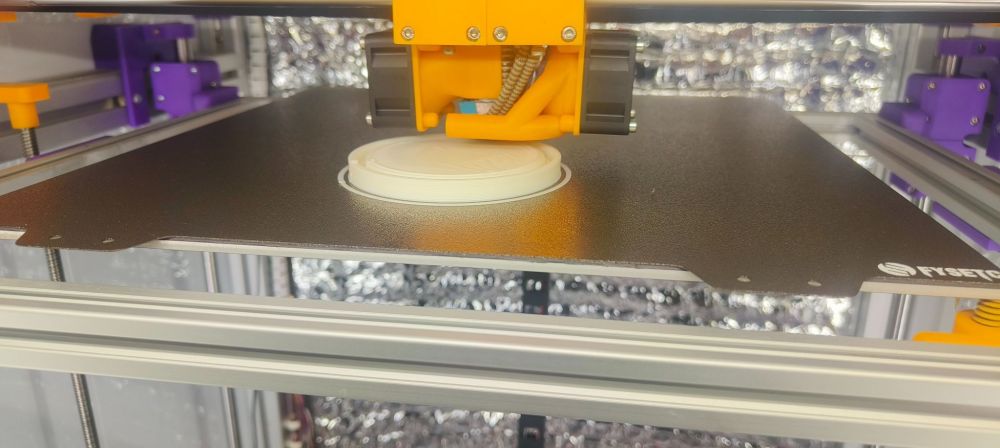
 2 points
2 points -
Oui je vais bientôt poster une mise à niveau de mon hyper cube III. J'ai enfin viré ma plaque de verre et installé un plateau magnétique PEI. Je vais repasser en extrudeur direct avec le bondtech lgx en direct avec mosquito. En cours de réalisation. C'est reparti sachant que mon hypercube a toujours fonctionné depuis tout ce temps.2 points
-
la voilà à la maison y as plus qu'as assemblé tous ça
 2 points
2 points -
Salutation ! Concours de Noël sur CrealityCloud Dans les lots des imprimantes "K2 Plus", "K1C", "Hi", des bobines de filaments et un abonnement "Creality Cloud Premium" d'un an. Pour les détails, voir " Best Christmas Prints 2024 Contest " (Jusqu'au 25/12/2024 (UTC+8?)) Bonne chance à tous les participants et bonne continuation à tous.
 1 point
1 point -
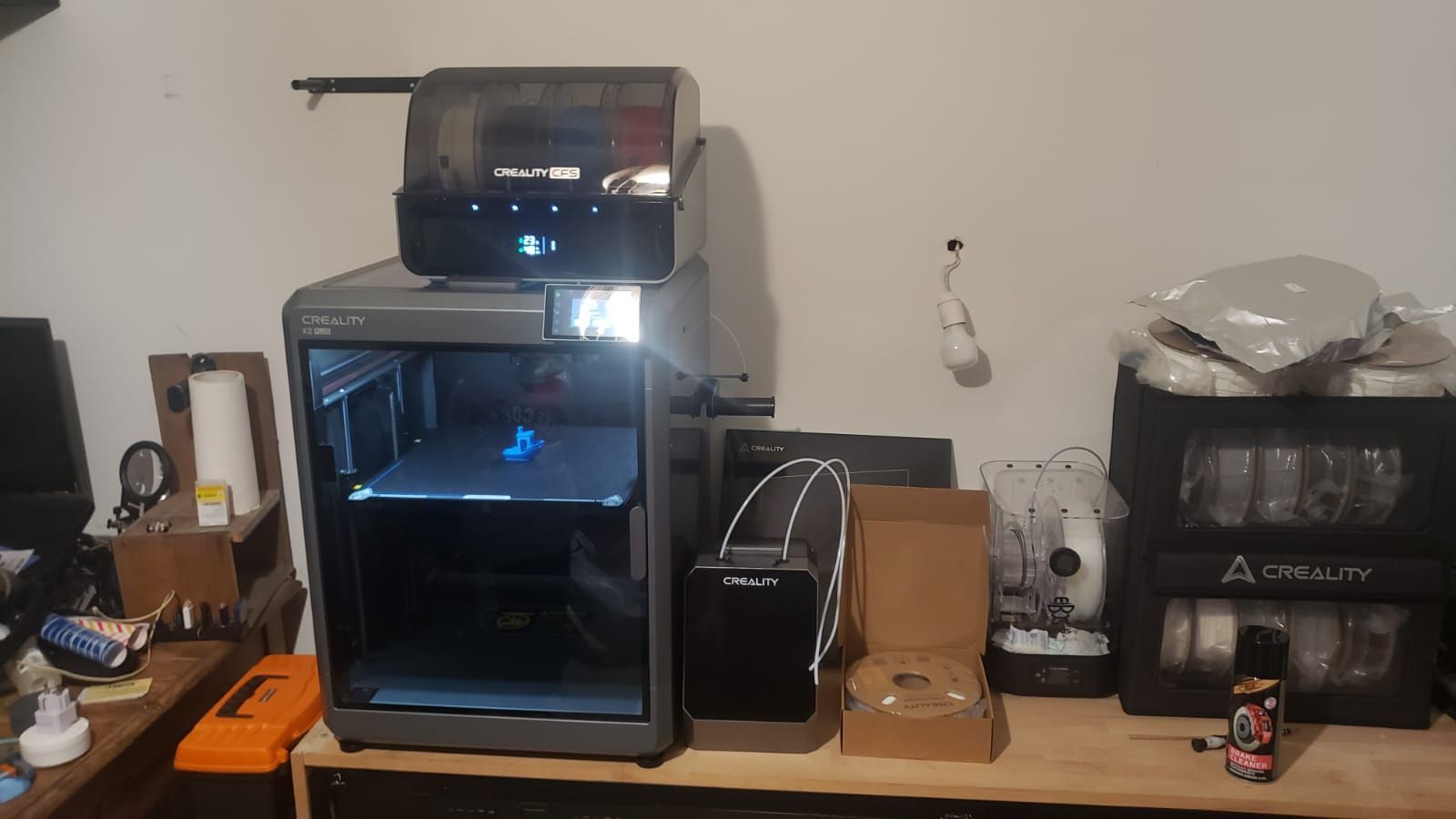
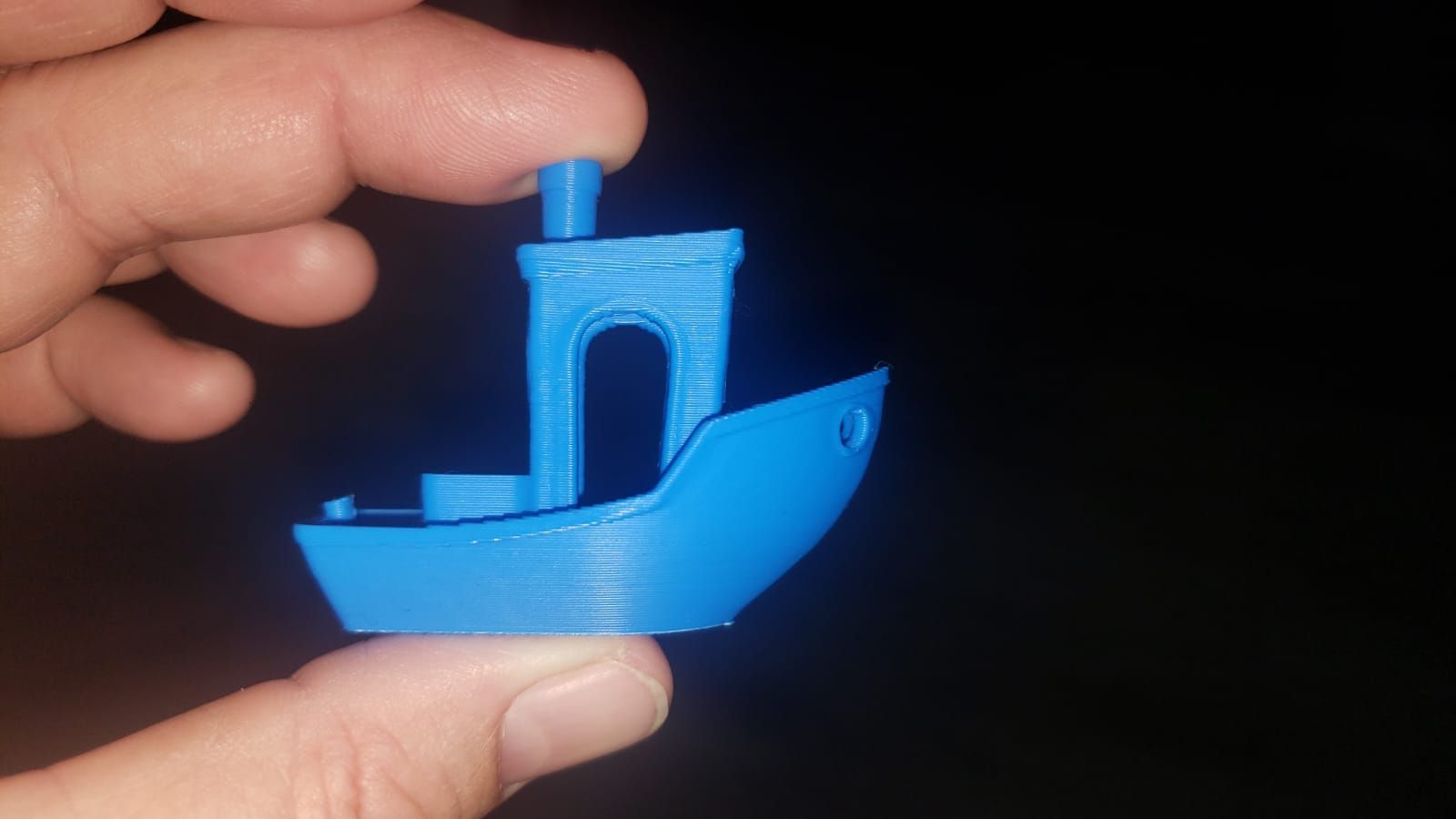
Petite photo du setup, tout s'est bien passé. Benchy en 17 minutes très propre. Un seul reproche, je ne supporte pas creality print. Vivement l'integration complete sur Orca Slicer.

 1 point
1 point -
Ce n'est "que" une balance avec une forme adaptée mais j'adore l'idée !1 point
-
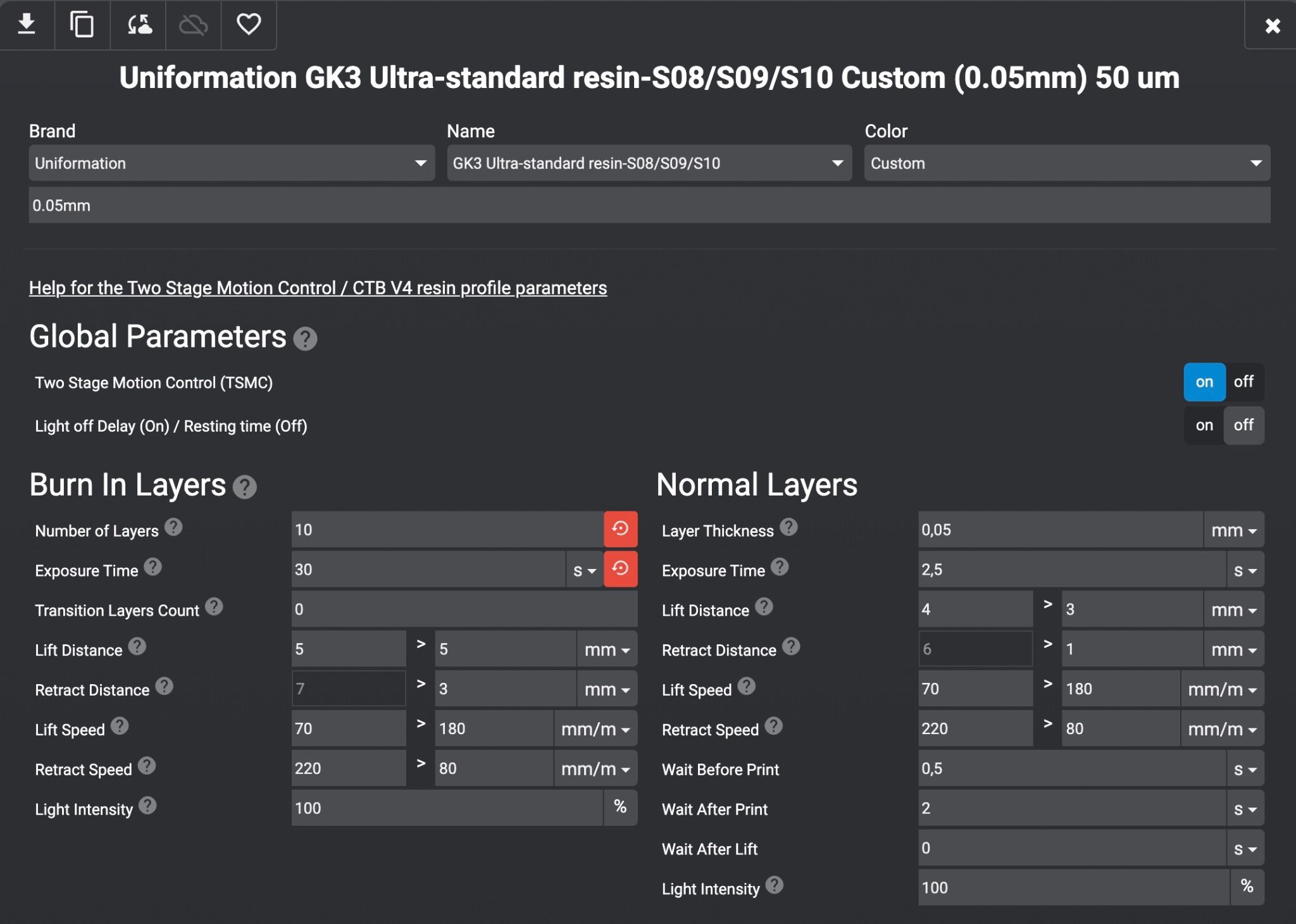
question @flux_capacitor (j'ai oublié de la poser avant, pardon): quand "rien ne s'imprime au milieu du plateau" il y a quand même un tas de résine durcie qui reste collé au fim du bac dans cette région? message privé envoyé ce concernant. Possible: le film dans votre bac est "trop souple / passez assez tendu" au milieu - ou les réglages (lift distance, wait after print, retract speed) sont trop serrés Ce qui marche chez moi:
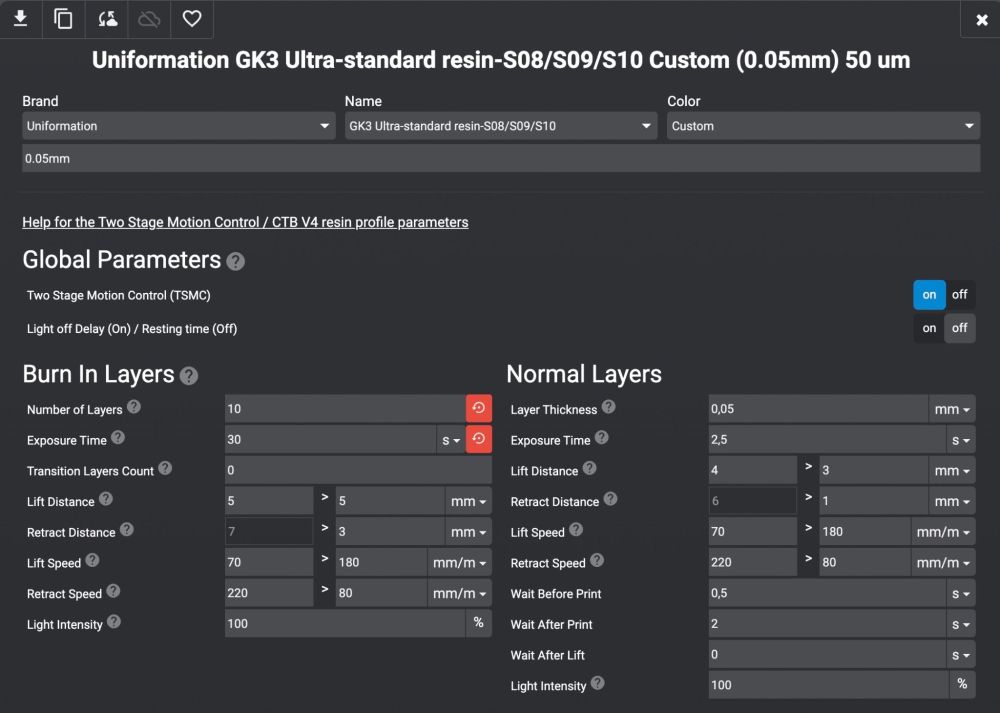 1 point
1 point -
L'accès SSH pour les T1 & T1 Pro est maintenant disponible ici: https://github.com/Guilouz/Flsun-S1-T11 point
-
celui là il est venu juste pour surveiller les petits, faudrait pas qu'ils fassent des bêtises!!!1 point
-
@Olivier_V tant mieux à l'origine ce problème ne devrait pas exister, parfois on peut s'interroger comment on arrive à de telles solutions pas assez d'intelligence naturelle1 point
-
Merci encore pour cette manière de faire. Ça fonctionne très bien avec le trou vertical1 point
-
@Strrato certains filament nylons se poncent très bien, tu peux procéder aussi a une recuisson après impression1 point
-
Je prends note merci bien. Le ressentie je le recherche plutôt ressentie mécanique, après si je doit appliquer une fine couche de résine ou autre...bah je peux toujours imprimer le contour et le négatif du modèle avec une petite encoche pour la pointe et faire un moule... ^^'1 point
-
C'est le temps qu'il faut pour que ça vienne à pied par la Chine Le Fixdry NT1 2 bobines ressemble beaucoup au Eibos Cyclope.1 point
-
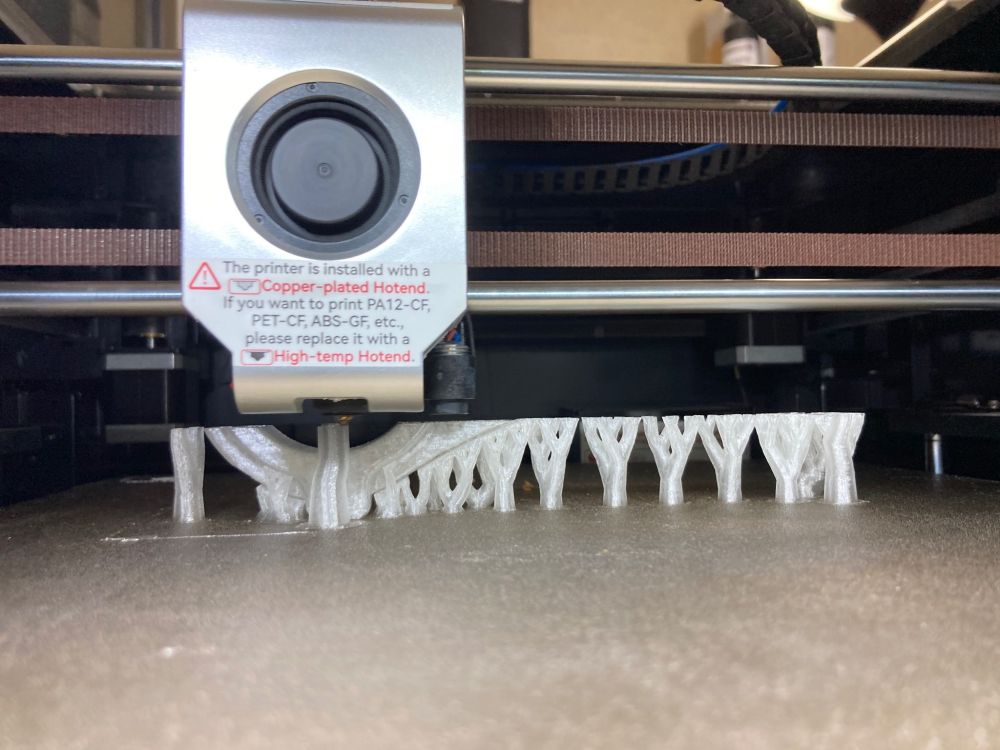
tu n'as pas un filament de nettoyage sous la main ? le risque en chauffant à 300 degrés comme tu l'as fait c'est d'avoir des dépôts qui se forment, un cold pull peut être aussi efficace. Flashforge fournissait ce genre de tige a une époque avec ses imprimantes
 1 point
1 point -
si j'active dès le départ le ventilateur de circulation de la chambre, j'avais 5 degrés de plus à ma connaissance la Core One n'a pas de ventilateur de circulation simplement un ventilateur d'extraction1 point
-
pendant un long moment j'ai été obligé de forcer mon ancien téléphone en 3g pour pouvoir téléphoner, impossible de passer un appel sinon.1 point
-
là en plein coeur de Lyon même dans la rue parfois je n'ai plus de réseau du tout, service indisponible il y a quelques mois avec un téléphone non 5G j'avais du réseau1 point
-
Moi a l'inverse avec plus de 70% d'humidité dans mon coins 6 mois de l'année j'ai un eryone snail, et deshydrateur alimentaire pouvant accueillir 2 bobines mais j'ai ai limite pas assez parfois j'ai 4 voir 5 bobines a devoir déshydrater je peux imprimer le plus souvent même sans le faire mais pour une qualité optimal et limité le stringing parfois c'est utile , mais je suis dans un département les plus humide après la bretagne en même temps .1 point
-
Elle pourrait être à 339€ ? Mais le lien ne conduit pas ou plus où il faut. https://makerworld101.com/product/creality-hi-combo-3d-printer/
 1 point
1 point -
A propos @PPAC, on remet les costumes de noël sur les profils ?1 point
-
J'ai un terminal VT100 en RS232 1200 bauds pour transmettre les instructions...Ça le fait aussi..1 point
-
Elle a l'air bonne votre moquette. Vous auriez un lien ?1 point
-
Pas sûr que cette boite revienne moins cher que la boite originelle . Après, je comprends qu'on veuille « jackyser » ses propres boites.1 point
-
Ok merci du conseil je vais faire comme ça maintenant en enquetant un peu le soucis pourrait venir du fep détendu je vais checker ça dans la soirée1 point
-
faux ... on n'arrête pas le progrès mais les ondes hautes fréquence si. Dans la pratique la 5G améliore le débit en extérieur ET près d'une antenne (c'est à dire à peu près jamais dans la vraie vie) Mais dans les bâtiments la 4G est plus efficace que la 5G. Donc c'est mieux, mais c'est moins bien1 point
-
vive la Corse1 point
-
Sur une Voron 2.4 350 (Volume de 50x50x50 à la louche) plateau à 110 et buse à 255, (pas d'aération, mais une circulation interne) il faut environ 30 minutes pour atteindre 43°. avec une t° de départ de 24°1 point
-
@pjtlivjy à moins que tu pose l'adhésif les yeux bander et les mains dans le dos , il n y a quasi aucune chance que tu provoque un défaut de planéité en le posant. Je suis un manche à c****** pour poser ce genre de trucs sans bulle et pourtant j'y suis arrivé sans aucun problème sur les 2 miennes, l'adhésif étant assez épais et rigide pour se poser correctement sans difficulté.1 point
-
Du bon gros foutage de gueule comme réponse, je vois pas en quoi mettre une plaque flexible obligerait à changer le Gcode et si c'est comme sur ma mono x, modifier le fin de course revient à coller un bout de scotch dessus pour rallonger la languette qui sera détectée par le endstop optique. Donc absolument rien qui pourrait modifié la machine au point d'annuler la garantie.1 point
-
bonjour @RT36 le polydryer est mis à toutes les sauces il inspire beaucoup de gens comme là sur une AMS ou là pour des boites supplémentaires1 point
-
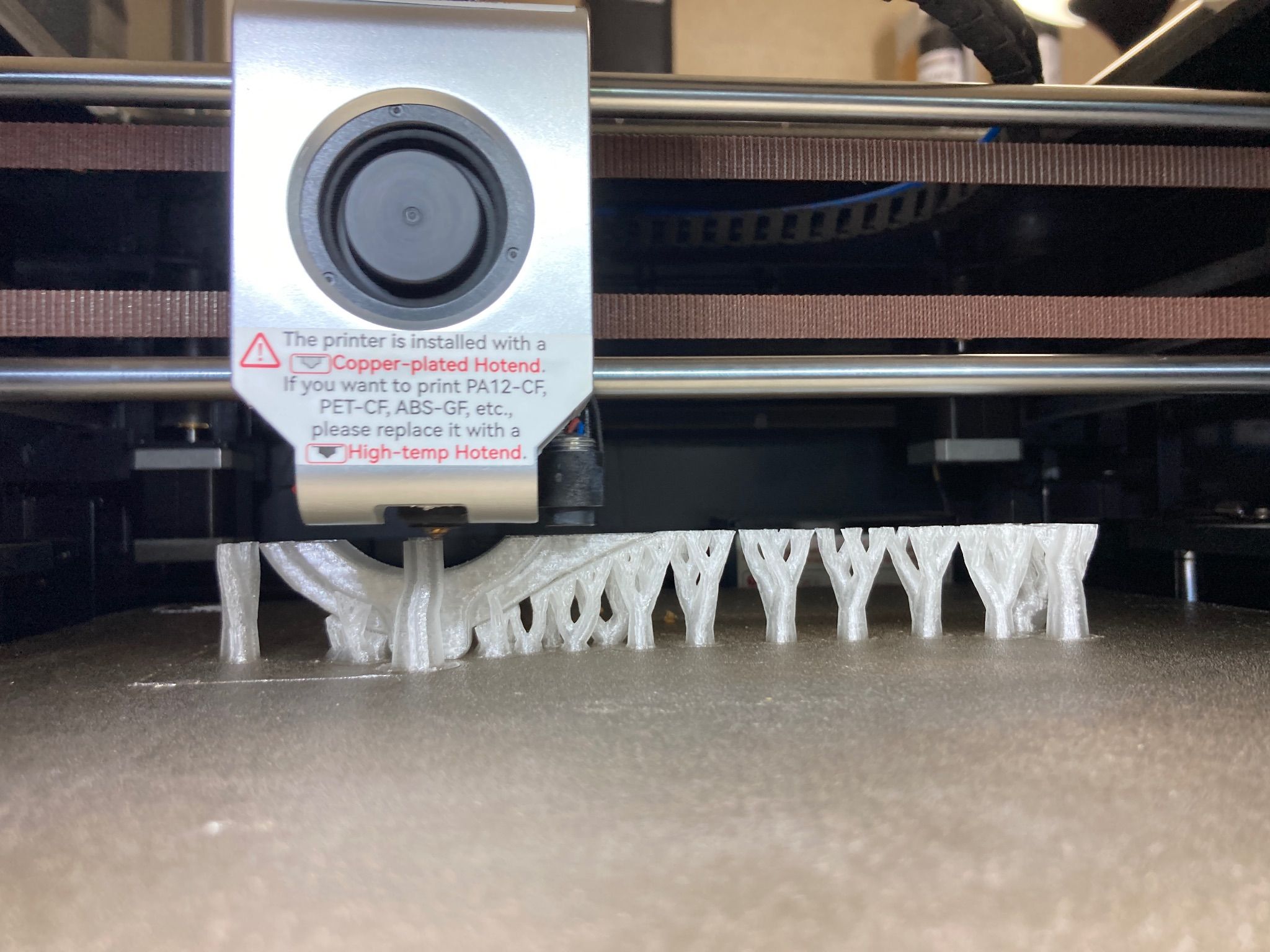
Merciiii de ton retour Dirai-je même plus ouf , car en générant des supports c’est une vrai forêt1 point
-
c'est ce que j'expliquais au début, tu as éparpillé la couture (aléatoire - en une multitude points) qui plus est sur un design sans sur surfaces planes donc rien de nouveau bien sûr que cela fonctionne mais ça ne démontre ne rien les possibilités de l'option Scarf il faut se mettre dans les conditions les plus défavorables ...1 point
-
Ca aurait été plus logique de demander conseil avant d'acheter un modèle précis Mais voilà de la lecture : https://www.lesimprimantes3d.fr/forum/topic/45846-le-livre-blanc-de-limpression-3d-par-dépôt-de-filament-fondu/ avec entre autres : https://www.lesimprimantes3d.fr/forum/topic/12701-les-tutos-pour-debutants/ et plein, plein de contenu sur ce forum !1 point
-
" Si c’est ça va." Bien moi aussi et sinon ?1 point
-
Si l'enchanteur ne l'est plus, ça fonctionne quand même ?1 point
-
Beaucoup de points à aborder ! Premièrement, j’ai testé l’impression avec du PLA HS de Sunlu, et le problème a pratiquement disparu. Je pense que je n'arrivais pas à bien imprimer le filament polymaker, peut-être en raison d'un lot de mauvaise qualité. D'autres utilisateurs sur Reddit ont d'ailleurs signalé leurs difficultés avec ce filament. Entre-temps, j’ai retendu les courroies, les ajustant toutes les deux à 110 Hz pour 15 cm. Auparavant, celle du bas était à 110 Hz et celle du haut à 150 Hz. J’ai également effectué un nouveau test VFA. Ce nouveau réglage n'a pas apporté de changement significatif. J’ai acheté un déshydrateur de filament (le Creality Space Pi) et passé de l’ABS dedans. Les impressions avec cet ABS bien séché sont impeccables : solides, précises, et esthétiques. J’en ai profité pour modéliser et imprimer un nouveau porte-filtre à charbon actif sous forme de granulés (photo in coming). Le résultat est plutôt réussi (même si j'ai fait quelques petites erreurs de conception). Bref, pour résumer, le problème semble bien multi factoriel. En reprenant les différentes pistes abordées, voici les causes possibles : - Jeu dans le chariot X. - Calibration inadéquate (température) des filaments. - Extrudeur potentiellement défectueux. - Filament de qualité douteuse. - Filament humide. - Résidus d’ABS dans la buse lors de l’impression PLA. - Mauvaise configuration du slicer. Les solutions apportées ont été les suivantes : - Remplacement partiel du chariot X. - Calibration complète des filaments dans cet ordre : Température -> Flow -> Pressure Advance -> Débit (pour explorer les limites). - Démontage et remontage de l’extrudeur avec graissage et vérification de l’alignement des roues dentées. - Séchage des filaments. - Cold pull lors de chaque changement de matériau, surtout pour passer d’un matériau à haute température vers un autre plus bas. Augmentation de la résolution du slicer, ajustement des vitesses en fonction du VFA et du débit maximum. Voili/voilou, merci encore pour les retours ! Sans vous je serais encore bloqué. Déplus j'ai appris beaucoup de choses avec ce poste !1 point
-
un peu de lecture sur la 5g par BT ... Couverture mobile indoor : Définition | Bouygues Telecom Entreprises ici en tout cas la 5G marche correctement à l'extérieur du bureau, à l'interieur il ne reste plus que la 3g (même pas la 4g) ... et j'habite à moins de 100 m à vol d'oiseau d'une antenne.0 points









.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)