Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/12/2024 dans Messages
-
Etes-vous d'accord avec notre sélection pour élire la meilleure imprimante 3D 2024 en catégorie FDM (filament) ? https://www.lesimprimantes3d.fr/meilleure-imprimante-3d-fdm-filament-2024-20241217/7 points
-
Globalement, je ne suis pas d'accord avec les termes employés "modifications indispensables". Cela donne l'impression que la machine ne peut pas fonctionner sans ces bidules, ce qui est faux. Il y a de très nombreuses personnes qui utilisent leur bécane dans l'état de livraison et elle fonctionne très bien, les deux miennes sont dans leur état de livraison et je ne me plaint pas. Exemple tout bête, la porte je la laisse légèrement ouverte pour des pièces en PLA (quand elles durent plusieurs heures) et elle ne s'est jamais plus ouverte ou fermée en fonctionnement. Concernant l'ajout du déflecteur de ventilateur latéral, il a son utilité lorsque vous imprimez de grandes pièces plates, mais lorsque vous avez des pièces avec de nombreux ponts il est contre productif. Donc son usage est à mesurer suivant le type de pièce à réaliser. Lorsqu'on commence avec une bécane, il est important de ne rien modifier, puis progressivement il est possible d'effectuer quelques améliorations utiles ou décoratives (si cela en amuse certains).4 points
-
Possible, mais pas sûr que s'il le mettait en vente, il en obtiendrait le même prix . Somme avec laquelle, il pourrait s'acheter une imprimante sortant des pièces correctes sans rien y connaitre, comme c'est la mode actuellement3 points
-
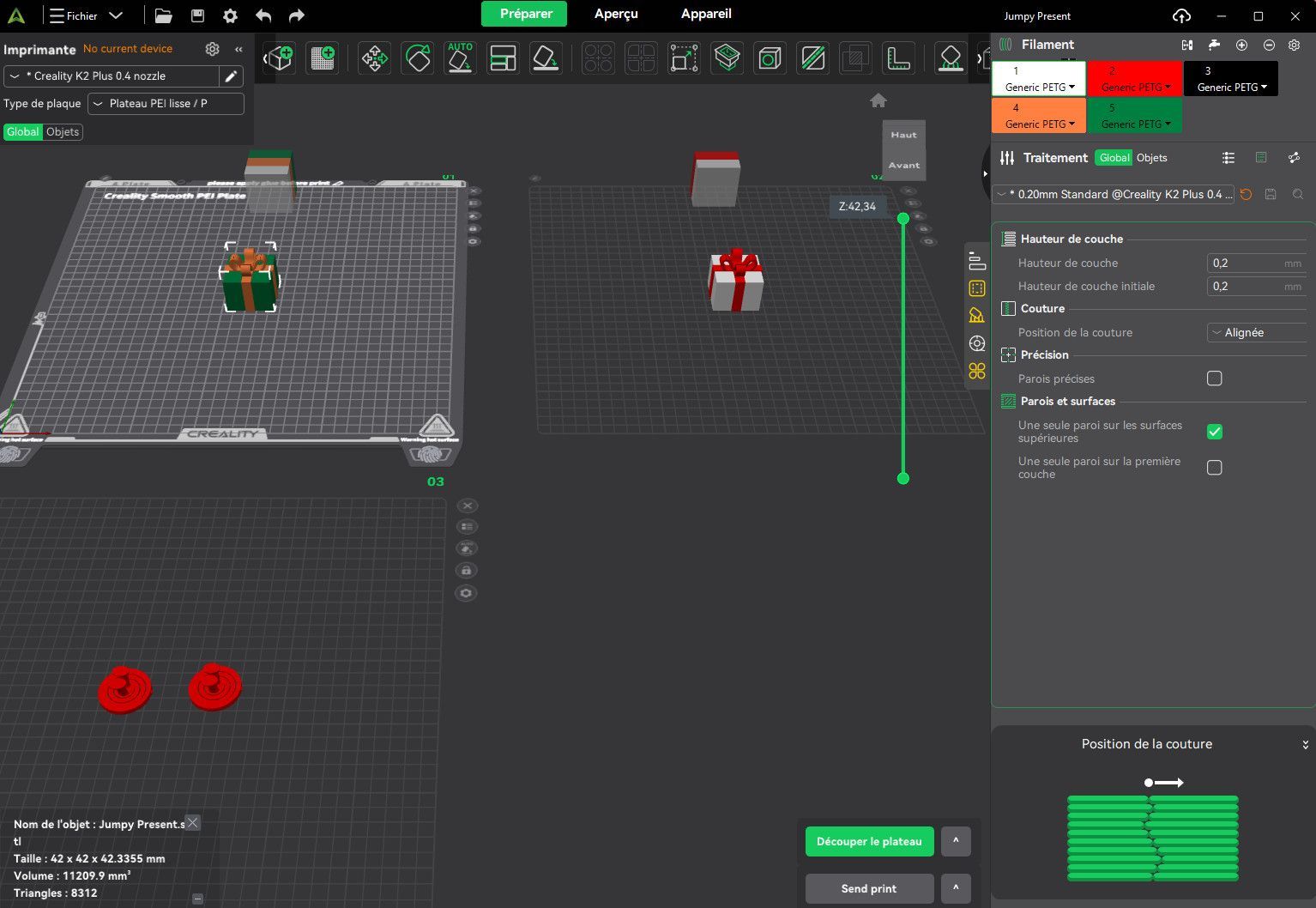
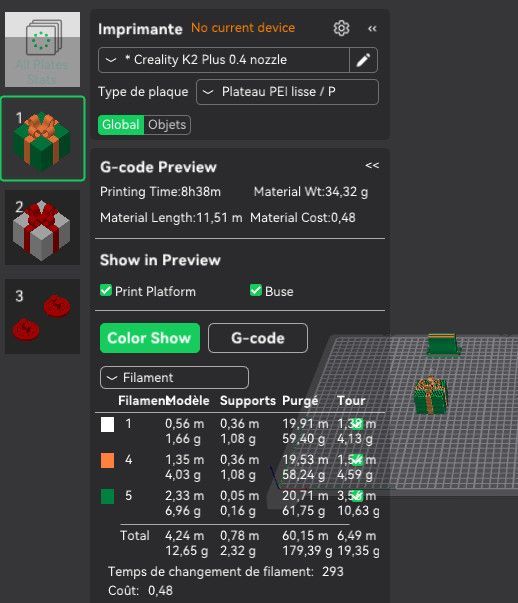
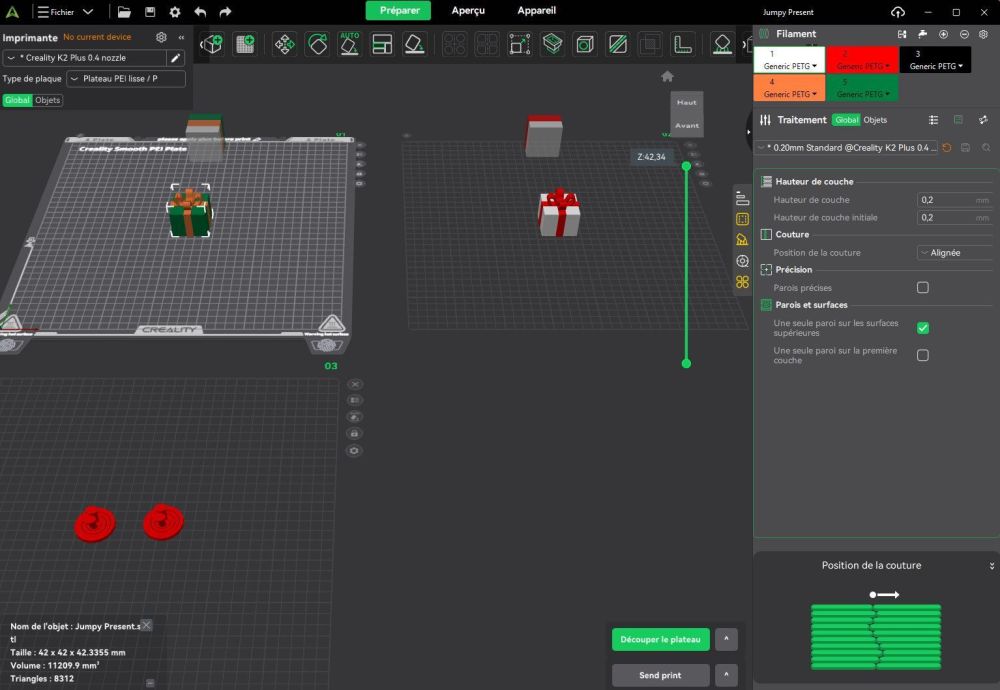
C'est par un message dans le topic de la K2 Plus que @Guilouz partage un lien pour télécharger une version bêta de Creality Print 6. Il s'agit là de Creality Print 6.0.0.883 6.0.0.1006 qui peut s'installer à côté d'une 5.1 par exemple, pour comparer et ne pas perdre un slicer fonctionnel. Mise à jour du 30/12/2024 : Creality vient de dévoiler la version finale 6.0.1074 Infos : https://wiki.creality.com/en/software/6-0/Quick-Start/release-notes Téléchargement : https://www.creality.com/pages/download-software Rien de bien nouveau dans l'interface de cette V6. Qui a dit Bambu Studio / MakerWorld ?

 2 points
2 points -
Le portrait type du Maker, c'est un bricoleur fou, passionné par l'impression 3D, il bricole ses bécanes quand il rentre après une virée à moto. Il s'énerve quand la bête déconne et lui résiste. Il ressemble à çà peut-être : Si vous pensez à @Ironblue c'est plutôt çà : Effectivement avec quelques années de moins, mais ne soyons pas désagréable.

 2 points
2 points -
Pour les boitiers je suis partie sur ceux la pour les emplacements d'origines, ils permette de garder le couvercle d'origine. https://makerworld.com/fr/models/459881#profileId-368227 Pour ceux en plus à l'avant j'ai prit ceux la (il me semble que c'est les même modèle que ceux que tu à cité) https://makerworld.com/fr/models/62638#profileId-65271 Et pour le ventilateur AUX, oui c'est (de mon avis) important de dévier l'aire pour éviter le warping même sur le PLA, j'ai celui la. https://makerworld.com/fr/models/249442#profileId-265746 un autre truc pas mal c'est une poignée qui permet de maintenir la porte ouverte pour le pla sans qu'elle ne bouge dans tout les sens, il y a plusieurs modèle soit tu change la poignée soit tu rajoute par dessus celle d'origine. J'ai celle la https://makerworld.com/fr/models/698630#profileId-627854 il y a celle la si tu veux remplacer ta poignée https://makerworld.com/fr/models/453771#profileId-361187 Ne te casse pas la tête à calibrer le filament, prend pla generic, ça fonctionne très bien.2 points
-
@MrMagounet Tout à fait d'accord avec toi. J'ai répondu trop vite (trop souvent cela m'arrive...), c'est après avoir posté mon message que j’ai vu que l'imprimante était sous Klipper et non Marlin Mon message n'apporte donc rien Désolé..2 points
-
J'ai reçu ce soir un mail de creality, mon imprimante est partie hier d'Allemagne avec "Gel express". Un transporteur que je ne connais pas, j'espère que ce ne sont pas des bourrins. avec un peu de change livraison vendredi ??1 point
-
Merci, c'est ce que j'aime avec l'impression 3D, c'est le genre de pièce qui ne coûte pas cher, s'imprime rapidement, te permet de l'adapter aux dimensions du bout de tasseau qui traine dans le garage et te rend bien service. C'est l'essentiel de mon utilisation de la 3D1 point
-
oui tous les checks à faire pour vérifier que tout fonctionne normalement (il y aura forcément des erreurs de pins et ou de sens de rotation des moteurs) et ensuite les réglages. * pour le sens de rotation des moteurs : si un moteur tourne à l'envers de ce qu'il faut : - tu vas dans le stepper_x ou y ou z ou z1 ou z2 ou z3 et tu met un ! devant le dir_pin ex si z va à l'envers il a ça : dir_pin: PD13 tu le transformes en dir_pin: !PD13 en régle générale * le ! inverse l'information * le ^ force un état haut (par ex les pin des endstops doivent avoir ce ^ pour que l'entrée soit à une valeur connue quand rien n'est connecté (inter ouvert)) et on peut faire une combinaison des deux (essentiellement pour les endstops si la détection est inversée)1 point
-
tu fait pareil que pour le côté noir, d'appuie sur la bague bleu et tu tire le tube ptfe.1 point
-
Dès demain matin, elle passe sur le billard, pour voir ses dessous, pour la ventilation des composants, et la taille des ventilos, comment les mettre etc... Ca ne devrait pas être bien différent de ma E3S1, fonctionnant avec des A6x25 en dessous. Je suis en train d'étudier un autre système pour le ventilateur arrière, pour qu'il devienne un véritable extracteur d'air et non pas de fumée comme à l'origine. Quitte à ce qu'il soit en dehors de la chambre à cause de sa taille. Quant au blower latéral, bah là..... je ne sais pas pour l'instant. Je n'ai pas fait assez d'impression pour juger. J'ai pu enfin régler mon souci de 1ère couche de mdr, en modifiant le z-offset sur la machine, découvrant au passage que son firmware est en version 1.3.3.36 non dispo sur leur site US mais en Chine oui.. Bon, on ne rit pas, je regarde ma machine imprimer une plaque de 10x10 cm pour régler la première couche, en petg bien sûr pour me compliquer la tache , alors elle va doucement 30 mm/s puis je règle (en fait je bricole, car un appui pour monter et descendre demande une seconde pour afficher le réglage, alors que sur la machine c'est presque de suite) le z et la machine fait des claquements Mince elle n'aime pas aller doucement, me dis-je. Bref je tente de découvrir d'ou ça vient, sans succès alors que ça continue, puis je regarde derrière le filament, ma bobine était emmêlée, l'extrudeur la tirait vers le haut la bobine à en arracher le support, obliger de couper le fil avec une pince Chlac la bobine redescend sur le support... Bien sur mon test à foiré, mais le réglage du début sur les 10 premières lignes était parfait. Dans un sens, ça me rassure, car demain elle va imprimer du TPU donc le fil va vraiment se faire tracter...1 point
-
Je comprends pourquoi ses "Maker" semblent tous en profonde introspection ou en colère. Leurs machines, composant, et outils sur leurs établis sortent de la 5 eme dimensions. Il va vraiment falloir donner plus de stock d'image d'imprimante 3D aux IA générative d'image...1 point
-
Tous les motards ne sont pas tatoués et portent une barbe . Les deux sont des effets de mode, excepté pour la barbe chez la gent féminine .1 point
-
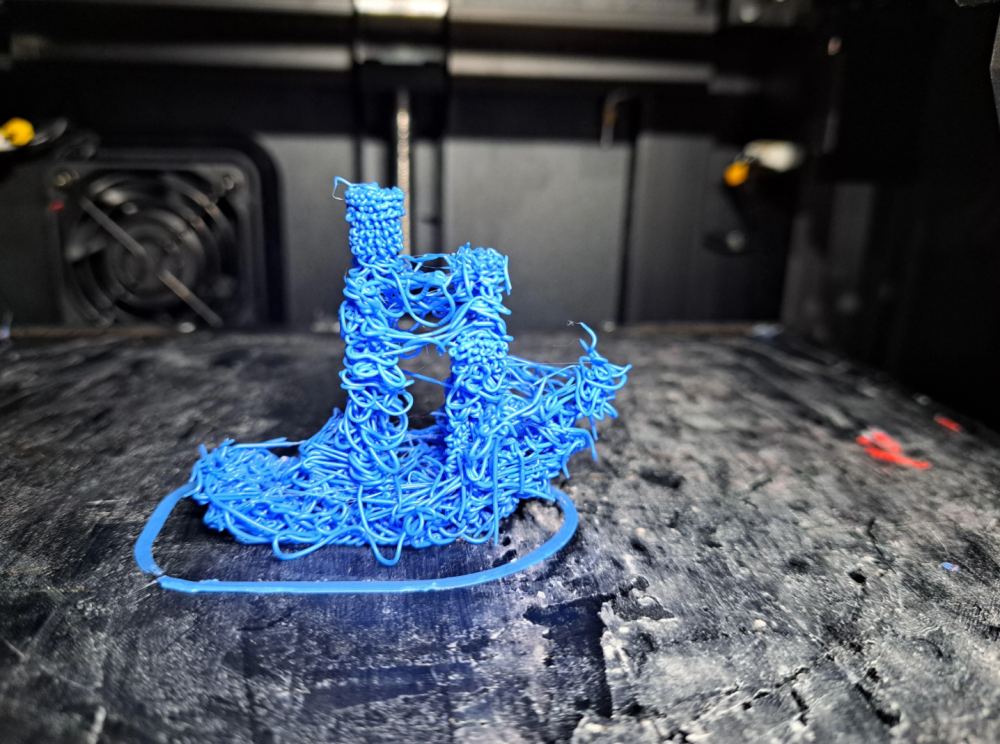
On va dire que c'est de l'art contemporain Même s'il est immonde, ce Benchy a demandé plus de travail et d'audace qu'une banane scotchée au mur1 point
-
bonsoir à tous & à toutes, j'ai trouvé une vidéo sur youtube (j'ai le même dysfonctionnement) ... si par malheur, tu appuis sur le bouton "marche", et tu veux changer la température (comme on le fait avec creality par exemple), faudra éteindre dry dock et le rallumer, pour réanimer le bouton "m"1 point
-
Non, mais l'idée y est. Je pense qu'on peut dire que tu as gagné ! C'est un embout pour une bâche de remorque : comme elle dort dehors, la bâche fait un creux ... rempli d'eau (et de glace en hiver). Donc pour éviter ça j'ai fait comme pour les tauds de bateaux ... un piquet au milieu qui relève la bâche et créé une pente, l'eau s'écoule naturellement. Mais pour éviter que le tasseau ne finisse par faire un trou dans la bâche, j'ai fait un petit embout en TPU ... fixé par une vis pour ne pas le perdre. Donc le disque, qui s'affine en allant vers le bord, c'est pour éviter que ça ne fasse des angles et abime la bâche trop vite.1 point
-
Je l'ouvre que pour le PLA, pour tout le reste, c'est porte et aérations hautes fermées.1 point
-
Salut @papyjp alors difficile a dire la raison mais oui c'est pas impossible que cela soit lié a la version Orca, sans prise de tête une méthode simple de contournement sera d'activé la bordure en 2 ligne par exemple ce qui imprimera 2 ligne autour de la zone ou sera imprimé le modèle avant d'imprimer le modèle ce qui assurera de ne jamais être en manque de matière sur ta pièce, cela contourne ce soucis mais pas le problème. Après faudrait comparer un gcode sur la version 2.2 et sur une version précedent d'un même STL et voir ce qui change, il y a certainement un comportement différent sur les commande lié a l'extrusion initiale.1 point
-
Bonjour, Première modification, consistant en surélévation du capot avec une mise sur charnière (entre nous largement plus pratique), ont sent bien la chaleur s'évacuer par les traverses perforées. Tient en passant, je cherche toujours la fameuse bande antibruit à coller sur le capot..... Là 35 mn d'impression en petg 250/60°C et température de la chambre 29°C. Sans le blower latéral, mais avec l'extracteur. Donc essais à poursuivre pour le bon paramétrage Point positif de la bestiole sa camera avec AI, je lance une impression par Wifi, bien sûr le plateau est sur mon bureau, , ben la bête m'indique une erreur, cela aurait été un petit plus si elle avait bipé....
 1 point
1 point -
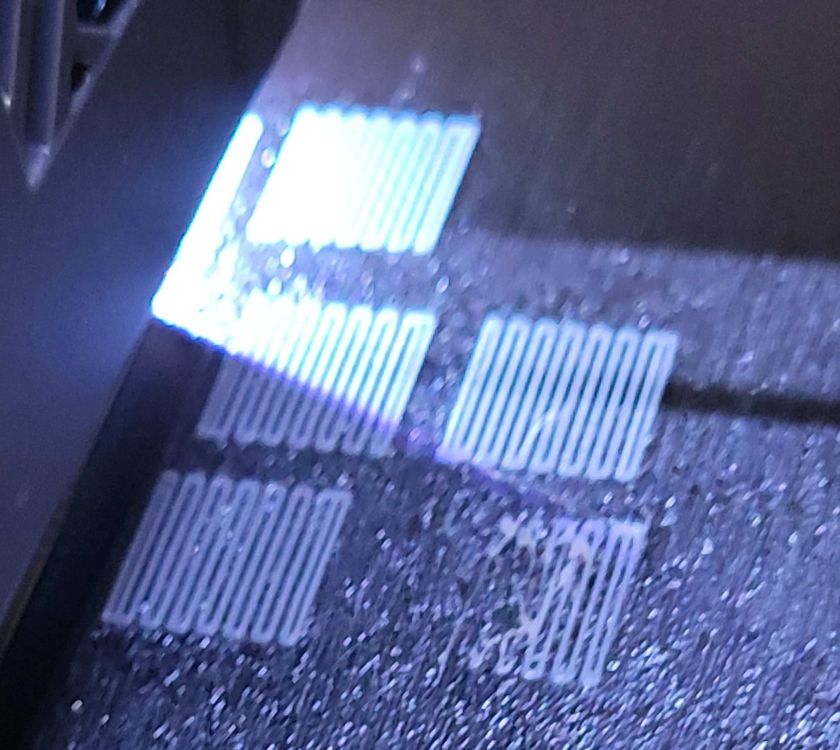
Bonjour, Je suis l’heureux possesseur, depuis début février dernier, d’une SW X4 Pro pour laquelle j’avais posté le 3 mars la traduction en français de la notice officielle. Depuis, et en suivant scrupuleusement les conseils de Mr Magounet, j’ai réalisé des dizaines d’impressions plus ou moins complexes avec un taux de déchet quasi négligeable. La seule entorse que j’ai faite à la configuration initiale consiste à trancher mes modèles avec Orca – enrichi avec le profil de Mr Magounet -plutôt qu’avec le clone de Cura livré avec la machine. Je vérifie de temps à autre le nivellement du lit sans que j’aie pu constater de dérives significatives. Je procède selon les indications d’Artillery, mais je reste fidèle aux enseignements de mon vieux prof de mécanique : « D’abord tu effectues les réglages indiqués par l’usine (ou les réglages automatiques), puis c’est du tactile et visuel ! ». Comme je ne suis pas suffisamment calé pour effectuer des « ajustements » plus ou moins acrobatiques, tout le reste est d’origine. « Quand ça marche, on ne touche surtout à rien ». Toutefois, je rencontre un léger problème depuis quelques temps (et je pense que cela coïncide pour moi avec la mise à jour d’Orca vers la version 2.2.0) : après un début de cycle tout ce qu’il y a de plus classique (chauffe de la buse et du lit, chargement du modèle à imprimer, impression de la ligne purge, nettoyage de la buse sur la brosse) , je constate un petit défaut : l’extrusion des premiers 10 mm (environ) ne s ‘effectue pas ce qui parfois me cause des soucis d’adhérence. La photo ci-dessous explicite le phénomène. Je dois dire que je sèche sur le problème et comme je ne me sens pas suffisamment expert pour aller gratouiller dans le Gcode, je me sens un peu coincé. Quelqu’un pourrait-il m’aider ? Merci d’avance pour toute votre expertise et vos conseils. Ci-dessous le début du Gcode actuel : ... ;Start Gcode M140 S60 M104 S220 M190 S60 M109 S220 G28 ;Home M83 ;Relative distance for Extrusion BED_MESH_PROFILE LOAD="default" G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface G1 X2 Y20 Z0.3 F5000.0 ; move to start-line position G1 X2 Y200.0 Z0.3 F1500.0 E15 ; draw 1st line G1 X2 Y200.0 Z0.4 F5000.0 ; move to side a little G1 X2 Y20 Z0.4 F1500.0 E15 ; draw 2nd line G92 E0 ; reset extruder G1 E-2 Z10.0 F3000 ; move z up little to prevent scratching of surface M73 P1 R14 G92 E0 Nozzle_Wipe ; Generated with Cura_SteamEngine 4.8.0 G90 G21 M83 ; use relative distances for extrusion ; filament start gcode M106 S0 ;LAYER_CHANGE ;Z:0.25 ;HEIGHT:0.25 ;BEFORE_LAYER_CHANGE ;0.25 G92 E0 M73 P1 R14 G1 E-.5 F2400 ;AFTER_LAYER_CHANGE ;0.25 ;_SET_FAN_SPEED_CHANGING_LAYER SET_VELOCITY_LIMIT ACCEL=500 ACCEL_TO_DECEL=250 SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY=7 ; printing object wrlaxle.stl id:3 copy 0 EXCLUDE_OBJECT_START NAME=wrlaxle.stl_id_3_copy_0 G1 Z.45 F18000 G1 X105.06 Y98.391 G1 Z.45 M73 P2 R14 M73 P2 R14 G1 Z.25 G1 E.5 F2400 ;TYPE:Support interface ;WIDTH:0.48 G1 F3000 G1 X104.947 Y98.391 E.00488 G1 X104.947 Y104.065 E.24642 G1 X105.228 Y104.065 E.0122 ... Ainsi que quelques photos de mes réalisations :


 1 point
1 point -
Oui c'est moi qui ai modélisée le déflecteur et écrit le texte, tu peut effectivement laisser la porte fermer sans souci même si pour le pla c'est plus prudent de la laisser ouverte surtout si tu n'a pas de sortie d'aire au niveau de la vitre du dessus. Le cache comme tu l'appelle, je ne l'enlève pas quelque soit le filaments, il souffle l'air vers le haut donc il brase l'air sans souffler directement sur la plaque pour le pla et suivant le filament (comme l'ABS) le ventillo est désactivé donc pas besoin de l'enlever.1 point
-
tout le monde peu ce planté moi le premier, ont reste humain1 point
-
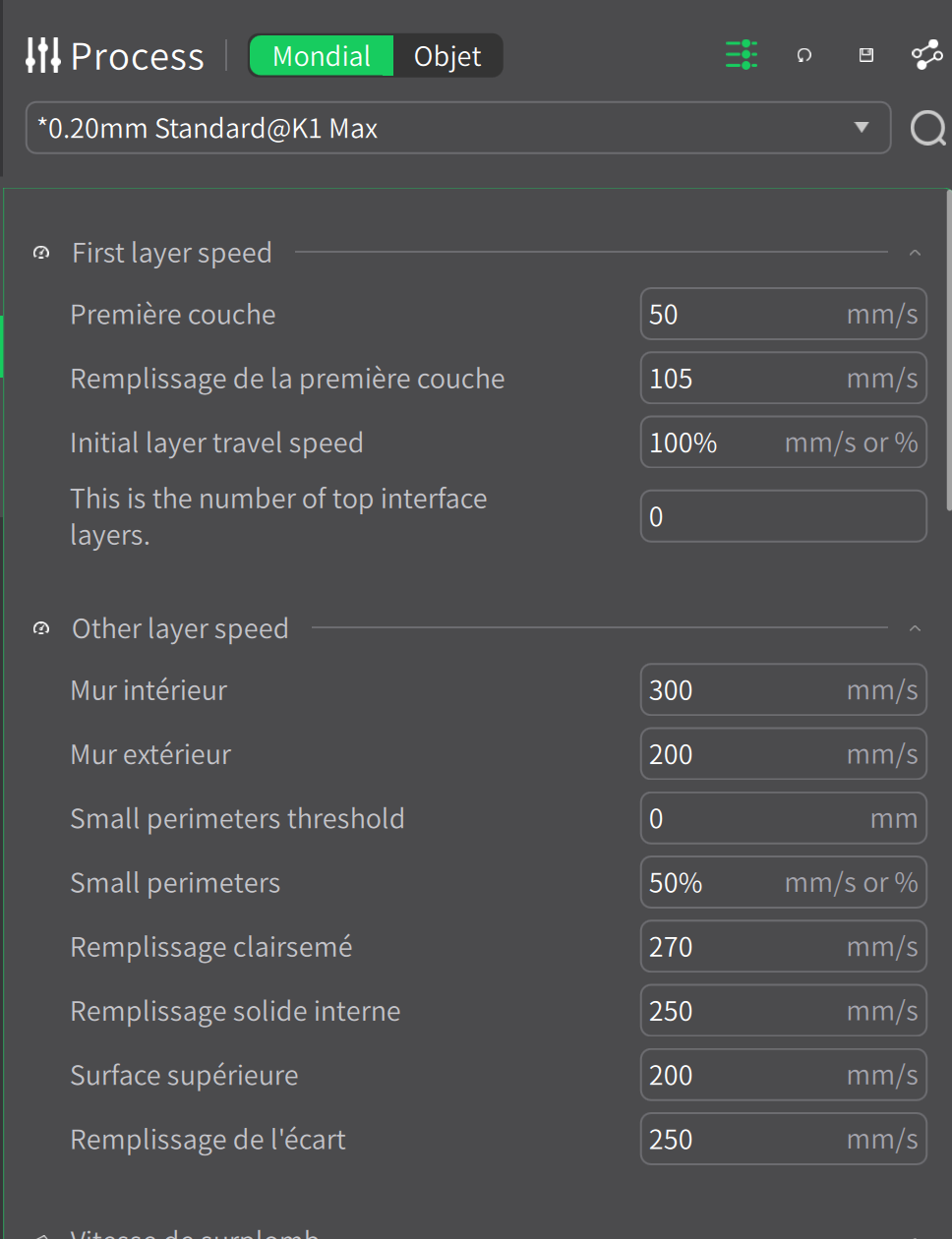
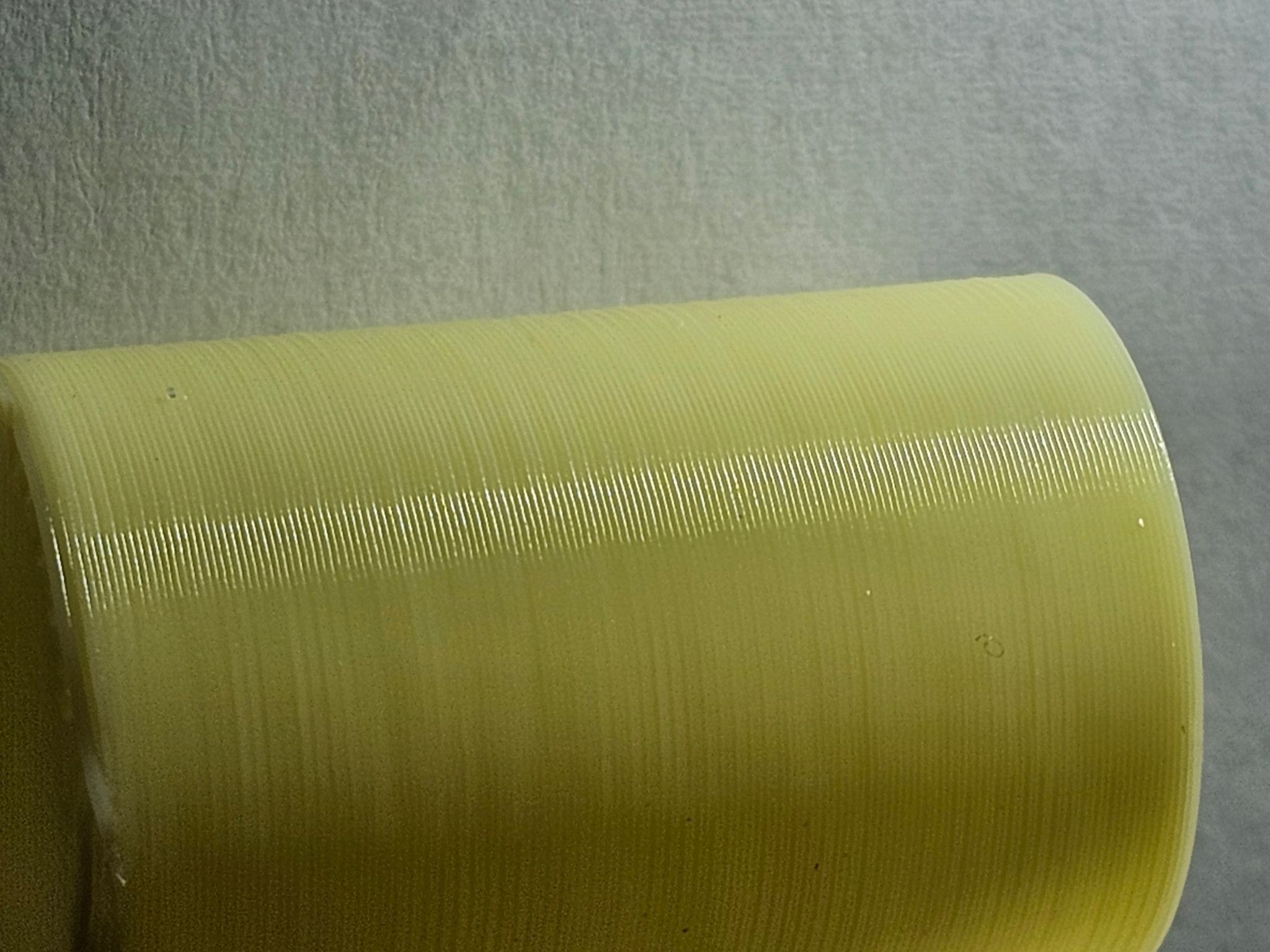
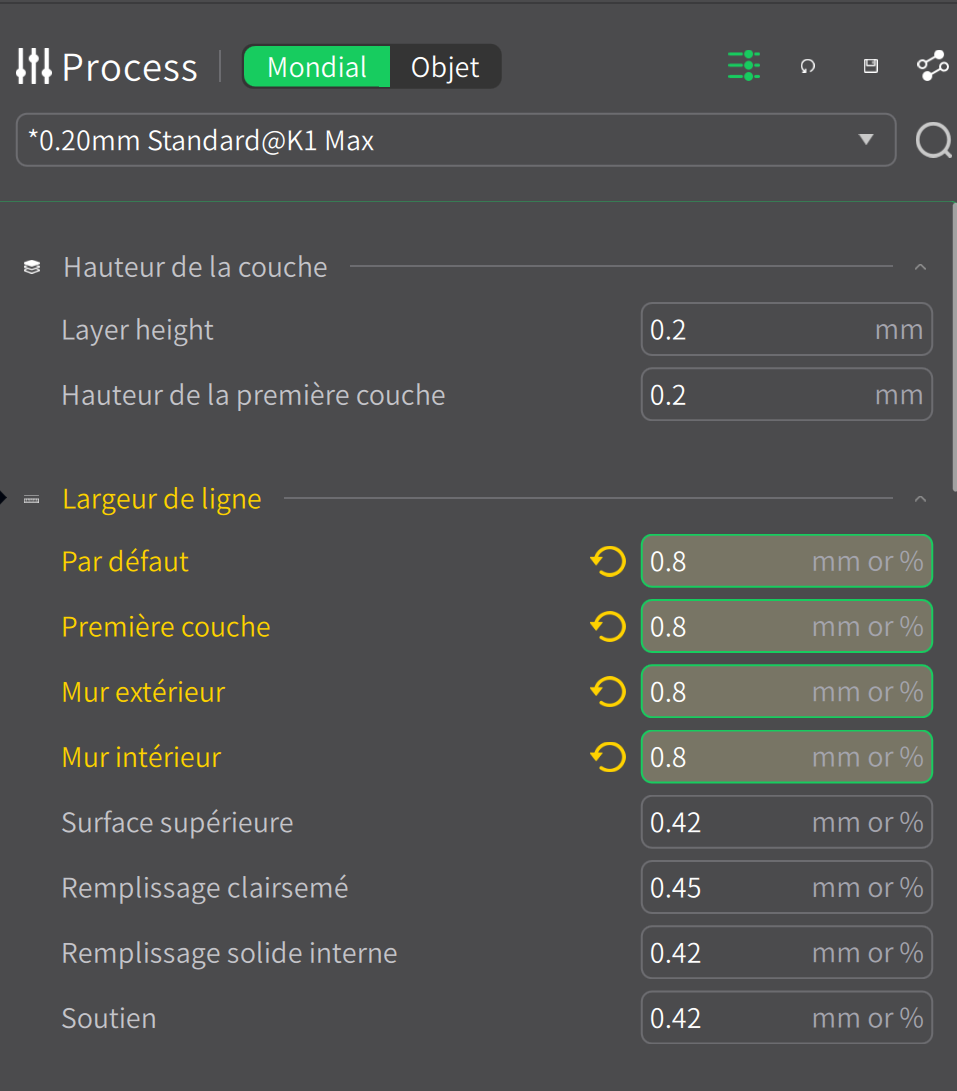
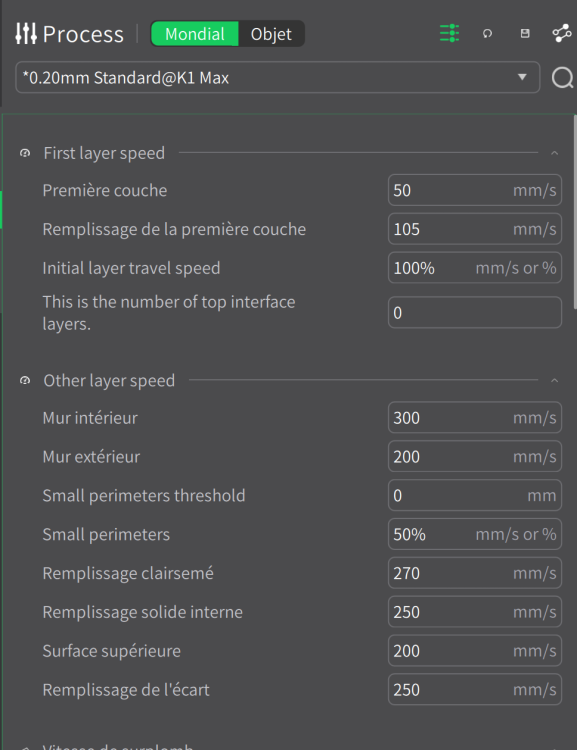
Filament : PLA Meta de SUNLU température d'impression : 195° Mode vase : buse 0.4mm, largeur de ligne 0.8mm, hauteur de couche 0.2mm Vitesse : voir ci-dessous Impression d'un cylindre diamètre 20mm hauteur 30mm (petite imperfection sur la base impression à la va vite sans préparation de la table) État de surface : Conclusion : aucun problème pour l'impression en mode vase avec les paramètres de base en terme de vitesse pour un buse de 0.4mm une hauteur de ligne de 0.2mm et une largeur de ligne de 0.8mm. J'ai retrouvé le sujet où j'ai appris la technique, merci à @Kachidoki

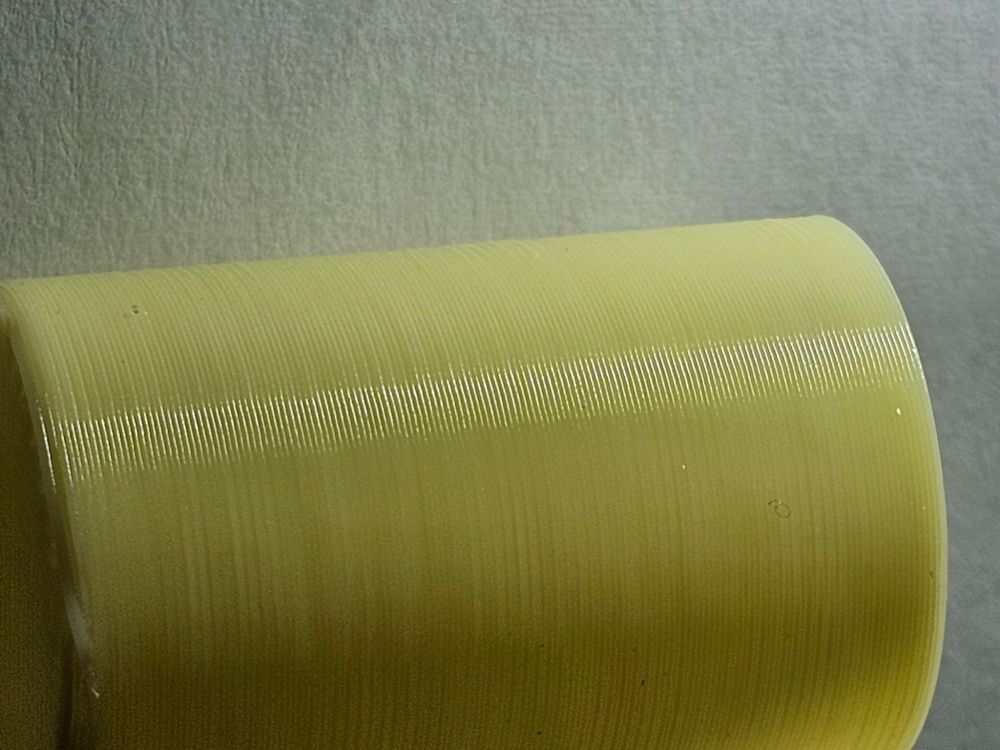
 1 point
1 point -
Salut @jett35 et @KpDp_3D, alors je crois qu'il y a méprise de votre part les amis. En effet il faut ajouter un macro M600 côté firmware mais ici on parle de Klipper pas de marlin , la macro de j'ai mis a dispo est celle que j'utilise depuis sur la SW X4 Plus la S1 ne change rien au fonctionnement donc compatible. Orca que ce soit la V1.9 ou les V2 et 2.2 permette bien de gérer le M600 mais faut dans le gcode changement de filament indique M600 et créer un macro de ce nom sous klipper sinon cela fonctionnera pas. @PPAC ton idée a du sens utilisé la pause sauf que dans ce cas la tête ce parquera pas et cela sa endommager le zone d'impression ou la pause ce fait et la reprise ce fera en purgeant un peu de matière sur la zone c'est tout sauf bon, d'ou le fait que j'ai proposé un macro M600 qui save les coordonnée de la buse parque la tête laisser faire le changement et en permet après la reprise au coordonnée restauré1 point
-
Ca n'aurait pas été toi que je me serais méfié de ce lien J'ai installé par curiosité -> voir captures d'écran ici.1 point
-
Salutation ! Pour une piste, extrait du sujet de @MrMagounet ( reste à vérifier si c'est applicable sur le X4 Plus S1 ) Sinon si tu ne veux pas modifier les fichiers de configuration Klipper pour y ajouter une macro M600, éventuellement voir pour juste mettre le g-code étendu PAUSE comme G-code de changement de filament sous Orca.1 point
-
Salut Pjtlivjy, super réactif le support geeetech, par contre j'ai trouvé tout seul, les vis qui tiennent le ventirad et la vis creuse qui tient la buse étaient un peu trop serré et trop enfoncé, ce qui mettait le PLA de biais, deuxième chose le moteur de l'extrudeur ne s'enclenche pas à dessous de 212°. Merci beaucoup pour ton aide, j'ai enfin réussi à faire un bloc de calibrage a peu près propre.1 point
-
Avec ça : Et ça : Plus tes autres arguments, je crois que tu es auto-convaincu => n'attends plus.1 point
-
Merci de vos réponses, qui vont me donner du boulot en plus , je comprend que pour des fils basses températures sur des durées d'impression de plusieurs heures, il faut "réguler" la température interne du caisson, là en l'occurrence le système brasse de l'air et chaud en plus, sans le capot il balance tout en haut, alors que normalement il devrait balancer l'air dehors par le trou arrière J'ai un poil de mal à comprendre, le ventilateur arrière est une sorte "d'extracteur" dirons nous, le latéral ben un brasseur . Bref il faut extraire plus d'air de la bestiole pour pouvoir maintenir l'enceinte fermée. Là je surveille la bête pour une impression de PLA de 44 mn pour voir l'élévation de température tout fermé, après mis en service le ventilateur arrière. Bon ça imprime quand même très vite.1 point
-
merci a toi c'est gentil ! allez abusons de ta gentillesse ! la photo que je joins ne s'affiche pas correctement ! sais tu pourquoi ? Pourtant j'en publie sur d'autre forum mais la on dirait une toile de Picasso !1 point
-
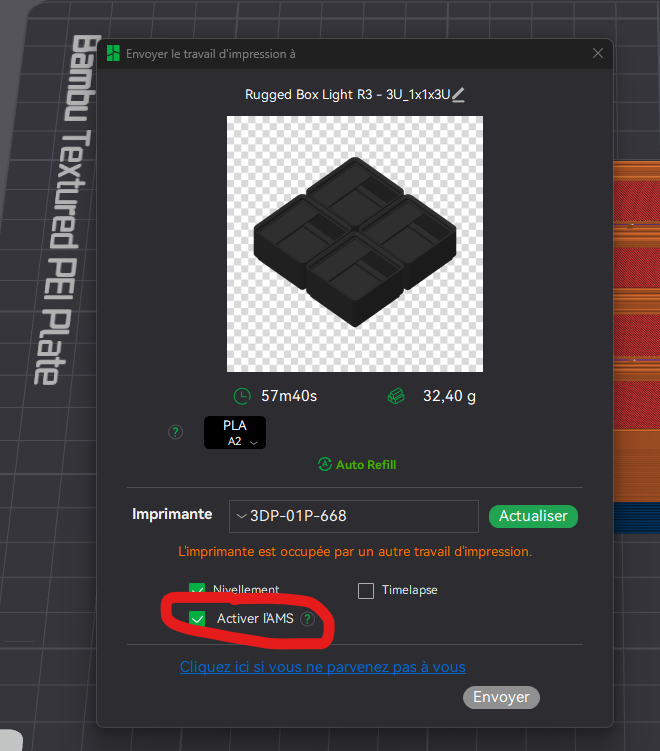
Quant tu clique sur Imprimer plateau tu à un onglet qui apparait tu décoche "Activer l'AMS" pour pouvoir passer à la bobine ext non car j'ai déjà fait des impressions avec 6 bobines et 1 AMS, tu peux mettre autant de filament que tu veux et tu les attribue après au emplacement de l'AMS ou tu déactive l'AMS pour la bobine ext.
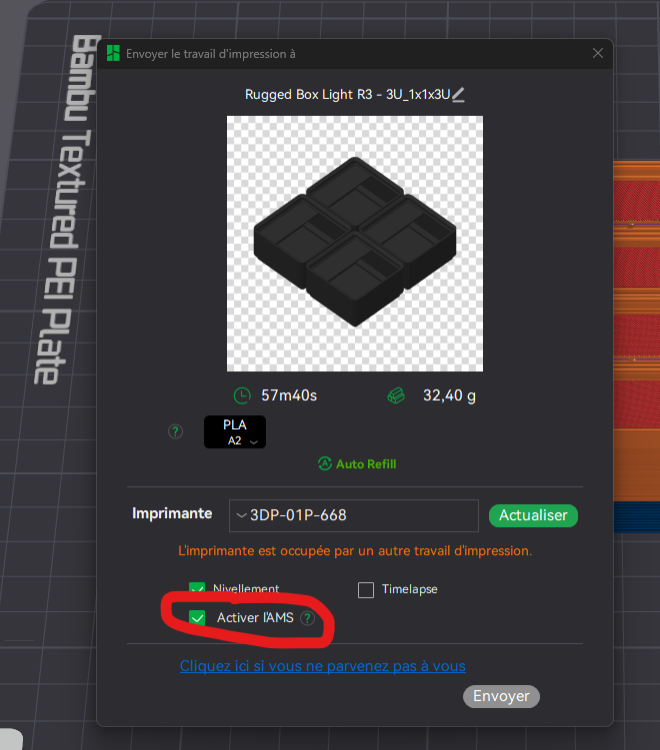 1 point
1 point -
Rah ... on va dire que j'ai prêché le faux pour avoir le vrai ! Tu vas bien nous trouver quelque chose pour Noël ... une parade ??? (je sors...)1 point
-
Il me semble que ce sera plus, on parle de volume (épaisseur de couche, diamètre de la buse, largeur de couche)1 point
-
Je suis déjà auto-classé dans cette catégorie.1 point
-
Montage à blanc avant peinture.



 1 point
1 point -
en 0.8 de large avec une buse de 0.4 il faut finir avec une truelle non ? ok je sort1 point
-
bonjour tout le monde on aime les records de vitesse dans l'impression 3D et hier un nouveau record a été battu, faisant du coup entrer l'impression 3D dans une nouvelle phase Précisons que le recordman a déclaré en toute humilité : "4 minute benchy. Made on a K1C looking to get under 1 minute for a benchy, quality isn't the main focus" déclaration que nous pouvons traduire sobrement par : "Benchy de 4 minutes. Fabriqué sur une K1C, je cherche à obtenir moins d'une minute pour un benchy, la qualité n'est pas le principal objectif. comme dirait l'autre, j'ai hâte de voir la suite
 1 point
1 point -
Rien, ils s'aiment et se frottent l'un contre l'autre. Je ne vais pas briser une telle complicité. Avec le temps les traces apparaissent mais ca n'est qu'un soucis esthétique... les impressions vont bien quand à elles1 point
-
vas y Bebert la résine 3D c'est pas chère ...
 1 point
1 point -
J’ai déjà une grande extension non commune, mais je ne l’ai pas imprimé (bécanes trop petites)1 point
-
Ce genre de dessin est fait en moins d’une minute par un ami ChatGPT

 1 point
1 point