Classement



.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)
Contenu populaire
Contenu avec la plus haute réputation dans 22/01/2025 dans Messages
-
GG @pommeverte !! tu as raison et les autres aussi bien sur. J'ai revérifié les galets, rien. Encore une vérification sur le profilé, rien. Du coup j'ai enlevé tous les galets et vérifié plus amplement et j'ai remarqué une fissure sur un galet qui, lorsqu'il est en pression, il s'écarte et laisse place à un plat !!! Donc nouveau galet monté et plus d'à-coups. Je vais lancer une impression pour tester.3 points
-
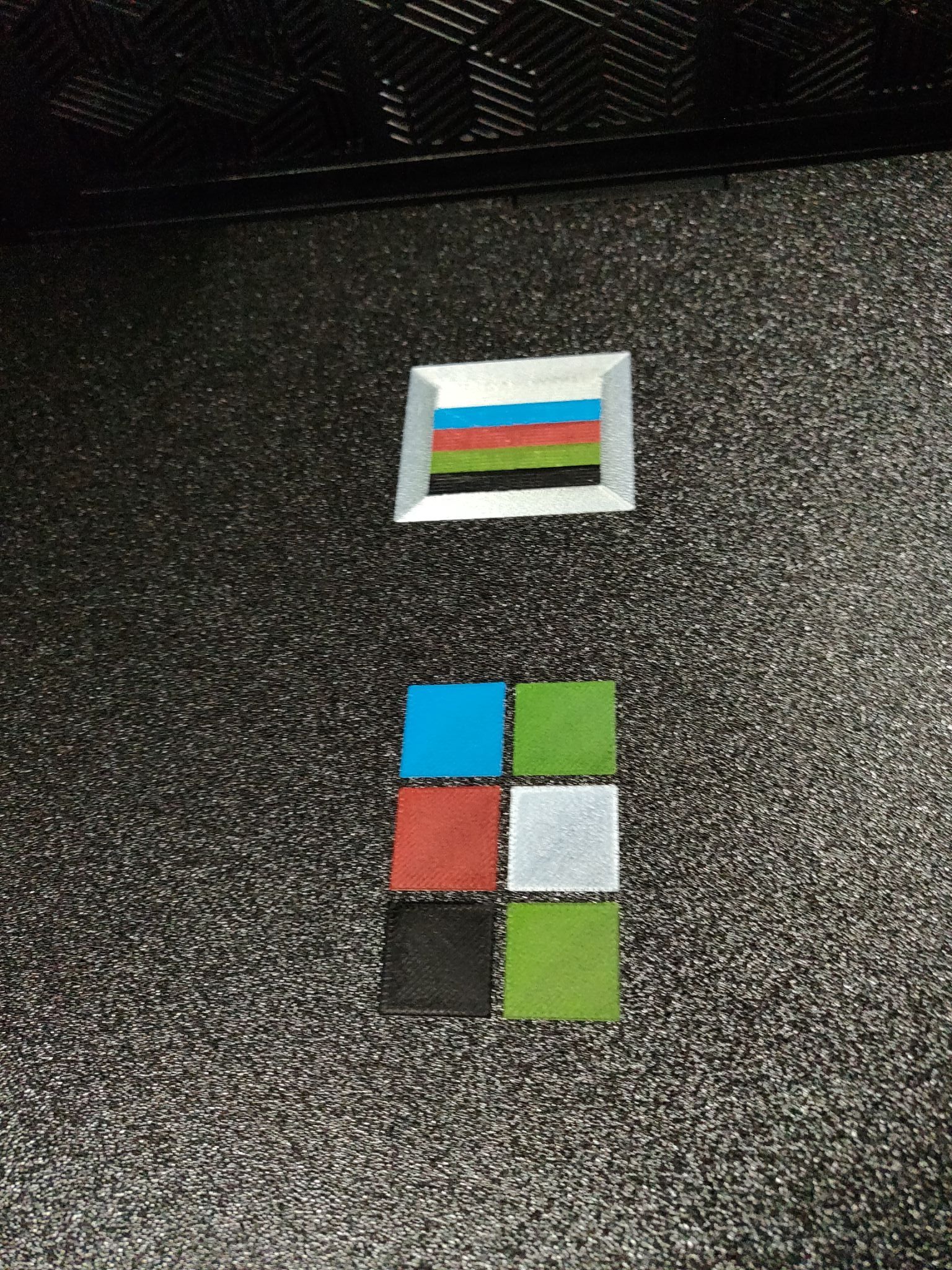
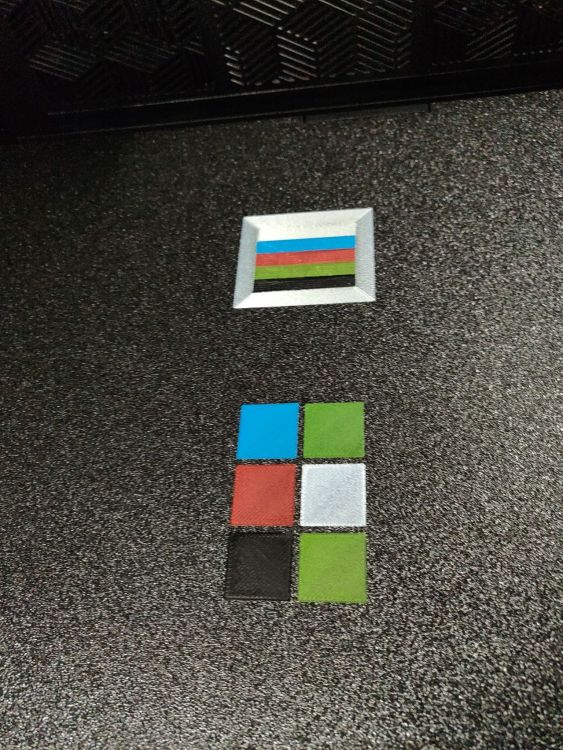
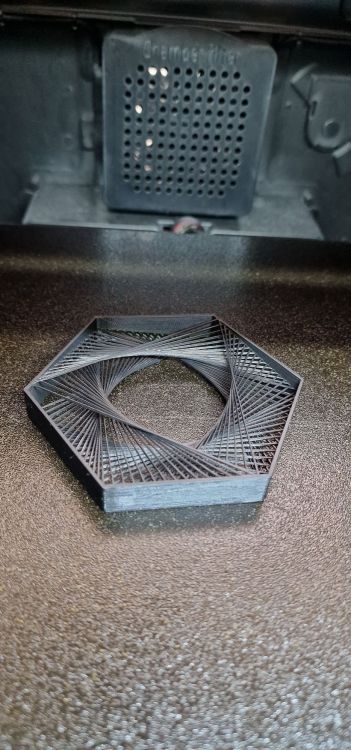
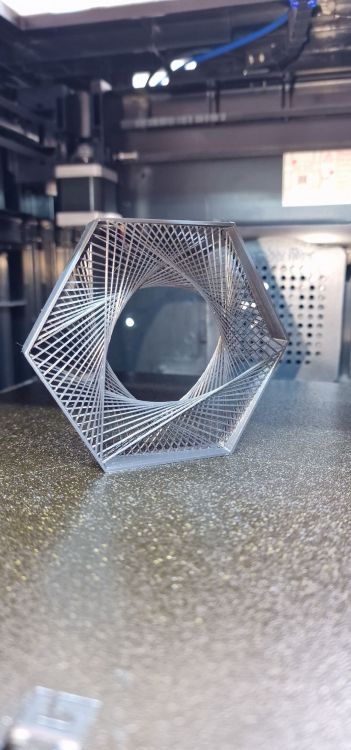
En dehors des modèles gcodes Creality (Benchy et logo) voici mes premiers tests en multi couleurs : En 0.2mm profil standard Merci à @PPAC Et une rainette (arboricole) peut-être bien à fléchettes. en 0.16mm vitesse légèrement réduite (ce n'est pas le plus long) 12 heures 50g et 170g de déchets tour comprise avec un flush multiplier de 0.76. ( environ 325 changement de filaments)

 3 points
3 points -
@pjtlivjy Bon j'ai essayé sur 6 carrés de 0.2mm 1 couche, (Creality print 6.02) c'est possible : j'ai laissé faire pour le cinquième donc vert comme le premier. pendant que le 5ième "flushé" j'ai retiré la bobine en slot 2 pas de soucis, Pour le dernier message pas de filament en 2 mettre une bobine, le BED reste à température et la tête à une consigne de 140°C. donc cela peut attendre si le slot est vide. Mettre le filament, Passer sur l'écran bobine slot (2) faire extruder pour tirer le filament, et faire reprise avec le bouton pause arrêt de l'écran home et voilà. Bon aussi il devrait y avoir la possibilité de faire un script Gcode du type change filament at layer.
 3 points
3 points -
Le problème de l'évacuation, c'est que ça va refroidir, l'enceinte et créer des courants d'air dans l'enceinte. Ou alors à n'utiliser qu'en fin d'impression. Pour 'filtrer' l'air il existe des filtres à charbon qui élimine une grande partie des covs (nevermore, the filter, ...)3 points
-
sur stock depuis leur dépôt en Allemagne ou sur stock aussi via Amazon,à chaque fois c'était livraison dans la semaine et oui attendre ça n'est pas passionnant @XavierI par contre à chaque fois que Qidi annonce quelque chose ils le font et la SAV est franchement efficace, j'utilise des imprimantes Qidi depuis 2014 et ils ne cessent de me surprendre dans le bon sens2 points
-
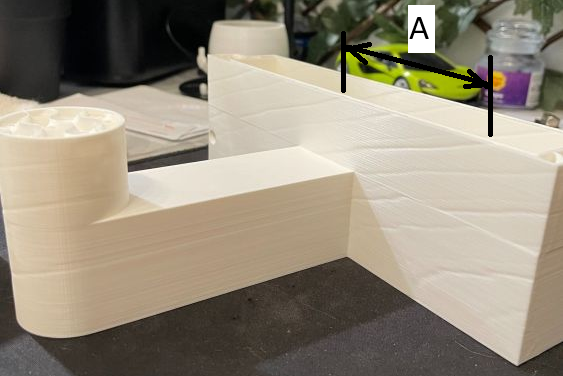
Salut, Si la distance entre les zébrures (cote A sur la photo suivante) correspond à la circonférence d'un galet (~75mm), alors c'est que tu as un défaut sur eux (saletés, craquelures,...). Vu la régularité de la répétitivité du défaut, je fais un "all in" sur cette hypothèse
 2 points
2 points -
Oui. Éventuellement si on oriente différemment le modèle, on peut réduire le nombre de changements de filament ( mettre "le logo blanc" parallèle au plateau, mais au prix forcément ici de support d'impressions ). Mais définitivement pour ce modèle, il faudrait avoir le logo à imprimer séparément et le coller en post impression pour gagner du temps et économiser en changement de filament et donc en filaments De rien Beau résultat et choix de couleurs. ( N'hésite pas à partager ton "Print Setting" (projet .3mf Creality Print) sur la page du modèle "8 bit lady in a Hanfu dress by arts.of.win, 2 filament chang" Car le print settings actuelle ne semble pas avoir les changements de filament, donc certainement fait par un utilisateur qui voulait juste gagner des cuvacoins, et si tu joins avant l'événement "Submit Print Settings Win a K2 Plus or Creality Hi 3D Printer" tu gagneras 500+200 cuvacoins dans quelques semaines ... )2 points
-
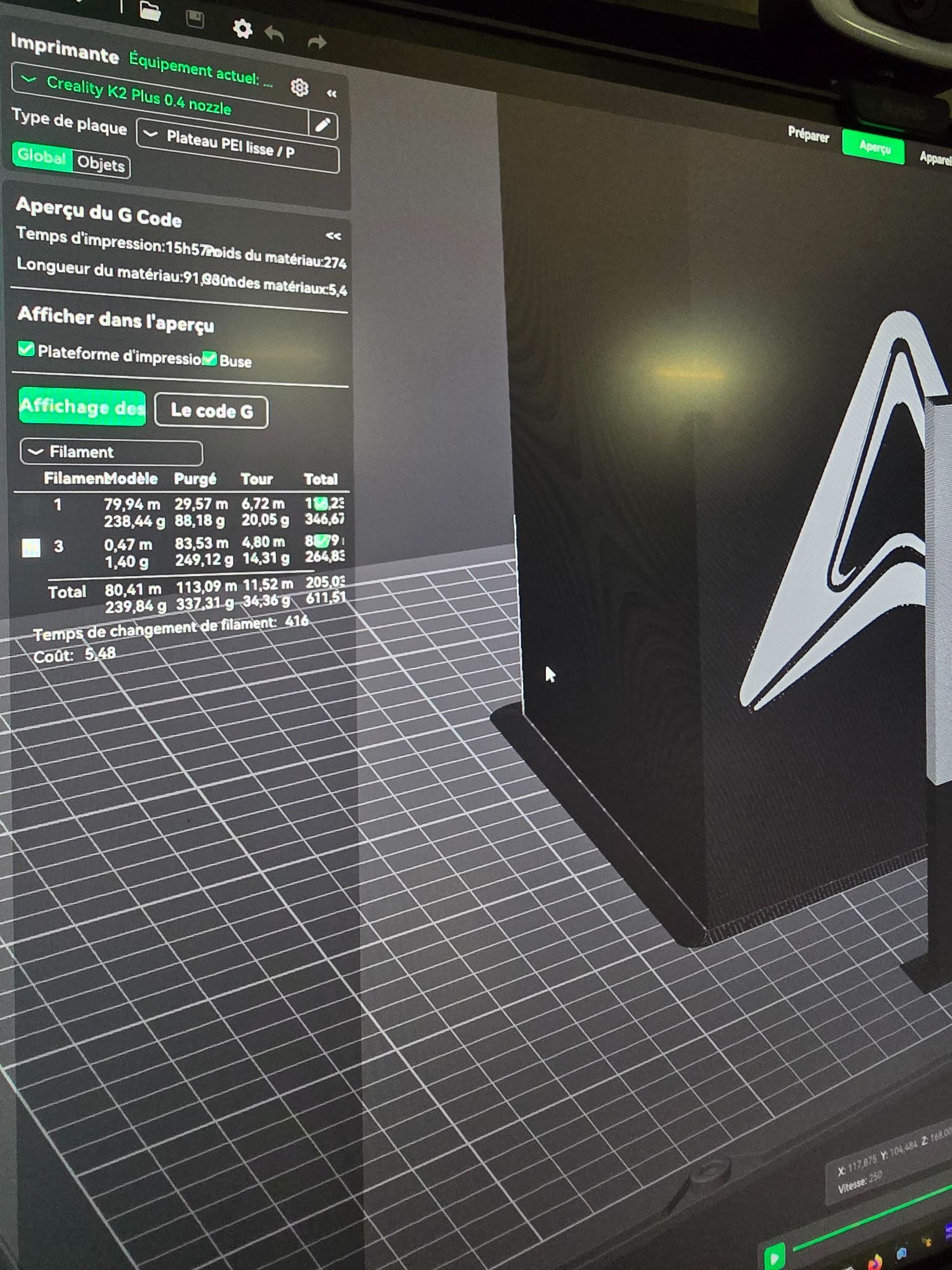
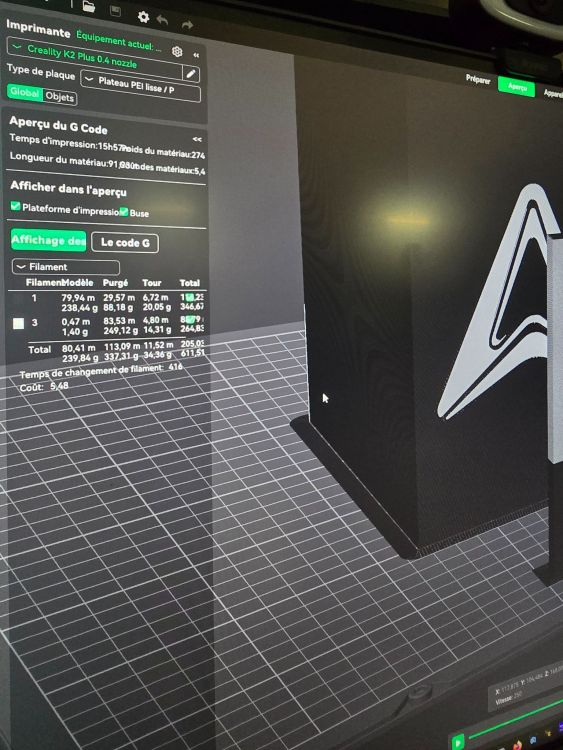
Quand même la couleur il faut vraiment être mesuré et être certain de la plus value à chaque modèle Ici une poubelle recup de filament avec le logo creality en blanc. Pour le blanc il y a 1,40 gramme pour le blanc du logo. Mais la k2 va balancer à la poubelle 249 gr en purge et 14 gr avec la tour. Donc un total d'environ 264 grammes à la poubelle pour 1,40 gramme d'impression pure. Les chiffres font peur quand même
 2 points
2 points -
Je pourrais par dire si la K2 a une double isolation, car j'ai pas tous démonter de partout et creality communique pas dessus, mais l'étanchéité et isolation semble plutot bonne et quand la chambre arrive a température sa bouge plus. La K2 a vraiment été conçu pour l'usage filament technique contrairement au précédente série, Creality a mis la paquet pour faire une machine de qualité le le vois rien que sur la structure bien plus robuste de la serie K2 VS la K1 Max ce qui est une des raison que le poids de la K2 est double par rapport a celui de la K1 Max, ce que j'ai bien c'est la construction mécanique et electronique de la machine l'utilisation de moteur en boucle fermé (qui intègre le pilote au moteur ce qui evite les risque de saut de pas), le système d'auto tension des courroies du core XY présent, et une électronique séparer en plusieurs cartes ce qui en cas de défaillance permet d'éviter de changer toutes l'électronique, Creality a aussi fait de très gros effort sur le slicer CP est enfin pour moi un vrai slicer. Après le SAV Creality a pas toujours été le meilleur ni le plus mauvais non plus, vont ils s'amélioré maintenant sa c'est à surveillé en effet @Moucklee. Comme je l'ai dis lors de mon test pour moi la K2 est la meilleur FDM sortie sur 2024 et j'ai pas peur de l'affirmé, c'est une machine très bien construite, les seule reproche que je pourrais faire est la présence de bouton d'allumage en position arrière, on aurais pu espérer un bouton en face avant, et a la limite un plateau avec zone de chauffe segmenté. Pour le CFS c'est pas plus mauvais que l'AMS mais cela souffre de defaut malgré tout. La Qidi plus 4 je suis un peu moins fan de certain choix dans la construction, mais sont prix (et son volume aussi un peu) sont plus faible et la machine offre une expérience technique intéressante c'est clair.2 points
-
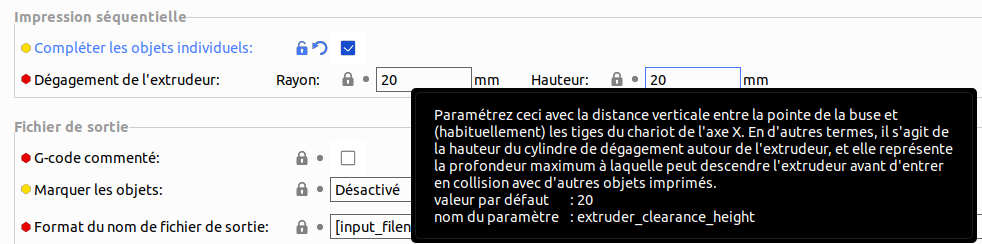
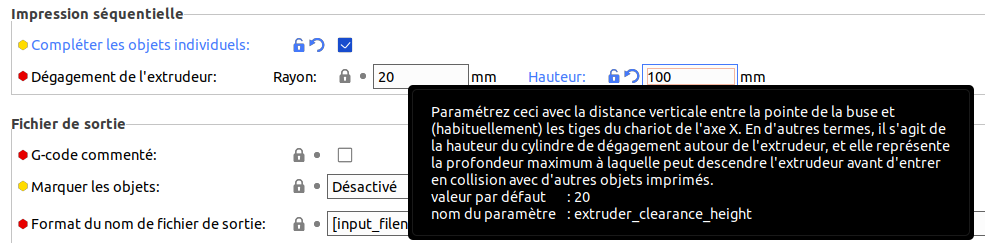
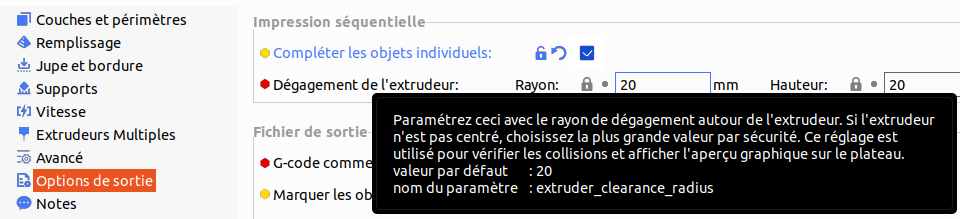
Bravo @PPAC v3dp et @V3DP Et merci ! effectivement, en mettant une hauteur de dégagement plus grande, je n'ai plus l'erreur. Par contre du coup je m’interroge sur le rayon de dégagement. Sans avoir rien touché, il est à 20mm cela me semble trop petit, pourtant j'avais bien chois une imprimante q1pro lors de la configuration. Je suppose qu'il faut que cette valeur soit au moins égale à la plus grande distance entre la buse et son carter à l'horizontal. Bref si on considère un cylindre de centre la buse, le cylindre de rayon "Rayon" (ici 20mm) doit être à l'extérieur du carter de la tête. Là, j'ai une impression en cours, et après, je mesure. EDIT : je viens de mesurer approximativement tout en imprimant et c'est plutôt 70 voir 80mm de rayon !
 2 points
2 points -
Beaucoup de monde, dont @isidon, n'était pas satisfait de la Saturn 4 Ultra (lire son test). C'est au dernier Formnext qu'on a eu l'info et c'est aujourd'hui qu'elle est officiellement dévoilée : Elegoo fait évoluer son imprimante en résolution 16K et ajoute des éléments de confort, sans révolutionner le coeur de la machine, avec la Saturn 4 Ultra 16K. Elle ne mérite donc pas de s'appeler Saturn 5 Ultra mais elle offre quelques nouveautés : L'écran de 10 pouces passe au 16K Résolution XY : 14 x 19 microns Réservoir chauffant pour la résine Caméra avec lumière pour mieux voir à distance L'antenne WiFi est maintenant intégrée Le plateau est "antidérapant" Le volume est en légère baisse et tout le reste semble identique. La page produit Elegoo https://eu.elegoo.com/fr/products/saturn-4-ultra-16k-10inch-monochrome-lcd-resin-3d-printer C'est une manie de faire des précommandes sans annoncer de date de livraison. Prix de lancement : 499 € (100 € plus chère que la Ultra 12K). Notre page du comparateur https://www.lesimprimantes3d.fr/comparateur/imprimante3d/elegoo/saturn-4-ultra-16k/ Et bientôt un test pour savoir si cette évolution est bienvenue ou si elle répète le mêmes erreurs que la précédente !2 points
-
Après un moment de repos, mon imprimante a repris une petite série. Test pour savoir si tout est conforme Test.stlFichier en provenance d'un site
 2 points
2 points -
Sous la coche "Compléter les objets individuels", il y a les paramètres "Dégagement de l'extrudeur", "Rayon" et "Hauteur" Ce sont eux ("Rayon" et "Hauteur" de "Dégagement de l'extrudeur" ) qui sont utilisés par le trancheur pour estimer s'il y a ou non collision lors de l'impression. Donc, il te faut les ajuster au mieux pour permettre ce que tu veux. Attention si tu mets des valeurs trop différentes de la réalité pour que le trancheur soit plus permissif, tu n'auras éventuellement aucun message de risque de collision alors qu'il y en a. Mais, c'est éventuellement le seul moyen pour arriver à faire ce que tu veux. Il te faudra bien faire attention et toi-même arriver à anticiper les risques de collisions (vérifier étapes par étapes, l'aperçu après découpage, avec de visible les déplacements, tout en imaginant la tête et les tiges et déterminer toi même s'il y a ou non risque de collision ... ) .) Mais aucune idée de ce qui est ou non adapté comme valeur pour ses deux paramètres pour ton imprimante. Bons essais.
 2 points
2 points -
Salutation La difficulté, c'est que même si tu mets un taux de remplissage à 100% et/ou plus de parois, comme les picots me semblent imprimés orientés dans l'axe X (donc perpendiculairement au plateau), tu as la fragilité des liaisons inter-couches qui fera qu'ils seront relativement fragiles (ils cassent facilement au niveau des liaisons inter-couches) . Une solution serait de revoir l'orientation de l'objet lors de la préparation du tranchage, pour chercher a orienter les pico dans le plan XY. (afin d'avoir les liaisons intercouche perpendiculaire a l'axe central des picots pour les rendre plus résistants) Une autre solution serait de prévoir une ouverture pour une vis traversante afin de les solidifier. Si c'est toi qui as fait la modélisation 3D, une piste serait de découper l'objet en plusieurs parties ( afin d'imprimer séparément les picots parallèlement au plateau , éventuellement couper en deux dans la longueur (pour ne pas avoir besoin de supports si des cylindres) et avec coté objet qu'ils traversent un évasement (comme une tête de vis fraisée) )2 points
-
J'ai absolument rien contre Creality, mais chez Qidi leurs machines sont vraiment ciblé "Filament Technique" les plus grosses différences va ce jouer sur le volume d'impression la K2 offre 350x350 contre 305x305 et également le SAV, le sav de QIDI n'est plus a démontré, ils répondent vite et bien, mais surtout pour moi un meilleurs savoir faire sur les aspects technique. Mais il y a aussi un gros écart de prix entre les deux l'une à 800€ et la seconde à 1300€ si je ne dis pas de bêtise, ça commence à faire un sacré billet entre les deux. A voir et confirmer également l'isolation des machines, je sais que la QIDI plus 4 dispose d'une double isolation, je ne sais pas ce qu'il en est de la K2 ?2 points
-
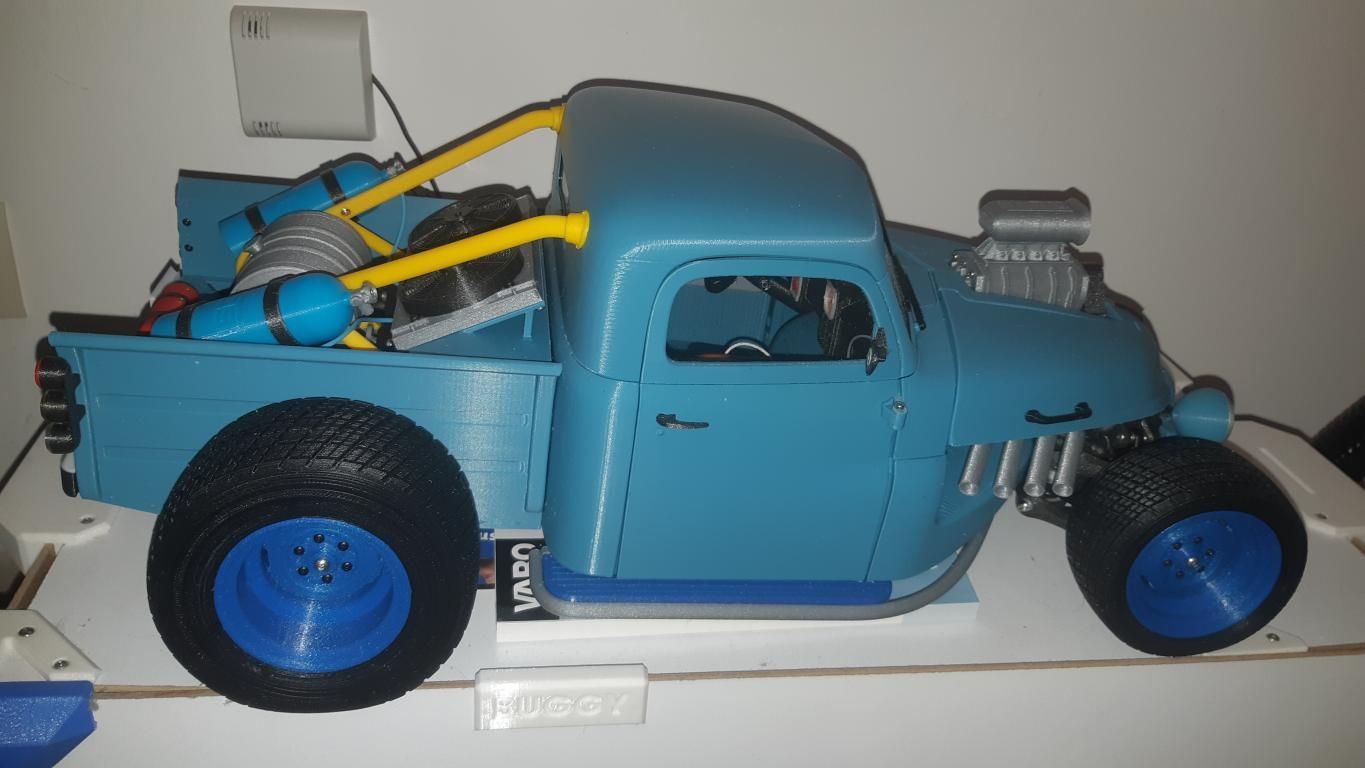
Merci à tous pour vos informations il est vrai que mon cœur balance entre la K2 et la Qidi +4 Vous me connaissez je suppose l'activité mécanique des véhicules RC et je souhaite passer un niveau supérieur pour utiliser une imprimante avec enclosure. (réaliser des pièces mécaniques robustes) Je suis assez exigent pour la qualité d'impression avec comme référence une robustesse pour les pièces en mouvements. En particulier j'imprime beaucoup de Protos maquettes pour Caterpillar et pour usage personnel j'utilise les plans de 3DSETS pour les véhicules RC. Voici ma dernière réalisation avec les essieux mobiles en hauteur comme pour les voitures américaines Un autre projet l'impression d'une Subaru en 4x4 ADW merci de vos conseils a+ Francis

 2 points
2 points -
La Plus4 est un caisson fermé et "étanche" pour conserver la température du chauffage actif de l'enceinte. Il n'y a pas de sortie d'air prévue mais comme le dit Savate, ce serait contre productif pendant l'impression et tu peux filtrer l'air avec des solutions sans extraction.2 points
-
J'imprime caisson fermé avec mes P1S depuis leur sortie, été comme hiver avec quasiment toutes les marques de filaments du marché, j'ai jamais eux le moindre bouchon. J'avais d'ailleurs posté ici, un print qui ma pris 24h passé avec 5 PLA et PLA+ de différentes marques avec une température caisson à plus de 40°, sans aucun problème en amont. Et à cette époque là il faisait 23° dehors vers chez moi. La P1S ainsi que la X1C sont pourvue d'un ventilateur de chambre qui régule automatiquement la température du caisson (entendons nous bien que c'est juste la vitesse "RPM" du ventilo qui change). Et c'est pareil avec les QIDI elles ont également des ventilateurs de chambre en plus de l'auxiliaire et du chauffage (Gros bonus pour elles le chauffage d'ailleurs) Concernant le PLA qui ramollie, c’était valable à l'époque sur des machines d'ancienne génération qui imprimé à 50mm/s, mais aujourd'hui avec les machines hautes vitesse le filament qui est dans le caisson n'as plus le temps de ramollir qu'il est déjà imprimé. @4m0ni4c Si ont met de coté l'aspect multi-color et qu'ont pèse les pour et contre à t'as place je partirai sur la Q1 Pro de QIDI sans la moindre hésitation. Cette machine est taillé pour imprimé tout types de filament, même si pour le moment tu prévois d'imprimer que du PLA vaut mieux en avoir trop que pas assez comme ont dit. Elles sera capable grâce à sa hotend haute température et sa chambre chauffer et réguler jusqu'à 60° d'imprimer des filaments comme le PC, l'ABS, l'ASA, le Nylon, sans aucune difficulté puisque tu aura un environnement maîtriser. Concernant le silence, ma P1S fait beaucoup de bruit même fermé hélas pour ça il y a pas vraiment d'excellente solution si ce n'est d'isolé complètement t'as machine et imprimer dans une autre pièce dédiée à ça.
 2 points
2 points -
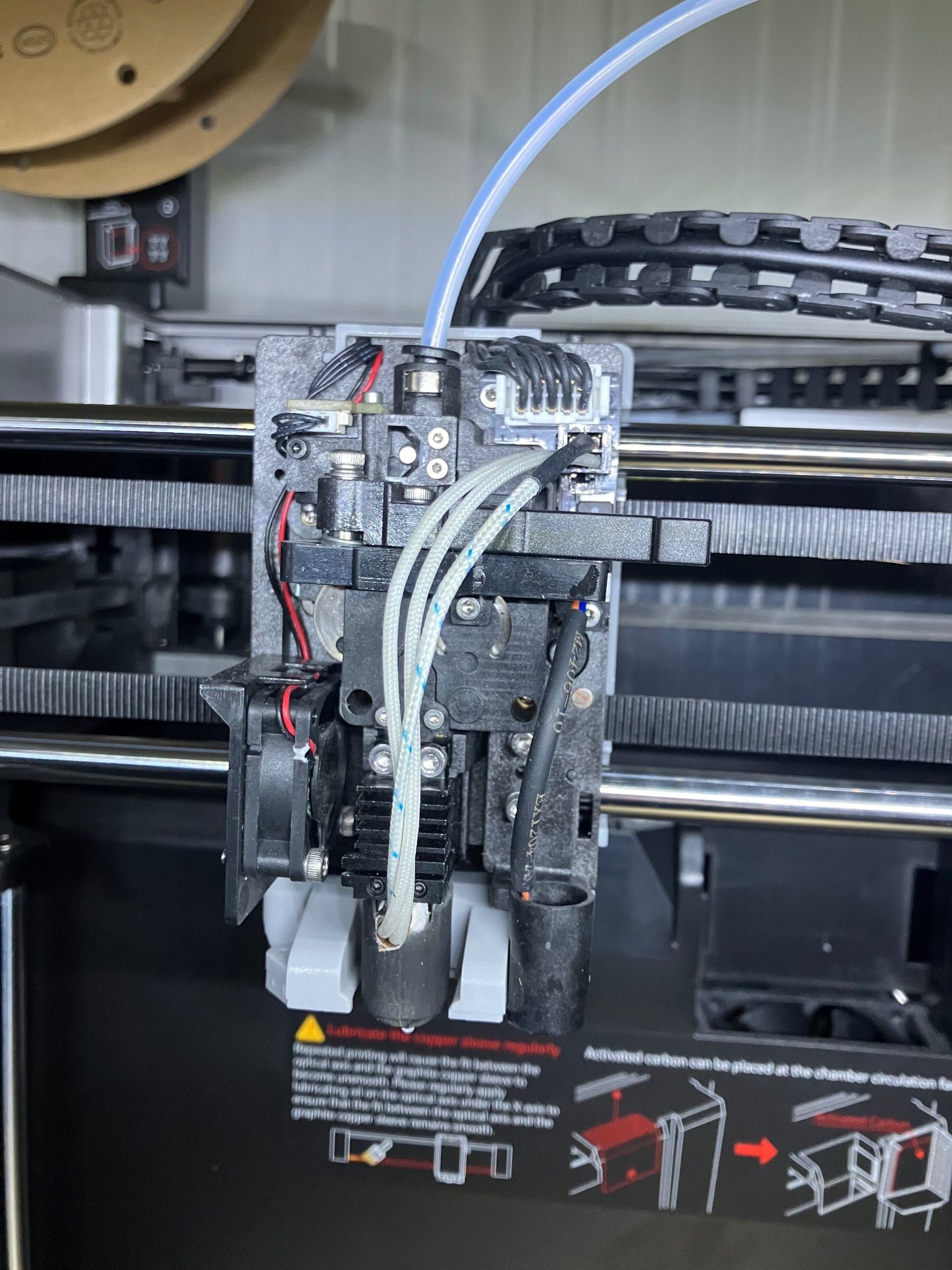
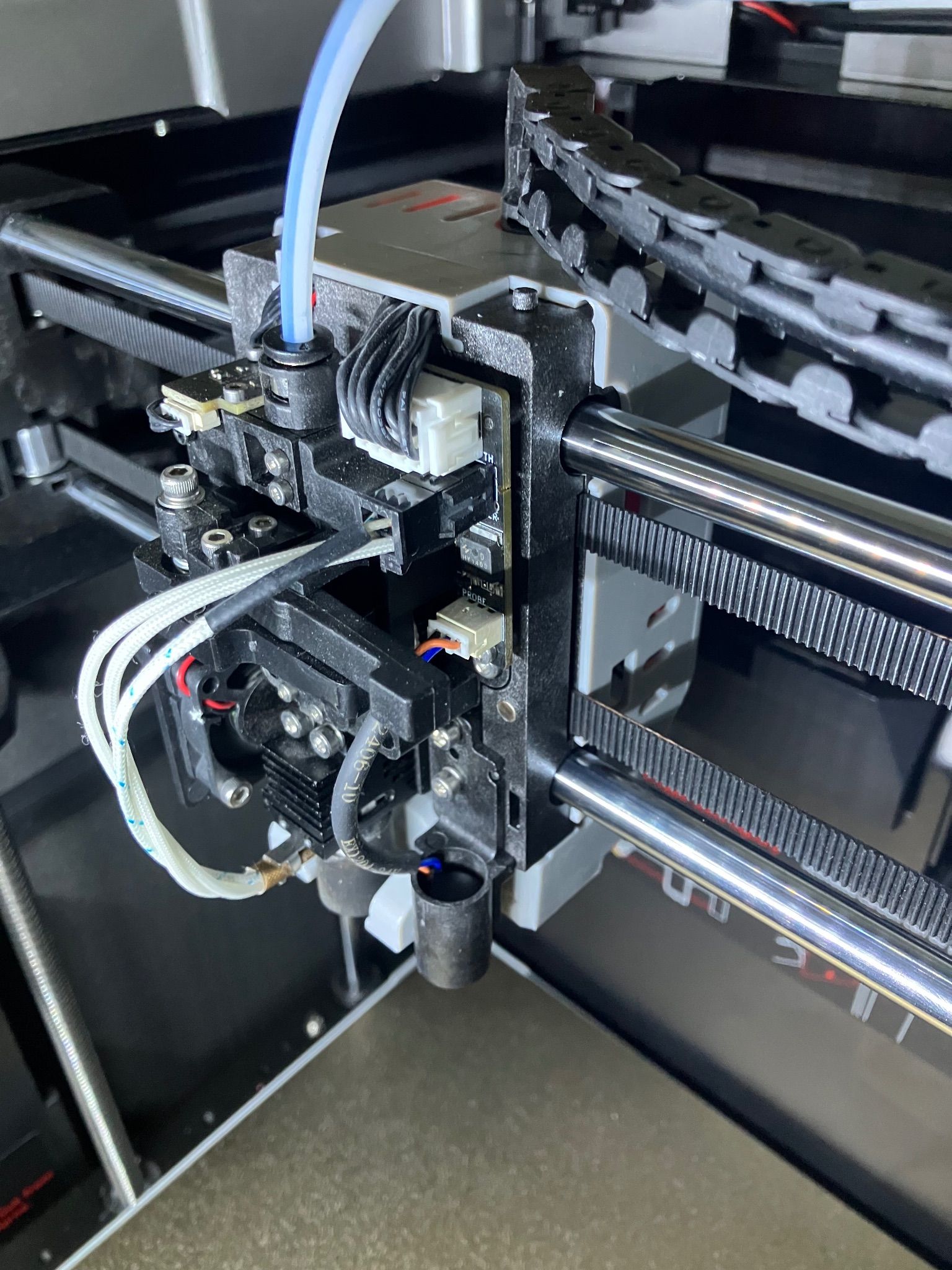
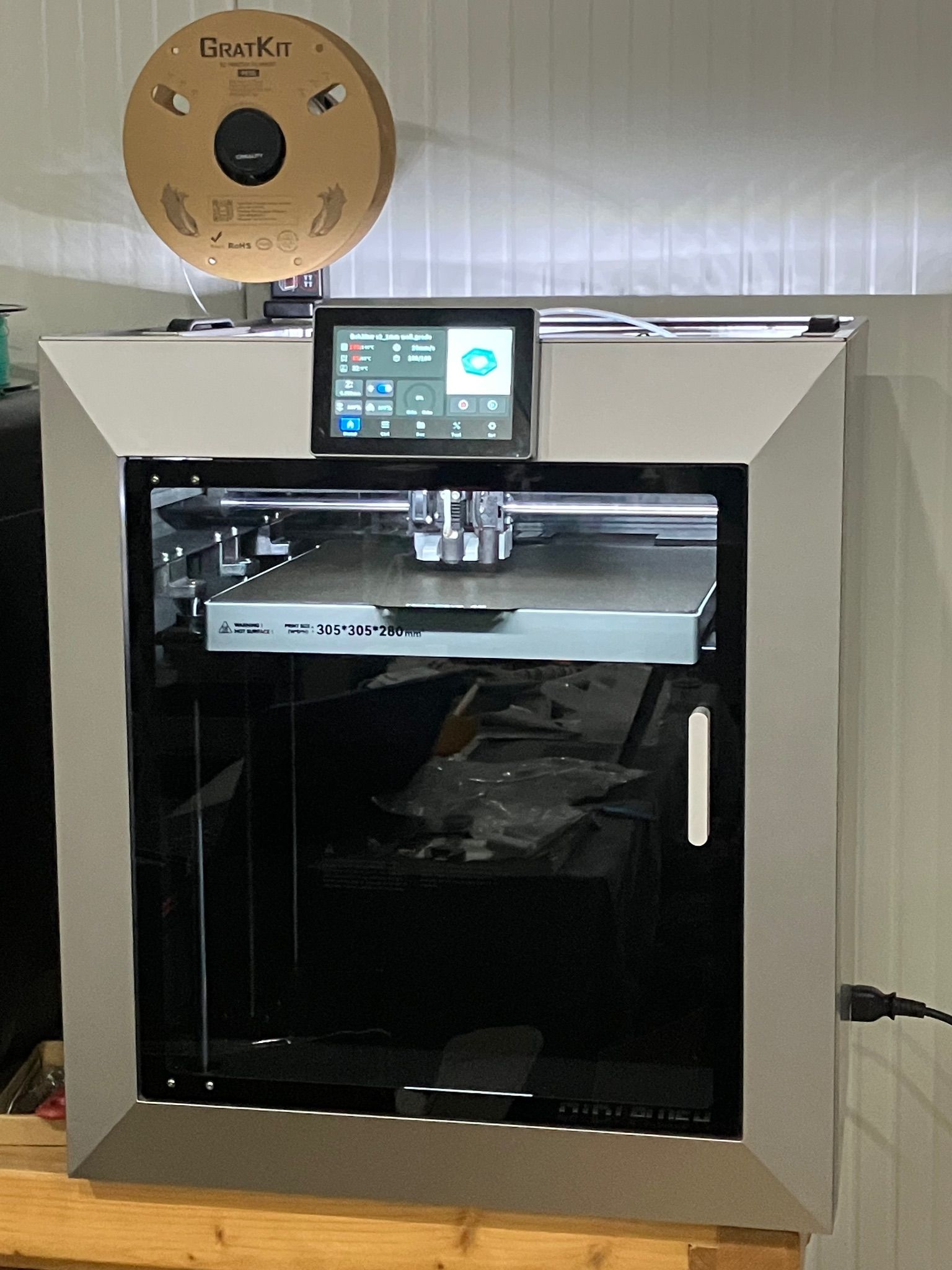
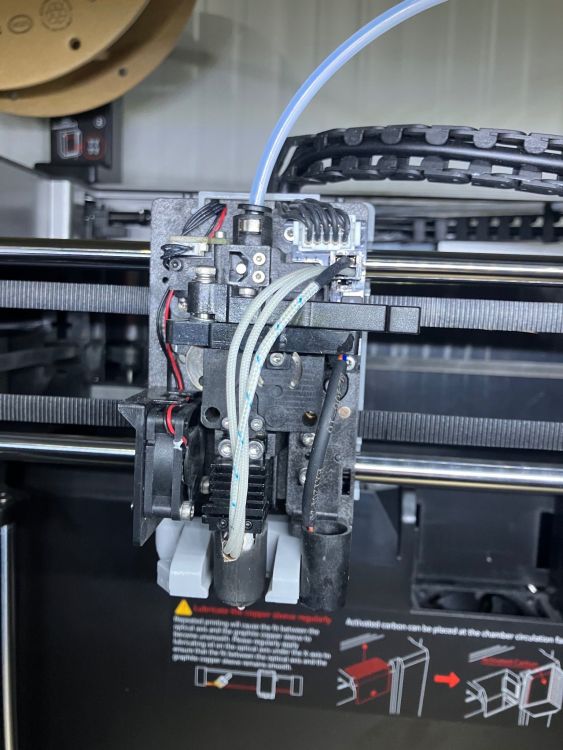
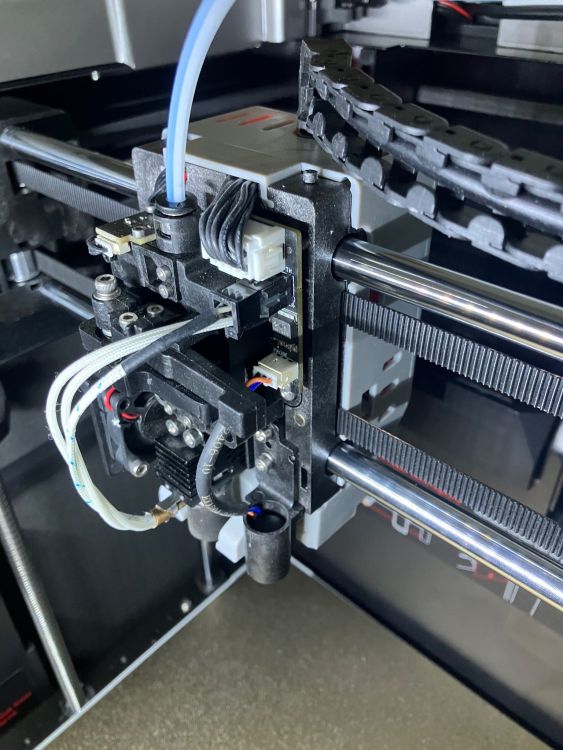
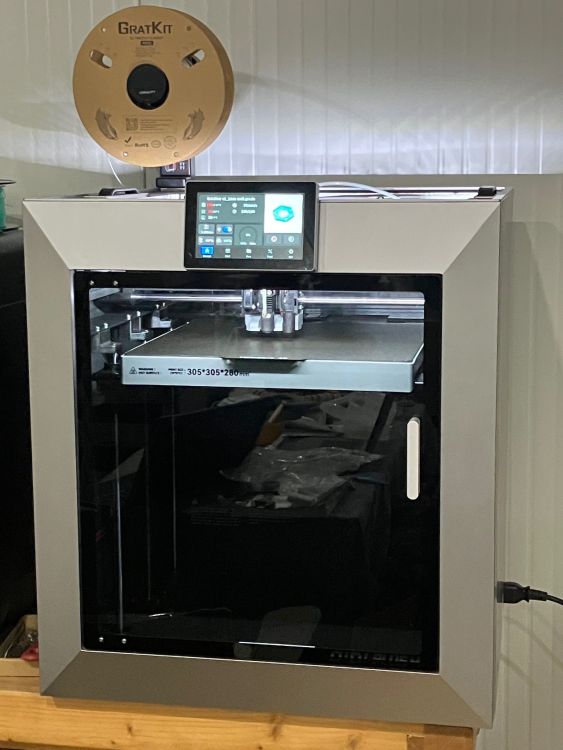
ayant la chance d'avoir recueillie en hivernage une Plus 4, je vous propose un examen minutieux toutes les questions, les idées de test sont les bienvenues évidemment tou d'abord la présentation test commençons par la tête qui est un grand changement par rapport à la série 3 pour la maintenance du hotend c'est beaucoup plus facile, un câble à déconnecté devant 2 vis et le hotend est libre, il n'est pas encastré comme sur la série 3
 1 point
1 point -
Ce salon très intéressant sur l'innovation en matière de composites se déroulera du 4 au 6 mars à Paris Villepinte.
 1 point
1 point -
oui ça pose question mais je tenterais bien un 210 / 215 car en définitive sur une pièce carré comme le cube de calibration, tu as une concentration de la chaleur du filament alors que sur une ligne arrondie ça se répartie différemment il y a peut être aussi de la sous extrusion @ewan mar1 point
-
@ewan mar donc tout nickel le fichier stl qui s'imprime avec défaut tu l'as vérifier ?1 point
-
C'est des déflecteurs d'air pour moto. introuvable dans le commerce @pjtlivjy les constructeurs ne produisent plus les pièces au bout d'un certain temps... Triste réalité de l'obsolescence programmée. En ce moment je modélise ou scanne plein de pièces dans ce genre pour me dépanner et "dépanner" les copains1 point
-
bonsoir @ewan mar si tu veux de l'aide il va falloir nous en dire plus filament, settings ... tout ce qu'il faut pour comprendre1 point
-
est ce que tu crois @pommeverte qu'ils ne feront pas mieux au black friday et que c'est conforme à mes bonnes résolutions1 point
-
pour l'instant je ne poste plus rien, étant en déplacement mais d'ici un quinzaine, on va reprendre cela de plus belle @Moucklee si tu as des questions ou des points particuliers que tu veux tester, tu n'hésites pas1 point
-
Comment ai-je pu manqué ce topic Merci a toi @pjtlivjy1 point
-
Pour ceux qui ont raté le coche en décembre, le lot de 10 bobines est de nouveau autour de 80€ ( 80,85 €) avec le code BGRA3961 point
-
alors pour les supports, TPU sur TPU ça va très bien avec les supports arbres on en parle justement là si tu veux le cintrer, il va falloir le chauffer et je conseille un remplissage à 100 % @sherco84 ça minimise les écrasements lors de la déformation1 point
-
J'ai changé la carte et l'erreur est devenu "hotend to hot". Après avoir fouillé dans les archives d'internet, quelqu'un avait eu le même problème et avait résolu ça en désserant légèrement les vis qui fixe les fils de la thermistance. Ben ça a fonctionné et l'imprimante est repartie comme en 40. Merci pour vos conseils1 point
-
question @sherco84 pourquoi ne pas l'imprimer dans cette position ? et ta pièce est remplie avec quel type de remplissage et quelle densité ?1 point
-
pour le nivellement de quelle Qidi parles tu ? aucune imprimante n'a un caisson étanche au sens ou tu l'entends1 point
-
en terme de rigidité, le TPU 64D est très éloigné du PETG, il existe un rapport de 20 entre les modules de flexions des 2 matériaux et entre TPU 95A et 64D, ce dernier est 4 fois plus rigide grosso modo pour le courber tout dépend de l'épaisseur1 point
-
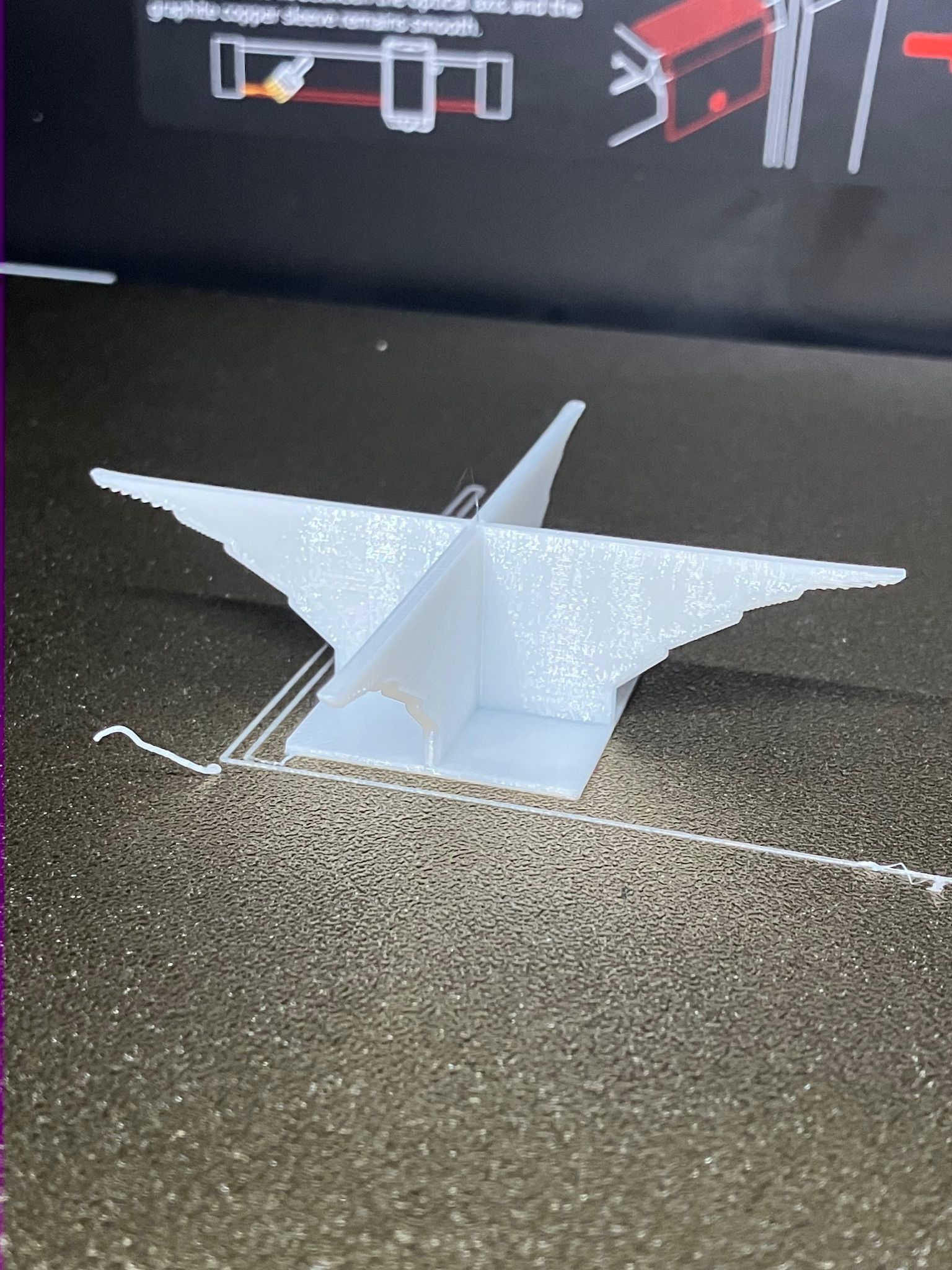
si vous n'avez plus de place sur votre bureau, vous pouvez la suspendre toujours, si pas assez de place ...1 point
-
Salut à toi alors, c'est pas compliqué avec un budget de 500€ le choix va être rapide, si tu veux imprimer des filaments techniques tu oublie clairement toutes les imprimantes type Bedslinger et te tourne uniquement vers du Core XY close et au vue de certain filament évoqué a une chambre chauffé donc dans ta liste tu les supprime toutes sauf la Qidi Q1 Pro qui coche toutes les cases ici tu sera limité a un volume similaire au bambulab P1S et tu as pas d'autre choix car les machine close et chauffer avec volume supérieur ce sont les X-plus et max 3 la plus 4 chez qidi et enfin la K2 Plus cher creality et on est au dessus de ton budget. Sans trop rentré dans les détails si tu peux imprimer l'ABS, l'ABS+ et l'ASA aussi plus facilement sans chambre chauffer, cela aide et cela d'autant plus si tu as la machine ans une zone froid en hiver comme un garage, et sur des matériaux comme le Nylon c'est plus que recommandé. Mais quoi qu'il en soit la moindre variation de temp° est souvent fatal donc une machine non close évite si tu ne veux pas te prendre la tête non stop, et si c'est pour venir crée un caisson étant autour d'une bedslinger tu augment pas mal ton budget pour rien autant partir directement sur une core XY close dans ces conditions. J'ai plus d'un fois dans le passer tester a imprimer en ABS+ sur des bedslinger dans mon garage l'été par temp° clémente j'avais largement plus d'echec que de succes plus de 80% de mes test partais en échec, c'est pas impossible mais bien plus galère juste pour de l'ABS+, alors en nylon qui est encore plus sensible a l'humidité et au variation j'ose pas imaginé.1 point
-
Quelle version as-tu, je viens de retester je n'ai pas ce soucis, Dans l'onglet préparer ou aperçu le changement est répercuté avec (découper le plateau actif) version 6.0.2 v 1574 !1 point
-
@Carlito06 J'ai fais l'essai chez moi et je ne peux reproduire ton problème, les modifications effectuées sur Préparer ou Aperçu sont effective à chaque changement.1 point
-
C'est peu dire1 point
-
Même si ce n'est pas à proprement parler du MQTT Moonraker fournit une API qui permet de communiquer avec Klipper => https://moonraker.readthedocs.io/en/latest/web_api/ J'utilise comme outil domotique HomeAssistant. Il existe une intégration pour Moonraker. Ave ma X-Max3, j'avais déjà abordé le sujet ici.1 point
-
En effet répond au question pertinente de mon ami @PPAC cela nous aidera a savoir ce qu'il en est. question bête aussi quels trancheur utilise tu et as tu tester un petit print d'un fichier test artillery pour voir si le soucis apparait aussi ? Clairement tu semble avoir un Z wooble présent sa c'est un fait, mais les zébrure diagonal ne sont pas lié a cela c'est sur, les à-coups tu ne devrais en avoir sur l'axe X donc déjà faudrait identifié la raison, si tu as des à-coups le linear advance peu si il est mal configurer généré un soucis de constance.1 point
-
Bonjour, je suis également intéressé par la Qidi plus 4 par ses capacités à imprimer des filaments techniques avec une enclosure chauffée. Depuis des années j'utilise du PLA; mais le nylon est devenu indispensable pour des résistances mécaniques. (engrenages et diverse pièces mécanismes ). Le nylon PA6 et PA12 restent des standards comme le POM (plus complexe à imprimer et toxique) ou pour une autre utilisation dans des conditions de températures élevées le PC-PTFE. J'ai fait des tests d'impression d'un PETG GLIS de chez CAPIFIL pour réaliser des poulies pour courroies le filament remplie bien son rôle (meilleur glissement réduction des bruits mécaniques) je pense adjoindre à l'enclosure l'évacuation des flux d'air vers l'extérieur pour éviter de respirer des toxines. Question le nylon est-il neutre pour la qualité de l'air ou engendre t-il d'éventuelles émanations toxiques pendant l'impression ? Pour la Qidi plus 4 sur les photos je ne voie pas une sortie d'air possible vers l'extérieur je me trompe ? En conclusion le PLA ou le PETG vieillie mal dans le temps avec une charge mécanique et l'échauffement des pièces altère sa longévité. l'ABS reste un bon produit mais capricieux à imprimer. les inconvénients des filaments standard pour la mécanique. Soit le PLA casse ou il fond pendant une rotation des pièces à des vitesses élevées( 50°). le PETG tient un peu mieux à la température mais il est plus résilient... Voilà j'attends encore environ mi mars pour me décider en fonction de l'actualité et de la commercialisation de la Qidi 4. A+ Francis1 point
-
bonsoir @stephane24 un peu plus d'informations seraient le bienvenue sinon ... quelle résine, quels temps d'exposition etc etc1 point
-
On ne l'avait pas oubliée, le test de la Creality Halot Mage S est en ligne avec mention de son wash & cure UW-03 https://www.lesimprimantes3d.fr/test-creality-halot-mage-s-uw-03-20250121/1 point
-
C'est quoi ça .. D’accord, on a bien compris que "c’est la loi". Mais à force de le répéter à chaque phrase, on sent surtout que tu n’as rien d’autre à dire. Oui, la loi impose de signaler les contenus sponsorisés, mais est-ce que ça rend ton argumentation plus pertinente ? Non. Brandir "la loi" comme une vérité absolue pour couper court à tout débat, c’est creux. Si un article ou une vidéo contient une affiliation peu visible, ça n’en fait pas automatiquement une manipulation ou un problème. Ton obsession pour "la loi" masque juste un manque total d’autres arguments. La transparence, c’est bien, mais ça ne résout pas tout, et ça n’empêche pas les gens d’avoir un cerveau. Et franchement, ton exemple avec Isidon… si quelqu’un achète une Ender 3 V3 SE après avoir vu une vidéo, c’est leur choix. Tu mélanges tout, comme si signaler une affiliation allait subitement sauver le monde de décisions mal éclairées. Ton insistance sur "c’est la loi" ne fait que souligner à quel point ton discours manque de substance.1 point
-
La résolution de finir de monter la Voron 2.4 cette année... Pis entre deux acheter une Q1Pro pour les filaments tech J'ai encore beaucoup de bizarrerie a montrer au forum Tient, j'ai fais le contraire, j'ai pris 2 P1S, et la suis en passe d'avoir la A1 Mini1 point
-
ok c'était pour savoir si il était encore sous garantie @Akyelle une graisse fluide type Belleville après si tu peux démonter la pointe et y passer un coup de papier de verre très fin par exemple1 point
-
Quand le plateau est complétement en bas, le rebord du plateau masque l'ouïe de ventilation . Il me semble que Qidi a apporté une modification via macro pour prendre en compte ce «soucis» technique.1 point
-
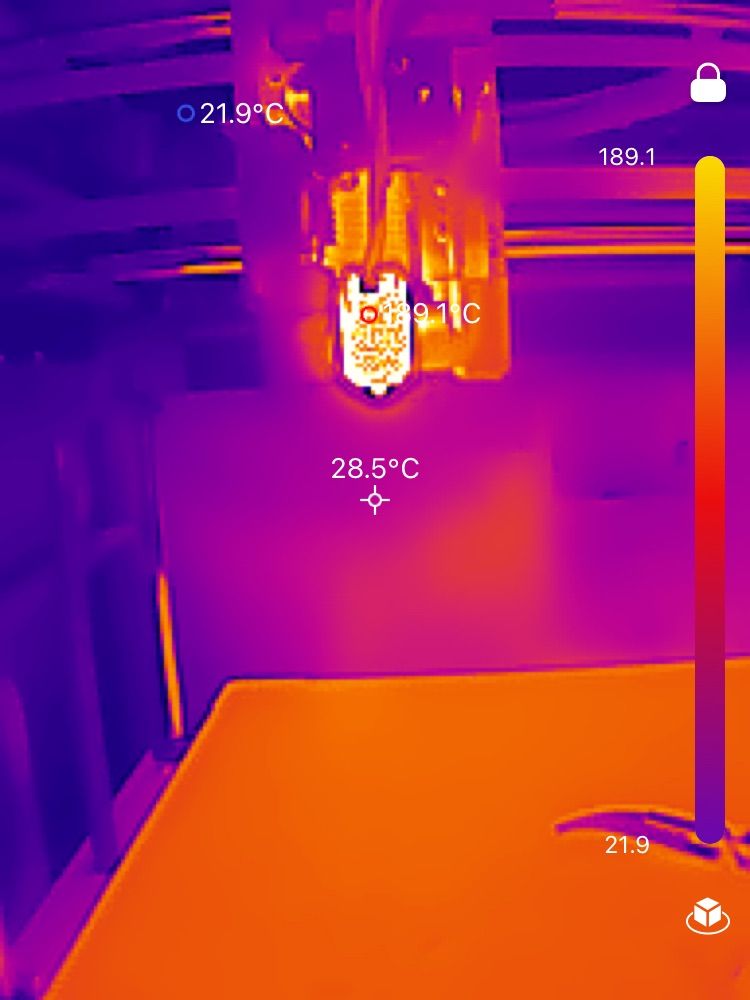
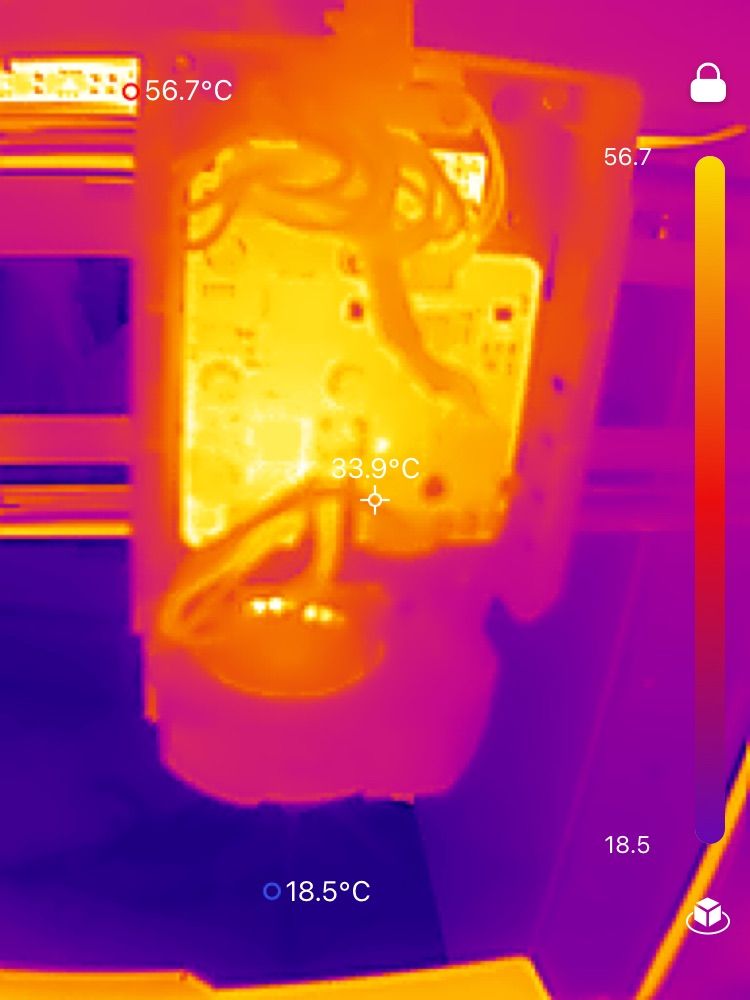
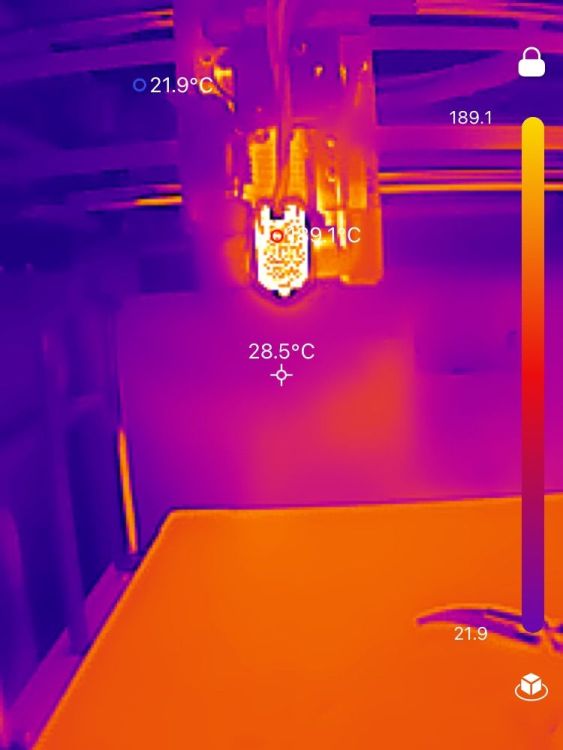
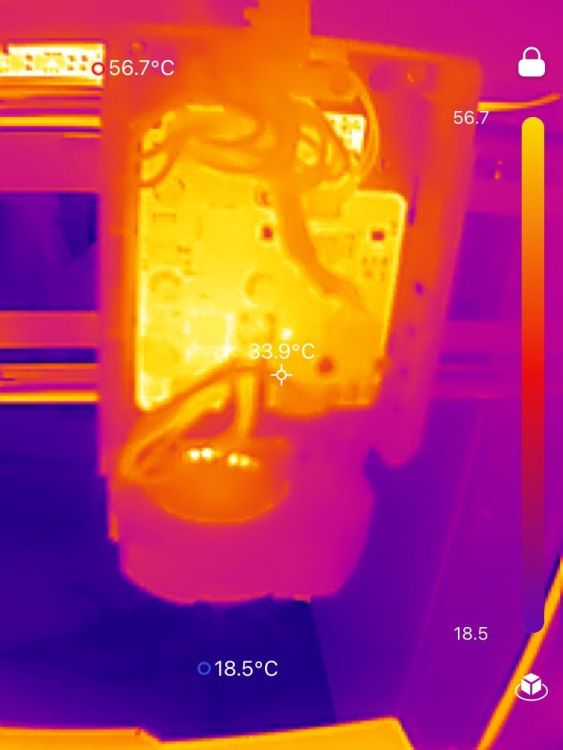
quelques mesures : sur la tête temps de chauffage de 25 à 350 degrés : 2 min 53 sec sur le bed temps de chauffage à partir de 35 degrés : 85 à 9 min 35 sec 90 à 10 min 57 sec 100 à 14 min 23 sec 110 à 19 min 29 sec 120 à 28 min 04 sec ça peut paraître lent mais il ne faut pas oublier que suite aux problèmes de SSR en 110 volts, ils ont dans la dernière mise à jour bridé l'intensité du chauffage du bed, le monde entier subit les conséquences de l'archaïsme du réseau électrique U.S de plus j'ai réalisé ce test capot est porte ouverte ce qui est le cas le plus défavorable 2 photos de l'avant et de l'arrière de la tête après 10 min à 350 degrés
 1 point
1 point -
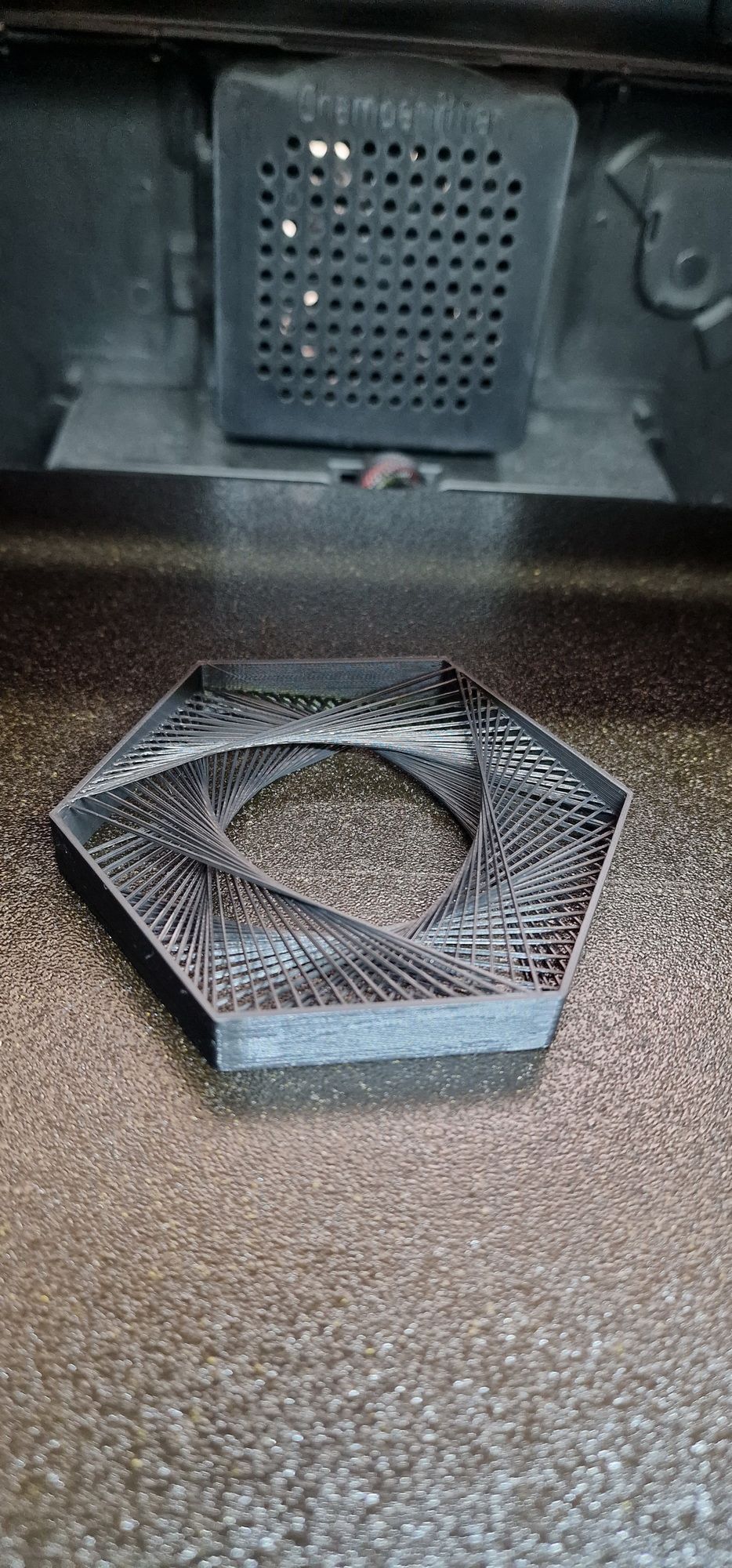
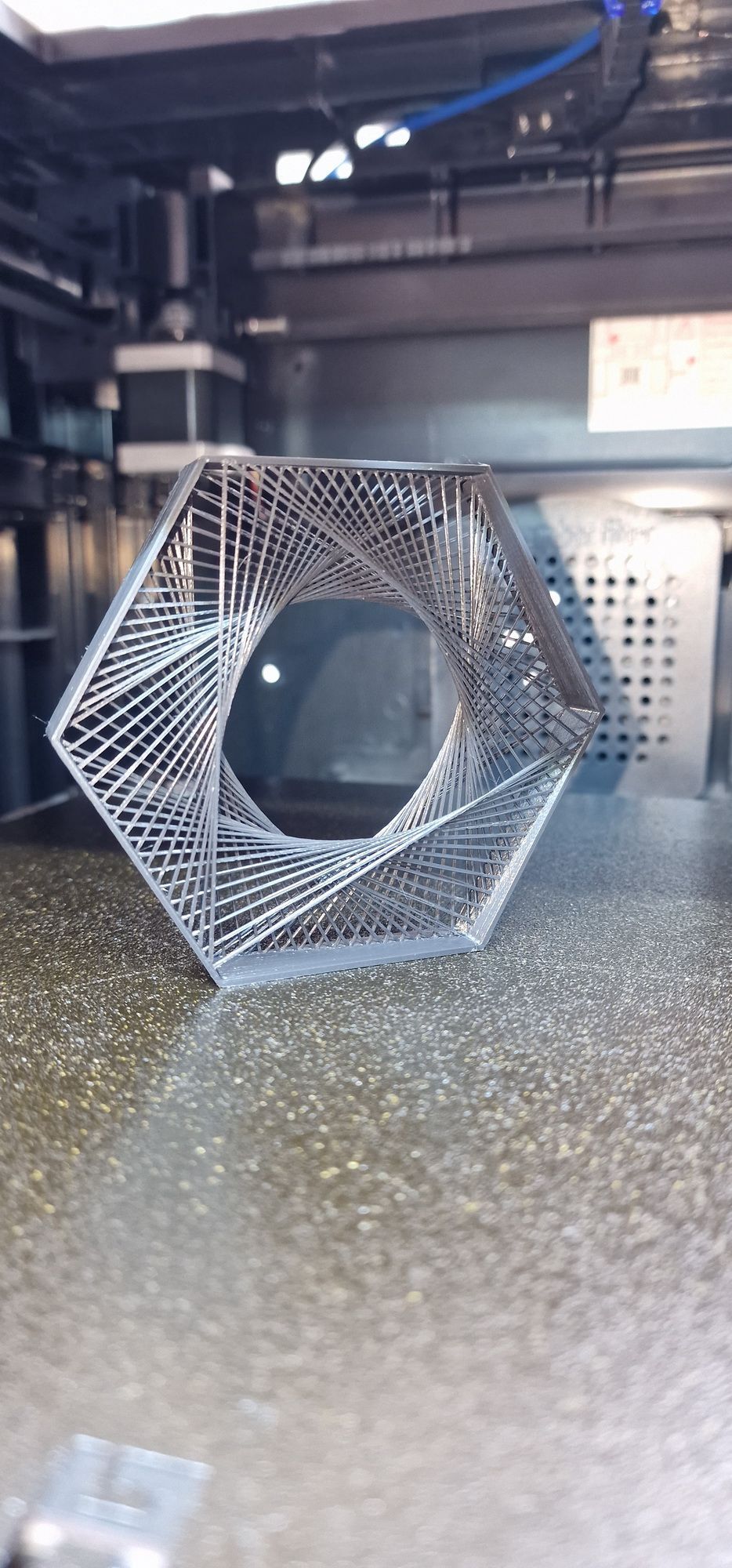
et bien tu as l'oeil @3xkirax3 il y en a bien un effectivement que j'ai enlevé cette tête a un nouveau refroidissement, un plus gros ventilateur pour le heatbreak et pour le filament. Afin de voir l'efficacité de ce dernier, un petit test sur les surplombs avec du PETG en couche de 0.2 mm qui n'est pas le filament le mieux adapté aux overhangs et bien jusqu'à 20° pas de souci (avant dernier seuil) et quelques soit l'orientation selon les axes x et y, une belle homogénéité
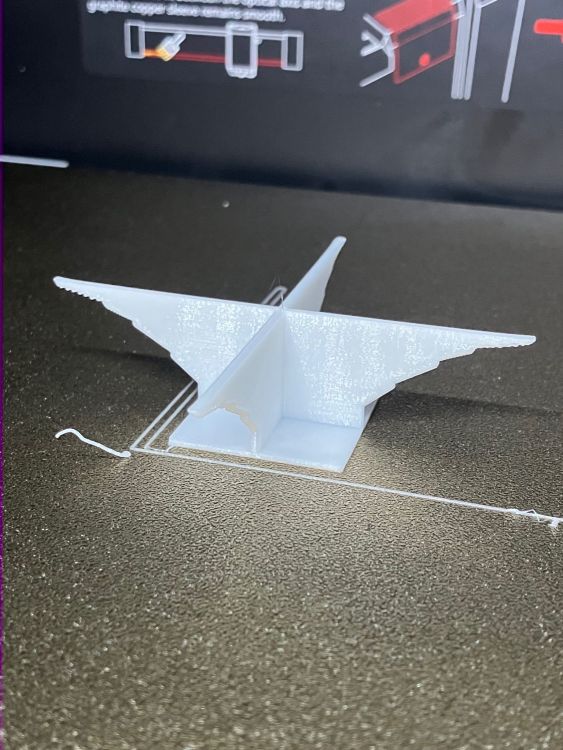 1 point
1 point