Classement



Contenu populaire
Contenu avec la plus haute réputation dans 10/03/2025 dans Messages
-
and the winner is @Maxrat si vous voulez voir l'unboxing c'est ici et nul part ailleurs
 5 points
5 points -
Ils sont marrant à La Poste, ils m'ont remboursés et maintenant ils m'envoient un mail en me disant de me faire rembourser ce que je leur ait payer par le site marchand (justificatif joint..) Vous nous avez contactés le 04/03/2025 au sujet du double paiement de la taxe de votre envoi n° CY026616585CN. Vous avez payé vos droits et taxes de douane une deuxième fois, alors que vous les aviez déjà payés au moment de l’achat. L’expéditeur a rencontré un problème technique au moment de transmettre cette information à La Poste et aux Douanes françaises. Quand ce paiement des taxes à l’achat ne nous est pas signalé, La Poste doit payer les droits et taxes à l’importation aux Douanes françaises et les récupérer auprès de vous. Nous vous invitons à vous tourner vers le site marchand sur lequel vous avez effectué votre achat, afin de vous faire rembourser vos droits et taxes de douane payés initialement. En leur transmettant la copie du Justificatif de paiement des droits et taxes de douane. Vous trouverez ci-joint votre justificatif de paiement. Nous restons bien entendu à votre disposition pour toute question ou précision complémentaire. Pour nous contacter, rendez-vous sur notre site internet à la rubrique "Aide et contact". Bien cordialement, Votre Conseiller Relation Client4 points
-
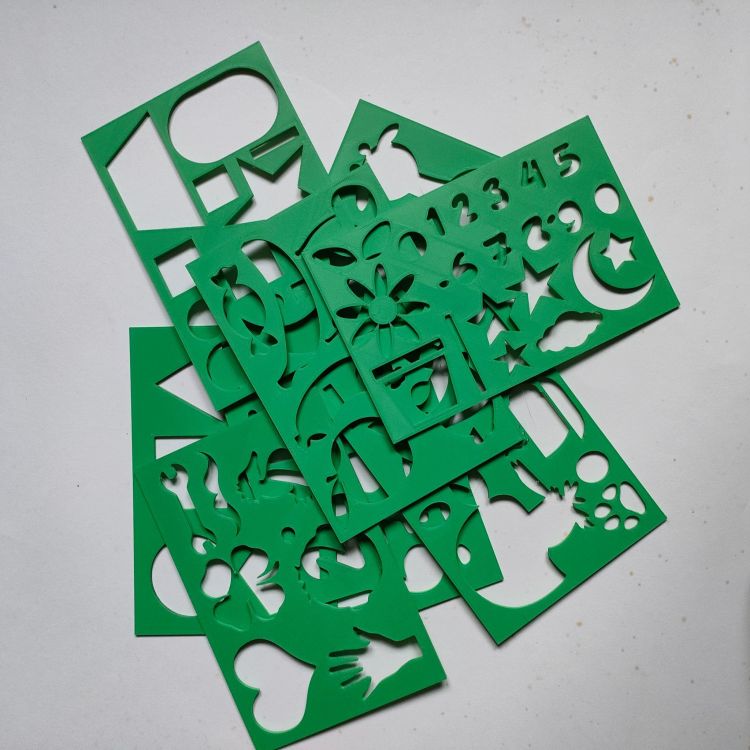
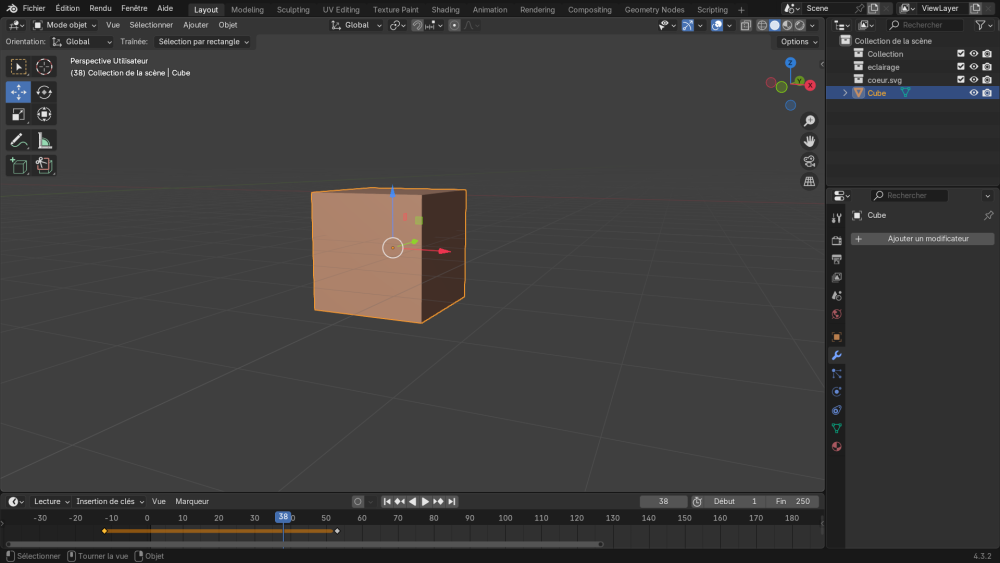
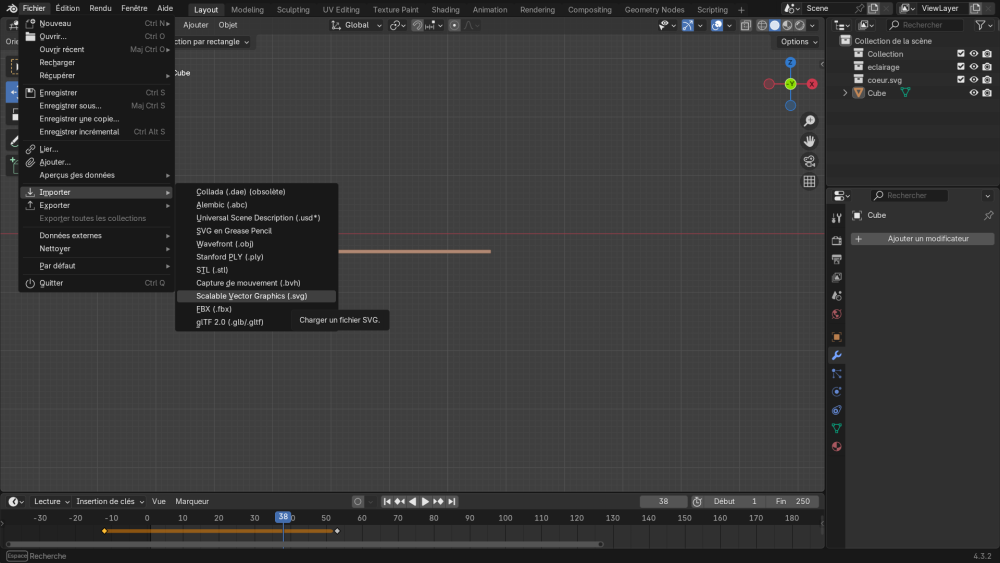
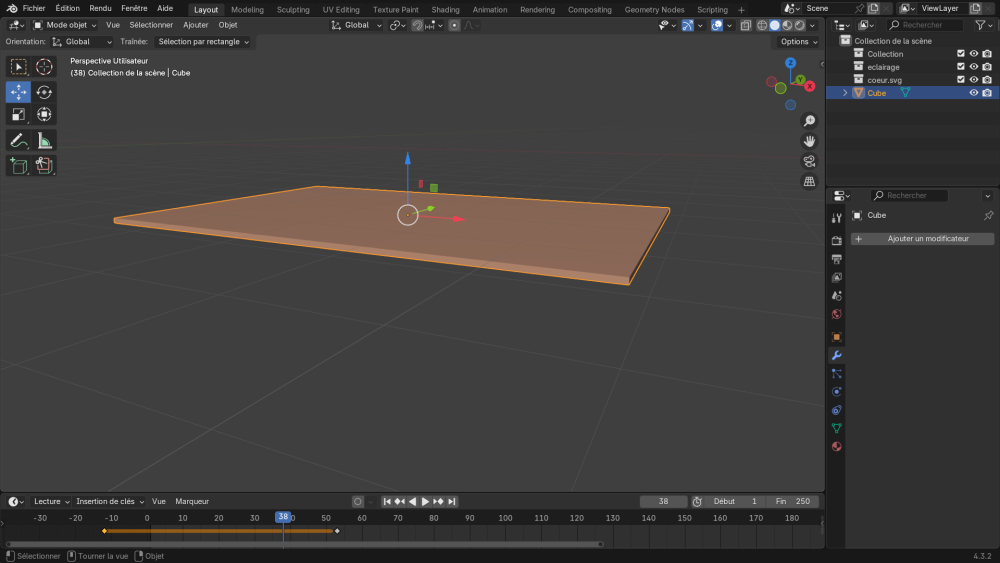
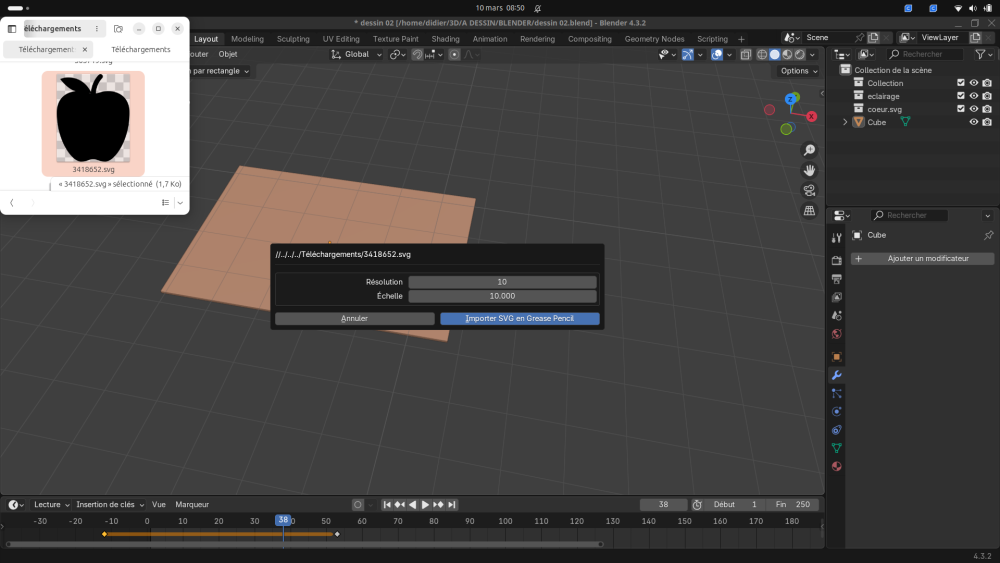
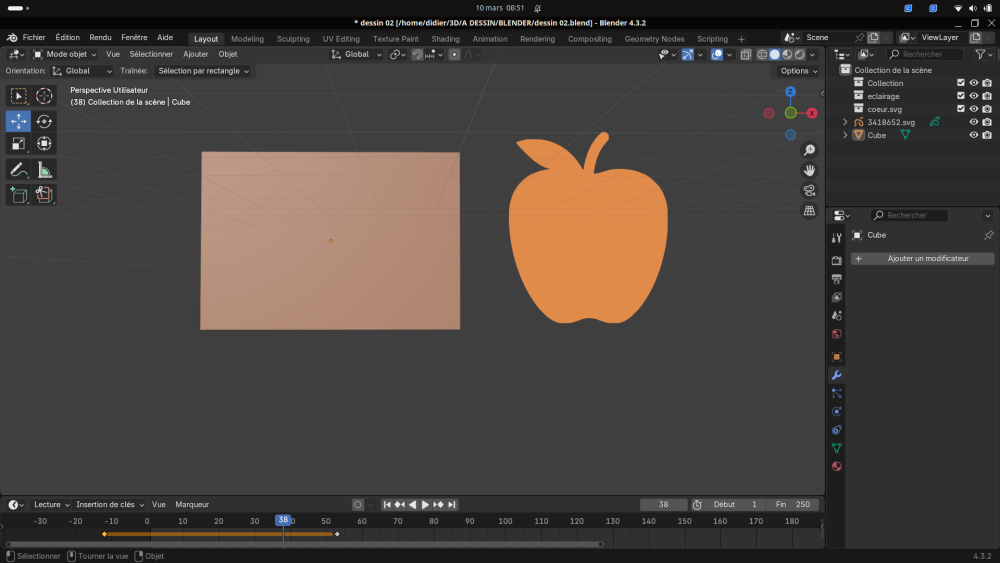
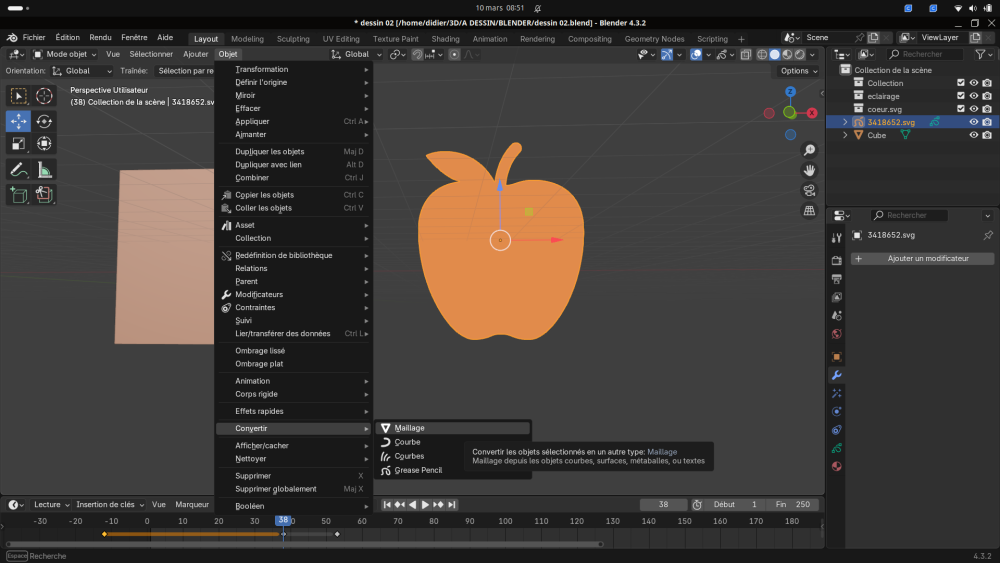
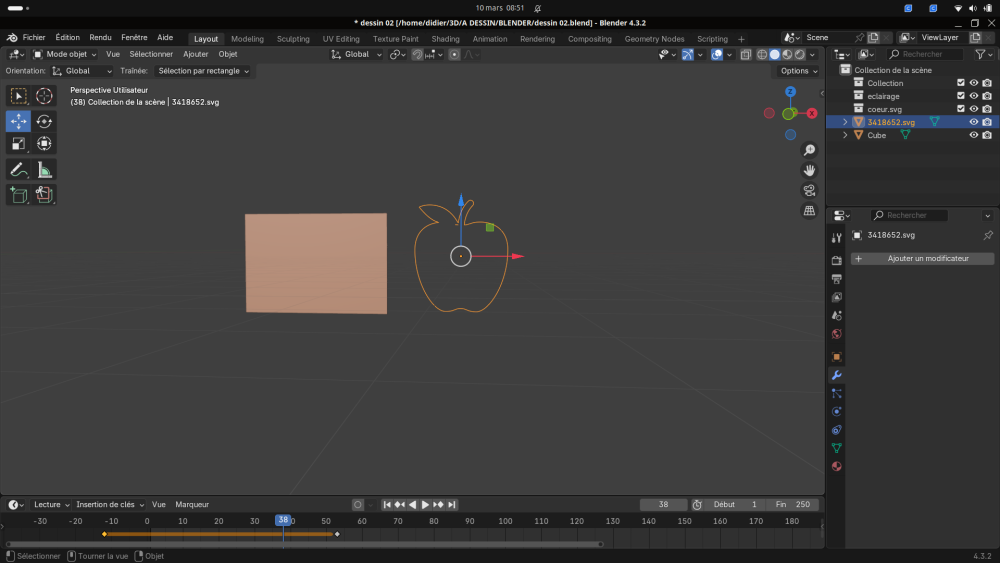
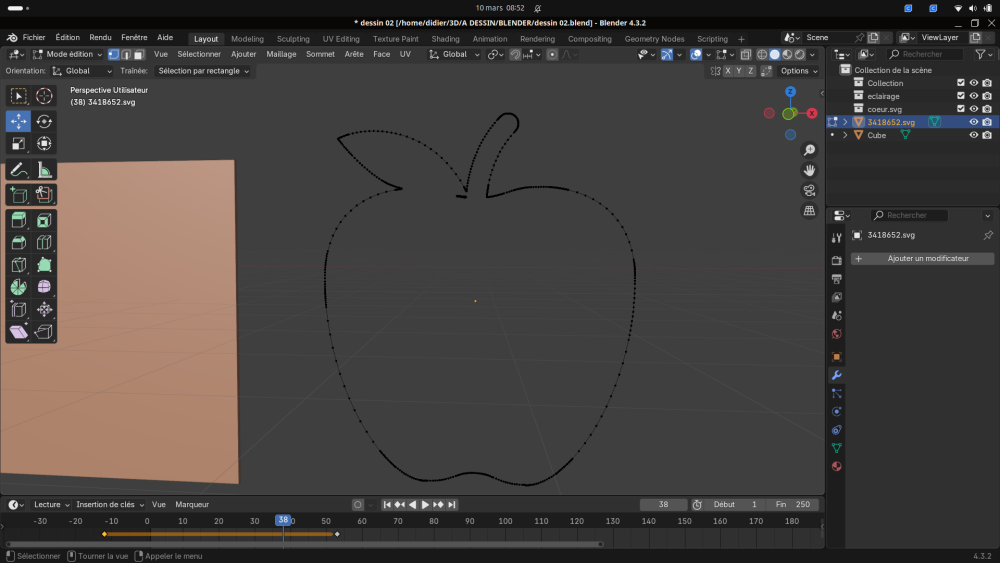
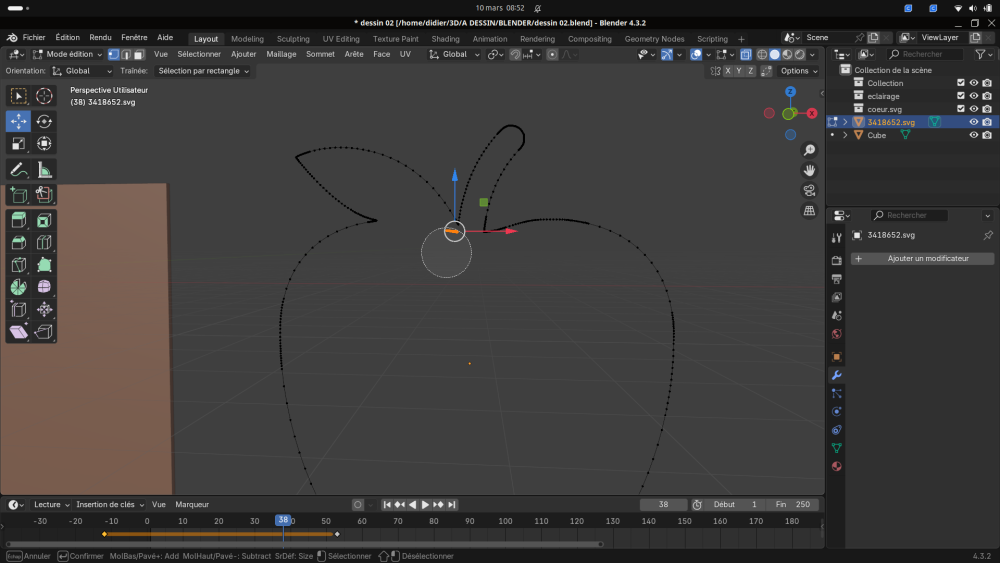
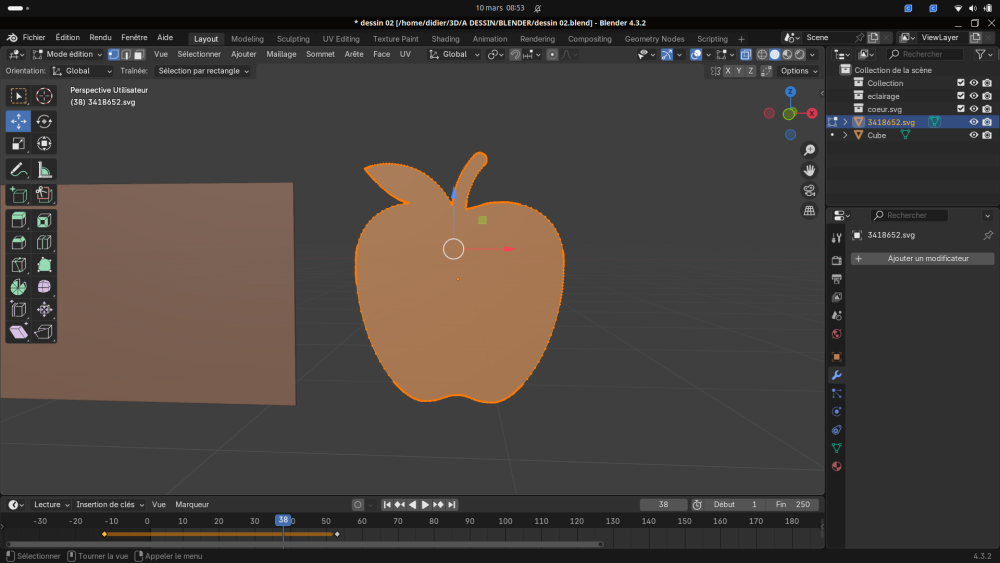
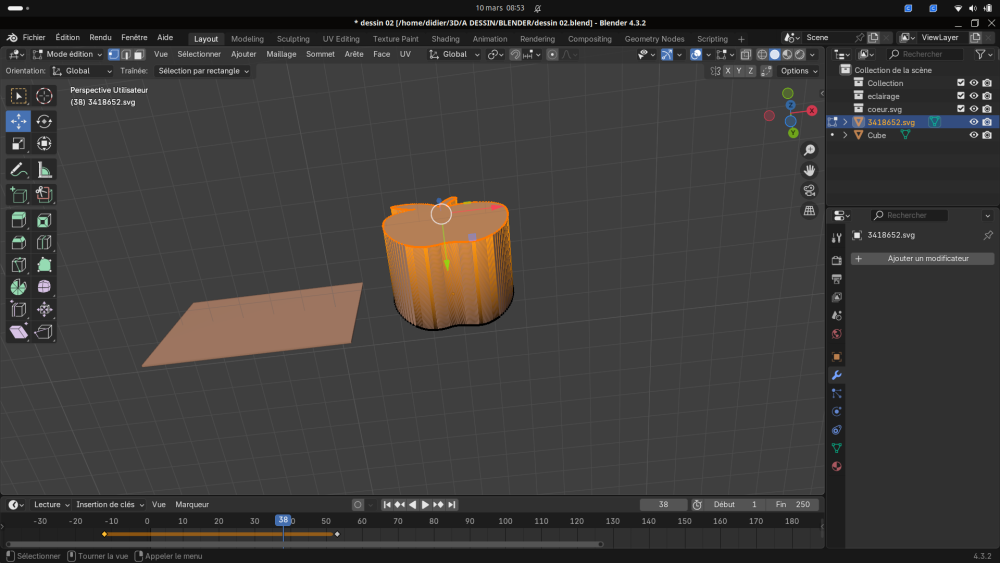
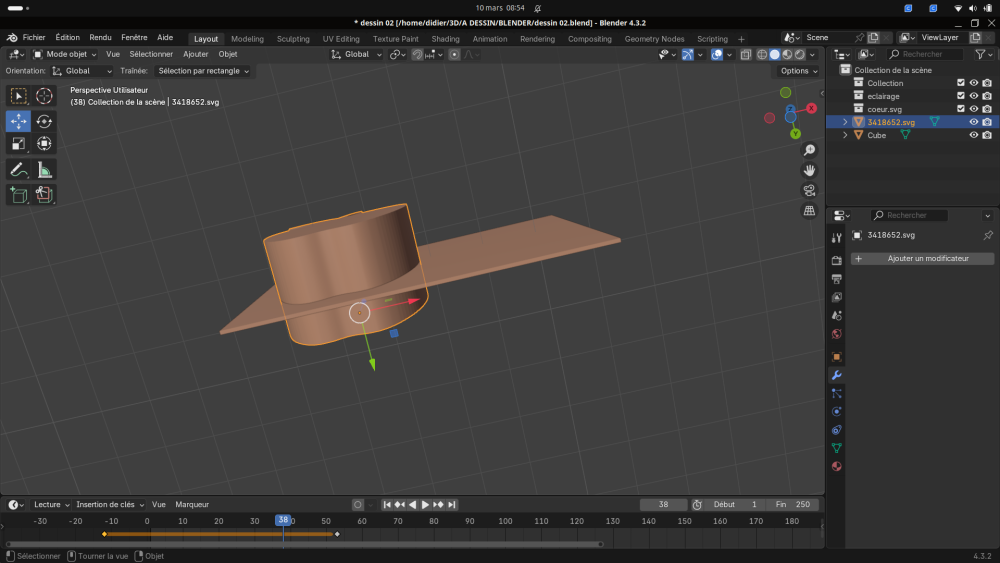
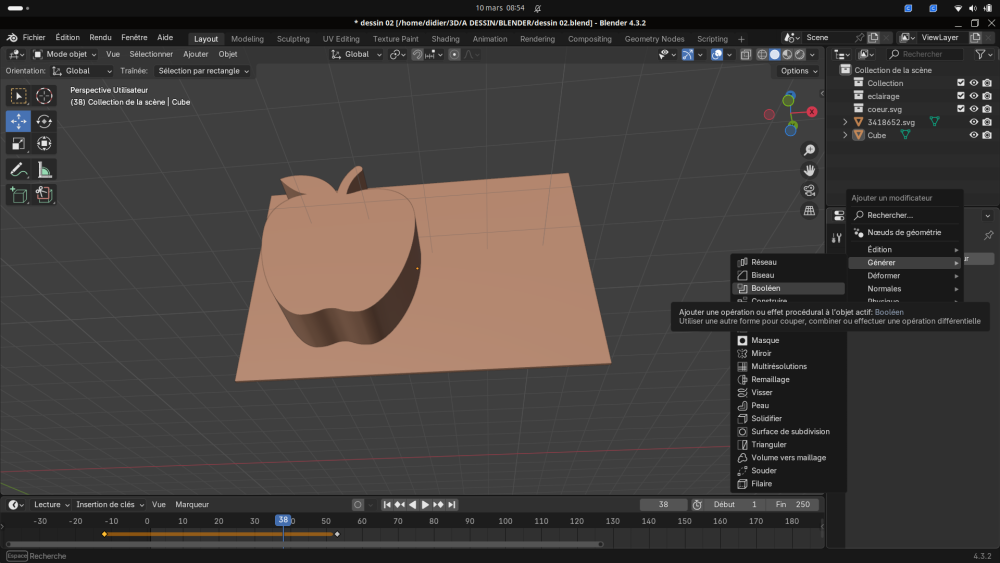
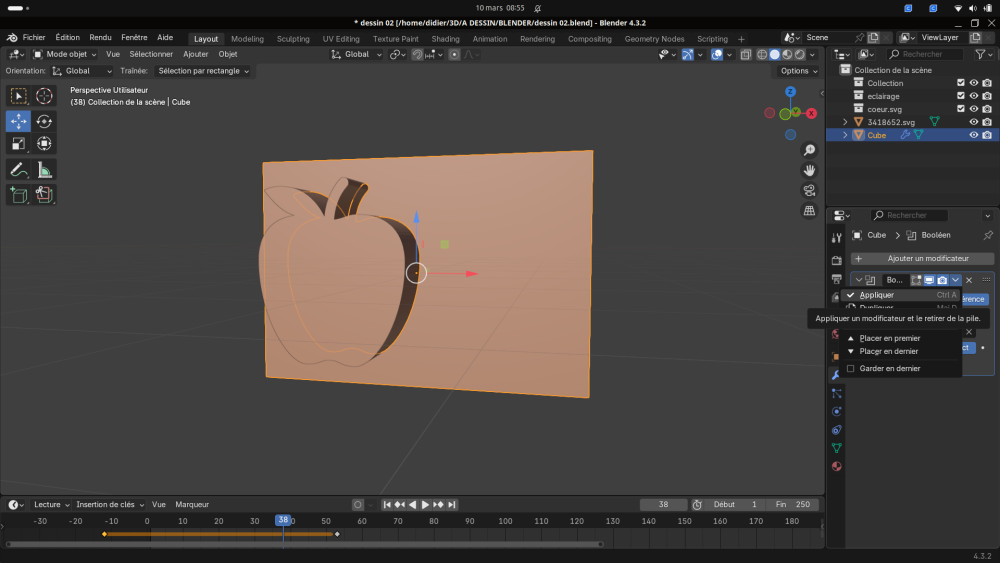
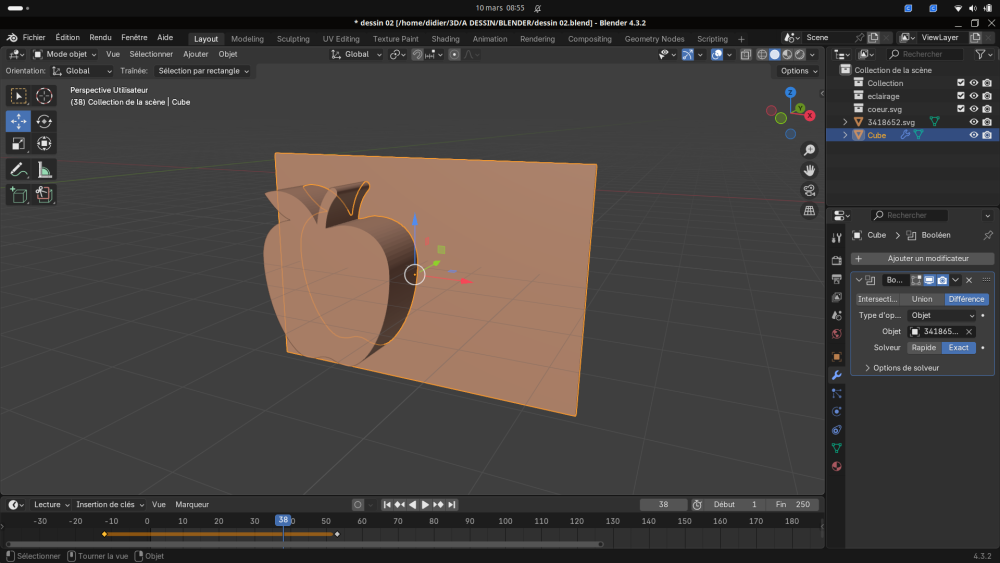
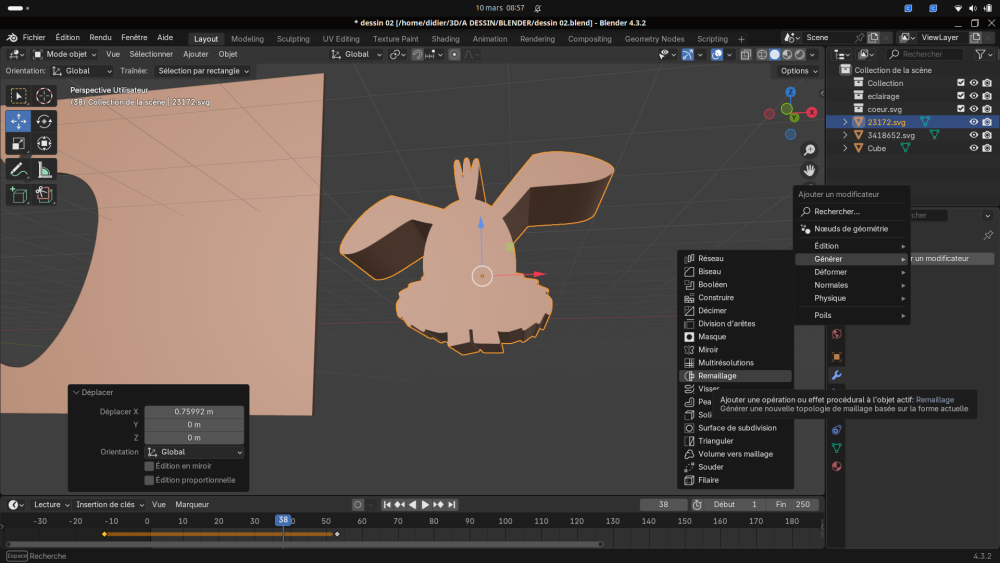
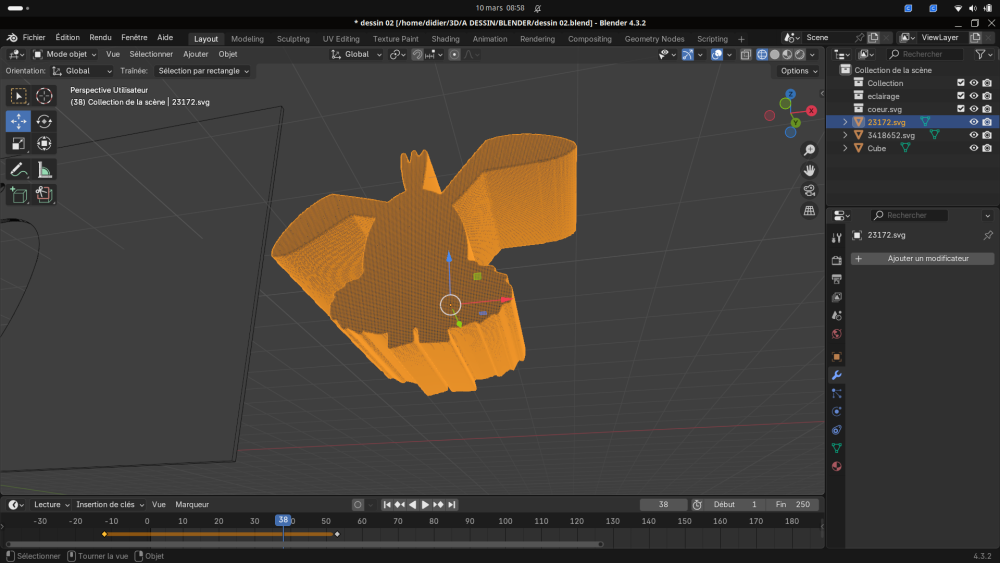
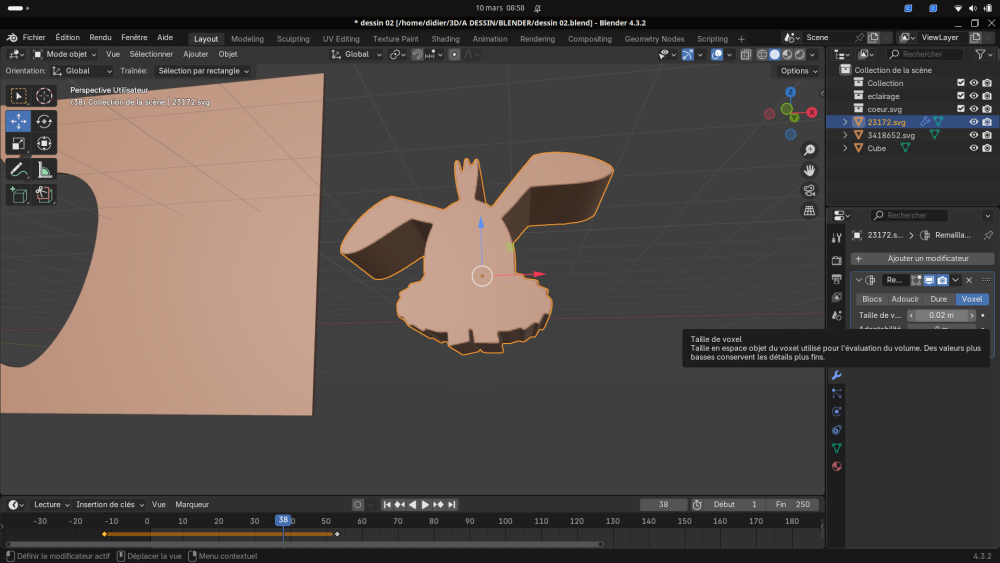
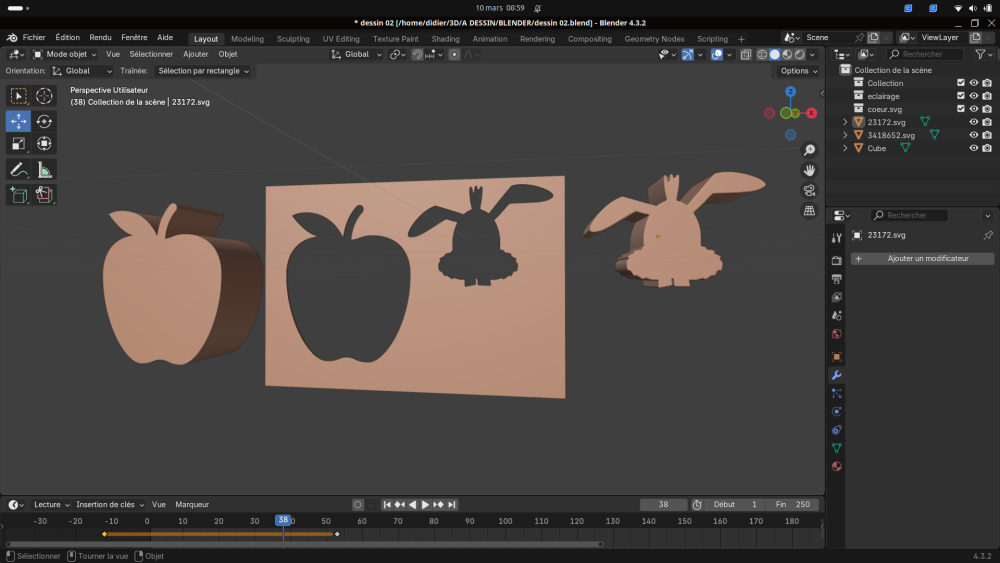
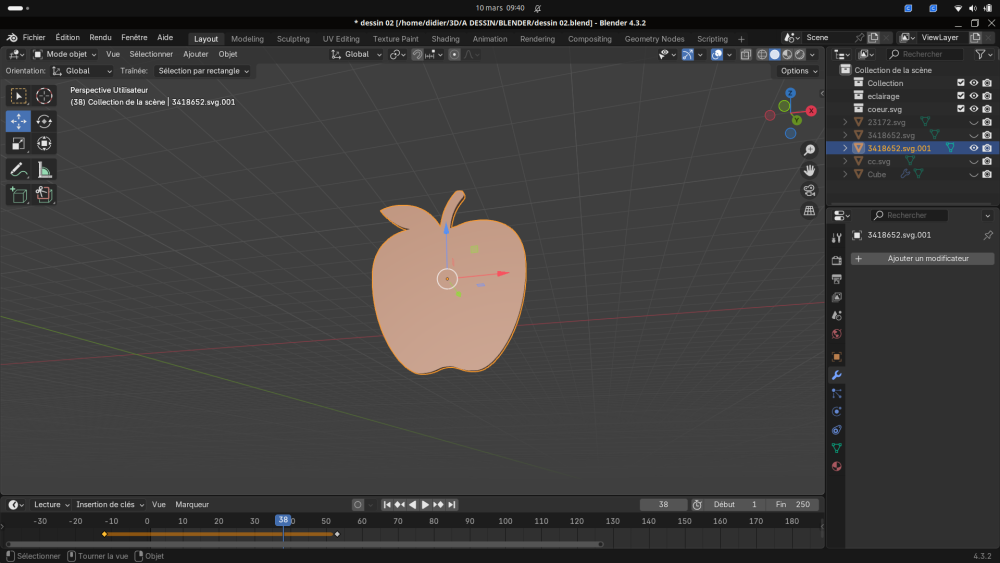
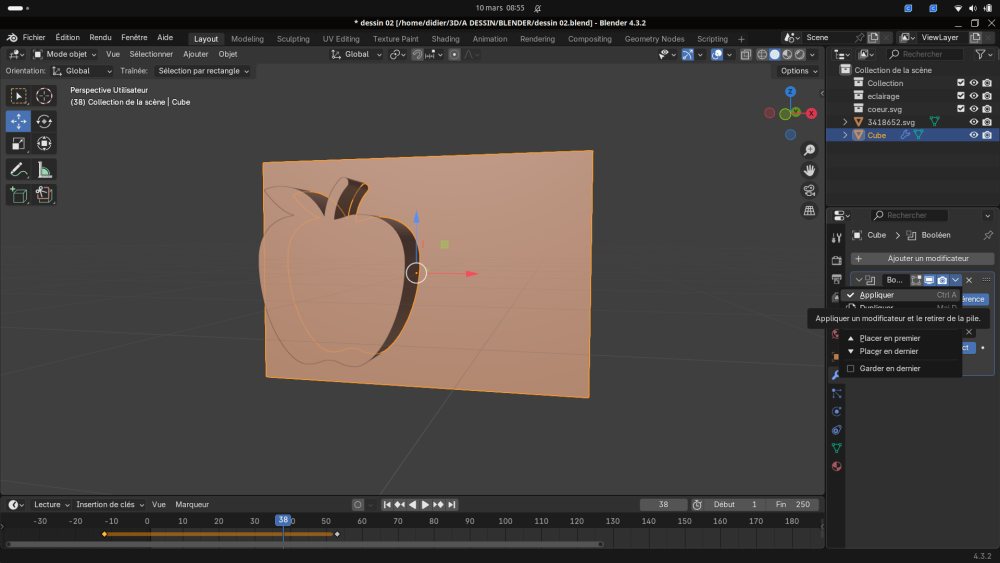
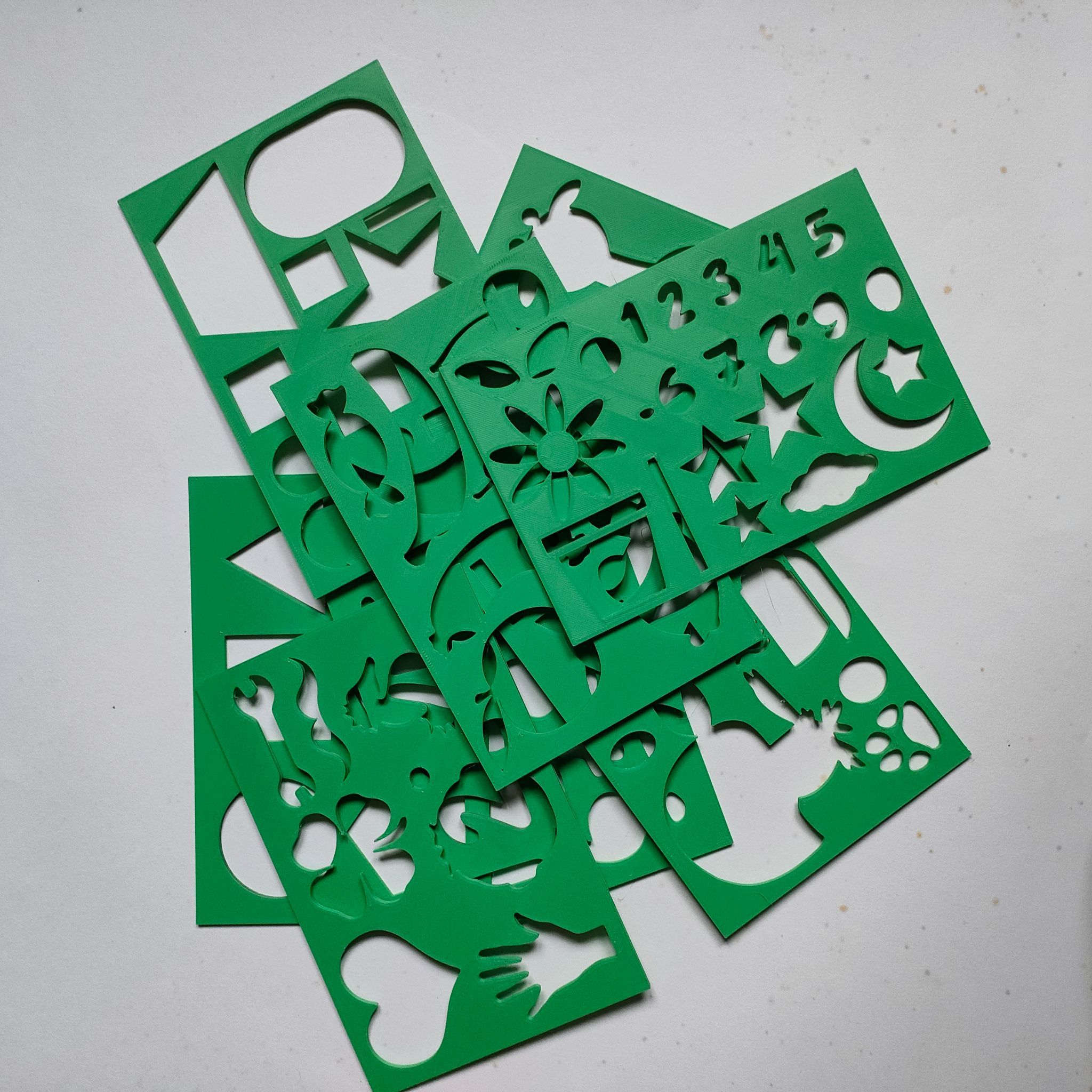
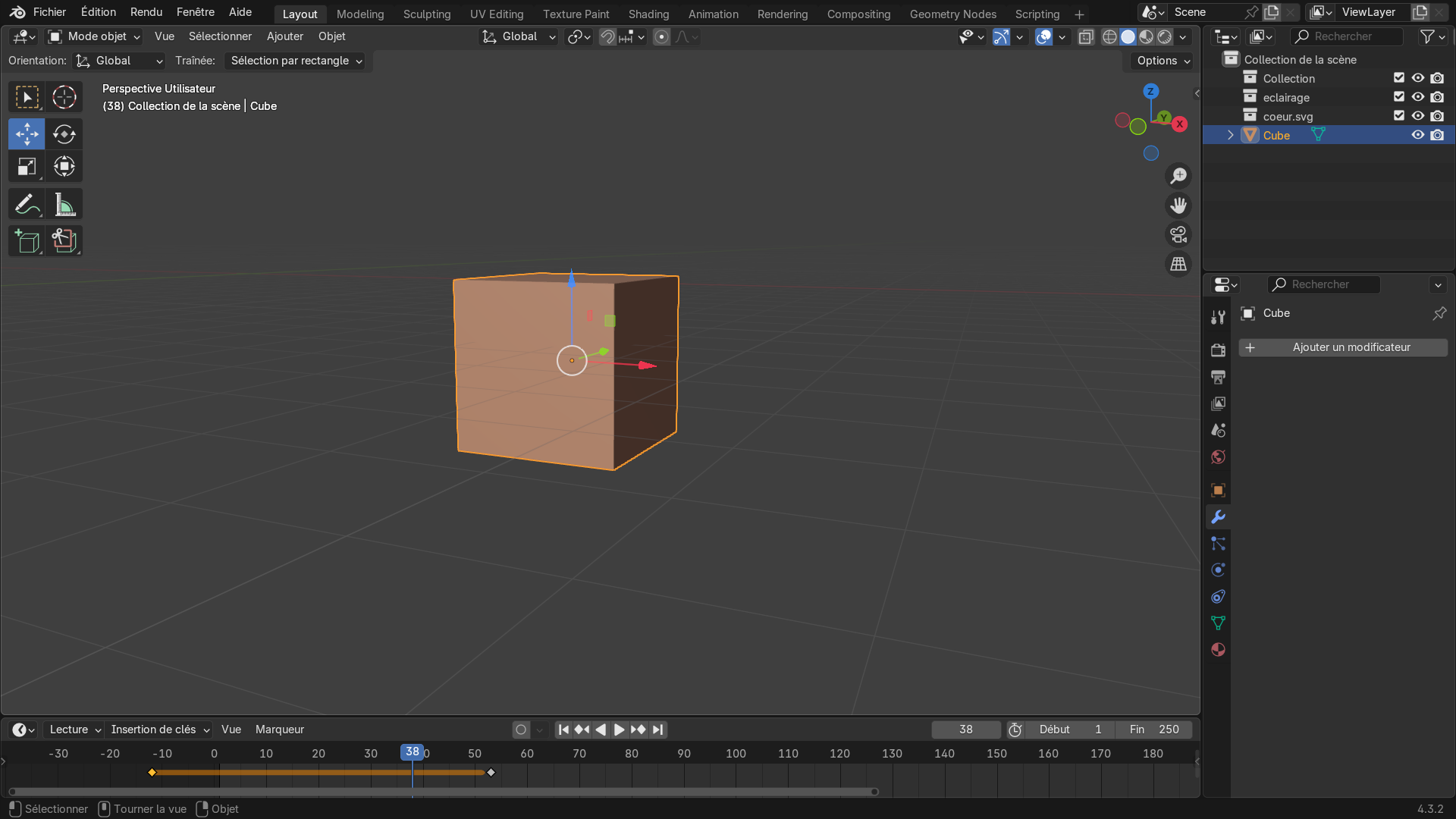
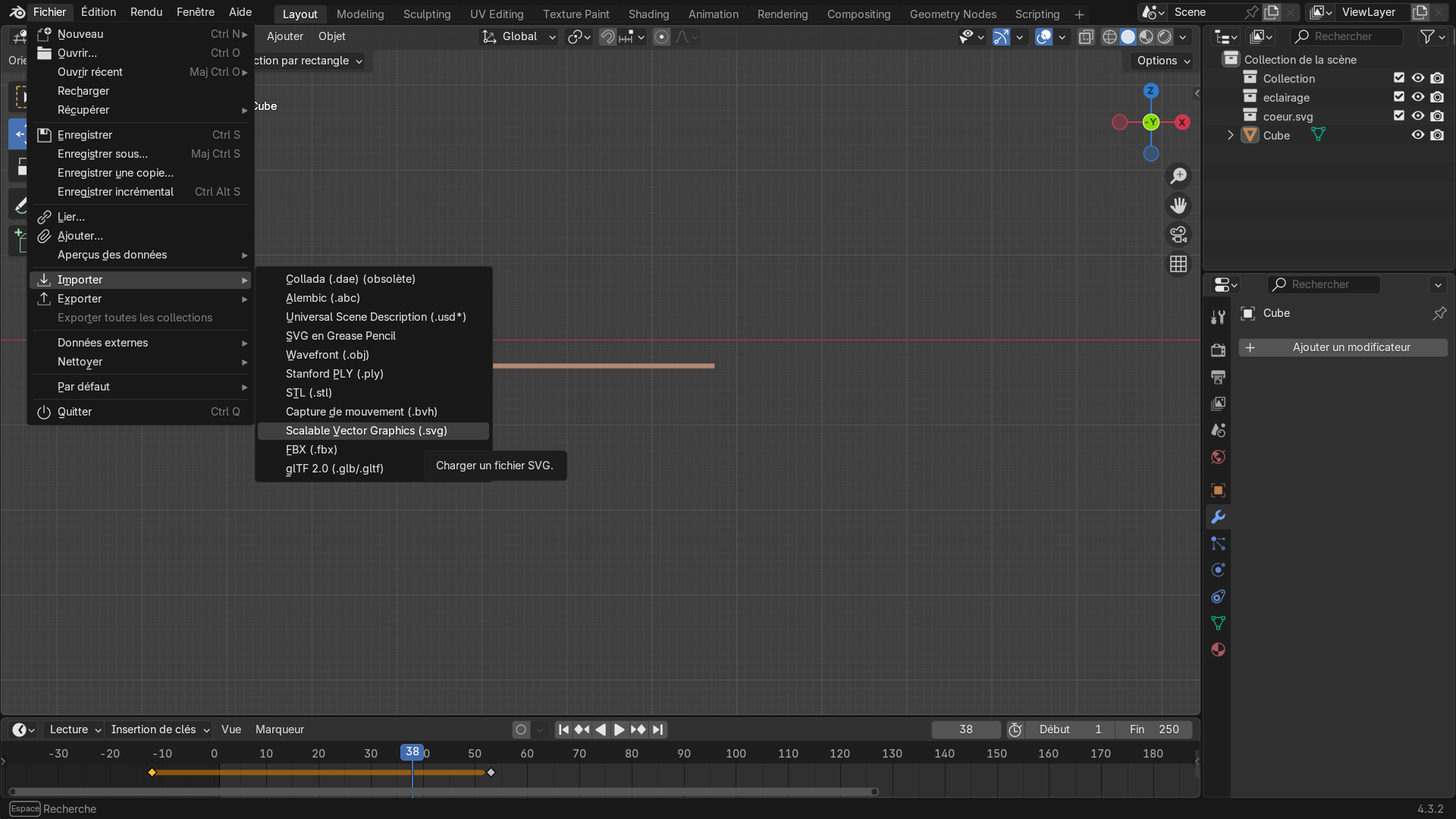
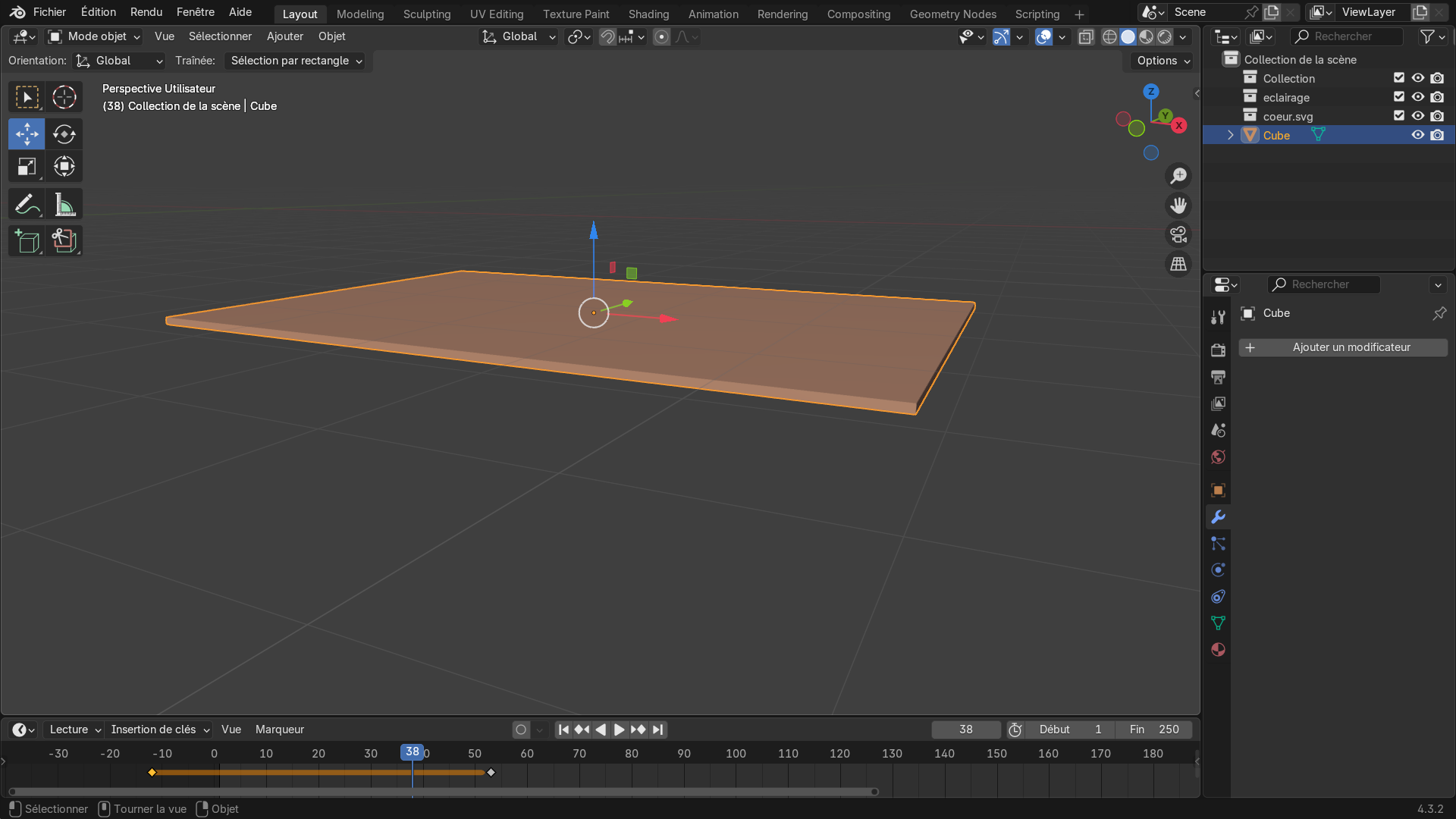
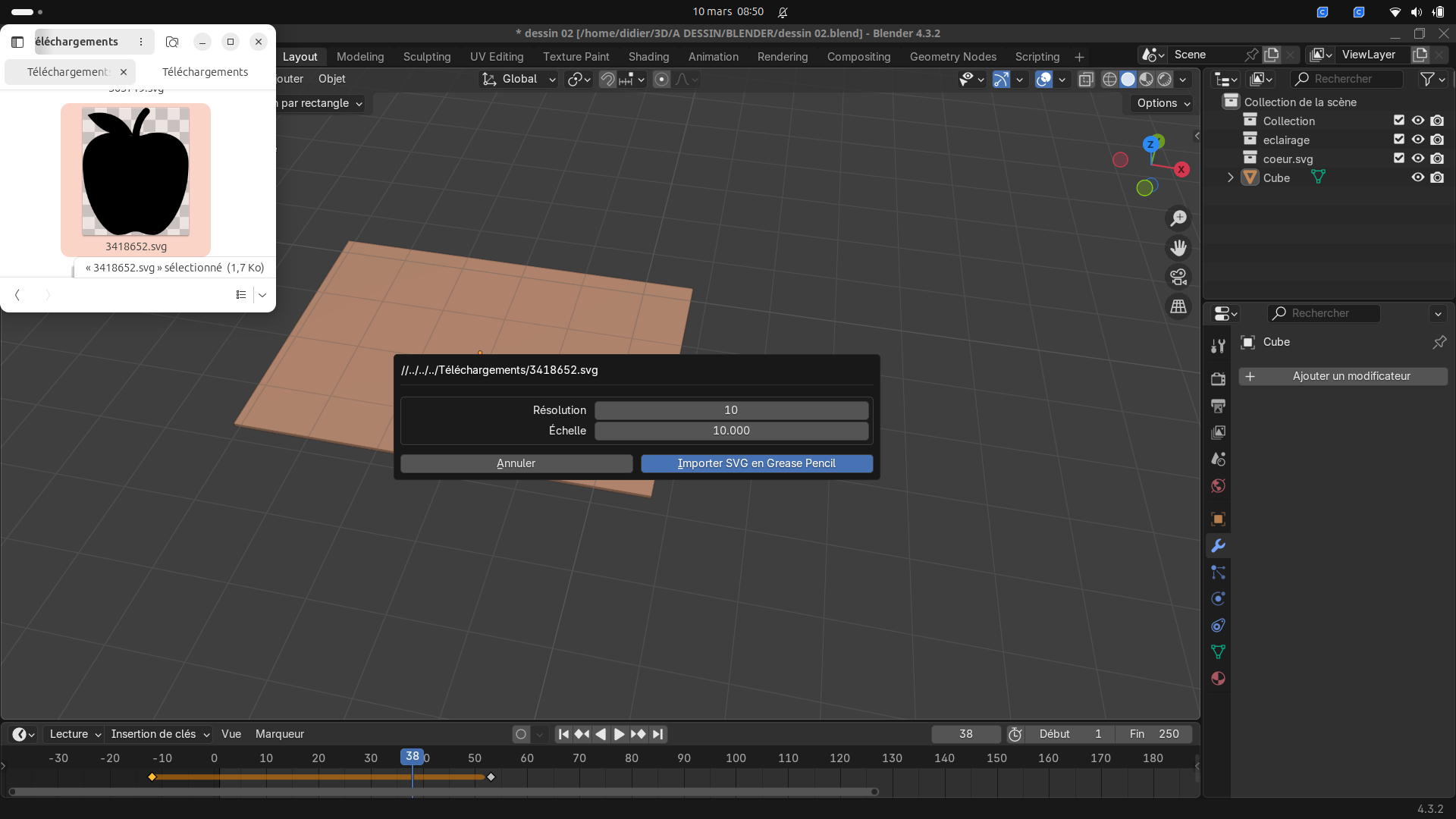
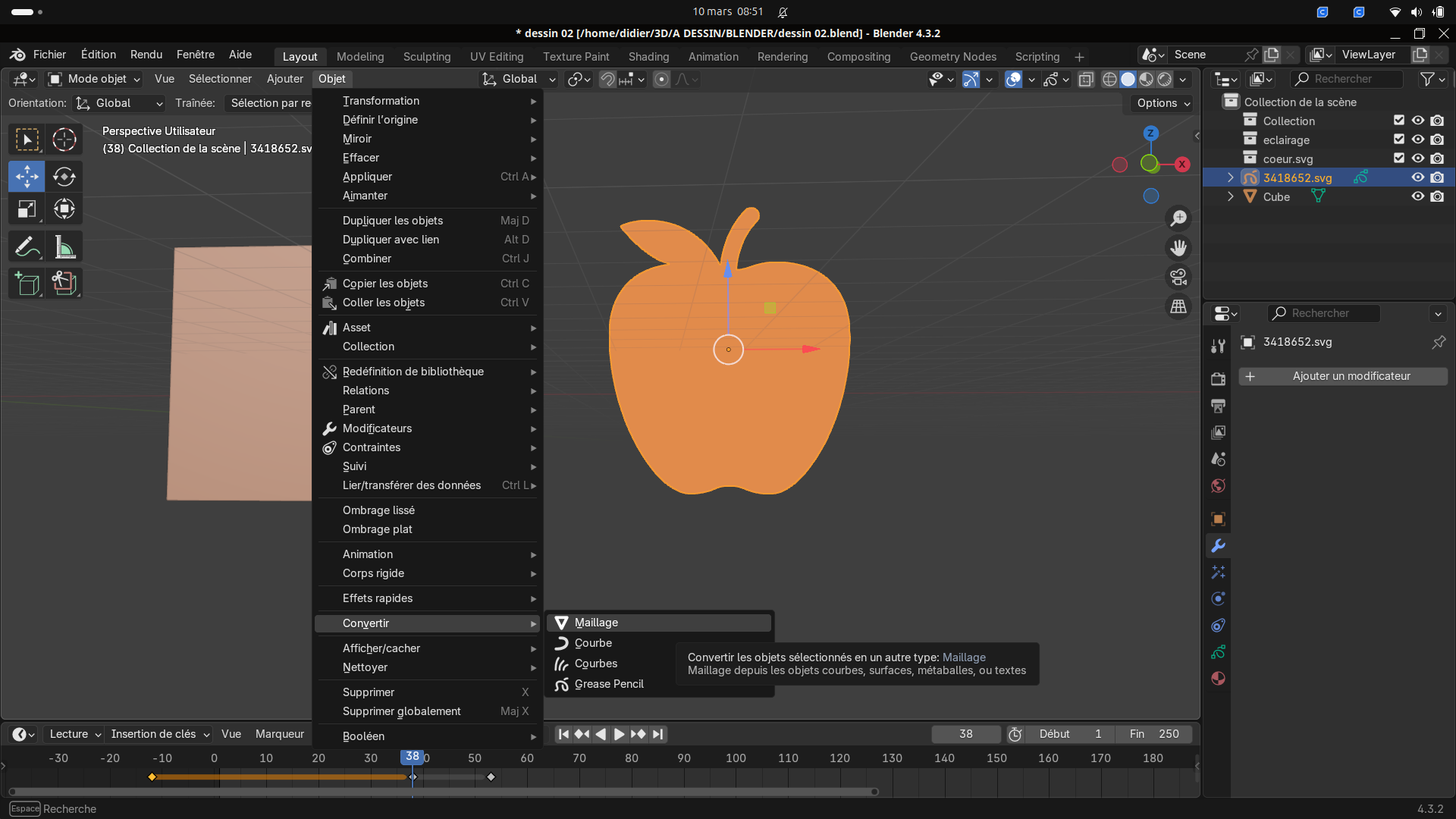
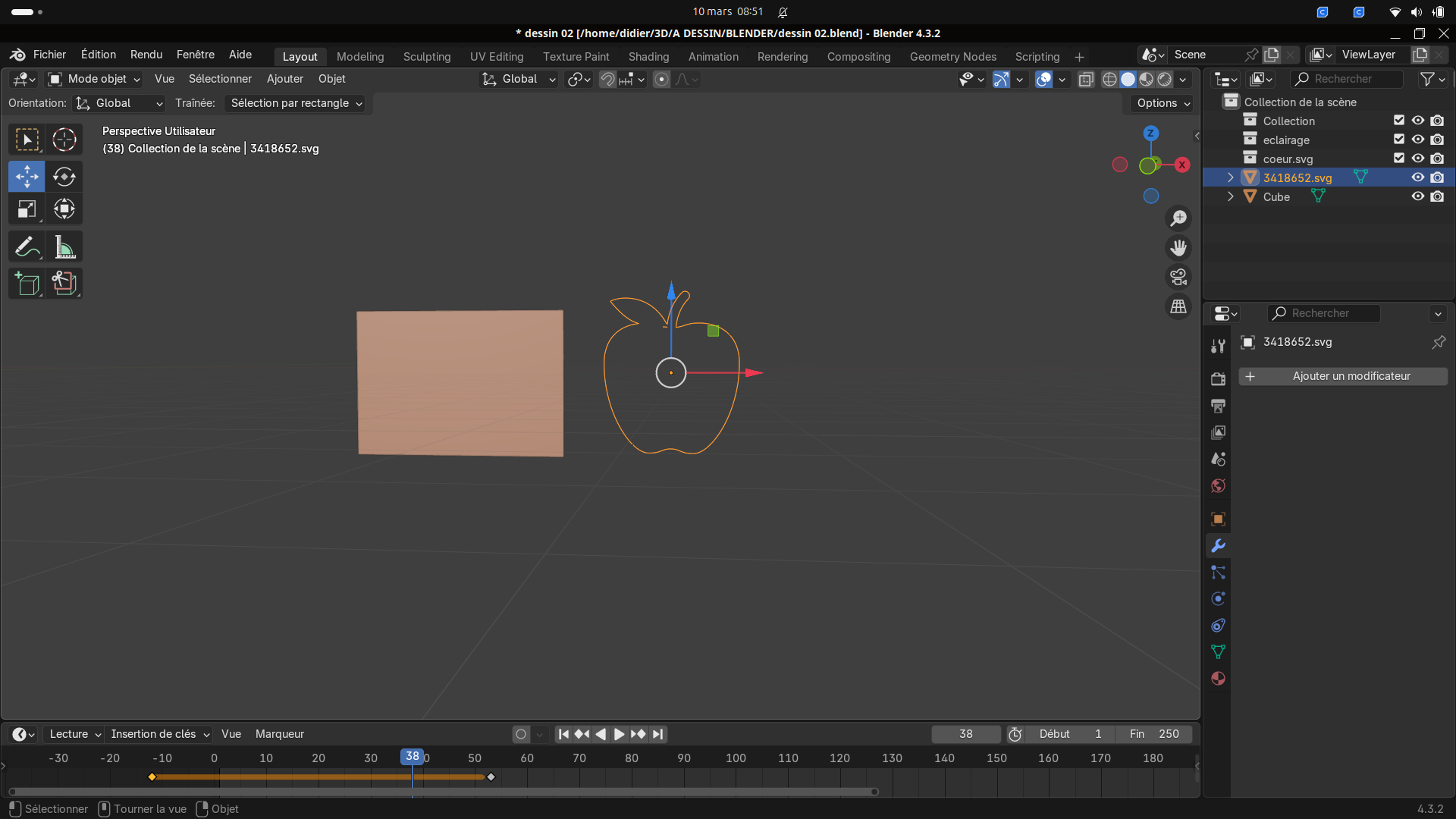
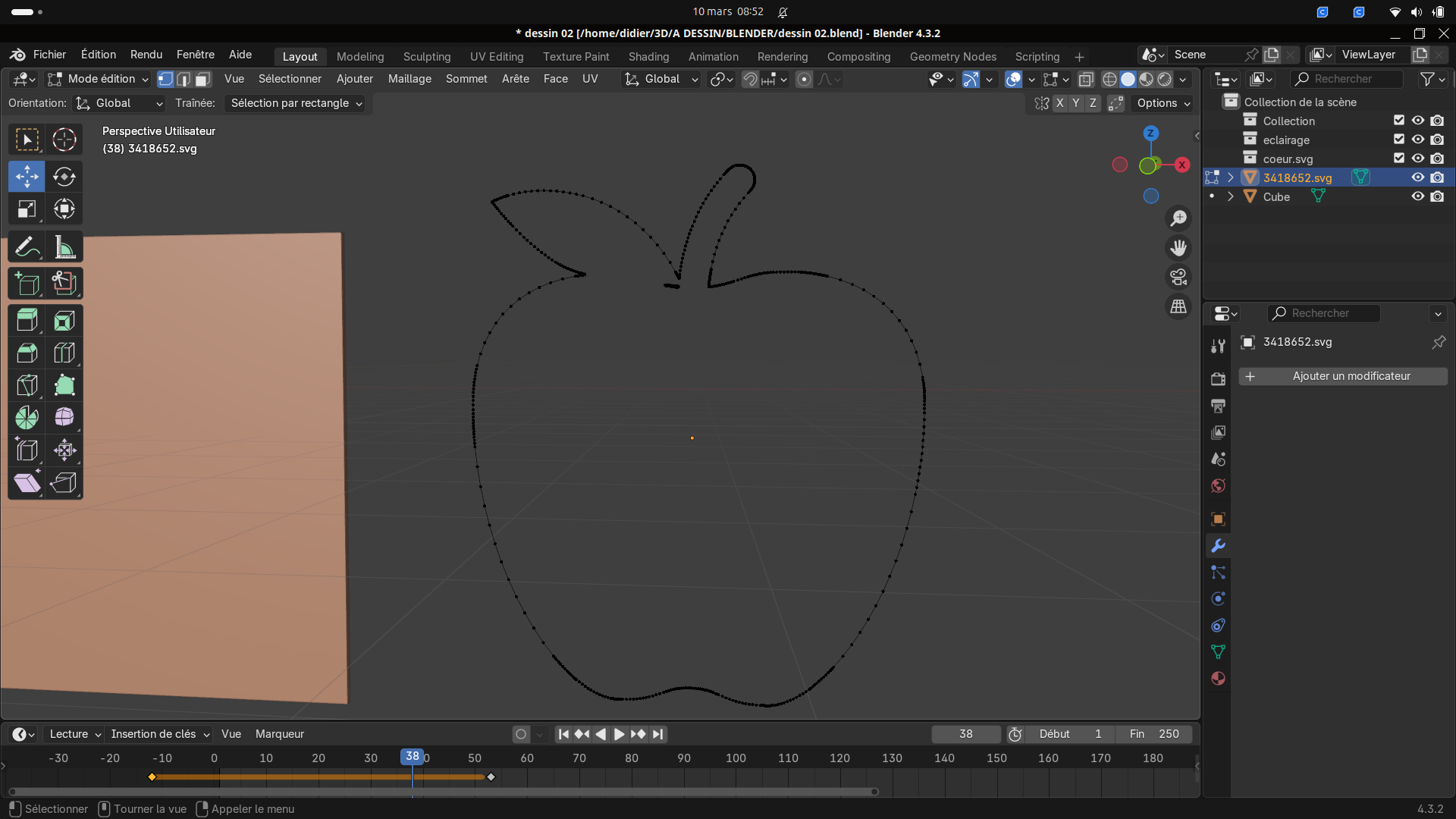
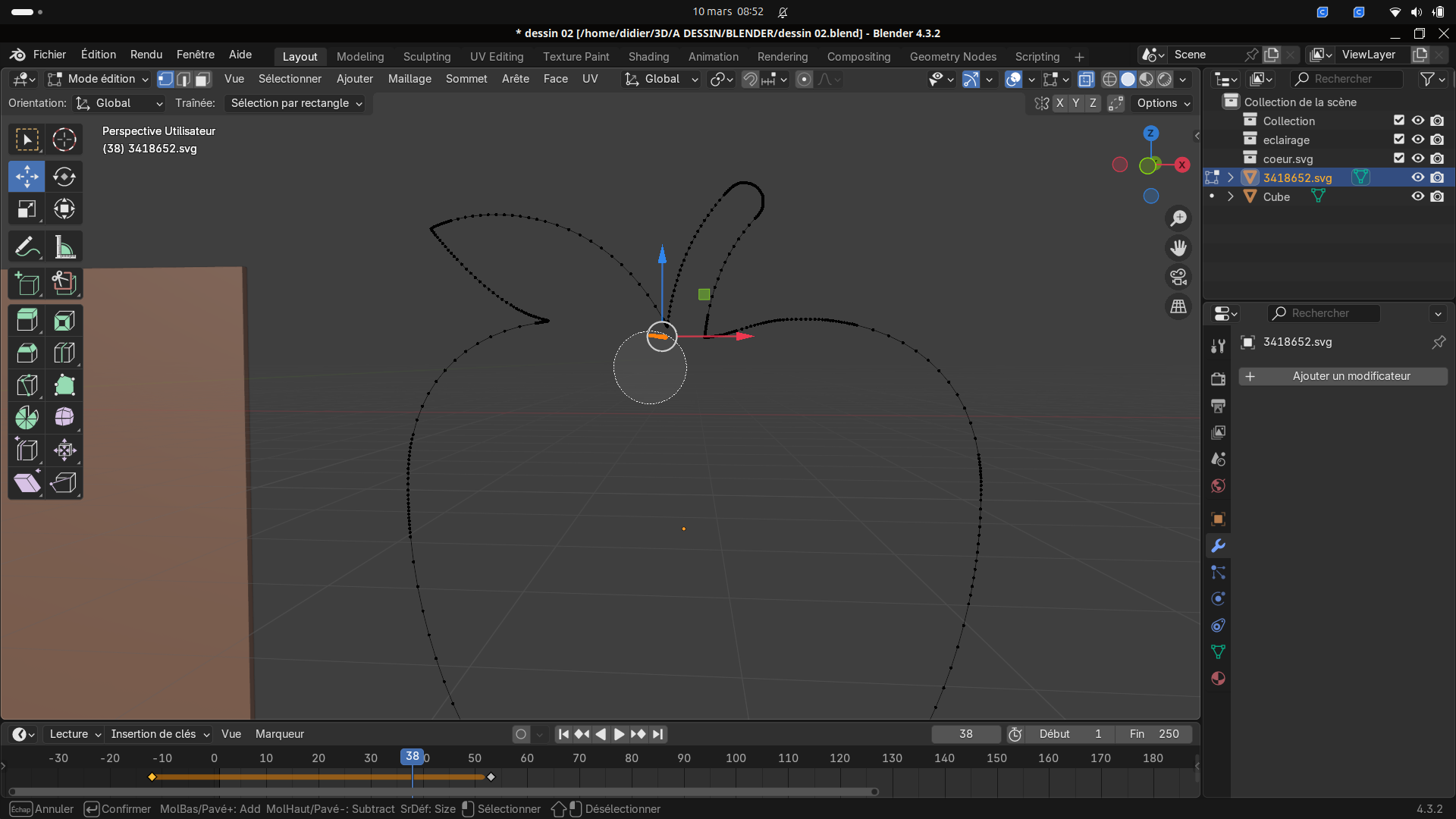
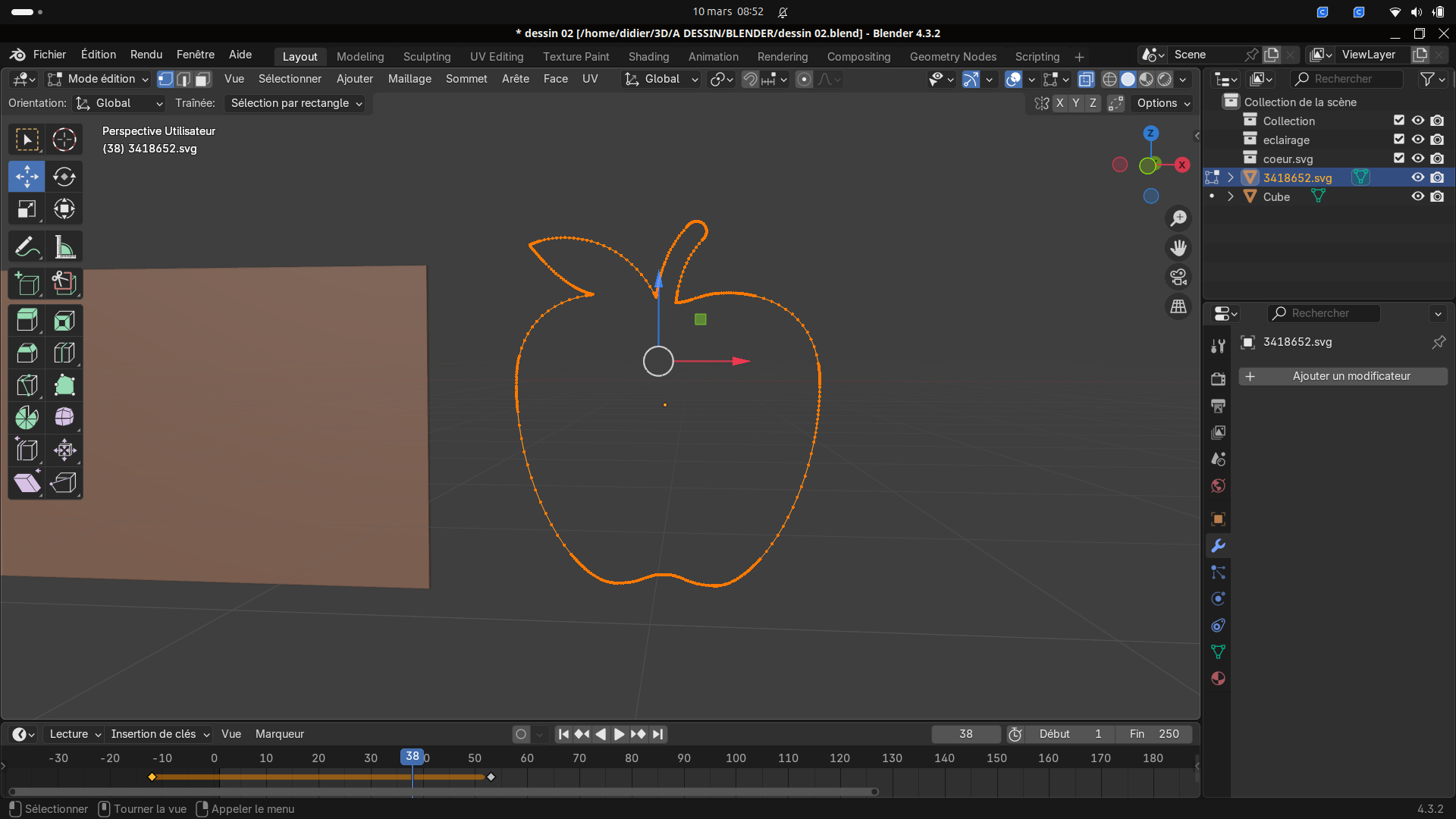
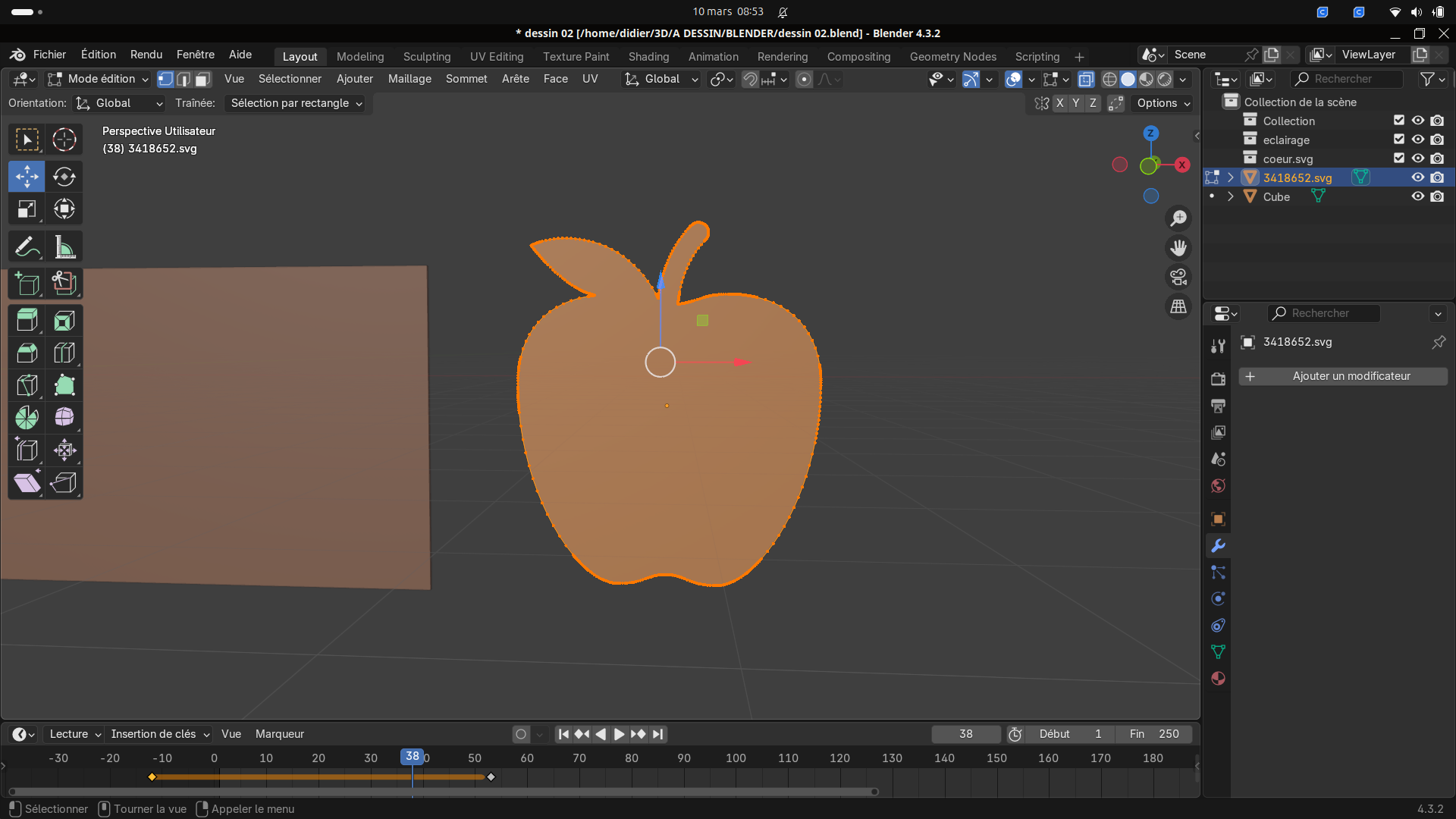
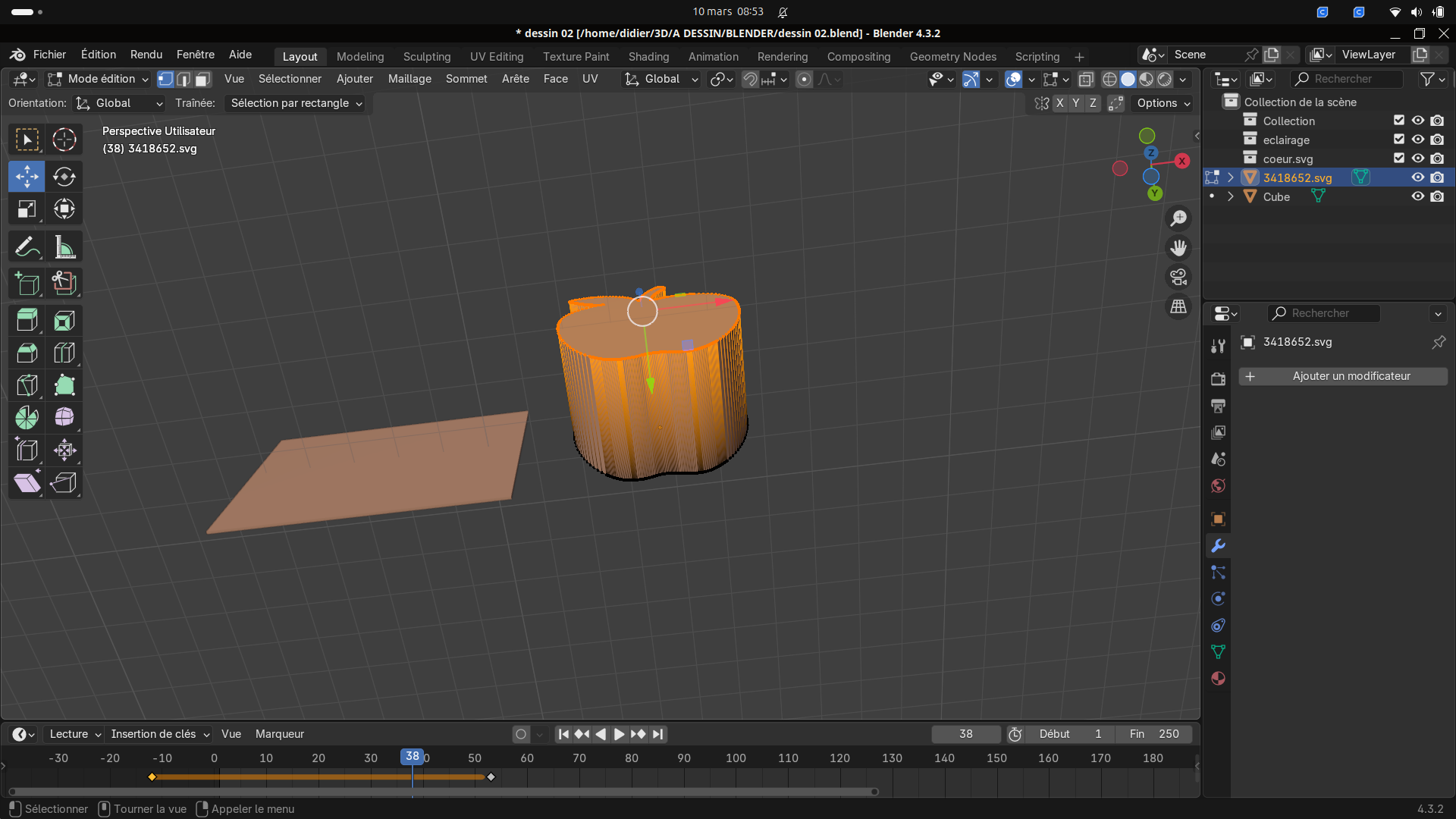
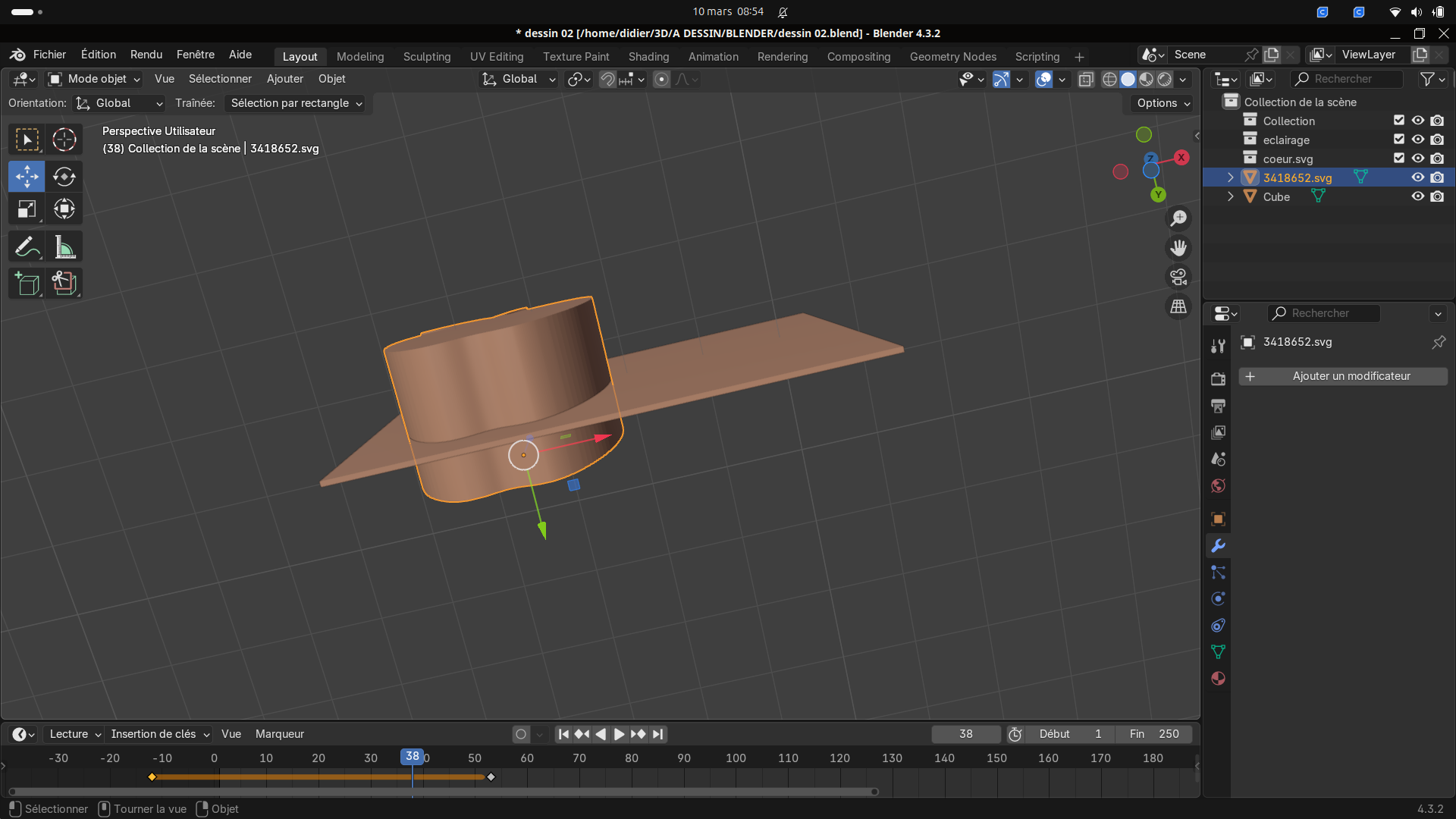
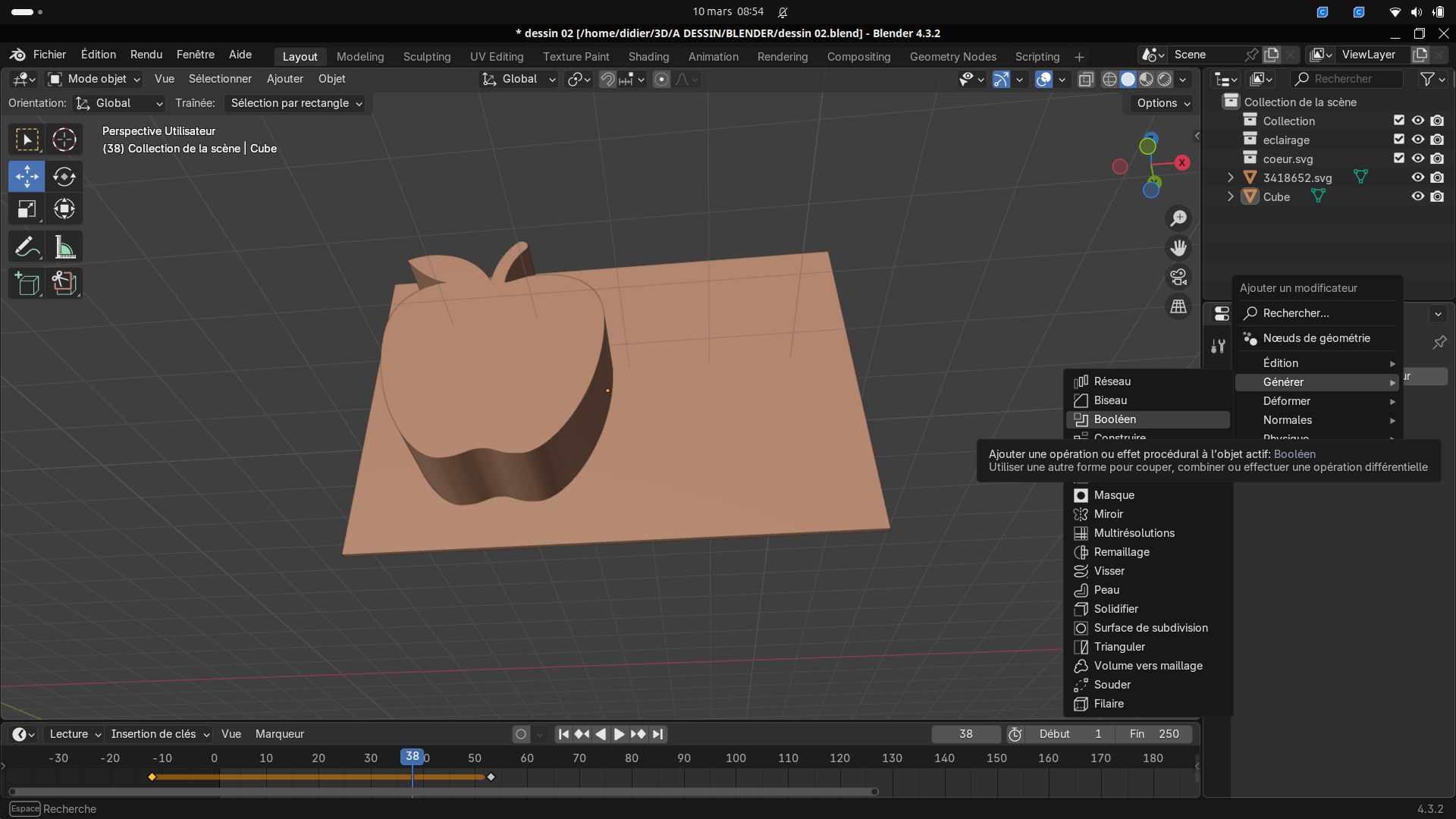
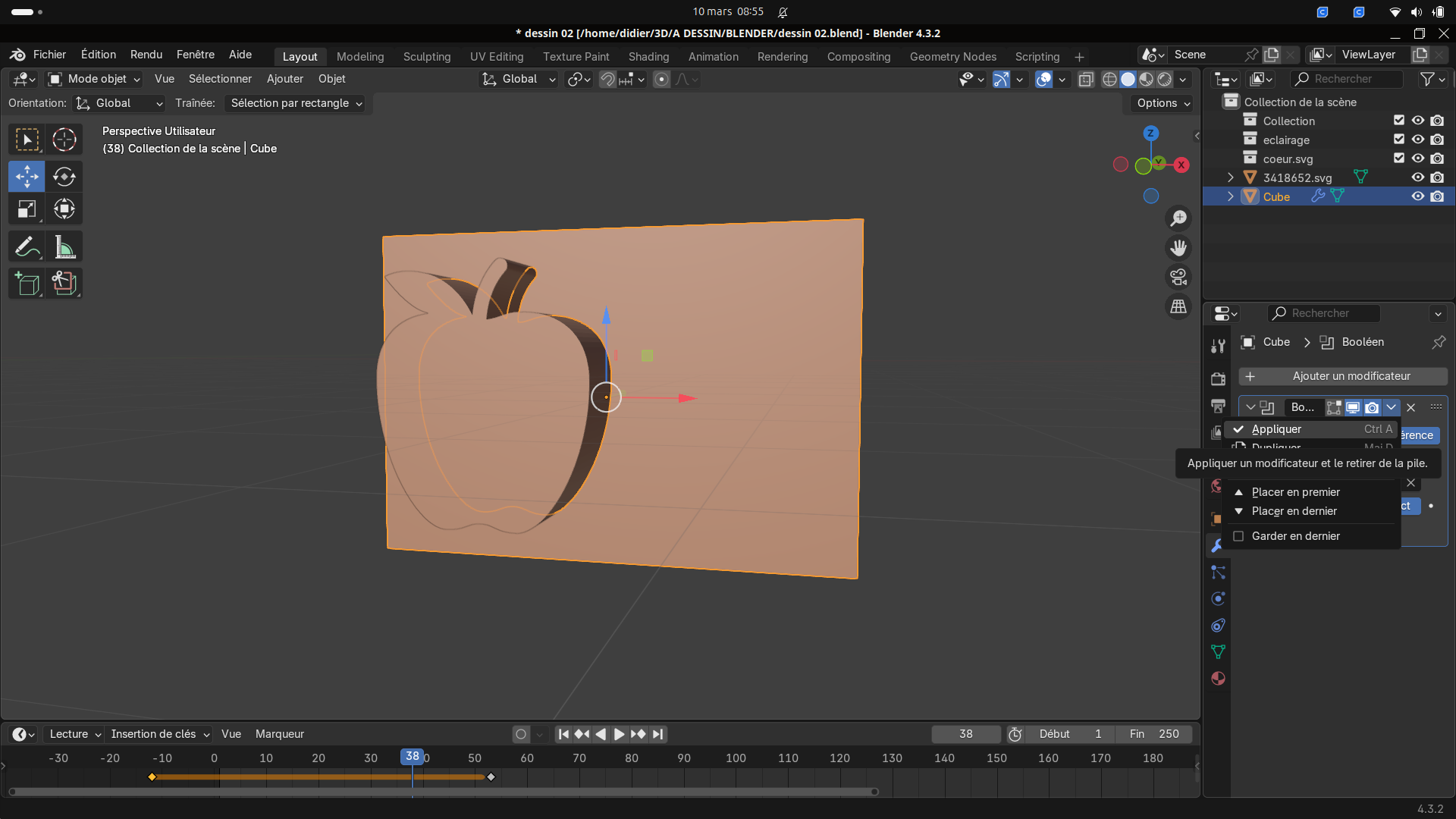
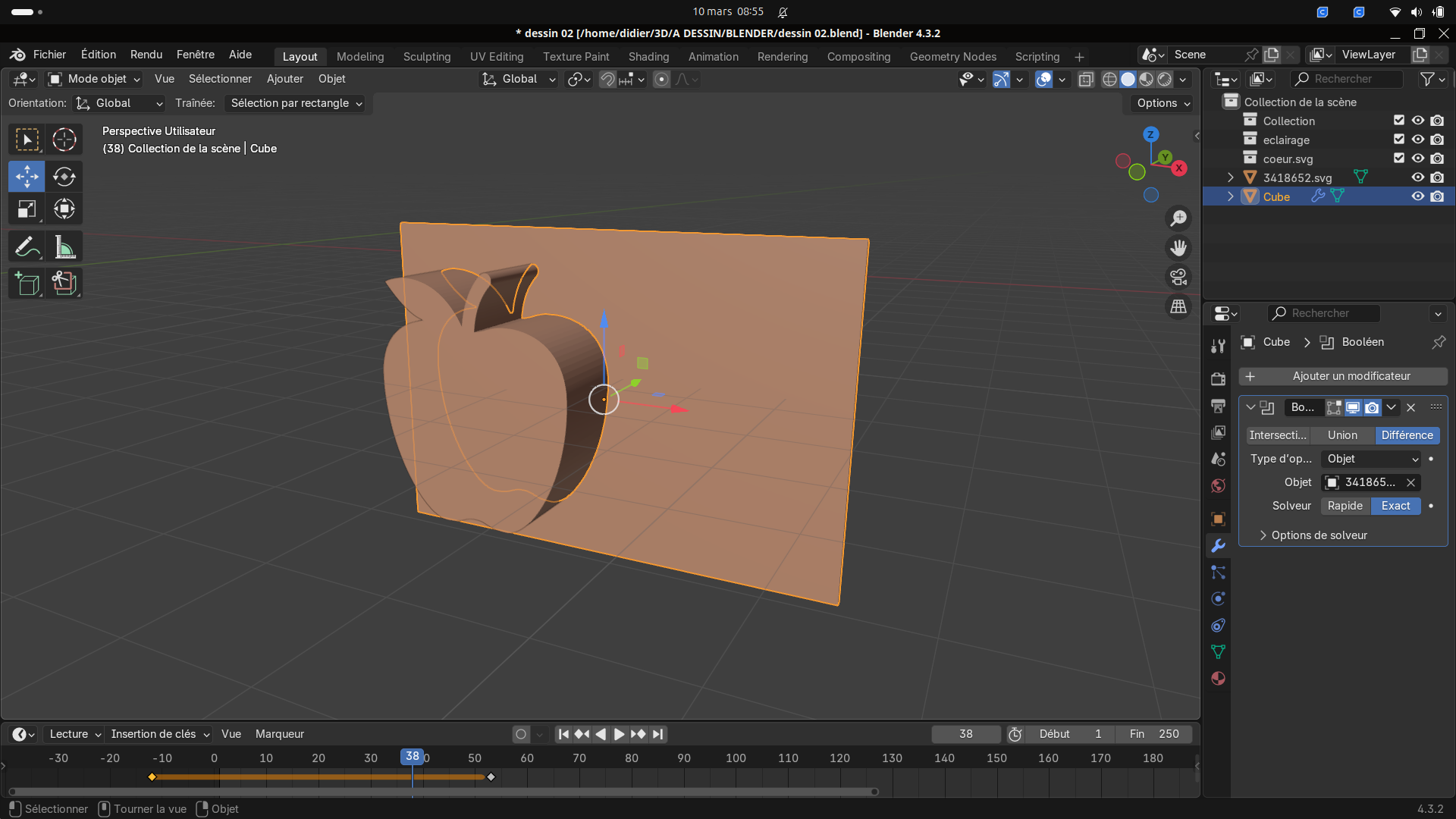
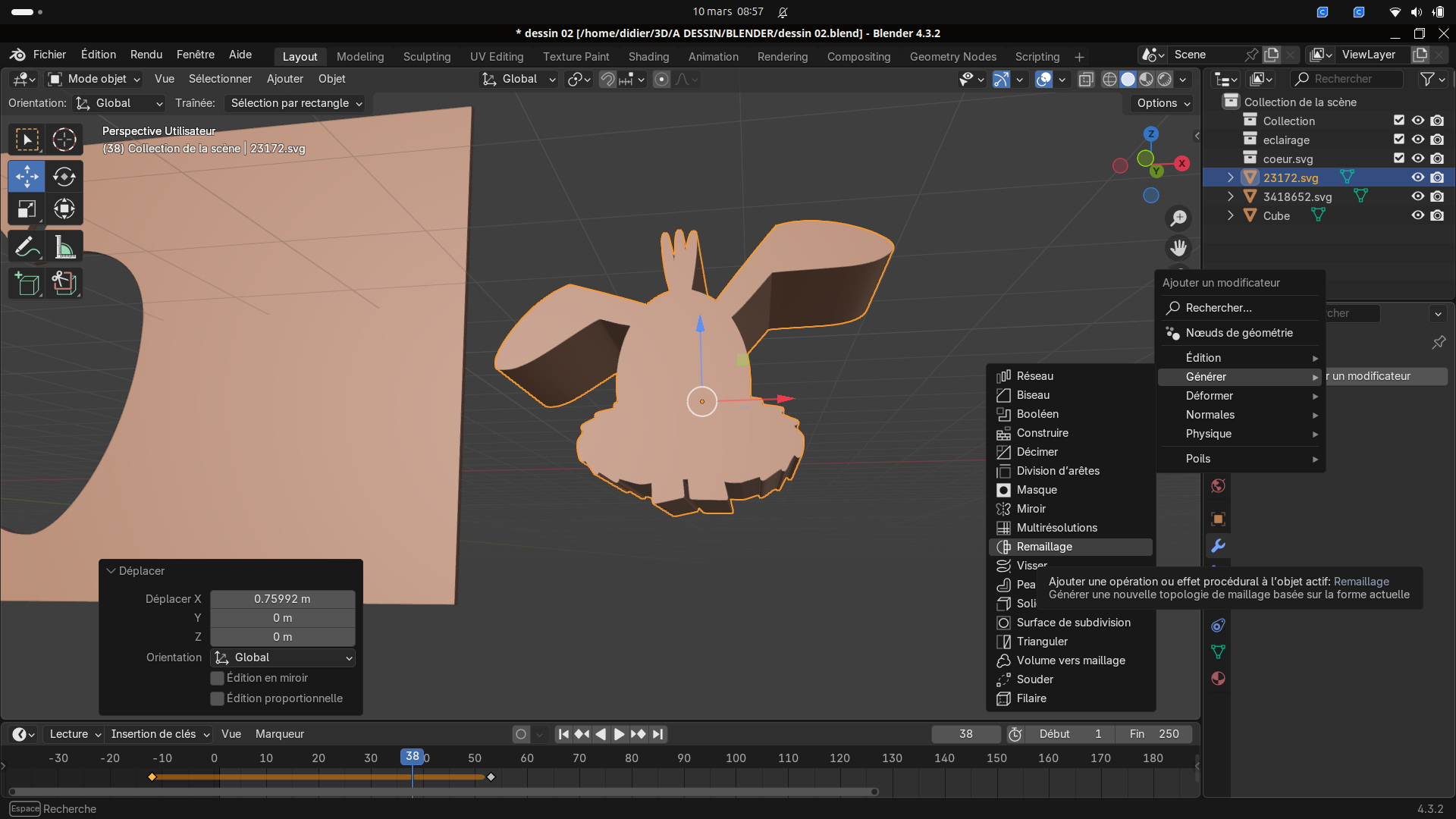
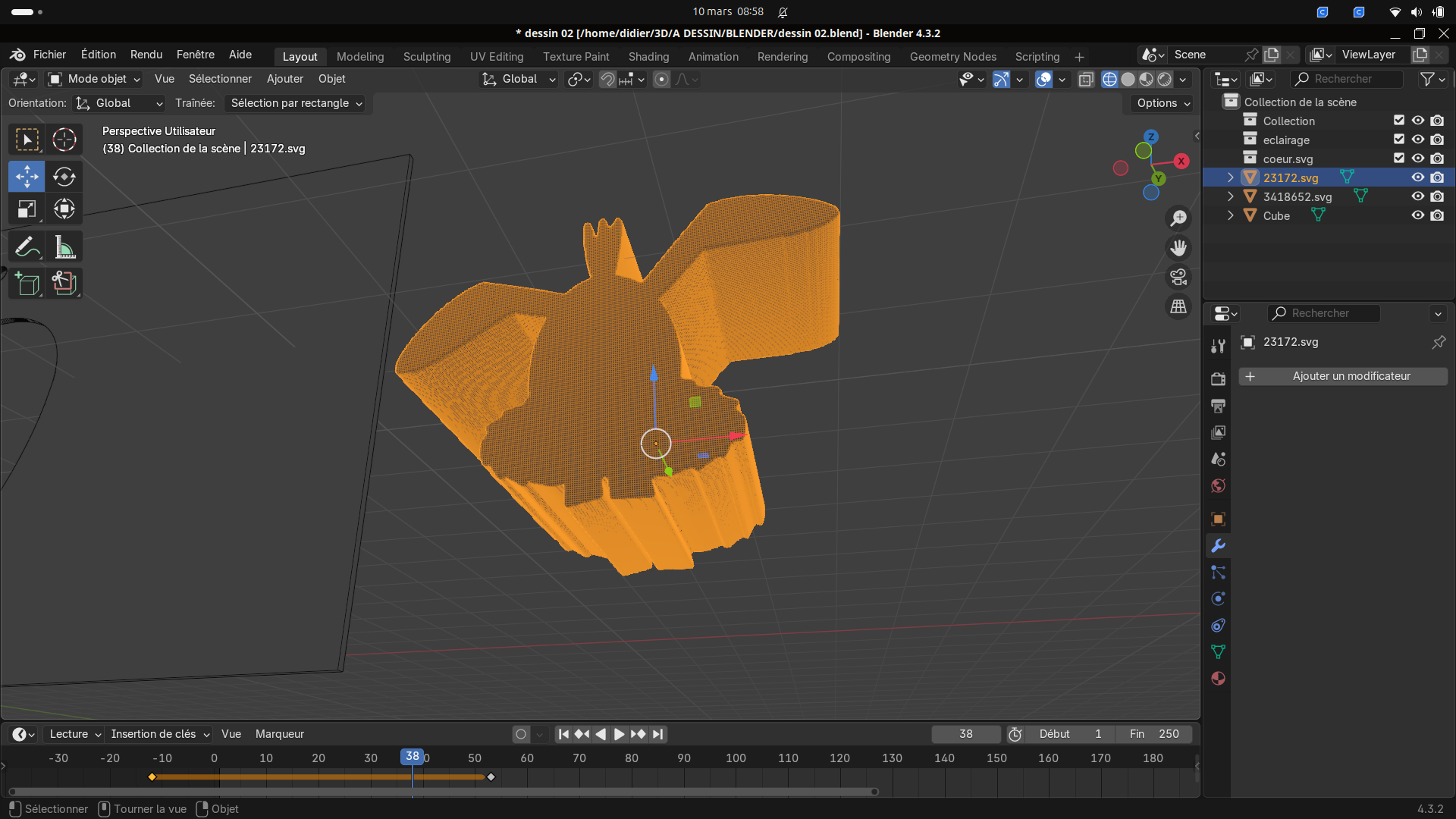
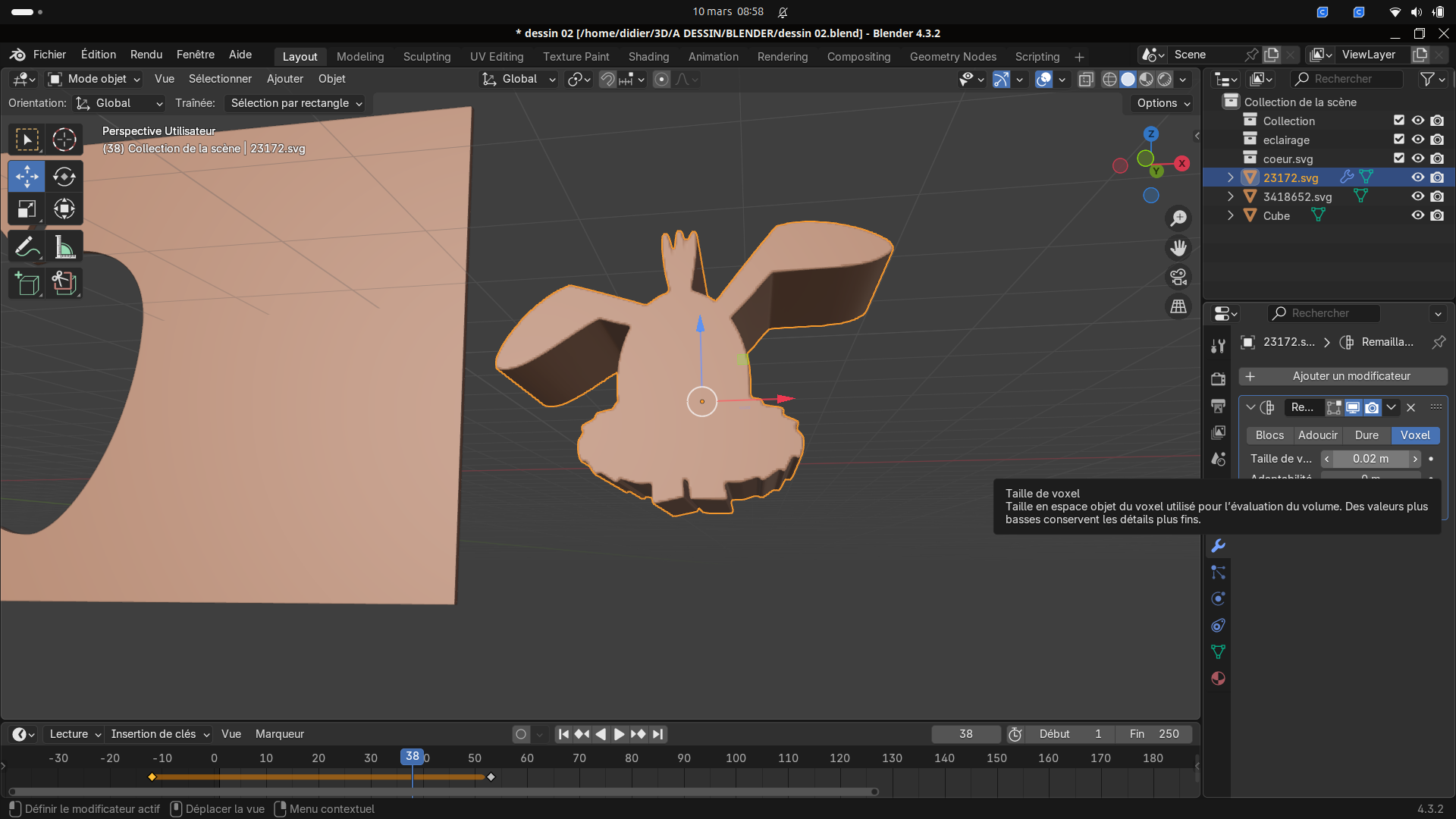
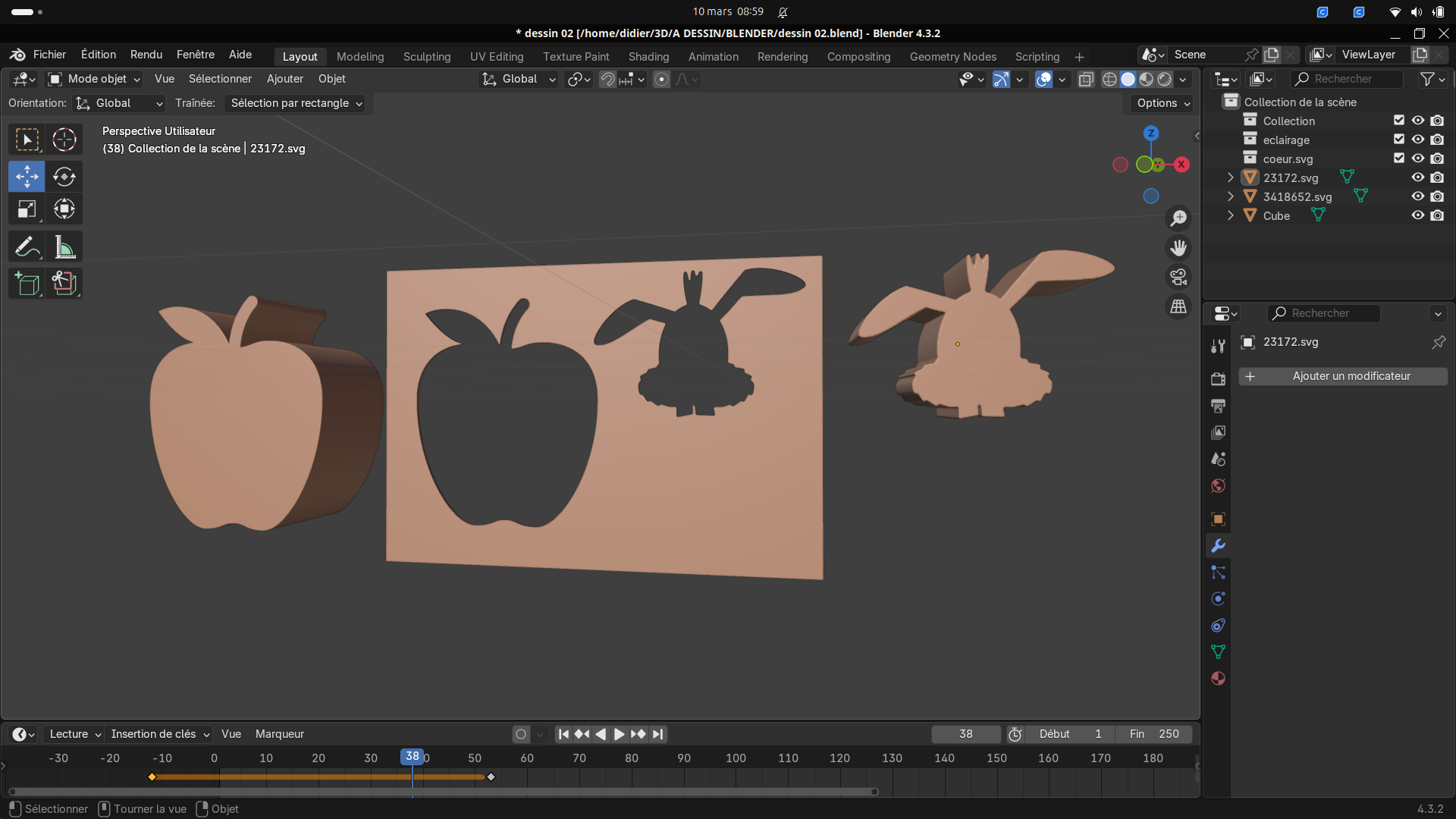
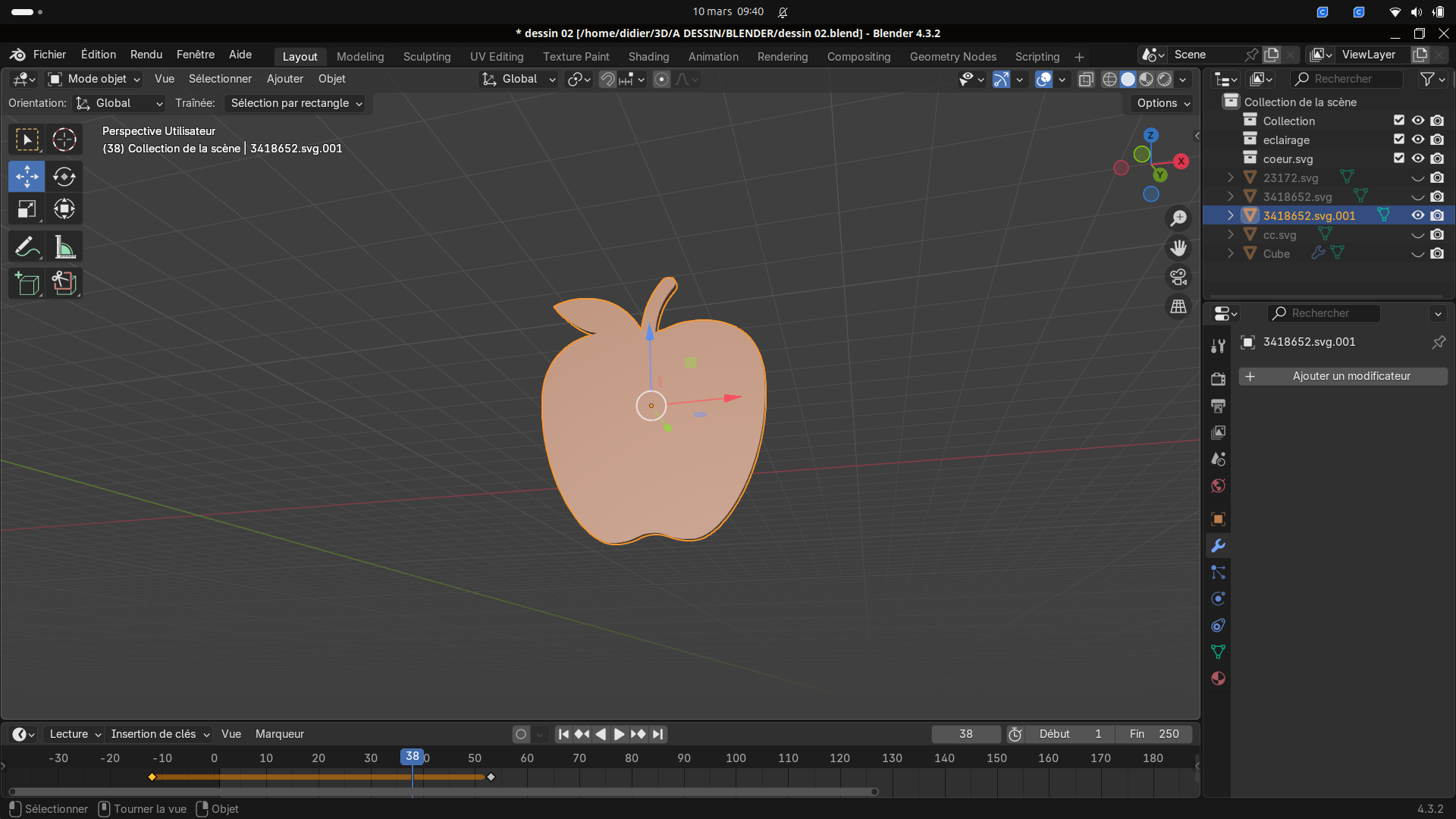
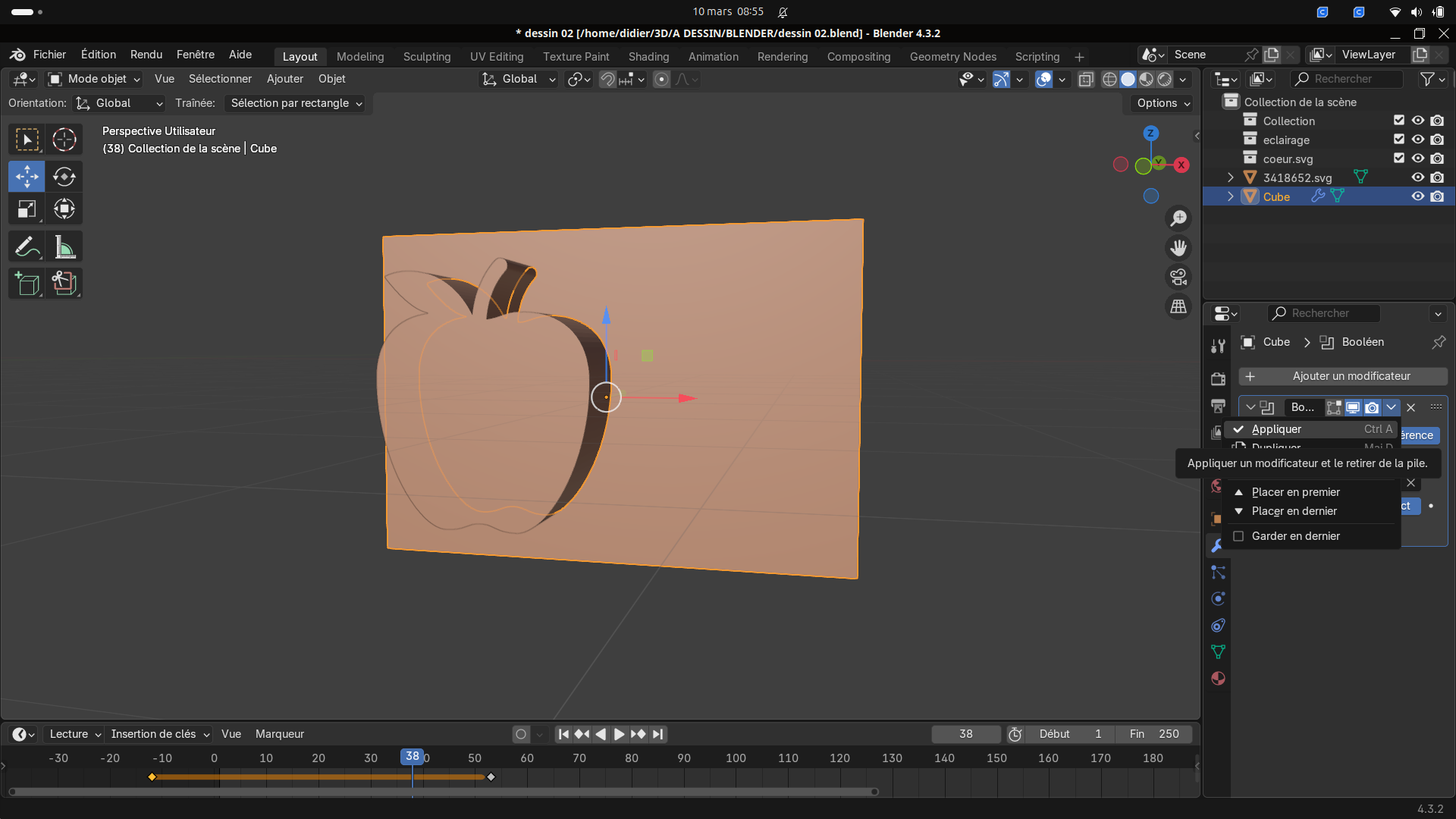
Bonjour à tous, Je viens de réalisé une série de pochoirs, je vous explique comment procéder avec Blender. On part de desins au format SVG (dessins vectoriels), dessins que vous pouvez créer facilement avec Inkscape par exemple ou que vous trouvez en ligne sur ce site par exemple : https://svgsilh.com/fr/ Dans Blender on commence avec le cube... Que l'on transforme en plaque, raccourci clavier: s (z,x,y)... Puis on ajoute un fichier SVG Ou on le dépose dirctement dans Blender... On convertit en maillage... Ce qui a pour effet de le vider et de ne garder que le pourtour. Il faut donc passer en mode édit. Dans un premier temps on supprime les sommets inutiles Puis on sélectionne tout, touche A... Puis on rempli, touche F ou ALT F pour un remplissage amélioré... Ensuite on fait une extrusion, touche E... On repasse n mode objet, on place l'objet sur la plaque... On sélectionne la plaque et on ajout le modéficateur Booléen... Avec la pipette on sélectionne l'objet à utiliser pour l'opération Booléenne, puis on applique Il peut arriver que cela ne fonctionne pas correctement, alors avant de faire l'opération Booléenne, on fait un remaillage de l'objet, voxel 0.2... Puis on procède comme pour la pomme... Vous pouvez bien entendu vous servir de ces fichiers SVG autrement, par exemple pour en faire ds formes à imprimer... Les Pochoirs que j'ai réalisé sont disponibles sur Cults (gratuits).

 4 points
4 points -
Fais la livrer chez moi. Je serais là demain et j'en prendrai soin3 points
-
Bonjour, @souriceaux Voici le lien pour l'image : https://qidi3d.com/products/x-max-3-x-plus-3-x-smart-3-emmc-32g https://drive.google.com/file/d/169c8aaMe8YdqOP-cswjxlOCQqbp_6HrL/view?usp=drive_link A+3 points
-
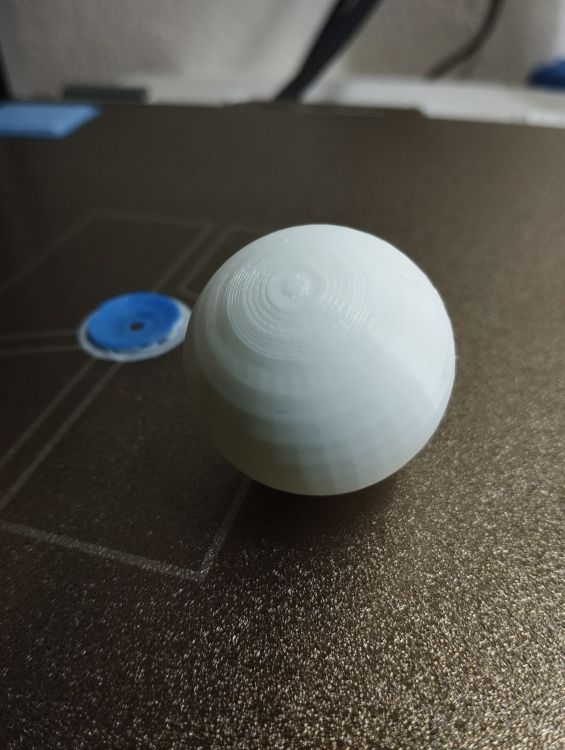
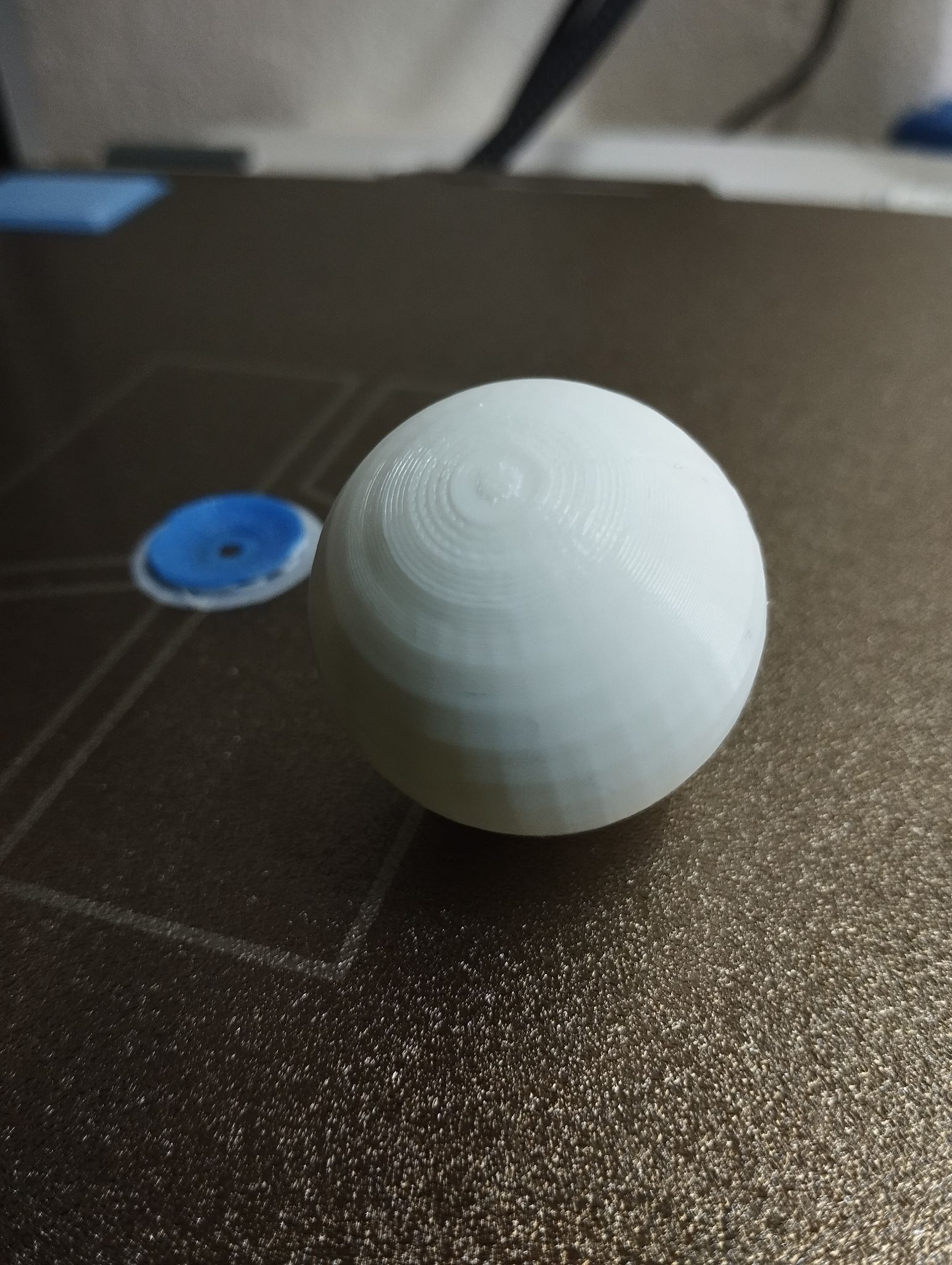
Encore un test sur une sphère, le résultat est nickel, on voit le support derrière par contre la valeur de purge est de 400 mais ça bouffe un max de filament, je testerai avec une valeur encore plus basse
 3 points
3 points -
Salut Au tour de Bambu Lab de créer son académie en ligne https://bambulab.com/en/support/academy Un bon moyen selon moi de débuter et apprendre a se servir de son imprimante. Pour le moment seuls les premiers modules pour la A1 MINI sont disponibles. Les autres devraient bientôt arriver J'espère aussi qu'il y aura des modules pour aller plus loin dans le contrôle de sa machine Et cerise sur le gâteau c'est aussi un moyen de gagner quelques points de plus A+ JC2 points
-
tu vois @Jc2101 c'est le forum il y a toujours quelqu'un pour rendre service @jcjames_13009 ton altruisme te perdra ...2 points
-
Moi aussi j’ai fait ma distribution merci pour l’info de l’extension @jcjames_130092 points
-
tout d'abord, faut définir ce qu'est la conscience, et puis ce qu'est la conscience pour l'IA ... parce que tout est relative, certains diront qu'un chien a de la conscience, et d'autres, que c'est juste un animale domestique qu'on cherche a doter de cette conscience pour se rassurer, et donc, peut-être, je dis peut-être, que dire que l'IA ne sera jamais consciente est aussi une forme d'autoprotection bref, peut-être qu'elle ne le sera pas, peut-être que si, à sa façon ... et n'oubliez-pas ... skynet is watching you2 points
-
Bon, je reçois l'imprimante demain. Pile le seul jour de la semaine où je dois m'absenter 2 fois2 points
-
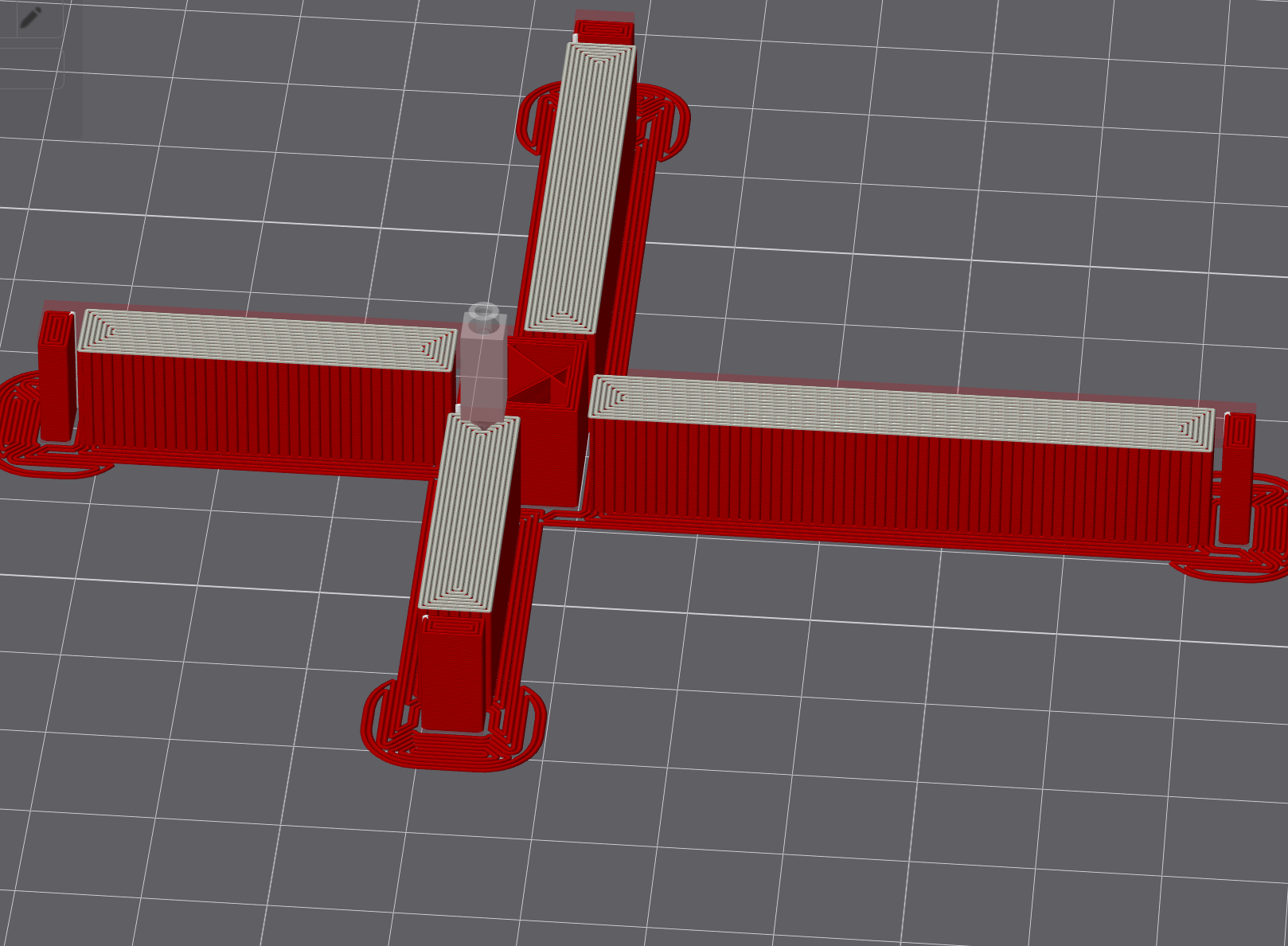
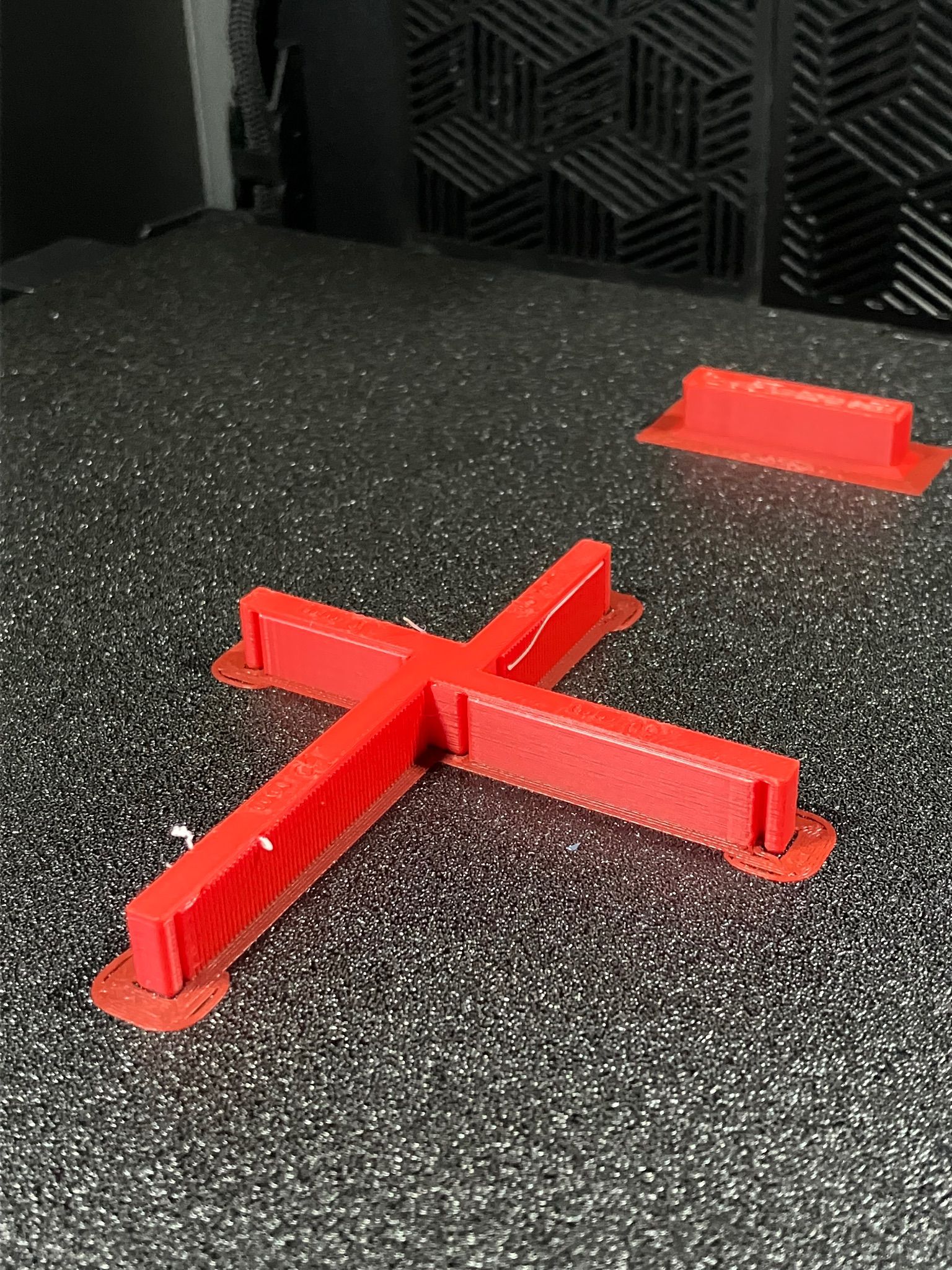
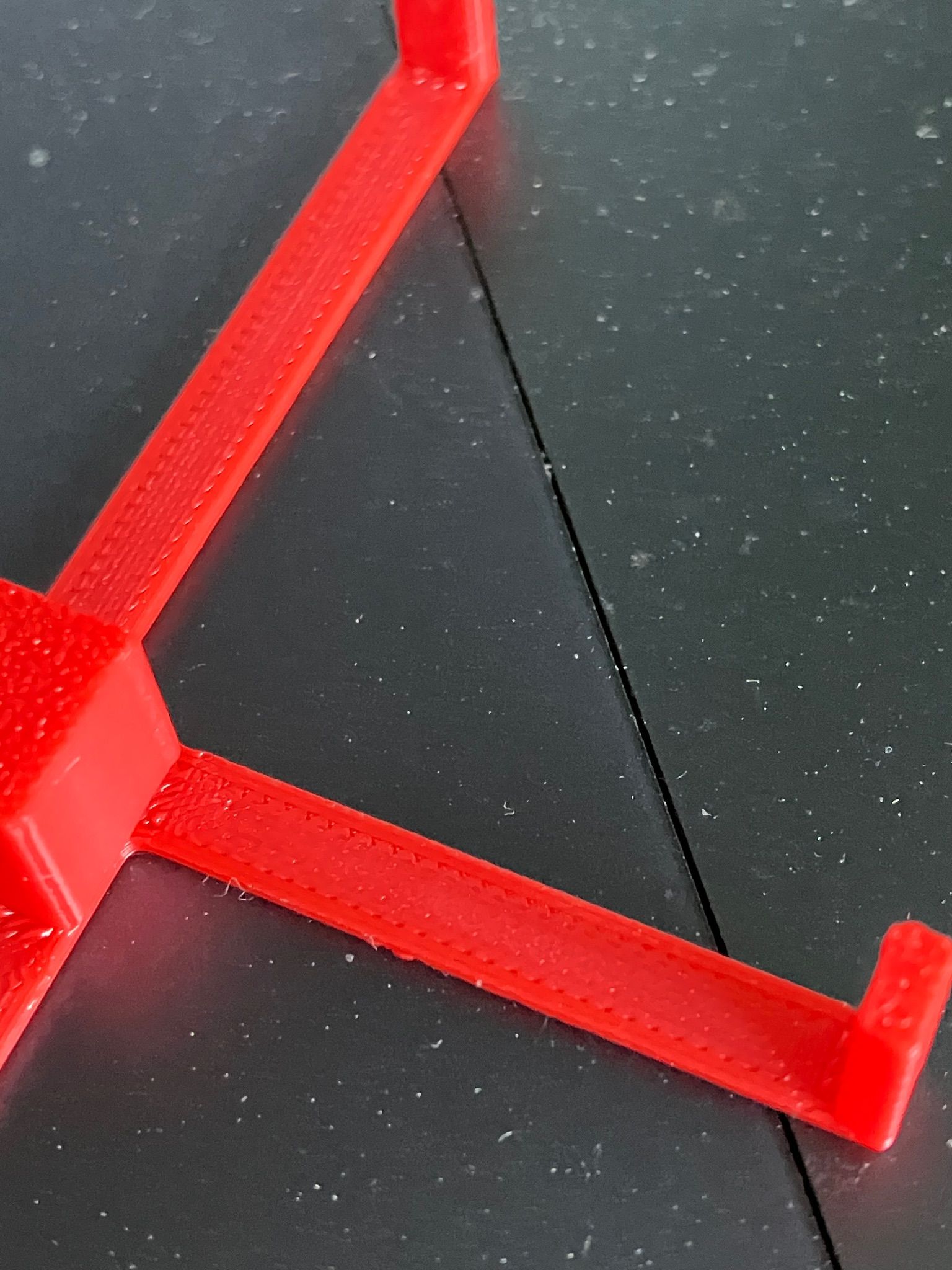
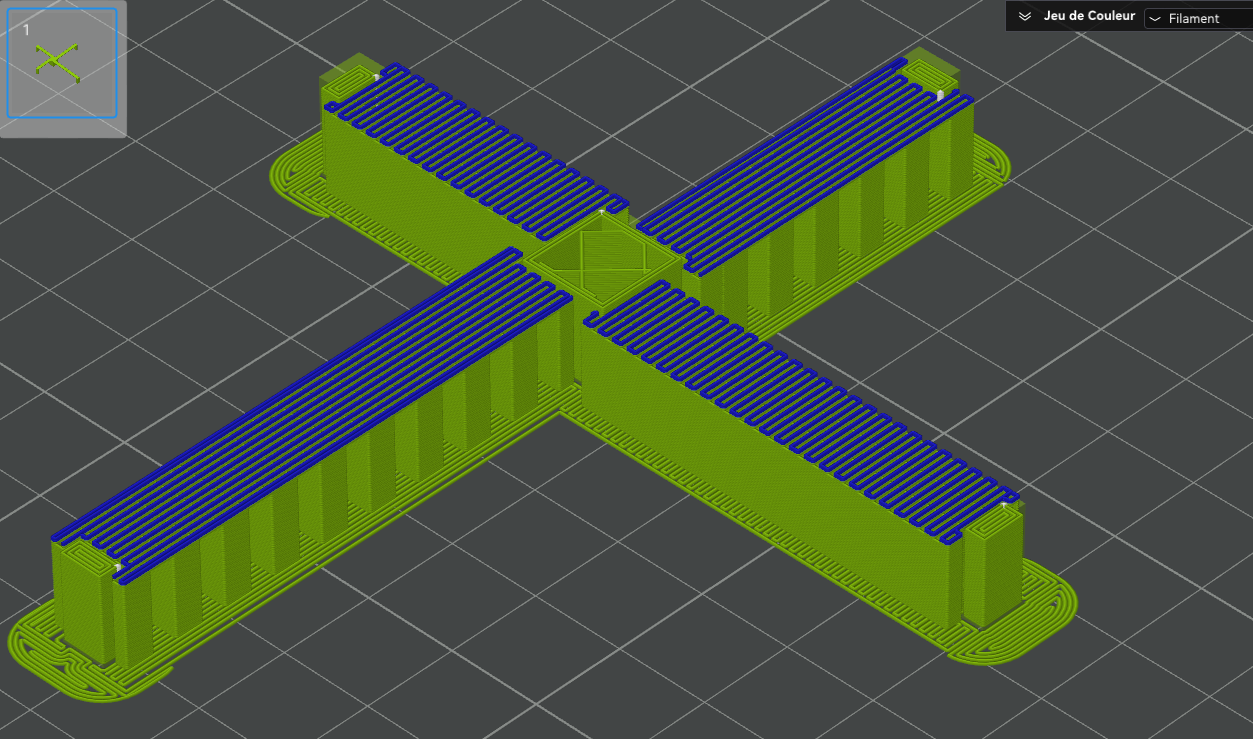
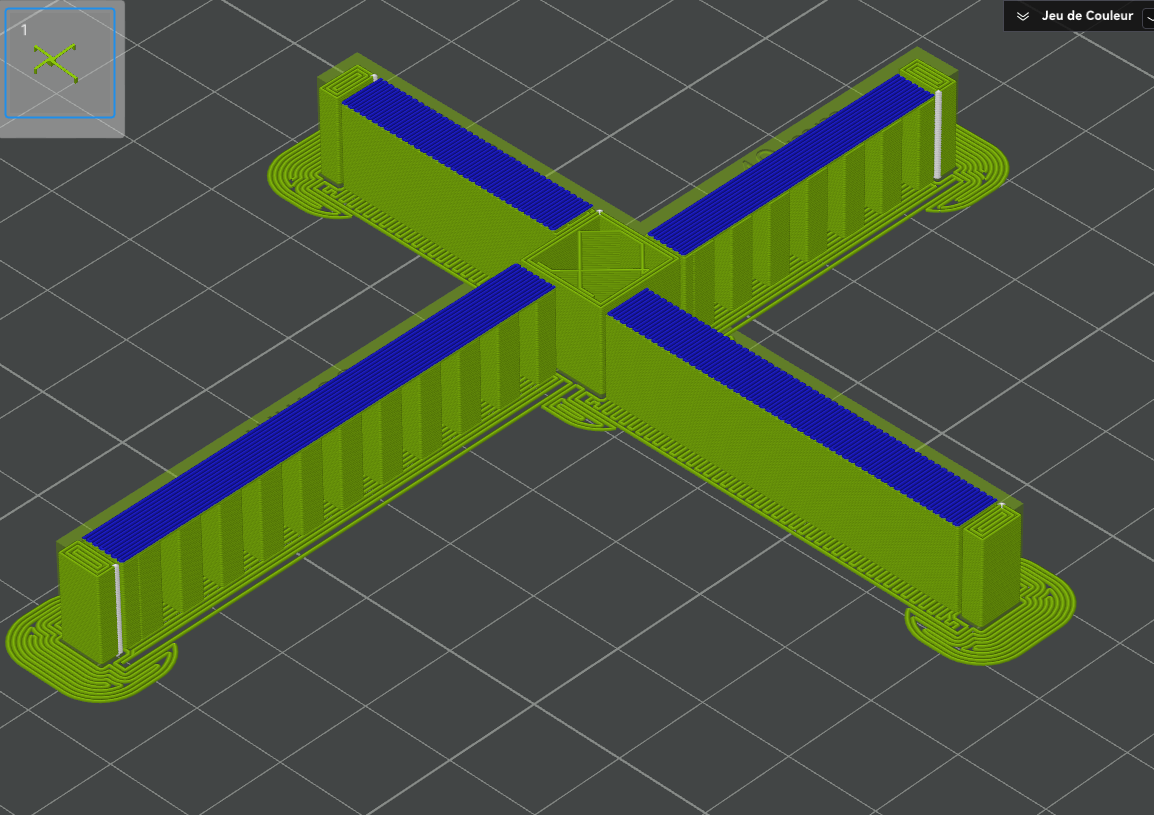
alors voilà @Moucklee le test a été imprimé pas de problème particulier, j'utilise un base Pattern Spacing à 0.05 les sous faces sont très bien en tout cas test très intéressant pour les ponts, 4 longueurs différentes dans 4 directions, 31 min 14 grammes de filament

 2 points
2 points -
alors je n'ai pas reçu encore de réponse de Chitu mais j'ai enfin reçu le colis @Glenwind voici la genèse




 2 points
2 points -
Le nouveau bac à résine Chitu ?2 points
-
un petit test en cours pour une possibilité de stockage une boîte isotherme en EPP (polypropylène expansé) qui est extrêmement légère, robuste et à priori très isolante. les filaments étant du même coup à l'abris de la lumière et des UVs utilisable de utilisable de -40 °C à + 120 °C .

 2 points
2 points -
Salut Aujourd'hui c'est lundi jour de distribution des Boost sur MakerWorld Distribution en cours des 3 boosts reçus de mon coté Petit rappel aussi, n'oubliez pas de télécharger les modèles des amis, ça rapporte aussi des points Vous pouvez également télécharger l'extension MakerWorld Plus pour avoir toutes les statistiques de vos modèles A+ JC2 points
-
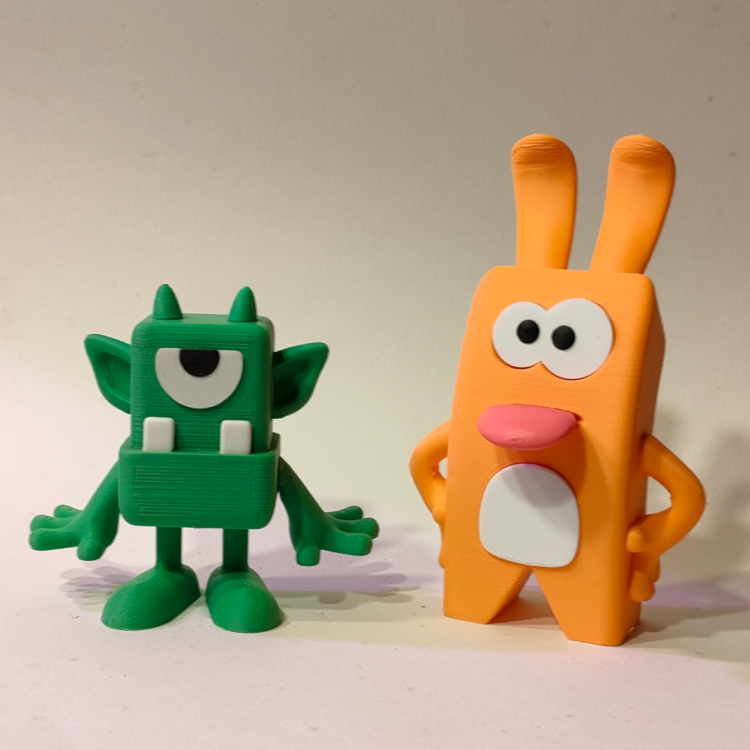
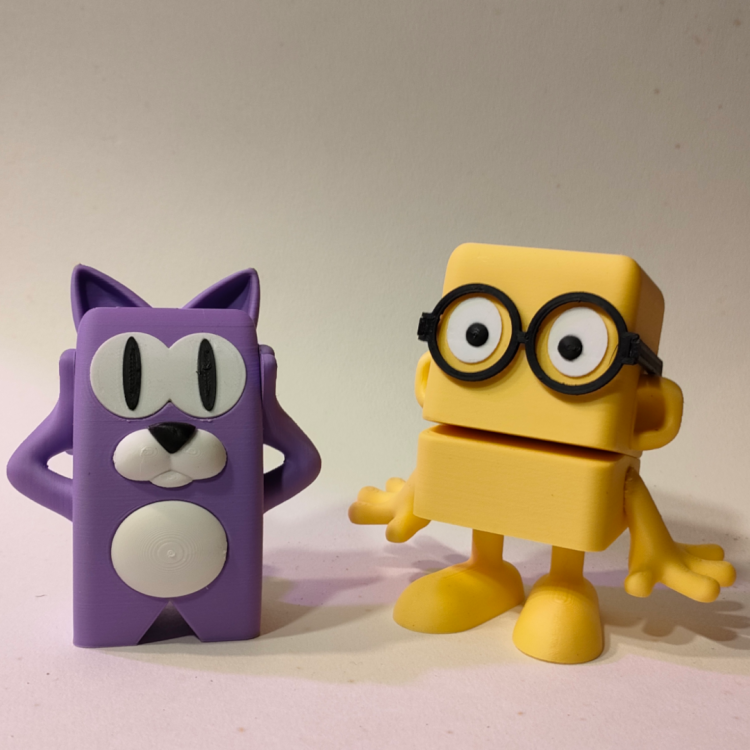
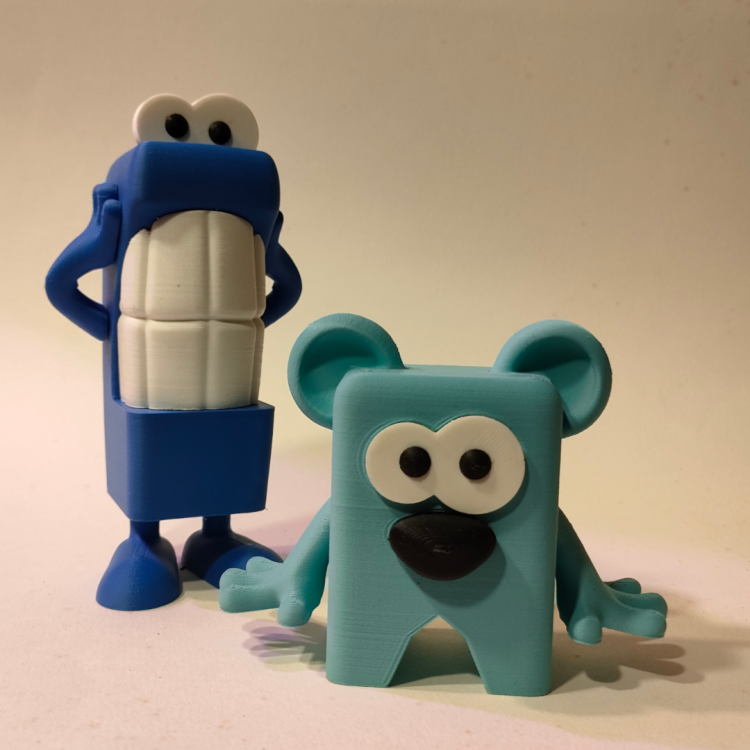
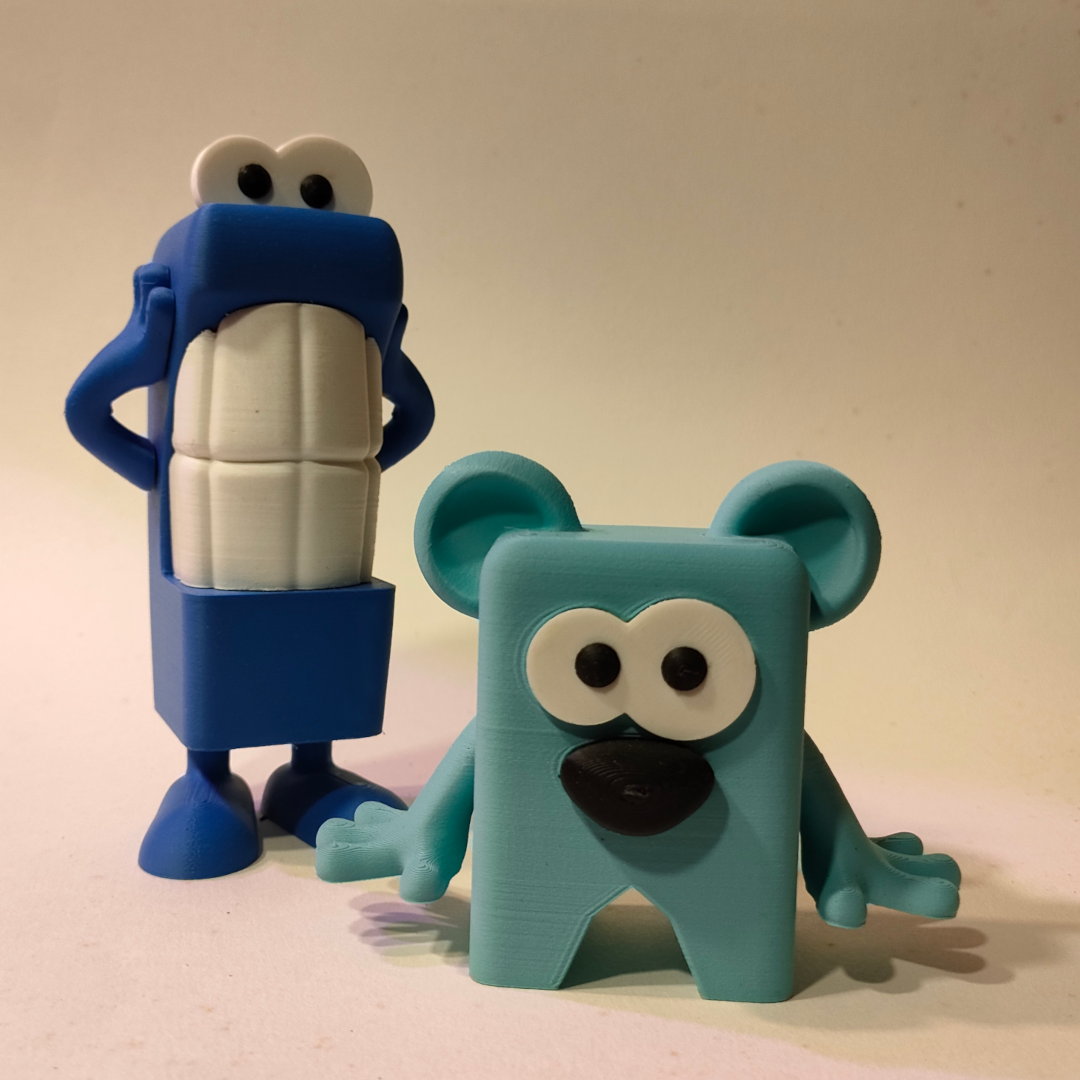
Bonjour à tous, Le chevalier errant est terminé depuis longtemps, j'avais juste oublié de le poster ici Hauteur 32 cm. disponible sur Cults (payant) Et puis il y a la famille Cub's... Une petite variation a partir des mêmes éléments de base... Hauteur entre 9 et 15 cm disponibles sur Cults (payant).




 2 points
2 points -
Comme la personne qui a posé la question est venue une seule fois sur le forum il y a plus d'un an et n'a pas pris la peine de répondre à la question de Motard Geek, je ne suis pas certain qu'il vous réponde.2 points
-
le SAV Creality n'est clairement pas à la hauteur, 5 jours depuis notre dernier email et aucune réponse au jour d'aujourd'hui ça n'est pas satisfaisant à quoi cela sert il de lancer une imprimante comme cela sans un vrai sav2 points
-
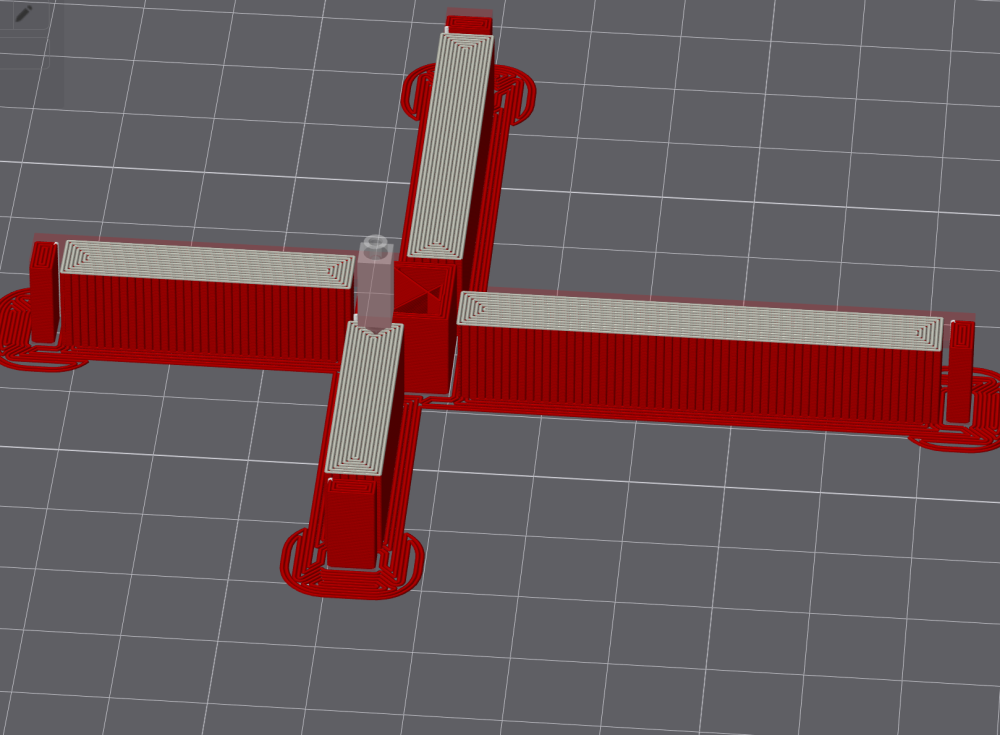
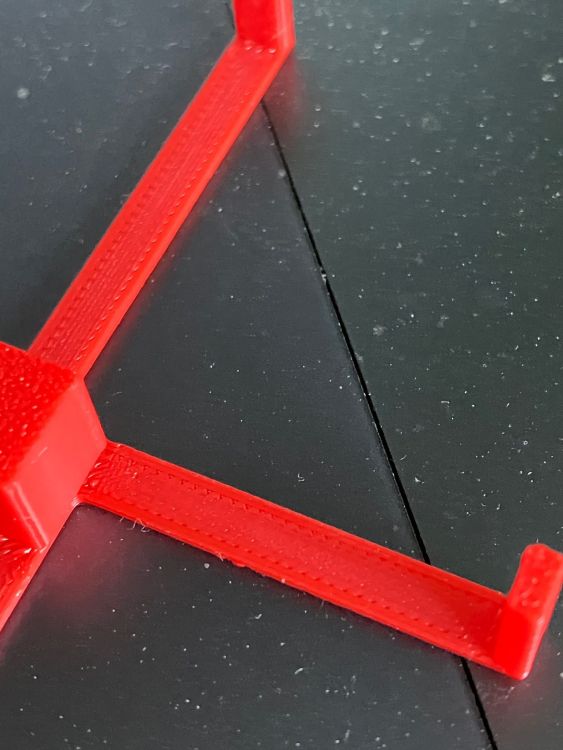
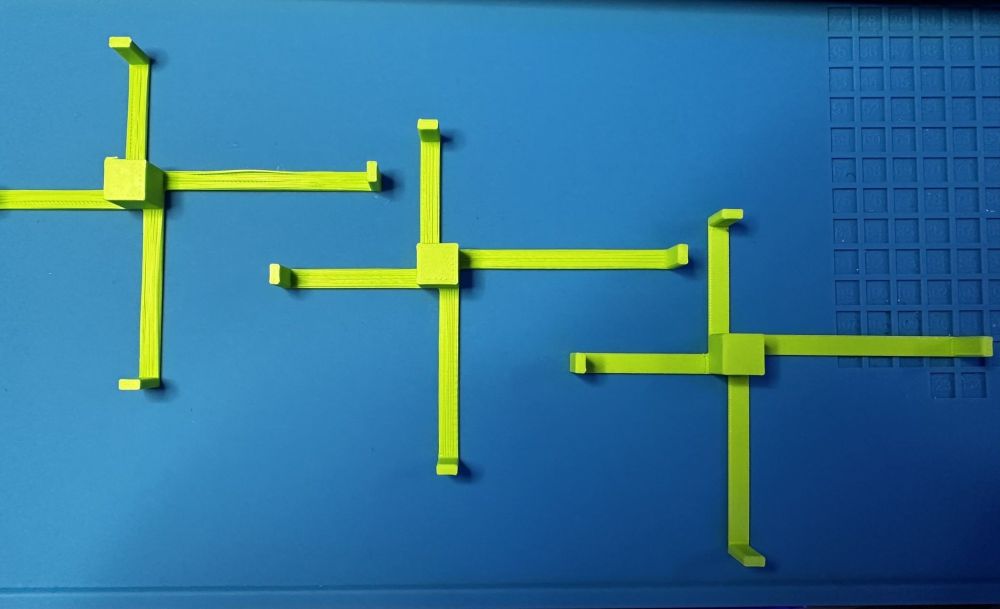
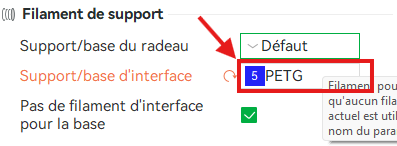
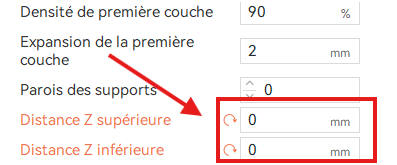
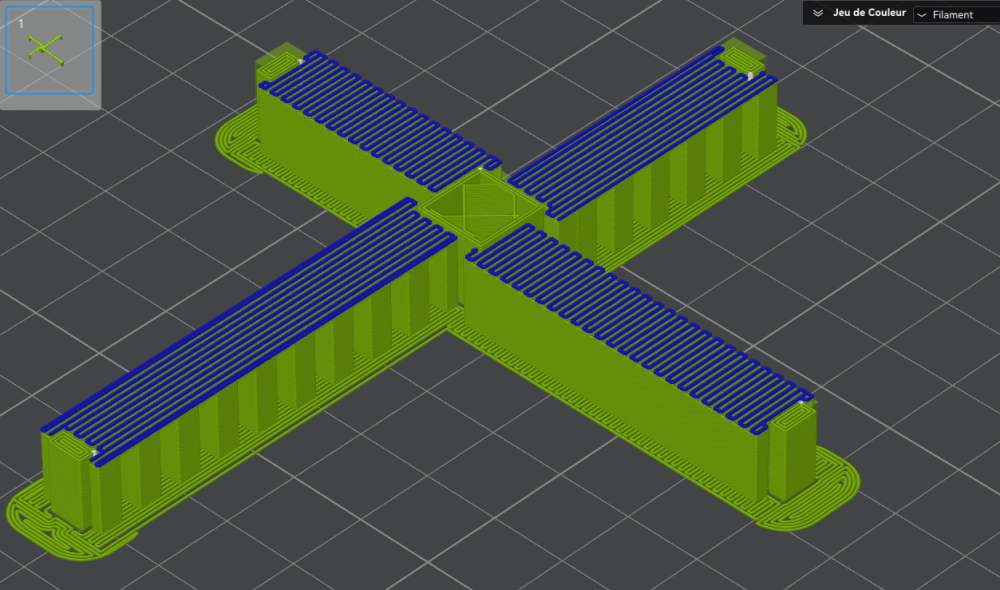
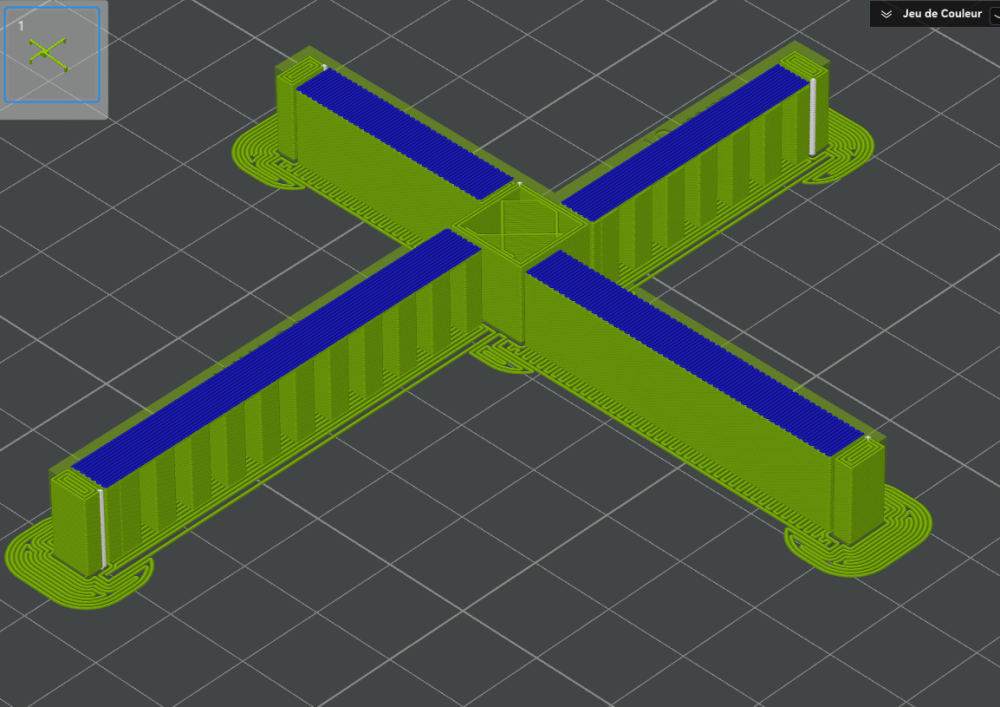
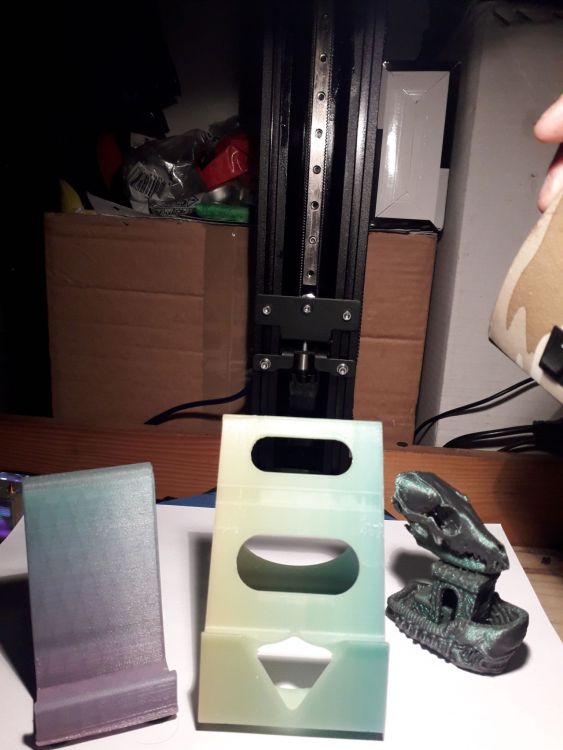
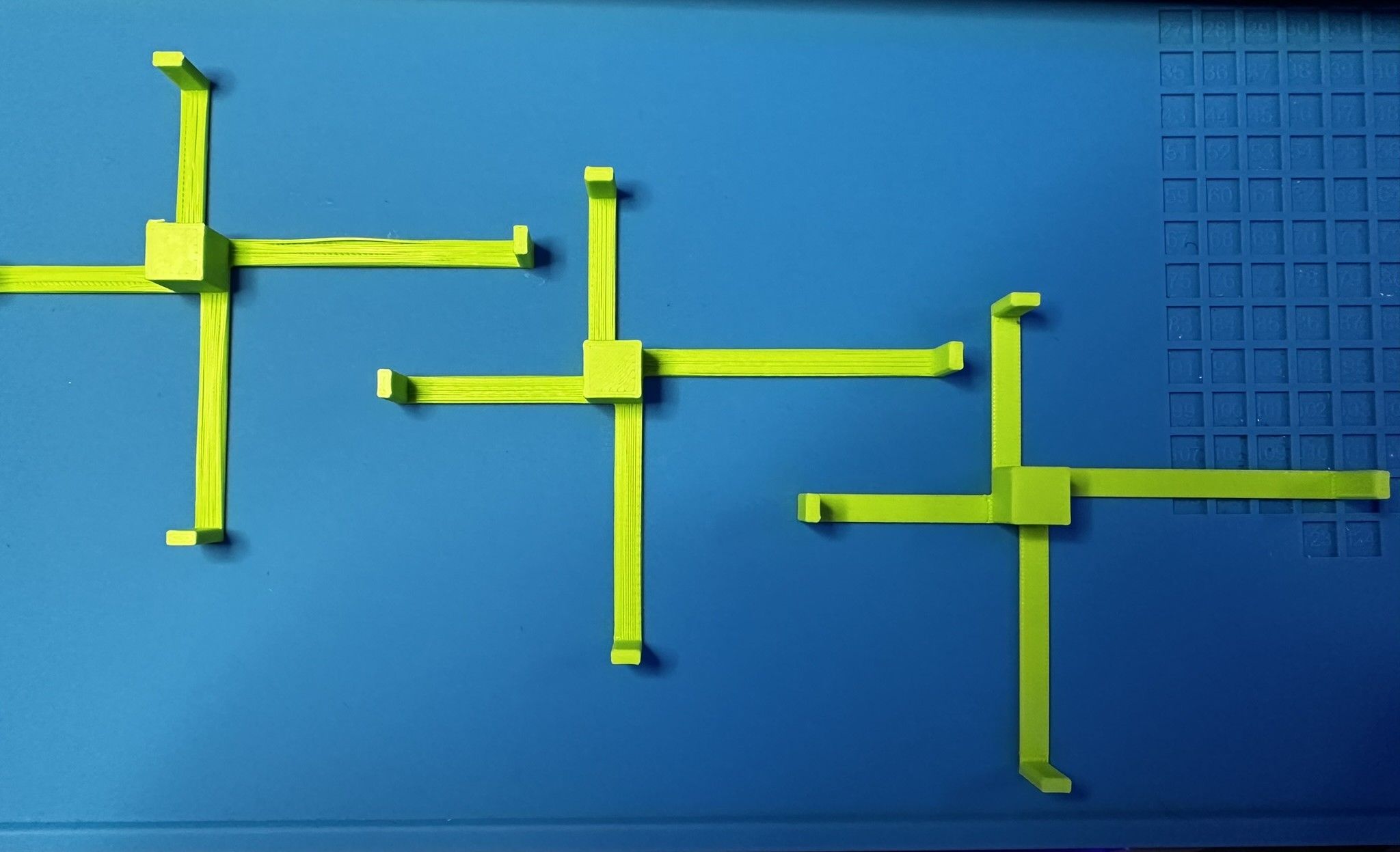
Nous allons voir comment avoir des supports de qualité optimal sous Bambu Studio (Compatible avec d'autre machine qui ont des AMS-Like et d'autre slicer, normalement.) L'idée ici, est d'avoir des supports qui se retire facilement et surtout sans laisser aucune trace la ou ont été en contact la/les pièce(s) et les supports (Interface de support) Voici un exemple très parlant de différent résultat. Test réalisé en PLA + de Ariane Plast Vert Pomme. Le premier, toute à gauche est fait sans support (En réalité c'est un test de bridging donc prévue pour) Le second, il à été réalisé avec des supports par défaut, et son interface de support à été du PETG afin d'éviter une fusion entre les supports et la pièce c'est correcte mais ont peut mieux faire. Le troisième étant les paramètres que j'ai appliqué, comme vous pouvez le voir, c'est hyper lisse et aucune délamination des ponts ou autre défauts. Dans Bambu Studio, lorsque vous allez dans l'onglet support. 1 : Activez vos support en mode normal. 2: Basculer le "Style" qui est normalement mis sur "Défaut" par "Ajusté", cela à pour effet de ne pas avoir des supports qui dépasse de l'endroit ou il doit supporter la pièce. 3: Changer la base d'interface, par un filament opposé, (Si vous imprimer du PLA, alors vous devriez sélectionner du PETG et inversement. ) 4: Réduire l'interface en Z de la couche inférieur et supérieur, en effet, en temps normal et avec un seul filament ont cherche l'effet contraire, car si l'interface est trop proche ceci va la faire fusionné, cependant dans notre cas, nos deux filament ne fusionne pas ensemble par conséquent nous pouvons nous permettre de les faire coller ensemble. 5: Resserrer les lignes afin de consolider au maximum les supports. 6: Changer le motif d'interface, par du Rectiligne (Vous pouvez en tester d'autre cela va dépendre de la géométrie de votre pièce) mais cela à pour effet d'avoir un maximum de contact entre votre pièce et votre support. L'espacement va vous permettre d'avoir quelque chose de très linéaire et très plat afin d’accueillir votre pièce comme ci elle était imprimer sur un plateau Avant: Après: Voila, vous avez maintenant une bonne base de réglage en tous cas, et devriez avoir un dessous vraiment nickel. Hésitez pas à partager des photos de vos tests/pièces.



 1 point
1 point -
Après les choses qui fâchent les choses qui m'ont donné le sourire , comme pour tous les filaments il y a un petit temps de tâtonnement (quelques heures et/ou deux trois modèles benchy rapides (parce que je connais bien pour avoir commencer par ça sur la Ender 3 du fiston puis la MDR et ces bouchages récurrents) pour adapter les paramètres de l'imprimante. Réglage Estep extrudeur ok , je vérifie rarement le Ø (je sais pas pourquoi) et tour de température faites généralement -5° et +5° par rapport au mini maxi du fabricant PLA de chez Polymaker, les recommandations sont : temp. buse 190°-230° , temp. lit 25°-60°, vitesse 40-60 mm/s, ventilation oui. sur la FLSun SR buse laiton Ø 0.4 temp buse 220° et lit 60 vitesse de 80 à 120 mm/s ça passe crème . scotch bleu sur plateau pour économiser le plateau ma 1ère couche est toujours plus épaisse genre +0.6 : 0.2 =>0.26; 0.12 =>0.18 et généralement moitié moins vite Sur la Micro delta Rework buse laiton* Ø 0.4 temp. buse 205°, lit 50° ,ventilation oui, vitesse 40 à 80 mm/s scotch bleu sur plateau sinon ça colle pas ma 1ère couche est toujours plus épaisse genre +0.6 : 0.2 =>0.26; 0.12 =>0.18 et généralement moitié moins vite la micro delta n'aime pas les buses acier ni les buses CHT, la SR je sais pas encore le starlight comet (vert métallisé) donne un aspect brillant métallisé bien sympa. le luminous rainbow je suis plus mitigé aspect mat avec un dégradé allant du bleu violet au rose en passant par le vert ,donc la pièce a un dégradé ou pas suivant qu'il faut beaucoup ou pas beaucoup de longueur de filament et luminescent (un petit peu ) la nuit. J'ai eu un petit peu plus de mal a trouvé mon réglage , trouvé en réduisant ma vitesse en dessous de 110 mm/s ça passe à 80 mm/s (ce qui explique que ça sortait sans pb sur la MDR) mes pièces sort sans défaut un peu de mise au point mais pas trop c'est comme ça que j'aime le filament

 1 point
1 point -
Non je ne pense pas, c'est juste qu'ils veulent enterrer la concurrence et y mettent les moyens. Sinon pas d'accord pour Printables, je trouve que c'est Thingiverse qui est vraiment mourrant et à la ramasse à tous points de vue. Je trouve Printables toujours très actif (en terme de publication de modèles, je ne sais pas en terme de revenus générables, qui est un autre débat/aspect). Après je trouve désespérant qu'il y ait autant de plateformes. Même si on comprend la logique : chaque éditeur veut tirer la couverture à soi et espère être "il ne doit en rester qu'un" le dernier Highlander. Et certains (Bambu en premier, Prusa maintenant) veulent aussi permettre un écosystème pour débutant, avec l'impression (si loggué + imprimante associée et allumée) une impression à distance directement depuis le web (sans slicer = fonction intéressante pour Mme Michu). Par contre que de redondances tout çà, que de multiplications d'énergie (pour les uploaders et surtout les utilisateurs), que de manque de centralisations, que de pertes de temps à explorer tout çà (70% des modèles doivent être commun Makerworld / Printables pour 30% différent, du coup si on cherche quelque chose de spécifique, il faut explorer partout et zapper les doublons ... pff). C'est vraiment dommage. Et ce n'est pas fini. Et je ne crois pas du tout "une plateforme unique pour toutes les gouverner" qui aggrégerait toutes les autres (un "frontal" par dessus Printables / Makerworld / etc.) - trop compliqué, trop de rejet de la part des éditeurs qui bloqueraient techniquement et légalement, etc. Il aurait fallu une fédération, par ex., et un mécanisme de plugins pour les constructeurs, mais c'est une douce utopie, çà n'arrive jamais. Tant pis, on continuera de cramer de l'énergie pour rien, c'est pas comme si c'était la première fois.1 point
-
En plus d'avoir les mêmes machines j'ai aussi la même étagère1 point
-
Bravo @campana tes réalisations sont très belles j ai pas le temps en plus de l appréhension de me lancer à peindre les miennes et @pjtlivjy désolé j avais pas vu que je faisait erreur1 point
-
@jcjames_13009 tu lis dans ma pensée ça fait partie de la suite du test, on peut aussi donner un angle au motif1 point
-
c'est ton karma @Jc2101 tu ne peux pas lutter1 point
-
Tu n'aurais pas eu un meilleur état de surface en utilisant un motif rectiligne au lieu de concentrique ?1 point
-
Salut pjtlivjy. Entre temps j'ai démonté la buse et j'ai nettoyé l'épaulement de la buse et ensuite passé un coup de pierre sous le corps de chauffe pour retirer une bavure possible. J'ai revissé la buse et je suis monté à 230°C pour finir le serrage. Depuis ce jour je n'entend plus le frottement de la buse comme avant et je n'ai plus d'arrachage du remplissage comme au début ce qui était assez flippant. J'en déduis qu'il y avait une bavure qui décalait la buse et donc l'offset de calibrage était dans les choux.1 point
-
petit test sur les surplombs avec le fichier fourni par @Moucklee pas de problème particulier, j'utilise un espacement de motif à 0.05 (Base Pattern Spacing) les sous faces sont nickels l

 1 point
1 point -
@souriceauxIl faut que tu utilises un logiciel (balenaEtcher)qui va flasher (écrire) le logiciel de Qidi sur la EMMC, et donc effacer tout l'ancien contenu de celle-ci. https://wiki.qidi3d.com/en/Memo/flash-emmc1 point
-
voici un fabricant Hollandais d'imprimantes 3D1 point
-
Ca me semble ok. Tu as mis la purge à 400. J'aurais laissé 500 Pour moi pas de différence de paramètres entre PLA et Support pour PLA Vérifies aussi les températures pour le PTG et le PLA pour que l'écart ne soit pas trop grand et envoie l'impression A+ JC1 point
-
Ca fait un moment que je voulais une poulie à la place du support du rouleau de filament, vu que j'ai le filament dans un séchoir sur une étagère J'ai rapidement modifié un design existant sur thingiverse, et voilà: https://www.thingiverse.com/thing:6974787
 1 point
1 point -
Je fais souvent du bi ou tri couleurs. Et j'ai eu ce soucis une fois avec du blanc et du noir sur un changement . Mais je soupçonne que la buse se bouche au fur et à mesure des prints et que des résidus restent à l'intérieur. Donc ma solution c'est d'utiliser du filament de nettoyage avant de lancer une impression à plusieurs couleurs qui est importante , que je ne peux pas louper. Et en faisant cela plus de soucis pour moi.1 point
-
pourtant ça ne devrait pas @Zebulon427 et surtout tous les settings des fabricant sont calculés sur des couches de 0.05 on trouve d'autres hauteurs comme 0.1 mais le 0.04 n'est pas utilisé quel avantage y voyais tu ?1 point
-
salut @souriceaux à 18.99 € c'est celle destinée à la Plus 4 (encore un avantage de la Plus 4 )1 point
-
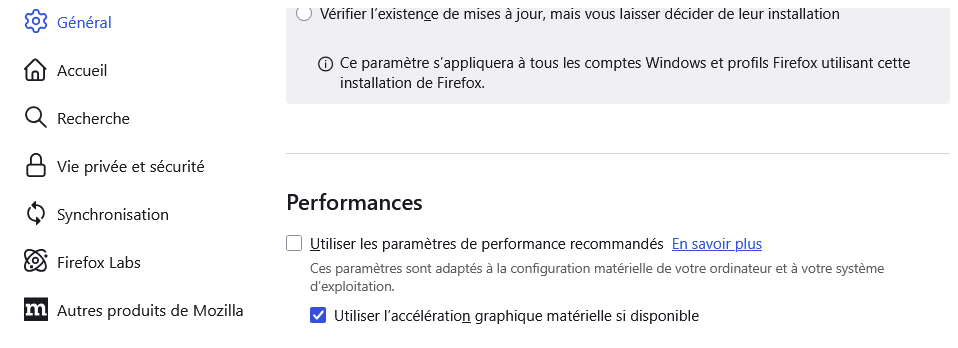
J'ai trouvé ! dans paramètres, général, performances, décocher "utiliser les paramètres ..." et cocher "utiliser l'accélération ...".
 1 point
1 point -
@pjtlivjy Je ne dirai pas qu'il est compliqué, c'est qu'il y a tellement e choses que l'on peut faire avec que la prise en main n'est pas forcement évidente. Ca c'est quand beaucoup amélioré par rapport à il y a quelques années ou il fallait vraiment s'accrocher pour y comprendre quelque chose...1 point
-
@pjtlivjy c'est que j'étais en train de modifier le post...c'est réglé1 point
-
bonjour @Zebulon427 je n'avais pas été informé de ton dernier message pour la calibration, il faut absolument que l'on travaille en couche de 0.05 là clairement ta différence en z est lié à cela1 point
-
Je viens de faire un premier print. RAS.1 point
-
Merci mais je sais . Meme bambulab a fait un TPU 98A pour CFS. Mais je ne met jamais de TPU dans le CFS j'utilise le porte bobine et comme déjà expliqué, je vire la vitre , le ptfe de la tête pour passer en direct. C'est ni plus ni moins que la préconisation documenté de Creality. Mais ce n'est pas le 98A qu'il me faut. Donc, le 95 A sur le porte bobine ça me va. En plus le sainsmart 95A c'est le meilleur TPU ever. Il est cher mais c'est le meilleur Ton 98A c'est à peut près mon 70A que je peux mettre effectivement dans le CFS mais c'est un filament extrêmement difficile a imprimer. Je conseille à toute personne qui souhaite avoir toutes les merdes sur un filament d'essayer le 70 A1 point
-
Attention, Prusa indique que la température ambiante maxi de la XL est de 38°C seulement Impossible donc de faire un caisson pour imprimer des filaments techniques1 point
-
module linear_extrud0 (hauteur=5, centre=false, convexite=10) { /// ****************************************************************************************** echo("linear_extrud0: hauteur=",hauteur," centre=",centre, " convexite",convexite," "); linear_extrude(height=hauteur, center=centre, convexity=convexite) children(); } Merci pjtlivjy. J'avais oublié de le '; devant children(); Résolu1 point
-
Je reviens sur le concours de remix de benchy boats organisé par Prusa Il y a un modèle généré par IA https://www.printables.com/model/1223524-fully-ai-generated-benchy-that-floats Je trouve l'exercice et le résultat intéressant A+ JC1 point
-
Oui et idem pour le "like" Ca fonctionne également comme ça avec Printables Par contre je n'ai pas essayé de noter un de mes profils d'impression. Pour cela il faudrait imprimer une nouvelle fois son modèle après l'avoir poster1 point
-
Pas sûr que ce soit très intéressant, d'autant que pour des prix similaire on trouve des CNC Genmitsu bien plus rigide et probablement bien plus capables. Même au prix de début du kickstarter, elle me parait trop limitée par rapport à ce que l'on trouve sur Amazon pour à peine plus cher (certes plus routeur et moins convivial d'aspect)... 75W c'est bien limité pour le spindle, et la revue vidéo récente indique clairement un Z carrier en plastique, donc pas de très bon augure pour la rigidité et donc la précision... NB: le peu que j'ai fait en CNC au fablab local m'indique que clairement la rigidité est clé dans ce genre de machine, et contrairement à une voiture où l'adage de Colin Chapman "Light is right" s'applique, ce n'est pas le cas en matière de CNC Curieux tout de même, parce que pour certains usage, cela peut rester intéressant... Mais de fait, je mettrai de côté toute velléité de faire des pièces en fibre de carbone ou fibre de verre où en plus de la rigidité on cherche aussi la précision dimensionnelle pour laquelle le plastique sur le porteur de broche me parait totalement rédhibitoire...1 point
-
Changement de HUB de l'AMS, par quelque chose de bien plus pratique que celui d'origine. Permet de libéré les PTFE sans outils avec les boutons poussoir en vert. Prévoir 2x M3X8, les mêmes vis que celles utilisés pour le Porte-Bobine https://makerworld.com/en/models/1108777-ams-hub-guide-quick-release#profileId-1105008

.thumb.JPEG.8f4173b2f52b4e38ae37a2cba947bf43.JPEG) 1 point
1 point -
Salut, Si tu veux encapsuler toute la machine, ça va être énorme comme caisson. Je doute que tu trouve des meubles tout fait avec une profondeur suffisante. Prusa a donné quelques dimensions : Et pour le caisson natif : Dans tous les cas ça va faire un beau bébé. J'attire ton attention sur certains points : Réfléchis bien au placement de la / des bobines, et à l'accessibilité des entrées de filament, c'est ce que tu vas utiliser le plus souvent. L'interrupteur marche/arrêt est sur l'arrière de la machine, si tu n'y a pas accès il te faudra prévoir une rallonge avec interrupteur ou une prise connectée. Le meilleur angle de vue sur l'impression se situe à l'arrière droit. La machine pèse lourd et en mouvement elle secoue pas mal son environnement, il faut éviter de la mettre dans un meuble en carton (table lack) ou trop frêle. La mienne est sur un plan de cuisine avec des caissons tiroirs bien stables de chaque côté, elle arrive quand même à faire trembler mon écran sur le bureau adjacent avec pour seul point commun le plancher sous les deux bureaux Dans tous les cas pense surtout au cas nominal (la manipulation des bobines et éventuellement le nettoyage des languettes silicones) avant de penser à la facilité de maintenance. La plupart des opérations de maintenance peuvent se faire par l'avant de la machine, changement de buse, nettoyage des têtes d'impression, tension des courroies, graissage des axes...1 point
-
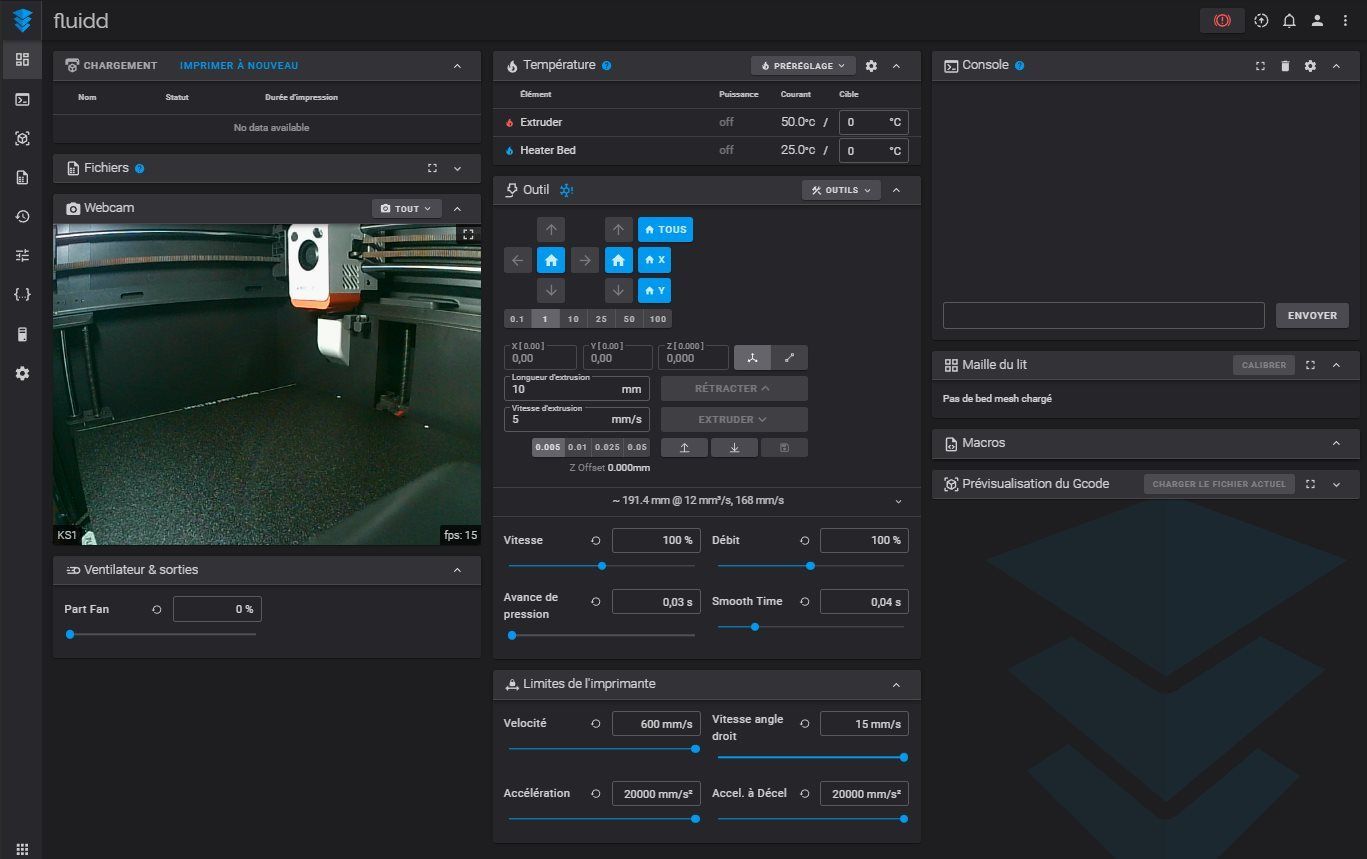
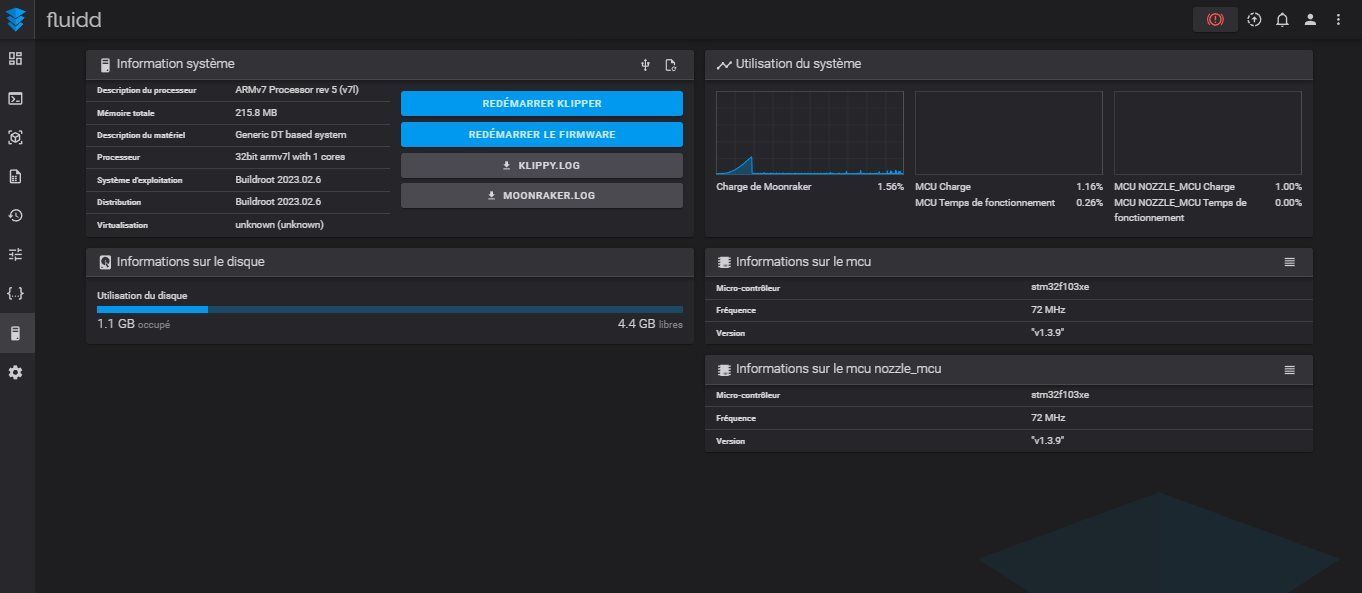
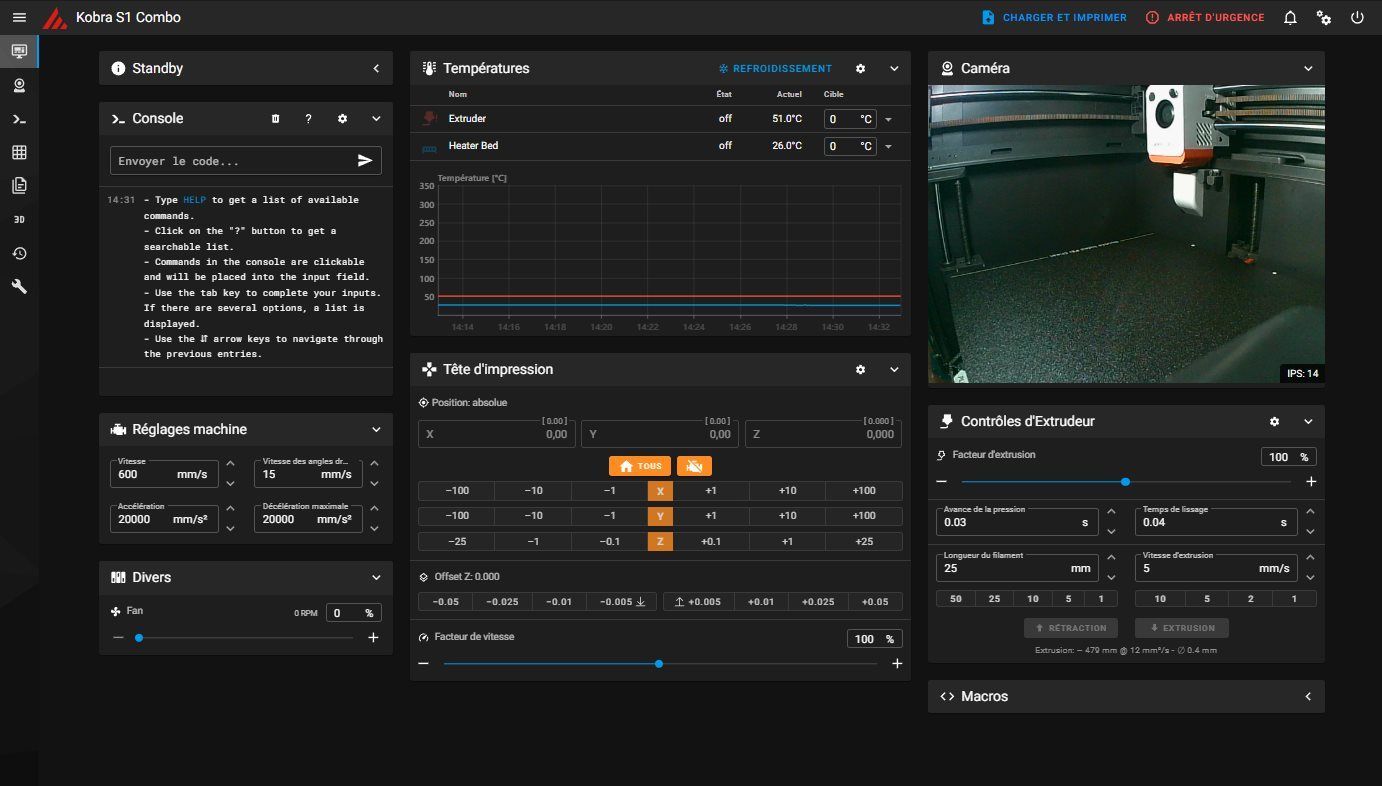
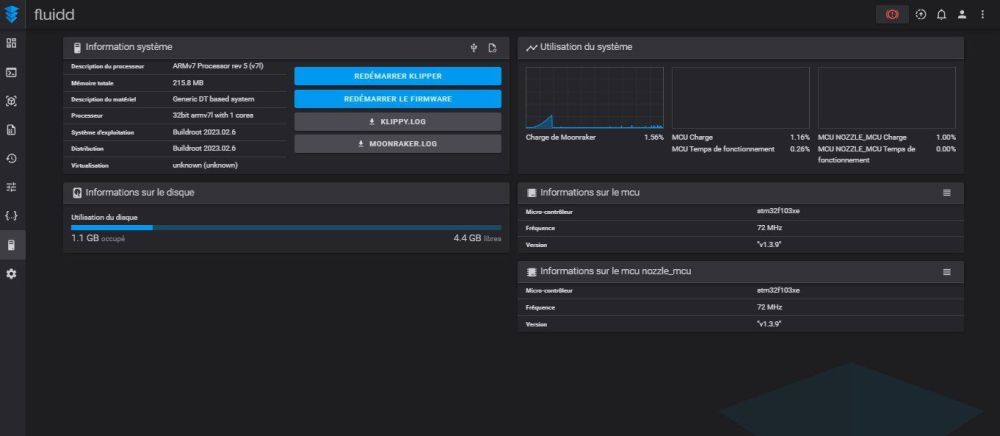
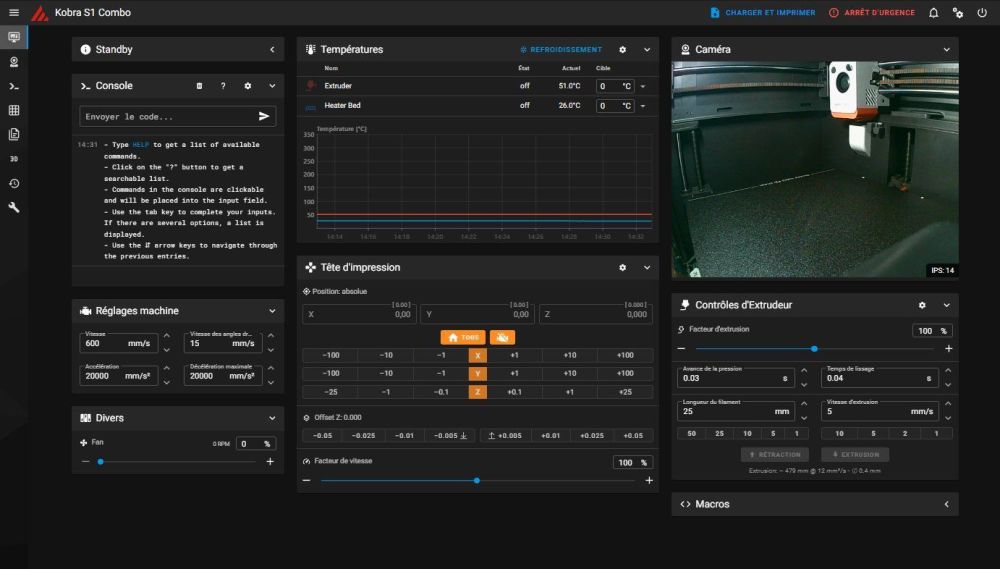
OS / Écosystème Klipper Ce sujet sera court, faute et de temps et d'accès au système . Anycubic, supposition de ma part, s'est probablement basé sur leur développement du système de la Kobra3 (test réalisé par @PPAC). Le système d'exploitation est nommé KobraOS par Anycubic. Il est installé sur la carte située en haut à droite, imprimante vue de face. Comme vu dans la partie Hardware de la Kobra S1, le contrôleur est un Soc ARMv7 (RV1106G3). La mémoire (RAM) est très petite (256 Mo (2 Gbits)). C'est la raison pour laquelle, le système d'exploitation se base sur un dérivé OpenWRT plus adapté aux cartes embarquées. Anycubic a aussi réécrit une partie du logiciel Klipper en langage Go. Sûrement pour des raisons de vitesse de traitement que la version Python ne gérait pas correctement avec une mémoire aussi faible. Toutes les fonctions de Klipper n'ont pas été réécrites, ce qui implique que la totalité de l'écosystème n'est pas disponible. Par exemple, il n'y a pas de gestion fine du nivellement adaptatif (nivellement réalisé uniquement sur la zone imprimée, pas sur l'ensemble du plateau). La détection de spaghettis (IA) n'est possible qu'en mode «Cloud» pas en mode LAN. La gestion des timelapses est propre à Anycubic (activé avant une impression, contrairement à Moonraker-timelapse qui est géré via Moonraker et le trancheur). Du fait des choix réalisés par Anycubic, il sera plus que compliqué de s'approcher d'un véritable écosystème Klipper, pour lequel de nombreuses «extensions» existent : KAMP, Shake&Tune, Gcode shell command, Klipperbackup, TMCautotune, etc.) sans parler de l'installation d'un Klipper «vanilla», Moonraker, etc. De plus, à ce jour, aucun moyen d'accéder au système (pas de ssh, pas d'adb, rien nada), la solution Duckpro (pour les Kobra3) ne fonctionne pas : le mot de passe d'une mise à jour (update.swu) est différent . Toutefois, il semble qu'une solution soit en approche (Rinkhals). Même si cette solution ne pourra rivaliser avec un «vrai» écosystème Klipper, elle permettrait déjà d'accéder à l'OS (ssh et adb) et de permettre l'accès via les interfaces Web habituelles (Fluidd / Mainsail), l'établi du trancheur Anycubic slicer Next étant plus que rudimentaire . Ni une, ni deux, comme je suis un bidouilleur né et que rien ne me fait peur (j'aime apprendre), j'ai installé la version 20250302_01, puis les versions intermédiaires jusqu'à la 20250308_01. Il a fallu d'abord passer en mode LAN (ce qui fait perdre la détection de spaghettis (pas grave, car provoque trop de faux-positifs et une fois validée la reprise, désactive ce mode de détection), la gestion via l'application smartphone, l'impression via le cloud). Dans l'ensemble, c'est fonctionnel, mais malheureusement fait perdre la gestion des timelapses (gérés d'une autre manière par Anycubic), la caméra ne s'affiche plus dans l'établi. Les deux interfaces Web, Fluidd et Mainsail sont utilisables même si certaines informations ne remontent pas. Exemple des interfaces Web (chacun reconnaitra les siens) : L'accès ssh (root/rockchip), port standard (22), permet d'aller examiner le système. Un survol rapide me confirme dans l'utilisation d'un OS genre OpenWRT (comme avec la tablette Creality SonicPad ou plus récente la NebulaPad). Il n'y a pas actuellement de gestionnaire de paquets qui permettrait de mettre à jour le système ou d'ajouter des logiciels.. Les interfaces Web permettent de prendre connaissance du contenu du printer.cfg (moonraker.conf). L'accés au journal moonraker.log montre quelques erreurs. La date d'enregistrement du journal est au premier janvier 1970 (Unix epoch) après l'allumage de l'imprimante, le service de temps (ntpdate) n'a pas encore eu le temps de se synchroniser. Un redémarrage du service moonraker permet de palier à ce «défaut». Extrait du journal : Le journal de Klipper (klippy.log), bien qu'existant, utilise un format bien étrange (impossible de l'utiliser avec klippylyzer ), Je compléterai ce sujet si besoin. À noter : l'imprimante Kobra S1, même avec les choix d'Anycubic pour des matériels électroniques peu puissants (probablement pour tirer les prix au plus bas ) est pleinement utilisable. Elle remplit les fonctions décrites dans la publicité de vente. Depuis le début de mon test, j'ai eu très peu d'échecs d'impression. La qualité d'impression est également plutôt bonne. Plus d'infos sur Rinkhals >>> ici <<<

 1 point
1 point





















.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)















.JPEG.24ceaec3587ebed2c2e941e4a17dfae1.JPEG)