Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/11/2025 dans Messages
-
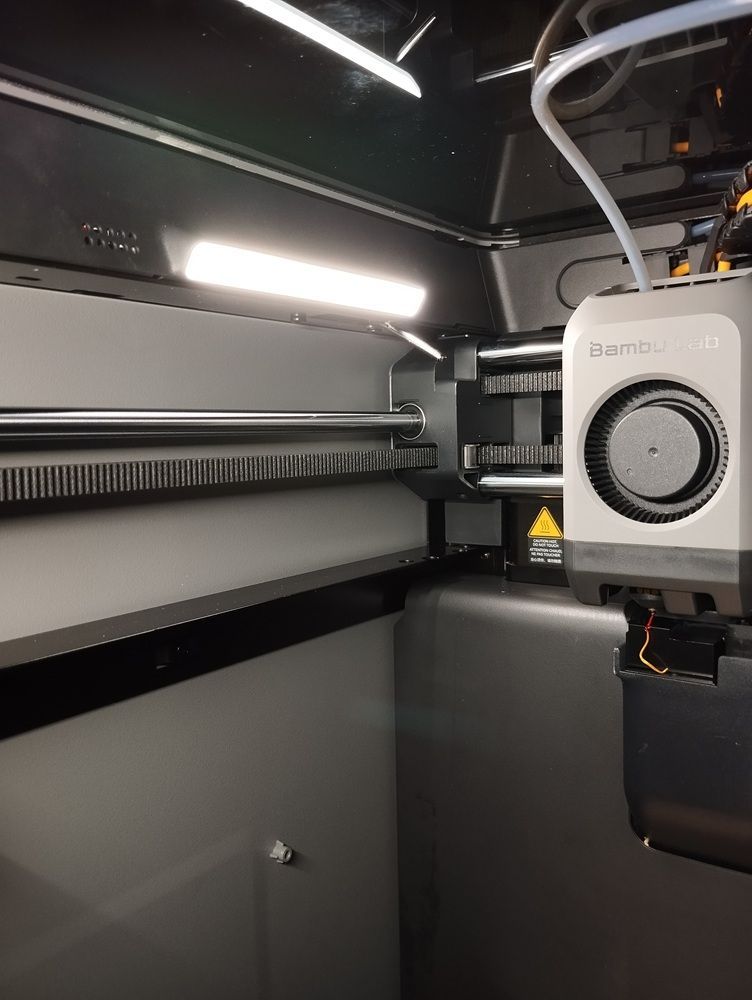
Après cette première impression, d'autres suivront qu'elles sont les nouveautés de la P2S ? Le nouveau ventilateur additionnel et la filtration Il est situé sur la droite de la machine par rapport à la P1S ou il était situé à gauche, c'est plus qu'un simple ventilateur additionnel c'est le système d’air adaptatif Active Airflow, il est équipé de 2 volets permettant de soit amener l'air frais pour des filaments genre PLA et de maintenir une température acceptable pour ce filament ou soit de recycler l'air chaud de l'intérieur de la machine permettant ainsi de garder et de faire monter la chaleur pour des filaments technique ou pour l'ABS/ASA, d'après la documentation ce système permettrait de monter la température de la chambre à 55°. Bonne nouvelle, le ventilateur est relativement silencieux et pour le PLA ça permet de laisser la vitre du dessus et la porte fermée, résultat également intéressant la machine est moins bruyante. Avec un lit à 55° et après une impression de 4 heures la température interne était de 32° et le capteur de température est tout en haut de la machine à l'endroit le plus chaud . Au niveau filtration, un filtre à charbon de bonne taille à été installé, à ce stade du test, je n'ai pas encore imprimé d'ABS ou d'ASA pour voir ou plutôt sentir si ce filtre est efficace. La caméra et l'éclairage Une nouvelle caméra 1080P sans doute héritée de la série H2 a pris place à l'avant gauche, les images et les vidéos timelapse sont de très bonnes qualités, le défilement est fluide c'est vraiment une bonne surprise par rapport à la P1S. L'éclairage à led a été amélioré et on y voit très bien par rapport à d'autres machines que j'ai testé


 4 points
4 points -
@electroremy nous a fait un tutoriel très complet pour convertir sa Prusa MK2S en MK2S+ avec caisson en polystyrène avec chauffage et extraction, sonde Superpinda, capteur de filament, arrêt automatique en fin d'impression, correction du bug d'affichage M117, alarme externe avec de l'électronique et un firmware personnalisé https://www.lesimprimantes3d.fr/prusa-mk2s-upgrade-en-mk2s-plus-tutoriel-diy-20251107/3 points
-
Aussi impressionnant que technique et bien expliqué, chapeau @electroremy et merci pour le partage3 points
-
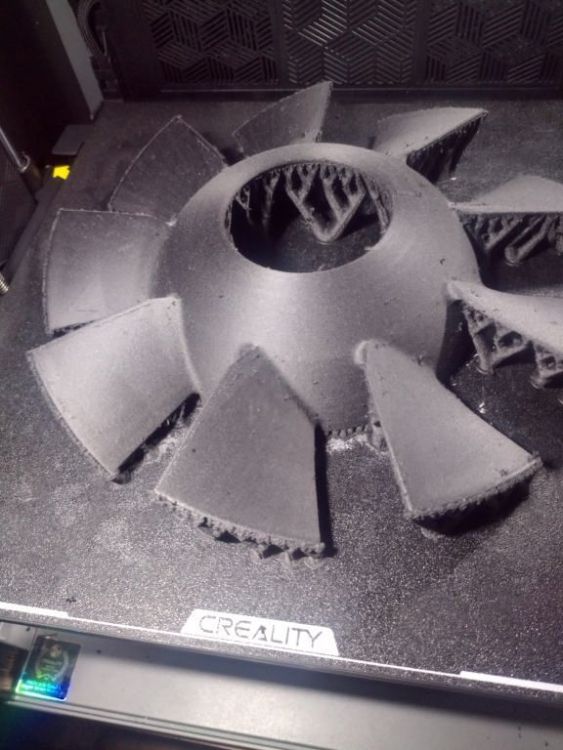
Tu peux dans le slicer normalement désactiver la tour, il faut juste voir si le volume de "pops" est suffisant, ce dernier est réglable : sur Creality print, du moins au début il était mis sur un avec des volumes de pop dépendant des couleurs. j'ai fait des tests 1 est des fois un peu juste (surtout pour les couleurs de claires à foncées. 1.5 c'est pas mal. (testé 0.75 avec tour, des fois juste) Après selon les formes de ta pièce, tu peux aussi mettre purge dans le remplissage. A condition d'en avoir et aussi du nombre de paroi, parois claires et remplissage noir cela peut se voir à travers, si tu en as 5 par exemple pas de soucis. Après l'intérêt de la tour, cela fait une reprise d'extrusion comme une jupe. Si tu as une grosse pièce supprime la tour (non activé) et au besoin tu augmentes le volume des poops. au besoin tu testes sur une petite pièce équivalente pour le changement de couleur pour optimiser les déchets.2 points
-
M'étonnerait qu'il te réponde : la dernière visite de @seb51 sur le forum date de fin mars 2023 Il y a bien trop longtemps que je ne pratique plus Marlin donc je n'apporterai pas plus d'aide. Quand / si @pommeverte sera disponible et de retour, il serait le plus apte à t'aider.2 points
-
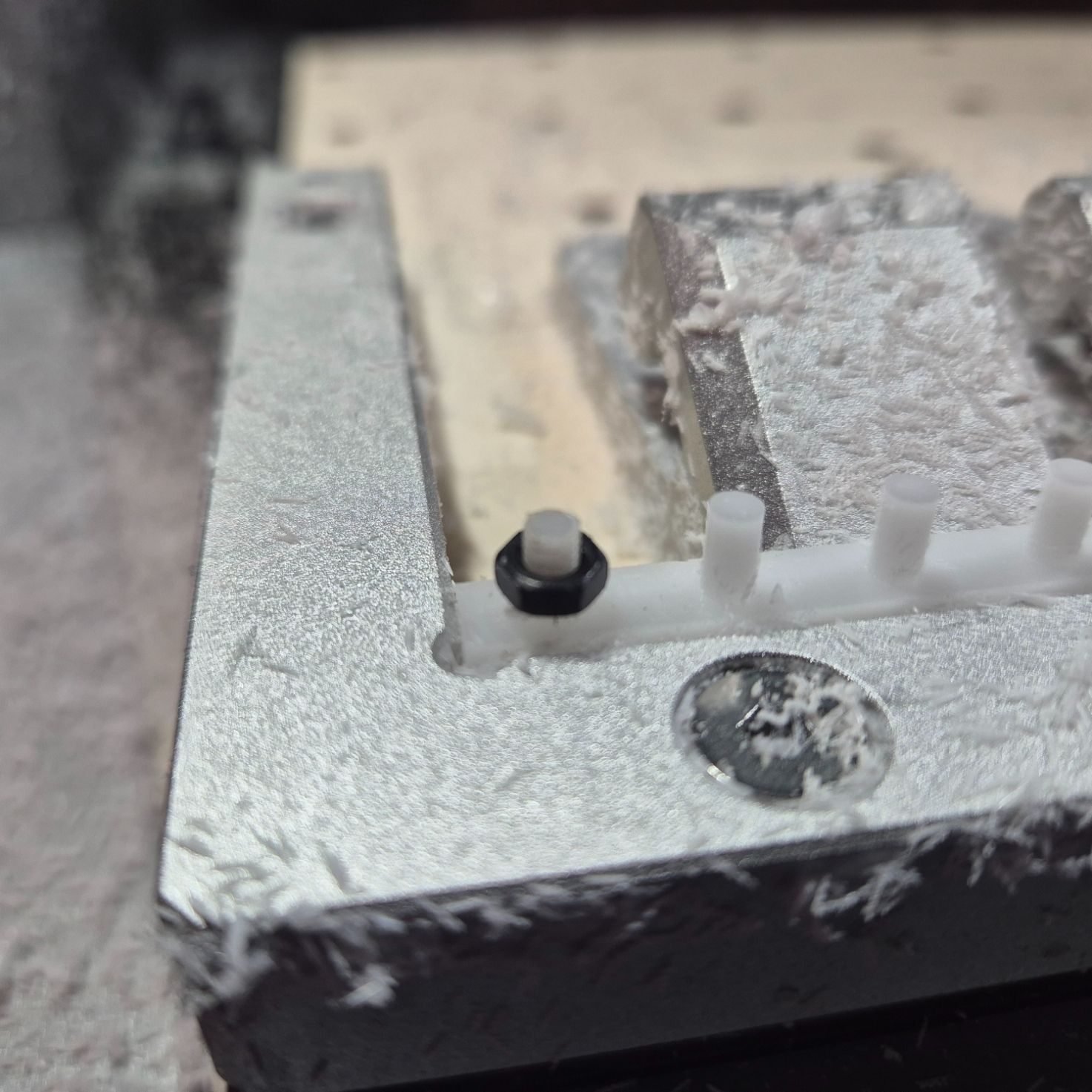
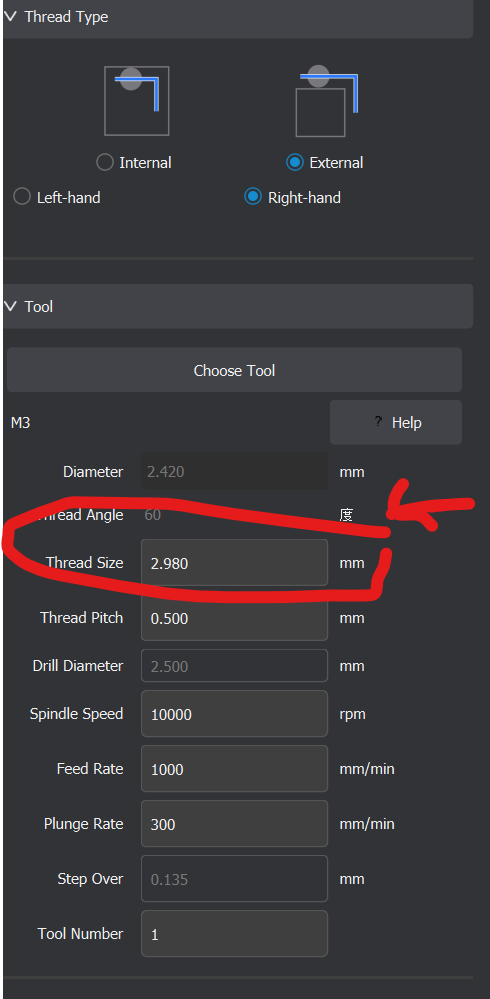
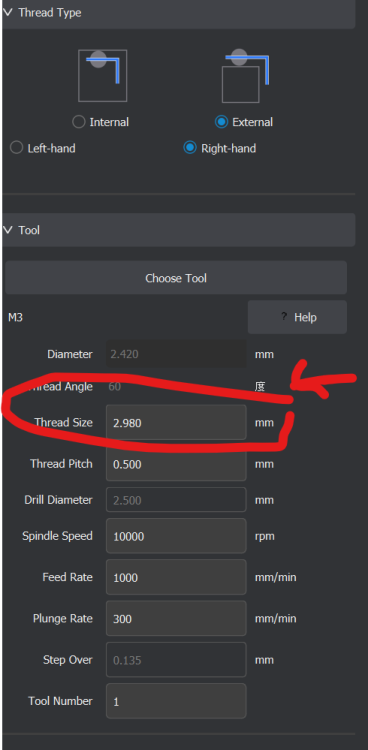
Il y avait un truc que je n'avais pas encore fait avec la Carvera Air : des threads externes. C'est chose faite en utilisant Makera CAM... je soupçonne que la fonctionnalité Thread externes ne soit pas complète pour deux raisons: - la première: le vissage d'un écrou s'avère dur - la fonctionnalité n'est en aucun cas documenté au moyen d'une vidéo youtube, et les gens de Makera la considère comme pas encore vraiment disponible - il ne semble pas possible de faire des filetages non standard (je pensais faire un filetage en M14x1 à partir d'un outil pour faire du filetage en M6) Bref, j'ai fait un boss au diamètre cible (3mm pour du M3) et utilisé le même contour comme base d'un tracé d'outil où j'ai sélectionné filetage externe...
 2 points
2 points -
Merci à l'équipe du forum qui m'a permis de rédiger cet article - et aussi qui m'a aidé régulièrement depuis que j'ai acheté cette imprimante en 2017 Sans la communauté du forum - et la conception open source du matériel et du logiciel par Prusa - ce projet n'aurait pas vu le jour Une remarque importante : mon nouveau firmware corrige une faille de sécurité importante sur la gestion des CTN. En effet, sur les MK2s, l'imprimante n'est pas capable de détecter la coupure du fil d'une CTN, si cela se produit, elle se met en surchauffe avec des risques réels d'incendie. Vous n'êtes pas obligés de faire toutes les modifications si vous installez mon nouveau firmware (le seul composant obligatoire est une sonde SUPERPINDA, mais ça marchera quand même avec la PINDA d'origine il n'y a juste plus de correction en température qui était de toutes façon pas terrible). Il faudra shunter la broche d'entrée pour le capteur de filament si vous n'en utilisez pas (un fil Dupond suffit) A bientôt2 points
-
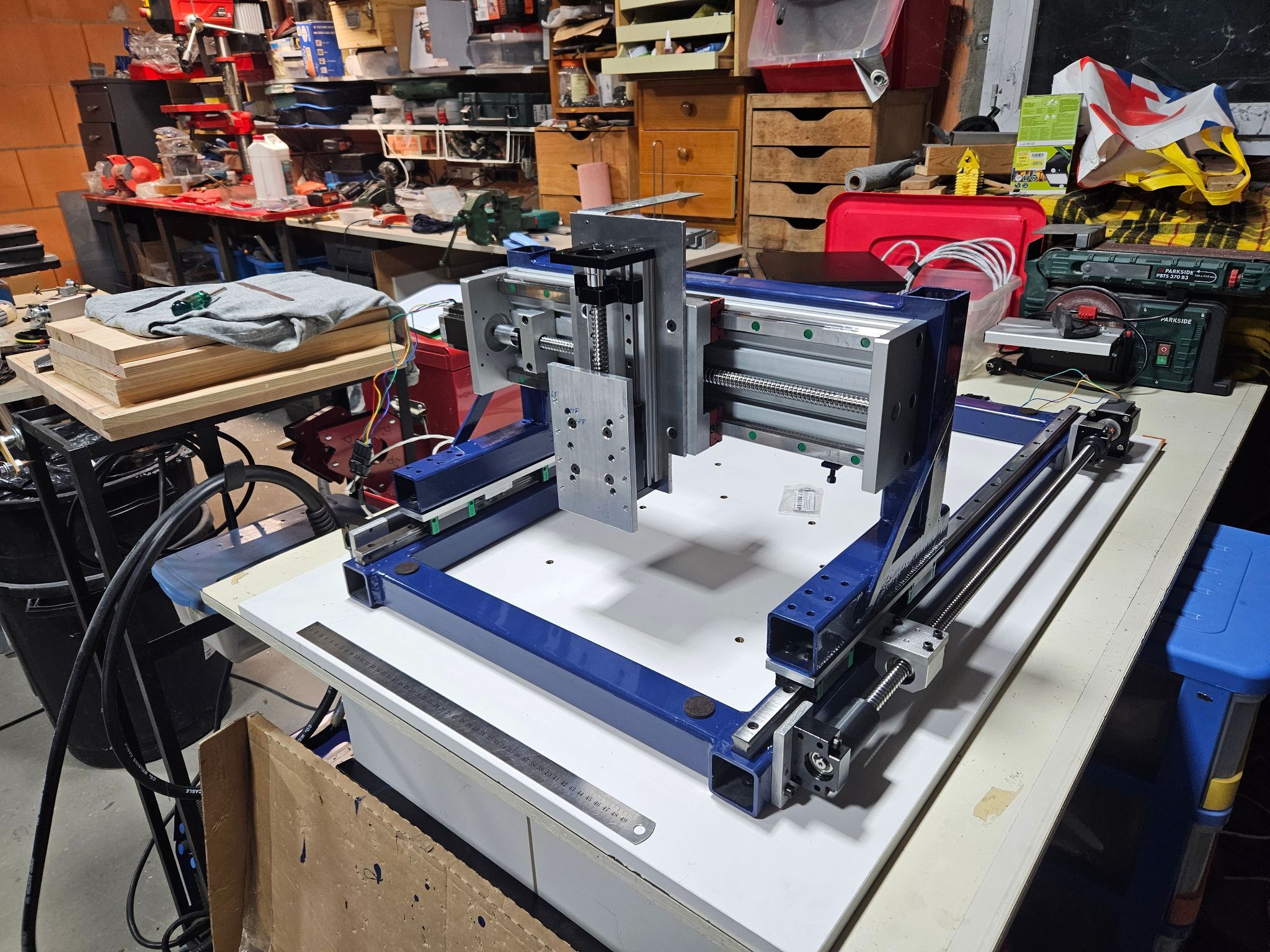
Et bien voilà le réglage de l'axe X est fait. Prémontage de l'axe Z, ça avance bien. La suite demain
 2 points
2 points -
Bonjour, normalement la bonne méthode c'est de compresser d'abord complètement les ressorts avant de lancer le test, puis la détente sert à régler les niveaux. Tu constateras que c'est plus aisé, que comprimer un ressort qui fait bouger l'autre, etc, etc... Pourquoi ? En réglant le plateau par compression des ressorts, comme tu le fais est "pénible....." et ces derniers vont "bouger" dans le temps, c'est normal. Je te recommande de monter des coussins en silicone, c'est ce que j'avais fait sur mon ex-S1, et le plateau restait toujours bien et les niveaux quasi constant, seul une petite saloperie se glissant sous la feuille d'impression pouvait venir perturber l'affaire. Bref je n'effectuais à la fin que très rarement des contrôles. Bon courage.2 points
-
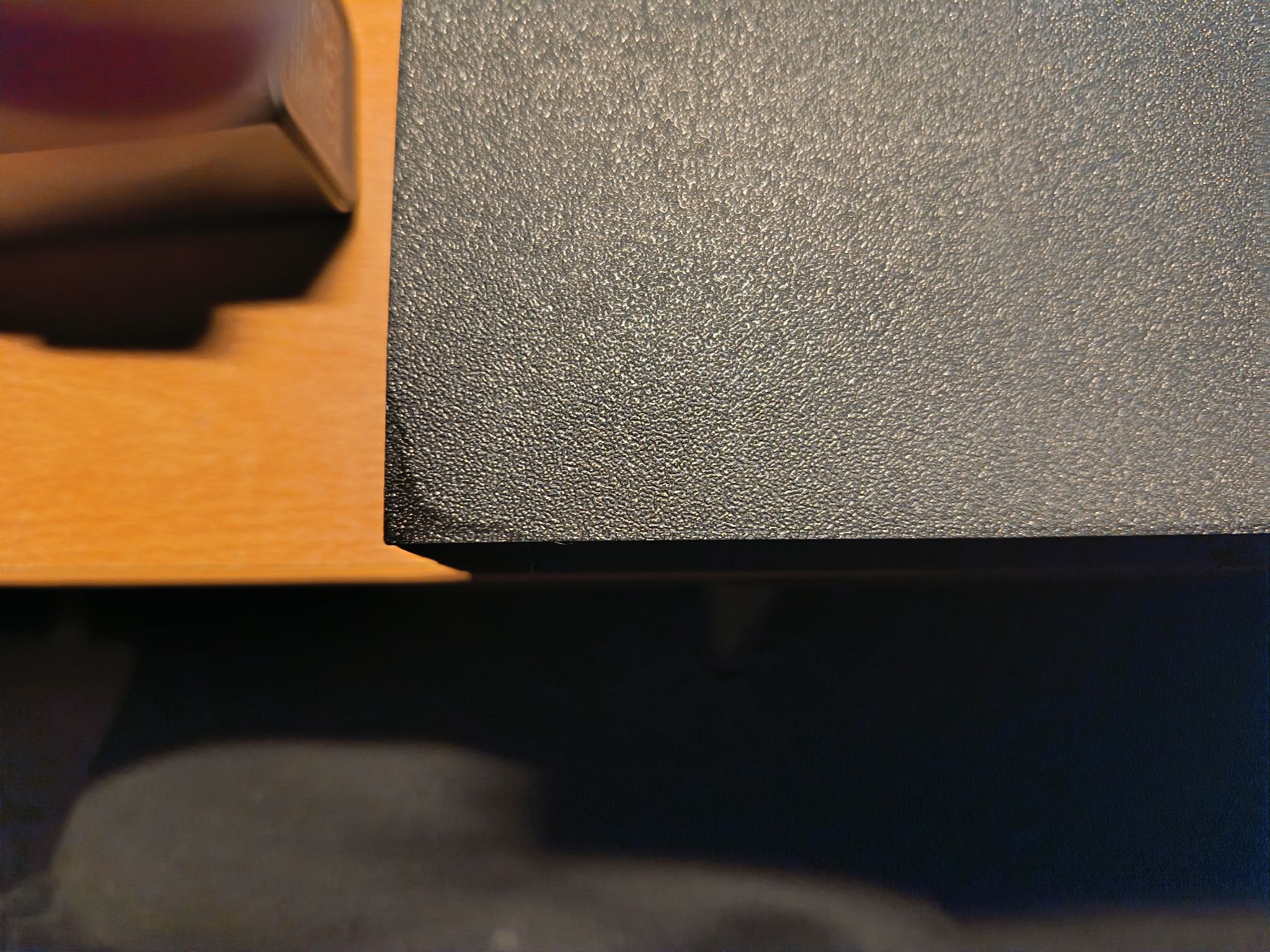
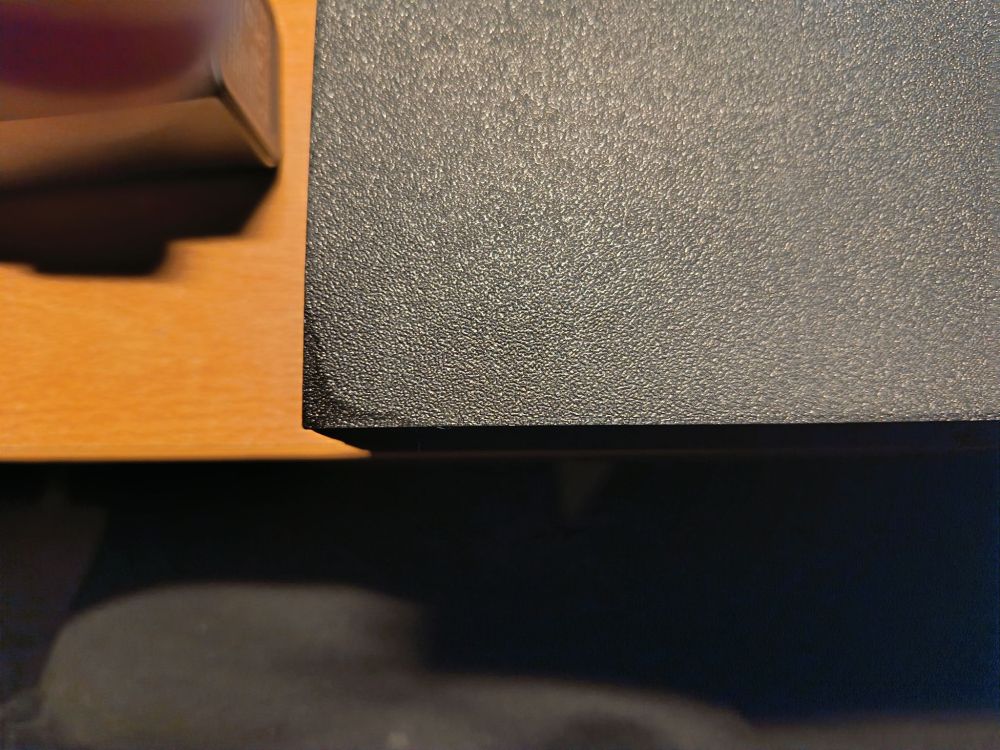
Elle est où la première couche ? filament hyper transparent, je vois rien. Quelle épaisseur ?1 point
-
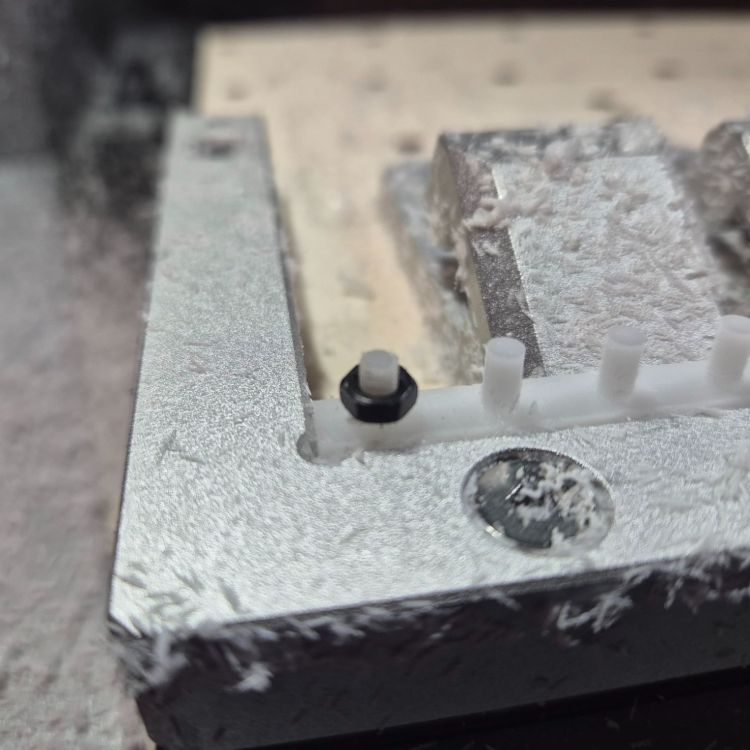
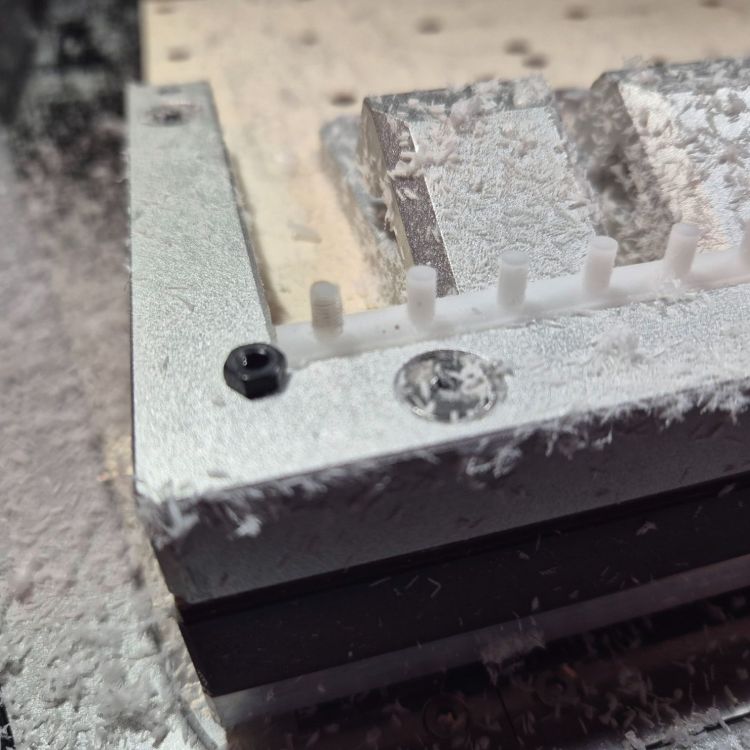
@V3DP et @Premium, voila les photos de la 1ère couche et surtout les 2 angles qui posent défaut.

 1 point
1 point -
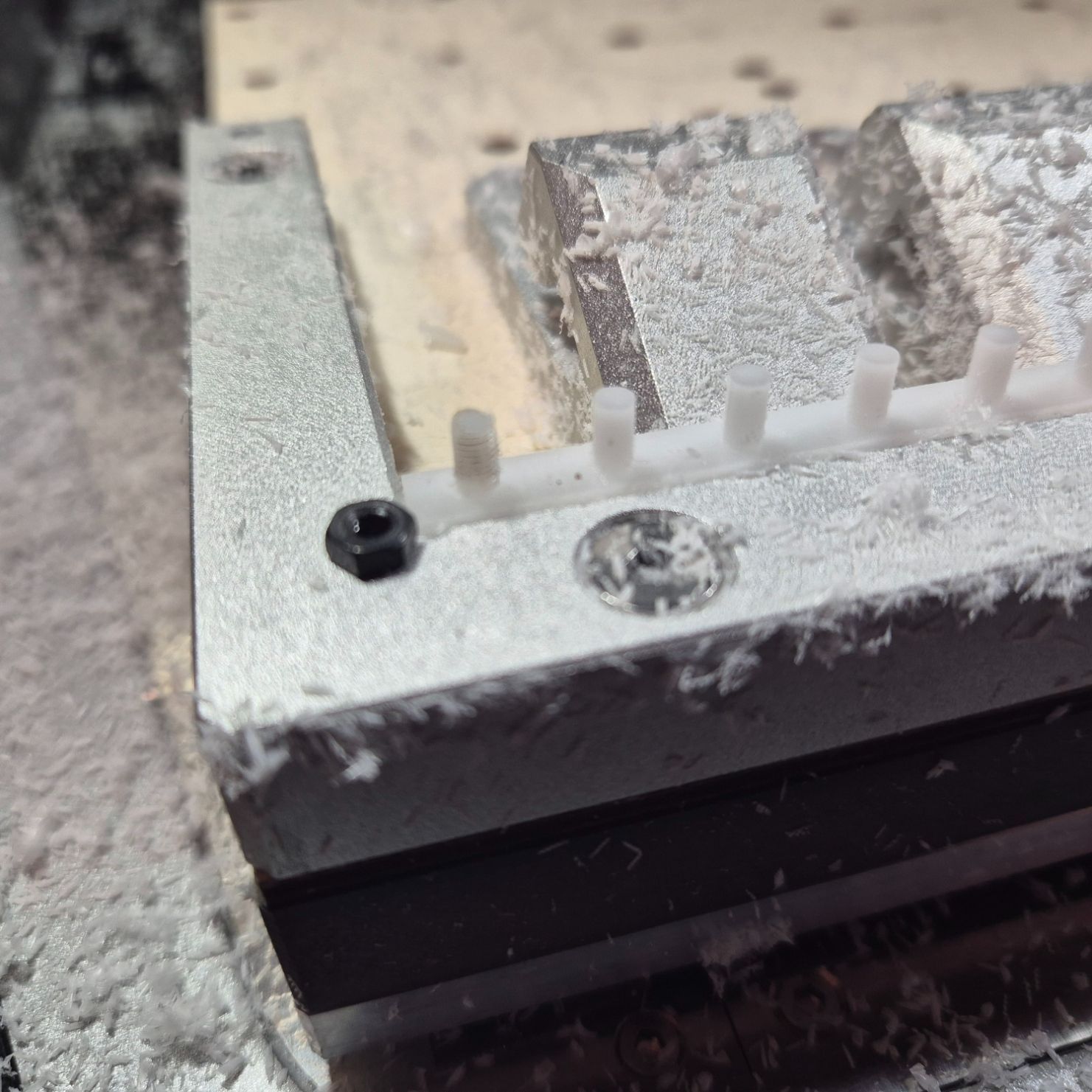
Bon, j'ai ôté la version 2.1.7 (qui a un bug côté de la base de donnée outils en particulier sur les thread milling bits) et repassé à la 2.1.6. J'arrive maintenant à obtenir de joli thread qui fonctionnent mieux que mes tentatives précédentes en amendant la taille du thread... Et il est aussi possible de faire des filets non standard. Pour du M14x1, il faudrait utiliser un outil M6 et changer la taille du thread à 14mm (j'ai un outil M6 en commande pour cela, et je compte bien faire un filet M14x1 pour fixer mon chuck verticalement sur la table de la machine).
 1 point
1 point -
@love les paramètres du slicer sont pas optimaux ni ceux de Firmware, mais la on dirait clairement que ton a ramollie dans l'extrudeur, as tu bien la trap ouverte a l'arrière ? et 2 as tu essayer d'imprimer porte ouverte ? Je t'invite aussi comme expliquer dans ce topic a mettre a jour ta machine via l'outil printer patcher qui corrigera certain setting de ton Firmware.1 point
-
Ça marche Merci beaucoup @fran6p Je vais pouvoir mettre en vente ma CR10 klipperisée et me diriger vers quelque chose de plus actuel1 point
-
Quel c.. je fais ! Un gros moment d'absence... Finalement je n'ai plus toutes mes facultés mentales. Merci à vous.1 point
-
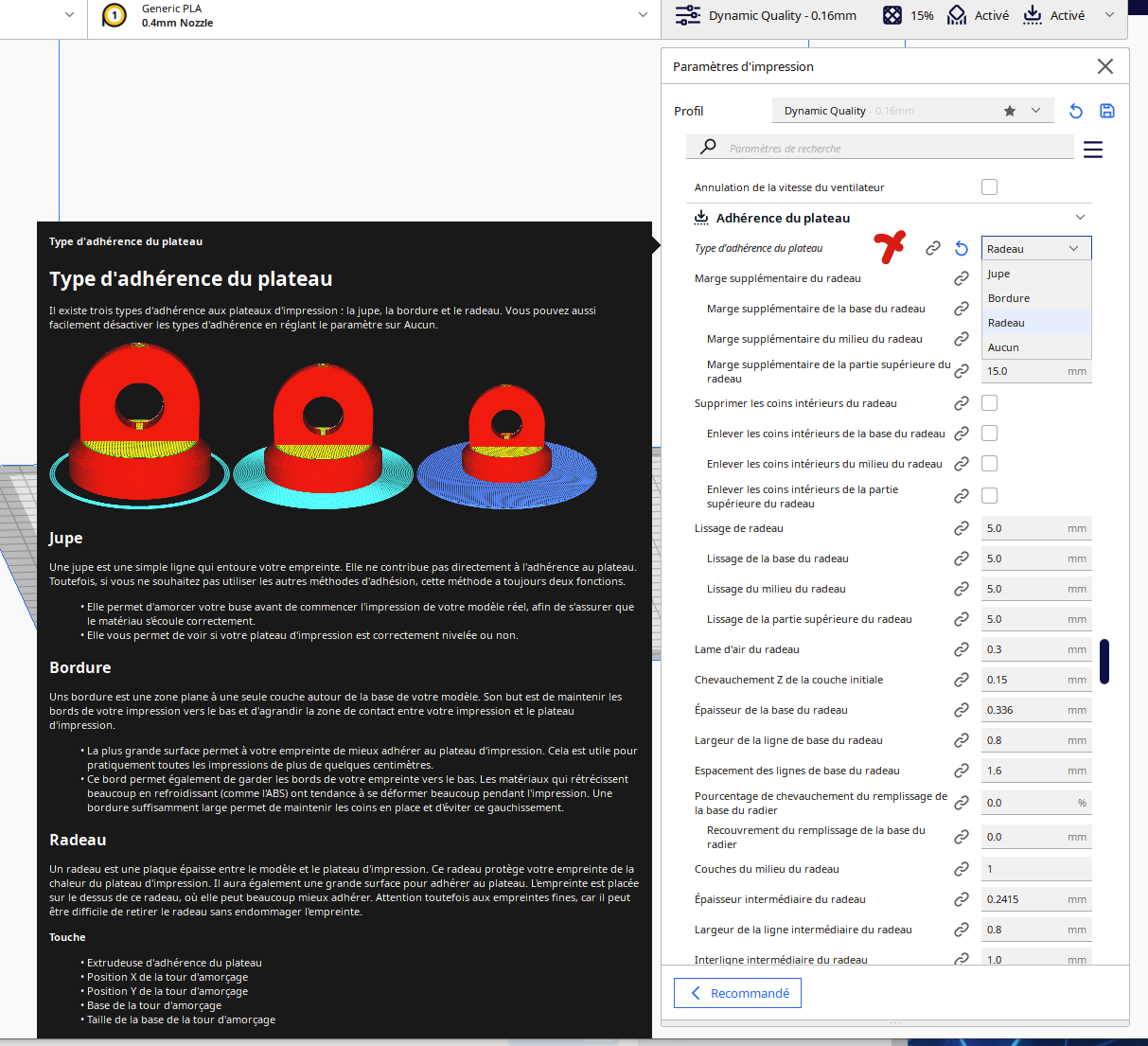
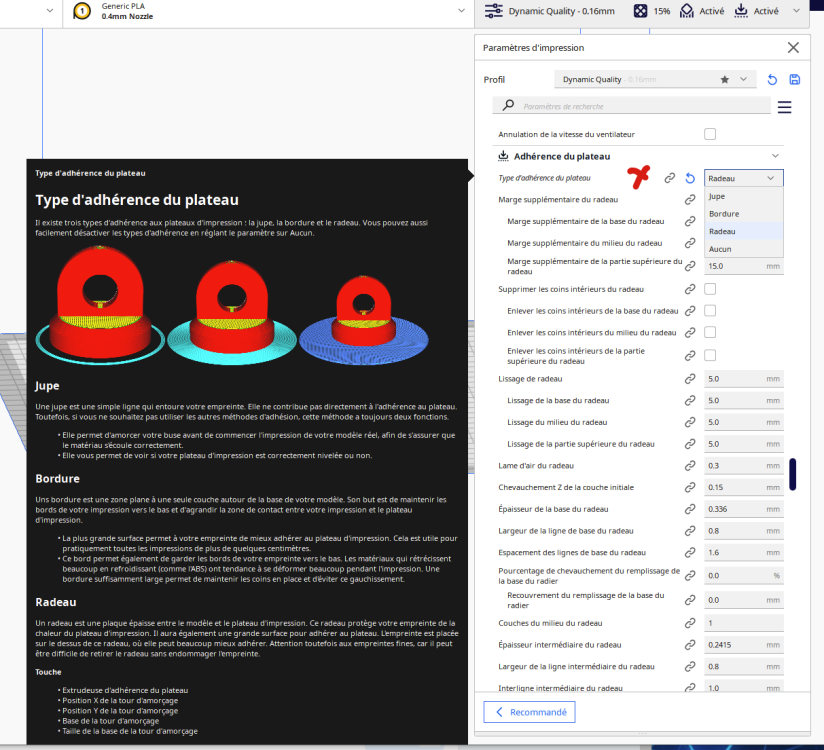
L'option radeau n'est pas dans support, mais dans "adhérence du plateau" Du moins pour la version Windows, là c'est la version 5.11.
 1 point
1 point -
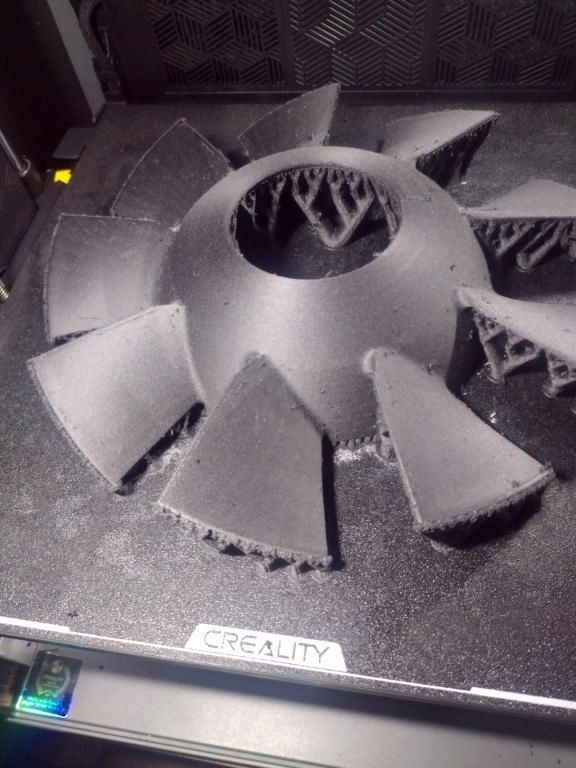
Bonsoir avec c'est ma première impression avec ce filament j'en suis a 50% on verra demain le résultat, une chose est sure plus simple à mètre en œuvre que le PA6-CF de Sunlu.. la pièces que je suis entrain d'imprimer ( la avec le sunlu.. dans un boitier externe sur 1 kg je n'ai sortie qu'une pièce de 300g, la deuxième bobine une horreur). niveau température de chambre je compte monté un système type double flux pour préchauffer l'air qui rentre avec celui qui sort la j'ai un carton qui forme un caisson a l'AR pour rependre l'air chaud. le résultat dans 11h 13m 40s Bon Print
 1 point
1 point -
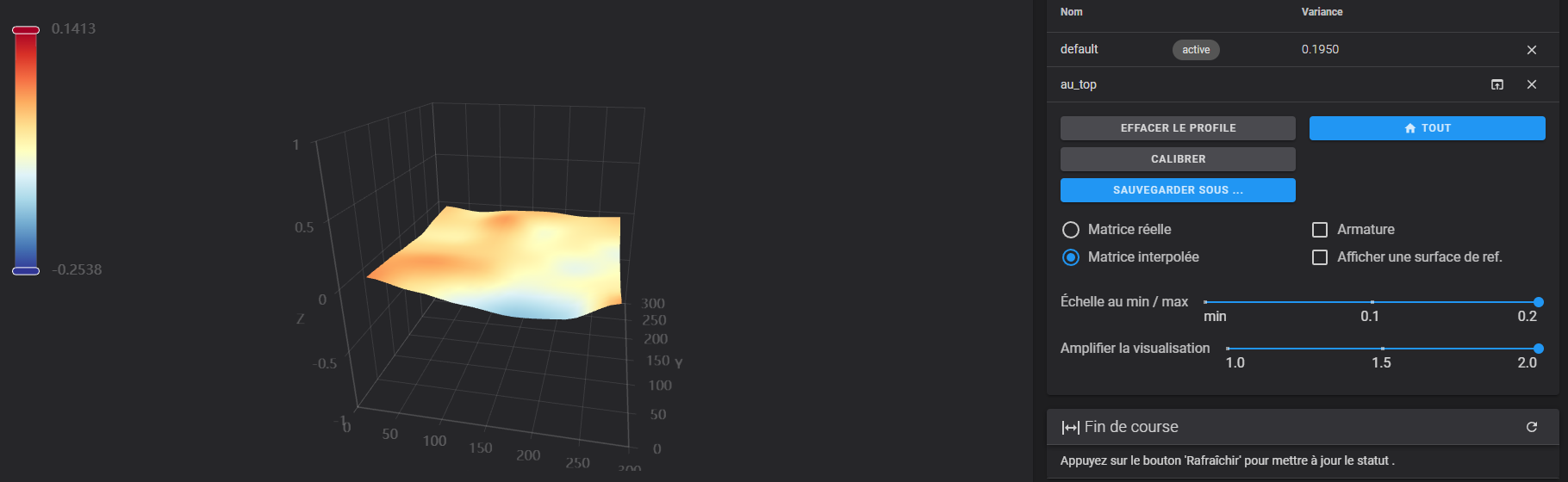
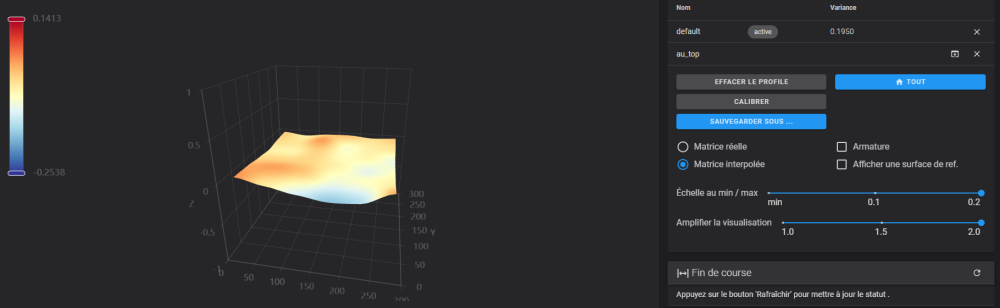
@MrMagounet voila, je finis sur 0.195 Encore merci pour les conseils... il y aura surement d'autres questions plus tard bonne soirée et tres bon weekend
 1 point
1 point -
Il est temps de faire la première impression, perso je fait toujours le Benchy qui est déjà tranché dans la mémoire de la machine, sur la P2S ça prendra 24 mn et le résultat est vraiment bon, pas de gros problème, on peut noter quelques défauts d'alignement sur la coque et la cabine mais j'ai utilisé une lumière rasante qui fait vraiment ressortir les défauts, quand on le regarde à l'œil nu ce n'est pas visible


 1 point
1 point -
Pour tous cela il faut de moyens ou plus justement s'en donner les moyens, et c'est ce qui est le problème premier de nos investisseurs, ils ne prennent absolument aucun risque. De fait, c'est la chine qui raffle tout par son audace et son esprit visionnaire. Pas copeck investi en Europe ou aux USA, on va véritablement dans le mur, la technologie sera asiatique ou n'existera pas comme nous avons végétés une décennie sans aucune évolution probante. Il était pourtant évidant qu'il était nécessaire de voir les choses en grand, mais non, tout se fait par des artisants qui n'ont pas les moyens d'une R&D digne de ce nom. On arrive à un stade ou l'imprimante 3D n'est qu'un outil à la disposition du maker lambda, pourquoi l'Europe n'y participe pas ? On manque d'industrie et on fabrique l'encadrement des panneaux solaires chinois ??? Par contre une industrie qui demande des investissements, on ne fait rien. On a bien Prusa qui tente de vendre ses produits à un prix prohibitif, jusqu'à quand ? A quel moment un investisseur aura les "couilles" de mettre un peu d'argent dans cette technologie quitte à produire en Asie, ce n'est pas un problème, mais n'avoir aucune industrie et ne rien faire, ca c'est un très gros problème. Le prix d'une imprimante 3D s'amortie professionnellement en un seul projet. Ce simple paramètre devrait être un moteur pour démocratiser ces machines. D'ailleurs pas plus tard qu'hier j'étais sur une borne pour prendre un bouteille de gaz et j'ai remarqué que le distributeur derrière la face avant du terminal était une pièce imprimée 3D FDM. Il y a un marché colossale que je vois depuis 13 ans, mais il ne se passe pratiquement rien, on reste englué dans le passé par manque d'imprimeurs ! Dans mon entreprise nous utilisions l'impression 3D pour de très nombreuses pièces que nous pouvions acheter, mais les imprimer était déjà plus rentable il y a 6 ans. Faute de promotion, il n'y a que peu d'entreprise qui l'utilisent, bien moins que partout ailleurs. Après on va se plaindre de ne plus avoir d'argent, mais avec cette façon de réagir, c'est la France puis l'Europe qui va s'écrouler dans ses habitudes qu'il ne faut surtout pas contrarier. Les autres ne se gènes pas, ce que nous ne faisons pas, eux le font !!! Alors la fameuse phrase "ils le font pour moins cher que nous", bien entendu, mais alors, doit-on se mettre au travail ou nous contenter de les regarder faire ? Je ma suis battu de nombreuses années avec nos élus pour faire avancer les choses, on m'a écouté, mais il ne s'est strictement rien passé.1 point