Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/11/2025 dans Messages
-
Ici dans le centre de la France (métropolitaine), on connait les Bodin's, mais Maria n'est pas une Bodine. Leur définition de Facebook expliqué aux «paysans» : « Face de bouc, c'est une réunion d'amis, sauf qu'y a pas d'entrecôte, pas d'accordéon, rien à boire et tu connais aucun de tes amis ».7 points
-
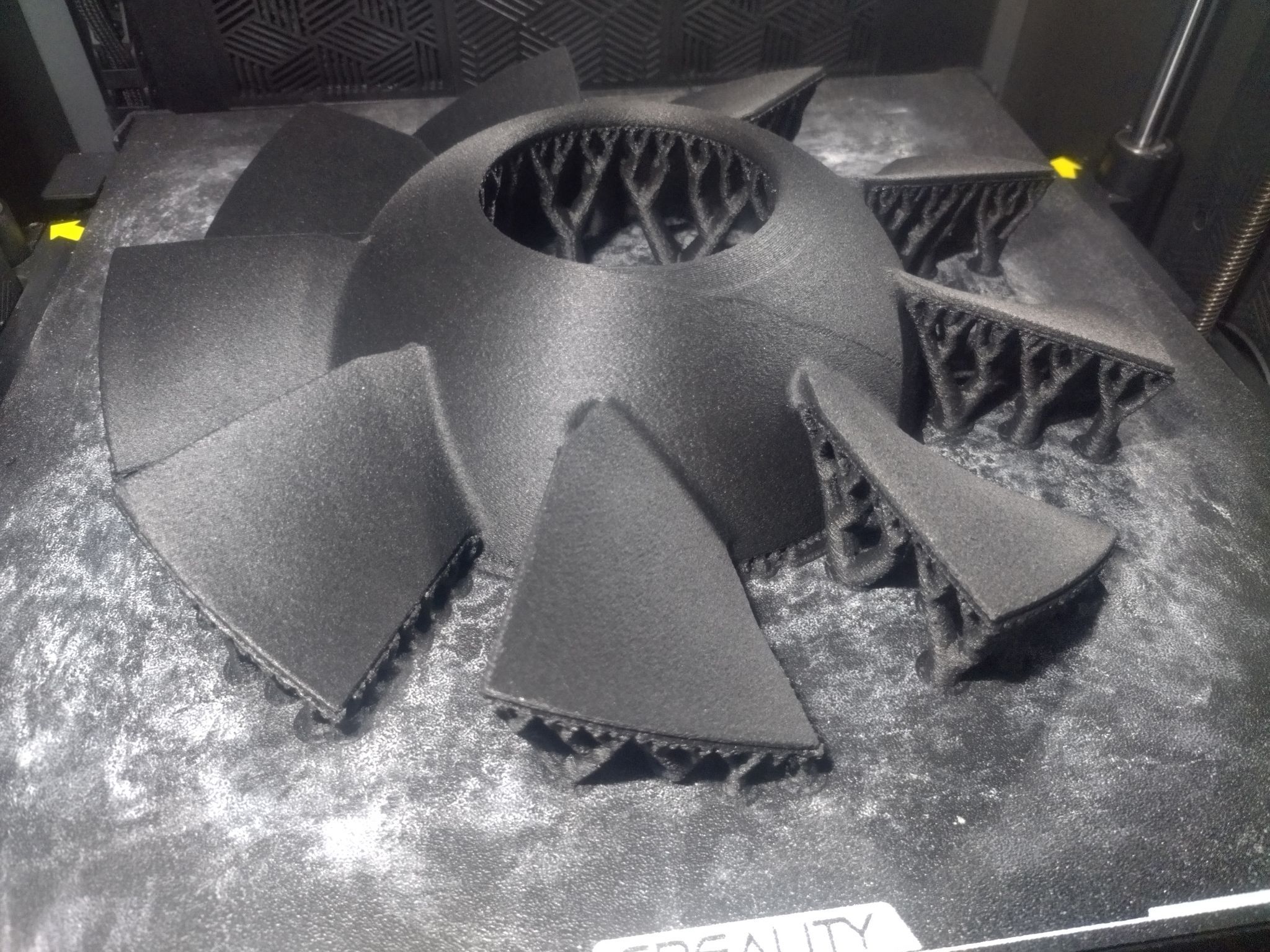
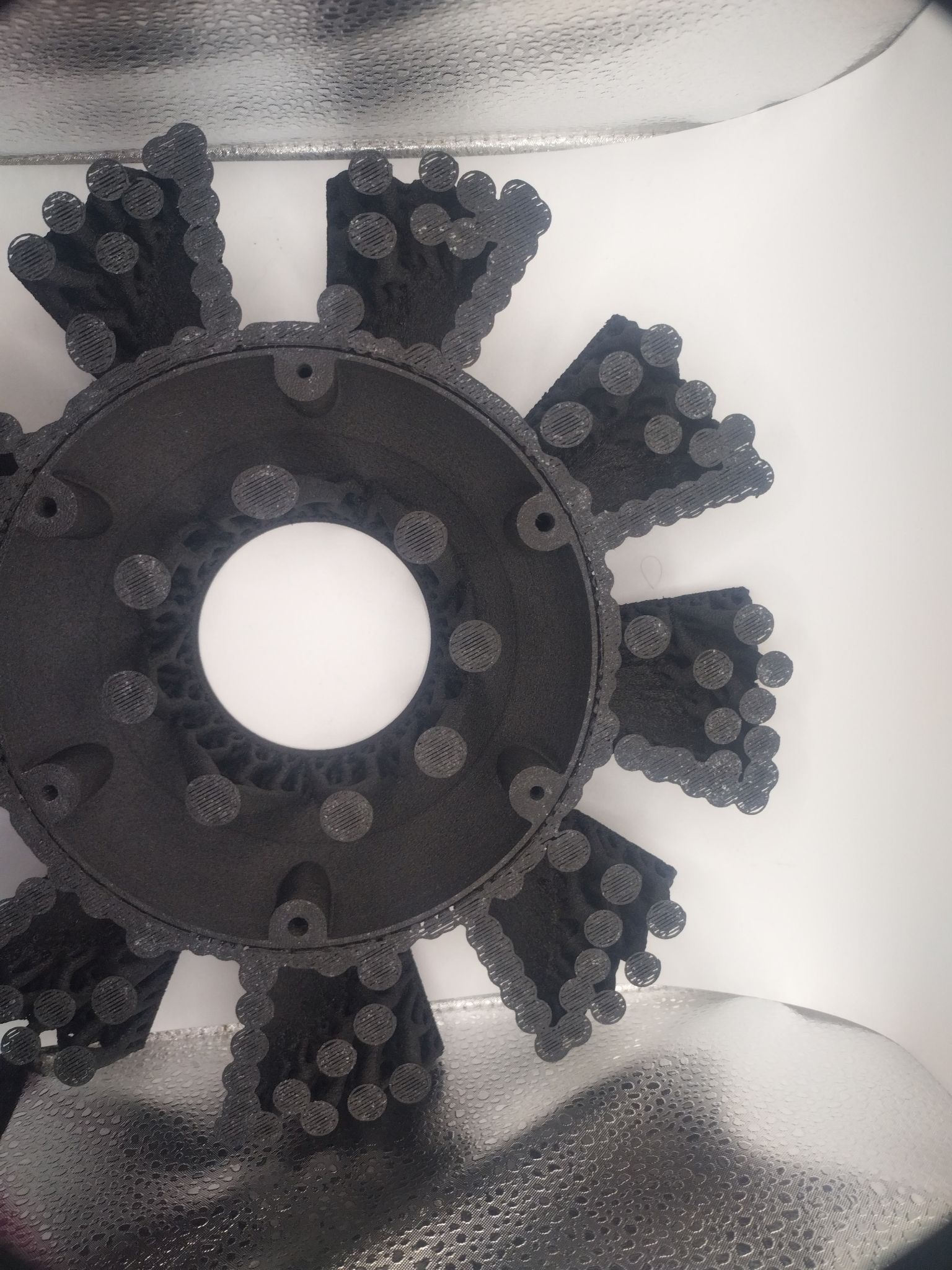
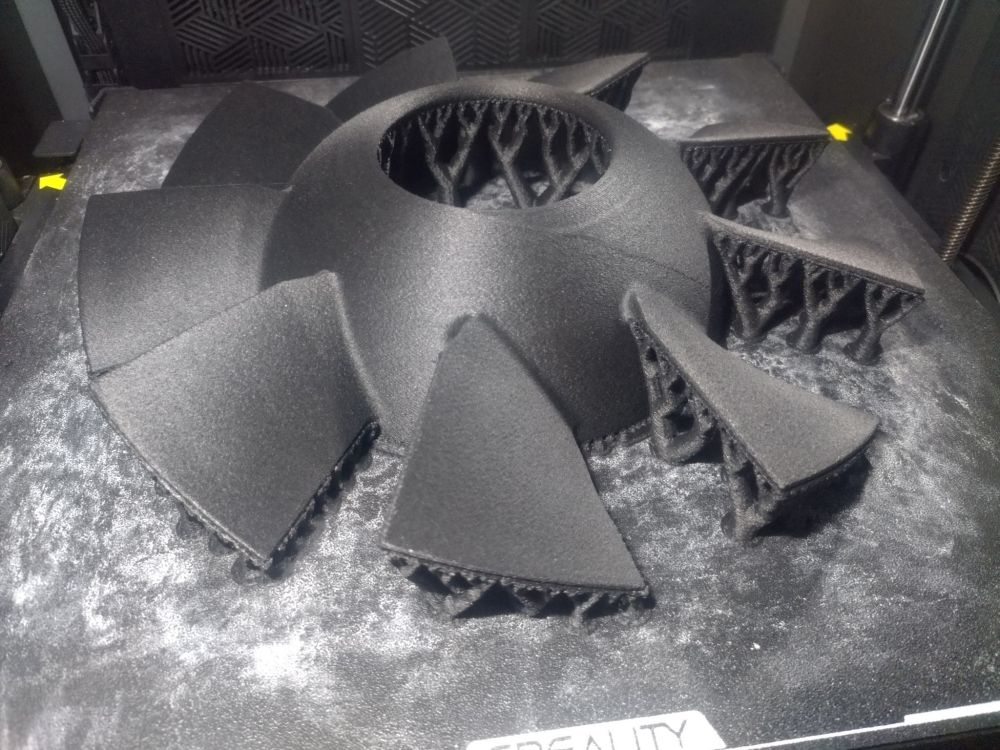
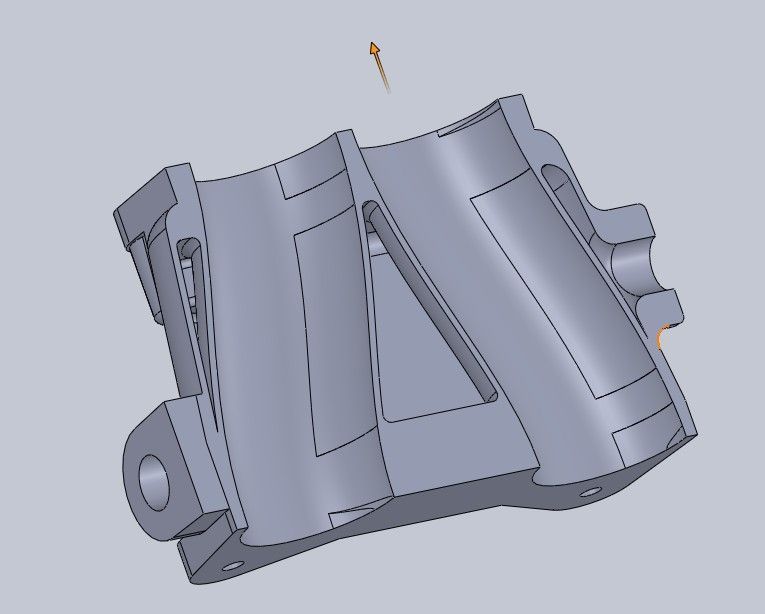
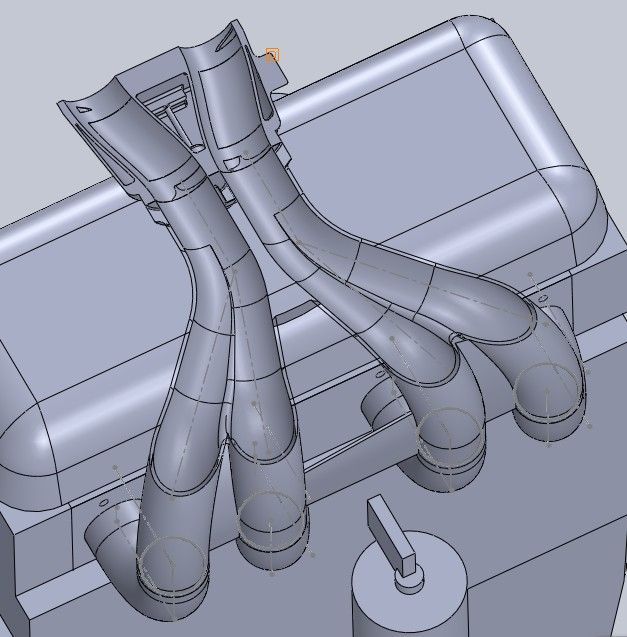
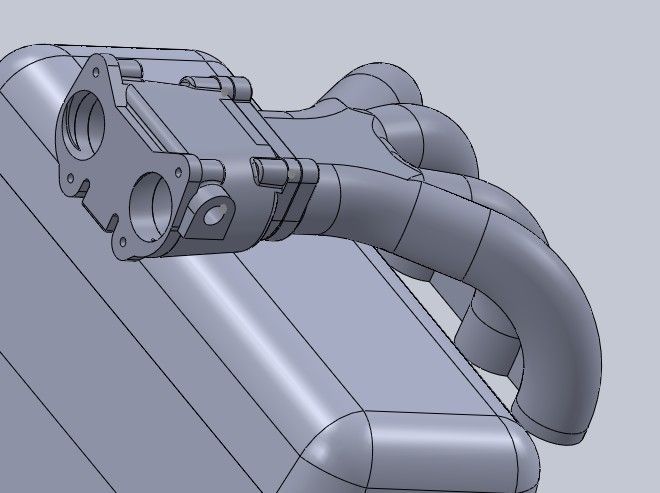
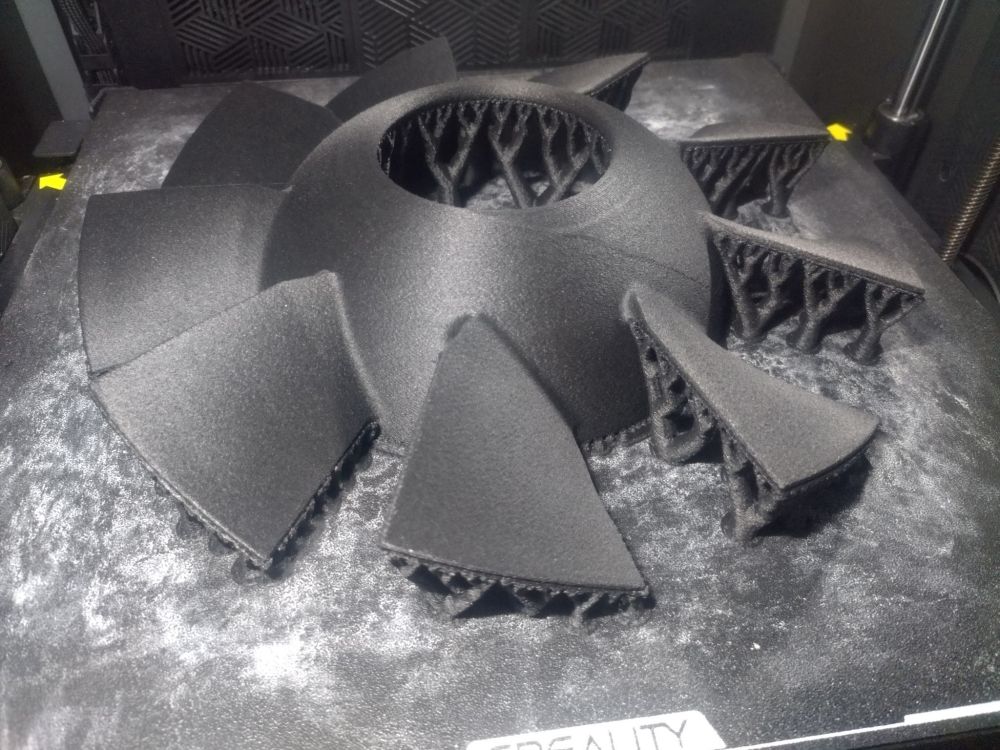
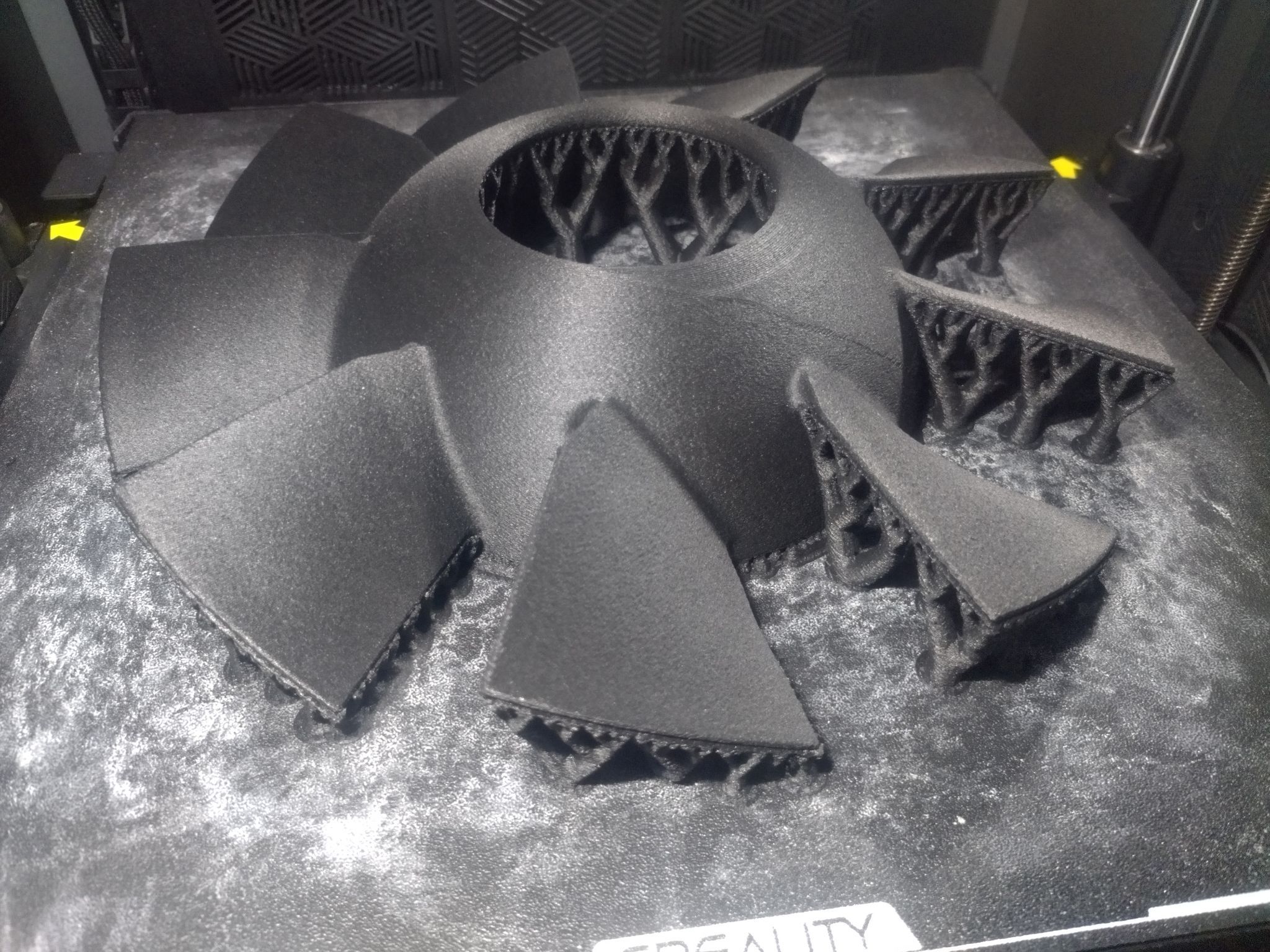
Bonjour. Personnellement mon but premier en impression 3D est la réalisation de pièces destinées à l'automobile, tel que collecteur d'admission, pale de ventilateur, biellette de commande vitesse....... Pour cela j'utilise des filaments ( ou résine ) technique, ayant eu des soucis avec des filament PA6-CF15 de chez S.... il ma été conseiller de voir du coté d'un fabricant chinois. IEMA ( Merci @pjtlivjy pour le tuyau). Je ne suis pas influenceur donc ceci n'est pas un publi reportage. J'ai donc passer commande des 5 types de filament suivant ABS-CF PA6-CF PA12-CF PA12-GF et filament support pour PA, le premier intérêt et de pouvoir les utiliser dans le CFS de ma K2+ Combo. Il a bien sur fallut faire une calibration de ceux-ci. Voici les premières pièces imprimer Ventilateur destiné au moteur de Citroên GS monté sur les MEP X27 imprimé en PA12-CF Boite à eau servant d'interface entre un carburateur weber 45DCOE et la pieuvre (inspiré des collecteur usine des année 1970) pour un Coupe Citroên DS 21 improimer en PA6-CF coupe de la dite boite à eau permettant de voir la poche d'eau le visuel de la boite à eau et de sa pieuvre en coupe Premier bilan des ces impressions Les filaments testés passe très bien dans le CFS ( la bobine de filament de support est un poil trop petite, celle du PA12-GF est limite trop grosse), pour le moment il ne me pose aucun Pb particulier, L'état de surface et l'homogénéité me semble bonne. Séchage effectuer en respectant au minimum les préconisations du fabricant ( je me suis basé sur le temps le plus long au vue de ma méthode de séchage ) Je ne manquerais pas de vous tenir informé des autres test pour l' ABS et le PA6-CF Bon Print Vincent


 2 points
2 points -
Au programme cette semaine : la nouvelle Anycubic Kobra S1 Max et son ACE 2 Pro, la Vision Miner 22 IDEX V4 taillée pour la production, les préparatifs du Formnext 2025, les bons plans Black Friday chez Prusa, Eryone et GeekBuying, sans oublier le démontage d’une Bambu Lab P2S, le test forum de la Qidi Box et un DIY pour upgrader une Prusa MK2S. https://www.lesimprimantes3d.fr/semaine-impression-3d-514-20251109/2 points
-
Bonjour, Une de mes premières impressions sur elegoo centauri carbon...
 2 points
2 points -
D'après les caractéristiques de la machine oui. Tu peux brancher le câble de la qidi sur un port Ethernet de ta box ou un switch, le tout c'est que ton PC et la machine soient sur le même réseau. tu as des câbles de plus de 25 mètres, si c'est long prend un CAT 6 ou 7.2 points
-
Plutôt un câble Ethernet, il y a une prise LAN sur l'imprimante!!2 points
-
Bonsoir Ma solution qui peut semble radicale J'ai fait l'acquisition d'une étuve industrielle d'occasion de 240L qui accepte de monter à 250°C, elle possède même une régulation programmable, trouvé sur LBC pas loin de chez moi Excessif vous me direz mais bon je pourrais ainsi l'utiliser pour l'annealing Bon surf Vincent2 points
-
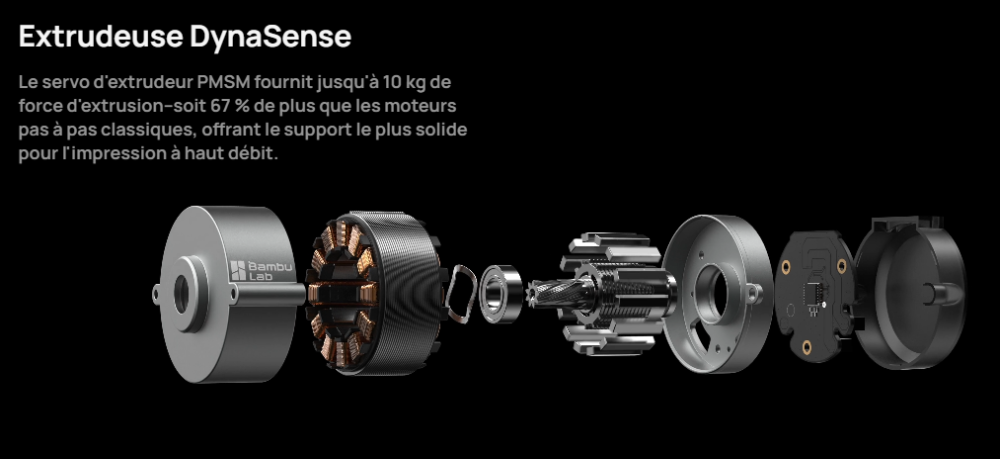
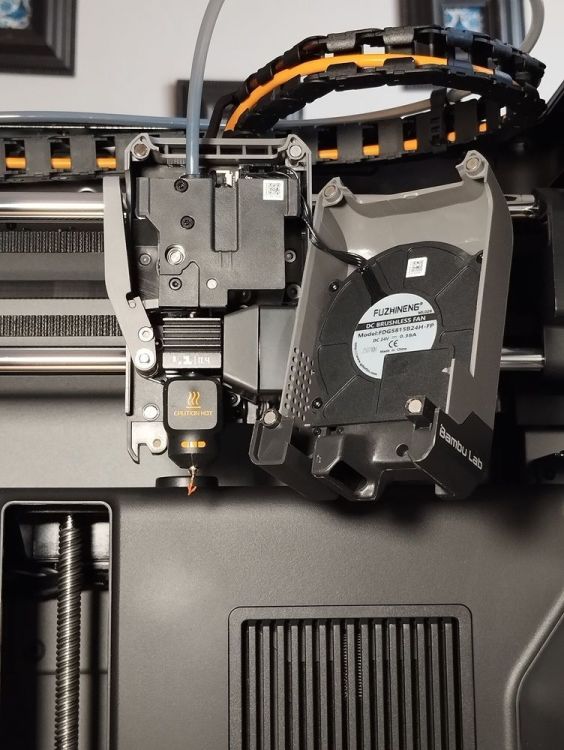
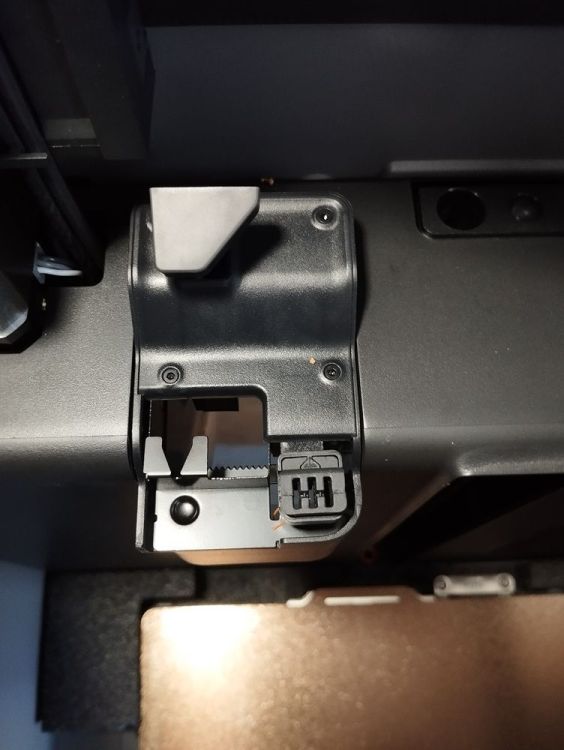
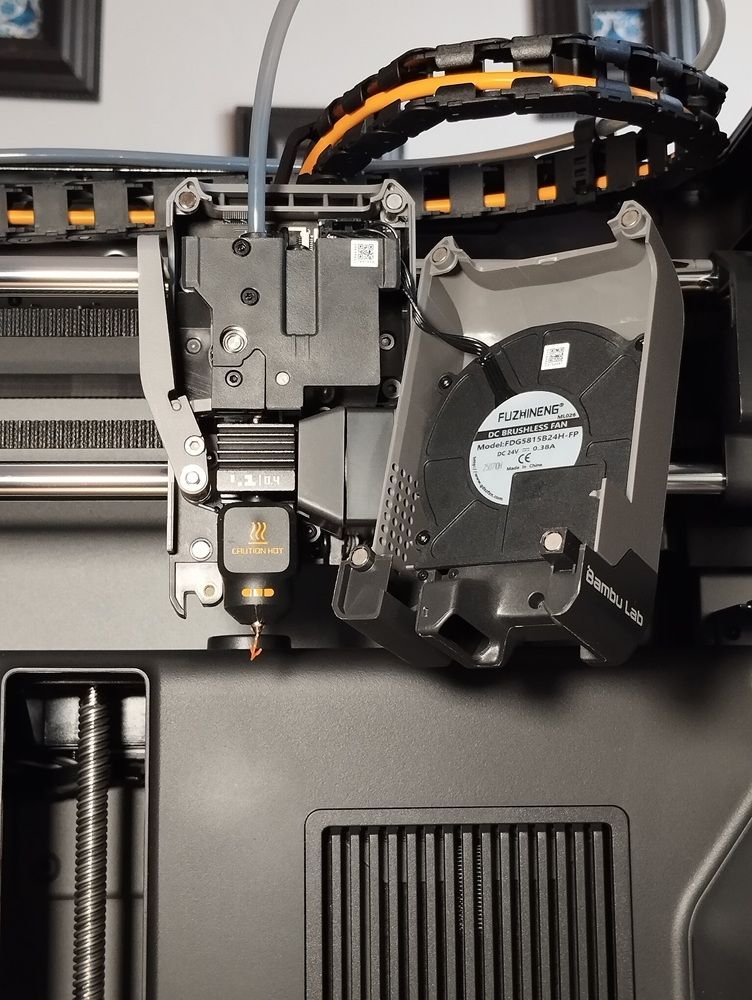
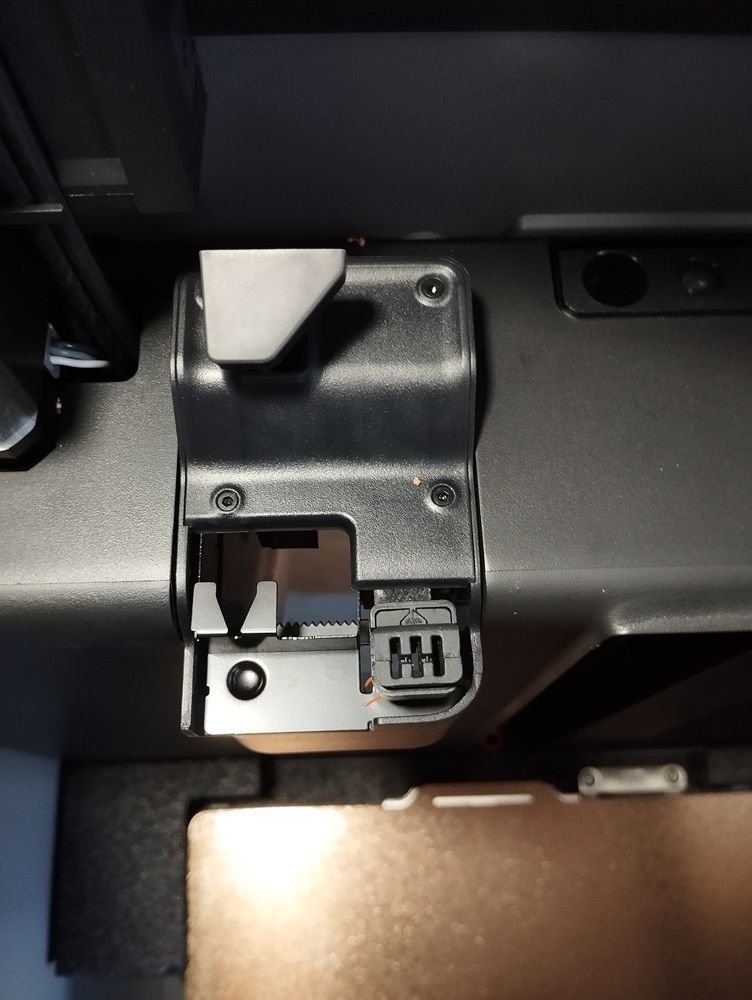
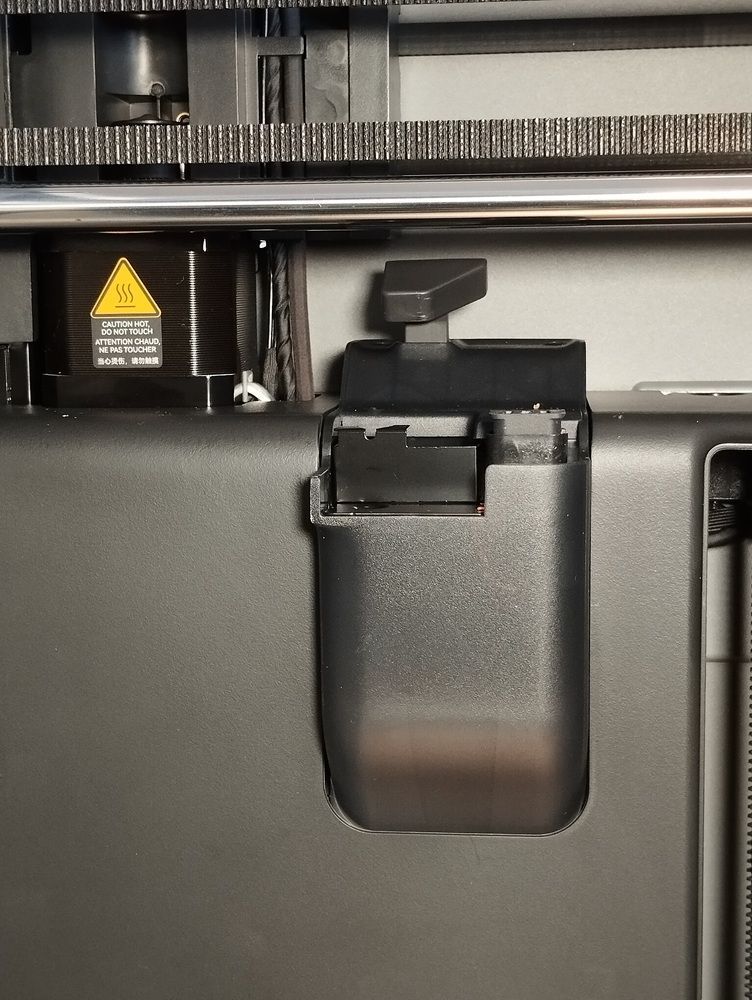
La tête d'impression Pièce clé de la Bambu Lab P2S la tête d'impression qui n'est autre que la tête de la H2S, elle est équipée de l'extrudeur DynaSence dual gear en acier trempé et du nouveau système d’extrusion servo PMSM (développée en interne par Bambu Lab) qui fourni jusqu'à 10 kg de force d'extrusion soit 67% de force d'extrusion par rapport à la P1S ce qui permet un haut débit et une haute précision d'extrusion. La buse à démontage et montage rapide déjà présent dans la A1 et A1 mini et la série H2, en 30 secondes le changement de buse est effectué et cela sans aucun outils. Nouveauté également présente, la calibration automatique du débit par un capteur à courant de foucault, il permet en temps réel la calibration de la pression dans la buse, ce système était également présent dans la A1 et A1 mini, il a été repris dans la série H2 et finalement dans la P2S, pour moi c'est une des avancés majeures dans l'impression 3D, fini la galère de paramétrer le débit sur chaque type et marque de filament. La détection d’erreurs assistée par IA j'aurai du en parler plus haut avec la caméra mais j'ai préféré en parler à part, ce système permet la détection d'erreur pendant l'impression et doit normalement détecter les objets présents sur le plateau d'impression (outils ou objets imprimés précédemment), les spaghettis, les coulures ou les amoncèlements au niveau de la buse, les paramètres de démarrage de l'impression et le bourrage dans la goulotte à déchets, elle permet également de détecter via un code QR le type de plateau présent sur la machine et de comparer à celle déclaré dans le trancheur. A cet instant je n'ai pas encore fait de test sur cette fonction IA, je reste prudent car d'autres imprimantes que j'ai testé devait l'avoir et j'avais été déçu à chaque fois. Nouvelle goulotte à déchets et essuyeur de buse Alors je ne sais absolument pas si elle fait mieux que sur la P1S mais ce n'est pas exactement la même, en tout cas sur la P2S elle fait très bien sont travail

 2 points
2 points -
Concernant la gestion des filaments, je voulais connaitre par curiosité VOTRE mode de fonctionnement pour la M1 pro. De mon côté je fais 5 choses: 1- Au déballage de mon nouveau filament à installer, je pèse d'abord l'ensemble de ma bobine afin d'évaluer le poids de ma bobine vide (153 grammes par exemple), ce qui me permettra surtout de savoir combien de grammes de filaments il me reste quand j'arrive en fin de bobine. J'ai du mal à juger "au doigt mouillé" 2- A partir d'un profil de base, je crée un profil de filament et je bascule sur 50°C (voir 55°c) pour la température de plateau que ce soit pour la 1ère couche et les autres. J'utilise du Sunlu PLA+ et selon mon expérience la température par défaut de 40°C est trop faible pour la "Cool PEI plate". A ajusterr selon vos filaments et vos expérimentations bien sûr. 3- Je lance dans Artillery Studio un test de Temp Tower (Nouveau projet > calibration), et je reporte la température optimale dans le profil de filament que j'ai créé. 4- Je lance le test de Pressure Advance (Nouveau projet > calibration), en laissant direct drive mais en choisissant Motif PA. cela crée un tout petit carré, mais après découpage cela fait apparaitre des lignes en chevrons, et il faut trouver la meilleure valeur au niveau de l'angle droit formé. Je reporte ensuite la valeur dans le profil du filament (par exemple 0.035 si la meilleure ligne est situé entre 0.03 et 0.04) > le test consomme 2 grammes de filament. 5- Je lance le test de Débit YOLO "recommandé" (Nouveau projet > calibration) et je corrige la valeur "rapport du débit" également dans le profil du filament en ajoutant ou retranchant la meilleure valeur obtenue. Par exemple si le motif "-04" est le meilleur (lisse en surface, bien dessiné), alors je remplacerai la valeur "1" par "0.96". Si vous hésitez entre 2 motifs/valeurs, prenez la valeur la plus proche de zéro > le test consomme 15 grammes de filament. Au final, je perds un peu de filament, et un peu de temps en partant sur profil filament à base de 0.20mm Standard ( 52mn pour TT, 8 mn pour PA et 33 mn pour Débit ) mais cela me permet au final d'imprimer correctement, d’enregistrer les valeurs, et je n'aurai pas à les refaire si je recommande exactement le même filament. A noter, les valeurs peuvent changer en fonction du coloris choisi ! ET VOUS alors, vous faites comment ?1 point
-
Question qui a son importance, tu vises quoi comme utilisation ? Quelles sont les pièces que tu souhaiterais réaliser ?1 point
-
@Jean_Luc Perso je dirais plutôt 210 - 220 °C. Comme dit par @hyoti ça va dépendre beaucoup de la vitesse à la quelle tu vas imprimer. Souvent je prends la température la plus haute qui reste de bonne qualité, je fais la calibration du débit, du pressure advance et ensuite le MVS. Si le MVS est trop bas par rapport à ce que j'ai d'habitude pour ce type de matériau, je monte ma température de 5°C et je refais un MVS. Ensuite je finalise le parametrage par un cube de calibration dimensionnelle. Ca permet de voir si l'ensemble est cohérent et si le pressure advance est toujours bon. Ensuite la première pièce (petite) pour valider l'ensemble des paramètres, y compris le dimensionnel. Très bien. Si on a bien réglé le MVS, c'est souvent le bon compromis rapidité / qualité. Dans certains cas, on rectifie les vitesses des couches extérieures pour améliorer l'esthétique, mais souvent ça marche avec le profil par défaut1 point
-
Le titre a été corrigé => rétraction, pas rétractation (dommage que ce terme ne soit pas dans notre glossaire).1 point
-
Bonjour, fraîchement équipé d'une D12, je joue avec la config et je jongle avec quelques difficultés, cf autre topic: Un autre de mes soucis concernait la config Wifi, puisque l'interface limite la clé wifi à 16 caractères, ma clé en fait 20. J'ai contacté Wanhao qui m'affirme que c'est une limite de la carte électronique. Sauf qu'il suffit de mettre son SSID et sa clé wifi dans le fichier de config du firmware "robin_nano35_cfg.txt" pour que cela fonctionne. C'est bien l'interface qui limite, pas la carte électronique. Enfin, il n'est pas nécessaire de reflasher tout le firmware pour prendre en compte une modif du fichier "robin_nano35_cfg.txt". Après un flash, il est renommé en robin_nano35_cfg.txt.cur. En lui redonnant son nom, un simple redémarrage de la D12 et la nouvelle config est prise en compte.1 point
-
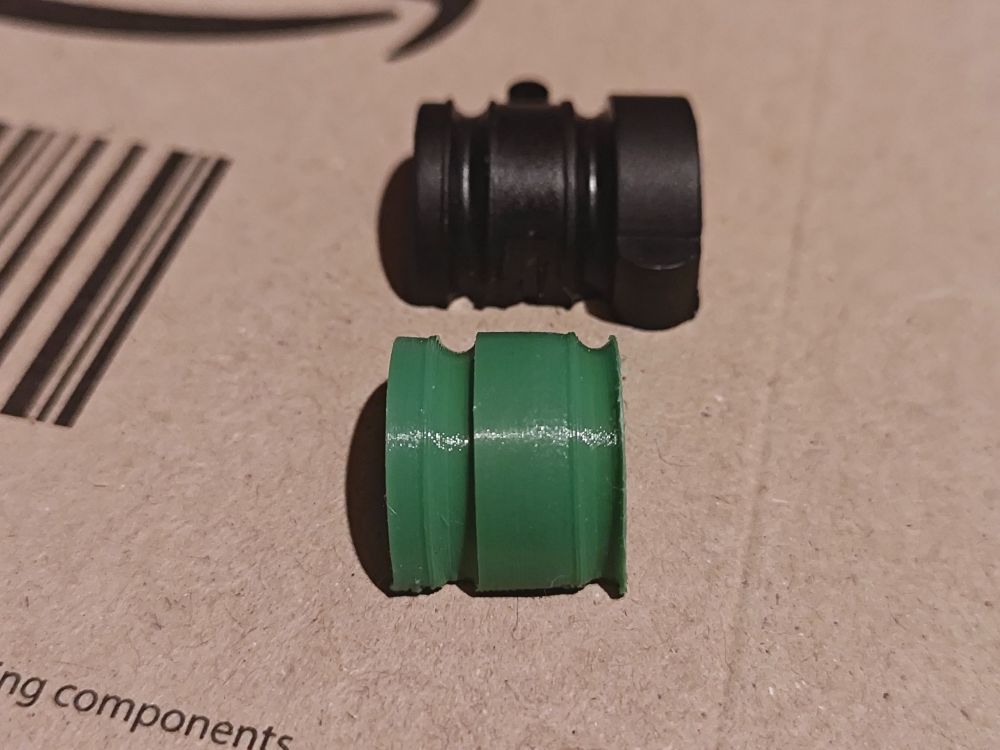
Salutation ! Si tu regardes les vues "vitesse" et/ou "débit" de l'aperçu après découpage et non juste la vue "type de ligne", cela correspond à des zones de vitesse et/ou de débit différents ? Les "membranes" formés par le remplissage, visible sur la photo, me semblent manquer de matière et les boudins de filament extrudé pour le remplissage me semble inconstant… cumulé au fait que tu utilises une hauteur de couche de 0.28 mm pour une buse de 0.4 mm et donc que tu dois possiblement te trouver proche voir au-dessus de la limite du débit volumétrique de débit possible pour ce filament a cette température sur cette tête d'impression... cela me laisse penser que pour ce filament a cette température d'impression, tu as dans le profil filament utilisé un "maximum volumetric speed (mm³/s)" (visible seulement en mode "Advanced") trop grand pour cette bobine a cette température d'impression. (Genre, tu as peut-être utilisé un profil de filament Haute vitesse au lieu d'un profil de filament standard) A tu pris le temps de faire une calibration du "maximum volumetric speed", "débit" et du "Pressure Advance" pour ce filament a cette température d'impression ? Sinon pour vérifier ( car des gobelets empilables ont éventuellement cela… et c'est le genre de trucs dans mon cas que je peux ne pas voir si je n'ai pas encore pris son 3eme café ) : Certain que ce changement de diamètre entre la partie basse ayant un fond et la partie haute n'est pas présent sur le modèle 3D ?1 point
-
Ca ne marche pas de mémoire pour transférer un fichier. La clé USB est la bonne solution sans accès réseau Wifi ou Ethernet. @hyoti je viens de voir ton message.....1 point
-
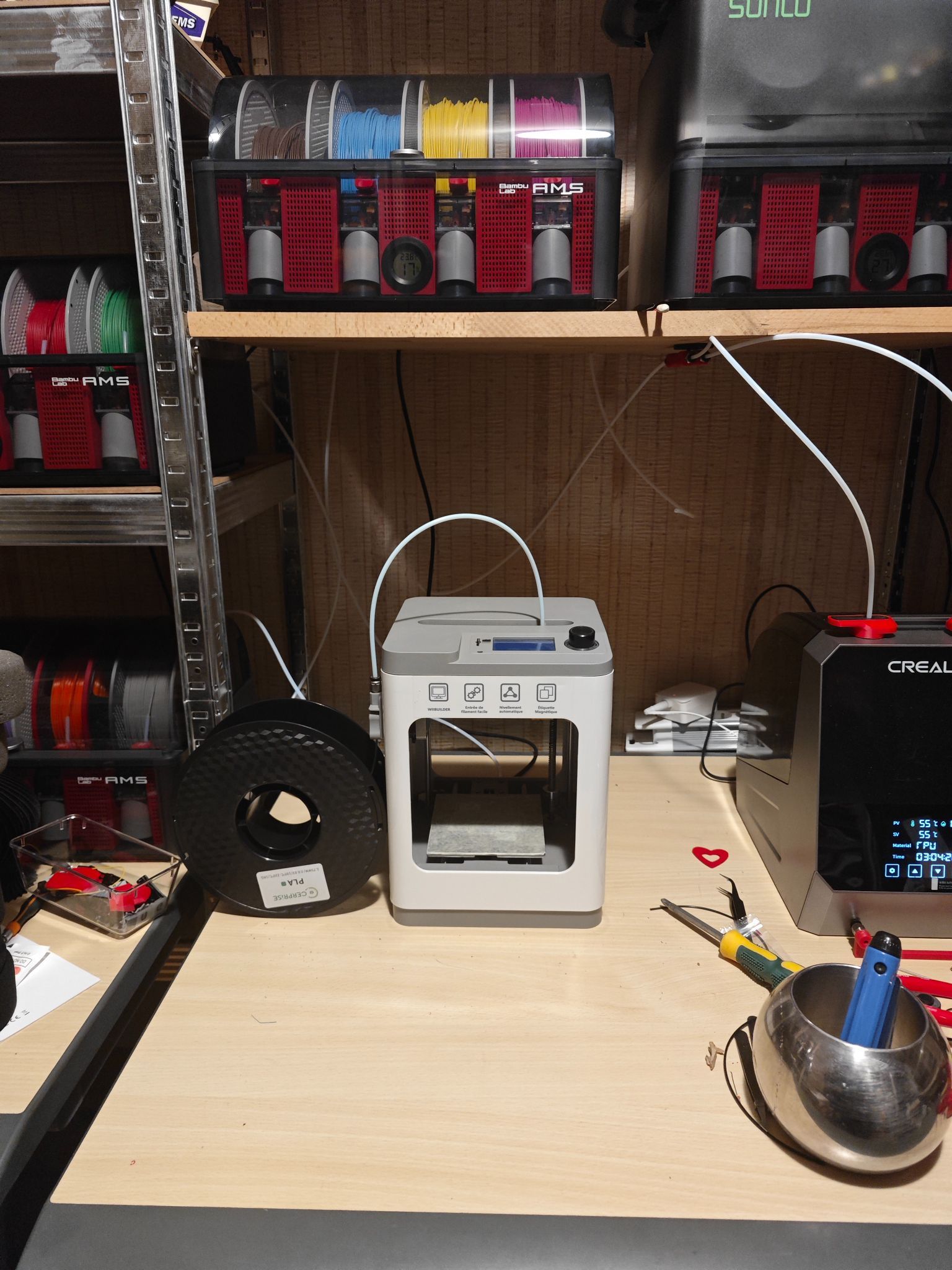
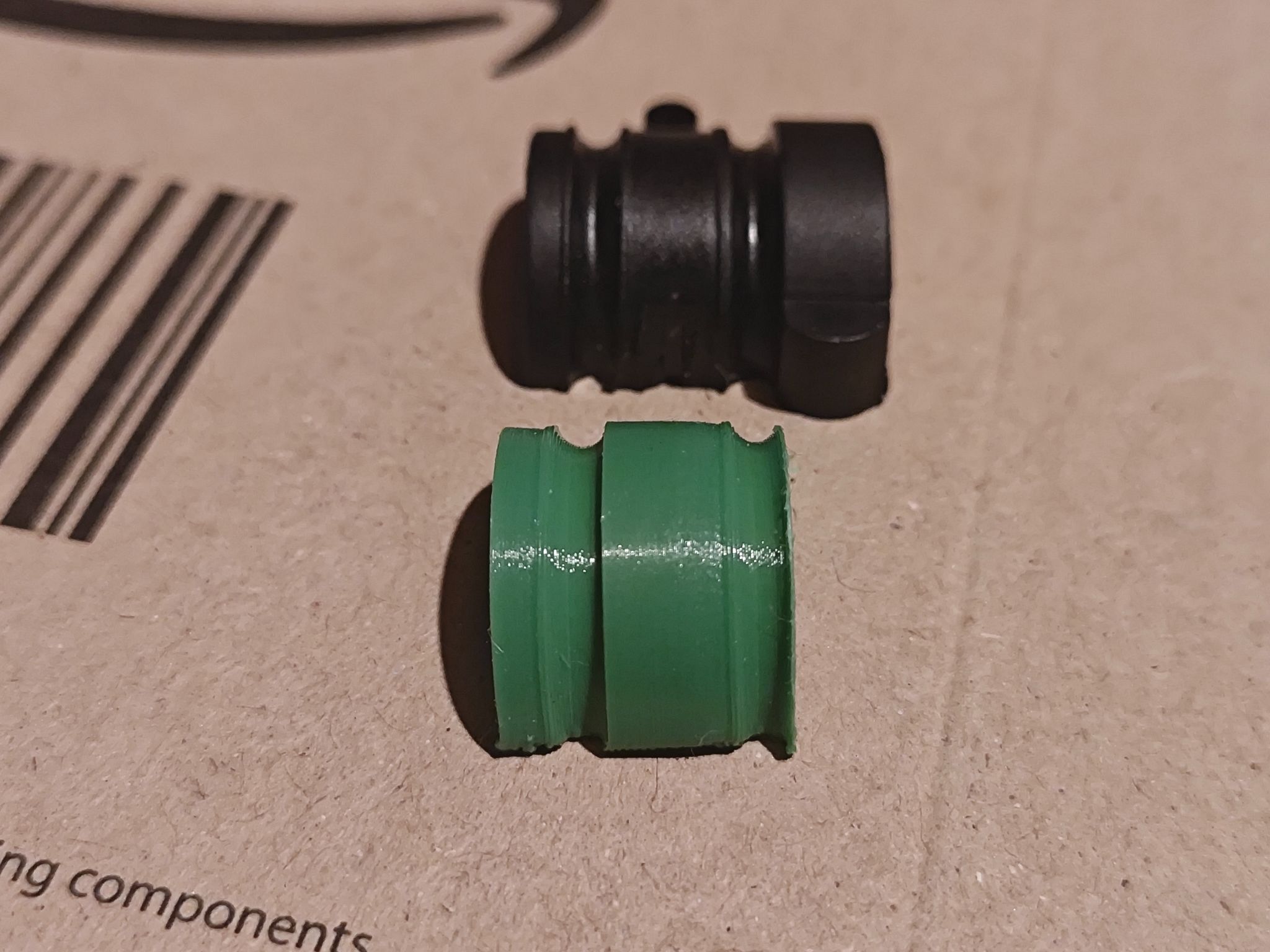
Bon je vous présente celle qui remplace désormais ma "P1S", la célèbre "Pas de S" : Les résultats sont pas trop mal, fait avec un vieux reste de PLA vert qui traine à l'air libre de puis des mois dans le bureau... Mais par contre qu'est-ce que c'est long, j'avais presque oublié ce paramètre ! Plus de 20min pour cette petite pièce qui doit faire 2cm de large ! Bon vivement la vraie "P2S" !!
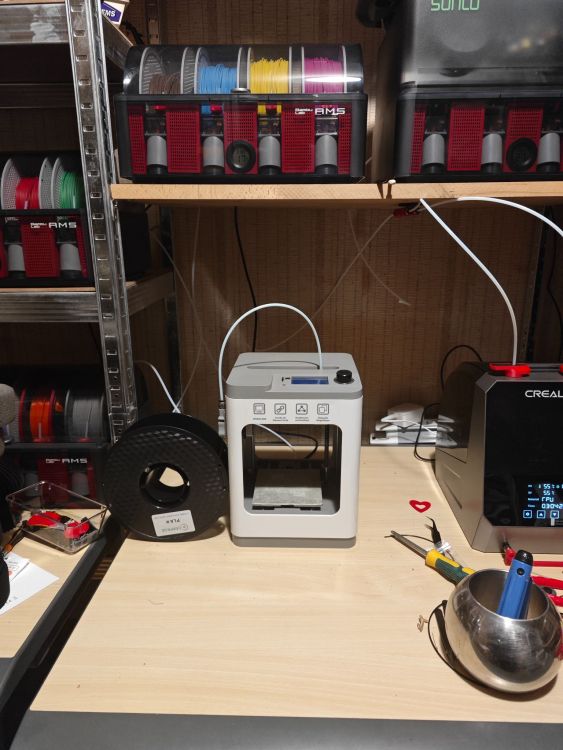
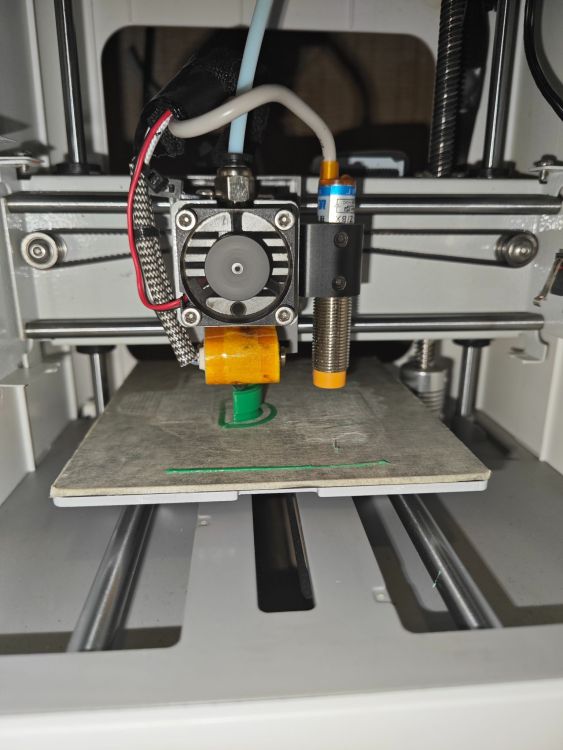
 1 point
1 point -
Oui si tu as bien renseigné l'adresse iP de ta machine dans Orca, c'est le petit sigle réseau Wifi qui est à coté du nom d'imprimante. Ne pas oublier de mettre le port 10088 pour les Qidi.1 point
-
Idem, pas trouvé sur Interenchères ou le coincoin ou à des prix élevés, j'ai fini par acheter du neuf (mais bon c'est une utilisation pro). La pompe à vide si c'était à refaire, je prendrais une pompe à pistons secs pour supprimer la maintenance.1 point
-
Hello, j'ai téléchargé ORCA SLICER, importé ma tour puis comme tu m'a dit Menu Calibration puis Température, j'ai choisi mon filament et fait les réglages puis ok. Donc si je lance en impression, c'est tout bon ???1 point
-
je n'ais vu votre post qu'après avoir posté Ventilé oui j'avais bien prévu l'option vide ( j'ai une pompe a vide dispo) mais rien de local a vendre a un prix intéressant. les alertes surveille dernière cession de séchage 4 bobines ensemble Bon Print1 point
-
Concernant la gestion des filaments, je voulais connaitre par curiosité VOTRE mode de fonctionnement pour la M1 pro. [ EDIT ] : j'ai créé un nouveau topic pour partager nos bonnes pratiques pour les réglages dans le slicer1 point
-
C'est vrai que Qidi Studio ne propose pas les tours de température dans les calibrations. C'est dispo dans Orca Slicer, menu calibration / température, qui est la source de Qidi Studio. Personnellement je n'utilise pas Qidi Studio, mais que Orca qui est plus riche sur la calibration et sur deux ou trois détails. Si tu n'as pas trop de filaments de définis dans Qidi Studio, ça vaut le coup de migrer vers Orca. Les Qidi sont déjà définies dans Orca et les matériaux Qidi aussi.1 point
-
Bon 12 Kw plus tard le résultat Franchement je trouve le résultat plus que satisfaisant. encore quelque Kw pour avoir la résistance max il faut que j'améliore mes états de surface au dessus des supports et je trouverais cela "parfait" Bon Print Vincent

 1 point
1 point -
Car j'ai un coté autistique "Sheldon" et l'IA est un péché mignon: On parle ici d'une IA de classification Par default, l'AI n'apprend pas - l'app vient avec ses poids et ne les changera pas - vu qu'un training est assez lourd. Et c'est tout le problème: tu as besoin d'avoir des informations classifiés, de qualité, pour "apprendre" et faire du training (/fine-tune) mais il n'y a pas, a ma connaissance, d’envoi des images vers Artillery ni de question "Spag/Pas Spag". Pour avoir un outil plus malin tu devrais avoir: - Avoir un opt-in pour dire que tu veux "participer" a l’amélioration (tu acceptes de partager) - Lors d'une détection - confirmer/infirmer le cas - a ce moment, une image (ou video) devrait être envoyer avec le label (c'est bien des spag, c'est pas des spag) - Un training(=fine-tune vu que l'on ne part pas de zéro) devrait être relancer avec un ratio "training" / "validation" des nouvelles images (on ne valide pas sur des images utilisée pour le training) + "validation" des anciennes pour définir si le modèle régresse ou non (bien que la régression n'est pas obligatoirement un problème) Dans le cadre de Obico,les details de Obico: https://www.obico.io/blog/2019/08/14/3d-printing-deep-learning-training/ J'ai pas regarder tres loin mais je ne pense pas que le code (actuel) fasse du fine-tuning automatiquement - cela reste possible car les poids sont disponible mais cela demande un peu de travail: https://gitlab.rylanswebsite.com/rylan-meilutis/obico-server/-/blob/zzh/docs/model_training.md Et encore une fois, voila pourquoi je regrette que nos amis d'Artillery ne "pige" pas l’intérêt d'avoir une communauté active - ce genre de truc leurs permettrait d'etre nettement plus efficace que d'outsourcer chez Makerbase et avoir des cochonneries comme résultat... (eg: Le nouveau LCD, il contient pas mal de macro hardcoded... qu'il lance au fur et a mesure... même pas un template ou autre... tu dois changer les 200Mb de l'executable...)1 point
-
Salut @cyna06 Il y a quelque temps, quand j'ai commencé à utiliser du TPU, je me posais la même question pour du Fillamentum Flexfill 98A et quelqu'un m'avait répondu ça Il faut aussi regarder la spec constructeur, tu devrais y trouver des infos sur la constitution du filament. Dans mon cas, j'avais pu voir que le filament était constitué de "Polymer base polyurethane" Tout est dans ce post A+ JC1 point
-
bonjour, j'ai refais une impression (plus longue !!) mais top. pas de probleme. merci à vous. au top le fofo1 point
-
Autre point important, le nettoyage du plateau. Tu le fais bien avec de l'eau chaude et du liquide vaisselle, pas à l'IPA ? A+ JC1 point
-
@Rgnd J'ai positionné en CAO les différents éléments et il y a de la place entre le bas de la tête d'impression et le support du Cartographer pour passer les connecteurs JST des deux ventilateurs. Donc c'est tout bon.1 point
-
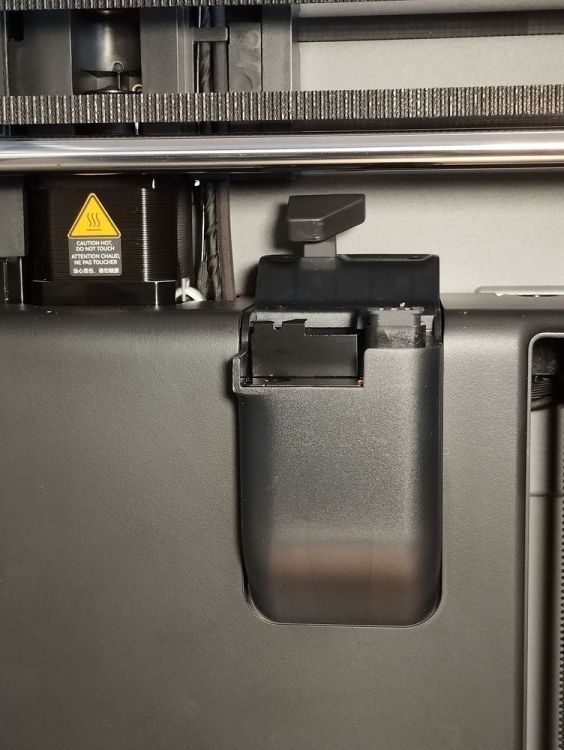
Bonjour, Le concept du Polydryer me plaisait bien mais j'ai déjà des boites céréales modifiées pour stocker mes bobines. J'avais modélisé un adaptateur mais je me suis dit que je pouvais essayer de fabriquer un appareil conçu pour mes boites. Je suis resté dans l'esprit Voron. Reprise d'un concept qui fonctionne et modélisation adaptable aux éléments disponible du marché. J'alimente le tout en 24volts. Le chauffage est un 120 watts, le thermostat à moins de 3 € fait tout ce qu'on lui demande. Tout est réglable y compris l'hystérésis ainsi que les limites, les alarmes, le délai, etc. Le thermomètre/hygromètre en haut est là pour la mise au point mais sinon je n'en met pas, ça ne sert à rien à par bouffer des piles. Je sèche en imprimant, la sortie du filament est du coté opposé au thermostat sur la photo mais on peu l'inverser, le support de boite est symétrique. Les petits capuchons noirs servent à boucher les trous de la boite, ils sont en TPU. Tout le reste est en ASA. La sonde du thermostat est dans le compartiment du retour d'air à l'arrière. J'ai pris une alim trop grosse à dessin, 10A. J'ai d'autre projet, j'en prendrais une plus petite pour le sécheur plus tard. Le coût est d'une quarantaine d'euros le sécheur et d'environ 10€ par boite de céréales équipée. Je communique le FCStd à qui veut.

 1 point
1 point








.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)