Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/11/2025 dans Messages
-
Comme quoi la réponse à une question peut être totalement différente en fonction d'un petit détail. Anonymiser uniquement les concurrents ou anonymiser tout le monde ça change complètement la perception. Je trouve ça nul mais ça se comprend. S'ils craignent que leur plateforme ne soit pas assez attractive faudrait pas se tirer une balle dans le pied en plus. Ce type de censure est une pratique courante, les plateformes de bnb le font aussi. C'est un moyen de rendre les utilisateurs/clients captifs de leur écosystème et de limiter les pertes, sous couvert de la sécurité (bah oui, ailleurs c'est pas sûr). Ce qui serait mesquin serait de remplacer certains mot-clés par des liens affiliés. Mais ne leur donnons pas de mauvaises idées.3 points
-
Ils feraient mieux d'anonymiser toutes les merdes générées par IA qui ont infesté la plateforme3 points
-
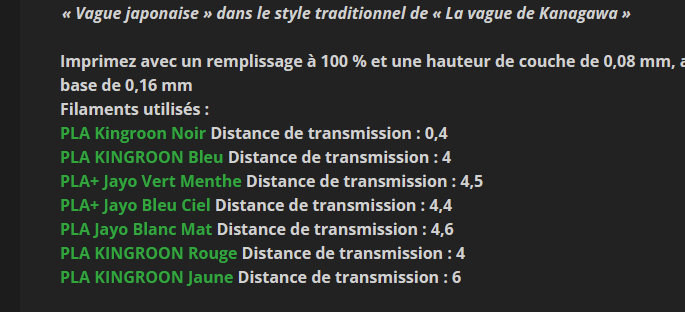
Salutation ! Depuis quelque temps, j'ai remarqué, quand je publie un modèle 3D ou un sujet ou commentaire sur **************, que le nom de certains sites/constructeurs concurrents sont automatiquement remplacés avec des caractères '*'. Par exemple "Filament utilisé : PLA Silk White Anycubic." devient "Filament utilisé : PLA Silk White ********." ou encore "https://www.thingiverse.com/thing:7201163" devient "https://www.***********.com/thing:7201163" Personnellement, je trouve cela très mesquin. Mais, je voulais vos avis, voir lancer le débat sur cela.2 points
-
Découvrez les capacités de l'imprimante 3D Bambu Lab H2S version Combo avec son AMS 2 Pro https://www.lesimprimantes3d.fr/test-bambu-lab-h2s-combo-ams-2-pro-20251114/2 points
-
Je me suis pris une BBL Engineering Plate j'ai profité des promos, c'est une plaque lisse pour tout filament, je vous dirai se que j'en pense mais pour l'instant je ne l'ai pas encore testé2 points
-
Je n'ai pas vérifié s'ils anonymisent ou non les m***** Il faudrait faire un sujet spécifique pour le débat (houleux) sur les modèles 3D créés avec les IA génératives. Il semble que "Jayo", "Kingroon", "Sovol" ne soit pas transformé ( pas testé quand tout en minuscule ou tout en majuscule ) Il semble que cela remplace seulement certaines suites de caractères ( Sensible à la case ) donc oui changer un caractère ou faire une faute permet de contourner l'anonymisation. Après quelque essais ( "Poster un commentaire sur un de mes modèles" ) j'ai déterminé pour l'instant que "Anycubic", "anycubic", "Elegoo", "thingiverse", "bambu" (donc "bambulab" donne "*****lab"), "makerworld", "thangs", "printables" sont automatiquement transformés en suite de caractères '*'. Mais pas forcément pour leur équivalent avec une majuscule, je n'ai pas tout testé, mais par exemple les mots suivant ne semble pas transformé "BambuLab", "Bambu Lab", "Printables", "Thingiverse" Il faudrait faire d'autres essais pour tester par exemple "AnyCubic", "ANYCUBIC" et voir si une url avec une ou plusieurs majuscules genre "https://www.Thingiverse.com/thing:7201163" passe ou non et si le lien reste valide2 points
-
Et si on fait sciemment une faute d'orthographe dans le nom du concurrent, il s'en aperçoit ? Ou si on rajoute un caractère spécial ?2 points
-
Et la réponse a "la grande question" est ( roulement de tambours ) ***.2 points
-
La grande question : est-ce qu'ils anonymisent aussi leur propre nom pour être impartial ?2 points
-
Bonjour @JF4473 bienvenue chez les imprimeurs fous1 point
-
Les deux roues crantées doivent tourner, la lame du cutter est revenue en position off. ?1 point
-
Les X1C étaient initialement livrée avec une Engineering plate. De l'autre côté on avait un sticker cool plate permettant d'imprimer le PLA avec le lit à 35°C... Cela a été remplacé par le plateau texturé PEI à la sortie de la P1S...1 point
-
Bonjour @divi_hobby bienvenue chez les imprimeurs fous1 point
-
Ce serait stupide de faire des circonvolutions pour finalement tout remplir l'espace, autant le faire rectiligne… Pour info, il y avait déjà un sujet là-dessus : Je rajoute un lien de Bambu Lab: https://wiki.bambulab.com/en/software/bambu-studio/fill-patterns1 point
-
Salut Intéressant comme sondage, d'autant plus que je n'avais jamais remarqué ou fait attention à ça Je trouve ça plus que mesquin. D'un côté une plateforme et un fabricant se targuent d'être ouvert et d'un autre côté (en toute discrétion ?) ils ferment une partie de ce qui est publié par les utilisateurs. Mas bon, il ne faut pas se leurrer, nos chers constructeurs sont là pour faire de l'argent et en plus en comptant sur la communauté qui y contribue parfois gratuitement. Et je suis le premier à publier mes modèles sur certains sites pour espérer recevoir quelques bobines de filament gratuites ou des bons de réduction. Mais bon ça n'enlève rien à la passion de l'impression 3D A+ JC1 point
-
C'est ennuyeux par exemple pour les Hueforge : Makerworld est moins mesquin Pour thingiverse c'est bizarre surtout si c'est un remix !!!
 1 point
1 point -
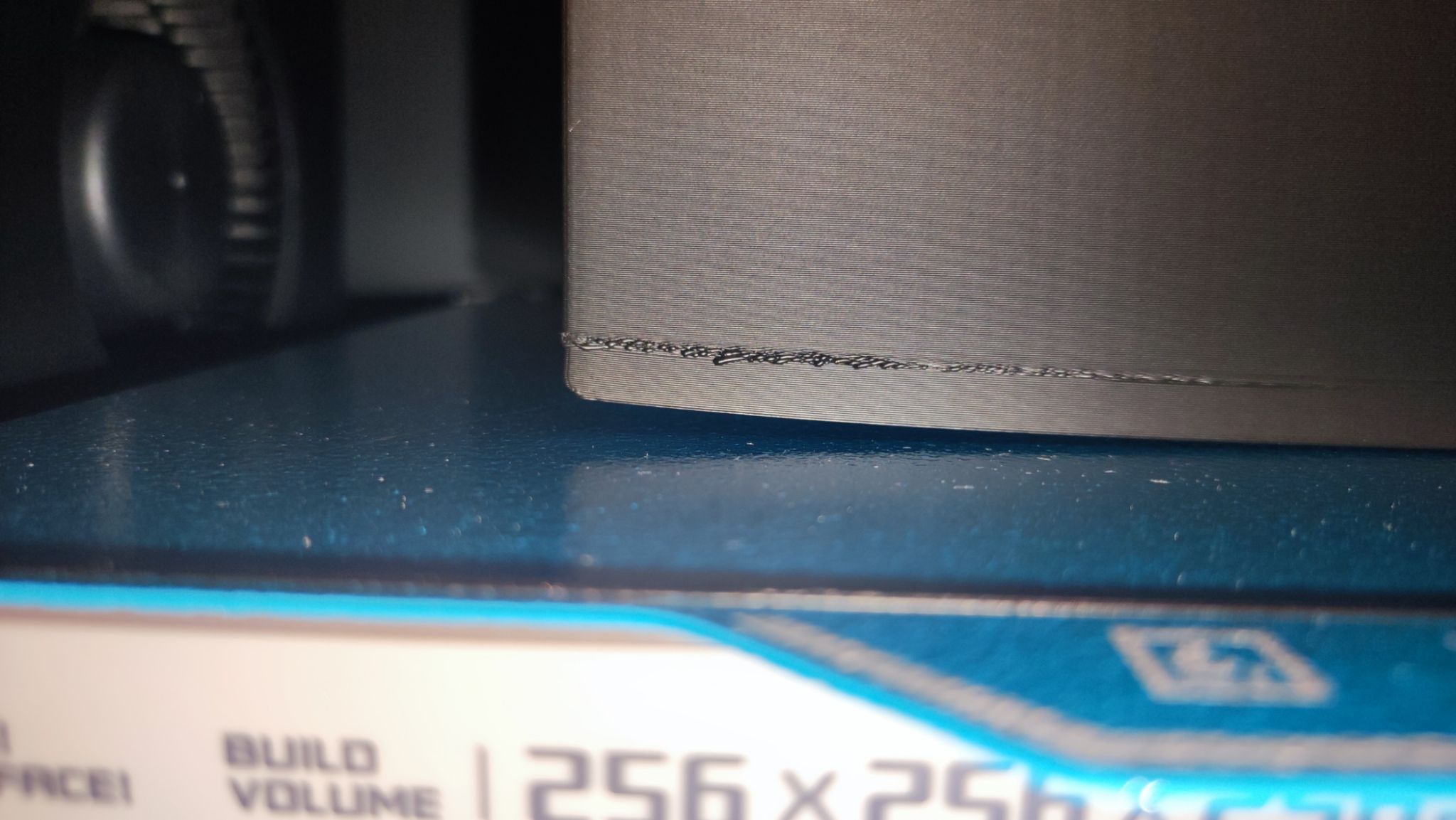
Ah ça c'est une très bonne nouvelle, je vais pouvoir utiliser un côté pour le PLA et l'autre pour le PETG, j'ai failli commander une deuxième plaque, ça va m'épargner cet achat ! En un sens ça explique aussi le prix, parce que 40€ la plaque, ça pique ! Petite photo de la P2S à côté de sa copine qui a bien vécue ! Le gap technologique est de 6 ans, incroyable la différence
.thumb.jpg.d737fe49072d75faaace0f1772a84fc2.jpg) 1 point
1 point -
Merci pour le test je suis impatient de la recevoir1 point
-
Normal vu la taille. Entre le chassis acier et le plateau, à cette taille là, ils ont du augmenter les sections pour ne pas trop sacrifier les cotes hors tout et le design.1 point
-
Les prix se sont harmonisés entre le site "global" (stock de Chine) et la boutique "eu" (Europe). Mais au plus élevé des deux : 1049 / 1199 €. Mais on ne pouvait a priori pas commander sur le site international à destination de l'Europe, ce qui règle aussi la question des frais de port gratuit / payant. -> le prix actuellement affiché est une "réduction de lancement" mais ce seront 1149 et 1299 € TTC qui seront demandés à partir du 8 décembre. Les codes promo actuels ne marchent pas avec la Max4 en "prix réduit" mais on aura un code spécial Lesimprimantes3D.fr à partir du 8 décembre (-5%, ce qui ne compense pas la différence de prix).1 point
-
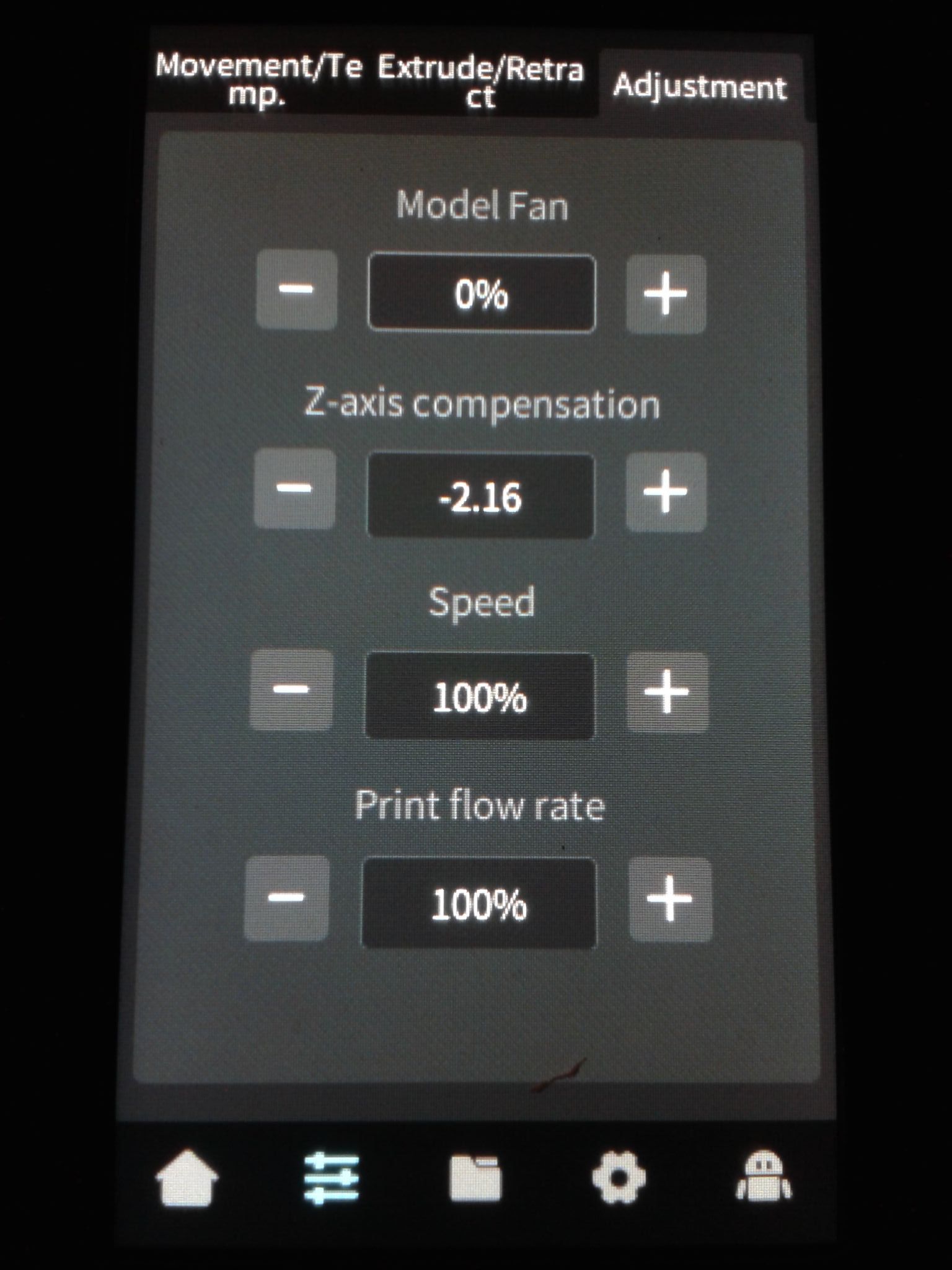
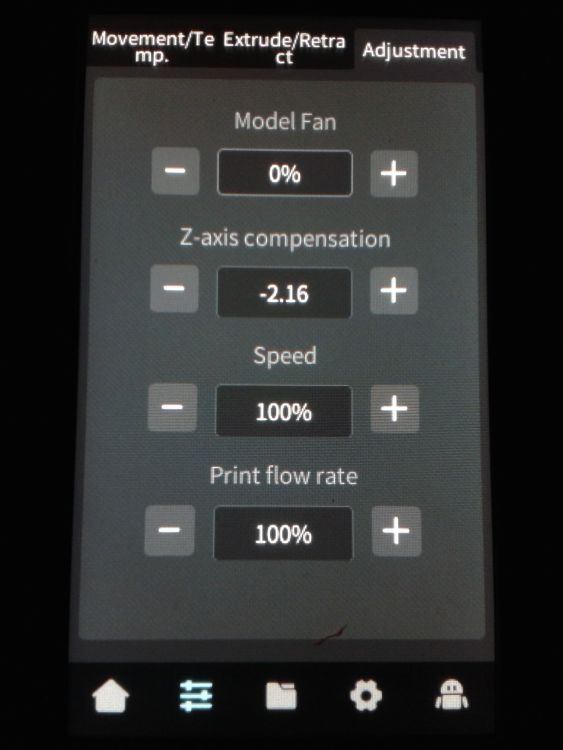
C'est éventuellement un truc à regarder si tu n'as pas une belle couche initiale ( si pour la couche initiale, les boudins extrudés ne sont pas écrasés juste comme il faut sur le plateau, afin d'être jointif, mais sans avoir de débordement de matière.) ) Sachant que sur la "Ender-3 V3 KE" le "Z-Offset" a pour nom "Z-axis compensation" Alors bien voir qu'il y a plusieurs types de "débit de ...", je parlais plus du "débit" général. ( Mais il te faut certainement mettre la visibilité des paramètres sur "Expert" ou "All" pour bien voir tous les type de débits) bien prendre le temps d'étudier l'aperçu après découpage en mode vu type de ligne pour voir quoi est quoi (parois, vs dessus, vs, ... ) Aussi, éventuellement tester "Creality Print" (https://github.com/CrealityOfficial/CrealityPrint/releases), qui a un profil pour la Ender-3 V3 KE. Normalement une version et fournis avec la machine. Ultimaker Cura n'a pas exactement la même approche de paramétrage et organise différemment les paramètres. ( Dernièrement, je préfère utiliser les dérivés d'Orca Slicer dont fait partie Creality Print plutôt que Ultimaker Cura. Mais là, c'est à toi de tester et de décider celui que tu préfères.)
 1 point
1 point -
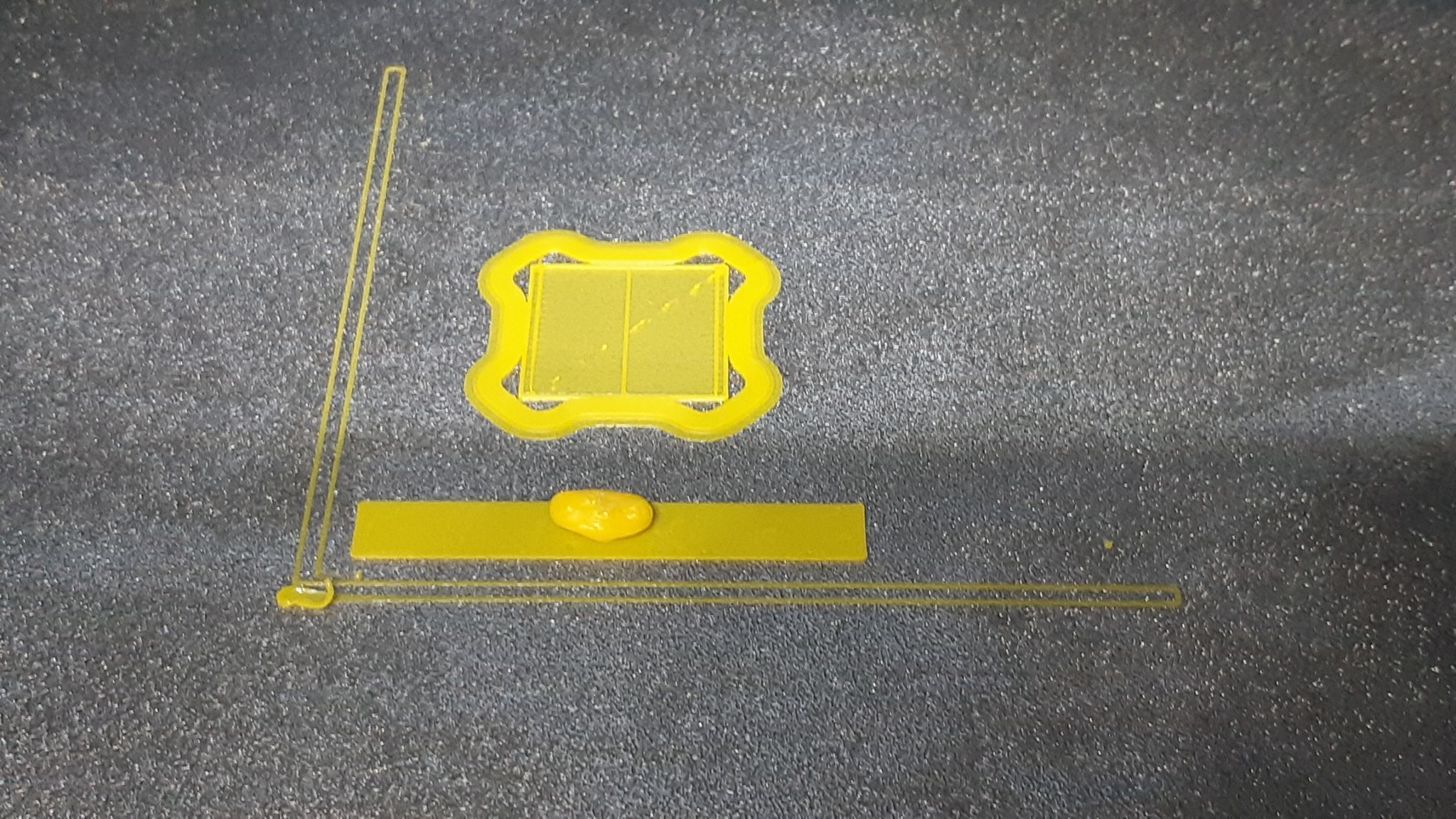
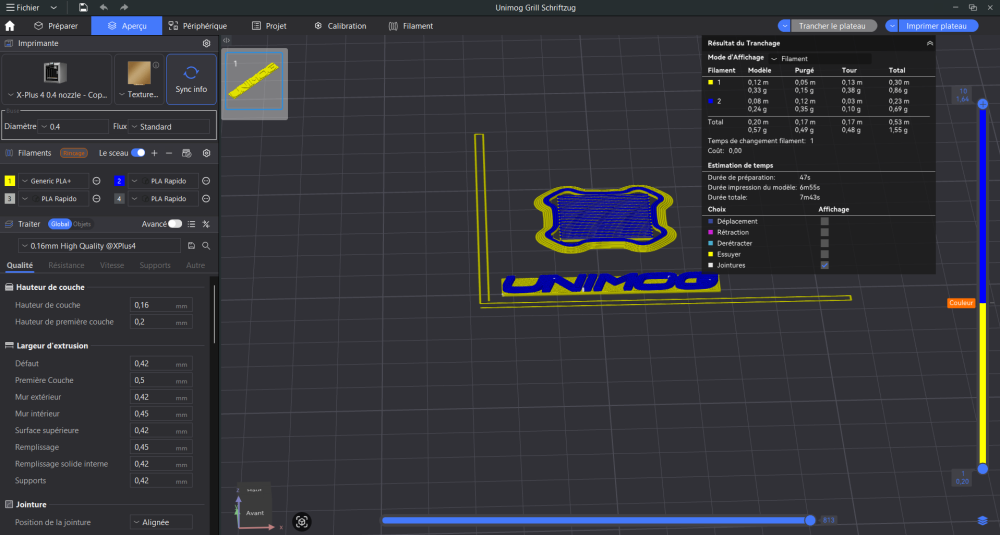
Salutation ! @Magguy J'ai préféré créer un nouveau sujet avec ton commentaire fait initialement dans le sujet comme cela, tu devrais avoir plus de vus et cela va éviter de mélanger plusieurs sujets. C'est toujours mieux d'illustrer avec des photo de son impression, car il peut y avoir de subtiles différences... Mais si vraiment, tu as un truc comme ce qui suit pour la face imprimée en contacte avec le plateau Alors il faudrait probablement ajuster le "Z-Offset" alias "décalage Z" dans un des menus de l'écran de contrôle de l'imprimante. ( dans la photo précédente les boudins de filament extrudé pour former la couche initiale ne sont visiblement pas bien jointifs entre eux, car insuffisamment écrasé sur le plateau, donc la distance buse à plateau pour la première couche semble légèrement trop grande et il faudrait la diminuer ... (ce qui se fait en ajustant le "Z-Offset") ) Pour avoir une idée d'une belle couche initiale regarder le sujet suivant Ensuite sur la photo suivante pour moi, on peut voir des sillons creusés par le nez de la buse, il y a un lège surplus de matière qui se cumule et qui déborde et c'est signe d'un "débit" alias "flow" légèrement trop fort ( une sur-extrusion) avec cette bobine de filament. Là, soit prendre le temps de faire une calibration de débit pour cette bobine de filament pour trouver le débit idéal avec cette bobine, soit au pif sous Ultimaker cura regarder pour réduire le "débit" de disons 2 voir 5 % ( donc s'il était à 100% le passer à 98 voir 95 % voir si cela donne mieux ou non. "L'étirage" alias "Repassage" alias "Ironing" c'est le fait, pour une couche du dessus, de faire un passage en plus avec le nez de la buse, avec débit très faible, sur la surface imprimé afin de lisser un poil la surface du dessus ... ( faire une recherche Google de "étirage impression 3D" ou installer le plugin "Print settings" d'Ultimaker Cura et regarde l'explication du paramètre "étirage" ) Edit > Je remarque que tu utilises une "Hauteur de la couche initiale" de 0.12 mm, puis des "Hauteur de couche" de 0.2 mm. Personnellement sur un plateau texturé, je préfère toujours avoir une "Hauteur de la couche initiale" de 0.20 mm ou plus avec une buse de 0.4 mm de diamètre. Car pour moi, comme c'est la 1er couche, une couche plus fine peut être plus difficile à imprimer. ( sachant qu'il n'est pas recommandé de dépasser 0.8 * "diamètre de la buse", soit 0.8 * 0.4 mm = 0. 32 mm, en "hauteur de couche" ou "hauteur de la couche initiale" sinon risque de dépasser le débit volumétrique maximum possible avec une tête d'impression ayant une buse de ce diamètre ) Sinon pour le reste des paramètres visible rien ne me choque. ( Mais bien noter que si on met la visibilité des paramètres sur "Expert" ou "All" on en voit bien plus cf )1 point
-
Bonjour à tous, Un petit aperçu de ma prochaine impression.. Hélico, le petit robot sera articulé...
 1 point
1 point -
J'espère que ça l'est .1 point
-
Autre point important, le nettoyage du plateau. Tu le fais bien avec de l'eau chaude et du liquide vaisselle, pas à l'IPA ? A+ JC1 point
-
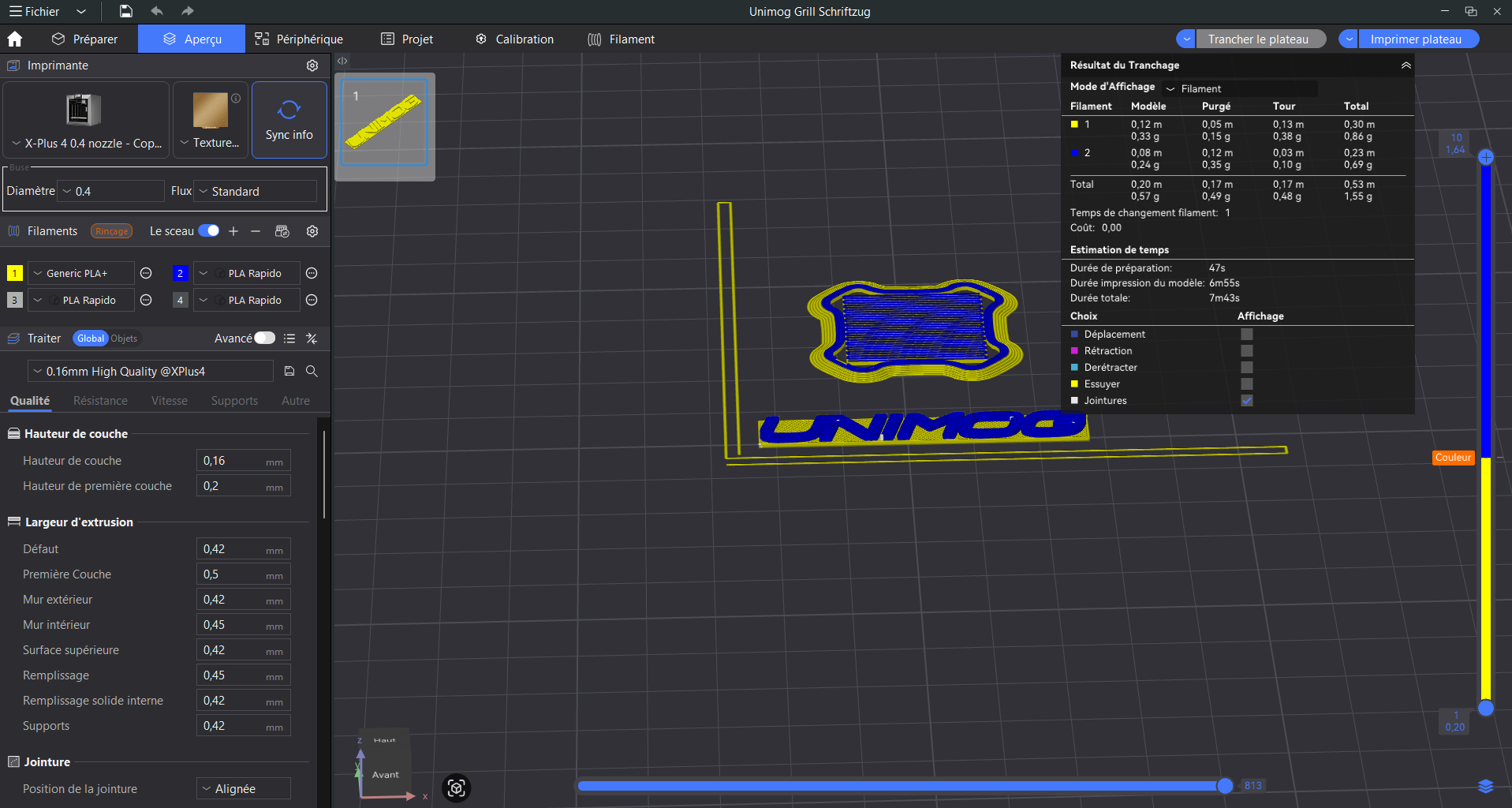
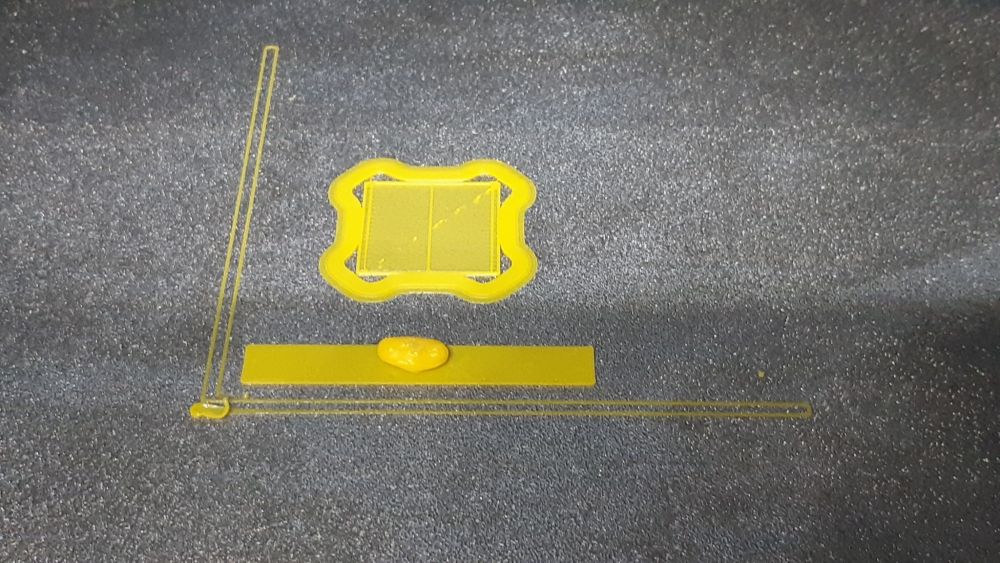
Bonjour, @fran6p je souhaite imprimer avec la QIDI plus 4 un logo en deux couleurs avec QIDISTUDIO 2.3.0.70. j'utilise la bonne méthode pour insérer un changement de filament sans la BOX. Le changement de filament ne fonctionne pas ! j'ai une grosse purge de filament au dessus du logo pourquoi ? Sur la capture d'écran la méthode est correcte sauf qu'au changement de filament l'extrudeur est immobilisé et réalise une purge sur le logo sans se déplacer vers le puit de purge bizarre !! La seule méthode qui fonctionne c'est d'insérer une pause au changement de couleur et il faut couper manuellement le filament et ensuite charger le nouveau filament. J'ai essayé avec QIDISlicer le problème est identique de même que ORCA qui est aussi impacté! Question peut on imaginer que la macro comporte une erreur dans le Gcode changement de filament sans la BOX ? Pouvons nous attribuer cette erreur à la mise à jour de QIDI studio pour l'utilisation de la BOX ? Avez-vous rencontré ce problème si oui avec la BOX çà fonctionne ?
 0 points
0 points -
Bonjour, voici la réponse de QIDI ; peut on supposer que la BOX rencontre un problème de fonctionnement avec certainement une refonte du firmware et une modification matérielle ? QIDI reste dans le vague sans plus d'explications nota la commande est enregistrée en juillet ...presque 5 mois d'attente à l'origine j'avais une confirmation de livraison en septembre. Si vous avez une réponse technique sur le retard de livraison de la BOX merci ? Cher client, Merci de contacter QIDI Tech. Bonjour, je suis vraiment désolé pour la gêne occasionnée. J’ai examiné votre commande et il semble que nous devrons peut-être attendre l’arrivée du prochain lot de QIDI BOX avant de pouvoir organiser l’expédition. Le délai d’expédition est estimé vers la fin novembre. N’hésitez pas à nous contacter si vous avez des questions. Cordialement, Lexie0 points
-
Aucuns changements
 0 points
0 points






.jpg.deca70506a5efe78a27d7cf3732f4031.jpg)