Classement


Contenu populaire
Contenu avec la plus haute réputation dans 28/11/2025 Dans tous les contenus
-
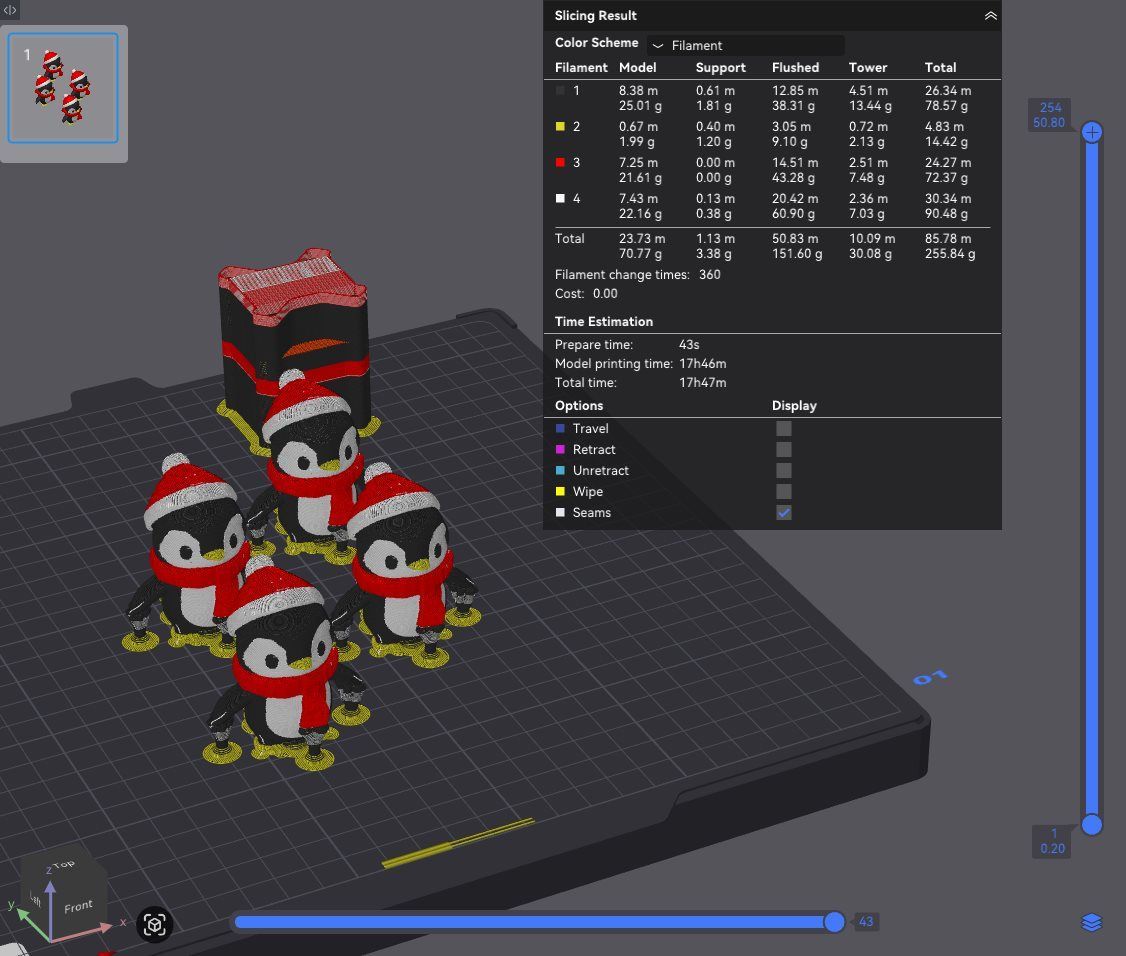
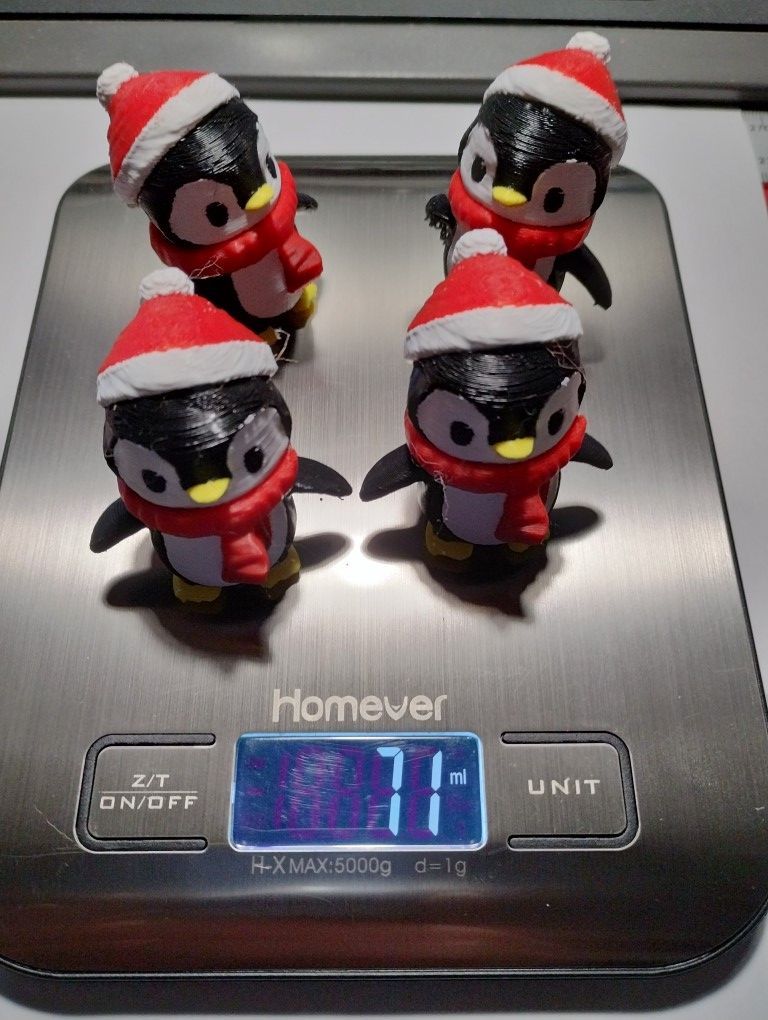
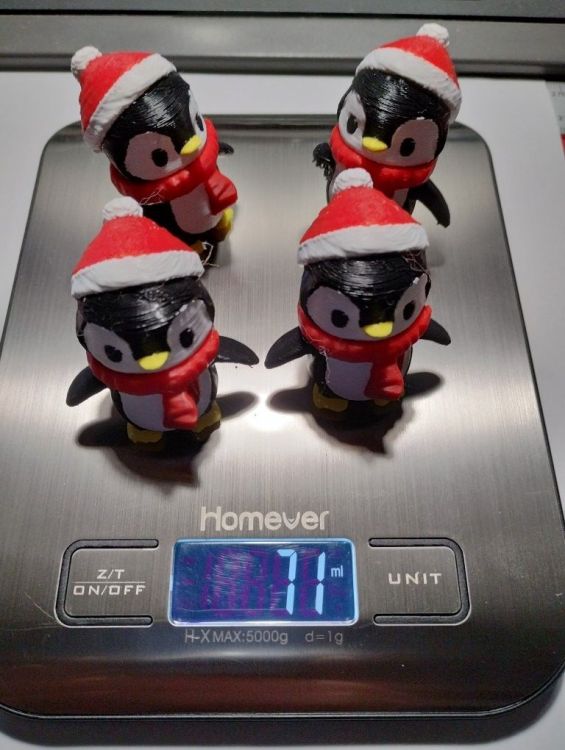
Test d'un pingouin «xmas» (différent de celui de @vap38), le lien : https://www.printables.com/model/835728-cute-penguin-with-scarf-and-beanie-hat Réduit à 50 % en volume (histoire de gâcher du filament, mais pas trop quand même ). Trois cent soixante (360) permutations de filament , presque dix-huit heures d'impression (en réalité cela a pris plus de vingt-et-une heures). Aperçu du trancheur Qidi Studio : Les quatre minifigurines se tenant fièrement sur le plateau : Quantité de matières utilisées (les estimations du trancheur sont assez proches, sauf pour les purges qui à mon avis ne prennent pas en compte les transitions de couleurs) : figurines : 71 g tour de purge : 29 g purges plus support : 130 g (la boite de récupération des déchets était pleine et j'ai dû en enlever durant l'impression, car cela commençait à bloquer le conduit d'évacuation ) Soit quasiment 70 % de gâchis (71 / 229) . La vidéo timelapse :




 3 points
3 points -
Bonjour à tous, Le petit robot terminé... 34 éléments à imprimer, hauteur 14 cm pour la version hélicoptère. Disponible sur Cults...

 3 points
3 points -
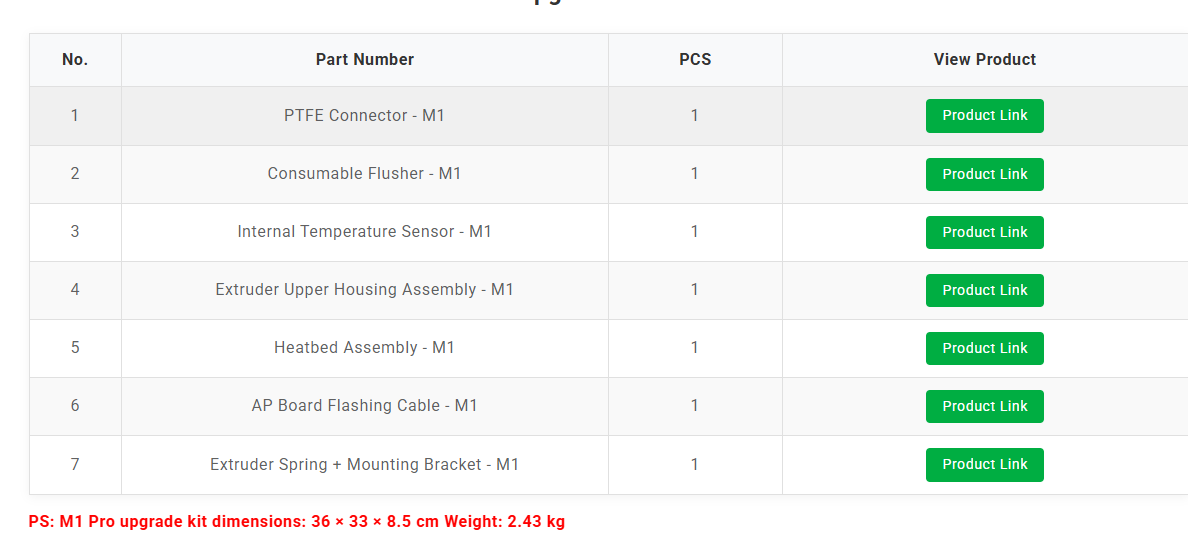
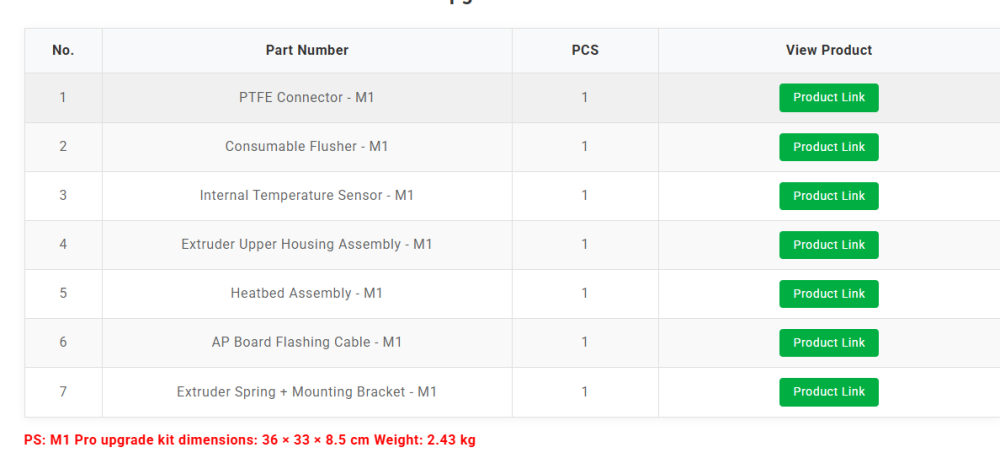
Alors Attention très important je viens de tomber sur un communiquer de Artillery qui renvoie vais la page sur le site officiel présente ici il est décrit beaucoup de blabla comme quoi il nous remercie des remonter de soucis etc.. et qu'il propose a tous les possesseur de M1 Pro de faire parvenir gratuitement un kit d'upgrade prévue pour résoudre un certain nombre de soucis matériel présent sur la machine, le colis arrivera pas avant janvier février, c'est valable pour tout possesseur de M1 Pro hors machine d'occasion. Cela veux dire quoi bien simplement si vous avez pas de facture a votre nom et que vous l'avez acheté d'occasion aller vous faire cuire un oeuf (ayant un machine de test autant dire que Artillery va m'envoyé boulet ) bon je trouve cela limite que les acheteur de machine d'occasion ne soit pas concerné par la mesure dans le sens cela laisserait supposer que les machine artillery une fois revendu n'ont plus de valeur (c'est un peu limite je trouve). Voici la liste de composant du kit d'upgrade Comme on le voit on retrouve des choses important, comme un nouveau plateau (qui doit corriger les soucis de cablage remonter), le ressort de tension de l'extrudeur et le carter supérieur de ce dernier (incluant le capteur de fin de filament) ou encore de bac de purge de filament. cela me semble pertinent en effet en espérant qu'il est réellement corriger les souci remonter et rencontrer sur des composants.
 2 points
2 points -
Les kits sont souvent des free gifts proposés pendant les périodes type black friday, chinese new year et anniversaire... Ils n'ont fait partie de la dotation de base avec une imprimante qu'au lancement des A1 et A1 mini, de mémoire2 points
-
oui effectivement avec la A1 et la A1 Mini j'avais eu aussi ces petits gadgets, c'est comme partout restriction budgétaire, c'est un peu comme lorsque que tu achetais avant un article dans un magasin et qu'il faisait 1 kg, maintenant il est plus chère et il ne fait plus que 900 g2 points
-
Je confirme qu'elle sait le faire, je viens de vérifier dans le menu. Mais c'est vrai qu'une XL pour juste faire du Spool Join c'est un peu overkill. Surtout qu'on est même pas sûr du comportement de la bobine arrivée au bout. Une remarque par contre. Une estimation rapide faite au slicer en profil "rapide" (ça reste du TPU) me donne ~23g/h. Si le but est de pouvoir imprimer non stop durant un week-end, disons 60h d'affilé, ça fait ~1.4kg. Ca fait déjà de la belle pièce avec un volume conséquent. Si tu trouve des bobines de 2kg+ t'es tranquille d'une traite. Après c'est sûr qu'il faut gérer toutes les fins de bobines.1 point
-
Non, en PUR (polyuréthane) qui est plus résistant à l'usure.1 point
-
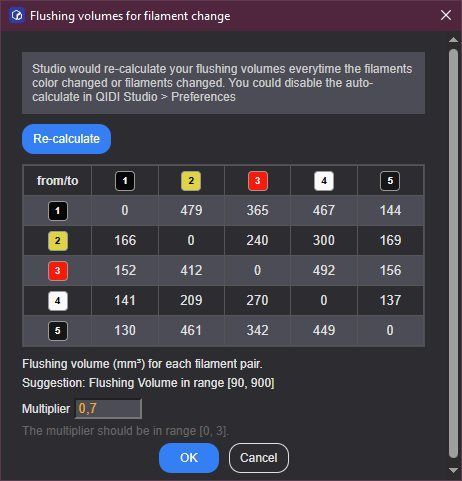
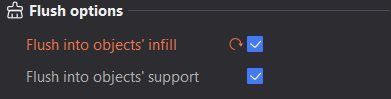
C'étaient les options activées : Les paramètres de transition entre couleurs :
 1 point
1 point -
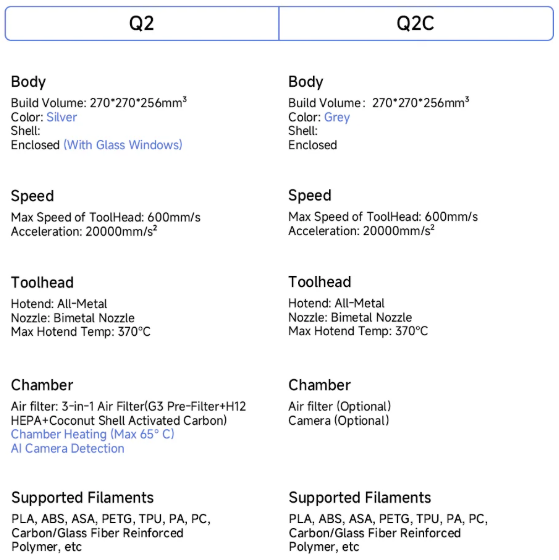
Ce n'est pas tant le coût (enceinte chauffée) qui « refroidit » les ardeurs des autres constructeurs, mais probablement la sécurité et les risques engendrés. Le modèle Q2 a été certifié MET aux États-Unis, par exemple. Les premiers modèles de la Plus4 avaient, avec les pays utilisant le 120 V conne tension secteur, des soucis au niveau du Mosfet/SSR. Qidi annonce que les éléments des coques externes sont dans un matériau retardateur de feu, … Les Qidi peuvent imprimer jusqu'à trois cent soixante-dix (370) degré Celsius, idem pour le lit (120 °C) pour les matériaux techniques nécessitant ces températures élevées ET une enceinte chauffée (65 °C max).1 point
-
Et comment gérer les remarques éventuelles si ton ouvrage comporte l'une ou l'autre erreur. Car j'imagine que, par relecture, tu entends aussi correction orthographe / grammaire / conjugaison, mais aussi correction technique ?1 point
-
Le coût du chauffage + ventilation + filtration - en sachant qu'ils doivent bien marger dessus - on se demande pourquoi ce n'est pas plus populaire chez les autres constructeurs.1 point
-
Dans Cura 5.1 (Orca doit le faire aussi, mais je ne connais pas le nom de la fonction) avec "le blocage des supports", tu peux modifier certains paramètres dans un parallélépipède que tu places à l'endroit où tu veux. De ce que je viens de tester, la modification des paramètres s'appliquent à la vitesse. A tester..1 point
-
Pour ceux qui ont une machine d'occasion ils vendront peut-être un kit d'upgrade1 point
-
Ma mémoire (probablement défaillante) d'une discussion d'il y a presque 10ans avec Arianeplast. Je ne serais pas surpris que ça soit du TPU et non du PETG, mais ça je change rien au fait que le PLA / TPU ne se marient pas. Je me sers de PLA comme support pour le TPU, tout comme je me sers de PLA comme support pour le PETG.1 point
-
Moi un expert ? Je n'ai pas cette prétention. Je sais que sur le MMU de chez Prusa il existe la fonction "Spool Join" qui permet de passer à la bobine suivante de manière automatique lorsqu'on arrive au bout de la bobine courante. Ca se fait dans le menu qui permet de ré-ordonner les filaments s'ils ne sont pas dans l'ordre du slicer. Ce menu étant commun à la XL, il y a de forte probabilités pour qu'on puisse aussi faire du Spool Join avec. Les têtes étant toutes des direct drive avec le filament préchargé, aucun problème pour faire du TPU "multi-couleur" avec par exemple. Je n'ai jamais testé le Spool Join cependant et ça pour une raison toute bête => On ne maitrise jamais comment se termine une bobine, et généralement ça se termine mal. En effet le bout du filament à la fin est souvent courbé ou coincé dans la bobine, ce qui fait que le filament bloque sans possibilité d'aller jusqu'au capteur de fin de filament. Une bobine de filament en somme c'est un peu comme les rouleaux de papier WC, la première et la dernière feuille sont collées.1 point
-
J'ai reçu le cable, effectivement ça a l'air costaud. La gaine a une épaisseur importante et c'est hyper souple.
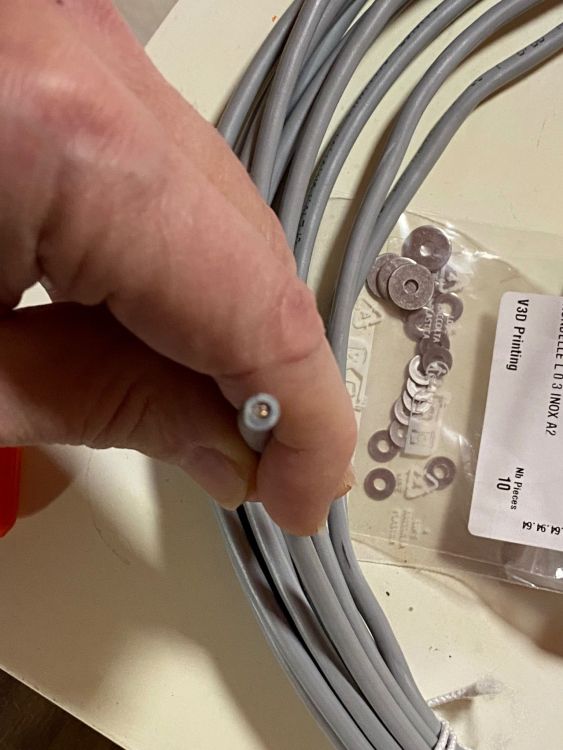 1 point
1 point -
Non, mais le PLA+PETG, lui existe (d'après le vendeur), j'en ai eu imprimé, il y a bien longtemps (≃ 2020 ?) : du SPLA de Enotepad (il y aurait même un peu de TPU à l'intérieur, toujours d'après le vendeur). C'est bizarre, car PLA et PETG normalement n'ont pas d'affinités .1 point
-
Le site de Qidi donne un aperçu du coût des accessoires : caméra : 39,99 € Chauffage enceinte + ventilateur : 34,99 € filtre air 3-en-1 : 9,99 € 84,97 € auquel il faudrait ajouter le ventilateur d'extraction d'air, la carte MOSFET/SSR ( ≃ 15,03 €), tous deux non disponibles sur le site, pour atteindre la réduction de 100 €. Je ne pense pas que le changement de couleur des coques externes influe sur le prix, par contre l'absence de côtés vitrés pourrait jouer encore sur la réduction du prix.1 point
-
@Rapetotor donc en effet il s'agit d'ASA un filament qui n'a rien a voir avec le PLA qui est un cousin de l'ABS avec une meilleur résistance au UV, ce filament est un peu plus simple a imprimer que de l'ABS, mais il reste recommander d'avoir une machine close pour limiter les courant d'air qui peuvent poser soucis a ce filament durant l'impression. Les X1 et X2 sont pas les machines les plus adapter a l'impression de l'ASA car leur chauffe du bed est pas uniforme leur tête si d'origine avec le heatbreak de type bore qui fait descendre le PTFE jusque la buse conduiront a un souci de destruction du PTFE et de blocage du filament. Sur un X1 ou X2 il faut pour imprimer de l'ASA un heatbreak bi-metal absoluement (certain X2 en sont équipés de base pas les X1), si tu compte imprimer des pièce full surface y a aura soucis a cause de permet de chauffe sur les 20% du plateau qui est le plus a extérieur ou tu aura possiblement 15°c de moins que dans le centre. Et il te faudra a minima si tu réussi a passer les 2 premières couche empêcher le brassage d'air et les courant d'air froid et maintenir un temp° assez stable al a limite au moins chers et occasionnel entouré la machine d'un pseudo caisson en carton peu aidé. Quoi qu'il en soit bon courage car cela reste un challenge d'imprimer de l'ASA sur ces machines.1 point
-
1 point
-
On connait désormais son prix : 399 € seule (549 € en combo => Qidi box à 150 €). Ses caractéristiques (déjà citées) sur le lien Qidi store EU. Dans sa robe noire, je la trouve «sexy» .1 point
-
C'est presque la même release (et donc purement fix pour le multi-material) - seul changement: le soft LCD semble avoir été recompil...
 1 point
1 point -
"typo" = erreur de frappe Tout est écrit sur la bobine concernant les conditions d'impressions...1 point
-
oui tout a fait, les 4 pièces ont une qualité de contact avec le lit qui n'est pas bonne et égale partout. Je viens de faire un test avec une pièce unitaire en haut à gauche du plateau, elle sort nickel. Je me demande si ca ne vient pas du slicer ducoup. Sachant que les paramètres d'impression sont les mêmes.1 point
-
Alors le fait qu’elle bouge permet de limiter les rebonds de la tête par l’absorption de l’énergie cinétique due au déplacement rapides. C’est une façon élégance de faire de l’efficace pas cher.1 point
-
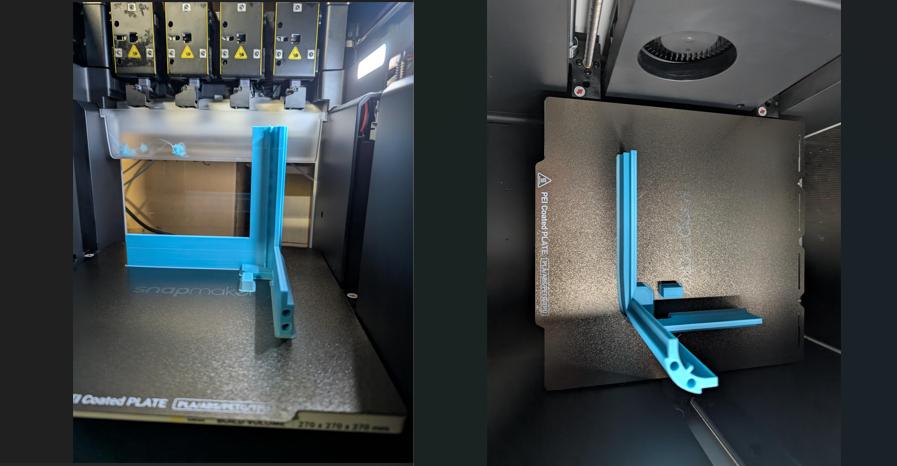
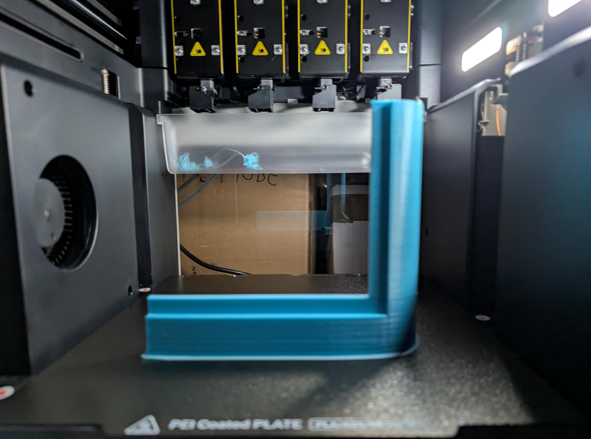
Je vais ici par la suite indiquer les modif ou mod ajouter a ma U1 et si il y a un réel plus. Le premier est un TopHat mis sur Thingiverse par Srin a première vue un utilisateur Coréen de la U1 son TopHat a l'air intéressant. Et surtout cela coutera bien moins que les 150€ en prix promo que celui officiel Snapmaker qui sera dispo que en mai qui plus est. Pour ceux qui chercherais a avoir un PTFE entre leur dryer de filament et le système d'envoi du filament au tête d'impression il y a un mod disponible Pour ma part j'ajouterais probablement une surface flexible Gyrogrip Pro Glacier pour U1, cette surface d'impression a déjà fait ces preuves et a 20€ environs y a pas ce priver Quelques rendu d'impression avec la U1. Attention il ne s'agit pas réellement d'une Hueforge ici car en réalité sur certaine couche nous avons plusieurs couleurs impression en 0.08mm avec le filament snapmaker. Chat colorisé sous SnapOrca en 0.2mm de hauteur de couche, rien de redire a la qualité d'impression toujours avec les profil Snapmaker . Attention on a une fausse impression qu'il y a des irrégularités de couches en réalité on perçoit pas a l'oeil c'est bien plus propre mais mon APN et la lumière exacerbe le rendu. Pour rappel sur la U1 on a 1h52min de temps d'impression pour 27gr utiliser Benchy + tour d'amorçage, en simulation sur la A1 on était a 11h50min de temps d'impression et 154gr avec les profile BBlab par defaut Benchy + tour + purge, et en optimisant on pouvait réduire à 104gr de filament en supprimant la tour et optimisant la purge pour un temps de plus de 11h30 toujours. Aller encore quelques impression multi color de Noel imprimer en plusieurs pièce les chapeaux et socle sont séparable et les sujet on été imprimer a part mais tous les pièce on au moins 2 couleurs. je ne vais pas mettre tous les impressions que je réalise en détail mais pour le moment 0 échec d'impression le seule ennemie que j'ai réellement c'est possiblement l'humidité sur les bobines qui peuvent causé du stringing et donc il est vraiment utile de d'avoir un système de séchage du filament c'est l'un des gros manque de la machine d'avoir un vrai système intégré, y a bien les snapdryer mais je les trouves pas ultra pratique je vais probablement investir dans un Chitu Filapartner E1 ou 2 Creality Space PI Plus d'ici janvier. Aller je change de type de filament, j'arrête le multi couleur pour le moment pour tester l'impression de PETG, je vais imprimer de TopHat pour la U1 designer par le Coréen Srin, et sa tombe bien j'avais en stock une bobine de HS PETG de Jayo que j'avais pas tester c'est chose faite . L'avantage du HS PETG (ou Rapid PETG, ou encore PETG HF suivant les fabricants) c'est de pouvoir imprimer du PETG avec des vitesses élever allant jusque 600mm/s (bon perso je pense pas aller au dessus de 300mm/s pour ce filament, ce le réglage que j'ai choisis d'ailleurs, 250mm/s pour les bords externe et 300mm/s pour les interne et remplissage). J'ai laisser les réglages similaire au PLA avec le profile de base, et j'ai choisi un profil de Filament Snapmaker PETG HF ou j'ai ajuster les temp° par rapport au filament Jayo que j'ai. Cela m'a d'ailleurs permit de trouver un bug sur la U1, si l'on choisir manuellement le type de filament PETG HF sur la U1 en chargent la nouvelle bobine, sur SnapOrca dans device on voit bien la bobine dans la tête mais dans la préparation de l'impression l'extrudeur avec notre PETG HF n'apparait pas, si l'on selection manuellement un type PETG HF et que l'on tranche lors de l'envoi vers la U1 de l'impression impossible de mapper le filament dans l'extrudeur contenant le PETG HF de définit, il y a un warning et on nous indique qu'il a pas de filament de ce type dans les extrudeurs. Pour résoudre le souci (ce qui m'a pris 10 minutes le temps de comprendre qu'il y avait soit un souci de définition sur la U1 soit dans SnapOrca) j'ai du changer le type de filament et le passer PETG HF à PETG sur l'imprimante et la plus de soucis pour lancer mes impressions. J'ai d'abord fait un test sur les plus petites pièces que le projet demande d'imprimer, puis j'ai attaquer les 2 coins arrières gauche et droite. Pour du PETG imprimer a 250-300mm/s je suis plus que ravis du résultat surtout que j'ai 2 angles arrières intègre une zone de surplomb de 3cm j'en ai profité pour faire sur l'un des support arborescent et l'autre ne pas faire de support sur la zone, les 2 pontages ce sont imprimer parfaitement, le pontage support j'ai même été surpris d'avoir des support qui ce retire sans laisser de trace et facilement en plus avec un rendu ultra propre, alors je n'ai pas ajuster les offsets de support qui généralement ne sont pas 100% les même que pour du PLA. J'ai pas encore tester d'imprimer des support en PLA sur une impression PETG ou l'inverse car je n'ai pas d'impression nécessitant réellement cela pour le moment a réalisé, mais j'ai regarder ce que l'on peu facilement faire via le slicer et cela n'est pas compliqué, il faut indiqué le filament utiliser en support, passer l'offset Z de l'interface de support a 0 (comme il n'y pas de fusion entre PLA et PETG autant en profité), et par contre pensé a indiqué dans le gestion de la tour de purge que l'on utiliser un des 2 filament en contour et l'autre en remplissage car les faire ce superposer pourrait poser des soucis je pense. Quelques Vidéo TimeLapse de mes impressions sur la U1 :











 1 point
1 point