Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/01/2026 Dans tous les contenus
-
Je te souhaite bonne chance dans ta prochaine activité et un grand merci pour tous les produits d'excellentes qualités que tu nous as proposé, j'ai encore ta tète d'impression, ton extrudeur et ton dual guard sur ma CR10, j'espère que tu passeras de temps à autres sur le forum pour nous donner des nouvelles4 points
-
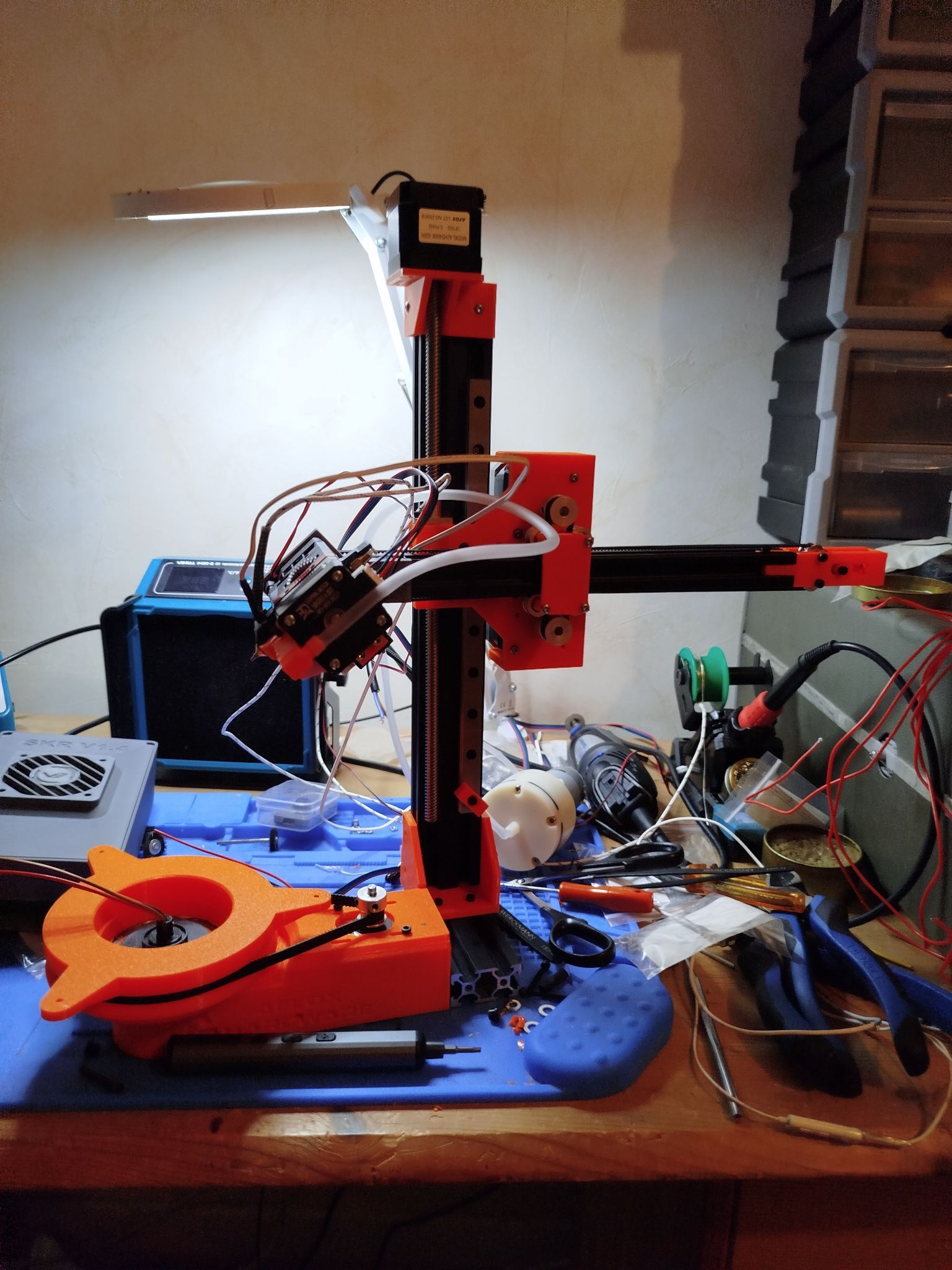
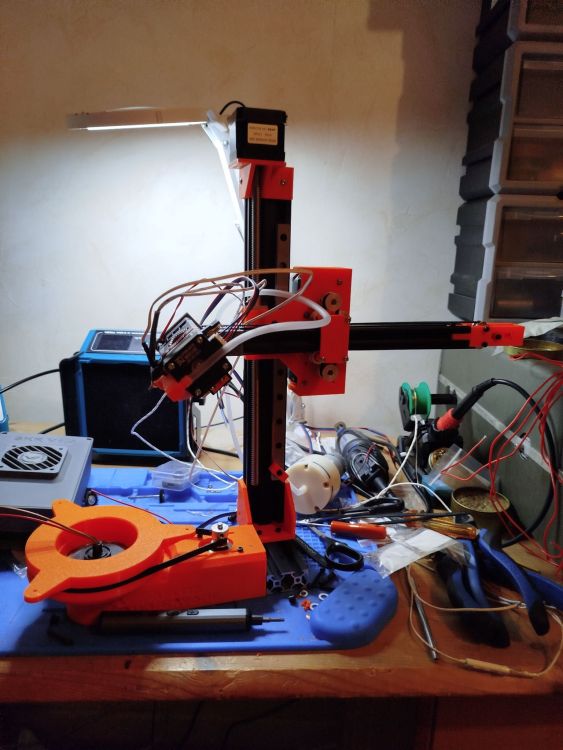
Bonjour à tous ! Après avoir vu la vidéo de Joshua Bird, j'ai décidé de me mettre sur la réalisation de mon nouveau projet "Aetheris-4", qui est une imprimante Core R-θ 4 axes. Je partage donc ici l'avancement de mon projet. Après avoir assemblé l'H2 V2S aux différents comportement de la tête, j'ai monté la base de moteur avec le plateau tournant, avant de fixer les rails MGN aux profilés 2020 en alu. J'ai réalisé que ma SKR E3 V3 Mini n'était pas du tout compatible avec le RRF, et n'ayant pas envie de me faire suer avec le micrologiciel, j'ai échangé ma carte contre une SKR v1.4 qui est en attente. Je vous joins une photo de l'avancement du projet. Bien à vous
 3 points
3 points -
Notre @MrMagounet parle là de la température de chambre J'ai préféré compléter ta réponse pour ne pas qu'il y ait de confusion2 points
-
Je crois que CURA ne gère plus l'imprimante avec le port USB (à vérifier avec la toute dernière version de CURA). Sinon, regarde avec Pronterface ou Xloader (ce ne sont que des suppositions) ou avec une carte SD.1 point
-
Cela fait penser aussi à un problème de warping, donc il faut réduire considérablement la ventilation sur les premières couches (sinon, refroidissement trop rapide et tensions dans la matière).1 point
-
Bonjour, cela me fait penser au problème de dilatation/rétraction de la matière dont on parle ici1 point
-
Ah ben bravo, maintenant je vois même un casque pour escargots. Ce n'est pas ça.1 point
-
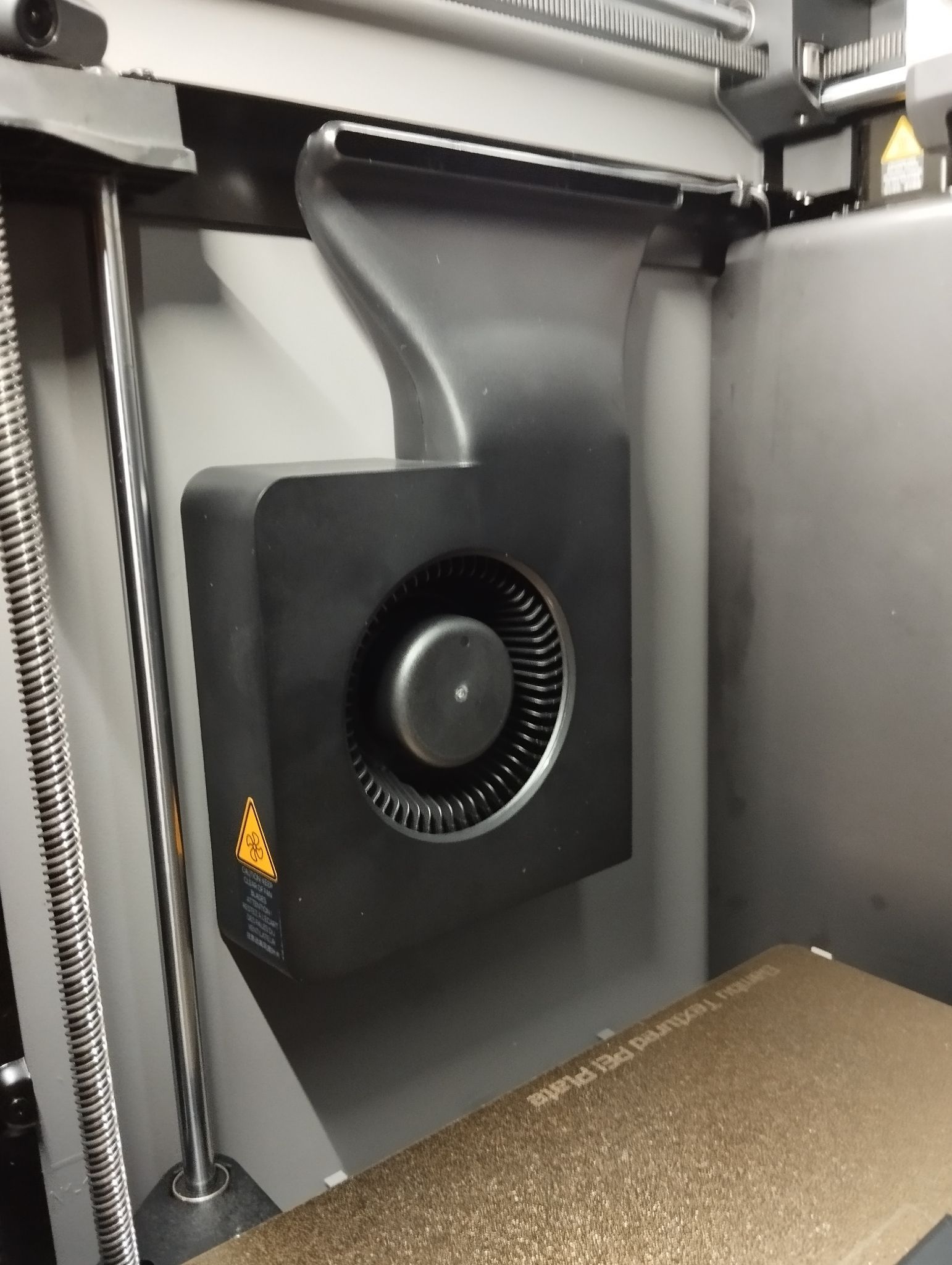
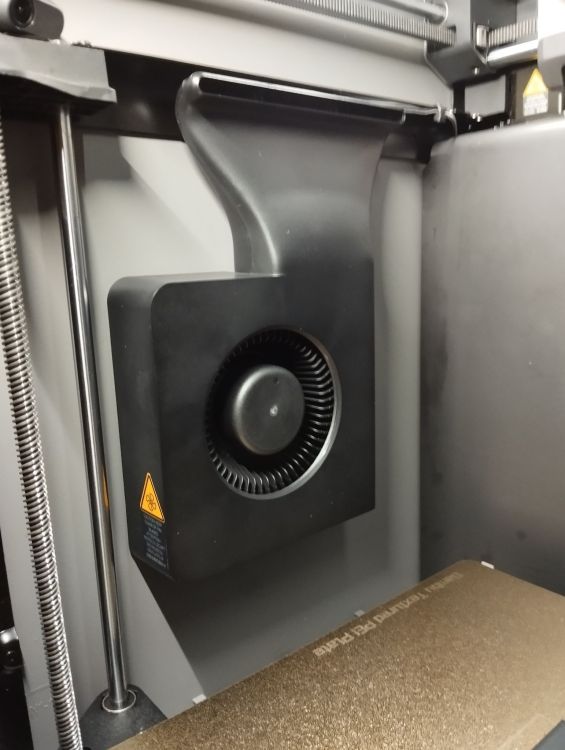
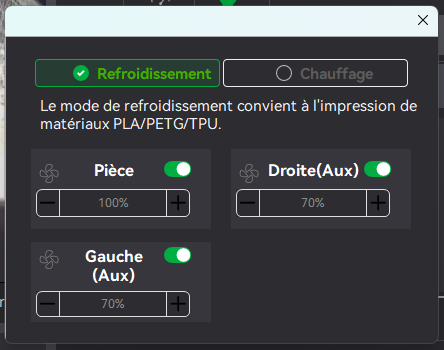
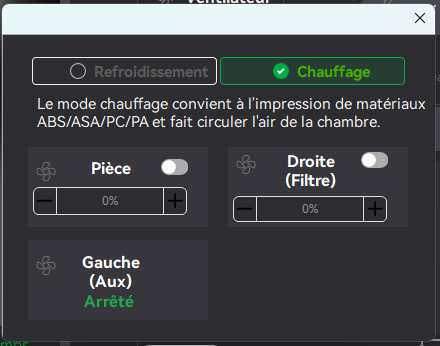
On reste dans les ventilateurs, j'ai acheté le ventilateur auxiliaire gauche pour la P2S, je l'ai reçu aujourd'hui et je l'ai installé dans la foulée, il n'y a rien de compliqué à part qu'il faut démonter la tôle arrière pour le brancher sur la carte mère, comme d'habitude tout est expliqué dans le Wiki de Bambu Lab, le ventilateur de 12W est livré avec trois vis de fixation et 4 morceaux de double face déjà collé sur l'arrière du carter Ce ventilateur est fait pour aider au refroidissement du plastique extrudé en complément du ventilateur droit, contrairement à celui ci il ne prend par l'air à l'extérieur de la machine mais à l'intérieur de la chambre Une fois installé il est automatiquement détecté pas la carte mère et il est possible de le contrôler via l'écran de la P2S et via l'interface web dans Bambu Studio En cour d'impression en mode refroidissement pour du PLA, PETG et TPU il tourne aussi vite que le ventilateur auxiliaire droit Par contre en mode chauffage pour de l'ABS, ASA etc... il est désactivé, il est impossible de le faire fonctionner


 1 point
1 point -
J'ai rien de mieux a dire que ce que l'ami @PPAC t'as conseillé1 point
-
Merci. Je n'avais pas fait attention qu'il y avait désormais cela. ( tellement habitué à le faire à l'ancienne )
 1 point
1 point -
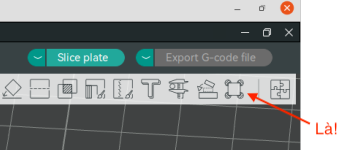
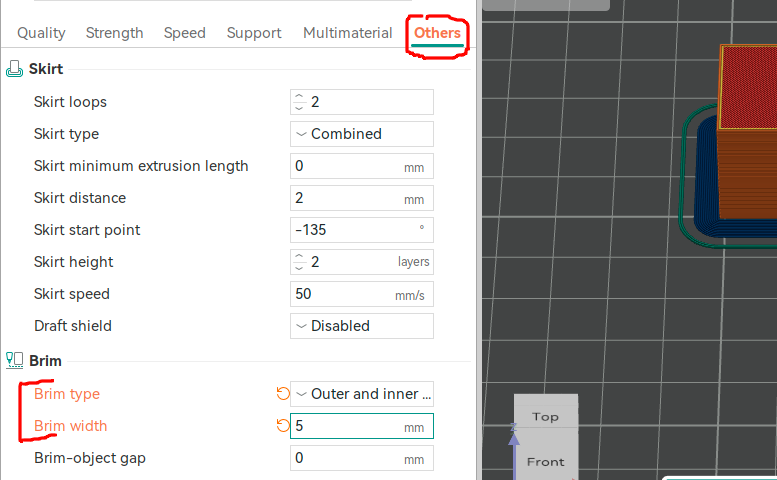
Il me semble que sur la dernière version d'orcaslicer, il y a directement un bouton pour ajouter des "brim ears", sans avoir à ajouter un objet spécifique
 1 point
1 point -
Après 11 ans à bricoler , imprimer , tester et vous proposer des produits innovants , il est temps pour nous de voguer vers de nouveaux horizons (et de nouveaux cafés ). Avant de fermer, nous vous offrons -50 % sur toute la boutique , jusqu’à épuisement des stocks ! Dépêchez-vous, ça part plus vite qu’une pièce 3D dans l’imprimante ! A partagez partout !!! Merci C'est par içi >>> www.hotends.fr
 1 point
1 point -
Merci, @pascal_lb , j'aurais du faire des accessoires qui cassent ! Trop costaud les buses Nitro, ça ne s'usent pas !! @ bientot1 point
-
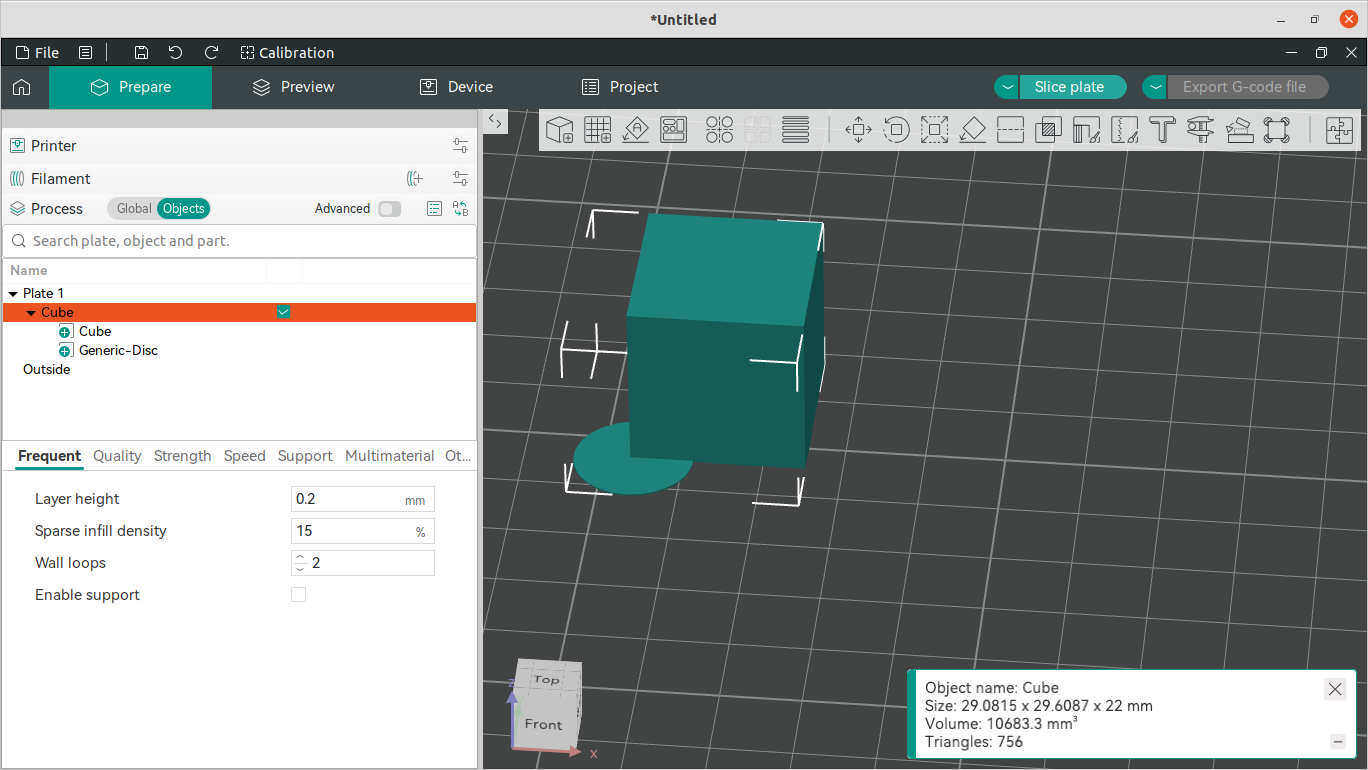
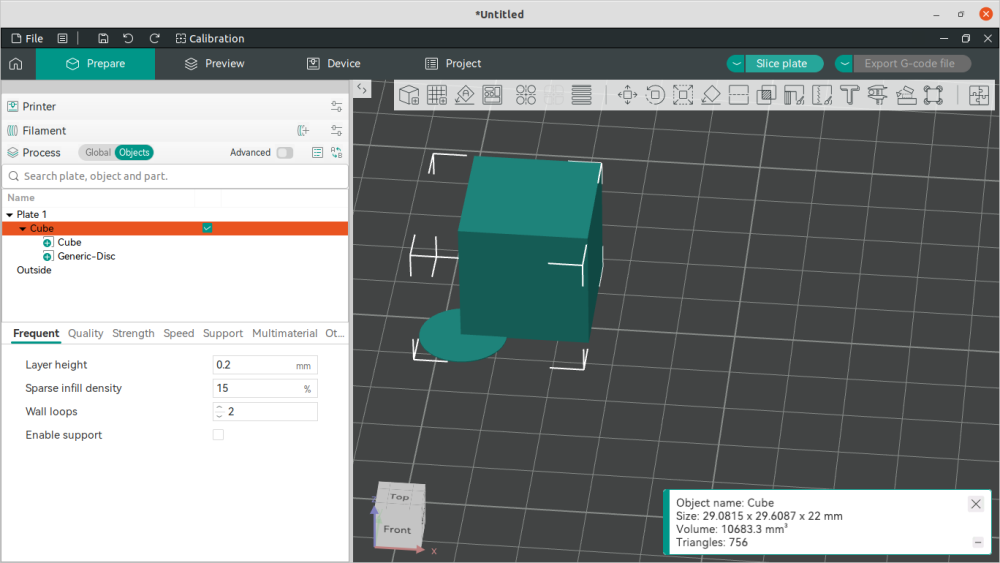
Salutations Je dirais d'utiliser une bordure d'impression (brim) de disons 5-7 mm de largeur, plutot/en plus, d'une jupe (skirt) Si cela ne suffit pas, Edit > Voir commentaires suivants, il y a plus pratique que ce que je décris ici. ajouter des tabs/discs à l'objet. via un clic droit sur l'objet pour avoir le menu contextuel où l'on sélectionne "Add Part" -> "Disc" et le déplacer sur un des coins. ( Bien remarquer qu'il faut préférer un "Add Part" sinon si tu utilises une "Add Primitive" -> "Disc", il te faudra les grouper/assembler, sinon le trancheur te fera un message d'avertissement lors du découpage car il donnera un résultat incohérent...)
 1 point
1 point -
@Lgargo alors cela dépend de quel PAHT-CF tu utilisera il y en a avec des temp° indiqué de 260-290°C déjà sur nos machines moderne 260°c sa me fait assez rire, il faut prendre en compte que pour reussir une impression a si faible temp° mesurer il faudrait que tu utilise un buse laiton qui diffuse beaucoup mieux la chaleur hors en usage filament CF il necessaire d'être en Buse Acier trempé au minimum, car les buse laiton sont limer en quelques 10aines de grammes de filament, hors une buse en acier tremper oblige a revoir la temp° a la hausse, la vitesse a aussi un impact sur la temp° plus imprime vite plus il faut monter la temp° de buse pour avoir assez de fluidité de matière. Pour être 100% objectif sur du PAHT-CF comme celui de Elegoo ou de Bambulab (dont je ne connais pas la Qualité je dois dire) les temp° sont plus faible que celle que l'on trouve sur des marque plus habitué au filament Technique ou la plage est plus de 290-320°C, je pense donc que ces filaments PAHT-CF on une proportion ou la présence d'additif particulier permettant un temp° plus faible, ce que je ne sais pas c'est l'impact sur la résistante l'adhésion intercouche etc... car il y en aura une c'est obliger. Je pense donc en effet qu'il possible de les imprimer avec une buse limite a 300°c tu sera probablement a des temp° entre 280-290°C et donc assez proche de la limite de fonctionnement de la buse donc en espérant que la chauffe de buse reste bien stable sa doit le faire, pour la plateau avec de la colle adapter pour favorisé l'adhésion sa doit pas poser de souci non plus. Par contre la PAHT-CF de Qidi que je connais lui passera pas dans ces conditions. Assure toi que l'imprimante choisi a bien un système de chauffe capable de tenir 60°c au moins et des buse en acier tremper hein1 point
-
Attention, il y a en ce moment une campagne de fishing qui usurpe notre nom (c'est la rançon de la gloire ) Si vous recevez un mail venant de "Filament-abs_HR-Compliance" avec pour vrai mail : "info@tradcom-bd.com" et signé "Filament-abs Internal HR Team.", c'est évidemment un faux.1 point
-
Et la Jam He a bonne réputation, perso je ne l'utilise pas car les résine standard sont trop cassante a mon gout, donc en résine pas chers je préfère les ABS-Like Sunlu sa m'évite la casse par maladresse , j'ai tester de l'excellente résine comme les Resione TH72 et Tough 74 mais les prix pas les mêmes il faudra que je teste dans quelques temps la Sunlu ABS-Like 14k voir ce que cela donne mais ce sera pour plus tard j'ai 25L de résine a utiliser avant.1 point
-
Oui @JoOj a oublié un 0. Cela a bien été imprimé en 0.08 mm Alors effectivement l'orientation doit jouer beaucoup. J'ai utilisé un profile qui coupe la pièce en deux et ensuite je dois la coller. Ce profile est intéressant car il me permet d'avoir peu de déchet. Le profile original est pour une H2C ce qui permet de ne pas avoir de déchet (ou presque), mais avec un AMS c'est insensé. https://makerworld.com/en/models/2112873-paint-cat#profileId-2286392 Je vais tenter d'appliquer un éventuel lissage, mais cela me parait compliqué de faire mieux. de prêt c'est pas super joli mais une fois posé sur un meuble c'est pas mal. Je pense que le noir fait aussi plus ressortir les lignes.1 point
-
Ila manque d'autres filament dans cette liste comme pour n'en cité que quelques un parmi d'autres les PCTG, TPE, PVB, PP, PEI, PEKK, Hips, PVA, TPC ... (et j'en oublie bien sur), beaucoup sont des filament cousin d'autres types si on y regarde de plus prêt. Il y a des sous catgorie dans un type par exemple le PLA (tu as les Rapid PLA, Light-PLA, PLA+, 3D850, 3D 870...), pour le Nylon PA (on a les PA6, PA6.6, P12, PA HT...) et on a des version charger particule diverse esthétique comme utile particule bois, pierre, metal, GF (fibre de verre), CF (fibre de carbone). Les données de ton tableaux sont in complète et non valable suivant la sous catégorie de filament ar exemple juste pour la PA un PA6 est plus résistant au choque et a plus de souplesse qu'un PA12 qui lui sera moins hygrofill et conservera une précision dimensionnel plus fiable, la PAHT quand a lui supportera de plus haute temp° comme la PA 6.6 mais il demanderont une temp° de buse dépassant les 300°C souvent. Si l'on prend un Filament CF il sera plus résistant il sera plus résistant chimiquement lié au carbon présent, bien plus résistant a l'abrasion sa c'est sur, mais il sera pas forcement plus résistant au choc que sont homologue non CF, ici il faut prendre en compte que c'est pas du carbone continue mais juste des particules de carbones présente dans le filament sans liaison entre elle, la présence de Carbone rend la pièce plus rigide et ce qu'il faut savoir c'est que plus ta pièce est rigide plus elle est cassante par rapport a ce même type de filament dans une autres version. Les Temp° de Buse sur des machine moderne a impression rapide sont a prendre sur la valeur la plus haute voir peuvent être monter de 10°c pour certaines, la temps du Lit tu peux prende la valeur la plus haute et y place une fourchette entre cette dernière et au mieux retirer 20°c la PLA par exemple 55-60°c sont courant sauf avec certaines surface de bed adapter tu peux descendre a 40°C par exemple le PA en dessous de 90°c sa ce complique, le PC je testerais pas sous les 100°C etc. Modifier un plateau chauffant sur certaines machine moderne imposera parfois de devoir demonter pas mal de chose et d'être bon bricoleur mais cela reste faisable en soit, pour la buse cela ce complique plus car les mahine on souvent des type de buse proprietaire avec des hotends adapter pour le refroidissement, un cartouche chauffant ceramic assez puissante l'alimentation qui suit, une sonde capable de lire les donner correctement et donc un carte mère adapter pour le relever, par exemple les machine pro dépassant les 350°C celle qui vont a 400°c et plus sont equiper de refroidissement liquide watercooling, sa fait des très lourde modification réserver a des experts et étant prêt a y mettre le prix aussi faut dire. Et oui avec le temps j'en suis arrivé la j'ai en permanence de 4 a 8 machine dans mon atelier, dans mon cas actuellement j'ai de la machine technique comme ma K2 Plus combo, de la petite pour des petit projet PLA/PETG la A1 Mini, une autres qui gère les même chose que la A1 mini mais le TPU sur sont IFS la AD5X, et ma dernière FDM la Snap Maker U1 la machine dédier au filament allant du PLA a l'ABS mais etant capable de gérer 2 bobine a la fois et de mixer matière et couleur au fonction des besoins par exemple PETG+TPU, a cela s'ajouter actuellement mon unique imprimante résine ma Saturn 4 qui me sert surtout que du ludique de la figurine, mais parfois j'ai sortie des pièce plus fonctionnel comme des engrenages en PA Like par exemple. P.S : attention tu a parler de engrenage ou pièce mecanique en filament CF si tes autres pièce ne sont pas CF elles vont ce faire limer par ta pièce en filament CF. Désole, tes questions étaient assez intéressantes et un peu différentes des questions habituelles j'ai peu être été trop loin dans mon explication1 point
-
Voilà, la Master Spool est disponible ici : https://makerworld.com/en/models/2241568-master-spool-for-bambulab-refill#profileId-2440027 Un petit like et un petit boost ça fait toujours plaisir1 point
-
Merci pour ces renseignements. J'ai pu trouver les fichiers de la version suivante. Certaines pièces n'ont pas changé, j'ai récupéré certain fichiers pour réimprimer les pièces. Pour les autres je vais réécrire les programmes. C'est déjà ça. Bonne soirée1 point
-
Ça me semble très propre. Le noir est en réalité sous ton purple : si tu regarde dans le slicer, tu verras que la gestion multicouleur ne te fait pas du noir uniquement "en surface". Du coup je pense que tu vois le noir en transparence (et je ne sais pas si on peut régler ça) Pour tes couches en surface, on voit en effet les strates mais tu pourras difficilement faire mieux que 0.8 de hauteur de couche. Peut être jouer sur l'orientation quand tu imprimes, pour que les "plats" soient dans un autre axe ? Et sinon tu auras ici des experts du posttraitement en ouvrant un sujet spécifique1 point
-
Pour info une nouvelle version a tété mise à jour sir le GitHub. https://github.com/TinkerBarn/BoxRFID/releases/tag/v1.1.0 Tout cela fonctionne très bien...1 point
-
Bonjour et bonne année. La mienne arrive demain matin elle est partie d’Allemagne hier à 2h du matin après avoir reçu la notification de l’envoi par snapmaker vendredi... le week-end à ajouté 2 jours forcément. La ça vien de passer de DHL à colissimo donc wanit and see.1 point
-
voici les résultat je pense refaire la plaque du dessus car elle ne me plait pas je n'est pas obtenue le même brillant que comme sur le morceau en haut à gauche reste plus cas coller tous ça et commander les pièces ,manche ,l'électronique (potard et sélecteur de micro ,prise jack ,micro,chevalet , merci encore pour votre aide les gars .
 1 point
1 point -
Pion premier joueur pour Wirmspan, je trouve que ça donne. Par contre plus de fil utilisé pour la tour de purge et les supports que pour le modèle lui-même

 1 point
1 point -
Salut @mysterd2006 voici les configurations pour la TLD3 Orcaslicer A+ Francis Printer presets.zip Filament presets.zip TLD3.rar1 point