Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/02/2026 dans Messages
-
Oui, archivé à Pompeï.3 points
-
J'essaye de visualiser la scène mais je n'y arrive pas2 points
-
Qu'appelles tu le "roulis" ? Des photos seraient les bienvenues pour que l'on comprenne au mieux tes soucis.2 points
-
Une nouveauté2 points
-
Oui cela peut-être strictement identique ou pas même si cela sort de la même usine, voire de la même chaîne. En exemple plus de l'impression 3d, quoique il y a des imprimantes 3d à gâteaux : Les palets bretons de marque Traoumad et les palets bretons reflets de France qui sortent de la même usine, (c'est marqué sur la boîte), un jour j'avais les deux en même temps, ils sont très proches mais le ratio beurre-sucre-farine sont légèrement différents. les deux sont bien mais cela se sent sur la texture.2 points
-
Tu as besoin de quelque chose ?2 points
-
Salut Rien d'extraordinaire aujourd'hui. Juste un truc de saison qui utilise les paramètres de Fusion et la possibilité de customiser un modèle à partir de MakerWorld Donc voici des clips pour les bâtons de ski ou de rando adaptables à tous les types de bâtons. On peut ajuster le diamètre, la hauteur et l'écartement Modèle simple --> https://makerworld.com/en/models/2325692-ski-or-trekking-pole-clip-parametric#profileId-2540529 Et modèle pliable pour ne pas le perdre en utilisant la technique du "print in place" --> https://makerworld.com/en/models/2336735-foldable-ski-or-trekking-pole-clip-parametric#profileId-2553999 Bon ski ou balades en raquettes A+ JC2 points
-
Bonjour, J'ai un tour à métaux manuel, c'est une machine qui rend service mais le changement des pignons pour fileter ou changer la vitesse d'avance est très fastidieux. De plus, certains pas exotiques ne sont pas réalisables. Le filetage au tour est aussi difficile à maitriser à cause de plusieurs autres difficultés : - gérer l'arrêt à temps - retomber dans le pas Je suis tombé là dessus un peu par hasard : J'étais un peu septique mais ça à l'air de fonctionner très bien C'est à la fois très pratique, bon marché et pas très difficile à installer (rien à voir avec la numérisation d'un tour qui est une très grosse opération) Il existe une variante qui gère un deuxième moteur pas-à-pas, ce qui permet de faire un cycle de filetage en automatique ! A bientôt1 point
-
L'article en anglais : https://blog.adafruit.com/2026/02/03/new-york-wants-to-ctrlaltdelete-your-3d-printer/ TL/DR : L'état de NY, dans sa loi budgétaire, envisage d'intégrer une obligation de surveillance des imprimantes en vue d'empêcher l'impression d'armes à feu. Je ne partage pas forcément toutes les position de l'auteur, j'ai pris cet article pour illustrer le sujet et ouvrir la discussion. Une traduction (plus ou moins bonne, j'en conviens) : ============================================================= Le projet de loi budgétaire de New York exigerait une « technologie de blocage » sur toutes les imprimantes 3D — voici pourquoi cela ne fonctionnera pas et ce que nous pouvons faire à ce sujet. Le projet de loi de finances de l'État de New York pour 2026-2027 (S.9005 / A.10005) contient des dispositions alarmantes pour tous les créateurs, enseignants et petits fabricants de l'État. Dissimulé dans la partie C, un texte exige que toutes les imprimantes 3D vendues ou livrées à New York soient équipées d'une « technologie de blocage ». Il s'agit d'un logiciel ou d'un micrologiciel qui analyse chaque fichier d'impression à l'aide d'un « algorithme de détection des plans d'armes à feu » et refuse d'imprimer tout élément identifié comme une arme à feu ou un composant d'arme à feu potentiel. C'est similaire à ce qui se passe dans l'État de Washington, mais à une certaine échelle. Qui a deux mains imprimées en 3D formant un L, ce qui pourrait poser problème, et a écrit un article à ce sujet ? MOI ! — « Les projets de loi de l'État de Washington sur l'impression 3D sont néfastes pour les sciences, les technologies, l'ingénierie et les mathématiques, pour les entreprises et pour l'impression 3D libre ». La définition new-yorkaise englobe non seulement les imprimantes FDM et résine, mais aussi les fraiseuses CNC et « toute machine capable d'apporter des modifications tridimensionnelles à un objet à partir d'un fichier de conception numérique en utilisant la fabrication soustractive ». Cela représente beaucoup d'équipements d'atelier et de production ! Pourquoi cela vous concernerait-il si vous n'êtes pas à New York ? Ces projets de loi se répandent. Après Washington, c'est au tour de New York. Dès qu'un État adopte ce type de texte, les autres le copient. Si vous êtes créateur, enseignant ou manufacturier quelque part aux États-Unis, votre État sera le prochain sur la liste, à moins que les législateurs ne se procurent le modèle immédiatement. Ce que dit réellement le projet de loi Les articles clés se trouvent dans la loi exécutive § 837-aa et dans la loi générale sur les affaires § 396-eeee. DJ 3D, expliquez-nous tout ça… Technologie de blocage requise : aucune imprimante 3D ne peut être vendue ou livrée à New York à moins d’être « équipée d’une technologie de blocage » qui évalue chaque fichier d’impression par rapport à un algorithme de détection de plans d’armes à feu et empêche l’impression si un fichier est signalé. Groupe de travail : Dans les 90 jours, l'État réunira un groupe de travail (Division des services de justice pénale, Département d'État, SUNY) composé d'experts en fabrication additive, en IA, en sécurité numérique, en réglementation des armes à feu et en sécurité publique afin de définir des « normes de sécurité minimales ». Solution de repli en cas de difficulté technique : si le groupe de travail conclut à l’impossibilité technique du projet, aucune réglementation n’est requise… jusqu’à ce qu’il le juge réalisable . Cette solution est certes intéressante, mais insuffisante : le groupe de travail pourrait être composé de personnes non expertes se contentant de répéter les souhaits des législateurs. Sanctions : Amendes civiles pouvant atteindre 5 000 $ pour une première infraction et 10 000 $ pour les infractions subséquentes, appliquées par le procureur général. Droit d’intenter une action privée en dommages-intérêts. Ventes en personne uniquement : toutes les ventes d’imprimantes 3D doivent se faire en personne, le vendeur et l’acheteur se rencontrant face à face. (Les organismes gouvernementaux sont exemptés.) Les fabricants et les constructeurs sont donc désormais limités aux produits disponibles dans le magasin le plus proche ? Pourquoi cela ne fonctionne pas Le problème est évident : on ne peut pas détecter les armes à feu de manière fiable à partir de la seule géométrie. Un algorithme de détection de plans d'armes à feu devrait identifier chaque composant d'arme possible à partir de fichiers STL/GCODE bruts, sans signaler par erreur les tuyaux, tubes, blocs, supports, engrenages, ni aucune des millions de formes légitimes partageant des propriétés géométriques avec les pièces d'armes. Il s'agit d'un problème de classification présentant des taux de faux positifs et de faux négatifs extrêmement élevés. Pire encore, le projet de loi s'applique à : Les micrologiciels open source (Marlin, Klipper, RepRap) sont maintenus par des bénévoles sans ressources pour assurer leur conformité. Machines hors ligne — imprimantes qui ne se connectent jamais à Internet Formats de fichiers que l'algorithme ne peut pas analyser : G-code brut, fichiers de découpe personnalisés, conceptions paramétriques générées lors de l'impression. Les fraiseuses CNC — qui peuvent usiner littéralement n'importe quelle forme à partir de n'importe quel matériau Le projet de loi impose une surveillance de tous les outils de fabrication artisanale dans l'État, avec des sanctions pour les vendeurs qui n'ont aucun contrôle sur l'utilisation après la vente. Ce qui devrait changer : Amendements proposés Ces amendements, que nous pourrions ajouter avec l'aide de tous, préservent l'objectif de sécurité publique sans nuire à l'éducation, au matériel libre ni aux petits fabricants. 1. Limiter le champ d'application à l'intention, et non à l'outil : Le projet de loi réglemente les outils d'usage courant plutôt que les comportements illégaux. Il convient de lier l'application de la loi à la fabrication illégale, délibérée et intentionnelle , et non à la vente ou à la possession d'imprimantes, de machines CNC ou de logiciels. Il faut sanctionner la fabrication illégale d'armes à feu. Il ne faut pas criminaliser d'emblée les outils utilisés à des fins scolaires, professionnelles ou commerciales. 2. Abandonnez l'analyse obligatoire des fichiers. Exiger un logiciel de numérisation de plans est une mauvaise décision technique ; il ne faut pas l'imposer. Ce système est incompatible avec les flux de travail open source, hors ligne ou personnalisés et sera de toute façon contourné. Privilégiez des options de conformité non techniques : avertissements, conseils d'utilisation sécuritaire ou vérifications d'âge au point de vente, plutôt que la surveillance. 3. Exemption des logiciels libres et des outils hors ligne : Les micrologiciels, les logiciels de découpe et les outils de recherche développés par des bénévoles ne disposent d’aucune voie de conformité réaliste en l’état. Ajouter : « Les logiciels libres sous licence et les outils de fabrication entièrement hors ligne ne sont pas soumis aux exigences technologiques bloquantes. » Ceci protège l’éducation et les petits développeurs sans affaiblir l’application des mesures d’application. 4. Limitation de la responsabilité des vendeurs et des enseignants : Une responsabilité stricte est instaurée jusqu’à 10 000 $ par unité pour les détaillants, les écoles et les bibliothèques qui n’ont aucun contrôle sur l’utilisation du matériel après la vente. Une clause de non-responsabilité est prévue pour les vendeurs et les enseignants qui ne modifient pas le matériel et ne participent pas à sa fabrication illégale. 5. Encadrer le groupe de travail : Ce groupe définira la conformité, ce qui lui confère un pouvoir considérable. Il est nécessaire d’y inclure des représentants des enseignants, des petits fournisseurs de matériel et des mainteneurs de logiciels libres. Sans cela, les normes favoriseront par défaut les grands fournisseurs disposant d’une infrastructure cloud. (Critère suggéré : si vous ne gérez aucun dépôt de logiciels libres, peut-être devriez-vous vous abstenir de définir les règles relatives aux outils open source ?) 6. Exiger une véritable évaluation de faisabilité technique. La clause de suspension est pertinente, mais imprécise. Une évaluation technique publique et indépendante est nécessaire avant l'entrée en vigueur des normes. Si la faisabilité n'est pas démontrée par des preuves évaluées par les pairs, le mandat est automatiquement caduc. Ne le prenez pas à la légère Il ne s'agit pas d'être pour ou contre les armes à feu. Nous pouvons vraiment élaborer des lois qui fonctionnent ensemble. Les imprimantes 3D sont des outils de fabrication polyvalents. On les trouve dans les écoles, les bibliothèques, les hôpitaux, les petites entreprises et les garages. Elles servent à fabriquer des prothèses, des maquettes pédagogiques, des pièces de rechange pour du matériel ancien, des œuvres d'art, des prototypes, des outils, des costumes et des accessoires, et oui, parfois même des choses qu'il ne faudrait pas fabriquer. Mais la solution au problème de l'utilisation abusive ne réside pas dans la surveillance intégrée à l'outil lui-même. On n'exige pas des scies circulaires qu'elles scannent le bois pour détecter les formes d'armes. On n'exige pas des tours qu'ils communiquent avec un centre de contrôle avant d'usiner du métal. On poursuit ceux qui fabriquent des objets illégaux, pas ceux qui possèdent les outils. La communauté de l'impression 3D open source l'ignore probablement. L'OSHWA et d'autres organisations de défense de l'open source ont négligé nombre de points sur lesquels nous avons réellement besoin de leur aide. Cela doit changer. Ce projet de loi n'en est qu'à ses débuts ; le groupe de travail ne s'est même pas encore réuni. Nous avons le temps de collaborer, en toute transparence, à des amendements pertinents. ==================================================================1 point
-
Bonjour à tous ! Je devais racheter une miniperceuse digne de ce nom pour l'électronique. J'ai choisi du matériel PROXXON : La perceuse Micromot 60/EF : Le support MICROMOT MB 200 - PROXXON - 28600 : La perceuse est très bien. Elle n'est pas puissante (40 watts), mais elle ne vibre presque pas, et elle est légère (230 grammes). Rien à voir avec un Dermel ou les autres miniperceuses noname. Néanmoins la faible puissance va limiter l'usage aux perçages de faibles diamètres (il faut être optimiste ou très patient pour utiliser les disques à tronçonner) La perceuse est équipée d'un mandrin, elle peut aussi recevoir un porte pince qu'il faut acheter séparément (c'est un peu des rats PROXXON sur le coup là). Dommage les pinces n'ont pas de diamètres adaptés au forêts spéciaux pour circuit imprimé (0,8mm) il faudra donc acheter des forêts avec une queue de 1 ou 1,5mm. Comme est est très légère et qu'elle ne vibre pas, cette mini-perceuse pourrait même être installée à la place de l'extrudeur de ma 2e MK2s pour avoir une perceuse de circuits imprimés numérique ; le câble d'alimentation en spirale se prête bien à un montage sur machine. Le support, en revanche, que dire... il est bien costaux, mais les finitions ont été baclées : les piéces n'ont pas été ébaurées ni rectifiées - on voit le passage de la fraise sur la queue d'arronde, et on sent les bavures Le mouvement de l'axe Z n'est pas fluide, si on desserre les vis de réglage, il y a du jeu à certaines positions. Les Chinois n'auraient pas fait pire. J'ai passé une soirée avec des limes et du papier de verre pour tout nettoyer, limer, rectifier du mieux que je pouvais. Après nettoyage et lubrification avec de l'huile fine, ça fonctionne correctement. C'est robuste, rigide, et il n'y a aucun jeu - même si le réglage de la queue d'arronde est un peu merdique. A bientôt1 point
-
Bonjour @halo-roro bienvenue chez les imprimeurs fous Ta sexualité ne nous regarde pas1 point
-
Bonjour, Déjà il y a quelques jours, et encore là, j'ai eu des erreurs 500 sur le domaine www.lesimprimantes3d.fr Testé sur deux connexions différentes, et deux testeurs en ligne. Down pour tout le monde. Le serveur aurait-il quelques hoquets ?
 1 point
1 point -
Il ne faut pas « remplacer « la pièce car il n’y a rien, il suffit d’enlever un petit catchouc qui tien la cosse a relier au buffer que tu vis a l’arrière, tres simple, tu ne peux pas te tromper quand tu l’auras sous la main !1 point
-
Réception de ma P2S hier et démarrage le même jour après mise à jour du micro-logiciel: quelle progrès en quelques années! J'ai imprimé le "Benchy" avec un fond de rouleau PLA Anycubic avec le profil générique et le résultat est excellent. Vraiment pas déçu de cet achat qui promet de belles réalisations sans s'arracher les cheveux. Puis j'ai enchaîné avec le kit d'extraction dont @pascal_lb a décrit le montage dans le sujet "Découverte et test de la Bambu Lab P2S " Impression sans souci en PETG Bambu Lab. Seul remarque: la version 2.5.0.66 pour Linux en Appimage de Bambu Studio lag énormément. Il semble que ce soit constaté avec Ubuntu/Fedora/Mint et que Bambu soit au courant. A suivre donc. Merci à @pascal_lb pour son test qui m'a convaincu de franchir le pas.1 point
-
On va faire un peu de complotisme il faut souhaiter que ce soit la raison1 point
-
Pour le suivi : la pièce est ressortie cette nuit. J'ai toujours un défaut, nettement moins marqué, et probablement juste un souci de contamination noir / blanc, même si il reste un petit défaut dimensionnel (la petite ligne à droite sur la photo), mais lui est lié au fait qu'on a une surface pleine au centre de la pièce, et donc ca tire.
 1 point
1 point -
Oui, tout à fait, je ne veux pas du tout dire que Orca est mauvais, seulement que les profils par défaut qui sont la base pour les débutants, correspondent à mon avis mieux avec Superslicer pour une Artillery X1 d’origine et je pense qu’une partie du problème avec Orca est qu’il fait travailler l’imprimante plus vite ce qui accentue certainement les défauts de réglage et d’usure de l’imprimante. Peut-être aussi que c’est mon imprimante avec ses défauts et son usure, je l’ai acheté d’occasion, qui s’associe moins bien alors que d’autres X1 ne poseraient pas les mêmes problèmes, mais pour moi il est flagrant que je ne parviens pas à la même qualité esthétique ni solidité avec Orca, j’ai pourtant insisté et essayé de modifier les réglages, mais si j’arrive à améliorer un peu dans un cas précis, les autres impressions restent problématiques. Au bout d’un moment, j’ai préféré faire les impressions importantes directement avec Superslicer avec lequel je suis satisfait des résultats avec les paramètres presque complètement d’origine, je n’ai modifié que les supports et la correction du diamètre des trous, que ce soit pour du PLA, du PETG ou du TPU. Je ne fais pas de très grosse quantité d’impressions, mon expérience est peut-être un peu limitée d’autant que mes impressions sont assez orientées : c’est essentiellement des pièces pour des réparations de divers matériels et outillages.1 point
-
J'ai pas le logiciel sous la main mais il me semble bien petite erreur de ma part les filaments Sunlu ne sont pas dans Bambu Studio1 point
-
Alors bien joué d'avoir continué ! Mais pour le loto, comme pour la plaque de ton impression finalement réussie, il te faudra décaler les numéros que tu joues habituellement sur la grille.1 point
-
Bonjour à tous, En fait je posais la question car l'écran de commande avait l'air bloqué et je me disais si il était possible de faire un genre de reset ou reboutage de l'imprimante. Mais en fait j'ai finalement trouvé la cause. Rien à voir avec la carte de l'imprimante. J'ai mis un fichier Gcode foireux dans la machine qui a pas du tout aimer ça. Ça m'apprendra à foirer mes dessins et à les passer en Gcode...1 point
-
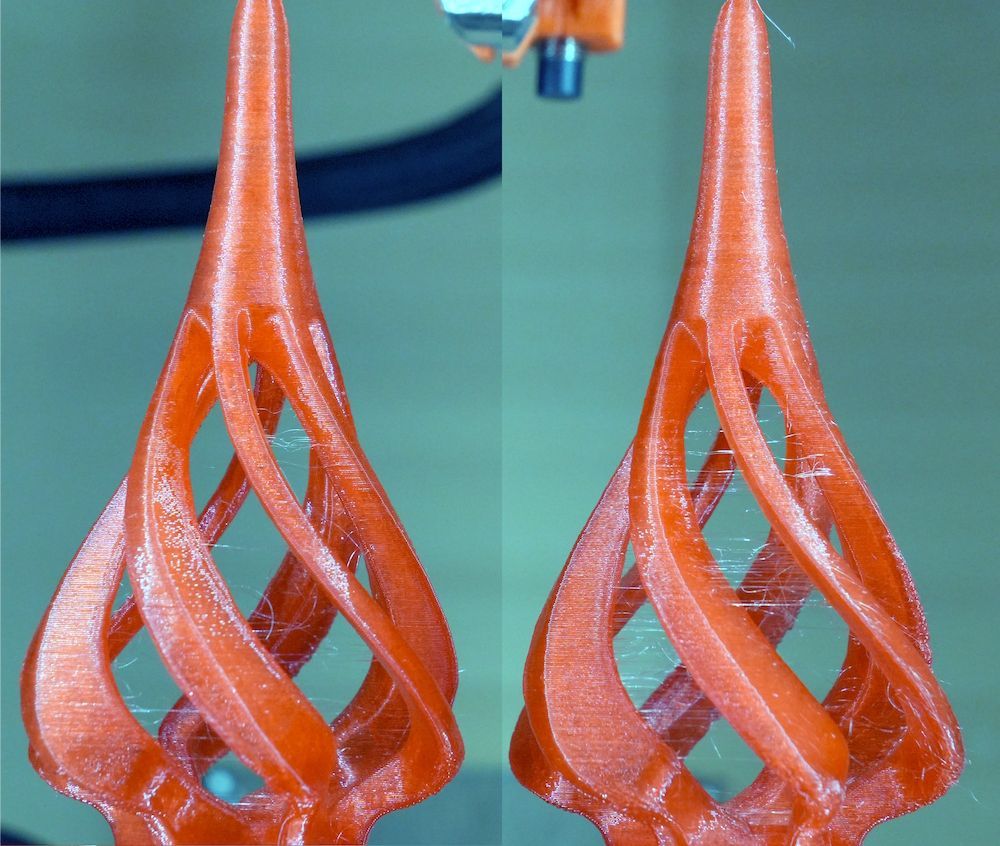
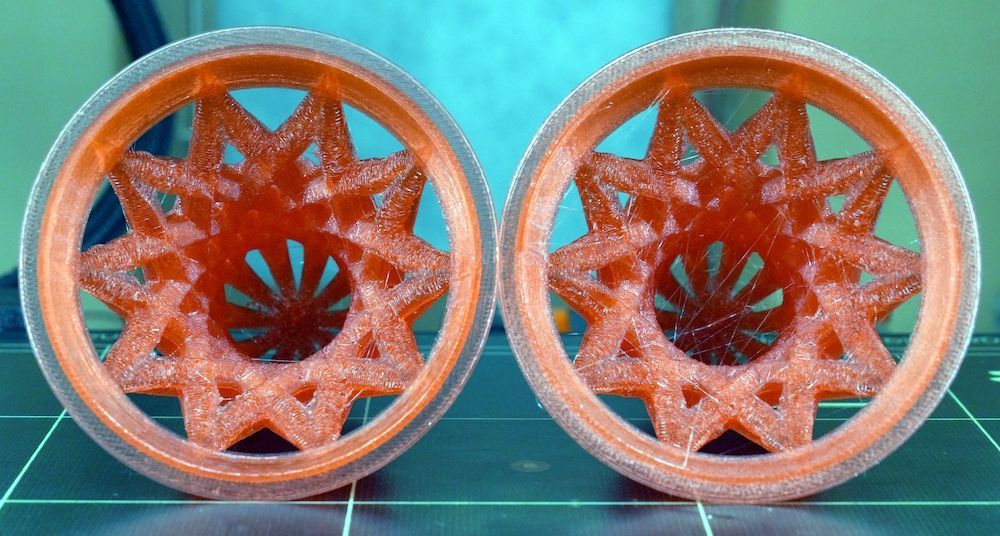
Bonjour, Je viens (enfin) de recevoir ma bobine de PVB rouge de chez SUNLU Je l'ai séchée à 50°C durant 8 heures. Le filament est bien sec. Je me dis que je n'avais pas séché assez longtemps le filament PVB transparent que j'avais utilisé pour les tests précédents... Je lance les impressions de Noël (ce sera pour la fin de l'année) - comme le filament PVB a tendance à faire du stringing, je fait une impression séquentielle (un objet après l'autre) : Je lance une 2e série de pièces. Et je me dis, tiens, on va comparer les deux, qui ont été imprimées à 24 heures d'intervalle, pour voir si durant ce laps de temps le filament a repris de l'humidité. La réponse est oui un peu, ça se voit car il y a plus de stringing, cependant l'impression reste très bonne. A gauche sur les photos, les pièces imprimées juste après le séchage - l'impression a durée 10 heures. A droite sur les photos, la deuxième série de pièce, imprimée 24 heures plus tard. NB : les couleurs sont bizarres car j'ai "poussé" les niveaux de telle sorte que les défauts ressortent bien. On peut voir aussi une différence de transparence sur le brim autour de la cloche, sur la dernière photo. Donc si on est très exigeant sur la qualité des pièces, il faut sécher le filament avant l'impression, et peut être même pendant en plaçant la bobine dans un déshydrateur, pour qu'elle reste en permanence dans un environnement avec une très faible hygrométrie durant l'impression. Maintenant je vais procéder au lissage, je vais tester avec le pulvérisateur. A bientôt


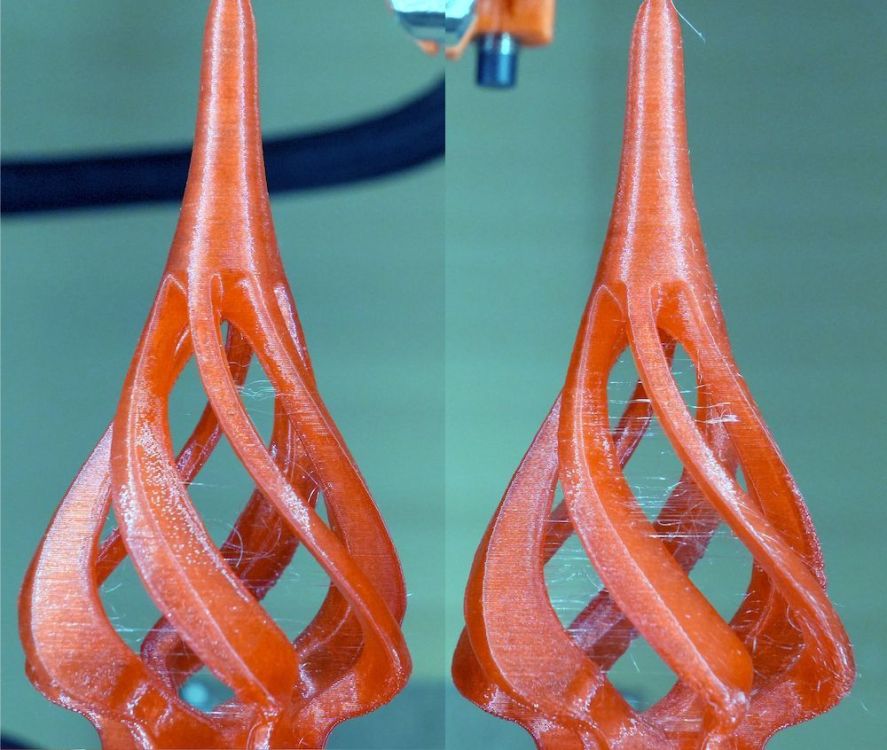
 1 point
1 point -
Vraiment très heureux et presque fier de faire partie des 50k Et un grand merci aux modos qui gèrent ce forum d'une main de nylon carbone dans un gant de silk TPU, non vraiment vous assurez.1 point
-
Il y a clairement du warping, ne cherche pas plus loin. J'ajoute à ce qui a été dit d'utiliser une plaque d'impression lisse. Le texturé n'est pas l'idéal pour les grandes surfaces en PLA. Baisser pourquoi pas, mais couper je ne pense pas. Chez moi sur le texturé les pièces se décollent d'elles-même du plateau après refroidissement.1 point
-
Merci pour les réponses, mon firmware est d'origine. Un ami m'a envoyé le même objet (un cube tout simple) en .3mf que j'ai mis dans mon slicer creality print et j'ai vu que les dimensions étaient bonnes, 56,5x36 mms, il est sorti en 63x42, histoire de fou. Mon imprimante creality hi est en très bon état et jamais eu de problème jusqu'à présent. La réponse était très simple, je mesurais l'objet avec un pied à coulisse déréglé. Du coup en le réinitialisant maintenant les mesures sont bonnes. Merci à ceux qui m'ont apporté leur aide.1 point
-
50000 ça commence à faire du monde Donc la H2D imprime et chauffe en même temps ? Et le chauffage descend de combien ?1 point
-
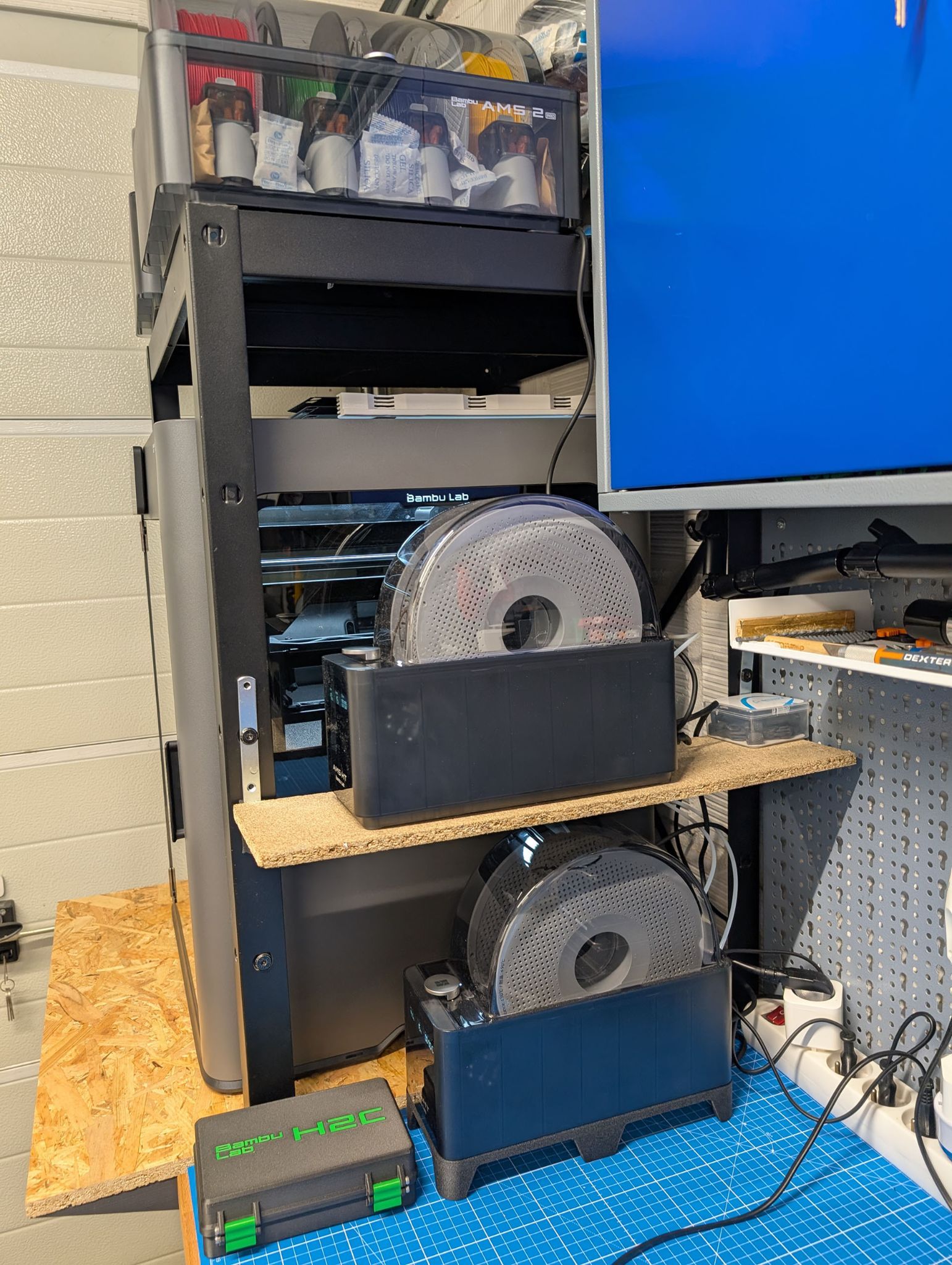
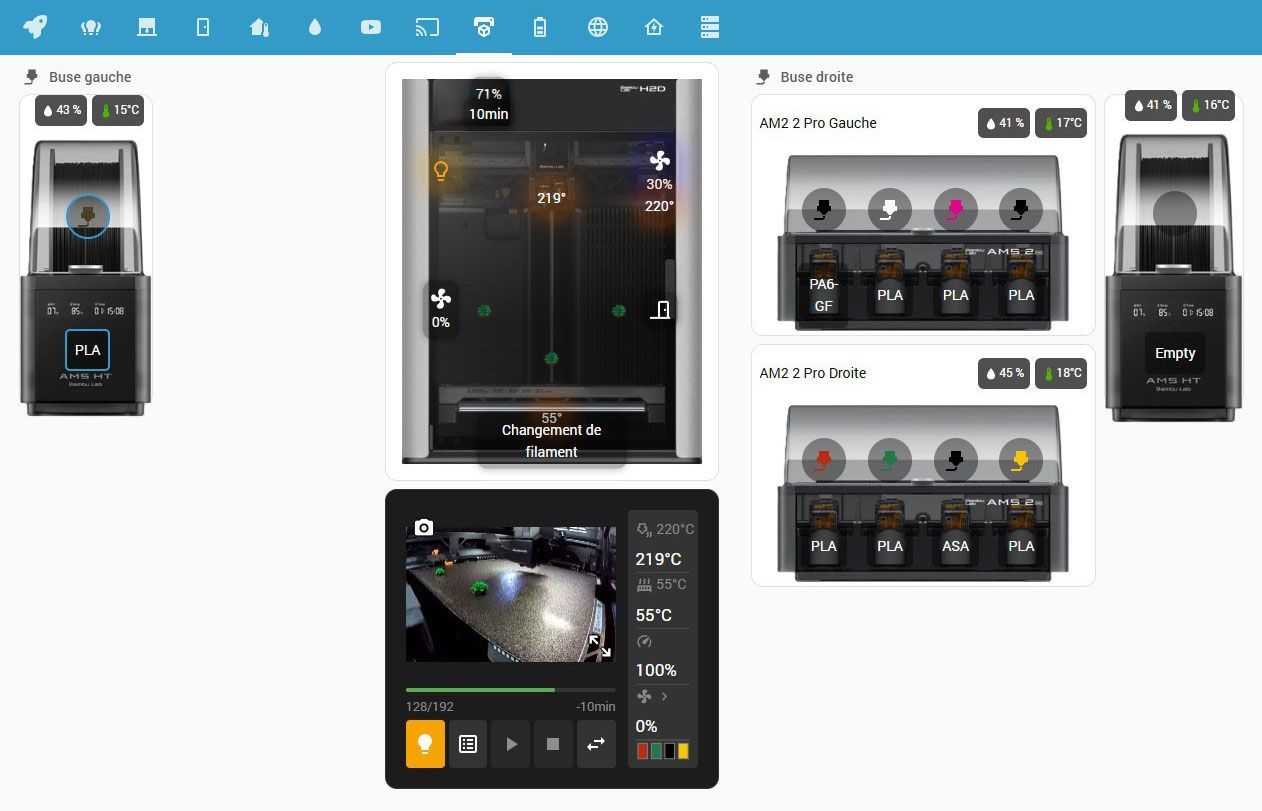
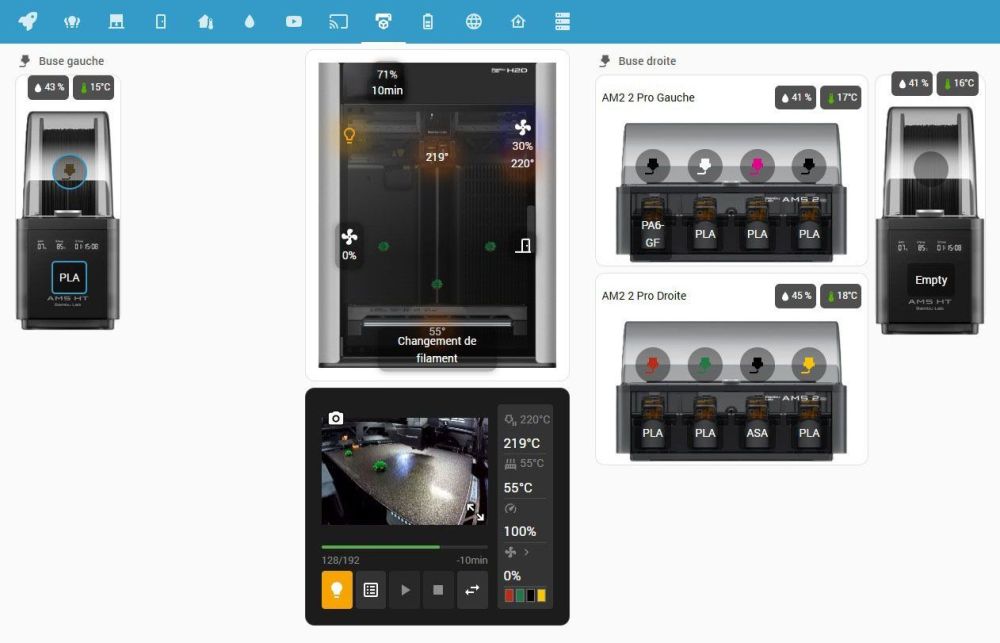
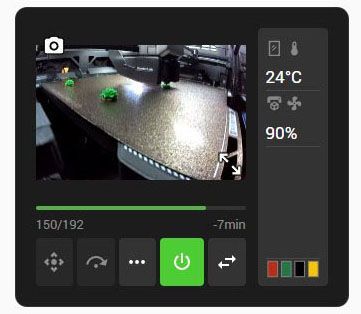
Finalement je ne suis pas parti sur le support de @Tofffd pour l'AMS HT car c'était pas pratique d'accès avec ma porte de garage Du coup j'ai simplement imprimé ce réhausseur (en réduisant sa hauteur à 35mm) en PA6-GF pour ne pas flinguer un 2ème tapis de découpe à 40€ (le précédent avait gondolé avec le Sunlu FilaDryer E2, certes en mode recuisson à 110°...) : L'AMS HT du haut n'est pas réhaussé sinon je n'ouvre plus le placard mais la planche sur laquelle il repose est percée afin de faciliter la circulation de l'air chaud Vous noterez aussi le support de plates posé sur la vitre supérieure (avec des patins en caoutchouc qui l'empêchent de bouger) et oui, je mets des sachets de dessicant dans mes AMS 2 Pro J'arrive pas à les jeter quand j'ai des bonbines neuves, je les cale dans les placards et un peu partout dans le garage plutôt humide J'ai aussi profiter de cette séance d'organisation du setup pour la H2C afin de refaire ma carte Home Assistant qui était "morte" depuis la vente de la X1C : J'ai laissé la carte avec la photo (d'une H2D en plus) pour le style mais en réalité la status card à affichage "dynamique" suffit largement à TOUT faire :

 1 point
1 point -
La vache... Tu as vite dégainé! Ma minute de célébrité sur le forum!1 point
-
Passer de la peau de pêche à la peau rêche, c'est un peu rude non ?1 point
-
Oui, des hoquets de DDOS je crois0 points