Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/03/2026 Dans tous les contenus
-
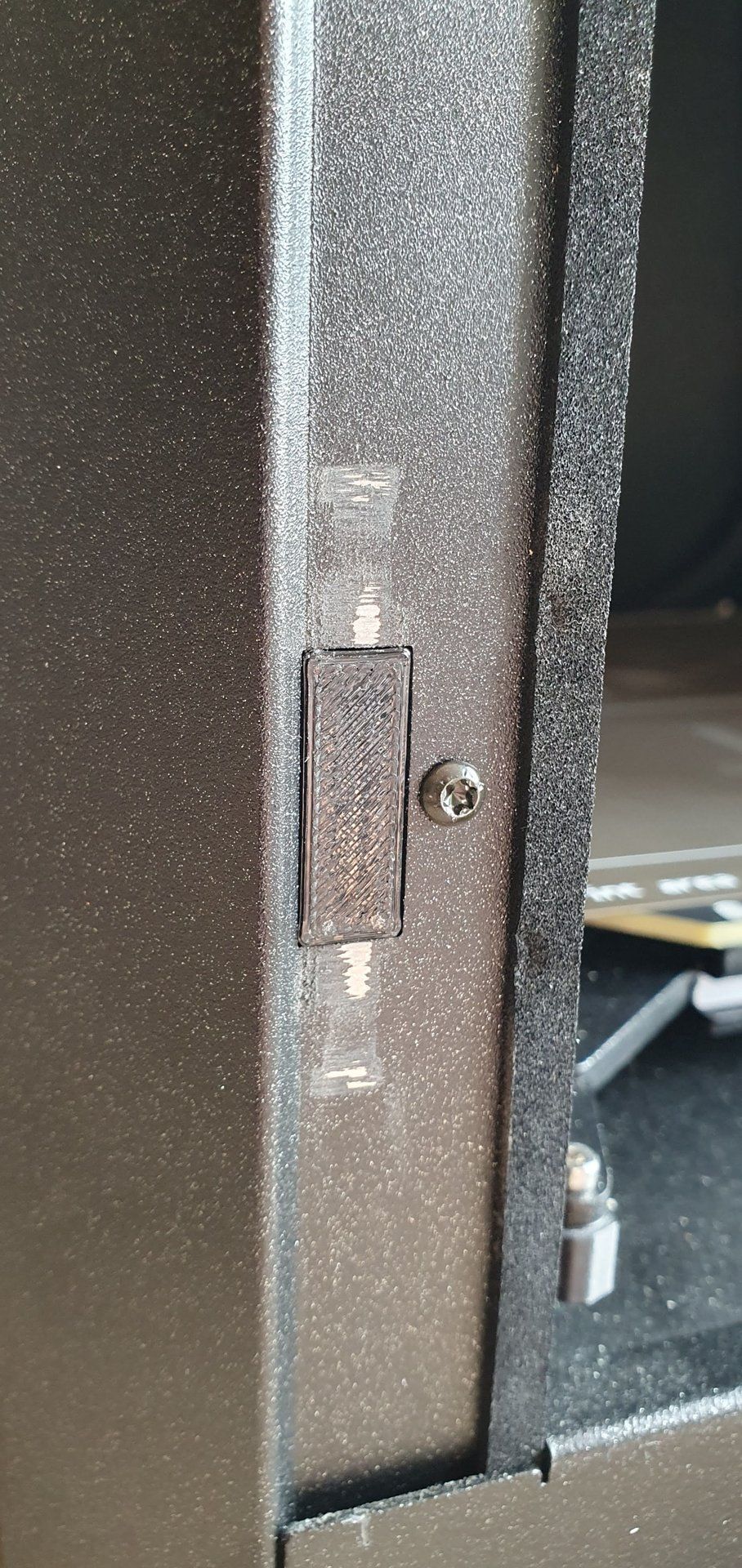
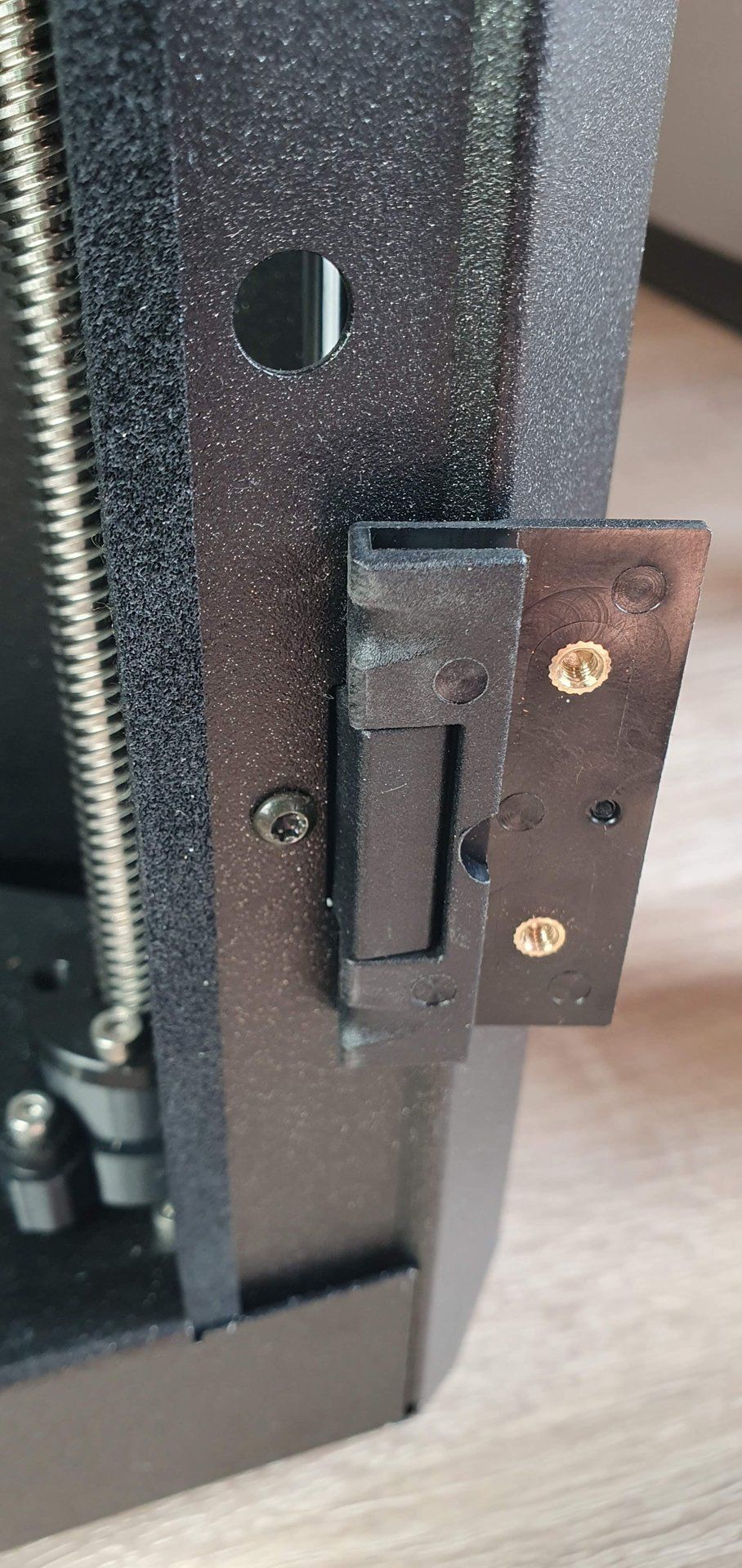
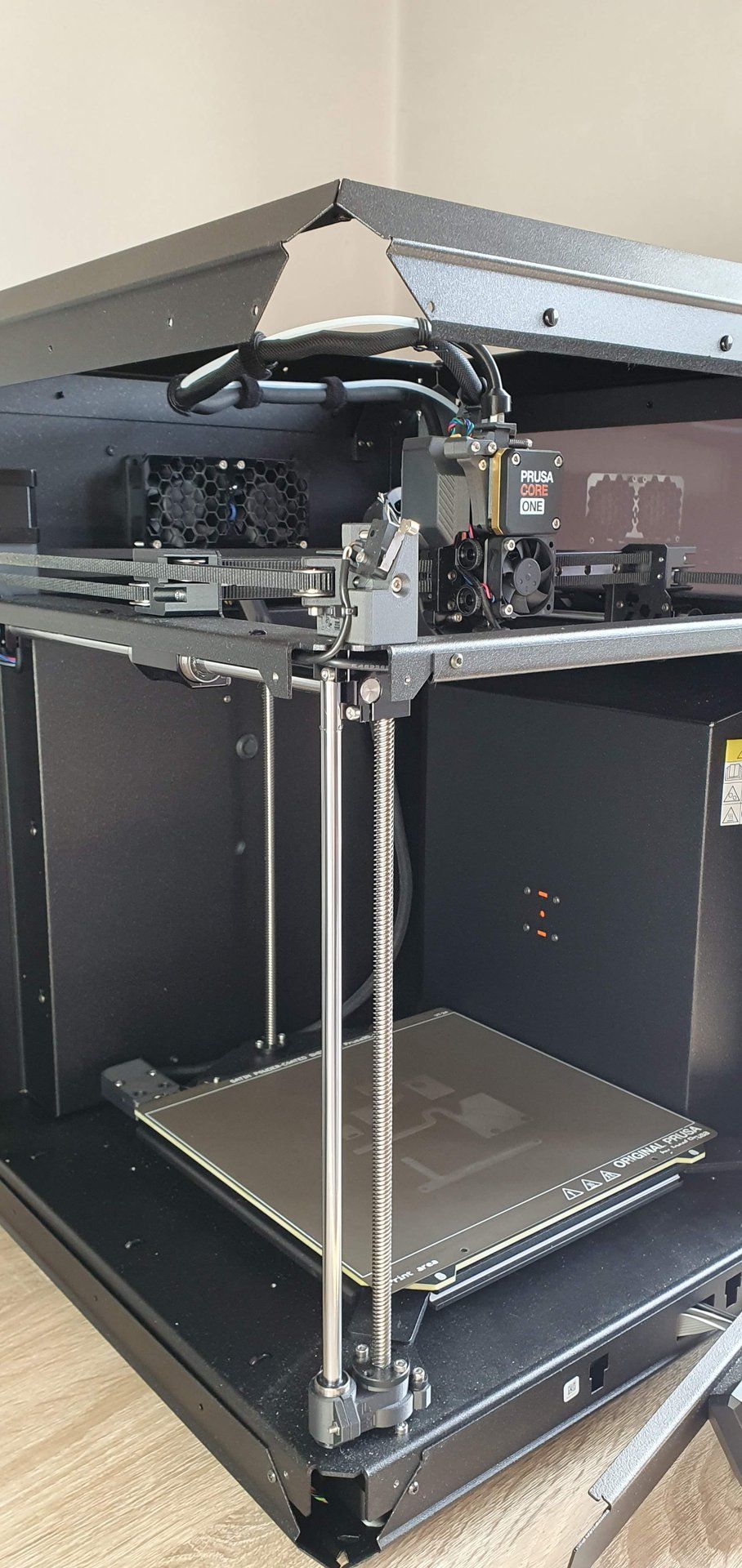
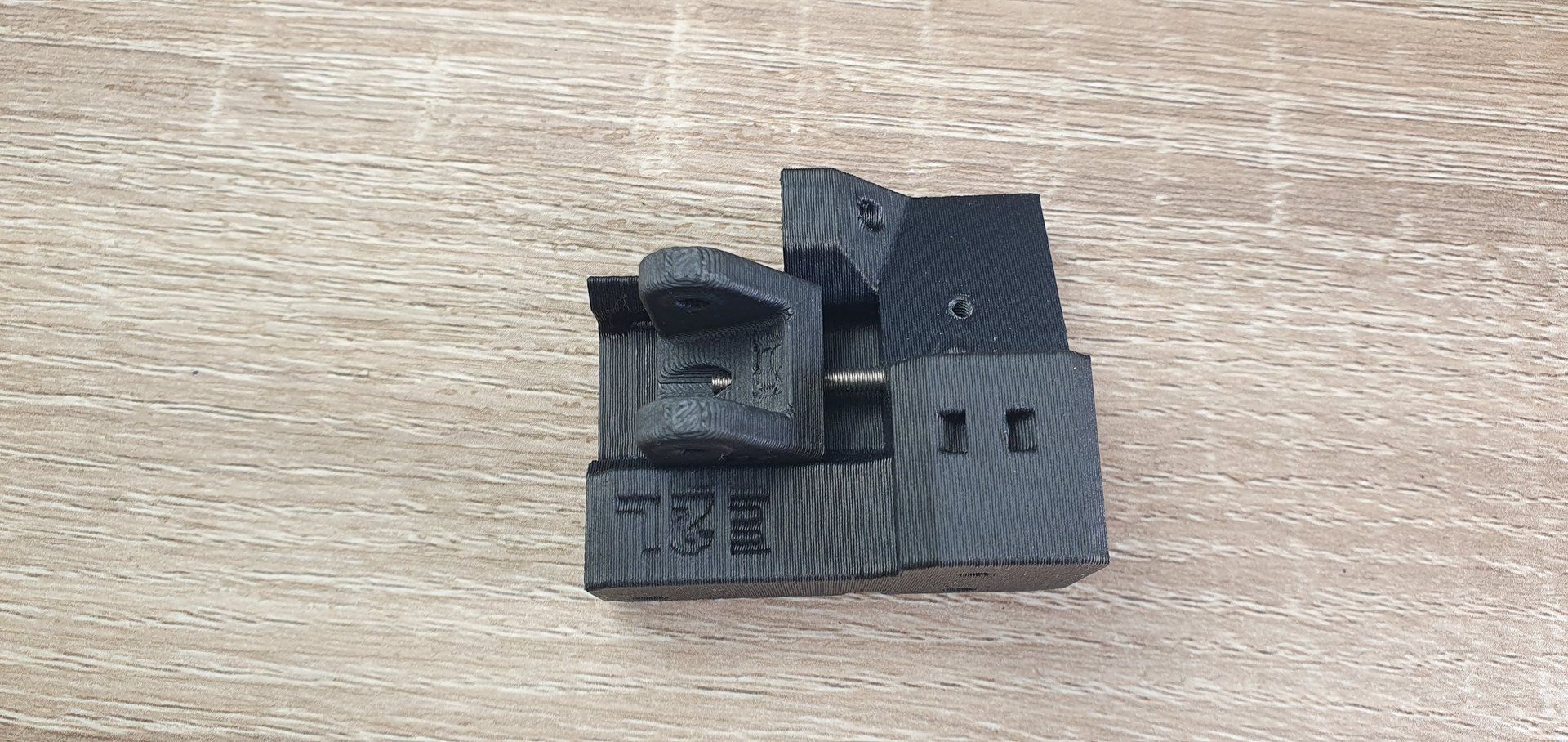
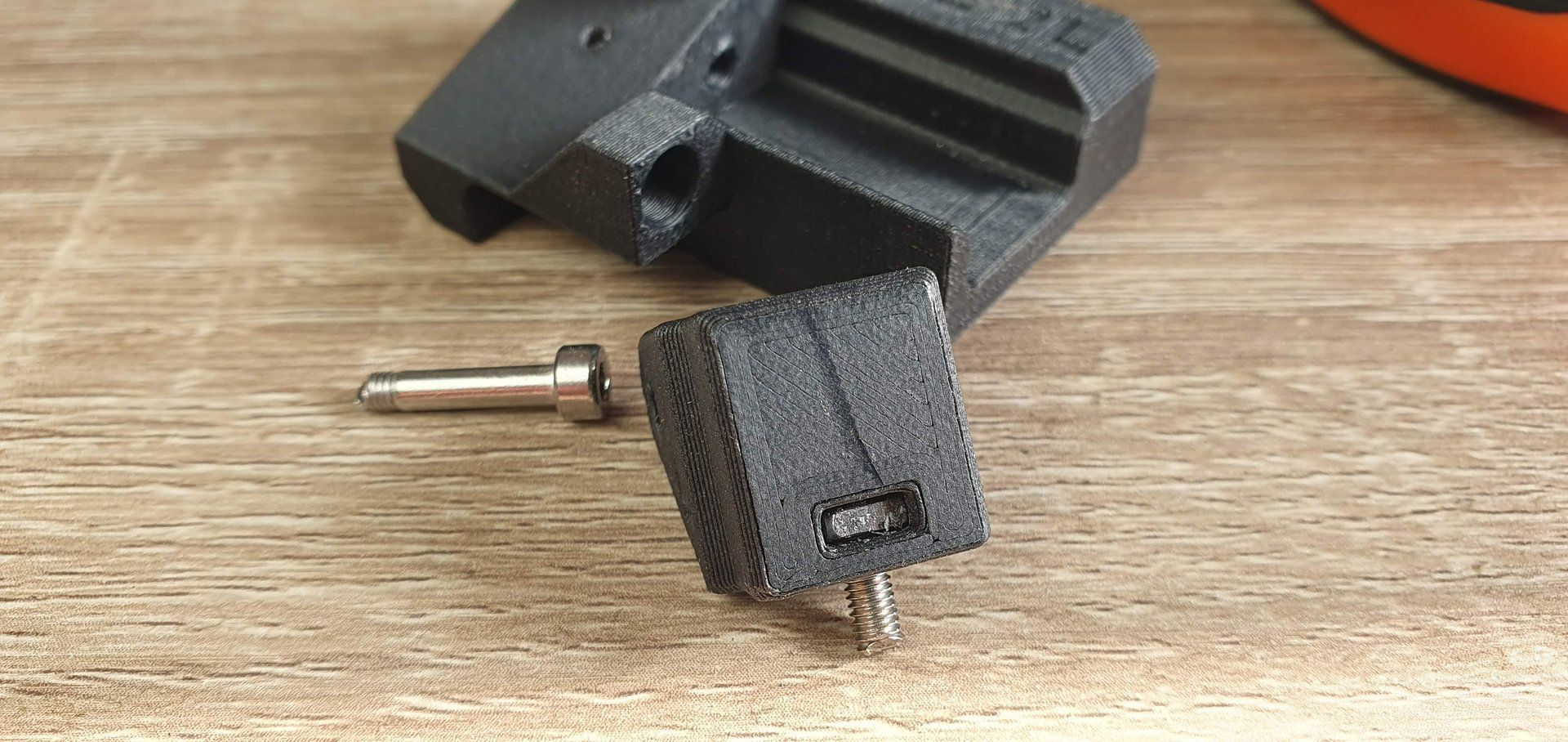
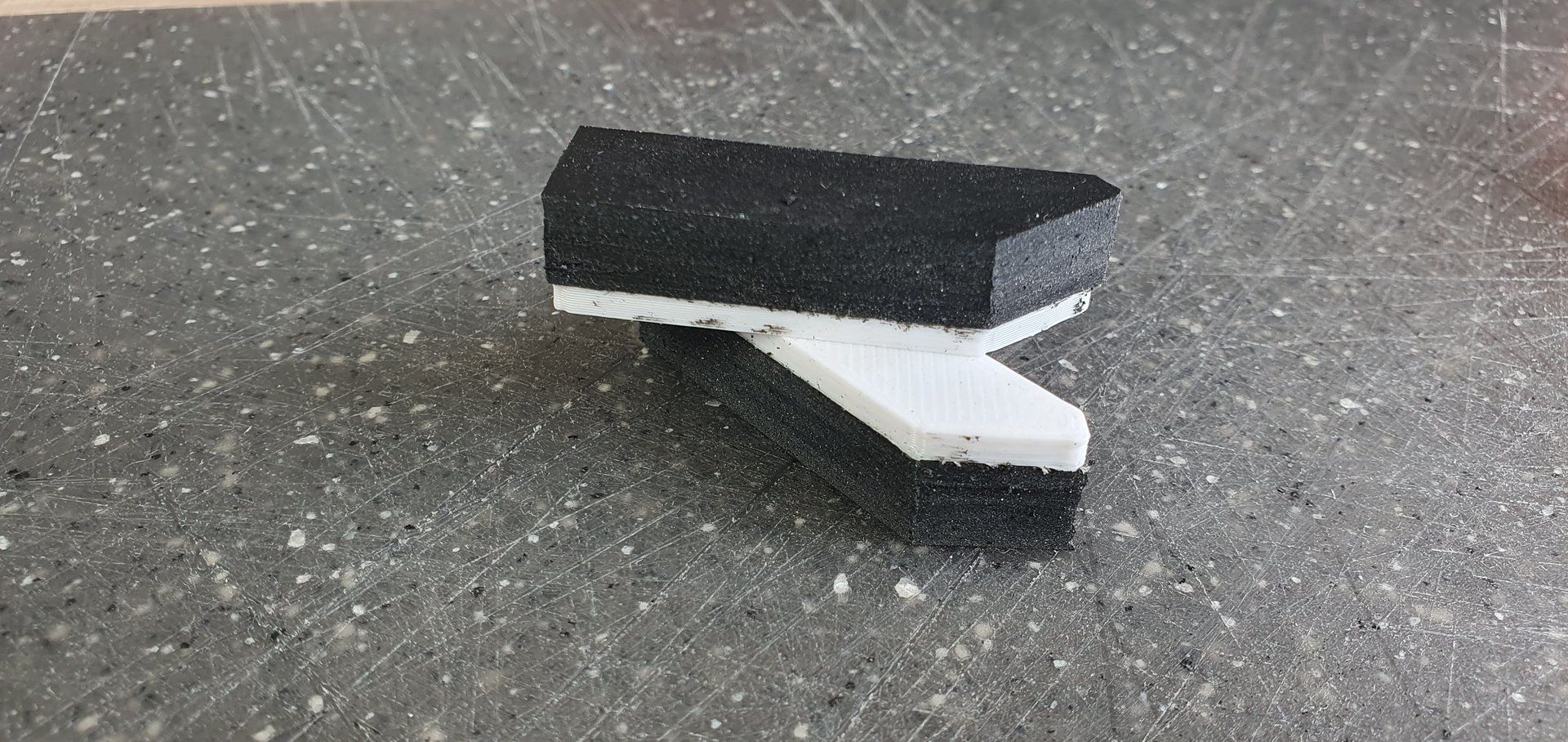
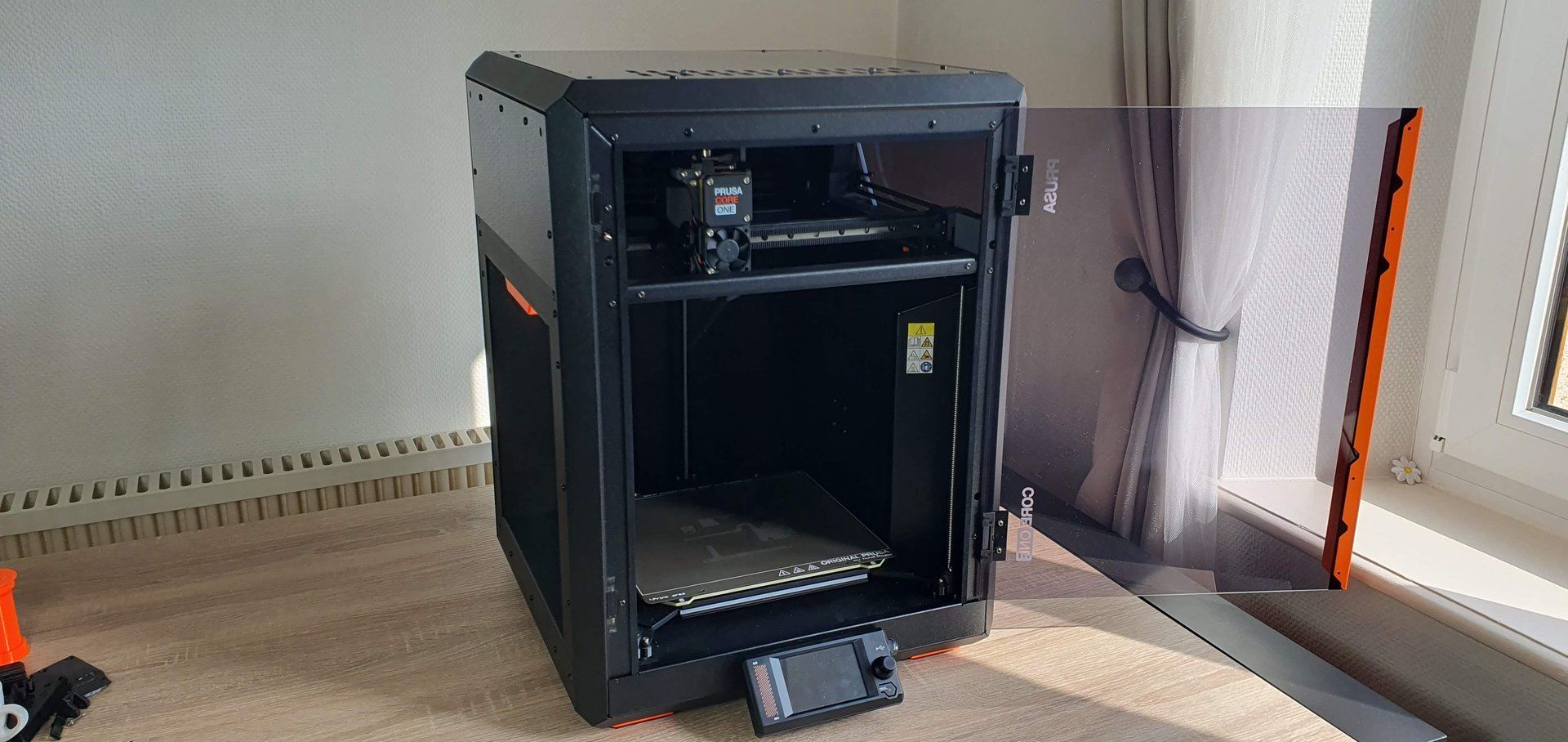
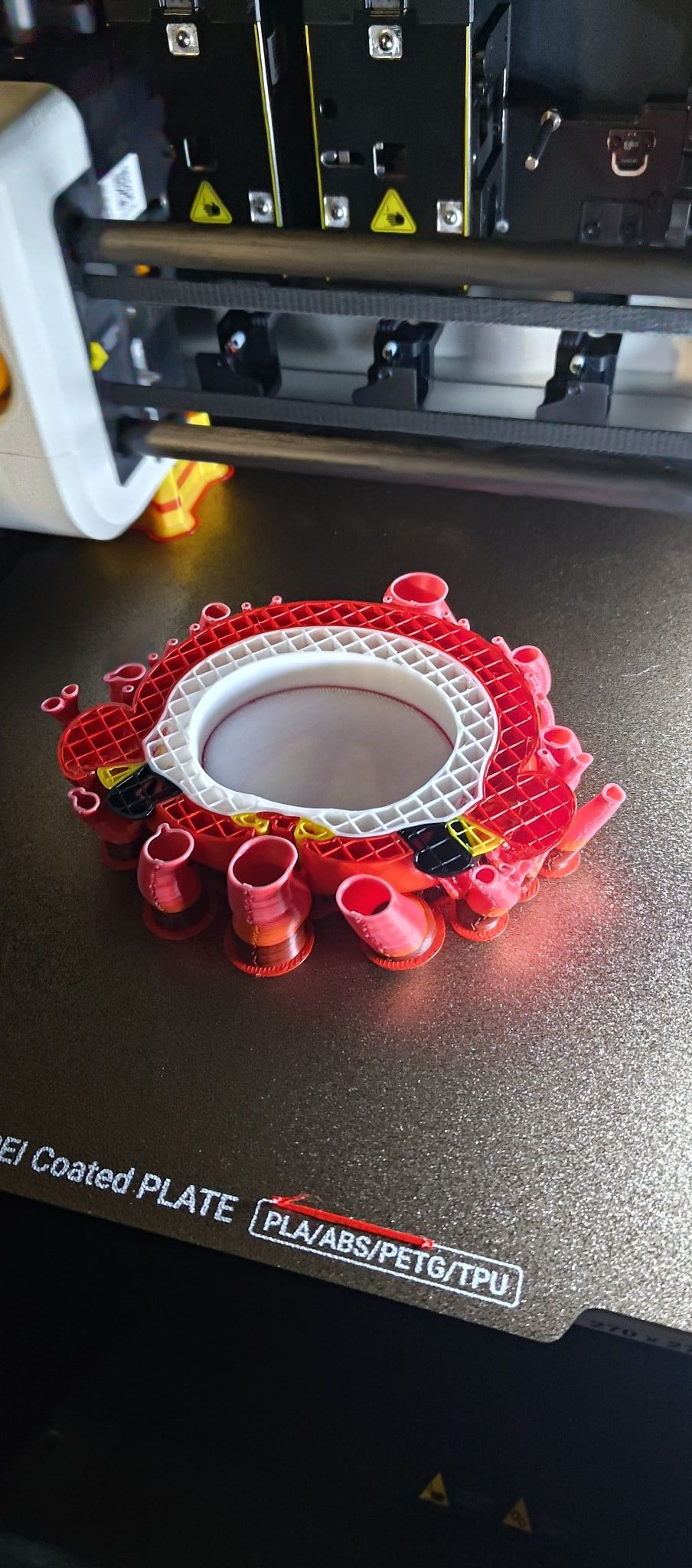
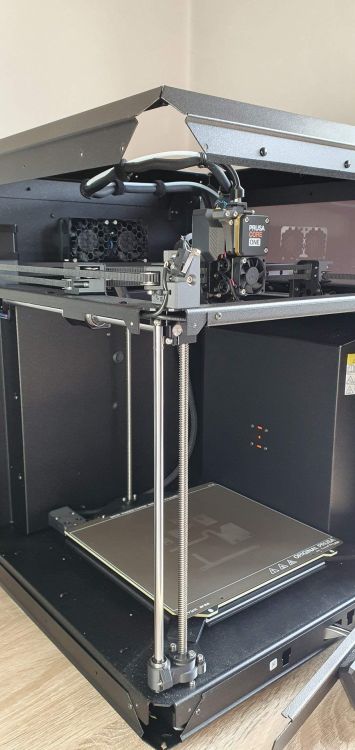
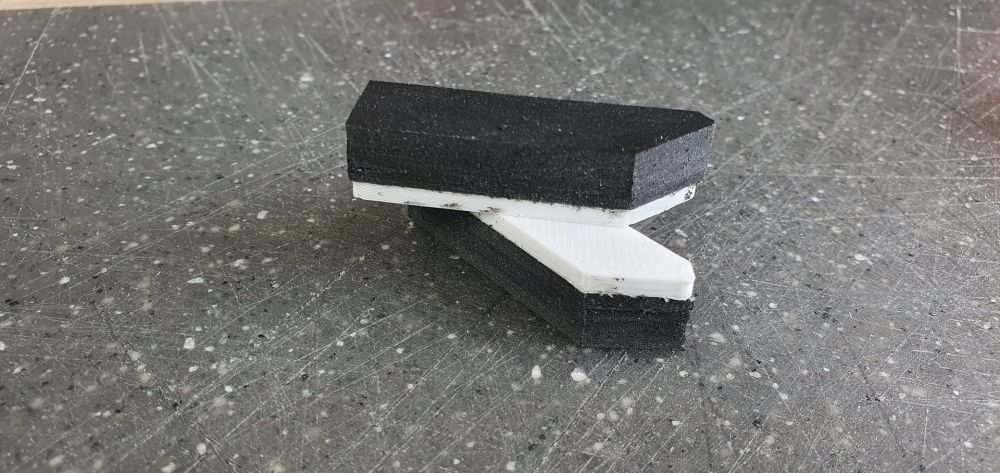
Salut, Ca fait longtemps que je n'avais pas donné de nouvelles de la Prusa CORE One. Un an après l'avoir reçue, il était temps que je m'occupe un peu de l'entretien et updates en attente. ^^ Sur cette photo on peut voir la machine dans son jus, un kit de filtration à installer, des tendeurs à remplacer, des pieds à modifier et l'upgrade vers la CORE One+ à effectuer. Ce qu'on ne voit pas c'est la porte à retourner. On va commencer par le kit de filtration. Rien de très sorcier, il suffit de suivre la notice de montage très simpliste. J'ai cependant noté trois points d'attention : Le ventilateur est livré dans le mauvais sens, la sortie d'air ne pointe pas vers la grille. Il faut bien penser à le sortir pour le replacer selon la notice. Un bout de ruban velcro est fourni pour le cable management à l'intérieur du compartiment technique de la machine, mais la notice précise de réutiliser le petit lien du ventilateur (fil de fer plastifié). Résultat j'ai tout assemblé et fermé, et je me retrouve avec ce ruban en trop. Le boitier en tole plié ne peut pas se plaquer correctement contre la machine à cause d'un rivet : Ca ne se voit pas bien sur la photo (floue), mais soit on déforme la tole pour passer sous le rivet, soit on laisse un jour et bonjour l'efficacité de la filtration. La solution simple, retirer le rivet : L'étape suivante consiste à démonter la porte et préparer le terrain pour son remontage de l'autre côté à la fin. Très simple à faire, il suffit de permuter les aimants d'un côté avec les charnières de l'autre côté. Et c'est là que je tombe sur une petite surprise : La peinture est bouffée là où il y avait les charnière avant. Manque de pot les montants ne sont pas symétriques sinon je les aurais permutés. C'est là je que j'ai compris comment fonctionne le système de "crans" qui permet de tenir la porte à 90° et presque à 180° : La charnière frotte tout simplement sur la tole, c'est son élasticité qui fait le point dur, sauf pour le presque 180° où la charnière bute sur le profil de la cornière. Un peu moyen, mais faut dire que ça fonctionne puisque je n'avais rien remarqué jusque là. Il faudra seulement que je trouve une solution pour arranger un peu la peinture bouffée à gauche. Je profite que la porte soit démontée pour passer au remplacement des tendeurs. Alors en fait j'ai remplacé les 4 pièces par prévention, mais seul une petite partie mobile était nécessaire. En effet lors d'un réglage de la tension des courroies, j'ai été confronté au grippage du tendeur de gauche. Impossible de dévisser ou de visser le tendeur. A priori un problème connu, corrigé par l'ajout d'une touche de graisse sur le filetage dans la notice de montage. Pour le tendeur droit, un jeu d'enfant, ça se fait sans rien démonter de plus que le tendeur lui-même. Pour le tendeur gauche, là faut démonter toute une cornière et les panneaux de gauche. En plus ce tendeur supporte le capteur de porte. Et là pour le coup je suis vraiment très très content d'avoir pondu mon petit outil pour démonter les rivets des panneaux latéraux (20 rivets en tout ici) : Dispo ici => https://www.printables.com/model/1276439-prusa-core-one-rivet-tool En effet la notice indique d'utiliser une pince coupante pour ça, et c'est vraiment pas pratique en plus de risquer de rayer la machine. Après avoir démonté le tendeur défectueux, je peux enfin voir ce qu'il a : Je m'attendais à un double filet, mais vu comment la vis dépasse, il y a du avoir un autre problème. J'ai essayé de glisser un tournevis plat en dessous pour bloquer l'écrou et forcer le démontage, sans succès. Je n'ai eu d'autre choix que de couper la vis. L'écrou carré est bloqué, il tourne fou dans le logement. Bref, c'est remplacé et lubrifié, tout va bien. Enfin il me restait à remplacer les pieds par la V2. En effet ma version de CORE One étant parmi les premières, la forme et l'emplacement des pieds a été révisé depuis. Mon modèle avait deux grandes bandes de 15x300m disposées à gauche et à droite : La V2 utilise des pieds d'angle de 12mm et 50mm de côté (estimé depuis le modèle imprimé). Normalement collé directement sur la machine, mais apparemment l'adhésif utilisé est de piètre qualité, ce qui a poussé des makers à concevoir cette pièce plastique pour les maintenir en place. A savoir que l'adhésif de la V1 collait encore parfaitement. J'ai donc du concevoir un petit gabarit (en blanc ici) pour recouper mes bandes afin de les adapter aux nouvelles pièces. Ca se coupe très bien au cutter. Et là je sais pas ce qu'il s'est passé, j'ai oublié de faire une photo des pieds finis ainsi que de toute l'upgrade vers la version +. Concernant la version +, il s'agit en fait d'une upgrade mineur. Le support de filament est nouveau. Par rapport à l'ancien, il est composé d'une base fixe et d'une partie amovible. On suppose que la partie amovible pourra accueillir un lecteur NFC (il y a un trou au centre et dans la tole, assez gros pour un cable, trop petit pour un connecteur, wait'n'see. En utilisant des mods communautaires il est possible de changer le support pour des bobines plus étroites ou plus larges, on pense aux 2kg de la marque qui ne sont pas compatibles avec le support d'origine. L'autre évolution qu'apporte cette upgrade, c'est l'ouverture/fermeture automatique de la grille de ventilation. Bien que la machine pouvait nous prévenir s'il fallait ouvrir ou fermer la grille, c'est plutôt agréable de ne plus avoir à le faire manuellement. Et enfin le nouveau capteur de filament latéral est débrayable, afin de faciliter le passage de filaments TPU très souples. (Je n'ai jamais eu de problème avec le 95A). J'ai bien entendu fait un petit contrôle technique complet, graissé les axes, retendu les courroies (avec la nouvelle méthode stroboscopique), passé un coup de chiffon sur la poussière des plexis etc... Tout ça pour me retrouver avec presque la même machine qu'avant, mais en mieux (la porte dans ce sens, c'est moins commun) : Oui, il manque le petit + en bas à droite, je m'en occuperai plus tard. Il était temps que je m'occupe de cette brave bête. Il me reste à tester l'efficacité de la filtration qui est somme toute la seule vraie évolution hors maintenance. A+












 2 points
2 points -
BMW, Bambu Lab, inew3d, Anycubic... voici les actualités impression 3D et fabrication additive a ne pas manquer cette semaine. https://www.lesimprimantes3d.fr/semaine-impression-3d-531-20260308/2 points
-
Du 08/03 au 30/03, 3DJake applique 30 % sur les filaments AzureFilm, une marque que je n'ai jamais testée mais qui vante un diamètre regulier, un bobinage propre et offrant pas mal de coloris au choix.
 2 points
2 points -
Bonsoir Le remontage est en bonne voie. Bon Print

 1 point
1 point -
Sacré travail !1 point
-
Grace à tous vos bons conseils, j'ai fait chauffé la carte de crédit aujourd'hui car je me suis enfin décidé. Au menu, ce sera Snapmaker U1 Dryer Creality Space Pi X4 Kit de 4 buses en 0,4 en acier trempé filament Rapid PETG pour commencer et imprimer le Top hat Tout le necessaire pour assembler le top hat de Srin Tube capricorn et connecteur pour déporter les moteurs et brancher un y-splitter pour choisir la bobine à utiliser entre le TPU en externe et une sortie du dryer. Il me restera plus qu'à acheter les panneaux de polycarbonate ou en plexiglass en 3 mm pour le tophat. Et trouver une solution pour les découper car je n'ai jamais fait. On est pas mal là. Impatient de tout recevoir et de découvrir un autre monde différent de ma Ender 3 et de Cura. va falloir que je m'habitue. J'espère ne pas regretter mon choix de ne pas être parti sur ma première idée, à savoir la bambulab P2S. Encore un grand MERCI à tous pour votre aide1 point
-
C'est un peu contre intuitif, mais les filaments chargés sont certes plus résistants à la traction, la flexion et parfois l'impact, mais cela dégrade leurs performances en matière de résistance à l'usure. Les fibres dures ont tendance à se séparer du liant du fait des frottements et de la pression. L'usure est assez rapide sur des engrenages. Vu que la pièce d'origine est en thermoplastique. soit prendre un PA 6/66 de bonne qualité, bien séché dans un sécheur qui monte à 80°C minimum pendant 12 ou 24h, imprimé avec les bonnes températures et le bon débit dans une machine à minima à chambre fermée et surtout lui faire faire une reprise d'humidité dans un bain d'eau à 40 - 50 °C pendant 24h.Ainsi le PA devient moins cassant, tout en gardant ses caractéristiques mécaniques. Sinon, si la pression sur la denture est élevée, l'option PC est à envisager, mais il faudra prévoir un graissage. Le PC / PTFE pourrait être bien, mais ce n'est pas simple à imprimer.1 point
-
Cela dépend d'un filament a l'autre tous n'utilise pas des particules de même taille.1 point
-
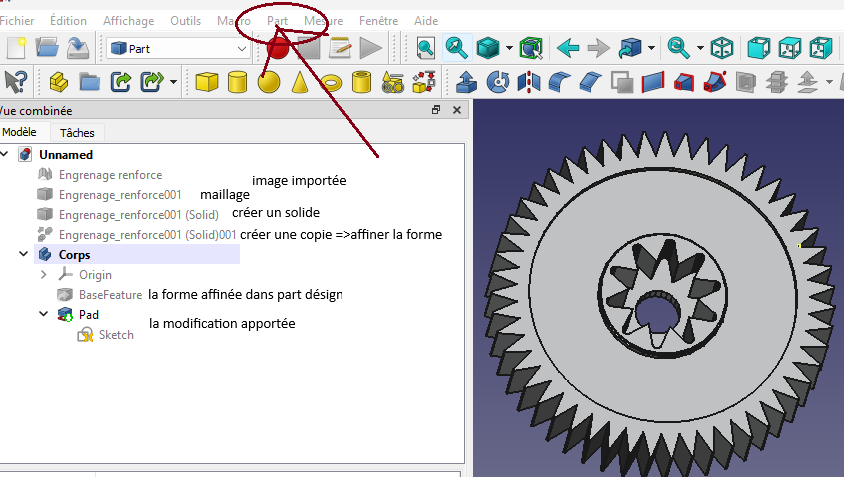
tiens je viens d'en faire un autre comment j'ai procédé: freecad, mais tous les logiciels 3d le fond selectionner le stl, ouvrir avec freecad (ou ouvrir freecad fichier =>importer nommfichier.stl il va apparaitre dans la fenetre freecad comme un maillage selectionner le maillage outl créer la forme à partir du maillage sélectionner la forme outil convertir en solid selectionner le solid outil créer une copie => affiner la forme (la rendre moins "lourde") ensuite tu peux modifier le solid comme tu le veux ici j'ai simplement comblé avec un cylindre sur l'image j'ai écrit image importée, il faut lire stl importé le fichier stl Unnamed-Corps.stl bonne journée à mon avis tu vrais prendre un filament chargé renforcé
 1 point
1 point -
Curieux, il me semble bien que j'ai installé blender sous windows10.
 1 point
1 point -
Machine Atrtillrey X2 firmware Marlin 2.1.2.6 Ecran bloqué j'ai cru que le firmware était en cause erreur il fallait juste prendre un petit tournevis pour le ressortir un peu et il s'est débloqué trancheur Cura 5.11 J'ai déblqué impression merci1 point
-
Bonjour je suis nouveau sur les forums en général, ça fait pas mal de temps que je fais de l'impression 3D mais avec la Snapmaker U1 que j'ai reçu jeudi dernier qui est nouveau sur le marché je me suis dit ça serait pas mal de me mettre sur un forum car je vais rencontrer des problèmes que pas grand monde va avoir vu la nouveauté de la chose. Ce qui m'a décidé c'est que déjà le premier problème que j'ai eu à peine reçu l'imprimante le fil ne passait pas dans les buses il y avait du plastique cramé et coincé dans les 2 buses sur les 4. Et là après une soirée d'impression ce matin au réveil quand la tête d'impression fait des translations j'ai un bruit pas possible sûrement un manque de graisse alors que je l'ai bien graisser au moment de la mise en route bref. Sa commence bien. Là où je suis le plus curieux et que je connais pas grand chose c'est sur le slicer de Snapmaker Orca car la multi-couleur et le multimateriaux c'est nouveau pour moi et je trouve pas beaucoup d'informations ou alors j'ai raté quelque chose d'évident je sais pas. Sinon c'est une super machine le concept est incroyable je pourrais la regarder marcher pendant des heures

 1 point
1 point -
En effet il y a quelques buses de gonflage avec, qui se mettent dans l'autre trou. Malheureusement celui de l'aspiration est plus petit, donc adaptateur obligé. Mais je retiens l'idée, tellement simple. Je pense qu'il faudra surtout bricoler un de ces fameux spacers pour éviter de boucher l'aiguille trop vite (j'ai le même problème lorsque j'essaye d'aspirer le jus des Yeti ) Les sacs foodsaver ont un côté gaufré pour limiter ce problème.1 point
-
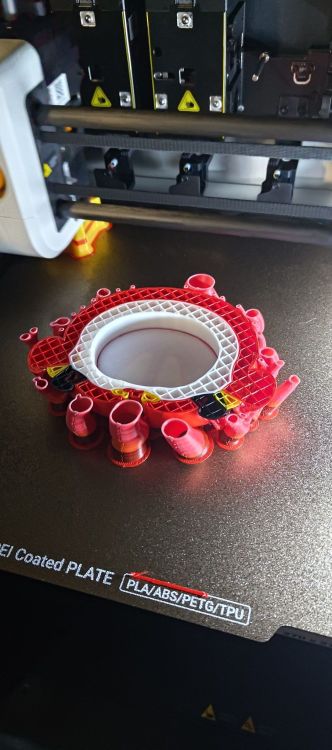
Bonjour à tous, Petit retour après 1 semaine d'utilisation. Pour l'instant ça fonctionne parfaitement, seul petit hic c'est que les températures ont été clémentes cette semaine et le poêle n'a pas beaucoup tourné. Je pense que maintenant les seuls éléments qui peuvent céder ce sont les dents. Le poêle devrait encore tournée jusque fin mars / début avril. Si la pièce tient jusque là, je n'aurais qu'un mois d'utilisation ce qui n'est pas suffisant pour être certain de ne pas être de nouveau ennuyé l'hiver prochain. Pourriez vous me conseiller un site qui propose l'impression en métal de cette pièce ? Et avez vous une idée du prix que cela me couterait ? Bon dimanche à tous et merci pour vos retours !1 point
-
je regardais les accessoires livrés avec la pompe, il y a une genre d'aiguille avec un filetage, il n'y a pas moyen de faire un adaptateur pour le mettre coté aspiration, après on place l'aiguille entre les zip et on aspire il y aura un peu de fuite mais une fois le sac "aspiré" on retire l'aiguille vite fait et on ferme le sac dans la foulée1 point
-
@ascgu euh nous faudrait plus de détails ! tu as quelle machine ? tu as pris quelques firmware de qui ? pourquoi as tu changer de firmware ? tu utilise quels trancheur ? perso je suis pas devin donc avec si peux d'infos dans le message initial je sais pas quoi te dire.1 point
-
Salut Desp27, merci beaucoup, c’est sympa . En effet, ce serait peut être intéressant d’ajouter un chauffage secondaire car celui déjà installé semble avoir du mal à monter la chambre au delà de 45-50°..1 point
-
A voir il manque des congés de raccordement sur ce modèle 3D. Si la pièce en nylon ne tient pas alors qu'une pièce en PLA tient, c'est que la personne qui a imprimé a soit utilisé un nylon type PA12 ou mélange de PA12 avec un PA6 au lieu d'un PA6/66, et/ou plutôt n'a pas fait sécher assez sa bobine et/ou des paramètres de température hotend / plateau / chambre pas assez élevés.1 point