BDA
-
Compteur de contenus
109 -
Inscrit(e) le
-
Dernière visite
Récompenses de BDA
")





-
 BDA a changé sa photo de profil
BDA a changé sa photo de profil -
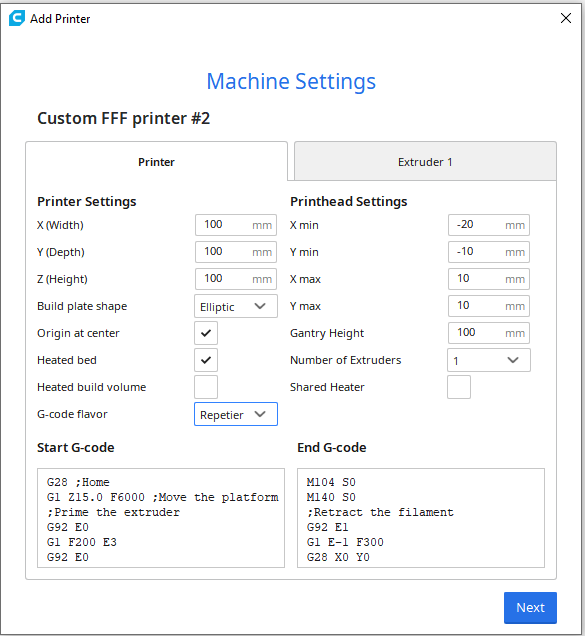
Salut, Il faudrait que tu nous partage ton start gcode, le soucis se situe certainement à ce niveau.
-
Led RGB/ Octoprint
BDA en réponse au topic de Anthony J. dans Entraide : Questions/Réponses sur l'impression 3D
Hello, A mon avis tu aurais plus simple de commander un ruban led adressable type WS2812b(neopixel) ou autre dans ce style. Attention ces leds sont en 5V. Il suffit ensuite d'installer un plugin sur ton octoprint pour pouvoir les commander comme celui-ci qui te permet de changer la couleur en fonction du statut de ton imprimante. https://plugins.octoprint.org/plugins/rgb_status/ -
Problème de qualité d'impression
BDA en réponse au topic de maxandro dans Entraide : Questions/Réponses sur l'impression 3D
Salut, ton heatbreak est en full métal ou avec ptfe ? Si c'est en full métal, ça pourrait être la raison de tes bouchage intempestifs -
Plateau chauffant s'éteint lors de l'impression
BDA en réponse au topic de kiol dans Entraide : Questions/Réponses sur l'impression 3D
Hello @kiol, désolé de te répondre que maintenant... Bon déjà on peut dire que le problème numéro 1 est résolu et ça c'est top ! Pour ce soucis d'extrusion, ne serait-ce pas a cause de la distance de retraction trop importante par exemple ? Ce n'est qu'une hypothèse bien entendu... Sur ma CR10 en bowden je suis à 5.2mm/s et 45 en vitesse Je comprends, je connais pas du tout repetier, déjà entendu parlé mais j'avoue ne jurer que par Marlin ... mais uniquement car il n'y a que lui que je connais J'ai vu qu'il y a un configurateur pour marlin justement mais je ne l'ai jamais testé : https://3dwork.io/marlin/ -
Hello, désolé de te répondre que maintenant. Cela ne se voit pas mais il y a déjà un coussin pour chaise à l'intérieur, il adore dormir là-dessus.
-
Impressions non planes (Non planar)
BDA en réponse au topic de gisclace dans Projets et impressions 3D
J'avais déjà vu la vidéo de Teaching tech et ce qui ressortait au final c'est une utilité assez limitée de cette technologie. Alors quand l'impression est propice, c'est super mais la plupart de pièce qu'on peut imprimer n'y verraient pas d'améliorations. Néanmoins je trouve ce sujet très intéressant et je vais suivre avec attention ! Comme modèle d'impression, pourquoi pas une réplique du Play button de Youtube ? Disponible sur thingiverse : https://www.thingiverse.com/thing:1999263 Géométrie assez complexe qui peut mettre en défaut ou pas le "non planar" et ça change des habituelles forme arrondies. Quand on voit les makes, on aperçoit les différentes couches... le non planar peut potentiellement y mettre fin ! -
Plateau chauffant s'éteint lors de l'impression
BDA en réponse au topic de kiol dans Entraide : Questions/Réponses sur l'impression 3D
Le start-gcode ne change qu'en fonction de l'imprimante il me semble. Par contre en gros il va rajouter après le start gcode, les paramètres de chauffe du plateau/buse. Et en se basant sur le profil d'une kossel par exemple ? ou fl sun fait aussi une delta, il te suffit après de modifier la taille du plateau et de mettre le bon firmware et ça devrait passer ... enfin j'espère ! D'ailleurs, question certainement bête mais bon : pourquoi repetier et pas Marlin? -
Bonjour le monde ! Petite avancée des travaux... la toile est installée provisoirement. Pourquoi une toile et pas un toit rigide ? Notre chat adore se mettre à l'intérieur pour attraper ses jouet à travers le tissus ... Veillez remarquer l'ouverture en forme de tête de Ch... d'ours ? Que faire pour améliorer tout ça ? Il me reste une plaque chauffante d'imprimante 3D, un esp8266, des SSR ainsi que des sondes de température... Et si plus tard on lui bricolait un petit chauffage d'appoint intelligent pour que l'hiver se passe bien au chaud ... et pour que son maître s'amuse a bricoler aussi D'ailleurs : Bientôt un autre projet mêlant impression 3D, LED RGB et Esp8266


-
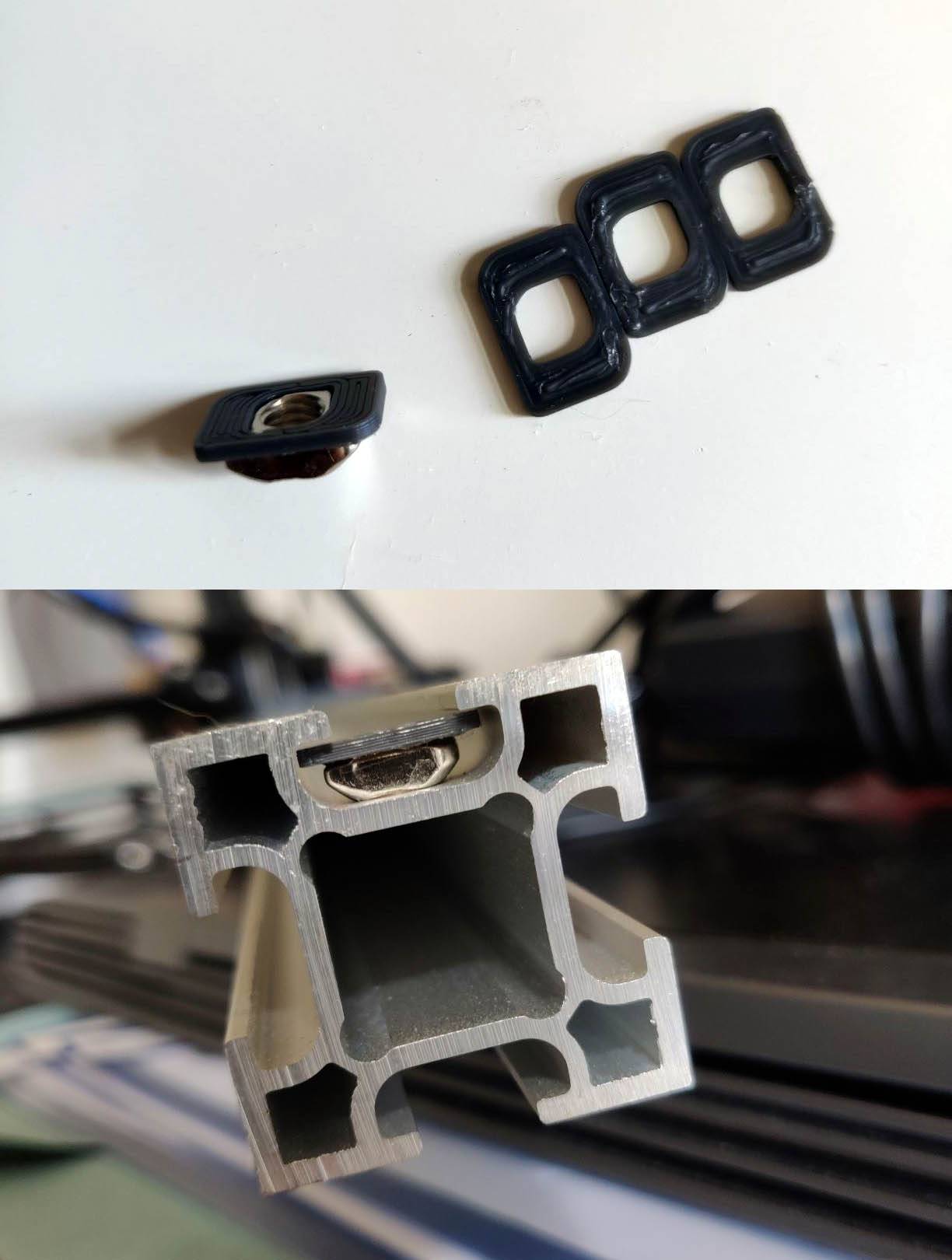
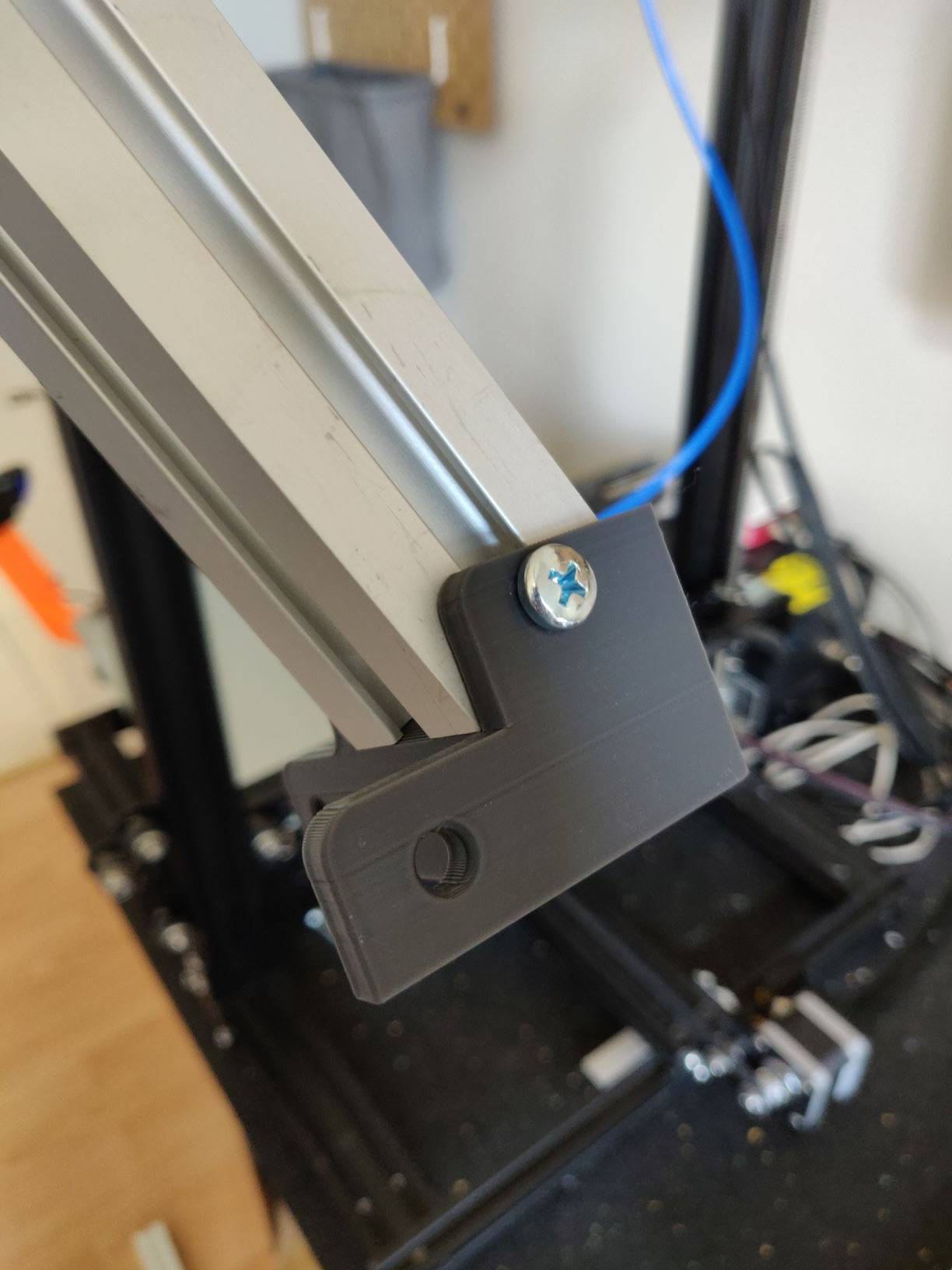
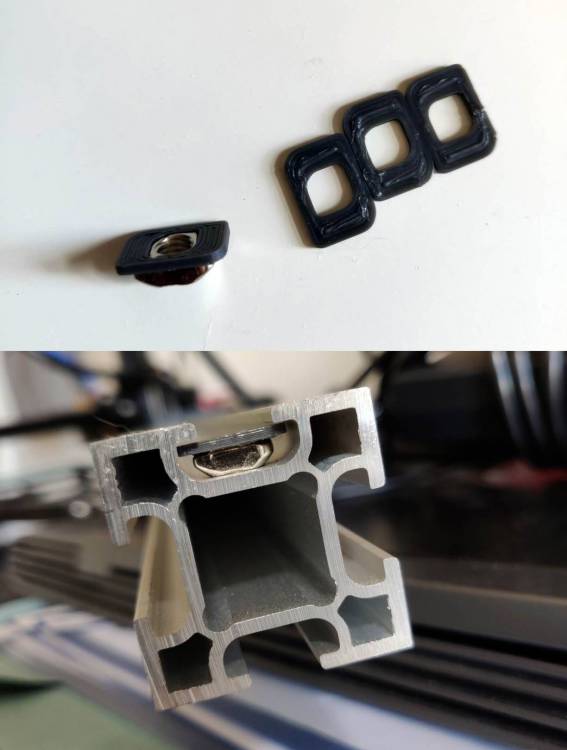
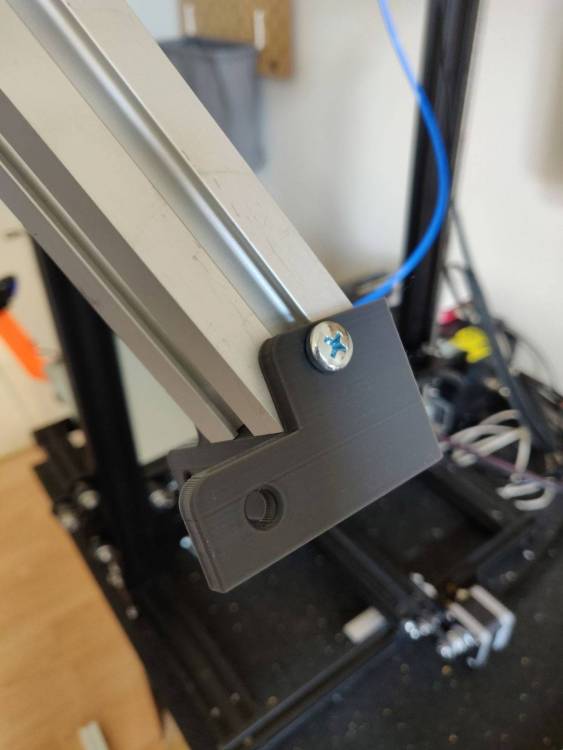
Hello le monde ! Première fois que je poste un projet ici mais j'avais envie de montrer qu'avec des pièces de récup et une imprimante 3D, on peut faire quelque chose de sympa Avec ma copine, nous avions créés une petite "cabane" pour notre chat en suivant ce tuto :http://www.moijefais.com/cabane-chat/ (une cabane avec un vieux t-shirt,du carton et 2 cintres ...) Notre compagnon sur pattes aimait bien ce DIY et adorais jouer à l'intérieur sauf qu'au bout d'un moment, la cabane ressemblait plus à rien du tout ... Il lui en fallait une nouvelle ! Du coup, j'me suis creusé la tête et en cherchant un peu , j'avais 4 morceaux de profilé (non standard, genre 32x32) 2 planches d'un meuble ikéa ... et les vis qui vont avec. Un peu de fusion 360 et hop les prémices de sa cabanes étaient là. Oh rien d'exceptionnel bien entendu, juste quelques petites pièces simple et facile à imprimer mais j'ai bien aimé modéliser tout ça Elle n'est pas encore finie, ma compagne va se charger de la toile extérieure. Pour ceux que ça intéresse, voici les grandes lignes du projet : Etape 1 : Modélisation Etape 2 : Imprimer et préparer tout le matériel (toutes les pièces ne sont pas présentes) Etape 3 ... Trouver une solution pour agrandir des T-NUT M5 ... les profilés n'étant a ma connaissance pas standard, j'ai du trouver une solution Etape 4 : Assemblage (Imprimé en 0.24 mm de hauteur à 80 mm/s) Etape 5 : Terminer l'assemblage Etape 6 : Inspection des travaux non finis par la future propriétaire des lieux ... Voilà où ça en est actuellement. Il ne manque que la toile sur mesure mais ça sera quand madame aura du temps. Comme je l'ai dit, rien d’extraordinaire mais j'avais envie de partager ce petit bricolage avec vous.




-
Plateau chauffant s'éteint lors de l'impression
BDA en réponse au topic de kiol dans Entraide : Questions/Réponses sur l'impression 3D
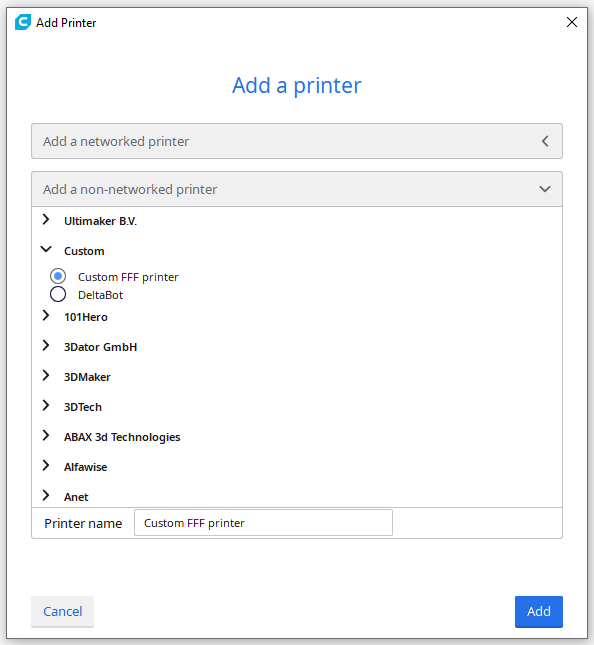
Salut ! Bon voilà tu progresses effectivement ! C'est déjà un bon point de savoir que le problème se situe dans le slicer. Après pourquoi lors de l'impression la température ne reste pas en mémoire ... ca j'avoue je n'y comprends rien ... Pour paramétrer une nouvelle imprimante, tu as suivi ces étapes ? Ce que tu peux faire aussi éventuellement, c'est d'ajouter une imprimante delta d'un fabricant et venir modifier les paramètres de tailles de plateaux, comme ça tu pars déjà sur une bonne base.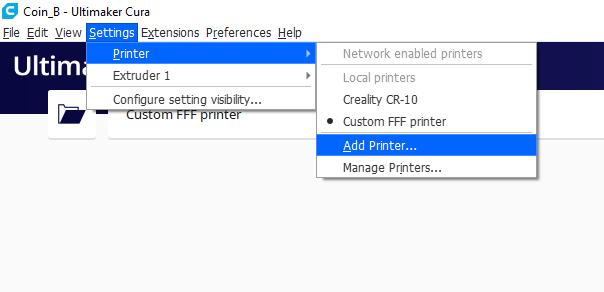
-
Super, merci pour ton retour! A voir dans le temps ce que donne cette machine mais elle me plait pas mal. En tout cas, j'attend avec hâte ta vidéo découverte !
-
Hello, Est-ce que ceci ne répond pas à ta question ? https://community.octoprint.org/t/setting-up-octoprint-on-windows/383#heading--install-webcam-server
-
Plateau chauffant s'éteint lors de l'impression
BDA en réponse au topic de kiol dans Entraide : Questions/Réponses sur l'impression 3D
Je ne connais pas du tout les delta mais j'ai entendu dire que ca doit être bien réglé pour imprimer correctement et que en DIY c'est super dur a faire... donc c'est un beau challenge que vous avez là. Les pièces sont pas parfaites mais c'est déjà encourageant Même suffisant pour imprimer les pièces de la V2 et espérer qu'avec celle-la, les impressions soient plus belle ? Effectivement cura est très (trop) complet. Entre les options inutiles mais qui sont affichées de base et celle indispensable qui sont bien cachées ... Celà dit, ça doit faire pratiquement 2 ans que je l'utilise et j'en suis vraiment satisfait, je lui ai déjà fait des infidélité (Ideamaker) mais je suis toujours revenu vers lui Hésites pas à me contacter pas à faire un retour ici, qu'il soit positif ou négatif. -
Probléme Ender 5 Plus " Heating Failded
BDA en réponse au topic de Hugo Robert dans Entraide : Questions/Réponses sur l'impression 3D
Oui, donc normalement tes sondes ont l'air de fonctionner. Enfin 34 pour le plateau ca me parait beaucoup mais bon. Si tu essaies de les faire chauffer manuellement ça fonctionne ? (via le menu de ton imprimante) Tu as vérifié les branchements ? -
Probléme Ender 5 Plus " Heating Failded
BDA en réponse au topic de Hugo Robert dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Ce message est en fait une protection. L'imprimante ne parvient pas à la température voulue dans un délais pré-défini et donc par sécurité coupe la chauffe et affiche ce message. En grs tu dois vérifier les branchements de ta tête d'impression et de ton plateau chauffant. bien vérifié que tout est correctement branché, qu'il n'y ai pas un fil détaché. Si besoin, vérifier les branchements sr la carte mère et le serrage des vis. Pour infos, quand tu allume l'imprimante, as-tu le retour de la température ? (de ta pièce pour le coup)