

kmleonix
-
Compteur de contenus
40 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par kmleonix
-
Salut tous le monde, Cool le test pour vérifier la qualité du refroidissement en sorti de buse! Mais je ne pense pas que le problème vienne de la. Les doigts sont imprimer en même temps que la tête, et le filament à tout son temps pour refroidir! SVP tapez trop fort si je dis une bêtise hein Mon intuition est que la température est trop élevé, ou pas en adéquation avec la rétractation. Quand la buse se déplace de la tête vers les doigts, il y a une rétractation de 5mm par défaut pour évité le oozing, mais comme la température est élevé il reste trop de pression dans le corps de chauffe et du filament coule de la buse et viens s'essuyer sur les doigts. Idem quand la buse passe des doigts vers la tête de groot! Et il n'y a plus de problème dés lors que les doigts ont été fini d’être imprimé. J'essayerais d'imprimer un petit moins chaud -> 205° avec 6mm de rétractation.

-
Salut Anlon, Comme dit par @Titi78, une vitesse plus faible devrais aider. Personnellement, je n'utilise 60mm/s que sur des pièces qui ont une bonne surface en contact avec le bed, comme pour le logo batman par exemple. Par contre, ton lego a très peu de surface de contact avec le bed (que les bordures), et ne peux que se décoller plus facilement. J'utiliserais une "bordure" plutôt qu'une "jupe" pour augmenter cette surface d'accroche. Le bed de nos Ender 3 et autre Creality ne sont pas parfaitement plan (et le mot est faible visiblement pour certain d'entre nous) et comme la dit @Pasc le recours à une vitre ou mirroir est la seul solution pour s'en sortir. Mais si ton bed n'a pas trop de défaut, tu peux compenser en envoyant un peu plus de matière lors de la première couche. pour cela il faut chercher l'option "Débit de la couche initiale" dans "Matériau". La valeur à mettre est fortement lié à la qualité du réglage de ton bed et de ses défaut. Pour ma part, je n'ai plus de souci d'accroche avec 120%. Dernier point, il faut aussi dégraisser le builtack de temps en temps. Bon courage et bon print
-
Cool, profite bien et fait de beau print
-
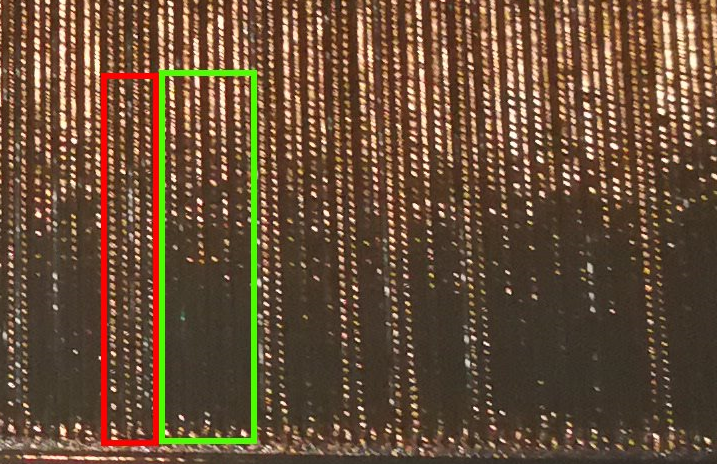
Bonsoir Ciscolyon, Je ne pourrait t'aider avec le BLtouch, je n'en ai pas... désolé Par contre j'ai le même soucis de vibration qui apparaît de temps en temps. J'ai l'impression que cela viens des moteurs X Y Par moment, le bruit des moteurs changent, et une légère vibration apparais. Cela n'affecte pas la géométrie des pièces, mais cela ce voie sur les surfaces planes. Je m'en suis rendu compte le week-end dernier quand je regardais la première couche d'une pièce. Dans le cadre vert, bruit normal. Dans le cadre rouge, le bruit différent avec des vibrations. Cela ne me dérange pas plus que cela, mais si quelqu'un une idée du pourquoi du comment Merci!

-
Salut guigui78, Tout comme @Landmax, et certainement bien d'autre, j'ai acheté ma Ender 3 Pro sur Ali (entrepôt en Allemagne et reçu en 3 jours) Pour être un petit plus précis, sur la boutique "CREALITY 3D Official Store" Mais si j'update ce poste, ce n'est pas pour cela Je suis un ancien utilisateur d'Autocad 2000, et quand je me suis décidé à acheter une imprimante 3D, c'est naturellement vers ce soft que je suis retourné. Au fil de différent tuto et vidéo, un autre nom revenais assez souvent : Fusion 360 Etant donnée qu'il est gratuit pour les bricoleurs enthousiastes, j'ai testé... Et je ne retournerais plus sous Autocad 2000 Bien évidement, chacun a son expérience et ses goûts, mais je ne peux que conseiller à le tester en suivant quelques tuto sur youtube
-
Salut, Je ne sais pas si la carte peut être sauvé, mais l’écran semble bien avoir pris un coup Et je ne voudrais pas être de mauvaise augure, mais quid de la cause? Qu'est ce qui peut causer ce genre de chose? Je sent que je vais passer à Octoprint...
-
Cela à semble vraiment top ces tendeurs de courroie en alu! Mais ne risque t'on pas du coup d’être un peu généreux en serrage? et de trop les tendres?? Attention grosse responsabilité... En plus elle a l'air casse cou la miss, 1 bras cassé en 18 mois!!! Je conseille ceci C'est beauu les jeunes papa!! Attend l'adolescence

-
J'avoue ne jamais avoir utilisé le menu TUNE pendant une impression et avoir toujours laissé les paramètres configurés dans Cura. Les paramètres sont corrects et tu devrais être à même d'imprimer tel quel. je baisserais juste la vitesse à 50mm/s et je referais un test pour voir. (et je croiserais aussi les doigts... )
-

Ajouter "+1" aux reactions possibles à un message
kmleonix en réponse au topic de Yo' dans On vous écoute
Houla, trop subtile pour moi Et le +1, c'est très bien Je comprend.. enfin... je crois... -
Bonjour Jfb, Le filament n'est pas assez écrasé, et ne tiens pas sur la couche inférieur. Ce qui est curieux, c'est que cela arrive normalement sur la première couche... Peut être une vitesse trop élevé...En général on imprime entre 40mm/s et 60mm/s Ou alors une épaisseur de couche trop élevé. Par défaut les Ender 3 sont livrés avec une buse de 0,4mm et l’épaisseur de couche ne doit pas dépasser 0.3mm Autre idée, est ce que l'option "adaptative layer" serais activé dans Cura? (section expérimentale) Le mieux serais que tu postes les paramètres utilisés dans Cura
-
Salut Jonathanstudinger, humm, comment de la colle sur le bed peut il empêcher le filament de sortir? Comme suggérer par @Desmojack, est ce que tu as bien dégraissé ton bed? Sur la dernière photo, on voie clairement que la courroie n'est pas parallèle au montant. J'ai comme l'idée que les extrémités de la courroie avec les petit embouts en métal sont montés à l’envers. Est ce qu'il ne frotterais pas quelque part?

-
Salut, "Mets de l'huile petit homme dans la vie, il faut que ça glisse" Sinon, un domino ferais l'affaire non?
-
Photos de vos prints avec une imprimante 3D Creality
kmleonix en réponse au topic de Le Kampaniard dans Creality
Bonjour, Nouveau dans l'impression 3D, J'ai découvert par hasard la lithophanie sur youtube la semaine dernière. Du coup je n'ai pas pu m’empêcher d'essayer de faire un print du fauve de la maison, dans une petite boite faite maison Image to lithophanie : http://3dp.rocks/lithophane/ Température d'impression : 195°C Température du lit : 60°C Hauteur couches: 0.15 mm Infill: 15% Vitesse: 50mm/s Support : Non Surface d'impression : bultac magnétique Filament : PLA blanc/noir grossiste3D Slicer : Cura Bonne année à tous les printer fou

-
Bonne Année 2019, Bonne santé et bon print 3D Il y a beaucoup d'élément qui sont mis en jeux pour obtenir une bonne impression, et tout autant pour la gâcher. Sur la dernière pièce, je voie 3 niveaux d’écrasement du filament, ce qui n'est pas top. Est ce que tu as vérifié la planéité du bed avec une régle en metal? Il y a peut être un creux bien localisé et ta pièce est a cheval dessus! A quel température est le bed et la buse? Il m'est arrivé un truc c.. au début avec la Ender 3. J'avais consciencieusement bien rangé la gaine de câble qui connecte l'extrudeur et la nappe qui connecte le moteur X et les endstop sous le bed. Un truc propre quoi Et bien la nappe frottais sur la vis de réglage arrière gauche du bed à chaque fois que celui avançais et reculais... Donc déréglage systématique et quelque pièces à la poubelle. Donc oui tu as peut être pu la dérégler sans faire exprès
-
Salut Pasc, J'ai eu un truc qui ressemblais à cela il y a deux jour, mais en plus des symptômes que tu cites, mon extrudeur claquais de temps en temps --> Buse partiellement bouché En extrudant manuellement depuis le menu, je pouvais observer que le filament sortais de maniéré irrégulière. (variation de diamètre) J'ai chauffé la buse à 240°, attendu 2 ou 3 minutes puis j'ai extrudé manuellement. Au bout de 50mm de matière, il y a eu un "gros" volume de matière qui est sortie et le filament a commencer à s’écoule de maniéré régulière. J'ai sans doute eu de la chance, en tout cas depuis plus de soucis, et je n'ai pas eu a nettoyer tout le bazar Donc avant de te lancer dans un démontage de tête, essaye un petit coup de "surchauffe" pour fluidifier et ramollir les parties collées dans la buse. On ne sait jamais EDIT: Je viens de voir que tu as déjà changé la tête... Dans Cura, tu peux essayer l'option "Débit de la couche initiale" en mettant 120% pour envoyer un peu plus de matière et compenser les défauts du bed...
-
Salut, Je ne s'aurais te dire si l’acétone est trop agressif ou pas. Le constat est que après deux mois d'utilisation, la zone centrale, qui est la plus utilisé est beaucoup plus lisse que les cotés. Mais est ce que cela est du à l'utilisation de l'acétone ou simplement au passage répété de la buse à 205° à raz de celui-ci lors de la première couche?? Beaucoup utilise de l'alcool pour dégraisser leurs plateaux aussi. Le réglage du plateau peut être délicat car aucun ne semble parfaitement plat! Le mien est légèrement creux dans le milieu, du coup je n'ai pas fait le réglage au quatre coins les plus éloignés. Le premier point réglé est la ou ce fait le home, à la hauteur de la vis de réglage. (point pivot) Les suivants étant à environ 5 cm des bords. Du coup, le réglage est moins bon sur les bords du plateau, mais au début on imprime des petites pièces
-
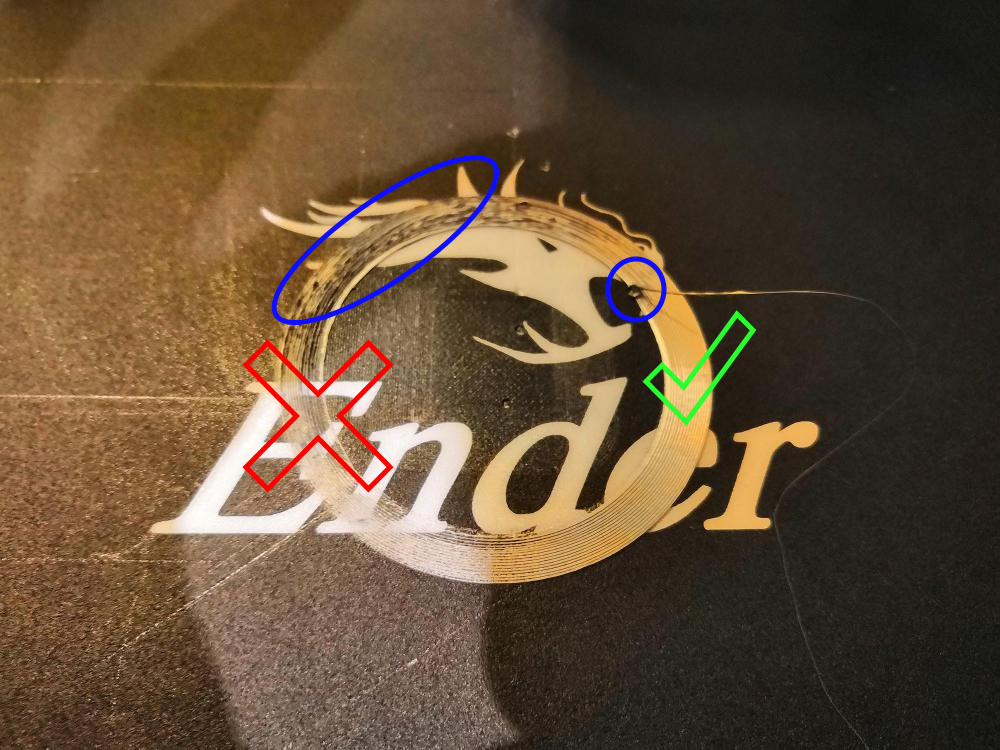
Bonsoir St3ph, Comme dit par @ced06480, ton bed ne semble pas parfaitement réglé. Fait le réglage à chaud, bed + nozzle, sans quoi la dilatation de l'ensemble va fausser ton réglage. Tous devrais être comme la marque en vert. En rouge, le filament est trop écrasé. Par contre, je m’interroge sur les traces noire?? Surtout au niveau de la petite boule dans le cercle bleu... On dirais sur la photo que c'est brûlé. J'ai aussi la version PRO avec le plateau magnétique. J'ai eu quelque difficulté avec le bed chauffé à 50° au début, mais à 60° aucun soucis. Juste un petit coup d'acétone de temps en temps pour dégraisser. Bon courage!
-
Salut Se7h, C'est joli tous ça Le cube a l'air propre, mais il n'y aurais pas un petit bourrelet à mis hauteur du cube? Je demandes mais en même temps je ne saurais pas le corriger C'est vrai qu'il est nécessaire d'avoir un pied a coulisse pour mesurer le cube afin de configurer au petit oignons nos machines. En plus cela ne coûte plus très chère! Maintenant, si tu ne comptes pas imprimer des pièces qui nécessite une grande précision dimensionnel, tu n'est pas à 0,1 mm prés. Ce qui compte par contre c'est que les proportions soit bonne. A la limite, tu imprimes un 2eme cube et tu vérifies que les toutes faces aient la même dimension. Pour la tête de Groot , ils sont super stylé les "cheveux". Sur celui imprimer avec des couches de 0.13, on pourrais presque croire que c'est du moisi A priori, en regardant celui au yeux noire, cela m'a l'air normal. La tête n'est pas très grosse et le dessus de la tête est très "vallonné". On voie donc bien plus l'effet d'escalier de chaque couche de PLA. Pour la coupure sur le front, c'est une autre histoire. Ce n'est pas un décalage, le retreint est sur le pourtour de la pièce. Difficile de penser que cela soit le filament qui est bloqué au même endroit sur deux pièces. Je sais pas trop... a moins que cela ne soit un problème avec le STL ou le Slicer. Ouvre le Gcode utilisé pour imprimer dans Cura, et regarde si le même problème apparais dans la simulation. Sinon, l'impression à l'air bien propre et j'ai bien les reflet sur le Groot! C'est quoi comme PLA? Merci
-
Salut Se7h, Sur les photos, j'ai l'impression que la tète de vis pour l'extrudeur n'est pas très rond... Lors du montage de ton imprimante, est ce que tu as bien vérifié que les vis de la partie assemblée étaient toute bien serré? Ton plateau ne bouge pas de droite à gauche? Jette un œil sur les courroies. Elles doivent être bien tendu. En tous cas les deux de la même manière Ensuite, jette un œil sur l'extrudeur. Vérifie que le petite roue denté soit bien serré. Si j'ai bien compris, tu as imprimer la tète de vis a l'envers. (le petit diamètre en bas et le grand diamètre en haut) Essaye de réimprimer la pièce dans l'autre sens, avec 40 ou 50mm/s dans un premier temps. Et comme suggérée par @Bosco2509, imprime un cube de calibration, cela va tout de suite parler au expert qui en ont vue des centaines
-
Salut Outsider, Je n'ai jamais imprimé d'ABS, mais cette matière a tendance a se déformer si certaine contrainte de température ne sont pas respecté. Si les montants du benchy rebiquent vers le haut, la buse va effectivement accrocher la pièce a chaque fois qu'elle passe d'un montant à l'autre. Si tu utilises Cura, tu peux spécifier à ce que la buse se relève de 1 millimètre a chaque rétraction, et ainsi ne pas accrocher la pièce. L'option est dans "Déplacement" et se nomme "Décalage en Z lors d'une rétraction". Par défaut l'option n'est pas visible et doit être coché dans le menu "Paramètres -> Configuré la visibilité des paramètres..." Bon courage
-
Ajouter "+1" aux reactions possibles à un message
kmleonix en réponse au topic de Yo' dans On vous écoute
Hello, Je m'incruste car j'aime bien l'idée! Et comme j'ai un petit peu de temps à perdre, j'ai cherché des "pouces" Pour le "+1", il peut être affiché dans l'info bulle quand on passe la souris dessus. Si besoin, je les aient sauvegardées donc dite moi si vous voulez les récupérer en 128x128.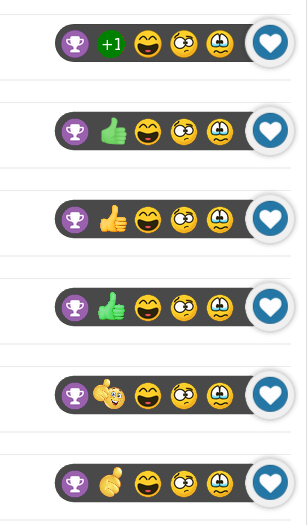
-
Ok... J'avoue que je ne suis pas sur de comprendre en fait. Est ce que tu sous-entends que à la reprise d'une rétraction, quand le filament est de nouveau poussé dans le hotend, il n'y aurais pas assez de matière? d'ou une sous extrusion? Désolé, mais j’essaye de comprendre histoire de savoir quoi faire le jour ou cela arrivera
-
Bonsoir P2K921, Je ne suis pas du tout sur, je débute... mais comme vous avez mis en place un petsfang, peut être que le PLA est refroidi trop efficacement (c'est bien du PLA?) pour les parties les plus fines
-
Bah cela dépend du ressort. Il doit bien y en avoir qui pourrais défoncer le plateau non Mais en tout cas rien qui ne permet de garantir une planéité c'est sur. Une idée me trotte dans la tête... Mais bon elle est peut être bien pourris! Je la partage quand même, peut être que autre chose en émergera Et si le plateau étais tartiné de patte thermique? Genre ce qui ce fait pour nos processeur, mais en premier prix! La patte thermique a une conductivité thermique bien supérieur a l'air, ce qui permettrais d'avoir une température plus homogène. Bien appliqué sur toute la surface, la vitre serais "collé" au plateau et ne devrais pas bouger? En tout cas dans un premier temps... Sur la Ender 3 Pro, il y a un plateau magnétique que je trouve pas mal et qui peut être acheté au détail (exemple sur amazon) La partie inférieur se fixerais très bien sur la vitre et permettrais de bénéficier d'une accroche facile pour les impressions et d'une facilité encore plus grande pour les décoller. Le problème, cela fait quand même sandwich... Et je n'ai aucune idée de comment peut vieillir de la patte thermique dans ce genre d'environnement! Mais peut être qu'ils existent des pattes plus adaptées. Quelqu'un a déjà essayé?
-
Je ne suis ni électricien ni électronicien, il faut donc lire la suite avec prudence et agir avec 10 fois plus de prudence!! 1) je démonterais l'alim et je vérifierais son état général. (Est ce que cela a cramé par endroit à l'intérieur?) 2) Si et seulement SI son aspect parait normale, je vérifierai avec un voltmètre qui il y a bien du 24v. -> Il y a du 24v --> tu est un gros veinard, sinon go chez ton vendeur préféré. Il faut aussi vérifier la carte mère de la Ender 3, mais la je ne sais pas trop Jette un œil, mais je serais surpris que quelque chose puisse y être détecté... à moins qu'elle n'ai pris feu Certains membre du forum plus aguerri auront peut être des idées pour te guider sur cette partie la. (Il y a une section Electronique sur le forum aussi) Donc une fois en possession d'une alim fonctionnelle, je testerai la carte mère en croisant les doigts... Sinon, tu profites de l’occasion pour demander au père noël une alim toute neuve + carte MKS Gen L + driver tmc2208 --> Jette un œil sur cette vidéo de Sir Le GüeroLoco Bonne chance!





