diiity
-
Compteur de contenus
983 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par diiity
-
Bonjour, J'ai déjà fait un post à ce sujet mais je préfère en refaire un autre ici J'ai ce gros souci que je n'arrive pas à régler et qui dure depuis pas mal de temps, je lance donc un SOS. Ma tête d'impression est une E3DV6 chinoise depuis pas mal de temps, je n'avais pas eu de problème jusqu'à ces derniers temps. Le filament PLA vient de grossiste3D, là aussi pas de souci. Lors de mes impressions, les débuts sont biens, la première couche est belle et adhère bien sur mon lit chauffant en miroir et laque, là tout va bien. Par contre au bout de quelques couches, ça varie de 10 à 30 couches voire plus, j'ai de la dentelle, les couches n'adhèrent plus entre elles et cela se passent sur plusieurs couches, quelques fois sur 5 ou 6 d'autres fois sur 50 à 80, rien de régulier. Puis cela redevient normale pour recommencer quelques dizaines de couche plus tard mais pas tout le temps. Quand j'imprime des petites pièces, un peu mieux. Ce qui est assez étonnant c'est que j'ai pu imprimé une pièce correctement, puis la même le lendemain et là ça recommence. J'ai mis une bobine neuve, encore emballée même souci, une E3DV6 neuve aussi avec buse et ventilateur neuf. La température du corps à ailettes est d'environ 35° alors que je chauffe la buse à 210°,, je ne crois pas avoir de souci. Dans mon G-code, il y a une ligne pour faire une purge juste avant l'impression. A chaque mis en route de la machine, il n'y a pas de problème de bouchon, le filament s'écoule bien même après un temps de repos. Je vous joins ma config SD3: -buse 0.4 -multiplicateur d'extrusion 0.95 -rétraction 2mm à 15mm/s, avant j'avais 4mm à 30mm/s -largeur d'extrusion 0.4 -hauteur première couche 100% -remplissage 50% -chevauchement de contour 40% -largeur d'extrusion de remplissage 100% -température buse 210° -température lit 60° -refroidissement pièce 90% à partir de la seconde couche -vitesse 60mm/s -sous vitesse de contour 60% -sous vitesse de remplissage 70% J'ai lu les différents problèmes d'impression sur le site de S3D, et j'ai donc fait certaines corrections mais rien y fait. La seule chose que je n'ai pas faite est de changer d'extrudeuse, j'en ai une en projet une titan. Voici une vidéo serge




-
ah oui c'est plus clair, merci
-
Histoire de me coucher moins bête: -Rodi, tu pourrais expliquer d'où vient le r200? -Fran6p, tu pourrais aussi expliquer d'où viennent les valeur que tu cites dans ta formule
-
va voir là https://datasheetspdf.com/datasheet/42HS3418-XX.html
-
Bonjour, Dans le même esprit de montage, à la place de la poulie supérieur qui, je pense, sert à la tension de la courroie, pourquoi ne pas y mettre le moteur?
-
je suis un peu d'accord avec vous, je dis un peu car depuis pas mal de temps, j'imprimais comme cela sans aucun problème mais pour éviter que ça recommence, je vais aligner. Sinon voici ce qui m'est arrivé récemment sans coincement
-
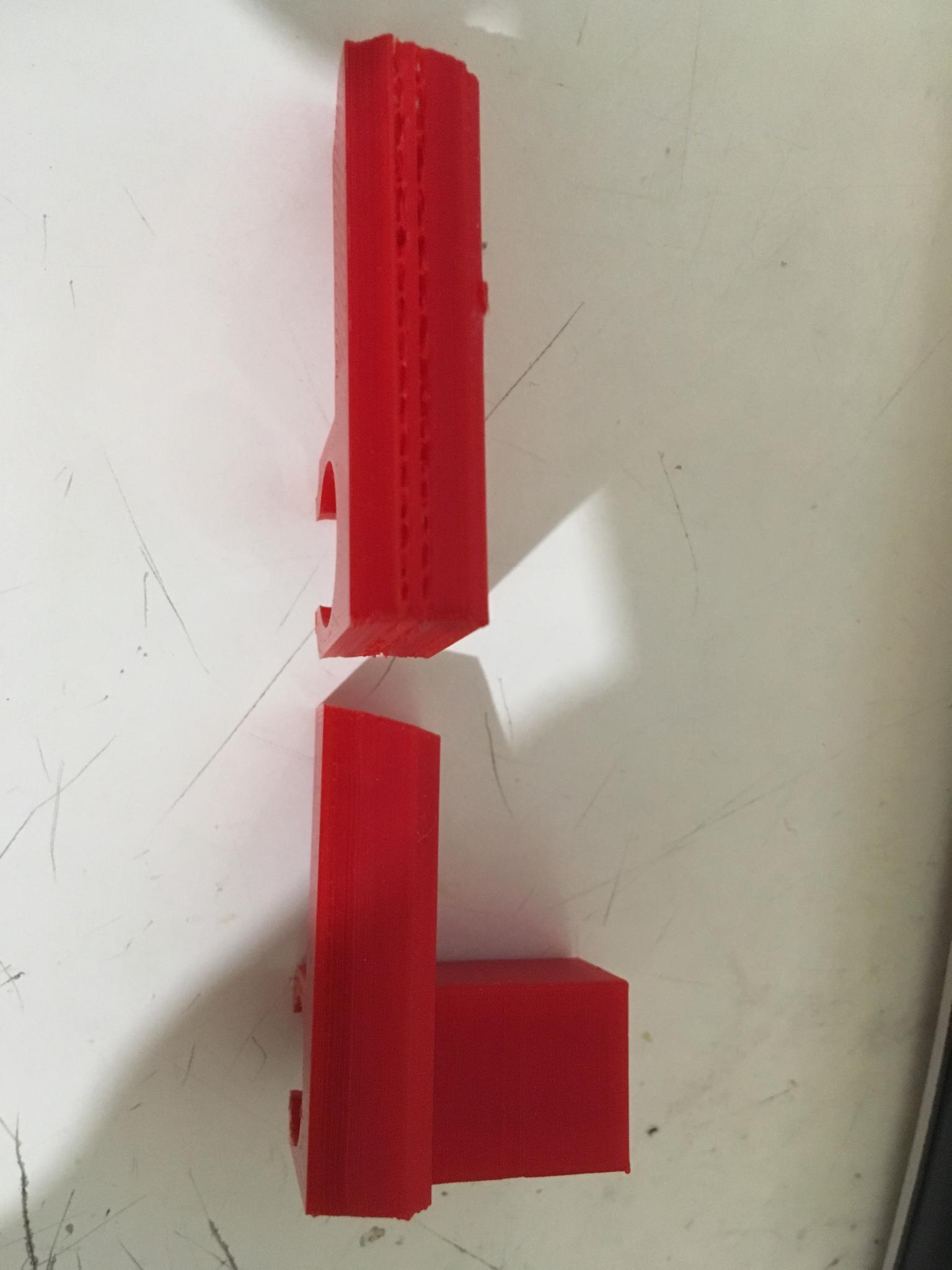
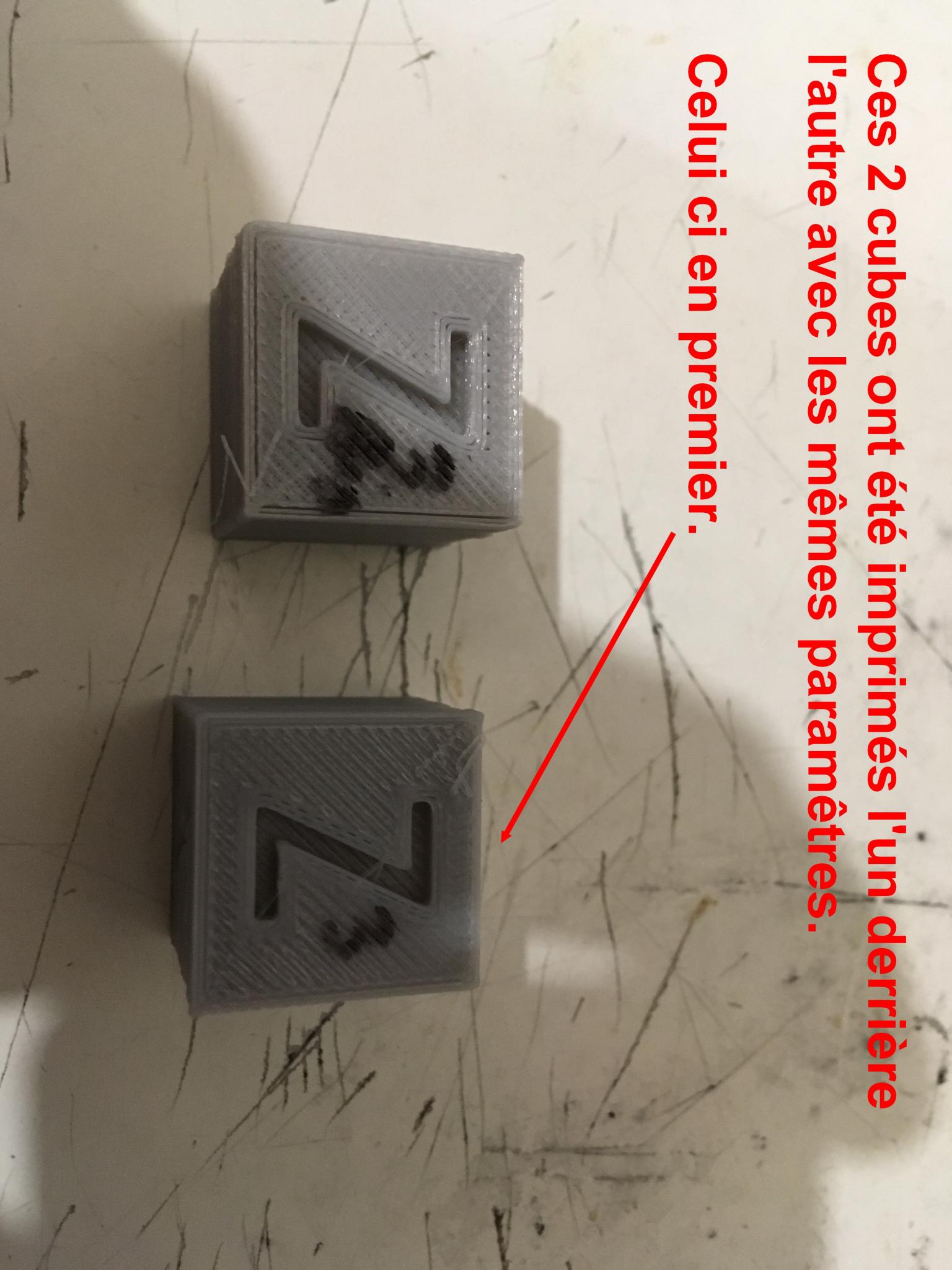
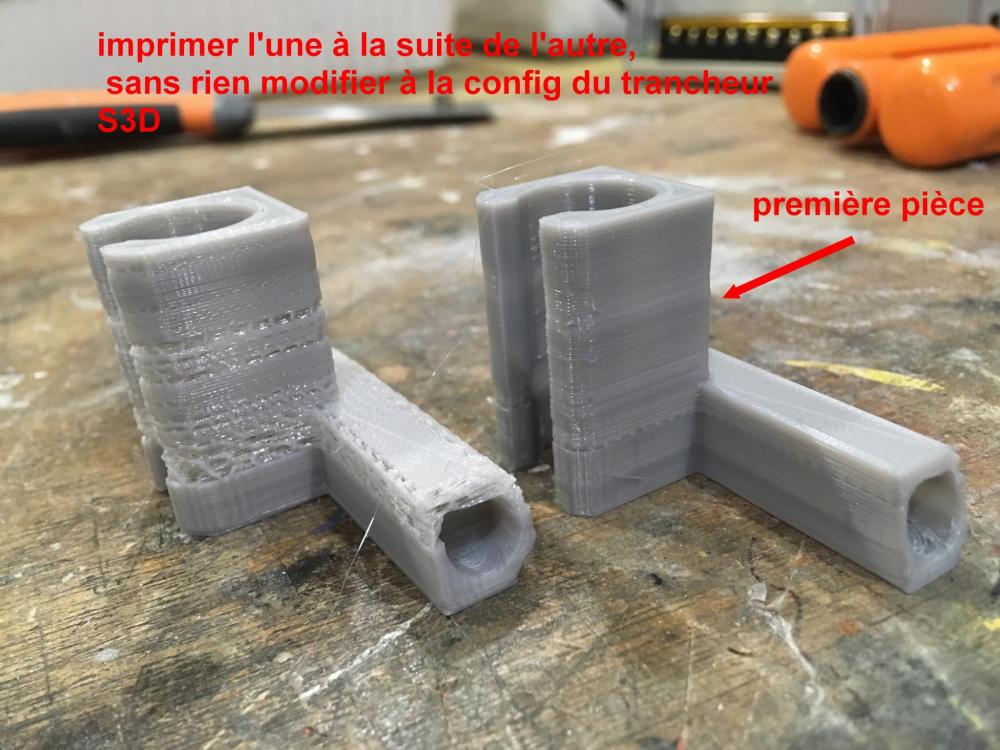
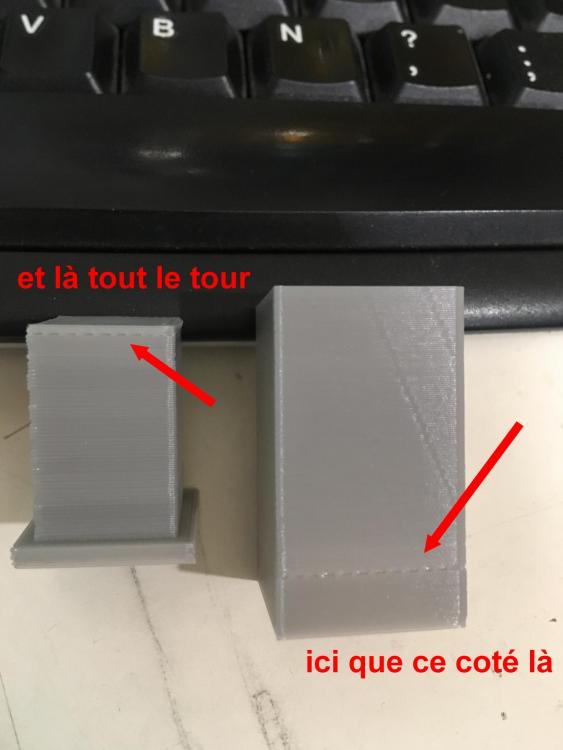
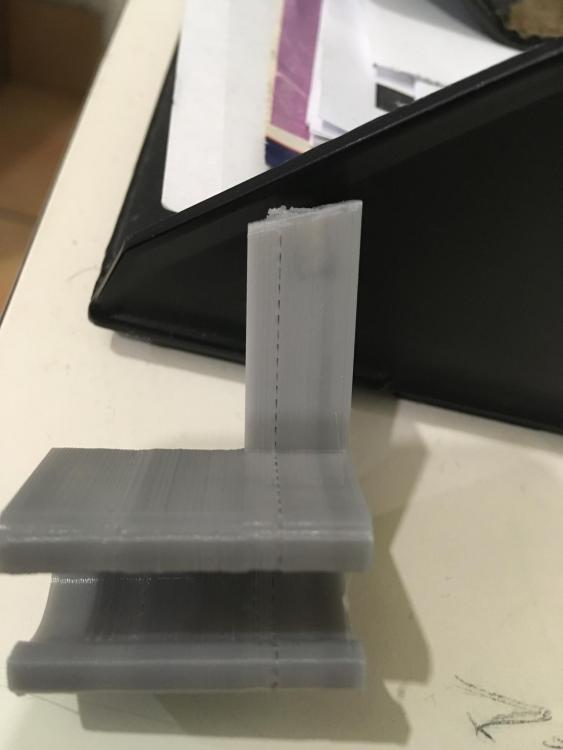
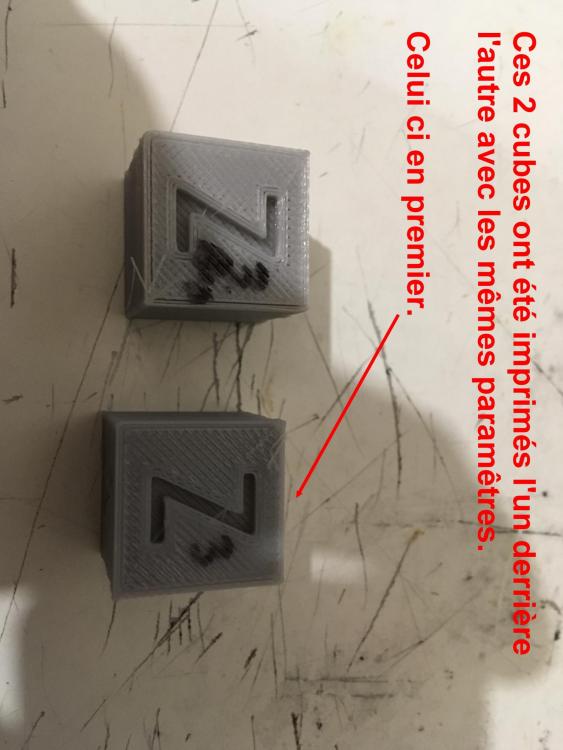
C'est quand même étonnant ce problème. J'ai refait le calibrage de l'extrudeuse, effectivement il y avait un souci, y compris pour le multiplicateur d'extrusion. J'ai mis une tête complète neuve, sauf la buse qui car je n'en ai pas d'autres pour l'instant mais ça vient. Il y a de l'amélioration, juste un trait en bas sur un seul et unique coté de la grande pièce qui est creuse et un tour complet sur la petite pièce dans le haut qui elle est pleine
-
quand je parle du même je parle de la marque sinon j'ai la bobine depuis 10 mois mais elle est utilisée depuis 5 environ
-
oui effectivement, je viens de lire cela ici, c'est très bien expliqué. En faite je voulais changer de buse à cause des bouchons qui se forment de temps à autres, je pensais que 'il y avait des buse plus performantes pour le PLA. Je vais donc resté avec le laiton car je n'imprime rien d'autre que du PLA
-
J'ai pas d'autres filaments, j'utilise le même depuis que je l'ai, environ 2 ans, c'est du grossiste3d. Comment partiel, il se déboucherait tout seul, dans ce cas je devrais voir des morceaux caramélisés, je pense. C'est une GEEEtech prusa I3 pro B avec marlin 1.1.8. Par contre, je vais vérifié la distance d'extrusion mais il n'y a pas de raison que ça change, j'ai rein touché de ce coté là. J'ai déjà eu le fil qui ce coince dans la bobine, mais là c'était flagrant, c'était bloqué. Pour vérifier si ça glisse, c'est pas évident, j'ai déjà fait attention mais je n'ai rien vu. La température est bonne, j'ai déjà baissé la vitesse de rétractation, elle était à 30, je l'ai mis à 15mm/s. J'ai une interface à mosfet pour la buse, je vais la supprimer temporairement pour voir si le mosfet ne ferait pas des siennes.
-
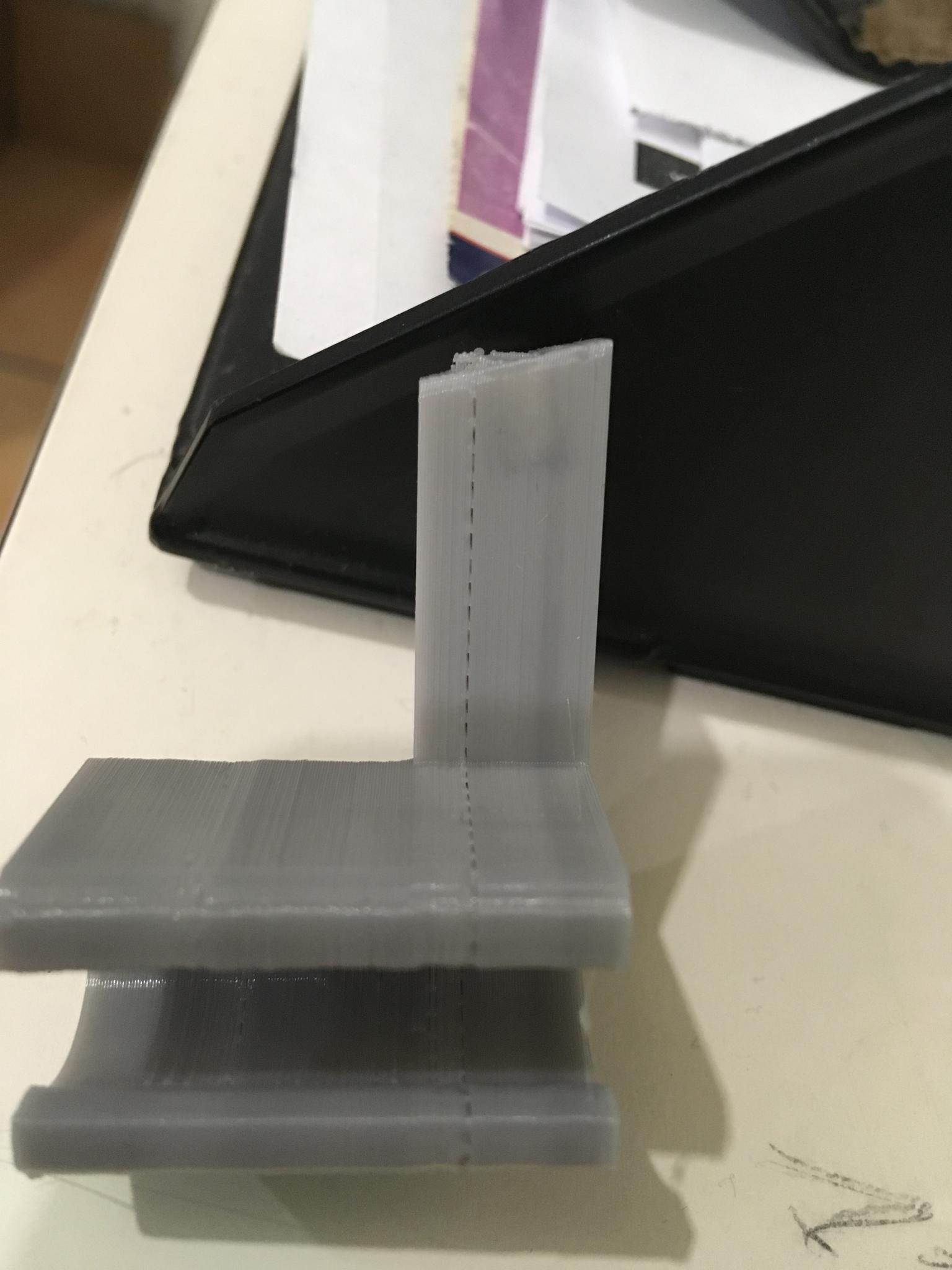
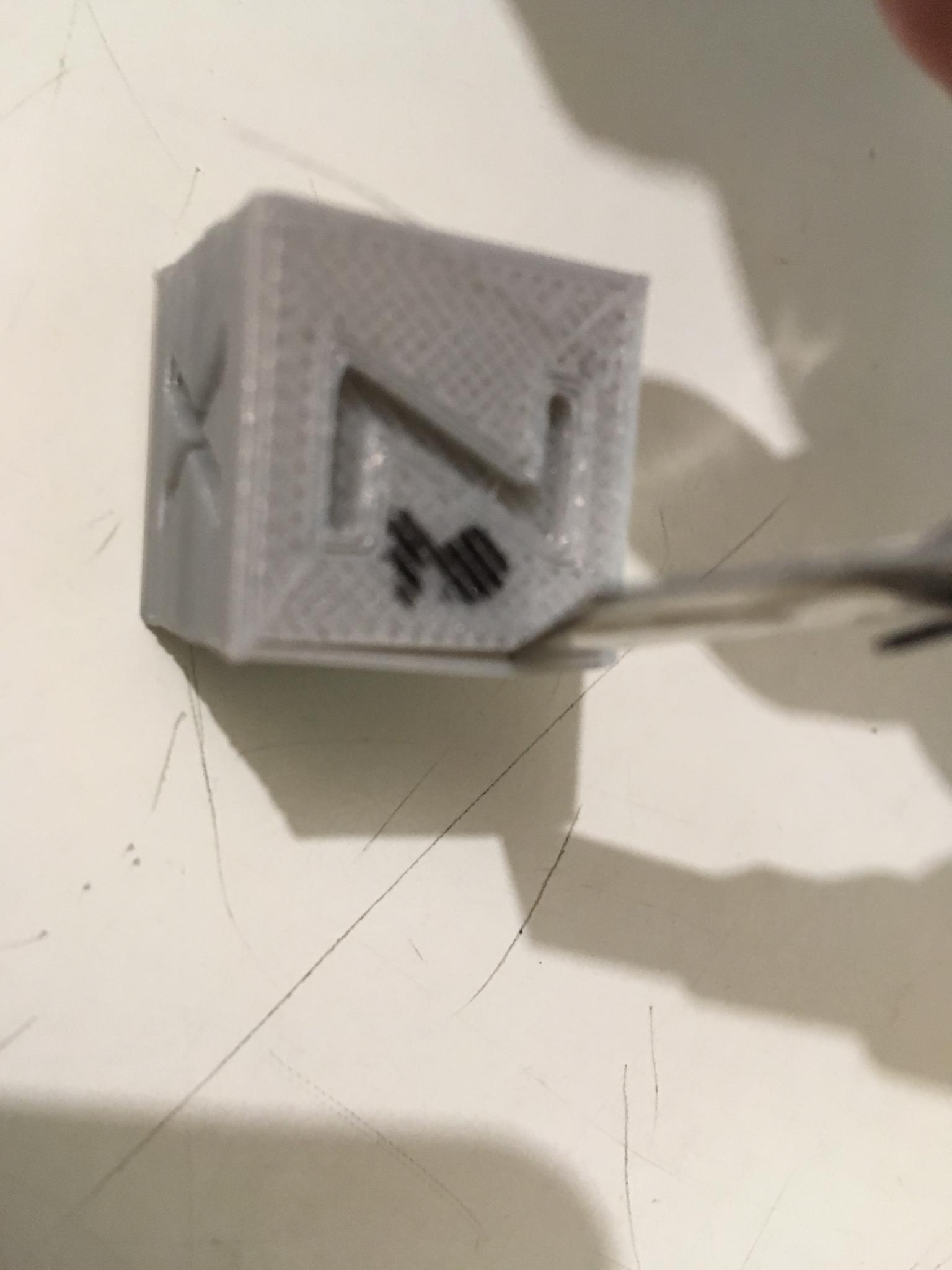
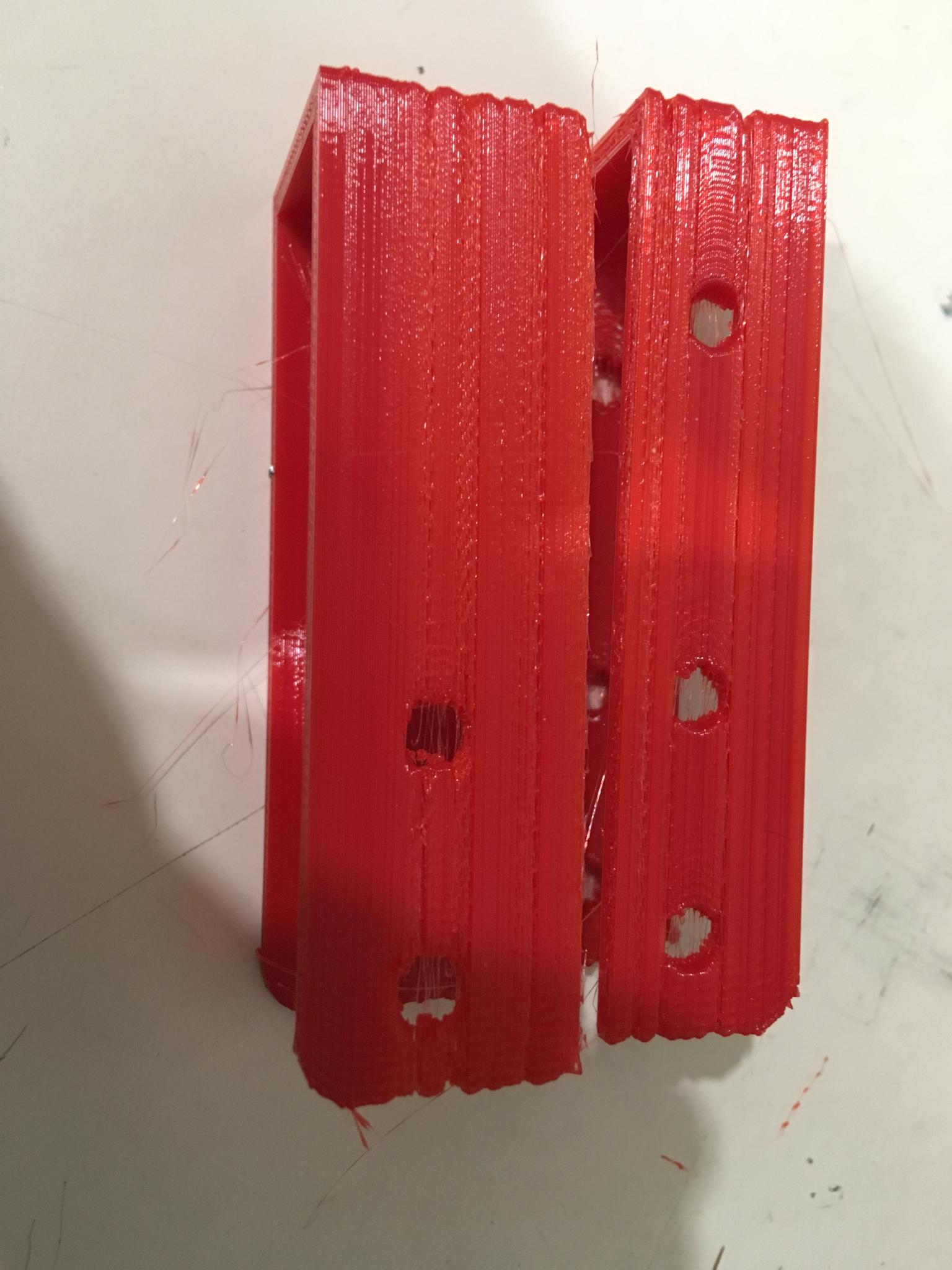
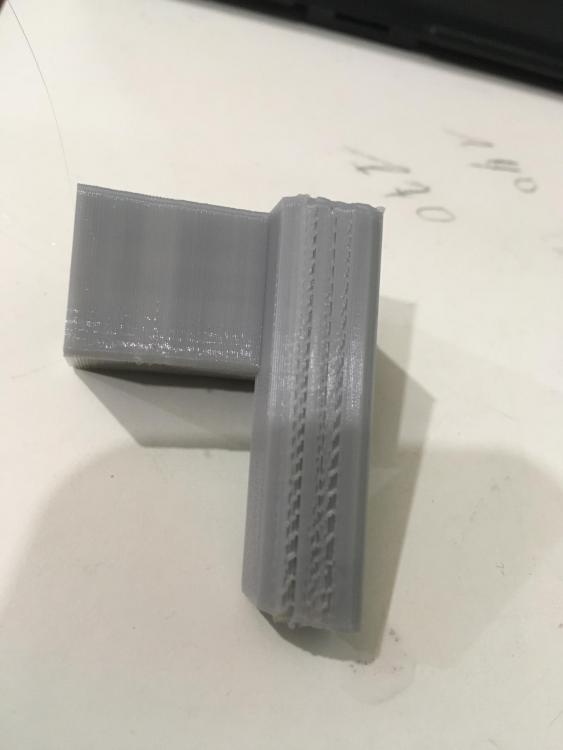
oui, elle est bonne, puisque le début est bien et après la dentelle c'est bien aussi. Si elle se bouche, ce serait tout le temps, alors que là c'est aléatoire. Voici un autre pièce que je viens d'imprimer
-
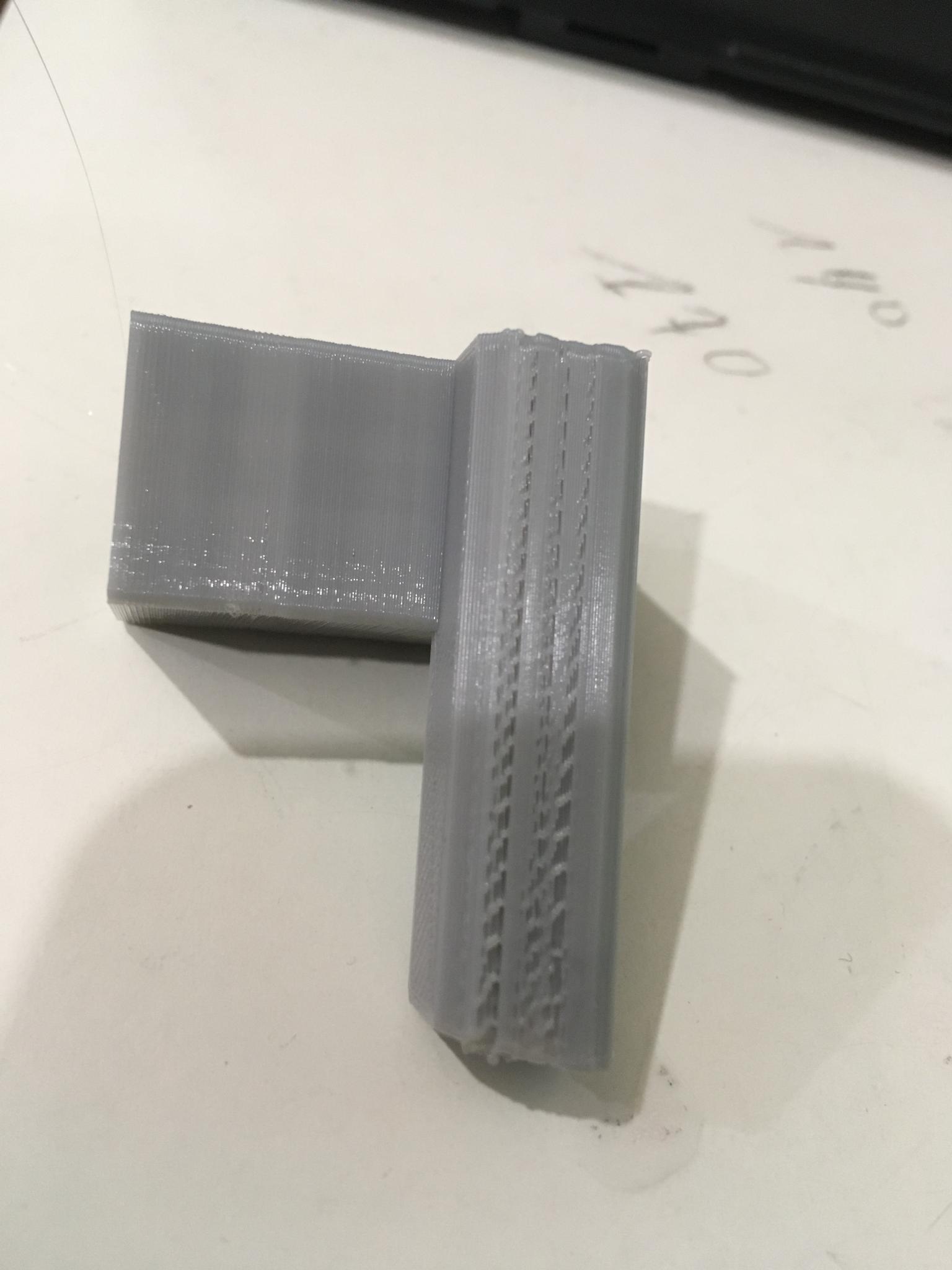
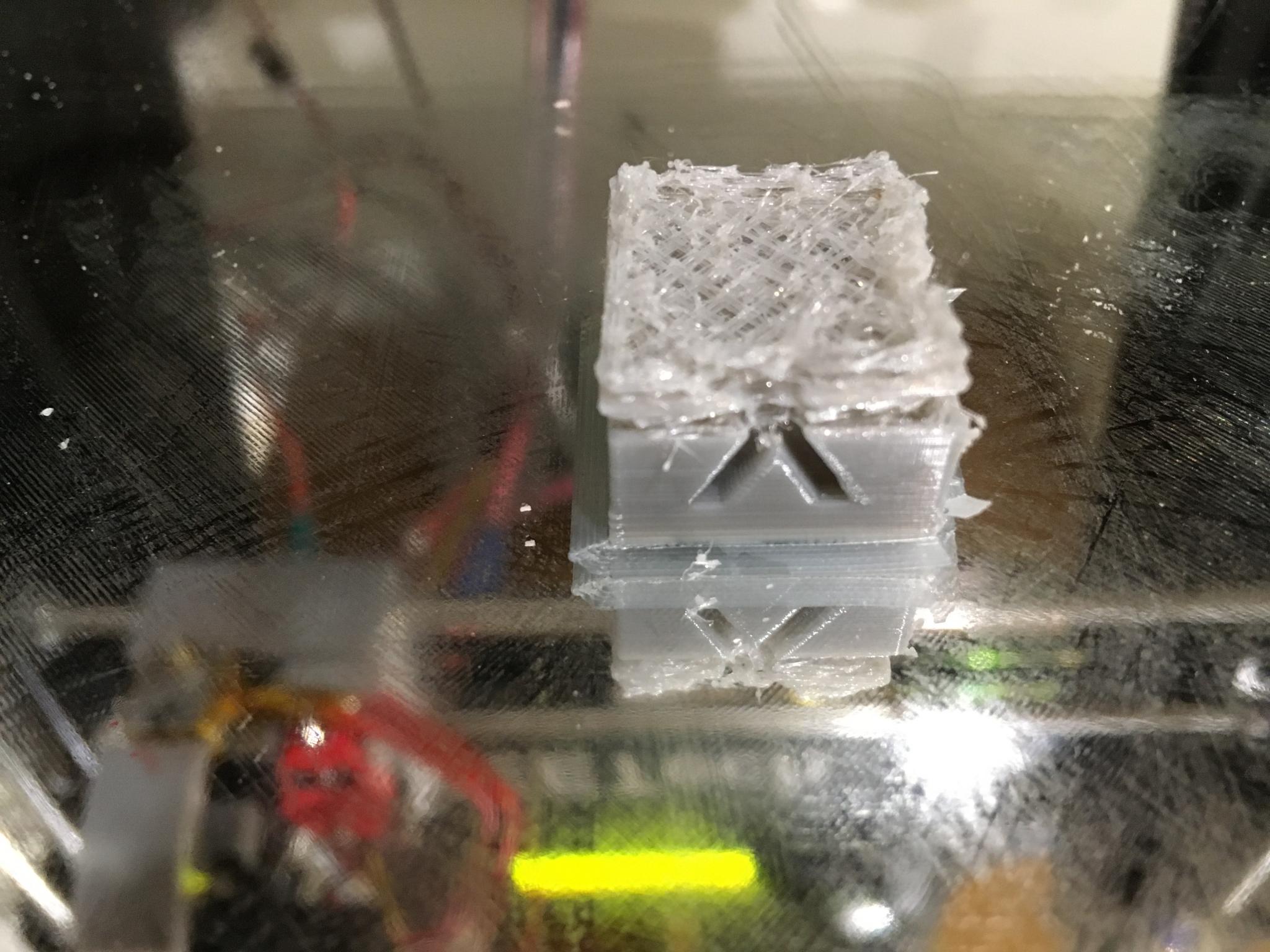
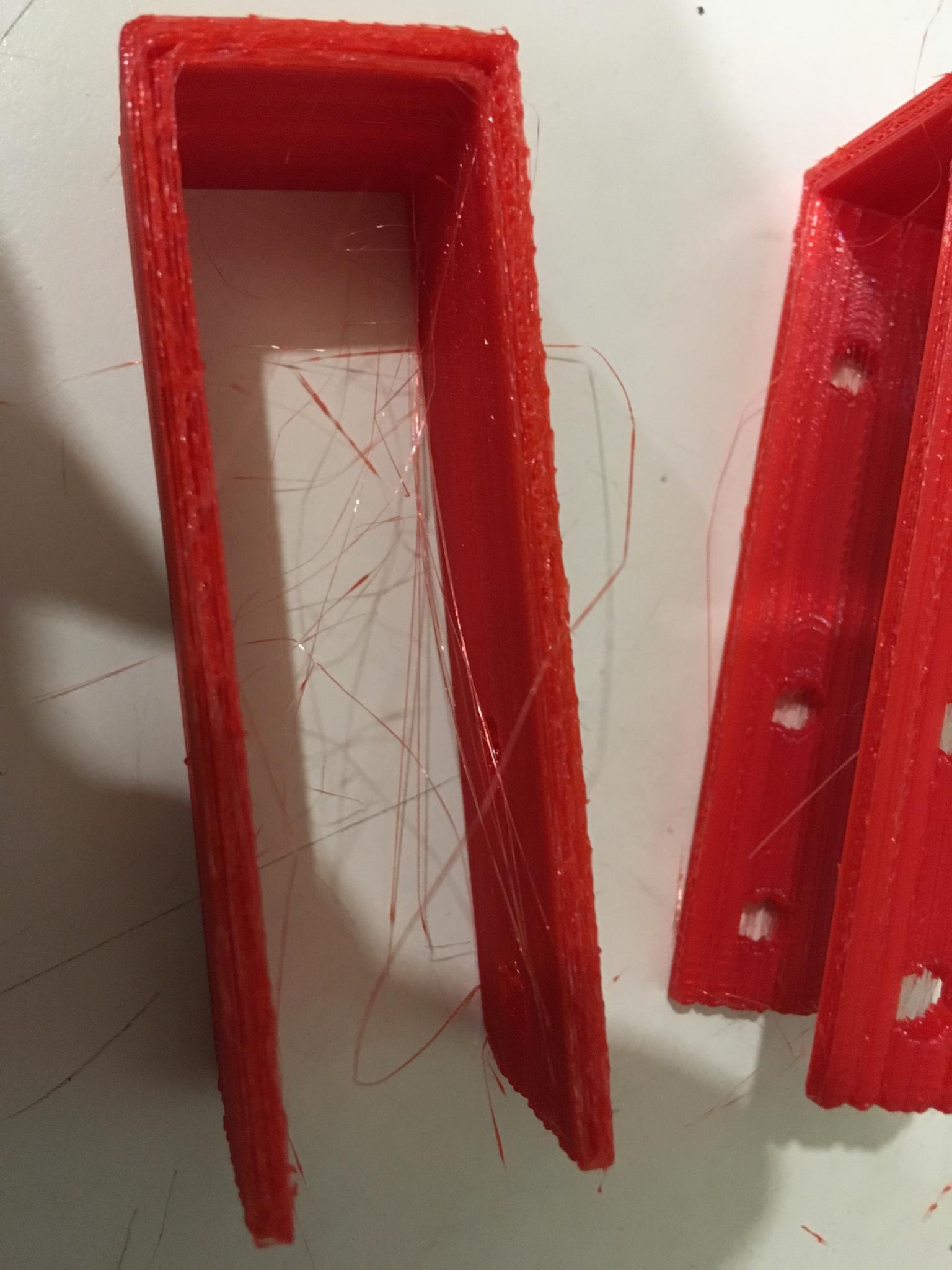
Bonjour, Je suis dessus depuis 2 jours mais j'avance guère, d'où le SOS. On voit que l'extrusion ne se fait pas correctement, on dirait des crachotis, et sur le coté cela fait de la dentelle. J'ai arrêté l'impression mais à chaque pièce que cela se produit, ça ce fait sur 2 à 3 couches, ça redevient normale puis quelques fois ça recommence. J'y comprends rien. J'utilise un bowden avec une E3DV6 Le trancheur est simply 3D. Le multiplicateur d'extrusion est à 1.1, je l'ai diminué, la température à 215° Vitesse 60mm/s, remplissage à 50% La largeur d'extrusion à 0.4 comme la buse La hauteur de couche en 0.2 Remplissage 100% Il n'y a pas de problème d'adhérence ni de warping Avez vous une idée du problème? J'ai consulté les problèmes de qualité sur le site de S3D, j'ai fait certaines corrections, diminiuer la vitesse de rétractation de 30 à 15, augmenter la largeur d'extrusion en remplissage mais le résultat est le même. diiity


-
la titan est plus démultipliée donc plus robuste pour pousser le fil, moins sujet au claquement je pense
-
Bonjour, Sur un système bowden , je voudrais changer d'extrudeuse un peu trop faiblarde et mettre une titan, qu'en pensez vous? A moins qu'il existe mieux... diiity
-
ceci expliquerait cela. Celle que j'ai est différente https://fr.aliexpress.com/item/Hot-12v-24v-Cyclops-and-Chimera-Extruder-2-In-1-Out-2-colors-Hotend-Bowden-with/32796885685.html?spm=a2g0w.12010108.1000013.7.4c706879FmGXka&traffic_analysisId=recommend_2088_4_90158_iswistore&scm=1007.13339.90158.0&pvid=ba52bb37-6426-4c8a-a160-ec66d807ed1f&tpp=1 mais le phénomène est identique. Pour ce qui est de la première photo en haut, j'ai trouvé le coupable, et ça va intéressé Meowboy en faites, c'est le fil qui se coince dans la bobine mais que faire à part resté à coté?

-
Pousser fort, oui j'étais à 1.10 et 205°, c'est sûr que de passer à 1.25 et 215° c'est pas normal. J'ai déjà eu, à 2 reprises, le PTFE bouché, je pense que cette tête cyclop n'est pas trop bien refroidi ou trop, je n'avais pas ce souci avec E3DV6, je vais peut être la remettre. Peut être changer la roue d'entrainement du fil, j'en ai une autre plus petite avec des picots plus pointus , il faudra aussi que je recalibre l'extrudeur. Qu'en à la puissance du PAP, je n'y crois pas trop, ça marche comme cela depuis le début.
-
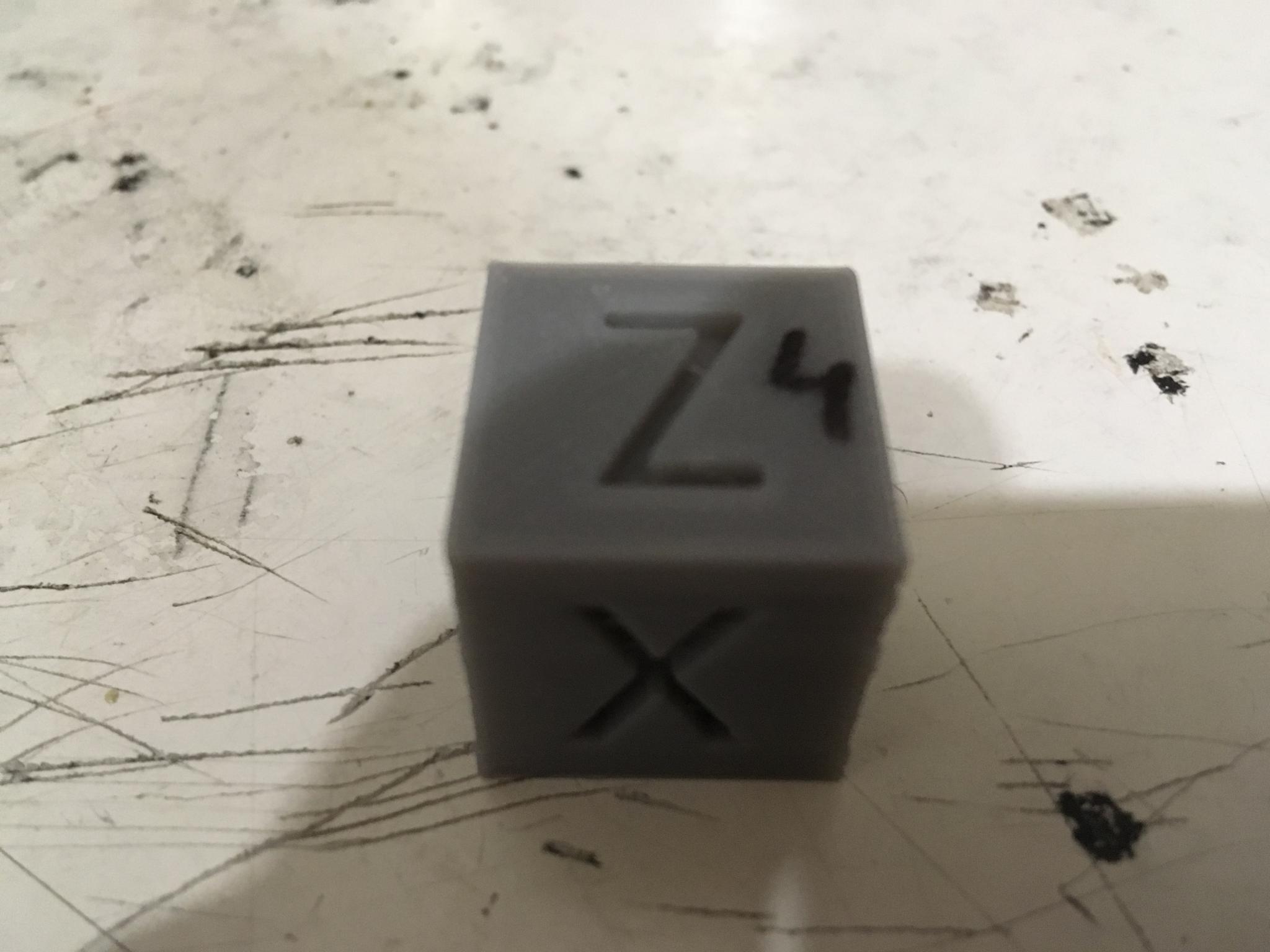
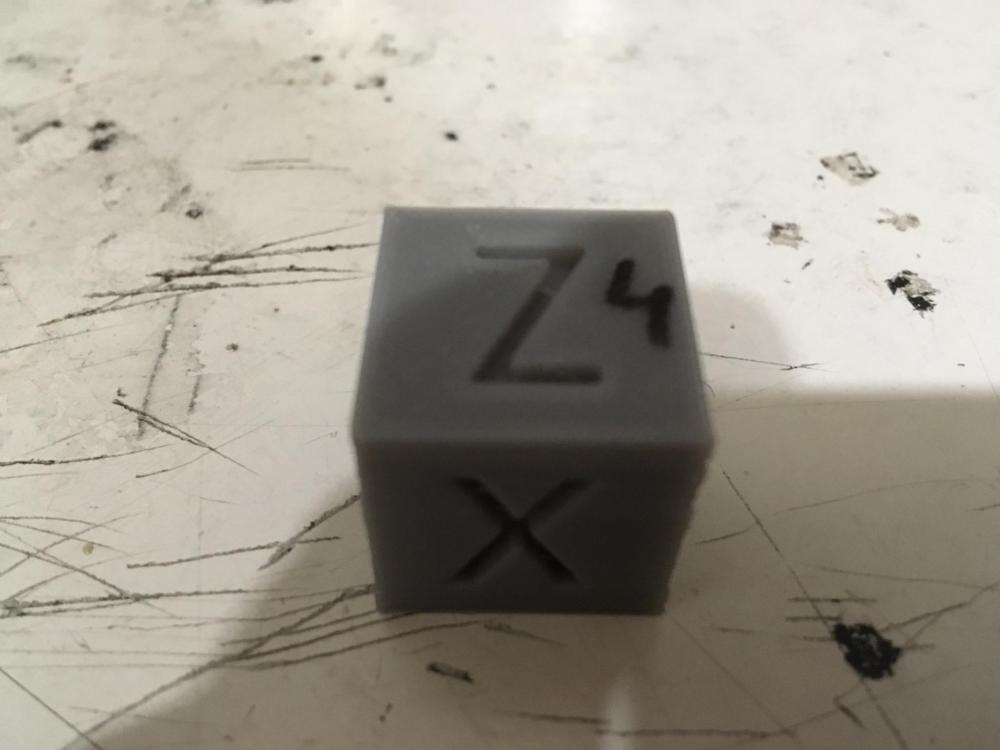
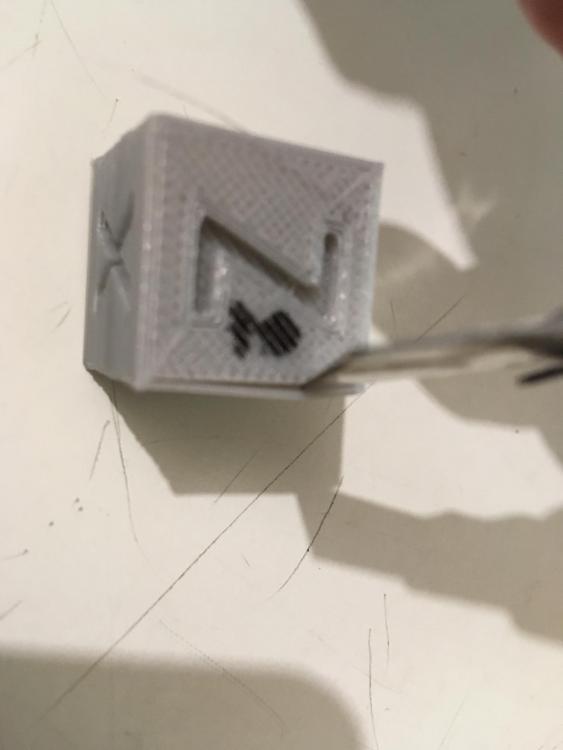
je viens de faire une 5ème impression du cube et j'ai uniquement modifié le multiplicateur d'extrusion à 1.25 et le résultat est bon. Tu veux dire une vidéo?
-
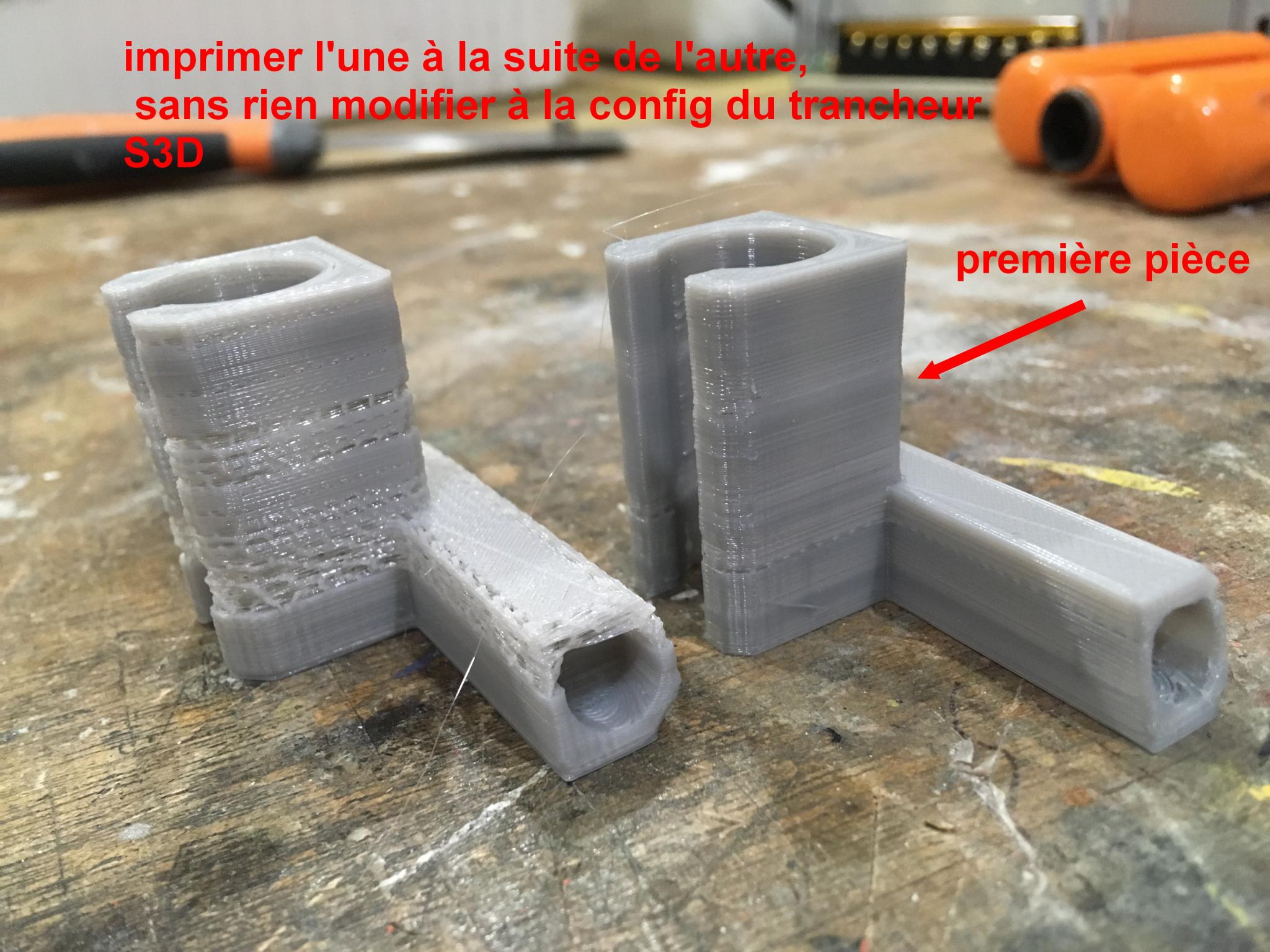
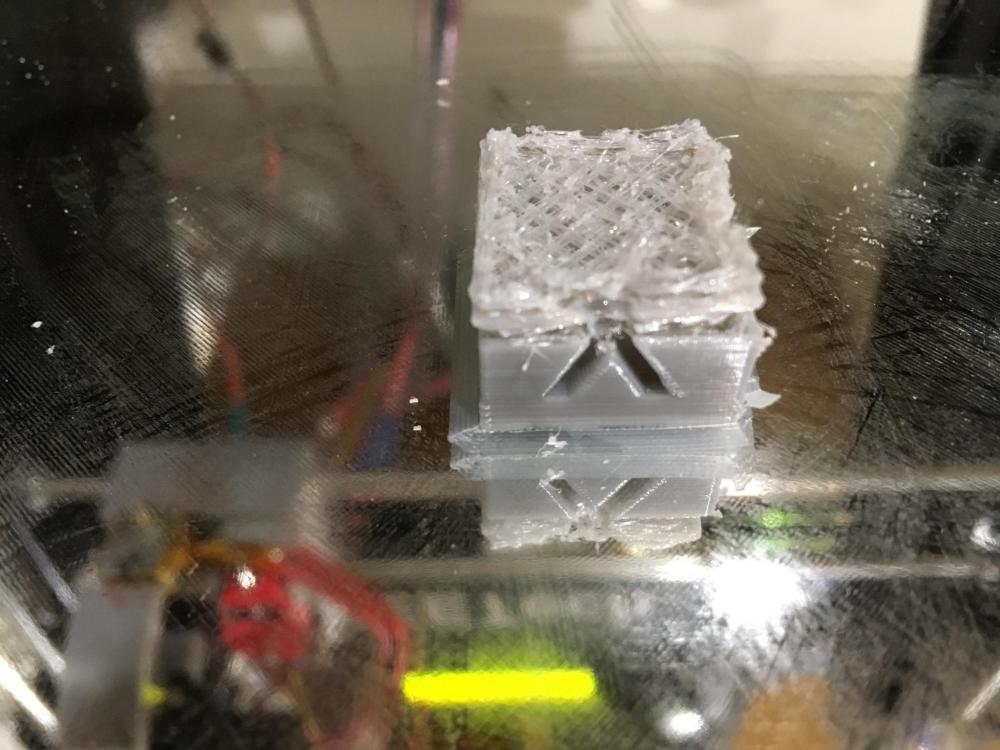
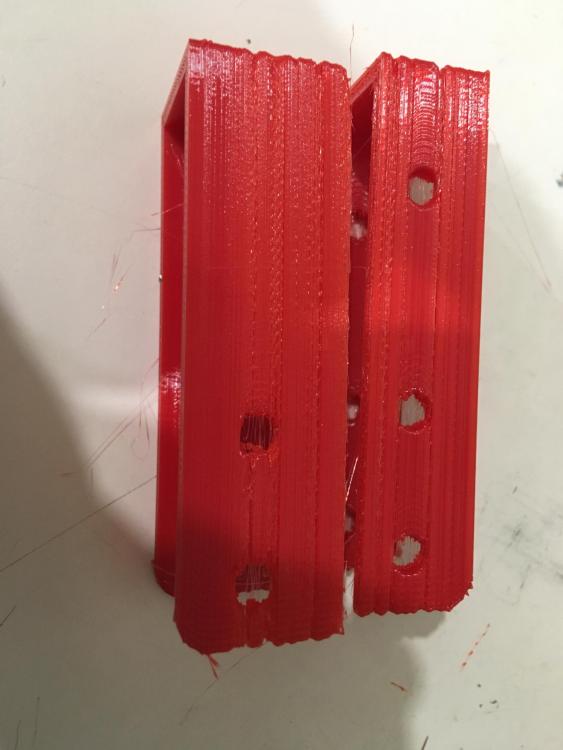
Bonjour, Je ne comprends pas pourquoi les couches inférieurs et supérieurs ne sont pas en contact avec les périmètres. J'ai pourtant mis 70% de chevauchement de remplissage et un multiplicateur d'extrusion de 1.2 De plus il y a des différences de couleurs étonnantes et des couches qui ont l'air de mon adhérer que d'autres. J'utilise S3D et jusqu'à maintenant tout allait bien avec le même fil. J'ai consulté la page de S3D sur la qualité, je ne comprends pas j'ai pas trouvé d'où cela venait, c'est pour cela que je poste. La tête que j'utilise est une cyclop mais pas en dual pour l'instant. diiity


-

problème de décolement
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur l'impression 3D
tu penses que c'est trop, que ça peut venire de là -
problème de décolement
diiity a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, D'après vous ça vient de quoi ce problème? Tout allait bien, j'ai imprimé avant sans souci et là... Je chauffe à 215° bed à 60, jusqu'à là, pas de souci. Le fil est le même, même bobine, ventilation à 90% à la seconde couche. flow à 1.20 Pas de problème de décollement. Certaines couches n'ont pas adhérées. diiity
-
c'est pas que ça m'embête mais je trouve que 5 points c'est suffisant. Je ne pense pas l'utiliser car j'imprime toujours avec la SD.
-
c'est bon j'ai trouvé, c'est une sorte de mémoire qui réactive les coordonnées Z du palpage
-
bien. c'est quoi M420