diiity
-
Compteur de contenus
983 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par diiity
-
c'est pas idiot mais pourquoi pas avec les autres sur le même support, j'ai du wanhao, filimprimante, 3donline
-
Ah oui, mon support est sur roulement justement, j'y avais pas pensé, mais c'est étonnant que ça le fasse pas avec les autres
-
C'est avec le fil de grossite3D, c'est aussi dommage, il s'imprime facilement mais j'ai perdu plusieurs impressions, et pas des petites, le fil a cassé.
-
bien merci. Sinon, je te pose la même question, as tu eu des problèmes de croisement?
-
Je ne trouve pas ce fil, es tu sur de l'orthographe?
-
Très intéressant le 3Djake, tu n'as jamais eu de problème de croisement?
-
Bonjour, Après pas mal de déboire avec certaines bobines, je cherche un fil bien bobiné. Pourtant je fais très attention à la mise en place, .car j'ai eu pas mal de problème de fil que casse dû à un croisement. Avez vous des marque/ commerçant à conseiller, en particulier du PLA? diiity
-

Pièges des réglages Vref A4988 ou DRV8825
diiity en réponse au topic de stef_ladefense dans Tutoriels
Je les ai acheté en Chine comme pas mal de monde, ce sont les mêmes qui sont montés sur mes imprimantes mais là les moteurs sont moins puissants. Je vais essayer des DRV8825, j'espère que je pourrais les régler correctement. Sinon, il ne me reste plus que le pifomètre, ça chauffe je diminue, c'est froid j'augmente. -
Pièges des réglages Vref A4988 ou DRV8825
diiity en réponse au topic de stef_ladefense dans Tutoriels
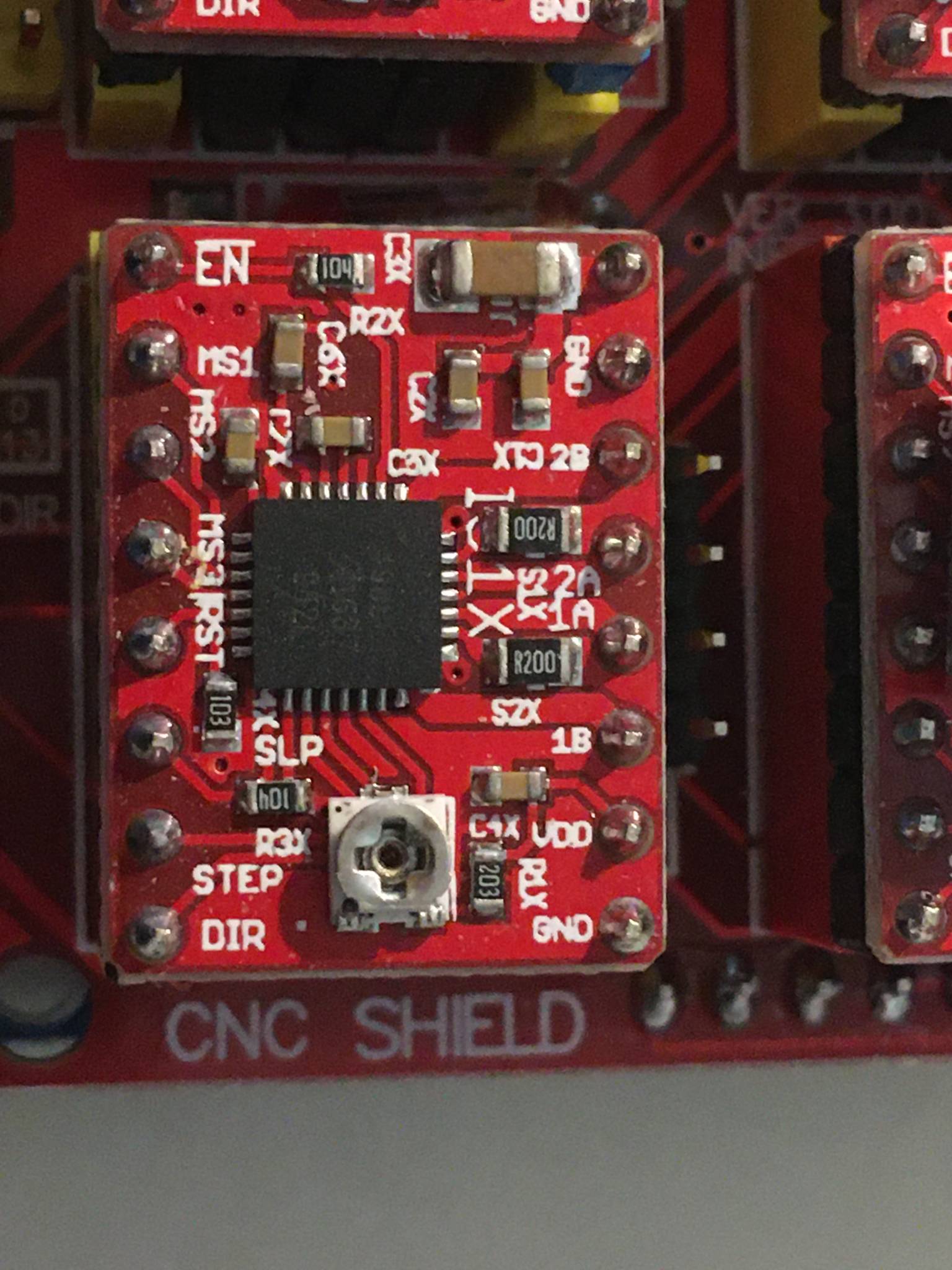
Bon, mais alors pourquoi je ne peux pas régler correctement le potard? Comment savoir exactement la ref de mon driver, rien est écrit dessus? -
Pièges des réglages Vref A4988 ou DRV8825
diiity en réponse au topic de stef_ladefense dans Tutoriels
Je viens de trouver un datasheet sur le site de TME.eu, il parle aussi de la formule simple Current Limit = VREF × 2.5. Il me semble que ça concerne les A4988 avec des résistance à 0.050ohms mais je ne suis pas sur. -
Pièges des réglages Vref A4988 ou DRV8825
diiity en réponse au topic de stef_ladefense dans Tutoriels
A 1.70v -
Pièges des réglages Vref A4988 ou DRV8825
diiity en réponse au topic de stef_ladefense dans Tutoriels
Oui je ne mets pas ta parole en doute, mais je constate que je ne peux pas régler le potard à 3.2v. En plus il dit de le faire en pas complet, là je ne comprends pas très bien car j'utilise le 1/16, je pense que le réglage doit être différent. -
Pièges des réglages Vref A4988 ou DRV8825
diiity en réponse au topic de stef_ladefense dans Tutoriels
ce fameux réglage simple il vient de ce document réglage des pololus.pdf -
Pièges des réglages Vref A4988 ou DRV8825
diiity en réponse au topic de stef_ladefense dans Tutoriels
c'est bien çà -
Pièges des réglages Vref A4988 ou DRV8825
diiity en réponse au topic de stef_ladefense dans Tutoriels
désolé. En appliquant la formule simple Vref=Imax /2.5= je trouve 0.8v De plus, j'ai lu ailleurs que le réglage se faisait en pas complet alors que j'utilise les 1/16.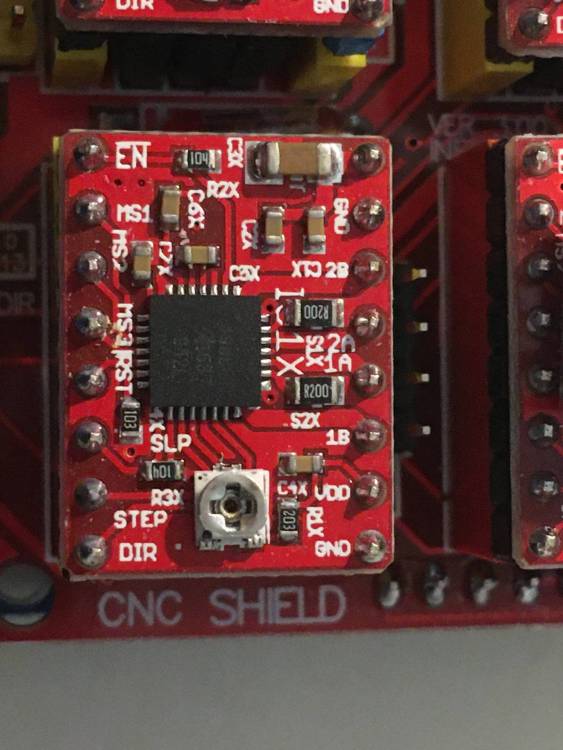
-
Pièges des réglages Vref A4988 ou DRV8825
diiity en réponse au topic de stef_ladefense dans Tutoriels
voici
-
Pièges des réglages Vref A4988 ou DRV8825
diiity en réponse au topic de stef_ladefense dans Tutoriels
Bonjour, Je m'y perds un peu avec le réglage de A4988. Mes moteurs sont des 17HS19-2004S1 les caractéristiques sont les suivantes: Numéro de pièce du fabricant: 17HS19-2004S1 Type de moteur: bipolaire Angle de pas: 1.8 deg Couple de maintien: 59Ncm(84oz.in) Courant/phase: 2.0A Tension: 2.8V Résistance/phase: 1.4ohms Inductance: 3.0mH ± 20%(1KHz) Les A4988 ont des résistances de 200mohm Pouvez vous me confirmer ou pas que le réglage de la tension de référence est bien de 2.26v selon le tableau de la page 2? diiity PS: J'ai oublié de dire que la tension max que je puisse régler est de 1.64v -
paramétrage des fins de course avec CNCjs
diiity en réponse au topic de diiity dans Discussions sur les graveurs laser, les CNC et l'usinage
Re, C'est bon j'ai trouvé, il a fallu que j'active uniquement $21 et mettre $5 à 1 car il était à 0 car mes fins de course sont des NC... diiity -
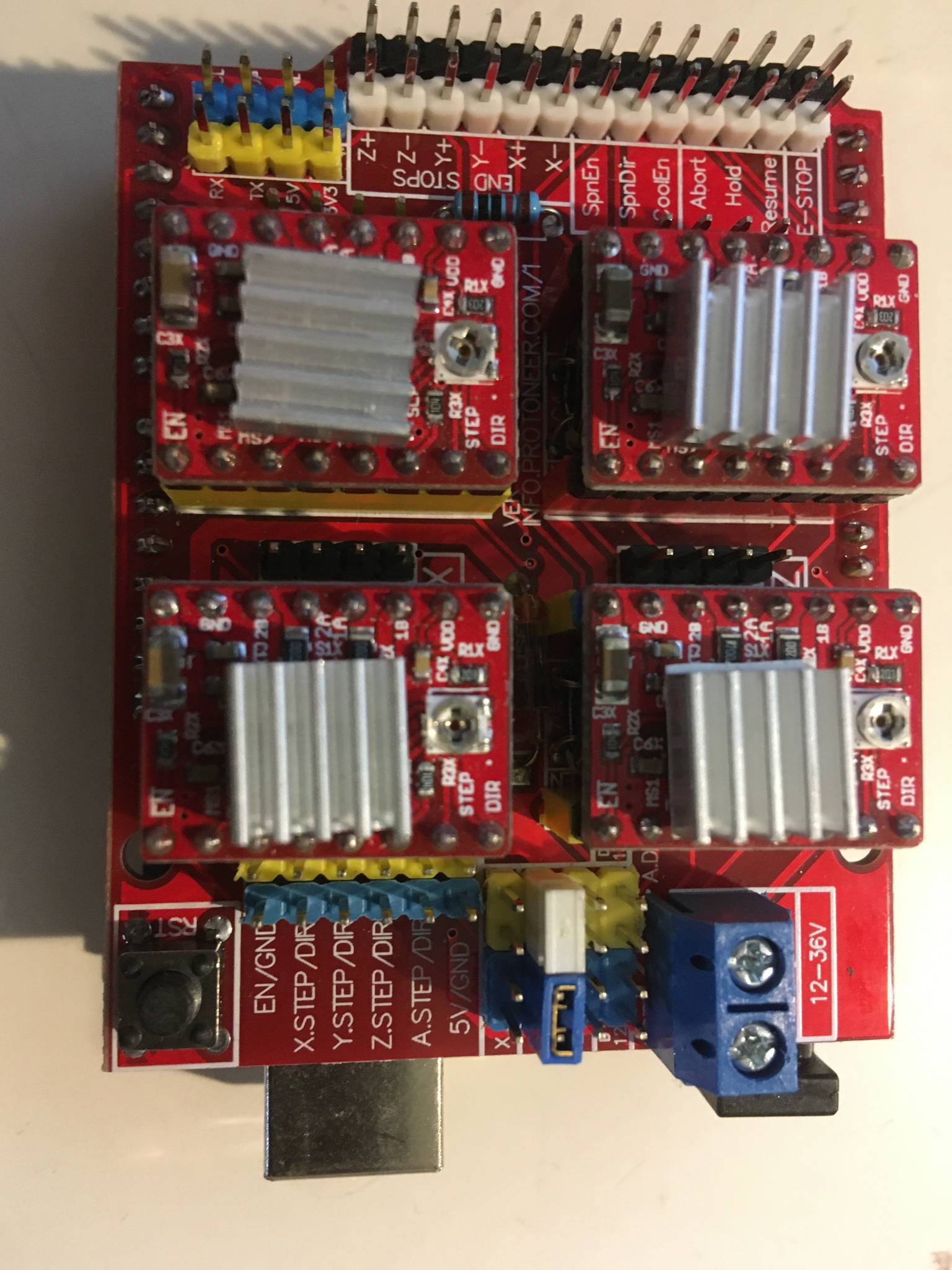
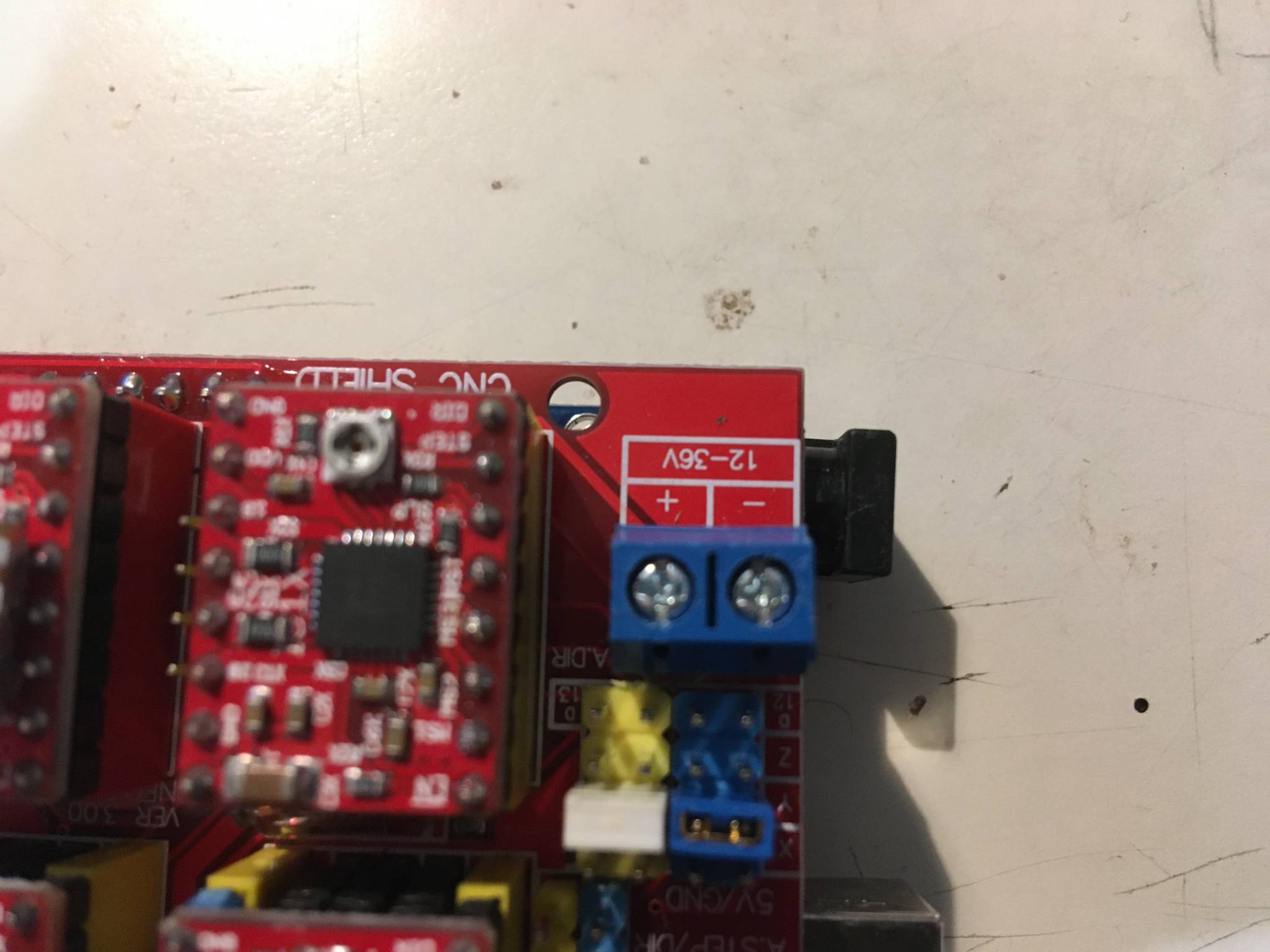
Bonjour, Je viens de finir ma cnc que je voudrais utiliser avec CNCjs. Je n'arrive pas à utiliser les fins de course en tant que tel, c'est à dire que je ne cherche pas le homing, le palpage, uniquement la sécurité en cas de choc en butée. Je sais que le problème se situe autour des lignes $20 $21 $22, j'ai mis tout à 1 et j'ai une alarme. Sinon, je pensai mettre tous les fins de course en série et agir sur l'alim moteur mais où, j'ai essayé sur enable, ça ne marche pas, d'aileurs connecté ou pas en manuel ou en fraisage, enable déconnecté la machine fonctionne. Voici mon GRBL CNCjs 1.9.22 [Grbl] Connected to COM32 with a baud rate of 115200 Grbl 1.1h ['$' for help] client> $$ [MSG:Check Limits] [MSG:'$H'|'$X' to unlock] $0=10 (Step pulse time, microseconds) $1=125 (Step idle delay, milliseconds) $2=0 (Step pulse invert, mask) $3=0 (Step direction invert, mask) $4=0 (Invert step enable pin, boolean) $5=0 (Invert limit pins, boolean) $6=0 (Invert probe pin, boolean) $10=1 (Status report options, mask) $11=0.010 (Junction deviation, millimeters) $12=0.002 (Arc tolerance, millimeters) $13=0 (Report in inches, boolean) $20=1 (Soft limits enable, boolean) $21=1 (Hard limits enable, boolean) $22=1 (Homing cycle enable, boolean) $23=0 (Homing direction invert, mask) $24=25.000 (Homing locate feed rate, mm/min) $25=500.000 (Homing search seek rate, mm/min) $26=250 (Homing switch debounce delay, milliseconds) $27=1.000 (Homing switch pull-off distance, millimeters) $30=1000 (Maximum spindle speed, RPM) $31=0 (Minimum spindle speed, RPM) $32=0 (Laser-mode enable, boolean) $100=25.000 (X-axis travel resolution, step/mm) $101=25.000 (Y-axis travel resolution, step/mm) $102=25.000 (Z-axis travel resolution, step/mm) $110=4500.000 (X-axis maximum rate, mm/min) $111=4500.000 (Y-axis maximum rate, mm/min) $112=2000.000 (Z-axis maximum rate, mm/min) $120=400.000 (X-axis acceleration, mm/sec^2) $121=400.000 (Y-axis acceleration, mm/sec^2) $122=400.000 (Z-axis acceleration, mm/sec^2) $130=200.000 (X-axis maximum travel, millimeters) $131=200.000 (Y-axis maximum travel, millimeters) $132=200.000 (Z-axis maximum travel, millimeters) ok diiity
-
[Dev] AlfaWise U20x-U30 : Marlin 2.x (firmware alternatif)
diiity en réponse au topic de CacaoTor dans Alfawise / Longer3D
Bonjour, Je suis à la première version et tout va bien, j'hésite à passer au version supérieur diity -
surtout que je viens de faire sa jumelle avec le même souci. Je ne fais pas de finition, les pièces reste brute d'impression, comme dit plus haut je vais bourré la fissure de colle puis mettre un fil de plastique dessus. diiity
-
je vais y injecter de la colle spécial PLA acheté en Belgique et recouvrir d'un fil de pla.
-
bien, merci à vous deux diiity
-
Oui, effectivement. Sinon, est ce qu'il est possible de réparer, du genre remettre du plastique en faisant fondre par l'extrudeur, quel qu'un a t il déjà tenté la manip?
-
Bonjour, Avec ma U20 sous marlin, j'ai un défaut, à mi-pièce, il y a un endroit sur environ 7 cm où il n'y a pas de plastique comme ci que l'extrudeuse s'était arrêtée puis repartie. Avez vous une explication? J'imprime essentiellement du PLA buse 0.4. Sur cette pièce, pour sa solidité, je j'imprime: en 0.25 de couche à 40mm/s remplissage à 40%, 5mm de rétractation, élévation verticale 0.2, vitesse de rétractation 30mm/s, distance de débrayage 0.1, température du bed 60°, température de la buse 215° au lieu de 205° pour les pièce sans solidité particulière diiity