Chercher dans la communauté
Résultats des étiquettes.
3 résultats trouvés
-

bouchage de buse et claquement extruder + buse en acier
Invité a posté un sujet dans Discussions sur les imprimantes 3D
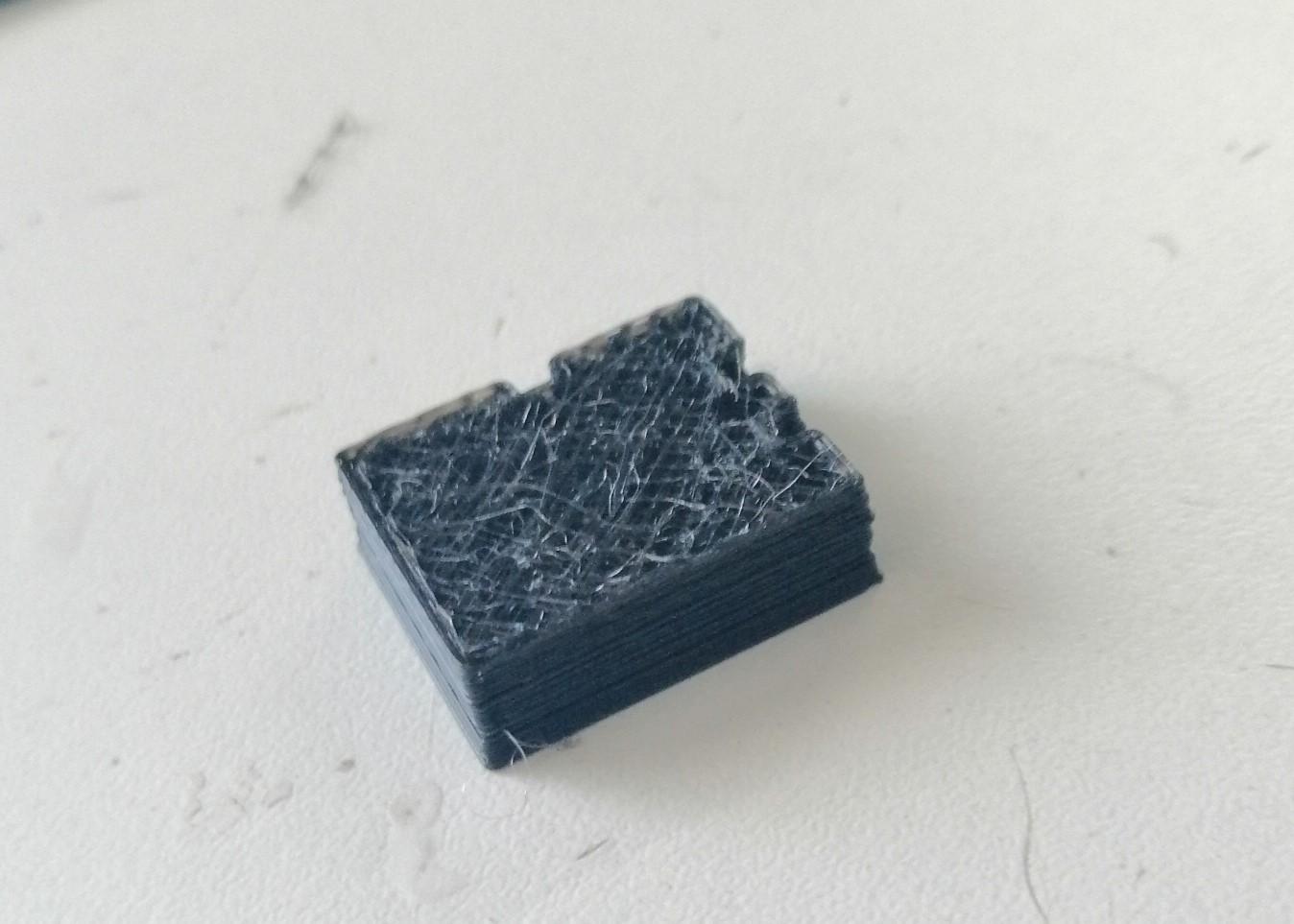
Bonjour, Je vous explique mon problème, j'ai du filament cuivre et aussi, or. (même problème sur les deux) et une crealitty ender3 Au bout de quelques heures genre 3 4 heures l'extruder émet un claquement est la buse finie bouchée le problème est présent avec les filaments indiqués dans le lien amazon Quelques liens vers le matériel LES BUSES ACIER (j'utilise une buse en 0,5 mm) https://www.amazon.fr/gp/product/B07JFTHNK7/ref=ppx_yo_dt_b_asin_title_o03_s02?ie=UTF8&psc=1 les filaments qui on besoins de buse en acier il me semble : https://www.amazon.fr/gp/product/B08393S4CR/ref=ppx_yo_dt_b_asin_title_o03_s03?ie=UTF8&psc=1 Marque en vitesse d'impression 30-60mm/s = j'ai mi à 50 mm/s pour la température 192-220 j'ai lu que les buse en acier avait une mauvaise conduction de chaleur est qu'il fallait augmenter la température de 15 voir 25 j'ai pousser a 245, j'ai fais des tests aussi a 230,235,225 mais rien y fais sois sa n'adhère pas a la couche suivante (manque de température) sois sa claque coté extruder a cause d'un bourrage Sur cette photo voici l'impression et la tête du ptfe et qui était dans la hothand, je précise y n'a pas de bouchon le bouchon est sûrement dans la buse actuellement l’impression foirer alors que très bien partie a la base après il faut savoir que à cause de ma maladresse parfois ma pince a taper dans le ventilateur et j'ai casser des palle est je devais casser celle a l’opposer pour pas que il vibre actuellement il ne reste que 4 pales. (je vais le changer là) Je parle du ventilo, car après quelques recherche j'ai vue que certain avez des problème de surchauffe au niveau du dissipateur ce qui fessait remonté la chaleur dans le tube ptfe, je pense que mon problème vient de là car avant avec une buse en laiton a 215= filament amazon basic : aucun souci 225 = filament pla flex aucun souci toujours avec buse en laiton Des que je suis passé sur la buse acier que des problèmes donc je pense que avec ce ventilateur je cherche clairement les ennuis tout porte à croire que c'est a cause d'un surchauffe du filament. Pour finir, je donne mes paramètres cura. merci d’avance pour votre aide en espérant avoir donnée suffisamment d'information cordialement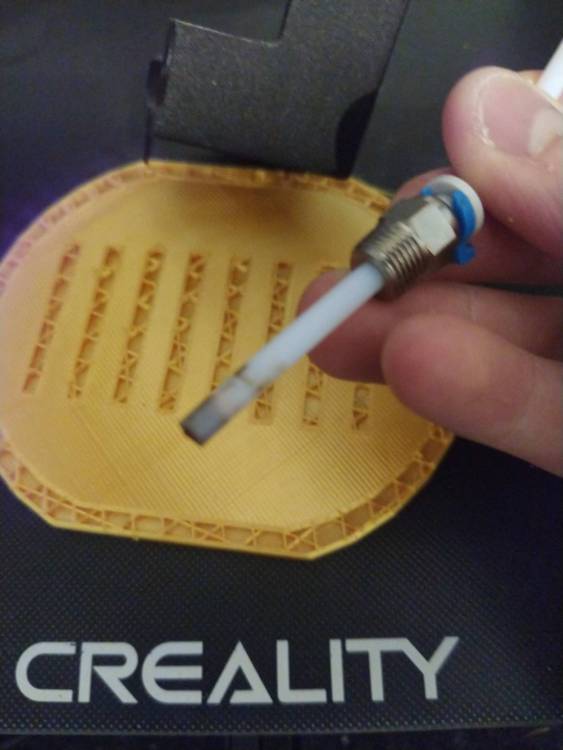



-

Problème extrudeur bouché à répétition
Pixel3D a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai voulu changer la tête et l'extrudeur de mon iTopie par un extrudeur bowden et une tête accueillant un blTouch. J'ai opté pour ce modèle sur thingiverse : https://www.thingiverse.com/thing:3463166 c'est un remixe de cette hotend : https://www.thingiverse.com/thing:3463166. Ces fichiers sont adaptés à une tête de cr10, j'ai donc acheté cette buse : https://www.aliexpress.com/item/32925732347.html?spm=a2g0s.9042311.0.0.11064c4dNJXkKh (le modèle argenté 12V 50W) et un extrudeur MK8. Mais à chaque impression, au début tout se passe bien puis au bout de quelques couches la buse commence à se boucher (je pense du moins) et elle sous-extrude : Puis plus rien ne sort de la buse, et l'extrudeur racle le plastique qui n'avance plus. Ce n'est pas l'extrudeur le problème car même en poussant le filament à la main il ne sort pas. Par contre lorsque j'extrude du plastique manuellement avec repetier, le plastique est bien extrudé. J'ai déjà essayé : - Test du tube bowden - Démontage complet de la tête avec nettoyage de la buse du tube etc... - Ralentir la vitesse d'impression au plus bas - Augmenter la température de la buse (qui est déjà à 205°C pour du PLA) - Réduire la vitesse max de l'extrudeur /!\ A savoir aussi que j'ai recommencé le paramétrage de marlin à zéro Mais là je bloque... Avez vous des idées svp? cordialement.
-
 Bonjour à tous, Alors j'ai un problème j'ai lancer une première impression et tous fonctionnait très bien jusqu'au moment ou le plastique a arrêter de couler mais je ne l'ai pas remarquer directement. J'ai enlever le tube PTFE et j'ai remarquer que le plastique était accumulé dans le fond. J'ai aussi nettoyer la buse en la préchauffant et en insérant le "needle" (une sorte d'aiguille très fine) mais le plastique ne coule vraiment plus. Je ne sais pas comment faire et j'ai vraiment besoin d'aide s'il vous plait. PS: J'ai la creality CR-10 Léo
Bonjour à tous, Alors j'ai un problème j'ai lancer une première impression et tous fonctionnait très bien jusqu'au moment ou le plastique a arrêter de couler mais je ne l'ai pas remarquer directement. J'ai enlever le tube PTFE et j'ai remarquer que le plastique était accumulé dans le fond. J'ai aussi nettoyer la buse en la préchauffant et en insérant le "needle" (une sorte d'aiguille très fine) mais le plastique ne coule vraiment plus. Je ne sais pas comment faire et j'ai vraiment besoin d'aide s'il vous plait. PS: J'ai la creality CR-10 Léo