
Chercher dans la communauté
Résultats des étiquettes.
9 résultats trouvés
-
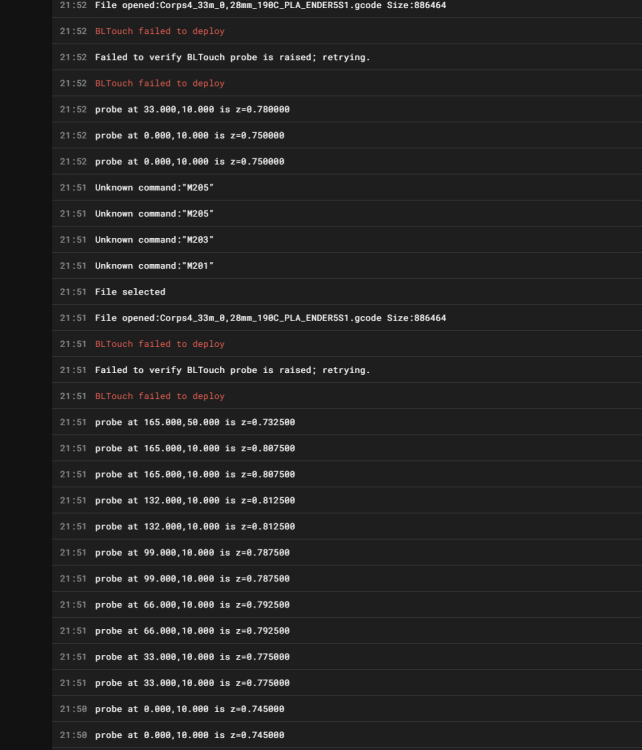
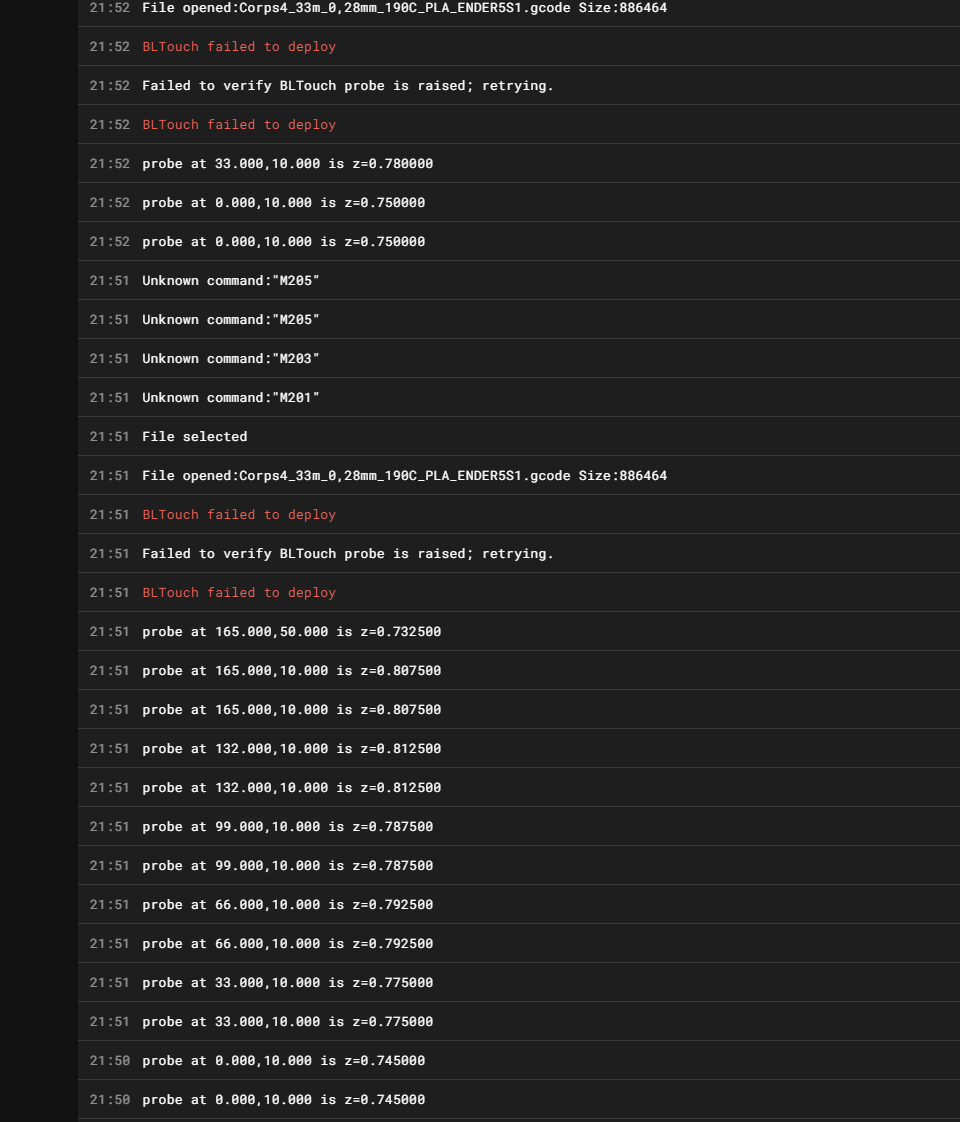
Hello ! Je rencontre un soucis sur ma ender5s1 que je n'arrive pas à résoudre : mon bltouch se met à complètement déconner. Il fonctionne bien, puis d'un coup il bug devient bizarre. J'aurais du mal à l'expliquer donc voici deux vidéos + la console : https://drive.google.com/file/d/1QyTLnGGhcrYDfQhNkHPeDnzVP3gxL5hU/view?usp=drive_link https://drive.google.com/file/d/1QyjzI3fBETyVDL93GCYpKVtiQnT0twKN/view?usp=drive_link Sur les deux vidéos, le bug est différent,.. mais j'ai le même retour sur la console. J'ai pas trouvé tant d'info sur internet même si ce bug a l'air courant Ce qui est bizarre, c'est qu'avant, je n'avais pas ce soucis, et il ne me semble pas avoir fait de MAJ depuis. Mon fichier de config klipper : [include fluidd.cfg] [include mainsail.cfg] # !Ender-5 S1 # printer_size: 220x220x280 # version: 3.0 # Motherboard (Late 2020/2021) as the heater pins changed. # To use this config, during "make menuconfig" select the STM32F401 # with a "64KiB bootloader" and serial (on USART1 PA10/PA9) # communication. # Flash this firmware by copying "out/klipper.bin" to a SD card and # turning on the printer with the card inserted. The firmware # filename must end in ".bin" and must not match the last filename # that was flashed. # See docs/Config_Reference.md for a description of parameters. ################################################################ # ______ _ _____ _____ __ # # | ____| | | | ____| / ____| /_ | # # | |__ _ __ __| | ___ _ __ | |__ | (___ | | # # | __| | '_ \ / _` | / _ \ | '__| |___ \ \___ \ | | # # | |____ | | | | | (_| | | __/ | | ___) | ____) | | | # # |______| |_| |_| \__,_| \___| |_| |____/ |_____/ |_| # # # ################################################################ [virtual_sdcard] path: /home/floriane/Ender5S1_data/gcodes #========================== Micro-Controller Config ================= [mcu] serial:/dev/serial/by-path/platform-fd500000.pcie-pci-0000:01:00.0-usb-0:1.1:1.0-port0 restart_method: command #========================== Macros ================= [display_status] [pause_resume] [exclude_object] [gcode_macro PAUSE] description: Pause the actual running print rename_existing: PAUSE_BASE # change this if you need more or less extrusion variable_extrude: 1.0 gcode: ##### read E from pause macro ##### {% set E = printer["gcode_macro PAUSE"].extrude|float %} ##### set park positon for x and y ##### # default is your max posion from your printer.cfg {% set x_park = printer.toolhead.axis_maximum.x|float - 5.0 %} {% set y_park = printer.toolhead.axis_maximum.y|float - 5.0 %} ##### calculate save lift position ##### {% set max_z = printer.toolhead.axis_maximum.z|float %} {% set act_z = printer.toolhead.position.z|float %} {% if act_z < (max_z - 2.0) %} {% set z_safe = 2.0 %} {% else %} {% set z_safe = max_z - act_z %} {% endif %} ##### end of definitions ##### PAUSE_BASE G91 {% if printer.extruder.can_extrude|lower == 'true' %} G1 E-{E} F2100 {% else %} {action_respond_info("Extruder not hot enough")} {% endif %} {% if "xyz" in printer.toolhead.homed_axes %} G1 Z{z_safe} F900 G90 G1 X{x_park} Y{y_park} F6000 {% else %} {action_respond_info("Printer not homed")} {% endif %} [gcode_macro RESUME] description: Resume the actual running print rename_existing: RESUME_BASE gcode: ##### read E from pause macro ##### {% set E = printer["gcode_macro PAUSE"].extrude|float %} #### get VELOCITY parameter if specified #### {% if 'VELOCITY' in params|upper %} {% set get_params = ('VELOCITY=' + params.VELOCITY) %} {%else %} {% set get_params = "" %} {% endif %} ##### end of definitions ##### {% if printer.extruder.can_extrude|lower == 'true' %} G91 G1 E{E} F2100 {% else %} {action_respond_info("Extruder not hot enough")} {% endif %} RESUME_BASE {get_params} [gcode_macro BED_MESH] gcode: G28 M109 S200 M190 S50 bed_mesh_calibrate [gcode_macro ZProbe] gcode: G28 M109 S200 M190 S50 probe_calibrate [gcode_macro BED_PROBE_THEN_MESH] gcode: G28 M109 S200 M190 S50 probe_calibrate bed_mesh_calibrate [gcode_macro MAINTENANCE] gcode: G28 M109 S200 M190 S50 [gcode_macro CANCEL_PRINT] description: Cancel the actual running print rename_existing: CANCEL_PRINT_BASE gcode: TURN_OFF_HEATERS {% if "xyz" in printer.toolhead.homed_axes %} G91 G1 Z4.5 F300 G90 {% else %} {action_respond_info("Printer not homed")} {% endif %} G28 X Y {% set y_park = printer.toolhead.axis_maximum.y|float - 5.0 %} G1 Y{y_park} F2000 M84 CANCEL_PRINT_BASE #======================= Common Kinematic Settings ================= [printer] kinematics: cartesian max_velocity: 300 max_accel: 5000 max_z_velocity: 10 max_z_accel: 1000 square_corner_velocity: 5.0 [stepper_x] step_pin: PC2 dir_pin: !PB9 enable_pin: !PC3 rotation_distance: 40 microsteps: 16 endstop_pin: !PA5 position_min: -5 position_endstop: 220 position_max: 220 homing_speed: 80 [stepper_y] step_pin: PB8 dir_pin: !PB7 enable_pin: !PC3 rotation_distance: 40 microsteps: 16 endstop_pin: !PA6 position_min: -2 position_endstop: 220 position_max: 220 homing_speed: 80 [stepper_z] step_pin: PB6 dir_pin: PB5 enable_pin: !PC3 rotation_distance: 8 microsteps: 16 endstop_pin: probe:z_virtual_endstop #enable to use bltouch #endstop_pin: !PA15 #disable to use bltouch #position_endstop: -0.1 position_min: -10 position_max: 280 homing_speed: 4 second_homing_speed: 1 homing_retract_dist: 2.0 #========================= Extruder and Heated Bed =============== [extruder] max_extrude_only_distance: 1000.0 step_pin: PB4 max_extrude_cross_section: 5 dir_pin: PB3 enable_pin: !PC3 rotation_distance: 7.5 microsteps: 16 nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: PA1 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC5 control: pid # tuned for stock hardware with 200 degree Celsius target pid_kp = 19.780 pid_ki = 1.090 pid_kd = 89.752 min_temp: 0 max_temp: 305 [heater_bed] heater_pin: PA7 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC4 control: pid # tuned for stock hardware with 50 degree Celsius target pid_kp = 60.061 pid_ki = 0.400 pid_kd = 2254.534 min_temp: 0 max_temp: 130 [verify_heater extruder] check_gain_time: 200 hysteresis: 5 #=================================== Fans ========================== [fan] pin: PA0 kick_start_time: 0.5 #set heater fan runnig with temperature over 60; [heater_fan my_nozzle_fan] pin: PC0 max_power: 0.8 shutdown_speed : 0 heater:extruder heater_temp : 60 fan_speed : 1.0 #[mcu rpi] #serial: /tmp/klipper_host_mcu #[adxl345] #cs_pin: rpi:None #spi_speed: 2000000 #spi_bus: spidev2.0 #[resonance_tester] #accel_chip: adxl345 #accel_per_hz: 70 #probe_points: # 117.5,117.5,10 #=================================== Shapers ========================== [input_shaper] shaper_type_x = 2hump_ei shaper_freq_x = 67.2 shaper_type_y = 2hump_ei shaper_freq_y = 71.4 #============================= Filament Sensors ==================== [filament_switch_sensor filament_sensor] pause_on_runout: true switch_pin: ^!PC15 #============================= Probing Harware ===================== [bltouch] sensor_pin: ^PC14 #signal check port ^stand for pull up control_pin: PC13 #singal control prot1 x_offset: 45 y_offset: 0 #z_offset: 0 speed: 3 stow_on_each_sample = false samples: 2 #probe_with_touch_mode = true #================================ Safe Homing ====================== [safe_z_home] home_xy_position:126, 97 speed: 200 z_hop: 10 z_hop_speed: 10 #============================= Bed Level Support =================== [bed_mesh] speed: 150 mesh_min: 45, 10 #need to handle head distance with bl_touch mesh_max: 210,210 #max probe range probe_count: 6,6 fade_start: 1 fade_end: 10 fade_target: 0 #algorithm: bicubic [bed_screws] screw1: 25, 33 screw2: 202, 33 screw3: 202, 202 screw4: 25, 202 [gcode_macro G29] gcode: G28 bed_mesh_calibrate G1 X0 Y0 Z10 F4200 #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [bltouch] #*# z_offset = 0.750 #*# #*# [bed_mesh default] #*# version = 1 #*# points = #*# 0.113750, 0.207500, 0.147500, 0.141250, 0.152500, 0.131250 #*# 0.078750, 0.131250, 0.088750, 0.047500, 0.033750, 0.001250 #*# 0.051250, 0.096250, 0.033750, 0.022500, -0.005000, -0.036250 #*# 0.023750, 0.052500, 0.020000, -0.015000, -0.028750, -0.070000 #*# 0.028750, 0.062500, 0.045000, 0.007500, -0.007500, -0.047500 #*# 0.112500, 0.141250, 0.112500, 0.081250, 0.073750, 0.062500 #*# x_count = 6 #*# y_count = 6 #*# mesh_x_pps = 2 #*# mesh_y_pps = 2 #*# algo = lagrange #*# tension = 0.2 #*# min_x = 45.0 #*# max_x = 210.0 #*# min_y = 10.0 #*# max_y = 210.0 Merci beaucoup pour votre aide Bonne journée !
-
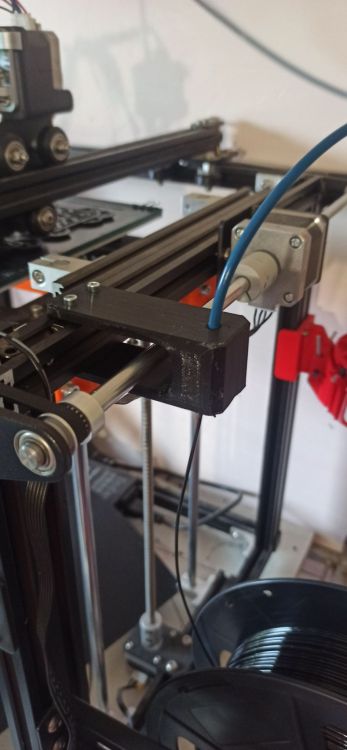
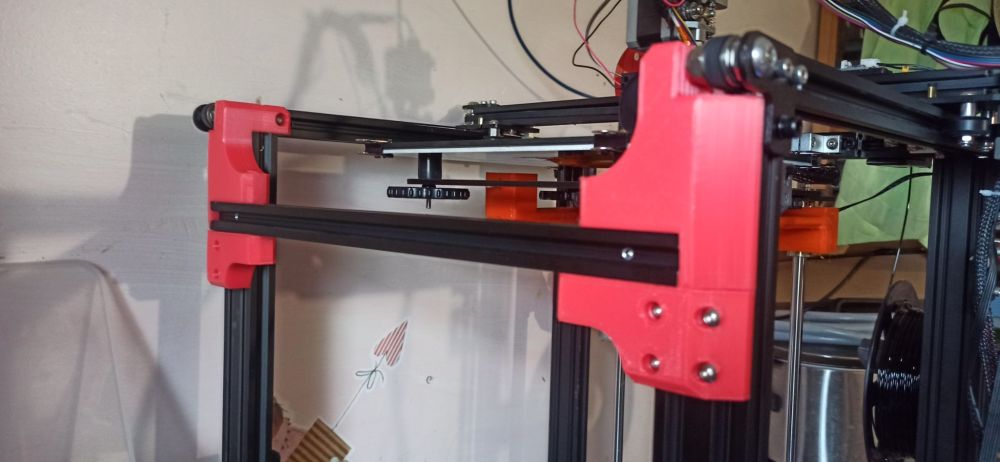
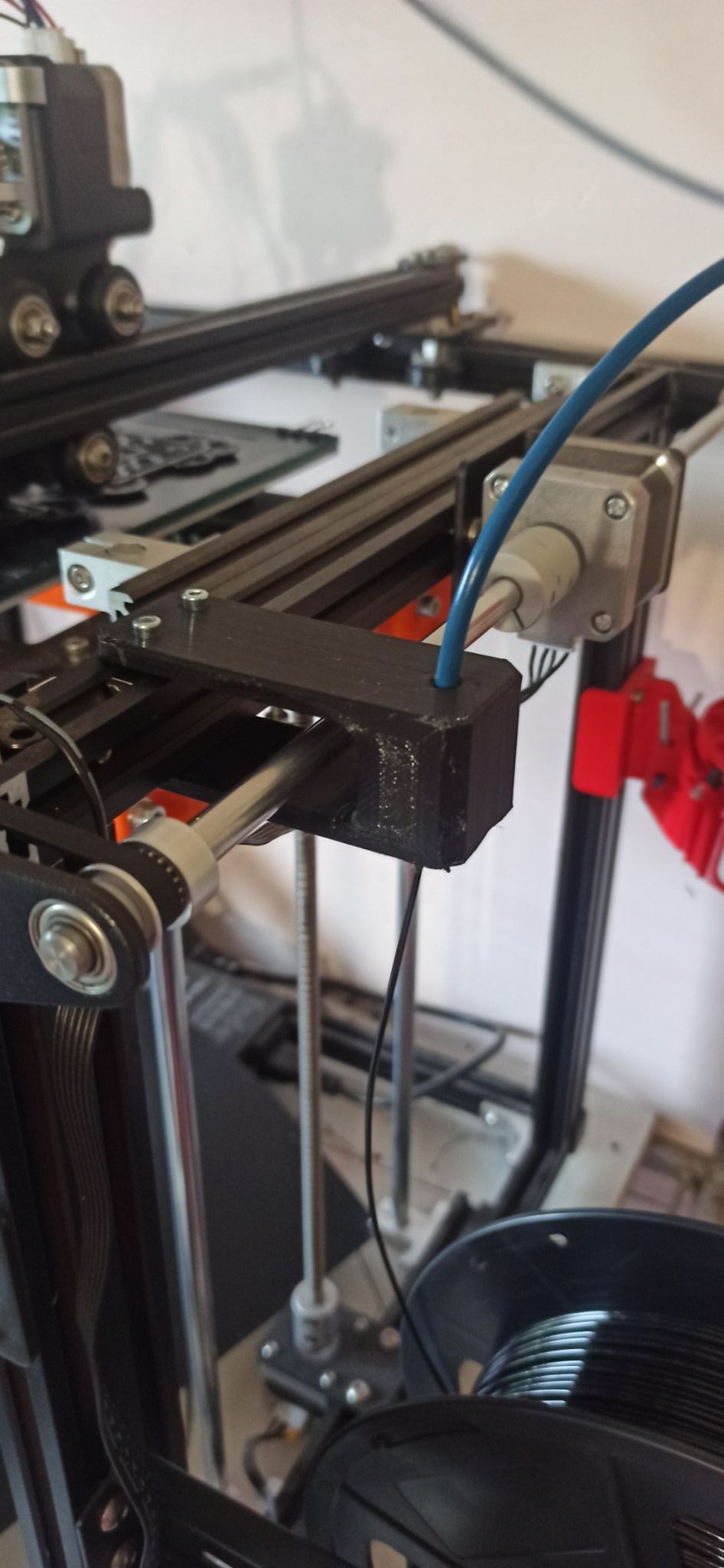
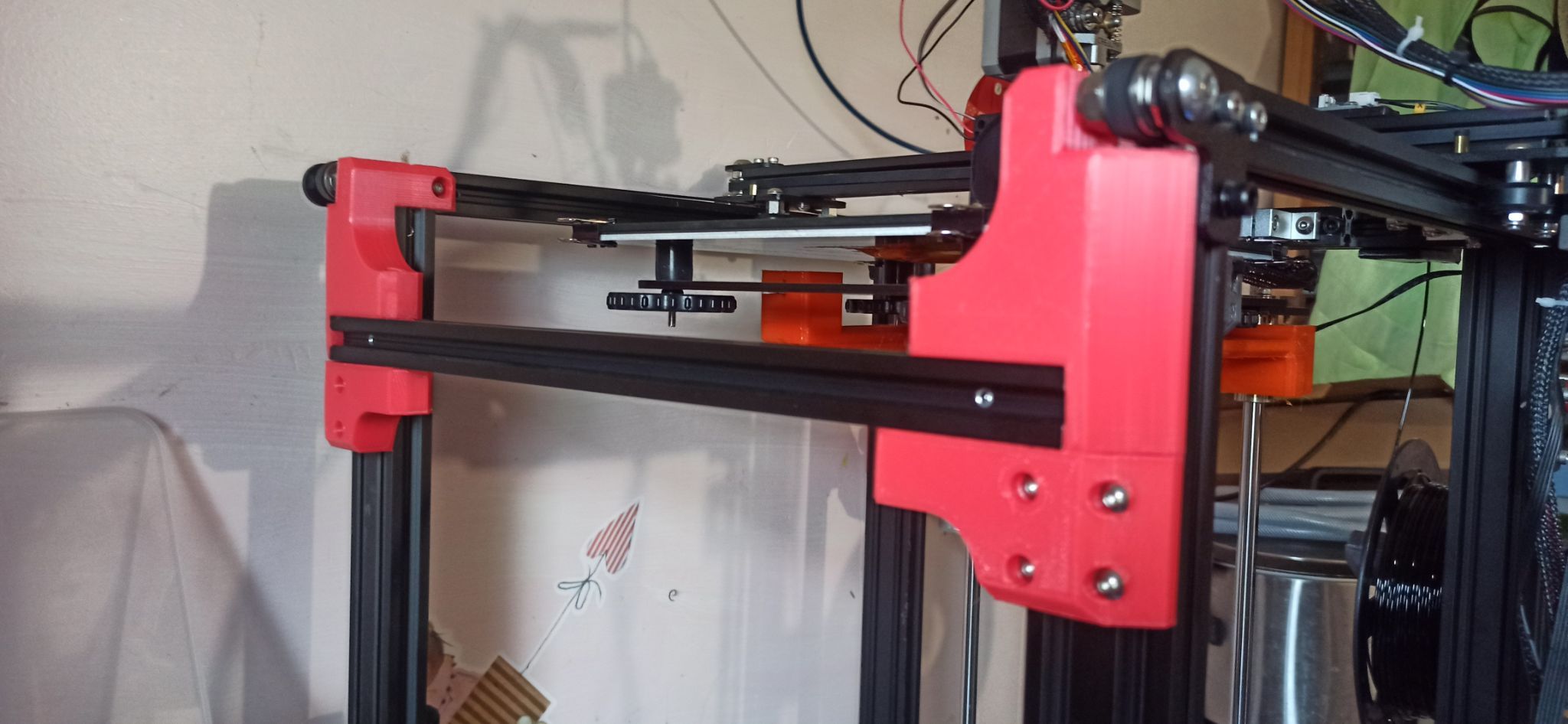
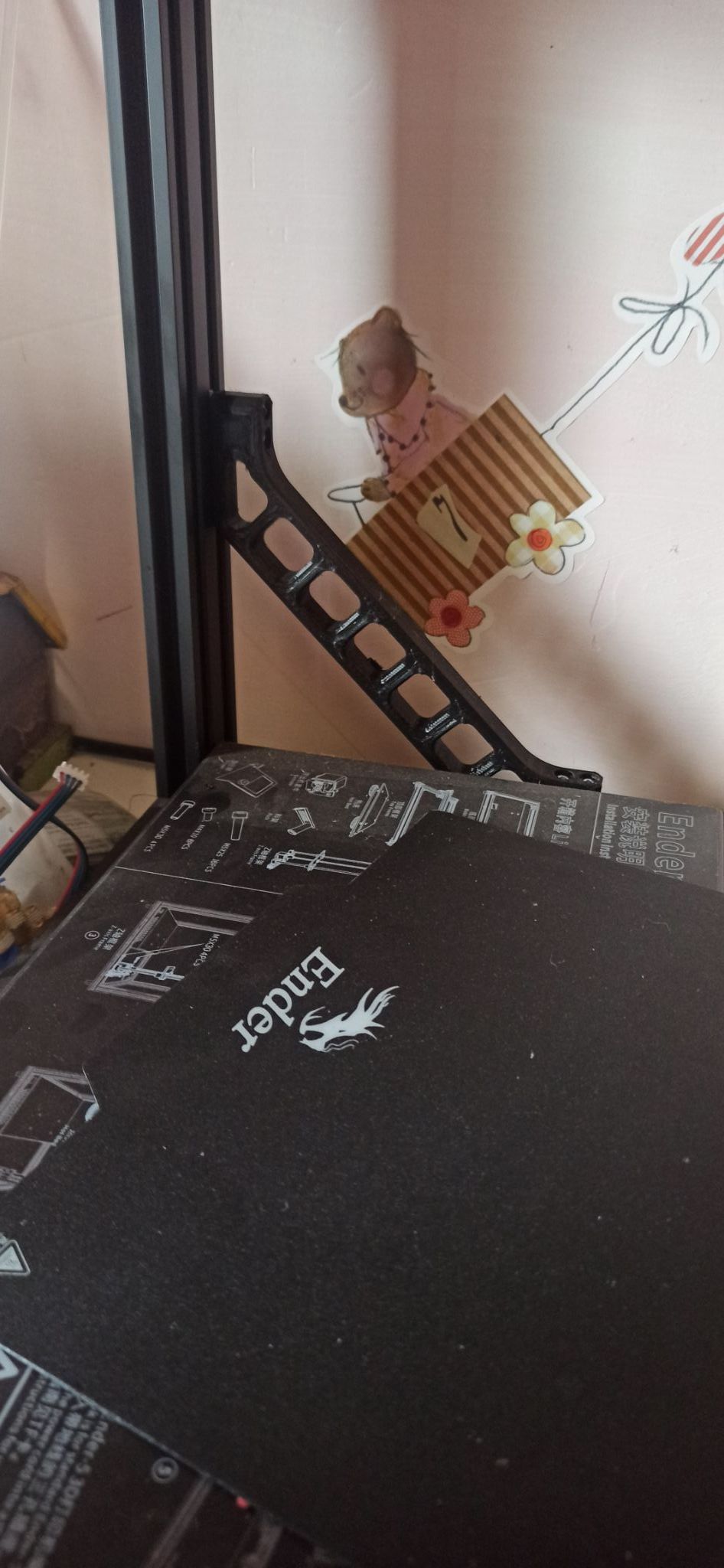
Salut à tous, Un certains temps que je n'étais pas revenu discuté avec vous, mais je me suis dis que partagé l'évolution de mon imprimante. Bon au départ, je voulais mettre de coté pour m'offrir une VORON, mais économisé pendant 2 ans n'est pas forcément simple du coup je me suis dis qu'en tant que concepteur, ce serait con de pas me lancer dans un chantier qui va pouvoir occuper mes longues soirées d'hiver sous la pluie (vive la Normandie) pour concevoir et imprimer l'évolution de mon imprimante. Alors dans tout les cas si ça marche pas bien ce sera de ma faute mais j'aurais au moins le plaisir d'avoir tout conçu. J'ai commencé par le guidage du fil, j'ai remplacé le support bobine qui laisse glisser la bobine par un modèle sur roulement. l'idée originale était https://www.thingiverse.com/thing:6407047 et je l'ai modifié pour le monter sur les creality avec leur écrou https://www.thingiverse.com/thing:6454319. Bon faut que je reprenne les rainures qui sont parfaitement dans l'axe alors qu'en réalité il y a un serrage lorsque on tourne l'écrou. bon j'ai compensé un mettant une rondelle de carton mais une fois modifiée, la pièce aura un comportement conforme à l'originale. Ensuite, bah défaut des creality ender 5 passée en direct drive, le fil est tendu et suit la tête d'impression et sort du support. sur le modèle d'origine, on a des pinces mais la sur la version à roulement bah ça marche pas. Du coup, j'ai fait une pièce qui guide le fil et envoie le fil dans un tube directement vers l'extrudeur. J'ai aussi ajouté des renforts croisillons pour améliorer la rigidité On remarquera la magnifique tapisserie de l'ancienne chambre de ma fille.. . Et enfin, j'ai baissé la poutrelle avant afin de libérer un peu d'espace en partie avant, pour mieux voir mais aussi pour avoir plus de dégagement à l'avant si je décidé de modifié la tête. Voilà pour les modifs actuelles, je prépare des pieds et une jupe en partie basse comme les voron et aussi pour avoir un accès à l'électronique. Concernant l'impression, j'ai fait un gros gap en avant sur la qualité et la vitesse en réglant quelques paramétres mais l'amélioration la plus flagrante et la modification des accélérations de base de la machines, aujourd'hui, sur des impressions en PETG, à 225°C buse stock, je tourne à 100mm/s avec des accélérations de 1500mm/s² en impression et une épaisseur de couche de 0.3mm. Passé sur du 0.3 m'a permis d'avoir aussi une bien meilleure accroche de première couche, avant elles étaient clairement moins adhérentes. La suite concernera un passage sous klipper mainsail et la préparation d'un gantry Core XY inspiré par les plus connus actuellement à savoir VORON, MERCURY et VZBOT. Le tout avec une tête avec sherpa mini et hotend dragon ace de trianglelab. A plus

-
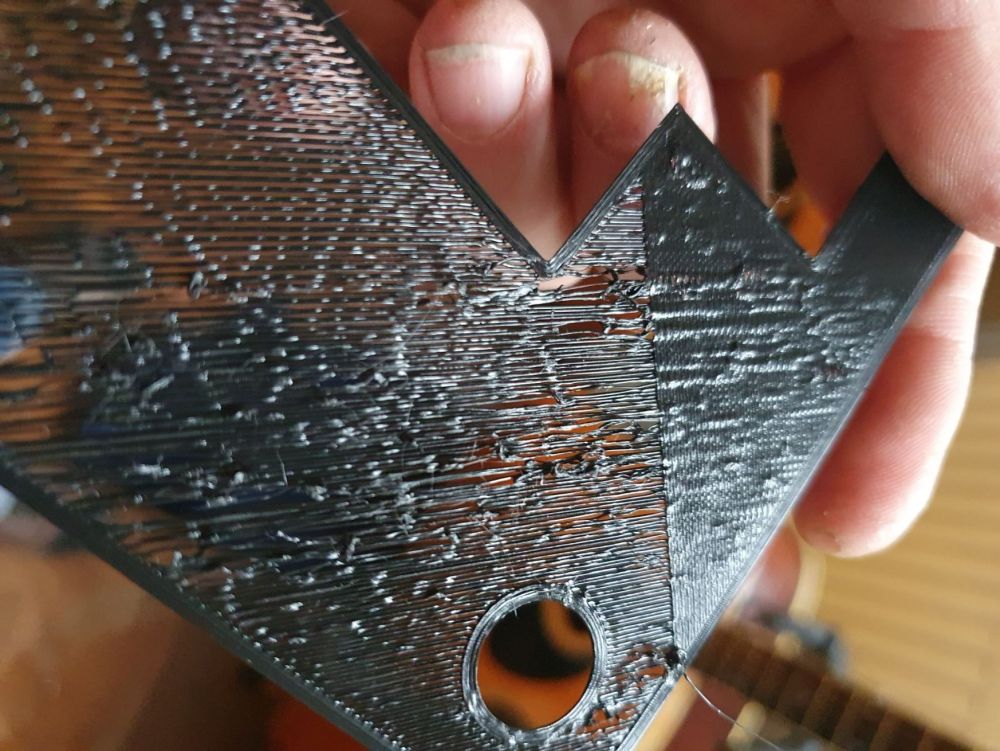
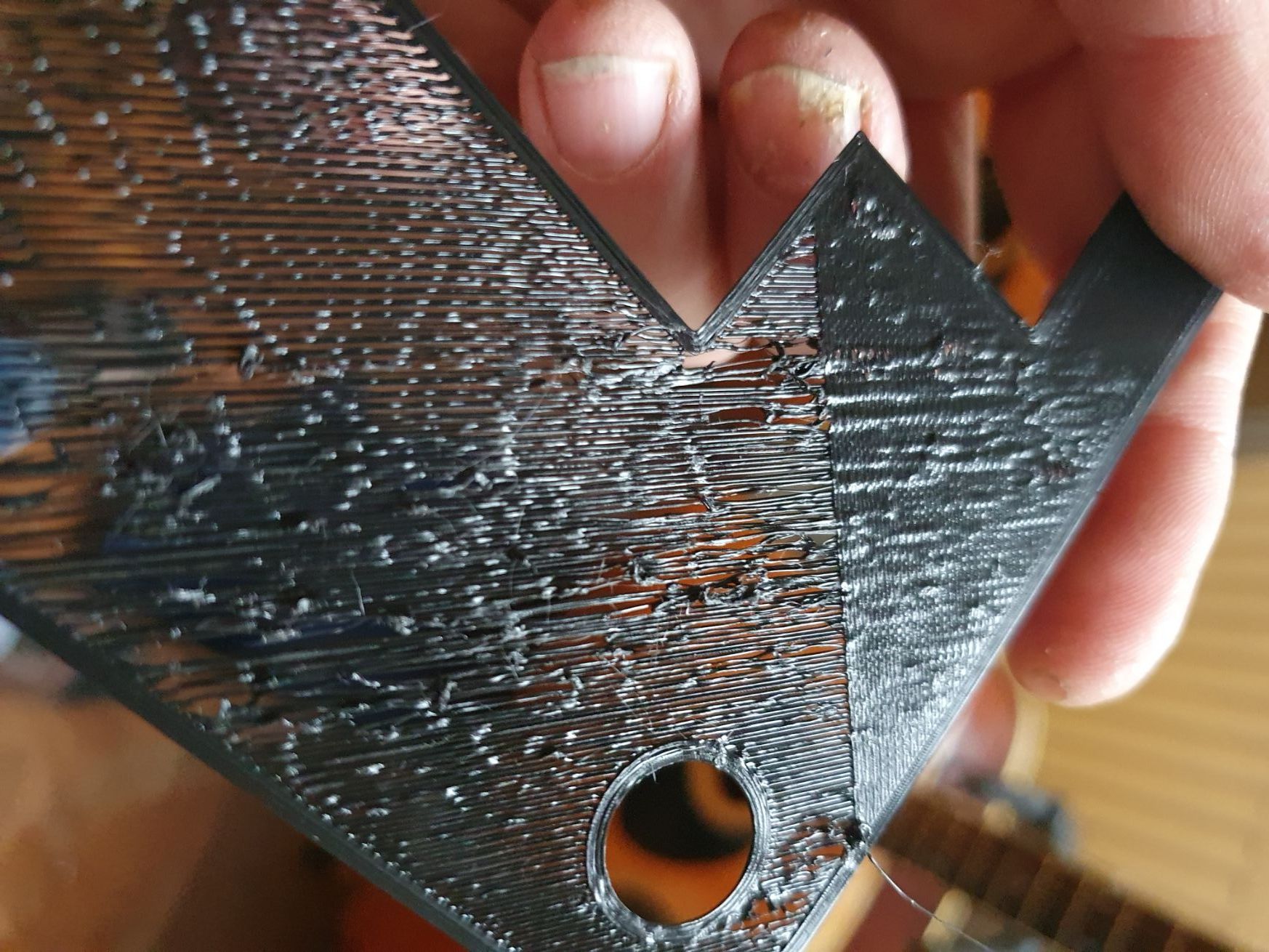
Bonjour, je possède une Ender 5 pro. Jusqu'ici les impressions étaient très bien. Mais depuis un changement de bobine, les parois de mes prints sont atroces. J'ai essayé un autre filament pour voir, testé les températures de 180 à 220,augmenté /diminué la vitesse ,augmenté la rétractation, mais toujours pareil. Je suis sous cura ,j'ai testé creality print pour voir ,mais ça ne change rien. Si quelqu'un a une idée? Merci d'avance.

-

Aide réglages Endre 5 pro / Esun PLA+
Jeromebg a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
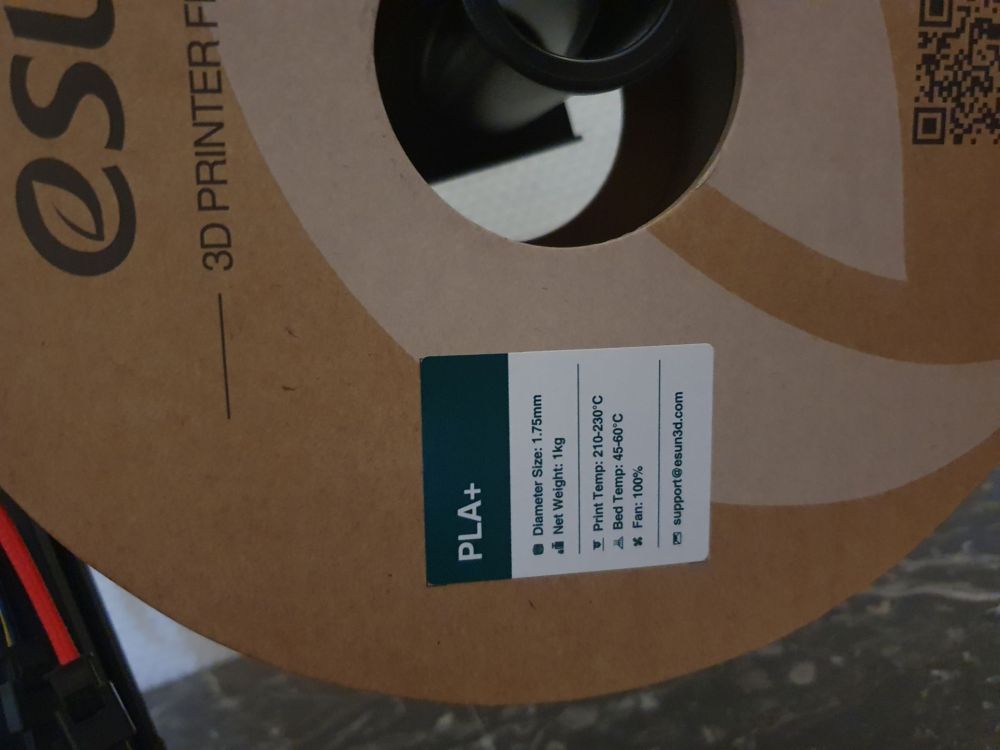
Bonjour, J'ai déjà fait quelques impressions 3d sans problèmes il y a un an. J'ai remis en service l'imprimante aujourd'hui pour un projet avec une nouvelle bobine, et la l'impression est affreuse, mais étant débutant je ne sais pas si ça viens du PLA en lui même, de la buse, de la température choisie etc... L'imprimante est une Ender 5 et le PLA du Esun PLA+. Avez-vous une idée d'ou viens le problème ? Merci !!! buse à 220° et plateau à 55°

-
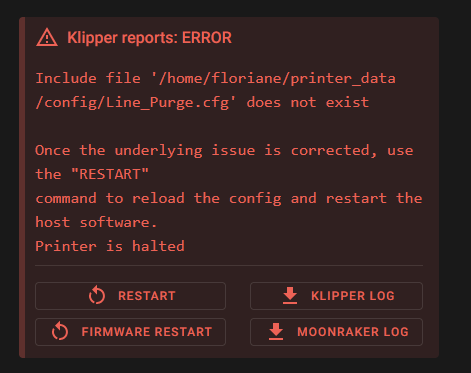
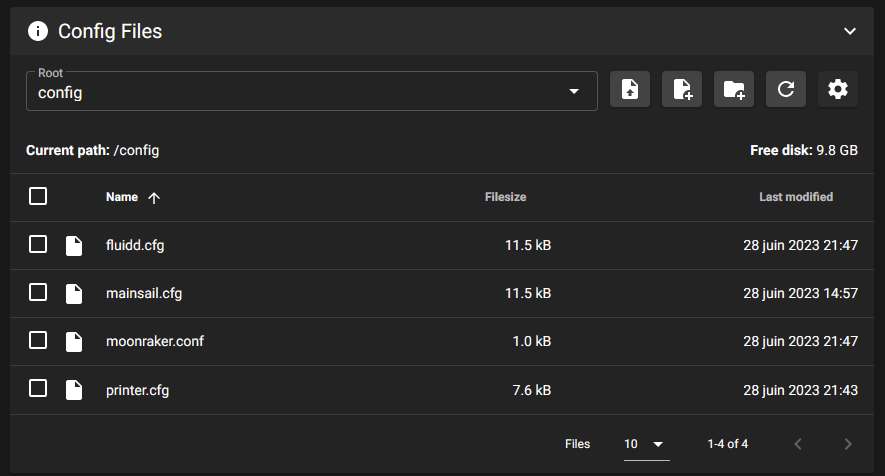
Bonjour, Je me suis lancée dans l'aventure Klipper, et après moultes problèmes, je sèche sur ce dernier. Pour l'installation, j'ai suivi en grande partie le tutoriel de @fran6p pour l'installation (merci beaucoup à toi) : - J'ai donc installé sur le raspberry klipper, moonraker, et mainsail. - Pour l'imprimante, j'ai pu la flasher aussi. (d'ailleurs si certains passent par là et ont des problèmes de flash : il faut brancher la carte SD sur le port "normal" (pas à côté de l'alimentation), mettre le fichier klipper.bin dans un dossier qui s'appelle STM32F4_UPDATE, et avoir une petit carte SD (32Go : ça marche pas, 4Go : ça marche, mais je ne sais pas à quel moment ça bloque). - J'ai ensuite lancé l'interface web, qui avait une erreur du type "config/fluidd.cfg n'est pas présent". J'ai trouvé ça bizarre parce qu'il me semblait que c'était soit mainsail soit fluidd. - Je l'installe quand même (fluidd). L'erreur se fait remplacer par une nouvelle : (Même erreur sur mainsail ou fluidd) Je vois bien que le répertoire est disponible depuis l'interface web : Mais je ne pense pas que créer un fichier vide m'aide beaucoup ? Pour l'imprimante, j'essaye de l'installer sur une ender 5 s1. Je mets mon printer.cfg en copie, au cas où (je ne peux pas uplade un .cfg, je l'ai juste renommé .txt, vous pouvez le repasser en .cfg une fois téléchargé) Je n'ai rien trouvé à propos de Line_Purge sur le net.. Si quelqu'un a une piste, please halp Merci beaucoup ! printer.txt

-
Bonjour à tous ! Je rechange une fois de plus d'imprimante et me sépare donc de mon précieux actuel. Il s'agit d'une Ender 5 achetée sur AliExpress en Avril 2020. Environ 300 heures d'activité. Lien des caractéristiques : Ici Modifications apportées : Carte mère silencieuse 1.1.5 Officielle BLTouch Officiel Direct Drive Extrudeur Acier MK8 Firmware TH3D Plateau en verre Creality L'imprimante sera vendue avec tous les accessoires nécessaires à son fonctionnement et plus : Clés Allen Clés plates Pince coupante Tournevis plat 2 Buses 0.4mm Plateau en verre Creality Plateau magnétique Carte mère d'origine Bobine blanc d'origine + échantillon PLA Argent Lecteur de carte SD/MicroSD avec SD 4Go neuve Kingston et son lecteur SD Spatule Brucelles (Pince à Epiler) Je la cède pour 200€ à négocier Possible d'envoyer mais pas dans le carton d'origine, sinon disponible sur la métropole Lilloise Bonne soirée

-
Bonjour, Je suis débutant en impression 3D et je viens d'acheter une Ender-5. Après une mise en route sans problème, j'ai utilisé des fichiers STL provenant d'internet et le logiciel Cura car on m'avait dit que c'était le plus facile à utiliser et le meilleur de sa catégorie. Après quelques essais (une dizaine) déplorables je suis passé sur le logiciel de "Creality Slicer 1.2.3.". J'ai obtenu des résultats qui ressemblaient enfin à des objets 3D. Mais il faut encore modifier des paramètres pour arriver à des résultats acceptables. Je cherche auprès de vous qui êtes des amateurs confirmés les paramètres corrects pour un cas précis. Les problèmes : les parois externes et internes sont des couches qui se décollent (genre millefeuille), le dessus de l'objet n'a pas de finition, question solidité c'est de la "gaufrette" friable, etc ... Bref, c'est laid ! Modèle : Ender 5, PLA : Amolen Silk-like (blanc) 1,75 mm Je joins les fichiers STL, INI et les photos du résultat. Je remercie d'avance ceux qui seront en mesure de m'indiquer quels paramètres sont à changer dans ce profil afin d'obtenir un bon résultat. Contenu du fichier INI : [profile] layer_height = 0.2 wall_thickness = 1.6 retraction_enable = True solid_layer_thickness = 2.4 fill_density = 100 print_speed = 40 print_temperature = 215 print_temperature2 = 0 print_temperature3 = 0 print_temperature4 = 0 print_temperature5 = 0 print_bed_temperature = 60 support = Touching buildplate platform_adhesion = None support_dual_extrusion = Both wipe_tower = False wipe_tower_volume = 15 ooze_shield = False filament_diameter = 1.75 filament_diameter2 = 0 filament_diameter3 = 0 filament_diameter4 = 0 filament_diameter5 = 0 filament_flow = 100 nozzle_size = 0.4 retraction_speed = 40 retraction_amount = 4 retraction_dual_amount = 16.5 retraction_min_travel = 1 retraction_combing = All retraction_minimal_extrusion = 0.0 retraction_hop = 0.0 bottom_thickness = 0 layer0_width_factor = 100 object_sink = 0.0 overlap_dual = 0 travel_speed = 80 bottom_layer_speed = 20 infill_speed = 20 solidarea_speed = 15 inset0_speed = 15 insetx_speed = 30 cool_min_layer_time = 5 fan_enabled = True skirt_line_count = 1 skirt_gap = 3.0 skirt_minimal_length = 150.0 fan_full_height = 0 fan_speed = 15 fan_speed_max = 30 cool_min_feedrate = 15 cool_head_lift = False solid_top = True solid_bottom = True fill_overlap = 100 perimeter_before_infill = False support_type = Grid support_angle = 30 support_fill_rate = 15 support_xy_distance = 0.7 support_z_distance = 0.15 spiralize = False simple_mode = False brim_line_count = 15 raft_margin = 5.0 raft_line_spacing = 3.0 raft_base_thickness = 0.3 raft_base_linewidth = 1.0 raft_interface_thickness = 0.27 raft_interface_linewidth = 0.4 raft_airgap_all = 0.0 raft_airgap = 0.22 raft_surface_layers = 2 raft_surface_thickness = 0.27 raft_surface_linewidth = 0.4 fix_horrible_union_all_type_a = True fix_horrible_union_all_type_b = False fix_horrible_use_open_bits = False fix_horrible_extensive_stitching = False plugin_config = object_center_x = -1 object_center_y = -1 [alterations] start.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M109 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end.gcode = ;End GCode M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning M81 ;{profile_string} start2.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end2.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} start3.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T2 ;Switch to the 3rd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end3.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M104 T2 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} start4.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T2 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T3 ;Switch to the 4th extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T2 ;Switch to the 3rd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end4.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M104 T2 S0 ;extruder heater off M104 T3 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} support_start.gcode = support_end.gcode = cool_start.gcode = cool_end.gcode = replace.csv = preswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders. ;This code is added before the T(n) postswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders. ;This code is added after the T(n) Ouvre porte 2.STL Profil V11 essai.ini
2.thumb.jpg.a51a795787022f646aa3b0b8213ca0f5.jpg)
2.thumb.jpg.30072811eae2282236eb451bb54aa28a.jpg)
2.thumb.jpg.985024427d7fb1630132fd1269ed0658.jpg)
-

Recherche conseils - Ender 5 pro ou Artillery Sidewinder x1
Atom a posté un sujet dans Bien choisir son imprimante 3D
Bonjour à tous ! ca fait longtemps que je n’étais pas venu sur ce forum ;) Je vais reprendre une imprimante 3D d’ici quelques jours afin de remplacer la mienne. jaurais vraiment aime avoir votre avis car j’hésite de plus en plus entre l’ender 5 pro ou l’Artillery sidewinder. J’ai lu pas mal de truc à gauche et à droite alors le je commence vraiment à être confus. c’est pour ça que je viens quérir votre aide afin de prendre vos conseils et de voir si ça peux m’aider à choisir. merci d’avance ;) -

marlin Optimisation Marlin 2.0
Koubiacz a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Salut, J'ai actuellement une Ender 5 Pro, j'ai eu beaucoup de problèmes au début mais j'ai réussi à m'en sortir Sur cette machine j'ai un extrudeur Bondtech et un Bltouch fonctionnel. J'aimerai rajouter un détecteur de fin de filament et si il reste de la place de chauffage du bed par PID. J'ai fouillé pas mal sur le net et j'ai suivi en parti un tuto provenant de ce forum. J'ai custom le firmware Marlin 2.0 afin de l'alléger -Speaker desactivé -Écran de boot et logos custom supprimés -Menu "About" supprimé -Assistant du leveling manuel supprimé -Fonction Fade Heigh supprimée -Télémétrie par USB désactivé -Sécurité longueur max extrusion en manuel supprimée (j'ai laissé le blocage de l'extrusion à froid) -Suppression du scrolling des noms des fichiers -Suppression de la modification de l'eeprom par l'utilisateur (J'ai flashé avec mon offset Z idéal) -Activation du "Slim Menu" -Suppression de la reprise après coupure de courant (La Ender est sur un Onduleur) -Suppression de l'eeprom "Chitchat" Il me reste 7500 octets de libre. J'aimerai savoir si je peux supprimer d'autres choses pour gagner en place? J'ai peu être oublié des choses? Je pense par exemple au menu "Advanced settings" avec les sous menus Step/mm et Filament qui me servent jamais. Plus tard j'installerai peut-être un Octoprint ce qui me permettra de supprimer la gestion de ma microSD et les menus, mais pour l'instant j'aimerai le conserver. Merci












2.jpg.eb76a26145cf042ac11ff1ba8dcdc3cb.jpg)
2.jpg.5ee6ac72d8b132141ac6d5a5e5a1a654.jpg)
2.jpg.902c4a8424dce9009bad63d4d6c6853a.jpg)