Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/05/2024 Dans tous les contenus
-
Oui, le moteur du forum est magique…3 points
-
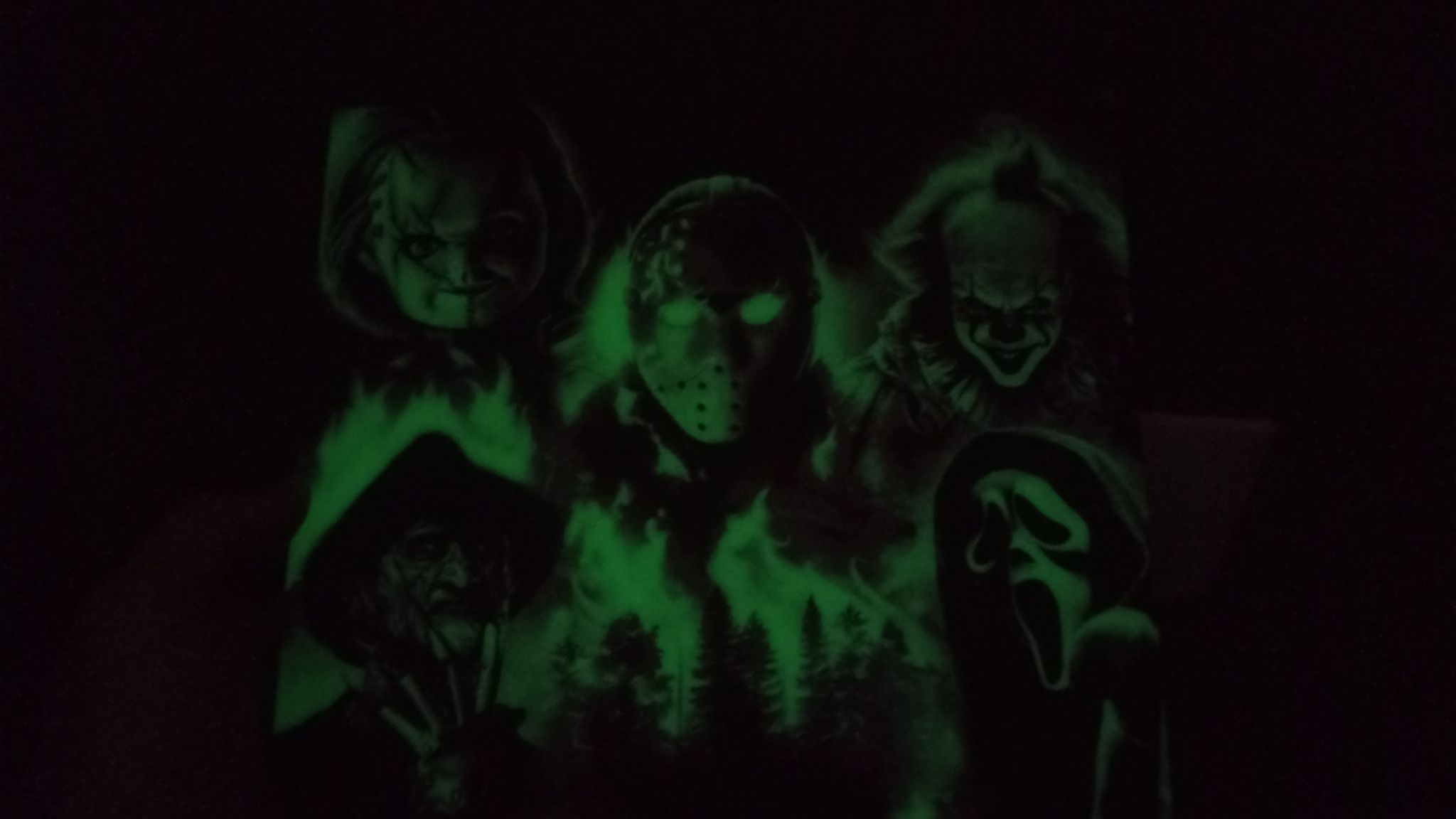
hueforge avec filament phosphorescent et une lampe pour aller dans les toilettes Le filament phosphorescent passe bien dans l'AMS pour rentrer mais il ne veut pas en sortir, il se coupe bien, il sort bien de l'extrudeur mais bloque des que c'est l'AMS qui doit prendre le relais pour le sortir, je doit le faire à la main et j'en chie pour le tirer...


 3 points
3 points -
Zut @PPAC a pris son café depuis il sait compter Bravo à @RFN_312 points
-
Pour ma part, je pense partir sur une solution technique ingénieuse quoique plus complexe (qui n'utilise aucun additif, le floculant liquide finissant par diluer irrémédiablement l'IPA à la longue avec de l'eau et le polluer par des sels d'aluminium à la place de la résine). Il s'agit d'un dispositif inventé il y a un an par un Américain du nom Nick Wilson, et popularisée récemment par Eric Strebel sur YouTube. Pour les non anglophones, il s'agit de filtrer l'IPA souillé par la résine via une pompe électrique, en circuit fermé. Le liquide est aspiré par un tuyau en entrée directement depuis le bac de la Wash & Cure et rejeté dedans par un tuyau en sortie, en même temps. Le niveau reste donc constant dans le bac. Entre les deux, l'IPA passe en boucle plusieurs fois à travers deux filtres (jetables). Un astucieux réacteur à UV en bobine (entouré d'un ruban LED enroulé en serpentin tout autour) polymérise petit à petit la résine à chaque cycle, ce qui la fait partiellement précipiter et favorise sa captation par les filtres. En faisant tourner sa machine de filtration pendant 15 à 20 minutes, l'IPA souillé par la résine, initialement opaque, redevient transparent dans le bac de la Wash & Cure. D'autres personne ayant répliqué la machine disent que l'IPA ainsi filtré et redevenu clair puis placé au soleil pendant des heures ne montre aucune précipitation de résine polymérisée ! Wilson a dit au début de ce projet avoir déjà passé plus de 5 kg d'objets en résine à travers ce système sans que les filtres montrent la moindre faiblesse. Une fois ceux-ci saturés en résine, la pompe limitée en pression maxi se mettra automatiquement en sécurité, ne pouvant plus pousser le liquide à travers les filtres. Ce sera le moment indiquant qu'il faut changer ceux-ci. Le projet a maintenant une dizaine de mois, j'ai demandé à Wilson s'il a fini par devoir changer ses filtres et au bout de combien de kg de résine imprimée. Je mettrai à jour ce message s'il me donne la réponse. Mais déjà, vu le prix élevé au litre de l'isopropanol et le prix ridicule des filtres sur eBay, ce système semble intéressant financièrement, ainsi qu'écologiquement : on conserve l'IPA très longtemps sans le jeter, on ne fait qu'apporter un peu de complément pour contrecarrer l'évaporation, qui reste de toute façon limitée tant qu'on conserve le bac scellé. Seul les filtres solides de taille compacte sont à aller jeter en déchetterie une fois saturés. L'ensemble est aussi satisfaisant (il y a un côté très geek dans ce montage) mais aussi plus pratique et plus rapide que de laisser la résine curer et précipiter au soleil. Il n'immobilise pas non plus le contenant, en tout cas pas plus de 20 minutes à chaque filtration. Pour moi, y a pas photo. La page Hackaday montrant ce projet (elle contient également la vidéo YouTube de Nick Wilson) : https://hackaday.com/2023/08/21/resin-printer-temperature-mods-and-continuous-ipa-filtration/ La seconde video de réplication d'Eric Strebel : Attention, il faut utiliser des tuyaux souples en silicone ou en PTFE et non pas en PVC, qui risque de se dégrader et de craqueler sous l'effet de l'IPA, et dont en plus on n'est pas certain de la transparence vis-à-vis des UV. Personnellement, je compte partir sur une pompe 45PSI à raccords ½" NPT en 12VDC (et non 230VAC) pour davantage de sécurité, n'étant pas vraiment fan des tensions électriques élevées en présence de liquide. L'ajout d'une prise de courant Wi-Fi programmable (minutée à 20 mn max) me permettra aussi de lancer un cycle sans risquer d'oublier la machine en fonctionnement durant des heures.2 points
-
Si mais déplacé de «Discussion sur les imprimantes» dans la section «Présentation»… Probablement dû au fait de l'inscription très récente puis de la création de son premier post ou alors il y a quatre heures (au moment où je rédige) @PPAC n'avait pas encore consommé assez de stimulant (café, thé, vitamine C, …) pour être pleinement réveillé2 points
-
Donc tu peux voir que j'ai modifié avant que tu ne publies ta réponse...2 points
-
pour ajouter une ligne dans le menu principal : [menu __main __preheat] type: list name: Préchauffage pour ajouter une ligne dans le nouveau menu : [menu __main __preheat __petg] type: command enable: true name: Preheat PETG gcode: PREHEAT_PETG avec PREHEAT_PETG qui est une macro à définir et pour plus de détails/options : Référence de configuration - Documentation Klipper (klipper3d.org)2 points
-
Bonjour, Quelques échantillons...
 2 points
2 points -
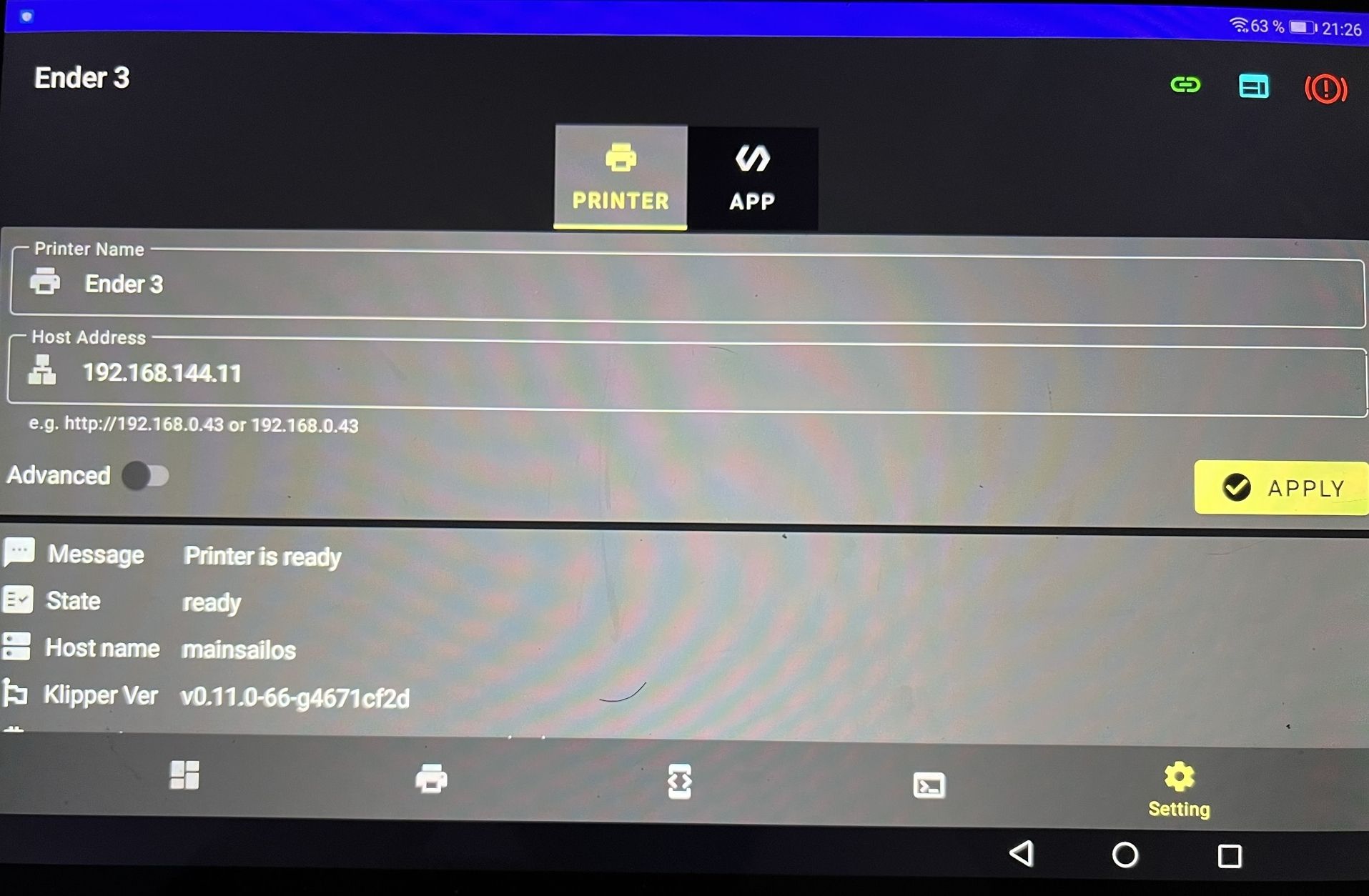
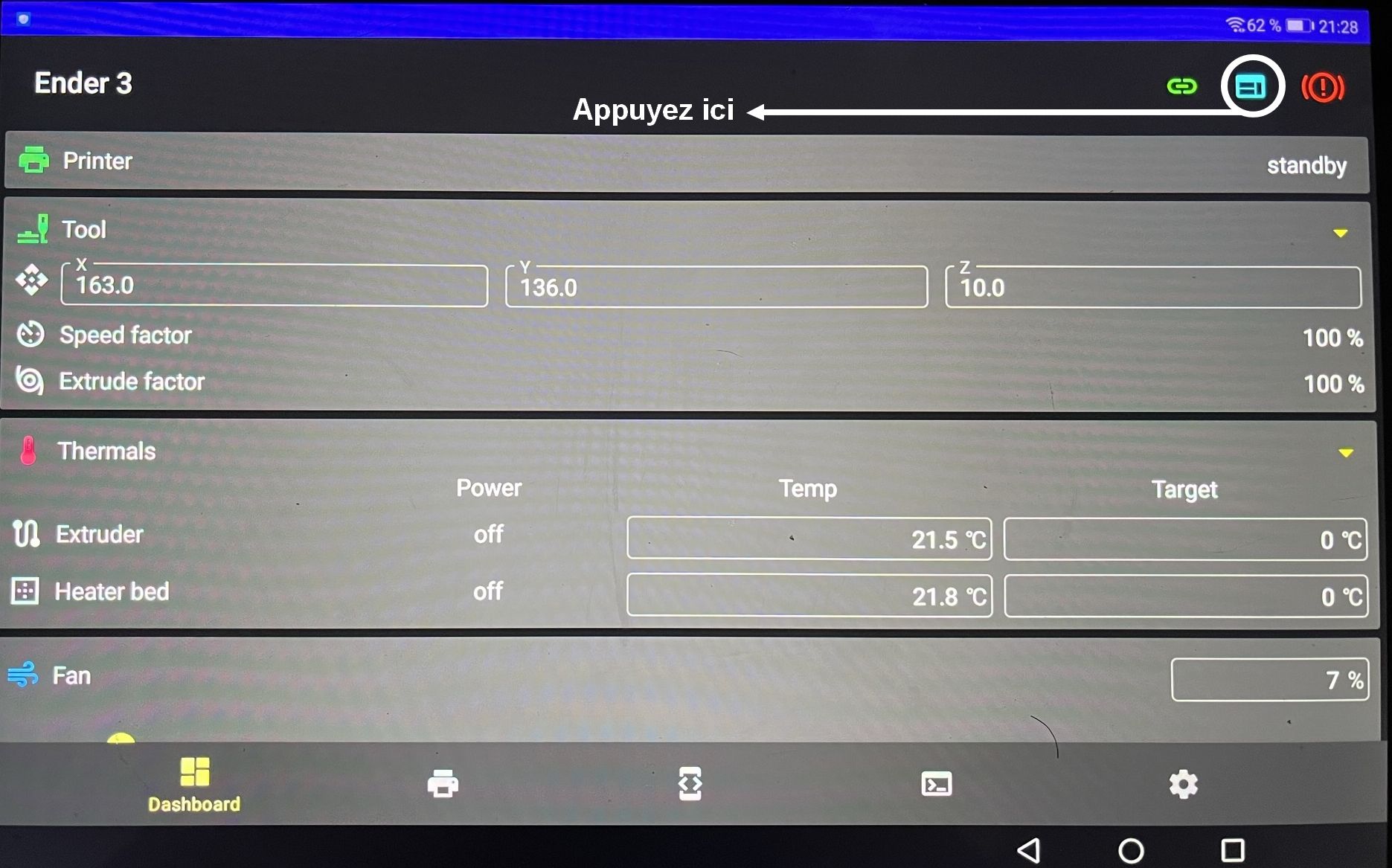
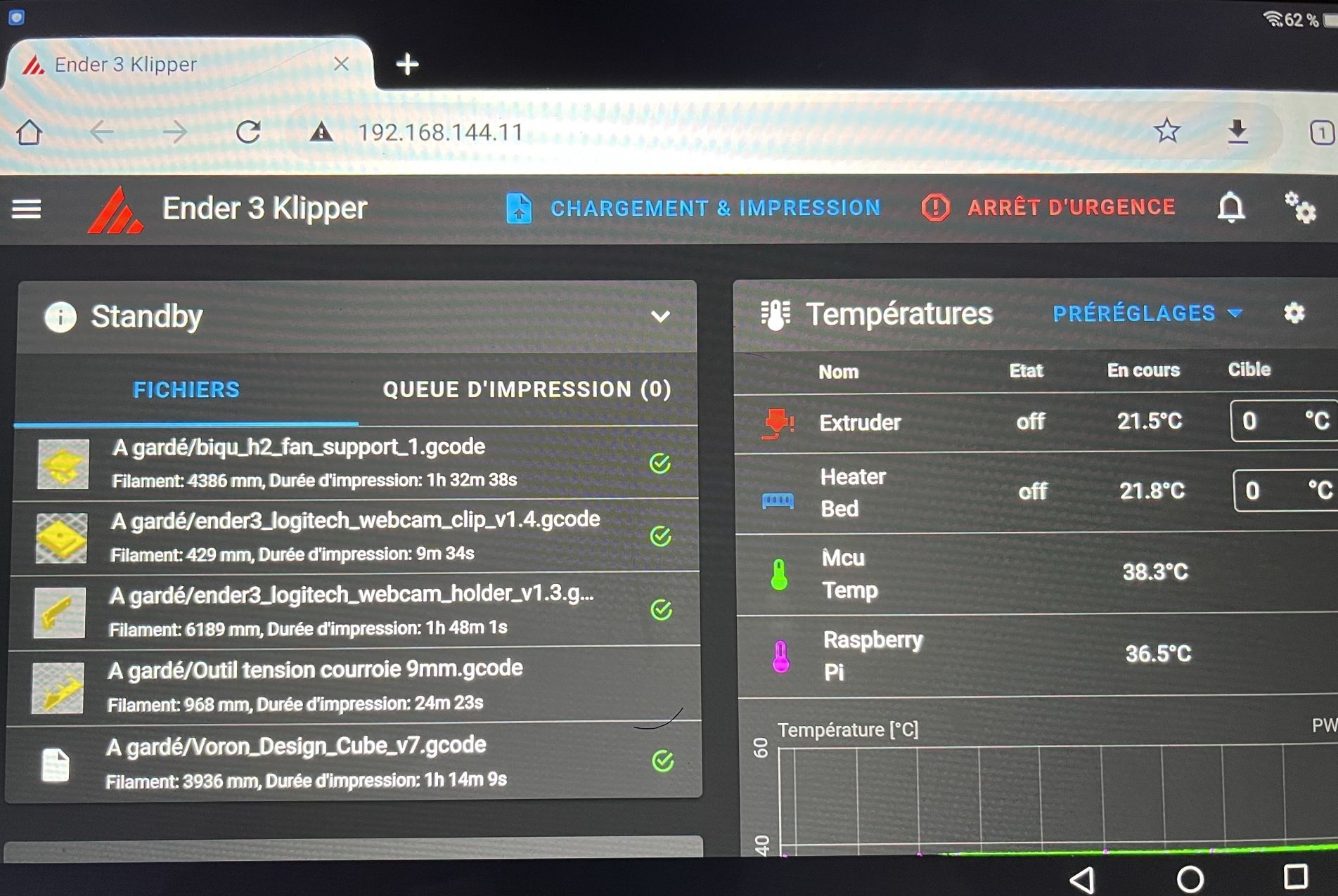
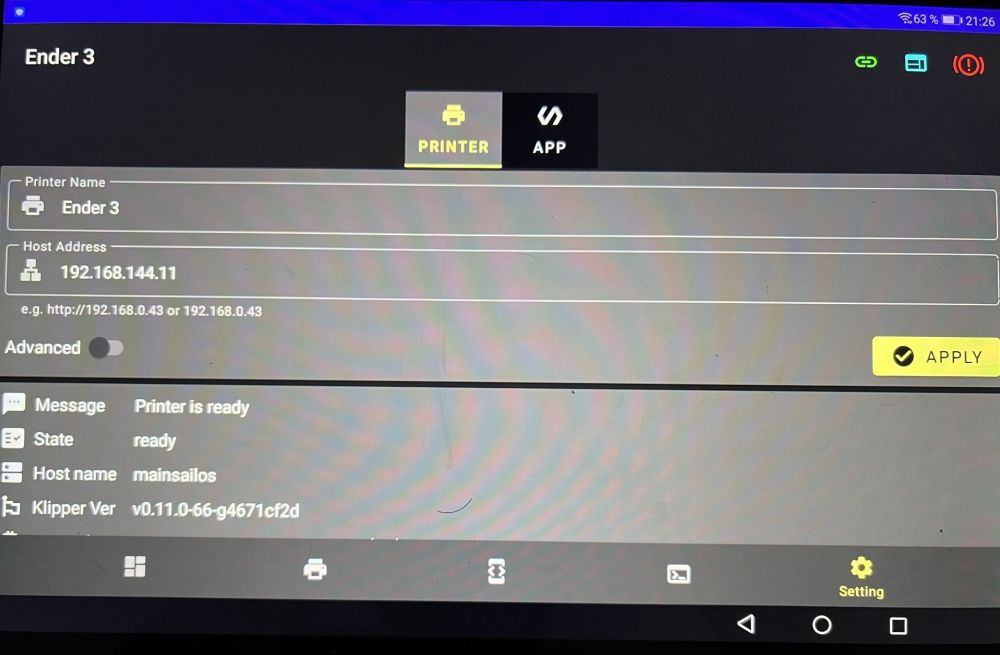
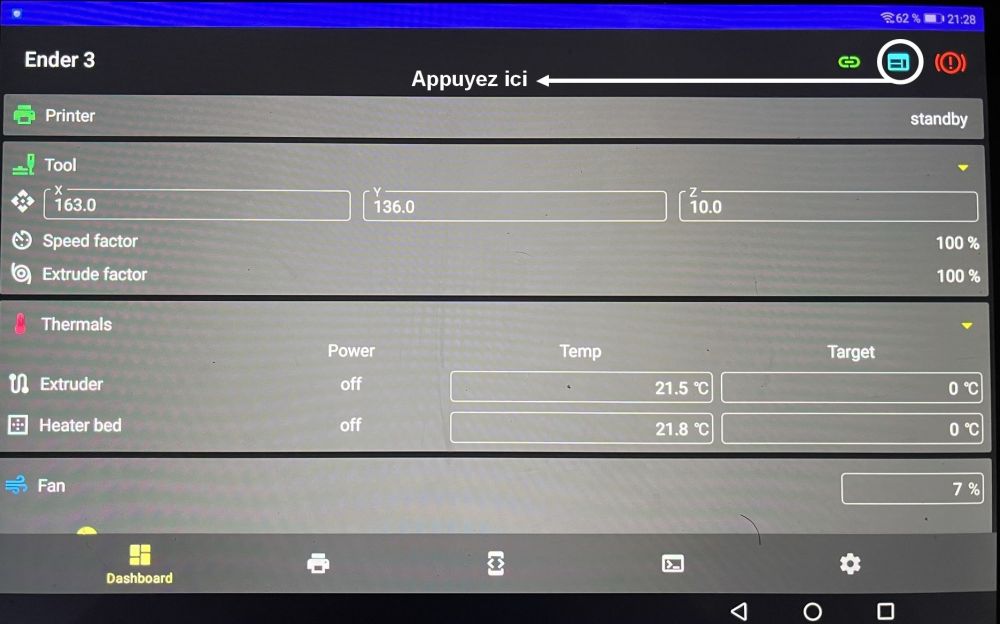
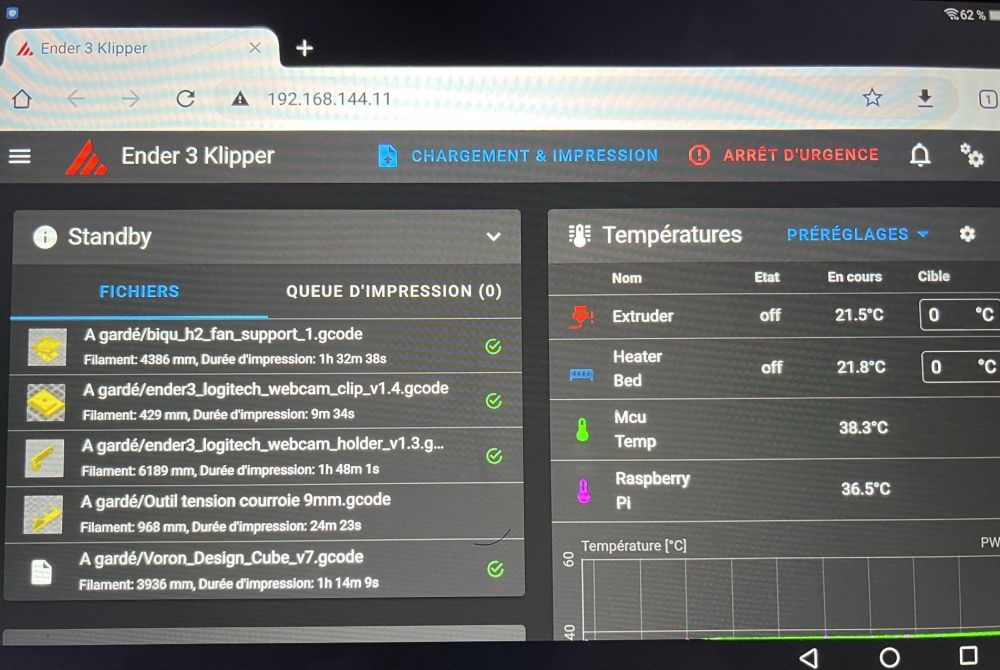
Bonjour/Bonsoir Je ne sais pas si beaucoup d'entre vous aimeraient avoir Klipper sur tablette Androïd, mais ce n'est ni compliqué ni pénible à faire. Voici une astuce toute simple et qui ne prend que quelques minutes pour avoir Klipper sur Android. Etape 1: Télécharger Klipperoid pour Android Etape 2: Indiquer l'adresse IP de votre Raspberry Etape 3 : C'est déjà fini, à vous Klipper sous Androïd sans à galérer plus que ça. Cliquez sur les options, renseignez les champs comme suis Appuyez simplement ici comme le montre la capture. Vous serez alors redirigé vers votre navigateur ou Klipper s'ouvrira comme sur votre PC. A vous la tablette sous Klipper sans passer des heures à tout configurer PS: les captures d'écran sont assez nulles, mais j'avais que ça sous la main, j'espère que ça en aidera plus d'un et vous seras utile. Si ce "Tuto" n'à pas lieux d'existé, vous pouvez le supprimé. @PPAC je comprend pas je l'avais mis dans la section tuto
 1 point
1 point -
Pas de certificat, le bon d'achat a été envoyé 3 ou 4 jours après validation.1 point
-
Bonsoir @chrisdedu25700 L'écran de base de la Ender3 V2 n'est pas tactile mais avec un bouton encodeur rotatif. Quel écran as-tu ? le rotatif ou celui-ci :
 1 point
1 point -
Ha mais oui ! Mes excuses, je n'avais pas vérifié les timestamp. En effet, tu as fait la modification quelque minutes avant le post de pascal_lb. Donc tu est le gagnant ! ( le seul officiel après correction )

 1 point
1 point -
Voici un firmware compilé à partir de ces sources de Marlin et de ces fichiers de compilation Ender3V2S1-mrisco_Ender3V2-V427.zip. firmware-Ender3V2BLTouch_V1.bin J'ai fait les hypothèses / choix suivants: - régulation par PID de la tête - CRtouch branché sur le port spécifique à 5 broches (pas le connecteur Zmin). Le décalage X,Y sera peut-être à corriger. - PAS de détecteur de filament branché sur la carte-mère - initialisation de l'eeprom après le flashage du firmware - l'input shaping est activé. En attendant de le régler (voir ici ), il faudra ajouter la ligne M593 F0 au début du Gcode de démarrage - la reprise après coupure d'alimentation est désactivée. Il suffit de l'activer dans le menu adéquate - le linear advance est activé mais défini à 0 en attendant le réglage ( voir cette vidéo ) j'ai activé le babystep: en double-cliquant sur le bouton rotatif de l'écran lors de l'impression de la couche initiale, tu pourras régler la hauteur de la buse pour écraser plus ou moins la couche (voir cette vidéo pour mieux comprendre le principe) l'une des 1ères choses à valider sera le fonctionnement du BLTouch. Je te conseille de placer la buse à ~100mm au dessus. Lorsque celle-ci descend au début de la prise d'origine en Z, tu enfonces la touche du CRTouch avec le doigt. Si la buse continue sa descente, alors il faudra éteindre rapidement l'imprimante pour éviter la collision.1 point
-
Tu peux demander à un des @Administrateurs ou , si ils en ont le pouvoir, à un @Modérateurs Globaux de fusionner ton nouveau compte avec l'ancien, en précisant lequel @Christopher25700 (après recherche ). Cela permettra d'avoir l'historique des modifications de ton imprimante. Tu confirmes que c'est un STM32F103RET6 et non un RCT6?1 point
-
Oui gagné ! (Edit > En fait non ... les timestamp montre bien que RFN_31 a fait l'édition avant ... ) https://forum.makeronline.com/topic/ Exciting News Weekly Upload Challenge Winners Announced -297.html Une édition pourrait laisser penser que la victoire est pour Mais non. C'est une édition blague tardive, qui n'est donc pas considéré comme la réponse gagnante. Bon en même temps comme il n'y a rien a gagner ... Donc oui c'est gagné aussi !1 point
-
Pareil, le bon m'a été donné sans certificat.1 point
-
Remboursement réalisé sans certificat pour ma part1 point
-
J'ai contacté Jean Marc d'ArianePlast pour avoir des précisions concernant les filaments hautes vitesses Voici ma question suivi de sa réponse : Je voudrai avoir ton avis sur les filaments hautes vitesses, penses tu que c'est une arnaque commercial ou une réalité ? Pour t'apporter quelques précisions concernant les filaments haute vitesse c'est simplement un grade de PLA plus fluide qui est utilisé. Comme il est plus fluide le moteur va arriver à pousser le fil à une température d'affichage " normale d'utilisation " aux alentours des 200°c. Pour t'expliquer un peu plus dans les détails plus un pla a des chaines de molécules longues / plus il est résistant mécaniquement / plus il est compliqué a fabriqué / plus il est cher / et plus il faut le chauffer. Un test simple pour le voir tu prend un fil HI speed et tu descend la température de ta buse a 160°C , tu constatera que tu arrive toujours a le pousser et il s'écoulera. Un pla Arianeplast ( grade ingeo 4043D) tu n'arriveras pas à le faire fondre a 160°C. Si tu essayes de fabriquer du pla dans ta cuisine comme on peut le voir dans certaines vidéos sur YouTube tu va arriver à faire un PLA qui va durcir mais à peine tu vas le chauffer qu'il sera à nouveau liquide. ( ça c'est un pla de faible qualité) Par contre si tu fabrique un PLA dans un laboratoire ou en industrie avec tout le matériel nécessaire tu vas arriver à faire un pla avec des chaines de molécules beaucoup plus longues (ce qui caractérise en général un polymère de qualité et résistant) Et là tu va avoir un plastique qu'il va falloir chauffer plus pour le ramener à nouveau à l'état visqueux (visqueux, mais pas liquide) Moins le pla est de bonne qualité plus tu peut l'imprimer vite a une température " de base 200°c" Ce qu'il faut toujours garder en tête c'est le temps de séjour du fil dans la tête d'impression. C'est pour cela que toutes les imprimantes ont des bloc de chauffe et des buses plus longue. Par exemple j'ai réalisé des pièces avec notre PETg à haute vitesse. température standard noté sur la bobine 245°C A cette vitesse tu pourras constater qu'a une vitesse de 300mms la dépose ne se fait plus correctement. Le remplissage va devenir merdique car la couche chaude ne va pas se souder à la couche précédente. Tu pourras aussi observer que ta pièce va devenir plus mat. ( c'est que tu ne fais pas bien fondre ton polymère) Il suffit juste d'augmenter la température a 265°C pour constater que le remplissage va à nouveau bien se déposer (le temps de monter de quelques couches) et ta pièce va redevenir brillante. (comme elle l'est en temps normal aux vitesses que l'on avait l'habitude d'utiliser sur les générations de machines précédentes) C'est exactement pareil avec n'importe quel polymère. PLA/ABS/Nylon ect Tu peux utiliser des fil " normaux " à très haute vitesse, il suffit de ne pas avoir peur de sortir des tranches de températures défini sur la bobine. (Ils auront même tendance à garder une meilleure forme et à mieux garder les côtes de ta pièce en refroidissant) Les fabricants de fil ont défini des bases de température sur les machines qui étaient commercialisé jusqu'à présent. PLA 200/230°c Le fait que les machines ont évoluées, fait que les indications de température ne sont pas bonnes pour des vitesses rapides (10x plus rapide qu'avant) Je pense que les fabricants chinois ont favorisé des grades de PLA plus fluide pour ne pas devoir surdimensionner le moteur de l'extruder à cause de l'inertie pendant les mouvements pour pouvoir imprimer vite. Et pour se faciliter leur travail au niveau des sondes de températures et des cartouches de chauffes Et les utilisateurs particuliers ne font pas de test de résistance mécanique en laboratoire surtout pour faire de la figurine, donc un PLA plus fluide et moins résistant mécaniquement pour de l'industrie sera perçu comme plus qualitatif pour un particulier parce qu'il est " HI speed". J'imprime les pièces PLA qu'on produits sur K1 et K1 max a une température de 245°C alors que sur une CR10 je les utilisais a 225°c. (buse 0.4mm) J'imprime les pièces PETG a 265°c sur k1 et K1max alors que sur CR10 je travaillais a 245°C (buse de 0.4mm) Plus je mets une buse grosse, plus je diminue la température. En espérant que cela puisse aider des utilisateurs. Bien sûr tu peux publier ma réponse1 point
-
C'est une très bonne question à laquelle je n'ai pas la réponse fait des tests et tu nous tiens au courant1 point
-
Tricheur Petite info les modos peuvent voir toutes les modifications de post1 point
-
@PhoneHaven je suppose que notre ami @PPAC a oublié de déplacer ton sujet donc je le fais maintenant1 point
-
Pas un mail, mais en réponse dans le ticket ouvert !1 point
-
Makerworld, makerporn, makeronline, maker3d1 point
-
pas tant que ça...1 point
-
Trop tard1 point
-
Avec énormément de difficultés, j'avancerai Makeronline...1 point
-
Elegoo, Two Trees, makerbidulechouette ?1 point
-
Anycubic? Le «nouveau» collecteur de modèles makerquelquechose?1 point
-
Oui Encore oui Donc pour résumer ce que c'est, = Une bobine de filament le fabricant, le matériaux, la couleur, = Noir combien cela m'a coûtée = 0 USD et comment j'ai fait pour l'avoir a ce prix. = Gains de points échangeable contre un bon d'achat car j'ai fait plein d'uploads sur "Maker<qqchose>"1 point
-
Une bobine de filament obtenue gratuitement après téléversement d'un nombre incalculable de modèles sur une plateforme genre Printables mais dont le nom commencerait par Maker ? Pour la couleur… aucune idée car comme Ford avec ses modèles T, le choix de la couleur est libre à condition que ce soit du noir1 point
-
Salut pour faire la mise à jour du firmware il faut éteindre la cnc . Seul la prise USB assure la mise à jour du firmware à condition que le port USB soit reconnu par le Laser GRBL. l'alimentation du 5V est assuré par le port USB, nota il faut s'assurer que le câble qui relie la CNC soit bien un data et de bonne qualité... La commande $$ dans la console permet de vérifier le contenu du firmware et d'apporter des modification comme en exemple $3=2 pour inverser l'axe Y. $110 c'est le paramètre de la vitesse de déplacement des axes c'est bien la solution du correctif. Il faut corriger les trois axes et tout rentre dans l'ordre. voici un lien qui répond à tout Configuration de GRBL v1.1 - BenMaker.fr - CNC A+1 point
-
Salut je suis un modélisateur 3D ayant fait plusieurs modèles sur le site cults https://cults3d.com/fr/utilisateurs/PhoneHaven/fichier-3d Je suis donc en possession d'une imprimante 3D Je ne shouaite pas en faire un don mais je serai joyeux de vous imprimer les automates et les marionnettes que vous aurez préalablement modéliser à des prix très intéressant ou vous ne paierez quasiment que le coût du filament est l'envoi par la poste Je serai ravi de travailler avec vous sur ce projet Cdt1 point
-
Pour le hueforge il y en a pour un peu plus de 5h d'impression.1 point
-
J'ai vue quelqu'un d'autre avoir ce souci sur facebook (pas avec un filament phosphorescent) et il a résolu le souci en enlevant l'adaptateur Y qu'il avait imprimé, un autre avec le même problème l'a résolu en mettant celui de bambu au lieu d'un imprimé. Je vais faire la même chose pour voir si ça viens de là, j'attend juste que celui de bambu soit de nouveau disponible....1 point
-
J'ai pas trop suivi le dernier Ask Me Anything Bambu Lab sur Reddit mais y'a un résumé sur Fabbaloo Nouvelle techno multi couleurs ? Bambu Lab a dit qu'une "nouvelle génération d'imprimante 3D" pourrait être lancée cette année, laissant sous-entendre la possibilité d'une imprimante 3D multi-têtes similaire à la Prusa XL. Bobine RFID en Open Source ? La réponse est tout simplement non, la vente de bobine fait partie de leur modèle économique... Une Bambu Lab A1 XL ? La réponse est non aussi, les bedslingers (rapides) ne sont pas adaptées aux grands volumes d'impression. API temp réel ? Bambu Lab y réfléchit mais ne s'engage sur aucun détail ou date de sortie. Brancher un second AMS sur la A1 ? Il y a bel et bien un second port sur la A1. Hélas, Bambu Lab n'a pas l'intention de l'utiliser pour un AMS supplémentaire, quatre bobines restera donc le maximum. Ce port est prévu pour une "compatibilité future avec des accessoires". Une grande imprimante 3D Bambu Lab ? Ils y travaillent sans pour autant dire de quelle série il s'agira (existante avec l'ajout d'un L pour Large par exemple ou tout simplement une nouvelle gamme). A voir si c'est de l'ordre de la Kobra 2 Max ou de la Elegoo Giga Perso j'ai hâte de voir le futur flagship !
 1 point
1 point -
Le noir capte la chaleur alors que le blanc la réfléchit ! Moi je mettrais du blanc pour éviter les déformations si la pièce reste exposée au soleil... Je suis en Ile de France : du noir sur un portail et la pièce s'est déformée !1 point
-
bonjour @Axel et @Guillaume3D c'est assez complexe mais la dégradation d'un plastique peut se constater grâce à 13 facteurs qui sont impactés par la lumière. La coloration étant le plus visible pour nous mais il y a la dureté, la résistance à la traction etc etc il y a un vieillissement qui s'engage sur tous plastiques exposés au UV car l'énergie des photons est supérieure à l'énergie de liaison des atomes de carbones mais il faut aussi relativiser car il y a l'intensité des UV et leur profondeur de pénétration qui est très faible, couramment entre 25 et 50 microns donc pas le même impact entre FDM et résine c'est ainsi que les plastiques translucides / transparents résistent plutôt mieux certains plastiques en changeant de couleur se protègent donc c'est complexe voilà de mémoire mes restes de l'école ...1 point
-
Ce petit manuel est bien conçu et donne des idées pour ceux qui veulent clipser des boites ou tenir des portes etc. HP MJF Handbook.pdf1 point