Classement



Contenu populaire
Contenu avec la plus haute réputation dans 03/05/2024 dans Messages
-
Bon j'avais dit que je commencerais avec des montages simples, juste faire clignoter des led mais j'ai pas pu m'empêcher de commencer avec un peu plus dur.... Donc programmation d'un montage de 2 moteurs linéaires (un droite et un gauche) commandés par un interrupteur (pour l'essai j'ai 2 interrupteurs mais sur la voiture il y en aura un 3 positions (on/off/on), donc "on droite" la flèche droite monte, "on gauche" la flèche gauche monte, "off" la flèche (droite ou gauche) descend (je vais utilisé l'interrupteur des clignotants en place sur la voiture) puis montage de 2 capteurs à effet Hall (un sur le levier de frein à main et un sur le levier de vitesse première engagé) si les 2 capteurs sont sur "on" le buzzer sonne, rien si l'un des deux ou les deux sont sur "off". Après quelques erreur ça fonctionne, trop contente plus qu'a faire tout ça propre dans une boîte et installation sur la voiture (je ferais quant même un essai à blanc sur la voiture avant faire le montage final).3 points
-
J'ai pas trop suivi le dernier Ask Me Anything Bambu Lab sur Reddit mais y'a un résumé sur Fabbaloo Nouvelle techno multi couleurs ? Bambu Lab a dit qu'une "nouvelle génération d'imprimante 3D" pourrait être lancée cette année, laissant sous-entendre la possibilité d'une imprimante 3D multi-têtes similaire à la Prusa XL. Bobine RFID en Open Source ? La réponse est tout simplement non, la vente de bobine fait partie de leur modèle économique... Une Bambu Lab A1 XL ? La réponse est non aussi, les bedslingers (rapides) ne sont pas adaptées aux grands volumes d'impression. API temp réel ? Bambu Lab y réfléchit mais ne s'engage sur aucun détail ou date de sortie. Brancher un second AMS sur la A1 ? Il y a bel et bien un second port sur la A1. Hélas, Bambu Lab n'a pas l'intention de l'utiliser pour un AMS supplémentaire, quatre bobines restera donc le maximum. Ce port est prévu pour une "compatibilité future avec des accessoires". Une grande imprimante 3D Bambu Lab ? Ils y travaillent sans pour autant dire de quelle série il s'agira (existante avec l'ajout d'un L pour Large par exemple ou tout simplement une nouvelle gamme). A voir si c'est de l'ordre de la Kobra 2 Max ou de la Elegoo Giga Perso j'ai hâte de voir le futur flagship !
 3 points
3 points -
J'avais le même problème. La solution est d'enlever tous les caractères avec accent (il sont dans les commentaires). une fois fait il n'y a plus de message d'erreur.2 points
-
J'avais oublié de répondre a tes questions, quand je prend des plateau magnétique chez Energetic3D je prend le plus souvent un bi face lisse d'un côté et texturé de l'autre, car comme cela PLA et ABS peuvent aussi être imprimer cote lisse et le texturé sera obligatoire pour du TPU et conseillé pour le PETG. Ce qu'il faut prendre en compte c'est autant le plateau texturé Artillery de la X4 Pro accroche moyennement mais fait quand même le taf, autant le celui de la SW X4 Plus accroche de malade chez moi il est même meilleur en accroche que sur ma Bambulab c'est te dire L'accroche est en effet différente entre des pei lisse ou texturé un PEI texturé demandera souvent une buse un poil plus basse pour bien faire entré la matière dans la texture. Après d'expérience la Qualité du PEI est plus important pour l'accroche et la résistance que le fait d'avoir tel ou tel type de plateau magnétique. Pour infos je dois avoir actuellement avoir une 12aine de plateau magnétique différent actuellement en ma possession sur le cumul de mes 4 FDM actuel, et j'ai tu en tester pas loin de 20 différents depuis 2021, les Energetics3D ne mon encore jamais déçu, les WhamBam sont excellent aussi mais cout un oeil, après dans les autre marque y en a d'excellent et de moins bon cela dépend d'une marque a l'autre. Merci pour ton message . Artillery Slicer fonctionne pas trop mal en soit mais j'aime pas trop son ergonomie mais la c'est avant tout subjectif et personnel, Cura j'ai utilise longtemps ce trancheur mais j'ai arrêté et depuis un peu plus d'1 an j'utilise essentiellement Orca Slicer perso que je trouve plus pratique et qui fait des merveilles si l'on accroche a sont ergonomie comme moi . Pour ton soucis de warping faudrait nous prend un photo de la première couche imprimer sur le plateau pour voir déjà si ton Offset est pas en cause, perso le réglage Manuel j'utilise un méthode peu orthodoxe, je le fais machine éteinte. Je place a la main la tête sur la vis avant gauche du plateau j'ajuste le réglage de la vis a l'aide d'une feuille, puis le déplace la tête sur l'axe X pour réglé le coin avant droit et la je règle de vis, puis j'avance le plateau pour faire de même avec les vis du milieu puis celle de dérrière. Toujours repasser 2 a 3 fois pour faire le tour des vis et adapter les réglages au besoin pour obtenir le réglage manuel le meilleur. Après tous réglage manuel ou changement de plateau PEI je refais un reglage du Z-offset et un ABL du plateau c'est important pour avoir une première couche la meilleur possible. Une fois tous cela fait et bien ajuster tes réglages côté trancheur seront les seule élément a prendre en compte . Pour la calibration de la résonnance j'ai expliqué cela en première page, si il est possible de mettre un ADXL345 usb cela nécessite un intervention et de la configuration sous Armbian en SSH j'ai donc pas expliqué comment faire car je sais d'expérience que beaucoup de personne n'ayant pas l'expérience vont s'y risqué et je vais passer mon temps a rattraper les erreurs commises. Par contre Artillery a a tous paramétré pour l'utilisation un ADXL345 avec pin GPIO, mais la machine mes pas équipé de l'adxl345, il faut donc acheter cette adxl345 preparer un cable adapter pour le brancher sur le port ADX1 sur la carte mère et une fois fait on peux placer ce dernier sur la tête pour effectué une calibration de la résonnance en X puis sur le Plateau pour le faire pour l'axe Y. Si tu as des incompréhensions ou doute sur cette procédure tu pourras pose tes questions pas de soucis.2 points
-
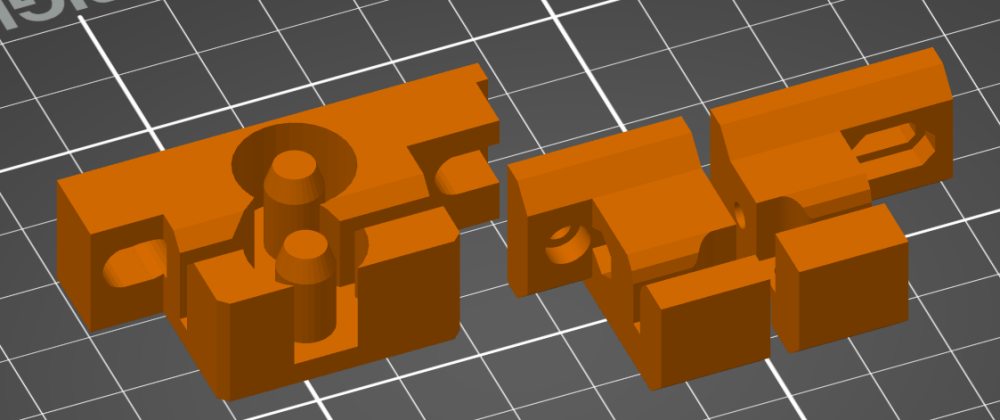
Salut ! C'est une pièce qui a beaucoup évoluée au fil du temps. Sur la MK2S, le réglage de la tension de la courroie s'effectue via le "y-motor". Sur la MK3 (non S) c'est via le "y-idler". J'ai toujours trouvé ce procédé très bricolo, mais ça fonctionne et ça tient dans le temps. Sur la MK3S, un mécanisme de tension a été introduit. Je pense que tu dois pouvoir utiliser le "y-belt-holder" et "y-belt-tensioner" de la MK3S, qui a vu de nez semble compatible (l'entraxe semble avoir été conservé entre le MK42 et le MK52). Avec une vis de réglage : https://github.com/prusa3d/Original-Prusa-i3/tree/MK3S/Printed-Parts/STL Ca ne te coûtera pas grand chose d'essayer.
 2 points
2 points -
Par contre tu peux calibrer aux petits oignons ton/tes filaments avec orca slicer et utiliser les profiles de filament pour être encore plus efficace. Après quand tu auras tes filaments favoris les profils garantiront de toujours utiliser les meilleurs paramètres.1 point
-
Bonjour @Ron222, Comme @Wassingue et @V3DP , je trouve que le rendu est bon. (Oups: la première photo ressemble à l'image prise sur un écran ! - A voir éventuellement le fichier pour un test) Ceci étant, peut être effectuer la mise à jour du Slicer. La nouvelle version étant 1.1.3 Il faudrait expliquer le mot "retrait"1 point
-
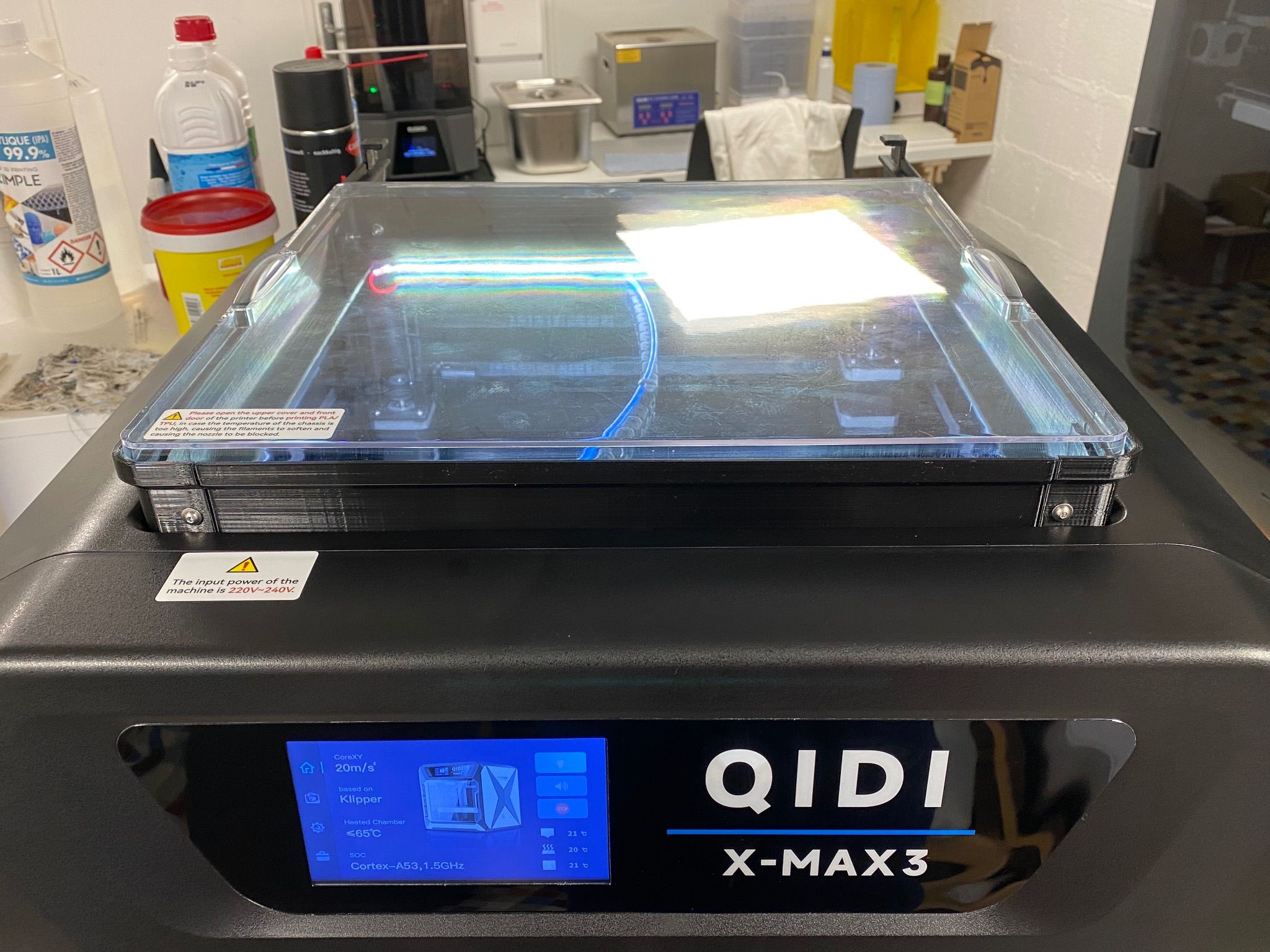
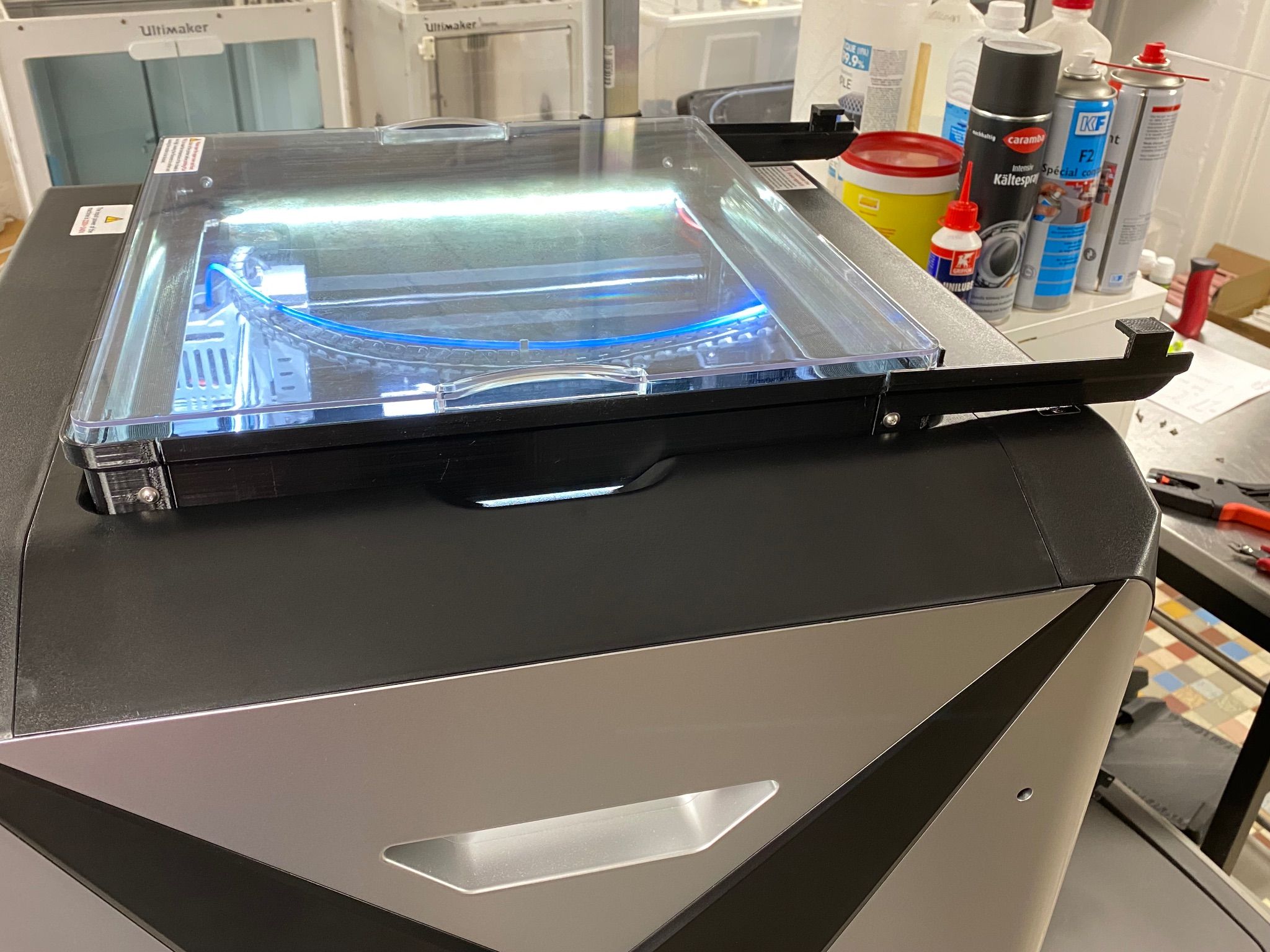
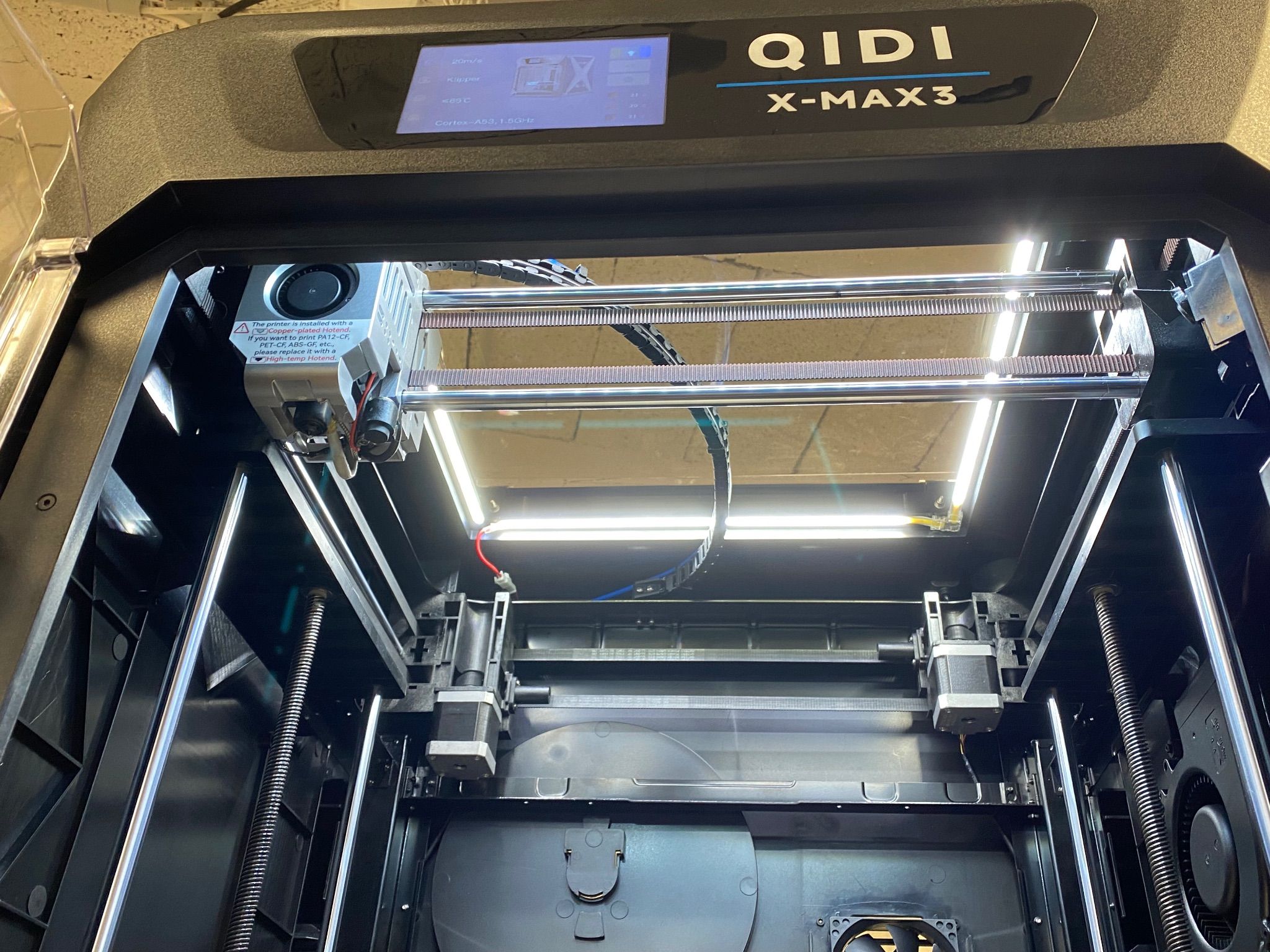
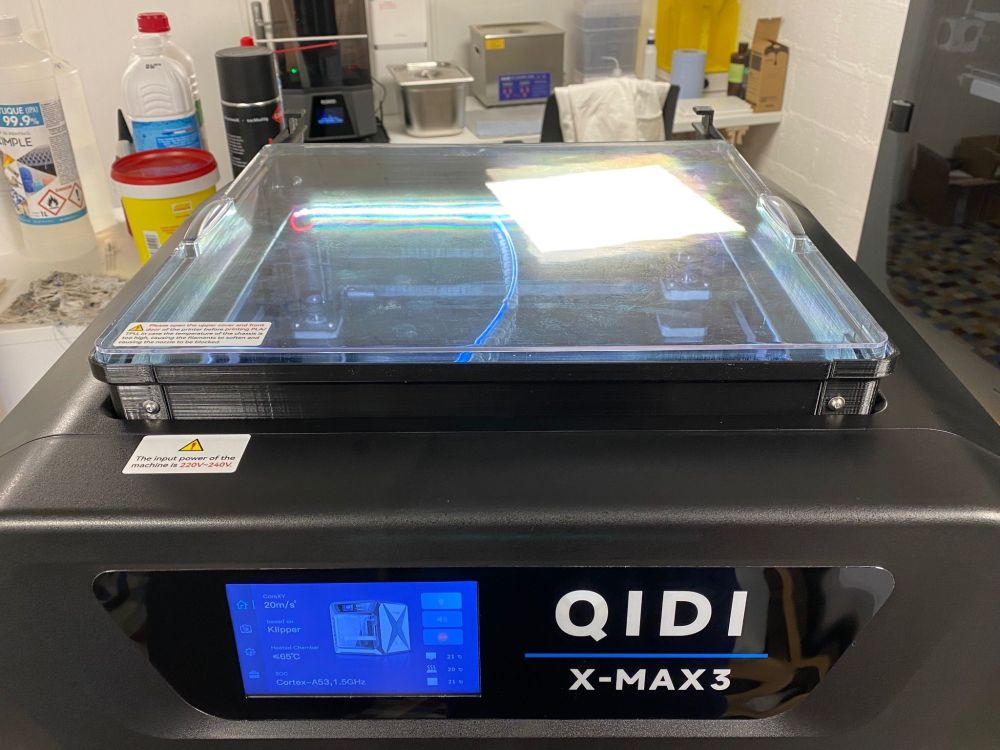
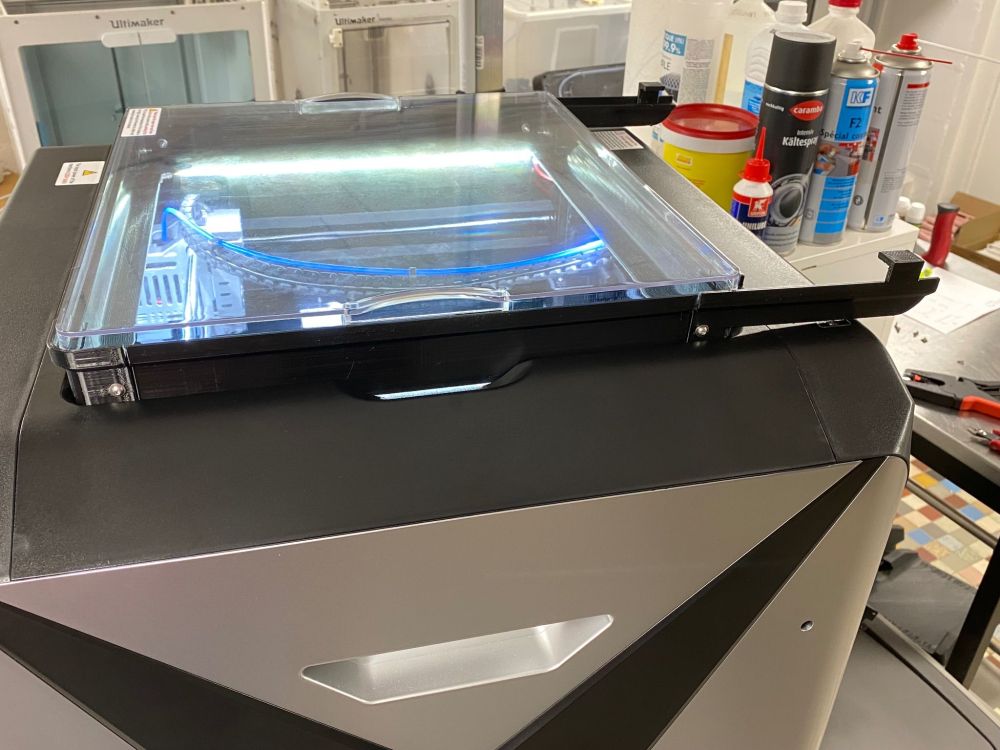
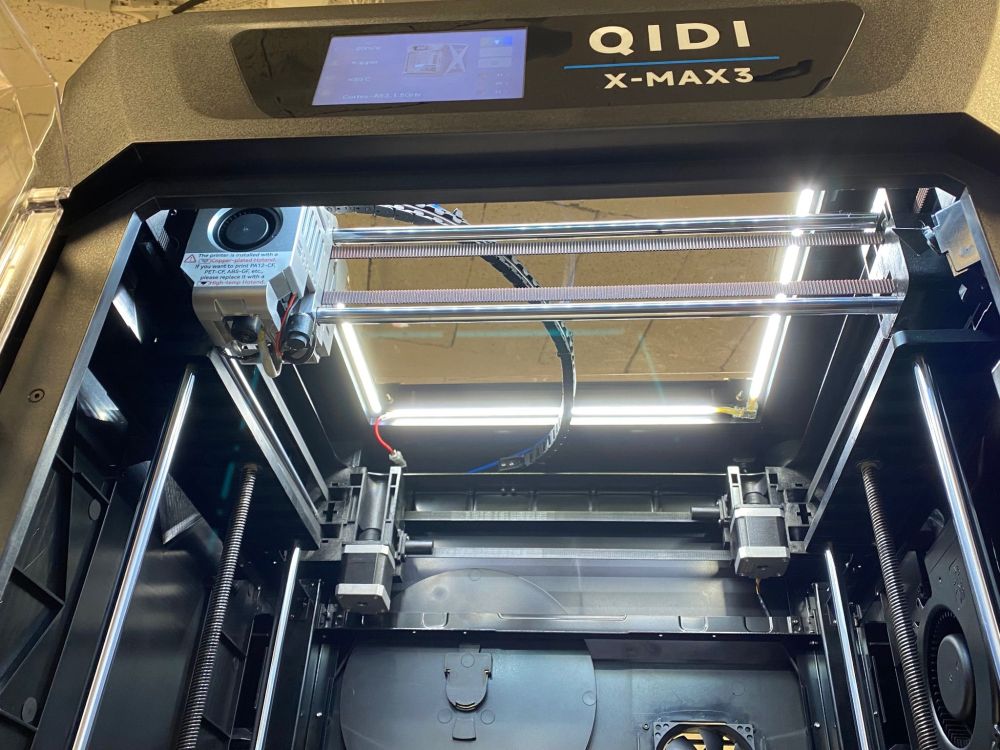
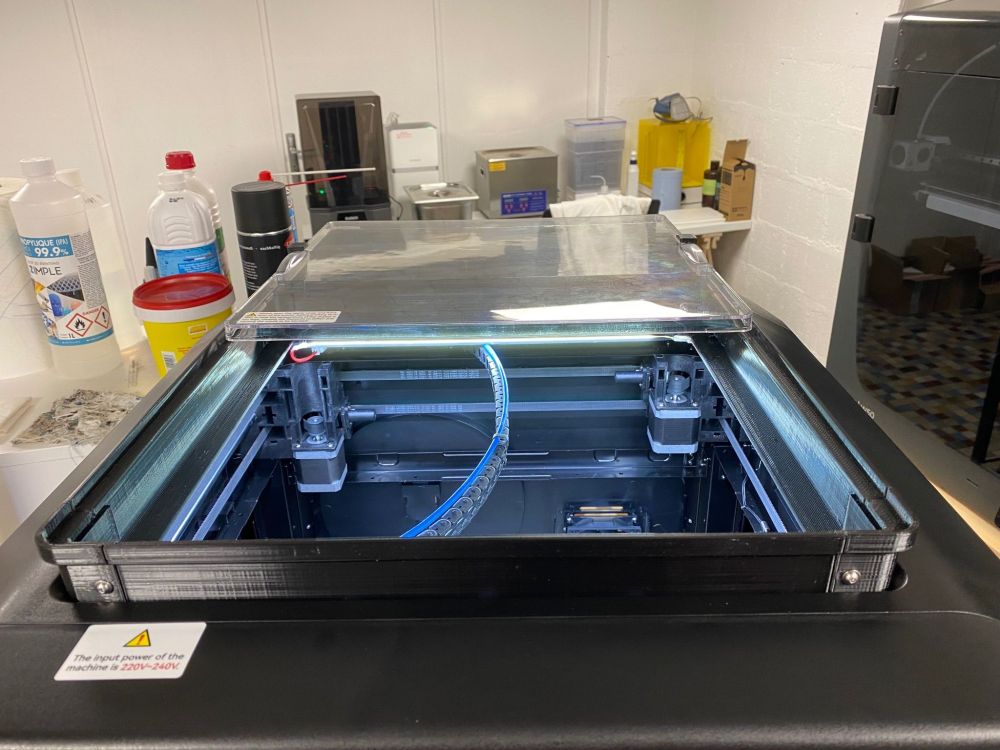
Une première modification de ma Qidi X Max 3 : un meilleur éclairage et un support pour le capot supérieur. Maintenant le capot est toujours sur la machine, en position ouverte ou fermée, ça évite de le poser n'importe ou et l'abimer. J'ai utilisé ce modèle https://www.printables.com/fr/model/781275-qidi-x-max-3-lid-slider-frame/files Impression en PETG 200 microns avec supports. Dans mon cas sur une BCN3D W50 Une bande de LED a été intégrée sur le support de capot, avec une modification de celui ci (et au passage quelques améliorations pour qu'il s'imprime bien). Comme l'auteur de modèle a utilisé une licence CC fermée sur Printables, je ne peux pas partager les modifications faites .... Je suis prêt à expliquer au besoin. Les LED FCOB 24V 6000 K, les connecteurs d'angle sont disponibles sur la boutique de Jeff Bezos. Un petit connecteur XH pour permettre de démonter le support sans devoir bidouiller sur la carte mère. Les LED sont branchées en parallèle sur le connecteur 7 de la carte, avec les LED d'origine pour pouvoir les piloter directement depuis Fluidd. On voit beaucoup plus clair maintenant.

 1 point
1 point -
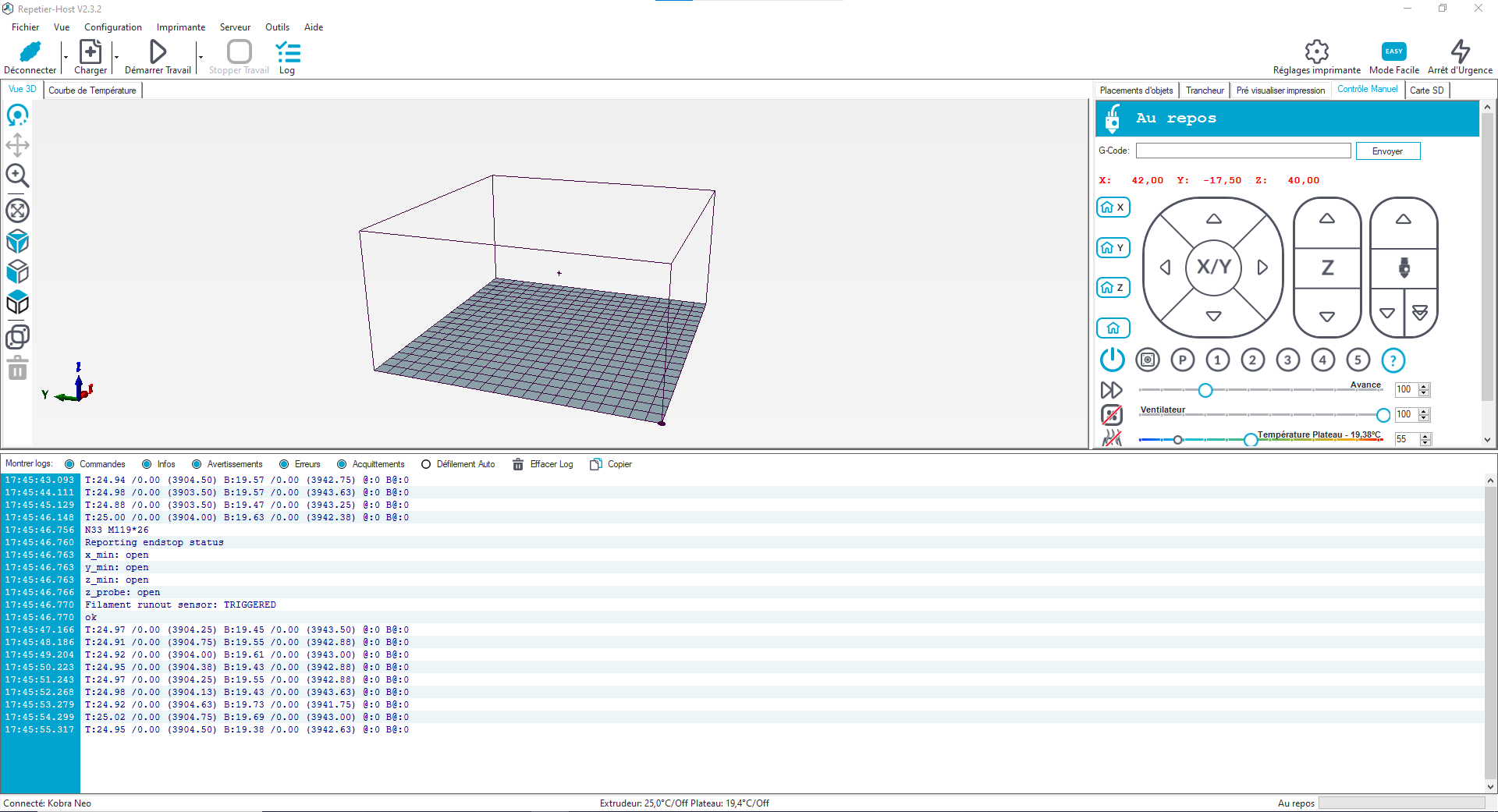
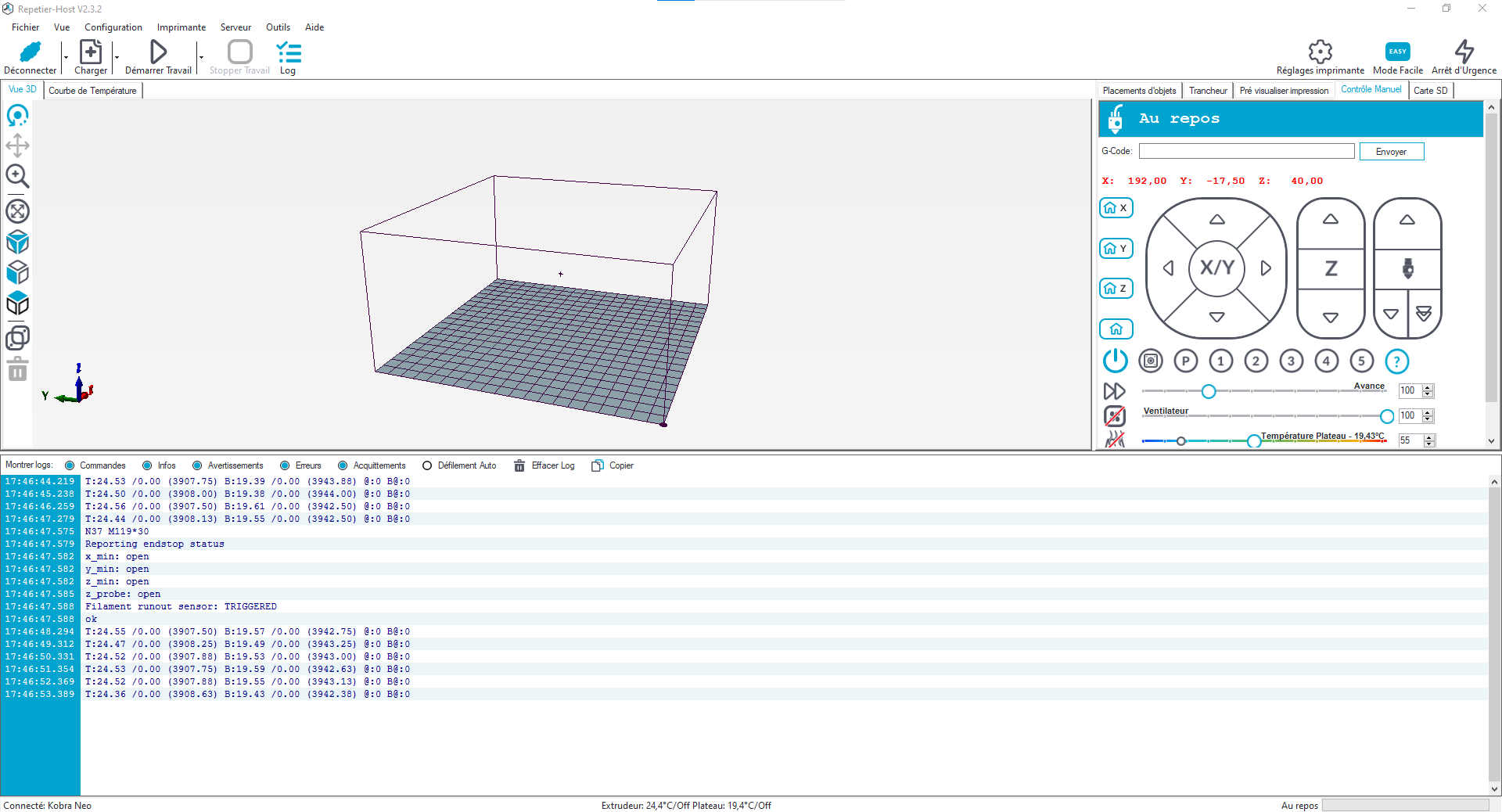
Ok, alors ... J'ai réussi a connecter ma machine jusque là, je crois que tout va bien. En suite j'ai test avec deux positions de tête d'impression, j'ai absolument pas compris ce que j'étais sensé regarder ... Mais tout est là, je crois ...
 1 point
1 point -
Salut les amis, Si vous vous intéressez à l'impression en couleur, j'ai fais un test du MMU3 (Multi Material Upgrade 3) sur ma chaine Youtube : Et j'ai aussi fait un article complémentaire (avec plus de détails et tous les liens) sur mon blog : https://arduiblog.com/2024/05/03/prusa-mmu3/1 point
-
Disons que dans un premier temps, j'ai pas de mosfet sous la main, ensuite passer sur un mosfet externe pourrait être envisagé mais pareil pas sous la main.. Au final l'alim me coûte 46 euros sur Amazon, environ 8 à 12 euros de plus que sur aliexpress (et bien plus que si j'avais pris des mosfet) mais je l'ai demain, contre 2 semaines pour Ali... Mais t'inquiète, l'alim ne sera pas jeté, j'ai bien l'intention de la réparer..1 point
-
Bonjour @Ron222 Comme @Wassingue je trouve les impressions plutôt bonnes et que le modèle en U doit avoir un problème sur le fichier STL (pas watertight ou des faces qui se recoupent). Pour le fichier STL, une petite réparation avec MeshInspector devrait régler le problème. Pour les pots, si je comprends, il y a des périmètres extérieurs qui sont plus ou moins visibles. ? Dans ce cas, il faudrait chercher du coté des variations de débit (il y a une vue qui donne les débits volumiques de la pièce). Souvent ces petites imperfections sont liées aux variations de débit dans la couche car on va ralentir le mouvement de la tête à l'approche d'un arrêt ou d'un changement de direction et le débit varie mais avec un temps de retard ou d'avance, ce qui fait que la largeur de ligne varie. Et le modèle est assez touchy de ce coté là avec les alvéoles. Les causes sont multiples : linear advance pas bien réglé pour le filament, température d'extrusion pas en phase avec le débit demandé (trop basse la matière est plus visqueuse et la contrepression dans la buse est élevée, demandant plus de temps à diminuer), entre autres. Ce n'est que mon avis et sans avoir les paramètres complets d'impression c'est difficile de dire avec certitude (et meme avec des fois ...)1 point
-
Avec un driver grillé, le manuel ne fonctionnerait pas. Sur une tête Sprite, j'ai eu les mêmes symptômes : c'était un faux contact sur le connecteur de la nappe car quand la tête descendait, ça tirait trop sur la nappe. --> Tes câbles ne sont-ils pas trop en tension par hasard ?1 point
-
Bonjour à tous, Je suis nouveau sur ce forum, mais je voulais adresser un petit message @MrMagounet : Merci beaucoup pour tes tutos sur la S-X4 plus, j'ai pu calibrer mon lit bien mieux sans les fameuses entretoises. Donc merci pour tes précieux conseils Personnellement je rencontre encore pas mal de problèmes, mais j'ai déjà pu réaliser une ou deux impressions. Toutefois je suis un grand débutant et j'aimerais beaucoup arriver à une calibration parfaite. J'utilise Artillery slicer et Cura, mais je n'arrive pas encore à savoir lequel est le meilleur ^^ J'aurais une ou deux questions de noob : j'ai beaucoup de mal à imprimer des grandes surfaces plates : j'ai l'impression que le refroidissement est trop fort et j'ai du coup des effets de warping à chaque fois :s lorsque je fais le manual leveling, impossible d'avoir une surface plate si je le fais "normalement", c'est à dire avec une feuille de papier : j'utilise fluidd pour modeliser la surface et je corrige en fonction. Mais du coup si je fais manual leveling, la feuille de papier n'est pas du tout serrée. est-ce grave ? Est-il possible d'activer la correction de résonnance ? je n'y suis pas arrivé…. Si jamais vous avez un peu de temps pour des conseils, je suis tout à fait preneur. Merci d'avance !

 1 point
1 point -
Hello, Merci d'avoir posté ici mon message J'ajouterai que je trouve l'interface intéressante et peut être plus conforme/ressemblante aux autres slicers que j'ai pu tester récemment Il faut juste un juste un peu de temps pour retrouver ses petits car il y a les réglages "du filament"; "de l'imprimante" et "de l'impression" sont organisés en 3 menus différents. Pour moi qui suis habitué à Cura, c'est un peu déroutant de ne pas tout avoir centralisé dans un même menu. Et petit Erratum par rapport a mon message précédent : il n'y a pas de profil 0.12mm par défaut pour la K1c1 point
-
@lagaf87 alors oui on peut faire du multi couleur par hauteur de couche en ajoutant une macro M600 (ce que j'ai fais et que j'ai mis a dispo pour la communauté sur les SW X4), ensuite par contre les changement de bobine ce font a la main sinon faudrait partir sur un projet ERCF pour permettre de supporter 7-8 bobines mais la cela demande du taf quand même. Bambulab a pas un SAV parfait pour être franc mais cela reste un des meilleur SAV de fabriquant chinois et a ma connaissance c'est le seule a avoir fait un campagne de rappel sur toutes les A1 en prévention alors que moins de 1% des machine était impacté, cela ne peut donc que rassuré les acheteur et ce conforté en ce disant je paye un peu plus chers oui mais comme avec les Prusa en cas de soucis je sais qu'ils sont la et cela change tous dans la tête des gens. Entre la simplicité et les fonctions avancés et le sérieux des MaJ correction de bug ainsi que ici la campagne de rappel on comprend vite pourquoi les gens compare Bambulab a Apple, produit centré sur l'utilisateur et marketing bien ficelé1 point
-
Retraité de l'EducNat, j'ai toujours aimé enseigner et apprendre puis partager d'où mes participations sur ce forum ( je ne les compte plus, j'aurai de quoi écrire un gros livre ). - plus de 45 années en informatique (principalement administration de systèmes) - pas mal d'années également en électronique, en bricolage, bidouillage, … - pour l'impression 3D qui combine de nombreuses matières, seulement 8 ans Ça peut m'arriver de dire des incongruités, il suffit alors de me le faire remarquer «gentiment»1 point
-
Hélas non, je n'ai pas eu le courage de faire ça ! 540 vis au total ! Donc 540 inserts à placer ! Les noeuds d'assemblage sont percés avec des trous un peu plus petits que le diamètre des vis (3,85mm de mémoire pour des vis M4) : ça tient bien si tu t'arrêtes à temps au serrage et que tu ne démontes pas l'ensemble trop souvent. Il y a des vis qui serrent moins, d'autres qui ont foiré un peu. Je verrai dans le futur si je dois intervenir. Je suis occupé sur une autre qui sera bientôt mise en place et pour laquelle il y a 320 triangles et 960 vis ! Et même technique.1 point
-
Energetic3D est ma marque chinoise préférer leur produit de de bonne qualité j'en utilise depuis 2020 j'en ai eu un paquet de chez eux et jamais déçu.1 point
-
Il est pas mal cet article Par rapport à cette image nous avons eu le cas concret avec le composant XZ : https://www.minimachines.net/actu/la-menace-xz-ou-comment-le-ciel-a-failli-tomber-sur-nos-tetes-125967 XZ est une petite brique de OpenSSH, un élément qui sert à gérer la compression des données de manière sécurisée. XZ a été développé et maintenu par une seule personne. Lasse Collin, un développeur qui lance ce projet de compression de données sécurisé en 2000, tout seul et de manière totalement désintéressée. Il travaille dessus en le mettant à jour, l’améliorant, le faisant évoluer tout aussi bénévolement pendant deux décennies. Vous avez bien lu, une partie de la sécurité du web mondial, le truc qui permet de piloter des ordinateurs à distance de manière fiable, tient en partie au travail d’un unique et obscur bénévole sur son temps libre. En juin 2022, Lasse Collin craque. Il annonce qu’il a besoin d’aide pour continuer à s’occuper de XZ. Il est usé. Il annonce ne plus avoir l’énergie pour gérer cette brique d’OpenSSH. Son appel ne reste pas lettre morte et un volontaire se présente alors pour venir reprendre le flambeau. Son pseudo/nom est Jia Tan et si on peut s’interroger sur la motivation d’une personne à s’intéresser bénévolement à une telle « galère » Début 2023, il prend du galon et teste des nouveautés qu’il apporte lui même au code de XZ. Relâchant la pression sur son mainteneur principal. Peu à peu, il fait « ce qu’il veut » de XZ pendant que Lasse Collin s’efface et prend du repos. Plus personne ne vérifie le code en amont avant que cela soit implémenté dans XZ en général. Et donc personne ne contrôle ce qui a, petit à petit, basculé dans la « suite » OpenSSH. En mars 2023, un changement important est fait, l’ancien email de contact du projet passe de Lasse à Jia. Désormais les requêtes, bugs et autres questions seront remontés directement vers lui. Le flambeau est passé. Plus tard dans l’année les choses avancent dans l’ombre. Des éléments sont modifiés dans le code de manière à rendre opaques de futures manipulations, des fichiers dont la vocation n’a plus rien à voir avec l’objectif de XZ sont ajoutés. Ils servent à préparer quelque chose mais cela reste totalement sous le radar. En février 2024, avec des stratagèmes techniques élaborés2, Jia Tan implante dans le code de XZ une porte dérobée permettant de trouer la sécurité d’OpenSSH. Les fichiers sont cachés et chiffrés. Ils sont très difficiles à débusquer car ils fonctionnent comme un poison dont on obtiendrait les effets qu’en mélangeant deux éléments à la préparation. A l’état natif, dans le code source de XZ, ils sont inoffensifs. Ils ont été ajoutés petit à petit au code dans la durée de mise à jour en mise à jour. Pour que personne ne se rende compte du changement, puisque le code est open source et publié sur Github, la méthode employée se doit d’être d’une discrétion absolue. Ce n’est pas tous les matins qu’un programmeur émérite se lève en se disant « Tiens si j’allais auditer du code OpenSource !? » mais il suffirait qu’un curieux se penche sur le code pour que tout le plan tombe à l’eau. Autant utiliser des subtilités techniques. Le code de XZ est donc totalement propre. Il ne s’infecte que lorsqu’il est mis en place sur un serveur. XZ va alors piocher dans des fichiers annexes et se modifier pour devenir dangereux une fois en place. Vous pouvez analyser XZ de fond en comble sans rien trouver mais une fois intégré sur une machine dans OpenSSH, XZ devient la porte d’entrée du pirate. Comment cette faille a-t-elle été découverte est un miracle. OpenSSH est utilisé en permanence à travers le globe, les banques, sites de eCommerce, organismes publics, armées et autres utilisateurs privés comme public emploient ce système en permanence. Et malgré cela, la faille a été découverte par « hasard » via un développeur. Si le web est gigantesque et utilisé par des milliards d’individus, le nombre d’internautes capables de trouver cette faille XZ est évidemment beaucoup plus restreint. Et, sur le total d’utilisateurs du web, un seul a su la déceler : Andres Freund. Andres est un salarié de Microsoft, il est développeur évidemment, et c’est quelqu’un de vraisemblablement très attentif. Il travaille à l’amélioration d’un logiciel et effectue des tests variés pour cela. En faisant une mise à jour de OpenSSH – elles sont régulières – il note que sa connexion sécurisée est plus lente qu’avant. Alors pas vraiment beaucoup plus lente mais Andres est quelqu’un d’attentif et il a les outils pour le remarquer. Avant la mise à jour, la connexion sécurisée était 500 millisecondes plus rapide. Cette évolution vers la lenteur le surprend et il cherche à savoir ce qu’il se passe. En analysant méticuleusement OpenSSH, il découvre que XZ a été modifié et qu’il contient désormais la fameuse porte dérobée mis en place par « Jia »3. Devant l’ampleur du problème, il rédige d’abord un message d’alerte à la communauté sur OpenWall qui sert à alerter les divers responsables réseau et webmestres du monde entier. Ce type de message d’alerte critique fait vite le tour du monde et des mesures de sécurité sont immédiatement prises. Deux versions de XZ sont concernées, la 5.6.0 et la 5.6.1. Et elles ne sont pas déployées en masse. Les responsables réseaux prenant en général le temps de vérifier le bon fonctionnement des mises à jour avant de basculer les machines de production. Cette mise à jour de février n’a pas été énormément installée. « Jia » comptait probablement sur une dissémination plus ample avant de passer à l’attaque. Andres publie également sa découverte sur Mastodon. Github qui héberge le code de XZ le désactive très rapidement pour éviter qu’il ne soit exploité ou installé inopinément. Le résultat de cette découverte évite donc le pire, les serveurs qui avaient basculé vers les dernières versions de XZ rétropédalent. Les particuliers sous une distribution Linux infectée font un retour en arrière et tout rentre dans l’ordre… On l’espère tout du moins.1 point
-
Non mais ce n'est pas des perles, c'est juste la façon normale de parler quand on est Lorrain : - "Monter en haut" - "Descendre en bas" Autres particularités : - triplement du pronom possessif : "C'est son sien à lui" - oublier le prénom de son interlocuteur : "Comment ça va David ?" se dit "Comment que c'est, gros ?" ou encore "la mère machin" ou "le fils du père la goutte" (= le fils dont on a oublié le nom du père dont on a oublié le nom qui distille de l'eau de vie mirabelle) - au collège (en milieu rural) lors d'une dictée il y avait une phrase dont le sujet était "La nièce" et bien nous avions tous écrit "L'Agniès" ; la prof de Français qui était une bourgeoise de la ville était choquée - quand on se souvient du prénom, mettre LE ou LA devant : "La Céline a dit que le François s'est scrounché en mobylette" Lorsqu'on quitte sa Lorraine natale pour aller travailler "chez les Français du centre" cette façon de parler est perçue comme choquante, et peut consituer un handicap en milieu professionnel - un temps d'adatation est nécessaire1 point
-
Bonjour, nous serons ravis de répondre à vos questions concernant la tomographie de pièces imprimées en FDM. Ce type de scanner est en effet très onéreux mais il reste la solution de la prestation de service : https://www.lesimprimantes3d.fr/annuaire/fiche/tomometrix et voici un exemple de tomographie sur pièce FDM : www.tomometrix.com1 point