Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



Contenu populaire
Contenu avec la plus haute réputation dans 17/06/2018 Dans tous les contenus
-
tous les chats du quartier me tournent autour......
 3 points
3 points -
Ok, pour nous débrancher un poil de nos bébés et nous détendre.
 3 points
3 points -
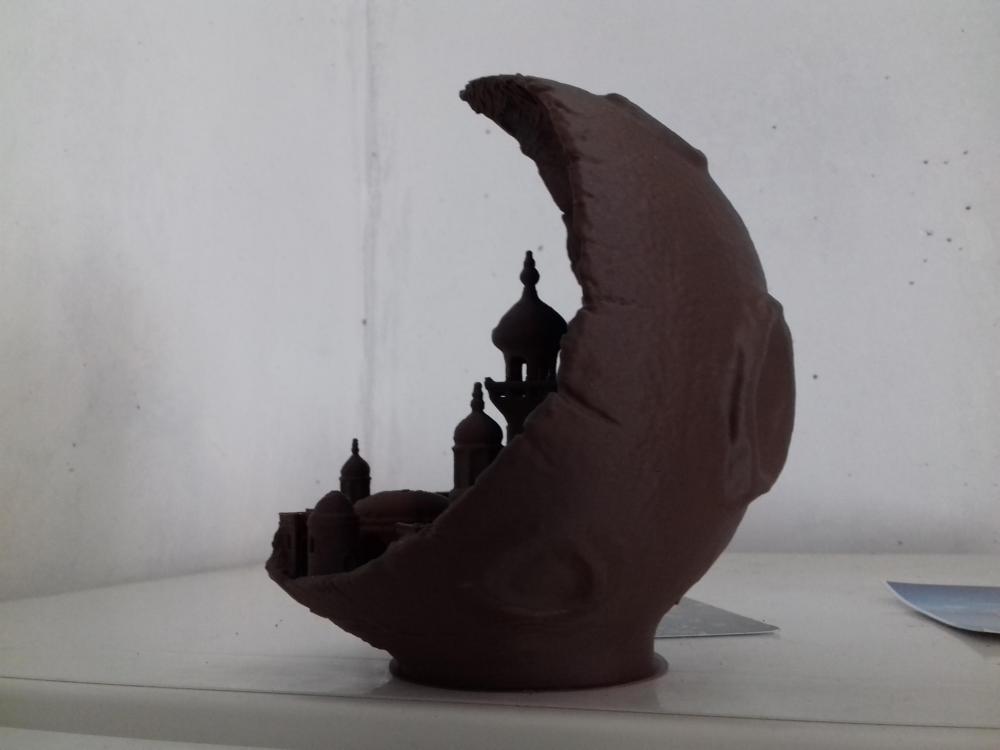
La version 115 mm
 2 points
2 points -
Bonjour à tous, Une impression de 14h environ en 200 microns en PLA Wood sans support " Le village Lune " J'ai plein de petit point à améliorer donc si vous avez des conseils ou des avis, je vous en remercie .....


 2 points
2 points -
Bonjour, On peut très bien utiliser des moteurs à 400 pas par tour ou (0.9° par pas car 360°/400 pas = 0.9°). C'est toujours de la résolution en plus, mais les moteurs sont plus chers et il y a beaucoup moins de choix. De plus, ce n'est pas toujours nécessaire. Prenons par exemple une transmission en Z à vis. A chaque couche, la vis va monter de la hauteur de la couche, puis rester statique jusqu'à la prochaine couche. Plus le pas de la vis est petit, plus la résolution est grande, car il faudra plus de pas moteur pour effectuer la montée. Donc prenons une vis avec un grand pas pour notre démonstration, disons une vis trapézoidale qui a un pas de 8mm, c'est à dire que son écrou se déplace de 8mm par tour complet. Prenons également la configuration électromécanique la plus basique : un moteur à 200 pas par tour, réglé pour plus de précision sur un suréchantillonnage au demi-pas. A chaque incrémentation moteur de combien se déplace l'écrou. Calcul 8mm/(200*2)=0,02mm, ce serait la hauteur de couche minimale possible. En admettant que dans les cas extrêmes un utilisateur imprime avec des couches de 0,1mm, il lui faudra 5 incrémentations pour monter d'une couche, ce qui est plus que suffisant ! A noter qu'il faut toutefois garder à l'esprit la résolution quelle qu'elle soit dans le calcul de la couche pour ne pas tomber sur un chiffre à virgule. Dans notre exemple, une couche de 0,02mm est possible mais pas une couche de 0,03mm car il faut un multiple de notre résolution. Les systèmes à courroie en X et Y c'est moins important car on va utiliser un suréchantillonnage plus important (micropas) car nous avons besoin d'un mouvement fluide sur les transitoires. Faisons quand même un calcul à partir de la plus petite poulie GT2 du marché, une 16 dents (on trouve en dessous, mais il n'y a plus assez de matière autour de l'axe de 5mm pour transmettre le couple proprement). Regardons ce que ça donne à 16 micropas (résolution théorique en transitoire) puis à 2 micropas (précision réelle à la tolérance composants près) Donc calcul : (nombre de dents*pas de la courroie)/(nombre de pas par tour moteur * suréchantillonnage) = (16*2)/(200*16) = 0.01mm et en précision réelle (16*2)/(200*2) = 0.08mm, ce qui reste aussi très correct comparé à l'épaisseur trait de filament. En admettant que la mécanique soit parfaite, on pourrait prétendre à une précision de 0.01mm à 80% soit 0.018mm. C'est pas si mal. Pas besoin donc non plus de moteurs à 400 pas ici, mais si ça fait plaisir au propriétaire, pourquoi pas Dans le cas d'un extrudeur direct drive (c'est à dire dont le galet d'entrainement est directement sur l'axe moteur), plus il aura de pas par tour, plus l'extrusion sera juste. C'est même conseillé car un demi pas représente une variation possible de 10 à 20% du volume de plastique extrudé à un instant T. Voila pourquoi les extrudeurs à démultiplication par poulie ou courroie sont très prisés par les Reprappers. Une transmission par vis sur les axes X et Y n'est pas vraiment souhaitable pour une imprimante 3D. Pour des raisons de vitesse et d'accélération. Une vis, c'est une démultiplication. Donc il faut plus de tours moteur pour effectuer une distance. La vitesse sera moindre, le temps d'impression allongé. L'accélération pourrait se traduire comme vélocité ou la capacité d'un moteur à changer de direction rapidement et/ou freiner/accélérer rapidement. Une vis a de l'inertie et réduit la capacité de changer de direction rapidement. Or, c'est une opération courante dans l'impression 3D. On a besoin d'une accélération rapide, pour imprimer vite, mais aussi pour la qualité et ne pas avoir un excès de dépôt de filament en raison d'un ralentissement mécanique. L'extrusion ayant aussi de l'inertie dû à une matière fondue non contrôlable dans la distance entre le filament encore ferme et l'orifice de sortie. Par ailleurs, l'impression 3D se fait sans résistance, donc sans besoin important de couple. Mécaniquement, nous n'avons pas besoin de l'avantage d'une vis. Donc pour plein de raisons, ce n'est pas souhaitable. Pour régler parfaitement deux guides parallèles sur un plan, c'est facile, Il faut déjà une surface de référence aux deux guides. Par exemple si on les monte sur une plaque, elle devient la référence. On fixe un des guides sur la plaque à l'endroit souhaité. Ensuite si les deux guides doivent être à 100mm, de distance bord à bord, on prend une pige de 100mm qu'on insert entre les deux guides. La pige sera garante d'une écartement constant entre les guides. Ensuite il n'y a plus qu'à aligner les extrémités des guides. Il existe des fournisseurs d'éléments mécaniques de précision. Ce n'est pas vraiment dans la transmission que cela sera réellement sensible chez nous. En effet, le filament fondu a par définition sa part d'aléatoire et la précision qu'on peut en attendre est limitée. Inutile donc d'aller chercher le 100e de mm dans les composants. En revanche, pour les guidages, ça peut être un véritable atout, car les guidages chinois sont de qualité médiocre. Par exemple des douilles polymère Igus (RJ8MP-01-08) seront bien meilleures que des douilles à bille LM8UU chinoises. Toutefois, les chinois vendent également des douilles en bronze de bonne qualité à pas cher. Difficile de te conseiller précisément sur une référence sans connaitre réellement tes besoins. Si tu ouvres un sujet sur ta construction, alors ce sera plus facile d'être précis. ++JM2 points
-
Bonjour, Excellente question @Nagawica ! En effet, il ne s'agit pas de déposer du filament fondu théoriquement au bon endroit pour faire une bonne machine. Et tu as raison, la première chose qu'on demande à une machine numérique, c'est la précision. Elle seule peut permettre une bonne qualité d'impression. Et de la maintenir à bonne vitesse, car les temps d'impression sont longs en technologie additive. Inutile de passer plus de temps que nécessaire. Une bonne imprimante 3D est simplement une machine qui imprime vite et bien. Qualité et Performance. Il faut bien distinguer deux choses : la résolution, qui est théoriquement ce qu'est capable d'atteindre une machine. Elle est issue d'un calcul mécanique basique (et souvent optimiste). la précision, qui elle est le résultat qui dépend de la résolution amputé de tous les petits défauts amenés par les tolérances diverses... Je vais prendre un exemple, tu as une buse de 0.5mm. Elle ne fera jamais précisément un tracé de 0.5mm avec du filament fondu. Déjà la quantité de filament ne sera jamais aussi régulière (comme un trait de crayon sur du papier). Ensuite, il faut que le filament adhère, donc il faut légèrement l'écraser sur la surface précédente. Si le chemin de la buse fait un angle à 90°, tu te doutes bien que le coin sera arrondi du diamètre de la buse + écrasement. Donc pas vraiment pointu. Ensuite il y a l'épaisseur de la couche qui a aussi son influence. Bref, tu comprends qu'entre la théorie et la pratique, il y a un delta. Quelques mots sur la résolution, et particulièrement celle avancée par les revendeurs/constructeurs. (Tiens, fait marrant, je recherchais les spécifications techniques de la Dagoma que j'ai consulté et commenté hier, elles ont disparu du site...) De mémoire (et j'espère qu'on me pardonnera si je me suis trompé de quelques 0.3µ) la marque annonçait une résolution en Z de 1.5µ. Wow. Déjà on excède la résolution d'une machine expérimentale de laboratoire à quelques centaines de milliers d'Euros. Mais le ridicule ne tue pas, j'en suis la preuve vivante. Donc, difficile de connaitre précisément les composants de la machine, mais essayons de retrouver de quel chapeau sort cette valeur... On sait que pour une transmission à vis le calcul est le suivant : pas de la vis en mm / nombre de pas par tour moteur. A vue de nez la Dagoma a des moteurs 200 pas et des vis métriques 8mm donc un pas de 1.25mm. Calcul 1.25mm/200 pas = 6.25µ par pas moteur. Aie, on est loin des 1.2µ sauf si l'on inclut un peu de microstepping dans le calcul : pas de la vis / (nombre de pas moteur * microstepping) Pas besoin d'un gros microstepping pour un moteur en Z, disons une valeur de 8 micropas. Calcul 1,25/(200*8)=1,5625µ Tiens, on les a retrouvés ! Sauf qu'un moteur pas à pas ne peut se maintenir précisément que sur son pas et son demi-pas. En clair, il est juste uniquement avec un mircostepping de 2, car il peut se situer sur l'aimant ou entre les deux aimants, même s'il est capable de passer par des valeurs intermédiaires. D'ailleurs toutes les valeurs intermédiaires ne sont jamais exactes, soit au dessus de la valeur, soit en dessous selon qu'on soit près du pas ou du demi-pas. Donc la même vis ne pourra jamais s'arrêter précisément sur 1,5µ (arrondi) aussi fine l'interpolation soit elle. Sur le papier elle est sensée l'atteindre, mais la machine ne le peut pas, loin de là. C'est même mauvais pour la qualité d'impression car les couches ne seront jamais égales, tandis que l'extrudeur délivrera le même volume de filament à chaque couche. Ce qui nous amène au deuxième point : la mécanique et les composants ! Pour être précise, la machine doit pouvoir compter sur deux choses : une bonne structure et de bons composants. Une bonne structure doit être inerte, c'est à dire ne pas changer de géométrie ni dans le temps, ni avec la sollicitation de la mécanique. Or une imprimante 3D fait de fréquents changements de direction d'impression, parfois à haute vitesse. La structure doit donc être suffisamment rigide pour encaisser les forces des éléments en mouvements, et ne pas non plus entrer en résonance sous les vibrations engendrées par eux. Les composants quant à eux doivent avoir la tolérance la plus faible. Une barre cylindrique chinoise peut avoir une variation de diamètre de +-0.2mm. Entendez qu'une barre de 8mm peut très bien faire 7,8mm, c'est même fréquent. Les roulements LM8UU qui coulissent dessus, peuvent, quant à eux avoir des tolérances de 0.5mm. Si l'on ajoute les deux, cela veut dire que dans le pire des cas, ce qui se promène dessus peut se retrouver à 0.35mm de là où on l'attend. Soit plus que l'équivalent d'un demi-trait de filament. Qui dit jeu, dit aussi plus de vibrations en fonctionnement. Deuxième point, cette barre de 8mm est-elle assez rigide pour ne pas plier sous la sollicitation ? SI l'on applique le module de Young de la matière, au delà de 350mm, elle va même plier sous son propre poids. Ajoutez la sollicitation de la masse en mouvement qu'elle guide, et vous obtiendrez encore une tolérance de plusieurs dixièmes. La vis M8 utilisée en transmission a du jeu dans les 3 axes. Et il en va de même pour tout composant. Sachant que toutes ces tolérances peuvent aléatoirement se soustraire ou s’additionner. Une bonne machine aura donc forcément de bons composants, pour réduire la tolérance à chaque maillon de la chaîne. Il en va de même pour l'extrusion, pour d'autres raisons que je ne détaillerai pas ici, c'est déjà assez dense Il est important donc que dès la conception de la machine, on utilise je juste composant au bon endroit. Il faut être également cohérent, des profilés aluminium super rigides seront inefficaces si assemblés grâce à des pièces plastiques. Une conception machine n'est pas non plus élastique. Un guide de 12mm par exemple, peut être parfait jusqu'à 400mm de course et plus au delà. Un seul roulement peut suffire, jusqu'à une certaine sollicitation, au delà, il en faut un d'un autre type, ou simplement le doubler. En espérant que cela t'aide à y voir clair. ++JM2 points
-
Modération : @PurpleMamba j'ai déplacé ton post pour une meilleure visibilité1 point
-
Beau travail1 point
-
Hey salut je suis un peu débutant aussi en impression 3D mais très bricoleur dans tous les domaines. J’ai exactement la même imprimante que toi mais je n’ai aucun problème. Et pourtant je l’utilise intensément ! Il m’arrive comme toi d’avoir ce problème de temps en temps. Je débouche la buse et hop c’est reparti ! Desolé de ne pas avoir de solution pour toi. Petite info je n’utilise plus CuraByDagoma mais que Cura. C’est 100x mieux et les impressions sont beaucoup plus rapide. Je conseille ;)1 point
-
https://fr.gearbest.com/3d-printers-3d-printer-kits/pp_708170.html?wid=1433363 189 euros . zone d impression 460 x 400 x 420 mm c est imbattable rapport qualité prix1 point
-
Te plains pas on a une mention honorable sur un chien et un oiseau.1 point
-
Je trouve qu'on parle un peu trop de chats (chattes) sur ce fil de discussions..
 1 point
1 point -
hi hi . changa la chatte est en depression et luna l epagneul est en arret depuis 2 semaines. ils font des plans tous les deux pour mettre fin a leurs souffrances. ils se sont jamais aussi bien entendus1 point
-
Mignon ce petit oiseau, mais je te préviens, ne le présentes pas à Shonen, il a appris à chasser.1 point
-
salut la foule je prends un peu le train en marche concernant le profilé pour ta nouvelle imprimante papa . il est bien ton lien biqu @maeke . @papa acheter les pieces separées c est un gouffre a pognon . je sais pâs si tu as fait une projection des couts mais c est vraiment pas rentable . ca revient moins cher d acheter un kit .1 point
-
trop épais, y'a des systèmes moins encombrants utilisant aussi des v-slots. https://www.biqu.equipment/products/c-beam-diy-openbuilds-slider-for-v-slot-gantry-plate-big-openbuilds-isolation-column-plastic-wheel-with-bearings-pulley1 point
-
rien à voir avec le v-slot, regardes bien la photo et compares avec le lien thingiverse, indice; le problème n'a rien à voir avec les parties en métal. Ce que j'ai entouré en rouge est l'emplacement ou va l'axe vis, ça utilise un roulement 608zz, bref c'est un de ces anti-wobble qui me font gerber.
 1 point
1 point -
Tu trouves ça où ? Frais de port ? Sinon, y a un kit en 2040 mais pas en v-slot à 27€. Je te trouve le lien. Envoyé de mon Redmi Note 4 en utilisant Tapatalk1 point
-
mon AM8 EST de l'alu v-slot 2040, donc d'après toi?1 point
-
C'est byzarre... 260°C pour obtenir de bon résultat avec du PLA ?! J'en viens à me demander si c'est vraiment du PLA... Si j'utilise mon profil et que j'imprime à 240°C avec mon PLA de G3D... ayant déjà fait l'expérience, je sait que cela ne donne pas de bon résultat. J'en perdrais presque mon latin... Enfin bref... si cela fonctionne pour toi à 260°C... tant mieux pour toi... mais je trouve cela byzarre pour du PLA... 80°C de plus que la normale... c'est beaucoup...1 point
-
C'est pas un os1 point
-
non, se casse, ben oui avec l'âge les os deviennent fragiles.1 point
-
la fin c'est "pisse dessus" c'est ça ?1 point
-
mmmh, j'ai failli en rajouter une couche (et dire que quand on se .... aussi c'est l'âge).1 point
-
au moins un que j'ai fait sourire ce matin hiii ( on est deux , pour l'instant)respect dedefr, bon dimanche1 point
-
ç'est l'âge mon cher, c'est l'âge. . . . . .1 point
-
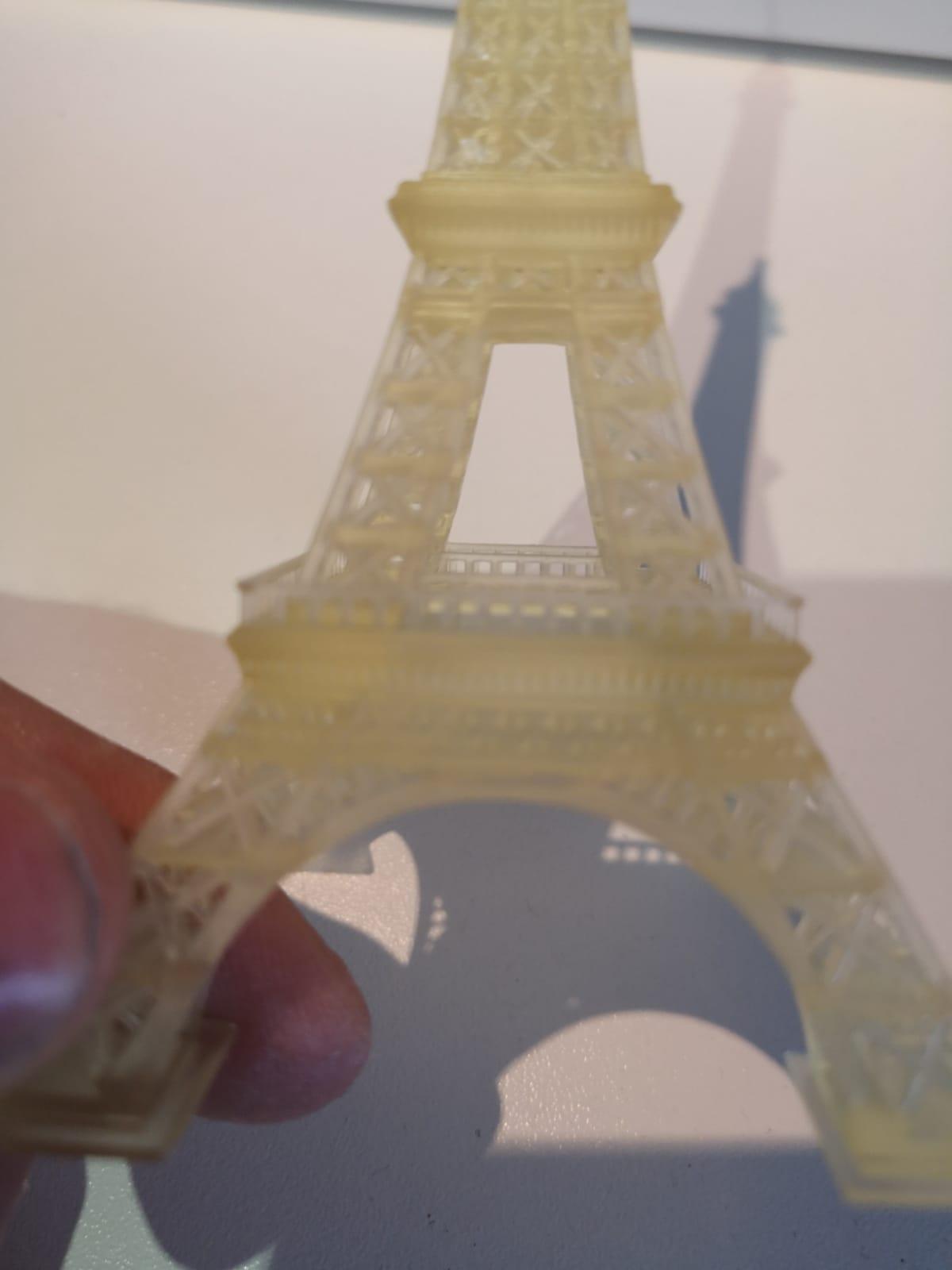
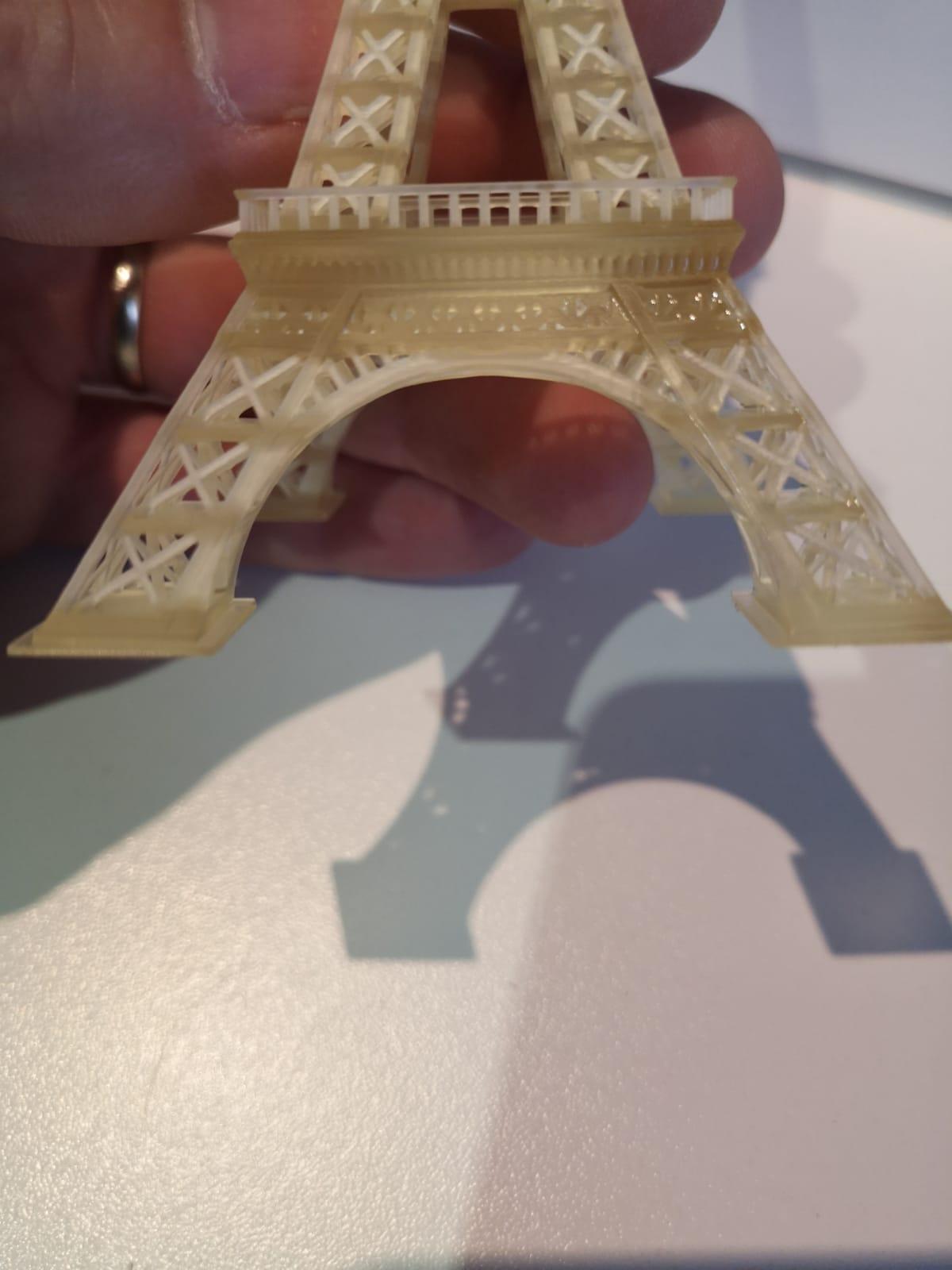
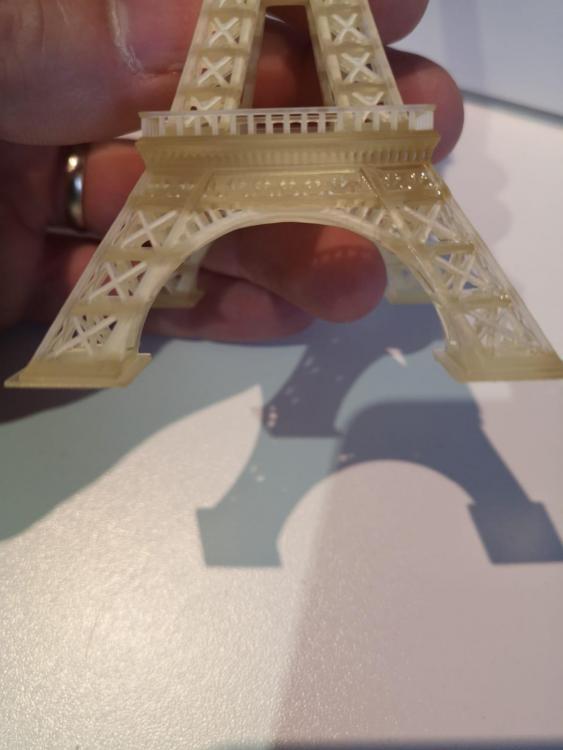
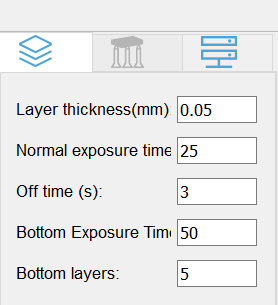
Voila le résultat de la tour eiffeil. Plutôt pas mal et assez difficile a prendre en photo autant de détails si petit. Imprimer en 0.05 avec les réglages citer ci dessus. Temps d impression 26 heures.




 1 point
1 point -
certes non, mais une fois que tu y es passé, et que tu as survécu, tu es près à supporter n'importe quoi.1 point
-
une bonne dizaine de fois au moins. @Janpolanton fais deux ans de hot-line, soit tu deviens très patient soit tu te tires une balle dans la tête.1 point
-
ça veut simplement dire que tu as mal remonté le bloc de chauffe ou cassé le tuyau. à froid: 1)introduire la buse EN PREMIERE dans le bloc, la tourner à fond puis desserrer d'un quart de tour. 2)introduire le tuyau jusqu'à ce qu'il touche la buse, le teflon doit être côté buse. 3)resserrer la buse SANS FORCER. 4)chauffer. à chaud 5)finir de serrer la buse. Ceci a été expliqué déjà très souvent sur le forum.1 point
-
Impression en 300 microns.
 1 point
1 point -
Oui. Parfois je lis en diagonale l'intégralité des contributions de tel ou tel membre, avant de répondre. Ça me donne souvent une idée assez précise de la personne et de son état d'esprit.1 point
-
Le voici...
 1 point
1 point -
Bonjour, Oui, si tu utilise l'auto bed leveling, il vaut mieux avoir un mouvement plus lissé. Toutefois, ce système est sensé palier une mauvaise géométrie de la machine, mais ne corrige pas tout. Par exemple si l'axe Y n'est pas perpendiculaire au X, le système ne le détecte pas. Cela veut dire qu'il ne dispense pas d'avoir une machine bien ajustée sur ses 3 axes. Or si la machine doit être bien réglée, alors l'auto bed leveling a peu d'intérêt à moins de corriger un plateau non plat. Mais là encore on revient aux fondamentaux : il faut une surface d'impression plane... En clair, c'est difficile d'échapper à un réglage machine en règle et à des bons composants. Les rustines réparent une fuite, mais ne font pas un pneu en bon état... ++JM1 point
-
j'crois que t'as loupé ta citation.0 points
-
Désolé, c'est ton point de vue, certes respectable, mais je ne le partage absolument pas...0 points