Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)


Contenu populaire
Contenu avec la plus haute réputation dans 14/10/2018 dans Messages
-
Après 2h00 joli PETG Je commence à me rapprocher du PLA !! Ps: Test temperature du fil jaune qui à morflé 31°
 2 points
2 points -
J'avoue... je suis à 10000% d'accord ! C'est un pûr bonheur de progresser... Là... je suis (d'une manière générale) très content : je maitrise bien l'impression de l'ABS ! Comme le dirais une connaissance : "Je suis heureux comme un pape." (ne me demandez pas d'où viens ce dictons) Mais comme d'habitude... quand on progresse trop vite... on saute des étapes... et un pas en avant... on fait ensuite un pas en arrière. Je découvre les joies de l'impression de l'ABS... et en même temps... je découvre que imprimer en caisson "sans conduit extérieur" n'apportent que des problèmes... BED à 115°C + Buse à 240°C = Caisson à plus de 60°C au bout de 9 heures d'impressions... et toujours en augmentation. Toutes les pièces que j'avais imprimé (en PLA) pour "personnalisé" et "amélioré" mon imprimante... ont toutes quasiment fondu... Oui... quasiment toutes... Enfin... je suis pas trop surpris... je m'y attendais... vu qu'on m'avait prévenu. Donc... rebelote... je réimprime les pièces... en ABS cette fois... Et j'imprime... porte du caisson ouverte... pas trop le choix... Et en même temps... je penche sur un système d'aération et de ventilation du caisson... Je reste cool en me disant : "C'est cool ! J'ai trouvé une occupation pour plusieurs heures !" Et oui... l'impression 3D n'est pas une science exacte.... mais c'est fou comme je m'amuse perso !2 points
-
Ben, euh non, la 1.1.9 corrige des bugs de la 1.1.8. @papa50 les fils que tu as avec le petg ne sont pas dus à Marlin, mais au petg lui-même, essais de baisser la température, et ne pas refroidir du petg euh comment dire, j'ai essayé, et, pas du tout aimé le résultat2 points
-
Hello, Je lance un sondage pour savoir qui utilise quoi pour que ses impressions en PLA tiennent sur le plateau. Vous pouvez détaillez votre réponse, ça aidera les nouveaux venus. Pour ma part, j'utilise juste le plateau chauffant que je nettoie durant la phase de chauffe avec de l'alcool ménager. EDIT : L'idée est de savoir ce que vous utilisez habituellement. Pas de savoir tout ce que vous avez essayé.1 point
-
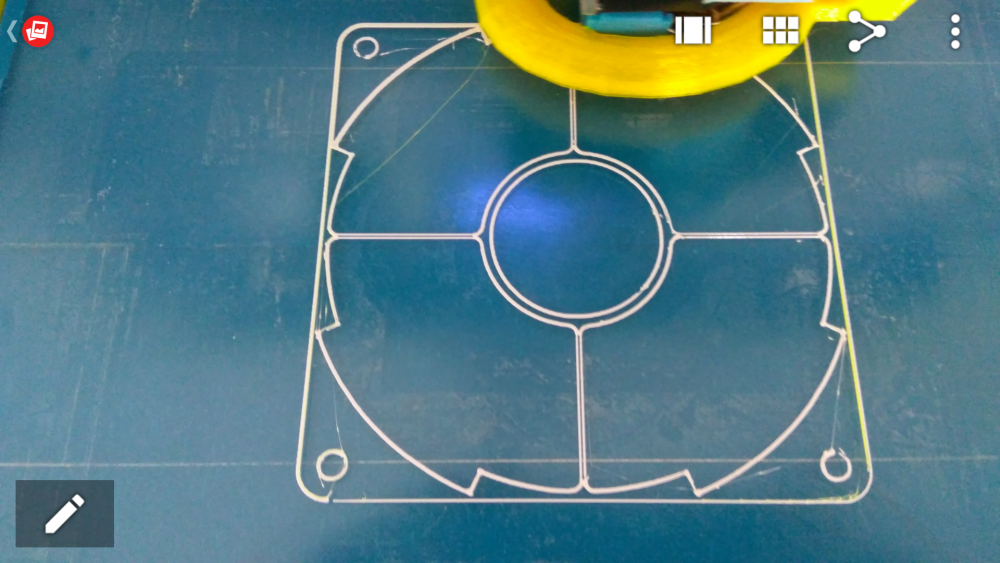
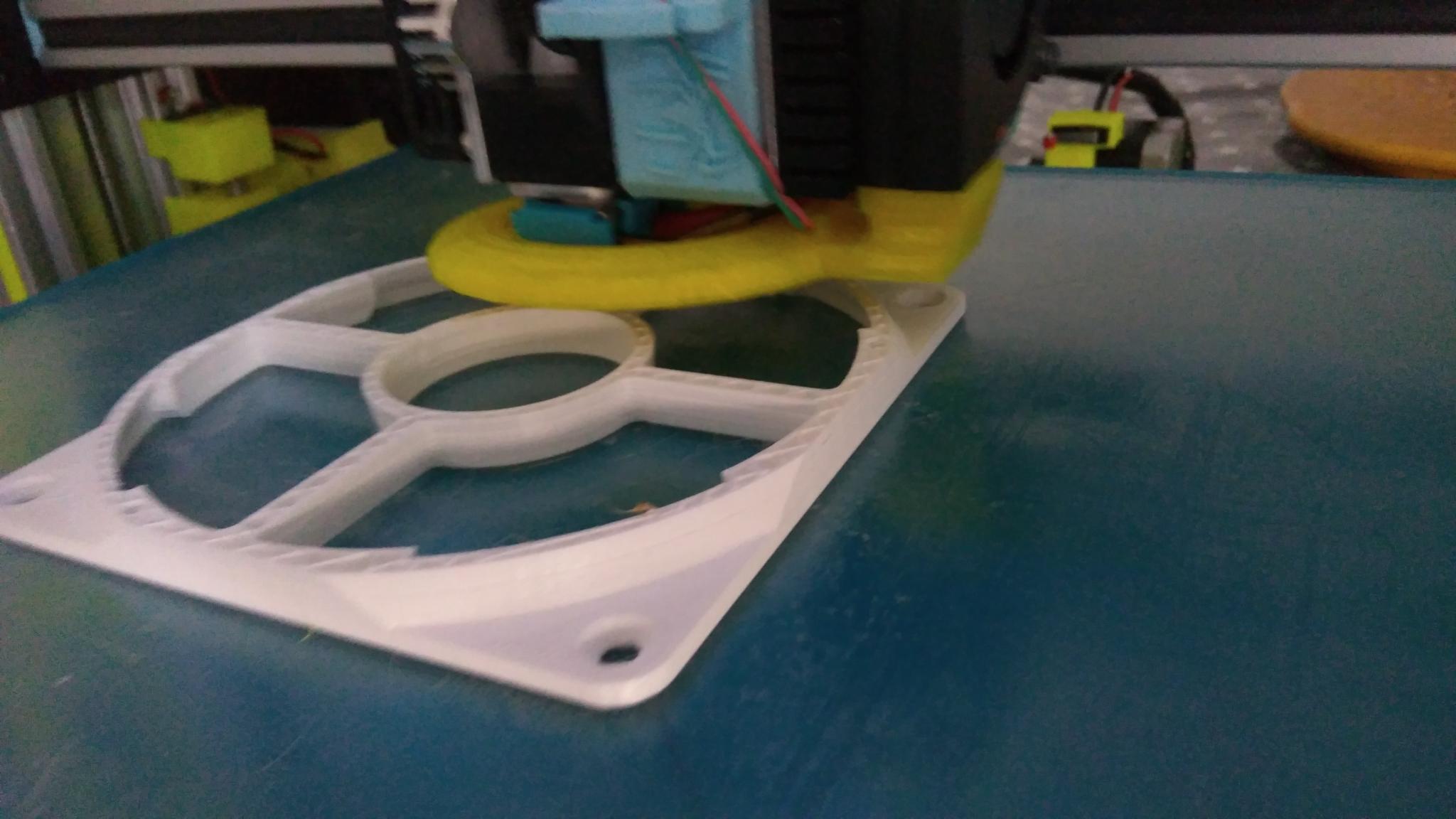
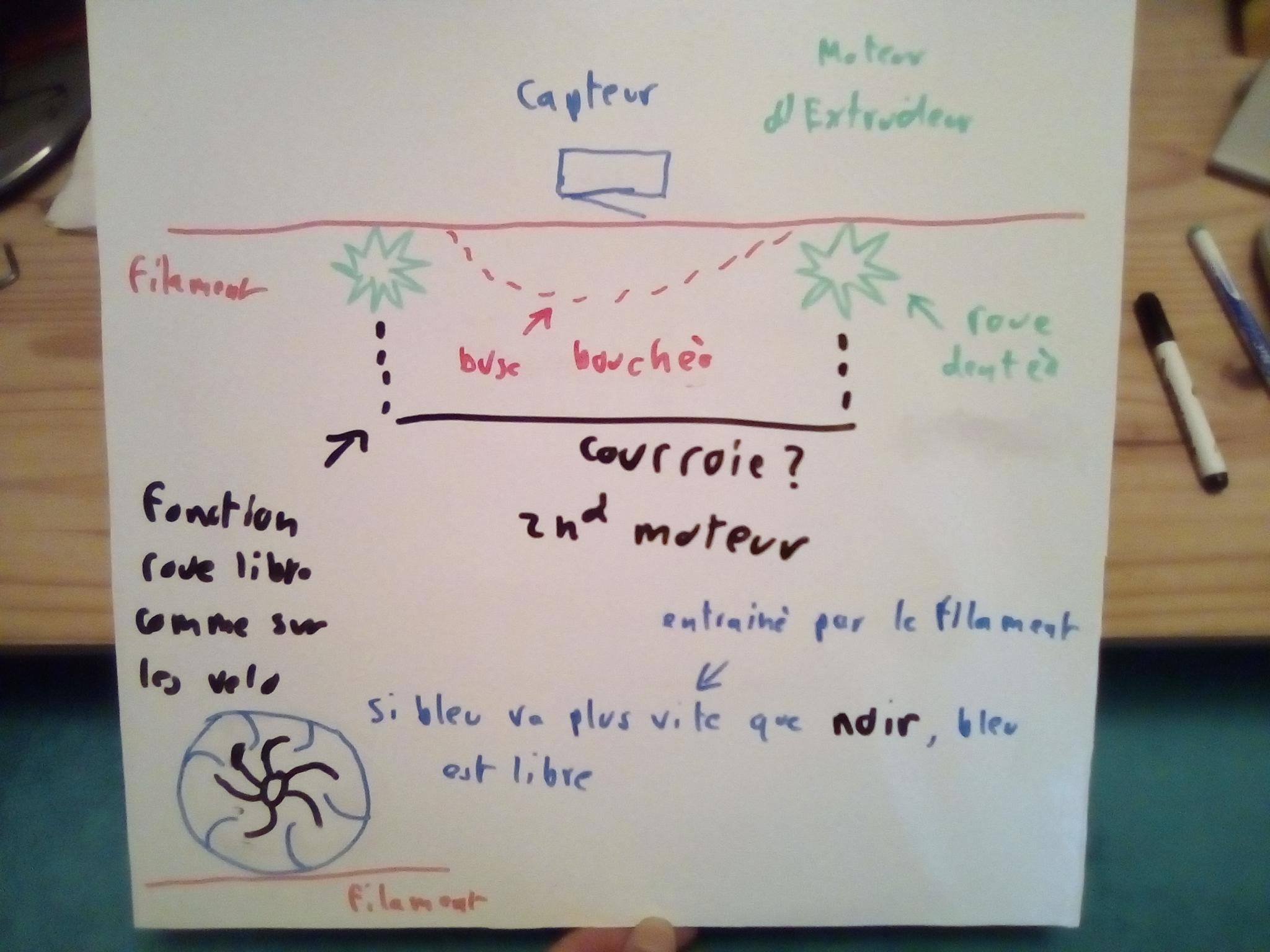
Hello, En voyant le capteur d'absence de filament sur le caisson de l'imprimante à @Bosco2509 , une idée m'est venue : pourquoi ne pas faire un capteur de buse bouchée. Comme tout le monde sait, lorsque l'on pousse sur un truc long qui veut pas avancer, à un moment ça plie. Du coup : Si suffirait juste de mettre une 2nd roue dentée qui pousserait le filament juste avant le capteur. Lorsque la buse est bouchée, l'extrudeur bouffe le filament. Si un autre moteur poussait le filament juste avant le capteur, celui ci sortirait de son chemin habituel. Vous en pensez quoi ? Certains ayant une imprimante bowdenisée et un capteur d'absence de filament veulent tester?
 1 point
1 point -
Bonjour, Aujourd'hui, ma belle petite i3 pro W s'est arrêtée en pleine impression... Bed thermal runaway d'après octoprint. Bon ça m'étais déjà arrivé, mais la elle ne voulais pas repartir : impossible de faire monter la température du lit chauffant, la led du lit ne s'allume plus. J'ouvre mon caisson, je regarde du coté de la carte GT2560 et la surprise : Comme vous pouvez le voir : - Le +12V qui va vers le fusible/mosfet du lit chauffant est complétement cramé : plus de plastique autour de la pin - L'embase sur le circuit imprimé a bien morflé aussi Beaucoup plus grave : La soudure a fondue, toute seule... C'est de la soudure RoHs c'est a dire sans plomb, donc faut sacrément chauffer pour que ça fonde. J'ai regarder les caractéristiques de ce genre de connecteur (ATX, marque molex ou autre) : https://www.molex.com/molex/products/datasheet.jsp?part=active/0039012045_CRIMP_HOUSINGS.xml Tout ce que j'ai trouver sur internet c'est que ce type de connexion, a base de pin carré de (environ) 1mm c'est donnée pour 13 Ampères MAX. Quand on regarde les caractéristiques des lits chauffant, pour mon cas un Prusa MK2, c'est dit clairement : 1 Ohms (environ) a 12Volts = 12 Ampères. Donc la déjà on utilise la capacité maximum du connecteur, ce qui n'est pas bon du tout. Tout bon ingénieur vous le dira : on n'utilise jamais les composants au max de leur capacités, et encore moins les connections électriques. Mieux : Le câble fournis par Geeetech pour raccorder l'alimentation a la carte GT2560 est composé de fils dont la section n'est pas marqué dessus. J'ai tenté de le mettre dans les embouts de câblage qu'on utilise dans les armoires électriques, et bien j'en déduis que c'est AU MIEUX du 1mm². Pour 15 Ampères il faut du 2.5mm² (NFC 15-100). Donc on a : - Fil de section insuffisante - Connecteur utilisé au max de ses capacités - Température ambiante élevée du fait qu'ici c'est une imprimante 3D et que, par définition, ça chauffe de partout Je vous recommande donc d'utiliser ce genre de petite carte électronique additionnelle : https://www.amazon.fr/gp/product/B07D2D42PP/ref=s9u_simh_gw_i3?ie=UTF8&pd_rd_i=B07D2D42PP&pd_rd_r=61420d5f-cfe1-11e8-8b10-41da550a4b85&pd_rd_w=jN0bs&pd_rd_wg=n6IOz&pf_rd_m=A1X6FK5RDHNB96&pf_rd_s=&pf_rd_r=87DG0QZ2NRADAJD26K31&pf_rd_t=36701&pf_rd_p=b2aa2a3e-4691-4349-8b50-65f9675cdf61&pf_rd_i=desktop Avec bien sur du fil souple de 2,5mm² de section relié directement a votre alimentation, et les cosses adaptées, serties comme il se doit. Ou alors, vous pouvez faire comme moi : Dé-souder le connecteur de la carte (faut être équipé pour), le remplacer par des cosses mâles FAST-ON : https://www.amazon.fr/sourcing-map-sertir-connect-mâlePCB/dp/B07HF8TPDD/ref=sr_1_7?ie=UTF8&qid=1539543420&sr=8-7&keywords=cosse+pcb Pliez un peu les pattes, rentrez les dans les bornes + + et - - du PCB (attention au sens !) et soudez. Puis prennez du fil de section 4mm² et des cosses FAST-ON 6.3 isolées, des cosses rondes pour l'autre coté et changez ce cable d'alimention SOUS DIMENSIONNE fournis par geeetech. Je vous assure que vous dormirez mieux après avoir éliminé ce futur incendie qui vous menace jour après jour. Mon post sur le forum geeetech Loïc DUWELZ Ingénieur electronicien1 point
-
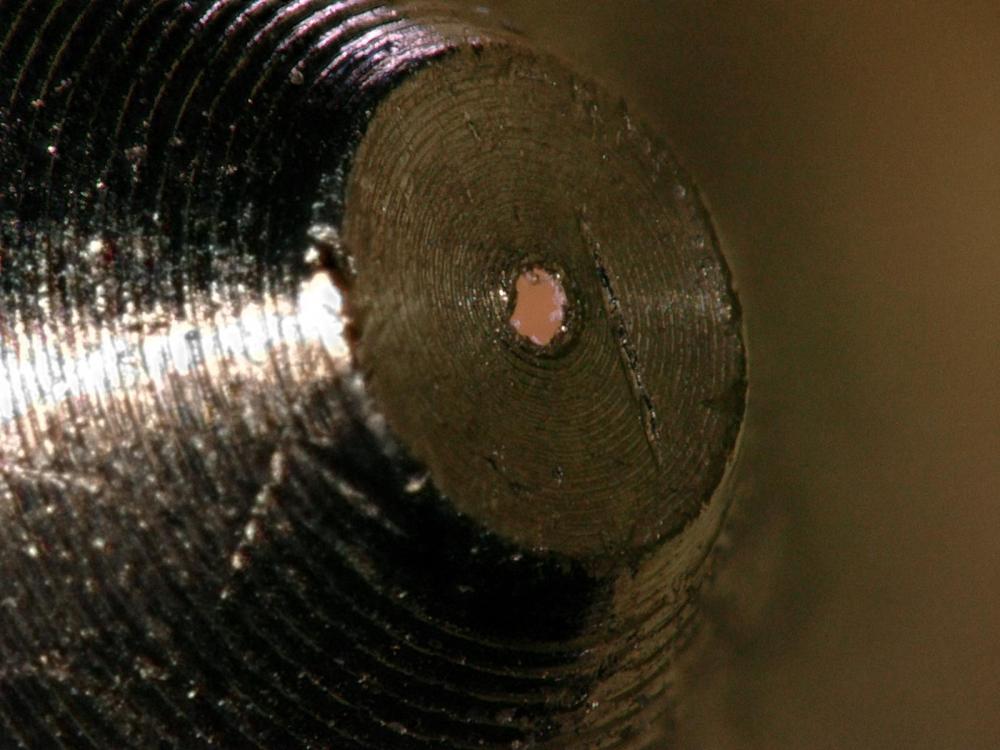
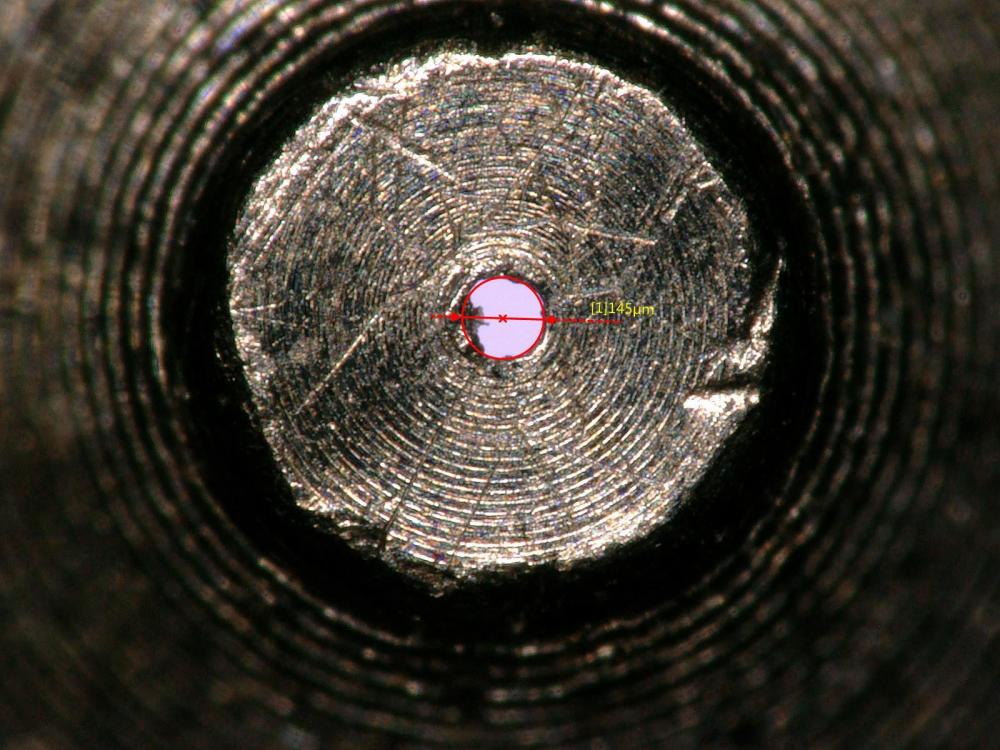
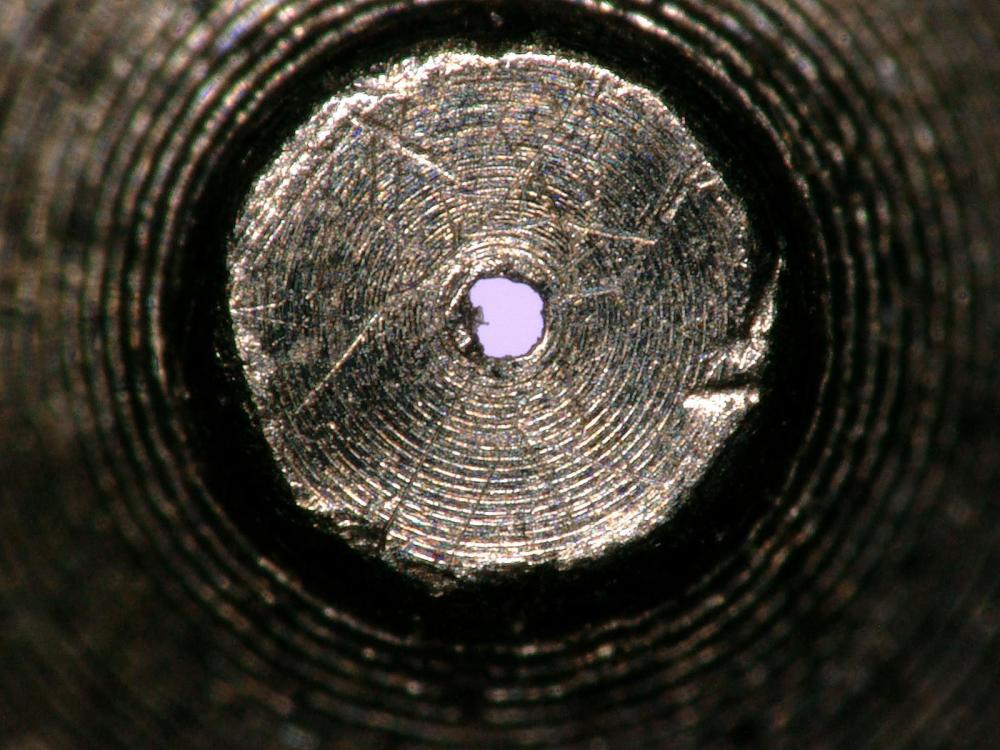
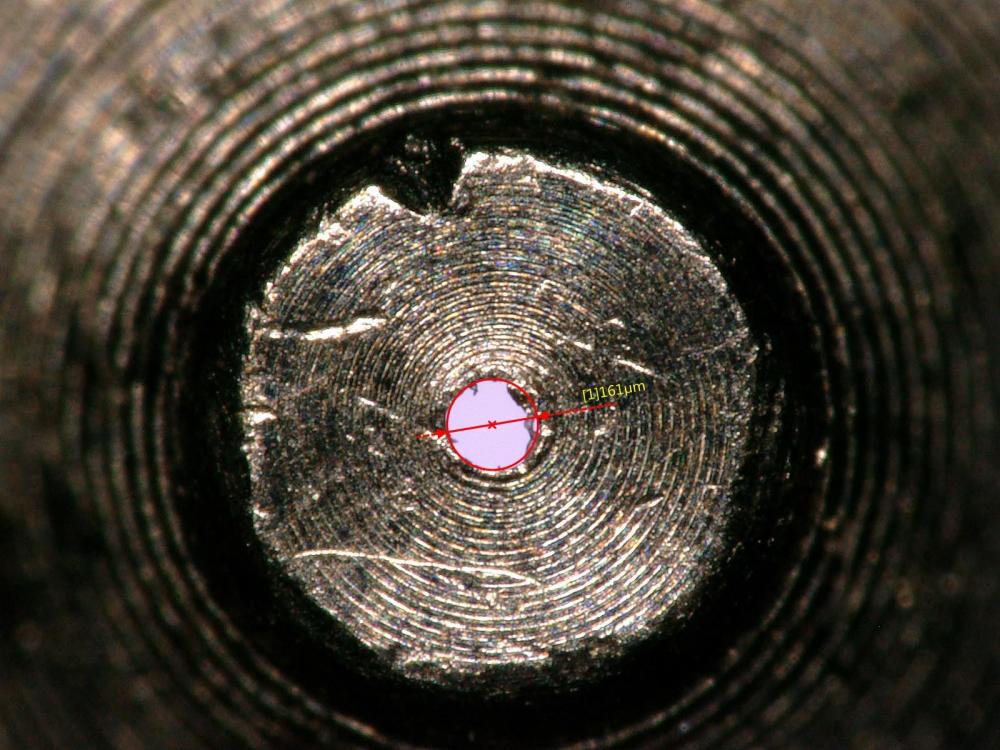
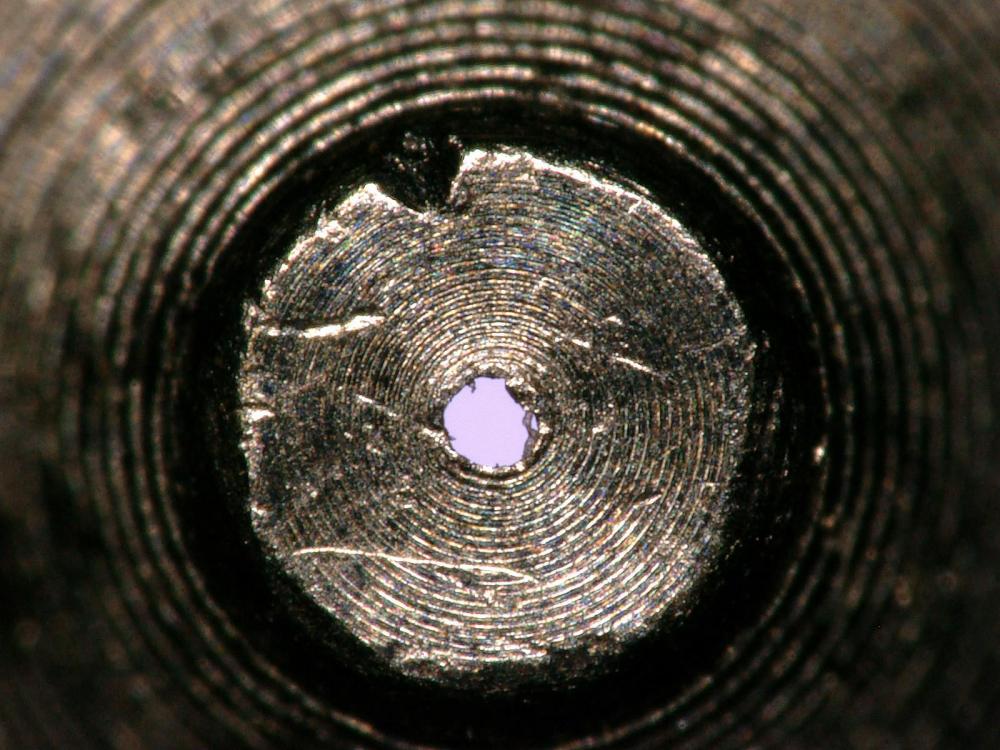
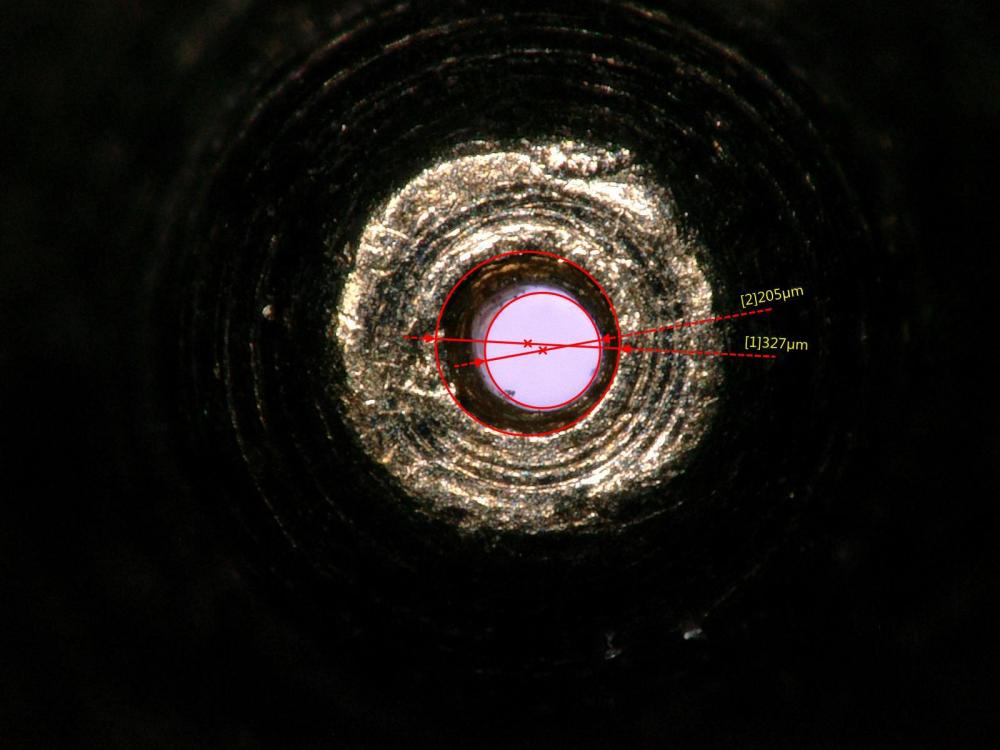
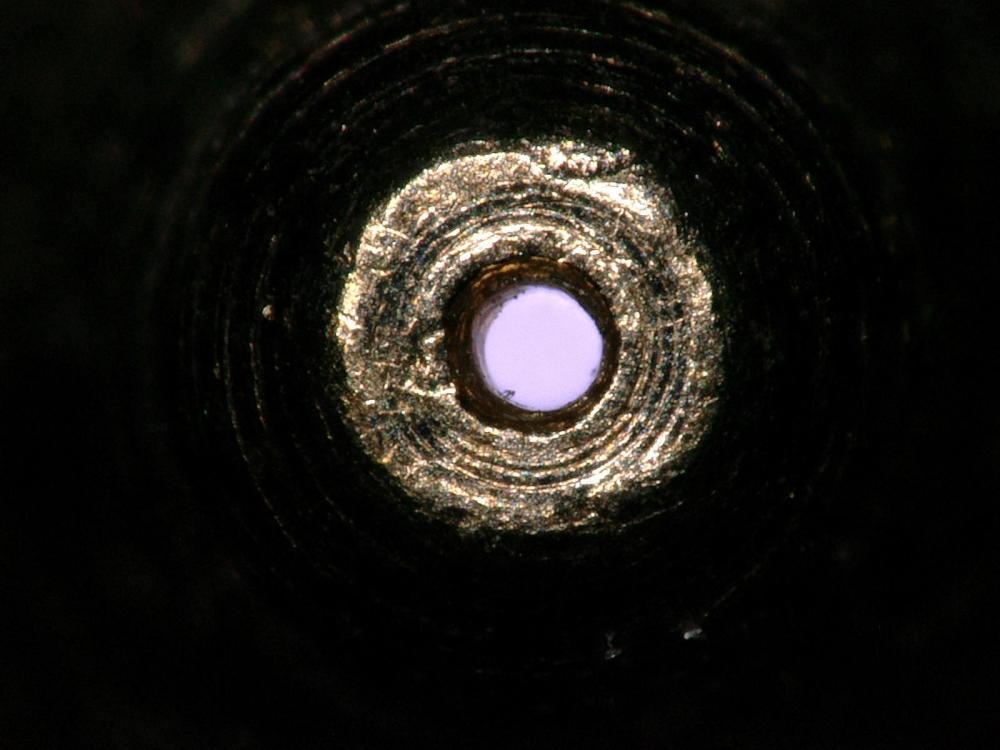
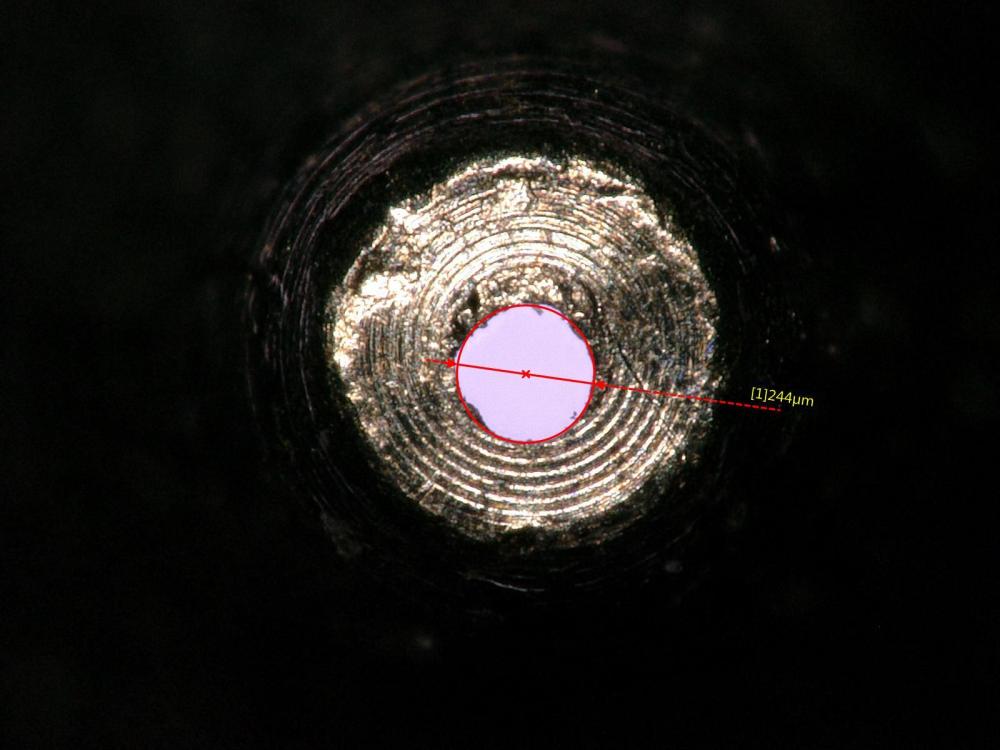
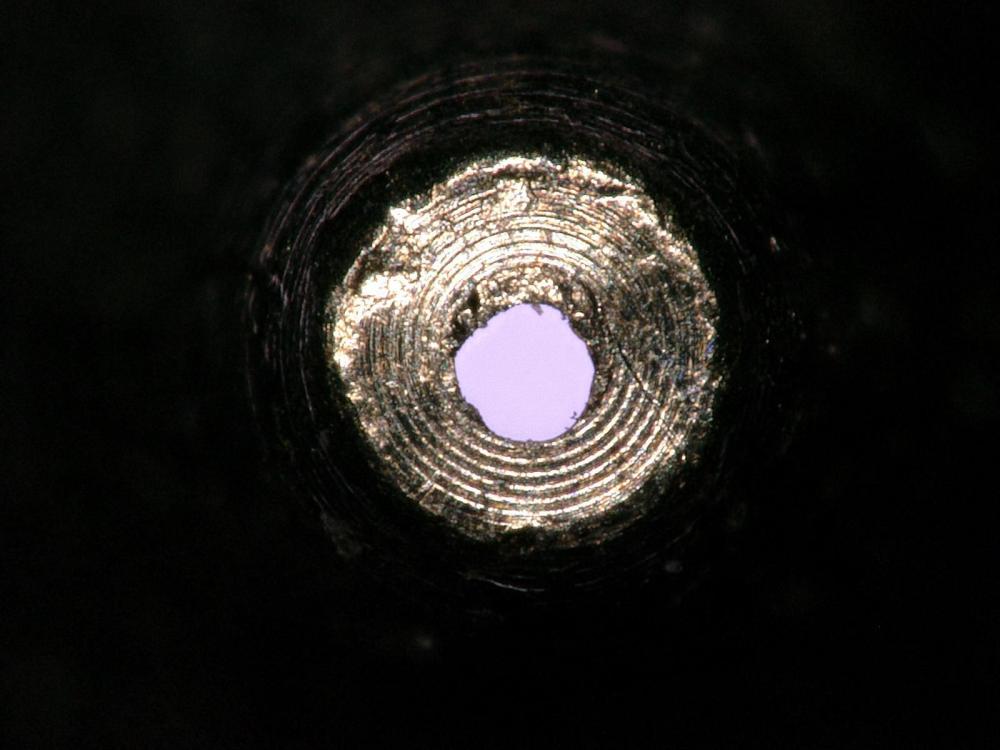
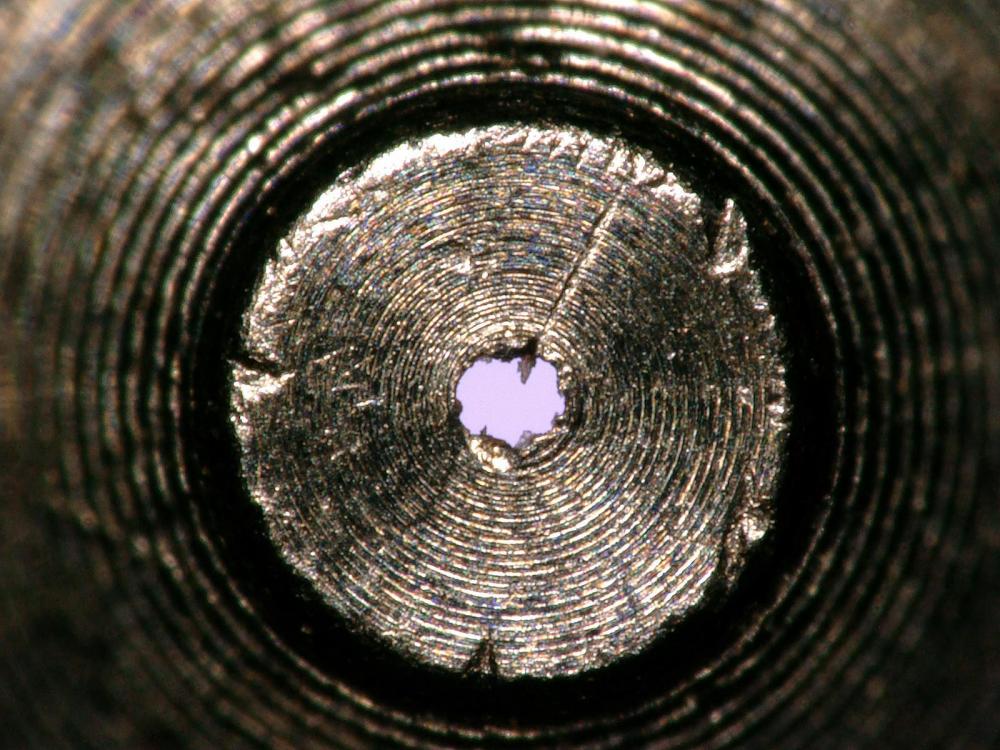
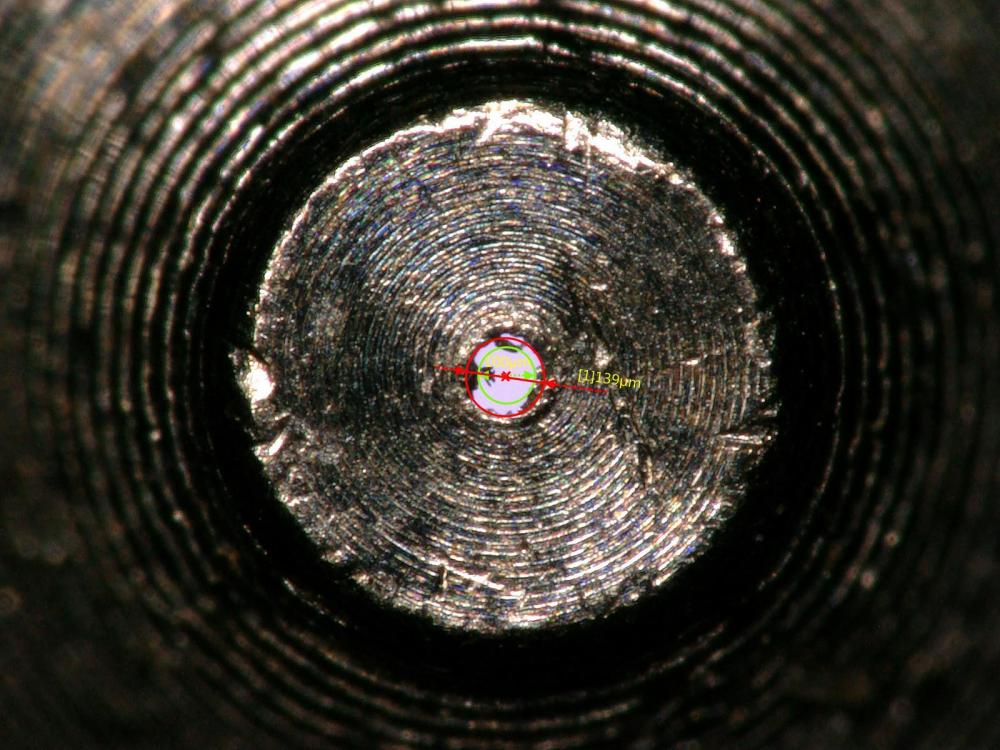
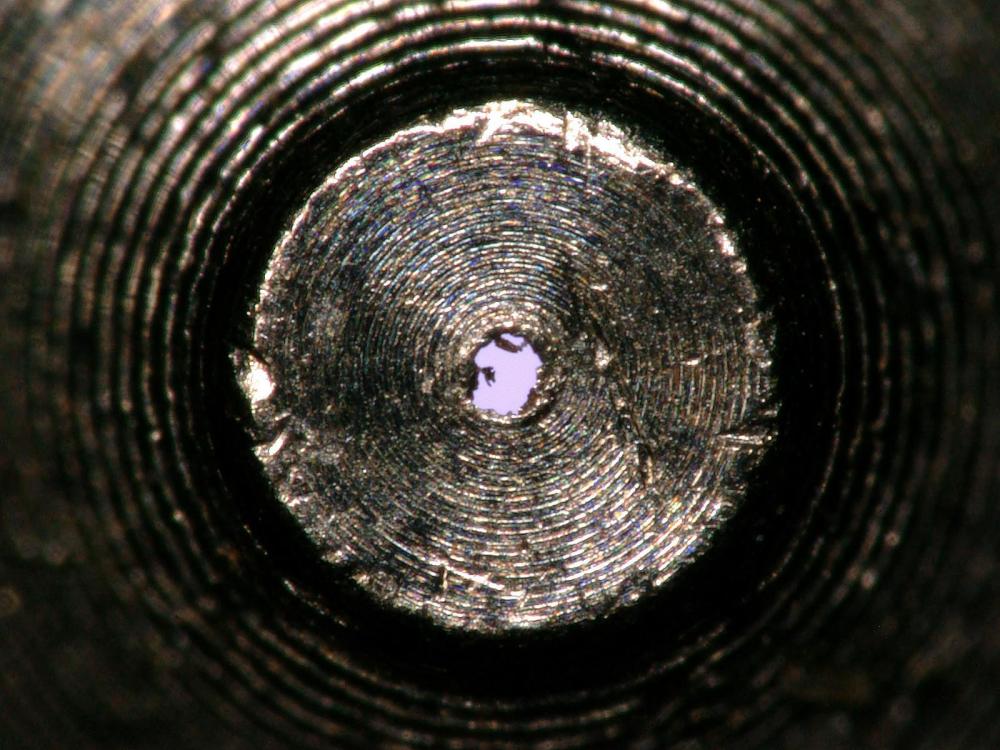
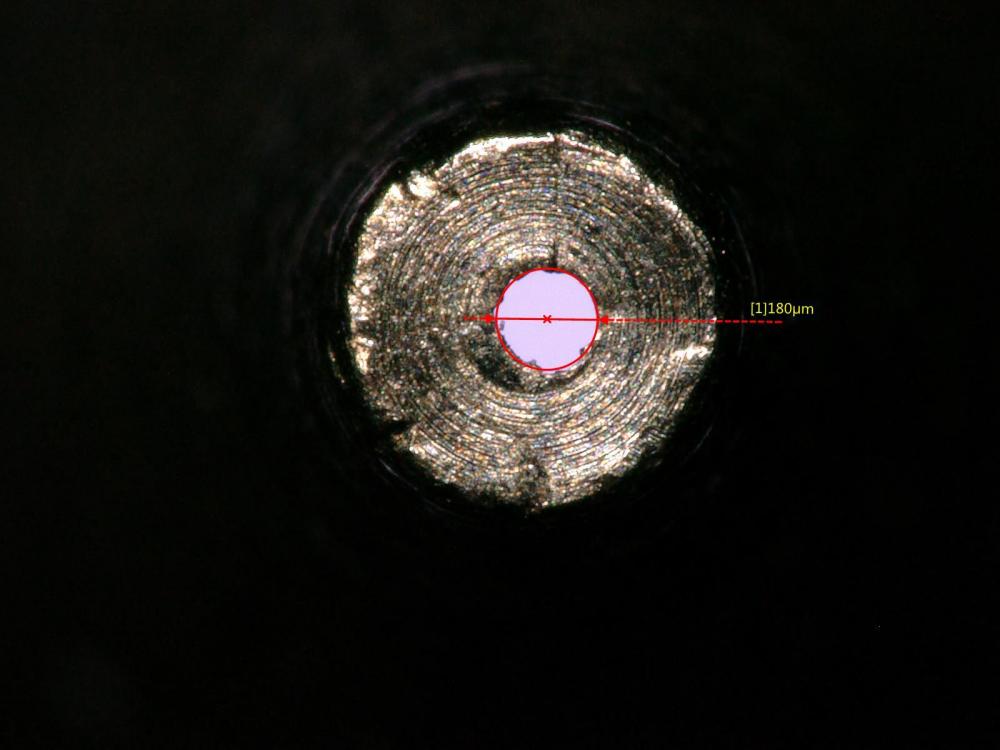
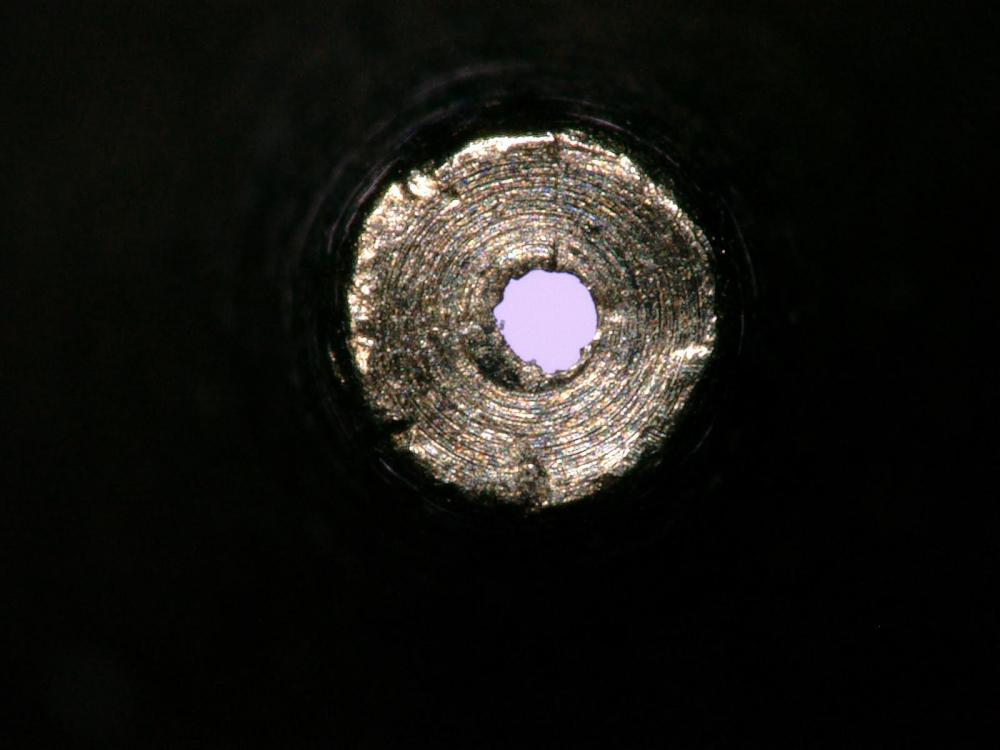
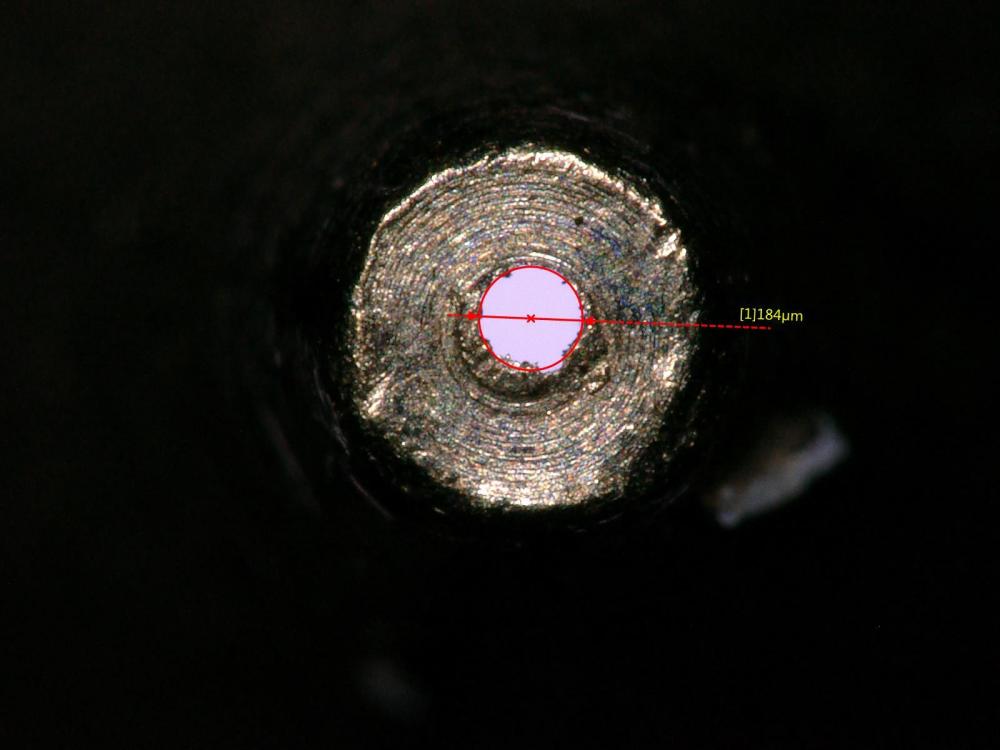
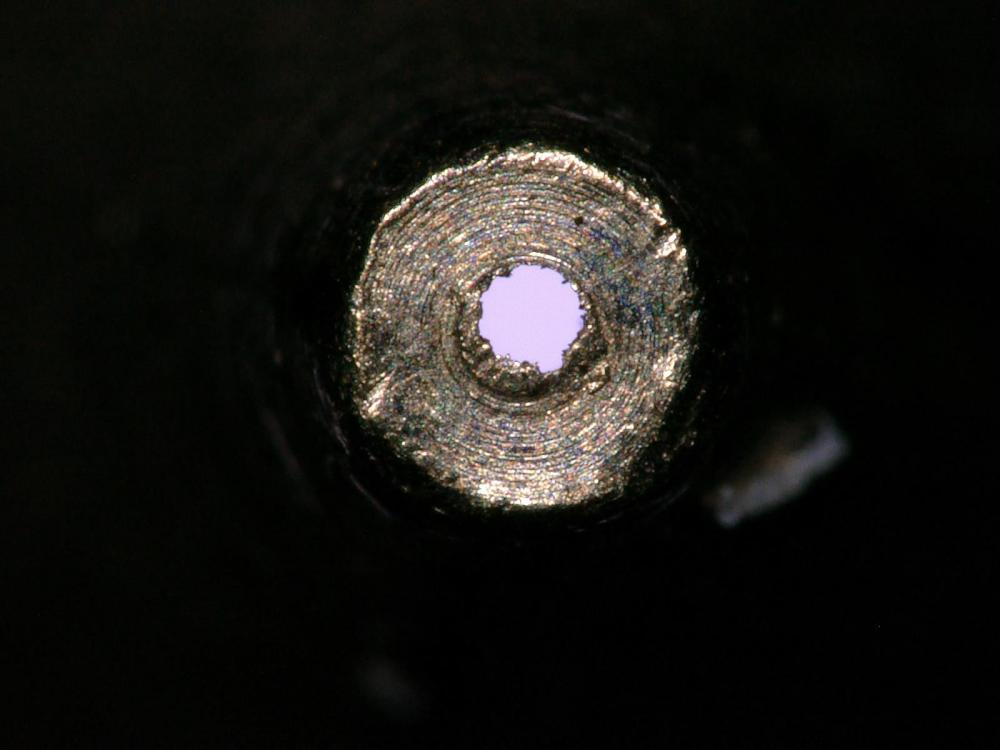
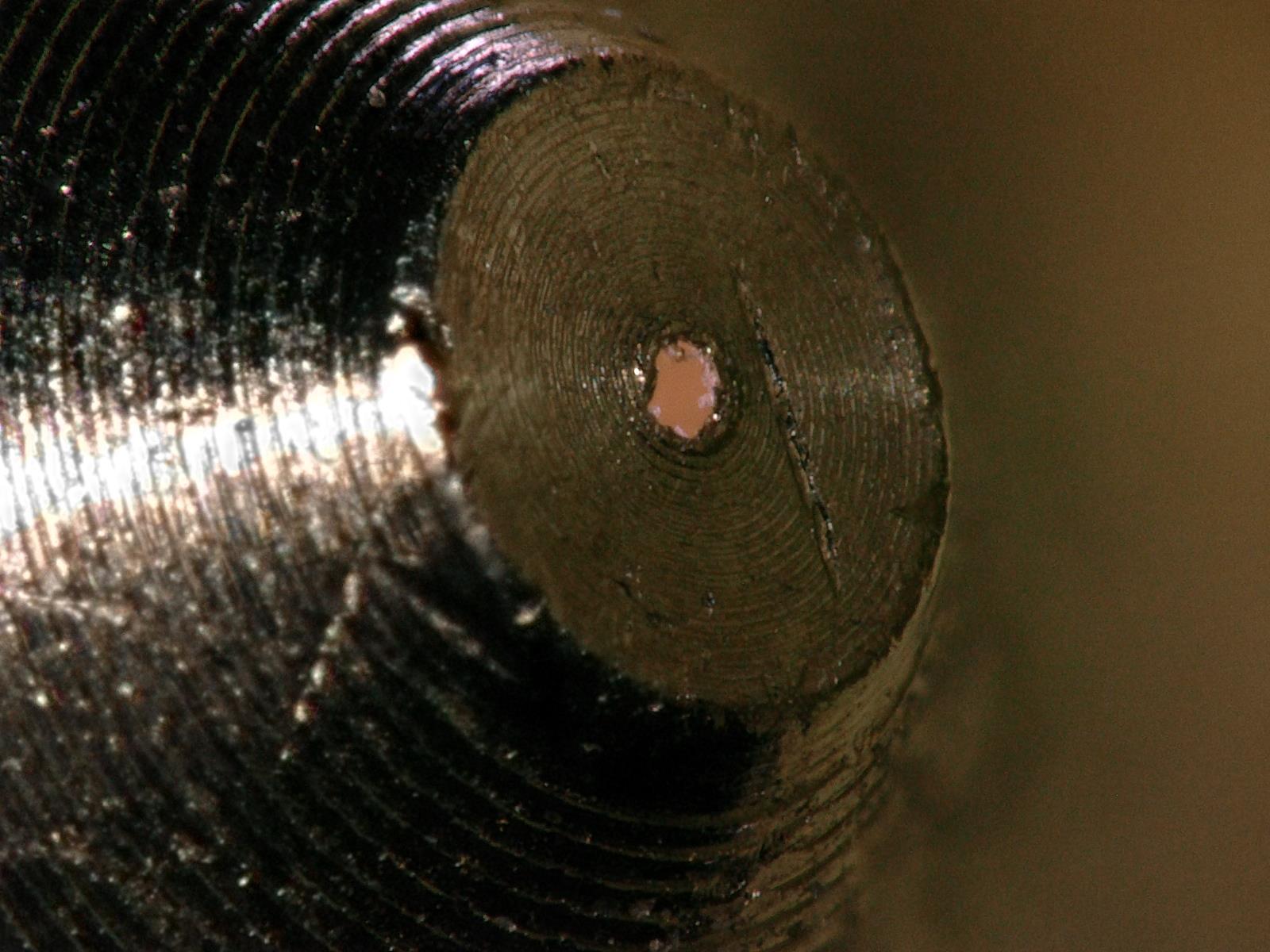
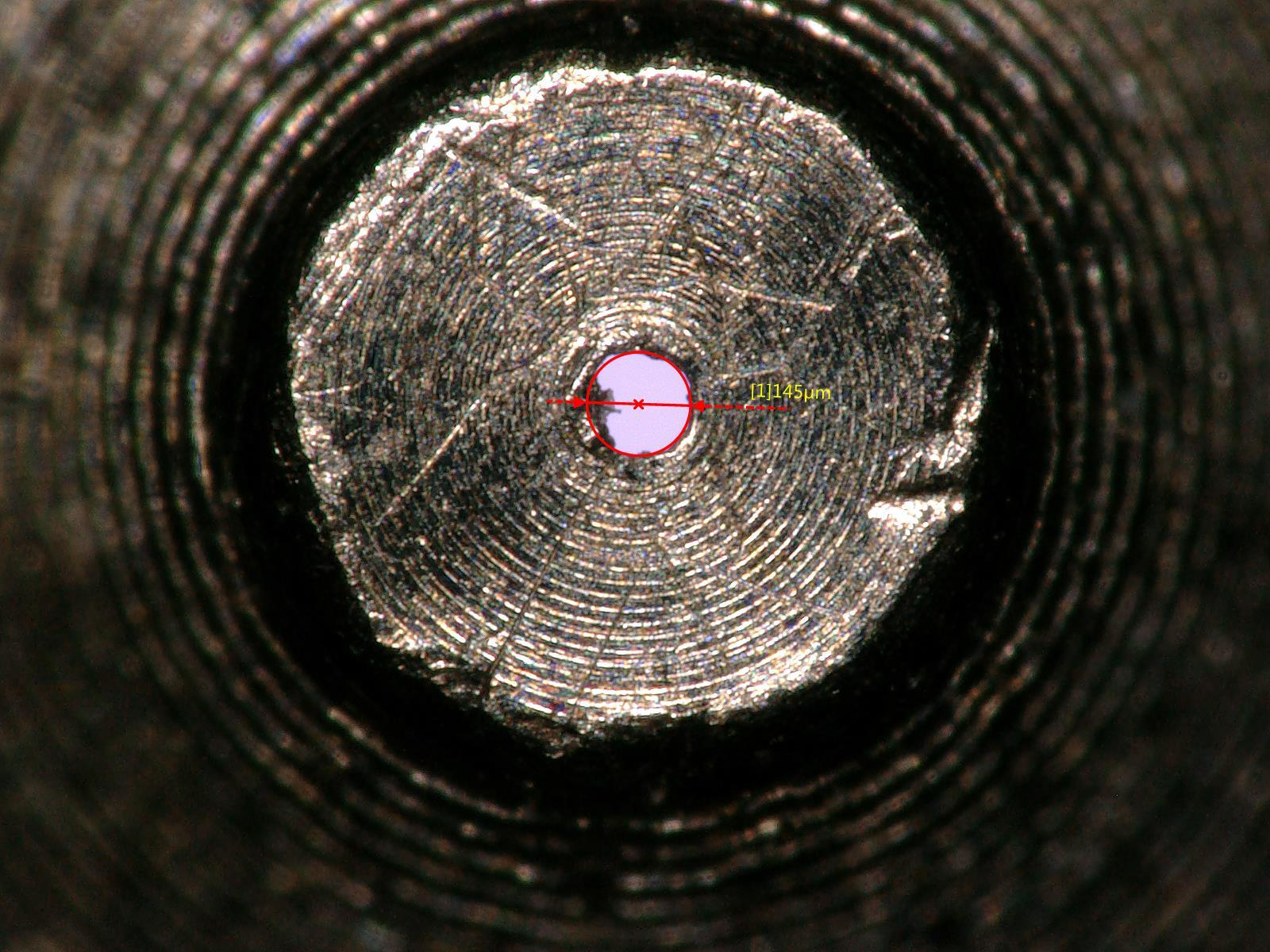
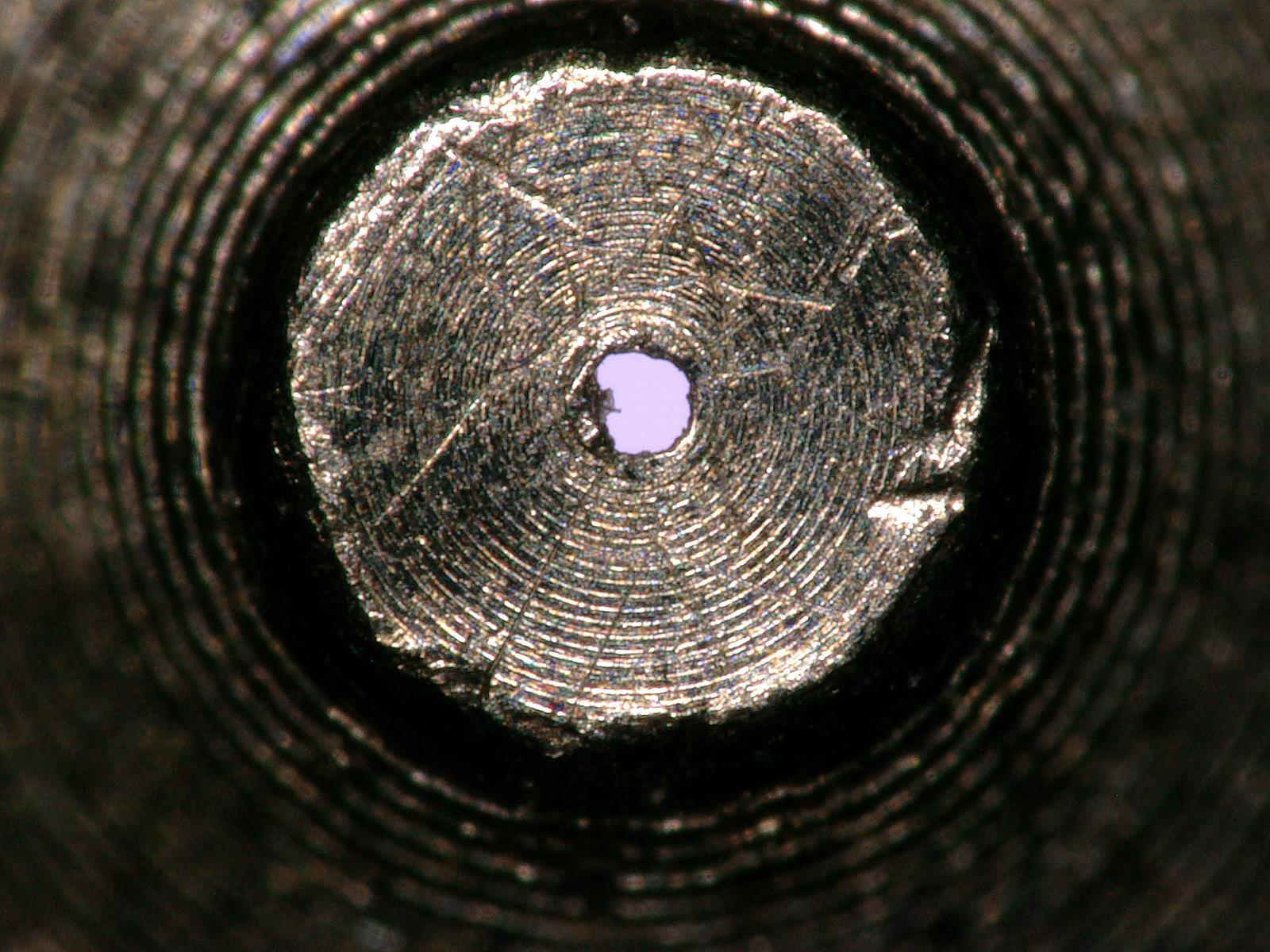
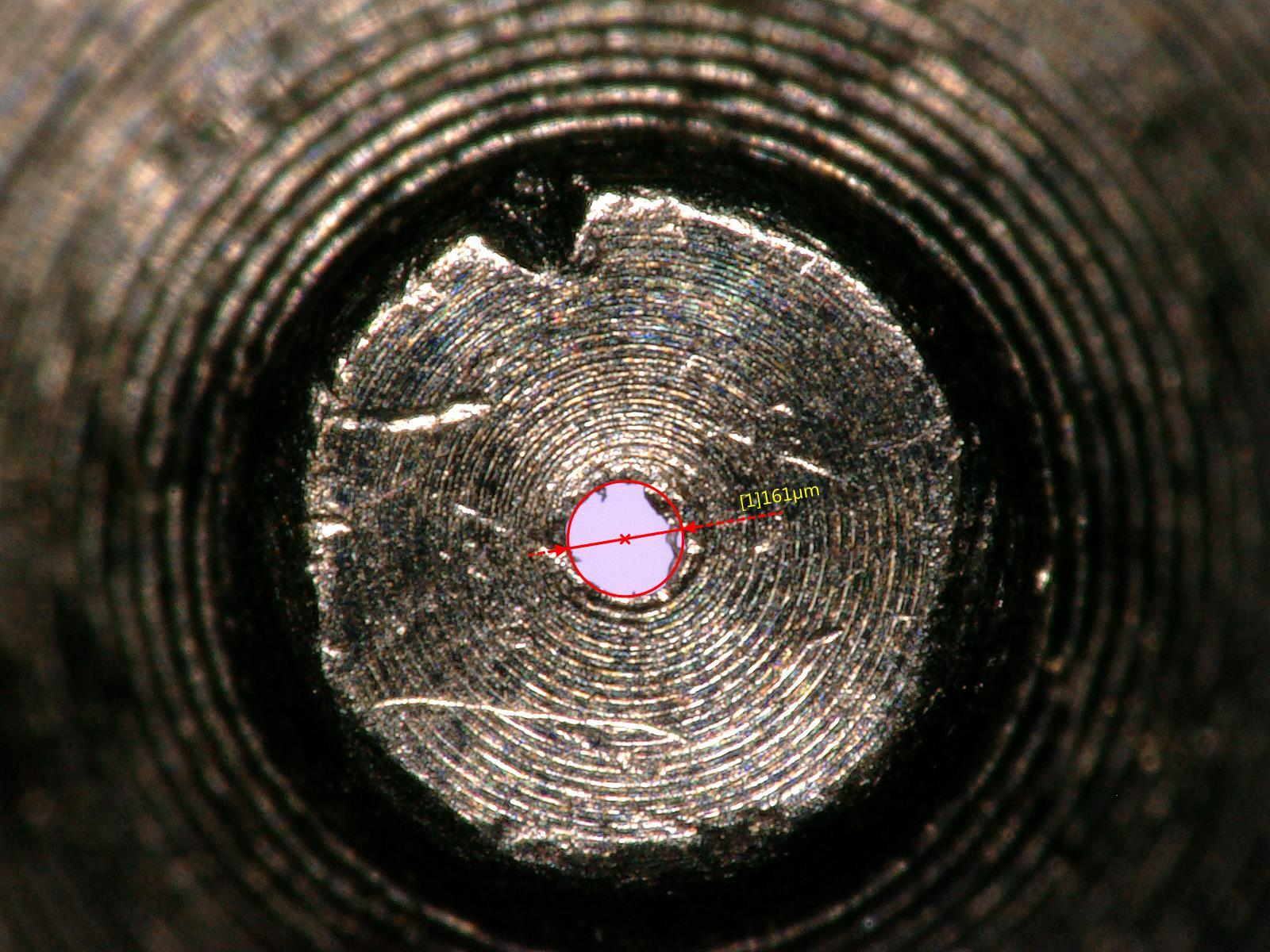
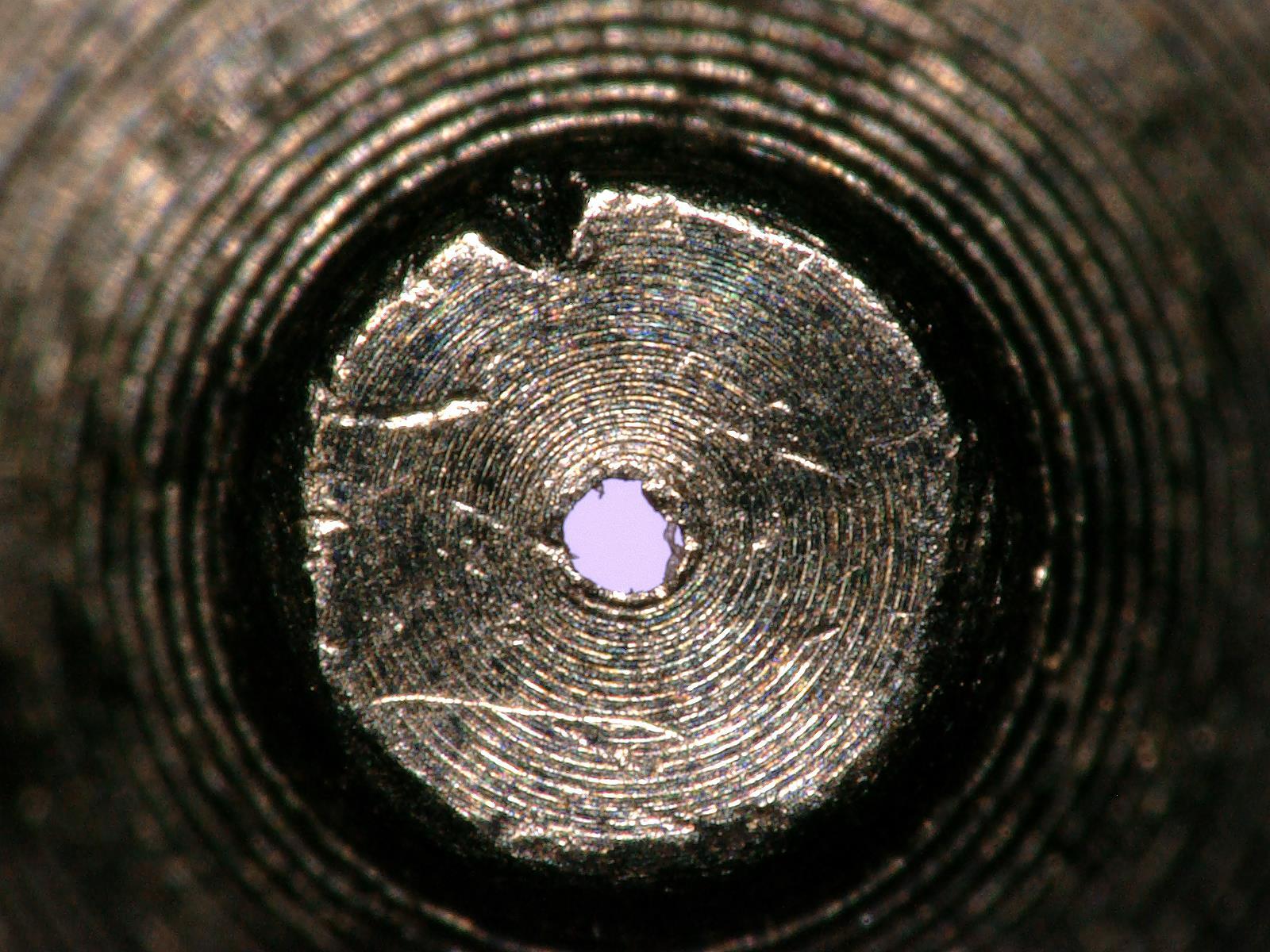
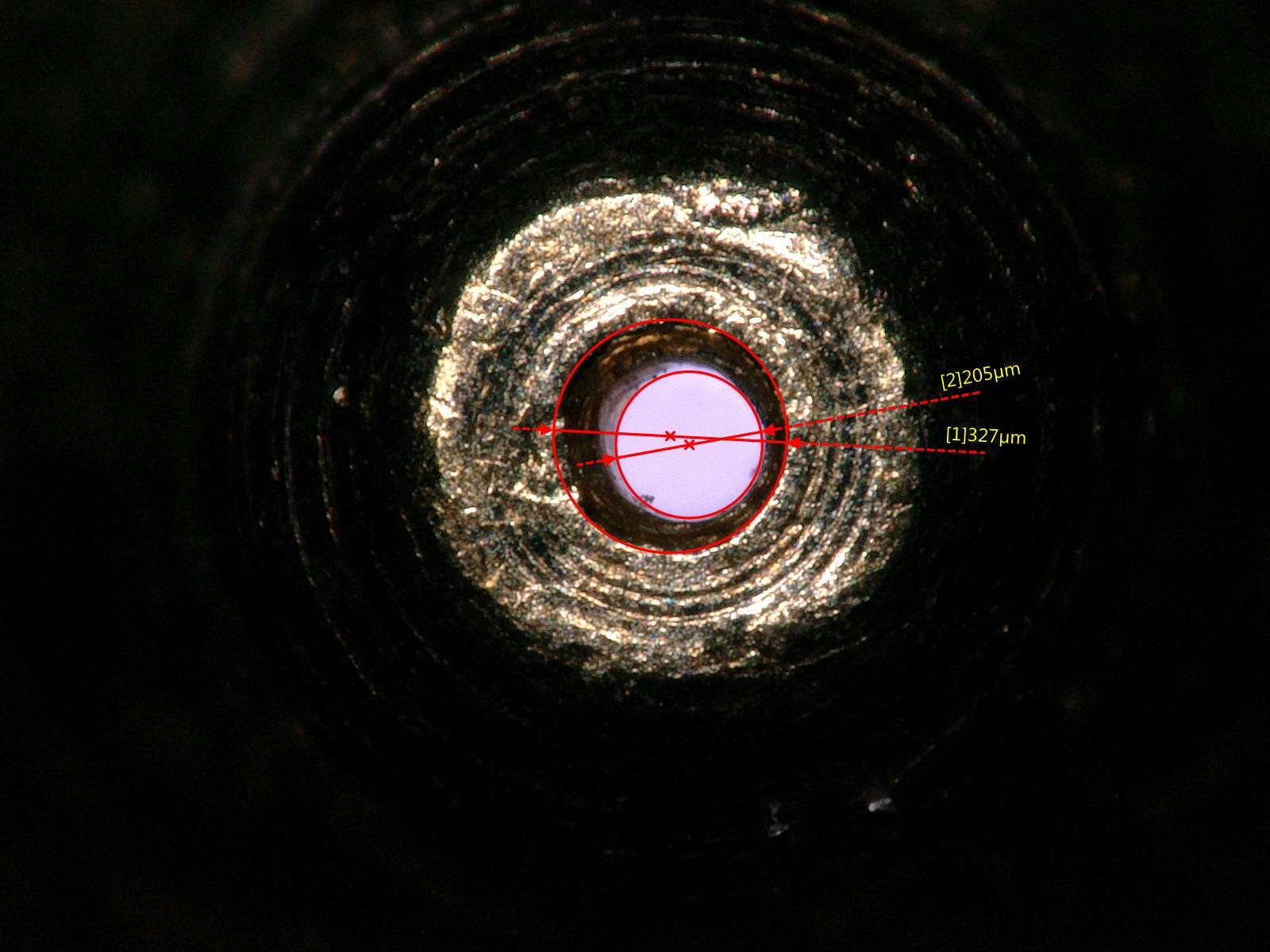
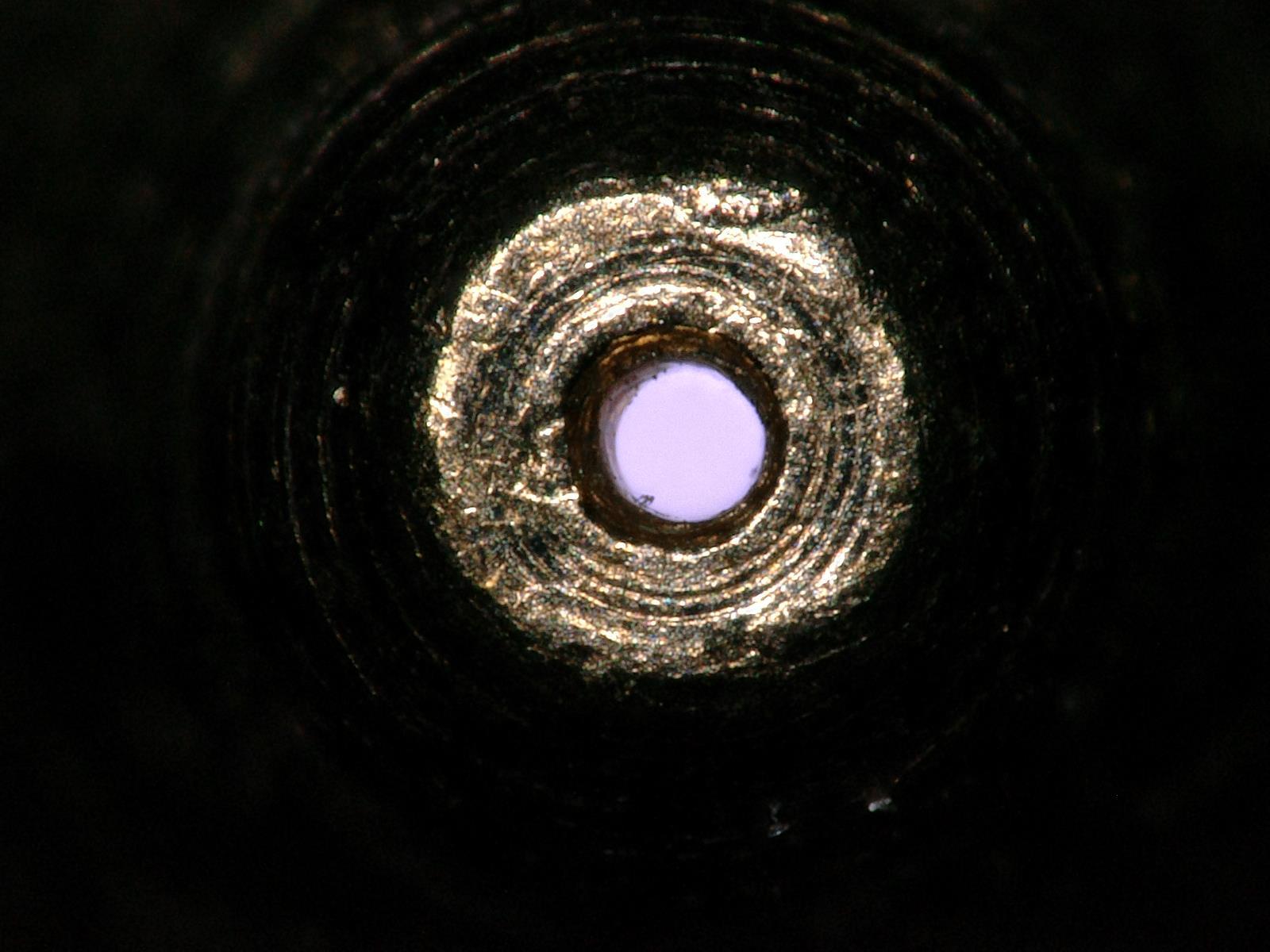
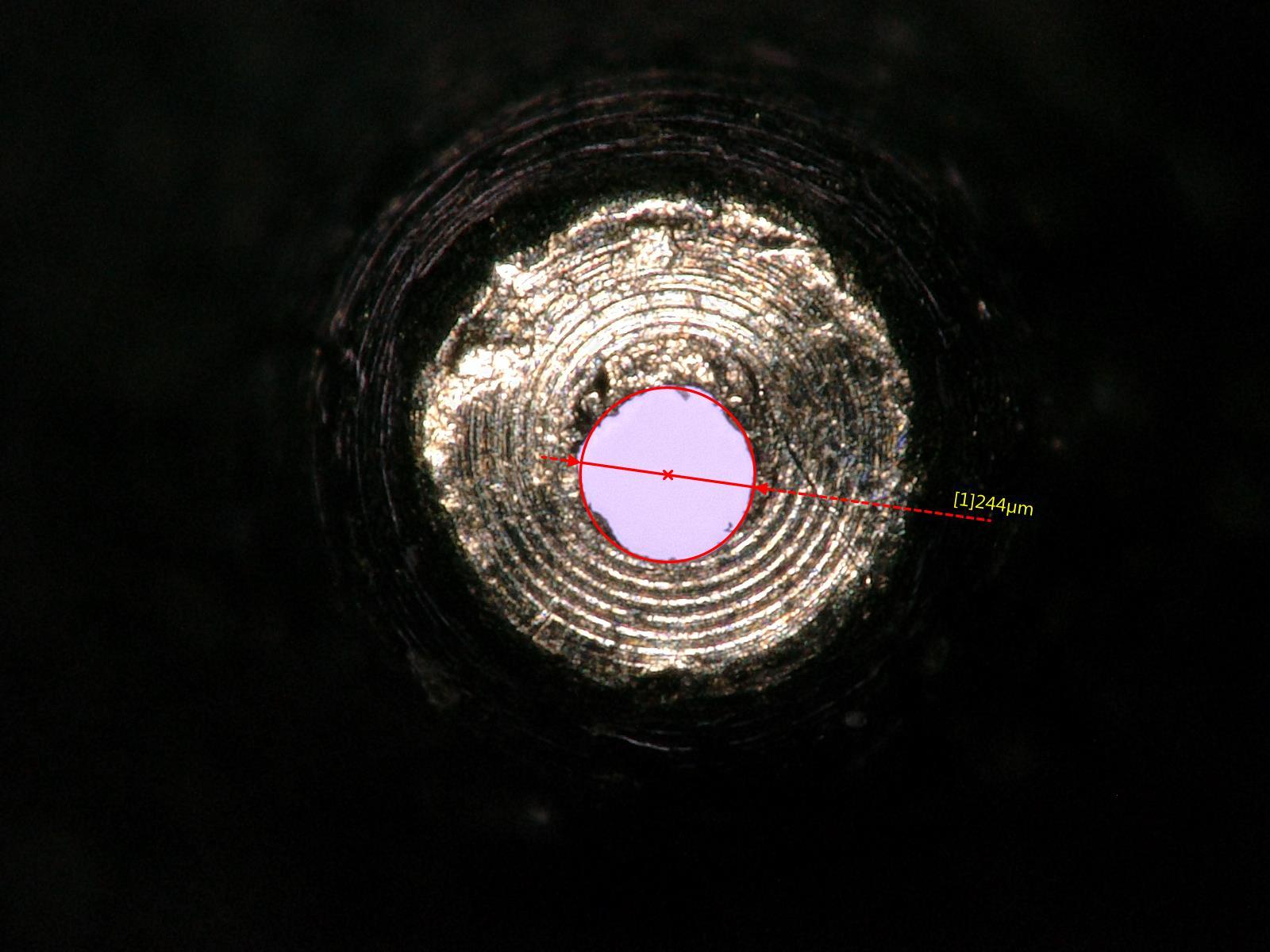
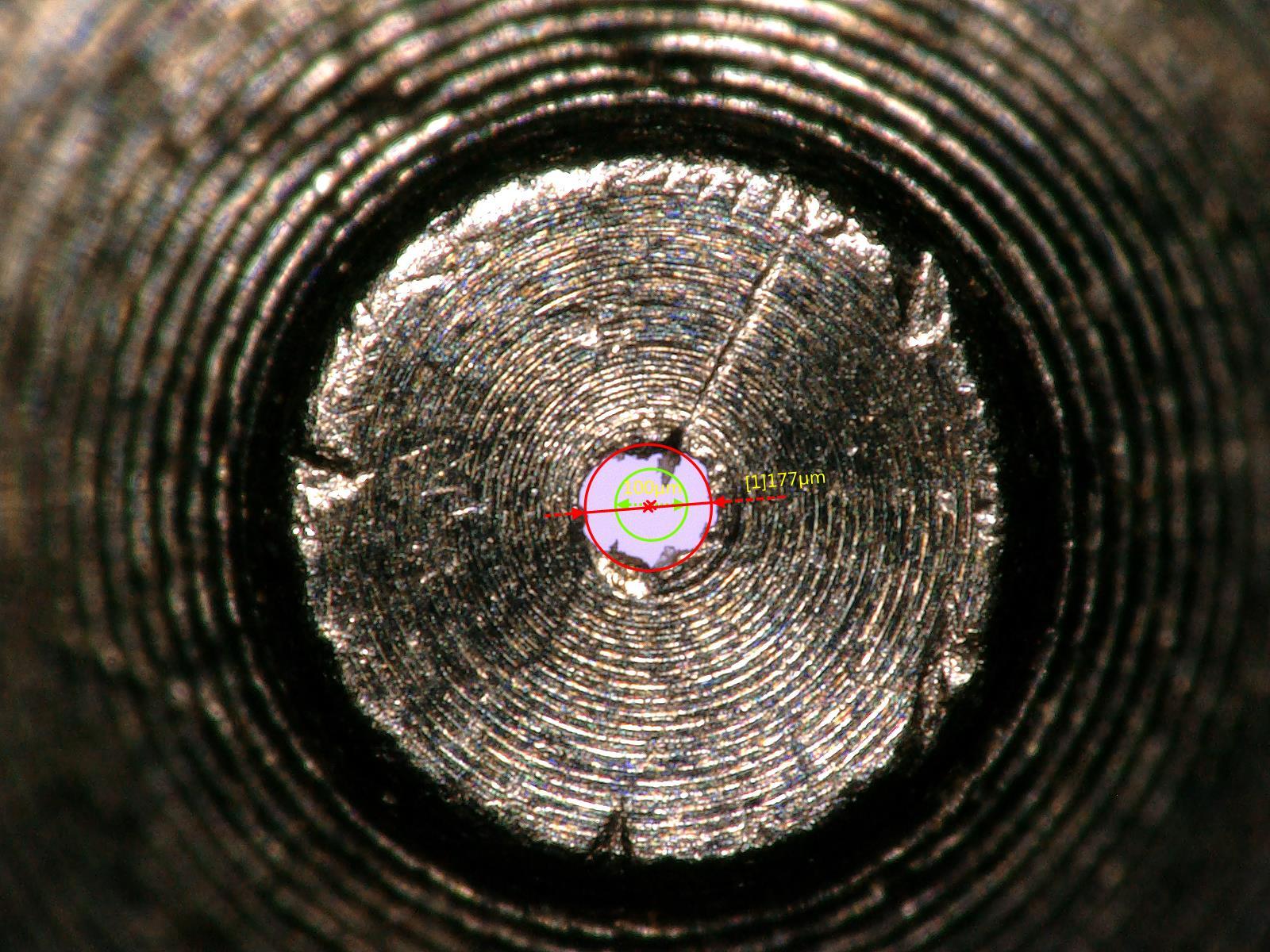
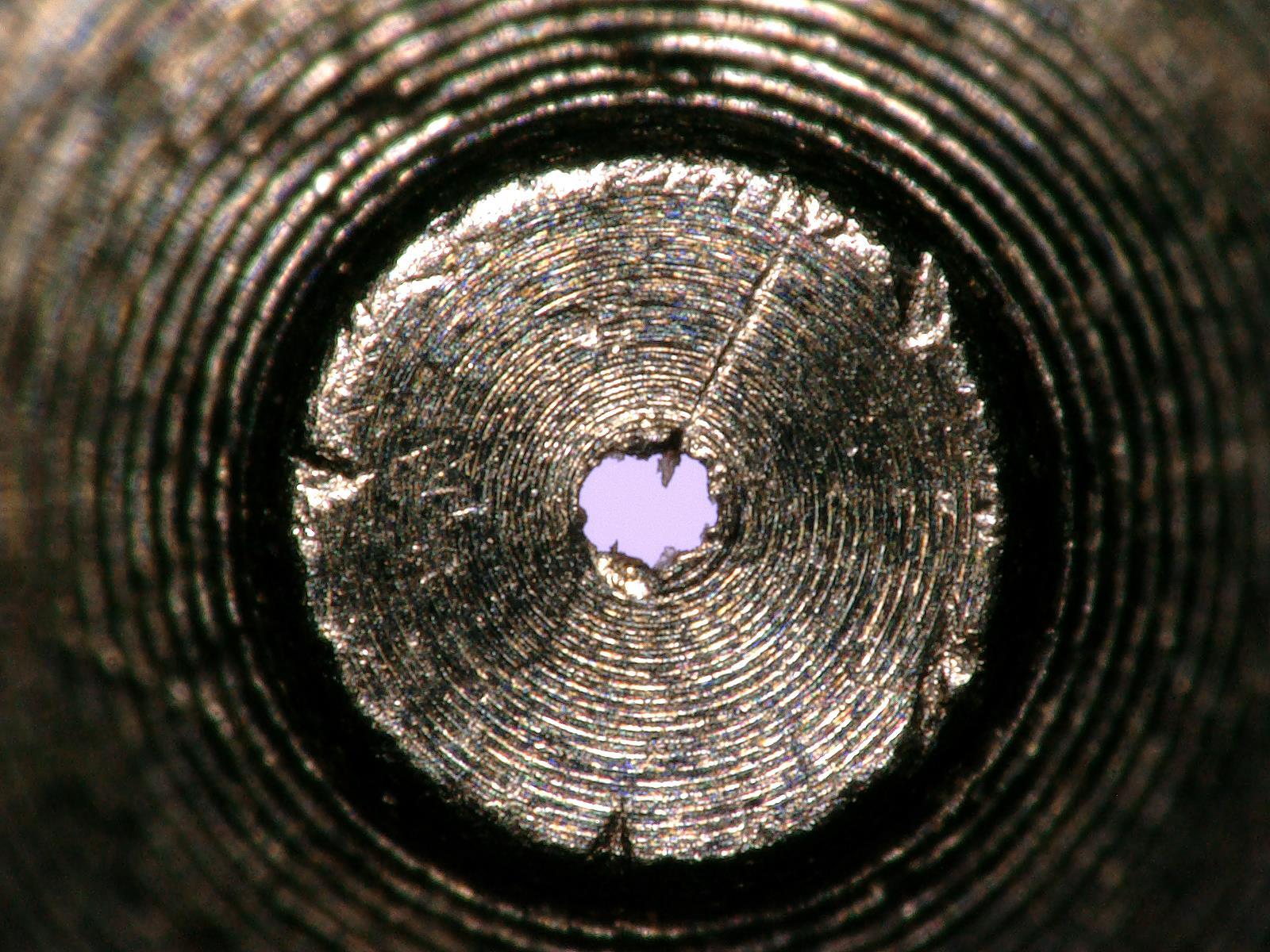
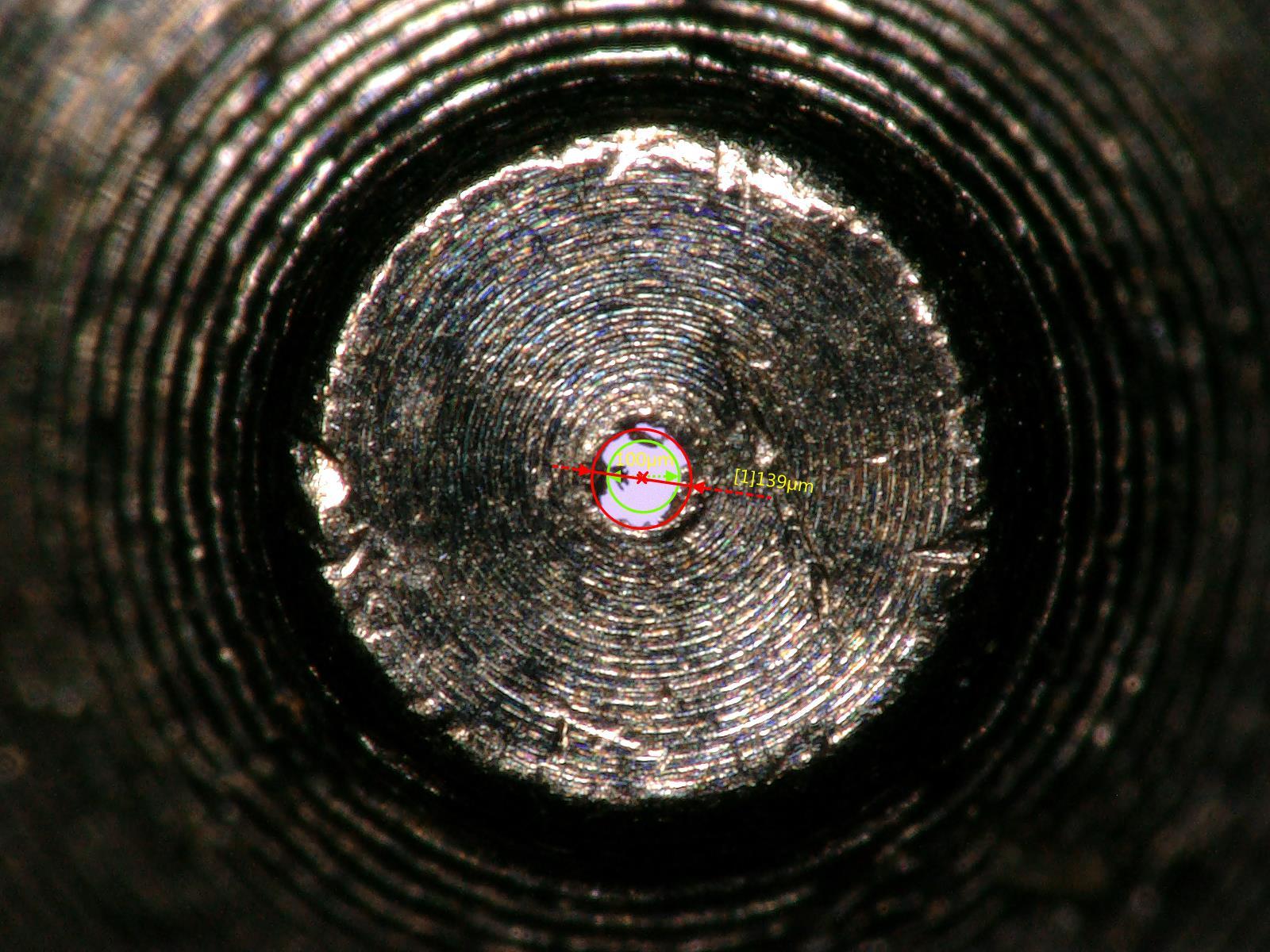
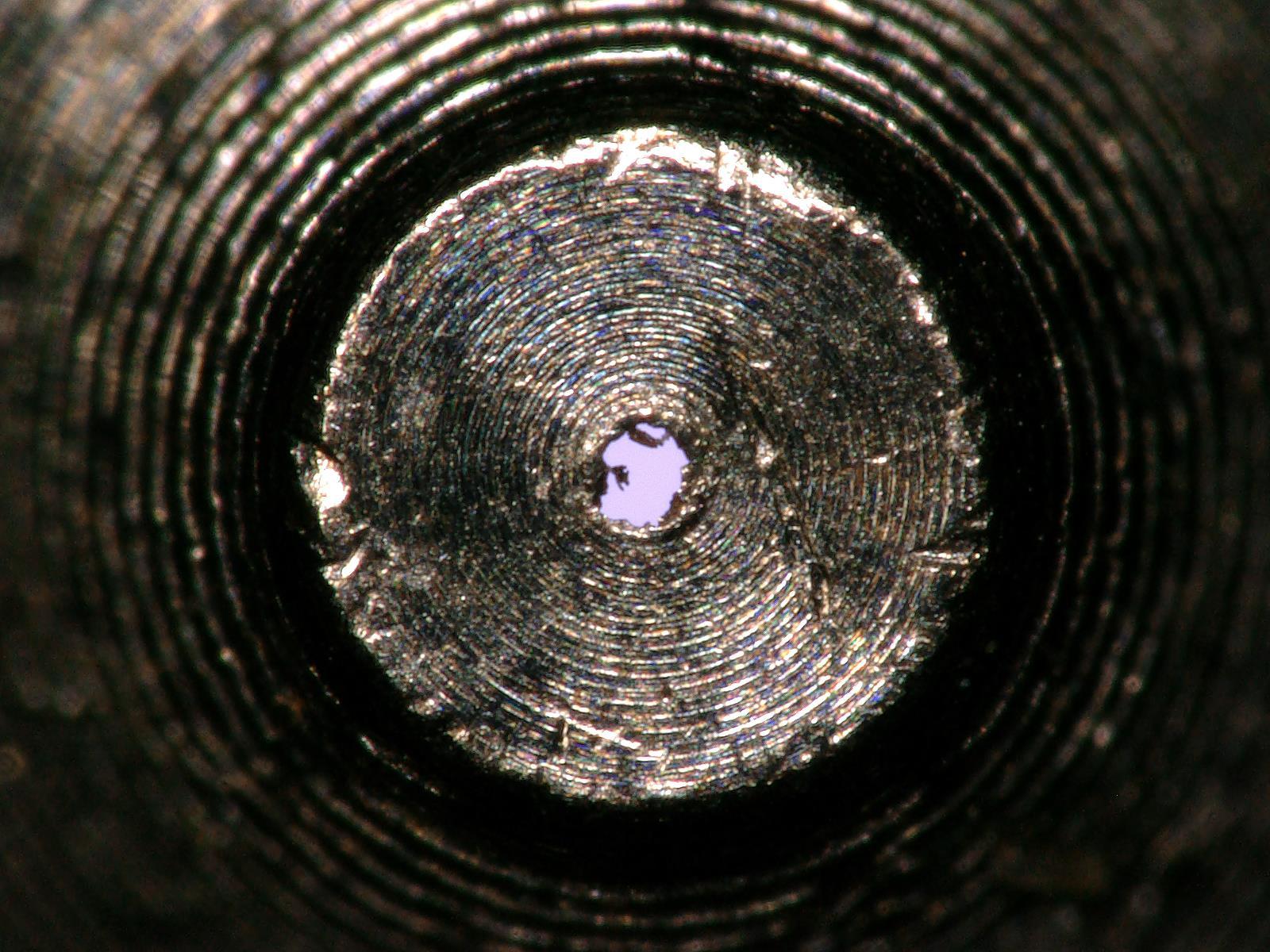
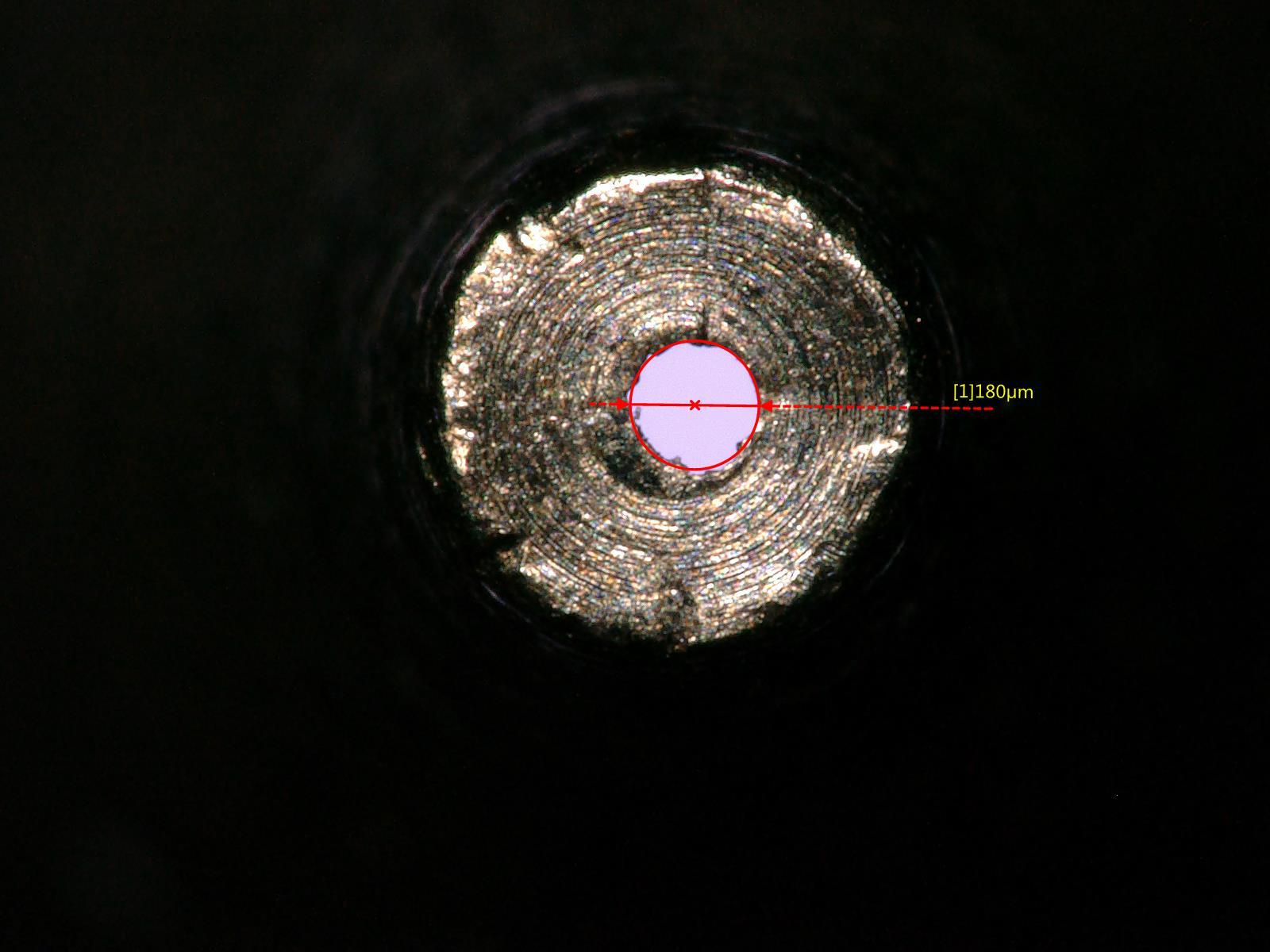
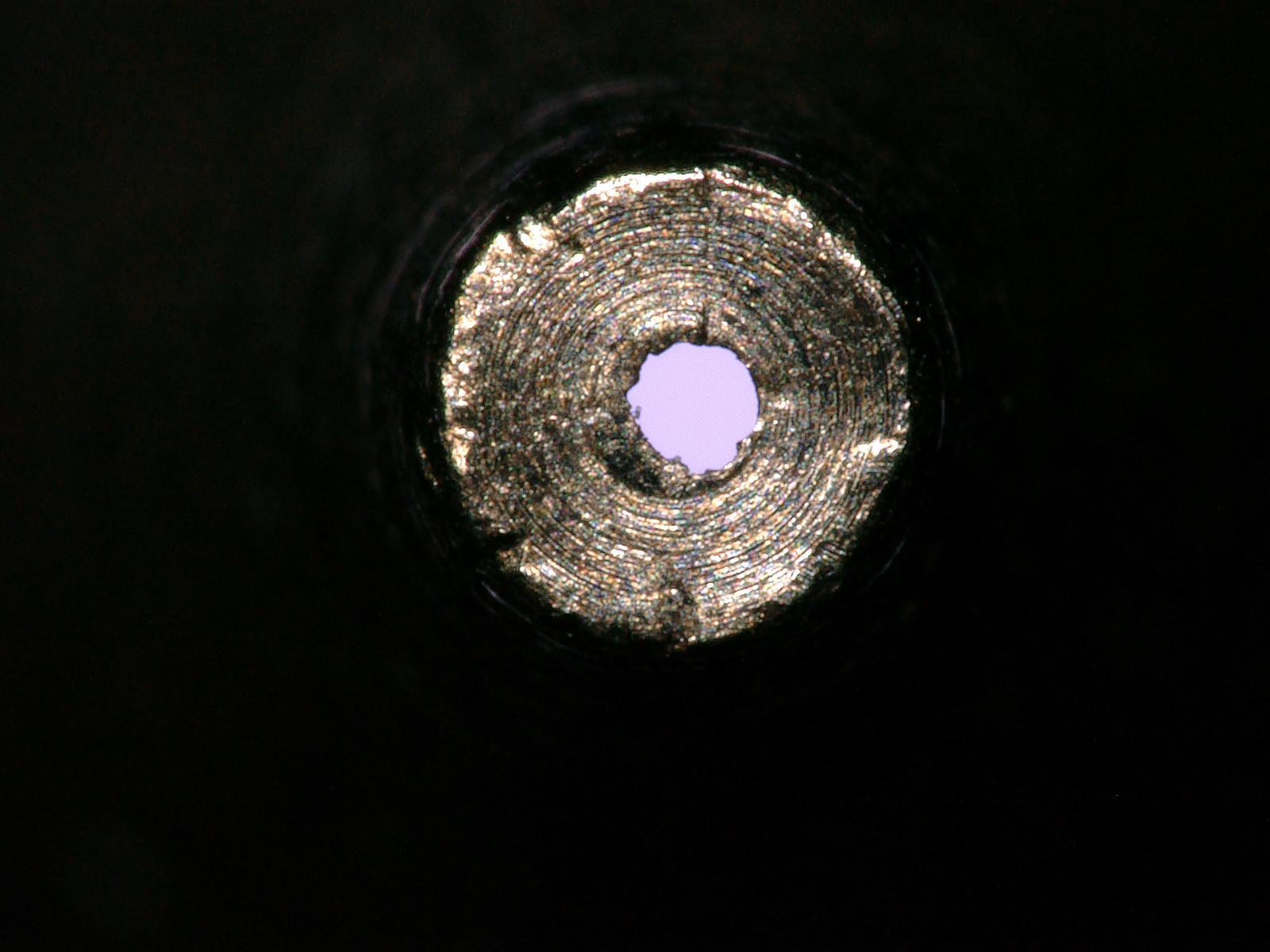
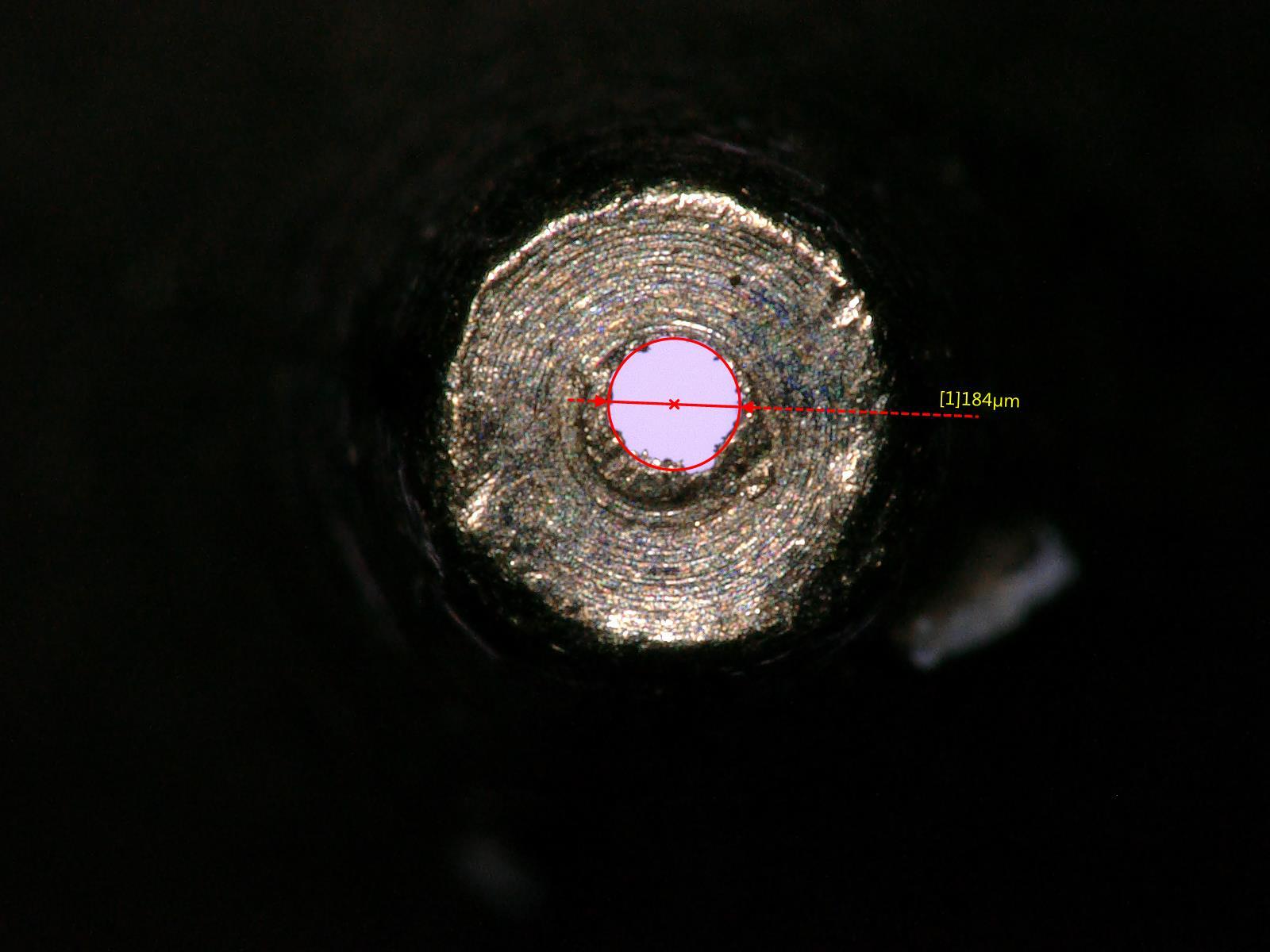
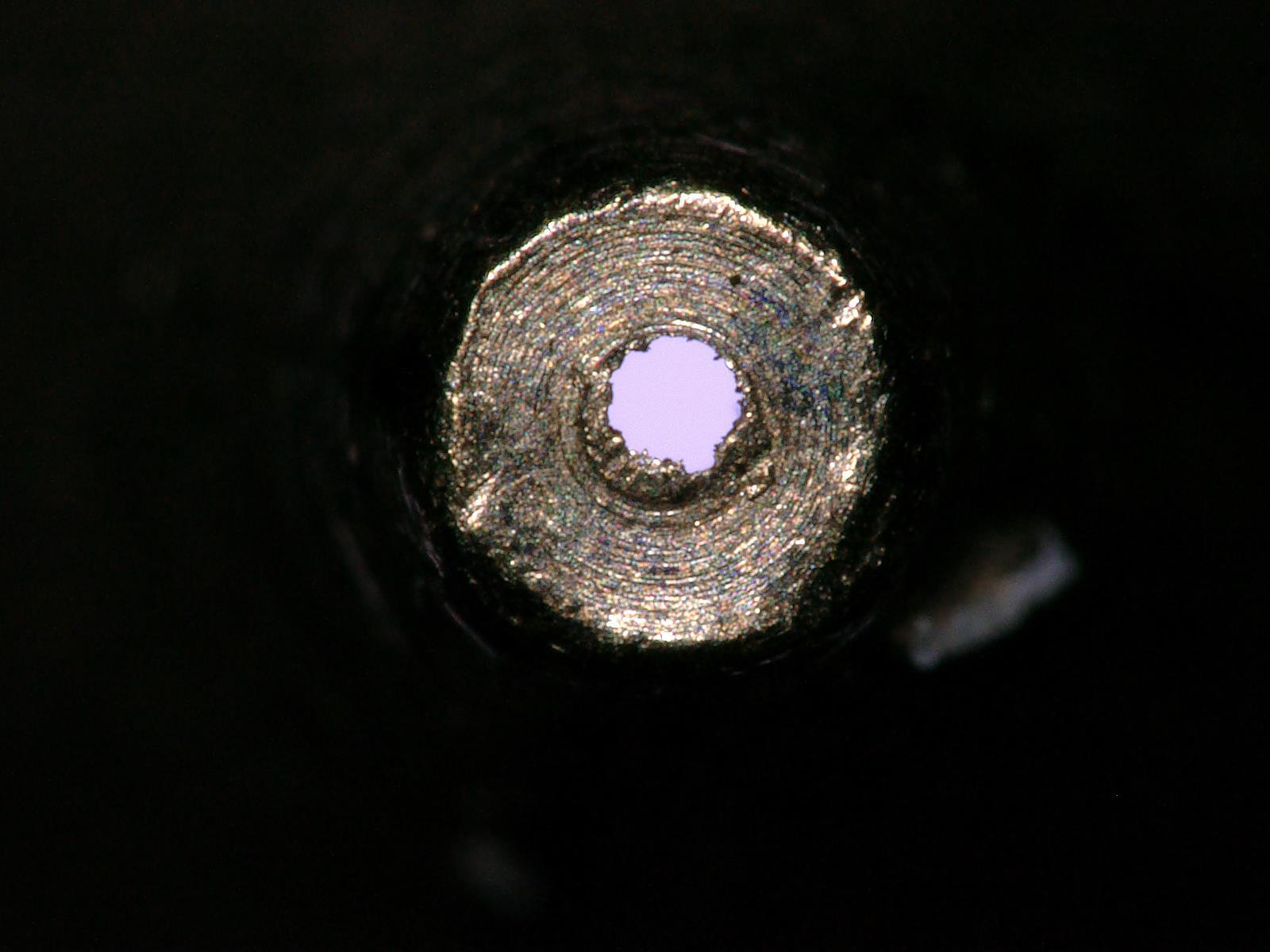
Bonjour à tous, Grâce à l'aimable participation de @OUPS65 qui souhaitait tenter une expérience au nom de la science, nous allons aujourd'hui observer de près deux types de buses en provenance de chine. Une buse de 0.2mm et une buse de 0.1mm. Ce n'est pas deux, mais huit buses que m'a fait parvenir @OUPS65 : 2x 0.1mm et 2x 0.2mm en état d'usine ainsi que 2x 0.1mm et 2x 0.2mm en ayant repassé un foret de même taille. Commençons par observer l'aspect général : Rien à dire, c'est du classique, ça parait même assez propre, on pourrait presque les qualifier de bonne qualité quand on les a en mains comme ça. Cependant sur les 0.1, à l'intérieur j'ai noté pas mal de résidus noirs (oublié de faire la photo, quelle nouille), et ceci sur les 4 échantillons. On peut voir aussi que la semelle (le bout plat du nez de la buse) est plus large sur les 0.1 que les 0.2, mais ce n'est pas le même type de buse. Pour la mise en forme du post, je vais placer côte à côte les photos des buses avec et sans mesure, afin de bien voir les bords des trous (vous comprendrez vite pourquoi), et je vais grouper les deux échantillons de chaque groupe l'un au dessus de l'autre. Première série de clichés, les buses de 0.2mm d'usine : Bon je vous ai normalement habitué à ça : c'est pas centré, c'est pas rond, c'est très laid, et en plus, ça fait pas vraiment 200µm... Deuxième série, les buses de 0.1mm d'usine : Pire ici, ce n'est même pas répétable d'un échantillon à l'autre, pour ceux dont la vue baisse, il est marqué 177µm et 139µm au lieu des 100µm annoncés. Procédons maintenant aux mêmes observations, mais cette fois-ci avec les jeux de buses ayant "subit" le passage d'un foret. Les buses de 0.2mm après foret : Pour le premier échantillon, je soupçonne @OUPS65 d'avoir utilisé un foret trop gros (0.3mm ?) pour commencer, en tout cas cet avant trou est très rond et centré, coup de chance ? Hormis ce petit débordement, on pourrait dire que le trou de 200µm est pas mal, mais c'était assez compliqué de choisir le point de mesure à cause de l'incertitude à gauche du trou (car il n'est pas droit). Pour le deuxième échantillon, pas de chance, le trou de 244µm est un peu plus gros que prévu, si on se réfère aux échantillons d'usine, le trou d'origine devait faire dans les 180µm. Ça serait intéressant que @OUPS65 nous détaille sa façon de procéder, rien que les photos d'un foret de 0.1mm et 0.2mm devraient être impressionnantes. Les buses de 0.1mm après foret : Bon ici de toute façon, il y avait peut de chance de voir une amélioration sur les deux échantillons après passage du foret, car déjà sur les échantillons d'usine, les trous étaient trop gros. J'ajoute encore deux clichés, suite à mes observations de l'intérieur en loupe binoculaire, j'ai remarqué quelque chose d'étrange au fond du perçage, après la zone conique, vu ici depuis l'extérieur : A gauche, on voit qu'il y a un peu de matière, un peu d'épaisseur dans laquelle le perçage à été effectué. Mais alors à droite (buses de 100µm)... La paroi doit faire quelques dizaines de microns tout au plus, je suis persuadé qu'à la première mise en pression de l'extrudeur, le plastique va venir éclater les bords du perçage comme un artichaut ! Et dernière observation, on peut voir que la plupart des buses sont scarifiées au niveau de la semelle, ça n'améliore pas leur piètre qualité. Je tiens à remercier encore une fois @OUPS65 pour ce moment de partage toujours très enrichissant pour la communauté. A vos commentaires.




 1 point
1 point -
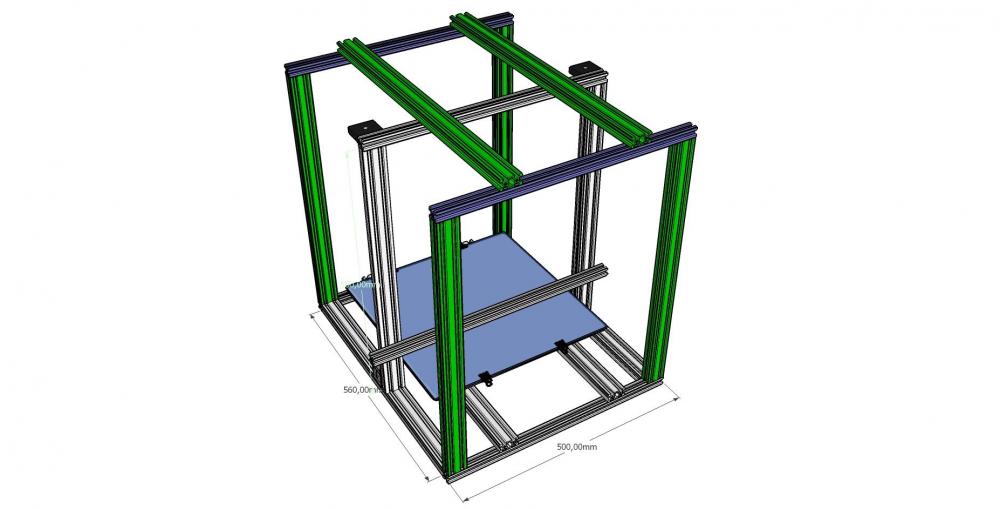
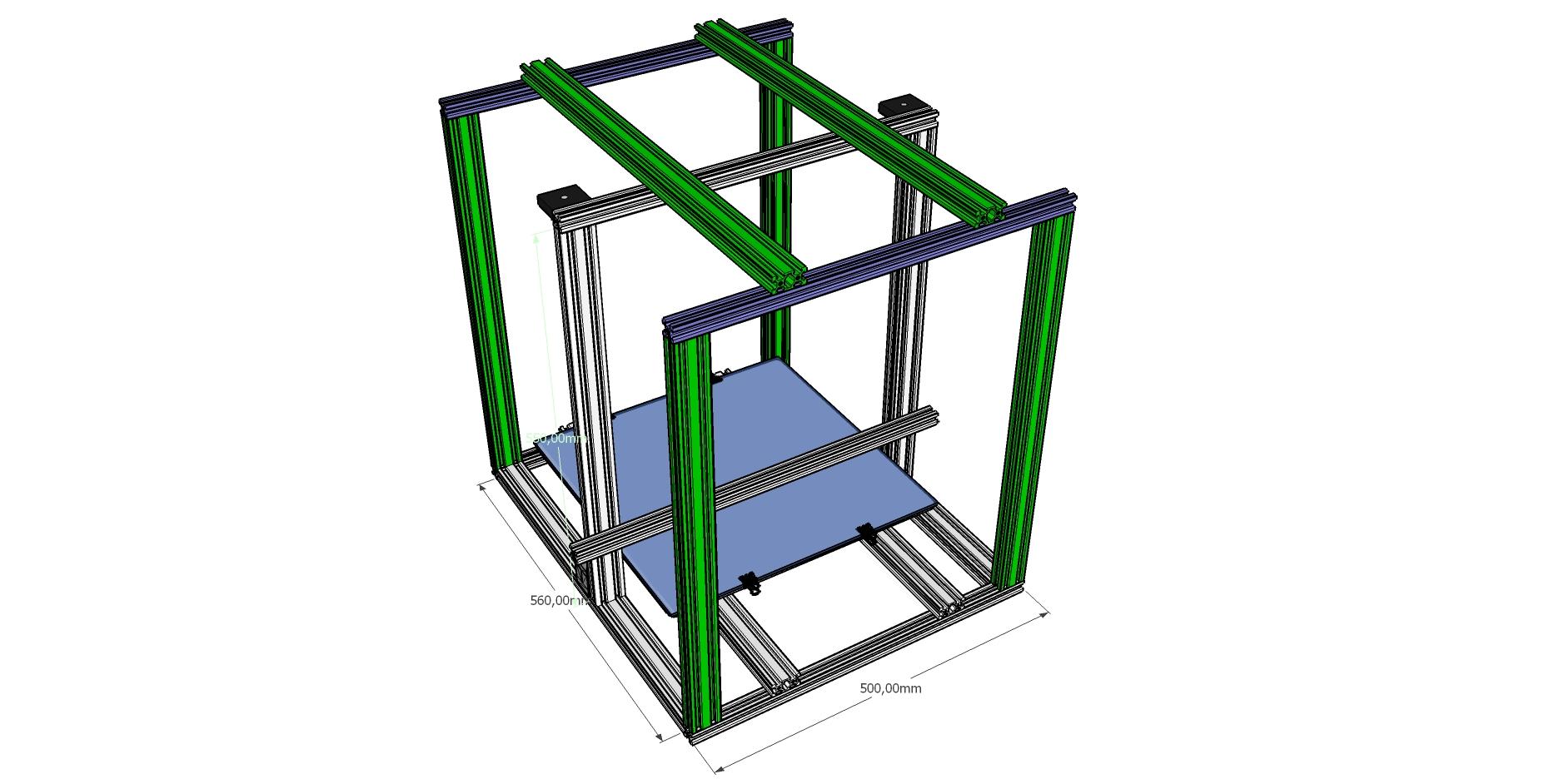
bonjour, Voila j'ai ce projet d'utiliser le système hypercube sur ma CR-10 S4. Dans les avantages espéré: - Plus de problème de stabilité sur les impressions haute,imprimante rigide - Déport de l'extrudeur en hauteur pour soulager l'axe Z gauche - Installation d'un éclairage - accroche des bobines en hauteur et divers accessoire. Dans le principe aucun démontage de l'existant. J'installe 2 portiques totalement identique a celui existant devant et derrière et j'ajoute 2 barres horizontales au sommet que je solidarise au portique existant par une vis traversante. L’écartement de ses 2 barres est à définir, soit très centré (pourquoi pas une seule du coup ?) soit aux extrémité au contact des 2 inserts des vis sans fin. Dans l'idée ces 2 barres accueillerons le moteur nema et l'extrudeur ainsi que des bobines. Leur placement est donc stratégique. Voila j'attend vos avis, idées etc... N'hésitez pas ! C'est une dépense, faut pas que je me loupe
 1 point
1 point -
soit la qualité soit le diamètre, et le deuxième est facile à vérifier.1 point
-
+1 avec @veeger1 point
-
Je ne le peux, j'utilise mon télephone clandestinement :D Envoyé de mon U2 en utilisant Tapatalk1 point
-
@Pascal3t'as un formulaire à suivre pour les infos, ou donnes au moins le lien exact vers thingiverse....1 point
-
Problème de fil qui a du mal à suivre. J'ai eu le même problème hier soir avec du PLA. J'ai cherché pendant un moment jusqu'à que je monte une buse neuve de 0,4. Après c'est reparti correctement.Je pense à une cochonnerie qui a bouché en partie ma buse.1 point
-
un autre projet en cour ,filament chromatik dagoma 200degre 60mms 0,15 postprod en cour ,sujet trouve sur thinguiverse.


 1 point
1 point -
Remarque, tant qu'il n'a pas la même odeur... Rassure moi! les pièces que tu montres sont vissées sur des machin qu'on voit pas? Comme par exemple, une roue ou disque qui supporterait les 6 petites pièces?1 point
-
@Guillaume3D, tu peux en acheter chez @Fourmi (hotends.fr) Je te conseille de prendre des forets (sur amazon, par exemple) pour la déboucher (en dernier recours car à ce qu'il parait, c'est fragile).1 point
-
Salut @yaya56, Si tu veux nettoyer la buse avant impression, tu peux fait comme notre ami @Jean-Claude Garnier https://www.thingiverse.com/thing:28132381 point
-
Je t'ai répondu dans un autre post. C'est pas faux mais quel bonheur quand on progresse. Un argument rarement mis en avant par les vendeurs / aficionados / amateurs / propagandistes / ... de cette belle technologie est qu'il vaut mieux être patient. Rarement ça fonctionne du premier coup mais en persévérant, en déduisant / apprenant de nos essais / erreurs on parvient au final à sortir de jolies pièces . Et quand vraiment ça m..de alors le forum est une source inépuisable de ressources et de rencontres toutes plus intéressantes les unes que les autres... Et comme aime à le dire fréquemment @Bosco2509 :1 point
-
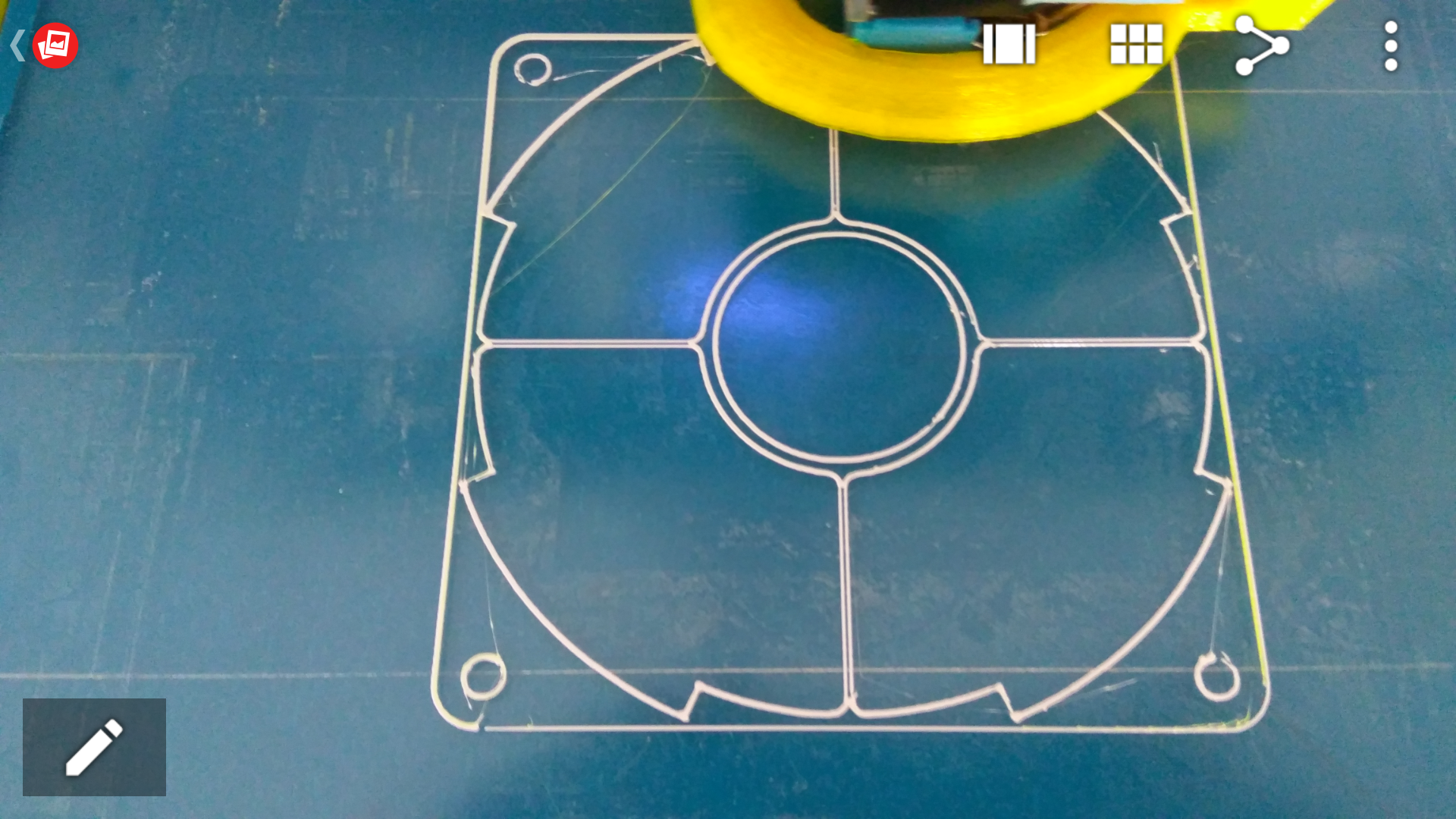
Évacuation du caisson 120mm en PETG, en cours, J'ai l'impression que mon trait et fin on dirait du 0.3 comparé à mon bébé A8
 1 point
1 point -
scotch bleu sur le flsun cube . ultrabase sur l anet et am8 . anycubic kossel il y a un genre de tapis ultrabase et cest pas mal du tout. ca se decolle pas aussi bien que sur l ultrabase mais ca n a pas les defauts de planeité de ces dernieres. jamais eu de soucis avec le pla . ca m etonne que certains utilisent tout l arsenal disponible destiné a l abs pour imprimer du pla.1 point
-
anet d origine papa. 1.1.5 et 1.1.6 sur les autres je crois1 point
-
pas encore essayé.1 point
-
Voilà le type de scotch. Comme tu vois , la trame du tissu pourrais être intéressant pour l'adhérence. Voilà. Pour le pla cela raccroché trop impossible de le détacher Peut être que pour toi cela fonctionnera. Envoyé de mon SM-G950F en utilisant Tapatalk1 point
-
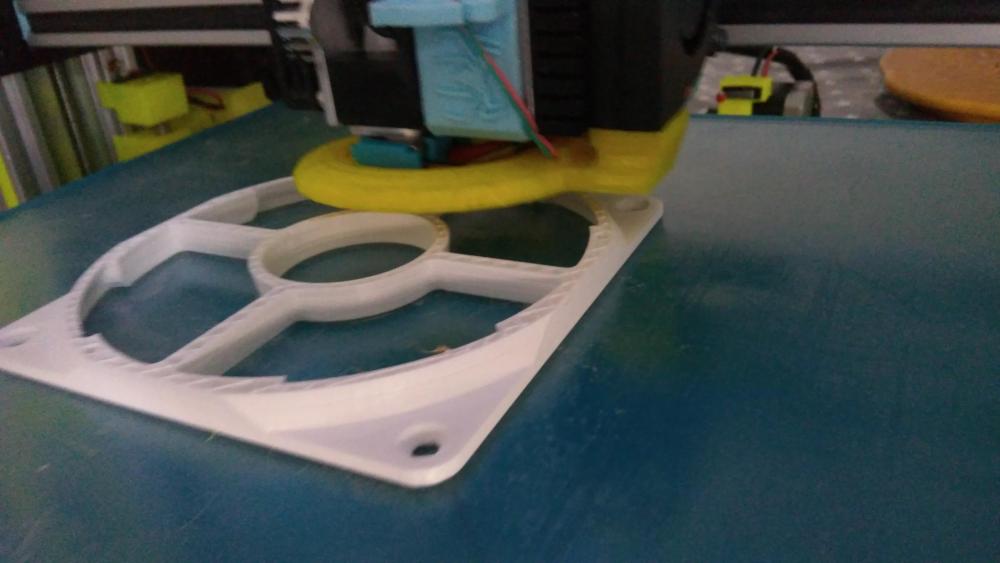
fin de la première partie , je vais devoir commander du pla
 1 point
1 point -
Bonsoir J'utilise pour ma part un BUILDGRIP DAGOMA fonctionne très bien Les impressions se décolle facilement bien avec une bonne spatule1 point
-
@Guizboy j'utilise de la colle Scotch 3m Classic verte en bâton de 8g et plus t'en mets et plus ça adhère ( la galère à enlever ensuite ), donc à mettre avec modération1 point
-
J'ai peut-être une solution. J'ai utilisé un scotch fibré. Le revêtement de ce scotch est très bon pour l'adhérence. Je t'envoie une photo dès mon retour à mon appartement. Envoyé de mon SM-G950F en utilisant Tapatalk1 point
-
La colle UHU a bien fonctionné pour moi avec du Nylon qui n'avait aucune accroche. Par contre ça marchait mieux avec le plateau à 80 que à 120. Je pense que du dimafix ne serait pas du luxe histoire d'éviter d'avoir trop de déchets avec le PC.1 point
-
Il faut l'utiliser avec plateau chaud, pas besoin d'attendre qu'elle soit sèche pour imprimer et pas besoin d'en mettre une tartine une fine couche suffit1 point
-
Pour moi, c'est laque et plateau à 60°. Du moins sur la CR-10. Pour l'Alpha, je ne suis pas très satisfait de "Builtak" bleu (même chaud et avec laque), et puis un stop d'impression dans la jupe, ça ne pardonne pas: j'ai déjà une paire de petits trous. Bon, m'en fous, j'ai 2 Buidltak d'avance, du temps ou je croyais en avoir besoin pour la Créality. Mais je sens que je vais retourner la vitre, et copier sur la voisine. Mais je ne la maîtrise pas encore très bien la U20...1 point
-
Sur une vitre avec Elnet fixation extra forte et l'autre une ultrabase1 point
-
Ahhh, toujours la même histoire. La mode, l'habitude des termes qui font '"in" et "pro"! Et puis au final, les trucs qui font qu'on ne se comprend pas..., qu'il faut un traducteur, et qu'on passe pour un ignare et qu'on se sent tout con... Skirt= Jupe Brim= Bordure Raft= Radeau1 point
-
1/ La jupe: c'est ce j'utilise le plus souvent. Son principal avantage, le fait de permettre de bien voir comment va se passer l'extrusion, et permettre éventuellement de corriger un défaut du plateau 2/ La bordure: Très utile sur les grandes pièces pour éviter le warping. Inconvénient, elle nécessite un léger traitement des bordures, ce qui n'est pas vraiment sympa si la pièce démarre par un congé. J'ai tendance, lorsque je modélise ce genre de pièce, à dessiner moi-même des "coins", des pastilles à 0.5mm des angles. Ça donne de bons résultats, j'ai été assez étonné! Le principe, c'est qu'avec une buse de 0.4, ça va raccorder avec l'angle qui pose problème, mais être facile à nettoyer. En tous cas, sous réserve d'un offset minutieux, ça m'a permis de fondre des pièces avec un à-plat de 300*85, sur lesquelles je m'étais cassé le nez pendant un moment! 3/ Le radeau: Là, j'oublie, tant la face inférieure ressort dégueu et quasi impossible à nettoyer. Quand on veut un effet parfaitement laqué, ce n'est pas adapté. Peut-être utile quand la surface de contact est vraiment faible. Et encore...
 1 point
1 point -
Perso je veux rester en 24V, j'ai une machine sous 24V c'est pas pour mettre du 12V, je vois pas l’intérêt, juste des complications et faire une usine à gaz. Faut trouver la solution la plus simple pour ces ventillos bruyant. pas refaire une machine a neuf. Juste changer les ventillos pas des ventillos silencieux est pas cher. De ce que je vois s'en faire de mesure le ventillo qui souffle sur l'impression tourne à fond tout le temps, il ne varie pas ça vitesse.1 point
-
Merci pour l'explication, et pour l'insulte.1 point
-
Trop tard !0 points
-
Superbe nouvelle que voila, j'ai tout monté, je vais pour flasher le FW, ben déja rien pour les MK2.5, je test de flash le FW pour le MMUV2 MK3 (je me doutais bien que ça allait pas marché, mais bon!) donc nada, je cherche et je m'aperçois que le FW MK2.5 MMUV2 n'existe juste pas, et que pour le moment c'est pas compatible o_O .... Attends je relis, la MK2.5 n'est pas compatible MMUV2 pour le moment.... Whatzefuk , il m'envoit un truc que j'ai payé y'a six mois, et je peut pas m'en servir, sérieux? Je me trompe peut étre, et j'aimerais!!!0 points








.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)