Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/08/2019 Dans tous les contenus
-
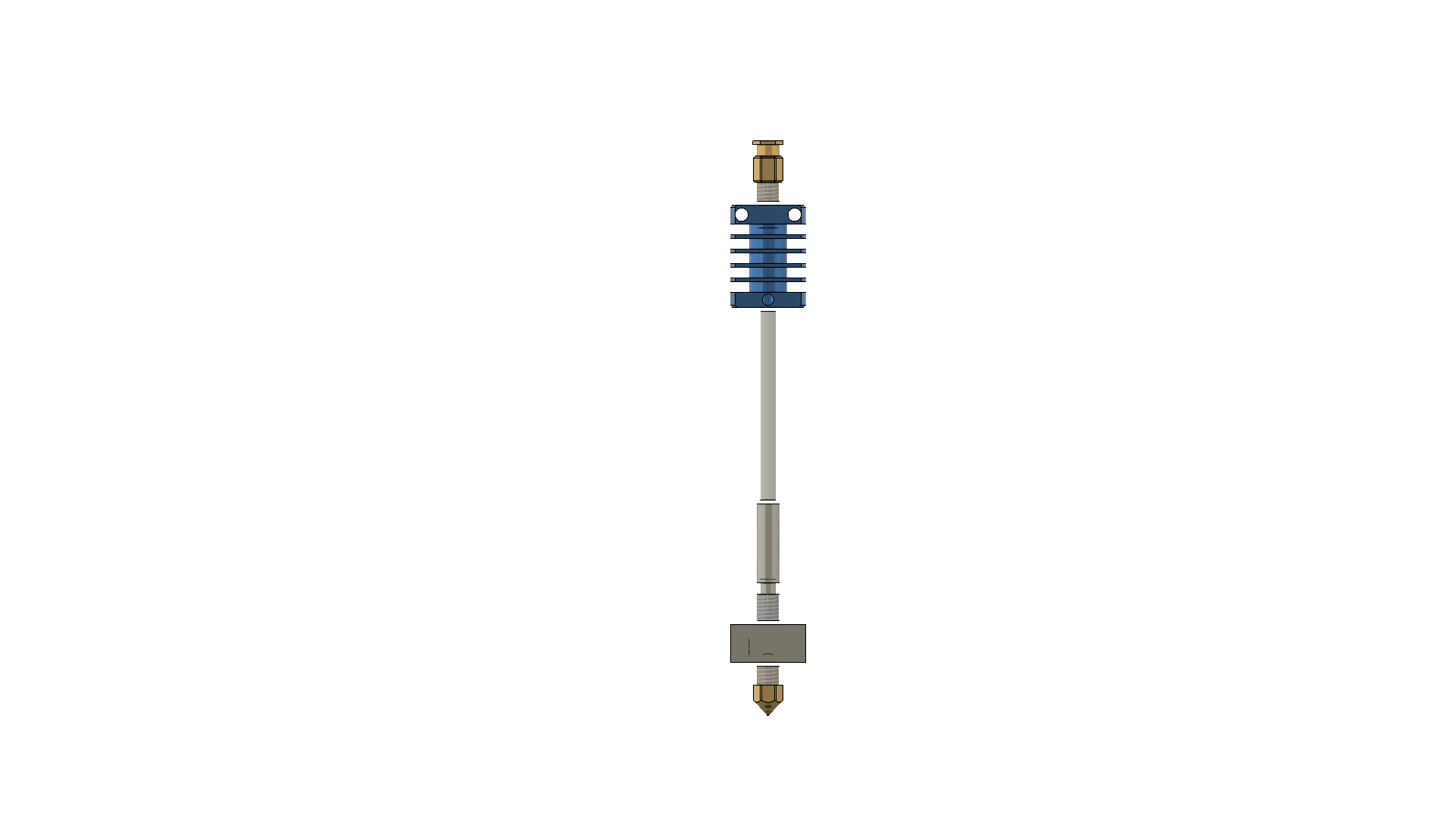
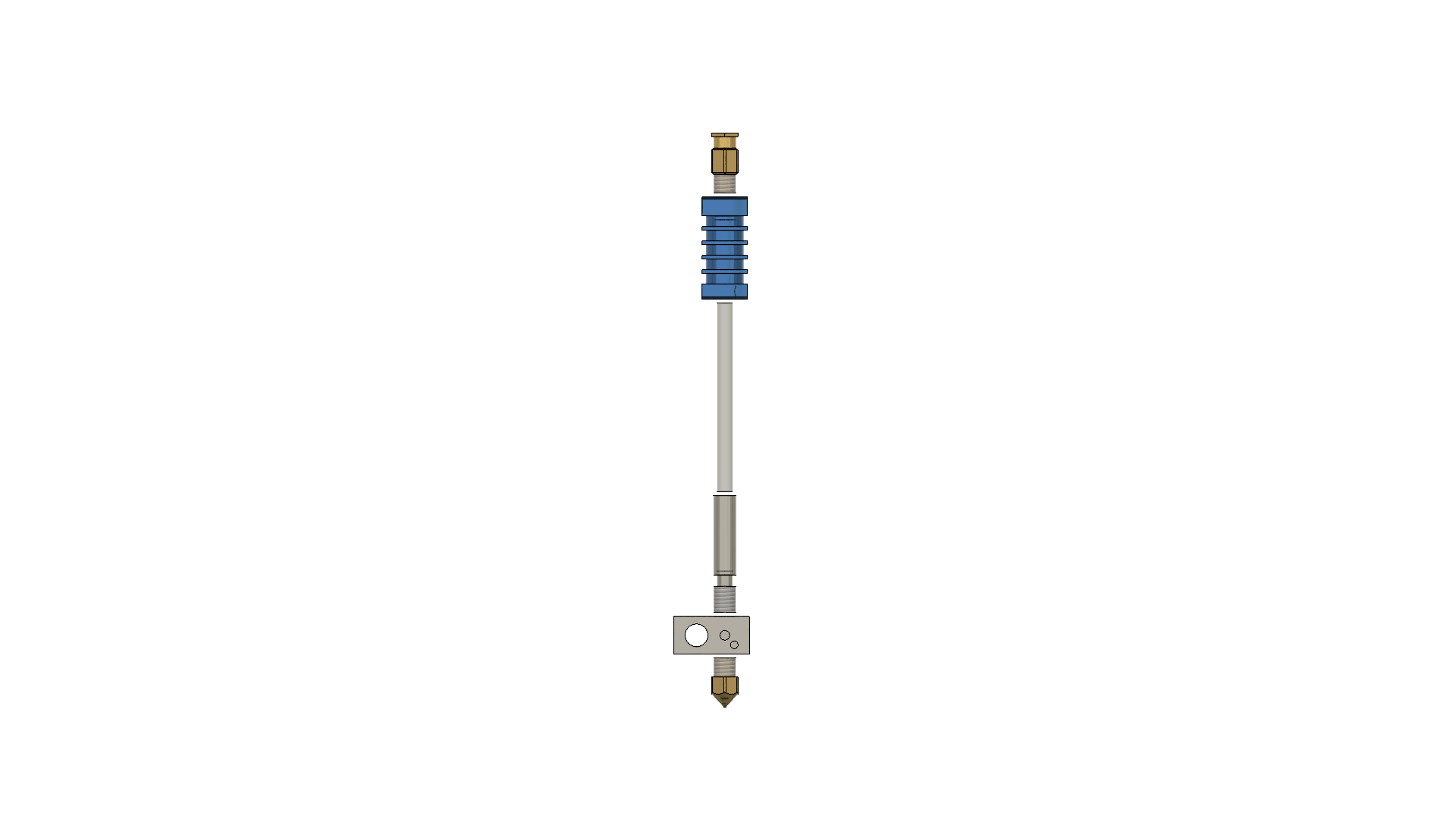
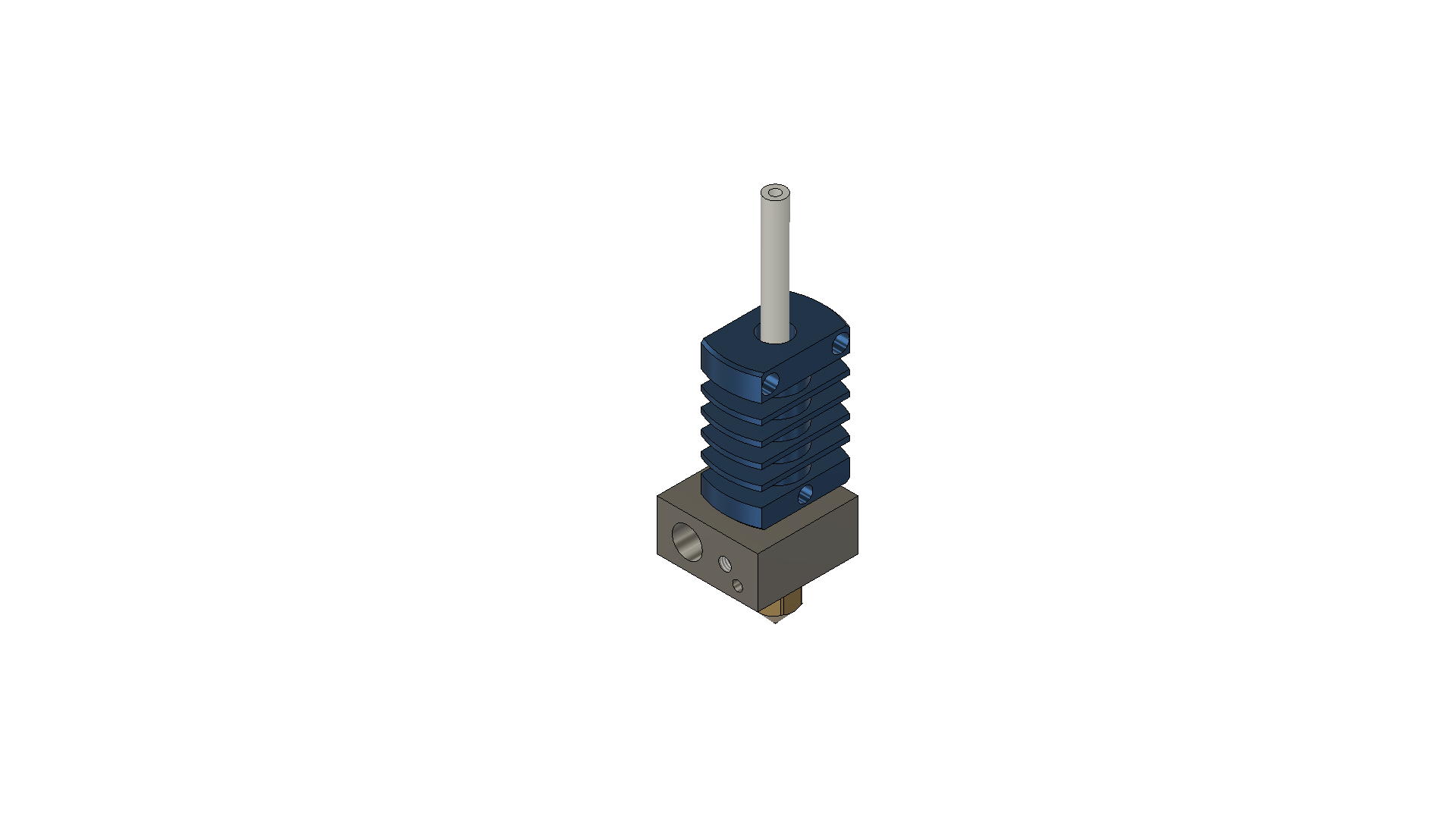
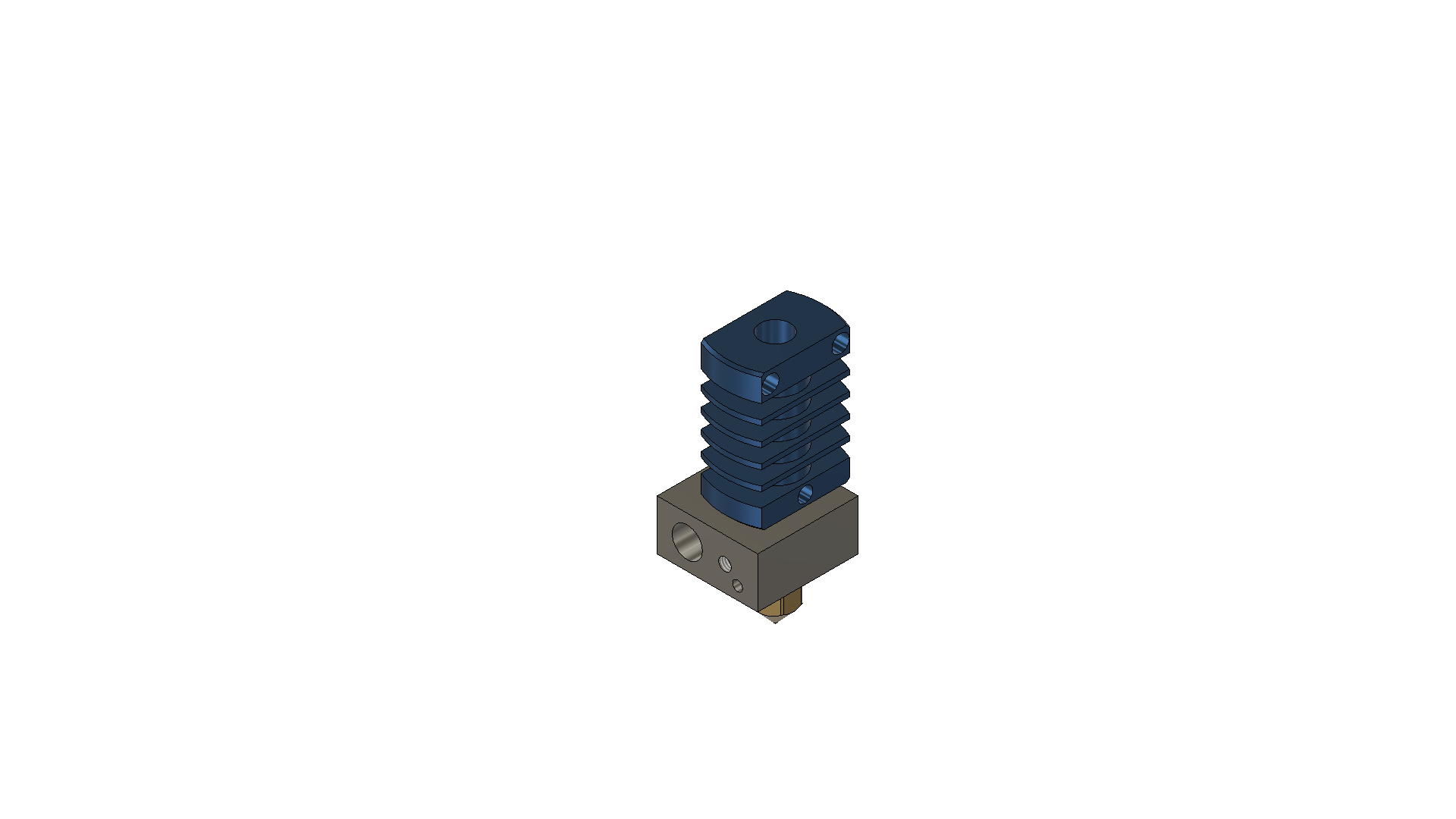
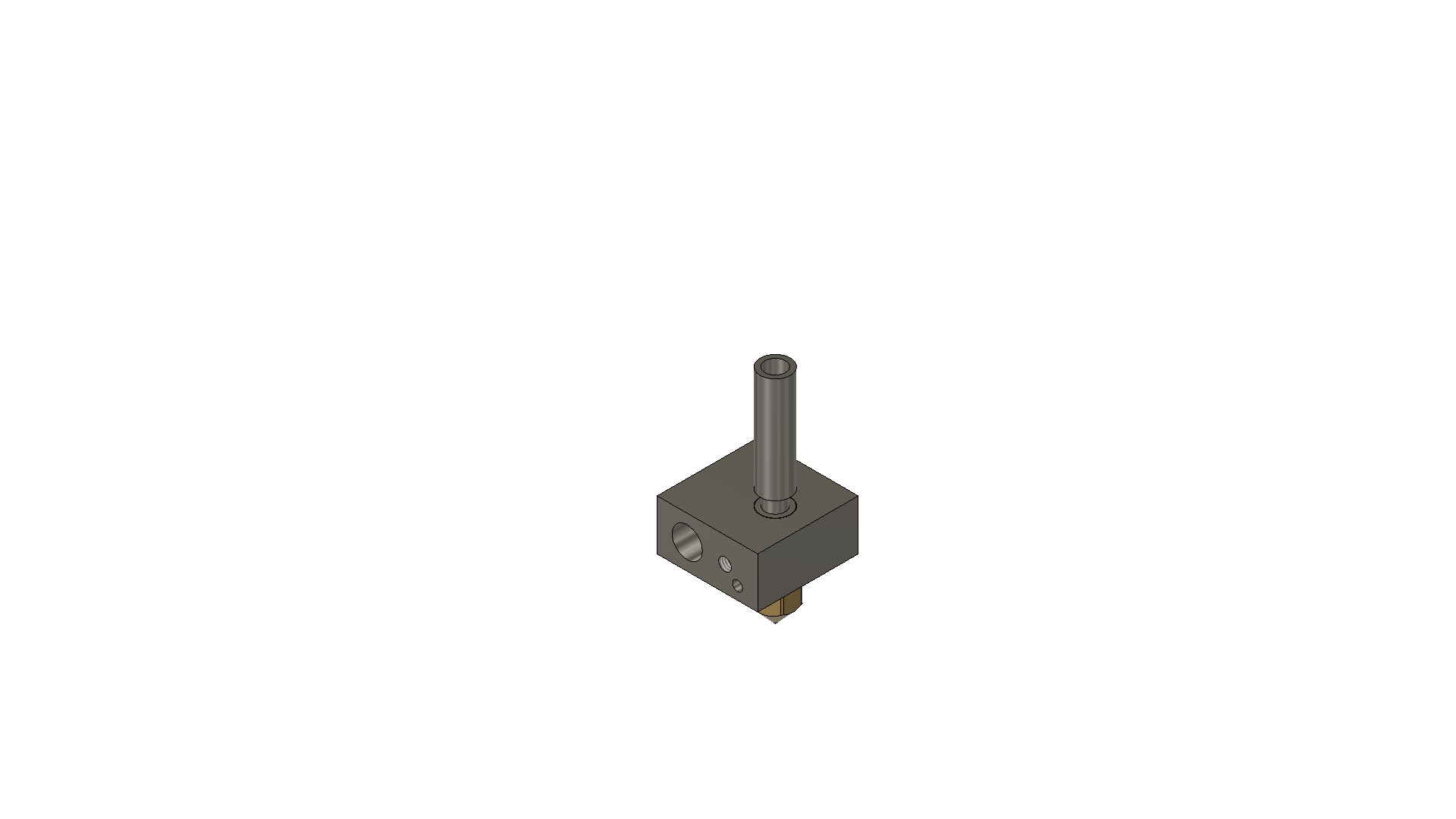
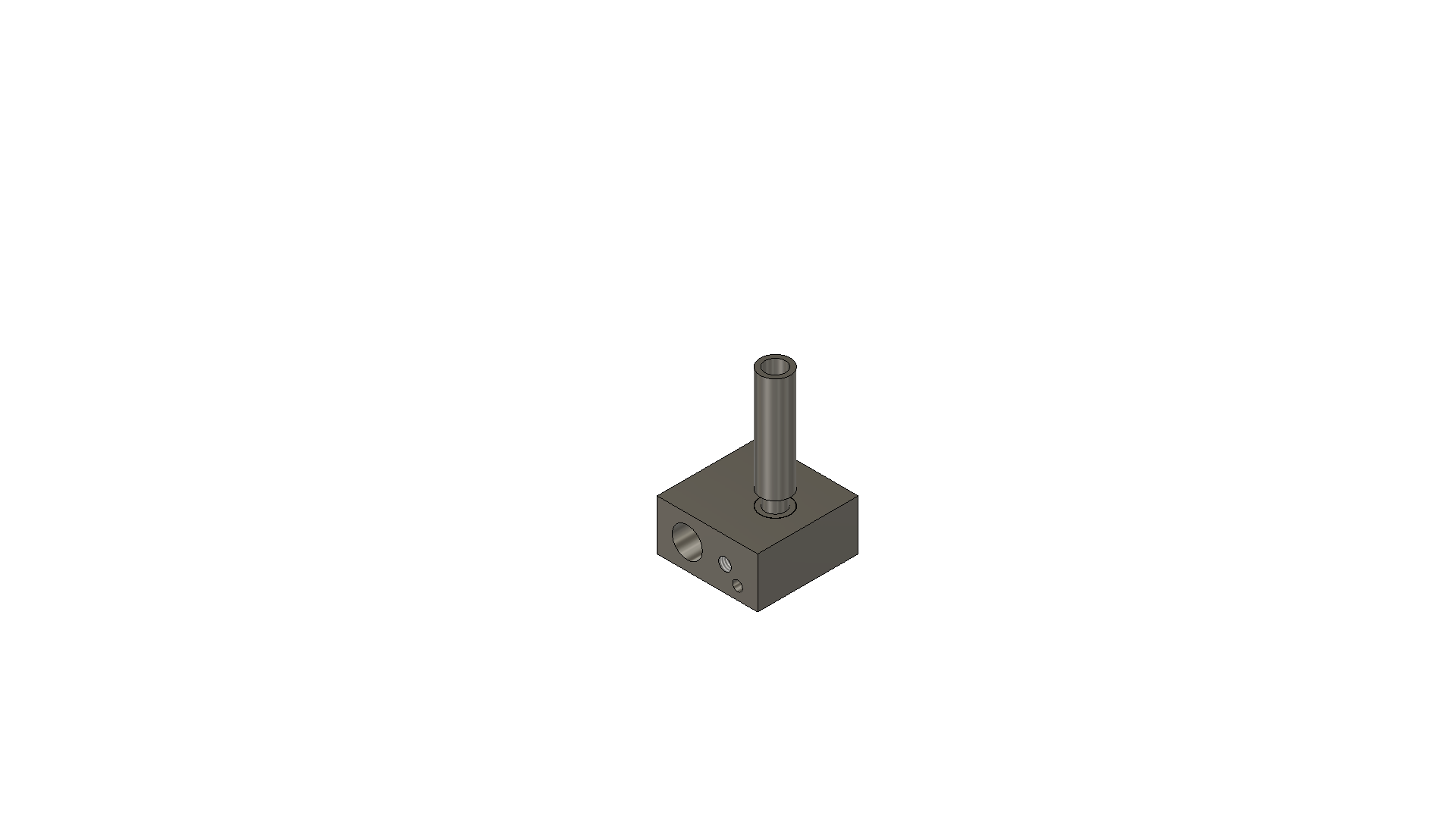
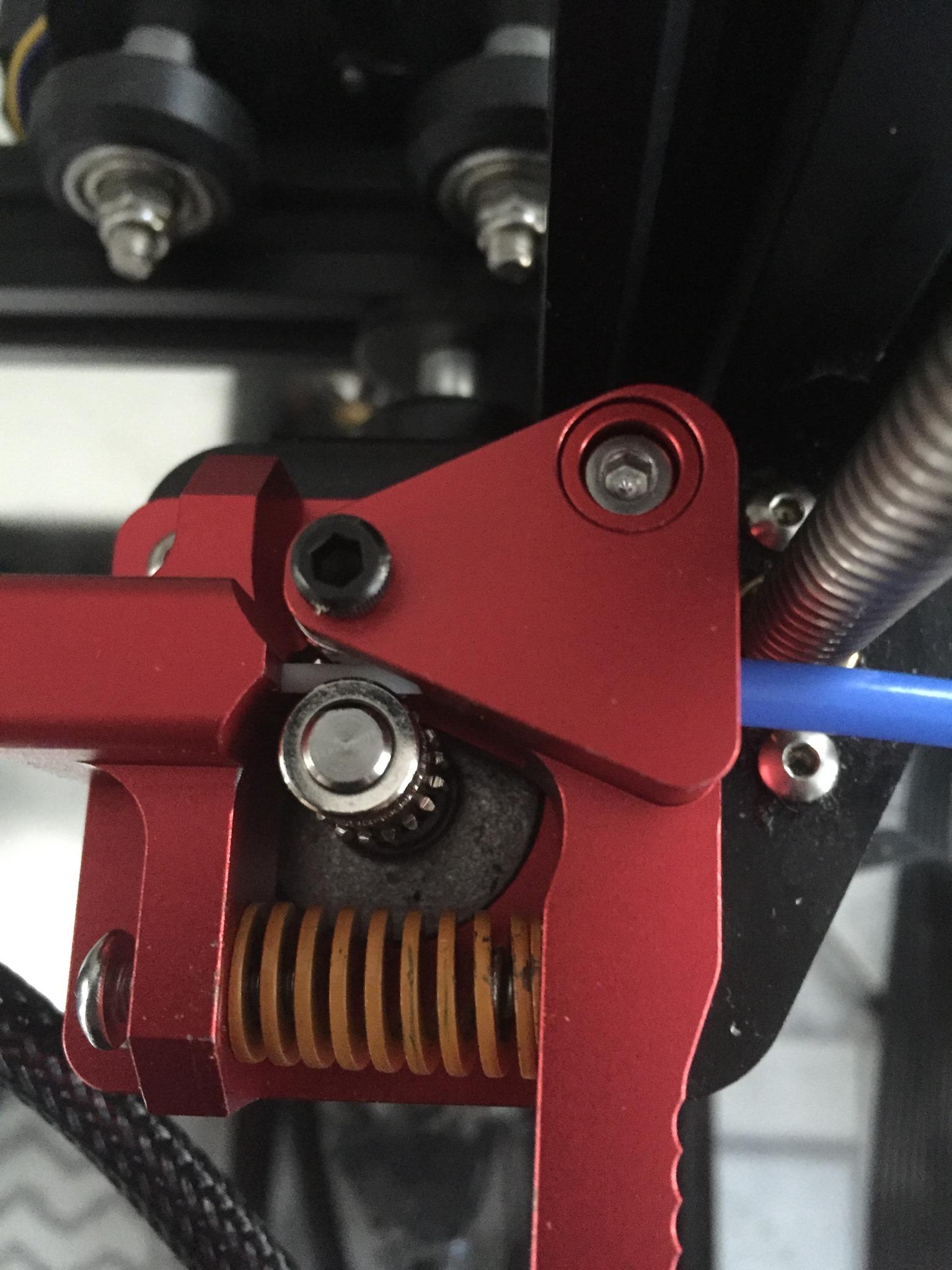
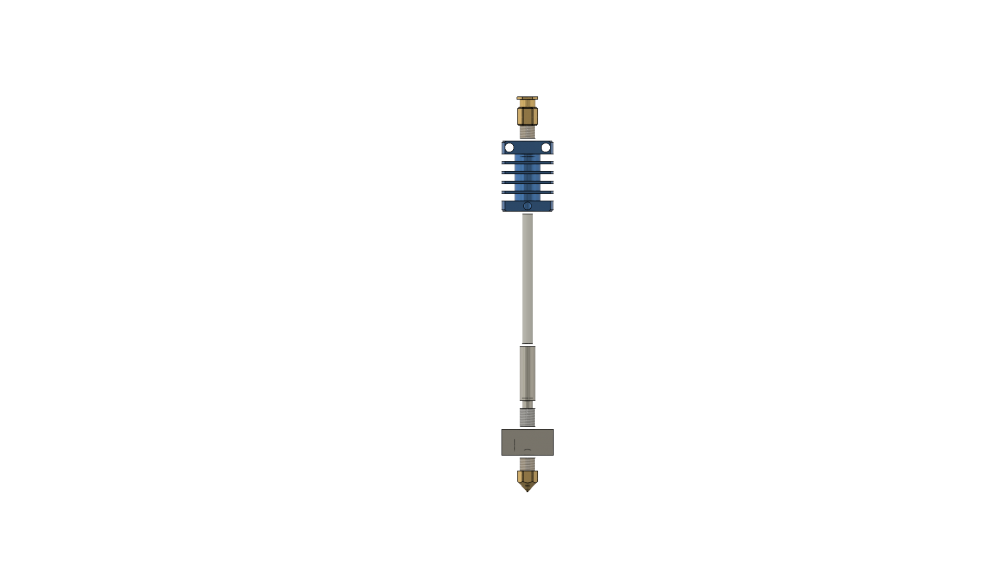
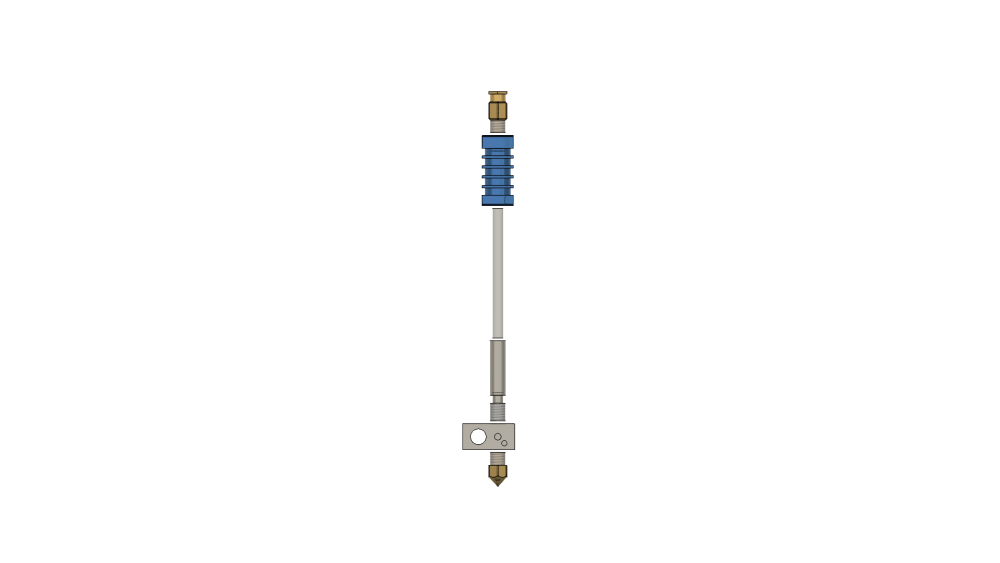
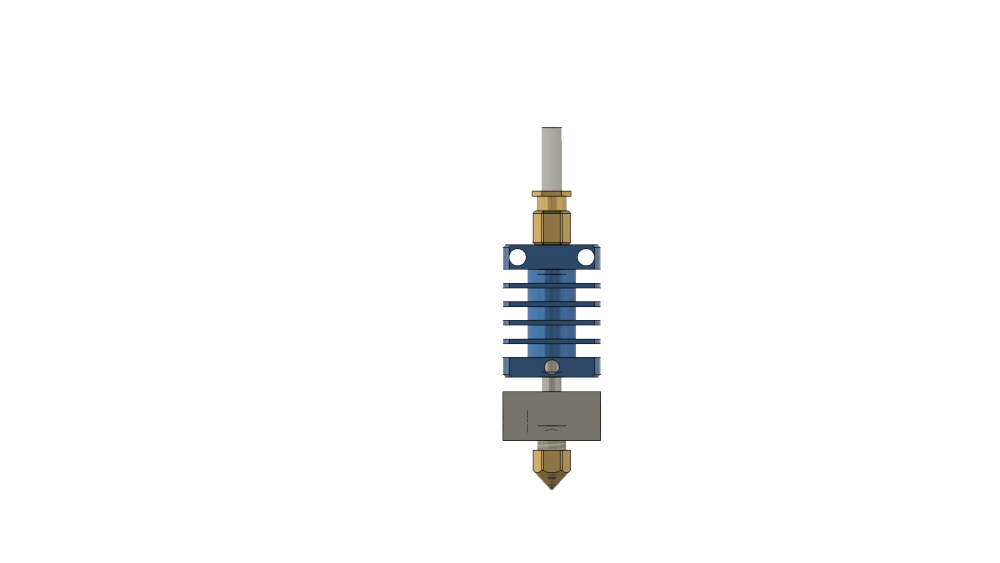
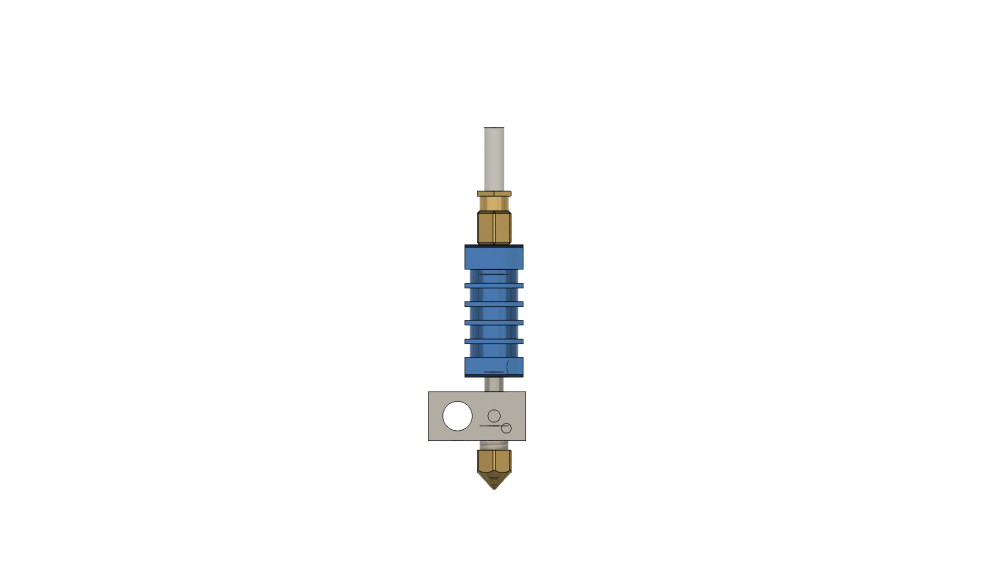
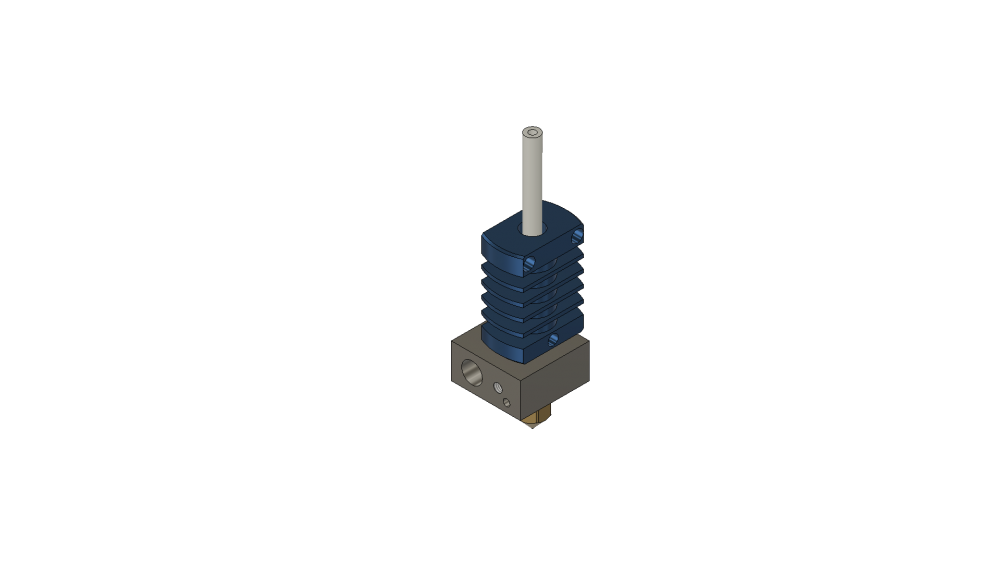
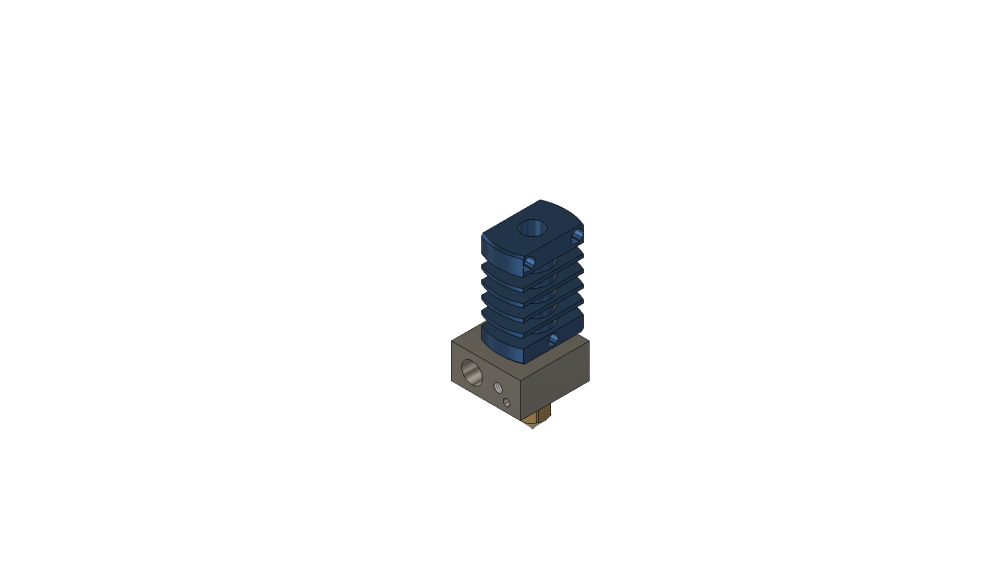
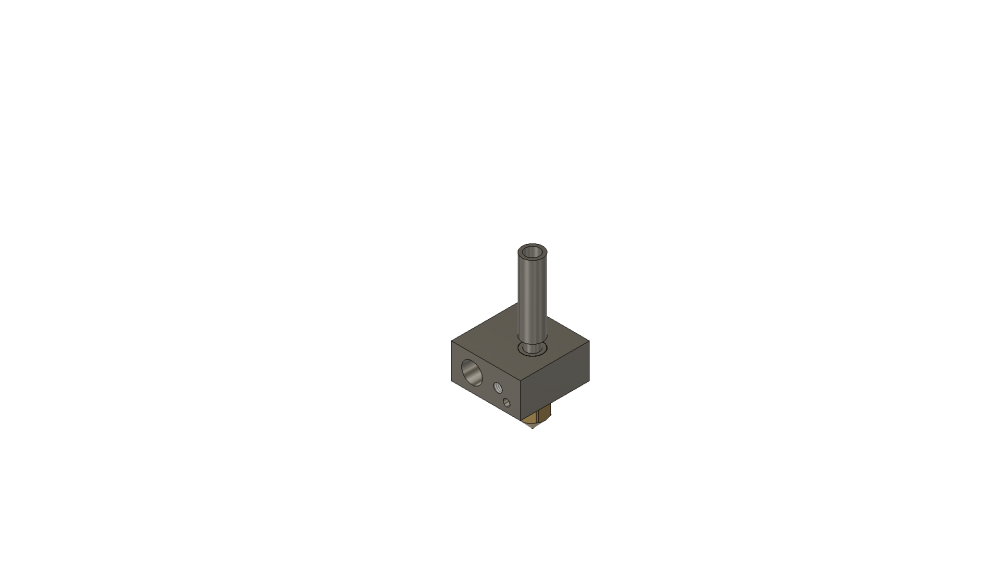
Bonjour à tous ! Comme cela m'a été suggéré, voici un petit tutoriel illustré pour le démontage/nettoyage/remontage des hotends type MK8 de nos Alfawises, soyez indulgents, c'est ma première fois. Tout d'abord, le démontage et remontage du hotend se font toujours à chaud, au démontage ça aide à ramollir les résidus de plastique qui ont pu s'infiltrer dans les filetages et éviter de forcer et au remontage ça permet de bien ajuster les pièces en fonction de leur dilatation thermique. Cela implique donc que la cartouche de chauffe et la thermistance doivent bien rester en leurs lieux et places dans le corps de chauffe tout au long de l'opération, soyez très prudent d'une part pour ne pas vous brûler (utilisation d'outils et de gants indispensable) et d'autre part pour ne pas endommager votre machine. Si la thermistance ou la cartouche de chauffe sort de son logement, la machine recevra une information de température erronée et cherchera à la corriger par une chauffe excessive avec tous les risques et conséquences que cela comporte. Cela étant bien clair, entrons dans le vif du sujet. -1) Retirer le filament : Pour commencer il faut retirer le filament de la tête, pour cela faites chauffer à plus ou moins 200°, une fois cette température atteinte, débrayez le pignon de l'extrudeur et retirez le filament. Le filament retiré, il faut laisser refroidir le hotend avant de passer à l'étape suivante. -2) Retirer le hotend du chariot : Pour cela tout dépend de votre montage (d'origine, modifié avec un fang ou autre), il faut que vous ayez un accès confortable à tous les éléments du hotend. Vous devriez vous retrouver avec quelque chose qui ressemble à ça dans les mains : Notez que je n'ai pas représenté la cartouche de chauffe et la thermistance sur mes dessins et ce dans un souci de clarté visuelle, mais n'oubliez pas le premier paragraphe ! -3) Démonter le pneufit et le PTFE : Retirez le raccord pneumatique et le tube PTFE avant de mettre en chauffe pour éviter que ce dernier ne brûle dans le heatbreak à cause de l'absence de ventilateur de radiateur (je vous conseille de laisser le tube PTFE clipsé dans le pneufit et de juste dévisser celui ci pour tout sortir d'un coup, ça évite d'endommager le tube PTFE) -4) Retirer le radiateur (facultatif) : Pour retirer le radiateur du heatbreak il suffit de dévisser la vis hexagonale placée à la base du radiateur. Cette étape n'est pas obligatoire pour nettoyer le hotend, déjà parce qu'il est rare que des saletés vienne se loger entre le radiateur et le heatbreak et ensuite parce que le radiateur offre une bonne prise (évitant notamment de rayer le heatbreak avec sa pince, ce qui pourrait nuire au bon refroidissement) ainsi qu'un bon repère pour le remontage. -5) Retirer la buse : A partir de là, il faut chauffer le hotend à une température suffisante pour bien ramollir le plastique logé un peu partout. Une fois la température souhaitée atteinte et POUR EVITER TOUT RISQUE DE COURT CIRCUIT, COUPEZ L'ALIMENTATION ELECTRIQUE DE L'IMPRIMANTE, saisissez le bloc de chauffe avec une pince (par les faces avant et arrière pour ne pas abîmer la thermistance et la cartouche de chauffe) et profitez de la chaleur résiduelle pour dévissez la buse, en principe pas besoin de forcer, ça doit venir assez facilement. Une fois la buse retirée, mettez la de coté en prenant soin de la poser sur une surface qui ne craint pas la chaleur... -6) Retirer le heatbreak : Il est conseillé par moi même de nettoyer l’intérieur du heatbreak avant de le démonter pour profiter de la chauffe de la machine. Procédez comme pour la buse en attrapant le heatbreak (ou le radiateur si vous les avez laissé assemblés) délicatement avec une pince ou mieux, à la main avec des gants adaptés. Ici aucune résistance normalement puisque c'est la buse qui fait contre écrou pour le heatbreak. -7) Nettoyage : Félicitation, vous avez démonté votre hotend ! Maintenant il faut nettoyer tout ça. Commencez par le bloc chauffant, pour le filetage je vous conseille l'utilisation d'un écouvillon en laiton de 6mm, c'est top ! Une fois le bloc propre, vous pouvez couper la chauffe de la machine si vous le souhaitez pour pouvoir lâcher le bloc chauffant sans risquer qu'il aille brûler quoi que ce soit... Attaquons nous au filetages de la buse et du heatbreak, pour ce faire personnellement je chauffe avec un briquet en tenant la pièce dans une pince, puis un petit coup de brosse à dent dans les filets et ça roule ! Une fois que tout est propre, on peut passer au remontage. -8) Remontage du hotend : Chauffez votre bloc chauffant si vous l'aviez laissé refroidir à l'étape précédente. Ensuite suivez les instructions précédentes en sens inverse, commencez par remettre le heatbreak et le radiateur dans le bloc chauffant, le heatbreak doit être vissé de façon à ce que que le haut de son filetage soit au raz de la surface supérieure du bloc chauffant. Si vous aviez laissé le radiateur sur le heatbreak en sautant l'étape 4, vous pourrez ajuster le heatbreak exactement comme il était avant en faisant en sorte que les faces avant et arrières du radiateur soient parallèles à celles du bloc chauffant. Ensuite remettez la buse dans son emplacement, laissez lui le temps de chauffer avant de serrer cette dernière contre le heatbreak puis bloquez juste la buse contre le heatbreak sans forcer outre mesure ENCORE UNE FOIS, PENSEZ A COUPER L'ALIMENTATION ELECTRIQUE AVANT D'UTILISER DES OUTILS METALIQUES SUR LA TETE... -9) Remontage du PTFE : Comme au démontage, il est fortement conseillé de remonter le PTFE à froid pour ne pas le cramer, donc laissez bien refroidir le hotend puis procédez à la remise en place du tube et du pneufit, veillez à ce que le tube PTFE soit coupé bien droit au bout et à ce qu'il soit bien enfoncé à fond dans le heatbreak. -10) Remise en place du hotend sur la machine : Comme pour l'étape 2, cela dépend de votre montage, procédez de façon inverse à cette dernière. -11) Réglage et essai : Une fois tout remis en place, la première chose à faire est un leveling du lit pour éviter que la buse ne vienne lui faire un gros bisou au premier home venu. Ensuite remettez du filament dans la machine et lancez un print de test de votre choix, en théorie et si vous avez bien suivi toutes les étapes et conseils, il sera nickel et vous n'aurez aucune fuite de plastique sur le hotend. Voilà, vous avez un hotend comme neuf, enjoy ! Je vous joint une petite vue éclatée du hotend en passant : J'espère que mon tuto est assez clair, si quelque chose ne l'est pas ou si vous avez une meilleure méthode pour une des étapes, n’hésitez pas à le dire et je modifierais (je compte sur un modérateur pour me donner les droits sur ce post) ! Kev.
 1 point
1 point -
Hello tout le monde ! Surprise ce matin, premier jour de vacances, je me fais réveiller de bonheur par le livreur, ça commence bien ! Sauf que... C'est pour un test à destination du site A venir donc, un petit suivi un peu décousu, du déballage, de l'installation, et des premiers réglages, tests et tutti quanti de la fameuse Alfawise U20-One dispo pour environ 270€ chez GearBest https://li3d.fr/U20One

 1 point
1 point -
1 point
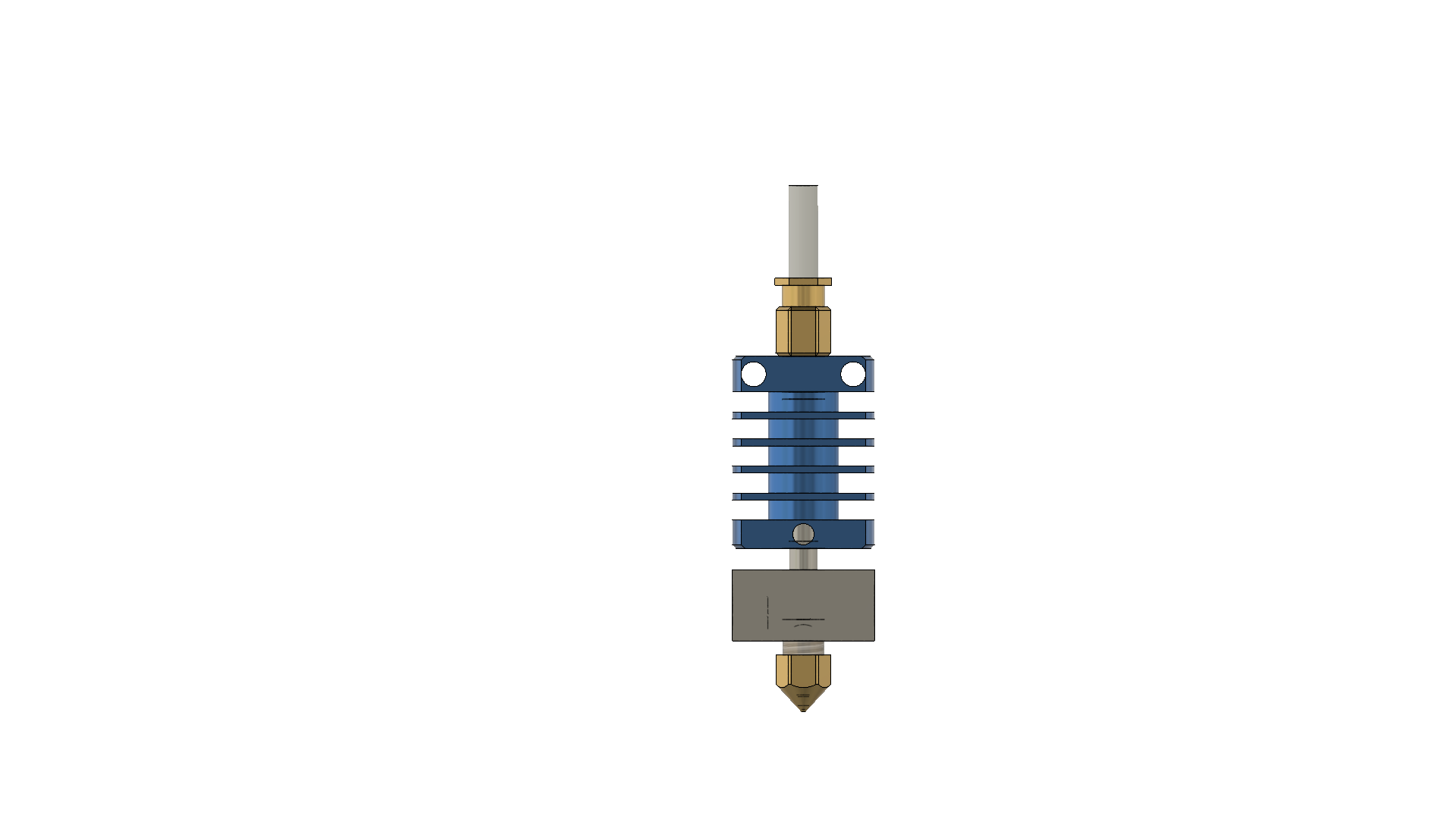
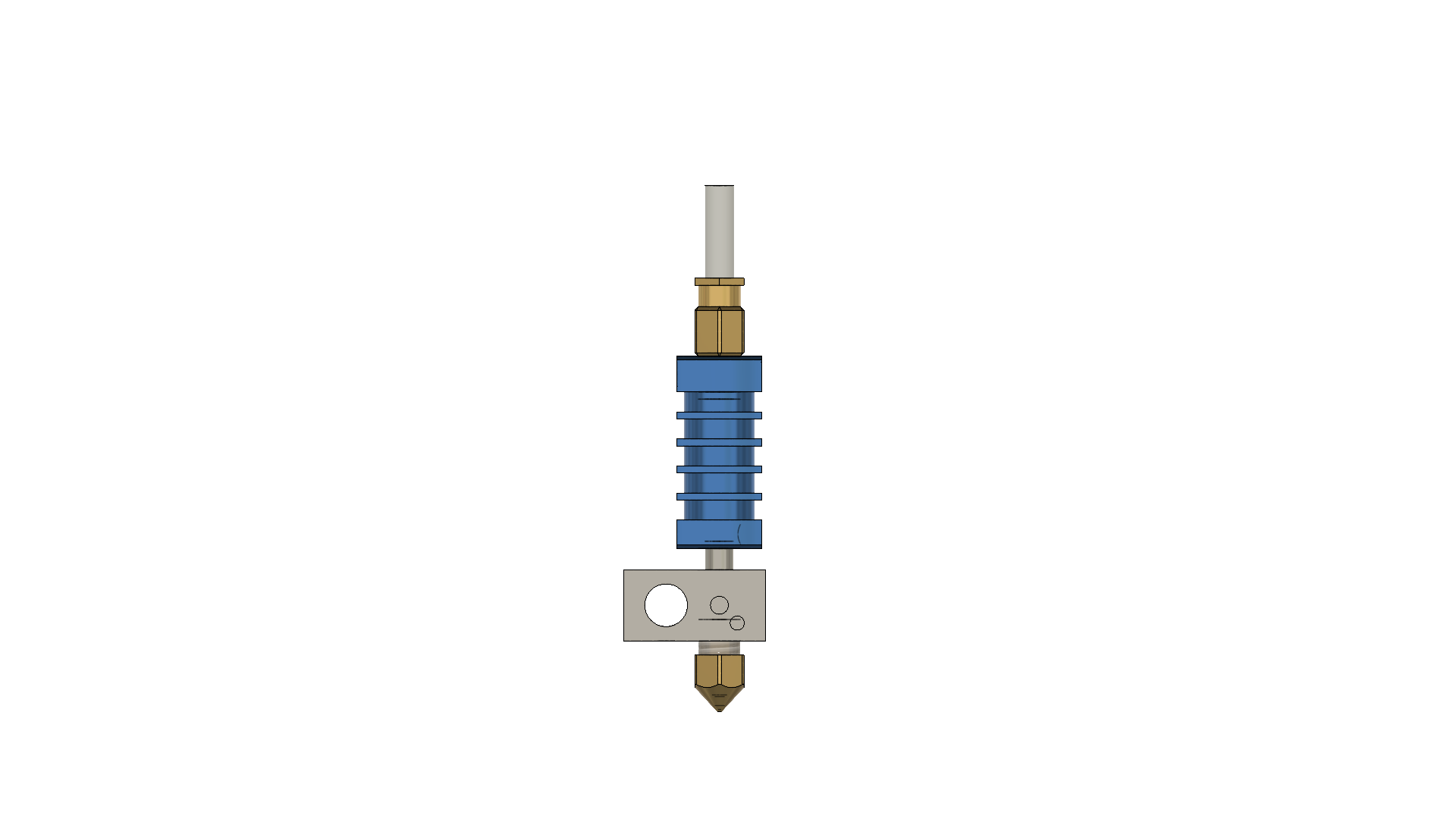
-
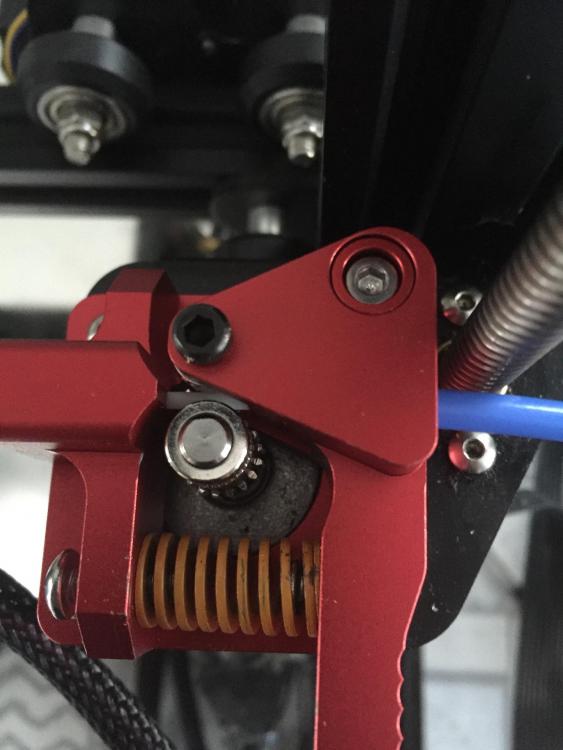
C'est bien Le BMG a un rapport de réduction. Le pas du moteur de l'extrudeur doit être changé; celui d'origine est d'à peu près 95 pas, le BMG c'est normalement 415. En plus avec la réduction, le sens du moteur est inversé. As-tu modifié le pas de l'extrudeur? Le plus simple si tu ne veux pas falsher ta carte est d'ajouter dans ton trancheur, à la section "start_gcode", une commande gcode comme: M92 E415 Pour l'inversion du sens de rotation du moteur soit via flashage d'un Marlin avec le sens du moteur inversé (passer de false à true ou l'inverse) ou en inversant des cables sur la prise. EDIT: Pendant que j'écris, je vois que @Tircown je pense m'a devancé .1 point
-
Bonjour, Les pilotes A4982 sont soudé directement sur la mks base 1.6 d'origine à l'achat. https://www.reprap.me/mks-base-v1-6-controller-board.html Cordialement1 point
-
Désolé mes ordinateurs fonctionnent soit sous Windows mais la plupart sont sous Linux (j'aime la ligne de commande ) , je ne peux donc t'être d'aucune utilité. Pose la question éventuellement dans la section : Paramétrer et contrôler son imprimante 3D1 point
-
C'est la moyenne constatée . Ca dépend aussi de la couleur. Pour moi, le noir demande une température un peu plus élevées (+5, 10°) sinon il est terne. Le mieux pour savoir à quelle température tu devras l'imprimer sur ta machine est de faire une tour de températures.1 point
-
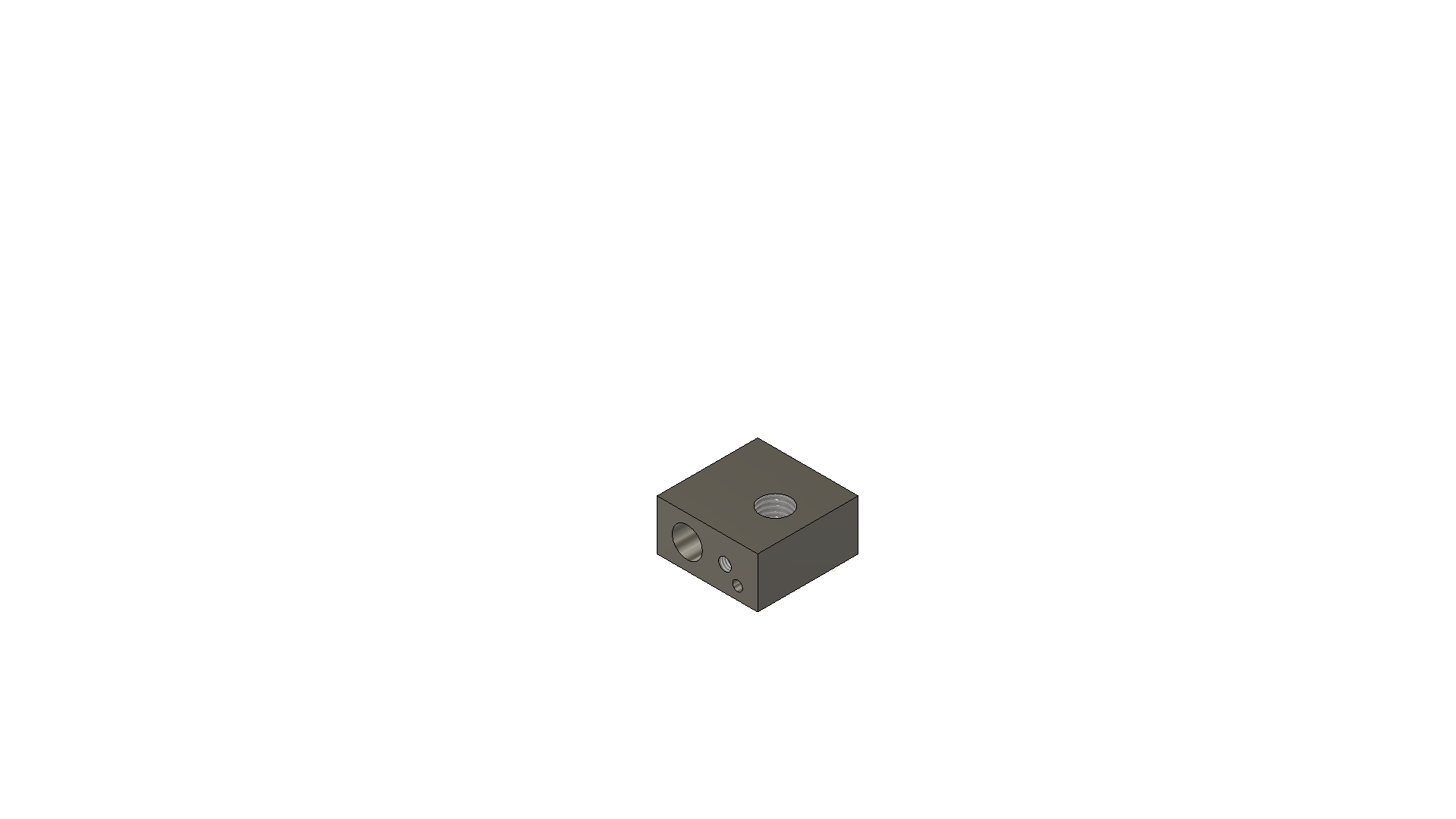
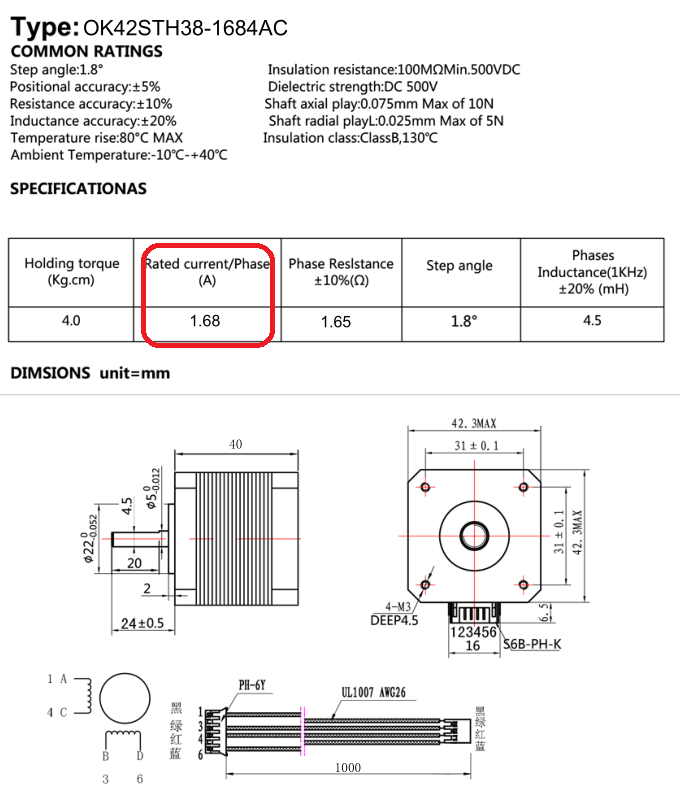
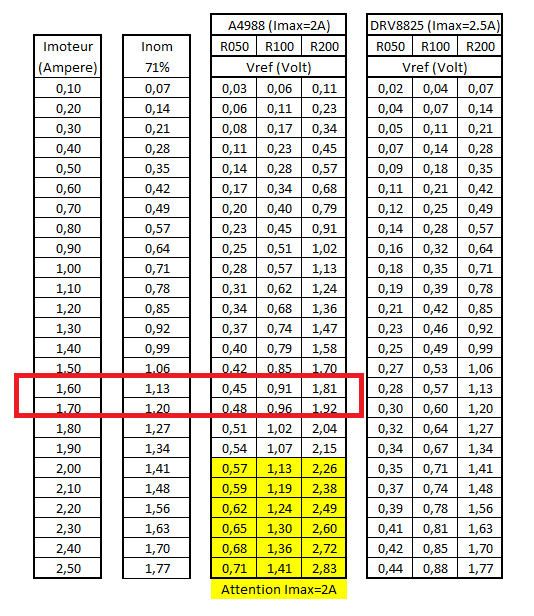
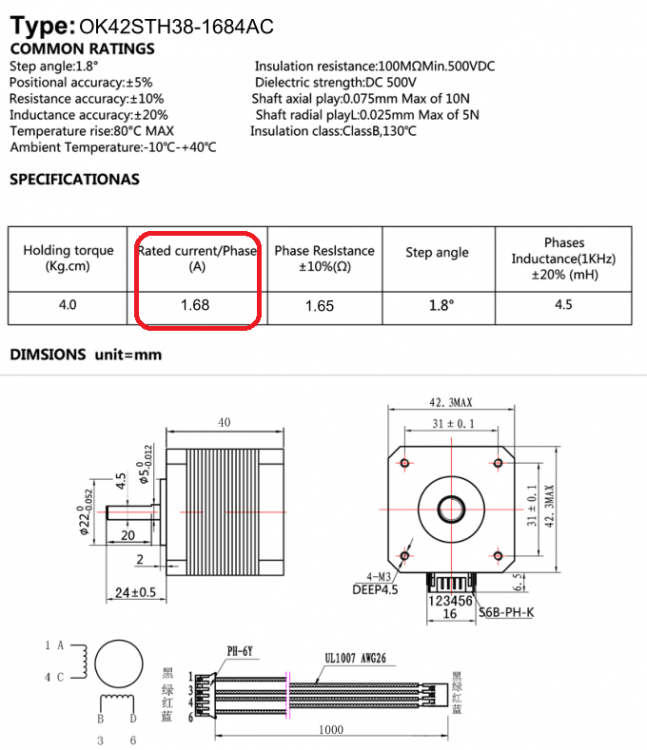
Bonjour @jjwil D'après les références de ton moteur, son Imax est de 1,68A. Son Inominal qui va servir au calcul est de 71% de 1,68 soit 1,19 A (1,68 x 1/ racine(2)). Ta résistance R100 est 0,1 ohm. Le datasheet que tu donnes est pour un pilote A4982, le calcul est identique que pour un A4988 ( Vréf= Inom x 8 x Rs) donc: Vréf = 1,19 x 8 x 0,1 soit 0,95 V Ce qui correspond au tableau donné par @stef_ladefense dans le lien que tu as donné : Donc si ton (tes) moteur(s) est/sont bien ceux de la référence, tu peux régler tes pilotes à partir de 0,9 V et augmenter jusqu'à 0,95 V. Vérifie que tu ne perds pas de pas et que le pilote / moteur ne chauffe pas plus qu'il ne devrait. Rappel, carte non alimentée, tu déconnectes les câbles moteurs. Tu alimentes la carte et tu règles les pilotes. Tu éteints, rebranches les câbles moteurs. Tu allumes et tu testes. Puis tu reviens nous informer de tes réussites .
 1 point
1 point -
Bienvenue chez les imprimeurs fous ! @llaq Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement1 point
-
quand la pièce est vraiment dure à décoller tu peux aussi trouver ça Modération : @Shinee56 je déplace dans la bonne section
 1 point
1 point -
Courant par phase RMS 2A au lieu de 1.4A pour les 2208. Les 2209 ont le CoolStep™ pas les 2208. Les 2209 ont le StallGuard4™ qui permet de se passer de endstop si on l'active. Ils sont tout autant silencieux et leur prix est raisonnable. Bref ce n'est pas pour rien que c'est en rupture de stock1 point
-
C'est aussi ce que je fais avec ma CR10, mais seulement 30 mm. Par contre, dans mon gcode de démarrage je "recharge" la même quantité de filament sinon même avec une jupe de deux tours, le filament ne s'écoule pas toujours de la buse pour imprimer la pièce.1 point
-
Je ne suis vraiment dans la catégorie expert mais je ne vois pas quelle différence il y pourrait y avoir entre: *chauffer la buse pour changer de filament *retirer systématiquement le filament à la fin d'une impression A mon avis pas de soucis. Envoyé de mon SM-G925F en utilisant Tapatalk1 point
-
Hello @Ad-riz, Avec plaisir pour le gcode. Pour le risque de bouchage, je ne pense pas, vu que la buse est encore chaude lors de la rétraction. Mais peut-être que je me trompe ? Qu'en pense les experts ?1 point
-
Bonjour, oui j'en ai 11 ! Donc S3D refuse via l'assistant d'ajouter une autre imprimante, je trouve ça un peu honteux car à aucun moment lors de l'achat de la licence il est stipule un nombre limité d'imprimante !1 point
-
Hello, Ma compréhension des différents types: Cartésienne : 1 seul moteur par axe (ou 2 moteurs mais couplés ils font exactement le même déplacement), comme dit plus haut Prusa , CR10 ou CR10S (1 ou 2 moteurs pour l'axe Z) Core (XY, XZ...) : Les mouvements de deux des axes sont mixés Delta : Les mouvements des 3 axes sont mixés Scara : Les axes X et Y sont mixés et les déplacements sont circulaires1 point
-
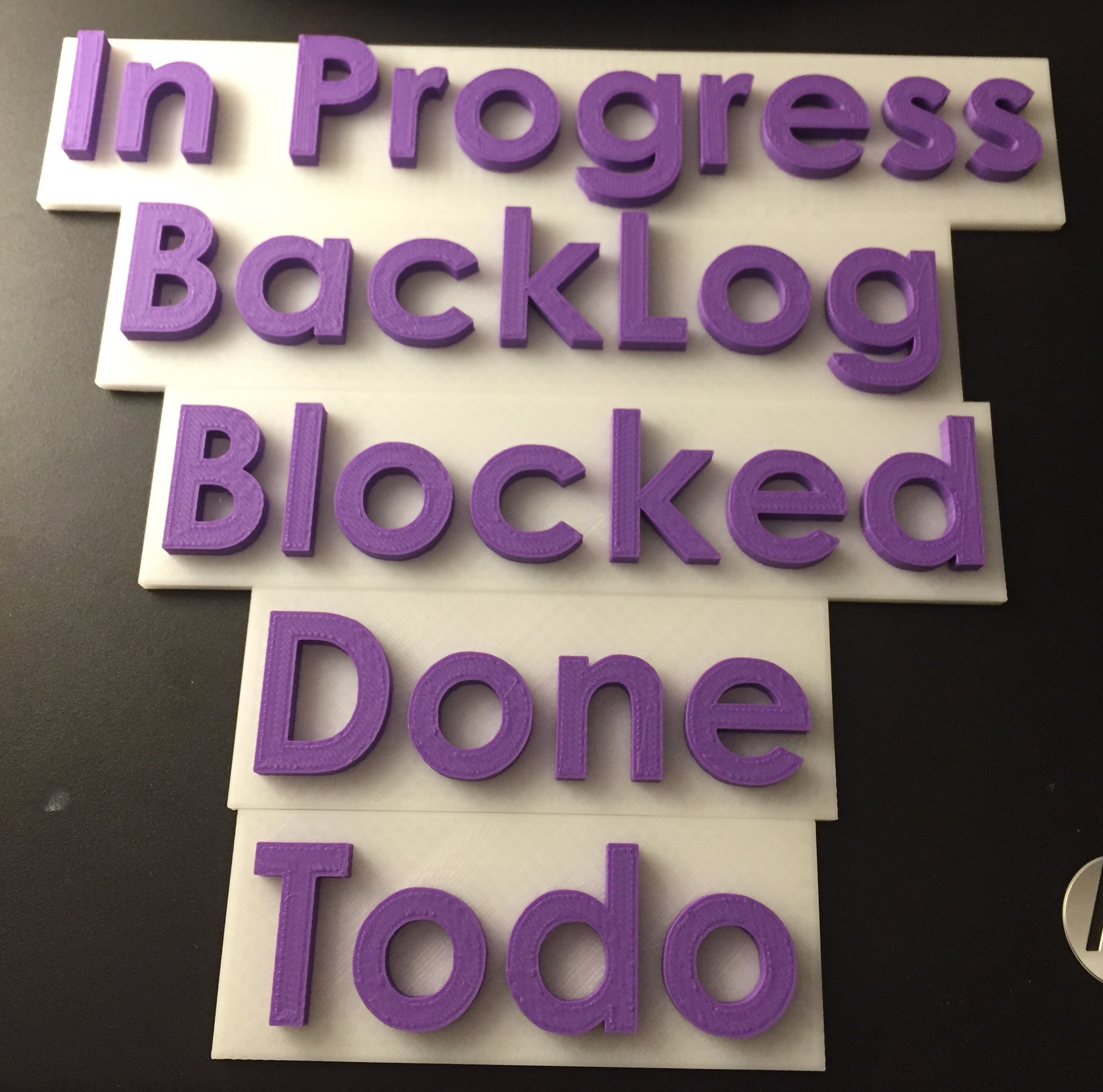
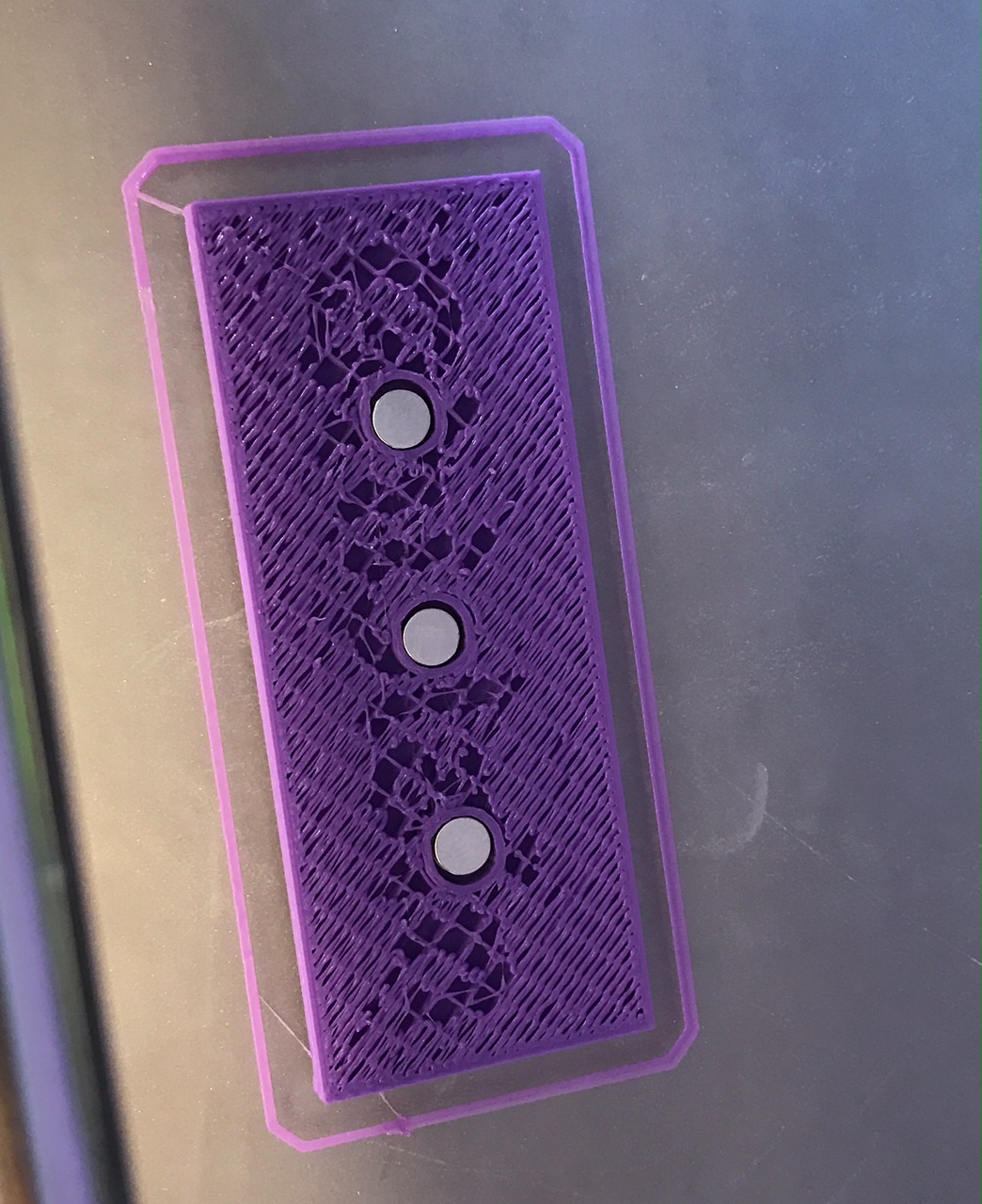
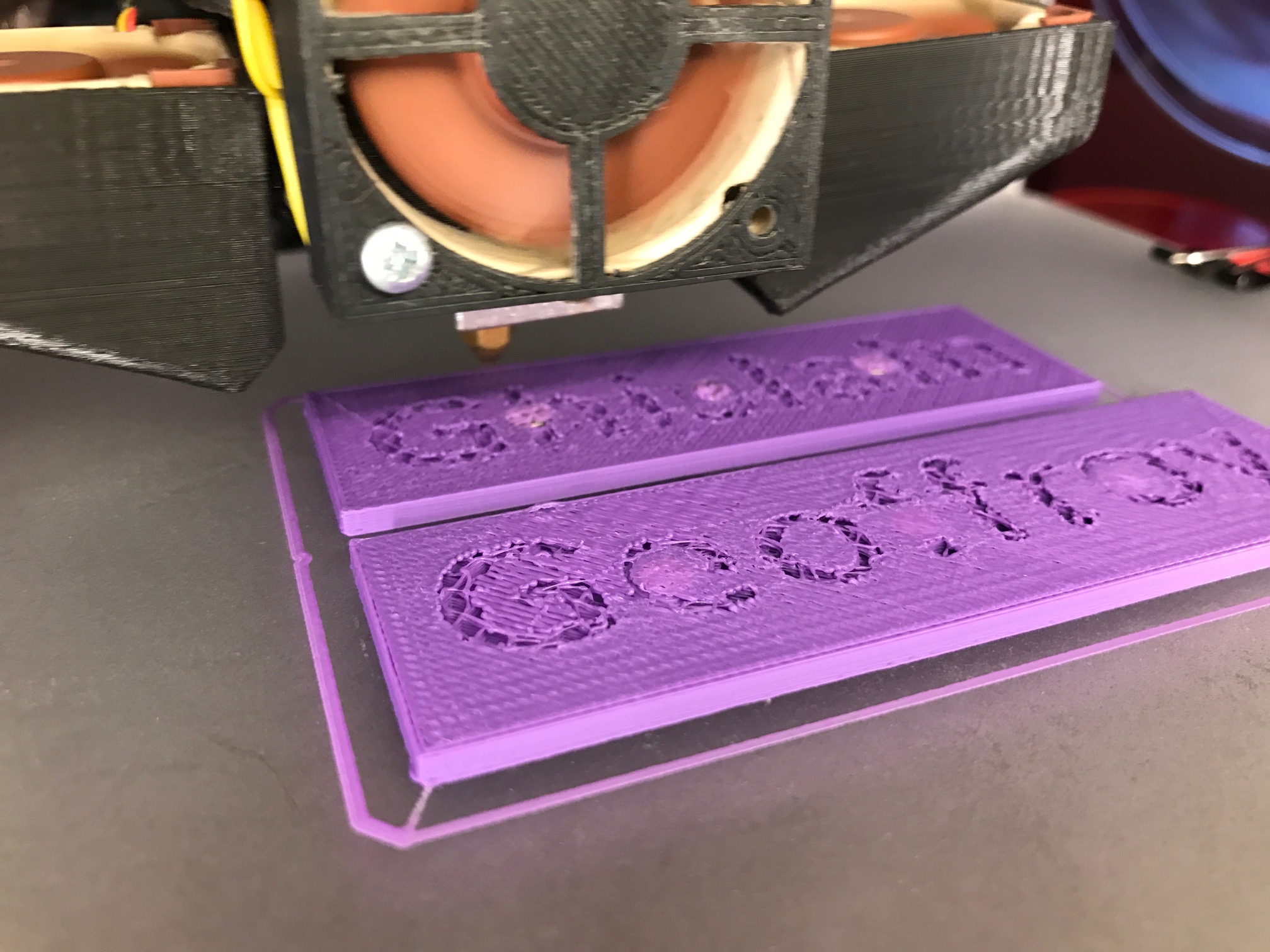
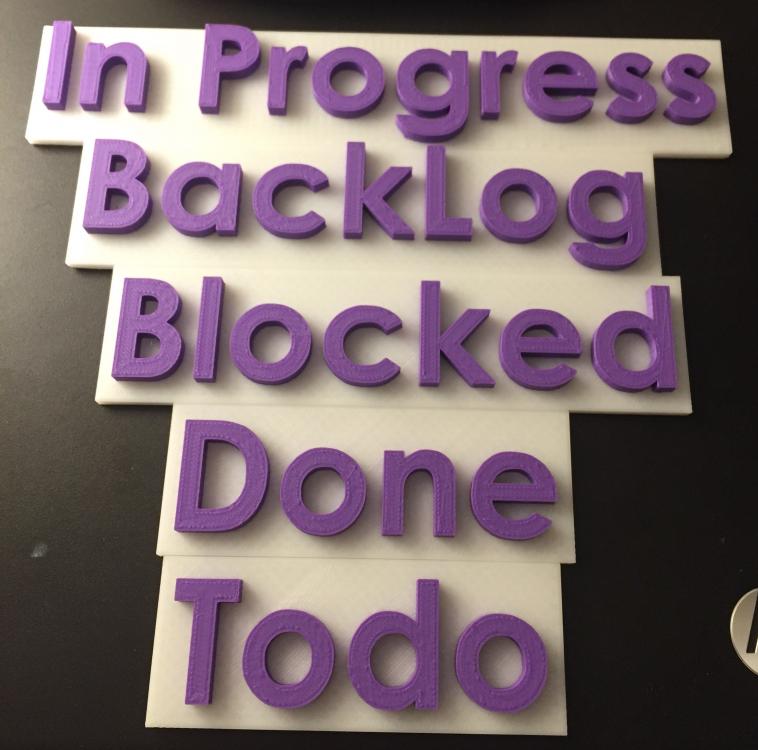
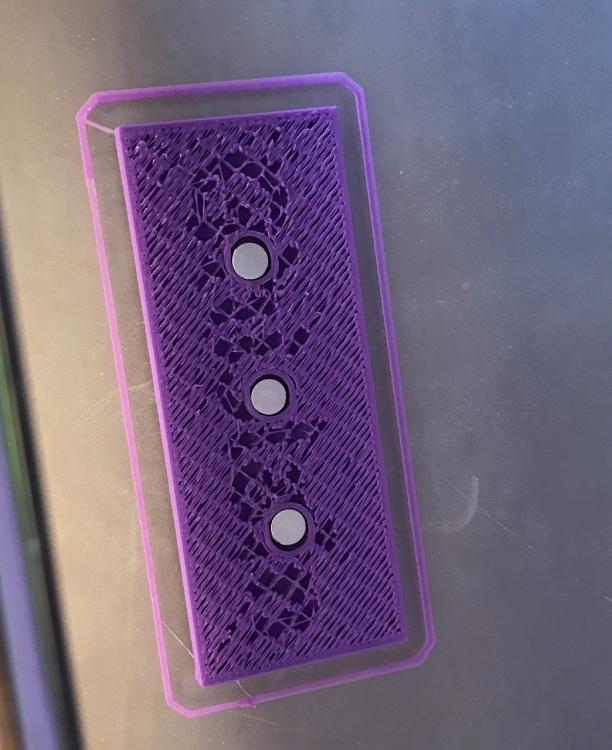
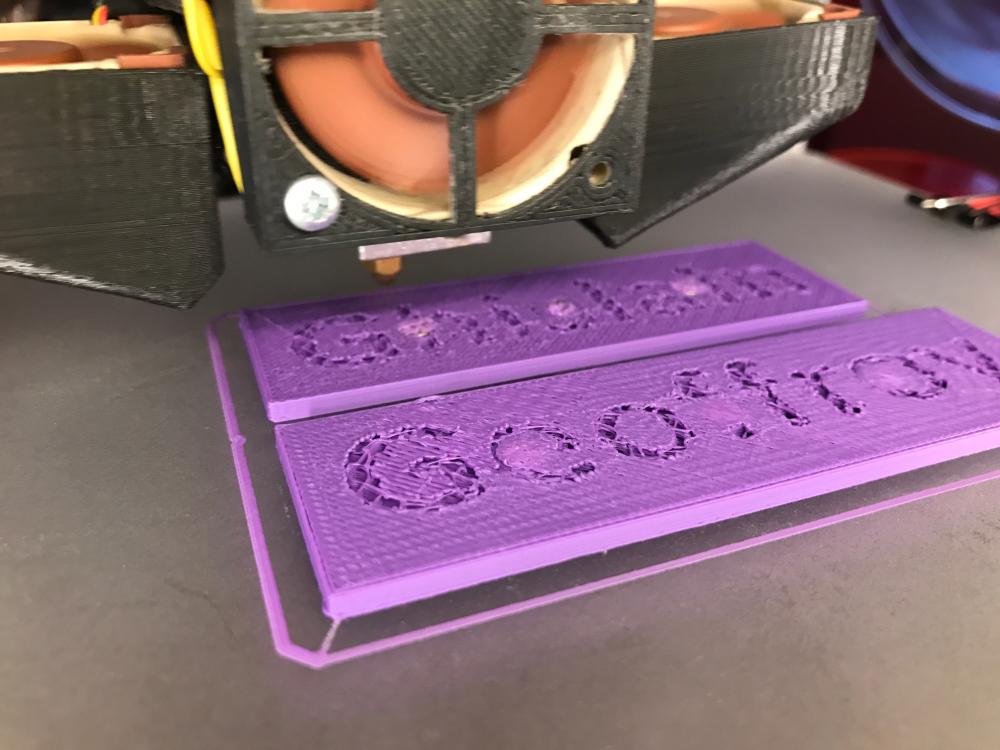
Hello, Suite à mes malheureuses aventures du mois de Janvier et un planning perso me laissant aucun temps... J'ai enfin réparé mon imprimante ! J'avais il y a quelque temps imprimer des plaquettes avec des textes divers en Multicolor : (Oui, Agile) Elles ont ensuite étaient fixés avec du double face. C'est pas pratique, car on change de support régulièrement avec les plaquettes. Je me suis donc lancé dans l'idée de mettre des aimants dedans, afin de pouvoir les déplacer. J'ai acheté ça sur Amazon : https://www.amazon.fr/gp/product/B008UABHQ8/ref=oh_aui_detailpage_o00_s00?ie=UTF8&psc=1 Faire attention aux aimants que vous prenez, ça dépend de la taille et du poids de votre objets. Première idée, faire un trou au dos de la taille de l'aimant et les coller. Mauvaise idée, ça ne va pas tenir dans le temps... J'ai donc modifié mes modèles, pour faire un un logement dans la plaque : Mon trou se ferme à la couche 17, j'ai donc cuisiné une petite commande à insérer dans les scripts de S3D : {REPLACE "; layer 17,"; "G28 Y0 X0\nM300\nM0\n; layer 17,"} Ou Si vous avez toujours Répetier (Désolé pour vous), ouvrir le Gcode manuellement et ajouter les lignes suivantes avant le "layer 17, Z=..." [...] G28 Y0 X0 M300 M0 ; layer 17, Z = 1.76 [...] Ou En gros quand la couche 16 se termine : on revient au home on sonne pour prévenir on passe en pause on insère les aimants on relance l'impression on reprend à la couche 17 Ensuite un petit M600 plus loin dans l'impression et ça me donne des plaques magnétiques bicolore. Oui, je laisse le logo du frigo sur la photo ! Preuve que c'est sur une surface vertical Dans l'exemple c'est des aimants, mais c'est applicable pour des roulements, des écrous ou tout objets que vous souhaitez prendre dans la masse du plastique. Je vais surement refaire le serrage de mes bobines avec cette méthode, l'écrou part tout le temps. J'ai un autre truc qui est en cours d'impression, je rajoute les photos après pour un deuxième exemple. Edit :




 1 point
1 point -
Hello hello La proposition a déjà été faite ici >>>>>>> et ça n'avait pas reçu un accueil très enthousiaste D'ailleurs dans ton sondage il manque le choix "Je m'en fous" c'est pas très démocratique à l'heure où on parle de valider les abstentions PS : profitant de l'heure tardive, je viens brutalement de faire passer le score de 100% de "Oui" à 50% de "Non". C'est bien la première fois de ma vie que mon vote change quelque chose à ce point1 point
-
bonjour sa fait au moins deux jours que j'essai de réglé mon extruder depuis que j'en ai acheter un nouveau en alu . le probleme c'est que j'ai beau le réglé nickel a chaque fois il se dérègle au bout de trois voir moins de print auriez vous une idée0 points
-
bjr quand je fait comme sur les tutoriel pour le reglage de l'extruder sa ne va pas ex: j'avais : 120-29=99 124x100=12400 12400/99=125,5 et la marque sur le fil est passé dans l'extruder donc plus rien ne va0 points
-
Pour les amateurs de discussions éphémères j'ai créé un groupe Facebook https://www.facebook.com/groups/artillery3d.fr/ Attention, ça n'a en aucun cas vocation à remplacer le forum0 points
-
apres verification de mon extruder et reglage . pour l'instant ses nickel merci0 points
-
pourtant c'est celui que j'ai eu avec tu pense qu'il serai peut etre trop dur0 points
-
c'est sa comme extruder : https://www.amazon.fr/gp/product/B07S7C4T7Y/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1

 0 points
0 points