Classement



Contenu populaire
Contenu avec la plus haute réputation dans 07/09/2019 dans Messages
-
J'aime bien! Mais avec du liquide de watercooling réactif aux UV et une belle lumière noire on aurait la touche jacky qui manque2 points
-
Bonjour à toutes et tous; J'ai une toute première mouture du fichier dont je parlais. Gardez à l'esprit que rien n'est terminé, c'est toujours en chantier. Comment utiliser ce fichier : La première opération à réaliser est de récupérer les dernières lignes du Gcode contenant tous les paramètres, mais en faisant bien attention de ne pas altérer la structure, Copier toutes les lignes dans un fichiers texte (extension .txt). Incluant celle du début ( ****Current settings used*****), ainsi que la dernière (******End of current settings*****) Une fois ce fichier texte créé, il faut ouvrir mon fichier Excel, et depuis la feuille nommée "Bouton" lancer la macro en cliquant sur le bouton .La macro va vous demander de sélectionner le fichier texte contenant les données du Gcode, puis va créer la feuille nommée avec le nom du fichier sélectionné qui contiendra toutes les données du GCode. Elle mettra en concordance les description des paramètres en Anglais avec leur équivalents en Français (NB la traduction n'est pas faite, juste quelques éléments.) Pour l'instant je suis encore en train de modifier le fichier. A terme je voudrais pouvoir charger plusieurs fichiers txt, pouvoir analyser les différences et ainsi créer une feuille mettant en avant les différence de valeurs pour les fichiers analysés. Ce qu'il me reste à faire: Mettre en forme les description en Anglais, en gardant les indentations. Finir la traduction de ces descriptions en Français. A moins qu'une âme charitable se propose d'apporter sa contribution, ce dont je l'en remercie par avance. Gérer l'ouverture de plusieurs fichiers à la suite. Générer la macro de comparaison et de création d'une feuille résultats, avec les N° des lignes ayant un écart. Mettre tout ce bazar en forme dans le ruban d'Excel, pour avoir un onglet ruban indépendant. Je vous mets ce fichier juste pour vous donner une idée de ce que je veux faire, et aussi collecter vos idées et remarques. Par contre S.V.P gardez à l'esprit que je ne suis pas développeur de métier et que je fais cela sur mon temps libre (si rare). Je reste à votre écoute pour tout renseignement. Concernant un autre format qu'Excel, je n'ai pas LibreOffice sur ma machine, et le VBA de LibreOffice est assez différent de celui d'Office. Donc si quelqu'un veut s'y coller pas de soucis pour moi. Travail JFC.xlsm2 points
-
Ah mais bien sûr....pourtant suis abonné à la chaîne Micmaths :s2 points
-
Bon ben ça y est tout fonctionne. Pour l'écran le souci était une mauvaise config au niveau du port série. Pour que l'écran affiche quelque chose il fallait que je connecte mon octoprint. Une fois que c'était fait j'avais le menu. J'ai donc farfouillé un peu et la solution a été de mettre ces deux lignes: #define SERIAL_PORT -1 #define SERIAL_PORT_2 1 Et là, miracle de la technologie, j'ai un beau logo Marlin 2.0 qui s'affiche et de jolis menus utilisables même sans connecter mon octoprint. En ce qui concerne le détecteur de filament j'ai pas mal bidouillé avant de réussir à le faire fonctionner. J'ai fais des tonnes de tests mais finalement j'ai trouvé un pin qui a bien voulu fonctionner. Je joins mes fichiers de conf au cas où quelqu'un voudrait s'y référer. Vous pouvez clore le sujet messieurs les admins! Configuration.h Configuration_adv.h1 point
-
D'après ma bible du Marlin : G28 utilisé seul sans paramètres effectue le positionnement pour les trois axes (X et Y puis Z). On peut mettre à l'origine chaque axe indépendamment: G28 X => home du X G28 Y => home du Y G28 X Y => home de X et Y G28 Z => home du Z G28 X Y Z => home de tous les axes, équivalent à G28 seul. Pour les paramètres d'axe suivant le G28, il est inutile de préciser la positon 0 (l'origine étant par définition le point 0 de chaque axe). Une fois l'origine effectuée, on lance le processus de nivellement automatique via un G29 La seule chose à ne surtout pas faire, c'est un G28 suivi d'un G29 puis de refaire un G28: sinon le processus de calibration du nivellement du lit est remis à zéro . C'est normal, je me suis inspiré du "powerpoint" dans le zip de Creality, en refaisant les captures écran pour Zadig et Progisp (le mien est en anglais), en ajoutant la partie reconnaissance de la clé USB sous Windows et surtout en mettant le tout en français. Ça pourra servir à d'autres utilisateurs . Pas mieux de mon côté même si j'ai souvent l'impression que le temps s'accélère et passe bien plus vite qu'en activité. Si je te le propose c'est que je peux le faire. En partant du source fourni par Creality pour la CR10 et en l'adaptant à ta CR10 mini, ça devrait être jouable. La seule différence entre une CR10 et ta CR10 mini ce sont les dimensions du plateau: 300x300 (surface imprimable) pour une CR10 et 300 (largeur) x 200 (profondeur) pour ta machine. J'aurai juste besoin d'une confirmation concernant les dimensions de ton plateau: est-ce que comme sur ma CR10, la surface imprimable est de 300x300 mais le plateau mesure 310x310. Est-ce la même chose pour le tien: surface imprimable inférieure ou égale aux dimensions externes du plateau? Sur ce, bonne soirée car la les invités vont arriver et ça va être l'heure de l'apéro .1 point
-
Salut ! 3 origines à ton problème et une solution : Ecran > Dysfonctionnement de l'écran > Vérifier branchements. Carte mère > Dysfonctionnement dû à un court circuit > Vérifier tout les branchements de A à Z. Firmware > Firmware endommagée > Il n'y a pas d'autres solution que de réinstaller le firmware... Cela permettra d'écarter ou d'identifier un soucis sur la Carte mère. Voilà... à toi désormais...1 point
-
Vérifie dans cura que t'es pas réglé en fil 3 mm dans les paramètres machines, ça arrive assez souvent.1 point
-
Bonjour @Pierrot31 Content que tu aies réussi à installer le firmware et que ça fonctionne (à peu près). Tu as flashé le firmware prévu pour une CR10 puisque que Creality ne fournit malheureusement pas celui pour une CR10 mini. Il est donc logique que la palpation sur l'arrière du plateau prévue pour un plateau 300x300 mm échoue (ton plateau fait si je me souviens 300x200). On peut déjà partir sur de bonnes bases: flash du firmware via la clé USBASP, c'est bon. Le BLTouch est correctement installé. La procédure de nivellement auto se déroule (pas jusqu'à la fin pour des raisons de plateau). Ce qu'il faut maintenant faire, c'est "compiler" un firmware pour ta CR10 mini. T'en sens-tu capable? Je peux si tu veux, essayer d'en compiler un et te fournir le fichier .hex. Mais je ne pourrais le faire au mieux que demain dimanche dans la journée. Après avoir vu tes messages précédents, j'avais fait une petite documentation récapitulant les étapes (je joints un fichier .zip qui contient la doc + zadig.exe + progisp (en anglais )) pour le cas où (mais je me doutais que tu y parviendrais sans faire exploser ta tension ) : Pierrot31.zip La documentation : Installer-via-USBASP.pdf Pour ton gcode de démarrage, si tu n'as rien modifié dans ton trancheur, il ne devrait pas avoir été modifié (hormis l'ajout après le G28 du G29)1 point
-
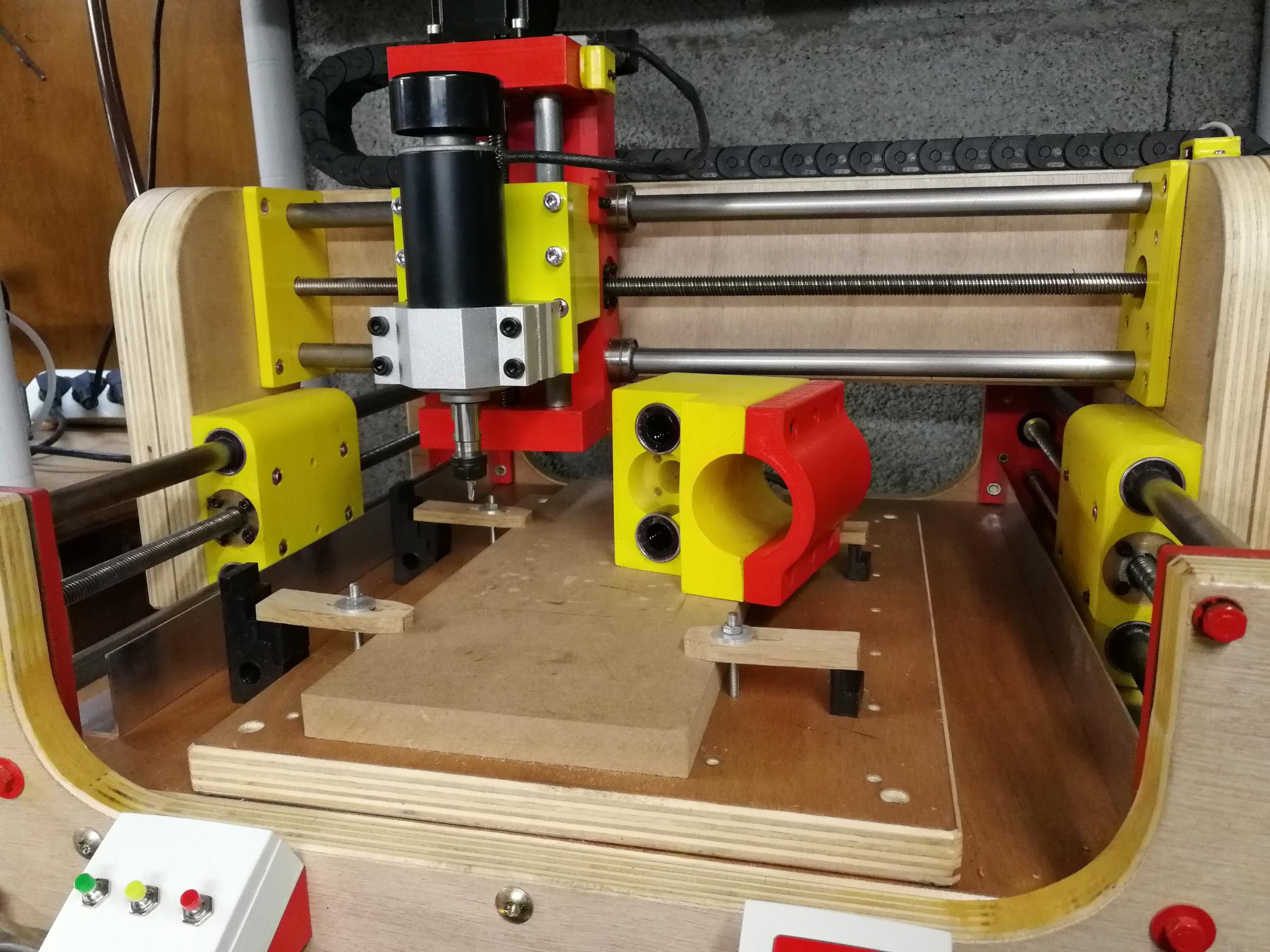
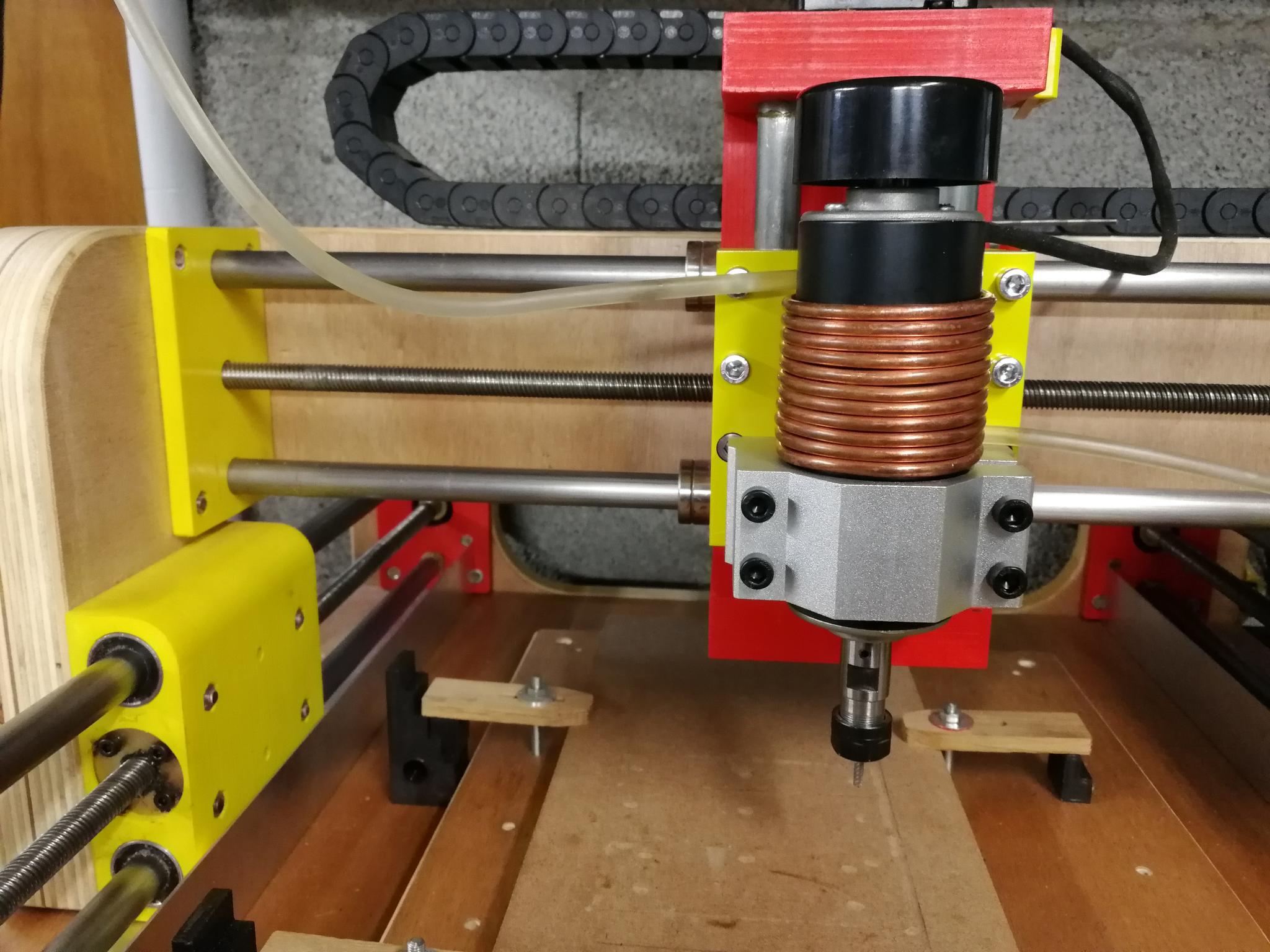
Salut les fraiseurs et les ôtres aussi Quelques niouzes de mon mulet "learning from errors" pourrait être ma consigne préférée. À ceux qui veulent se lancer dans la construction d'une machine, NE PAS encapsuler la broche comme je l'ai fait en dépit des conseils reçus, ça CHAUFFE (parle à mon Q, ma tête est malade) Voici donc à quoi ça ressemble maintenant, avec l'ancien bloc à côté. Le corps du nouveau est imprimé, et la plaque qui supporte la broche est fraisée, c'est du stratifié HPL de 10, un matériau étonnant dont je découvre les multiples qualités. Next step : @Tircown style ouatère-couling in progress !
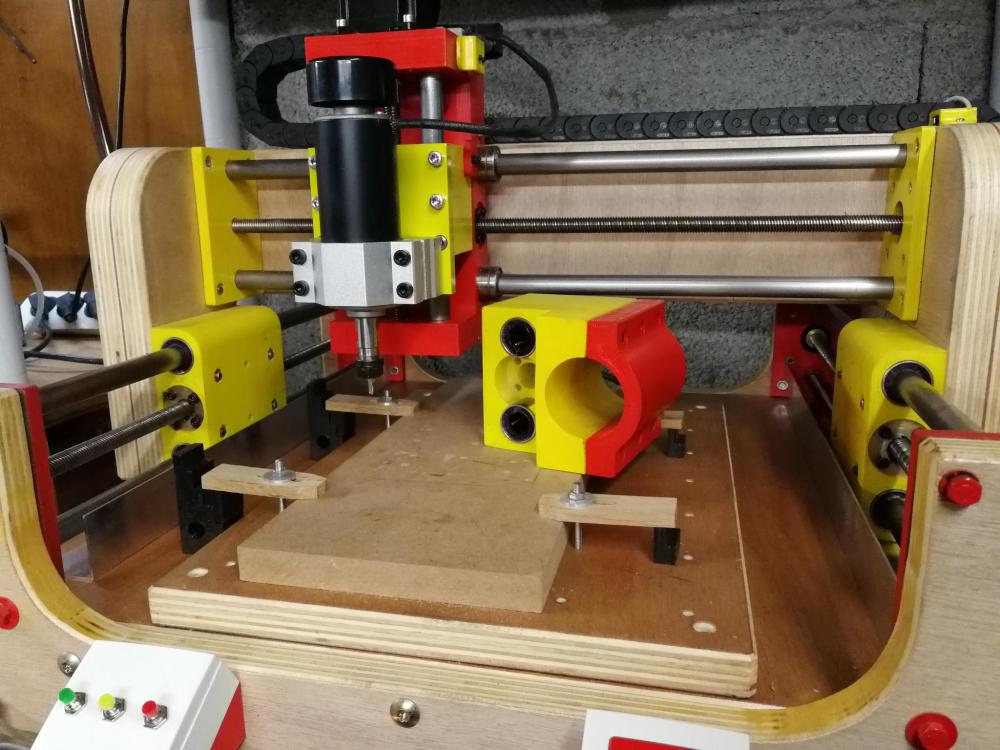
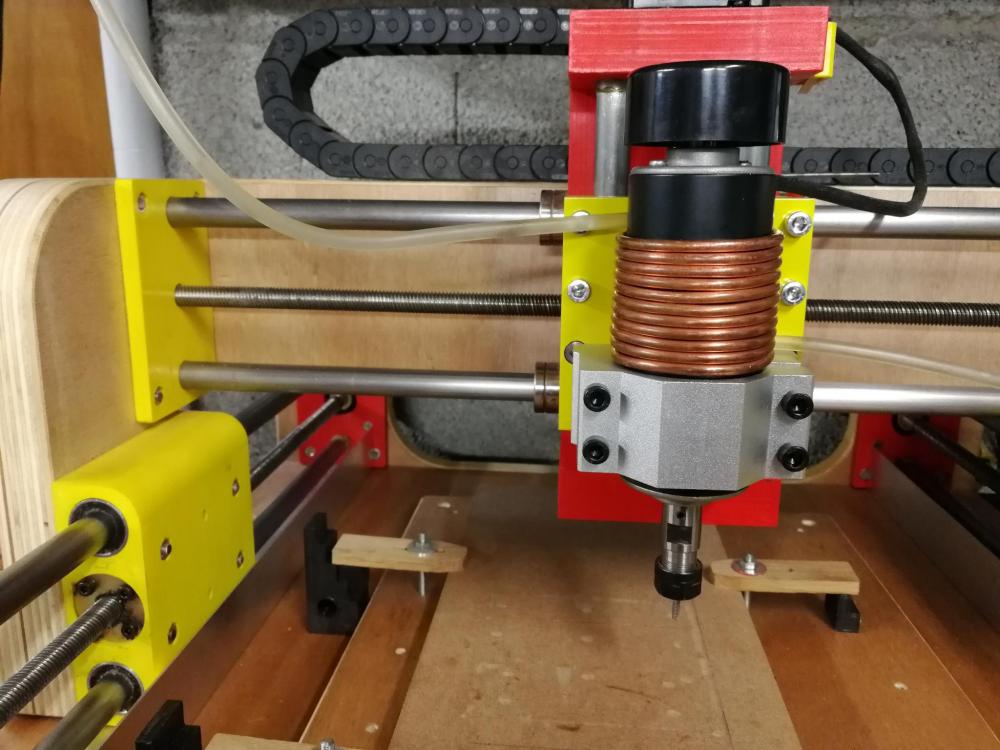 1 point
1 point -
Bonjour à tous, J'ai reçu et installé un nouveau ssr de compet,qui lui reste à 30° sans radiateur , même aprrès 4h00 d'impression avec un lit chauffé à 110° ..et toc ! Donc,les impressions reprennent Jour de congé oblige,j'en ai profité pour faire quelques essais avec un plug in que vous trouverez ici : https://github.com/trouch/CreawsomeMod Il fonctionne avec Cura 4 et 4.1 pour imprimante Créality et rien d'autre !!!! En 2 mots : -l'imprmante s'affiche en transparance autour du cube de visualisation -on peut créer un profile par filament/diametre buse ( si si ) -le temps d'impression est,à la seconde près, exacte - quelques gcode ont été rajoutés en début et fin d'impression , à vous de les découvrir, moi j'aime bien -....et je cite : Définitions de machine Définitions de machine en profondeur Correction des réglages cachés Désactivation du contrôle de saccade et d'accélération Correction de la durée d'impression selon les firmware usine Modification de la vitesse pour améliorer la stabilité Vitesse Principale @ 50mm/s Remplissage @ 100% Vitesse Principale Périmètres @ 50% Vitesse Principale Déplacements @ 150-200mm/s Amélioration de qualité Désactivation du Combing (Détourrage) Activation du Z-Hop @ 0.2mm (Décalage en Z) Correction des hauteurs de couche disponibles Correction de la résolution X/Y Modification de la largeur de ligne à 125% du diamètre de la buse * Alignement de la couture Z à l'arrière Augmentation des murs Optimisation des supports Réglages de la température par matériaux Amélioration de l'interface Nouvelle option de visibilité Essentials Choix de la taille de buse Prévisualisation de la machine La différence est vraiment visible ! Qui veut essayer ?1 point
-
Le filament flexible peut passer sans trop de problème ! Oui ! Car la CR-10S Pro dispose d'un extrudeur à double entrainement dit "Dual Drive". Même si cet extrudeur ne vaut pas un Bontech ou un clone Bontech. Je n'ai pas de marque à recommandé. Par contre... j'en ai une à te déconseillé : SUNLU en filament flexible et PETG. C'est une horreur...
 1 point
1 point -
Bonjour et bienvenue @mathieu91300 Bonne affaire, 100€ ça va ça vient, on trouve donc sur le Coincoin des prix pas trop délirants Te voilà donc "introduit sans douleur" * dans le monde merveilleux du plastique fondu Le précédent proprio a monté des anti-wooble, certains t'expliqueront tout le bien qu'ils en pensent, hein @Maeke * @fran6p, pas de commentaire STP (il va se gêner, tiens....)1 point
-
Je pars du principe que si tu attend et bien t'a jamais rien . Je suis fan d'informatique , et je me refais une machine tout les un a deux ans , car au bout de six mois ta machine est déjà obsolète si tu veux avoir le top . Si je suis ton raisonnement je serais toujours avec une machine de 10 ans . Je fais aussi beaucoup de modélisme ( avion , hélico , voiture , bateau ..... ) cela s'applique aussi dans se domaine . Idem dans le domaine de la photos dont je suis fan . Ma CR-10S PRO , c'est pour moi une machine d'attente , en effet j'ai pas encore trouver la machine de mes rêves , même avec les excellentes références que vous m'avez données , il y avait toujours un truc qui me dérangé surtout sur les volumes d'impression ( dommage pour la Prusa mk3 i3 s ) .1 point
-
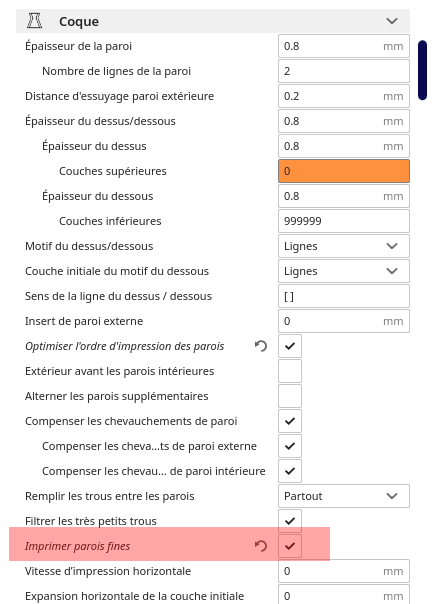
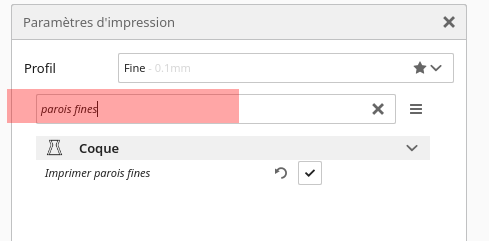
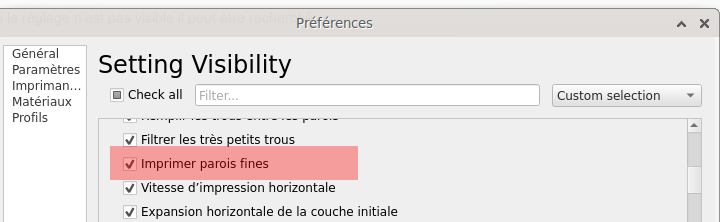
Bonsoir, Si il s'agit bien d'un pb de parois fine, alors il y a un paramétrage qui permet de les imprimer. cura augmente alors la vitesse d'impression pour pouvoir imprimer ces parois plus fines que la buse. Si le réglage n'est pas visible il peut être recherché ou bien rendu visible durablement a+
 1 point
1 point -
PLA Wood Filament 3D Layer 0.2 Wall 4 (1.76mm) Remplissage 20% Nozzle 200° Bed 55° entre 40h et 41h Colorisé car la couleur d'origine de ce wood PLA est vraiement fade.

 1 point
1 point -
Via l'écran de ta Ender3, menu Control, Restore Failsafe. Normalement, ça efface le contenu de l'EEPROM et récupère les données par défaut du firmware .Toutes les options accessibles via le menu de l'écran : LCD Menu Tree.pdf .:-)1 point
-
J'avais appelé la présentation de ma MK2 + MAKER: "la SmartCub3D au pays des avions", donc dans le même esprit, voici quelques photos de ma MK3 MAKER PRO au milieu de "quelques" avions. J'ai imprimé le Rafale hier. Il n'est pas encore assemblé car je l'ai imprimé sur un raft que j'ai bien du mal à retirer. Il va probablement être réimprimé mais en une seule pièce à partir de ma Palette qui doit arriver aujourd'hui ou lundi.





 1 point
1 point -
Actuellement le PLA est produit en relativement faible quantité et transformé par de petites structures donc nous le payons cher, trop cher. Cela devrait changer pour plusieurs raisons: - Dans l'injection et l'extrusion nous commençons à voir apparaitre des marchés avec des quantités vraiment industrielles donc des besoins importants de Matière première. - Les producteurs qui jusqu'à maintenant étaient assez frileux pour investir dans de nouvelles lignes de productions vont être rassurés et multiplier leurs capacités. - Les prix actuels de matière première de qualité varient actuellement entre 3 et 4 €/Kg, ils devraient descendre entre 2,5 et 3 € dans deux ou trois ans, si la demande explose. - Les petits transformateurs qui se goinfrent devraient laisser la place à des industriels avec des lignes plus performantes et plus puissantes. - Les revendeurs travaillant toujours en pourcentage de marge verront leur rétributions diminuer. AU FINAL LA BOBINE DE PLA D'UN KILO DE BONNE QUALITÉ DEVRAIT ARRIVER CHEZ VOUS DANS LES 10 EUROS DANS DEUX OU TROIS ANS. Vous me prenez peut-être pour un hurluberlu mais notez ce message dans un coin, on en reparle peut-être même avant cette échéance.1 point
-
Du nouveau ! J'ai assez d'argent pour m'acheter une bobine de PLA (une bobine normal, aucun intérêt à prendre du 3D870) de 500g et du mastic en bombe de chez Le RoyMerlin Finalement, je n'aurais pas eu besoin d'attendre 2 à 4 mois (temps max pour réunir assez d'argent) Il y aura donc du nouveau dans les jours qui viennent !1 point
-
A titre personnel, je préfère 110% . Si pour certaines pièces tu as besoin de support, vérifie après avoir tranché celle-ci, via la vue en couche (aperçu) que les supports sont bien présents. Quelques utilisateurs (moi y compris) ont eu des surprises avec les supports classiques. Les supports arborescents fonctionnent eux parfaitement. La vitesse d'impression par défaut est pour moi trop lente, j'imprime généralement à 70 mm/s (première couche à 20 mm/s). Pour les déplacements 180 mm/s Sur ma Cr10, ma rétraction est de 6.4 mm à 40 mm/s (dépend de chaque machine, filament, etc.). J'utilise un volume de 0,064 mm3 (volume supplémentaire à l'amorçage) pour éviter le léger manque de matière après une rétraction. Je n'ai besoin pour la jupe que de 2 tours (4 par défaut) espacés du modèle de 4 mm. Mon refroidissement étant plutôt efficace, les pièces en surplomb s'imprime sans difficultés avec un angle de 60°. ... Mes paramètres essentiels (actuellement pour du PLA 3D850): températures 210 / 60 (première couche 215 / 65°), hauteur de couche 0,2mm, largeur ligne 0,44mm (y compris pour la première couche)... Le plus important étant d'avoir un plateau / buse parfaitement nivelé (chez moi sans ABL, tout à la main ), rappel sur l'importance de la première couche: voir ici .1 point
-
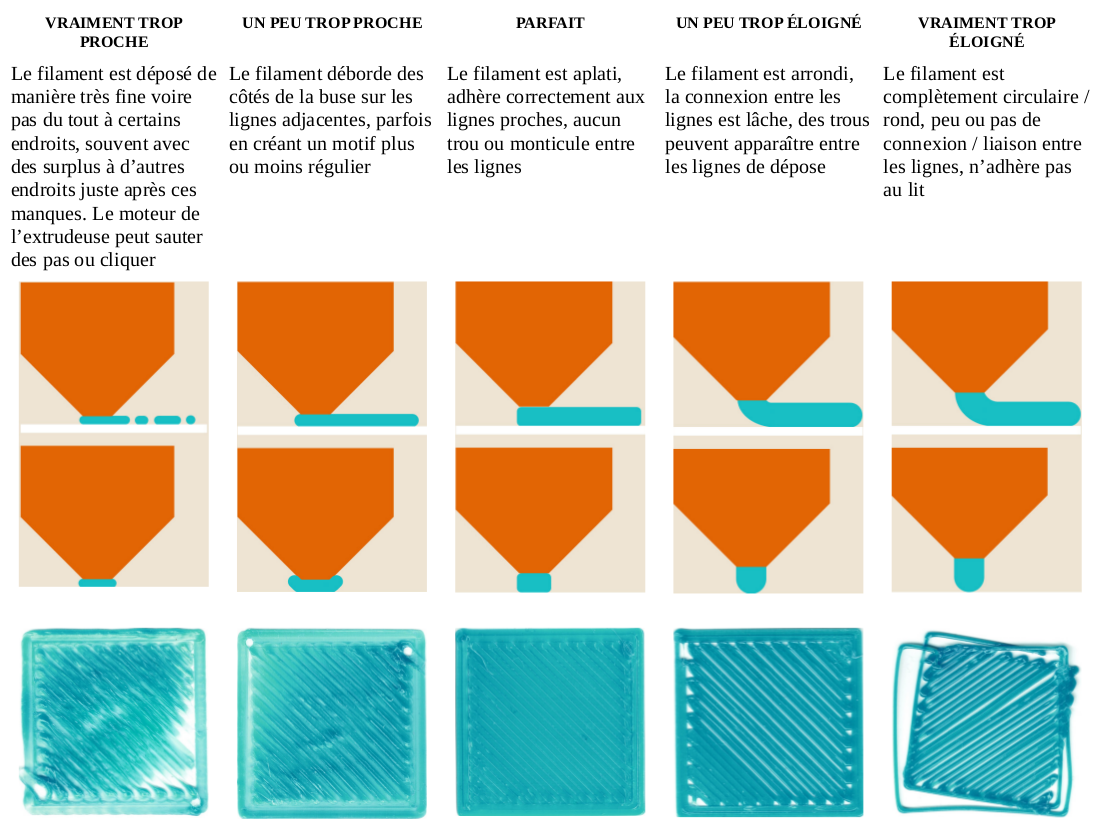
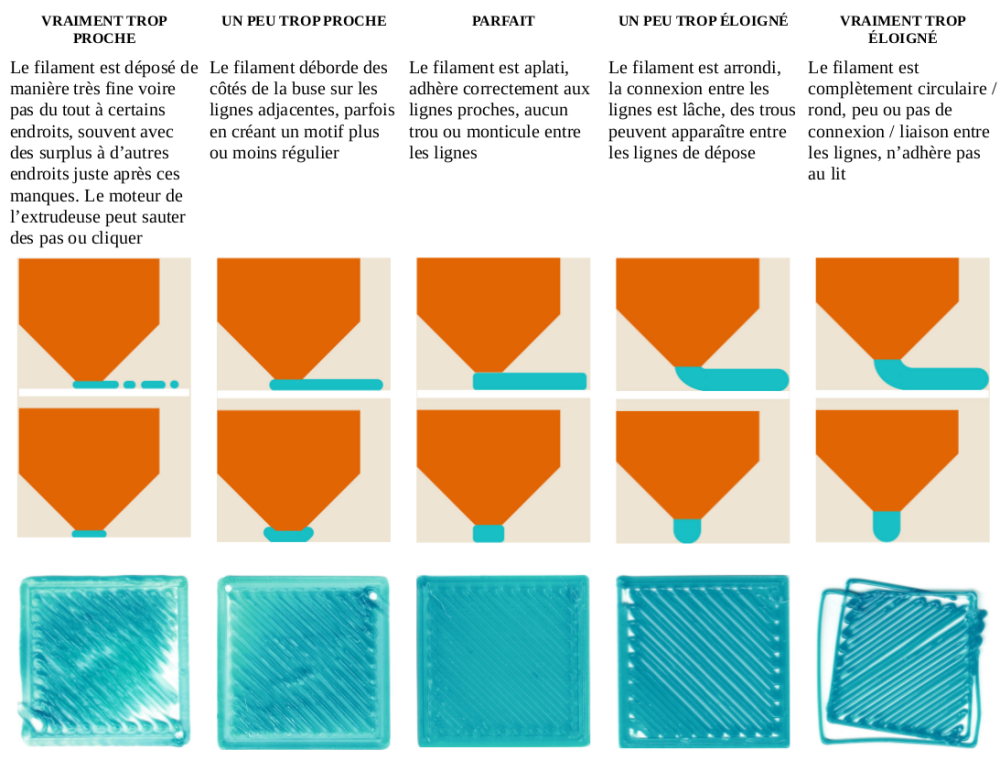
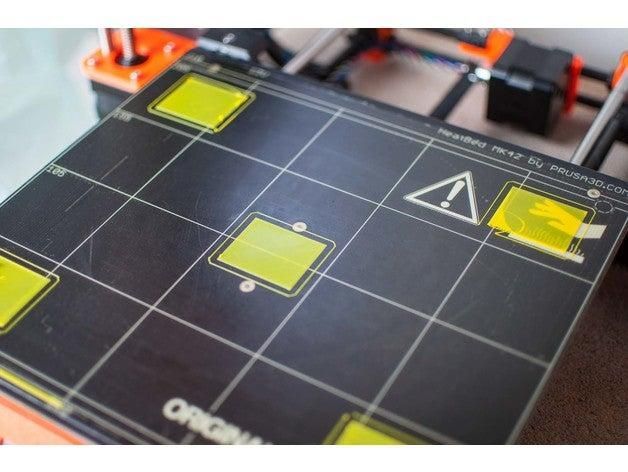
Le réglage de la première couche Le bon réglage de la première couche est la base de toute impression réussie. C’est l’une des difficultés majeure que tout débutant rencontre et qu’il va devoir maîtriser s’il veut réussir ses pièces et éviter un plat de spaghetti. Ce réglage incorrect peut entraîner : Un décollement de la pièce dû à une mauvaise adhérence de la pièce sur le plateau. Une première couche à l'aspect visuel désagréable. Un gauchissement de la pièce (autrement appelé "warping") qui, en plus de ruiner l'aspect visuel et mécanique de la pièce, peut engendrer un décollement de celle-ci. La détérioration de la surface du lit quand la buse est trop proche Cela ce produit lorsque l'écart entre la buse et le plateau n'est pas correctement réglé. Il faut en premier lieu vérifier le bon réglage du parallélisme du plateau vis à vis de la buse. Ensuite, il faut régler cet écart (également appelé "offset"). Ce réglage doit être réalisé aux conditions d'impression (buse et lit à température) et également avec l'extrémité de la buse exempte de tout détritus. Cela peut se faire de manière : mécanique (via une vis de butée qui est propre à votre modèle d'imprimante et ensuite via les molettes de réglage du plateau) informatique via le logiciel qui pilote l'imprimante (parmi lesquels se trouvent Pronterface, Repetier-Host, Octoprint, …). automatique (ABL = Auto Bed Leveling) via un capteur détectant où se trouve la surface d'accroche à différents endroits du plateau (permet de compenser les défauts de planéité de celui-ci) Voici comment reconnaître la qualité du réglage en fonction de ce qui est imprimé. Afin de vérifier le bon réglage de votre imprimante, vous pouvez imprimer ce genre de pièce. Avec de l'expérience, vous pourrez régler «à la volée» votre écart buse/plateau lors de l'impression de la première couche, et notamment lors de l'impression de la jupe ("skirt" en anglais). Si vous voulez commenter ce tuto, proposer une amélioration ou autre, suivez ce lien. Si vous ne parvenez pas régler votre première couche, suivez ce lien. ---------------- Merci @Yo' d'avoir relu et amélioré mon premier tutoriel. L'idée originale, rédigée en anglais vient d'un utilisateur de Reddit (r/3DPrinting).
 1 point
1 point -
Quel beau et magnifique tutoriel ! Merci @fran6p ! PS : au moins maintenant... j'aurais plus à mettre mes images "magiques"... je donnerai juste le lien vers ce tutoriel.1 point
-
@TwoSwee : pour le sens de rotation du moteur d'extrudeur, c'est cette ligne qu'il faut modifier : extruder.hotend.dir_pin 0.20! # Pin for extruder dir signal Le "!" te permet d'inverser le sens de rotation. Pour les step/mm, la valeur de base pour le titan est 418.5 avec des moteurs 1.8°/pas (ceux fournis avec la MDR). Il te faudra bien sûr ajuster cette valeur afin de calibrer ton extrudeur. La ligne à modifier est celle-ci : extruder.hotend.steps_per_mm 418.5 # Steps per mm for extruder stepper Une fois ces modifications effectuées, ne pas oublier de rebooter l'emotronic et de refaire une calibration.1 point
-
@Labrax Le goût et les couleurs... Il existe bien d'autres trancheurs que ces deux là. Chacun avec ses avantages et ses inconvénients (le prix d'achat en fait évidemment partie). Ideamaker par exemple vaut le coup d'être essayé, Ice-sl aussi . Le trancheur n'est pas tout même s'il peut aider. Connaitre sa machine, ses matériaux est tout aussi important à la réussite d'une impression. Le "mod" creawsome, je l'ai testé. Mes pièces imprimées ne sont ni meilleures ni moins bonnes qu'avant. Le créateur a fait des choix et pour les comprendre on est obligé d'aller fouiller dans une multitude de fichiers. Il comporte en plus des erreurs, par exemple sur ma CR10, il met des dimensions de 310x310 (ce sont bien les dimensions du plateau) or la surface imprimable est de 300x300. Si on ne la corrige pas, le moteur de l'axe Y ainsi que sa courroie n'apprécie pas vraiment (surtout en toute fin d'impression quand le plateau est ramené à l'avant). Cela reste une boîte noire. Il serait préférable qu'il indique clairement ses modifications en les listant et qu'il dise pourquoi. Par exemple pourquoi limite t'il la vitesse de rétraction? Enfin, bref, j'ai réinstallé la dernière version de Cura (3.4.1) et suis reparti de zéro en supprimant les fichiers cachés de configuration sous Windows C:\Users\*******\AppData\Roaming\Cura et C:\Users\******\AppData\local\Cura1 point














.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)