Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/06/2020 dans Messages
-
Si elle est jolie, pourquoi pas2 points
-
Ce procédé d'impression pourrait être pas mal pour imprimer des cartes en relief, généré par exemple avec http://jthatch.com/Terrain2STL/2 points
-
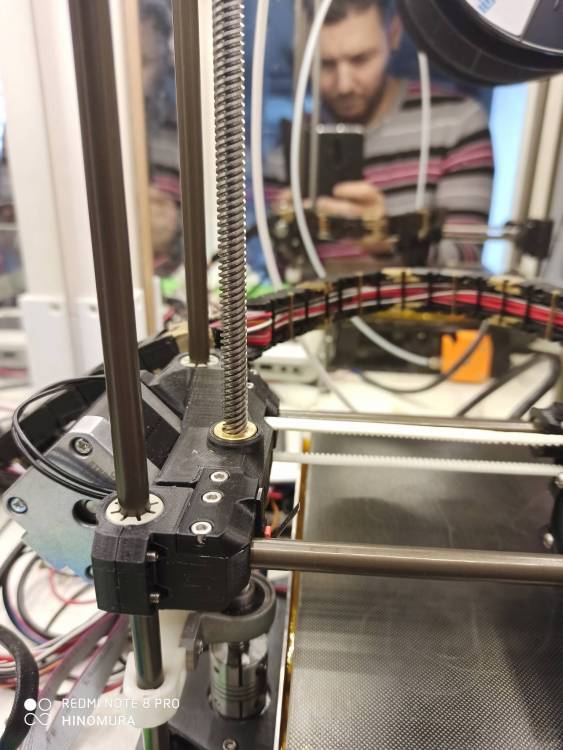
Pis, GLS vont bin mette wui jours poum'livrer... Bon en attendant, ça m'a laissé du temps pour tester l'impression avec la tête Volcano magnétiquement verrouillée et tester et ajuster la force magnétique admissible. Et j'ai bien fait, le Hanpose 17HS8401S (double axe) n'arrivait pas à décoller la tête ! J'ai toujours tendance à construire "indestructible" ! Le verrouillage magnétique est une bonne solution pour un changement facile et rapide de tête. J'ai modélisé une nouvelle platine en alu remplaçant le chariot X de la Ender5. Il n'y a que des perçages et 4 coups de scie pour l'accroche de la courroie (une perceuse à colonne suffit, CNC pas utile, pour le moment ). Dessus je fixe une interface imprimée qui permet soit le multi-têtes, soit la fixation de ma tête XCR3d 2IN1-S1, soit une e3d Volcano ou v6. En multi-tête uniquement, la fixation est magnétique. J'ai des porte-outils pour e3d volcano ou v6, pour le moment. Le câblage est via du DB-25. Le BL-Touch et le refroidissement de couche sont fixes sur l'interface et câblé en fixe. L'axe d'extrusion et le dessous de la buse sont identique à l'originale CREALITY. Ça n'a pas été très évident car les têtes e3d n'ont pas le même encombrement et ça m'a obligé à refaire la platine alu plus près du v-profilé. Les 3 plots de centrage sont des vis inox usinées coniques vissées dans les inserts servant pour la fixation des têtes fixes (XCR3D et e3d fixe). Les plots se centrent dans des douilles de centrage du porte-outil. La répétabilité du positionnement semble correcte, mais seuls des tests en mode multi-têtes le confirmera ! En attendant de modifier le châssis de l'Ender5, j'ai limité le Y max à 190 pour pouvoir imprimer sans butter dans les docks vides. Pour tester avec 2 têtes, il faudra encore réduire le YMax, les porte-outils sur leur dock prenant pas mal de place. Il me resterai à peu près 140mm en Y, sans modif du châssis, évidemment.2 points
-
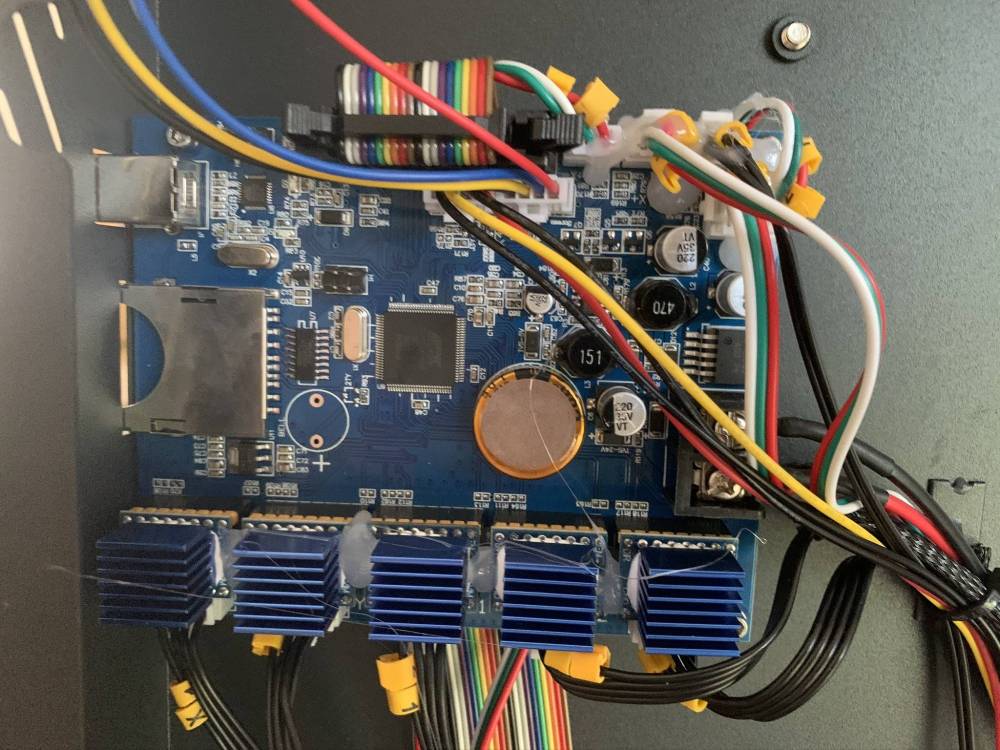
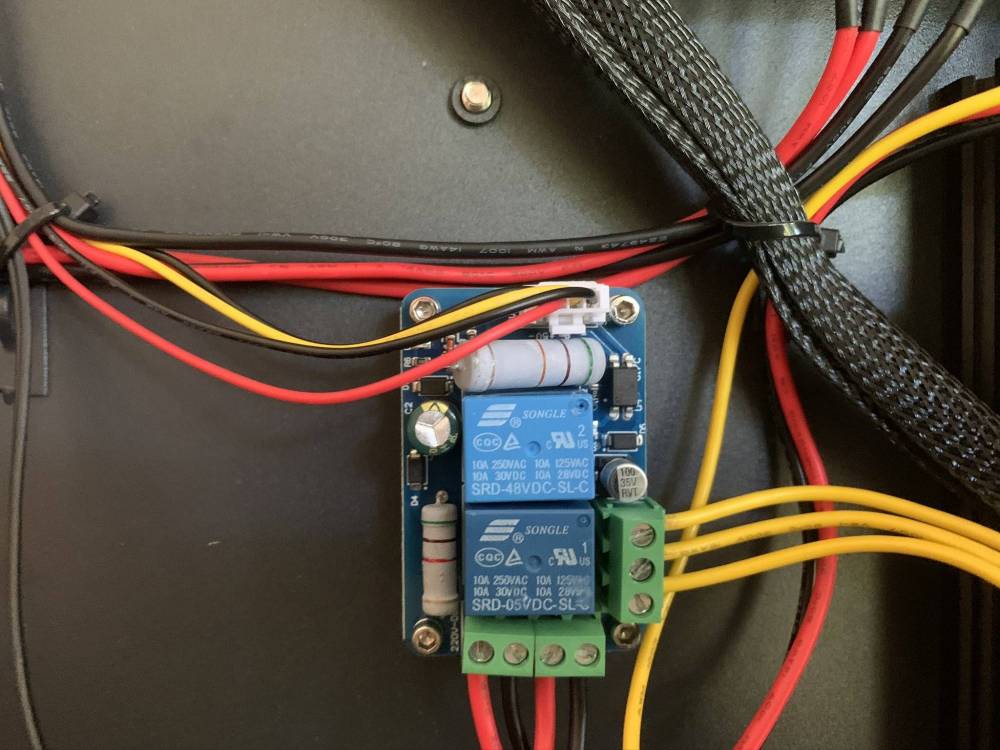
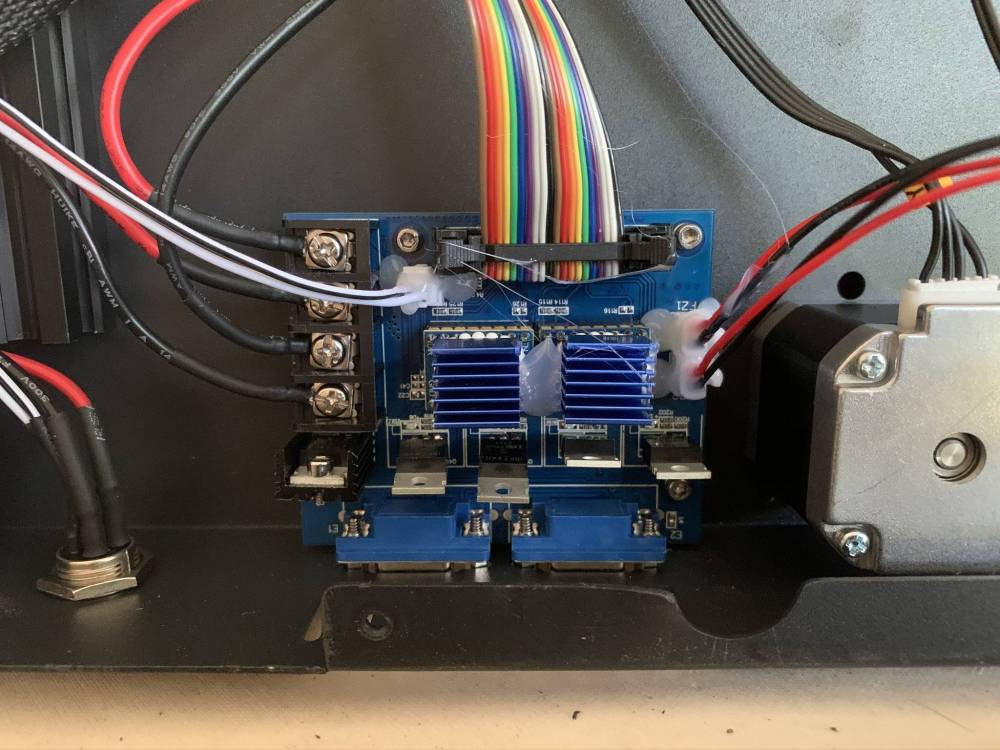
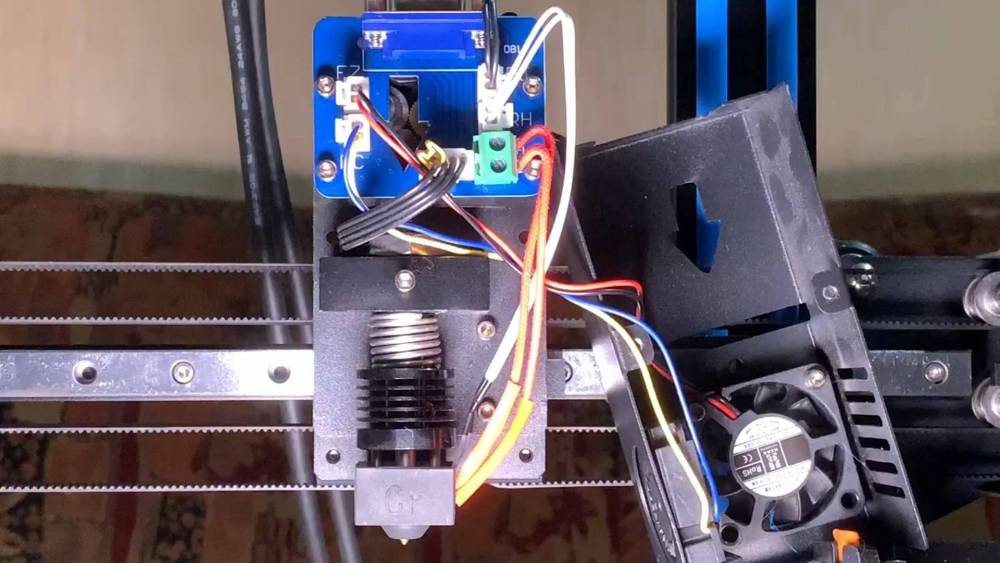
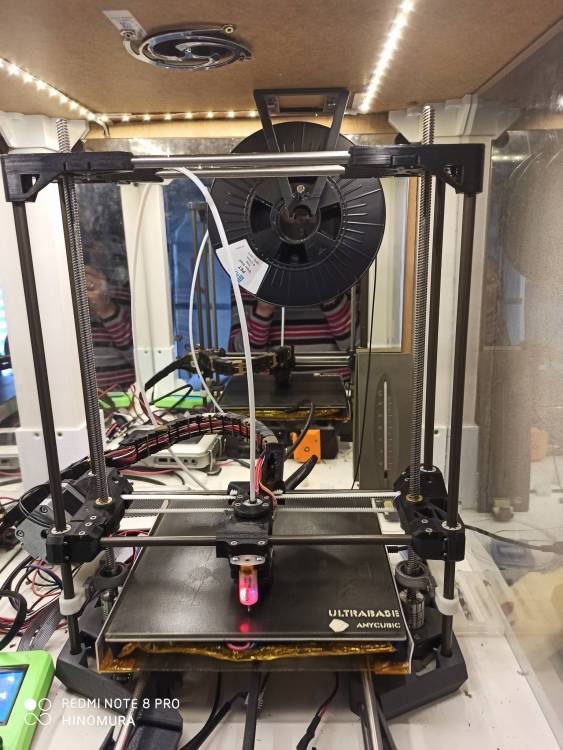
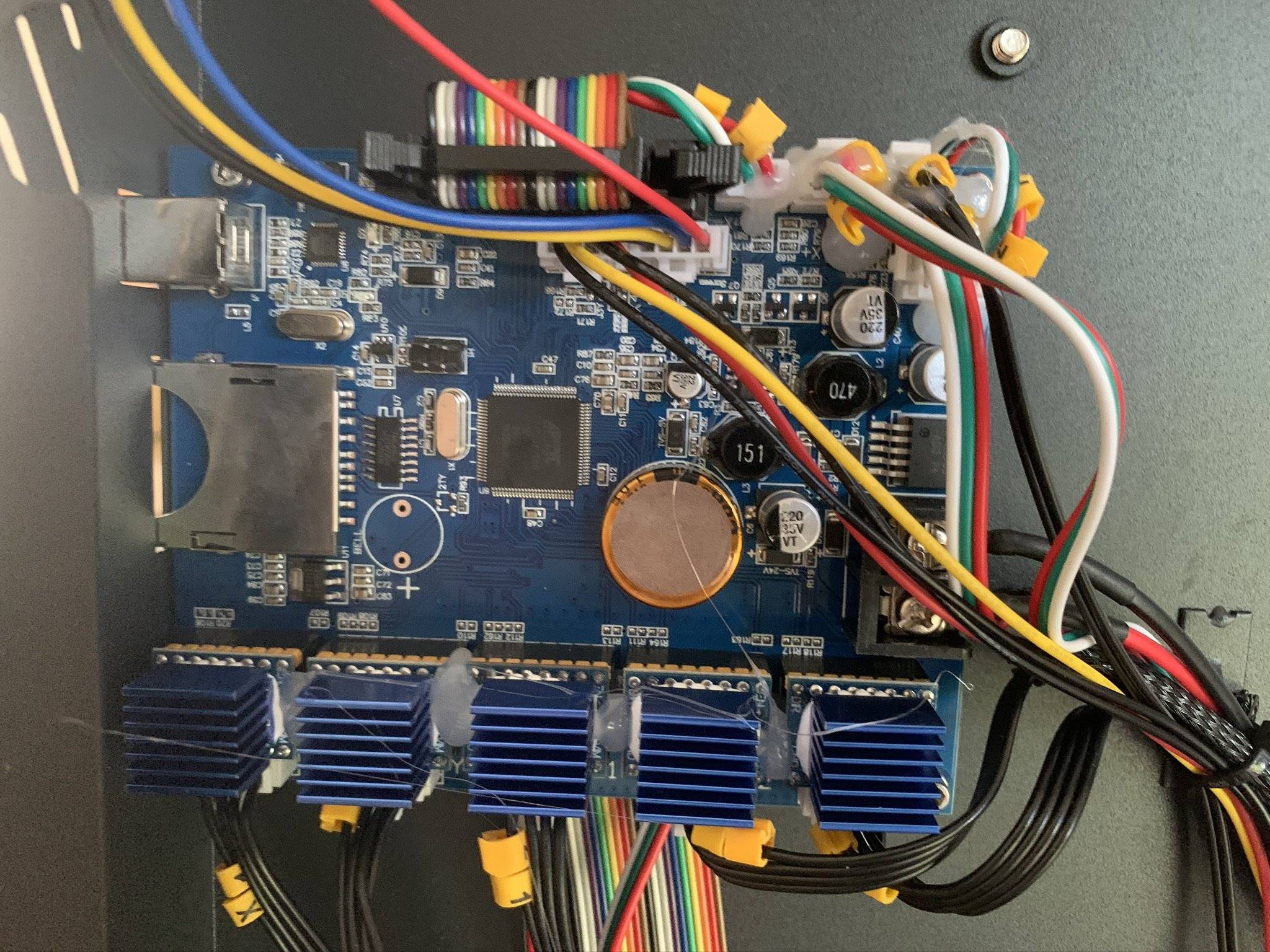
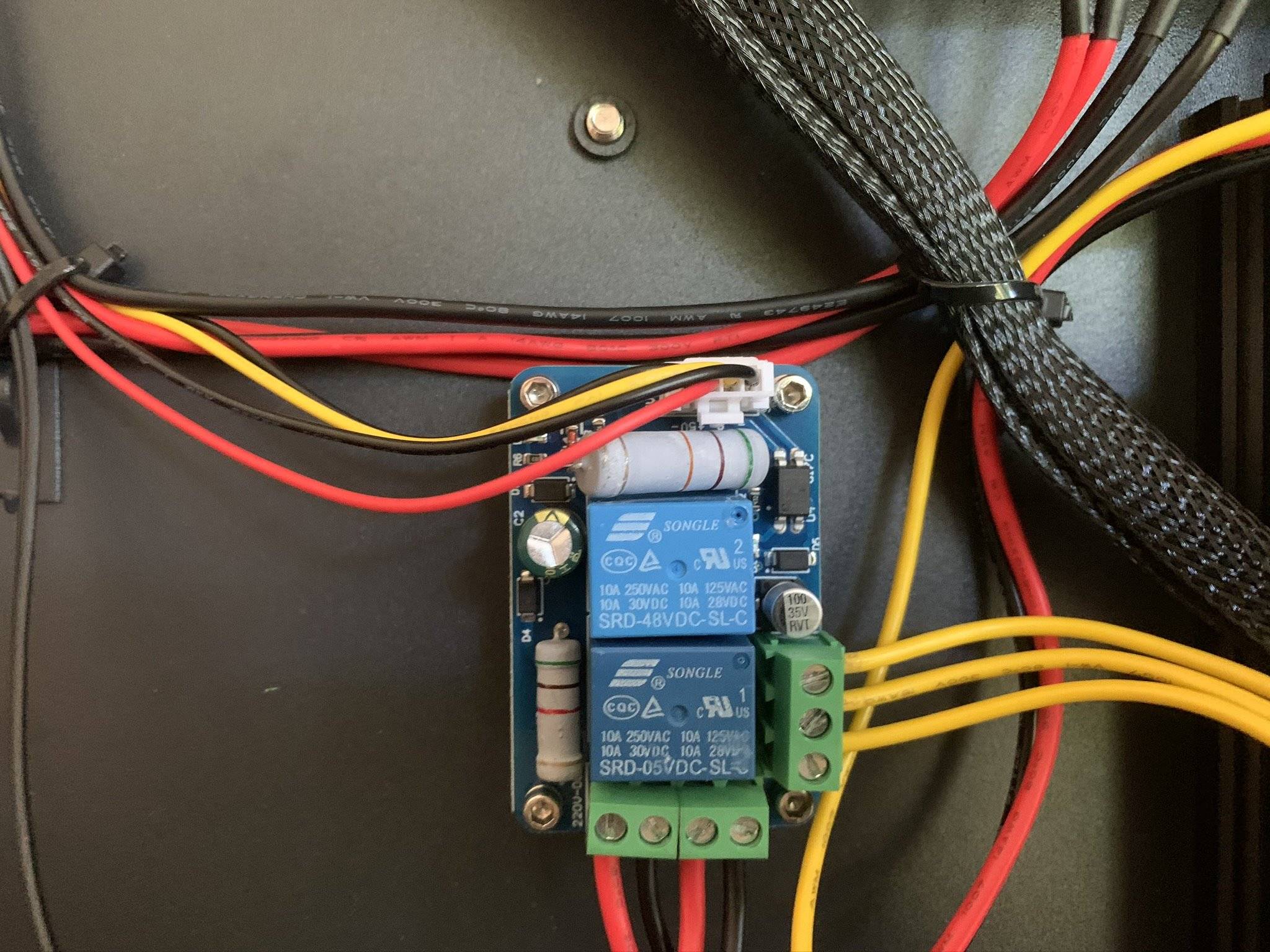
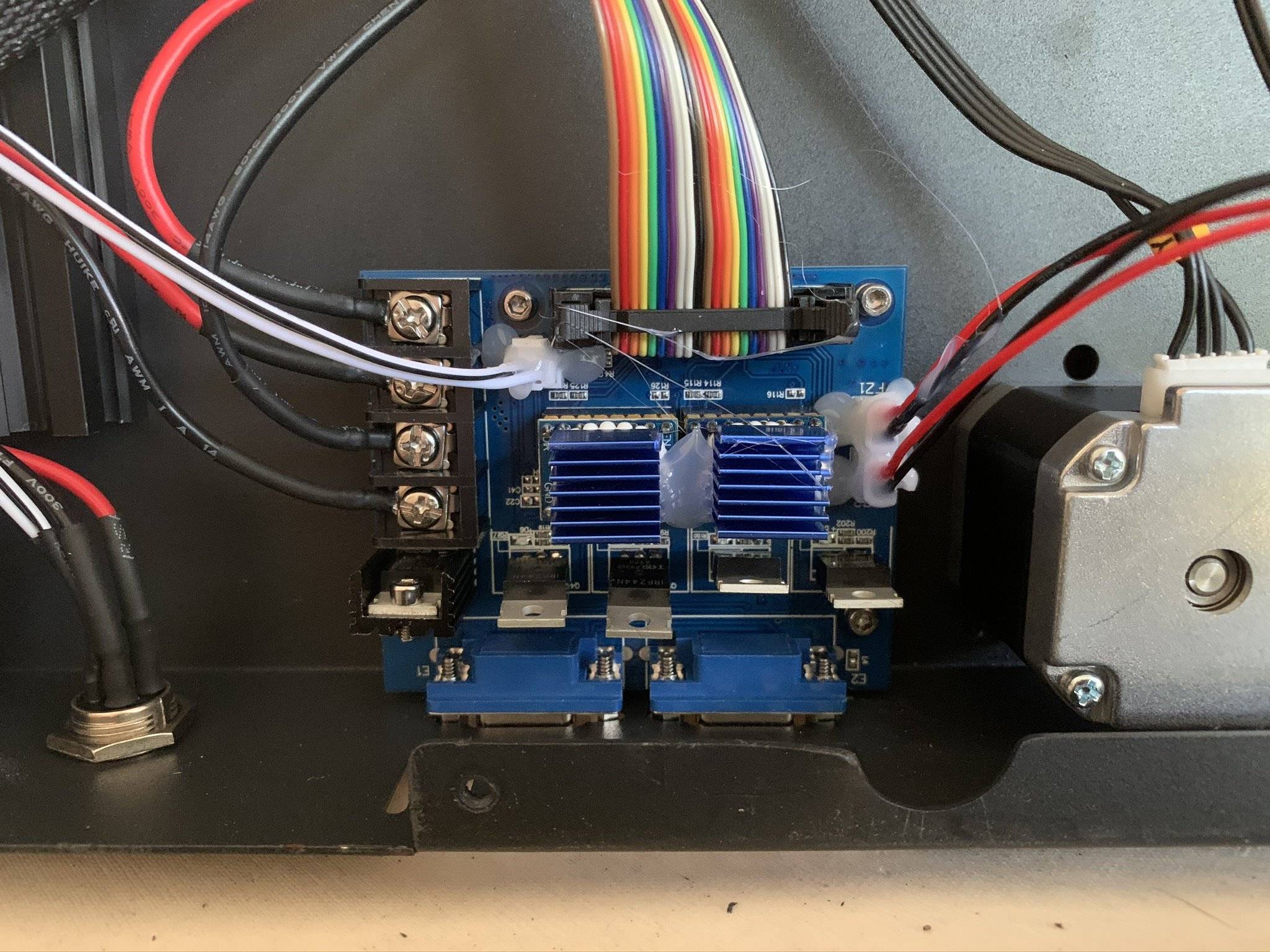
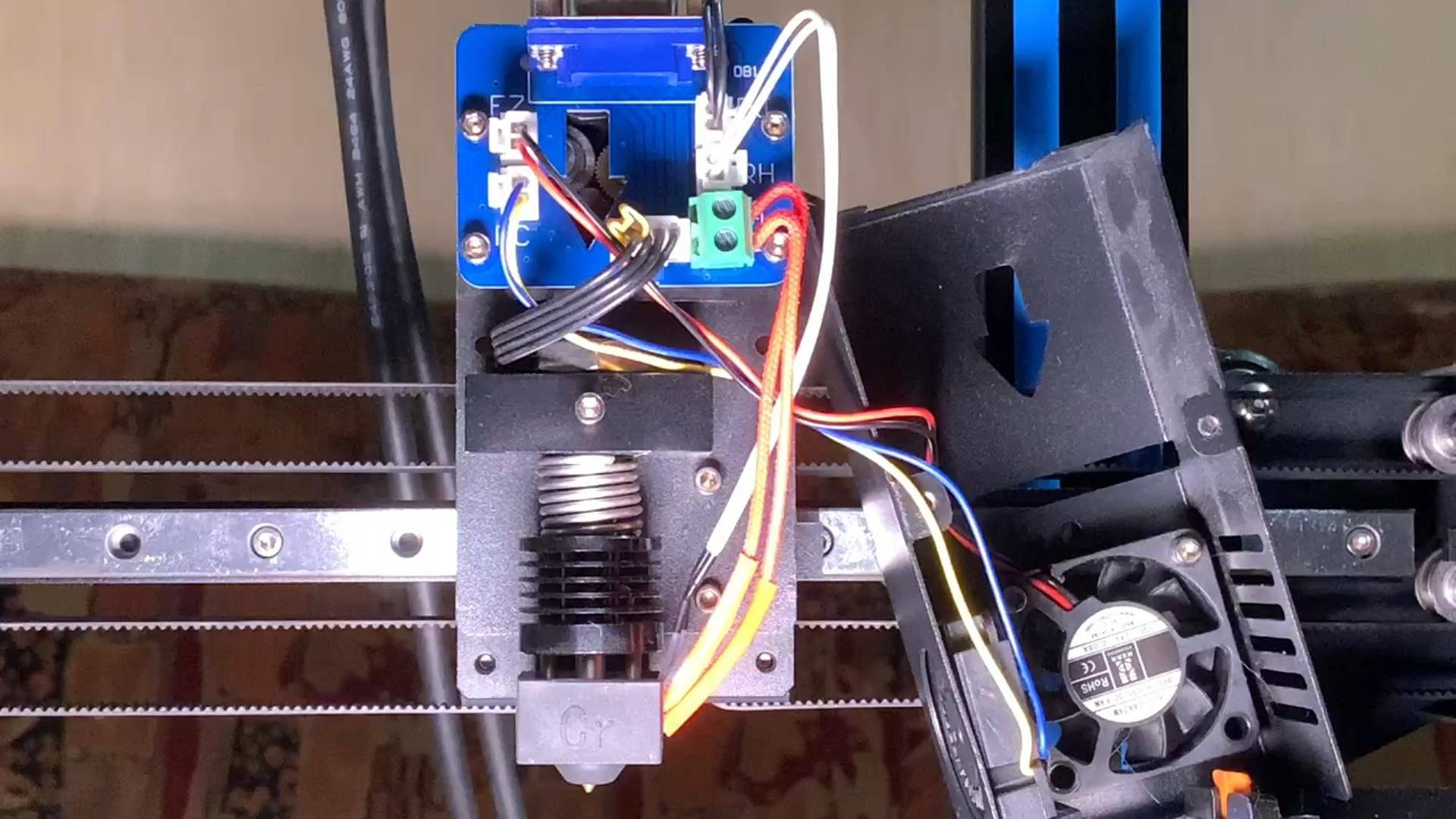
Bon, je l'ai reçue il y a 10 jours, et je l'ai testé (environ une centaine d'heures de prints) et je vous donne mon avis. Déballage et montage Vérifications d'usage, il a fallu resserrer les roulettes du plateau et de l'axe Z, rien de très méchant. Le plateau en verre était décalé par rapport au plateau, mais dans l'ensemble, la machine est très bien protégée. Aucun problème non plus pour le montage, le portique est vissé avec 4 vis et parait stable. Le montage des têtes ne pose aucun problème, les câblages tombent sous le sens, en moins de 15 à 30 minutes la machine est opérationnelle. Livrée avec 2 bobines de 200gr et tous les outils nécessaires pour toutes les vis de la bête. Vis supplémentaires pour le montage (enfin une de chaque), une buse en plus, les supports bobines sont inclus. Caractéristiques Machine entièrement métallique, extrudeurs direct drive, plateau verre, détecteurs de fin de course optiques précis, rail pour le X, vis hélicoïdale sécurisée en haut et en bas de la machine, écran de grande taille permettant de tout régler même pendant une impression. Reprise d'impression en cas de coupure, mise en pause possible, détecteurs de filament double, reprise d'impression à la hauteur voulue, vraiment très complet Mise en route Le calibrage du plateau est facilité par un bouton du menu qui permet de mettre les têtes au point Home, puis de les positionner aux 4 coins. Une remarque cependant, le plateau n'est pas bloqué, de fait il peu bouger lors de l'insertion de la feuille de papier, et j'ai pour habitude de vérifier aussi le point central du plateau, ce qui n'est pas permis par le menu. Attention, si vous bougez la tête au centre, il ne faut surtout pas repositionner la tête vers un coin par le menu, elle ne sait plus où elle est et crrrrrr, crrrrr lorsqu'elle va dans la position demandée. Il faut refaire obligatoirement un point home si on a bougé la tête à la main. Pour régler la hauteur de la 2ème tête, j'ai fait un calibrage complet de la tête 1, avec impression d'une cible carrée de calibration et réglage avec les grosses vis sous le plateau sur lesquelles sont indiqué le sens de montée ou de descente de celui-ci . Ceci fait, la tête 2 est relativement facile à régler, je me suis fait un pense bête à la Dymo pour indiquer le sens de montée ou descente suivant le mouvement de rotation de la clef de réglage fournie. Le réglage bicolore se fait en imprimant un fichier, de mon coté, je n'ai eu aucune retouche à faire. Après pour faire des impressions bicolores, il faut vraiment faire les bons réglages de rétraction, de vitesse, etc.. mais on y arrive. Utilisation Le plateau est en verre, le mien à l'air d'être plan, aucun problème d'accroche (j'utilise de la 3D Lak), il suffit d'attendre qu'il soit bien froid pour retirer aisément l'objet imprimé. . Nettoyage à l’alcool isopropylique ou avec de l'alcool ménager. Lors d'un print, la buse 2 et ses ventilateurs sont mis en fonction systématiquement . Il est possible sous Cura et Simplify3D de définir sa température à 0, mais rien pour bloquer les ventilos. Je ne sais pas si sous IdeaMaker cela est possible, je n'ai pas encore testé. Autre petit problème, si vous démarrez une impression mono extrudeur, il est indispensable de mettre un petit bout de filament dans le 2ème extrudeur sinon elle se met en pause erreur due au manque de filament. Mode spéciaux Le mode miroir et duplication fonctionnent à merveille, il faut juste prévoir le fichier gcode avec les pièces ne dépassant pas le centre de la surface, c'est vraiment un gros plus L'écran Tout est paramétrable depuis celui-ci, température plateau, températures des têtes indépendamment, vitesse du print, il suffit de cliquer sur la valeur pour avoir un écran de modification . Les ventilateurs de refroidissement ne peuvent eux qu'être mis en marche ou à l'arrêt, le flood n'est pas réglable Modifications apportées Pas grand chose à modifier sur cette machine bien conçue. J'ai mis en place des essuyeurs pour économiser le filament lors d'impression bicolore, des supports de détecteurs de filament, un pense bête du P2, une protection du câble du lit (ceci permet d'éviter l'entortillement de ses fils dans le ressort de réglage de la hauteur), et des guides filaments. Ma machine est équipée de drivers 2208 très efficaces, les ventilateurs sont audibles sans que cela me gène vraiment, mais il sera possible de les remplacer par des Noctua. Différences par rapport à la machine Tenlog initiale Les têtes qui avaient des inscriptions jaunes, sont maintenant plus discrètes. La tête P2 possède une inscription rappelant le réglage en hauteur, que je n'avais pas sur la mienne, mais une étiquette Dymo, joue le même rôle. Une ouverture permet de voir le passage du filament, et est éclairée en bleu. La carte mère qui regroupait tout sur une seule platine, est maintenant séparée en 2 parties, chacune ayant une ventilation propre fixée sur le couvercle. la deuxième partie regroupe les mofsets des 2 extrudeurs et leurs steppers. Cette carte est alimentée directement depuis l'alimentation. On a donc vraiment un mofset externe, permettant d'épauler la carte mère. L'alimentation est je crois aussi d'une autre marque que la Tenlog originale Il reste une sortie 24v disponible pour brancher peut être quelque chose. Je vais réfléchir pour un éclairage led des têtes. Le module relai du bouton de mise en marche permet l'extinction automatique (si souhaitée depuis l'écran) de la machine à la fin d'une impression. La machine reste en marche jusqu'à ce que les extrudeurs descendent à 80°, puis éteint la machine. L'attente de refroidissement ne se fait pas en mode miroir ou duplication cependant La tête est différente, le radiateur n'est plus de forme carrée mais cylindrique. Les 2 têtes sont installées avec un capuchon silicone permettant de mieux réguler la chaleur et d'éviter le collage du filament dessus Les détecteurs de filament sont désormais inclus dans les branchements des têtes (à ce sujet, ils en fournissent 4, je me demande pourquoi ?) Sur les câbles VGA de connexion des têtes, 14 fils sont donc utilisés, il en reste 1 de libre, peut être pour mettre une led d'éclairage des têtes, à suivre. Firmware La mise à jour dur firmware pour la machine se fait en connectant un ordinateur dessus. pour la mise à jour de l'écran, il est nécessaire de mettre une carte microSD sur celui-ci pour l'updater. C'est pas très pratique, en cas de maj, il faut ouvrir la machine. J'ai installé un connecteur SD externe qui vient se clipper sur le boitier rendant quasi invisible le bricolage mais facilitant l'éventuelle maj. A noter que j'ai fait la maj proposée sur le site, pour la machine ras, mais pour l'écran, cela m'a rétrogradé d'une version Le service après vente ayant été contacté, ils ont mis sur le site la bonne version pour le firmware écran. Conclusion Bon, c'est un peu long, mais je pense vous avoir tout dit. Ah, non ! La qualité d'impression ! Oui elle est superbe, la machine ne vibre pas du tout, j'en suis enchanté Il ne vous reste plus qu'à compter les cœurs pour voir mon bilan. C'est une très bonne machine, que je ne peux que conseiller, merci à @vap38 d'avoir orienté mon choix pour cette imprimante.

 1 point
1 point -
Le PTFE ne tient pas au dessus de 250° de manière constante, tôt ou tard il se rétrécit et les problèmes de buse bouchée commence...il faut effectivement que tu passe sur un heatbreak full metal. Il y a du choix. Autre problème, pour ces t°, la température plateau va avec, en général largement au dessus de 70°. La plus grosse partie de la puissance consommée en instantanée est due au plateau. Quand tu cumules tout ça (buse 300 + plateau 80 voire plus) sur des impressions de 15h, les fils de l'alimentation ne suivent pas toujours. Plusieurs se retrouvent avec les dominos d'entrée de puissance sur la carte qui fondent... donc, ne change pas que la tête si tu fais ce type d'impression ! Conseil, vérifie de suite le bon serrage de tes dominos sur la carte...tu pourrais avoir des surprises.1 point
-
Dsl j'ai dit UN prof, pas UNE.1 point
-
Salut @hotriders, 271° avec la tête Creality d'origine ? Boudiou...je ne voudrai pas voir la tronche du tube PTFE au bout de quelques heures d'impression !1 point
-
Vu le prix de départ de la E5+, l'ajout de rail linéaires de qualités, plus d'autres ajouts, on approche (voire dépasse) le prix d'une vraie CoreXY comme la BLV Pourquoi, une machine à peine reçue, déballée vouloir immédiatement y apporter des modifications? Comment savoir alors si ce sont réellement des modifications qui apportent un plus? Hormis le remplacement de la carte par une «silencieuse» dont je comprends l'intérêt (quoi que la mise en caisson permettrait déjà d'atténuer le bruit), pour le reste (même s'il m'arrive aussi de modifier mes machines, ça n'apporte pas toujours l'effet escompté). Après, ce n'est que mon avis mais il me semble que la Ender5 et sa grande soeur la 5+ sont comme la majorité des imprimantes Creality de bonnes machines capables de sortir de belles pièces à condition lors du montage de s'assurer que leur structure est d'équerre, mais @Bosco2509, ce n'est pas à toi que je vais l'apprendre.1 point
-
Vous embêtez plus à taper les listings ça a été fait mais bon si vous insistez, vous pouvez.1 point
-
Salut @deniscle, ça n'est pas normal de passer de 93 à 140 pas/mm sur une ender-3 de série...il doit y avoir une autre cause.1 point
-
Ah la la ! Des pages entières de basic (ou autre) à taper sur les claviers pas toujours top ! Sacrée période. Mais tellement passionnante. Un nouveau monde...1 point
-
Salut, ton heatbreak est en full métal ou avec ptfe ? Si c'est en full métal, ça pourrait être la raison de tes bouchage intempestifs1 point
-
J'ai fait un diff des scripts de démarrage et de fin S3D VS Cura et ce sont bien les mêmes. J'ai refait le profil S3D mais même problème. Du coup le temps d'investiguer un peu plus je vais continuer mes tests avec Cura J'ai aussi lancé un dernier print de la SD :1 point
-
Tu évoque des t° de l'ordre de -20° : c'est dehors, dans des surgélateurs ? A quoi doivent servir tes pièces ? A quels efforts doivent-elles résister ? De quel ordre de grandeur font tes pièces ? Il me semble que beaucoup de matériaux deviennent durs, rigides et cassants à de telles T° Cela exclue à mon avis le PLA (expérience vécue avec des pièces en PLA placées à l'extérieur lors de petites gelées et devenues fragiles et très cassantes ). Tu devras te tourner sans doute vers de l'ABS, du PETG, du NYLON et d'autres matières "techniques "(polypropylène par ex) : il te faudra trouver les fiches techniques de ces matières ou interroger les fabricants de filaments pour connaître leurs limites d'utilisation. Ce sera fort intéressant d'entendre tes conclusions à ce sujet. Cela implique aussi l'usage d'imprimantes fermées pour pouvoir maintenir une t° homogène (et la plus élevée possible) autour de l'objet. Une Prusa devra être enfermée dans une boîte. Et je crains même que cela ne soit pas suffisant pour imprimer de grandes pièces (15 à 20cm dans chaque direction) sans qu'elles ne se déforment. Mais des imprimantes fermées et thermorégulées sont nettement plus chères : ici un exemple de premier prix pour une imprimante avec enceinte chauffée : https://www.3dwasp.com/en/industrial-delta-printer-delta-wasp-2040-industrial/1 point
-
Bonsoir, C'est noté.1 point
-
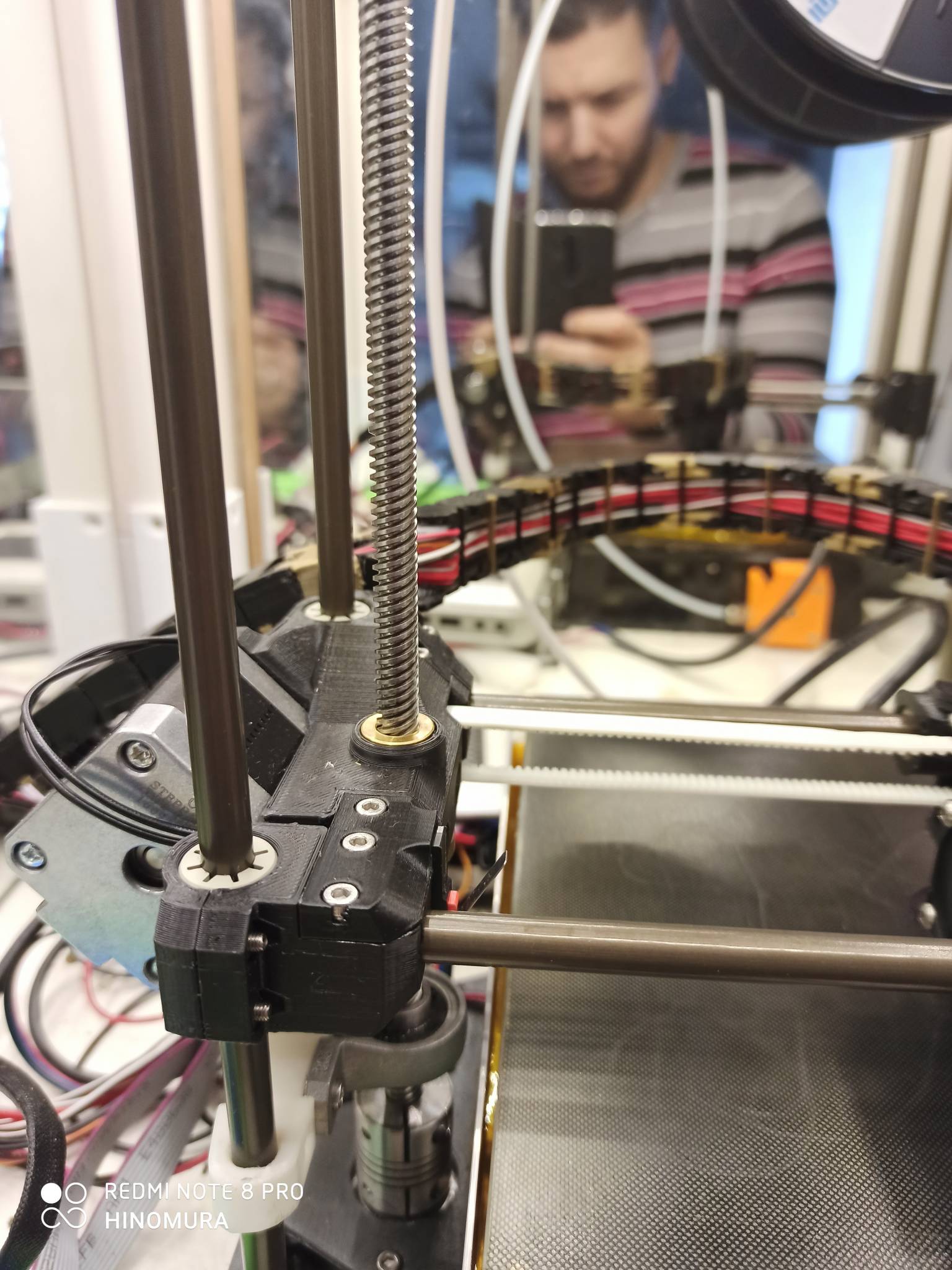
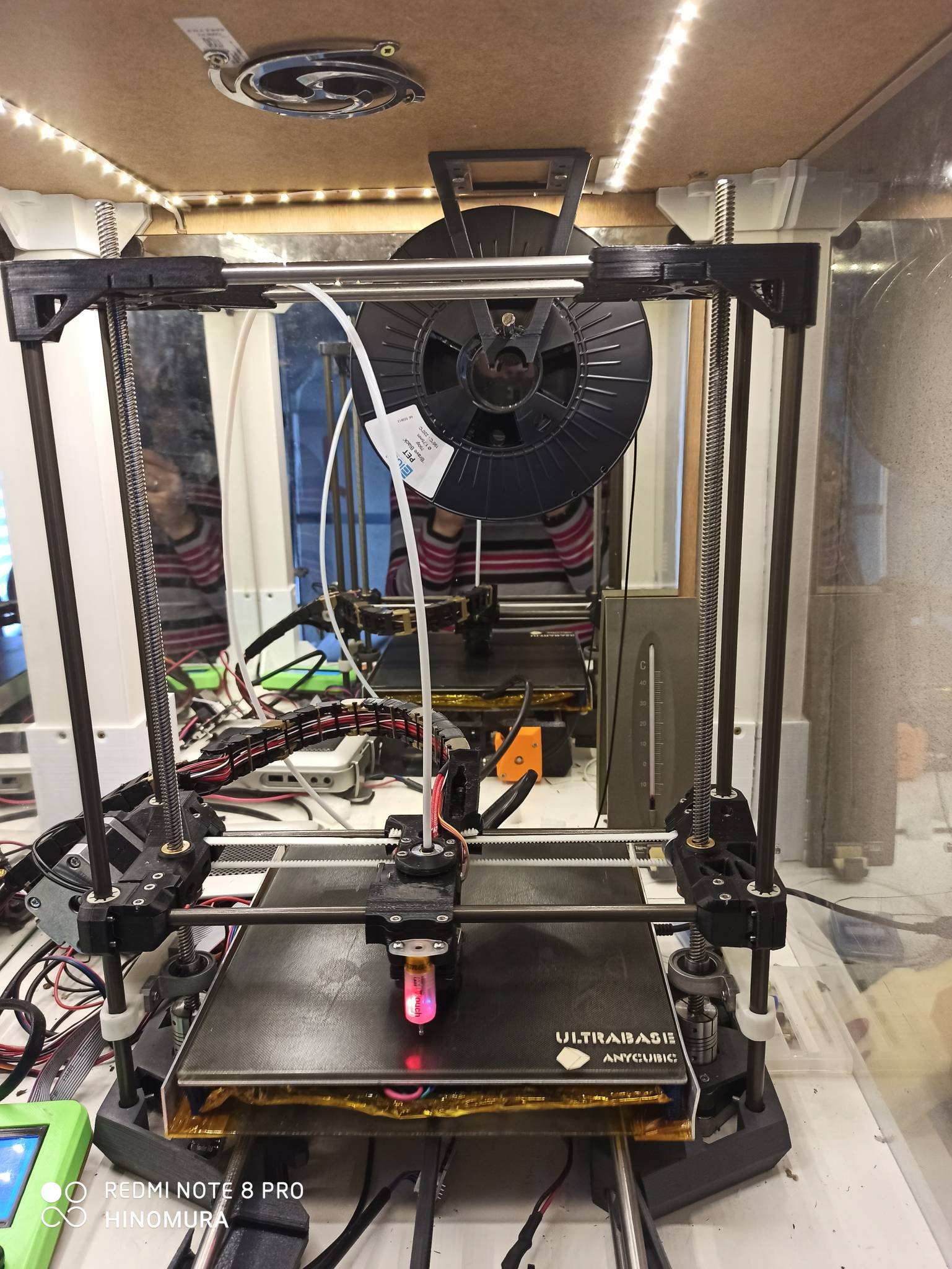
commande passé en enfin reçu . j'ai installer les barres X & Z
 1 point
1 point -
... et après on essayait de sauvegarder sur k7 audio Ça nous rajeuni pas ....1 point
-
Salut à tous, J’espère ne pas faire doublon sur ce problème mais il me semble que les problèmes avec cette carte et la Ender 3 portent essentiellement sur le BL touch, ce qui n'st pas mon cas. J'ai une Ender 3x depuis 10 jour, aucun problème sauf le bruit, j'ai donc commandé et reçu aujourd’hui une Carte mère SKR 03 mini UART 2209. Pas de problème à l’installation. Je lance l'auto home, je le trouve assez proche du bd, je descend donc un peu celui-ci Je passe au gcode de calibration du bed que j'avais utilisé à la réception de ma ender 3 et là le Z part à 20mm pour regler le premier point. Idem pour les autres points. Dans le doute je lance le benchy et il part aussi en Z à 20mm pour faire la ligne de purge et le benchy. Je cherche donc sur le net et je trouve des problèmes avec le Z sur cette carte provenant du stepping mode du drivers TMC où il faudrait désactiver le stealthchop à OFF pour le Z. Je test, idem, je reviens donc en arrière. Pour info, en auto home les axe affiche X0, YO et Z-20. Quand j'essai de faire un set home offsets, j'ai "err; too far!" Je pense que le problème doit venir d'une conf à faire. sachant qu'avec 20mm et un autohome correcte, je ne pense qu'il faille régler le bed pour le monter de 20mm. Je ne peux bien sure pas non plus baisser la fin de course de Z car elle est déjà calée en bas. Merci d'avance pour votre aide. EDIT : j'ai éteint l'imprimante, allumée 1h après, relancé le gcode de calibration et tout est ok, print en cours ...., quel'qu'un aurait une explication ?0 points



.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)