Classement



Contenu populaire
Contenu avec la plus haute réputation dans 01/11/2020 dans Messages
-
Oui tout peut arriver, enfin n’exagérons rien j'ai changé d'Avatar, Kochidoki trouvait que sur le précédent je n'étais pas assez souriant (je ne sais plus dans quel sujet). Cette fois, vous pouvez ressentir sur mon nouvel avatar nom coté agréable et jovial. En vérité, j'ai hésité entre les portraits ci-dessous (tous issus de clips vidéo réalisés pour fêter mes 60 ans Rien à voir avec l'impression 3D, mais nous sommes dans BLA-BLA, alors je me lâche.



 5 points
5 points -
Guidage à vis à bille, les axes sont des sortes de rails portés par le profilé alu, c'est plutot pas mal. La broche c'est une sorte de Dremel,c'est toujours un peu mieux. je l'ai remplacé par une broche de 800W perso. C'est vrai que ça fait longtemps que je l'ai, j'ai modifié des trucs. Le fabricant est en France, tu peux envoyer un message pour qu'il te renseigne. J'ai regardé chez les chinois, à part les 3018 qui sont pas terrible, y'a que ça mais c'est déjà plus prêt de 400€ : https://www.ebay.fr/itm/3-4-Axes-CNC-6090-6040-3040-3020-Routeur-graveur-A-faire-fraiseuse-Engraver-New/174134305198?hash=item288b36a1ae:g:8bkAAOSwW89eAC7P Y'a ça sur Alibaba mais attention bien lire la description les photos sont trompeuse : https://www.alibaba.com/product-detail/1605-Ball-Screw-3040Z-CNC-Router_62289895898.html?spm=a2700.galleryofferlist.normal_offer.d_image.595e69126akWmh1 point
-
Non c'est pas du bois, c'est du HPL. A 300€ aucune machine ne sera recommander pour l'aluminium. Perso j'ai la deuxième et j'ai déjà fait de l'alu. L'idéal étant d'avoir une lubrification.1 point
-
Bah des toles d'aluminium avec n'importe quelle machine correcte, ça le fait, simplement il faut lubrifier et prendre son temps. Cnc fraise a fait un petit guide pour la 3018 pro, c'est la moins chere que tu trouveras, sans quelques modifs elle aura du mal avec l'alu si tu peux mettre plus c'est mieux : https://www.ebay.fr/itm/FR-DIY-3018-Pro-CNC-Router-Kit-PCB-Milling-Wood-Cutter-Engraving-Laser-Machine/192939767585?hash=item2cec1b3721:g:DQUAAOSwNj9fBBtC Voilà un modèle un peu plus correcte dans tes dimensions : https://www.mon-fablab.fr/openmakermachineplus/ https://mon-fablab-fr.dpdcart.com/product/138853 Voilà il ya des modèles entre les deux mais ça te donne une idée des prix.1 point
-
Si ton plateau bouge entre chaque impression tu peux déjà verifier que les ressorts du plateau sont assez écrasés, la distance entre chaque spires doit être inférieure à l'epaisseur d'une spire.1 point
-
Ah, bah finalement il n'a plus de problème ... @Titi78 tu avais tort, madame Irma a fait disparaitre ses soucis sans même qu'on l'aide !1 point
-
Désactive-le en ne l'incluant pas (mets un # en début de ligne) : Il y a bien longtemps que je n'utilise plus l’interface du boitier de commande. Je fais tout via Octoprint (pas besoin de me lever ). EDIT: Je comprends pourquoi je n'ai pas l'erreur. Cette option est désactivée chez moi .1 point
-
Strain gauge / load sensor : Pour le moment, c'est efficace (il vaut mieux d'ailleurs car le plateau est monté fixe (pas de ressorts et mollettes de réglage)). L'offset est de (0, 0, 0.2), le plateau peut donc être topographié sur la totalité de la surface (comme avec du piezzo).1 point
-
Problème d'extrusion, le filament ne doit plus sortir correctement après quelques minutes d'impression... Le filament est bien entraîné ? Buse pas bouchée ? Je regarderai de ce côté la a ta place1 point
-
Cochonou a l'air assez mémorable tout de même... Sinon je la trouvais bien la photo de profil d'avant...1 point
-
C'est bon, il vient de me dire oui !1 point
-
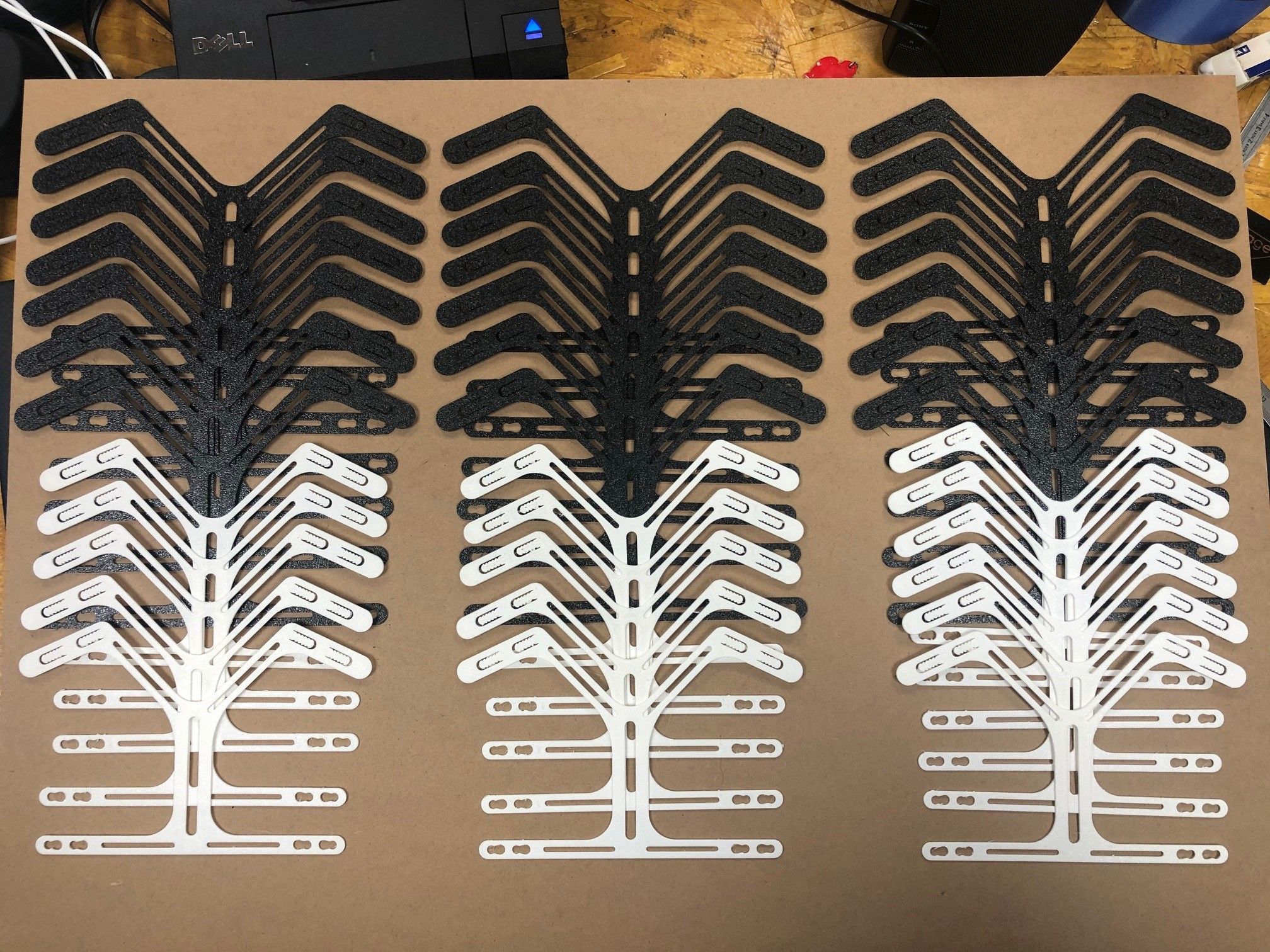
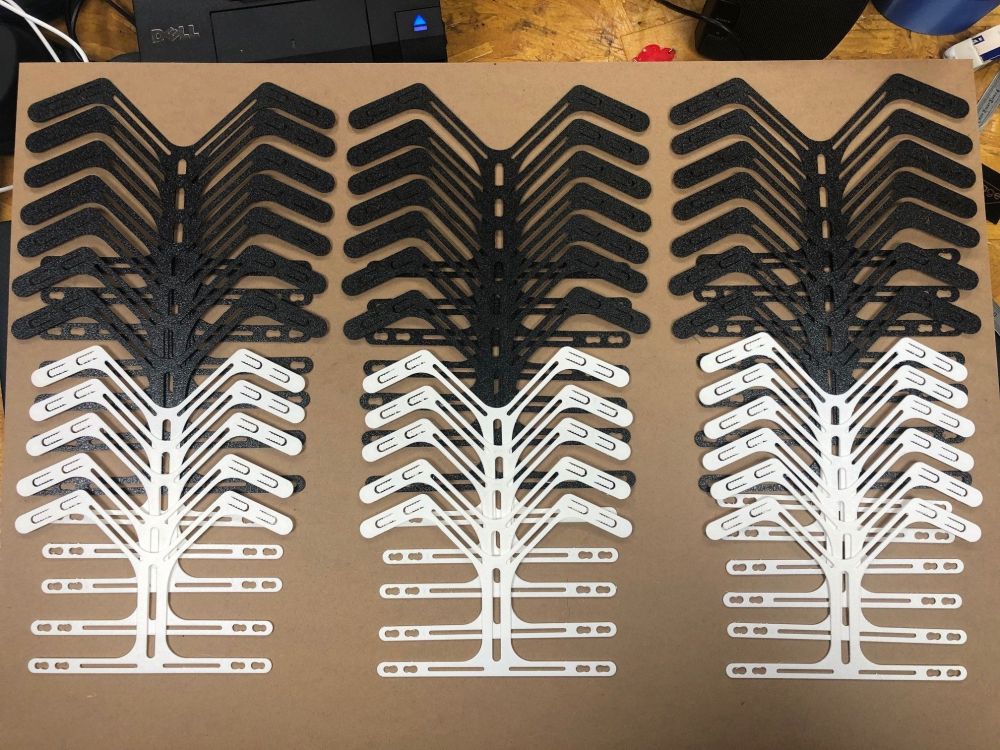
Comme les petites pièces pour masques jetables plaisent, j'ai commencé à en produire dans les deux dimensions pour les copains et pour les assos.
 1 point
1 point -
par contre tu va vite t'apercevoir que leurs plaque SSS , ben ce n'est pas encore ça lol Je suis passé a une plaque en PP ,ç'a m'a tellement bluffé que mes trois imprimantes en sont équipée maintenant1 point
-
J'ai trouvé mon erreur. Ça fonctionne pas mal. Plus qu'à ajouter quelques améliorations1 point
-
On est encore en plein mode madame Irma.... Si tu as des problèmes tu tapes un message avec des photos et des explications pour le problème. Ici ce n'est pas un sav où on se téléphone. Ici c'est un forum ou on répond en tapant sur les lettres d'un clavier et perso je trouve ça culotté de demander de t'appeler1 point
-
a ma connaissance je n'en connais aucune qui ne dégage pas d'odeur ! pour moi la anycubic sent le moins , mais c'est très personnel et je n'ai pas testé toute les résines du marché ! comme on dit , chacun ses gouts ! il faut que tu te fasses ton expérience personnel , il n'y a pas qu'une vérité ! mal grès mon expérience dans l'impression résine depuis 7 ans ,j'en apprend tout les jours , tout évolue très vite en ce moment .ce que l'on trouvait génial il y a un an , est devenue obsolète aujourd'hui ; le tout est de bien maîtriser le principe de l'impression sla ! et de savoir ce que on veut en faire !après nous sommes liés aux fabricants qui nous proposeront toujours des écrans plus performants en fonction de leur bon vouloir tant qu'ils auront du stock.l'important pour eux,ce n'est pas de te vendre une machine a imprimer qui est important mais de te vendre de la résine ,ce qui rapporte beaucoup plus . regarde le marché des imprimantes classiques ............... le marché est sur l'encre pas sur la machine . chaque fois que je vois une nouvelle imprimante 3 d qui m’intéresse je me dit : ok elle est génial .... mais a quoi vas t elle te servir de plus pour ce que tu veux en faire ? et là ça calme très vite mon envie . bon j’arrête là mon délire d'anticonsommateur et je te dis , fais toi plaisir et lance toi ................ Désolé1 point
-
Je me réponds, si ça peut servir à d'autres. L'entraxe est de 10cm et pas de souci pour une bobine de 250g. Merci à flo-r d'un autre forum pour avoir répondu, photo à l'appui. Envoyé de mon SM-G920F en utilisant Tapatalk1 point
-
@Francois-xavier Jumiaux Bonjour, Tu demandes de l'aide puis sans apporter aucun autre élément, tu modifies le titre de ton sujet en ajoutant [Résolu]. Tant mieux pour toi que tu te sois dépanné mais sur ce forum d'entraide peut-être que ta solution pourrait bénéficier à d'autres, tu ne crois pas ?1 point
-
Je ne suis pas intéressé, mais pour les acheteurs potentiels: V1 ou V2 ?1 point
-
Alors côté buse, si tu passes sur de l'acier, tu peux rencontrer des soucis car elle sera moins bonne conductrice de chaleur que le laiton de celle d'origine. Mais ça n'est pas rédhibitoire, dans ce cas il faudra juste augmenter légèrement ta température pour compenser. Sinon aimant aussi la menuiserie et le bois, j'avoue avoir été vraiment déçu par le filament bois, mais c'est effectivement à tester. Pourquoi déçu ? Ça reste quand même une base plastique et côté ponçage et/ou teinture c'est forcément pas top. Mais peut être que mon goût pour le bois a fait que j'en attendais trop (Ou que j'ai pris les rêves pour des réalités !)1 point
-
Clairement le bon conseil, une ender 3 stock n'imprimera guère plus que du PLA sur le long terme, à cause de sa température max d'impression. Bizarrement, cette température est omise des fiches techniques... Mais si elle reprend le même système de PTFE jusqu'à la buse, c'est max 240°C. Certes un PETG ou même un ABS s'imprimera bien à 240°C, mais au prix d'une moins bonne cohésion des couches. L'opposé de ce qu'on recherche quand on imprime ces matières... Il faut pouvoir tenir les 250°C/90°C au minimum, voir un peu plus. Une matière que j'aime bien également, le PC-ABS. Je trouve que l'alliance souplesse / solidité est vraiment intéressante, mais qu'est-ce que ça pue, pire qu'un ABS simple. J'ai imprimé des ear savers avec ça, ça ne bronche pas d'un poil, même après une torsion de 180° ça revient, et ça tient plus de 110°C, donc plus de problème derrière le pare-brise. Et idem que pour le PC, il faut déjà bien gérer le "stress thermique" en cours d'impression, car sans enceinte chauffée, ça va vite se déformer. Rien que le petit ventilo qui sert à refroidir la hotend perturbe l'impression et provoque facilement du warping. Bref, pour en revenir au PETG, c'est vraiment une matière propice aux pièces techniques, mais il faut connaitre ses limitations pour bien l'utiliser. Dans certains cas le PLA sera plus adapté.1 point
-
On ne peut pas généraliser l'emploi d'une matière plutôt qu'une autre pour réaliser des pièces techniques (comme toi, je fais principalement des pièces techniques). Ces deux matières ont un problème commun, elles n'aiment pas la monté en température (surtout le PLA) Il y a maintenant des PLA très performants qui t'aideront lorsque tu as un souci de rigidité et solidité (exemple 3D870 et d'autres). Le PETG est préférable si tu as des efforts alternés et des chocs, mais sa flexibilité me pose régulièrement des problèmes même en augmentant les épaisseurs de pièces. Si tu veux de la stabilité, de la résistance et une tenue à la température je te conseille le PC, mais attention il n'aime pas les fortes épaisseurs. Je pense qu'actuellement c'est le top des matières abordables (moins de 50€/kg). Précaution importante: Il faut vérifier si ton imprimante peut l'accepter (buse 270° et plateau 110°)1 point
-
yop print de mon sculpte , 1m de haut , en 0.2 , la peinture de fin en hiver

 1 point
1 point







.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)