Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/04/2022 dans Messages
-
J'imprimerais cette pièce en PA6 chargé fibre. Si tu as besoin de la pièce rapidement, il est important après impression de mettre ta pièce trois heures dans de l'eau bouillante afin quelle reprenne son taux d'humidité, sinon il faut attendre plusieurs semaine à l'air libre. Cela peut faire sourire, mais c'est la réalité et nous rencontrons régulièrement ce problème dans l'industrie.3 points
-
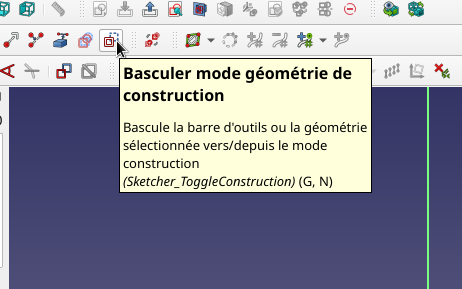
Tu as utilisé des lignes de construction pour dessiner ton sketch. Ça se voit dans la liste des éléments: Pour corriger, tu peux sélectionner ces 4 éléments dans la liste, puis cliquer sur l’icône :
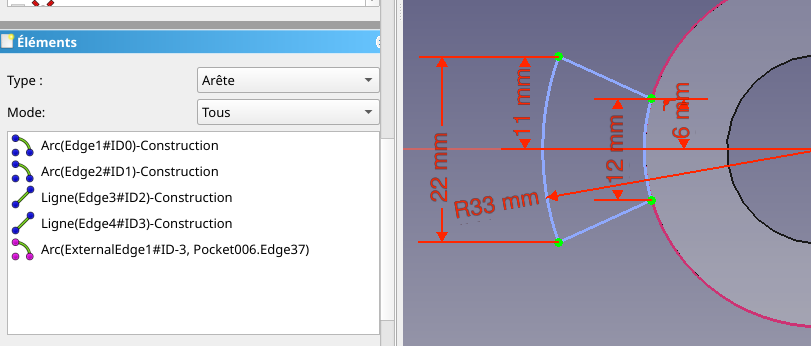
 2 points
2 points -
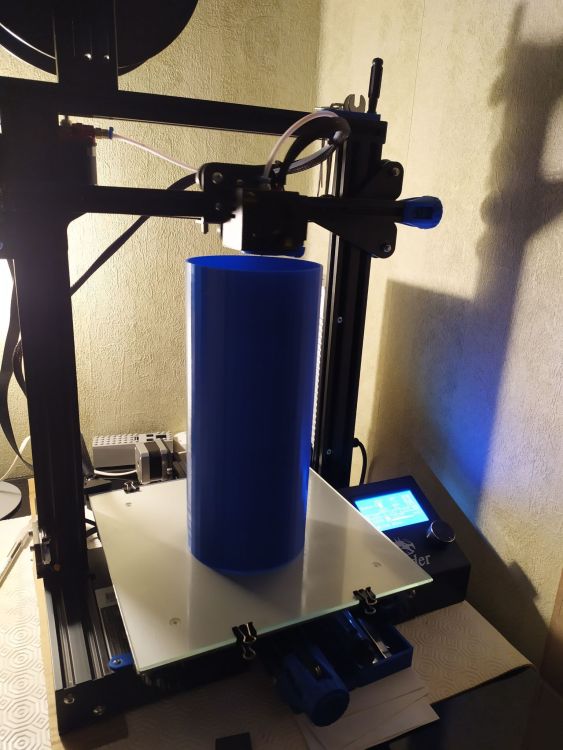
N'utilises pas de radeau au pire une bordure et appliques les différents conseils temp + ventilation. J'ai déjà imprimé une pièce dans le même genre (avec mon imprimante pas encore autant modifiée) bien plus fine en paroi sur la totalité de la hauteur de la ender 3 et ce sans bordure et ça passe
 1 point
1 point -
OUI !!! C'est ça !!!!1 point
-
alors finalement, toujours le me soucis malgre l'activation du M575 qui ce oup ci est bien pris en compte , mais toujours probleme de print qui reste sans chauffe ni mouvement. donc je me suis lancer dans la modification materiel de l'ecran: j ai changer uniquement ma carte mere ecran ( j'ai recuperer le LCD) pour avoir une puce en STM , j'ai mis a jour l'ecran en V5 MKS TFT nickel j'ai mis a jour avec le firmware en Marlin 2.0.9.3 du 04/02 autobedleveling en cours , par contre la vitesse d'autleveling et Zofset est beaucoup plus lente qu'avec le firmware d'origine.( je vais tester en mode Fast pour les déplacements depuis l'écran afin de contrôler) je vais tester avec les print etcc et je ferais un retour. j'ai remis la version MKS TFT qui prend en charge le français . encore un grand merci a toi @MrMagounet pour tout ce travail réalisé. me reste plus que d'activer les images au lieu de la liste des prints.1 point
-
Depuis le début, je trouve que tes couches ne sont pas jointives. Quelle valeur as-tu pour les pas/mm en Z? Si tu as un cube fini, quelle hauteur mesure-t-il? As-tu calibré correctement l'extrudeur? As-tu les mêmes résultats avec une hauteur de couche de 0.15, à l'oeil, tu sembles être à 0.25, non?1 point
-
tu dois être dans le même cas que nous avec un écran non compatible; il faut télécharger le firmware en 115200 pour utiliser l'écran https://www.lesimprimantes3d.fr/forum/applications/core/interface/file/attachment.php?id=140701&key=2e97e4d440aecf1f5b6bf57b0f3e2b441 point
-
Pour citer / notifier un utilisateur dans la réponse: taper l'arobase (@) puis commencer à saisir son pseudo, au fur et à mesure de la saisie on pourra cliquer sur son pseudo dans la liste qui apparait (par exemple: @The guitar hero , si tout s'est bien passé, le pseudo apparait sur fond bleu foncé). Il reçoit alors une notification et peut y répondre (ou pas ). Un rappel, au cas où On peut également remercier un contributeur, en cliquant sur le cœur au bas de son post (d'autres possibilités existent en plus du remerciement ). C'est un moyen de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Pour le PETG, je n'ai pas de profil particuliers : je pars d'un profil pour du PLA où j'ajuste les températures (lit et buse) en fonction du PETG utilisé (généralement 230-250°C / 70°C), en réduisant la ventilation (grand maximum de 45-50%, souvent moins (30%)), rétraction identique à du PLA ( 1mm @40mm/s) ou légèrement plus en distance (1,5mm). Les ponts avec le PETG s'affaissent bien plus qu'avec le PLA par contre. Mon PETG est principalement du SAKATA3D, leurs PLA (3D850/870, Matte) m'ayant toujours donné entière satisfaction (acheté directement sur leur boutique espagnole ou chez filaments-abs.fr ). Le PETG par rapport au PLA à une tendance à faire pas mal de «cheveux d'ange» / «oozing», c'est un matériau plus fluide même en baissant la température (un petit coup de flamme sur les toiles d'araignées y remédie facilement). Le document que tu montrais pour le filament Polyflex ressemble à un vieux livre ( le lien pointe vers une version bien plus récente) que j'avais eu gratuitement lors d'une «promotion» proposée par celui qui l'a co-écrit (Sean Arranda) sur sa chaine Youtube quand j'ai débuté l'impression 3D (par contre je ne suis absolument pas fan des armes à feu que lui visiblement affectionne, c'est bien un américain)
 1 point
1 point -
Ci-joint une fiche technique d'un PA6 GF15% FG. Pour chaque caractéristique il y a en premier la valeur d.a.m. en sortie de transformation donc sec et sur la ligne en dessous la valeur conditioned (avec la reprise d'humidité) On voit que les différences sont énormes: en d.a.m. les pièces sont très dures mais fragiles et sans élasticité Puis après reprise d'humidité on est moins dure, mais beaucoup plus résistant. Ces infos ne sont malheureusement jamais données au grand public. TDS_B3_GF_15_1_natural_2461 (1).pdf1 point
-
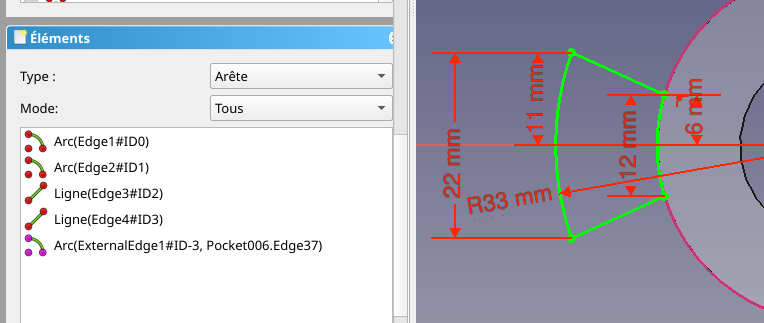
Merci, des heures que je tatonnais. je me doutais que c'etais un truc tout simple, mais je pensais pas du tout à ca (ca c'est fait a l'insu de mon plein gré). Je vais rajouter dans mon tuto perso que les "éléments" doivent étre en rouge. Merci encore1 point
-
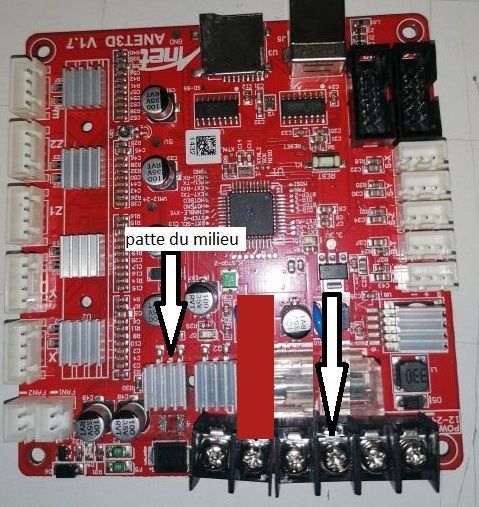
OK, ça correspond donc au marquage de la photo de ton 1er message. Du coup, ni vu ni connu, j't'embrouille :
 1 point
1 point -
Bonjour @The guitar hero Si tu veux que ton message soit vu par fran6p, tu devrais dans ton post l'invoquer comme suit : @fran6p1 point
-
La seule commande de Save est le M500 qui sauvegarde les Valeur Eeprom mais je ne sais si le M575 est pris en compte dans L'Eeprom.1 point
-
Bonjour, tu fais bien de demander •Le bleu et le vert Biqu sont clairement les favoris !! Ils sont faciles à imprimer, et le rendu est juste incroyable ! Attention sur les photos, il manque des parties au Yoda, mais c'est de la faute car je n'avais pas mit de supports (erreur de débutant...). Aussi, le rendu du couvercle de la boîte n'est pas beau, mais c'est parce que j'utilisais un plateau en verre pour la première fois à ce moment. Néanmoins ces filaments permettent d'obtenir des surfaces très, très lisses, comme au dessus des tours de température. Seul problème et pas des moindres; la dernière fois que j'ai regardé sur Amazon, ils n'étaient plus à vendre... Mais ça reste une affaire à suivre car j'ai impression qu'ils en ajoutent et retirent régulièrement • le blanc esun : le rendu est également très beau, en revanche il ne faut pas le chauffer après impression sous peine qu'il jaunisse fortement. •Enfin le noir, la couleur est plutôt "profonde" c'est sympathique ! En revanche, comme tous les filaments noirs si j'ai bien compris, les défauts sont fortement visibles Sur les photos, tu vas aussi voir du gris (PLA Wanho) qui donne un fort effet plastique (logique tu me diras, ça en est mais ça fait un peu "usine"... J'aime pas trop) , et du jaune (petg Wanhao) dont je suis très content Le trépied de téléphone n'est pas de moi, je vous met le lien ici : https://www.thingiverse.com/thing:4694593





 1 point
1 point -
D'origine c'est du plastique, mais en impression 3D j'aurais peur que ça s'ouvre en route1 point
-
Désolé pour le déterrage. On vient de recevoir une Modix big 180 .... Une Sacrée bestiole ! Bien sûr, pour une boite de R&D on ne l'a pas commandée en kit, mais montée. Achetée chez Graph-image (qui sont au top sincèrement !). En gros 1m3 d'impression avec double buse d'impression. Un plateau chauffant divisé en 3. Premières impression : -- La conception mécanique pour l'impression a l'air bien pensée. Guidage par rail linéaire, double buse volcano. 4 vis pour soutenir le Z avec réglage automatique du tilt. Ca fait sérieux à l'intérieur. J'ai bien aimé les Titan aéro reconnaissables entre mille :-). On voit que les composant mécanique ont été sélectionnés avec soins. L'électronique est une duet assez classique avec un écran tactile qui n'est pas au top mais qui fait le travail. -- Un mauvais point : les portes ! Même avec la meilleur volonté du monde c'est impossible à monter proprement sans que ça coince. C'est un détail pas vraiment gênant d'un point de vue utilisation, mais ça fait juste pas propre ! -- Sinon ça reste simple et open source. Je n'ai pas choisie la machine et mon collègue à décider d'acheter une licence simplify3D. Perso je préfère PrusaSlicer ou Cura, mais c'est une question de gout. -- Un truc un peu étonnant est le réglage du plateau chauffant. En gros le plateau n'est pas déclaré dans le firmware. Il y a sur le devant 3 gros interrupteurs et des PID industriels. Je comprends parfaitement ce choix (3 plateaux en 220V). Par contre je pense qu'il est assez simple de sortir un signal 4-20ma de la carte pour contrôler ces PID en consigne externe. Après c'est pas si choquant que ça : c'est une machine pour faire des impressions 3D qui peuvent durer des jours. Donc on ne va pas changer le consigne toutes les dix minutes. Et on peux chauffer le plateau par tiers pour les impressions un peu plus petites. La première impression s'est fait sans soucis avec les gars de chez Graph-Image qui sont resté la journée pour nous installer la machine, finir le montage et nous expliquer absolument tout sur la machine (utilisation, maintenance, etc). Franchement ce sont des mecs qui maitrise le sujet et avec un super contact. Les prochaines étapes vont être de calibrer cette machine au poil, même si le gros du taff a été fait. Et puis je pense qu'on va rapidement imprimer des vrai pièces de taille conscéquentes.1 point
-
95% de mes impressions sont réalisées en PETG. Pour toutes mes pièces la ventilation est réglée à 0%.1 point
-
vu la forme de ta pièce et l'absence de ponts, ça doit pouvoir passer avec une ventilation entre 20% à 40%1 point
-
Je ne sais pas pour la Ender 3 mais sur ma Prusa MINI+ je suis 30% (min) et 50% (max) pour du PETG. Alors que je suis à 100% pour le PLA A voir/confirmer avec un utilisateur d'Ender 3... @+ JC
 1 point
1 point