Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/05/2022 dans Messages
-
Mea culpa pour ce point N'empêche qu'il pourrait a minima répondre aux questions posées3 points
-
Perso j'utilise prusa à 99% pour le fdm (je prends cura que quant j'ai besoin de supports arborescents), je trouve prusa plus simple, plus efficace et il me donne un meilleurs rendu des pièces mais ça fait longtemps que j'ai pas essayée cura, la différence de rendu c'est peut être atténué. J'ai aussi utilisé prusa pour le sla mais comme indiqué, j'ai exporté le plateau comme stl, je ne l'ai pas utilisé pour les supports mais pour évider une pièce et il n'y a pas photo l'évidement est parfait avec prusa, c'est vraiment la pièce en négatif, j'ai jamais réussi à avoir le même résultat avec chitubox même à 100% de précision dans les réglages.2 points
-
@jcjames_13009 @PPAC, le top c'est que le gars se met la solution à sa question donc on se demande ou pas si y'a eu une petite recherche sur le web avant de poster ^^2 points
-
Nos imprimantes 3D sont très sensibles au type de carte SD ou clé USB utilisée pour transférer les fichiers G-Code et aussi à leur mode de formatage. Dans ce tutoriel nous allons donc voir comment bien choisir et formater sa carte SD ou sa clé USB : L’importance de la carte SD / clé USB Le formatage sous Windows Le formatage sous Linux Le formatage sous MacOS Autres points importants à retenir Merci à @PPAC, @fran6p et @jmarie3D pour leur contribution1 point
-
Re, Merci à vous pour l’intérêt de ce sujet. Pour répondre à @PPAC le réglage sur le FEP me semble périlleux, le choix de la feuille A4 (pliée) est plus appropriée. Et effectivement avec la nouvelle technologie on va dans de la haute précision même avec de petite machine. A suivre et merci à vous deux1 point
-
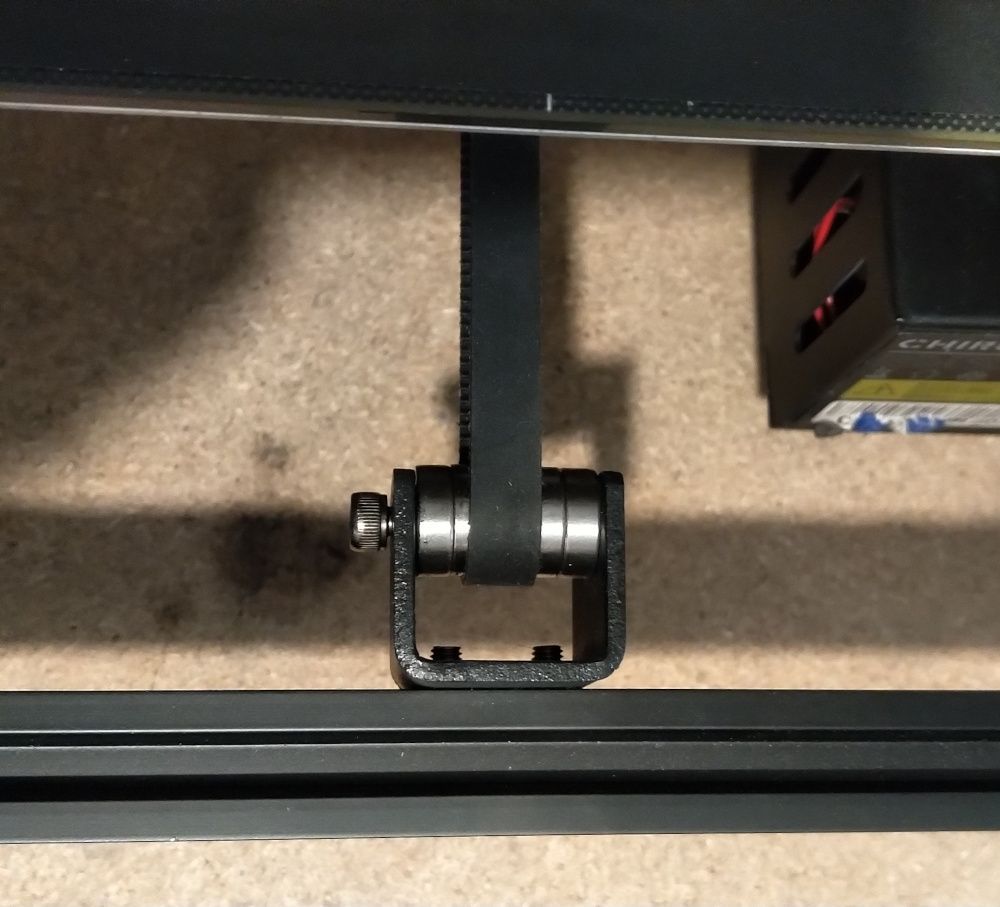
Ce qui du coup constitue un moyen simple de vérifier si la carte mère est capable d'imprimer lorsqu'on n'a plus d'écran Et accessoirement de pouvoir presque se passer de l'écran (il y aura toujours les manipulations de remplacement de filament et de calibrage de plateau qui devront être faites avec un logiciel tel que Pronterface). Pour ceux qui tombent sur ce topic par la suite avec la même imprimante que moi : mettre simplement un fichier gcode renommé "auto0.g" sur la carte SD, insérer la carte, allumer l'imprimante, attendre un peu : si votre imprimante commence à imprimer, c'est probablement l'écran qu'il faut changer. (Si vous avez ouvert le boitier, la diode marquée D4 clignote régulièrement au début). (avant de changer l'écran, tenter quand même un flashage de firmware)1 point
-
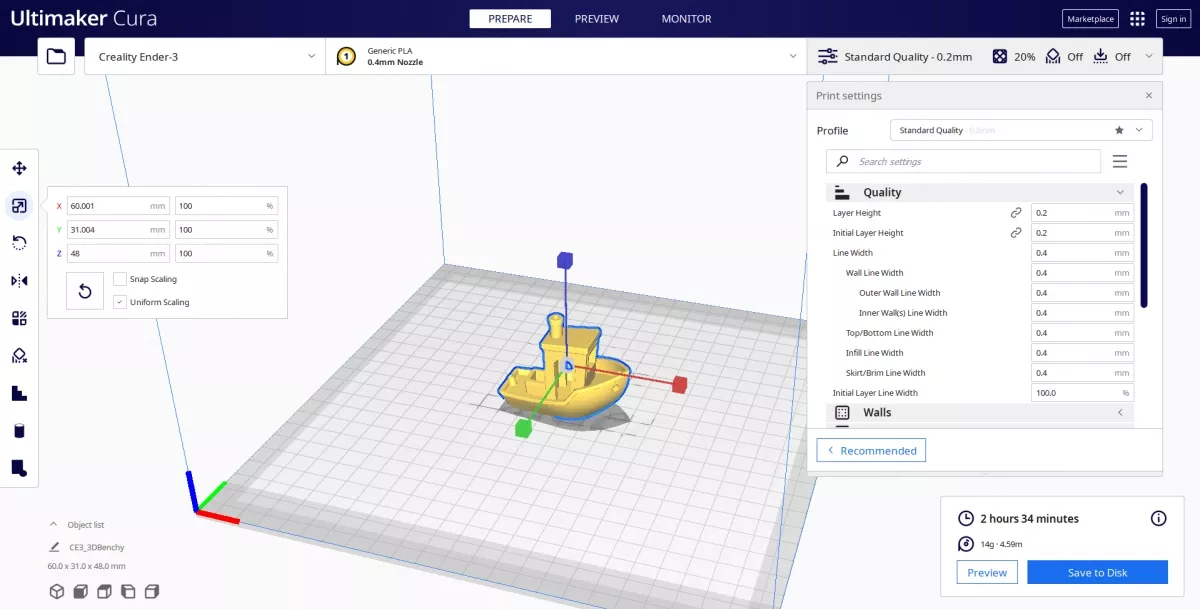
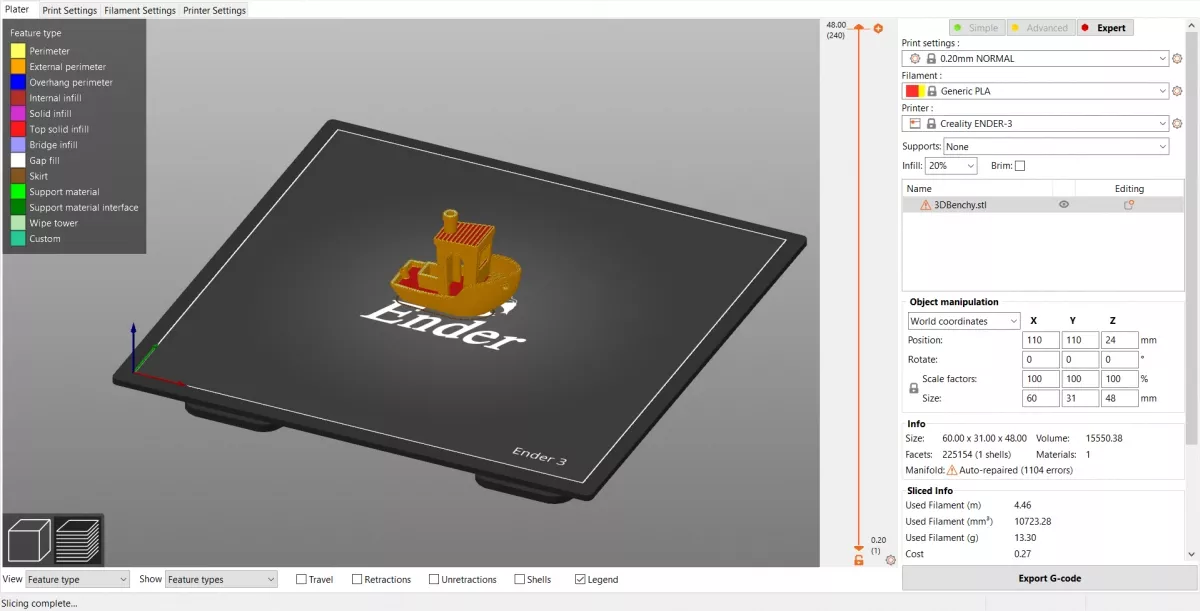
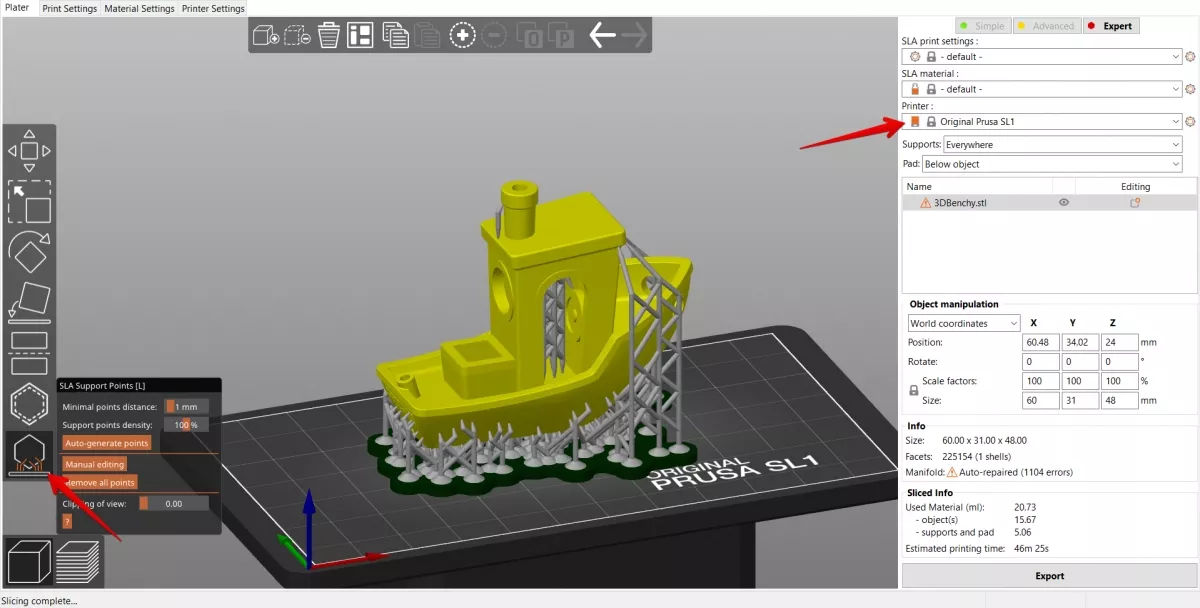
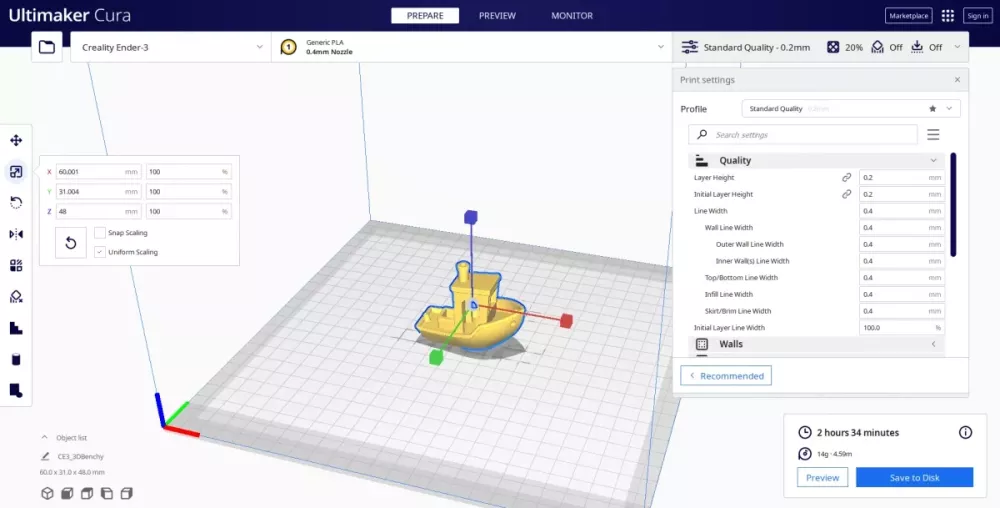
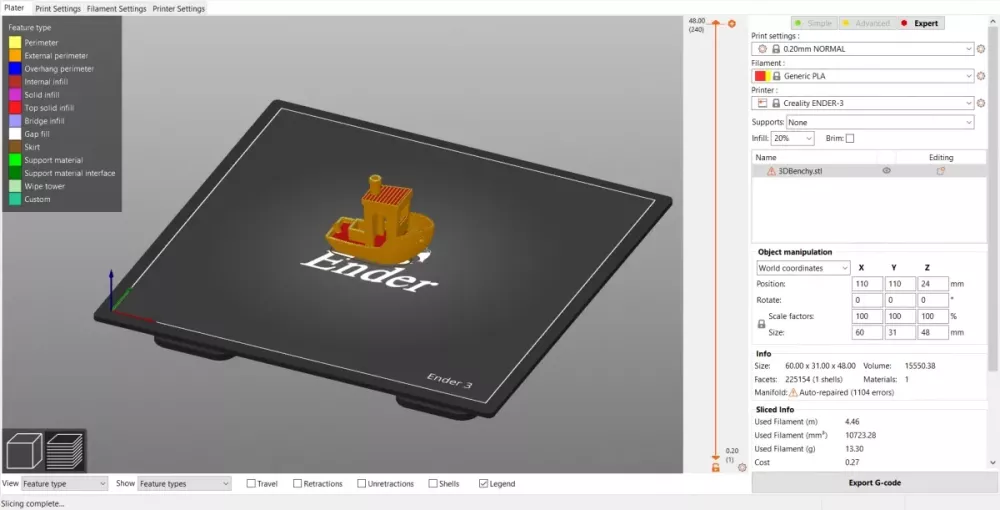
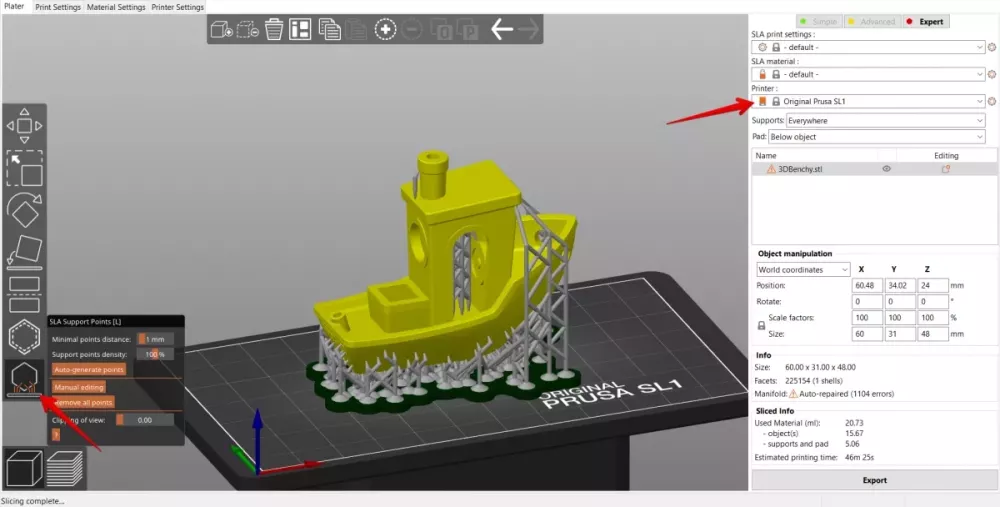
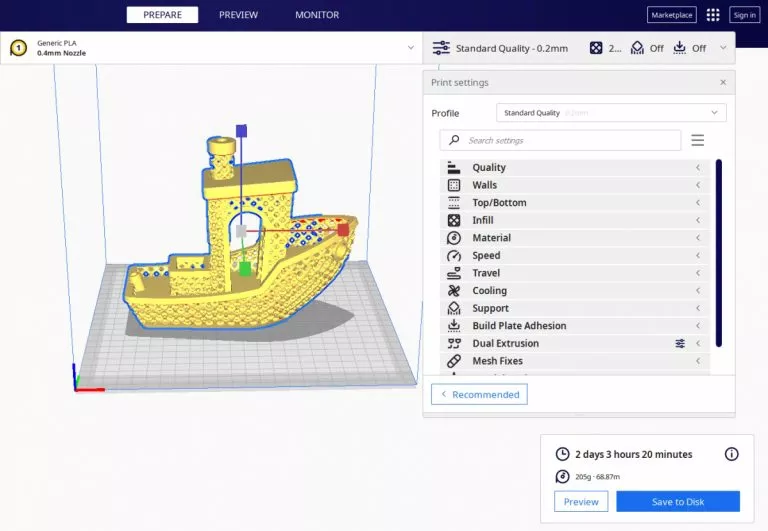
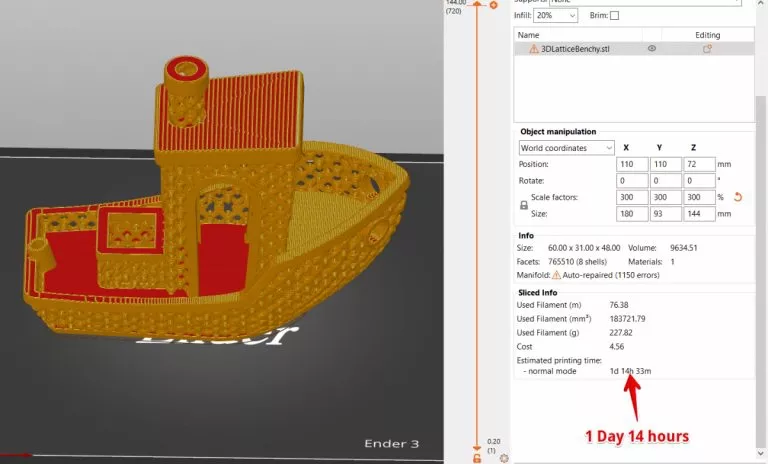
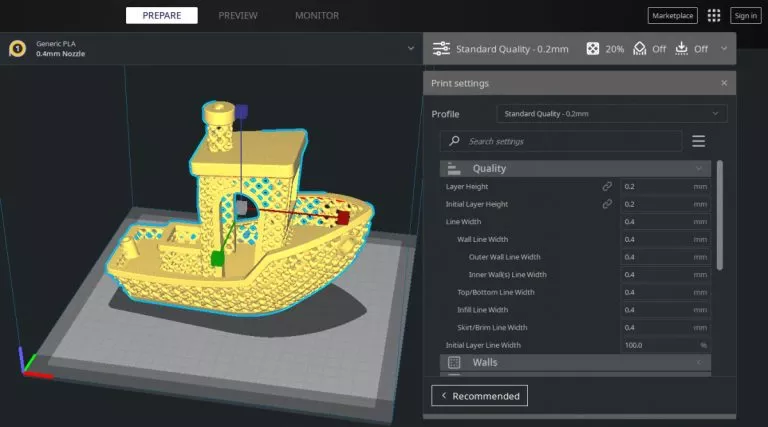
Salut Je vous propose ici une traduction d'un article paru dans 3D Printerly sur Cura et PrusaSlicer avec l'aimable autorisation de son auteur Mike Dwamena J'ai trouvé cet article très intéressant et assez neutre avec des exemples et des avis d'utilisateurs. Et comme on parle assez souvent des ces deux trancheurs sur le forum je me sui dit tiens pourquoi pas le partager ici Il s'agit bien là d'une traduction littérale (avec ces imperfections même si j'ai corrigé quelques mots et tournures) de l'article et pas de mon avis personnel. Ne connaissant pas (encore) Cura et n'utilisant que PrusaSlicer je ne peux pas juger lequel des deux est le meilleur. Et vous verrez que Mike non plus Enfin je vous invite à commenter et à apporter des précisions pour enrichir le sujet. Si vous remarquez des fautes n'hésitez pas j'essaierai de les corriger Bonne lecture JC Cura Vs PrusaSlicer - Quel est le meilleur pour l'impression 3D ? Écrit par Michael Dwamena dans logiciel d'impression 3D https://3dprinterly.com/cura-vs-prusaslicer-which-is-better-for-3d-printing/ Cura & PrusaSlicer sont deux trancheurs populaires pour l'impression 3D, mais les gens se demandent lequel est le meilleur. J'ai décidé d'écrire un article pour vous donner les réponses à cette question afin que vous sachiez quel trancheur vous conviendrait le mieux. Cura et PrusaSlicer sont tous deux d'excellentes options pour l'impression 3D et il est difficile de dire que l'un est meilleur que l'autre pour l'impression 3D. Cela dépend principalement des préférences de l'utilisateur, car ils peuvent tous les deux faire la plupart des choses nécessaires, mais il existe de légères différences telles que la vitesse, les fonctionnalités supplémentaires et la qualité d'impression. C'est la réponse de base, mais il y a plus d'informations que vous voudrez savoir, alors continuez à lire. 1. Quelles sont les principales différences entre Cura et PrusaSlicer ? Interface utilisateur PrusaSlicer prend également en charge les imprimantes SLA Cura a plus d'outils et de fonctionnalités - plus avancé PrusaSlicer est meilleur pour les imprimantes Prusa Cura a des supports d'arbre et une meilleure fonction de support Prusa est plus rapide à imprimer et parfois à trancher Prusa crée mieux les hauts et les coins Prusa crée des supports plus précisément La fonction de prévisualisation et le découpage de Cura sont plus lents PrusaSlicer peut mieux estimer les temps d'impression Cela dépend des préférences de l'utilisateur 1.1 Interface utilisateur L'une des principales différences entre Cura et PrusaSlicer est l'interface utilisateur. Cura a un look plus moderne et plus propre, tandis que PrusaSlicer a un look traditionnel et simplifié. Certains utilisateurs préfèrent l'apparence de Cura, tandis que d'autres aiment l'apparence de PrusaSlicer, c'est donc vraiment à la préférence de l'utilisateur de choisir celle que vous choisirez. Voici à quoi ressemble Cura. Voici à quoi ressemble PrusaSLicer. 1.2 PrusaSlicer prend également en charge les imprimantes SLA L'une des différences les plus importantes entre Cura et PrusaSlicer est que PrusaSlicer peut également prendre en charge les machines SLA à résine. Cura ne prend en charge que l'impression 3D à filament, mais PrusaSlicer peut faire les deux, et très bien. L'image ci-dessous montre les fonctions de résine de PrusaSlicer. Il vous suffit de charger votre modèle sur la plaque de construction, de choisir de creuser votre modèle et d'ajouter des trous, d'ajouter des supports, puis de trancher le modèle. C'est un processus très simple et il crée assez bien des supports SLA. 1.3 Cura a plus d'outils et de fonctionnalités - Plus avancé Cura a définitivement plus d'options et de fonctionnalités derrière elle. Un utilisateur a mentionné que Cura a des fonctionnalités plus avancées, ainsi qu'un ensemble de paramètres expérimentaux que PrusaSlicer n'a pas. L'un de ces éléments clés qu'il a mentionnés était les supports arborescents. Les supports arborescents étaient auparavant un paramètre expérimental, mais comme les utilisateurs l'aimaient tellement, il est devenu une partie de la sélection normale des supports. La plupart des utilisateurs n'auront probablement pas beaucoup d'utilisations pour les fonctionnalités expérimentales, mais c'est un excellent ensemble de capacités uniques pour essayer de nouvelles choses. Il y a certainement des paramètres utiles pour certains projets. Voici quelques exemples de paramètres expérimentaux actuels : Tolérance de tranchage Activer le pare-brise Peau floue Fil d'impression Utiliser des calques adaptatifs Essuyez la buse entre les couches La tolérance de découpage est vraiment bonne pour les pièces qui doivent s'emboîter ou glisser ensemble, et la régler sur "Exclusif" garantira que les calques restent dans les limites de l'objet afin que les pièces puissent s'emboîter et glisser les unes sur les autres. PrusaSlicer a définitivement rattrapé son retard sur ce qu'il peut offrir pour l'impression 3D. Regardez la vidéo ci-dessous par Maker's Muse qui explique comment contrôler chaque paramètre dans une nouvelle version de PrusaSlicer. 1.4 PrusaSlicer est meilleur pour les imprimantes Prusa PrusaSlicer est un trancheur qui est correctement réglé spécifiquement pour les imprimantes 3D Prusa, donc si vous avez une machine Prusa, vous constaterez que PrusaSlicer est généralement meilleur que Cura. Si vous préférez utiliser Cura, la bonne chose est que vous pouvez toujours importer des profils Prusa directement dans Cura, mais il existe certaines limitations. Vous pouvez apprendre à importer des profils dans Cura en utilisant cet article de Prusa. Vous pouvez utiliser PrusaSlicer avec un Ender 3 et vous pouvez utiliser Cura avec un Prusa i3 MK3S+. Un utilisateur qui a essayé d'importer un profil PrusaSlicer dans Cura a mentionné qu'il ne pouvait pas faire la différence entre les deux impressions 3D PLA qu'il avait créées à partir des deux trancheuses. Cela montre que PrusaSlicer et Cura sont assez similaires en termes de qualité d'impression uniquement, donc les différences et le choix du meilleur proviendront principalement des fonctionnalités et des préférences de l'utilisateur. Un utilisateur recommande d'utiliser PrusaSlicer plutôt que Cura, mais il a mentionné que dans le passé, Cura avait quelques fonctionnalités supplémentaires que PrusaSlicer n'avait pas. Au fil du temps, PrusaSlicer a ajouté des fonctionnalités similaires et a surtout rattrapé les lacunes des fonctionnalités. Si vous avez un Prusa Mini, il y a plus de raisons d'utiliser PrusaSlicer car il nécessite un code G supplémentaire dans le profil de l'imprimante. Ils ont en fait essayé d'imprimer en 3D sans utiliser PrusaSlicer avec leur Prusa Mini et ont presque cassé leur imprimante 3D car ils ne comprenaient pas le G-Code. 1.5 Cura a des supports arborescents et de meilleures fonctions pour les supports Une différence clé dans les fonctionnalités entre Cura et PrusaSlicer est la prise en charge des supports arborescents. Un utilisateur a mentionné que lorsqu'il avait besoin d'utiliser des supports pour les impressions 3D, il utilisait Cura au lieu de PrusaSlicer. Sur cette base, il semble que Cura ait plus de fonctionnalités lorsqu'il s'agit de créer des supports, il peut donc être préférable pour les utilisateurs de s'en tenir à Cura dans ce cas. Un autre utilisateur qui a essayé à la fois PrusaSlicer et Cura a déclaré qu'il préférait utiliser Cura, principalement en raison du nombre d'options personnalisées disponibles, ainsi que des supports arborescents. Vous pouvez essayer de créer des supports similaires aux supports arborescents dans PrusaSlicer en utilisant les supports SLA, puis en enregistrant le STL et en réimportant ce fichier dans la vue de filament normale et en le découpant sans support. Cura dispose d'une interface de support qui facilite la production de résultats réussis par rapport à PrusaSlicer, en particulier avec des impressions 3D fonctionnelles. Un utilisateur a déclaré que pour les supports avec séparation monocouche, Cura pouvait bien le gérer, mais PrusaSlicer ne le pouvait pas, mais c'est un cas assez unique et peu courant. Un utilisateur qui a comparé Cura à PrusaSlicer a déclaré que le meilleur trancheur dépend vraiment de ce que vous voulez faire et des exigences que vous avez du modèle. 1.6 PrusaSlicer est plus rapide à imprimer et parfois à trancher Cura est connu pour être assez lent pour découper les modèles, ainsi que pour imprimer les modèles réels en raison de la façon dont il traite les calques et les paramètres. Montré dans la vidéo ci-dessous par Make With Tech, il a constaté que la vitesse d'impression de PrusaSlicer est environ 10 à 30 % plus rapide que Cura pour les mêmes modèles 3D avec les paramètres par défaut. Les deux modèles n'avaient pas non plus beaucoup de différence notable. Il semble que PrusaSlicer soit davantage axé sur la vitesse et ait des profils plus précis pour cela. Le modèle qu'il montre dans la vidéo a été imprimé par Cura en 48 minutes environ, tandis que PrusaSlicer l'a imprimé en 40 minutes environ, une impression 3D 18 % plus rapide. Cependant, le temps total, qui comprend le chauffage et d'autres processus de démarrage, a montré que PrusaSlicer était plus rapide de 28 %. J'ai mis un Benchy dans Cura et PrusaSlicer et j'ai trouvé que Cura donne un temps d'impression de 1 heure et 54 minutes, tandis que PrusaSlicer donne 1 heure et 49 minutes pour les profils par défaut, donc c'est assez similaire. Le temps réel nécessaire à Cura pour trancher les modèles serait plus lent que PrusaSlicer. En fait, j'ai chargé un Benchy en treillis mis à l'échelle à 300 % et il a fallu à peu près exactement 1 minute et 6 secondes pour que les deux modèles découpent et affichent l'aperçu. En termes de temps d'impression, PrusaSlicer prend 1 jour et 14 heures tandis que Cura prend 2 jours et 3 heures avec les paramètres par défaut. 1.7 Prusa crée mieux les dessus et les coins Cura a certainement plus d'outils que n'importe quel autre trancheur et est mis à jour/développé à un rythme beaucoup plus rapide, c'est donc un trancheur plus puissant. D'un autre côté, d'autres trancheurs peuvent en fait faire certaines choses mieux que Cura. Un exemple qu'il a mentionné est que Prusa est meilleur que Cura pour faire les coins et le dessus des impressions 3D. Même si Cura a un paramètre appelé Lissage qui améliore soi-disant les sommets et les coins, Prusa le surpasse toujours. Consultez l'image ci-dessous pour voir les différences. https://imgur.com/a/mBNlea5#6Ar6C7X 1.8 Prusa crée des supports plus précisément Une autre chose que Prusa fait vraiment bien au-dessus de Cura est la routine des supports. Plutôt que de terminer les supports sur des hauteurs de couche entières comme Cura, PrusaSlicer peut terminer les supports à des hauteurs de sous-couche, ce qui les rend plus précis. 1.9 La fonction de prévisualisation et le découpage de Cura sont plus lents Un utilisateur personnellement n'aime pas l'interface utilisateur de Cura, en particulier la fonction de prévisualisation lente à charger. Les deux trancheurs ont les paramètres et fonctionnalités importants intégrés, donc l'utilisation de l'un ou l'autre devrait être couronnée de succès, et ils fonctionnent tous les deux pour n'importe quelle imprimante 3D FDM. Il recommande de choisir PrusaSlicer, sauf si vous souhaitez spécifiquement utiliser une fonctionnalité unique de Cura. Cura est un slicer plus avancé, mais un autre utilisateur n'aime pas la façon dont il affiche ses paramètres, d'autant plus qu'il y en a beaucoup. Ils ont mentionné qu'il peut être difficile de comprendre ce qui n'allait pas avec une impression 3D basée sur l'interface utilisateur. 1.10 PrusaSlicer peut mieux estimer les temps d'impression En ce qui concerne les estimations fournies par Cura, un utilisateur a déclaré qu'elles étaient systématiquement plus longues que celles fournies par PrusaSlicer. Il a compris que les temps que Cura donne sont généralement plus longs que le temps estimé qu’il donnes, tandis que les estimations de PrusaSlicer sont précises dans la minute environ, à la fois pour les impressions plus courtes et plus longues. Ceci est un exemple que Cura n'estime pas avec précision les temps d'impression par rapport à PrusaSlicer, donc si les estimations de temps sont importantes pour vous, PrusaSlicer pourrait probablement être une meilleure option. D'autre part, la vidéo Make With Tech ci-dessus a comparé les temps de découpage des deux trancheurs et a constaté que la principale différence d'estimations d'impression provient des déplacements et des rétractions. Lorsque Cura a beaucoup de déplacements et de rétractions pendant le processus d'impression, les estimations ne sont peut-être pas aussi précises, mais pour les impressions 3D plus denses, elles sont assez précises. Pour la vitesse d'impression à la fois pour PrusaSlicer et Cura, quelqu'un a mentionné que dans certains cas, lorsqu'il découpe un modèle pour une machine Prusa sur PrusaSlicer, il s'imprime plus rapidement, tandis que lorsqu'il découpe un modèle pour une machine Ender sur Cura, il s'imprime plus rapidement. Ils ont également dit que les pièces PrusaSlicer avaient plus de cheveux d’ange en raison des mouvements de déplacement. Cura n'avait pas ces cheveux d’ange en raison des petites manœuvres que Cura fait pendant les déplacements pour diminuer la tension sur le filament. Un autre utilisateur a déclaré avoir à la fois un Ender 3 V2 et un Prusa i3 Mk3S+, utilisant les deux trancheurs. Au lieu de cela, il a mentionné que c'est l'imprimante réelle qui était inexacte, l'Ender 3 V2 étant inexacte et la Prusa i3 Mk3S+ étant extrêmement précise, jusqu'à la seconde. 1.11 Cura a des thèmes 1 .12 PrusaSlicer a un meilleur processus de hauteur de couche variable La hauteur de couche adaptative variable de PrusaSlicer fonctionne mieux que le paramètre de couches adaptatives expérimentales de Cura, car il a plus de contrôle sur la variation de la hauteur des couches. La version de Cura fonctionne bien pour les impressions 3D plus fonctionnelles, mais je pense que PrusaSlicer le fait mieux. Regardez la vidéo ci-dessous pour voir comment cela fonctionne. Regardez une vidéo des couches adaptatives de Cura pour la voir en action. Il a produit un gain de temps de 32% pour le YouTuber, ModBot. 1.13 Cela dépend des préférences de l'utilisateur Un utilisateur qui a utilisé à la fois PrusaSlicer et Cura a déclaré qu'il passait régulièrement à Cura lorsque PrusaSlicer ne fonctionnait pas aussi bien, et vice versa. Ils ont mentionné que chaque trancheur fait certaines choses mieux que l'autre par défaut, mais dans l'ensemble, ils sont réglés de la même manière pour la plupart des imprimantes 3D. Un autre utilisateur a mentionné que la question principale ne devrait pas être de savoir si l'un est meilleur que l'autre, et cela dépend davantage des préférences de l'utilisateur. Il a dit qu'il préférait actuellement Cura mais qu'il choisissait d'aller entre Cura et PrusaSlicer en fonction du modèle spécifique et de ce qu'il voulait du trancheur. Il vous suggère d'essayer les deux trancheurs et de voir avec lequel vous êtes le plus à l'aise. Certaines personnes préfèrent utiliser PrusaSlicer car elles préfèrent l'interface utilisateur. Lorsqu'il s'agit de régler avec précision les paramètres importants qui font la différence dans les performances de l'imprimante, les paramètres sont plus faciles à trouver. 2. Cura vs PrusaSlicer – Caractéristiques 2.1 Cura Scénarios personnalisés Marché Cura Paramètres expérimentaux De nombreux profils de matériaux Différents thèmes (clair, sombre, assistant daltonien) Options d'aperçu multiples Aperçu des animations de calque Plus de 400 paramètres à régler Régulièrement mis à jour 2.2 PrusaSlicer Gratuit et open source Interface utilisateur claire et simple Prises en charge personnalisées Maillages de modificateurs - Ajout de fonctionnalités à différentes parties de STL Prend en charge FDM et SLA Code G conditionnel Hauteur de couche variable lisse Impressions et aperçu avec changement de couleur Envoyer le code G sur le réseau Couture à peindre Répartition des fonctionnalités de temps d'impression Prise en charge de plusieurs langues 3. Cura vs PrusaSlicer - Avantages et inconvénients 3.1 Avantages Cura Le menu des paramètres peut être déroutant au début L'interface utilisateur a un look moderne A des mises à jour fréquentes et de nouvelles fonctionnalités mises en œuvre La hiérarchie des paramètres est utile car elle ajuste automatiquement les paramètres lorsque vous apportez des modifications Possède une vue des paramètres de trancheuse très basique pour que les débutants puissent démarrer rapidement Trancheuse la plus populaire Facile à obtenir de l'aide en ligne et propose de nombreux tutoriels 3.2 Cura Inconvénients Les paramètres sont dans un menu déroulant qui peut ne pas être classé de la meilleure manière La fonction de recherche est assez lente à charger L'aperçu et la sortie du G-Code produisent parfois des résultats légèrement différents, tels que la production d'espaces là où il ne devrait pas y en avoir, même lorsqu'ils ne sont pas sous extrusion Peut être lent à imprimer des modèles en 3D La recherche de paramètres peut être fastidieuse, mais vous pouvez créer une vue personnalisée 3.3 Avantages de PrusaSlicer A une interface utilisateur décente Possède de bons profils pour une gamme d'imprimantes 3D L'intégration d'Octoprint est bien faite, et il est possible de pré visualiser des images avec quelques modifications et un plugin Octoprint A des améliorations régulières et des mises à jour de fonctions Trancheuse légère plus rapide à utiliser 3.4 Les inconvénients de PrusaSlicer Les supports sont bien créés, mais dans certains cas, ils ne vont pas à l'endroit souhaité par les utilisateurs N'a pas de supports arborescents Aucune option pour masquer intelligemment les coutures dans les modèles
 1 point
1 point -
J'ai pas tout compris, tes impressions reste sur le plateau mais tu à un bruit de décollage quant il remonte ? Si c'est bien ça le bruit de décollage est tout à fait normale.1 point
-
Il doit y avoir incompréhension ... comment peut on avoir "complètement faux" a une question ? Mais merci pour la solution ... ( même si il ne dois pas y avoir encore un grand nombre de personne qui utilise simplify3D ( payant et qui semble ne plus faire de mise a jours depuis un moments ))1 point
-
Bonjour @traderpierre C'était en fait une question... ne connaissant pas Simplify3D J'utilise PrusaSlicer et lorsque je veux insérer un objet en cours d'impression je rajoute juste une instruction "Pause" dans le .gcode là ou je veux l’insérer et ensuite l’impression reprend là où elle s'est arrêté à la bonne hauteur et sans purge. Même chose pour changer de filament/couleur en cours d'impression Content que vous ayez trouvé la solution JC1 point
-
les "supports" en impression résine c'est plus pour avoir un "encrage" afin de "tirer" un bloc pour le décoller du FEP (sans trop risquer de le déplacer quand on le redescend pour la couche suivante (tirer le plus possible a la vertical)), alors qu'en FDM on cherche a supporter une zone d'extrusion d'un trais de filament qui se trouve sinon dans le vide (ou en pont) . mécaniquement c'est autre chose ... donc cela dois pas vraiment être pratique d'utiliser des support de SLA pour du FDM ...1 point
-
Salut @jcjames_13009 Beau tuto Bonne idée le "retour au premier message". Je ne vais pas l'épingler car à force d’épingler les sujets, la visibilité des sujets épinglés se perd. Pour qu'il soit visible, je vais le lier à des sujets existants qui sont lu (le glossaire, les tutos pour débutants)1 point
-
Mieux vaut tard que jamais. Tu peux supprimer les commentaires tardifs si le cœur t'en dit.1 point
-
Je suis également d'avis de laisser cette section assez libre d'accès. Libre à chacun de vérifier la réputation de la personne qui propose et de lui faire confiance ou non. Concernant les objets à vendre dans cette section, la plupart des acheteurs potentiels ici sont des initiés. Inscrit le 13 novembre 2021 pour une vente le 28 avril 2022, le mec s'y est pris 'achement à l'avance. Non je pense que c'est plutôt une personne qui suit le forum de loin et qui a trouvé ici (à raison) un canal plus spécialisé pour sa vente.1 point
-
Ok donc pour moi là comme tu a bien quelque chose sur le plateau, c'est les supports qui sont insuffisants. Prend le temps de regarder ses vidéo (voir d'autre sur le sujet des supports en impression SLA) A tu fait les essais pour déterminer si tu a les bons temps d'exposition ( qui peuvent varier selon la résine , la machine, les températures ... ) https://github.com/sn4k3/UVtools/wiki/Calibration:-Resin-time-finder1 point
-
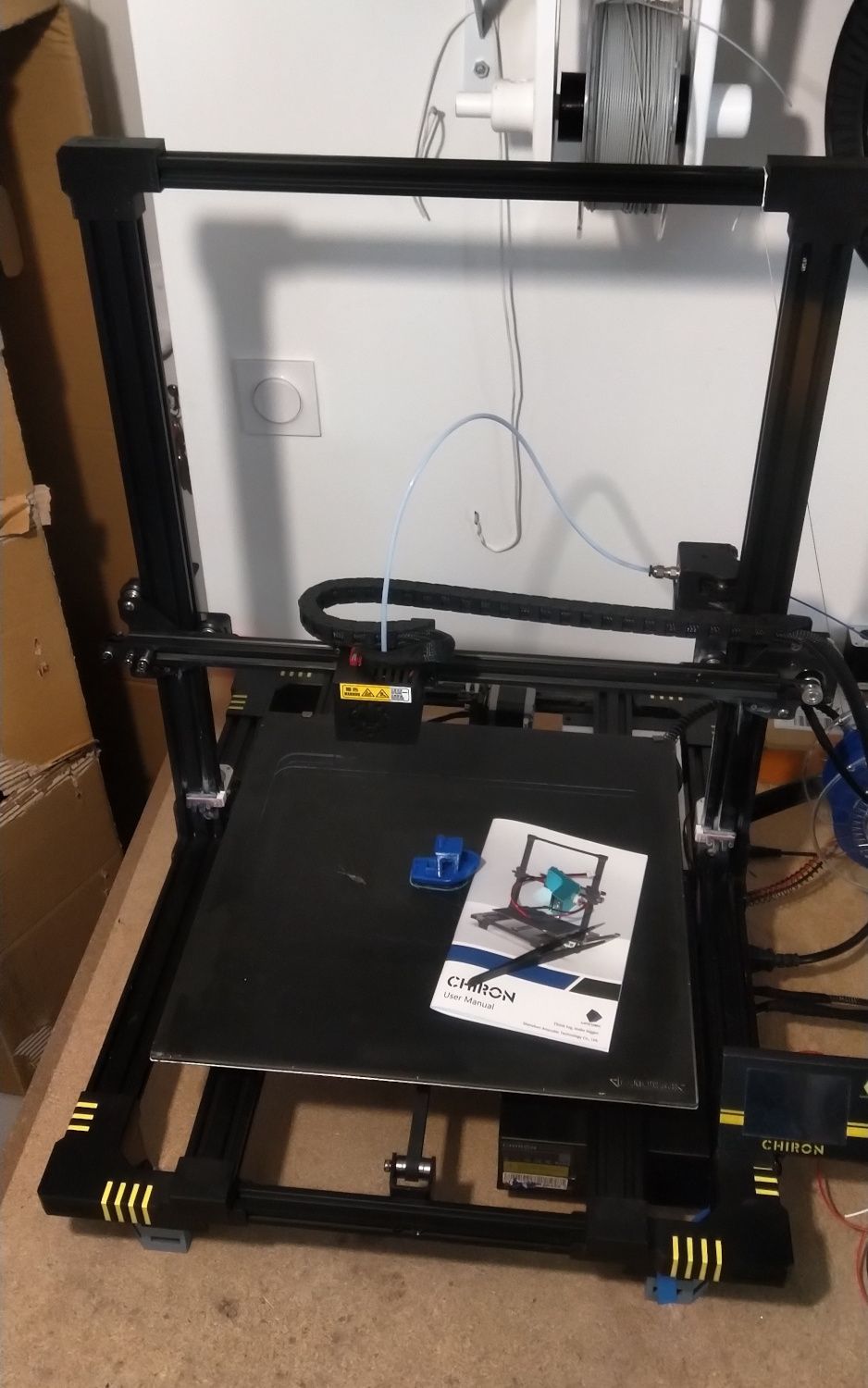
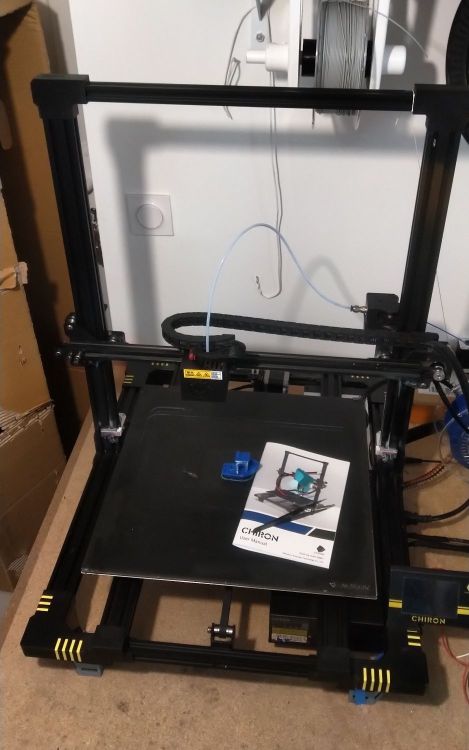
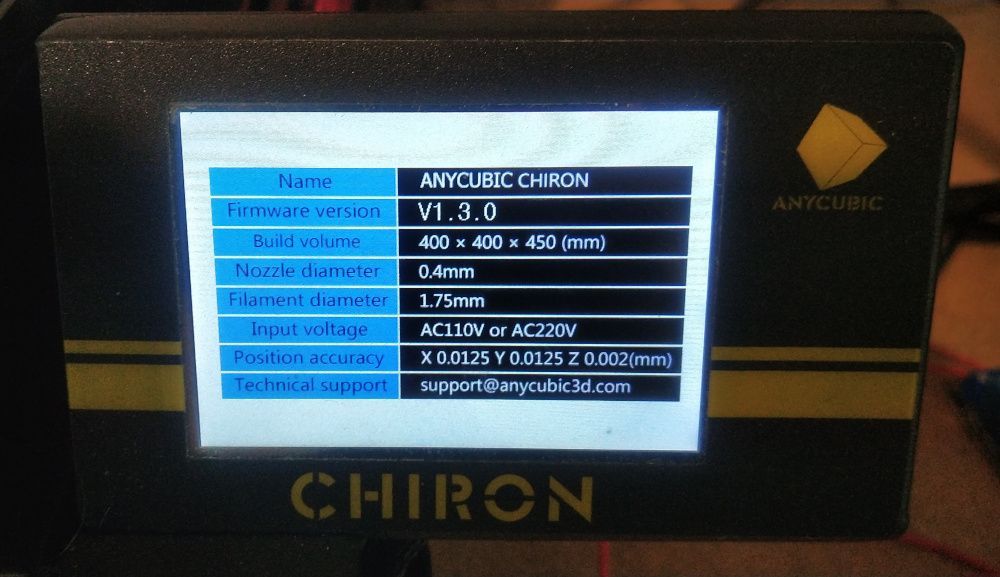
Salut à tous, Je dois me séparer de mon imprimante Chiron, qui prendra trop de place à l'avenir. Elle a pas mal tourné mais fonctionne encore très bien. Seul le détecteur de fin de filament ne fonctionne plus, il est débranché. Le plateau est équipé d'un revêtement BuildTak, collé (sans bulles) sur l'Ultrabase qui était vraiment usé. Quelques modifications: Drivers TMC2208 en X et Y, E0 Ressort sur alimentation Bed pour éviter l'arrachement Régulateur de ventilation, avec sonde de température sur le radiateur driver Y Livrée avec deux bobines 1kg PLA Sakata 3D850 (noir et blanc) accessoires et notice source du firmware (modifié) disponible Je vends le tout 230€ VENDU Edit: Envoi possible via relais, prévoir 30€ Je dois encore la nettoyer, j'enverrais des photos. En attendant, voici une vidéo du palpage + débit filament + début d'une impression. Vidéo de l'imprimante Anycubic Chiron à vendre Voici les photos :


 1 point
1 point -
Je viens de faire l'essai et ça fonctionne : M23 NomDuFichier puis M24. Il faut respecter le libellé exact du nom du fichier et de l'extension qui apparait lorsque tu interroges le contenu de la carte avec le bouton SD1 point
-
Et voilà TUTO créé Je n'ai rien sur le formatage sous LINUX. Je le laisse vide pour le moment. J'ai rajouté le formatage sous macOS (oui il y en a qui utilise cet environnement ) N'hésitez pas à m'envoyer vos commentaires je les ajouterai @Yo' ou @fran6p peut être "épinglé" le TUTO et le rajouter dans la liste des TUTOs pour débutants non ? @+ JC1 point
-
Tout d'abord, félicitations pour la qualité du rapport ! Ton constat sur le format du nom du firmware est très surprenant puisqu' il m'est arrivé de flasher des versions avec des noms dépassant 8 caractères, mais bon... Par contre, rien ne prouve que l'écran soit la seule pièce défectueuse puisque tu pourrais très bien avoir des entrées/sorties du microcontrôleur HS, empêchant de communiquer avec l'écran. C'est loin d'être gagné, mais si tu avais un arduino (nano, uno, mega...) , il semble possible de tester l'écran avec (voir ici). Une autre solution serait de tester les entrées sorties du port utilisé pour l'écran, avec un multimètre et les commandes M42 et M43. Ceci est possible avec mon firmware car j'ai activé ces Gcodes (prévoyant le gamin !) ce firmware: firmware-Ender3V4.2.7_M42.bin Je n'ai pas testé mais il suffirait d'envoyer les Gcode M23 (sélection du fichier) et M24 (lancement de l'impression). Voir ici ou là. EDIT: @Nico73 attention, j'ai édité plusieurs fois ce message1 point
-
@Nico73 La valeur que tu mets dans les paramètres de rétraction dans Cura ou celui de creality seront bien intégrées dans le gcode lors du slice (tranchage). Dans les profils par défaut pour une ender3 pro (ender3, pro et v2) sous Cura et Creality, tu as une rétraction plutôt entre 4.5 mm et 6 mm et une vitesse de rétraction vers 45 50 mm/s car par défaut elles sont fournies avec un extrudeur Bowden et pas en direct drive. Sur la ender3 v2 en directdrive pour le PLA, je suis à 1.5mm et une vitesse de rétraction de 25mm/seconde. Fais le test conseillé par @pommeverte en mettant un gcode sur la carte SD (en retirant tout fichier .bin, je pense que c'est pour cela que l'on ne peut pas reflasher 2 fois un firmware avec le même nom, autrement si tu oublies le .bin sur ta carte SD, au rémarrage, il reflasherait), Si tu peux imprimer avec pronterface à partir d'un gcode mis sur la µSD, il serait fort probable que ce soit ton écran qui a un problème. Si jamais tu dois changer ton écran comme tu as une carte 4.2.7, je te conseillerais de prendre l'écran HD couleur de la ender3 v2 avec molette encodeuse (il est flashable) et te donnerait accès aux firmwares de ender3 v2. Evite de prendre l'écran tactile Touchscreen, tu pourras voir sur le Forum que certains membres ont eu du mal à l'installer.1 point
-
Est-ce que tu pourrais communiquer la réponse complète du M115? Normalement, tu dois avoir la date de compilation et la version de Marlin (17/03/2022 Marlin V2.0.9.3 dans mon cas) Edit: @Nico73 il faudrait refaire le test de lecture de la carte SD en supprimant les fichiers du firmware et en ajoutant au moins un fichier Gcode.1 point
-
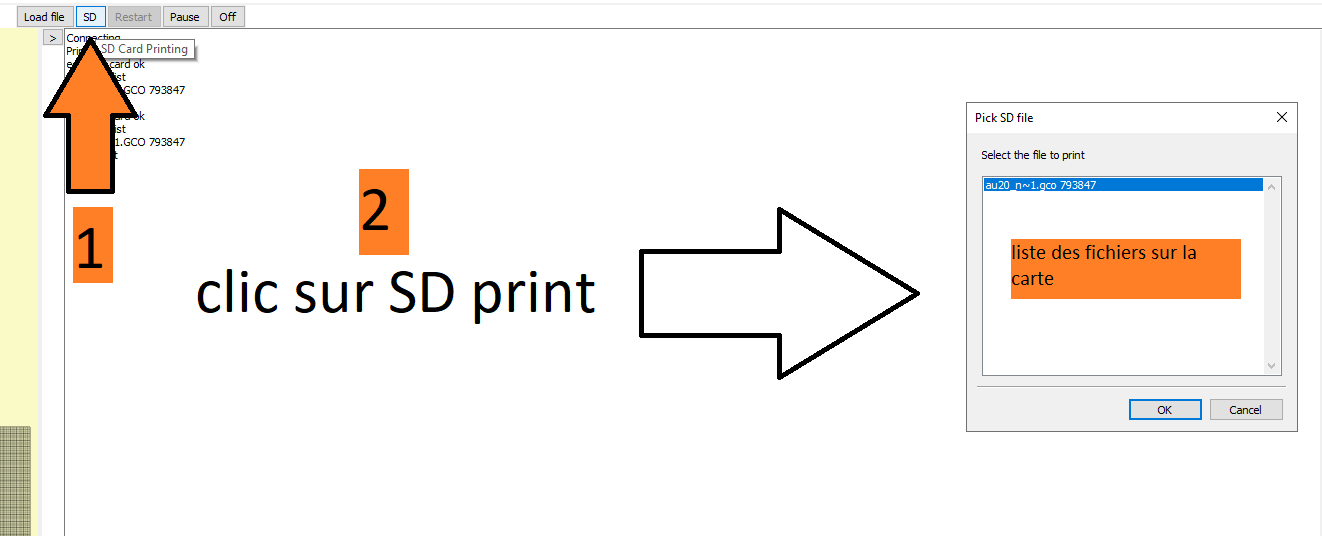
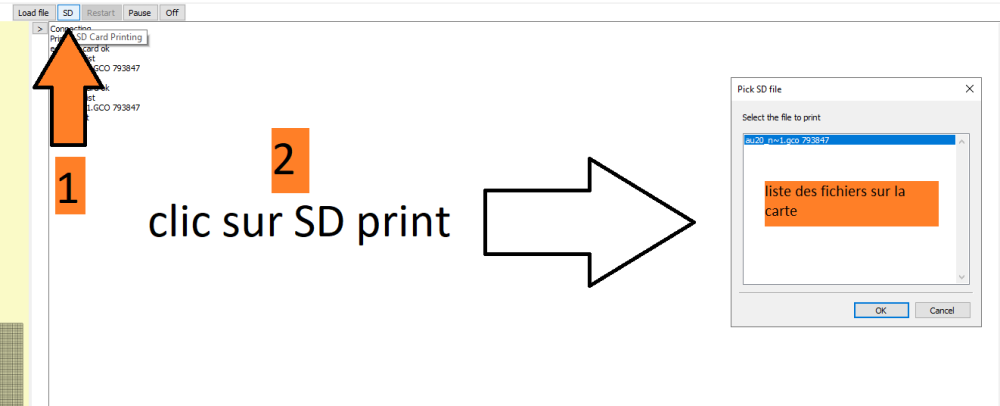
@Nico73, Dans Pronterface, peux-tu lire le contenu de la carte SD placée dans le lecteur de la carte-mère? Pour ça, il suffit de cliquer sur SD puis SD print PS: si tu veux utiliser CURA et Pronterface simultanément, tu peux décocher l'extension USB Printing (marché en ligne -> installé) pour éviter que Cura ne monopolise la communication USB.
 1 point
1 point -
Si tu imprimes à partir du PC et pronter face pense à desactiver toutes les mises en veille de l'ordi. Afin de ne pas bloquer l'impression. Tu es en direct drive, sous Cura, Retraction vers 1 à 1.5 mm, pas plus de deux mm.1 point
-
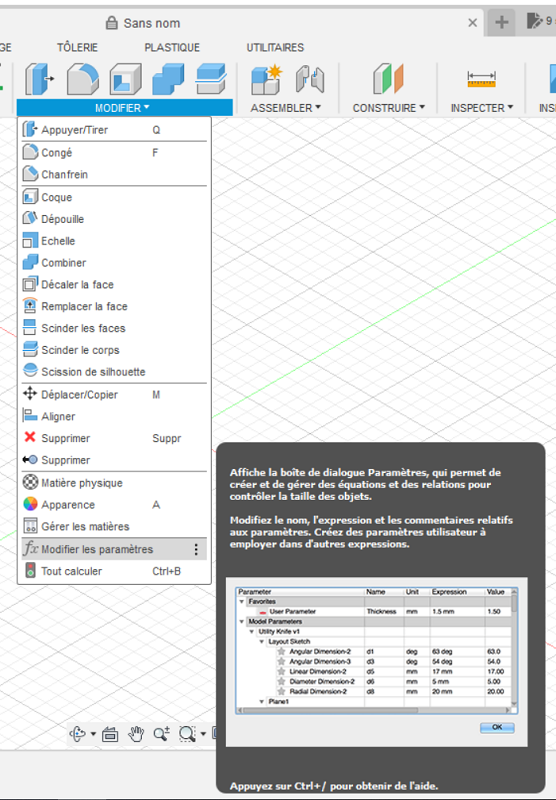
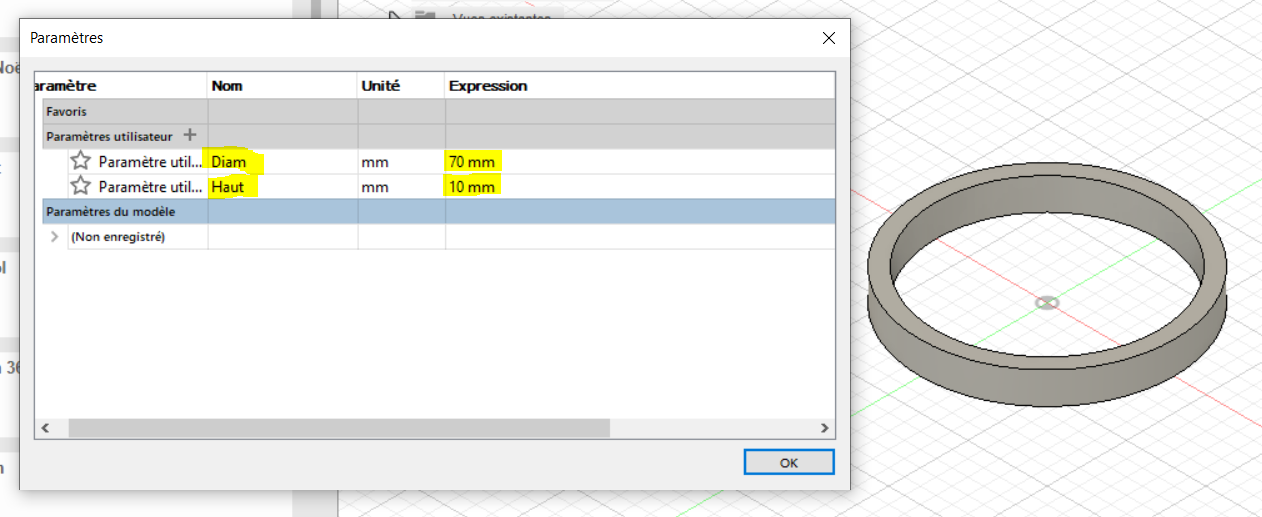
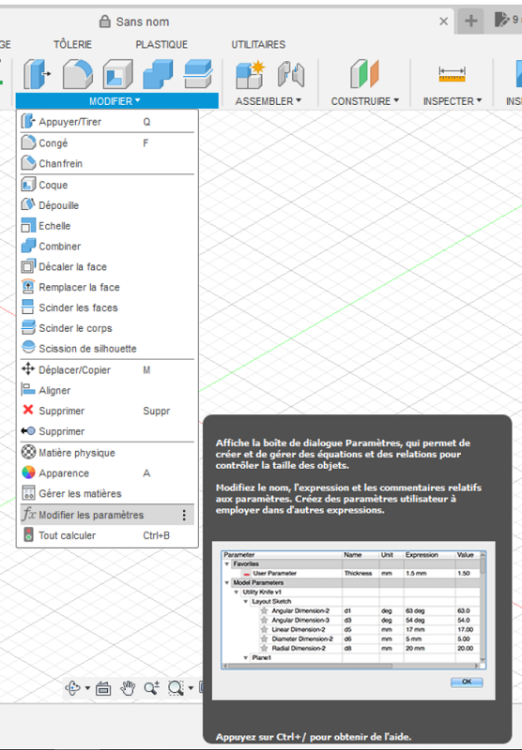
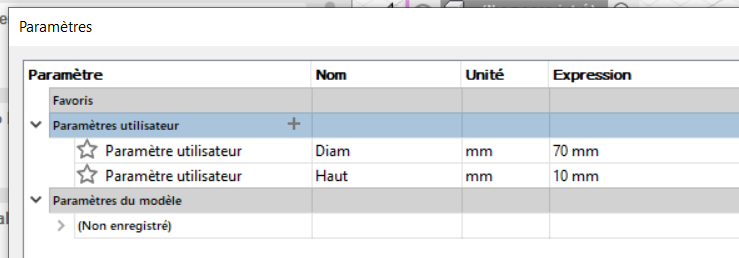
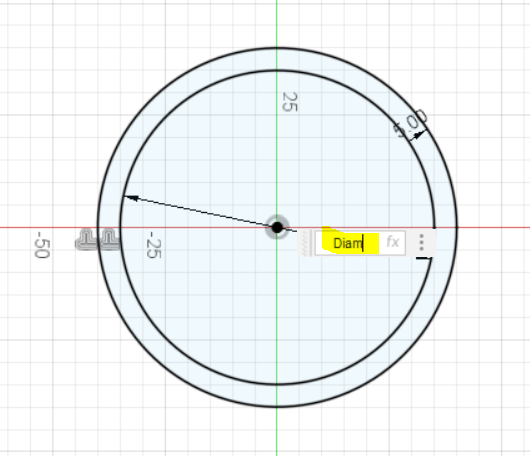
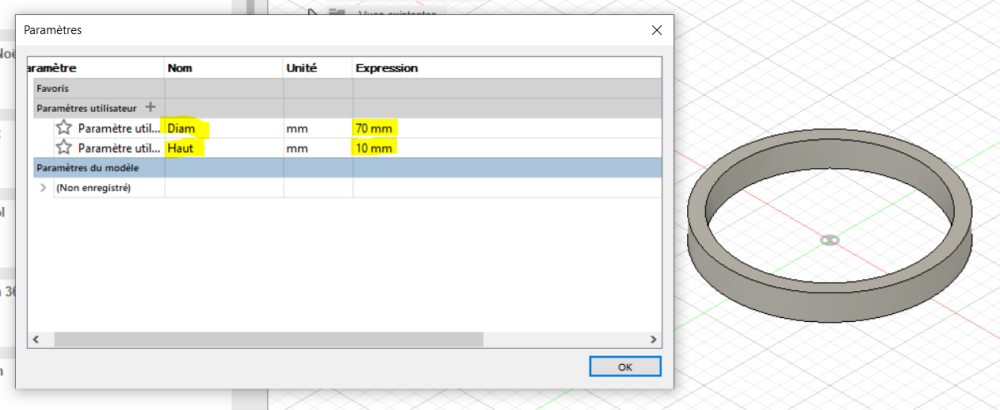
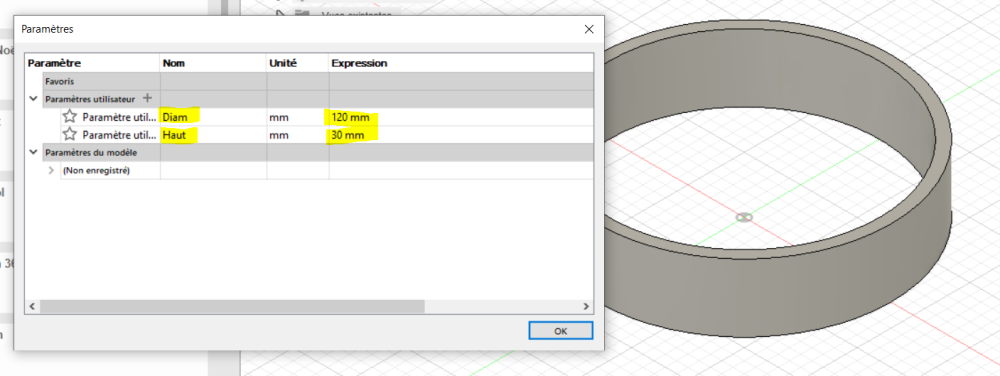
Salut En plus de l'historique qui te permet de revenir sur une esquisse ou toute autre fonction et de la modifier, tu peux utiliser la fonction "Modifier les paramètres" Tu dois ensuite créer les Paramètres Utilisateur dont tu as besoin (ex Diam et Haut) Puis tu remplaces les cotes dans ton esquisse par les paramètres crées (Ex Diam) Il te suffit ensuite de faire varier la valeur dans les paramètres pour que l'esquisse se mette à jour J'espère avoir répondu à test questions @+ JC
 1 point
1 point -
Concernant le ventilateur PWM sur k-fan1, celui qui refroidit le filament en cours d'impression, c'est normal. Il souffle en gros sur le bas de la buse. La vitesse de ventilation est réglable (PWM), normalement vois dans CURA on le met à 0 pour la première couche (Adhérence de celle-ci ) Pour le PLA on le met à pleine vitesse progressivement vers la 5ième -6 couches. Dans CURA le réglage c'est de 0 à 100%, si tu as accès à ce ventilateur dans le menu control, c'est de 0 à 255. Tu dois avoir un gcode pour l'activer, l'arrêter avec pronterface. M106 (active 100%), M107 (off), si tu fais M106 S128 il doit être à 50% PS si tu fais du PETG v max de ce dernier de 20 à 30% ( ou équivalent 100%=255)1 point
-
M302: Cold Extrude Pour le reste je ne sais pas vraiment mais je me lance A vérifier mais pour certaine carte il faut changer le nom de fichier du firmware ... genre firmwareXYZ.bin en firmwareXYZ_b.bin Si c'est celui qui refroidi l'impression il ne devrais se lancer que après la couche initial selon comment il se trouve paramétré dans le trancheur. M106: Set Fan Speed En principe en firmware ne devrais pas empêcher le flash d'un autre ... sauf bootloader spécifique. ( Vérifier avec une autre carte SD, voir si pour cet carte mère, il ne faut pas avoir un nom de fichier différent du précédant flashé pour le .bin ... ou tout débrancher ( même l’écran ) pour le flash )1 point
-
Pour les coulures ne t'inqiète pas, je pense que le gars qui collé les radiateurs a eu la main lourde. (Monsieur plus) sur mon E3V2, lorsque je l'ai reçu (carte 4.2.2) les prises endstop et des moteurs étaient complétement noyées dans la colle.1 point
-
Salut @Nico73, t'inquiète, c'est la Chinese Qualität ... Si tu veux essayer un nouveau firmware, alors tu peux utiliser celui-ci: firmware-Ender3V4.2.7.bin A priori, ta carte-mère parait fonctionnelle, en tout cas le microcontrôleur. Pour s'en assurer, il faudrait faire des mouvements de moteur X,Y,Z: G91 G0 X10 Y10 Z10 F120 pour l'extrudeur: M83 M302 P1 G1 F120 E10 M302 P0 Montée en température du plateau et de la buse (via l'interface graphique de Pronterface) M119 pour voir l'état des détecteur fins de course lorsqu'ils sont activés ou désactivés Perso, pour faire ces tests, je débrancherais les ventilateurs de la carte-mère étant donné que l'origine du problème vient de là. Si tu as l'écran d'origine de la Ender 3, effectivement, il ne possède pas de firmware. C'est le microcontrôleur qui lui envoie les infos à afficher. PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Bonjour @Nico73 Sur les Ender 3 les sondes de température sont des NTC 100k, Tu devrais mesurer plutôt vers les 100 000 Ohm. Du moins pour celle du plateau, (je ne sais pas si avec le kit direct drive de creality si la hotends est la même. pour la mesure de résistance l'as tu faite avec la prise débranchée de la carte mère ? autrement ce n'est pas la résistance de la sonde que tu mesures. Pour les traces de coulures sur les radiateurs des drivers moteur, ce n'est pas forcément critique, si cela ressemble à la photo ci-dessous sur une 4.2.2 neuve même type que la 4.2.7. Pour le flash du firmware, as tu celui qui était en place lorsque tout marchait. Pour le reflasher, n'oublies pas de modifier son nom une letre (modifiée, ajouter, retirer) ou appelles le comme tu veux type test1firm.bin. tu ne peux flasher deux fois un firmware qui porte le même nom. (mémorisé dans l'EEprom) Autrement essaies un du site de Creality ender 3pro pour carte 32 bits 4.2.7. Je suppose que ton alimentation est en 24 volts (indiqué sur l'alim), ton ventilo avec abaisseur de tension c'est celui qui refroidit le radiateur de la hotend (fil rouge et noir) ou celui qui refroidit le filament autres couleurs de fil (vert ou jaune et ...) regarde les tensions en entrée et sortie de l'abaisseur de tension (soit 12V ou 5V en sortie.
 1 point
1 point -
Salutation ! Tu semble avoir bien testé ... J'ai pas cette carte ... mais je me dit qu'il faut bien vérifier le microcontrôleur. ( éventuellement la carte a nue, débranché de tout, avec seulement le câble USB ) arrive tu a te connecter avec Pronterface ou Repetier Host ou OctoPrint et a tu le "coucou" du firmware ? ( répond t'il par exemple a un M503 ) A tu inspecté l'aspect du microcontrôleur ? pas de truc louche en surface qui pourrais dire qu'il a peut être grillé ?1 point
-
Salut , tu as un historique en bas normalement qui te permet de faire des modifications.... Je ne suis pas expert non plus...1 point