Classement



Contenu populaire
Contenu avec la plus haute réputation dans 03/11/2022 dans Messages
-
ça parait trop chaud (buse) mais vu que tu ne donnes pas les paramètres d'impression ;D on ne peut pas trop savoir...3 points
-
Je comprends @Jeff78s! , je suis surpris moi-même de la différence de qualité ! il faut tout simplement comprendre que la carte mère 32 bits apporte un gain considérable en qualité et en temps d'impression. J'ai juste fait ce test pour comparer les deux machines qui sont mécaniquement identiques sauf les extrudeurs. Nous voyons également que les créneaux périphériques sur le logo vert, les angles sont moins bien réguliers . (angles arrondis) Je pensais avoir un meilleur résultat avec les extrudeurs TITAN et bien non les bons extrudeurs classiques jouent toujours leur rôle de pépère balourd a+2 points
-
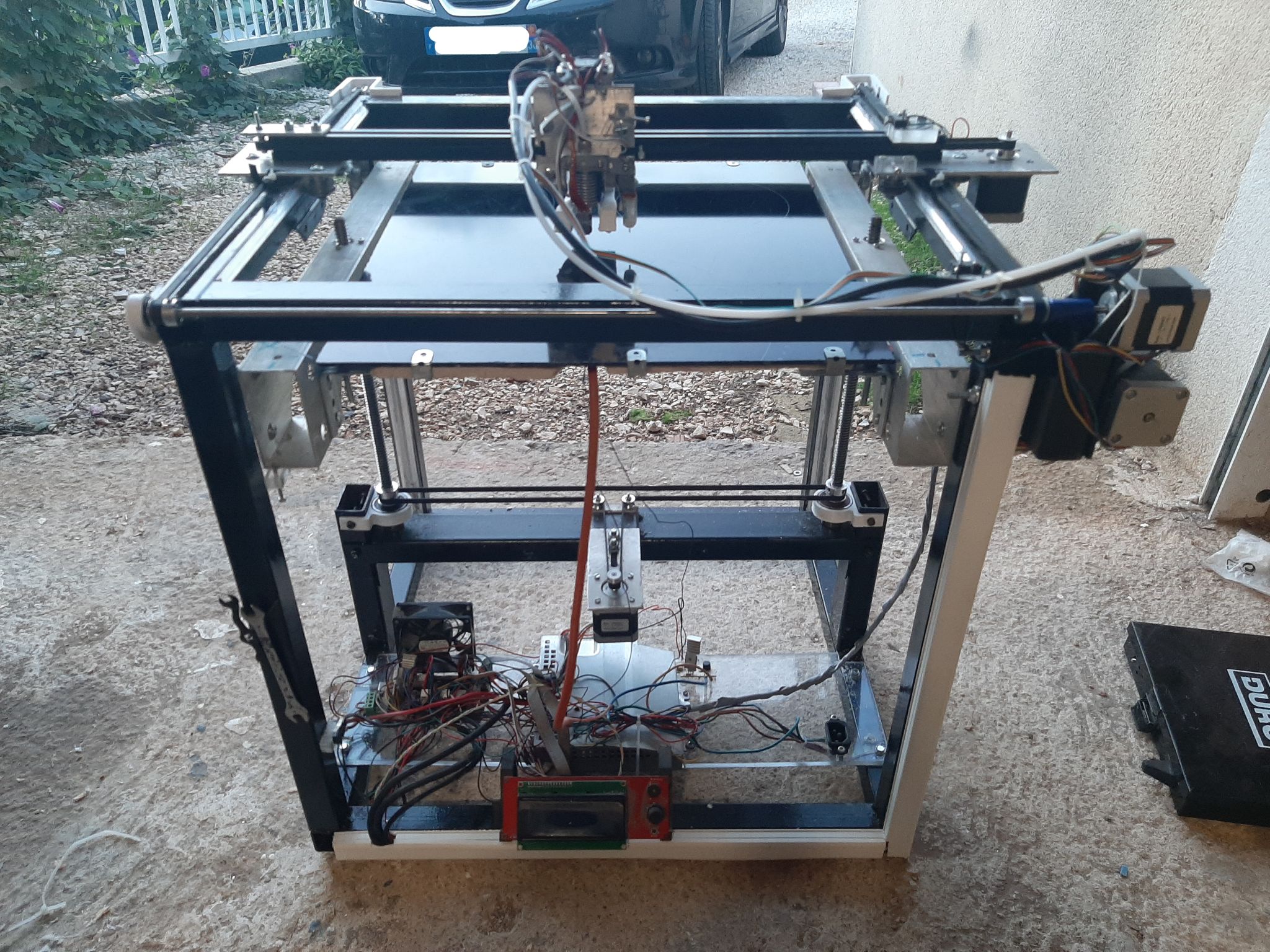
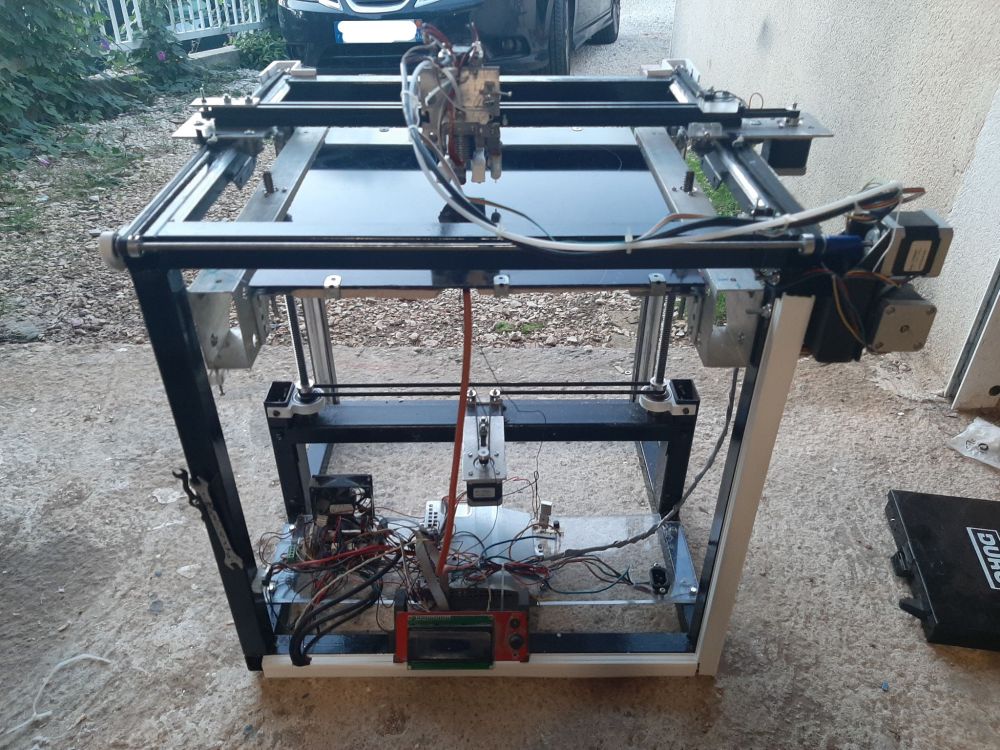
Une petite photo de la machine quasi terminée, il me reste de du cosmétique pour la carte et les câbles et trouver un truc pour tenir en l'air ceux qui vont à la tête. J'ai trouvé une plaque à induction donc mon BED et maintenant à la bonne taille, par contre j'espérais que la chaleur aurait une meilleure diffusion mais malheureusement non, mon pad chauffant étant circulaire la chaleur reste sur le cercle donc les angles sont froids.... Mon BL touch semble enfin fonctionner et l'écriture est elle aussi enfin dans le bon sens, pour ce faire j'ai dû inverser la fin de course X en MAX au lieu de MIN, sans ça rien à faire.... Pour halloween elle a tombé ses 2 kg de filament qui en plus de faire plaisir à Mme m'a permis de vérifier quelques points, dans l'ensemble je suis plutôt satisfait du résultat, en effet pouvoir faire tourner une machine sans être en permanence derrière est un vrai bonheur. La taille définitive, 345 x 345 x 252 en hauteur, j'ai gardé un peu de marge sur les bords et j'ai fixé le plateau différemment donc j'ai un peu plus de hauteur.
 2 points
2 points -
Bonjour, Je vous propose un fichier Excel afin de gérer vos impressions, bobines, longueurs restantes de filament. Toutes les propositions seront accueillies avec bienveillance. Partage Impression 3D.xlsx1 point
-
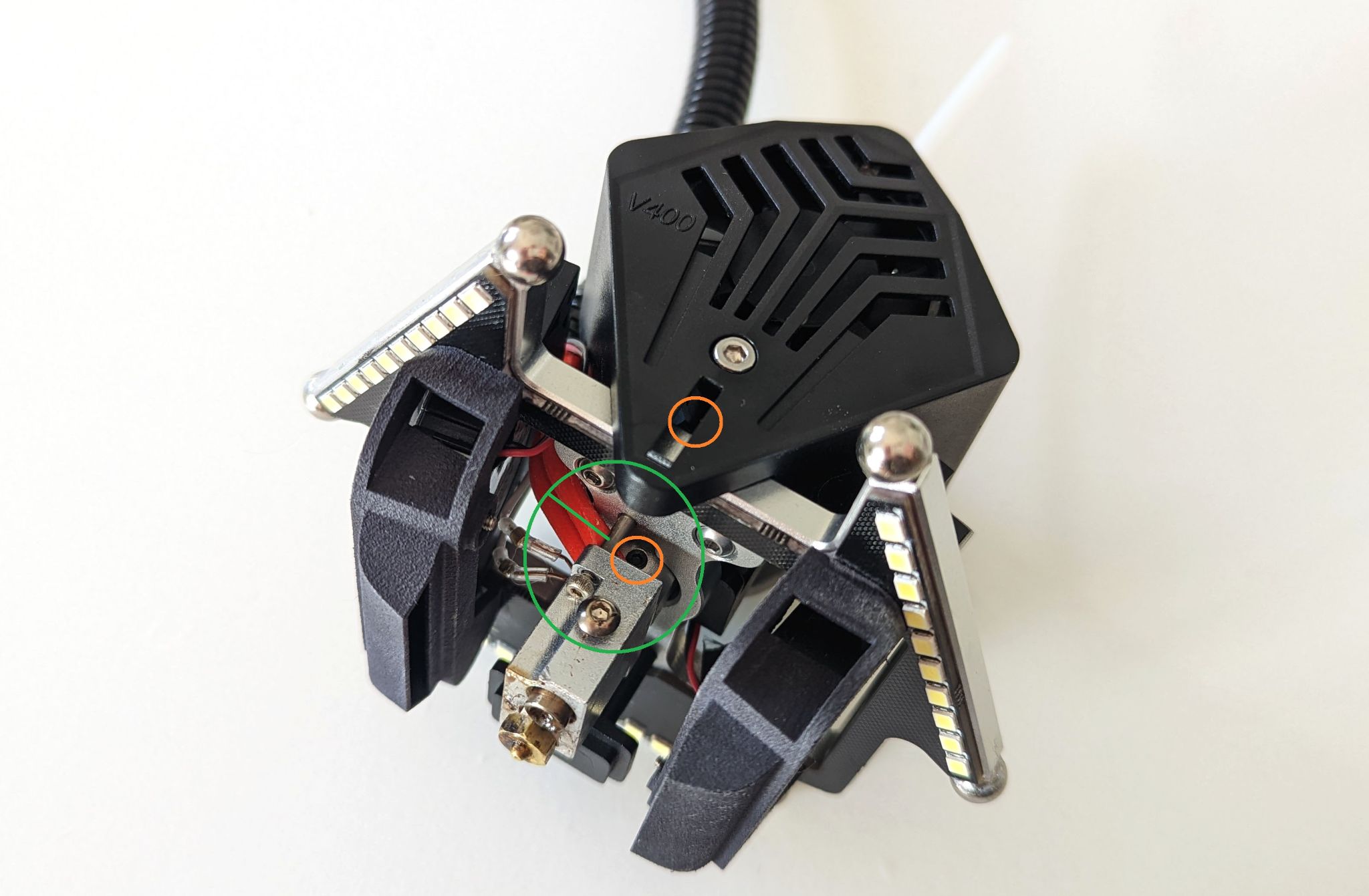
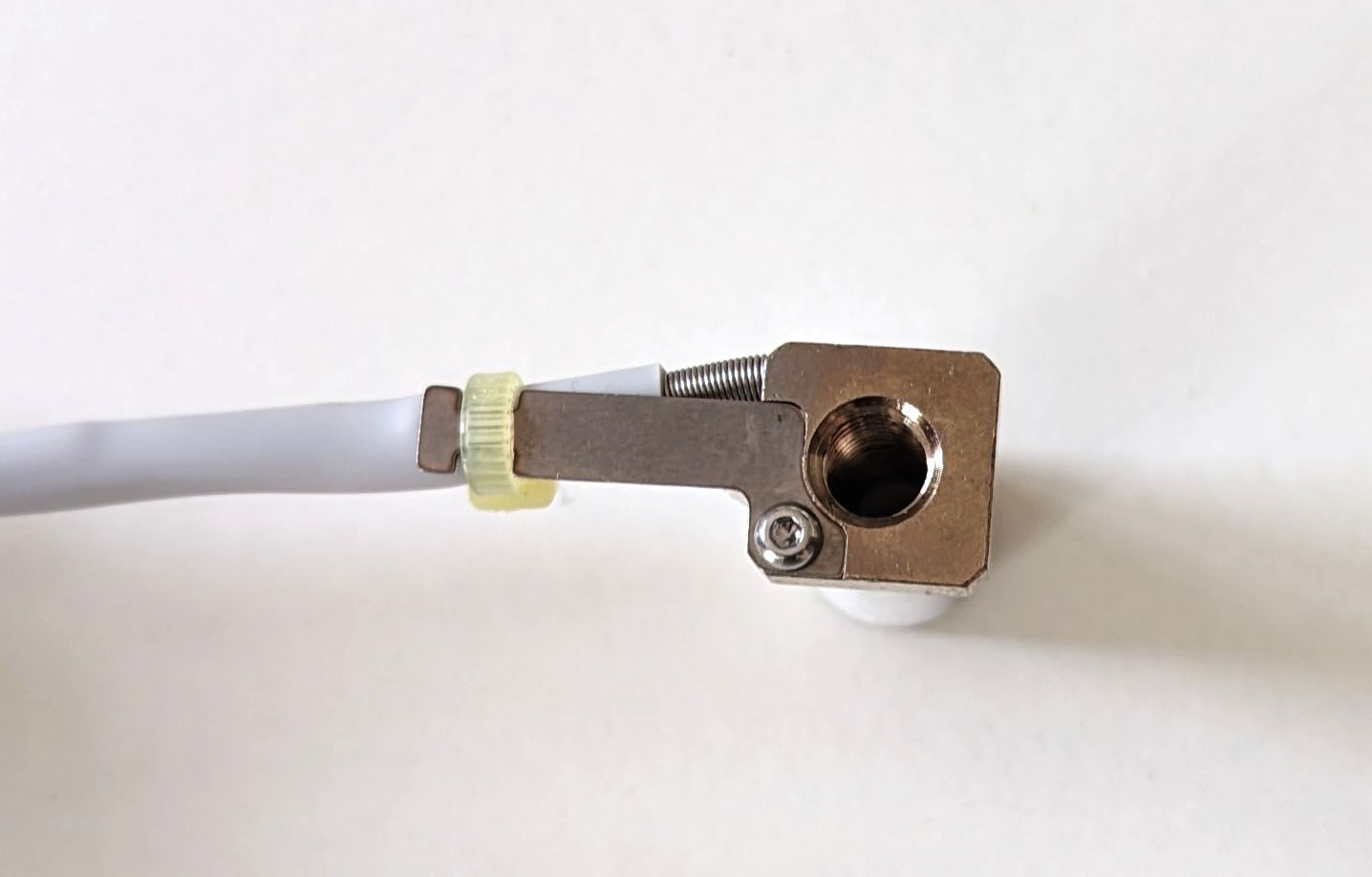
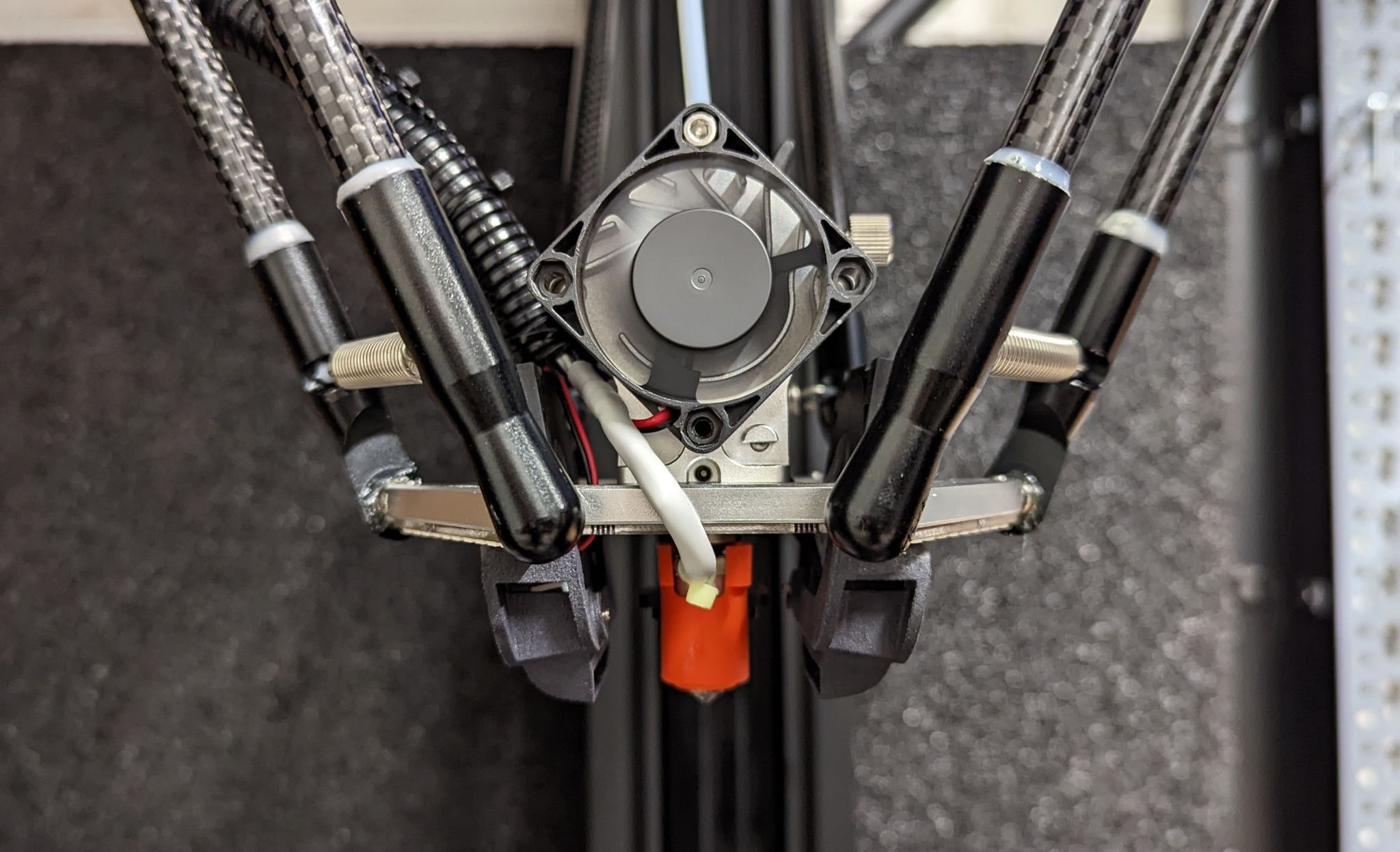
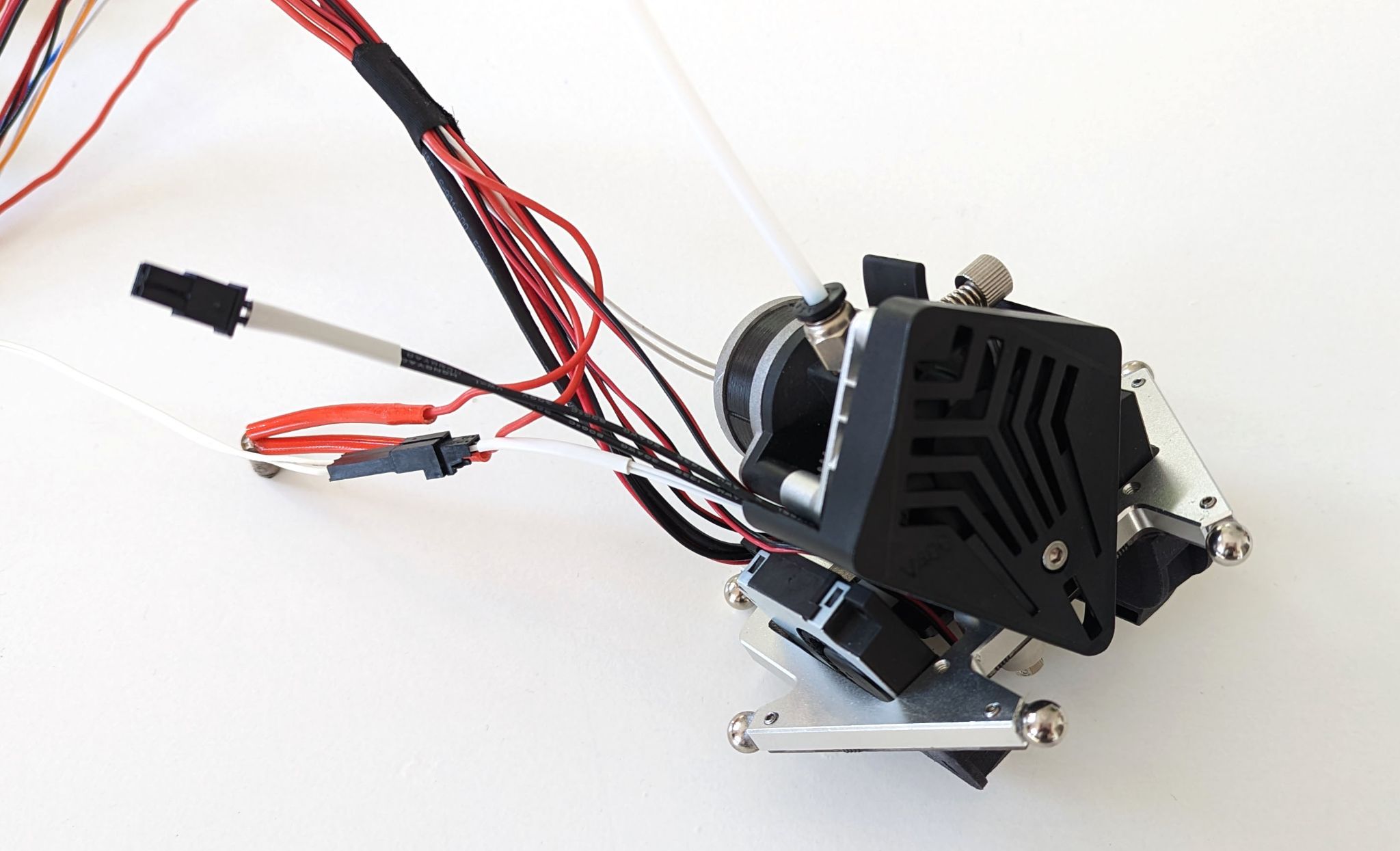
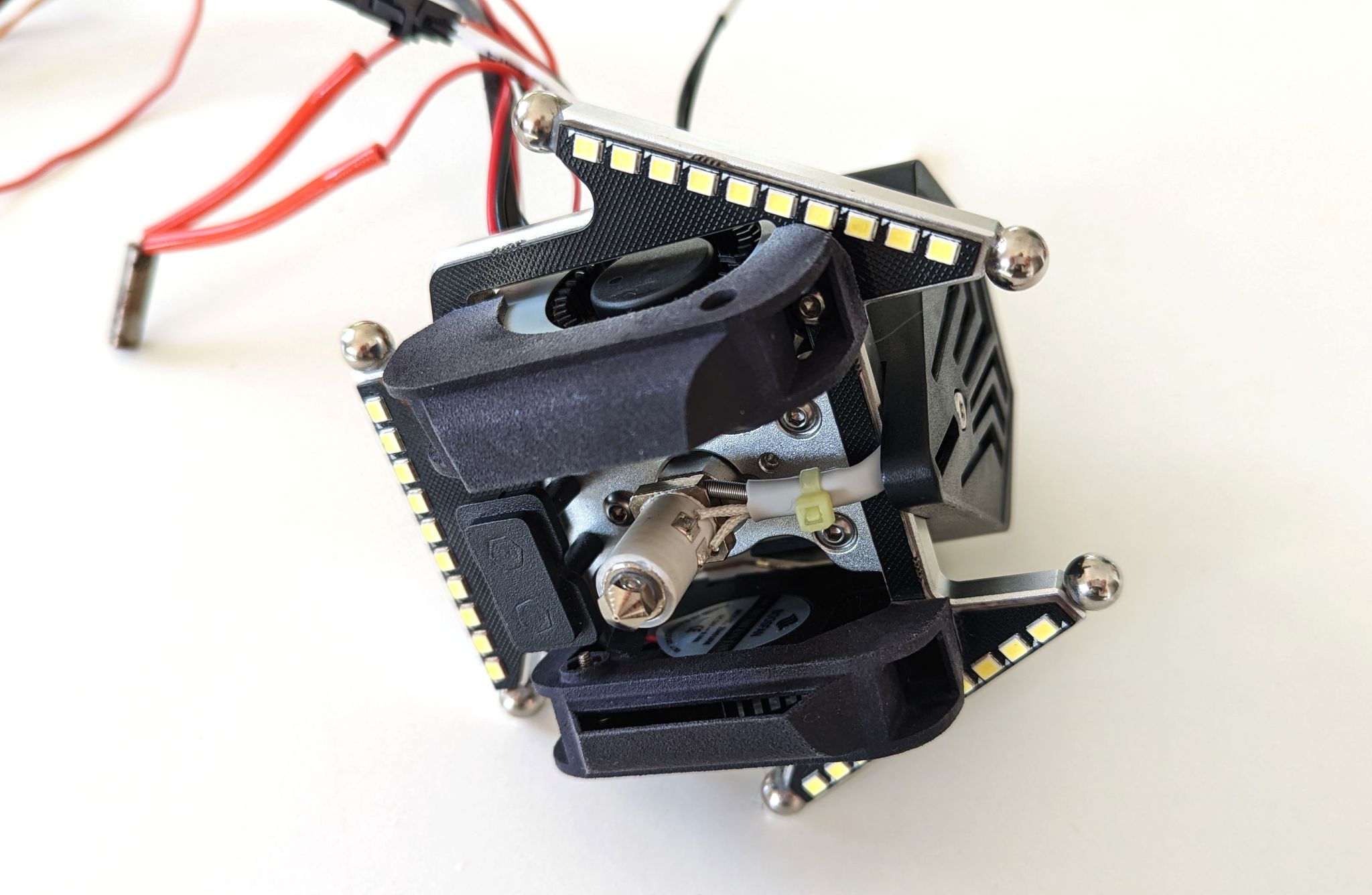
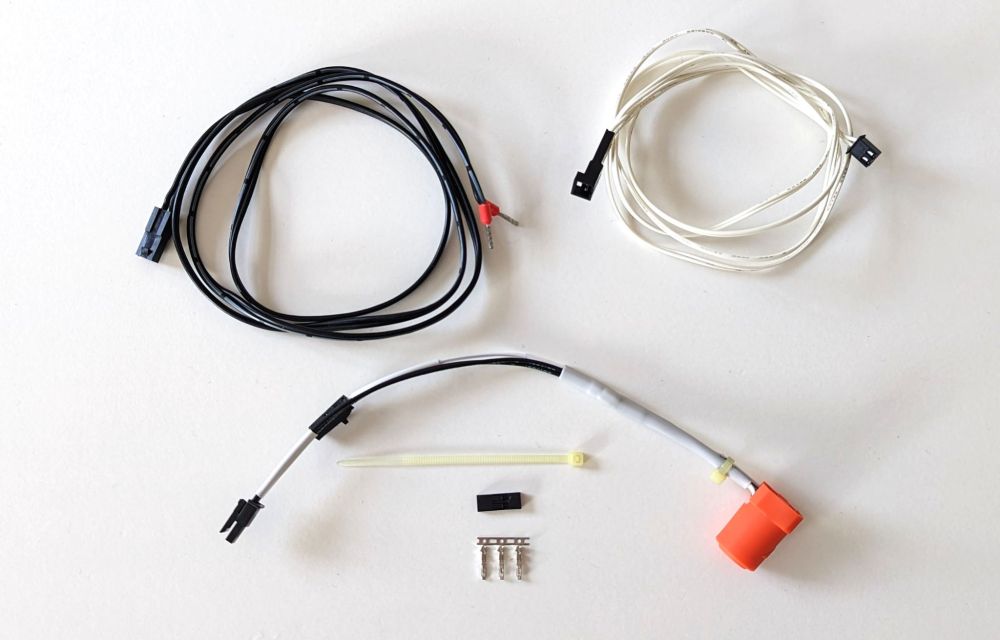
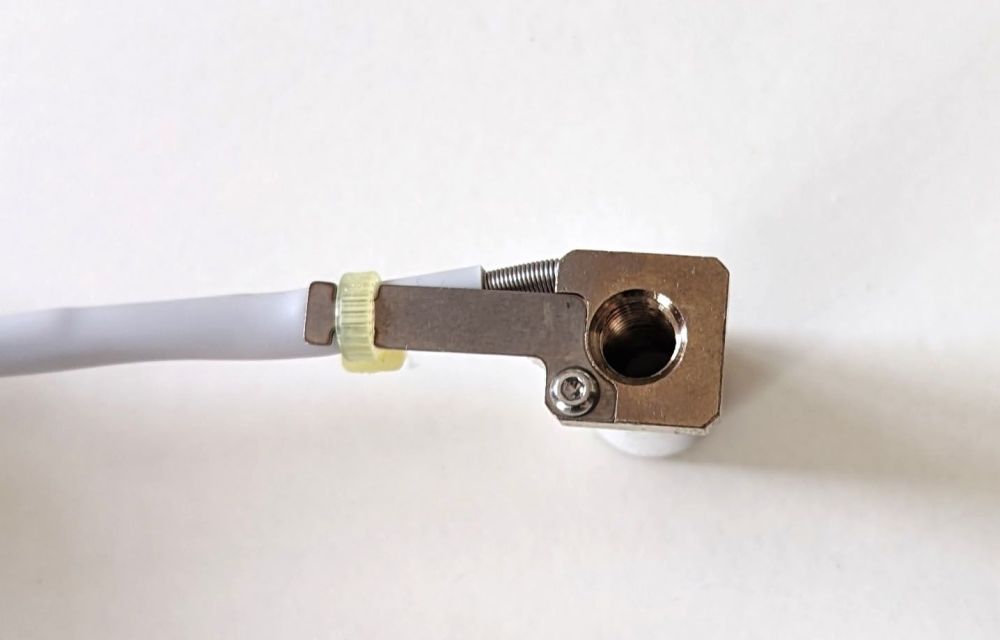
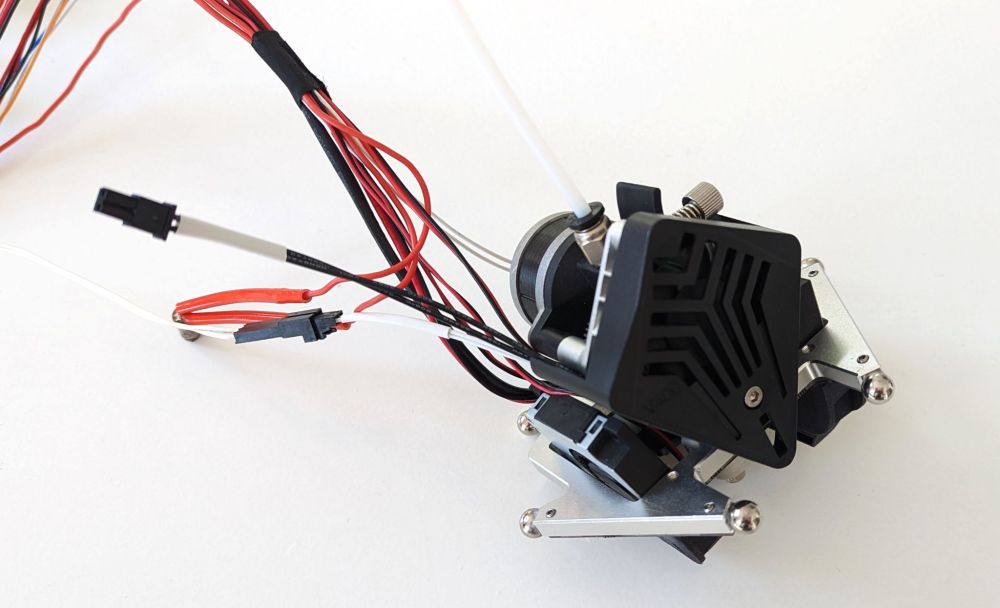
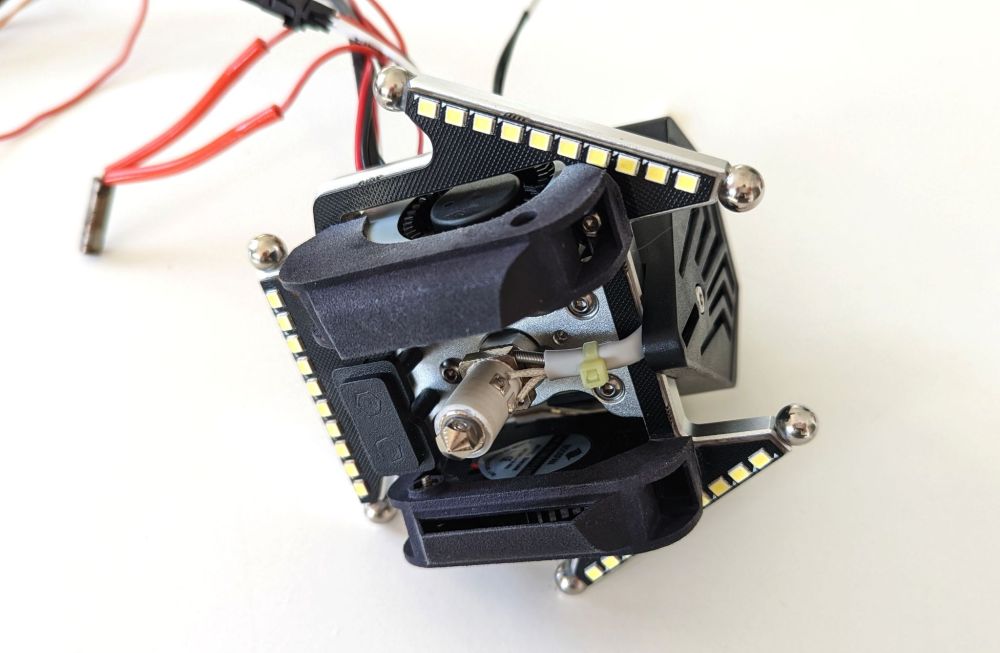
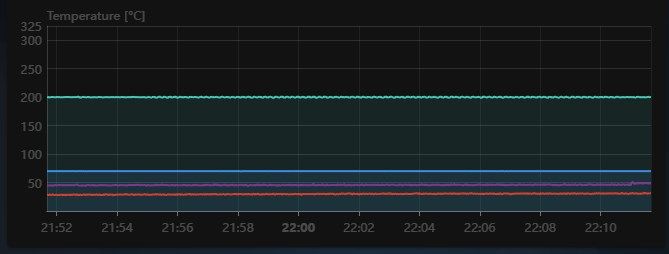
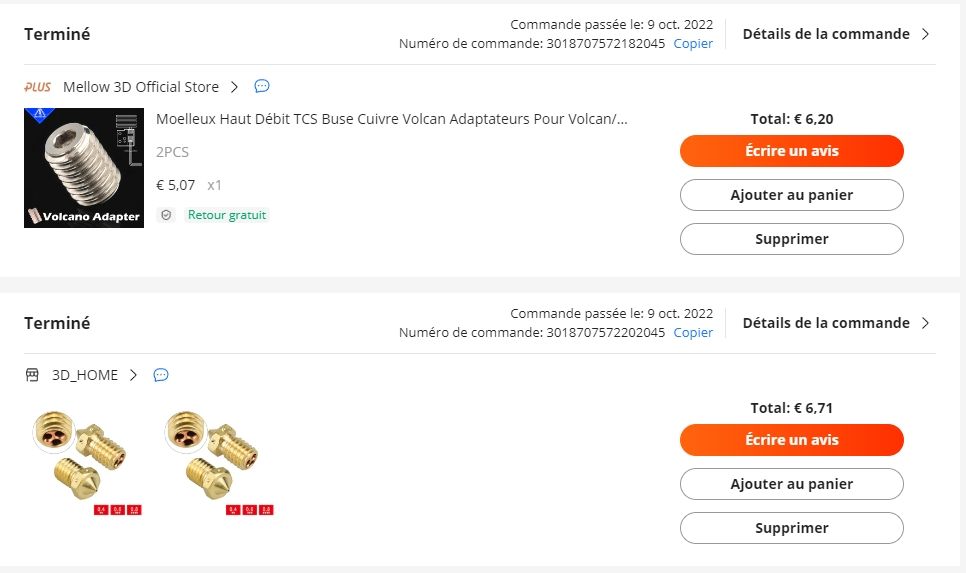
La problématique Ayant dépassé les 200 heures d'impression avec la buse d'origine en laiton et surtout utilisé du filament abrasif (Eryone GlowBlue), le filet de plastique fondu qui sortait commençait à ne pas être bien joli... Pourtant, à l'oeil le trou n'est pas trop large par rapport à ma buse neuve (une aiguille de débouchage de 0,5mm n'y rentre pas mais la 0,4 à est l'aise) : La solution La buse est donc une BondTech CHT High Flow pour corps de type Volcano achetée 30€ chez 3DJake (en 0.4mm). J'aurais aimé une buse renforcée comme la Nozzle X que j'avais sur mon ancienne X1 ou NitroMax que j'avais sur ma SR mais je n'ai pas trouvé en haut débit Du coup je vais éviter de passer des filaments abrasif sur cette nouvelle buse de luxe... A noter que la buse FLSun dispose de 2 "conduits" alors que la CHT en a 3 : Je pensais que le heatbreak d'origine avait 3 "conduits" également : Mais en voyant les photos j'ai l'impression que c'est juste la marque du filament chaud compressé dans la buse De plus, je vois mal comment les 2 (heatbreak et buse) pourraient s'aligner au serrage. Quoi qu'il en soit, ça imprime bien même avec la BondTech Au passage, petite photo du packaging de la buse qui se limite au strictement essentiel : En bonus... Et j'ai donc installé cette buse haut débit dans un nouveau corps de chauffe Trianglelabs CHC Pro que j'ai choppé à moins de 20€ sur Aliexpress (et pourtant livré en 12 jours !) : Non pas que le corps d'origine soit mauvais, au contraire même. La température était stable et il était fixé par 2 vis (une visible dans le cercle vert sur la photo ci-dessous) à l'effector, limitant grandement le risque de desserrage côté heatbreak : En orange, les 2 petites vis (accessibles sans rien démonter) à desserrer afin de pouvoir sortir le heatbreak (lisse dans la partie froide). D'ailleurs, si quelqu'un a la référence de ce type de vis je suis preneur. J'ai un peu forcé sur l'une des 2 et le pas de vis a morflé (j'arrive encore à la dévisser ). Revenons donc au corps de chauffe que j'ai acheté par curiosité après l'avoir vu sur la V400 de @Guilouz. Voici déjà le packaging : Il y a donc le corps de chauffe avec la le bloque de chauffe et la thermistance qui ne sont à priori pas simplement dissociables (on peut au moins changer le câble de la thermistance moyennant 2 soudures). Ces 2 éléments sont donc précâblés avec chacun un connecteur à une quinzaine de centimètres (je n'ai pas mesuré). Pour la partie chauffe, le plus long câble (qui doit faire dans les 1 mètre puisqu'il va facilement du lit jusqu'en haut de la V400) est à sertir (le matos est fourni). Pour la thermistance on retrouve un connecteur JST identique à celle d'origine (sur la V400). Le montage En ce qui concerne la buse c'est du classique. J'ai serré cette dernière au maximum pour ensuite de la desserrer d'un demi tour avant de visser le heatbreak en butée contre elle. Dans l'hypothèse où je doive changer de hotend, je me suis dit que ça pourrait être pratique de laisser les connecteur côté extrudeur. Ils rentrent tout juste dans la gaine d'origine : Côté PCB de la carte mère j'ai récupéré les connecteur d'origine en en profitant pour couper les câbles à la bonne longueur. Pour la thermistance j'aurais pu garder le connecteur fourni par Trianglelabs mais le jaune d'origine va mieux avec la prise jaune du PCB En ce qui concerne la position du bloc de chauffe j'ai opté pour celle-ci : J'aurais pu faire passer les câble sous le support de capteur de nivellement mais ça m'obligeait à démonter ce dernier (les connecteur ne passe pas entre). Hors je souhaite pouvoir changer ou faire la maintenance de la hotend le plus facilement possible et sans avoir à déposer la tête. J'aurais aussi pu mettre la tête en biais et faire partir les câbles derrière un des 2 ventilos pour la matière mais ça passait bien ainsi. On peut voir sur la photo précédente du montage en production que les câbles rejoignent ceux du ventilateur du heatbreak et se jettent directement dans la gaine. De plus, le capot du ventilateur le maintient légèrement (sans le pincer), limitant peut-être même un peu que le l'ensemble buse / corps / heatbreak ne se desserre comme c'était le cas avec le bloc d'origine. Pour finir J'ai modifié la configuration de la thermistance dans le fichier printer.cfg dans la partie [extruder] : #sensor_type: EPCOS 100K B57560G104F sensor_type: ATC Semitec 104NT-4-R025H42G Ensuite, j'ai resserré la buse à chaud (250°, je vais jamais rarement aussi haut) et j'ai refait les PID (avec cette méthode). Conclusion A l'usage ça CHAUFFE HYPER VITE même si ça ne sert pas à grand chose vu la lenteur de monter en température du bed La température est des plus stables : Les variations sont inférieures à 0,5° sur ce graph. Mais le principal c'est que ça extrude vraiment bien. On voit la différence rien qu'au filet qui sort de la buse quand on extrude dans le vide. D'ailleurs c'est principalement grâce à celle-ci. Le corps de chauffe c'est certainement plus superflu mais ça reste accessible d'un point de vue tarif








 1 point
1 point -
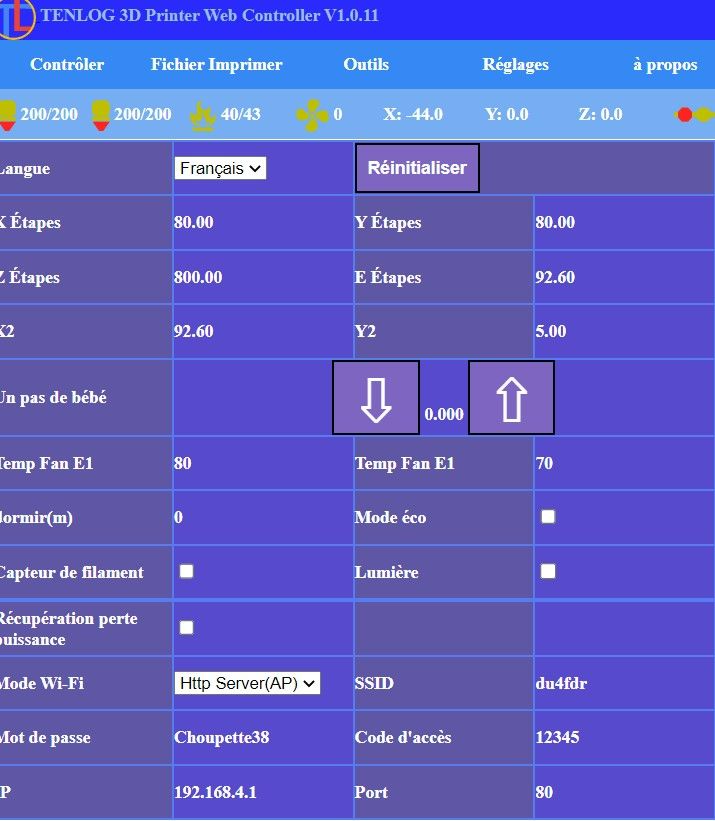
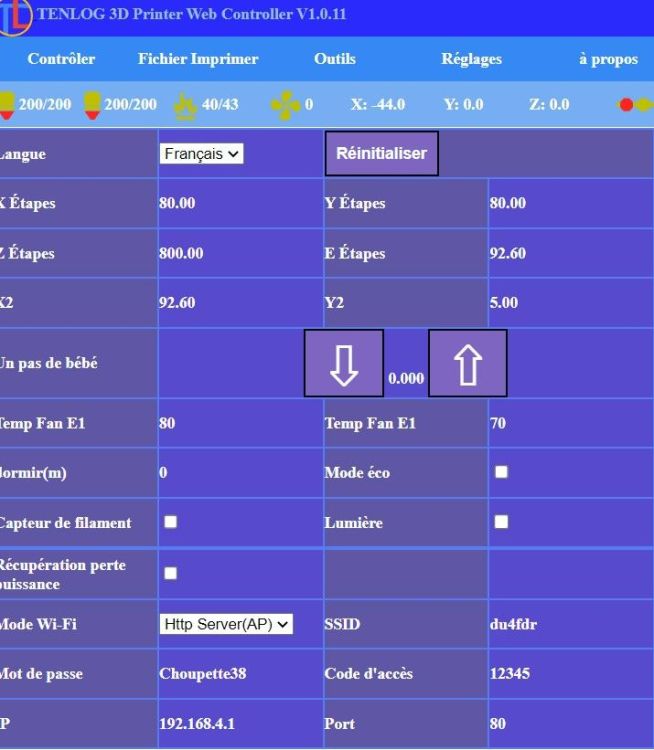
Bonjour, Comme toutes les imprimantes elles ne sont pas parfaites avec quelques défauts ou fonctionnalités souhaitées. Suite à l'évolution de l'imprimante TLD3 par une nouvelle carte mère 32 bits et l'accès WIFI. C'est une évolution technique permet de gagner en performance pour la qualité d'impression et en temps d'impression. la wifi contribue à communiquer avec son imprimante dans un fauteuil mais pas que... Merci de vous exprimer sur les améliorations à apporter sur cette imprimante qui selon moi; doit être encore modifiée. je compte sur vous Francis
 1 point
1 point -
J'avais eu un problème de Cercle elliptique, qui venait d'une sous-tension de la courroie X (ça peut évidement venir aussi de Y), du coup lors des changements de sens moteur, il y avait une distance d’absorption du jeu de la courroie qui provoque ce problème. Pour tester si c'est cela: fait un cercle dans un carré (d'une ligne d'épaisseur sur 1 couche) et mesure les distances entre les angles du carré et le cercle. Si c'est non égale alors resserre tes courroies. Attention à ne pas trop les serrer quand même sinon le moteur et son axe vont souffrir :D. Il faut que la courroie garde un peu de souplesse, tout en permettant au changement de sens de s’effectuer instantanément...1 point
-
C'est en ce moment même que Creality présente une nouvelle imprimante 3D : la Ender-5 S1 ️ https://www.lesimprimantes3d.fr/creality-ender-5-s1-presentation-20221103/1 point
-
Ca y est j'ai reçu les connecteurs pneumatique et tout à l'air de fonctionner à la normale, merci beaucoup à tous pour votre aide. Je reviendrais sur ce sujet en cas de nouveaux soucis mais je n'espère pas qu'il y en aura !1 point
-
Bonjour, tu peux réduire la vitesse de la première couche, et rapprocher un peu la buse du plateau.1 point
-
Ça y est j'ai reçu la mienne aujourd'hui ! Et l'imprimante ne va pas tarder (le père noël est trop lent !)1 point
-
@biloute ta question était initialement uniquement sur les différences dans le trancheur entre imprimantes, je t'ai répondu plus haut. @Rlv t'as complété ce que je dinais plus haut en te donnant l'exemple assez parlant du vase (et en précisant que en effet ce que j'expliquais plus haut est forcément plus prépondérant en fonction du type de pièce). Donc en effet, augmenter la vitesse sur une cartésienne ne te fera pas gagner grand chose, sauf sur un mode vase. D'ailleurs en général, et ce n'est pas valable que pour les cartésiennes, on paramètre en général des valeurs plus élevées sur le remplissage, les périmètres intérieurs. Les périmètres extérieures sont en général toujours imprimés un peu plus lentement. Ensuite il y a comme expliqué préalablement, les limites physiques de la machine (d'où l'exemple de la vitesse de 5000 mm/s), les cartésiennes étant les premières impactées. Il y a ensuite les limites firmwares, c'est à dire : Plus on imprime vite, plus le logiciel (et le processeur) doivent traiter de données en de plus en plus courts laps de temps (c'est d'ailleurs pour cela que Klipper est en général plus adapté qu'un Marlin quand on veux passer sur des accélérations/jerk/vitesse élevées tout en conservant la qualité, sous réserve d'avoir la structure d'imprimante adaptée). Mais également les valeurs qui sont entrées en "dur" dans le firmware. Sous marlin par exemple Max_acceleration, Max_speed, Max_Jerk (où l'inverse je ne sais plus si le max vient avant ou après). Donc dans ton trancheur, même en entrant des valeurs supérieures aux valeurs max, elle seront toujours limitées (sauf si tu déclares des valeurs max dans ton Gcode de démarrage mais ça c'est une autre histoire ). Tout à fait, ce sont les valeurs max physique (d'ailleurs on peut les déterminer avec un accéléromètre, c'est le cas sur la Voron notammeent, où on voit des valeurs d'accélération > 3000 mm/s²).1 point
-
Un ventilateur de refroidissement de la hotend trop faible en débit peut être une autre cause . (Surtout avec des ventilateurs silencieux). Ce ventilateur doit tourner tout le temps pour éviter que la chaleur remonte du bloc de chauffe et ramolisse le filament au point qu'il finisse pas se bloquer1 point
-
Si tu n'as pas de soucis avec tes drivers : ne change rien Les AT2100 sont des clones de 2208 donc le gain en les remplaçant par les originaux ne sera pas flagrant. Si ils sont en panne par contre, il vaut mieux les changer par des 2208 ou 2209 qui sont plus fiables sur la durée.1 point
-
Très bon descriptif de la modif, merci d'avoir partagé... Je suis également parti dans ce sens avec une autre alternative aux buses Bondtech où je trouve le prix un peu excessif. Pas encore monté l'ensemble vu que je viens juste de recevoir ma V400. Je ne sais pas encore si mon choix est judicieux mais l'idée me semble bonne...
 1 point
1 point -
Bonjour, j'ai fait face au même problème que toi il y a un peu plus de deux ans et je me suis retrouvé seul au monde avec une imprimante qui est restée en pièces pendant près d'une semaine dans ma chambre ! Installation du BL-Touch sur ma Ender 3 PRO, et j'attaque la compilation du firmware, puis je flashe tout ça sur la CM via l'adaptateur USB. Ecran bleu au démarrage, dégouté, j'ai au moins flashé une 20aine de fois, recompilé le firmware en le modifiant à chaque fois, j'en suis même allé jusqu'à douter de moi et à télécharger des firmwares déjà faits. J'ai aussi racheté un adaptateur série => USB car je doutais de celui fourni dans le kit. Une expérience à s'en tirer les cheveux... Aucune personne n'avait eu ce problème sur le serveur Discord de Creality, aucune doc en ligne... Alors que j'avais suivi la procédure de Creality à la lettre. Et en insistant, un jour, j'ai changé la vitesse de transfert du firmware : et c'était la vitesse de transfert (bauds) qui était pas bonne ! Par contre je ne saurais plus dire quelle valeur j'ai utilisé pour que ça fonctionne. Clairement ma pire expérience l'install du BL-Touch dans le monde de l'impression 3D Bon courage1 point
-
Probablement parce qu’il faudrait voir les valeurs d’accélération et de jerk des imprimantes dont tu parles. Je parie que la delta a d’assez hautes valeurs et que la cartésiennes a des valeurs basses. En gros tu peux augmenter la vitesse d’impression d’une cartésienne mais les déplacements étant des petits déplacements, sans une haute valeur d’accélération l’imprimante n’atteindra pas la vitesse demandée, donc augmenter la vitesse n’a que peu d’impact sur la durée d’impression si l’accélération et le jerk sont faibles. Par contre, augmenter la vitesse si l’accélération et le jerk sont élevés aura beaucoup plus d’impact. Les delta tout comme les core XY sont faites pour absorber de fortes accélérations et jerk (ou saccade), de par leur structure et leur conception, ce qui n’est pas le cas des cartésiennes. @fred5976 peut être as tu de gros écarts de temps car tu rentres des valeurs de vitesse et d’accélération/jerk dans le trancheur que l’imprimante ne peux atteindre car limite en MAX par le firmware. Egalement prendre en compte que le trancheur n’intègre pas les temps de chauffe, ni le Gcode du début, ni le maillage d’un automesh du plateau, quand le timer de l’impression se déclenche dès le lancement de l’impression (quand vous cliquez sur OK).1 point
-
Salut, pas que ... tout est expliqué dans cette vidéo.1 point
-
Quand ça grogne c'est généralement un mauvais contact sur les prises du cable moteur. Vérifier la connectique côté moteur et coté carte mère1 point
-
bonjour @icare @dan40 @Savate @Jeff78s @Baroudeur @mysterd2006 @methylene67 j'ai trouvé après avoir utilisé 3 cartes micro SD. J'ai refait une nouvelle carte micro SD SANDISK speed U10 16gb la mise à jour de la carte mère fonctionne TRÈS bien !!! C'est la vitesse de lecture et la qualité de la micro SD qui est importante. J'ai utilisé une carte micro SD SANDISK 16Go U10 comportant un fichier BIN dans le dossier USER. Conclusion c'est la qualité et la vitesse de lecture du bootloader qui est importante pour la mise à jour de la carte mère 32 bits WIFI oui, vous pouvez m'engager pour travailler chez TENLOG maintenant Francis TL-D3V2.0.8.030.bin1 point
-
Bah c'est bien ce qui est écrit non ? Ok dans mon premier post c'était écrit décapeur thermique !1 point
-
S'il n'est pas brulant, tu peux laisser tel quel, sinon tu peux baisser par pas de 50ma.1 point
-
Bonjour, Voici un courrier de TENLOG le mea-culpa qui compte reprendre un meilleur service après-vente Déclaration sur les questions récentes : Chers utilisateurs de Tenlog Printer, nous continuons à prêter attention aux récents retours de pannes de machines, et nous nous excusons de vous avoir apporté une mauvaise expérience. Tenlog fait passer les clients au premier plan depuis la création de l'entreprise. Les clients sont notre sang, donc Tenlog peut rester en vie. Concernant les commentaires de certains clients selon lesquels la machine a un défaut quand elle quitte l'usine De l'assemblage à l'expédition des machines Tenlog, les pièces sont strictement contrôlées, le temps d'essai est de 120 heures et les modèles d'essai ne comptent pas moins de 5 groupes. La probabilité des clients qui signalent que la machine a un problème lorsqu'elle quitte l'usine est de presque 0. Pour les clients qui ont déjà signalé le problème, nous allons également organiser après-vente pour traiter vos problèmes, faites confiance à Tenlog, Tenlog ne décevra pas la confiance de tout le monde, merci encore une fois pour votre soutien à TenLog. De plus, Davis a quitté notre équipe Tenlog. C'est une mauvaise nouvelle. Davis a de plus grands rêves. Il est parti pour suivre ses rêves. En tant qu'équipe Tenlog, nous lui souhaitons meilleur et espérons qu'il ira de mieux en mieux. Eh bien, notre service sera également élevé à une nouvelle hauteur. L'équipe de Tenlog s'occupera de Veronnice Prince pour prendre en charge les questions connexes. Pour quelques mauvaises remarques, nous allons utiliser le temps pour le prouver. En même temps, merci tout le monde pour votre attention à Tenlog, nous serons à la hauteur des attentes. Après discussion d'équipe, nous enverrons gratuitement la plaque de treillis de pièces de machine au client, et nous n'avons qu'à payer des frais d'expédition, pour vous remercier pour votre soutien à Tenlog. Lien de la plaque de treillis : https://www.amazon.com/dp/B08J3KZM45?ref=myi_title_dp Voici nos plateformes officielles, et nous attendons votre réponse avec impatience. Aliexpress : https://tenlog.aliexpress.com/store/5282051 Amazone : https://www.amazon.com/s?me=A3JLSRM1F47BWH... Youtube : https://www.youtube.com/channel/UCMnn-kq1j1bgq-qM2xnrg2Q Compte : www.facebook.com/TENLOG.Dual.Extruder.3D.Printer service après vente : service@tenlog3dprinter.com Site internet : www.tenlog3dprinter.com1 point
-
non rien de méchant, mais comparé à une simple installation de l' IDE, il y en a un peu plus... je suis comme les Hobbits, c'est ma pause goûter1 point
-
Hello les gars, Bon commande de la FLsun SR Réaliser ce jour mais expédition que le 1er mars me faudra attendre un peu. Je remercie du coup aussi ceux qui ont soutenu mon taf sur las Artillery cela m'aura permit de prendre 40% du prix de la SR en charge . Bon j'ai prévue pour ma part le changement du heatblock, buse et heatbreak d'origine par du Trianglelab probablement (je dois en avoir encore en stock ), Passage en Direct Drive via Sherpa mini ou Orbiter V1.5 je vais voir, le refroidissement aussi, et passage sous Klipper du tout. Certain sont ils intéresser que je réalise des tutos sur ces points, surtout la passage en direct Drive Sherpa ou Orbiter et Klipper ?1 point
-
Je suis content de voir que mes créations servent à d'autres.1 point