
Classement



Contenu populaire
Contenu avec la plus haute réputation dans 16/02/2023 dans Messages
-
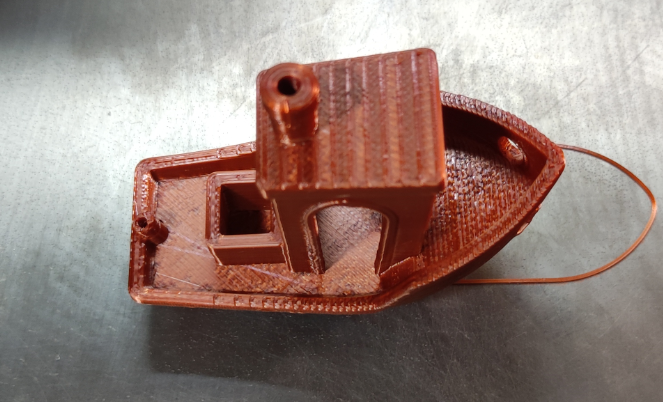
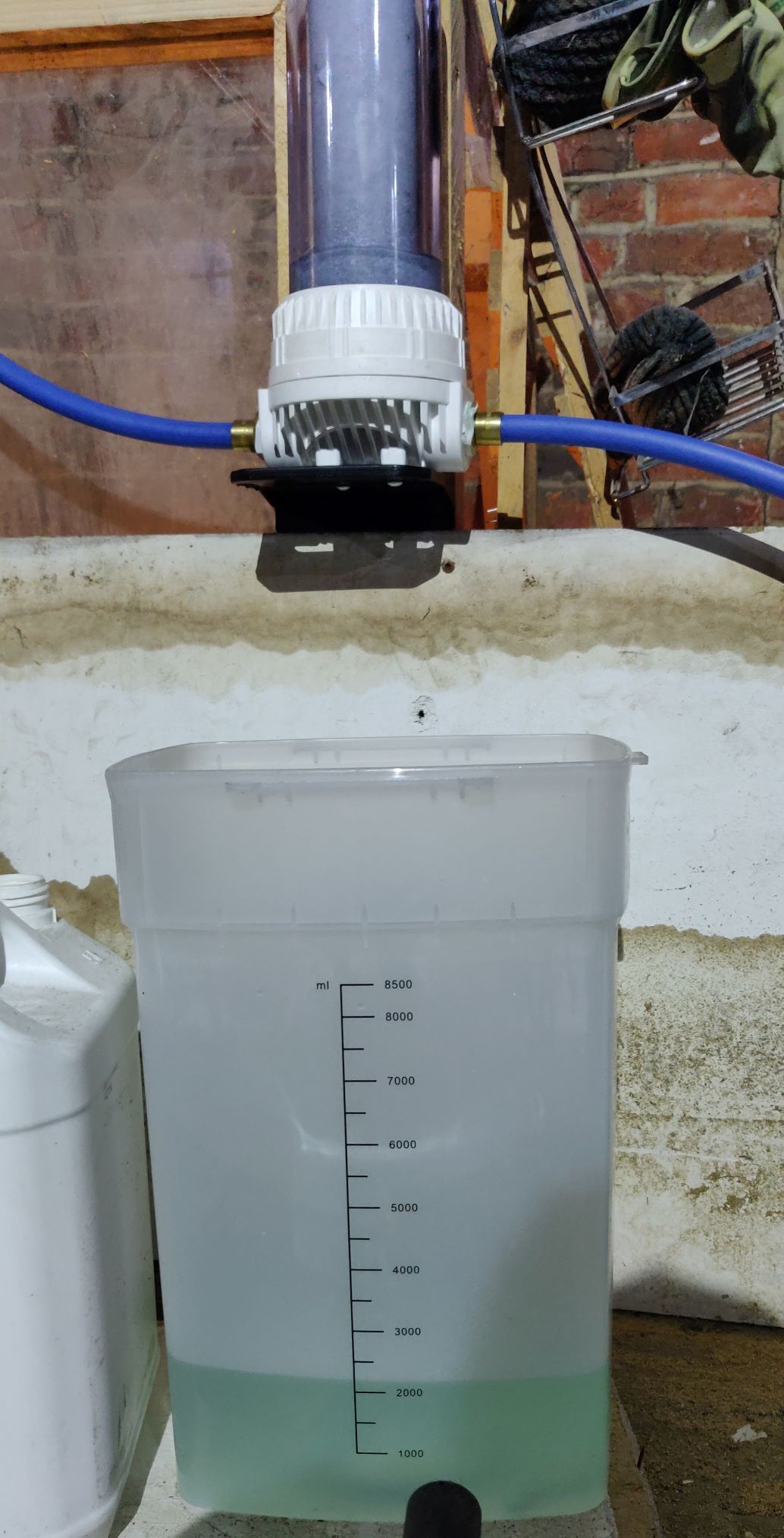
Je rejoins ce sujet très très intéressant. J'avais vu des vidéos sur des personnes qui distillaient mais avec des systèmes maison, pour certains qui me paraissaient dangereux (dont un avec une cocotte minute). Et puis j'ai vu celui avec le linge à fromage. Mais je suis pas au stade de faire des camemberts. Alors j'ai voulu faire ma propre filtration avec un système basique. Ça fonctionne plutôt pas mal. Rien à voir avec une distillation au niveau résultat. Mais ça retient pas mal de particule Ce n'est qu'un système de filtration d'eau, avec un cartouche anti sédiment 20µm, 2 tubes et un entonnoir. J'ai inversé la cartouche pour avoir le minimum de rétention. Pas d'électricité, peu d'émanation, peu de perte, le tout pour 50€ avec 3 cartouches filtrantes.


 4 points
4 points -
Tu crois vraiment que le mec s'appelle Ciprien . En plus entre tes deux messages il a changé de nom "Ciprian" puis "Ciprien". Visiblement il ne sait pas comment s'écrit son faux prénom. Sinon, c'est plutôt une bonne nouvelle sur la gestion de ton problème, même si te renvoyer un lit pas bon la première fois était pas très "pro".4 points
-
Quant il fait la gueule, il rentre dans sa grotte ou il tourne la tête quant on le regarde ou quant on lui propose un criquet, la il lève la tête pour faire le chef et essayer de me dominer... mais c'est moi qui tiens sa réserve de bouffe donc c'est moi la chef...
 3 points
3 points -
MàJ : 16/02/2023 Version pour X2 avec TFT équipé d'un MCU STM32F107 (et flasher avec mon firmware TFT BTT) Marlin 2.1.2 avec support Input Shaper la calibration de l'input shaper est une procédure manuel ne nécessitant pas l'usage d'un ADXL345 voici le lien de la procédure en Français que je vous ai écrite. Pour ceux que cela intéresse je vous met les sources provisoirement ici je mettrais a jour sur le github par la suite.3 points
-
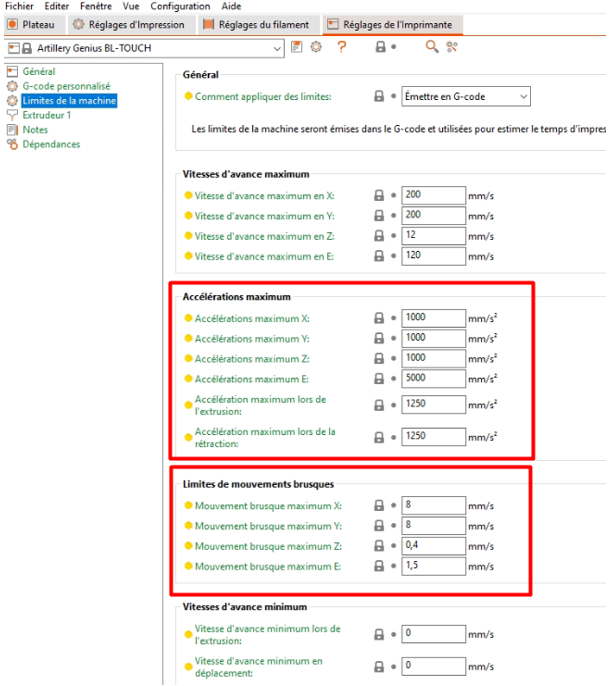
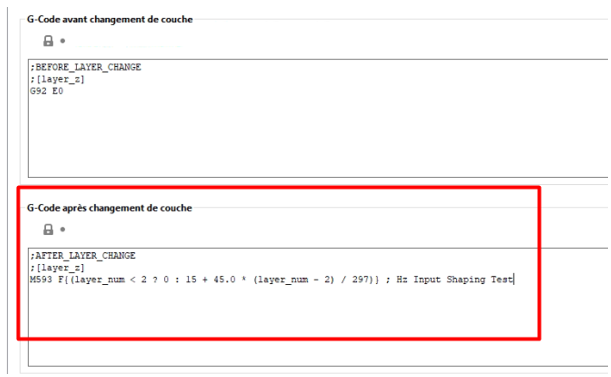
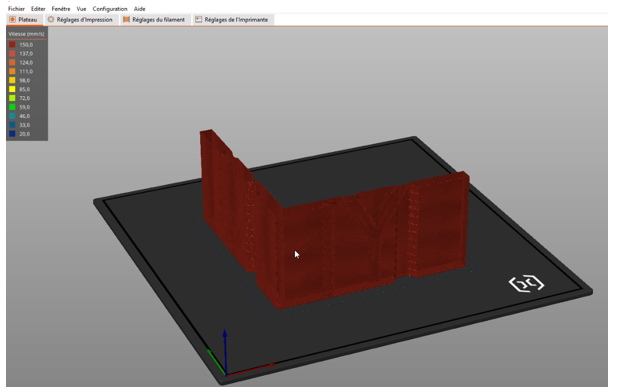
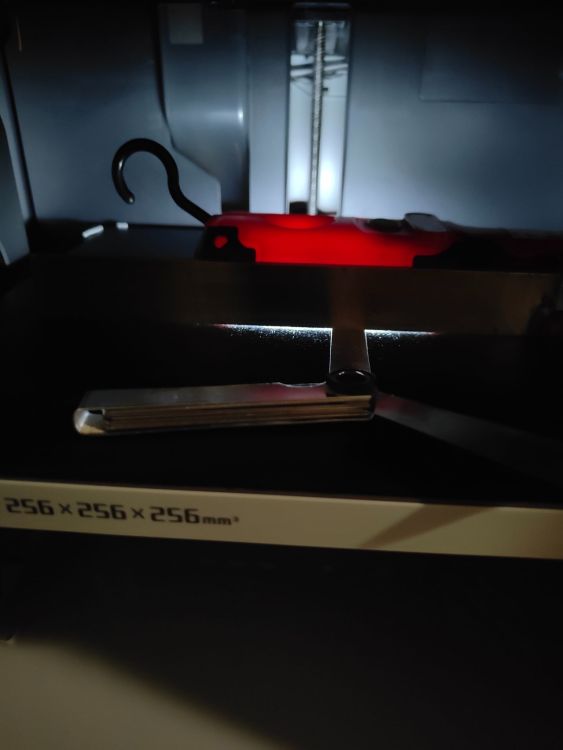
Prérequis : Marlin 2.1.2 et la fonction M593 input shaping activer dans ce firmware. Carte mère 32bits recommandée, en cause la puissance de traitement requis. Un Slicer gérant les gcodes de changement de couches comme Prusa ou SuperSlicer (que nous utiliserons ici) Un filament non-Mat pour mieux voir la résonnance sur le bench imprimer. Préparation du benchmark à imprimer. Il est préférable d’effectué cette calibration avec un profil sur votre slicer utilisant les réglages courant que vous utilisés à une vitesse d’impression la plus élevé (habituellement utilisé). Il faudra donc commencer par télécharger le STL de la tour de résonnance que l’on tranchera sous PrusaSlicer ou SuperSlicer et imprimera sur l’imprimante. Pour les imprimantes Cartésiennes (Artillery X2, X1, Genius … ou autre marque), comme pour les imprimantes Delta il faudra imprimer la pièce tel que présente lors de l’importation dans PrusaSlicer, pour les imprimantes de type Core XY il faut faire pivoter la tour de 45°. Réglage tranchage : Hauteur de couche = 0.2mm Parois = 1 à 2 parois ou mode vase Remplissage = 0% Vitesse d’impression parois = la vitesse maximal que peux supporter votre imprimante en impression (soyez raisonnable hein 120mm/s grand max 150mm/s au dessu votre cartésienne X2 ou Genius Pro n’y arrivera pas ) Accélération : elle doit être >= 1000mm/s² pour les axes X et Y (mettez la valeur la plus haute logiquement supporter par votre imprimante sur X2 Genius pro jusque 3000mm/s² grand max) Désactivé le paramètre de temps de couche minimum (dans Prusa Slicer 2.5 : Réglages du Filament / Refroidissement) Désactivé la fonction Linear Advance, pour cela ajouter simplement la ligne M900 K0 dans votre Start Gcode (et pensez à la supprimer ou commenter après tranchage) Désactivé toutes Valeur d’accélération maximum et limites de mouvement brusque (jerk) en mettant les valeurs à 0. Enfin se rendre dans Réglages de l’imprimante, section Gcode Personnalisé et ajouter le ligne de Gcode suviant dans Gcode après changement de couche : M593 F{(layer_num < 2 ? 0 : 15 + 45.0 * (layer_num - 2) / 297)} ; Hz Input Shaping Test Cela réalisera un test sur un plage de fréquence allant de 15Hz à 60hhz Trancher le modèle et vérifier dans la prévisualisation que le modèle est correctement tranché en regardant en vue de Vitesse. Si tout apparait en rouge alors le tranchage est correct la tour de calibration sera imprimée tout le temps à la vitesse maximale que vous avez sélectionné, ici dans mon test 150mm/s. Si ce n’est pas le cas il faudra revoir vos réglages. Mesure et Calculs de la valeur à appliquer A l’aide d’un pied à coulisse (ou autre) il faut mesure la hauteur ou l’on a le moins de Ghosting visible aussi bien pour l’axe X que pour l’axe Y. On appellera la hauteur mesuré Zx et Zy, il faudra donc appliquer les formules suivantes : Valeur pour X = 15 + 45 * ( Zx / 0.2 - 2) / 297 Valeur pour Y = 15 + 45 * ( Zy / 0.2 - 2) / 297 Si nous avions mesurés Zx = 26.66 et Zy = 26.62 alors nous aurions une valeur pour X = 34.89Hz et pour Y = 34.86Hz. Il nous faudra à présent via un Pc branché en usb a l’imprimante si connecter via pronterface et dans la console taper les commandes suivantes : M593 X F34.89 Y F34.86 (remplacer les valeurs après le F par celles que vous avez calculé vous) M500 (pour sauvegarder en Eeprom les fréquences X et Y definit) Il ne reste qu’a imprimer un bench pour regarder le résultat et voir si le ghosting à diminué . Voici le firmware pour les X2. Marlin 2.1.2 avec support Input Shaper

 2 points
2 points -
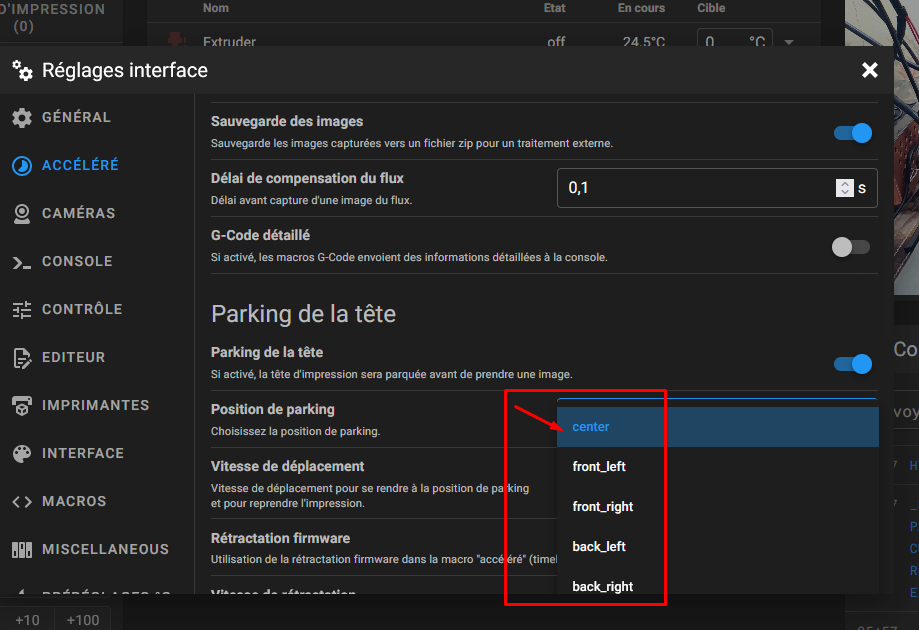
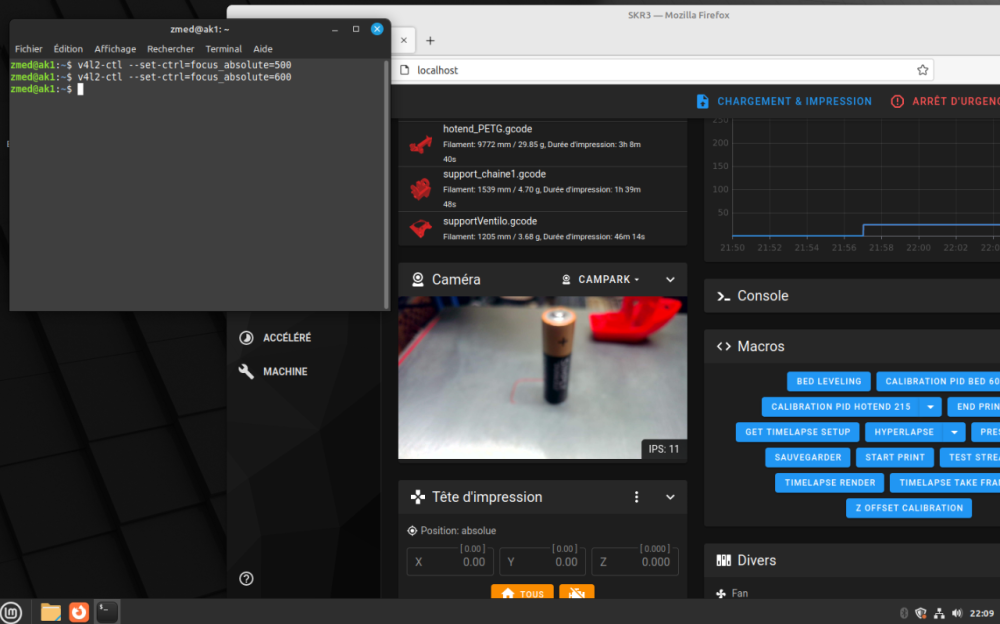
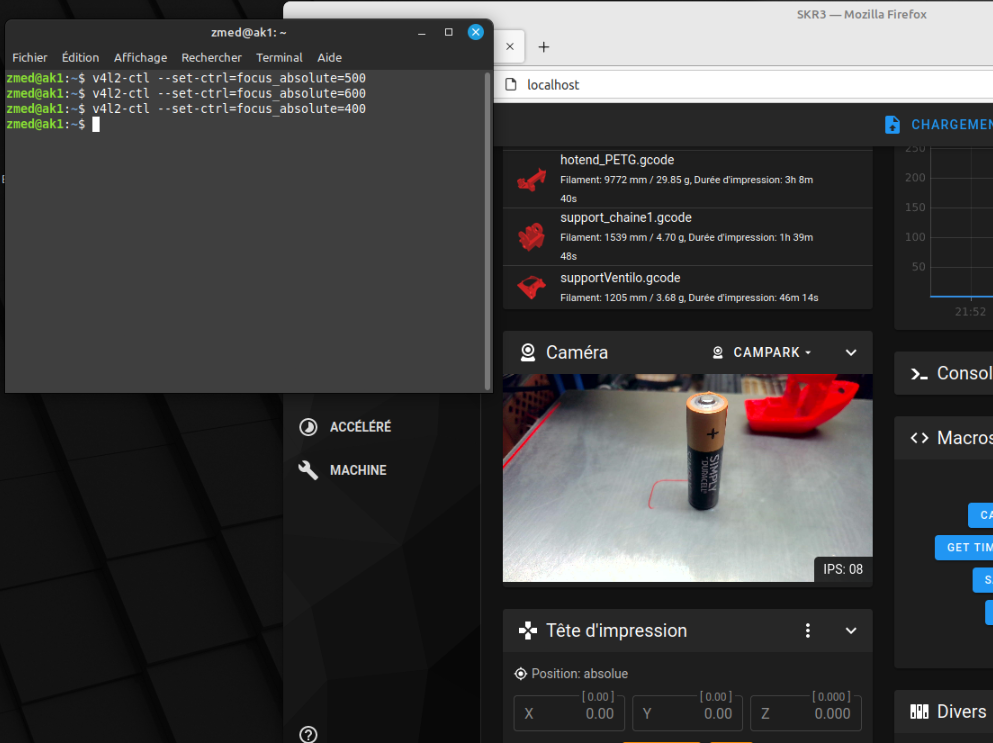
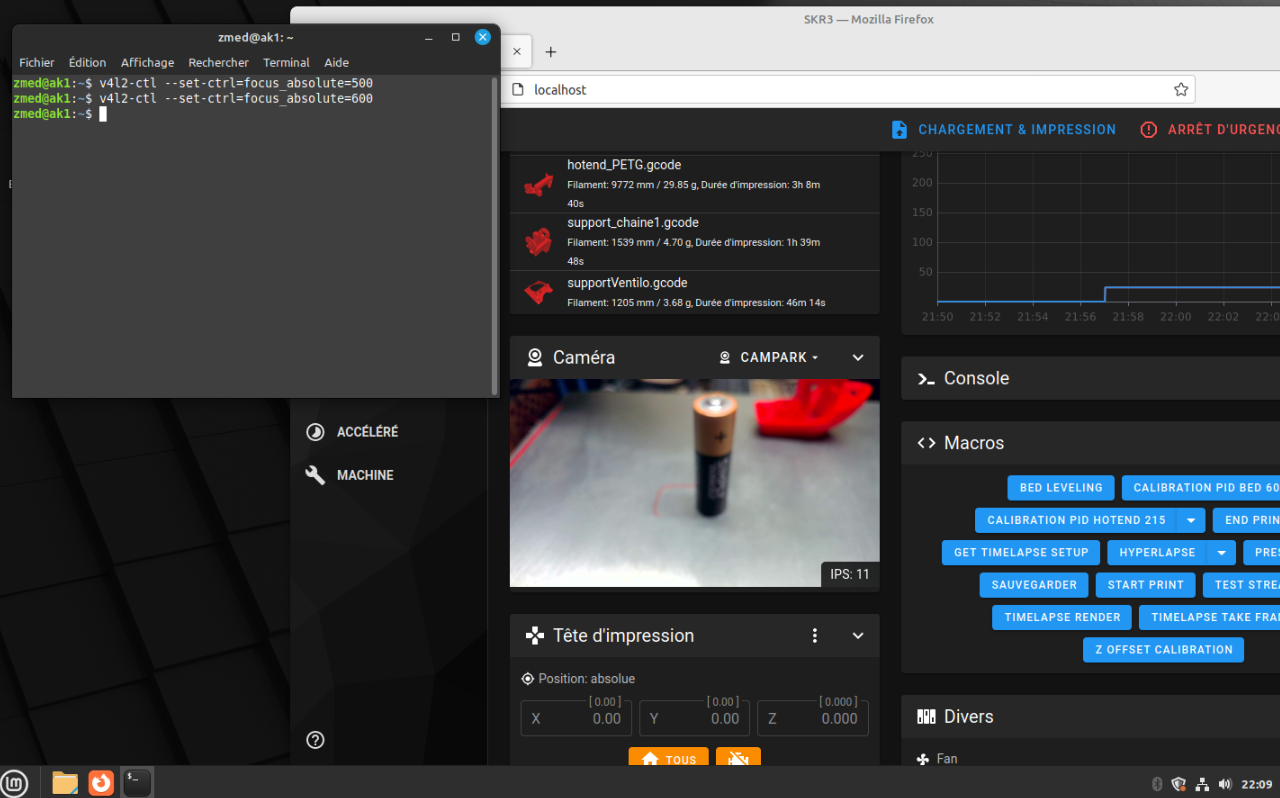
C'est bien ce que j'avais compris. Je suis entrain de refaire une timelapse d'un benchy . Pas de mode vase là. Ce qui est génial avec Klipper c'est qu'on choisi exactement comment on veut que l'objet soit au moment de la photo. On peut même choisir "centrer". La tete ne va pas se "parquer" dans un coin. e "parquer" Le benchy en timelapse est sans défaut (vis a vis a de la timelapse). Pas de suintements, pas de filament qui dépasse. Bref, nikel.. Pour ceux que cela pourrais intéresser de faire de beaux timelapses sous Klipper avec une webcam (j'utilise une Campark 2k autofocus) acheté 15€ sur cdiscount . Il faut désactiver l'autofocus (via l'api v4l2) pour faire la mise au point manuellement. Comme j'utilise linux Mint, je fais ça via la console. C'est très simple a faire.. v4l2-ctl -l - Permet d'obtenir toutes les commandes modifiables de la webcam. Pour mon cas, ça donne ça .. De là, je joue sur le focus_absolute afin d'obtenir la meilleur mis au point avec la commande "v4l2-ctl --set-ctrl=focus_absolute=xxx" A 600, j'ai une image floue Je peaufine pour obtenir le meilleur rendu possible. Ensuite, on peut jouer de la même manière sur la luminosité, le contraste, etc..


 2 points
2 points -
Deux utilisateurs en erreur 202 => 404 OK, je =>2 points
-
Salut la team, merci du retour là au moins c’est déjà plus professionnel… Même si j’suis d’accord avec méthylène67 les beds vrillés qui ont été envoyés une voir deux fois m’avait pas paru très rassurant … mais tant mieux que cela prenne une meilleure tournure ^^ PS: il doit exister ce prénom en Chine « Xi Pi Han »2 points
-
De mon coté: plequerré 2023-02-11 18:15:06 Ci-joint le journal après le changement de lit chauffant. 00M00A2B0804649_all_20230211180833_enc.tar 313,75 Mo Laboratoire Bambou 2023-02-13 10:45:44 Bonjour Merci d'avoir partagé. Je reviendrai vers vous après avoir pris la mesure Cordialement Ciprian Laboratoire Bambou 2023-02-13 16:24:56 Bonjour, Nous avons vérifié la nouvelle planéité du lit chauffant et il est confirmé que la différence est également supérieure à la normale. Dans ce cas, je peux proposer d'attendre 2-3 semaines jusqu'à ce que nous nous assurons que nous pouvons vous envoyer un lit chauffant qui a été vérifié en détail. Est-ce que ça vous irait ? Merci Ciprien plequerré 2023-02-13 16:49:56 Bonjour Ciprien, Je peux attendre 2-3 semaines, j'ai vraiment besoin d'un lit bien plat pour des pièces spécifiques. Merci Cordialement Philippe Il semblerait qu'il attende une nouvelle série.2 points
-
2 points
-
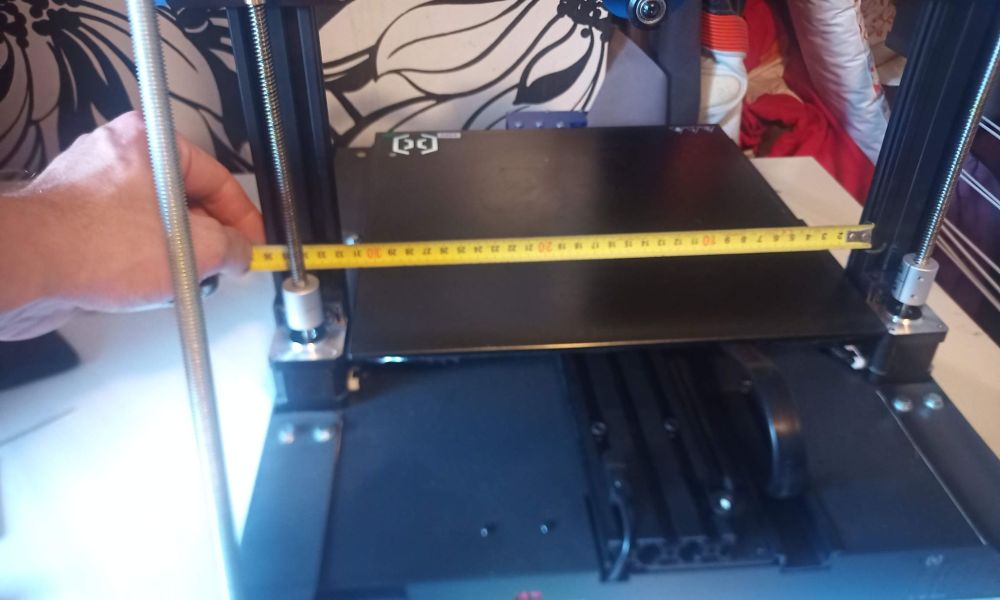
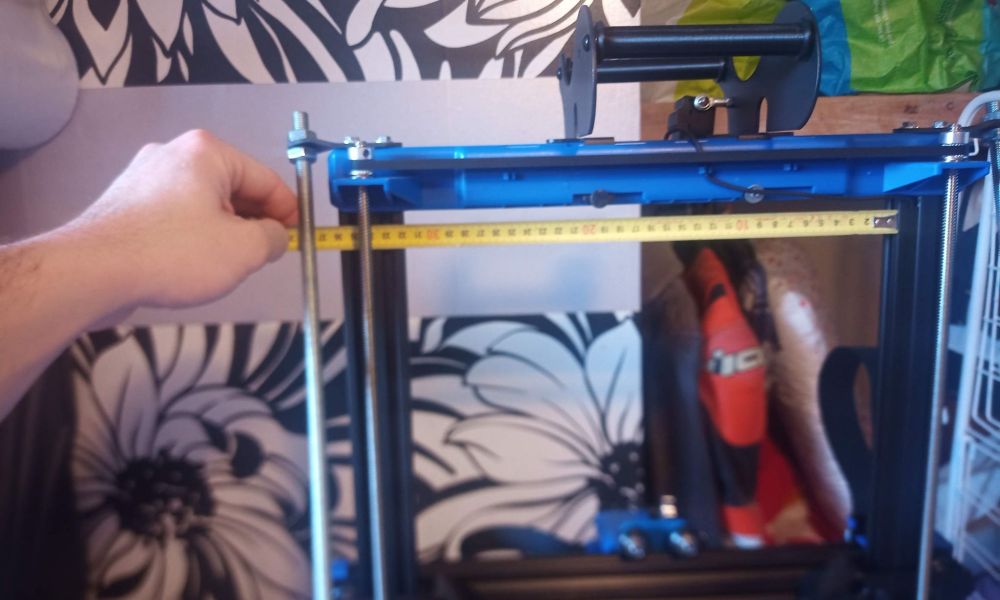
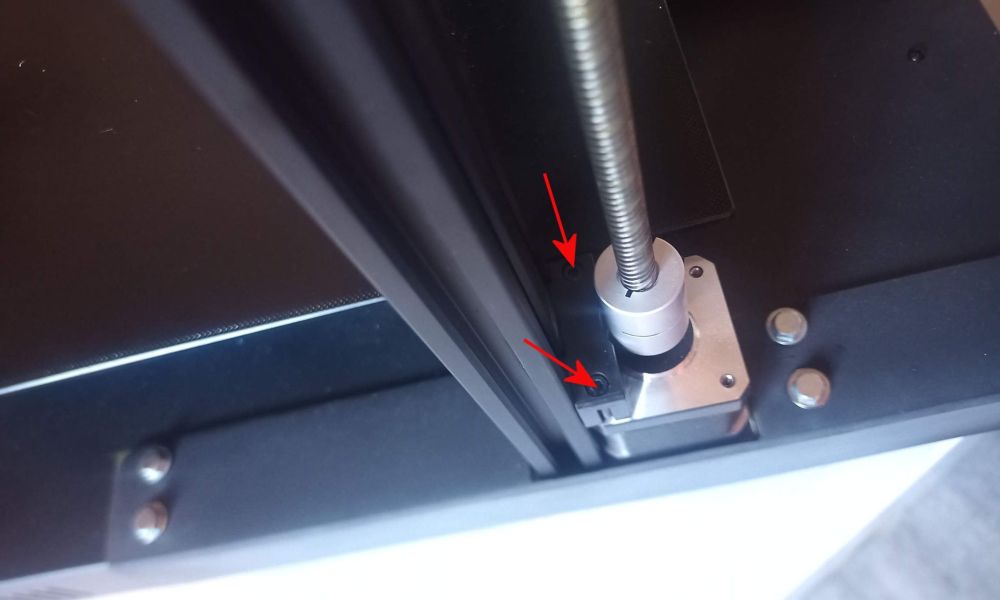
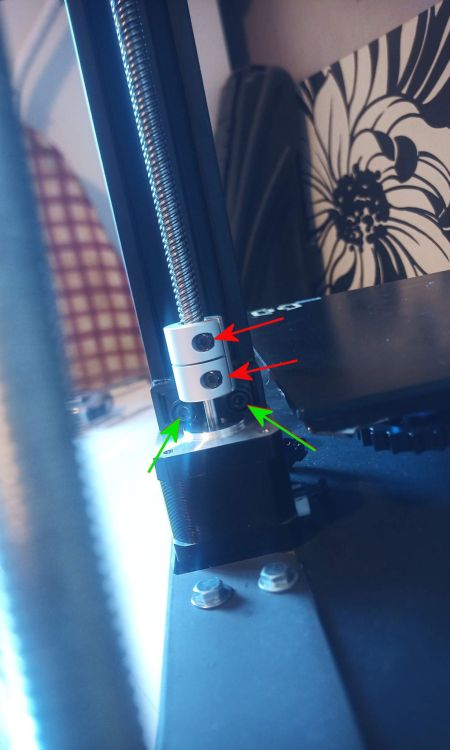
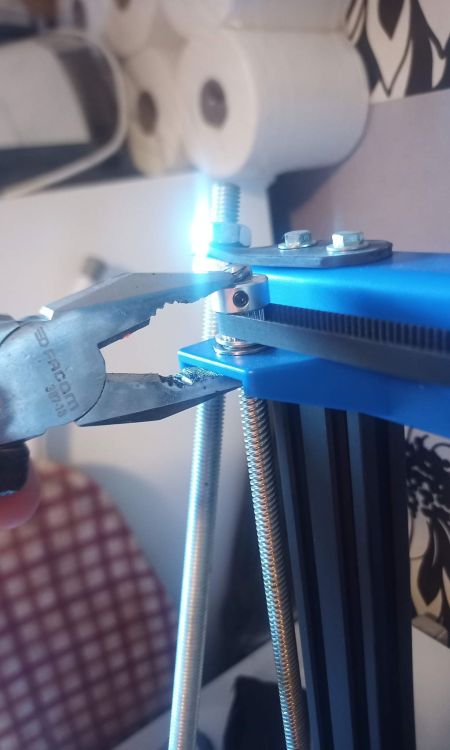
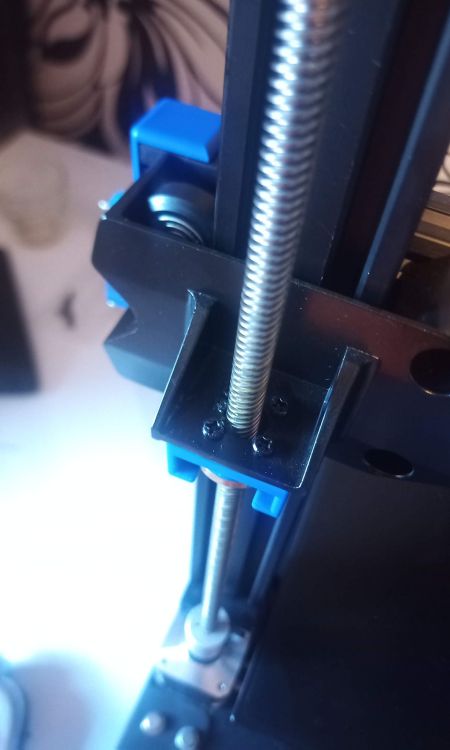
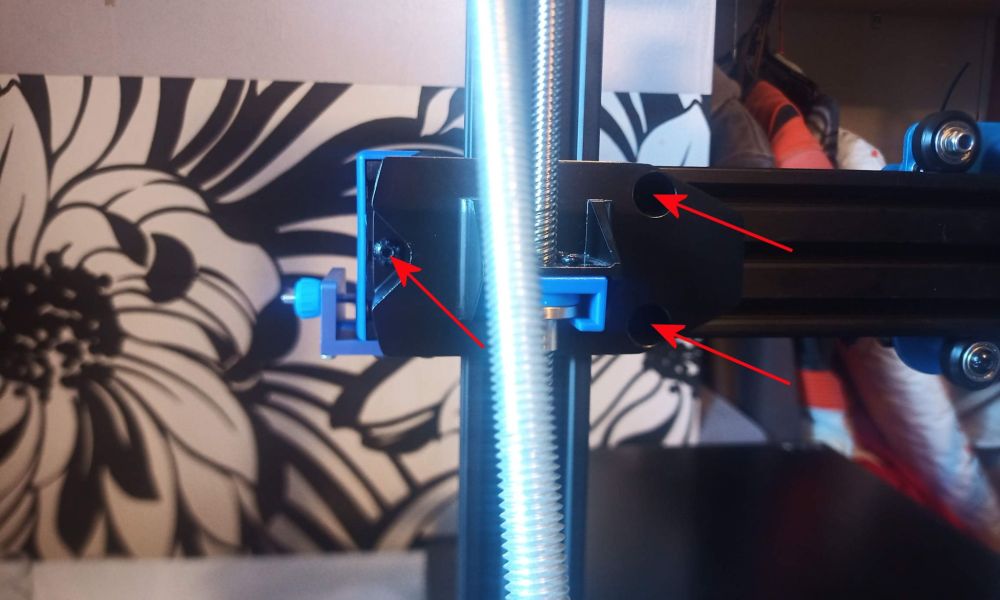
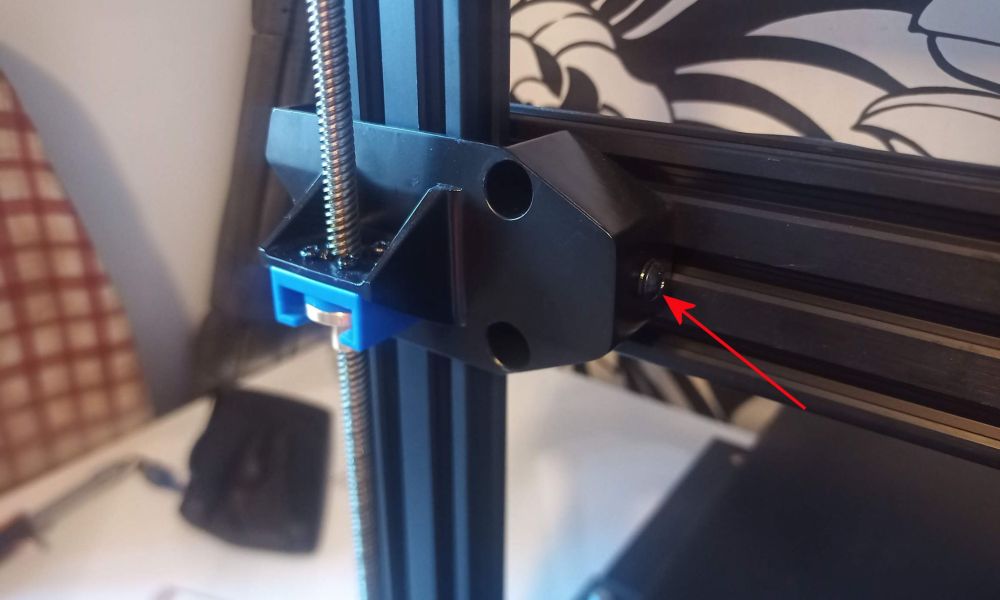
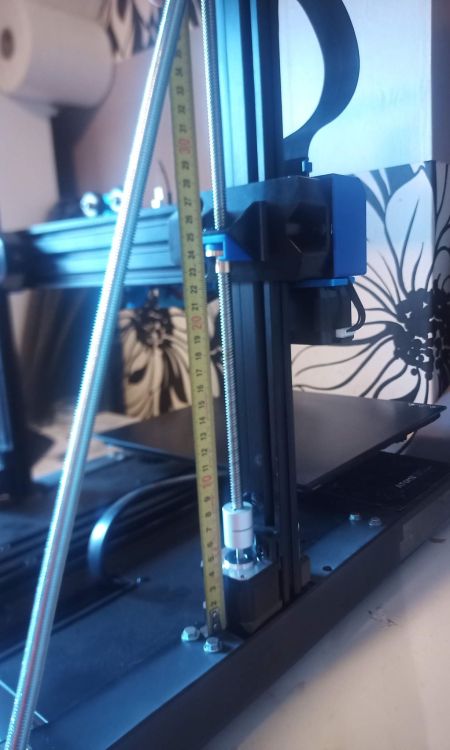
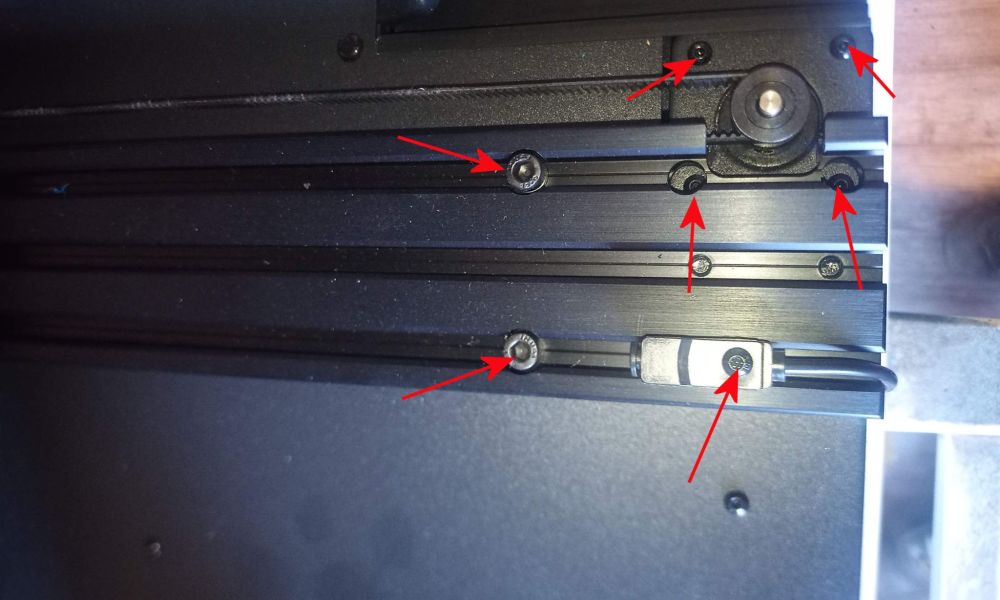
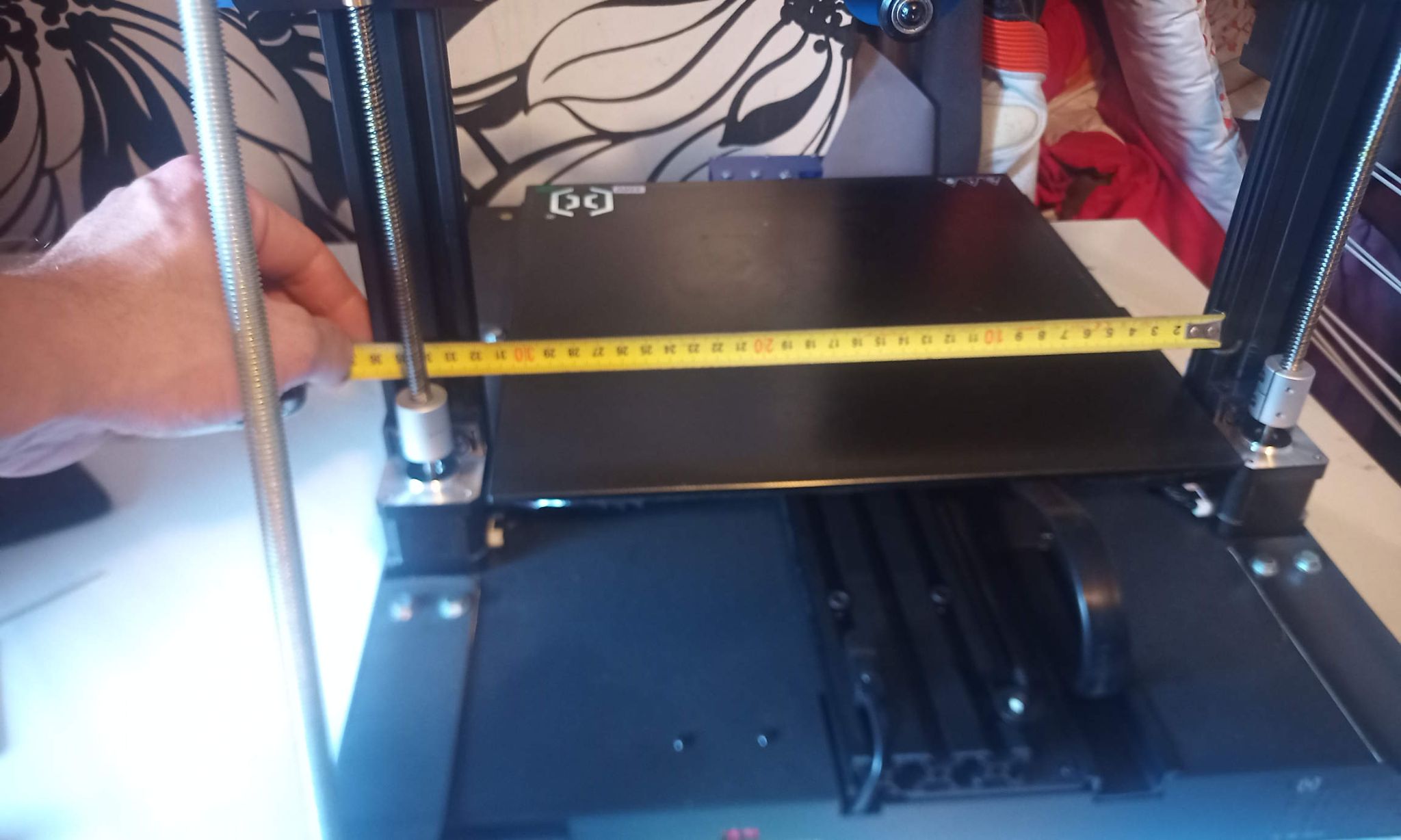
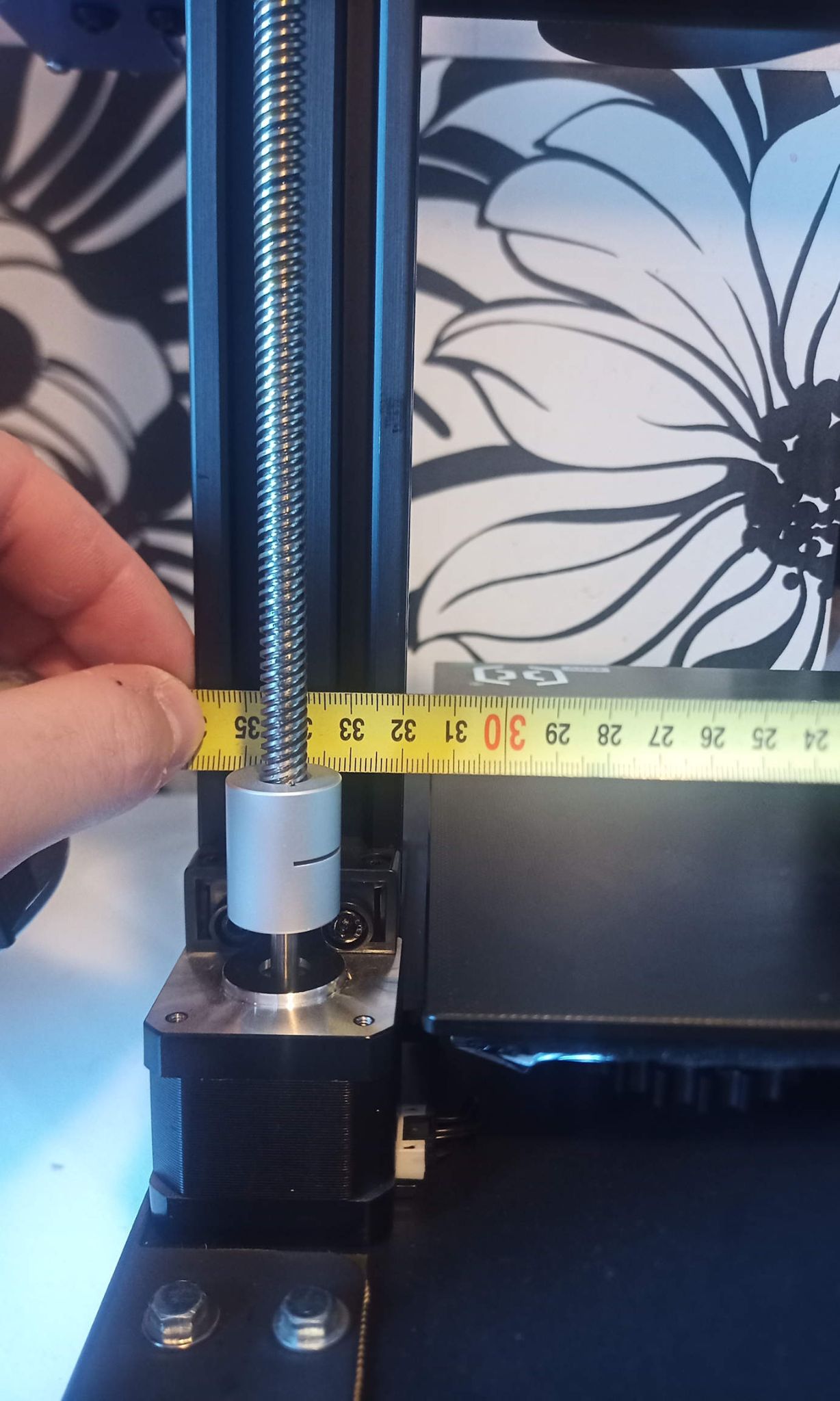
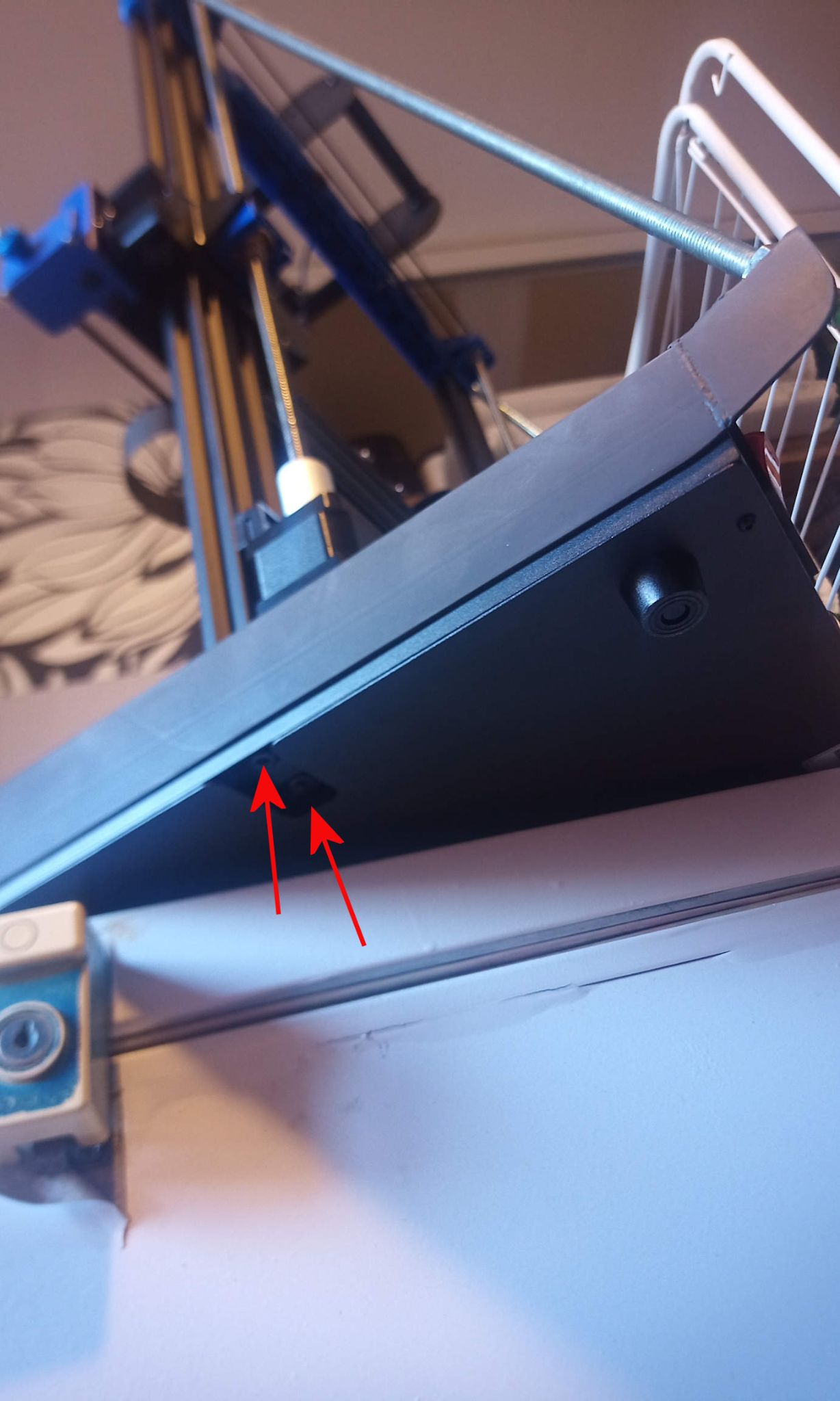
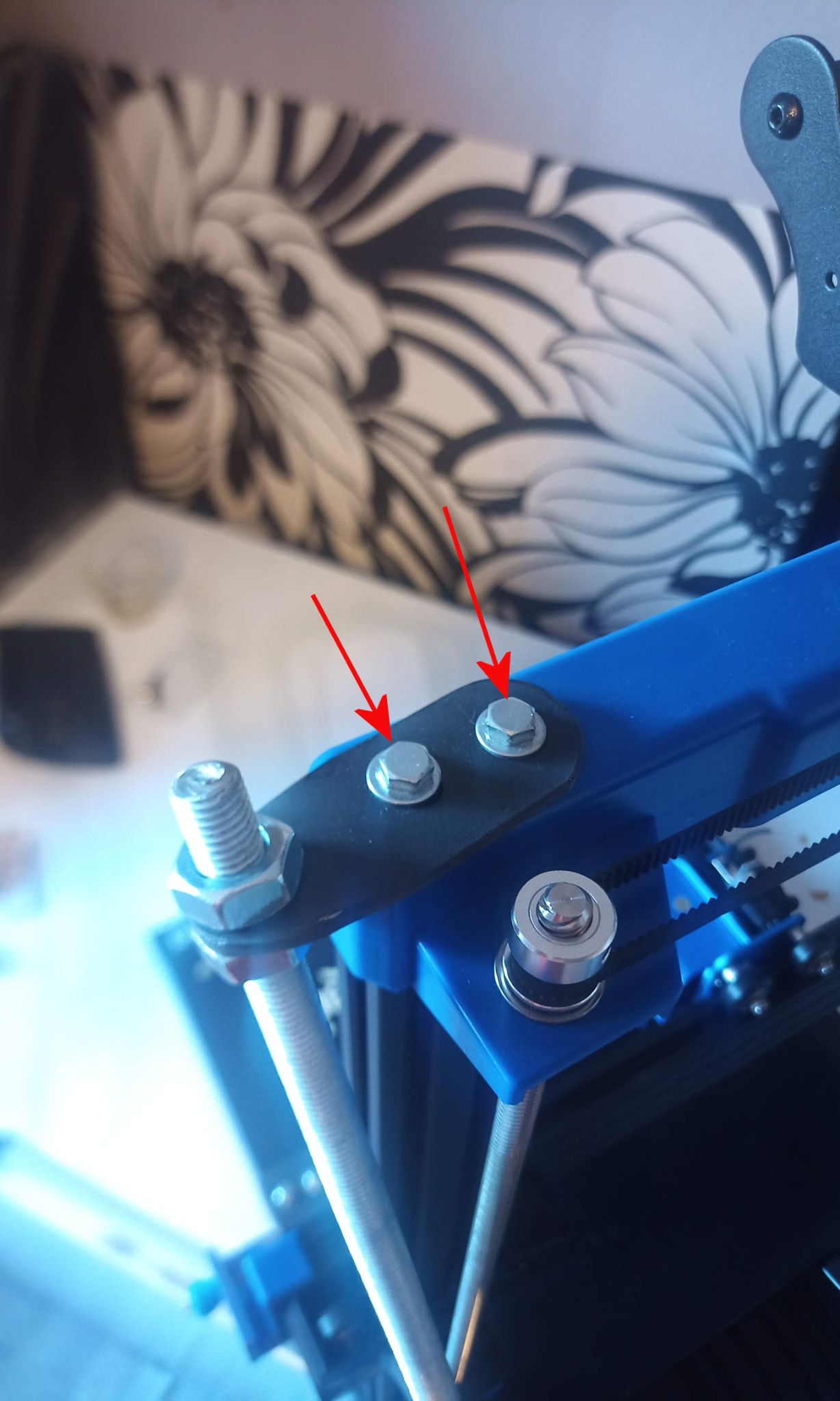
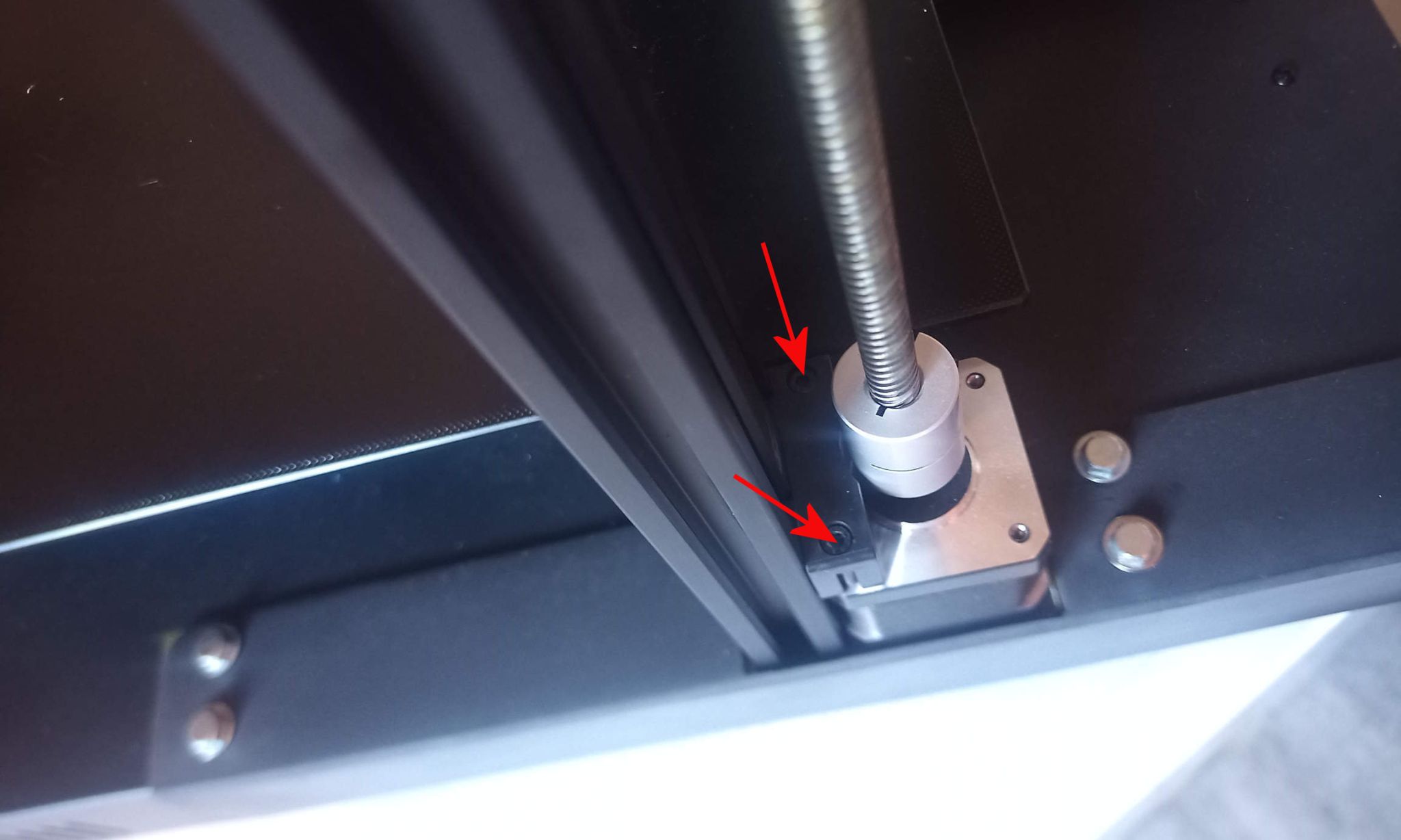
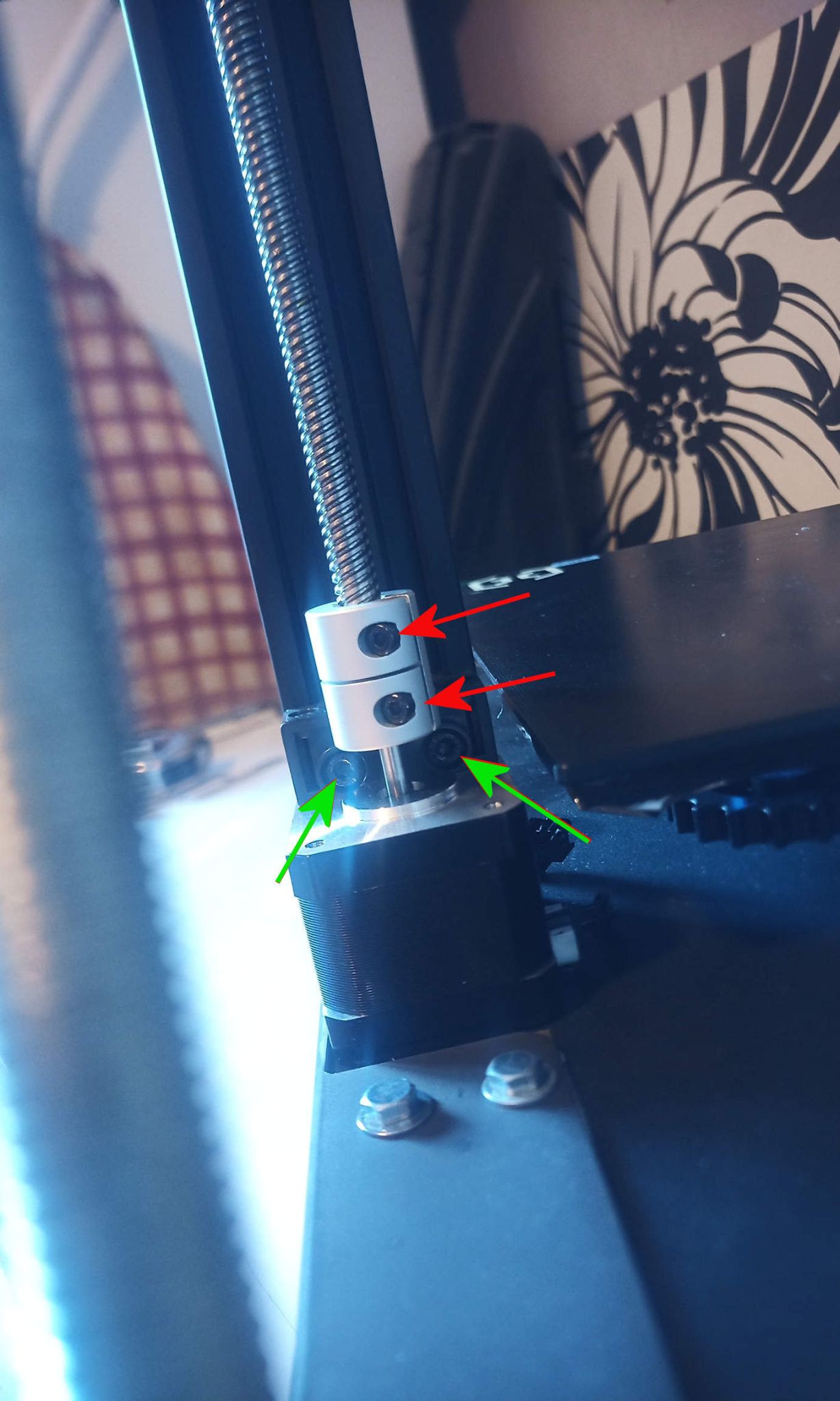
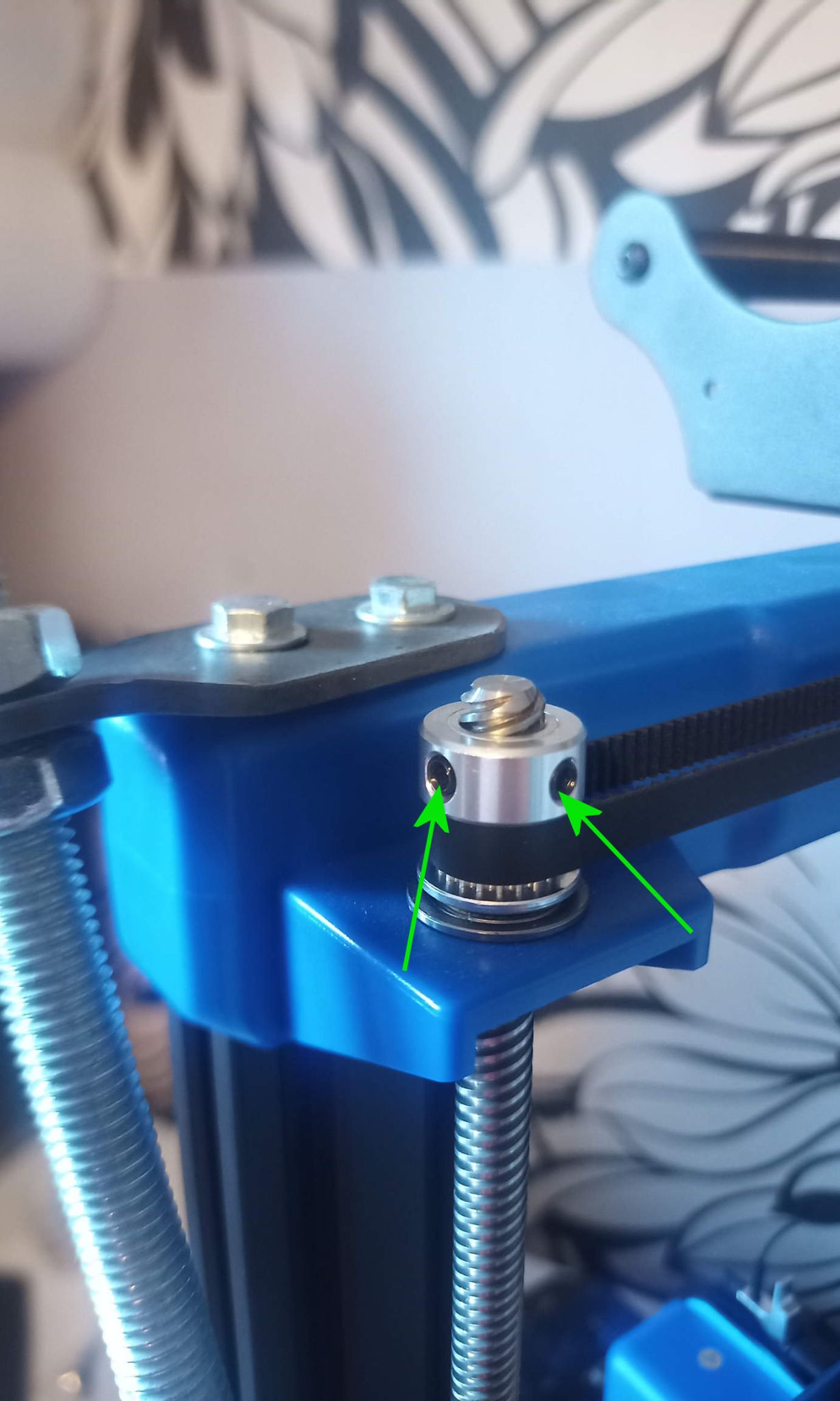
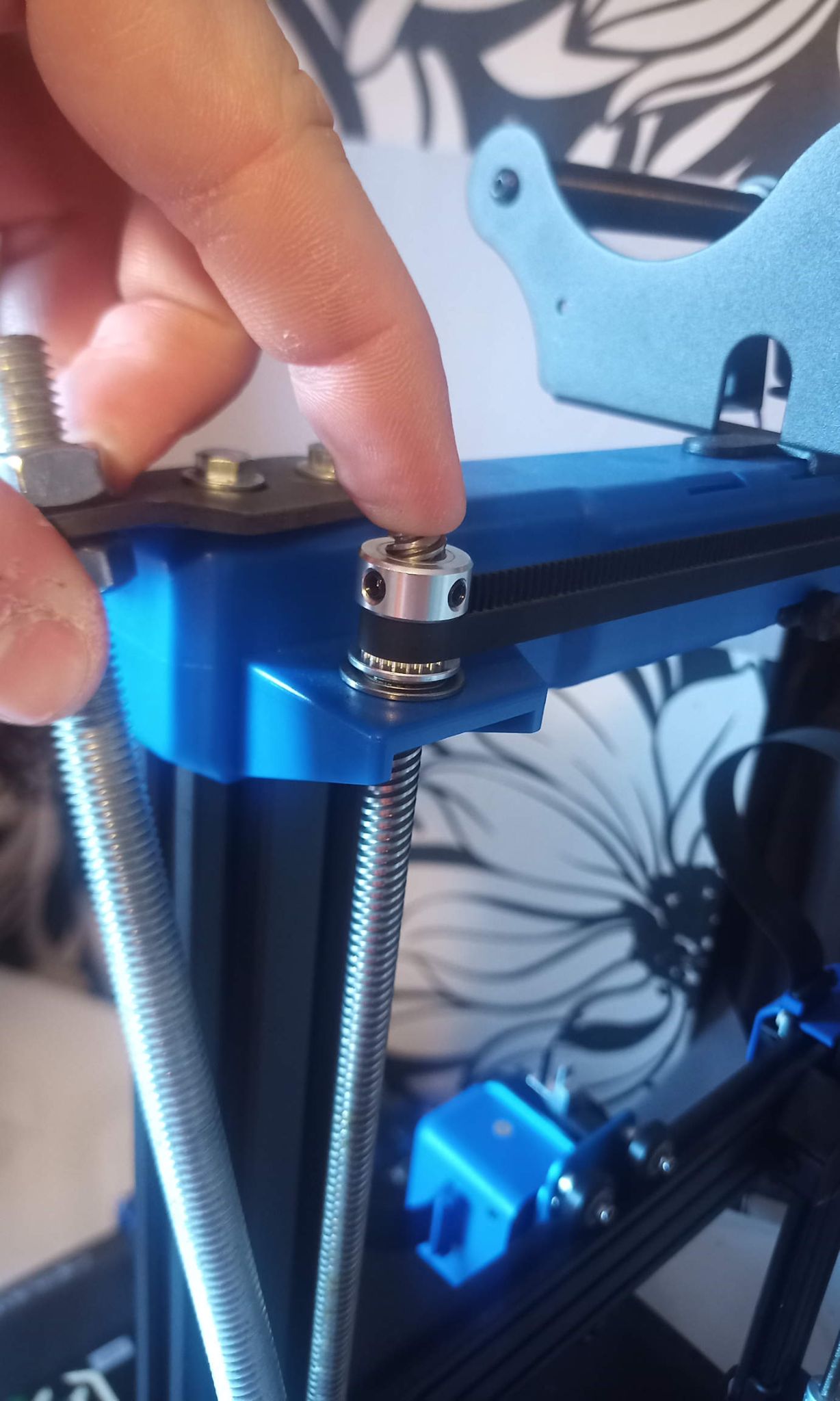
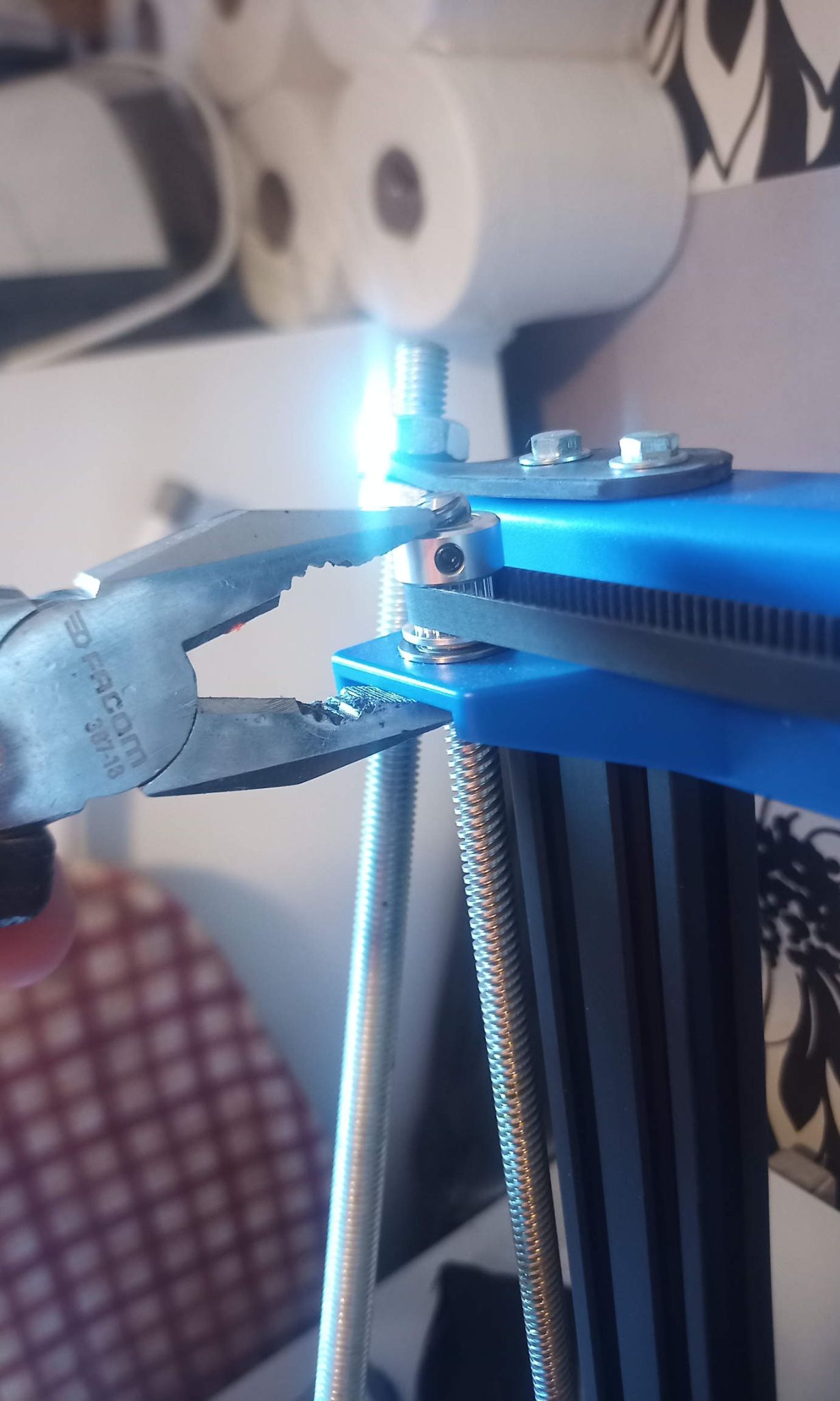
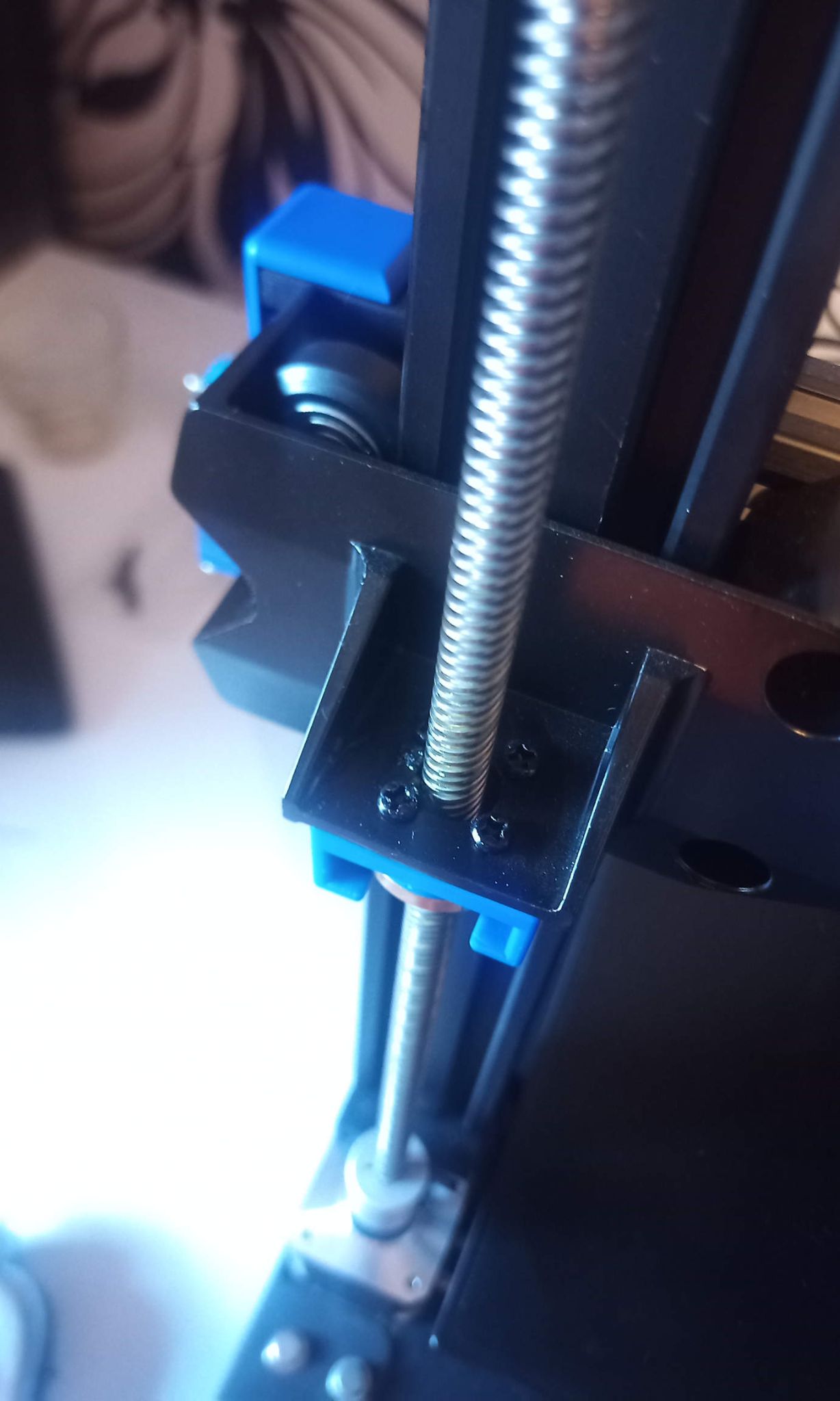
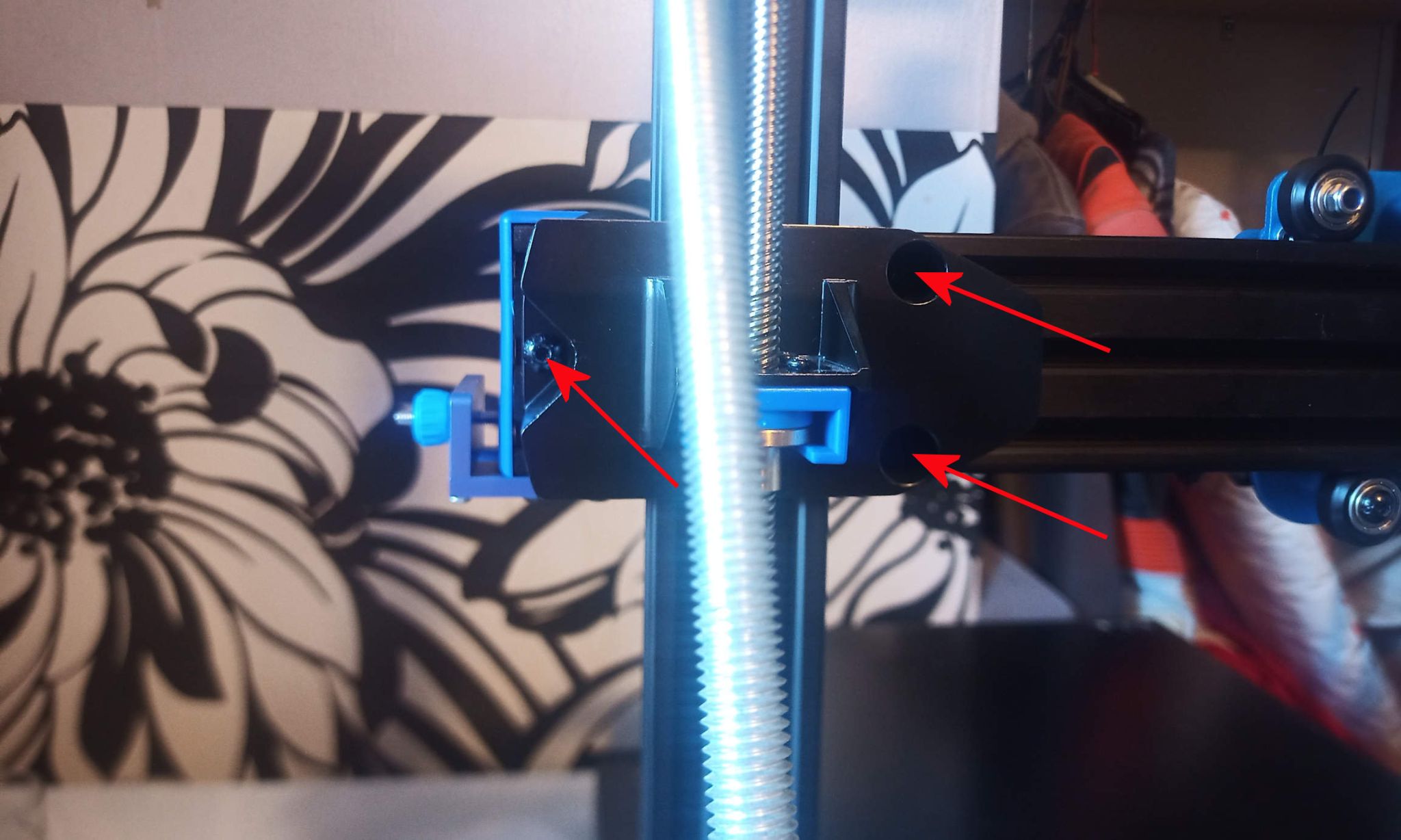
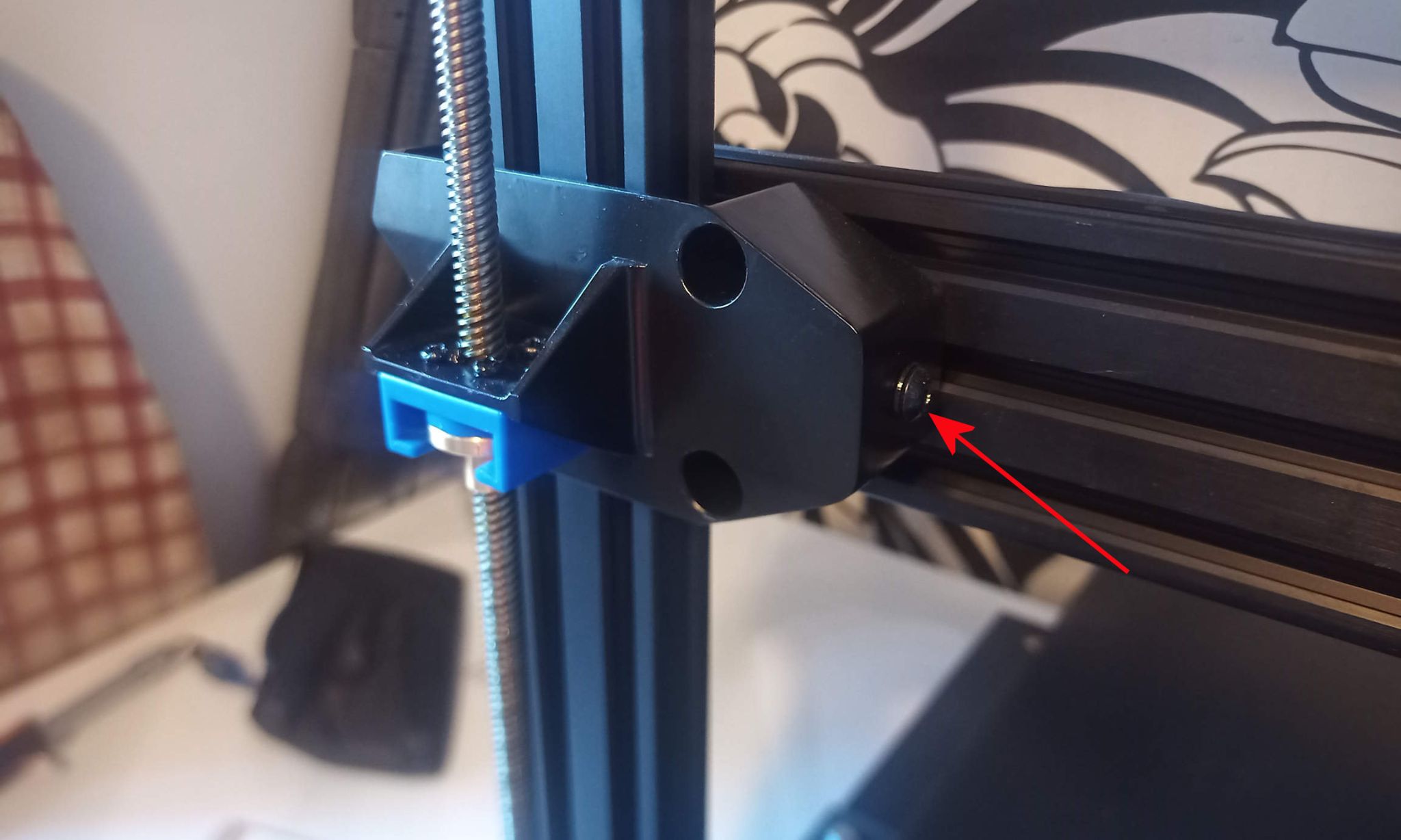
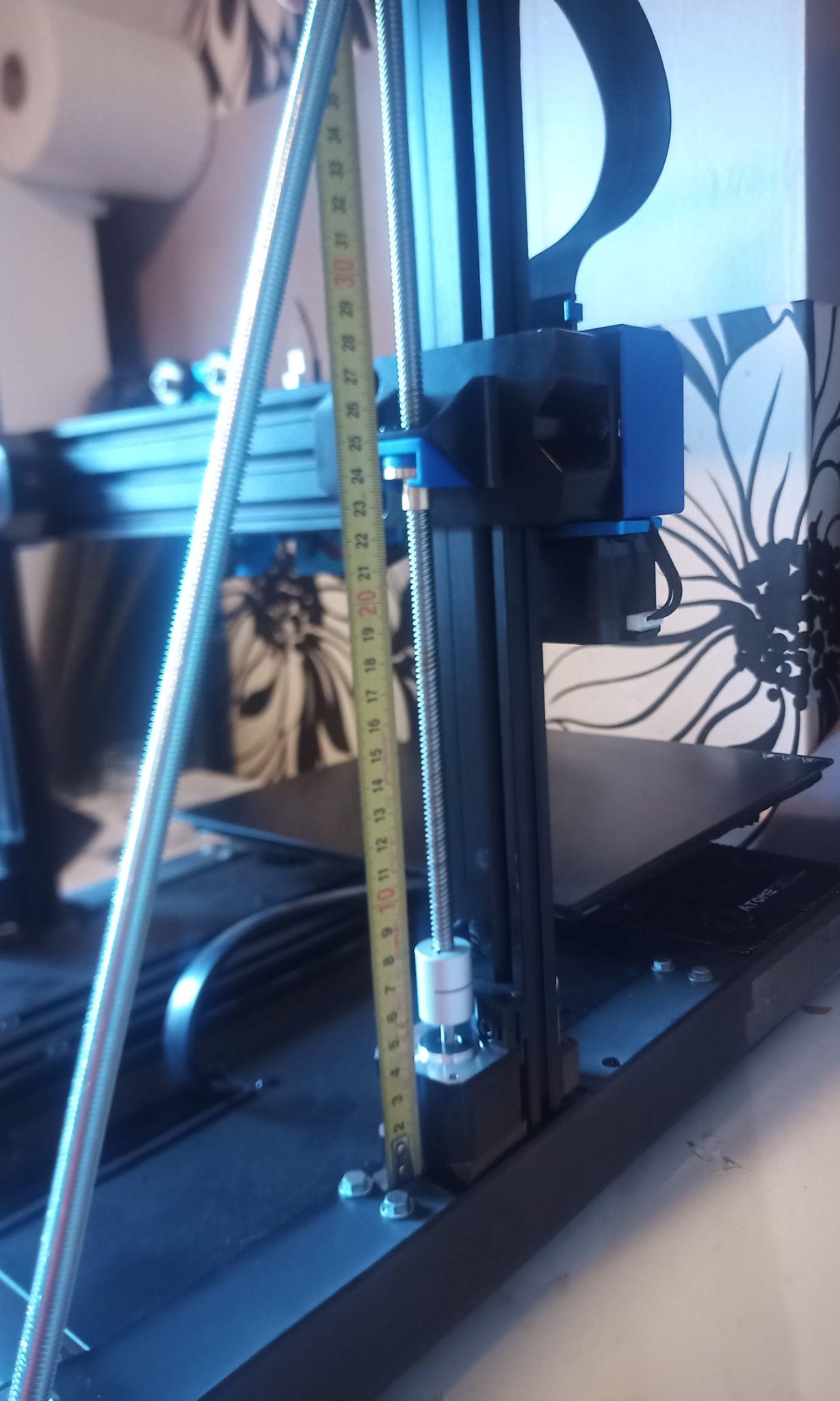
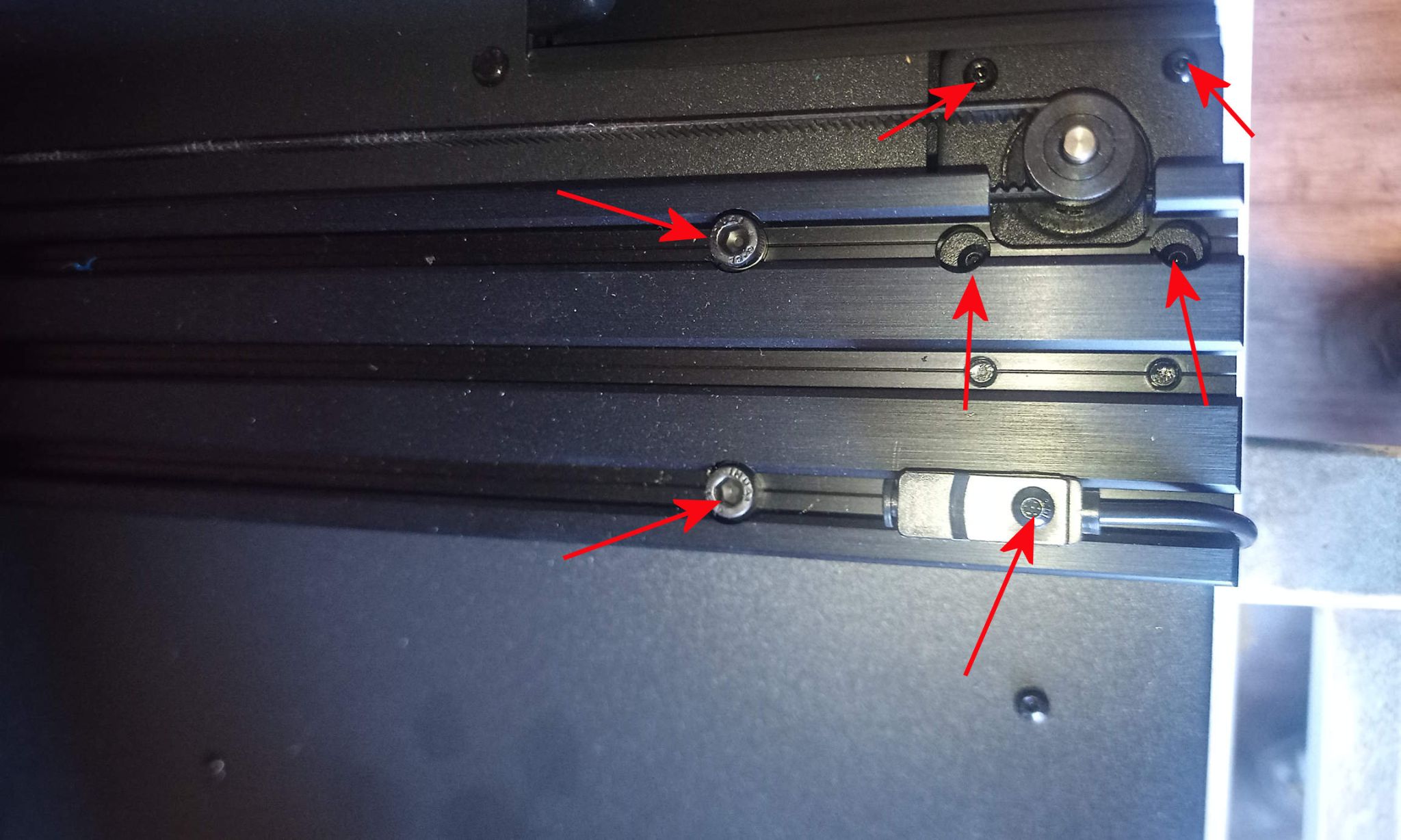
Suite à ma première révision mécanique sur ma sidewinder X2 après environ 2kg de filament imprimé, j'ai décidé de faire un tuto des réglages mécanique bien plus complet que les insuffisante instructions de artillery 3d pour la mise en route. Pour ma pars à l'achat de mon imprimante j'ai fait la simple mise en service décrite par la notice vidéo de artillery, j'avais une qualité d'impression correcte, mais visiblement les problèmes d'impression dés le début reste assez fréquent pour beaucoup. Pour ces personnes qui ont des problèmes de qualité dés le début, je vous conseille de suivre ce tuto avant de chercher plus loin. Pour ceux qui ont dés le début une qualité correcte comme moi, je vous conseille d'imprimer environ 1 ou 2kg de filament pour roder l'ensemble, puis de suivre le tuto. (J'ai commencé à avoir une qualité d'impression qui se dégrade au bout d'environ 2kg, preuve qu'il y a un certain rodage) Et évidemment je conseille ce tuto (ou a minima la prise de cotes) a ceux qui ont des problèmes d'impression qui surviennent sur une machine déjà bien rodé. Je m'excuse par avance de la qualité des photos, mon téléphone fais déjà des photos pas terrible de base mais depuis qu'il est tombé c'est pire. J'ai un renfort d'axe Z, n'y faite pas attention ça ne change rien à la procédure. C'est parti, Tout d'abord commencez par prendre la mesure entre les 2 portiques Z en bas et en haut, vous devez avoir exactement la même valeur, soyez precis. Si ce n'est pas le cas il va falloir corriger (perso j'avais 1mm d'ecart ce qui est loin d'etre negligeable, ca use rapidement les roue et la traverse de l'extrudeuse prend du jeu) : Pour corriger dévisser legerement les 4 vis sous les portique et les 4 vis dessus puis essayez d’écarter/rapprocher en haut/en bas en fonction de votre cas puis resserrer les vis et vérifier de nouveau les cotes : Une fois que vous êtes sur des cotes, resserrez fermement l'ensemble. Ensuite placer manuellement l'extrudeuse a peu prés à mi course Z et à mi course X, puis vérifiez que les vis fléché en rouge sont bien serré, et desserrez legerement les vis fléché en vert : Appuyez fermement sur la vis trapézoïdale pour faire descendre le moteur et le plaquer contre le chassis, puis tout en restant appuyé resserrez les 2 vis qui fixe le moteur contre le portique : Plaquez la poulie de synchro contre la partie bleu et resserrez ses 2 vis. (J'ai mis une pince pour illustrer mais pas besoin de forcer comme un goret): Répétez ces opérations pour le 2eme portique. Vérifiez le serrage de ces 4 petite vis sur chaque portique : Et desserrez ces 3 vis d'environ 2 tours sur chaque chariot de facon à ca que la traverse de l'extrudeur ai un jeu important: Réglez la tension des roues de guidage avec la vis prévu pour sur chaque chariot, mais ne resserrez pas les 3vis d'avant. N’hésitez pas à attraper les chariots à pleine main et à essayer de l'incliner un peu dans tout les sens pour sentir un éventuel jeu et obtenir un serrage des roues optimal, les roues doivent avoir un certain mordant sans pour autant être complètement bloquée : Maintenant redesserez legerement les petites vis d'un des pignons de synchro en haut, puis prenez la mesure entre la base de l'imprimante et un point de repère sur le chariot gauche ou droit, puis comparez cette mesure avec le chariot opposé, réglez la hauteur des chariots de façon à avoir exactement la même mesure puis resserrez les 2vis du pignon de synchro précédemment desserré, vérifiez de nouveau votre mesure de chaque coté : Resserrez maintenant les 6 vis qui relis les chariots à la traverse de l'extrudeur, commencez par un serrage tres léger des 6vis pour mettre la traverse à sa place avant de serrer définitivement : Maintenant que l'ensemble est resserré, vous avez dus remarquer lors de toute ces manip qu'il y a un jeu de haut en bas sur la traverse de l'extrudeur (jeu au niveau des pièces bleu et de l’écrou en laiton) pas de panique c'est normal, ce jeu n'est pas problématique a condition que chaque écrou laiton porte a peu prés le même poids. On va justement estimer cette différence à la main, normalement votre extrudeur est toujours au milieu de la course X, si ce n'est pas le cas replacez le. Avec un doigt ou 2 (selon votre feeling) relevez chaque chariot indépendamment pour estimer la force nécessaire pour le faire bouger dans sa zone de jeu : Normalement si vous avez tout suivi à la lettre, chaque coté devrais demander à peu prés la même force, ne vous cassez pas trop la tête non plus pour jauger, l'idée c'est surtout de ne pas avoir de grosse différence entre les 2 coté. Si c'est le cas il faut reprendre l’étape de comparaison/réglage de hauteur de chaque chariot mais au lieu de prendre la mesure avec le mètre ruban, prenez la mesure au "poids". Il est plus important que chaque portique porte la même masse plutôt qu'ils ai la même distance avec la base, car un défaut de niveau se corrigera avec le plateau alors qu'un déséquilibre de poids restera et auras tendance à faire flotter la traverse. Réglez bien évidemment les roues de guidage de l'extrudeur et du plateau. Procédure déjà décrite dans la notice vidéo artillery. Par contre ce qui n'est pas dit dans la notice, c'est que le fin de course X est un peu mal foutu, et que si vous tendez un peu trop les roues de l'extrudeur, il y a un risque que le fin de course ne capte plus rien. C'est parfois le cas même avec un serrage correct si la platine alu de l'extrudeur est legerement voilée. A surveiller donc. Profitez en pour mettre un coup de serrage sur toute les vis que vous trouverez, notamment celle-ci : Vous pouvez aussi éventuellement vérifier l’équerrage entre les portique Z et la base, il n'y a pas de réglage en tant que tel pour corriger ça, mais vous saurez au moins ce qu'il en est. Verifiez aussi la tension des courroies. Il ne vous reste plus qu'a serrer les mollettes de votre plateau au maximum pour le mettre le plus bas possible et refaire un réglage du lit dans le menu level, puis un Z=0 et auto level avec lit et buse à chaud.







 1 point
1 point -
non pour ça il secoue la tête (le mien, le fait quant il voit son reflet...) comme celui la : https://www.youtube.com/watch?v=TJtF4vKAO7M1 point
-
Voilà qui est rassurant. On peut également souligner la transparence et la franchise de la société.1 point
-
Bonjour bon j'ai trouvé la pompe est défectueuses1 point
-
Bonjour, Avec des photos c'est plus explicite. Filocher peut dire plusieurs choses (cheveux d'ange ou spaghetti ?)1 point
-
Sous Chitubox basic ou pro, tu as dans la bar des menu un "Save as ..." qui permet d'enregistrer les modèles d'un ".ctb" en ".stl". Mais il faut bien noter qu'un fichier prévue pour être imprimé sur une imprimante résine c'est finalement une suite d'images de chaque couches avec une résolution adapté pour l'imprimante résine pour lequel il était prévu. ( et donc c'est une version "dégradé" (perte d'informations car transformé en petits cubes (taille des pixel de l’écran de l'imprimante résine * hauteur de couche ) d'un fichier d'un model 3D ) Et il peut y avoir des supports d'impression pas adaptés pour l'impression FDM ( ar en résine c'est plus des encrages "pour tirer/soulever", que des supports "pour porter" comme en FDM ) et que forcement en FDM tu n'auras pas le même rendu niveau finesses et détails... ( avec une buse de 0.4 mm de diamètre pas simple de faire un détaille de 0.05 mm (50 micron) ) Ou encore si le modèle 3D a était évidé et percé (pour économiser de la résines) cela ne facilitera pas l'impression sur une FDM. Donc le mieux et le plus pratique, c'est de partir du model 3D ".stl" et non d'un ".ctb".1 point
-
Je vais répondre mais pas à tout car perso, j'ai même pas installée l'antenne Wifi... Pour l'impression capot ouvert oui c'est normal car on peut désactiver via l'écran le capteur qui est derrière, perso je trouve cela plus pratique pour refaire l'appoint de résine en court d'impression, ça évite la pause qui (peut) engendre un défaut sur le print. Pour le fichier RERF comme les réglages dépendent de la machine, de la résine, de la température... faut toujours adapter... même les fichiers donnés par le constructeur. Pour la mise à jour quant j'ai fais la mienne, il y avait 2 fichiers à "imprimer" mais qu'un qui fonctionnait sur la machine (cela dépendait du modèle de mono X) fallait essayer le premier si il fonctionnait pas besoin de passer au deuxième si le premier ne fonctionnait pas c'est le suivant qu'il fallait "imprimer" mais c'était bien indiquée qu'il fallait passer l'un des fichiers à imprimer.1 point
-
Oui tout à fait. Attention par exemple sur le site Prusa Printables tu trouves des fichiers .gcode, tu aurais pu les lire. Mais sur ce site ce sont des gcode pour des imprimantes Prusa qui n'ont pas exactement les mêmes caractéristiques (taille plateau,...) Cela peut faire des choses bizarre à l'impression.1 point
-
D'après l'argumentaire commercial et la vidéo, le boitier n'est jamais qu'une carte contrôleur probablement avec un firmware GRBL installé, identique à ce qu'on trouve sur la majorité des machines laser. Une fois les connexions réalisées sur les moteurs (X, Y , Z, endstops ?), ça se pilote comme n'importe quel laser (via connexion USB sur ce boitier et un logiciel de pilotage LaserGRBL/ Lightburn / …). Il me semble que Sovol avait prévu / envisagé un boitier de ce genre. Faisons appel à @vap38 Informations sous toutes réserves car je n'ai pas de laser Creality ni ce boitier, j'ai un laser «autonome» (Sculpfun S9 testé ici et là). Ce n'est pas le même prix ( ≃ 1000 us $)1 point
-
Salutation ! Je parle sans savoir car je n'ai pas cette imprimante. Si je recherche "Creality CR 6 error code 202" https://www.google.com/search?q=Creality+cr+6+error+code+202 Cela me dit surement un problème de homing ... via l’écran de contrôle de l'imprimante comment ce comporte la machine si tu fait un home pour chaque axes ? puis si tout ok, pour un "Home All Axes" ?1 point
-
Bonjour, Je m'incruste dans la conversation, avec le lien que @fran6pdonne, pour le bloc laser, on peut le brancher sur une Ender 3 (modèle de base)? et pas besoin d'un firmware spécial ? c'est le boitier livré avec ce bloc qui gère tout ?1 point
-
Autre solution mais nécessitant le rachat d'un laser: leur nouveau modèle avec boitier «autonome» (carte contrôleur indépendante) demandant tout de même de déconnecter puis reconnecter les moteurs de l'imprimante. Avec ce boitier, le firmware imprimante peut être Klipper donc gérable via une tablette Klipperisée (SonicPad, SpeederPad, PersoPad, …). Ça reste toujours une saine activité (peu dispendieuse en plus)1 point
-
Je tiens à préciser que je n'ai pas ton modèle d'imprimante. Ceci dit, Pour savoir si tu passes par un relai intermédiaire tu peux utiliser 2 méthodes: La première (la plus sécure) Débrancher le cordon d'alimentation de ton imprimante (coté imprimante par exemple) Avec ton contrôleur en mode ohmmètre (ou avec un testeur de continuité) regarder la continuité entre cette prise et les trois fils d'alimentation sur ton alimentation(les (trois de gauche sur ta photo; phase(L), neutre(N), terre(fils vert et jaune). La deuxième (attention le 230 V est présent Imprimante alimentée Contrôleur en mode voltmètre alternatif regarder la présence du 230V entre les bornes Phase(L) et neutre(N) de ton alim. Maintenant si tu constates qu'il y a bien un relai intermédiaire tu peux sans doute le court-circuiter pour faire tes tests sur la viabilité de ton alim. Aide toi de ton contrôleur en mode ohmmètre pour suivre le branchement de ta machine : BIEN SUR IMPRIMANTE DEBRANCHEE DU SECTEUR1 point
-
Bon Artillery a officialiser le nom de sa futur imprimante Résine à savoir la Artillery Solaris.1 point
-
Merci beaucoup pour tes précisions ! J'ai adapté la modélisation à ma machine et à ma version de l'extrudeur ! C'est en cours d'impression Et merci pour le partage de la CAD car j'aurais eu bien plus de travail à tout re modéliser1 point
-
Bonsoir, j'attends également la livraison de mon imprimante "Artisan", que j'ai commendée en octobre... Pas de message de la part de Snapmaker depuis la fin janvier Patience1 point
-
J'ai mesuré à froid mon plateau, il a une déformation en banane supérieur de 0.3 (la cale de 0.4 ne passe pas) dans l'autre sens c'est bon. A chaud, je n'ai pas mesuré, peut être qui se redresse, sinon je mettrai du clinquant au milieu du bed pour le redresser. Moi ce qui m'embête le plus, c'est la précision des pièces, obligé de compenser dans Bambulab studio mais je vous rassure ce n'était pas mieux avec la Creality Ender 3 S1 pro (pro ça me fait bien rigoler) Malgré tout je trouve cette Bambulab formidable, je mets dans l'AMS du PLA, de L'ABS et du PETG et sa marche, je me pose pas de question, j'imprime.
 1 point
1 point -
Bonsoir à tous, je vous fais suivre le retour de BambuLab suite au ticket... "Bonjour, merci d'avoir contacté le service client de Bambu Lab. Je suis désolé d'apprendre qu'il y a des problèmes concernant votre imprimante, mais rassurez-vous : je ferai de mon mieux pour vous aider !Merci d'avoir ajouté les photos.Pourriez-vous s'il vous plaît suivre cette procédure : https://wiki.bambulab.com/en/x1/manual/manual-bed-leveling en incluant le gcode et tester à nouveau ? Si cela ne résout pas le problème, veuillez télécharger un nouveau journal sur ce ticket afin que nous puissions vérifier les données :https://wiki.bambulab.com/en/x1/troubleshooting/update-log-to-a-ticketAssurez-vous d'abord d'effectuer la procédure de tramage (y compris le gcode).Cela ajoutera des données au journal, dont nous avons besoin pour pouvoir résoudre le problème.Merci d'avance.Cordialement." je n'ai pas encore fait la manip' mais je posterai le résultat une fois fait... A bon entendeur, gardez la foi BamBu makers1 point
-
Bonjour, Il te suffit de débrancher les fils de sortie de l'alimentation( je pense les 4 plots à droite de ta photo: à vérifier) et tester si tu as des tensions en sortie sur ces 4 plots.1 point
-
Je vais suivre religieusement tes updates car je ne suis pas à l'abri d'avoir fait un truc qui ne fallait pas ! Perso ... apres mettre archaner pendant + de deux semaines... avec des comportement du printer totalement WTF ! je l'ai retourné... Mais il faut savoir être humble et saisir l'opportunité d'apprendre de ses pères ! J'attends donc de tes nouvelles avec impatience. merciiiiiiiiiiiiiii1 point
-
Donc le première épisode (sur 24) de la saison 12 > l'imprimante c'est assemblé toutes seule dans le conteneur et a commencé a imprimer un objet qui semble extra terrestre ... Mulder et Scully ( ou leurs remplacent, les agents Einstein et Miller ou ... ) sont sur le coup. ( Et twist dans l'histoire, c'est l'imprimante de @divers qui a fait cela ) (pour la musique du générique de X-Files ... )1 point
-
Hauteur de couches testées : 0.24 -> OK 0.2 -> OK 0.15 -> OK Je reste 90% du temps en 0.2, mais pour quelques figurines j'ai fait du 0.151 point
-
Bonjour la famille. Je viens partager avec vous un projet qui peut être utile pour s'entraîner efficacement à son code de la route. Merci à @PPAC @pascal91 @Fx_oO7 et à toute la famille LES IMPRIMANTES 3D pour leurs soutients et conseils dans l'accomplissement de ce projet. N'hésitez pas à partager autour de vous si vous avez trouvé ce projet intéressant ou si se projet peut être utile dans votre entourage. Prenez bien soin de vous.1 point
-
La grosse odeur de brûlé semble infirmer l'idée des fusibles.1 point
-
Salutation ! Je n'ai pas d'imprimante delta donc je parle sans vraiment savoir. Contrairement aux imprimantes cartésien utilisant des tiges filetés ( donc une précision de hauteur de couche lié au pas de la tige fileté et aux pas et micro-pas moteur cf : https://blog.prusa3d.com/calculator_3416/#optimallayer ) il me semble q'il n'est pas vraiment possible de dire qu"il y a une hauteur de couche idéal ( sauf lié aux limites d'extrusion due au diamètre de la buse ) car selon la position sur une même couche les mouvement moteurs ne sont pas tout le temps les même pour les déplacements ... ( la magie de la trigonométrie quand il y a un truc que l'on déplace grâce a des mouvements de trois tiges/courroies/moteur ... )1 point
-
Et si Creality ne répond que dans 6 mois ? Tu l'as acheté chez 3dJake, c'est à eux d'assurer le SAV et ils ne peuvent pas se retrancher derrière leurs fournisseurs. Si j'ai une panne de frigo acheté chez DARTY par exemple, c'est DARTY qui gère et ils ne me disent pas, il faut d'abord qu'on voit avec le fabricant.1 point
-
1/ Si tu l'as acheté neuve il y a 4 semaines maintenant, je ne vois pas pourquoi il n'y aurai pas grand espoir. 2/ Si tu n'as pas de news depuis plus d'une semaine, tu peux passer directement en mode "pénible" (Non, je n'ai pas dit harcèlement, c'est puni par la loi) 3/ Je mettrais bien mon nez sur l'alim à ta place ... C'est bête, mais en électronique le nez est parfois un outils de diagnostique assez efficace. Ca te permet de t'aiguiller assez rapidement sur la zone à l'origine du souci ! Je ne connais pas ton niveau en électronique mais si ça a fumé, tu peux déjà chercher si il n'y aurait pas des condensateurs gonflés ou explosés. Ce sont généralement des cylindres avec des parois colorées et un dessus en métal brut (couleur inox/alu) : sur l'opercule en question tu as souvent des traits comme des pliures : Normalement ce dessus doit être parfaitement plat. Si il forme un dome (la pliure est là pour lui permettre de se déformer) ou est ouvert, alors il est mort. Si c'est l'alim et que rien n'est touché après, ça peut être simple à changer et pas très cher. Mais si tu es sous garantie, je te conseille de regarder pour diagnostiquer mais de ne pas toucher, qu'on ne puisse pas te le reprocher par la suite. PS : fais toi plaise ... 10 jours sans réponse pour un SAV c'est anormal !1 point
-
Aucun retour du support ?1 point
-
Une autre formulation ou approche peut toujours aider1 point
-
Tu as remarqué quelque chose ? des traces noires, du plastique fondu ? C'et déjà un bon signe qu'ils t'aient répondu rapidement ...1 point
-
Pour l'instant attends la réponse. Si tu n'es pas intervenu sur ta machine il n'y a aucune raison qu'il n'y ait pas d'intervention. Il sera toujours temps en cas de refus d'ouvrir et de regarder ce qui a grillé, alimentation ou carte mère ...1 point
-
@zamasu2008 Est-ce la carte mère d'origine ? j'ai vu ça et là qu'il suffisait de re flashé la carte mère avec le firmware d'origine pour résoudre le problème. Reste à savoir si ta carte mère est une 1.1.5 ou une 4.2.21 point
-
Désolé pour vous, mais ils n'ont pas choisi l'escargot ni la limace, ce sera l'Artillery Solaris !0 points






















.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)



