Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/07/2023 dans Messages
-
WIZZ2 points
-
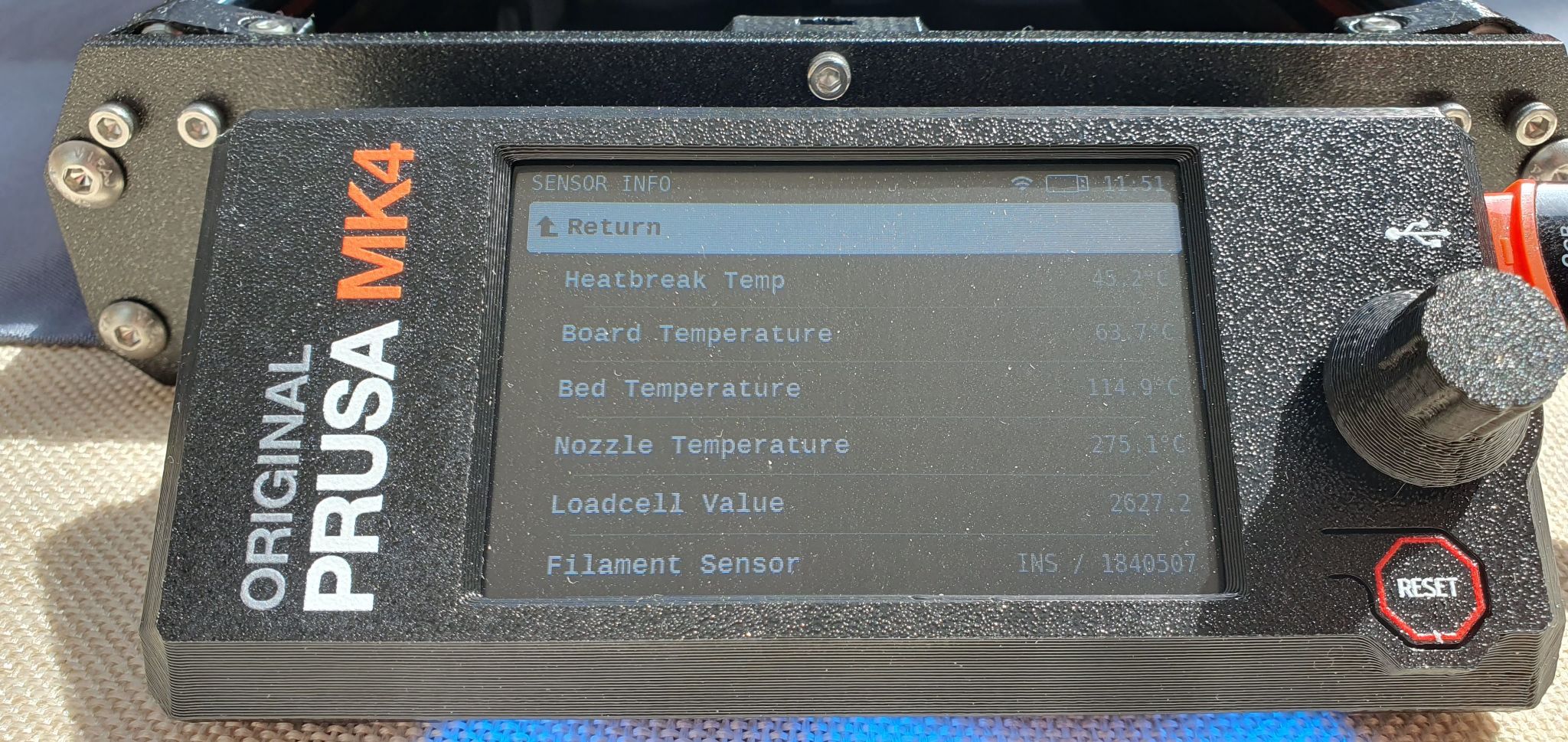
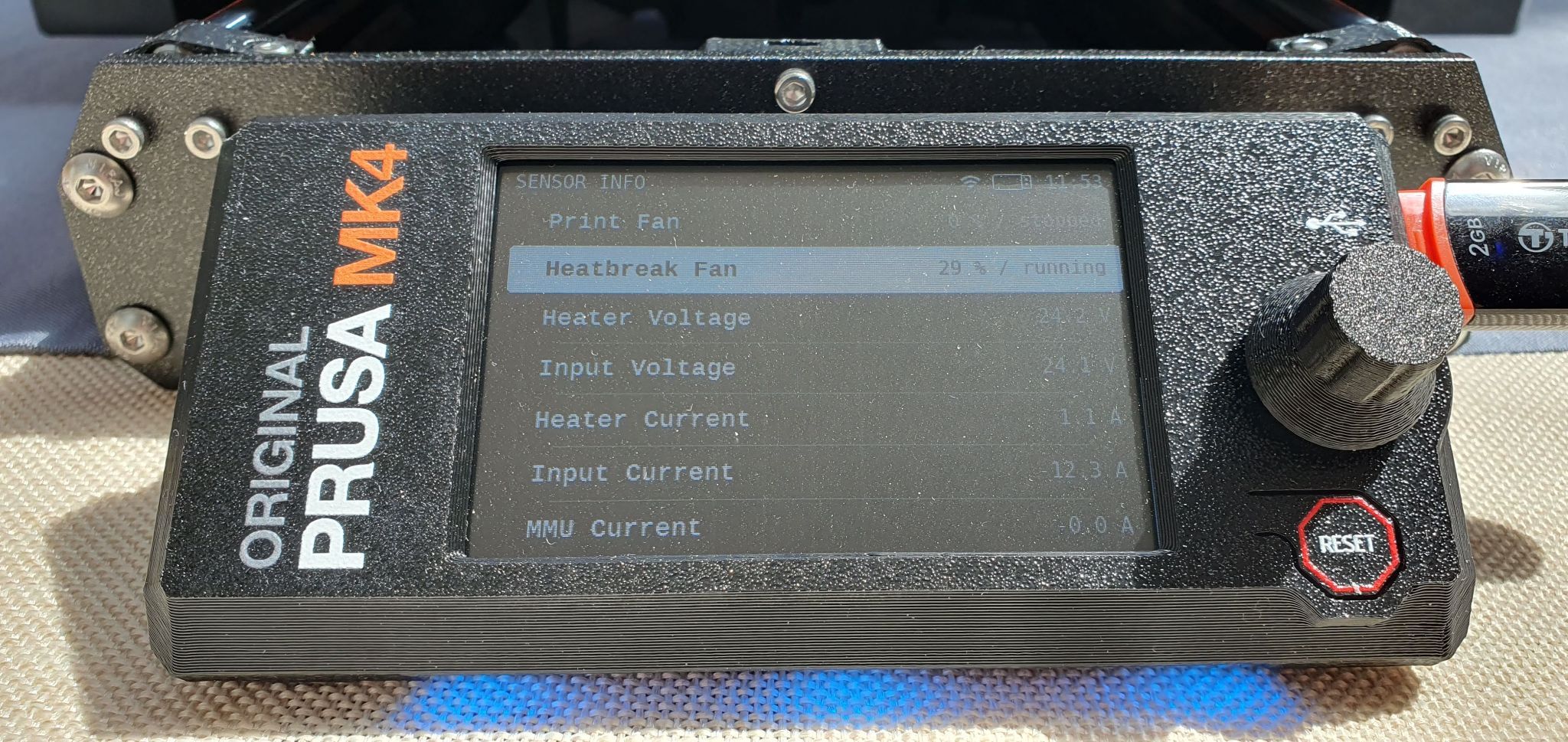
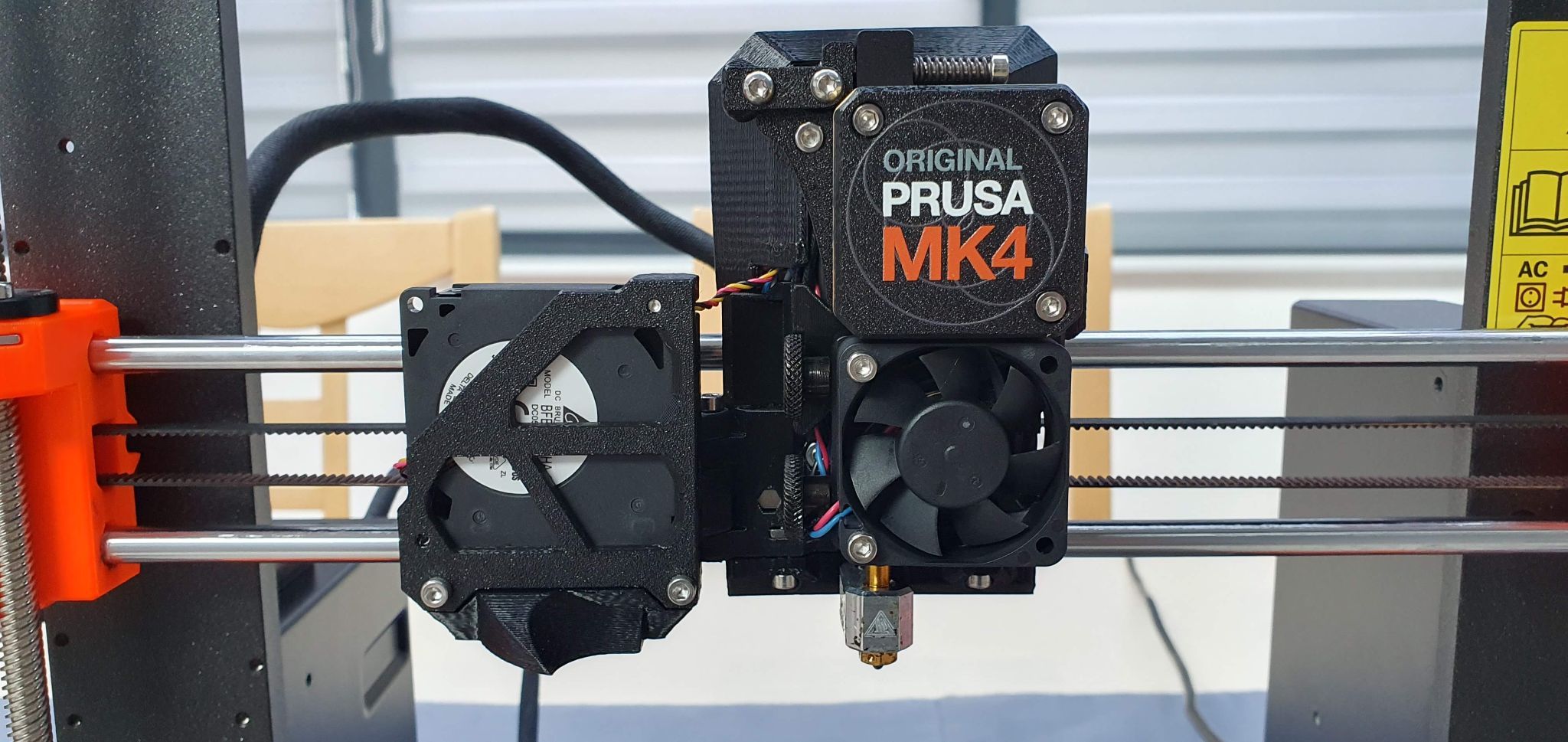
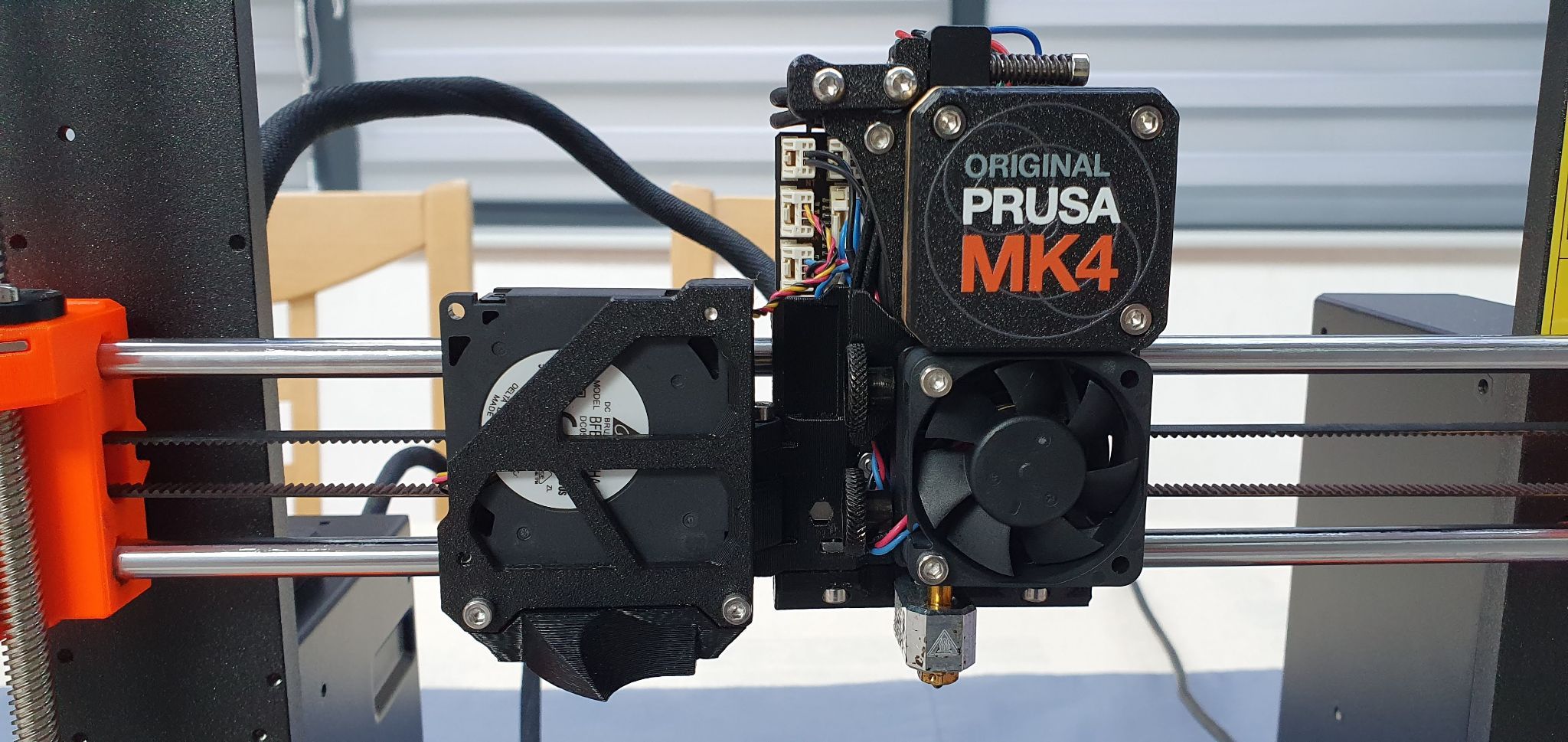
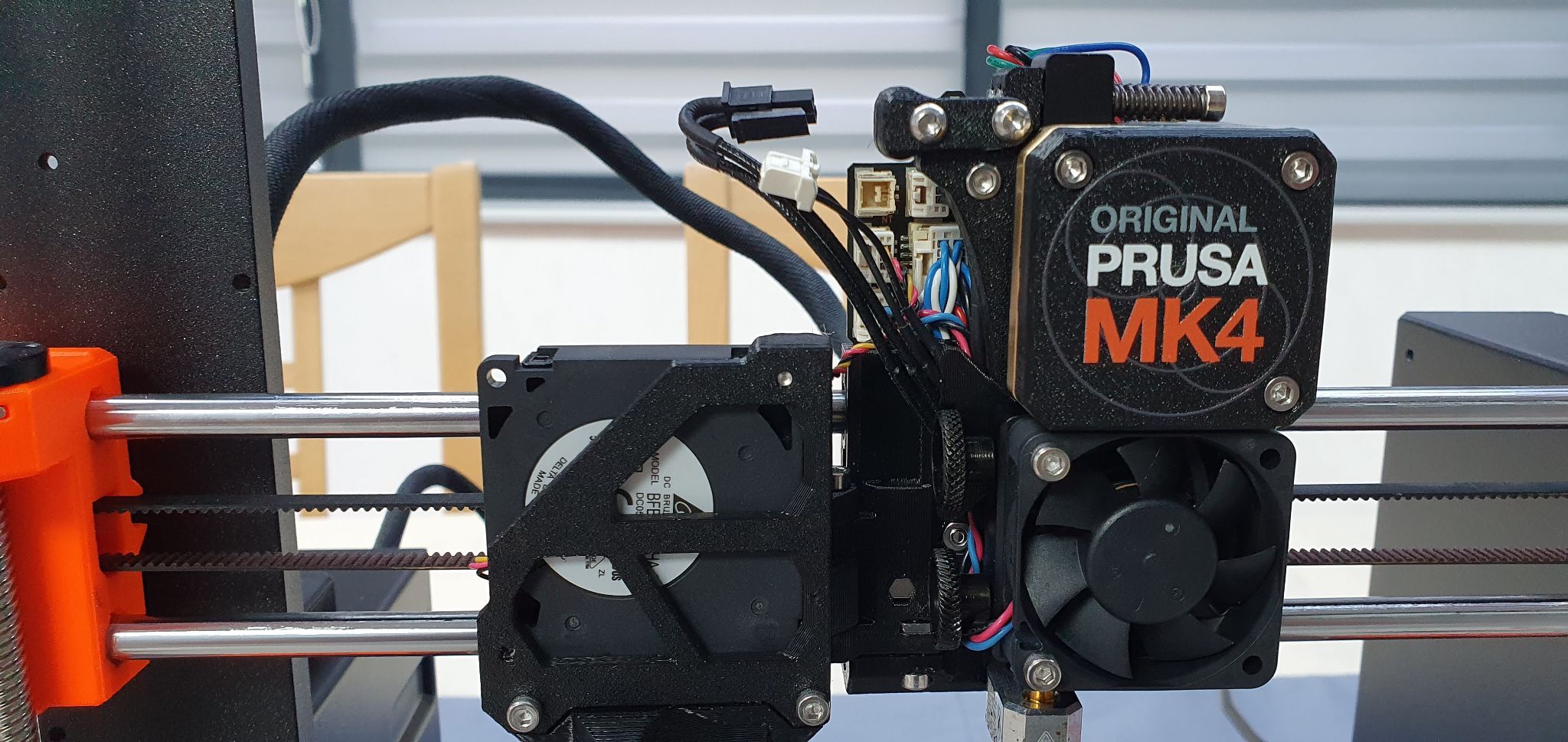
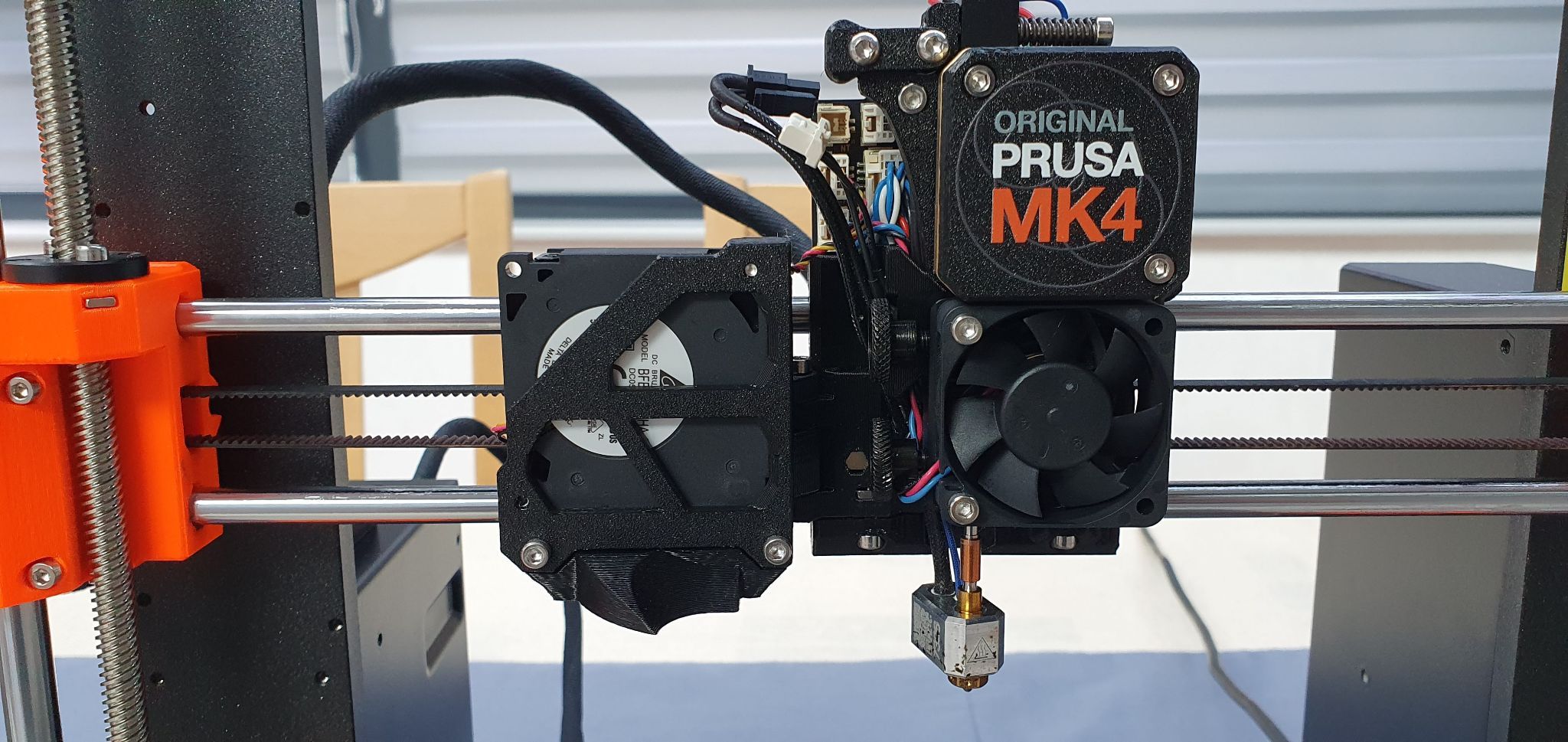
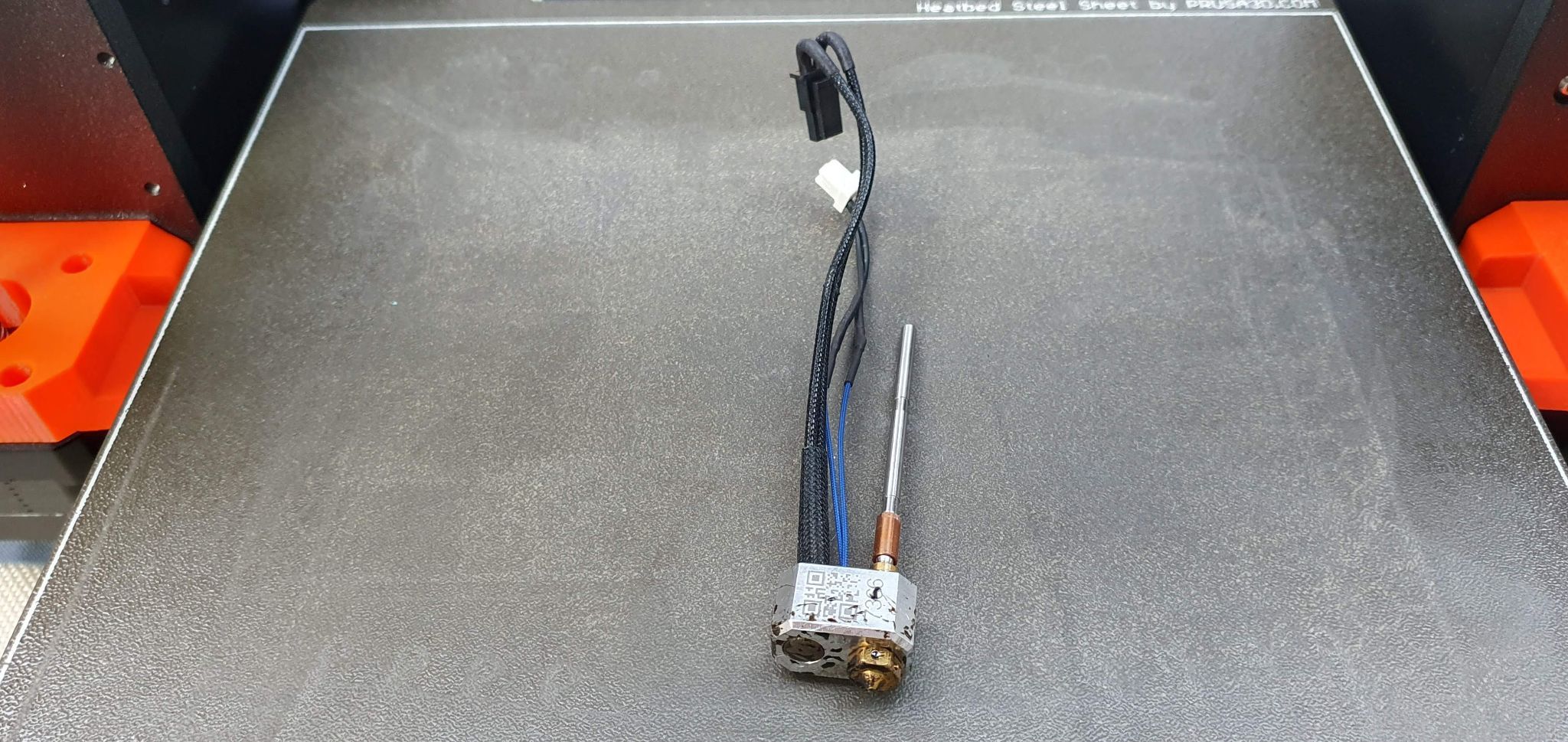
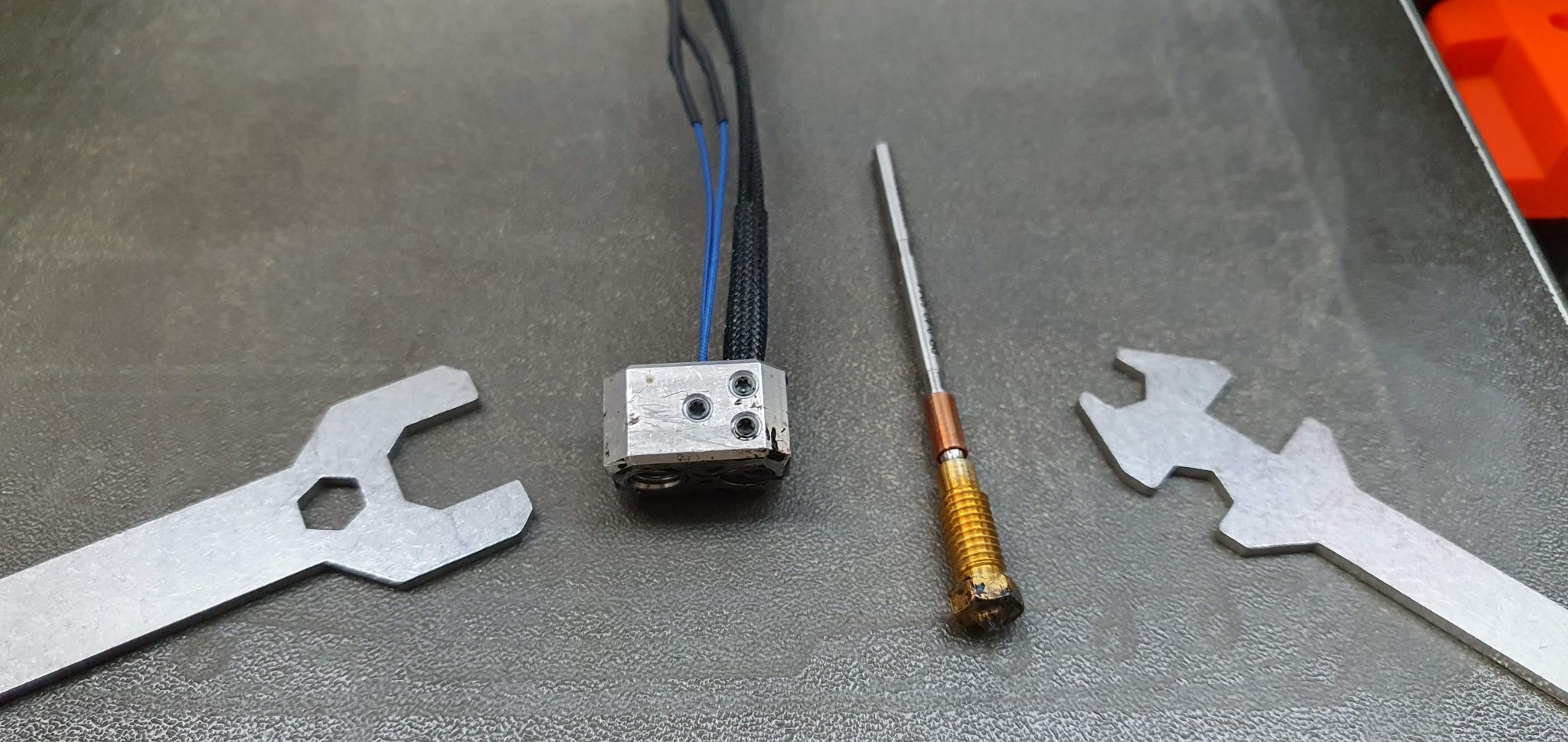
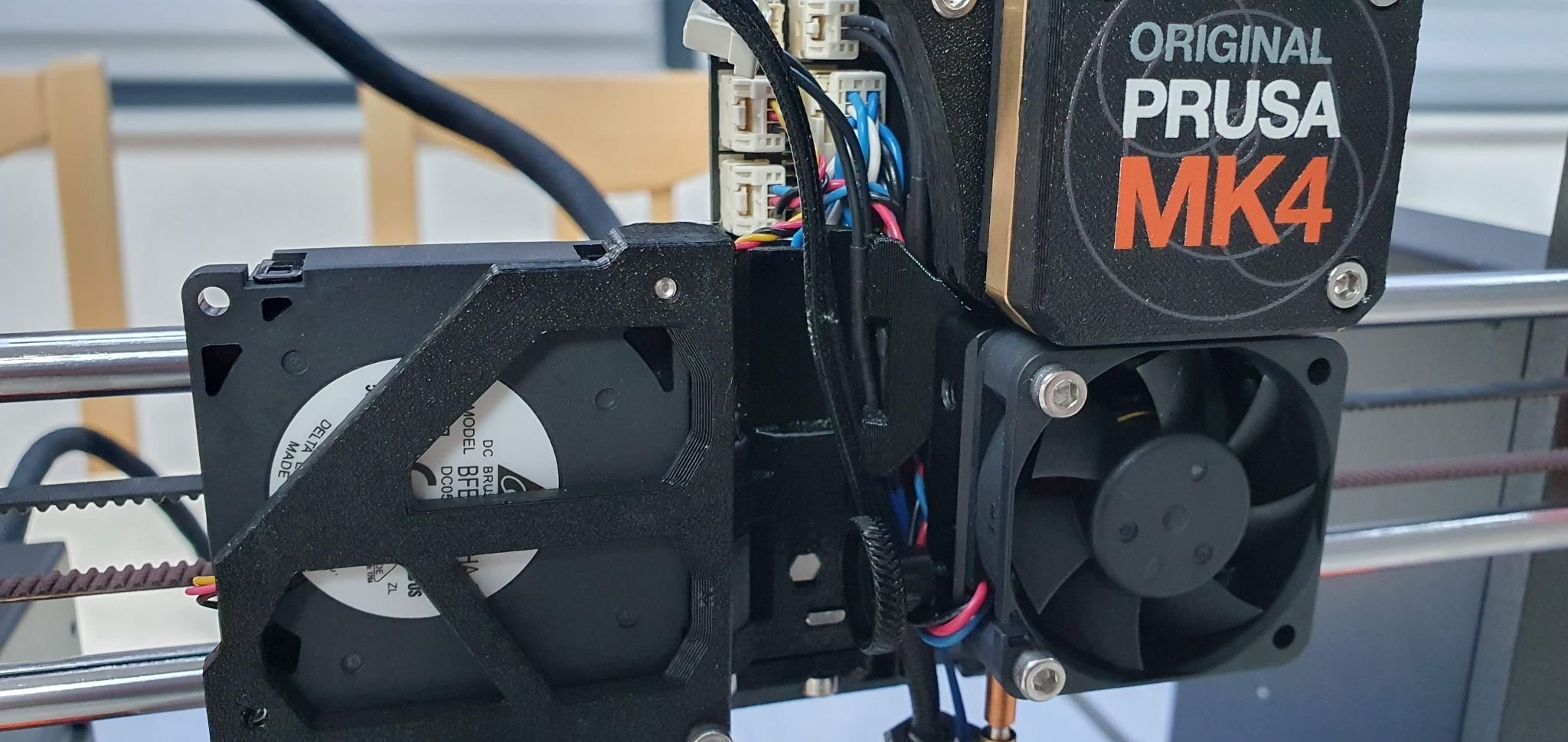
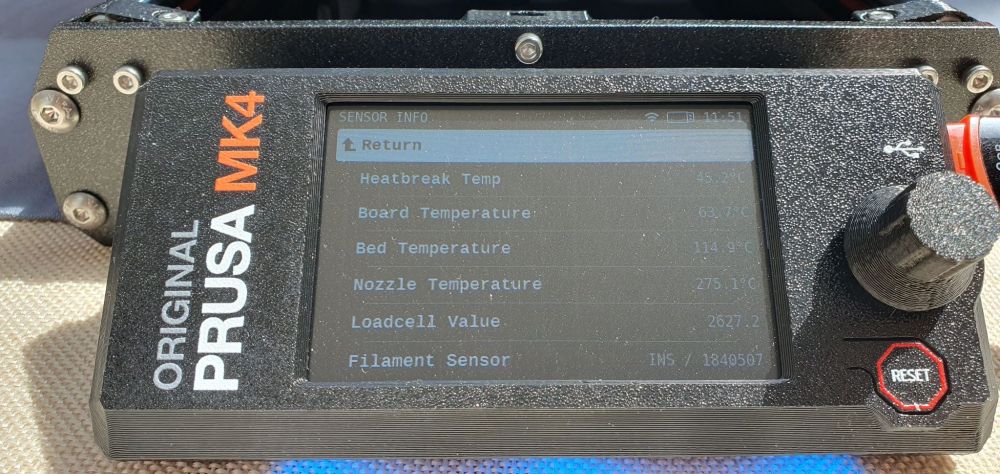
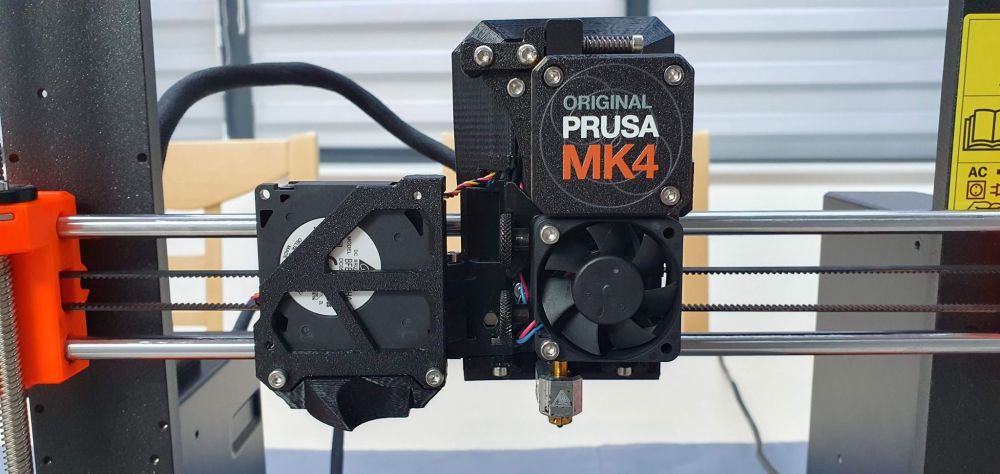
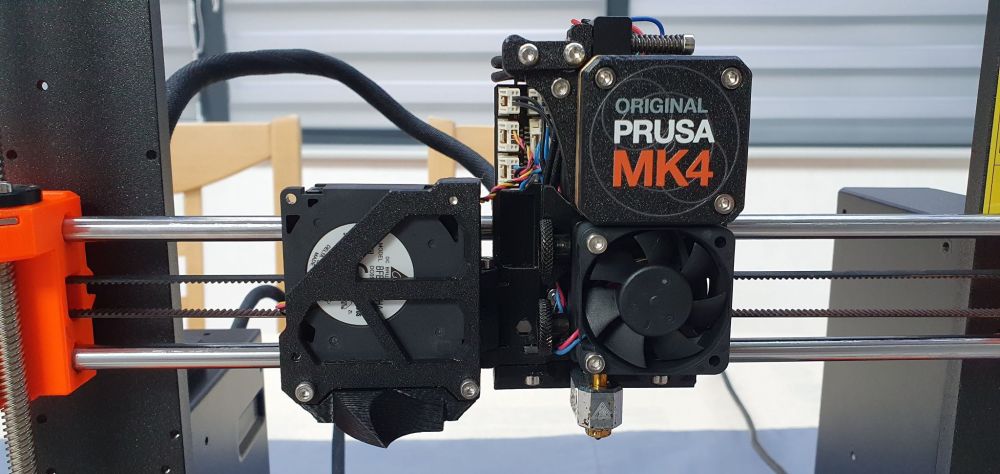
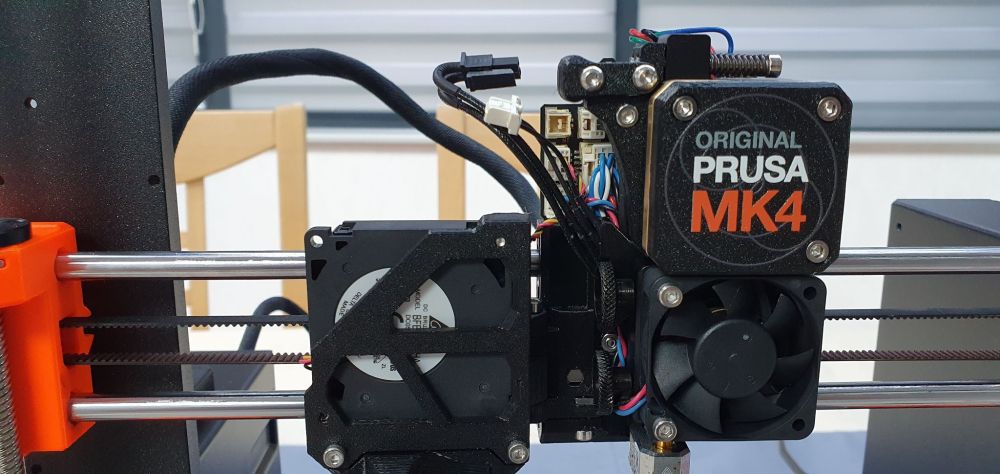
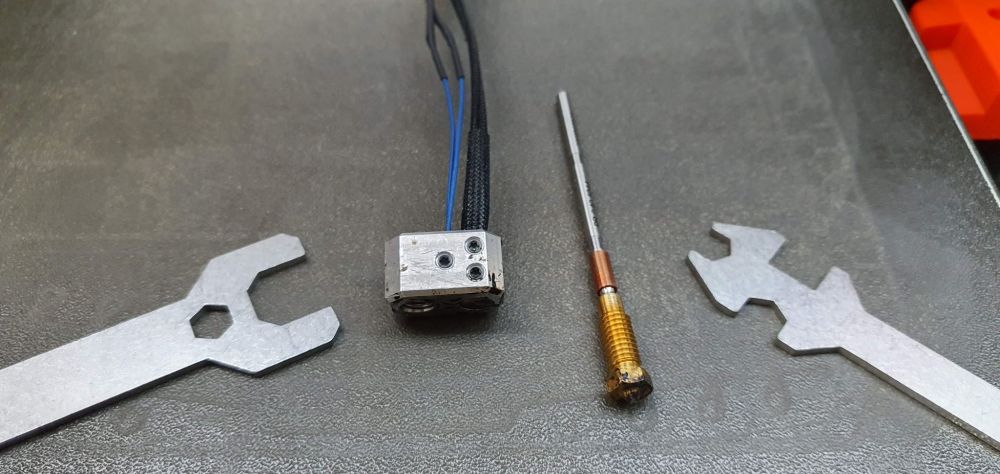
Salut @greguy ! Subjectivement, elle est moins bruyante, ou plutôt, elle est bruyante différemment. Objectivement, je ne peux pas me prononcer, je mettrais une MK3s à côté pour comparer. Car là elles sont dans un placard de mon bureau, alors que la MK4 est sur une table en massif dans ma véranda (mais à fond les ballons elle arrive quand même à secouer cette table de 80kg ) L'input shaper n'est pas vraiment impactant sur le bruit, c'est surtout le profil d'impression plus rapide qui lui est associé qui rend la machine plus bruyante car elle bouge vite, et accélère fort. Mais dans des conditions équivalentes, le bruit de la MK4 est plus... feutré. C'est pas évident à décrire, les sons sont plus sourds (un comble ), quand ça "tape" ça fait "donk" là où la mk3 fait "kling". Ce sont globalement les mêmes bruits mais plus étouffés, amortis. Faut bien que ça serve tout ces bouts de caoutchouc et stickers thermique un peu partout. En parlant de thermique, j'ai testé le PC Blend (Prusament) afin de pousser un peu la hotend. Alors côté ventilateur heatbreak, c'est assez rigolo, on l'entend faire un petit yoyo. Même avec la buse à 275°C il tourne autour de 30 et 35% pour un heatbreak à 45°C. On peut dire que le refroidissement est efficace. Oui beaucoup de soleil au plafond... Mais l'écran reste bien visible en vrai. Fait intéressant, je l'ai vu (et entendu) monter à 50% lorsque la bande de soleil est arrivée au niveau de la tête. Faut dire que ça tape vite sous un plafond vitré. Du coup je me suis fait une remarque, je pense qu'il ne s'agit plus d'un ventilateur Noctua comme sur l'ancienne génération. Car quand il tourne à 50% on l'entend, contrairement à celui de la MK3 lorsqu'il tourne à 100%. La régulation de vitesse permet de le rendre silencieux tout en gardant la possibilité de souffler plus fort qu'un Noctua si besoin, dans un enclosure par exemple. Concernant l'impression du PC blend, j'ai fait quelques essais. Le plateau de bouchons RJ45 qu'on voit si dessus puis le même en ayant retourné les pièces et utilisé du support "snug". Je trouve rendu bien plus joli car la partie supportée est invisible une fois installé, et l'impression moins risquée. Pour l'aparté, ça se monte très bien sur mes switchs, parfait pour "bloquer" les ports sur des VLAN que je ne voudrais pas utiliser par inadvertance. Je ne compte pas m'en servir pour la soi-disant poussière (encore que sur un switch ventilé ça se discute), je préfère laisser le switch respirer. Et puis ça m'a donné une bonne excuse pour les faire en PC, je devais tester ce filament sur la MK4, et ça résiste bien à la chaleur tout en gardant son élasticité dans le temps. Du coup j'ai pu voir une chose étonnante, au début de la seconde impression, la buse bavait beaucoup (préchauffage à 250°C pour le homing avec du PC). Et lors de la phase de nettoyage de la buse, au lieu de faire deux ou trois petits points comme d'habitude, elle m'en a fait deux rangées : (La ligne de purge arrive après.) Ca prouve que le load celle est très sensible, et qu'il est capable de détecter que la buse n'est pas propre. Cependant, lors du levelling, j'ai eu tout le quadrillage de petits points, on en voit d'ailleurs deux juste au dessus des rangées sur la photo précédente. Ces points sont juste impossible à enlever avant l'impression. Mais une fois le plateau refroidi et nettoyé, ça ne laisse pas de trace. Mais clairement, il ne faut pas avoir peur de "rayer" son PEI lisse en frottant avec le côté vert de l'éponge. Du coup, j'ai refait une tentative, mais en modifiant la température de préchauffage, à 200°C, ce qui est suffisant pour avoir un PC mou mais qui ne bave pas. C'est une valeur au pif que j'ai déterminé d'après mon expérience. Et pour le coup, si on prend soin d'avoir une buse propre avant le homing, il n'y a plus aucune trace du tout, pas le moindre petit point sur le plateau. J'ai constaté la même chose avec d'autres filaments, et globalement je pense que Prusa à utilisé des réglages très conservateurs (fool proof) pour que le homing puisse fonctionner tout le temps, même avec une buse sale. C'était déjà quelque chose que l'on connaissait avec la MK3S, où la buse était préchauffée à la température d'utilisation avant de palper. Ca se corrige moyennant une toute petite modification du start g-code. Changement de buse Pour faire suite à l'interrogation de @jcjames_13009, voici comment on change de buse sur la nouvelle hotend de la MK4. J'ai suivi la procédure du manuel => https://help.prusa3d.com/fr/guide/comment-remplacer-la-prusa-nozzle-mk4_421215 On commence par "ouvrir" le ventilateur : Puis on enlève le capot supérieur, qui protège la LoveBoard : Ensuite on déconnecte la cartouche chauffante et la sonde de température : On desserre les molettes et on fait coulisser la hotend, en guidant les cables pour qu'ils puissent sortir de leur logement : Et voilà l'ensemble hotend : Ensuite on utilise les outils fournis pour démonter la buse : On dévisse à froid et la buse sort toute seule : Pour le remontage, on repend les mêmes étapes en sens inverse, pas besoin de serrer comme un dingue, il n'y a pas serrage à chaud ni de fuite possible. La buse est directement maintenue par les molettes. Le bloc alu est très bien maintenu par les cables rigides. Donc même si ça se desserre, ça ne peut pas tourner. Très ingénieux comme système, qui résout les problèmes de fuites et de précision. Son point faible se situe au niveau des molettes, si elles se desserrent, l'ensemble peut glisser verticalement. Vérifier le serrage de temps en temps, surtout après les impressions violentes (comme le bonkers benchy) semble être une bonne précaution. C'est rapide à faire, pousser le ventilo, checker les molettes, remettre le ventilo. Aucun outil nécessaire. En parlant des molettes, pour le remontage de la hotend je conseille de démonter complètement celle du haut, ça donne un accès bien plus aisé aux câbles : A bientôt.







 2 points
2 points -
Je n'ai pas encore essayé, mais d'après ce que j'avais trouvé comme infos, c'est plus simple que l'ABS. Son principal inconvénient est d'avoir une machine qui monte assez en température. Mais ça commence à se reprendre.1 point
-
Super ! Profites bien de ta machine1 point
-
Salut @buprafisc.be, Tu as, de toute évidence, un problème de déplacement du plateau suivant l'axe Y puisque l'origine se fait à ~100mm de la position théorique (avant du plateau). Il faudrait éteindre l'imprimante et déplacer manuellement le plateau vers l'arrière pour identifier le point de blocage qui t'empêche de bénéficier de la course complète du plateau. Tu n'aurais pas une vis mal serrée qui dépasse? Edit: en passant, tu pourras décaler tes lignes de purge qui empiètent beaucoup trop sur la surface d'impression. Les lignes commençant par: G1 X10.1 Y... G1 X10.4 Y... deviennent: G1 X0.1 Y... G1 X0.4 Y...1 point
-
Pour résoudre le problème de disparition du by-id : curl -sSL https://raw.githubusercontent.com/mainsail-crew/MainsailOS/develop/patches/udev-fix.sh | bash Source: https://github.com/mainsail-crew/MainsailOS/blob/develop/patches/Readme.md#udev-fixsh Sinon, la fourniture du klippy.log (+moonraker.log qui contient le «printer.cfg»), en PJ (ou dans un bloc de citation) peut parfois / souvent aider (les Discords Fluidd / Mainsail / Klipper ) demandent généralement ces fichiers1 point
-
Bonjour, encore un petit retour à propos de ma nouvelle machine. Je viens de faire plusieurs impressions en PETG Bambu lab avec AMS ainsi qu'une impression en TPU (polymaker polyflex). Ca c'est superbement passé en utilisant le profil automatique Bambu Lab adapté au PETG et le profil TPU de Bambu studio. Les 2 ont été imprimés sur la plaque engineering. Avec ma Dagoma Sygma, j'avais un peu de mal avec le PETG qui se décollait et qui pourrissait la buse. Pour le TPU, j'avais environ une pièce sur deux qui foirait, surtout si elle était grande. Avec la X1C, que du bonheur. J'adore aussi le fait de pouvoir imprimer plusieurs pièces sur le même plateau mais de façon indépendante. J'adore ma Sygma car je la trouve belle et j'aime la voir fonctionner, mais cette X1C a tout pour elle. Fonctionnement hyper simple malgré que l'on peut tout régler. Les seuls petit défaut (mais je viens de fabriquer les pièces ), ils auraient pu intégrer une poubelle, un Y pour bypasser l'AMS et prévoir une ouverture de la vitre supérieure même avec l'AMS posé dessus (j'ai imprimé une poubelle qui se visse sur l'imprimante, j'ai imprimé en TPU des cales pour rehausser la vitre et j'ai imprimé un Y) Il me reste à tester l'impression de l'ABS, l'impression des objets en multicouleurs et l'impression avec le filament spécial support. Reste plus qu'a trouver un meuble pour la poser. Je lui ai rajouté les pieds antivibration ainsi que des bases pour ces pieds. C'est maintenant l'imprimante qui bouge mais plus la table.1 point
-
@Akyelle @Savate te donne la solution Tu peux avant de flasher le RPi (le terme flasher pourrait faire peur et laisser penser que ça va faire la même chose que pour la carte contrôleur mais pas d'inquiétude, ça ne remplacera pas la distribution installée sur le RPi), commenter la section [mcu RPi] et redémarrer Klipper, normalement tu ne devrais plus avoir l'erreur signalée. J'aime bien mon figlet : #################################################################### # ____ __ _ _ _ # # / ___|___ _ __ / _(_) __ _ _ _ _ __ __ _| |_(_) ___ _ __ # # | | / _ \| '_ \| |_| |/ _` | | | | '__/ _` | __| |/ _ \| '_ \ # # | |__| (_) | | | | _| | (_| | |_| | | | (_| | |_| | (_) | | | | # # \____\___/|_| |_|_| |_|\__, |\__,_|_| \__,_|\__|_|\___/|_| |_| # # |___/ # # # #################################################################### Sinon tu as un joli prénom (différent de ton pseudo ). Juste quelques remarques: Tu as une raison particulière d'utiliser le serial/by-path plutôt que l'habituel by-id ? Tu utilise l'extrudeur de hotends.fr ( @Fourmi) ? Un Bltouch (x et y offsets dépendants de son positionnement: tête originelle / MiniXtruder ) ? Idem pour [bed_mesh] et [screws_tilt_adjust] Tu as une buse de 0,5mm ?1 point
-
@isidon est de retour sur le blog avec une vidéo de sa chaîne à l'appui pour nous partager son avis sur la Halot One qui, bien que pas toute récente, offre un rapport qualité/prix super intéressant pour débuter en impression 3D résine https://www.lesimprimantes3d.fr/test-creality-halot-one-2-20230707/1 point
-
Avec l'erreur que tu as, ce n'est pas la carte mère qui pose problème, mais le pi Comme tu utilises le pi comme contrôleur supplémentaire, il faut que tu compiles aussi pour le pi : Microcontrôleur RPi - Documentation Klipper (klipper3d.org)1 point
-
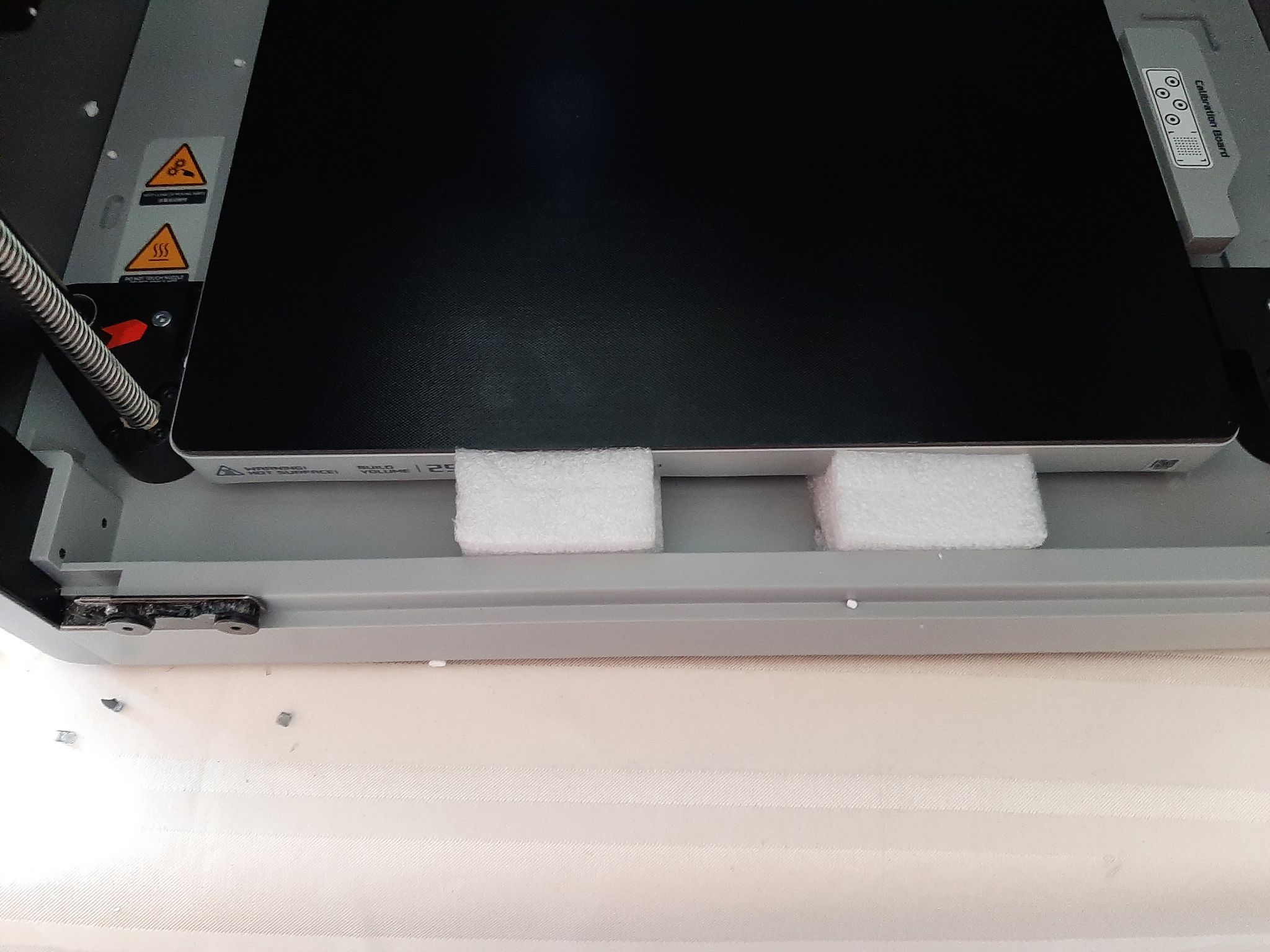
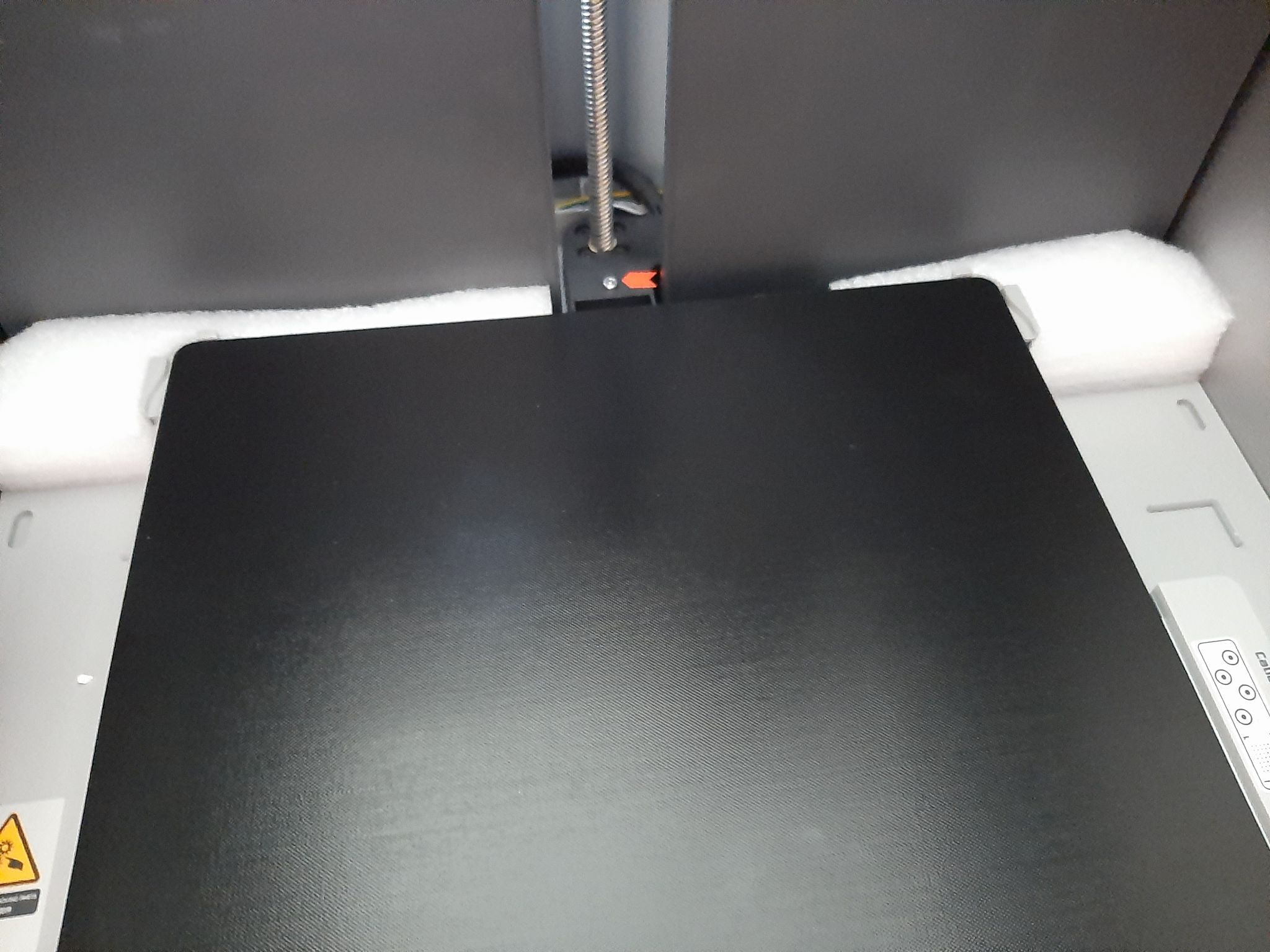
vos mieux une vitre que la mécanique, mais moi aussi la boite a été mal mené j'ai vérifier devant le facteur. Pour le bed, tu demarre la machine le lit va monté et tu enleve la mousse1 point
-
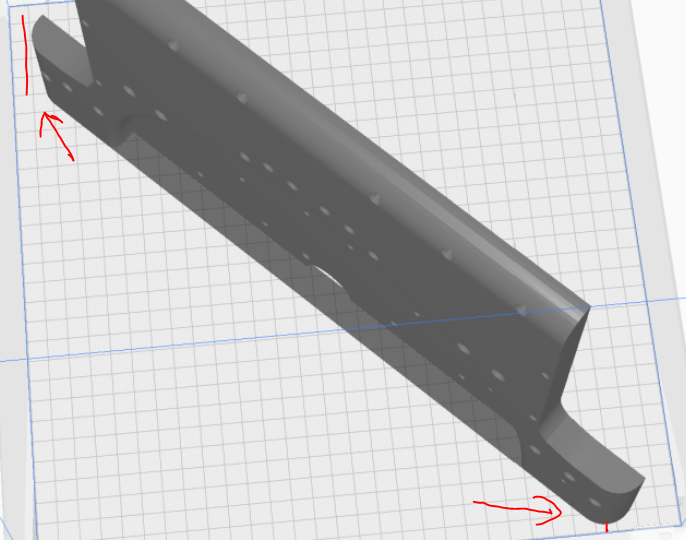
Salut, indépendemment du problème technique, l'emplacement de ta pièce n'est peut-être pas optimal: En haut à gauche ta pièce est à 4 ou 5 carreaux du bord, alors qu'en bas à droite elle est à moins de 1 carreau. Tu peux donc la remonter sur le plateau pour équilibrer les distances.
 1 point
1 point -
Je devais être le seul gosse a avoir eu un blog chelou avant l'arrivée de skyblog. J'avais crée un blog sur le site expedia.fr (ouais y'a rien qui va), moins porté sur la photo, plus sur le blabla et moi j'étais déjà du genre à adorer écrire à ce moment là Par la suite, j'ai crée un skyblog qui a cartonné (à l'échelle d'un skyblog) sur l'univers Dragon ball Z, le format très "photos" semblait plus approprié que le format "3615 mylife" . J'ai eu un téléphone photo (on appelait pas ça un smartphone avant), bien plus tard que mes camarades de classe du coup Google images était mon meilleur ami à ce moment. Sinon Skyblog avant c'était cool, tu voyais des photos de tes copines de classes en maillot, mais y'en a avait juste une ou deux... Puis maintenant t'as les pages instagram/tiktok ou elles sont uniquement en maillot quoi... J'suis en train de relire ma phrase, j'arrive pas à savoir si ça parait être une bonne chose ou pas ce que j'ai écris. #Rendez-nous MSN1 point
-
Alors fais un bed levelling et par pronterface, lance la commande M500 pour sauvegarder les réglages.1 point
-
Moi aussi L'inconvénient d'utiliser un fork de Klipper est que l'on est pieds et poings liés à l'utilisateur qui maintient (ou pas) son Klipper à jour avec la version officielle. Du peu que j'ai lu dans le dépôt «klipper» de Desuuuu, il n'y a «apparemment» qu'un dossier (~/klipper/klippy/extras/t5uid1) ajouté pour prendre en compte la gestion de l'écran. Mais ça reste à approfondir1 point
-
Salutation Je parle sans vraiment savoir car je n'ai pas cette machine. Pour moi c'est la piste la plus semblable car un filament de PLA devient "mou" vers 60°C. Donc il faudrait surveiller la température de l’enceinte et de l'extrudeur... ( en fonctionnement "normal" , et si VREF correctement ajusté, un moteur ne doit pas dépasser les 50-60°C ) ? Vérifier avec les différente vus du gcodeviewer de "Prusa Slicer" si cela ressemble bien au résultat attendu. Éventuellement si la vitesse et distance de rétraction sont inadapté ( trop grande ) sous le trancheur, cela peut faire chauffer le moteur de l'extrudeur ...1 point
-
Enfin après nettoyage encore du plateau, re réglage du plateau et test plusieurs fois pour avoir des lignes jointives. merci encore pour tout vos conseils.
 1 point
1 point -
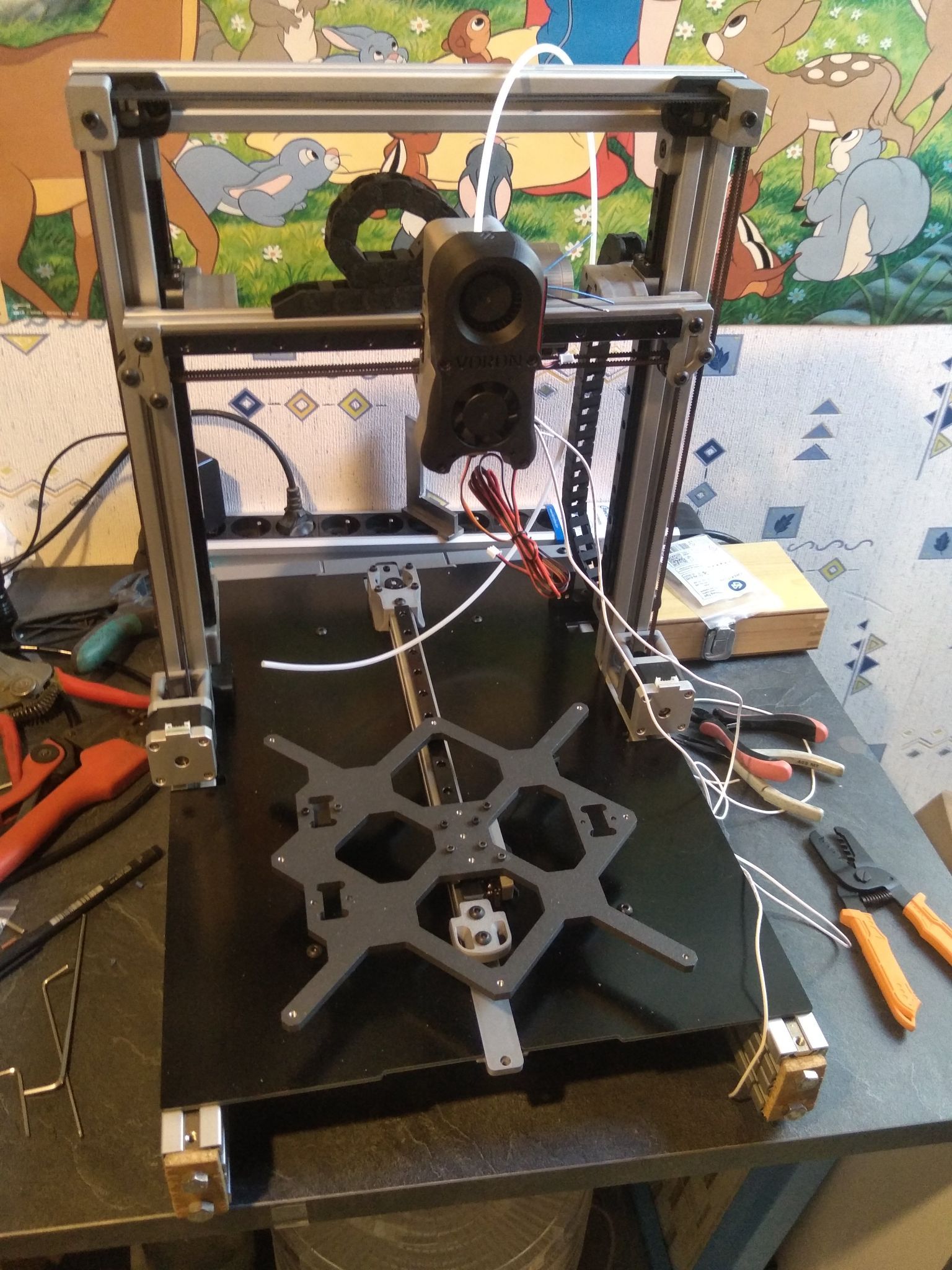
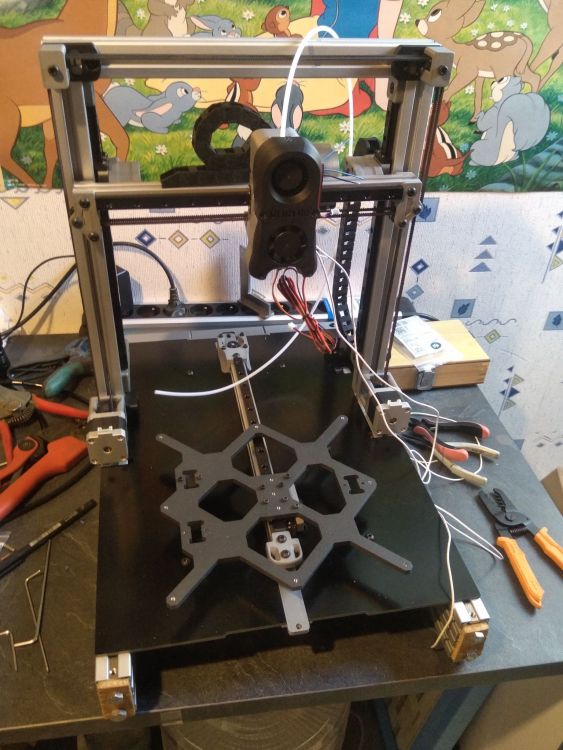
Dernières avancées (suite à la réception des vis M3x25) : - montage de la tête sur la machine - finition du bras pour le klicky -début du sertissage de câble et de l'électronique
 1 point
1 point -
Hors TPU j'utilise exclusivement l'AMS (je trouve ça trop pratique de pouvoir choisir la couleur sans avoir à changer la bobine) alors que je fais 90% de mes prints en monocouleur et ce avec des rouleaux vides achetés chez Grossiste3D et rebobinés à l'arrache et pourtant je n'ai jamais rencontré un seul souci Les seuls fois où ça a coincé c'est avec les bobines cartons...1 point
-
Je viens d'être livré, mais ça commence mal: pas de plateau Pei (peut être un autre colis), et vitre avant en mille morceaux !! J'attends les autres problèmes pour faire un ticket. Question bête: faut-il enlever la mousse en dessous du plateau, elle ne vient pas facilement.



 0 points
0 points