Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/10/2023 dans Messages
-
Il y avait longtemps que je ne l'avais plus vu: J'aurais bien répondu: «tous les jours» mais certains, plus atrabilaires que la moyenne, l'auraient mal pris3 points
-
L'un des avantages des buses E3D Revo est qu'elles peuvent être changées à la main rapidement en dévissant la buse (en la tenant par la partie rouge qu'on voit sur la photo). Ensuite ils commencent à développer plusieurs variantes de cette buse pour s'adapter à différents usages : buse High Flow pour augmenter le débit (le filament à moitié fondu se sépare en deux pour fondre plus vite), buse ObXidian plus résistante et avec une meilleure conductivité thermique, buse pour les imprimantes telles que la Creality CR-30 (pour le coup c'est inutile sur une Bambu Lab), et probablement d'autres qui arriveront. Si tu veux plus d'infos, tu as leur boutique et leur note de blog où ils ont annoncé le produit.3 points
-
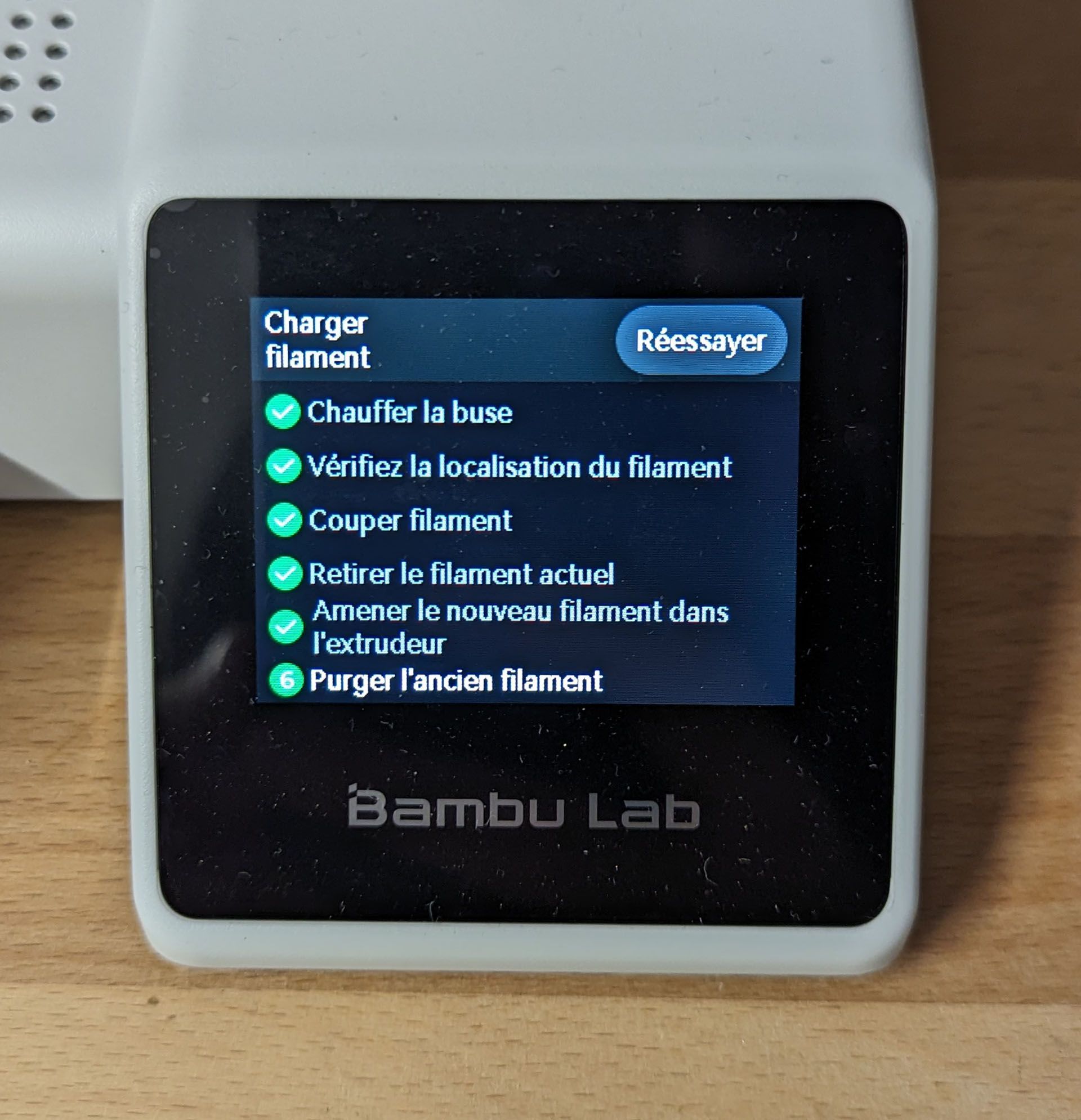
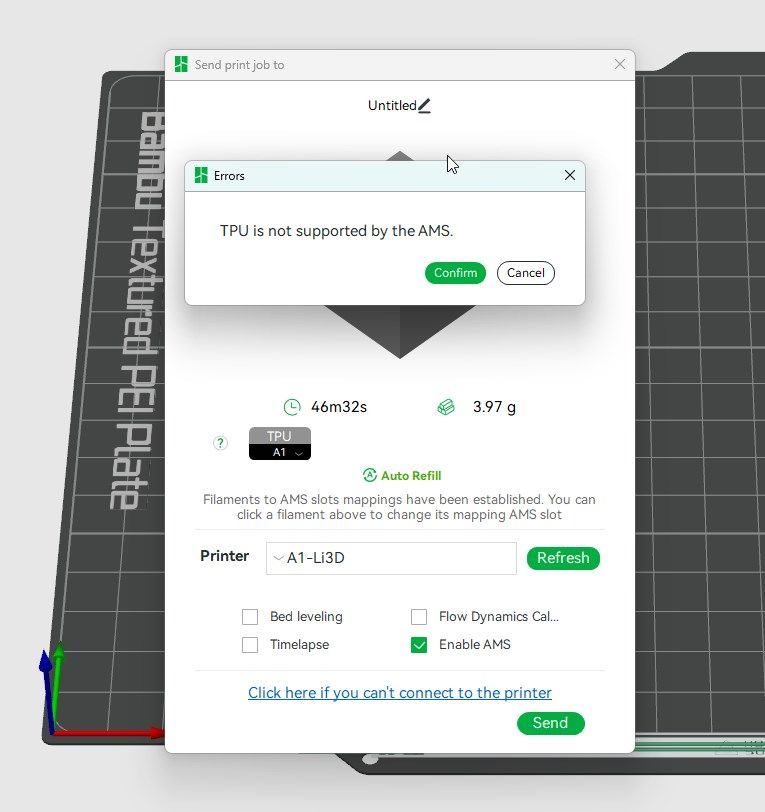
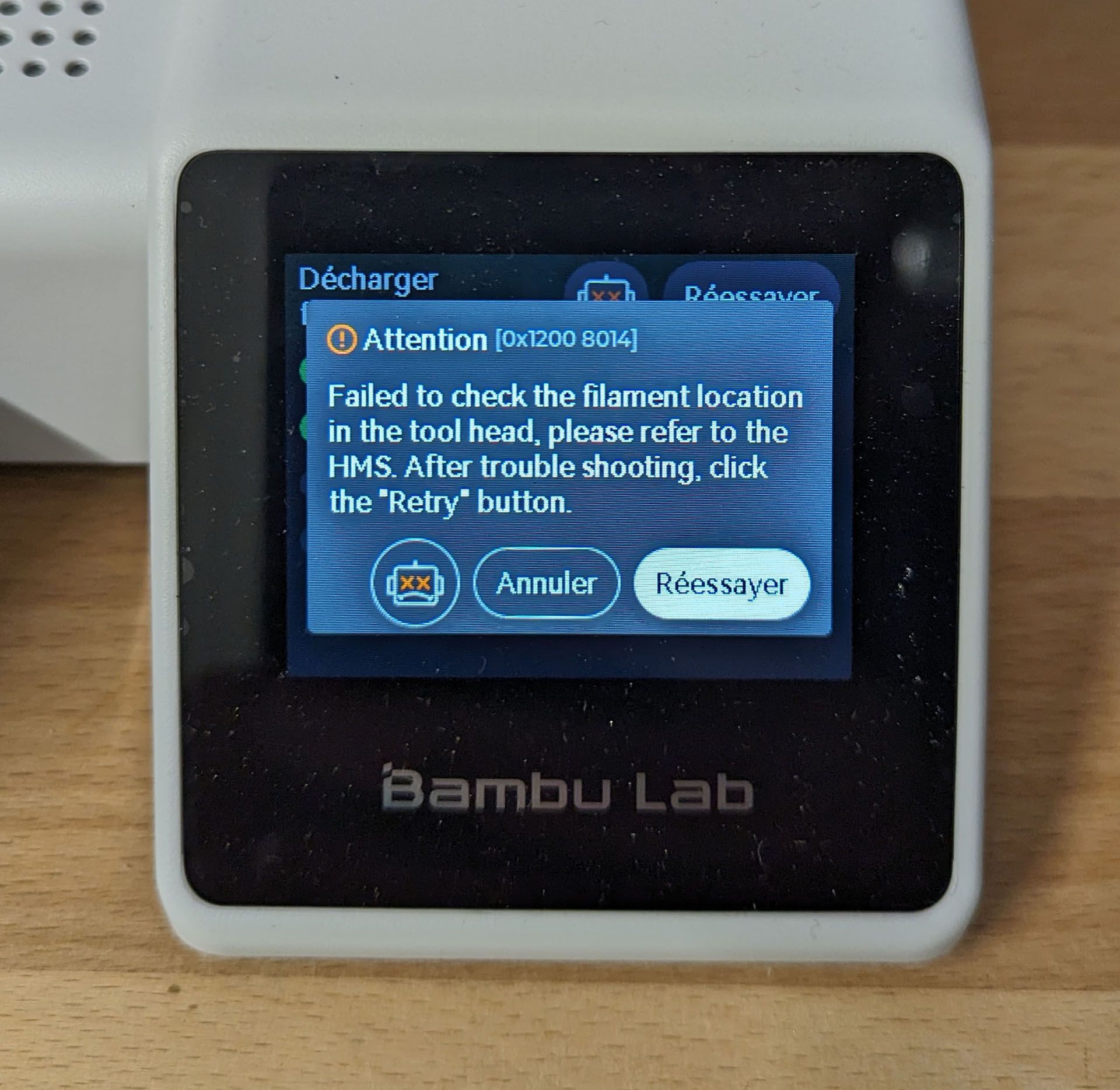
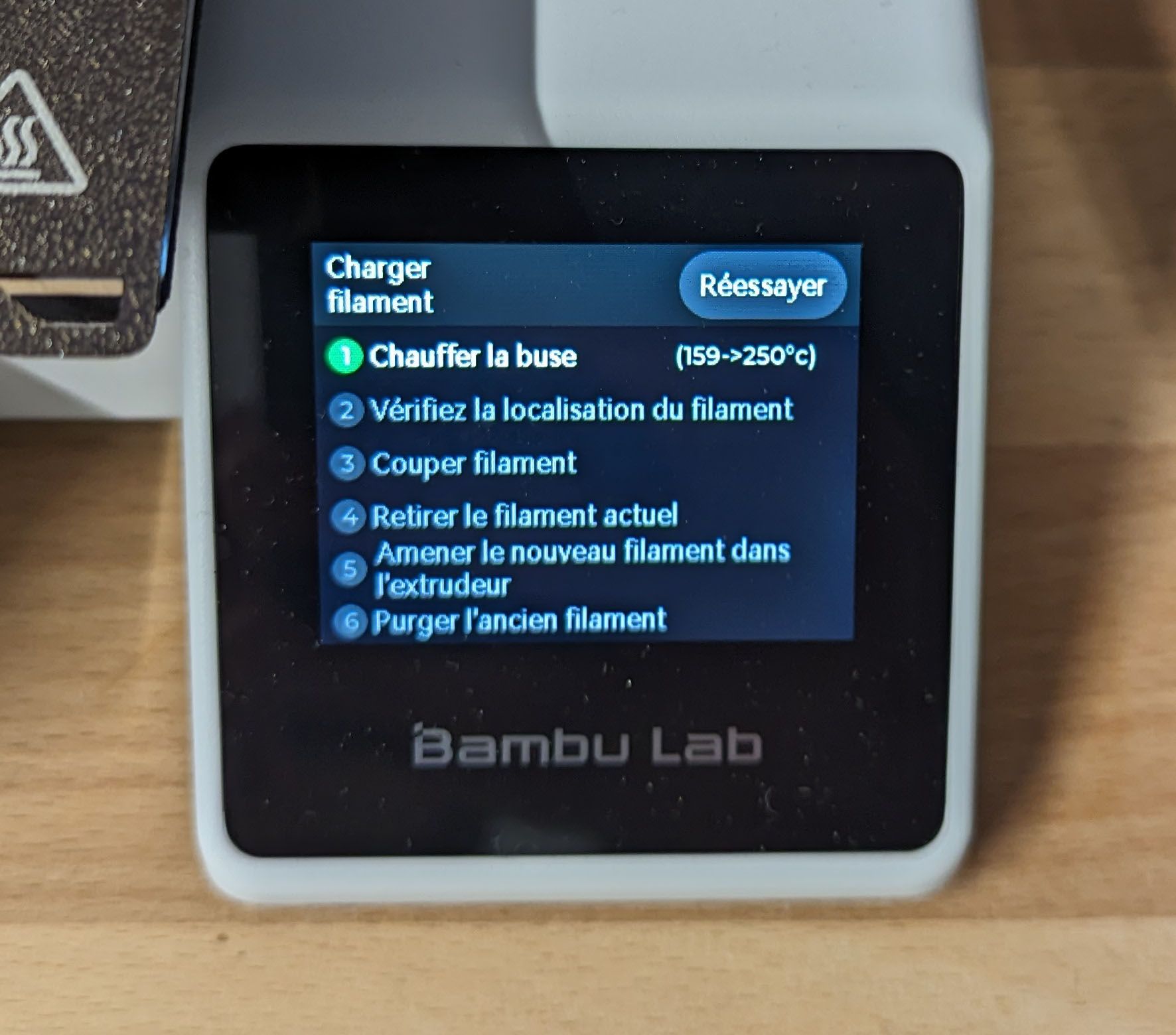
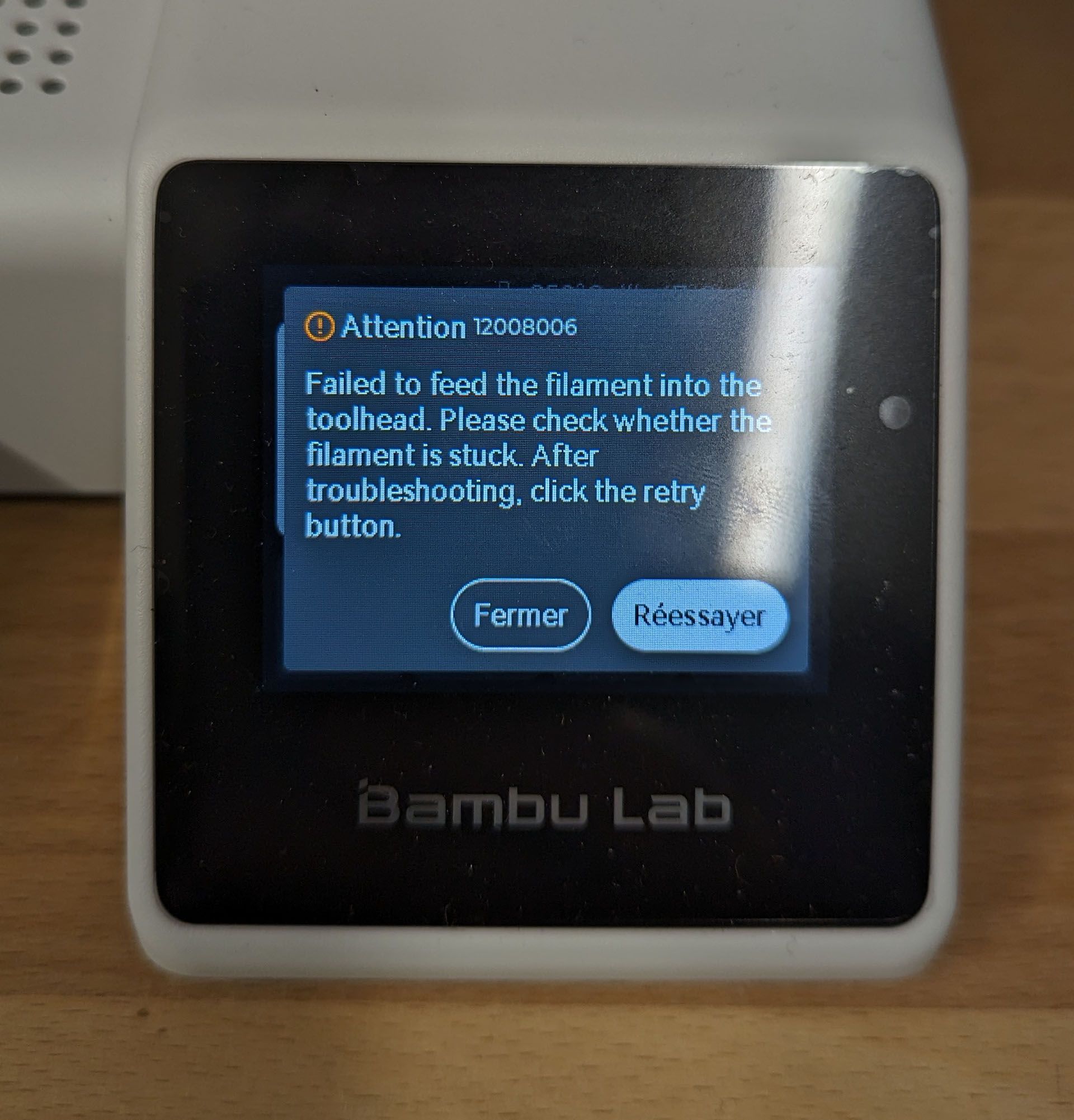
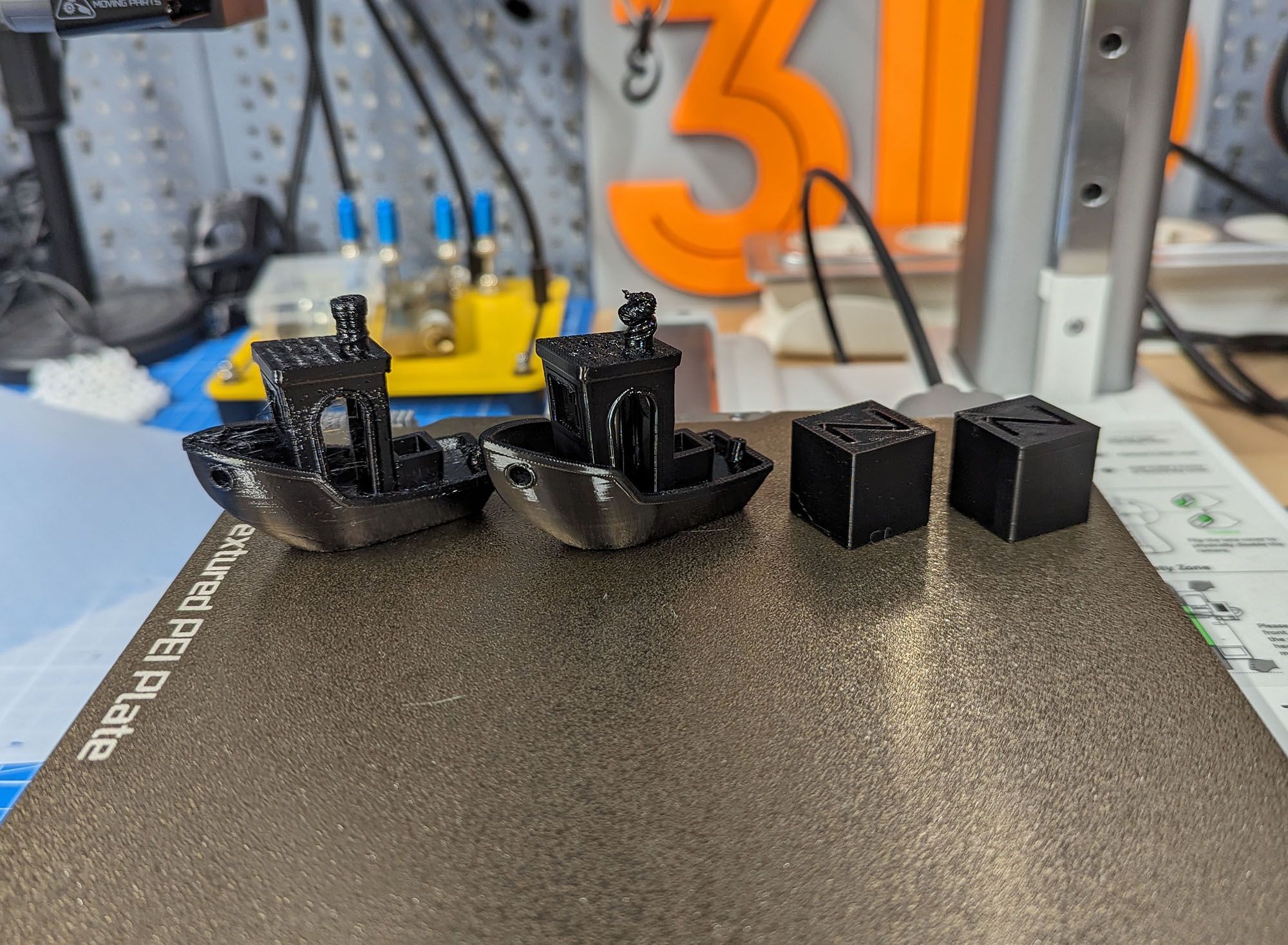
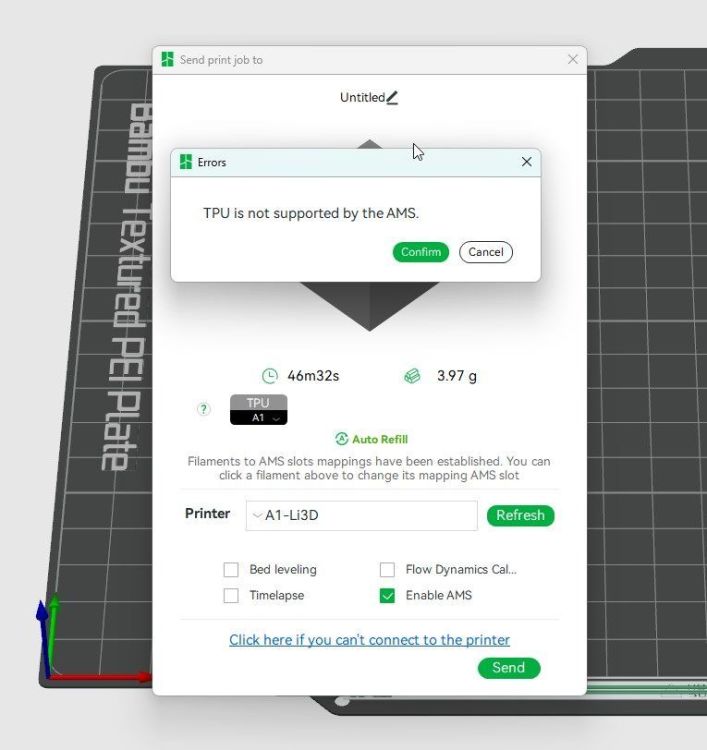
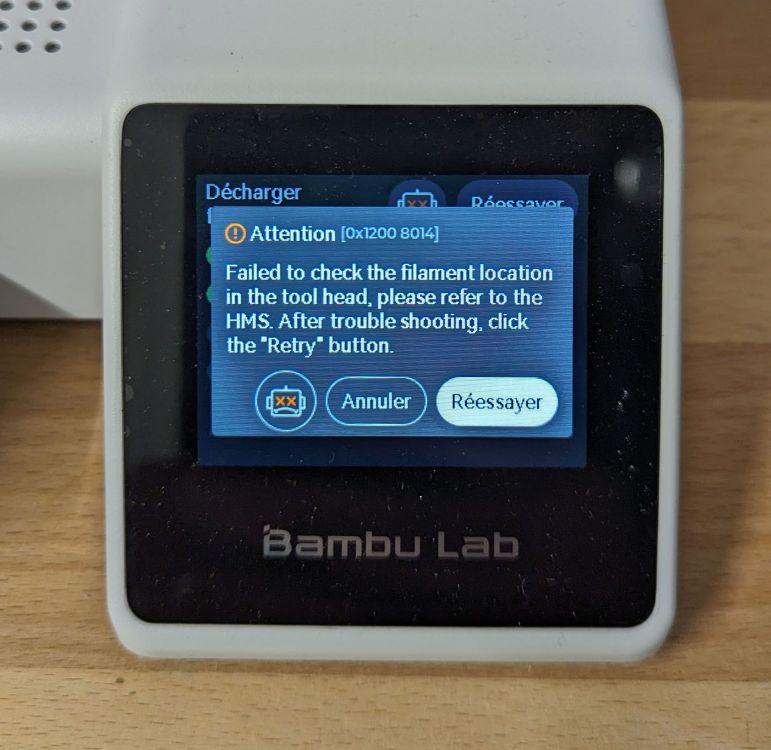
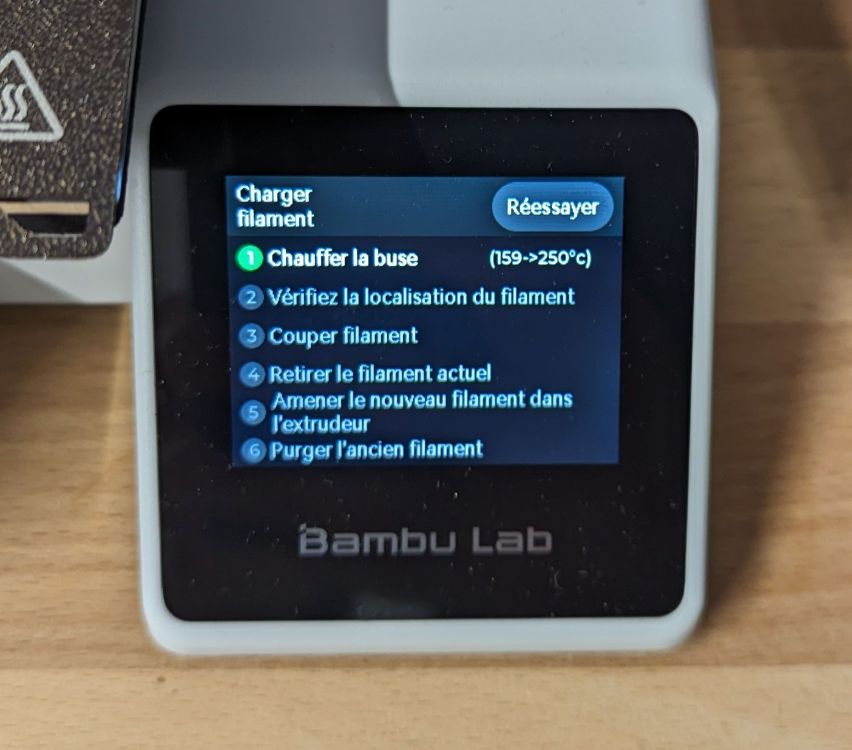
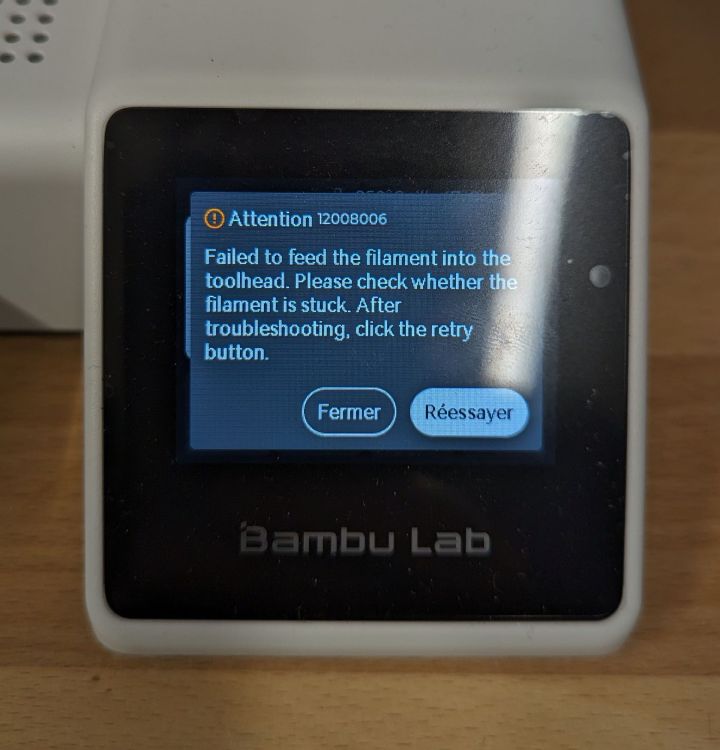
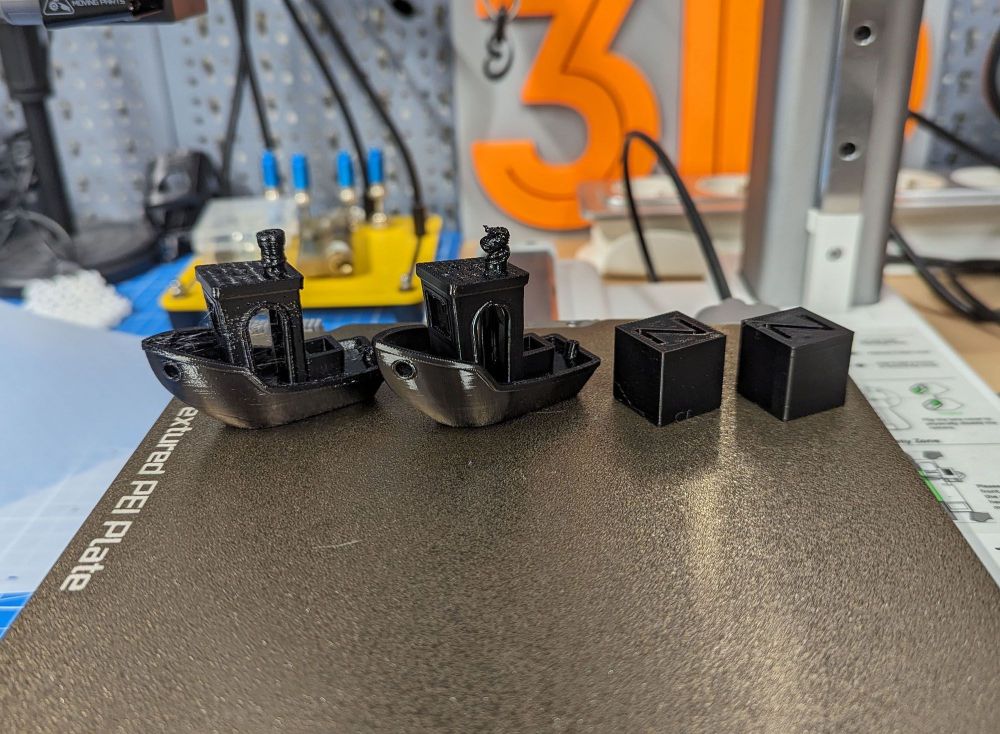
Ce soir j'ai voulu tester le TPU via l'AMS Lite avec mon filament Eryone mais le diamètre interne de la bobine était trop petit alors que celui de SainSmart trop grand J'ai calé celui de SainSmart avec un bout de chambre à air et j'ai pu le rentrer dans le guide motorisé sans problème jusqu'à la tête. Par contre, le logiciel ne voulait pas l'utiliser ! J'ai fait un profil PLA avec les paramètres TPU afin de pouvoir lancer l'impression Malheureusement, ça a vite coincé : Et ce fut un peu galère pour le retirer aussi Après quelques essais j'ai pu le sortir et l'insérer en bobine externe. L'interface via l'écran est superbe et j'ai même manqué le message entre les étapes 5 et 6 qui demande de vérifier que le filament a bien été attrapé En bobine externe, sans surprise, ça print Le profil TPU par défaut est loin d'être parfait comme pour les P1 et X1 mais celui que j'ai fait pour ces 2 dernières, en plus d'être 2 fois plus lent n'est pas parfait non plus : A gauche full stock à droite mon profil. Le cube est nickel avec mon profil alors qu'à droite les faces ne sont pas lisses, la ventilation est trop forte à mon avis (je print le TPU sans). Mon benchy était quasi parfait jusqu'au toit et à la cheminée qui a pris feu on dirait


 2 points
2 points -
En substance, tu as ton modèle que tu vas avoir sous un format *.stl, *.3MF par exemple. Or ce format ne donne pas les positions géométriques (X,Y,Z) de la tête d'impression (je parle pour les imprimantes FDM). Ce sont ces différentes positions qui vont permettre a l'imprimante d'aller déposer le matériau fondu au bon endroit. Il faut donc "traduire" le modele 3d en un format interprétable par l'imprimante. C'est le rôle du trancheur.2 points
-
Suite à la lecture du test très complet de @Motard Geek sur le XTOOL F1, je viens de passer commande du kit complet (malheureusement, je crois que tout ne sera pas livré en même temps car il y a des ruptures de stock). J'en ai profité pour ajouté plusieurs lots de consommables afin de pouvoir jouer sérieusement avec la bestiole.2 points
-
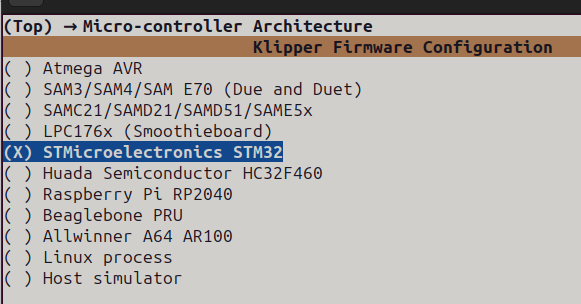
@pommeverte Bah non c'est pire ! une poule qu"est même pas capable de reconnaitre un oeuf ... bon.. Alors voilà, jusqu'à l'étape 2 tout va bien et ensuite ça se complique: Pas de STM32F407 ... Je rends les armes pour ce soir ... A+
 1 point
1 point -
Merci de ta réponse, entre temp j'ai nettoyé le plateau au peck, refait un Z offset aussi. Et relancé une impression ça a l'air de tenir pour le moment. Affaire a suivre.1 point
-
Salut, Pour la bande de leds, tu peux simplement ajouter un abaisseur de tension 24V/5V, comme celui-ci, qui serait branché directement sur le bornier de l'alimentation. Afin d'éviter de trop solliciter l'alimentation, si tu es en lit chauffant 24V, il faudrait que la montée en température du lit et de la buse ne soient pas simultanées. Pour le branchement du 3DTouch, tout est expliqué dans ce sujet. Coté configuration, le signal de pilotage sera la broche: PD13 pour une carte V0G/V0H PE5 pour une carte V07/V08 avec une résistance de tirage au 3.3v donc un ^ à placer devant: ^PE5 PE6 pour le signal retour Coté fichier printer.cfg, tu peux suivre la doc Klipper: https://www.klipper3d.org/fr/BLTouch.html l'une des 1ères choses à valider sera le fonctionnement du 3D touch. Je te conseille de placer la buse à ~100mm au dessus. Lorsque celle-ci descend au début de la prise d'origine en Z, tu enfonces la touche du BLTouch avec le doigt. Si la buse continue sa descente, alors il faudra éteindre rapidement l'imprimante pour éviter la collision.1 point
-
Pourquoi veux-tu brancher tes LEDs sur la carte... il doit bien exister des petits réducteurs de tension 24/5v1 point
-
Salut, Comme ton imprimante est récente, tu auras peu de retours d'utilisateurs, à mon avis. As-tu questionné le SAV du constructeur, vendeur? peut-être existe-t-il un forum anycubic, group facebook, discord?1 point
-
ben, c'est la configuration du firmware . tu appuies sur la touche espace de ton clavier pour cocher la 1ère ligne "enable extra... " tu appuies sur la touche "flèche vers le bas" puis "Entrée" pour sélectionner le "Micro-controller Architecture": STMicroelectronics STM32 tu appuies sur la touche "flèche vers le bas" puis "Entrée" pour sélectionner STM32F407 ... ainsi de suite jusqu'à la fin, comme dans la vidéo. PS: c'est marrant, j'aurai plutôt choisi cette illustration
 1 point
1 point -
Bonjour je reviens enfin vers vous sa fait 1 semaine que j'ai recu mon imprimante j'ai choisi la Bambu lab P1 et j'ai imprimé toute la carte SD avec une réussite extraordinaire par rapport a Créality encore une fois pas de débat , on est pas la pour comparé mais du coup j'ai fait mes propres modèles exemple fleur et j'ai pas bien réussi a les imprimé je veux dire que il manquais par exemple un support pour imprimé la feuille de la fleur par exemple, du coup j'ai essayé plusieurs filament sans succès ou pire alors du coup je viens vers vous car la je n'arrive plus a imprimé la première couche s'est ok mais apres j'ai l'impression que sa frotte au niveau de la buse et de la première couche, l'utilise le filament Bambu Lab basic et Bambu la studio qui peux m'aidé svp et merci d'avance Je voulais juste précisez j'ai choisi la bambu lab car l'autre il fallait 2 mois pour l'avoir encore merci a Amazon et a Qidi voila on peut débattre si vous le voulez xD1 point
-
J'ai démonté le Stealthburner : la connection du moteur au pcb ne respectait pas les couleurs fournis avec la doc aliexpress. Après modif et vérification à l'ohmmètre, tout est rentré dans l'ordre, qui plus est en respectant l'ordre Noir/Vert/Rouge/Bleu sur la Manta.1 point
-
Le trancheur ou appeler Slicer en Anglais c'est le programme que tu vas utiliser pour transformer un object a imprimer au format STL par exemple en instruction machine pour ton imprimante ce que l'on appel du Gcode pour les imprimantes 3D, pour une imprimante filament cela explique a la machine ce qu'elle doit faire en gros en déplacement moteur, chauffe du plateau et de la buse et quantité de matière de filament demander a tel moment de l'impression. Le trancheur tu vas donc indiqué manuellement les parametres qui ont une importance sur le résultat final a savoir vitesse, température, si il faut des support ou pas sur une zone, la vitesse de ventilation de la matière. Par exemple sur des zone en surplomb il faut plus de ventilation et ou moins de vitesse souvent. L'impression filament et résines sont très différentes dans le fonctionnement mecanique et mais aussi dans le tranchage, après vue ton budget total j'aurais tendance a te conseiller de commencer par un imprimante filament pas trop chers moins de 500€ comme tu es avant tout sur de l'impression PLA pas besoin d'aller trop haut en gamme de machine, et si par la suite tu souhaite passer en résine pour compléter les possibilités tu pourras le faire pour 300€ à 400€ tu trouvera des machines résines + le wash & cure de même catégorie que mes imprimantes 4k+. Si tu veux un machine simple d'emploi avec un trancheur dédié la Bamulab A1 mini pourrait être interessante (moi je le trouve trop limiter en taille car il me faut mini 200x200 en surface d'impression FDM), sinon la Flashforge 5M a 399€ pour être bien aussi avec aussi un trancheur dédier mais compatible avec d'autre. Et après tu as d'autre machine sité plus haut. Tu peux aussi partir sur de l'occasion pour payer moins chers, mais il serait préférable que tu sois accompagné dans cette démarché alors car il y a de tous d'occasion des belle opportunité, comme des machines mal ajuster et mal entretenue ou vendu plus chers que neuve parfois.1 point
-
Désolé @divers, je viens juste de prendre connaissance de cette promo, le xTool F1 passe à -100$ grâce au code XTHBD100. Il y a plein d'autres bons plans sur la page dédiée à la fête1 point
-
Merci @Motard Geek, au total j'ai eu 150€ de remise (qui sont compris dans le tarif initial). Bizarrement j'ai rempli le petit dossier pour être exonéré de TVA lors de l'achat, mais il a été rejeté (cela ne change rien, je la récupère après).1 point
-
en fait, j'ai voulu éviter de relever, mais.... j'avoue avoir ri1 point
-
qu'il me semble surtout que le firmware que tu indiques c'est un Marlin (mais bon j'ai lu en diagonale ...) et qu'il ne marchera jamais avec Klipper...1 point
-
Mais tu n'auras plus de porte !!!1 point
-
Pas faux Au moins un utilisateur a passé sa E3V3SE sous Klipper. Le détecteur de fin de filament pourrait être connecté sur le Z- Par contre, le passage sous Klipper fait perdre l'auto Zoffset (voir si la manière dont cela a été implémenté avec d'autres imprimantes possédant des jauges de contraintes serait utilisable , exemple avec la CR6-SE). Ou attendre la E3V3KE dont les fichiers de configurations ne pourront être «cachés»… Mais connaissant Creality, j'ai bien peur qu'ils aient implémentés leur gestion de la jauge à leur manière (avec leur vision «Open fermée» de l'Open source)1 point
-
Des centaines d'heures1 point
-
Concernant les retards, tu es certain @PPAC que Creality ne soustraite pas la fabrication chez Prusa. (blague d'un gout douteux, il y a comme une pointe de sombre vengeance)1 point
-
Salut, Ça dépend. Si c'est pour ta Flsun SR, tu as ce tuto en vidéo complet qui renvoie vers le github de @guilouz Si c'est pour ton dinosaure (CTC prusa I3), tu flashes le firmware Klipper créé en fonction des caractéristiques de la carte-mère (quelques infos dans ce tuto généraliste ). Ensuite, tu pourras t'appuyer sur ce fichier exemple qui doit correspondre à ta carte-mère, si je ne m'abuse .1 point
-
Voir un mauvais sertissage d'un fil, ou un fil coupé de manière temporaire: je parle par expérience, je vérifiais la continuité des fils--> pas de problème et en fonctionnement la continuité disparaissait. J'ai cherché un bon moment.... Dans ta machine le plateau n'arrête pas de bouger sur l'axe X. Les fils n'aiment pas être "pliés dépliés".Ils "fatiguent". Ma solution a été de fixer mon câble pour avoir un grand rayon d'enroulement, mais sur ma machine le plateau monte ou descend et les amplitudes sont faibles.1 point
-
Si tu ne trouve pas de problème dans les connecteurs ( comme un fil mal enfiché dans un connecteur, ou une pin ou des contactes oxydé, un fil trop plié avec une gaine abîmé), ou soudure qui manque d'étain et si tu ne te sent pas de changer toi même le faisceau de câble Alors avec ce que tu a décris, je dirais oui, une solution serait de tester avec un nouveau plateau ayant donc une nouvelle thermistance et nouveau faisceau de câbles et connecteurs...1 point
-
Pour moi, la piste c'est que lors de l'impression les vibrations ou torsions des câbles, créé un faux contacte ... Tester avec une résistance de 100 K Ohms c'est juste pour vérifier que la carte mère fonctionne correctement car elle mesurer alors 25°C. Donc oui cela revient a imprimer sans utiliser le plateau chauffant mais en plus cela garantie de ne pas avoir d'erreur MINTEMP ou MAXTEMP. ( Mais le firmware se met normalement en erreur si on essai d'utiliser le plateau chauffant car il doit détecter que malgré la mise en chauffe la température du plateau ne change pas car on le bluff avec une resistance et non la thermistance du plateau )1 point
-
Au pire, juste pour tester, si tu a une thermistance pour la tête d'impression en stock, alors tester de la brancher sur le connecteur pour la thermistance du plateau, cela te permettra ou non d'écarter un problème de carte mère.1 point
-
MAXTEMP c'est un normalement un court circuit entre les fils ( résistance proche de 0 Ohm )1 point
-
Donc les vibrations ou la température créé un faux contacte pour cette thermistance ? Shunter avec une résistance de 100 K Ohm ( si tu shunte avec un fil cela doit afficher une mesure de température au plafond. mais avec certaine carte c'est prendre le risque de griller l'entrée de mesure sur le microcontrôleur) , Pour vérifier que le problème ne vient pas de la carte mère.1 point
-
En principe si tu shunte les pins prévue pour la thermistance avec une résistance de 100 K Omhs cela doit afficher une température de env. 25°C. Ne pas oublier la possibilité d'un fil ayant des brins de sectionné ( faux contacte selon comment le fil est contraint / plié / tordue ) Mais là pour moi, le plus probable, c'est un faux contacte entre les pin de la carte mère et les contacte dans le connecteur que tu branche sur ses pins.1 point
-
Pour la prochaine fois, bien identifier le mot "bed" dans le message d'erreur, c'est pour dire du plateau. ( Pour la tête d'impression cela aurait etait "head". ) Une erreur MINTEMP, c'est ce que l'on obtient quand la thermistance est déconnecté de la carte-mère. Donc là tu dois avoir un problème dans les fils de la thermistance ou le connecteur ( genre un fil mal enfiché dans le connecteur ou un faux contacte dans le connecteur, voir un problème de soudure sur le port où tu connecte la thermistance du plateau, ou sur le plateau sur les pistes où sont soudé les fils pour la thermistance. ) En principe pour tester une thermistance NTC, avec un multimètre tu dois avoir ~ 100 K Ohms de résistance entre les deux fis de la thermistance quand elle se trouve a 25°C ( la résistance entre les deux fil augmente plus il faut froid ( d'où l'erreur MINTEMP quand il n'y a pas de thermistance de connecté car une résistance infinie entre les pin du connecteur pour la thermistance de la carte mère)1 point
-
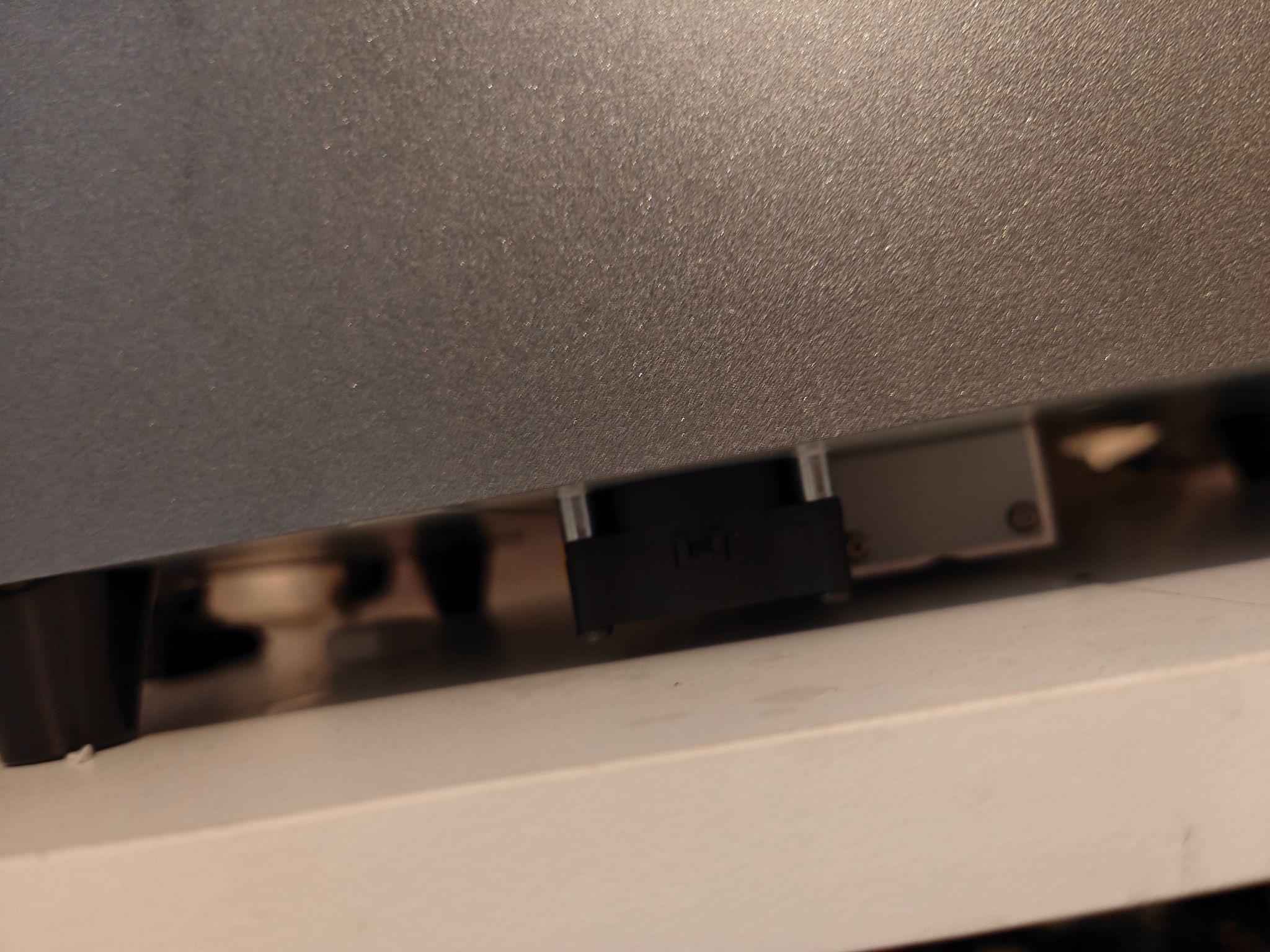
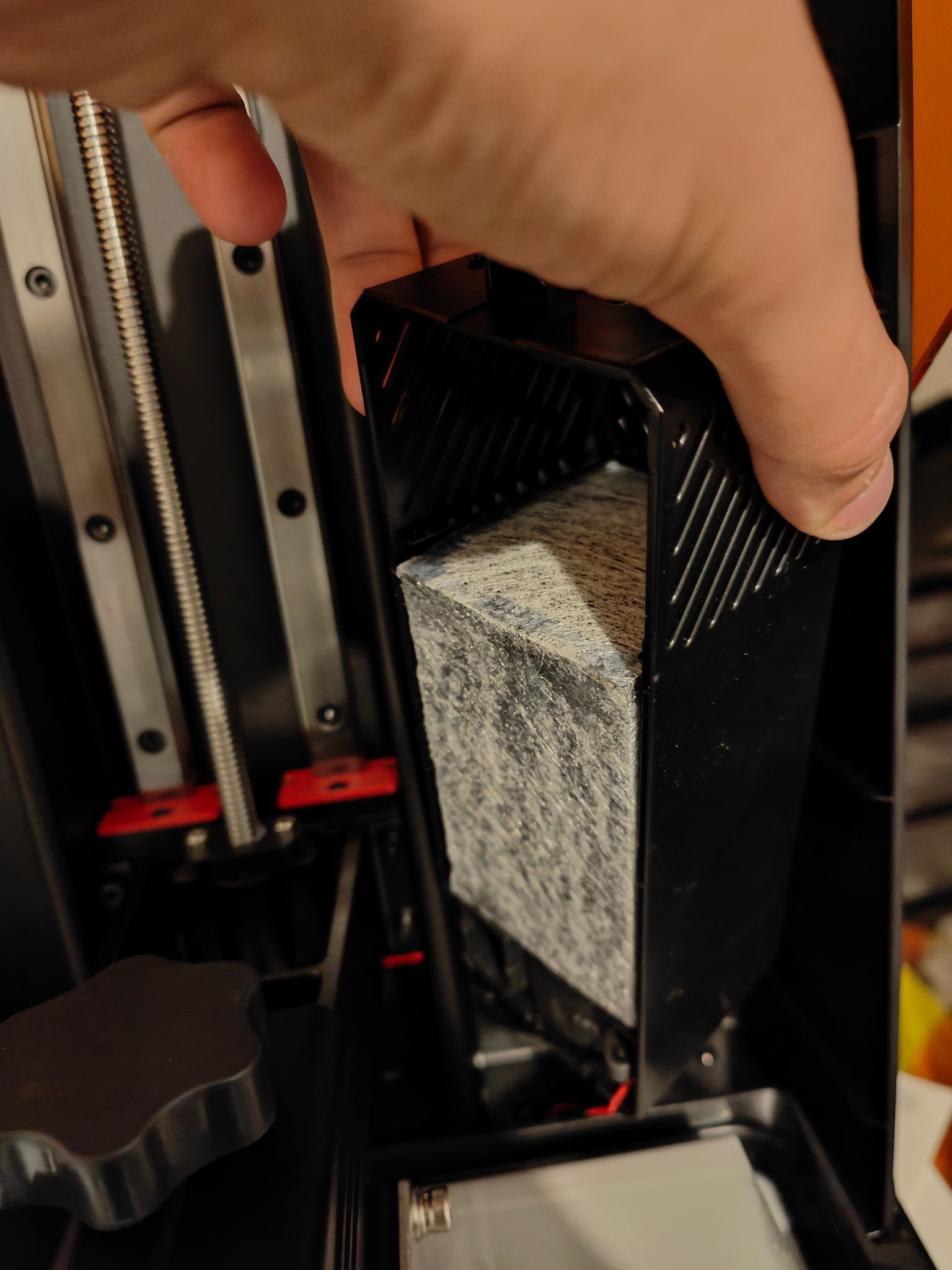
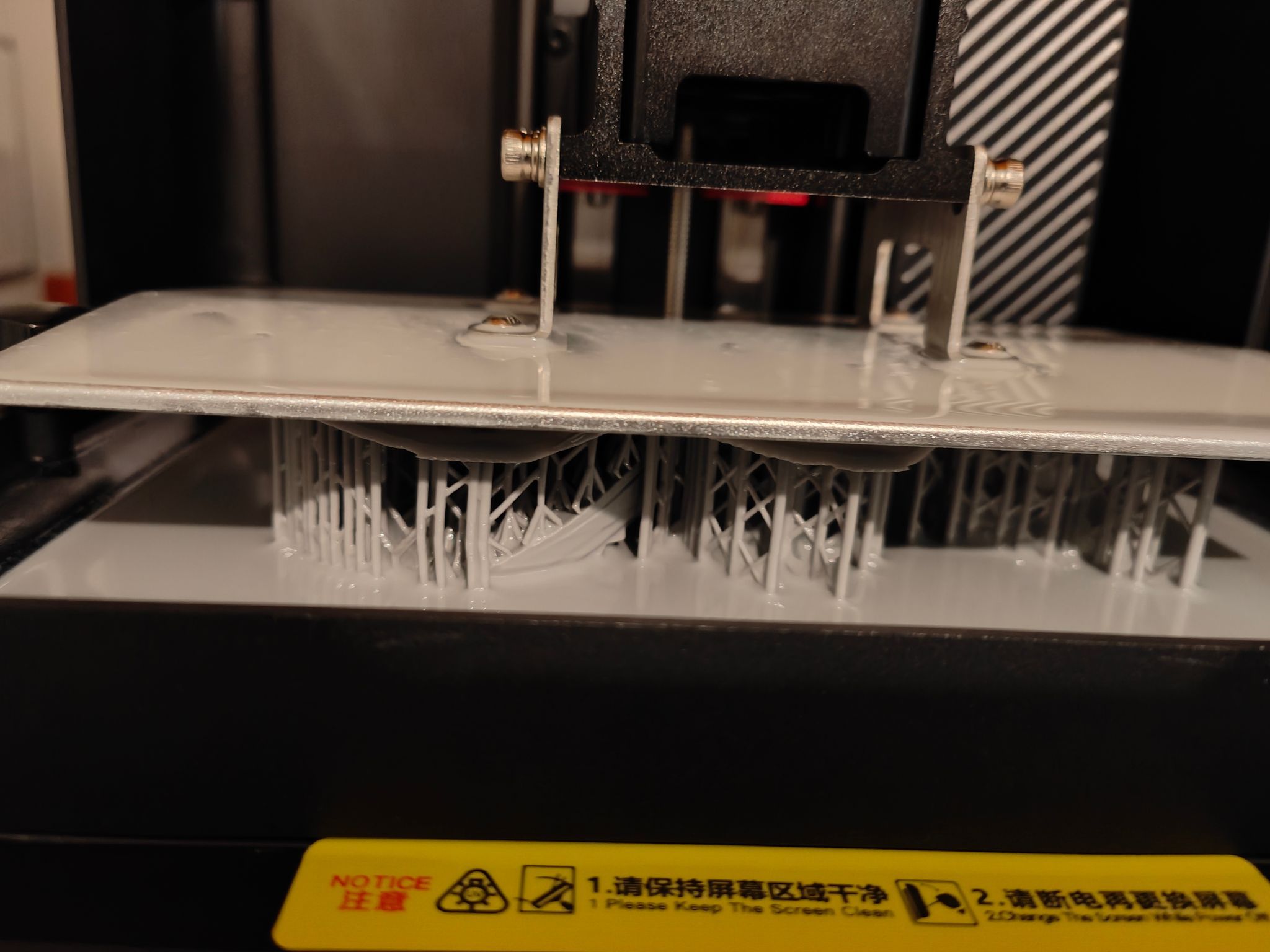
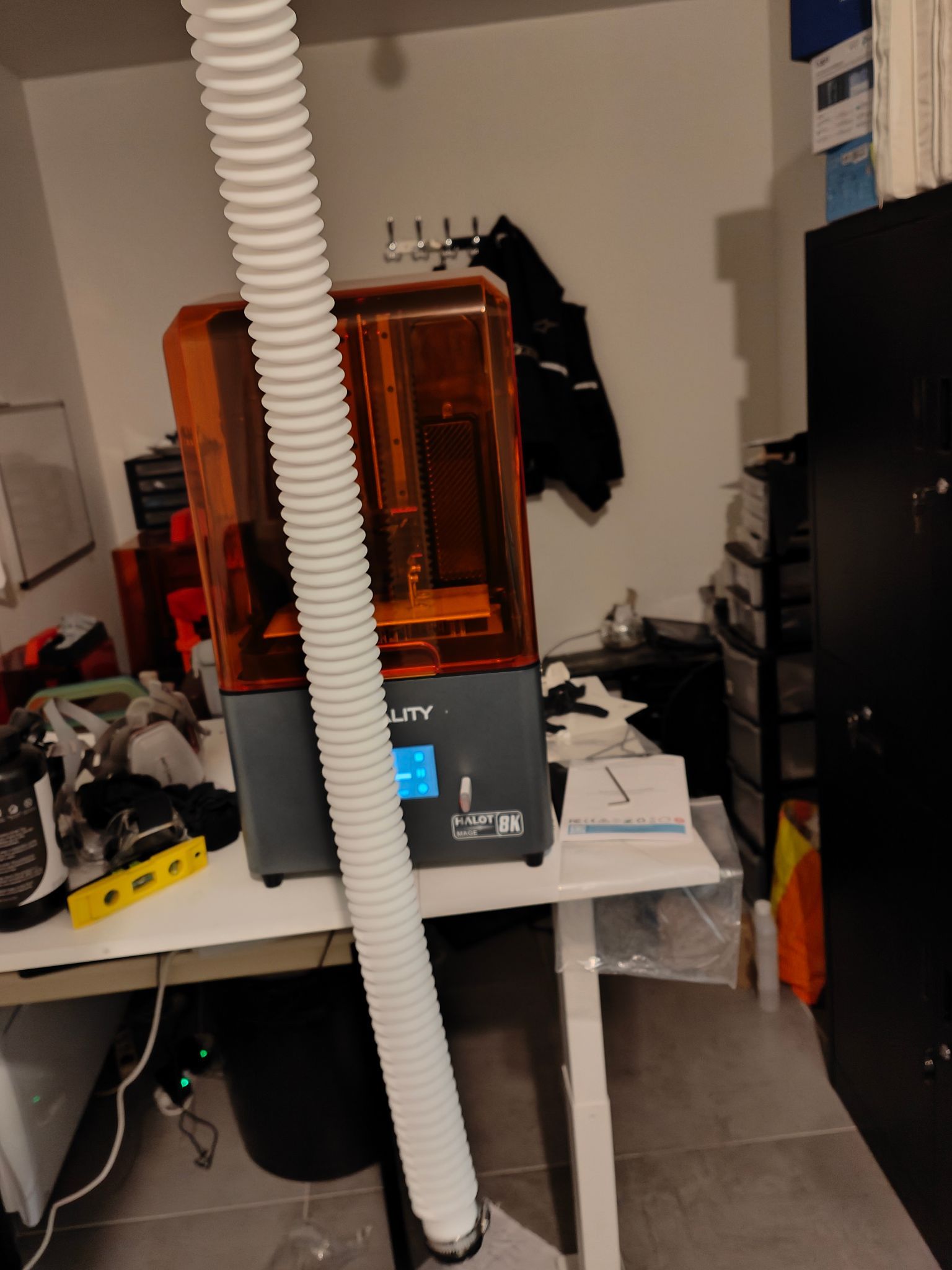
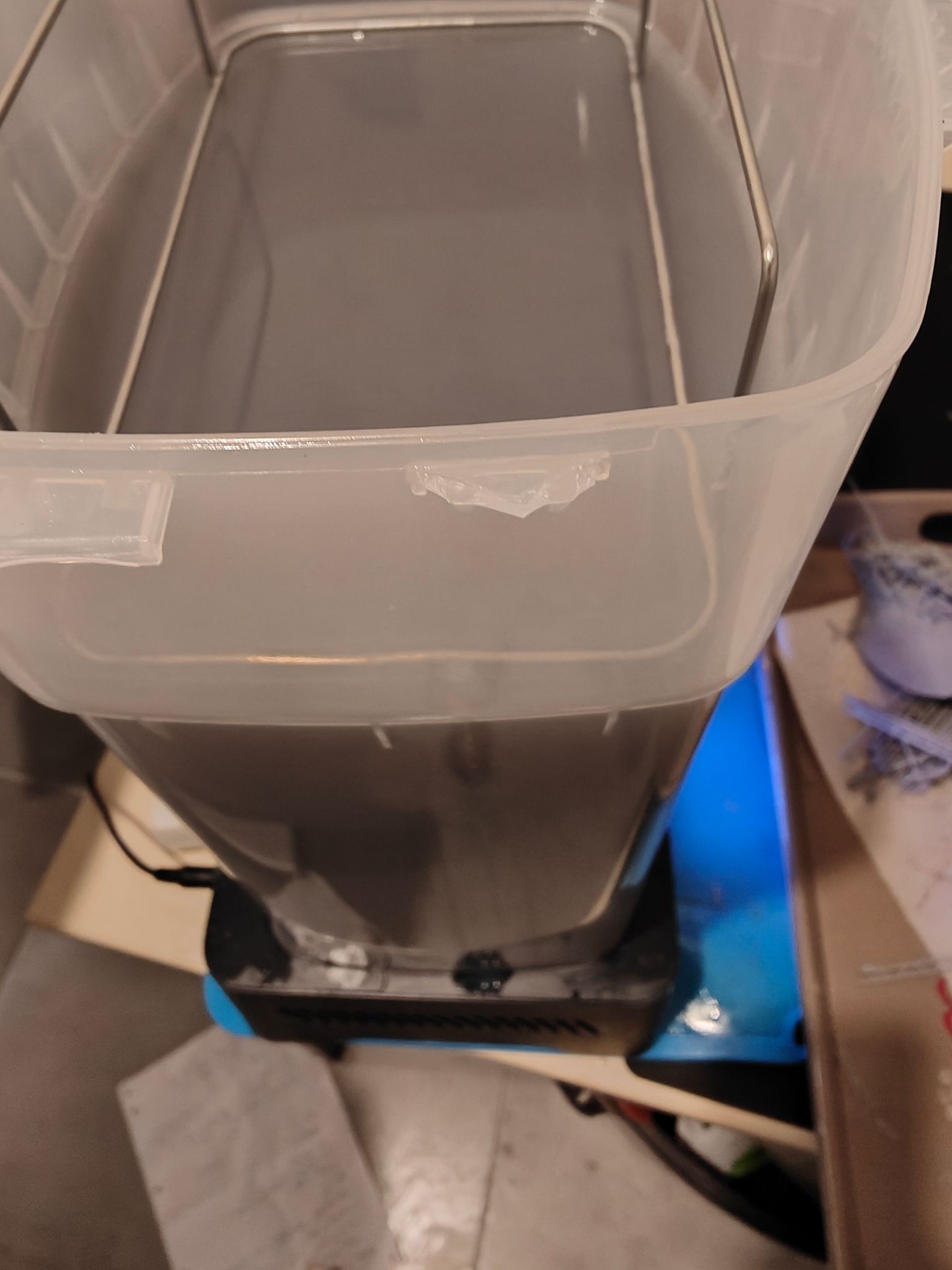
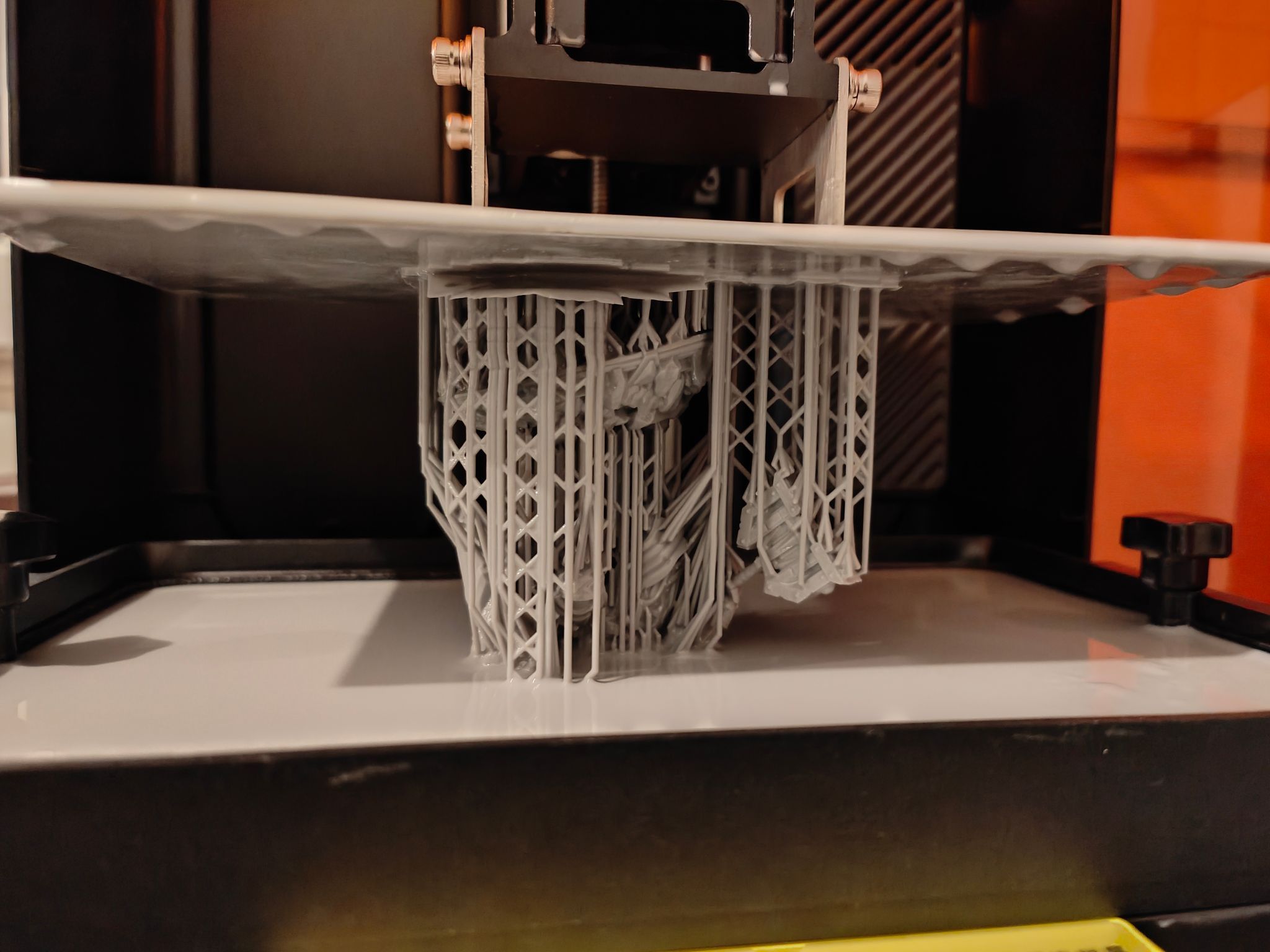
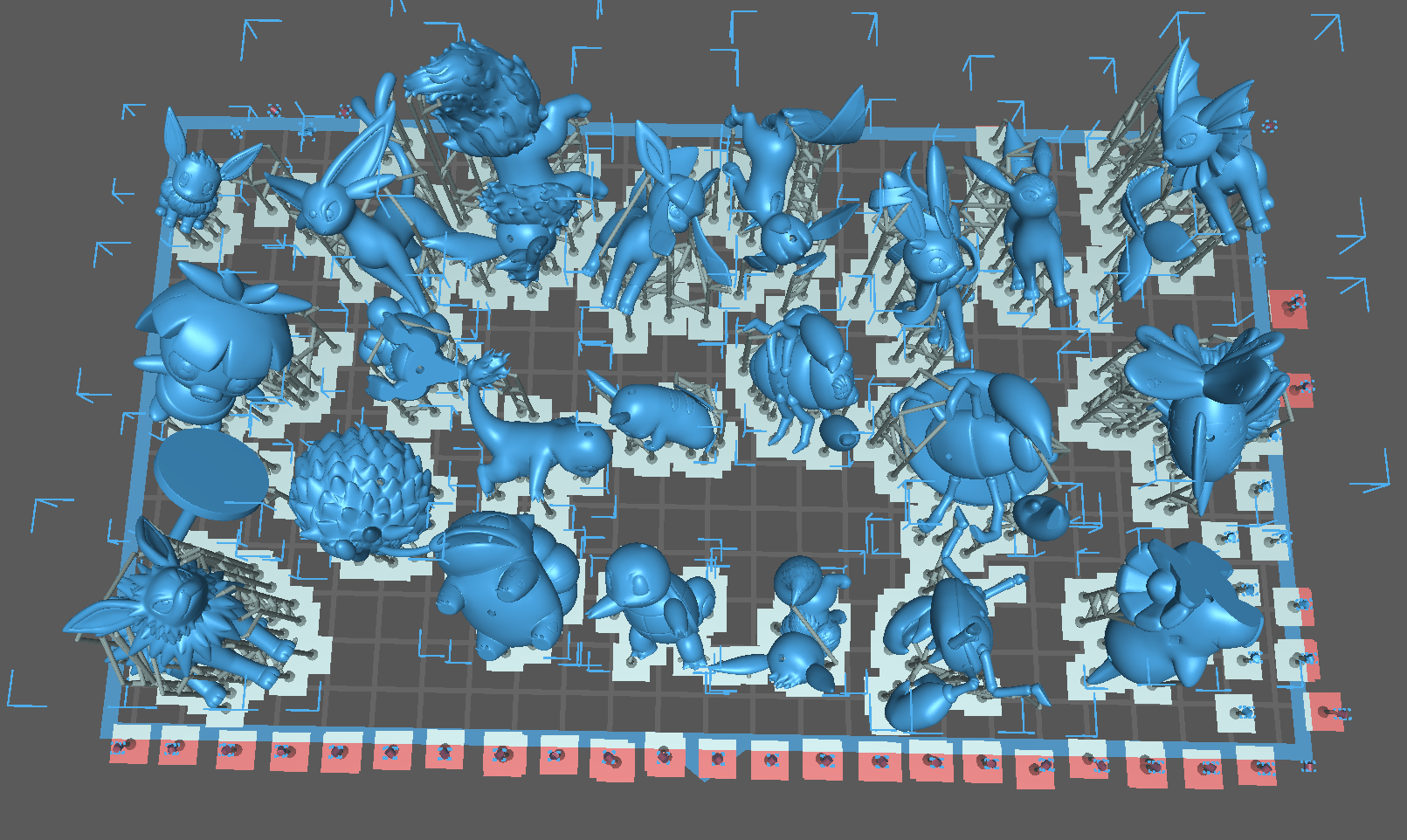
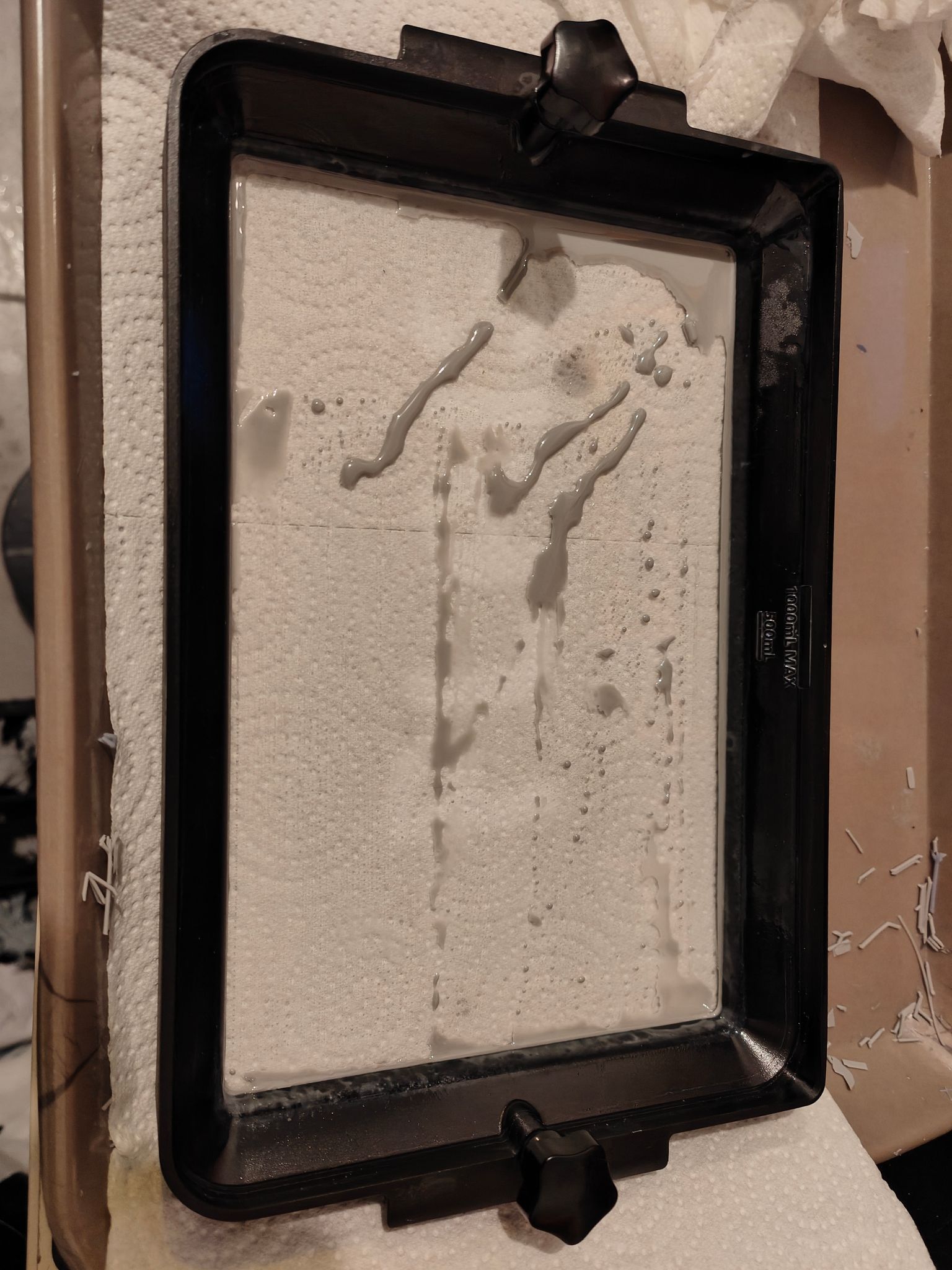
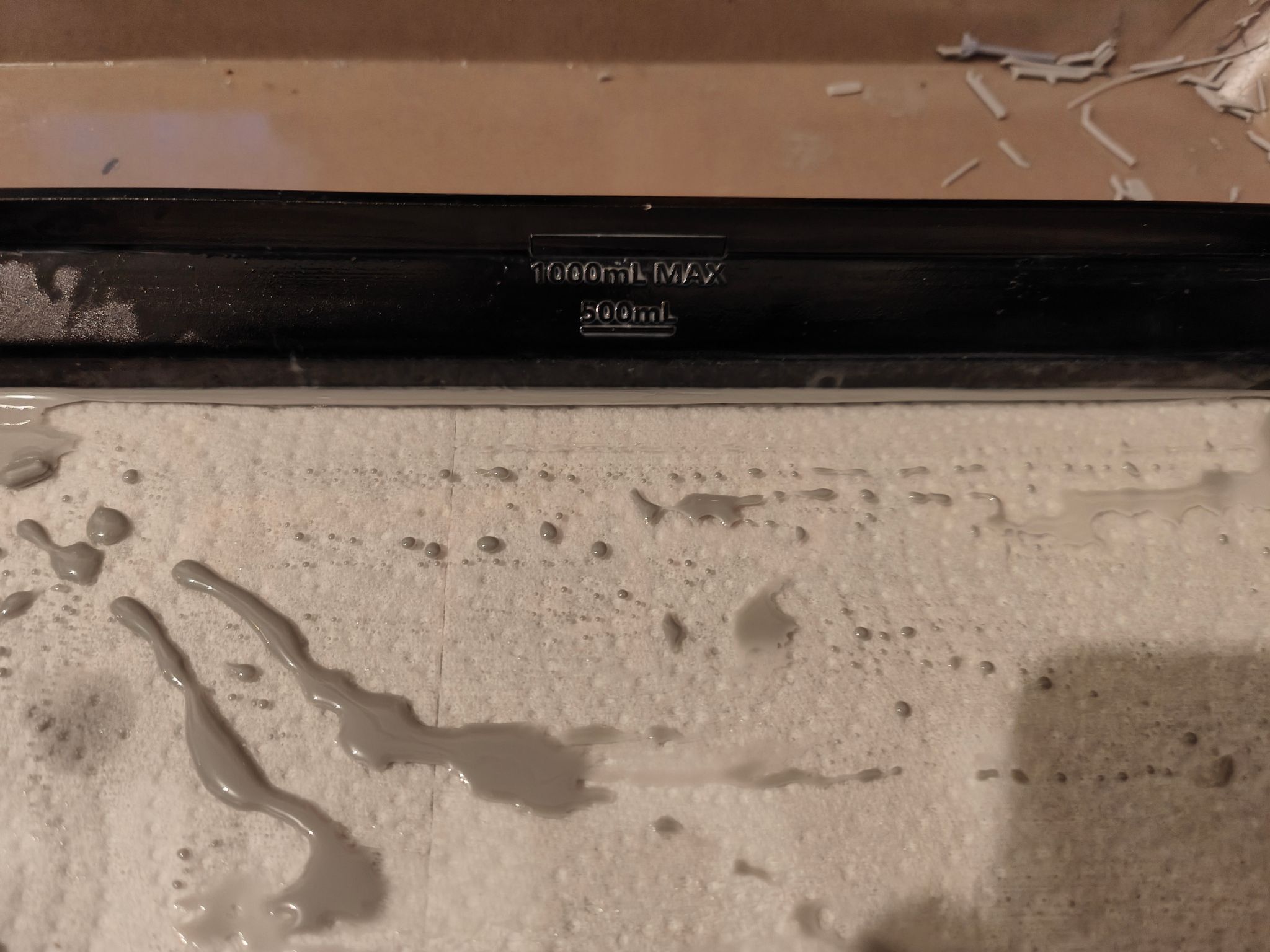
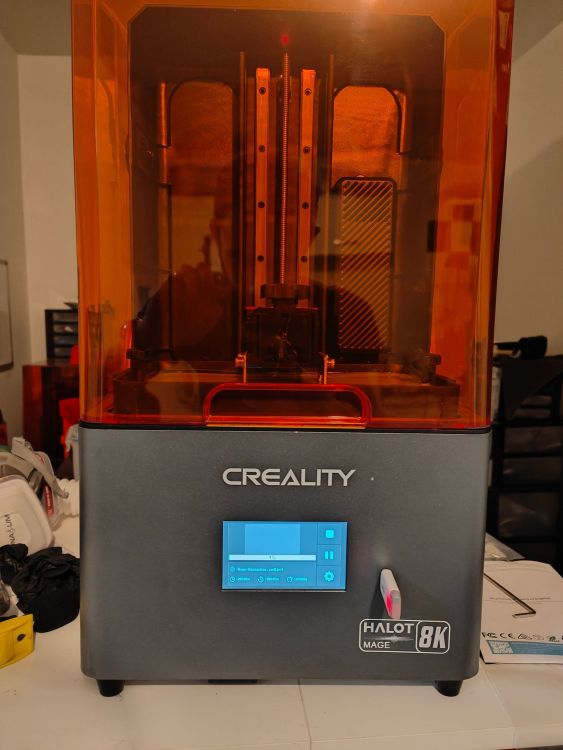
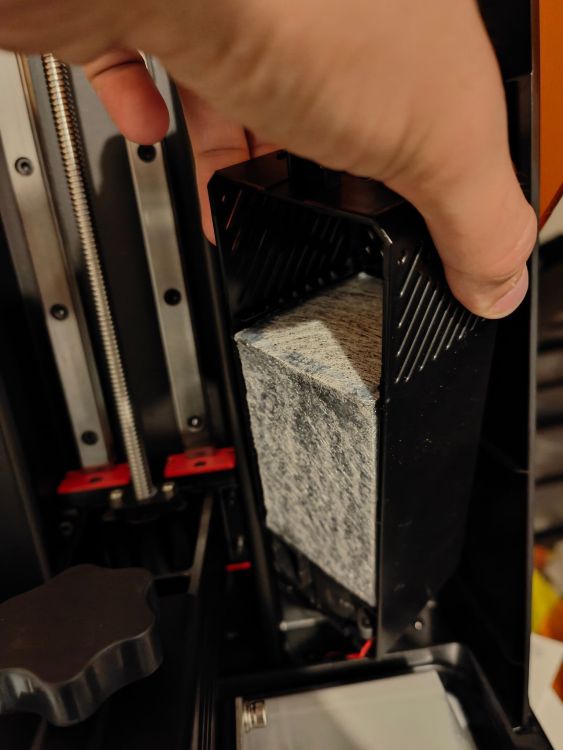
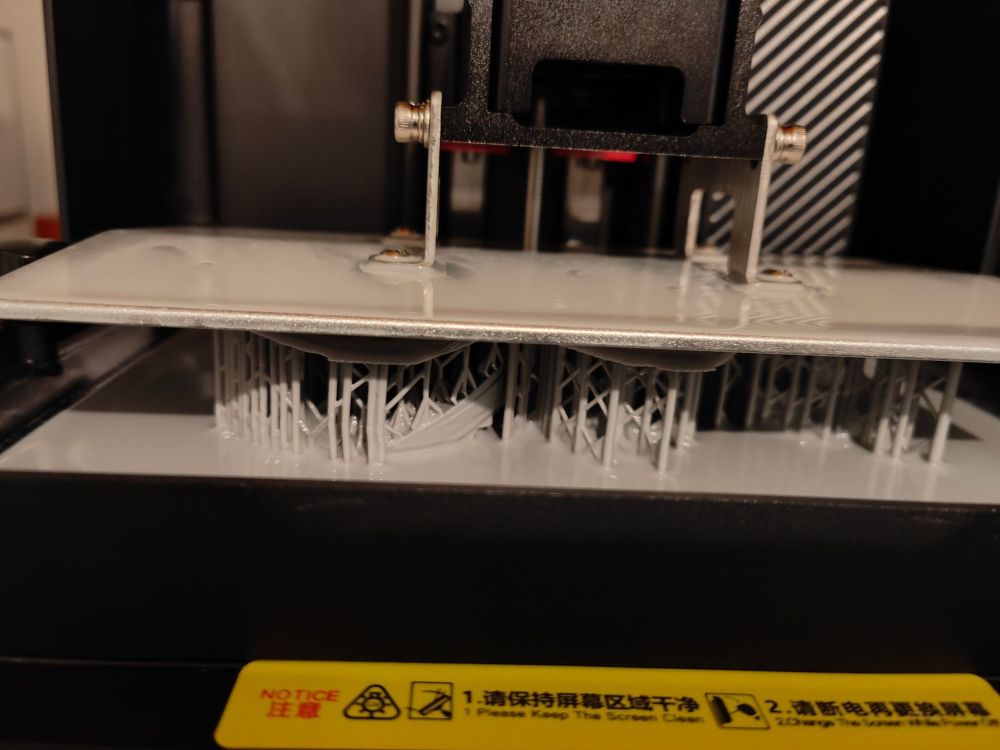
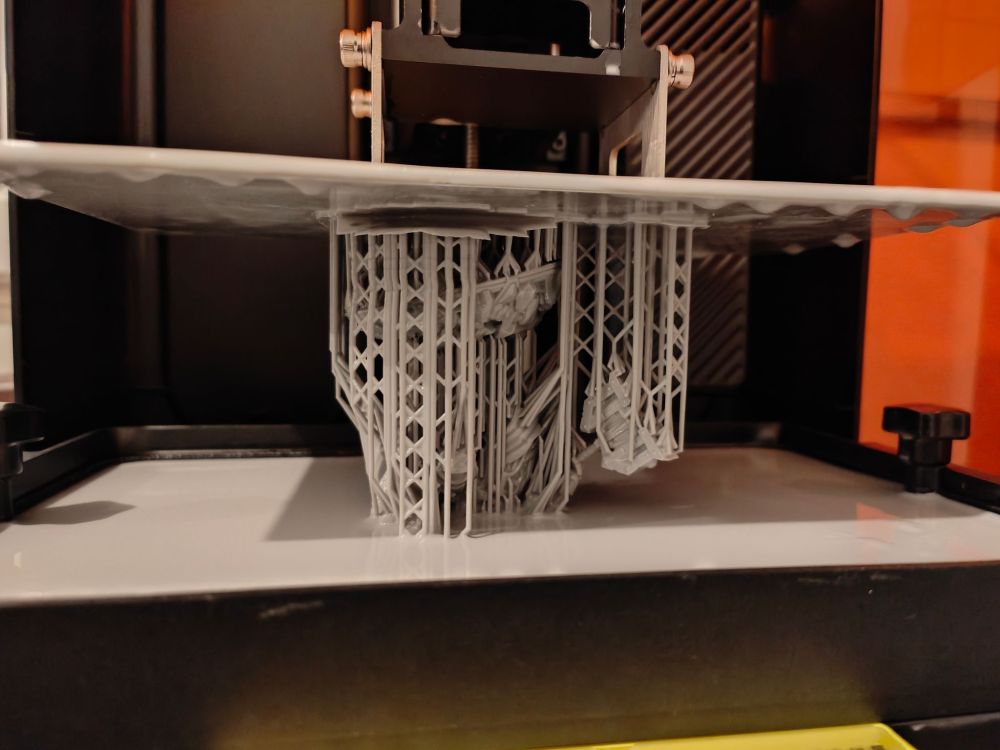
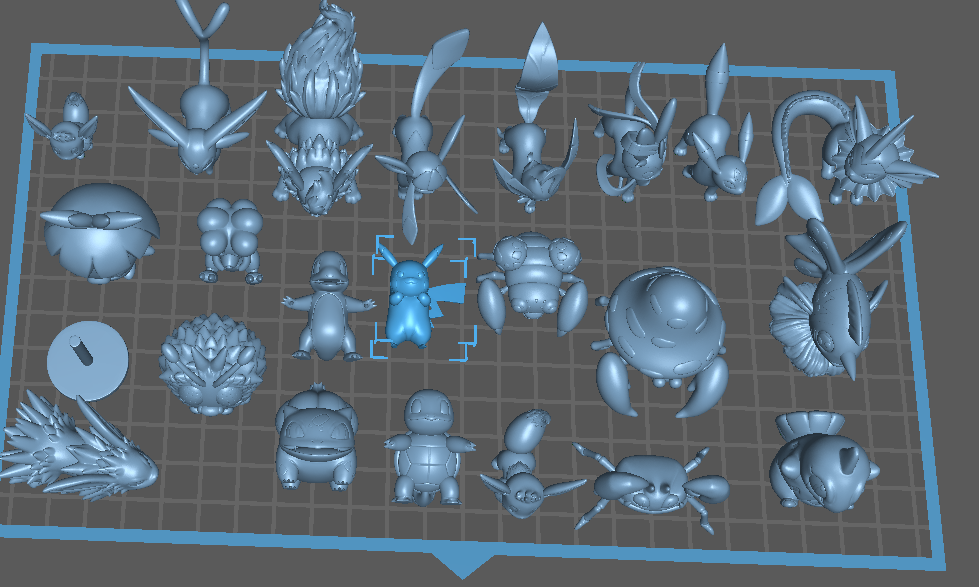
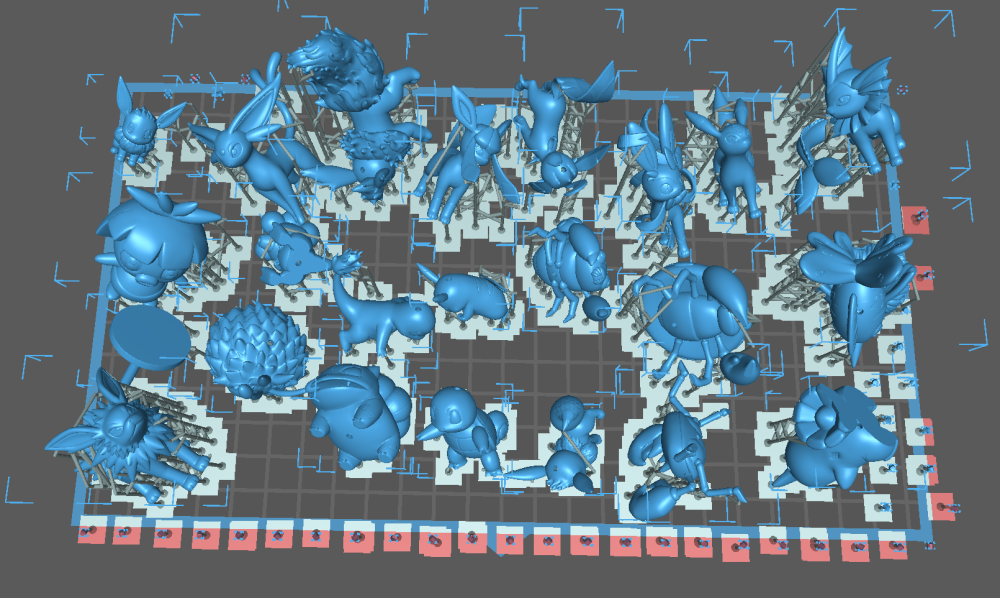
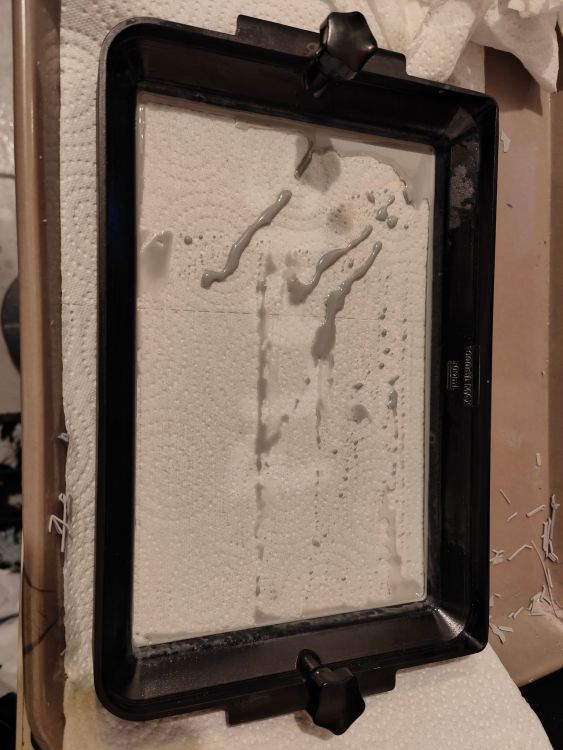
Salut à tous, je vais partager avec vous ma découverte et mes tests de la creality halot-mage (non-pro). Je rapelle que cette machine se trouve encore à 359€ sur le site de Creality. Pour le moment, ma première impression est plutot décevante, je dois creuser pour m'assurer que je n'ai pas fait une bourde, après je me dis qu'à ce prix là, c'est peut-être bien normal. L'aperçu matériel est bon, les matériaux sentent la qualité; on a le fameux capot à charnière (dont un vis de ces derniers a été retrouvé au fond du carton). Cette mage est dépouillée de ce qu'on trouve habituellement sur la game Halot, pas de mise à jour, de wifi, de connexion, de français, de webcam, de cloud... RAAAH j'suis déçu. Ces fonctions seront donc probablement réservé à la pro. Tiens, d'ailleurs je pense que le service technique a testé ma machine... Il y a des résidus de résine le long du bac (en bas à droite) On a le bouton d'alimentation derrière, avec une prise d'alimentation classique. Nous avons un énorme purificateur d'air, rien à voir avec ceux des anciennes Halot. Ce dernier est d'ailleurs assez bruyant, d'ailleurs cette machine est bruyante dans son ensemble. Les ventilateurs sont autour de 60 DB, sans y ajouter le purificateur d'air, ce dernier a une fonction automatique, et manuelle. (quelqu'un pourrait me dire le bruit d'une saturn 2 ?) Il semble qu'il y ai un ventilateur sous la machine, j'ai très envie de démonter la machine pour voir comment ça fonctionne dedans, le bruit est très surprenant, on dirait le ventilateur de ma Bambu LAB à 80% (et ceux qui l'ont peuvent se rendre compte que ça soule vite) Je vais être contraint de démonter ce purificateur d'air pour vérifier si tout va bien, l'odeur qui en sort n'est pas (bien?) purifiée, on sent clairement une odeur de résine (en mettant le nez derrière, oui JE PREND DES RISQUES LORS DE MES TESTS), à voir lors d'un print de 12h ce qui en reste dans la pièce. Avec cette machine, nous avons 4 clés allen (trois c'est déjà pas assez ...), la spatule en plastique, la spatule en bois, des filtres en résine, le cordon d'alimentation, un tube de graisse, la notice d'une page (en anglais, puis une page en chinois), la clé USB avec halot-box, 3 print de test, la carte pour chitubox PRO (normalement 3 mois) . Un fep de rechange, et une feuille de calibration. Pas de gants, pas de masques. R.A.S sur le plateau, c'est très classique, pas de gravure visuelle ou autre. Le bac est très sympa, très facile à saisir et à re-serrer avec deux becs verseurs, nous avons deux niveau, un à 500ml et un à 1000ml. Pour lancer le leveling il faut comme sur les Halot normal attendre bien 3mn que le truc monte, bip deux fois pour vous dire "C'est bon Jean-mi, j'suis en haut- puis redesende. La première fois j'me suis foiré, donc on réattend 3mn, et là c'est bon Je viens de lancer le premier print, le bruit quand ça se décolle du FEP est horrible, je me suis demandé si je n'avais pas oublié de décoller une protection (je me le demande encore), le bruit est très fort, c'est assez surprenant, n'ayant que la Mighty 8K de cette taille (et elle ne fait clairement pas ce bruit là), je me demande si la saturn ou d'autres machines ont un bruit aussi prononcé quand ça se décolle, en tout cas, les 3 petites que j'ai ne font pas ça. (Edit : Ca ne s'est jamais reproduit après) Autre point très étrange, la machine ou le bac, n'est pas de niveau... Il va falloir que je vérifie si je n'ai pas foiré un truc (genre mal positionné le bac ou quoi, c'est encore possible), mon meuble lui n'a pas de soucis là dessus. Les pieds de la machine ne sont pas réglables. (Edit : Ca semble venir du meuble, le changement d'emplacement va mieux) On va attendre les premiers prints de tests, et la vérification que je n'ai pas commis une erreur quelque part et je viendrai vous donner quelques nouvelles. [Un peu plus tard...] Pour l'instant pour ce prix, c'est une belle machine à l'oeil, bruyante, avec pas moins d'options que la saturn 2, avec un bac très sympa L'impression de test semble se passer correctement, quelques raft de support font un peu la tronche, je vais mettre ça sur cette histoire de machine de niveau, à voir quand le truc sortira définitivement. J'en ai profité pour démonter le filtre à charbon, c'est très simple il n'y a qu'un vis au dessus qu'on enlève avec la clé allen. En tout cas il y a bien un bloc dedans, maintenant son efficacité n'est clairement pas suffisante, l'odeur dans la pièce est très forte, ça sera la première fois que je vais laisser les fenêtres de l'atelier ouverte cette nuit, d'habitude la communication avec le garage suffit largement. Maintenant c'est aussi la première fois que j'utilise cette résine High Précision. A noter qu'il n'y a plus les bruits de FEP qu'il y avait au début, un décollement à neuf ? Bref, j'sais pas trop mais là R.A.S Creality a aussi fourni une gaine à brancher derrière la machine, je vais essayer de modéliser un truc à l'impression 3D pour le relier et mettre un filtre à charbon pour hotte de cuisine, on verra bien. [Un peu plus tard...] Le print de test est sorti, et Creality n'ont pas fait semblant sur le modèle, il est très stylé avec un niveau de détail plutôt correct. N'ayant pas tranché le fichier je ne peux pas encore prétendre à une super qualité mais c'est propre, plus tard je testerai ce modèle sur la Phrozen avec une autre résine que celle de Creality, le stl est sur la clé. Je n'ai pas vérifié les paramètres d'exposition dans le fichier ni même les recommandations pour la résine Creality High Précision, (je soupçonne des paramètres de premiere couche pas adaptée) j'y suis allé en mode plug-and play, je regarderai ça sur le troisième print de test. Concernant le wash & cure, le plateau de la creality est un demi-centimètres trop grand pour bien fermer le couvercle de mon wash de chez Phrozen, j'ai pété une fixation en insistant sur la fermeture. En tout cas, La Mighty 8K et la Halot-mage côte à côte, en terme de design, Creality n'a clairement pas à rougir [Un peu plus tard...] Je viens de lancer le print de test 2, le plateau est remonté vide, pourquoi ? Comment ? J'sais pas, on nettoie, on reteste (on vérifie au passage les paramètres d'exposition de la machine et de la résine, ils sont semblables au point près). Quand je me pète la gueule sur un chemin, je refais le même chemin histoire de savoir si c'est normal... Là quelque chose accroche au plateau... Pourtant je n'ai rien changé entre temps, soucis de clé USB ? Va savoir, résultat demain matin, par contre j'ai clairement les premières couches qui galèrent a adhérer au plateau... Je vais monter davantage les paramètres d'exposition des premières couches et si ça ne vient pas de ça, je poncerai le plateau [Un peu plus tard...] Ce matin, un lapin le second print de test semble se dérouler à merveille, mais comme le premier, la couche d'adhérence n'est pas rassurante, j'ai modifié mes paramètres d'exposition en cours d'impression. Pour le troisième on verra si le fait d'exposer davantage les premières couches résout le problème sinon, on va rayer le plateau [Un peu plus tard...] Les 3 prints de tests ont été effectués. J'ai augmenté l'exposition des premières couches, et le nombre de ces dernières, car j'avais quelques décollement des premières au début, ça semble aller mieux. Maintenant que les 3 prints de tests sont sortis, il est temps pour moi de tester les Slicers et ma résine habituelle [Un peu plus tard...] On commence par charger le plateau, une armée de pokemons ! On va croiser les doigts pour voir si ça sort : J'ai bien fait d'essayer, le haut du plateau n'est pas sorti. En tout cas pour le moment, j'aime beaucoup cette résine Creality sur des miniatures de ce genre [Un peu plus tard...] Le but de la manœuvre était principalement de confirmer mon leveling, en plus de passer pas mal de temps à découper chaque pokemon différent... J'vais pas faire ça tous les jours. Du coup j'ai bien optimisé mon leveling et ça y est, on y est . Je me lance dans la sortie des prints ENORMES. Actuellement il s'agit du "San Goku" de Sanix Il est en cours d'impression avec ma résine Sunlu ABS-Like grise, résine qui demande plus de temps d'exposition que la Créality High précision. Sortir le goku seul va prendre plus de 27h. Bien que massif, c'est bien plus lent que ce que ça aurait pris avec ma Phrozen... La halot-mage n'est clairement pas taillée pour la vitesse. De plus, comme toutes les machines Creality, l'exportation des fichiers avec Chitubox est extraordinairement lent, l'exportation du fichier m'a bien pris 5mn avec. Ma halot-one était également la machine qui demandait le plus de temps d'exportation avec chitubox. Le print est terminé C'est finalement près de 33h d'impression qu'il aura fallu pour ces 5279 couches. Le print apparaitra sur le test final, et sur la vidéo (Oui j'aime vous troll). Voilà la fin de mon test live. Vous pourrez retrouver prochainement mon test complet et ma vidéo complémentaire sur le blog

















 1 point
1 point