Classement



Contenu populaire
Contenu avec la plus haute réputation dans 02/04/2024 dans Messages
-
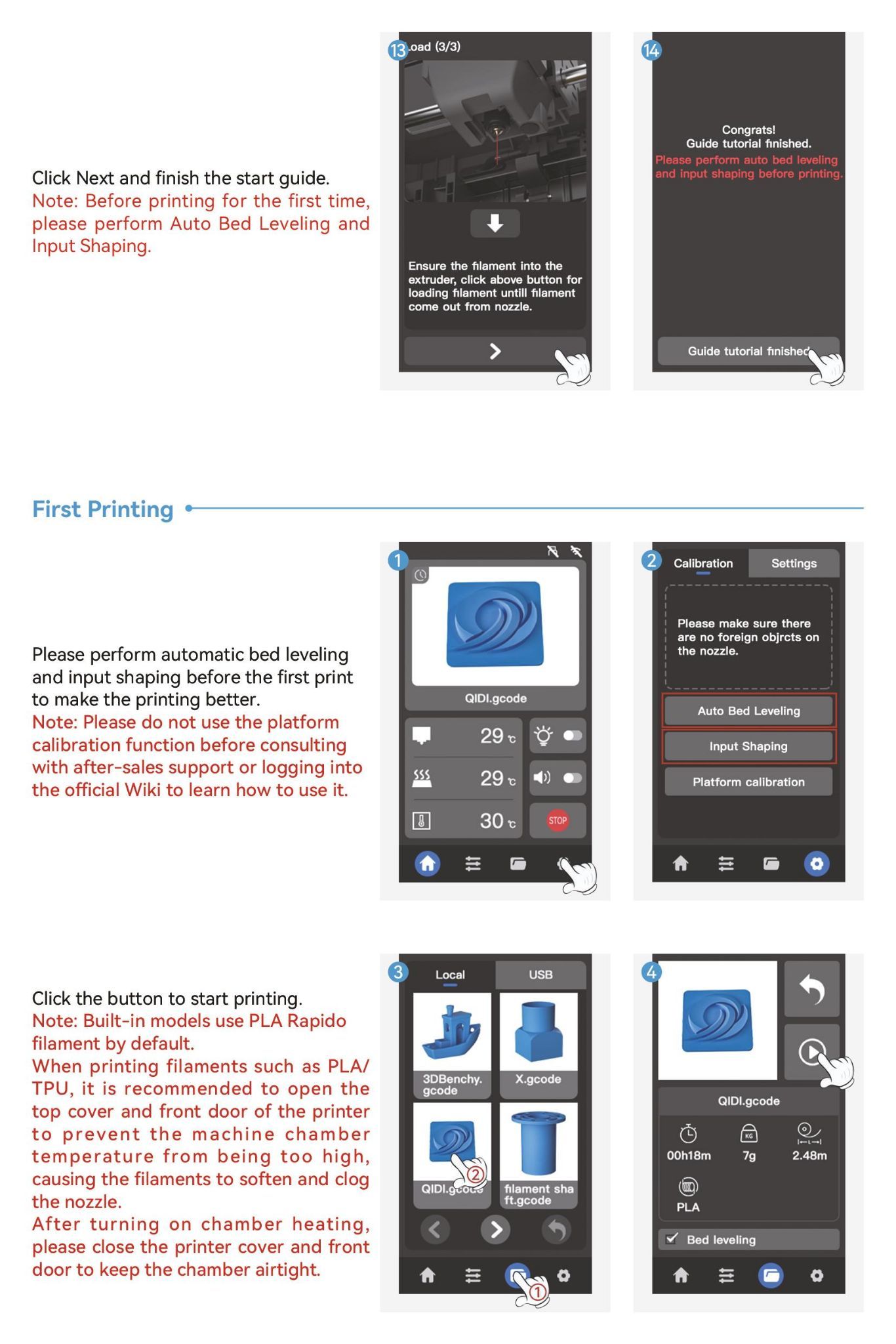
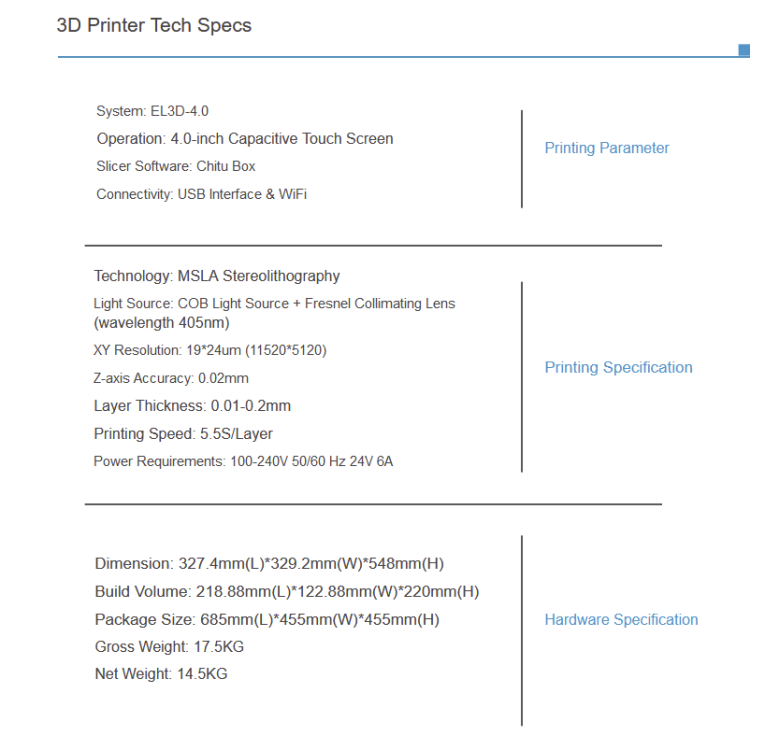
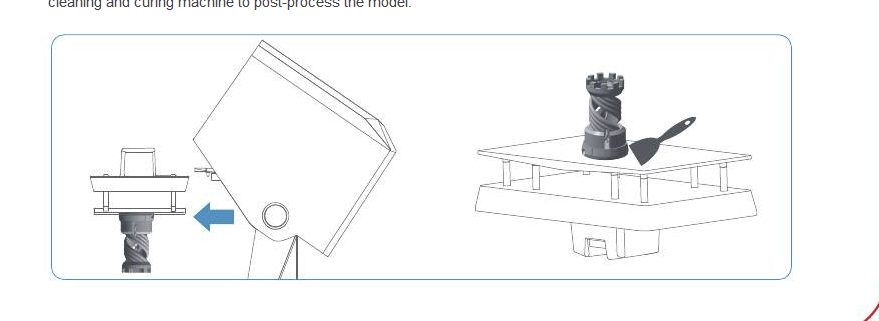
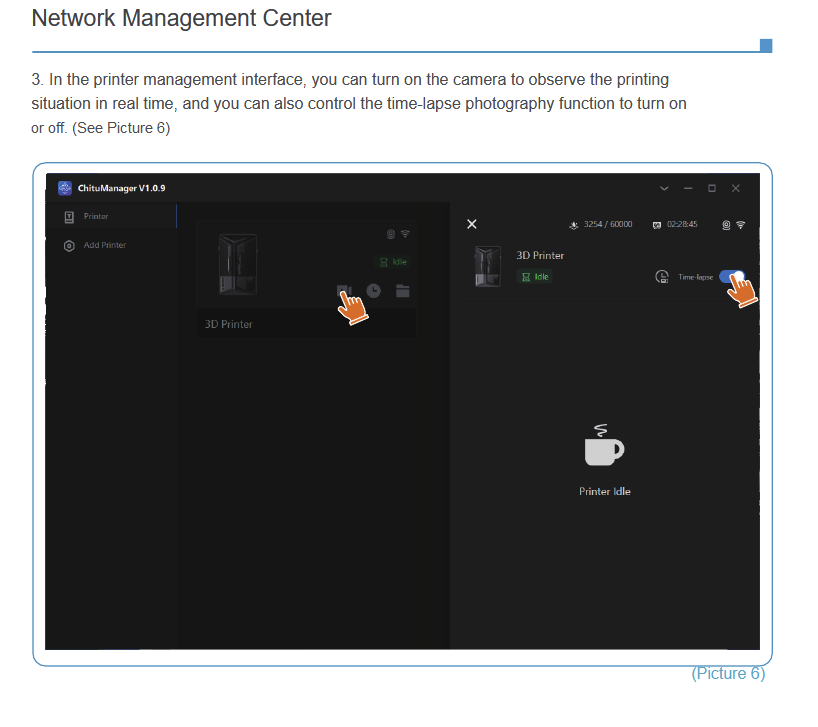
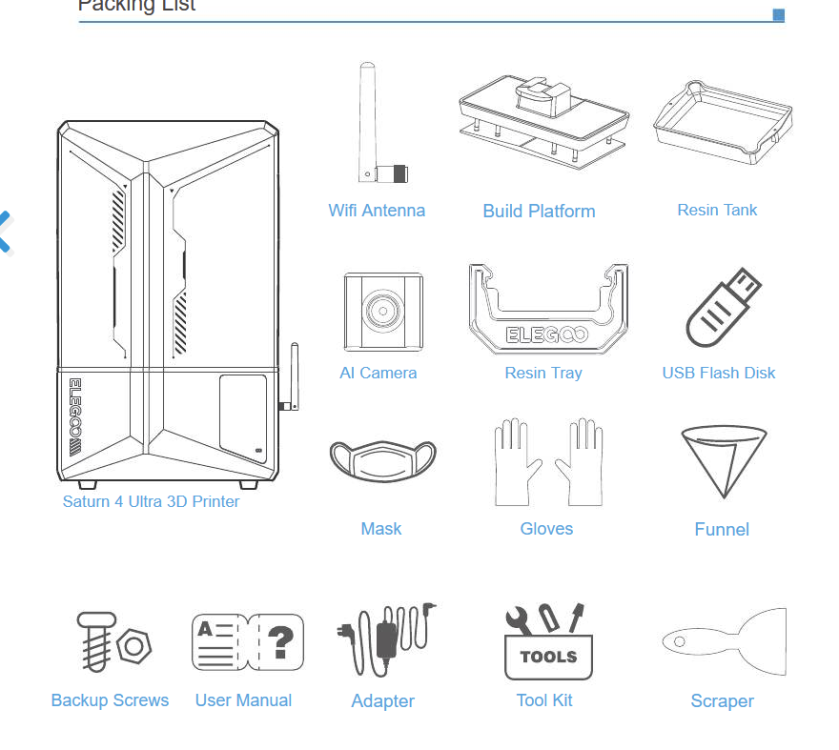
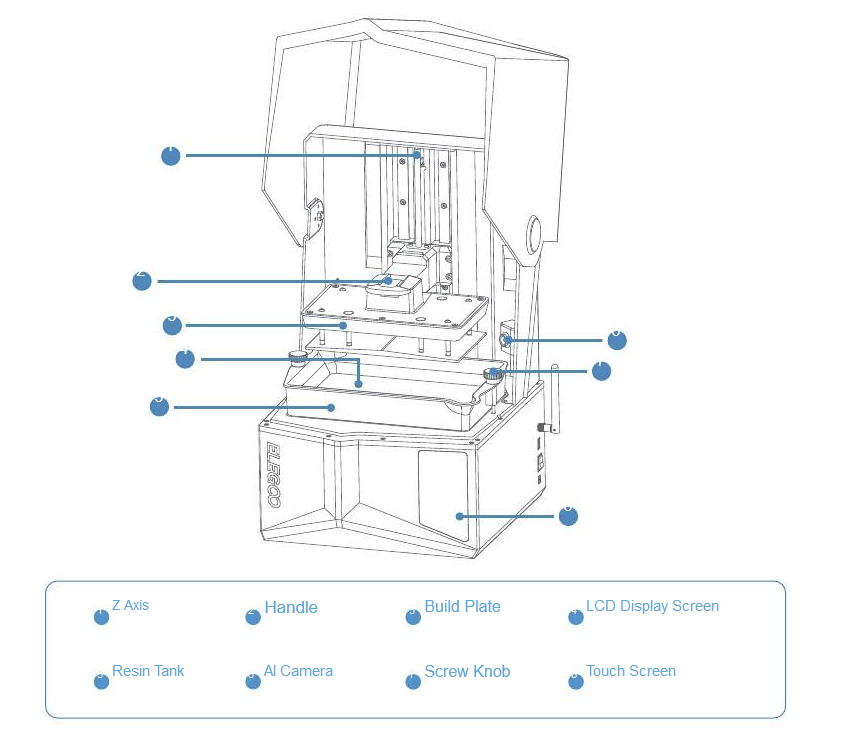
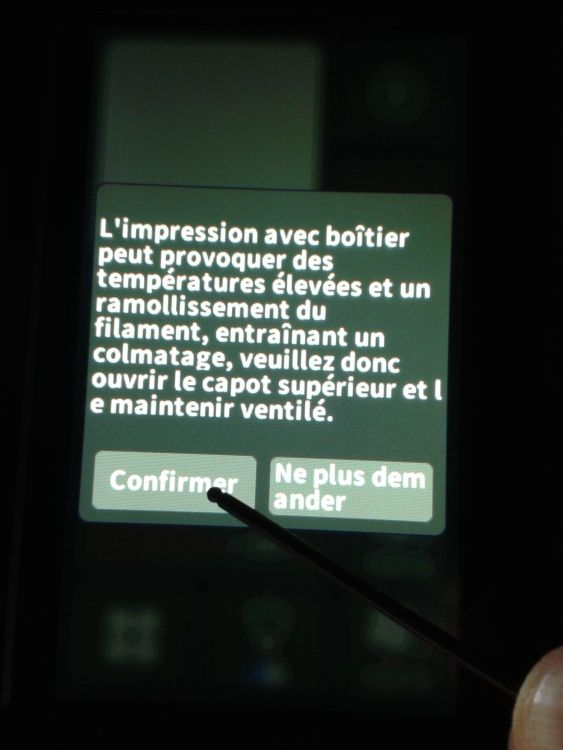
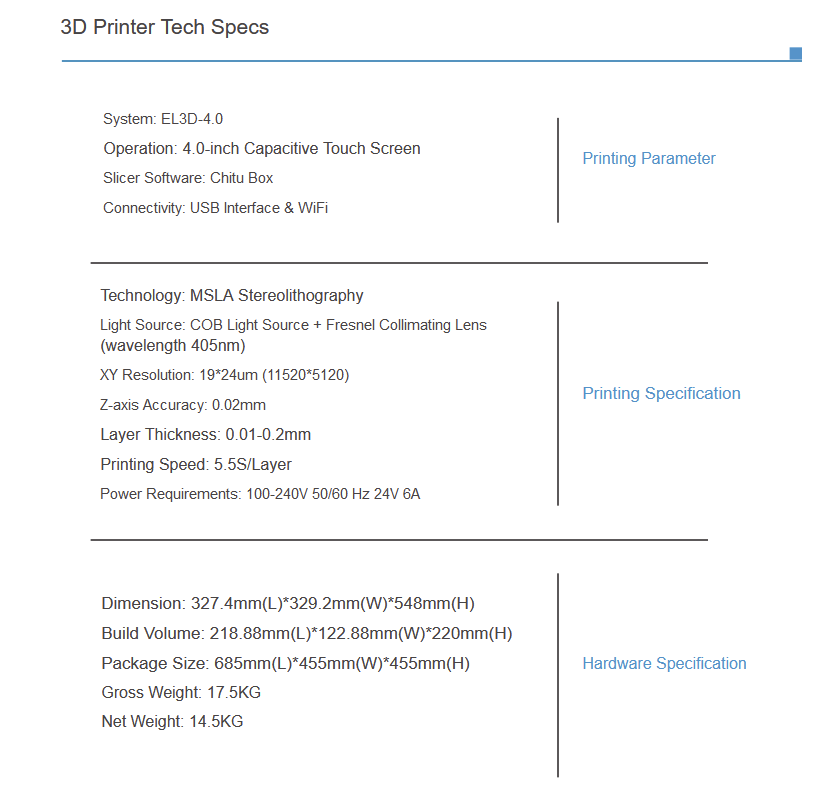
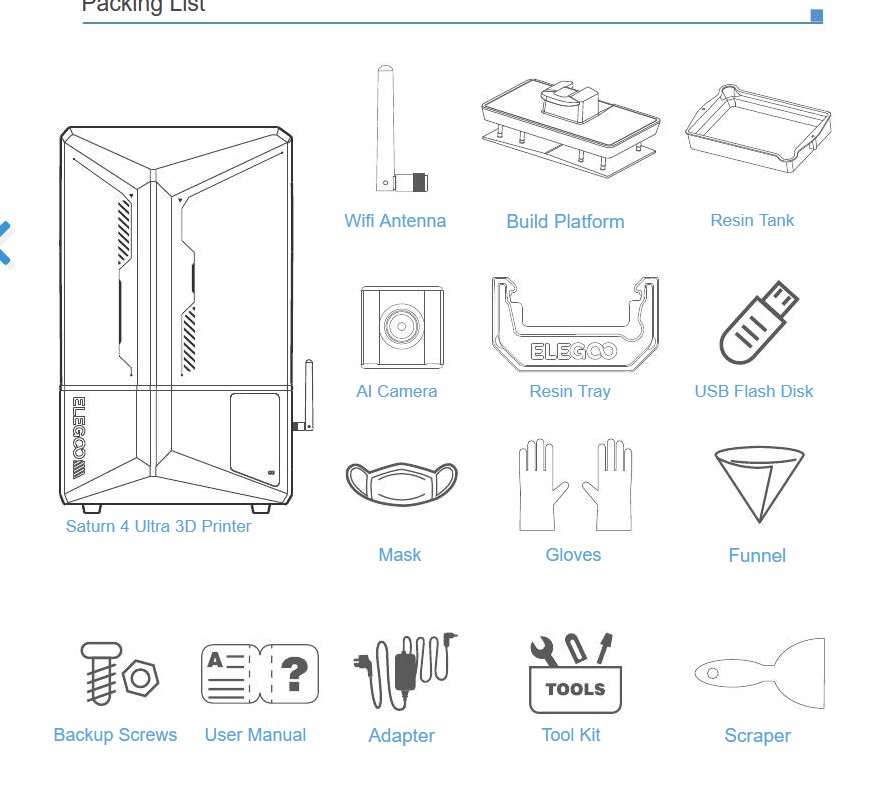
April 15, 2024 | 4:00 PM (CET) Saturn 4 Ultra Tilt Release Technology, Ultra-Fast Printing The Saturn 4 UItra adopts tilt release technology, paired with a 12K high-resolution LCD screen, you can get high precision and perfect surface detail effects while enjoying 150mm/h fast printing speed at the same time! Hands-Free Automatic Leveling, Print Right Out Of The Box The Saturn 4 Ultra brings a hassle-free experience with its smart self-check and automatic leveling function. Simply unbox, power on, and print—making it ultimate printing experience. Smart Mechanical Sensor, Enjoy Worry-Free Printing Equipped with a mechanical sensor, the Saturn 4 Ultra supports residue detection to prevent damage to the LCD screen, as well as resin shortage and leveling failure alarm to further enhance the safety and reliability during printing. Power-Loss Resume Printing, Ensure Smooth Printing Never worry about a sudden power loss disrupting your print process again, the Saturn 4 Ultra will automatically resume printing from where it stops, without wasting time or materials. AI Camera Intelligent Detection, Minimize Potential Loss(this function can only be achieved through the Chitubox software) Experience failure detection and real-time monitoring of the printing status with the AI camera. Stay informed about the progress of your prints and capture captivating time-lapse videos of your creations coming to life. Saturn 4 12K Mono LCD For Excellent Details Reproduction With a 10-inch 12K mono LCD, the Saturn 4 boasts an incredible resolution of 11520x5120 and an XY resolution of 19x24μm, presenting you exquisite models with stunning clarity and precision. COB & Fresnel Collimating Lens For Precise Surface When the COB light source emits light at 405nm with the combination of Fresnel collimating lens, it can achieve an ultra-low astigmatism coefficient of 0.5%, an exceptional field uniformity of 92%, and a precise angle deviation control below 5° on the forming surface, realizing accurate and even printing results with delicate finishing and intricate details. Automatic Leveling, Print Right Out Of The Box With its intelligent self-check and auto-leveling features, the Saturn 4 delivers a worry-free experience. Simply unbox, power on, and print – the printing experience has never been this effortless. Smart Mechanical Sensor Equipped with a mechanical sensor, the Saturn 4 supports residue detection to prevent damage to the LCD screen, as well as resin shortage and leveling failure alarm to further enhance the safety and reliability during printing. Flip-Up Cover Design For Smooth Operation With its flip-up cover design, the Saturn 4 provides the convenience of removal while also saving space. Le prix définitif devrait être de 399 € pour la Saturn 4 et 499€pour la Saturn 4 Ultra (prix estimé TTC) Voilà 15 jours que la fuite qui m'est parvenue aux oreilles me démange et que j'attend une annonce officielle pour lancer les débats Elegoo semble annoncer une nouvelle machine, à première vue résine, à première vue avec un capot à charnière... Ou alors c'est leur nouvelle Xbox, c'est parti : Edit 1 : Voilà un visuel qui a fuité sur Reddit : Edit 2 : Et voici un lien du manuel d'une apparemment Saturn 4 Ultra : https://www.manualslib.com/products/Elegoo-Saturn-4-Ultra-13808004.html Edit 3 : Le manuel nous donne pas mal d'information : On aura une caméra, un moyen de fixer le bac facilement ? et un nouveau plateau Le plateau semble avoir un clapet à la Gktwo, et un système pour éviter de pourrir le dessus, mais bon au final, il y aura de la résine sur un dessus et un dessous, ça sera sans doute plus dur à nettoyer... Mitigé sur ce coup Sur les specs techniques, le fameux écran 14K et ses pixels ULTRA RECTANGLE rien de très nouveau sur le soleil à part ce volume d'impression catastrophique... 220 de haut, Pour rappel : Halot-mage 230, Phrozen : 235, Saturn 3 Ultra : 260... On perd pas mal en hauteur Le capot à charnière est confirmé La notice parle d'un logiciel "Chitu Manager V1.0.9 permettant de demander des timelapse Cette photo laisse présager que l'interface sera au fond de la machine, sur le coté droit... Edit 5 : Officialisation par Elegoo de deux modèles : Si on se fie à l'ombre, même capot et même plateau, voir même bac pour les deux, donc probablement le même volume d'impression Edit 6 : Edit 7 : Nouvelle annonce : Je comprend rien. Un nouveau mécanisme qui fait "baisser le bac" pour apparemment augmenter les vitesses. Alors c'est bien beau de nous annoncer A NOUVEAU 150 mm/h mais avec un film ACF ? Avec un épaisseur de couches de 0,050 ? C'est quoi ce truc qui approche le bac de la source lumineuse ? J'avais entendu parler de ce machin, mais je m'attendais plus à un bac flexible à la formlabs... Bon kécecé, cépourkoi ? Chui perdu Edit piaf : Conclusion à chaud : Je sais qu'Elegoo a cherché des testeurs de machines résines qui parlent couramment anglais pour échanger avec eux (me regardez pas comme, je spike pas bien lingliche), il est probable que cette machine soit encore améliorée, mais pour le moment, beaucoup trop de choses ne me vont pas. Principal intéret : Capot à charnière + caméra (et encore, si on veut la caméra) Le plateau : Ca va être une galère à nettoyer, pourquoi ne pas avoir fait un contour au plateau, le tour aurait été joué Le bac, outre son système de fixation avec ce Resin Tray, ça semble être le même bac Elegoo un peu en retrait du confort des concurrentes. Le volume d'impression, c'est une vraie déception pour moi. Si j'adore la Saturn 3 Ultra, c'est pour ses 260mm de haut, passer à 220 en fait l'imprimante la moins intéressante pour le volume après la M5S pro. L'ergonomie : La machine fait plus de 17 kilos, d'après les fuites, et le port USB est au fond avec le bouton d'alimentation et tout ce qui avec. La mars 4 Ultra avait tout ça devant, et la Saturn 4 Ultra, c'était au moins à l'avant... A part ça, pas d'annonce de chauffage, aucun système de surveillance, à voir avec leur futur logiciel pour la caméra... Pour l'instant j'espère quand même que cette saturn 4 Ultra sera pas l'imprimante ultime moyenne taille d'Elegoo et qu'on aura une Saturn 4 proton ultra, avec 260mm de haut, et un chauffage pour justifier la différence, avec 100€plus cher, ça me va très bien. Parce que du coup, la Saturn 4 "non ultra", elle aura quoi comme intéret, et quoi comme volume de hauteur ? Gagner un capot et une caméra pour un tel retour en arrière (l'écran 14K, je m'en balance d'une force), ça ne me va pas du tout, j'espère qu'Elegoo va serrer la proposition tarifaire, car là, sur le papier je recommanderai toujours la Saturn 3 Ultra contre cette proposition Spéculation sur le prix et les accessoires (basés sur ma seule intuition) : Saturn 4 : fep, interface minimaliste, vitesse faible (mitigé vu le titre de cette image) Saturn 4 Ultra : Wifi, ACF et haute vitesse, interface avancée, caméra & timelapse Prix de sortie : Saturn 4 : 399€ / Saturn 4 Ultra : 499€ (si ils sont 50€moins cher que ce que je spécule, ok Ultra bon rapport qualité prix) En gros, pour moi il s'agit de la Halot-mage, et halot-mage pro d'Elegoo, en plus petit...



 3 points
3 points -
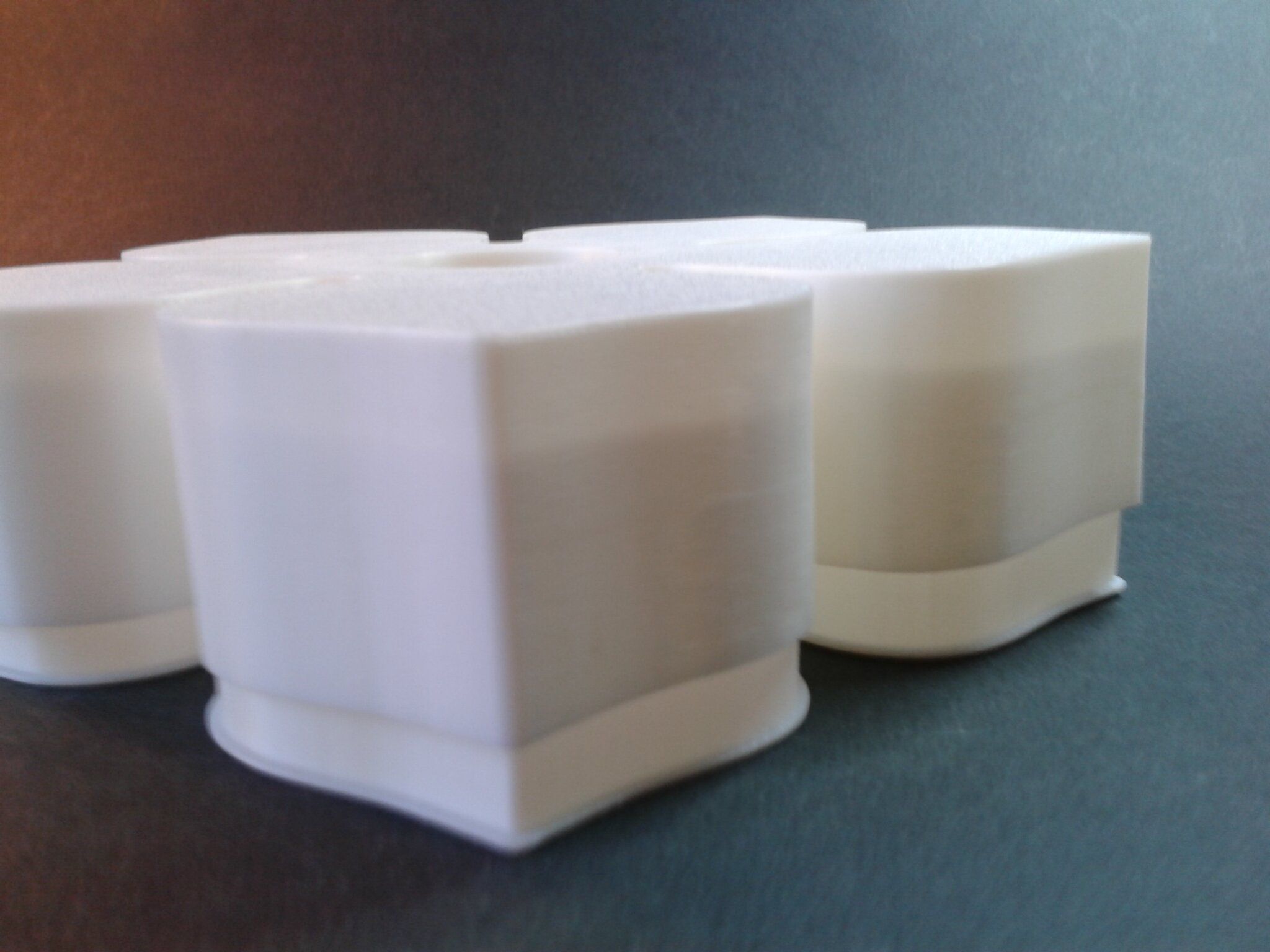
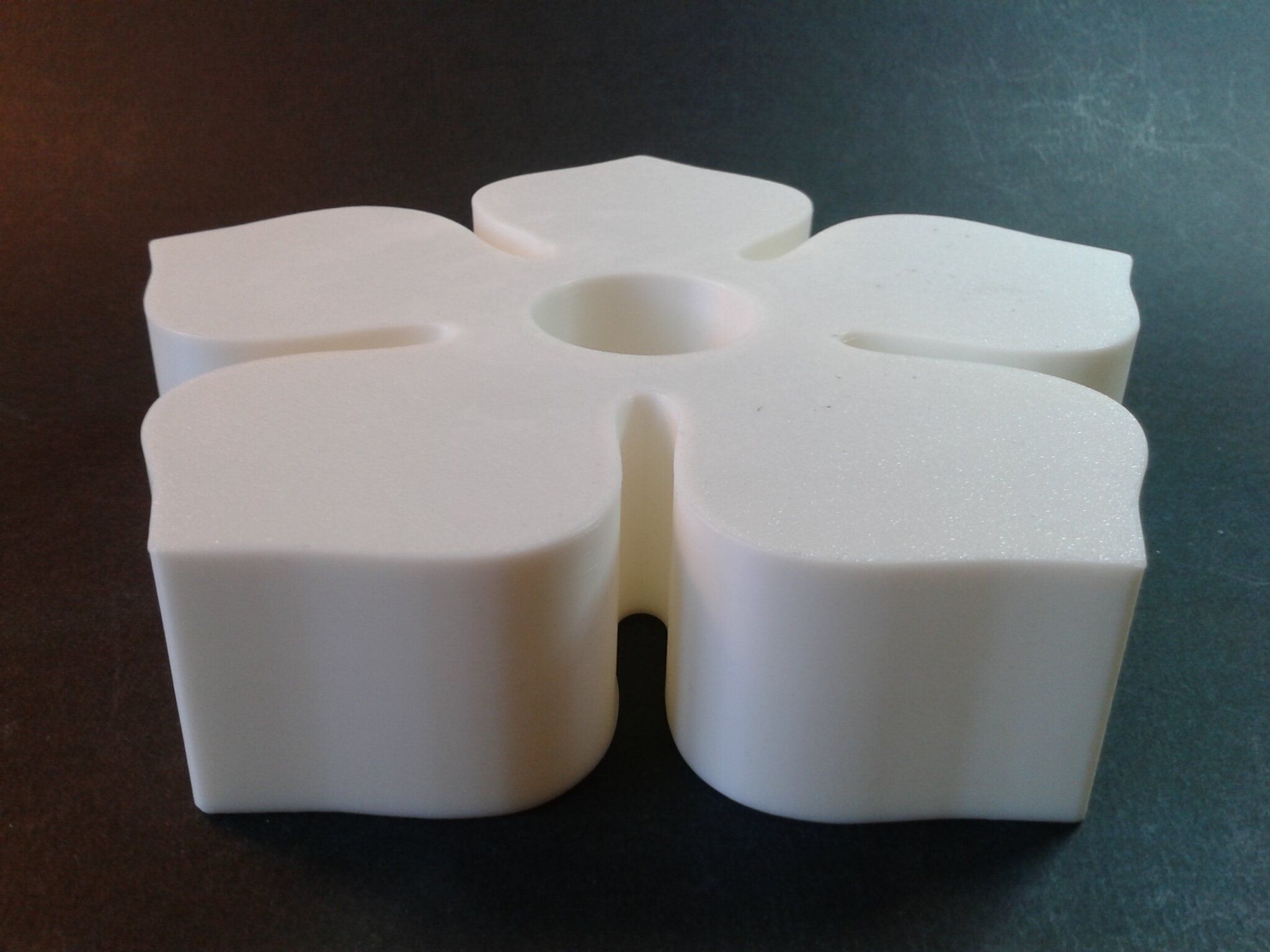
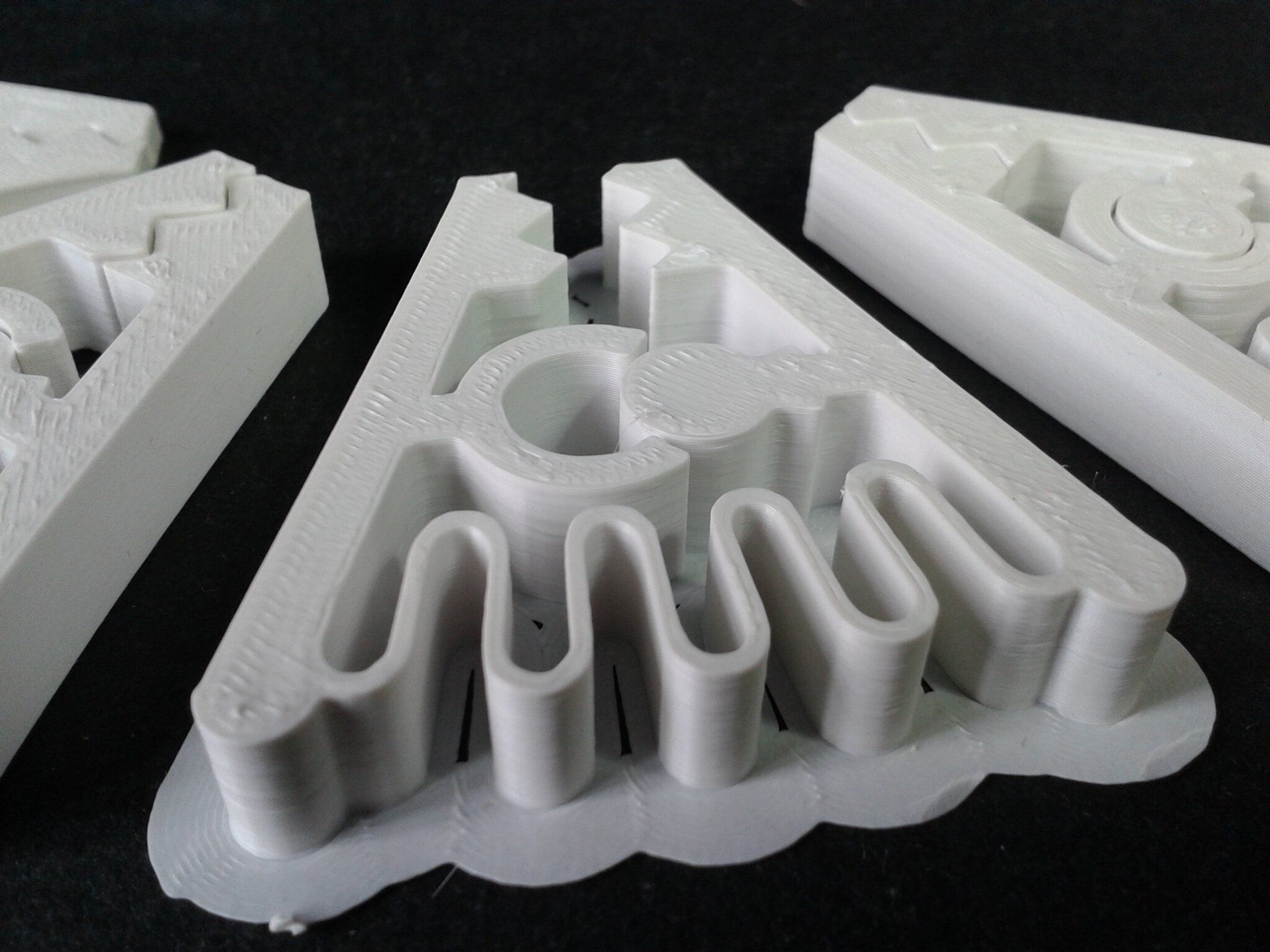
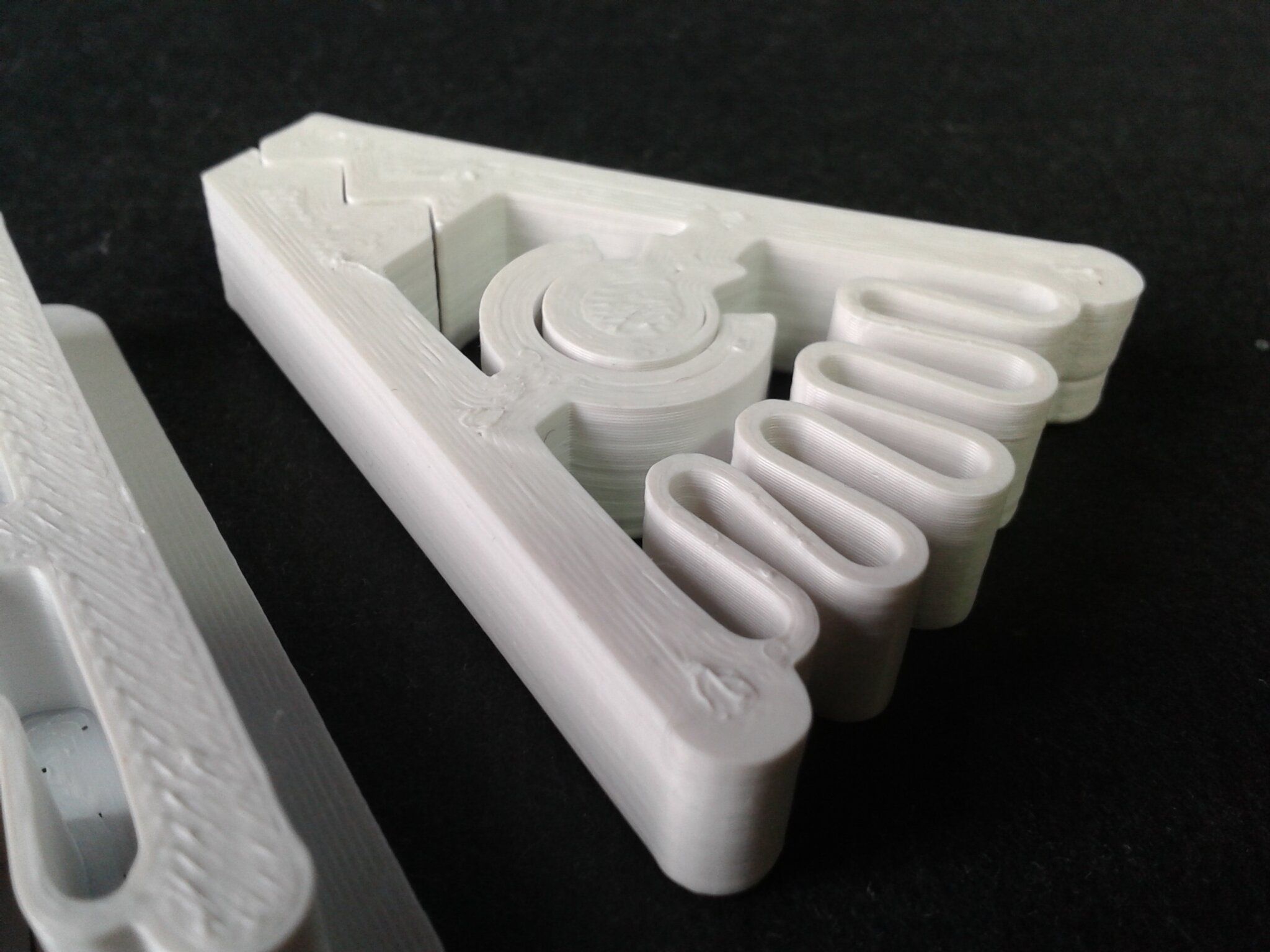
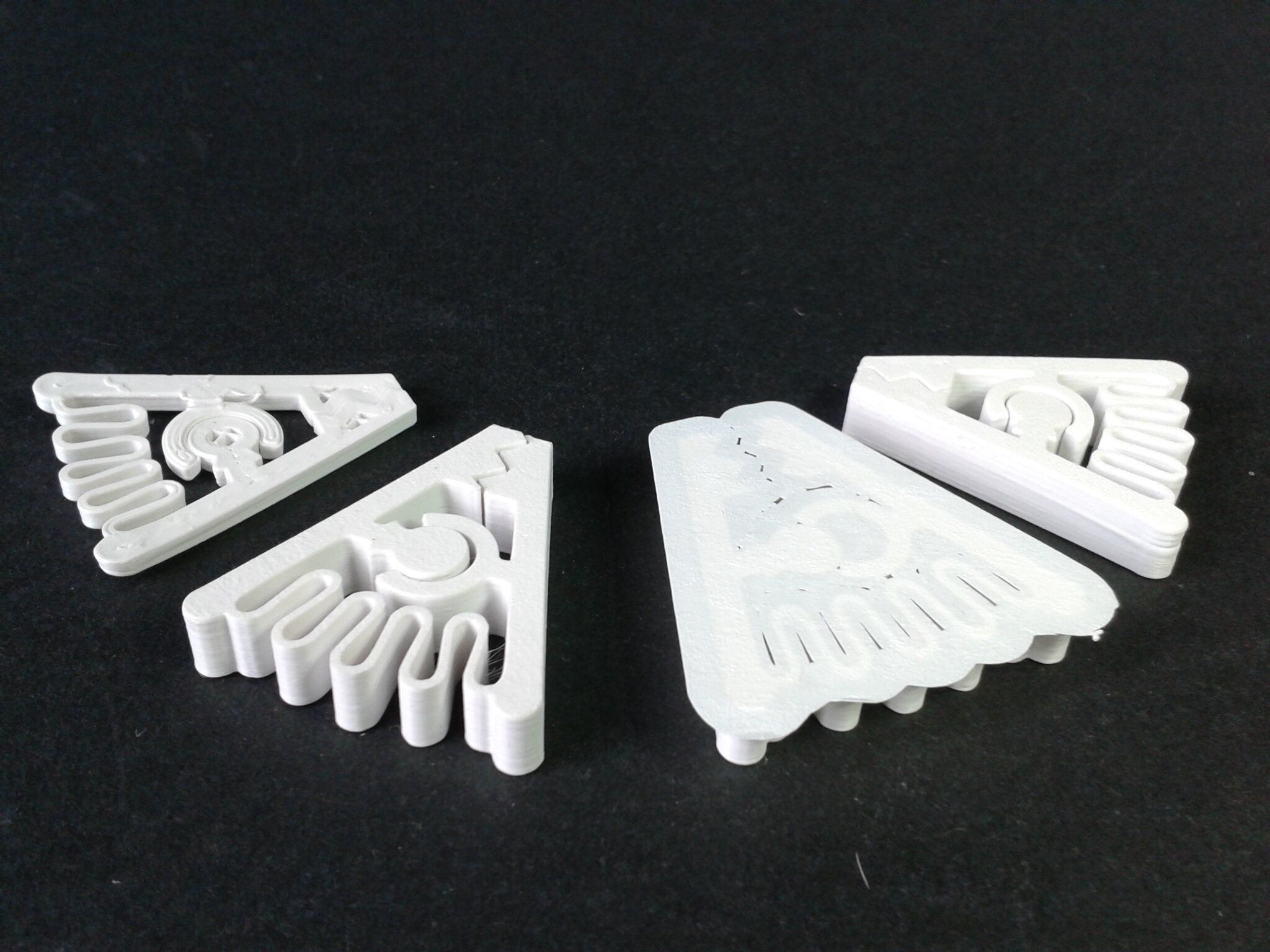
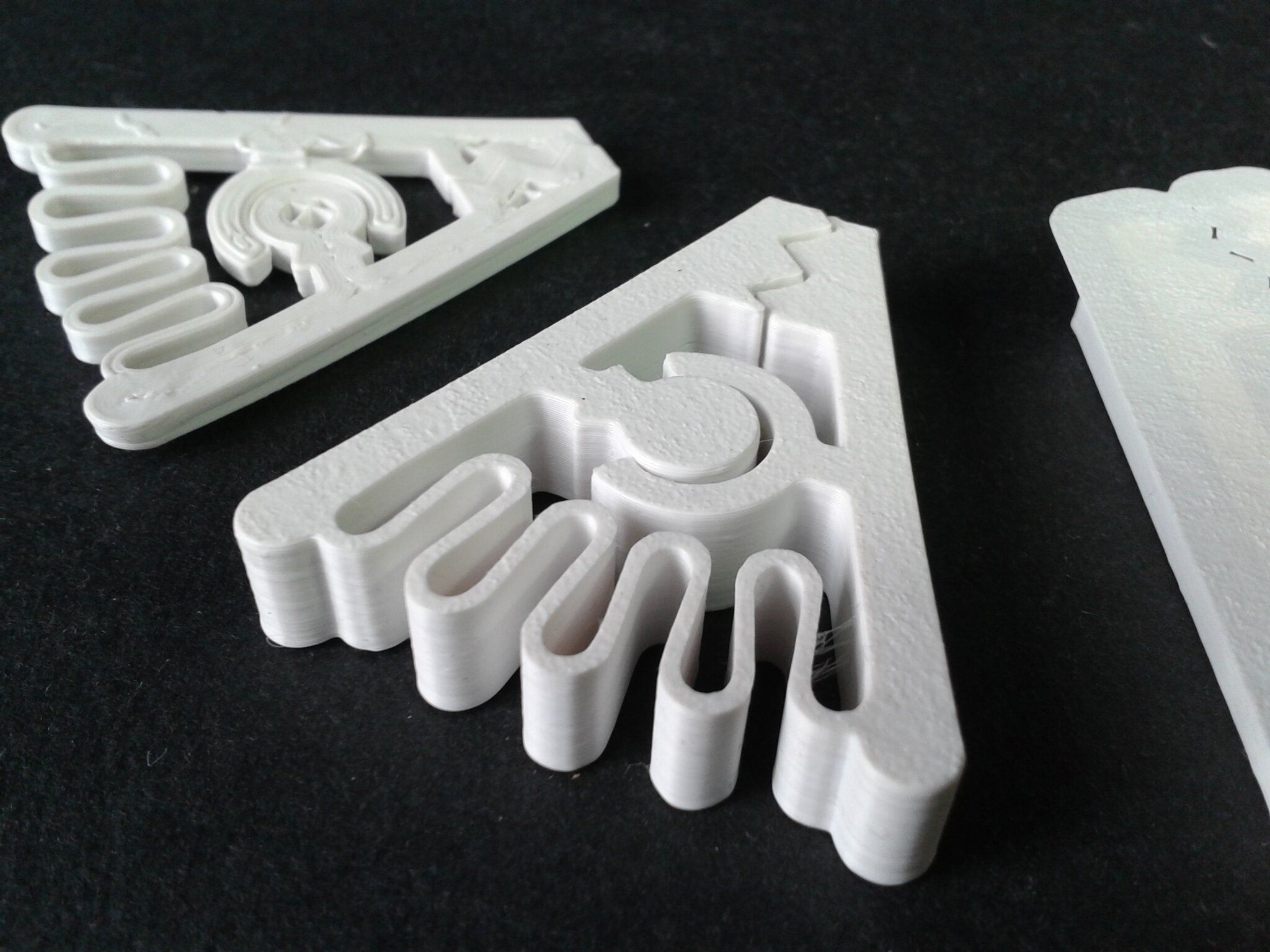
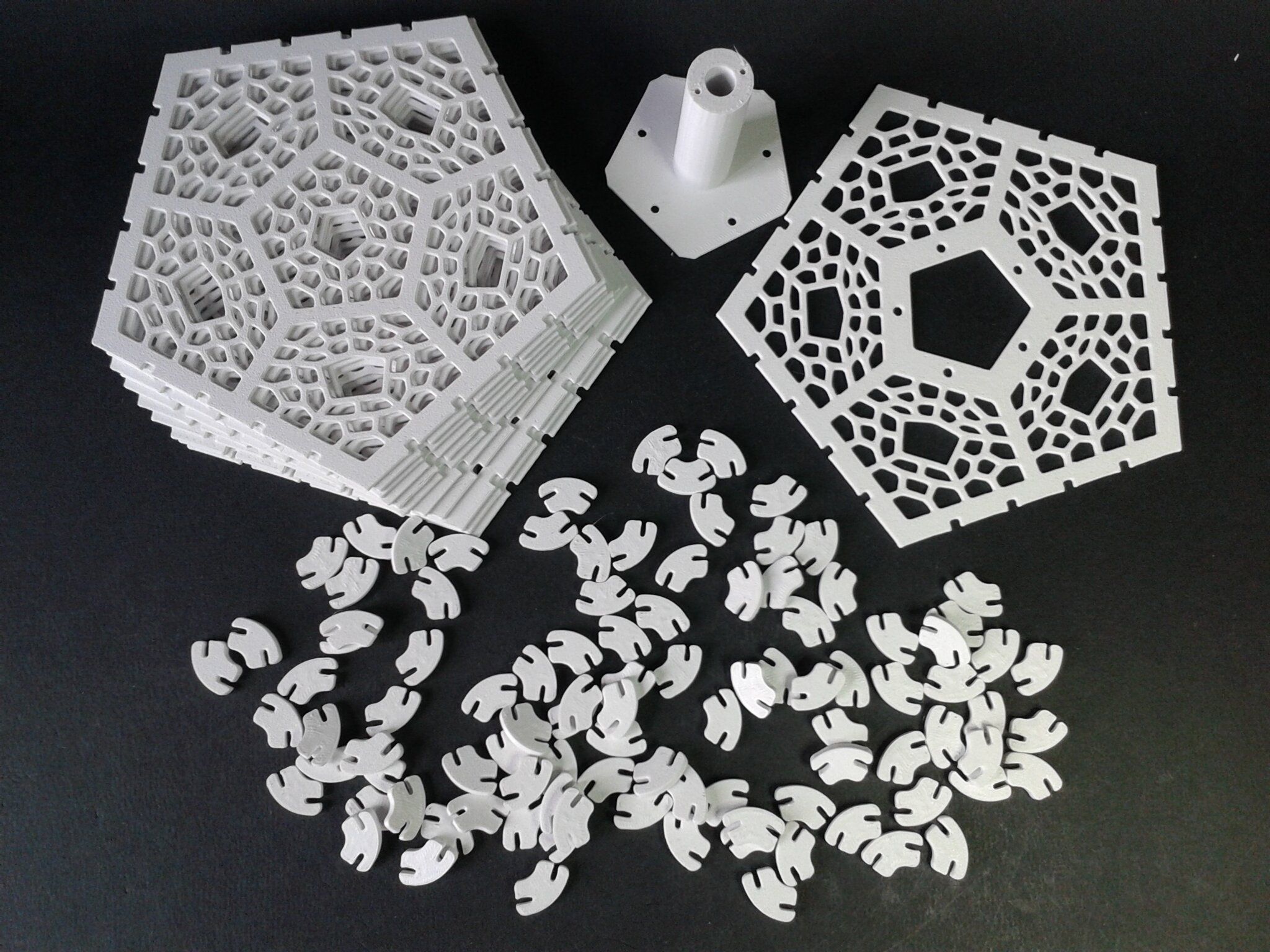
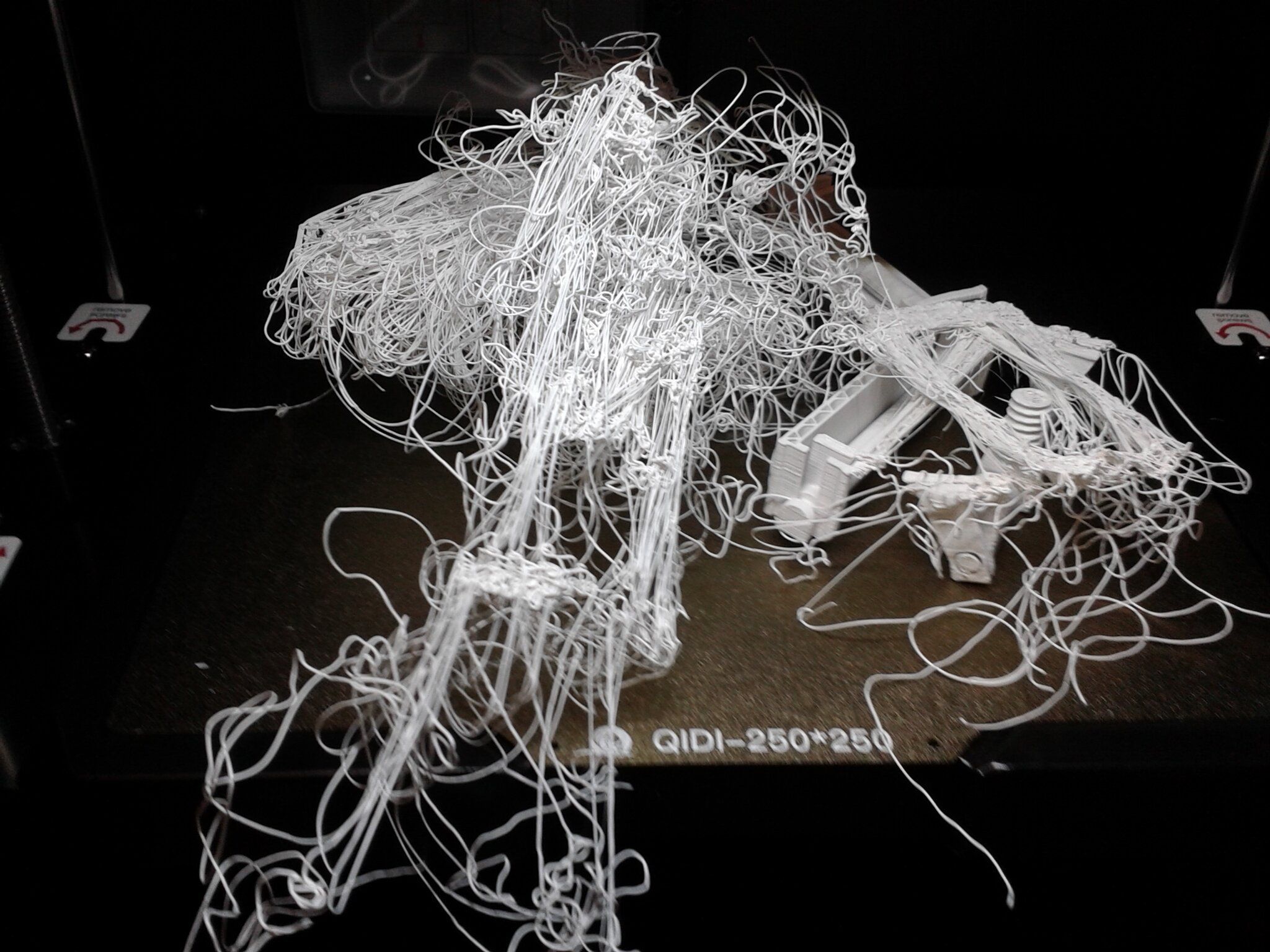
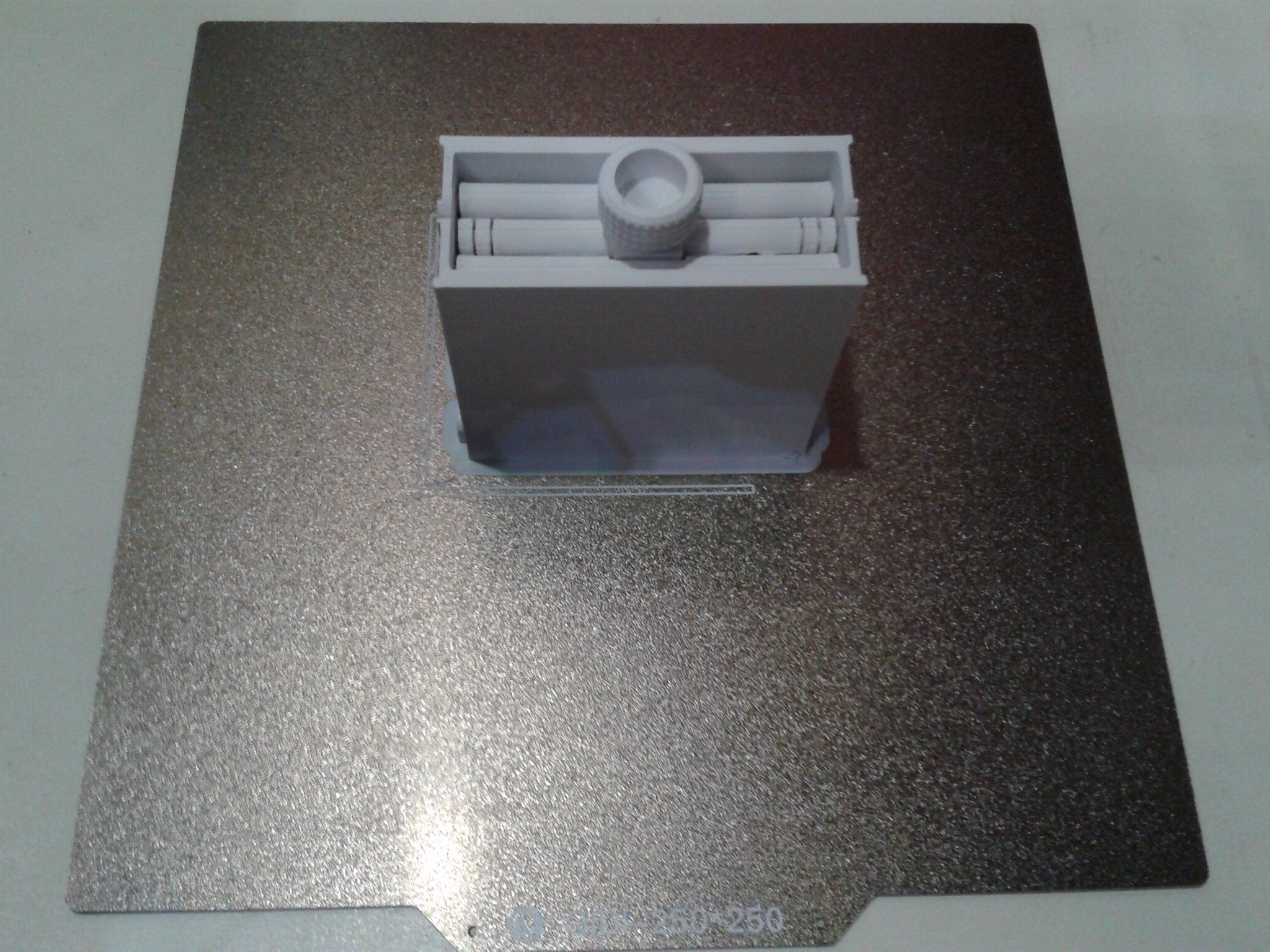
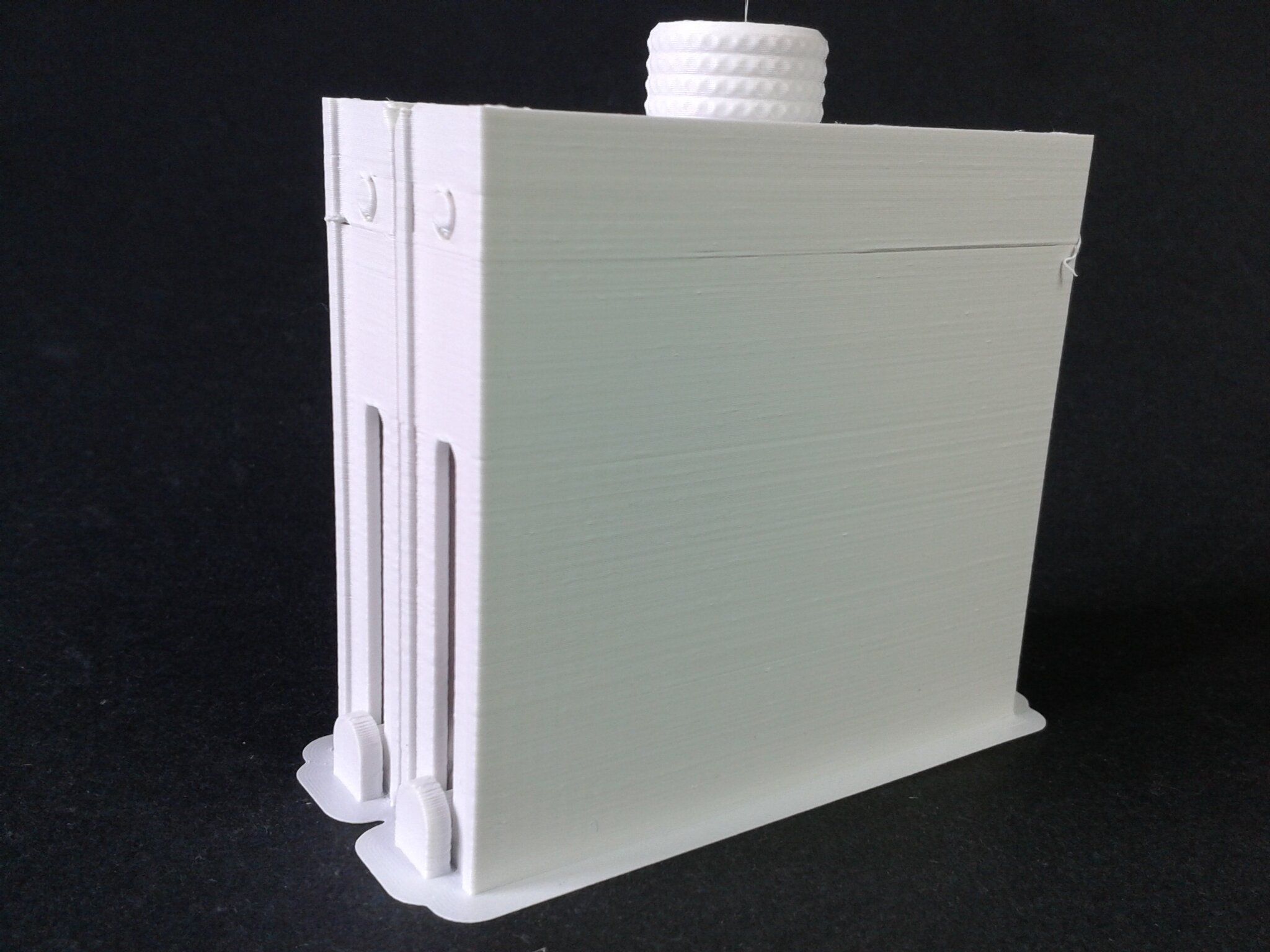
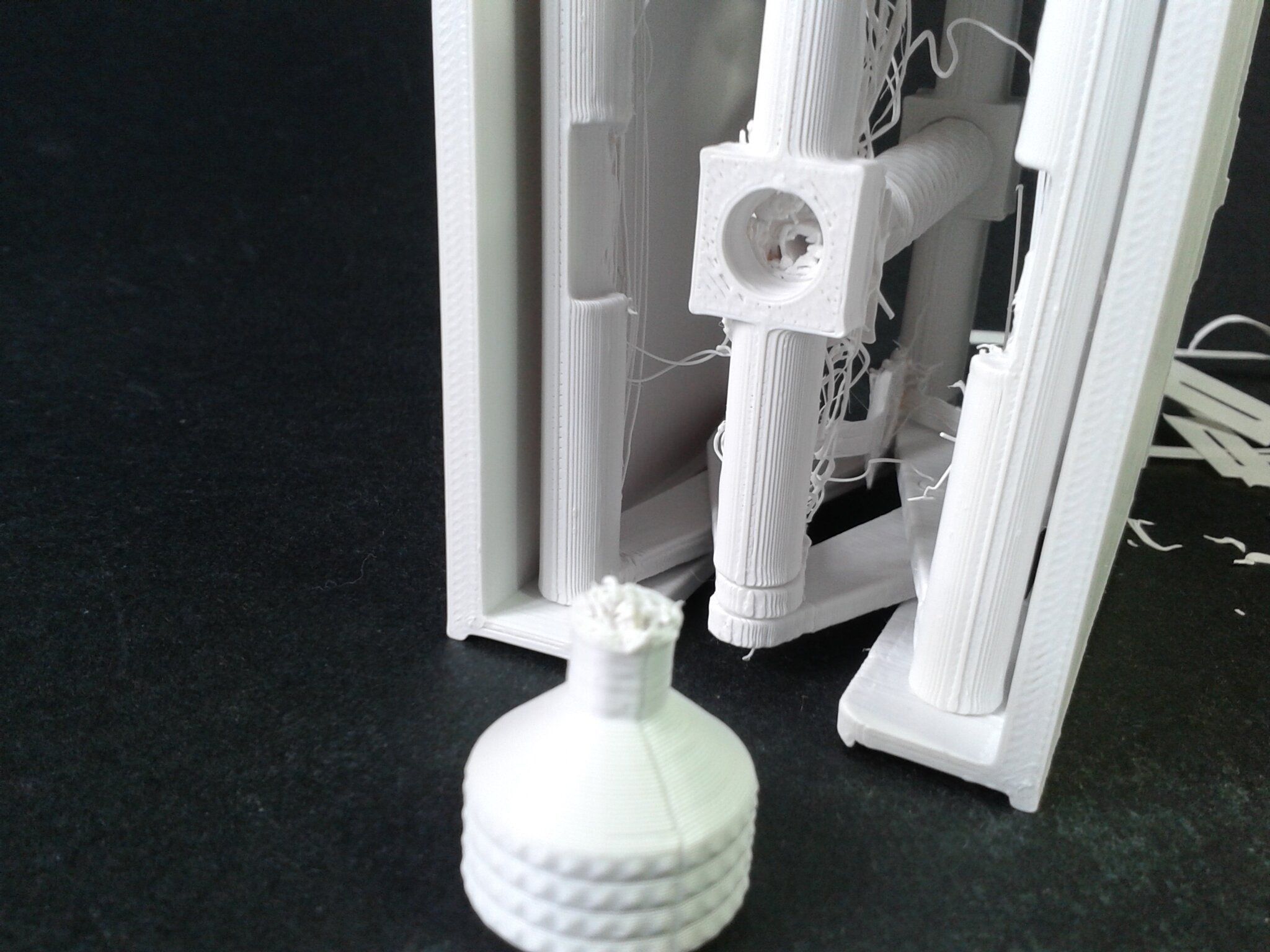
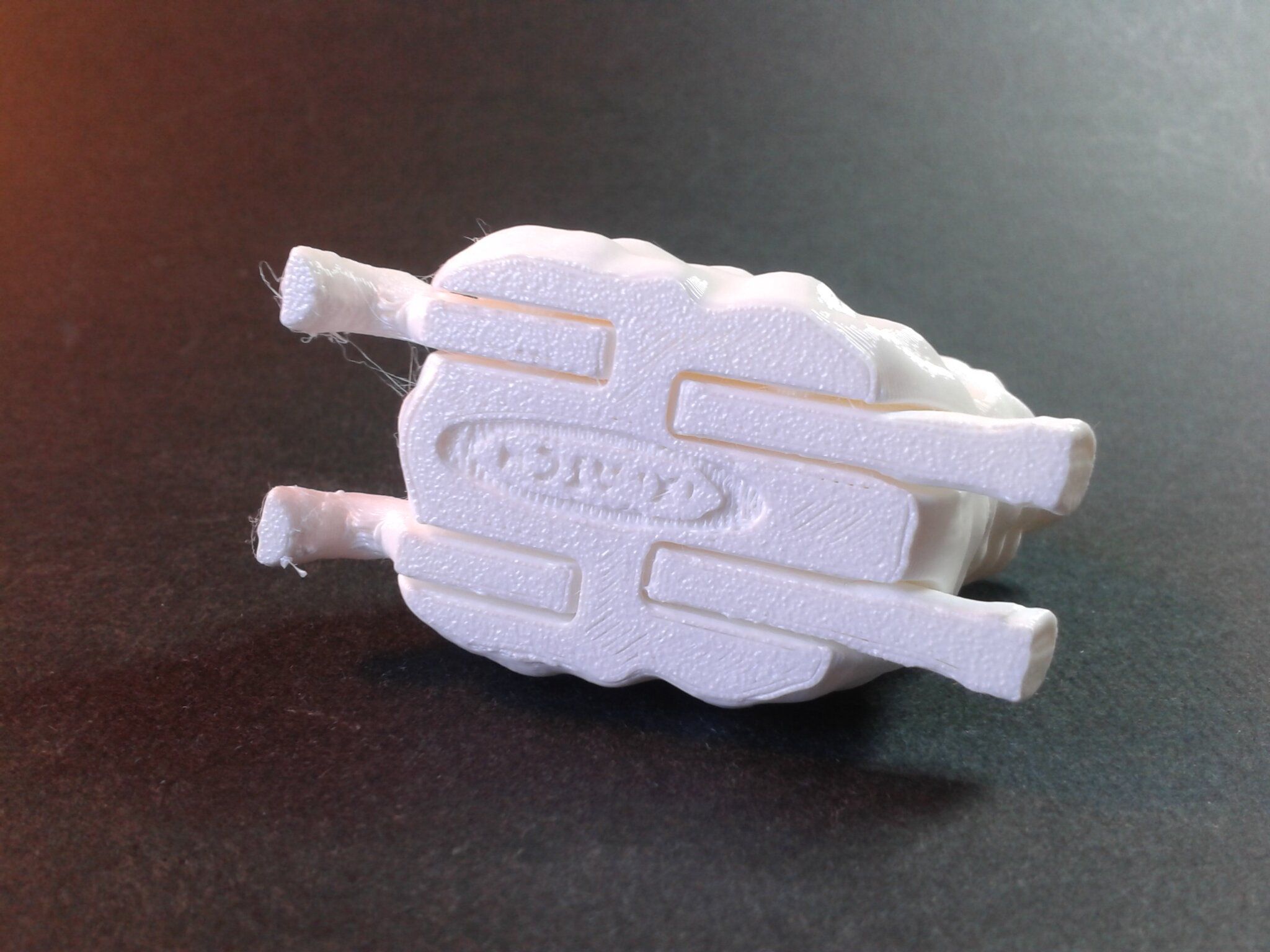
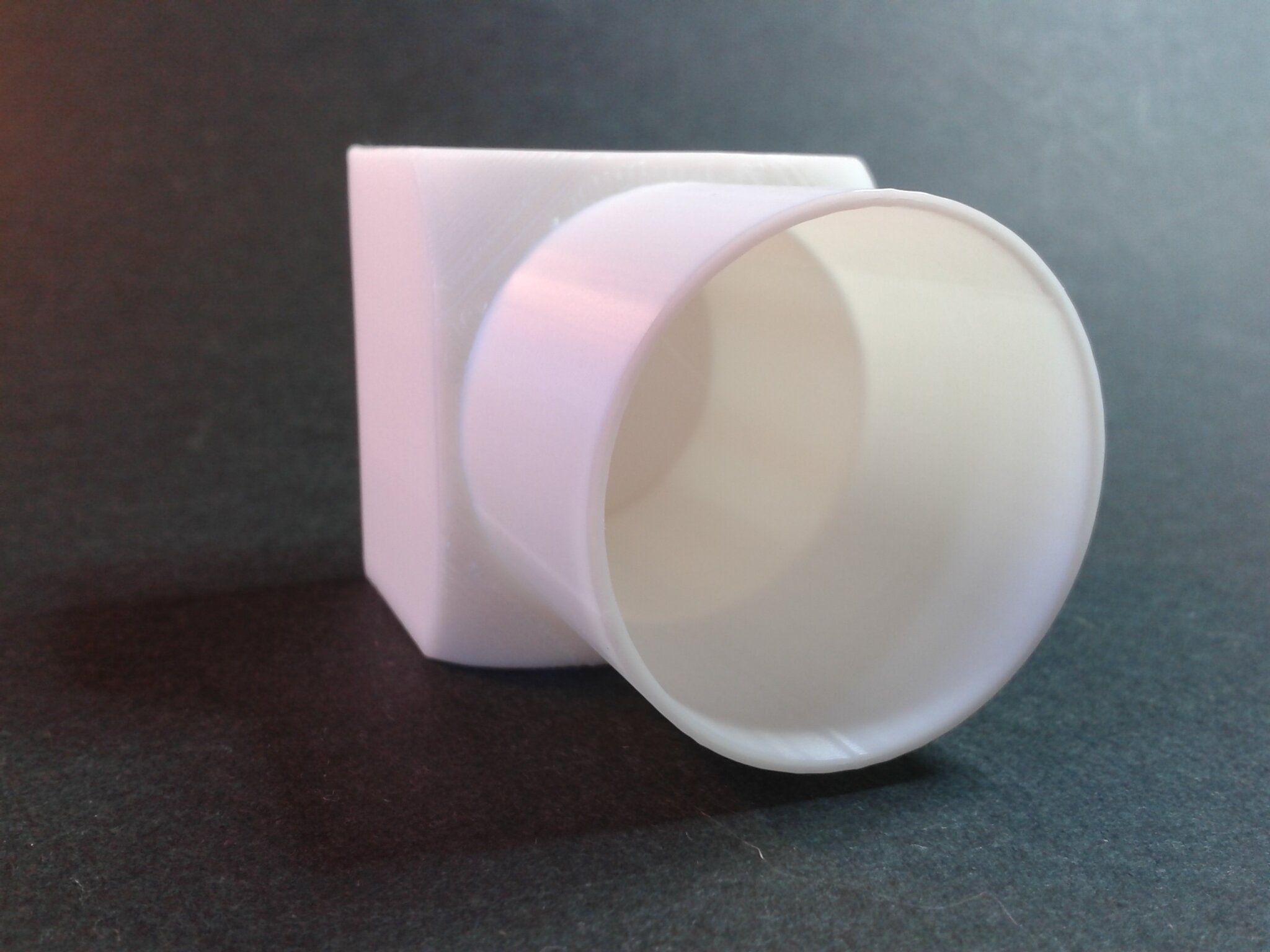
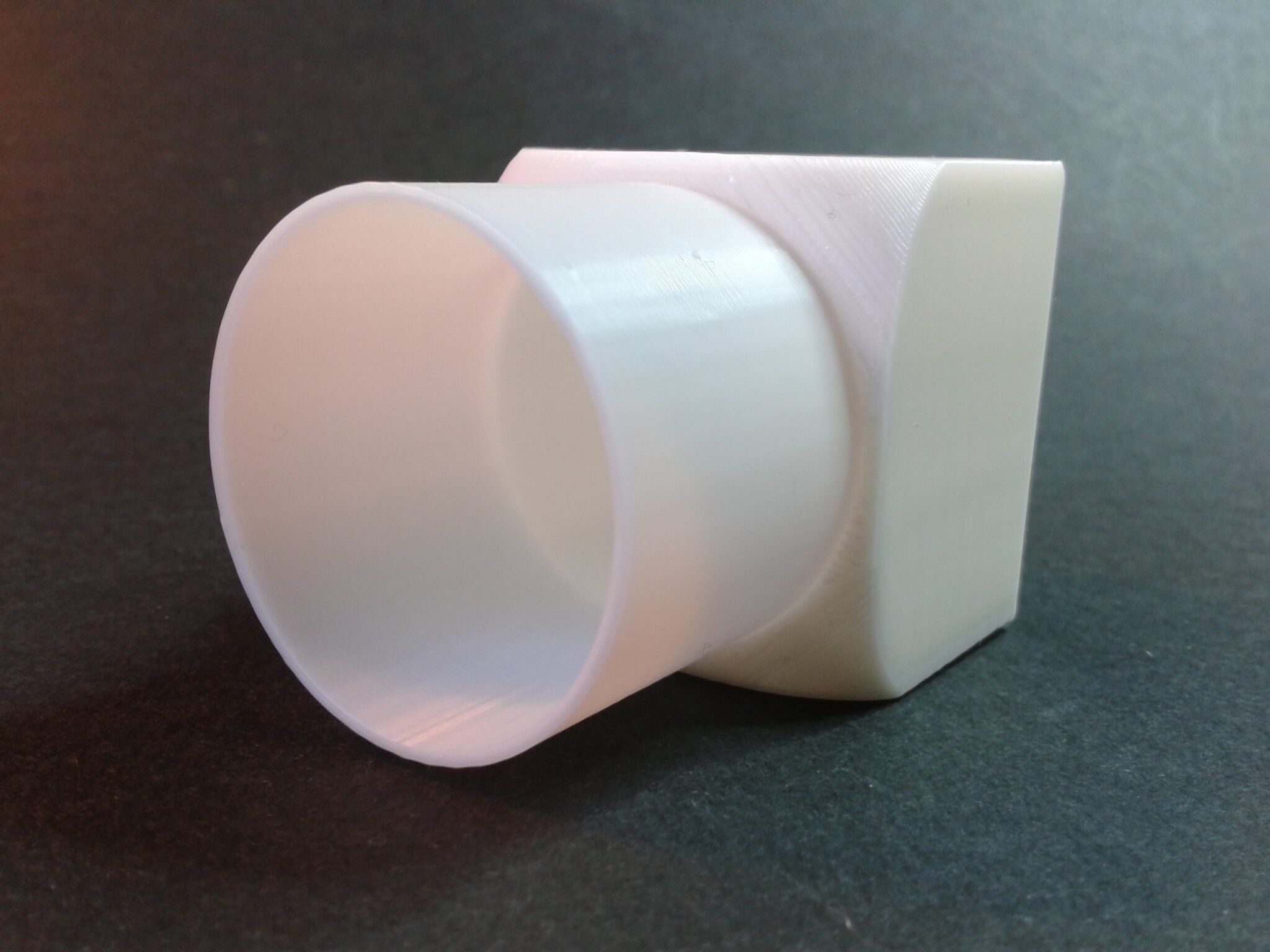
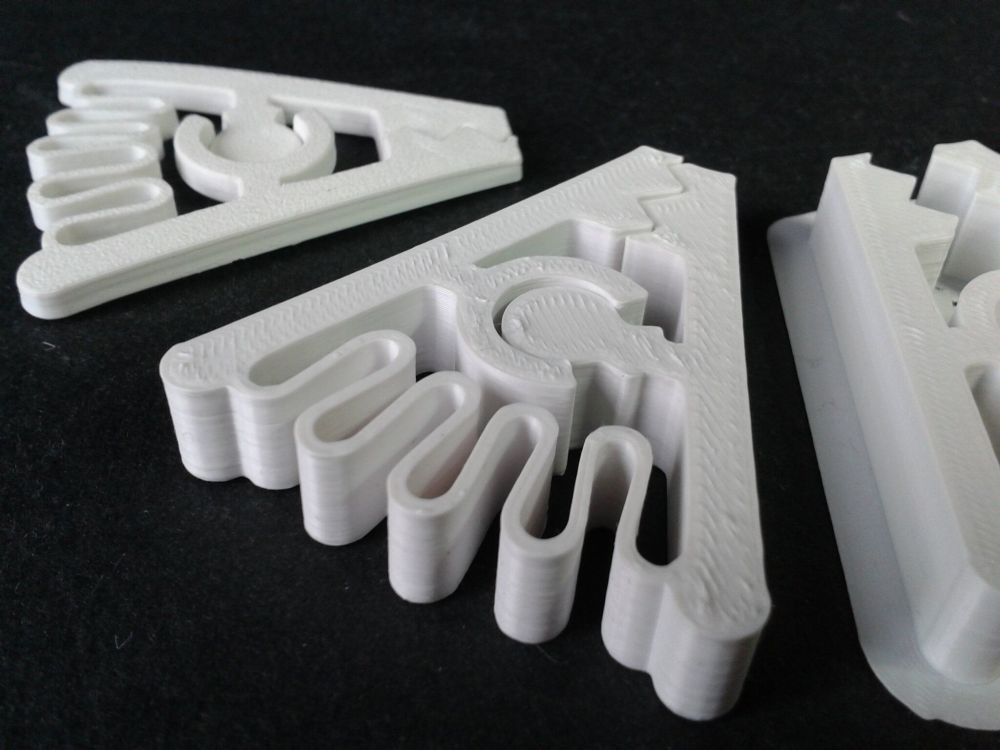
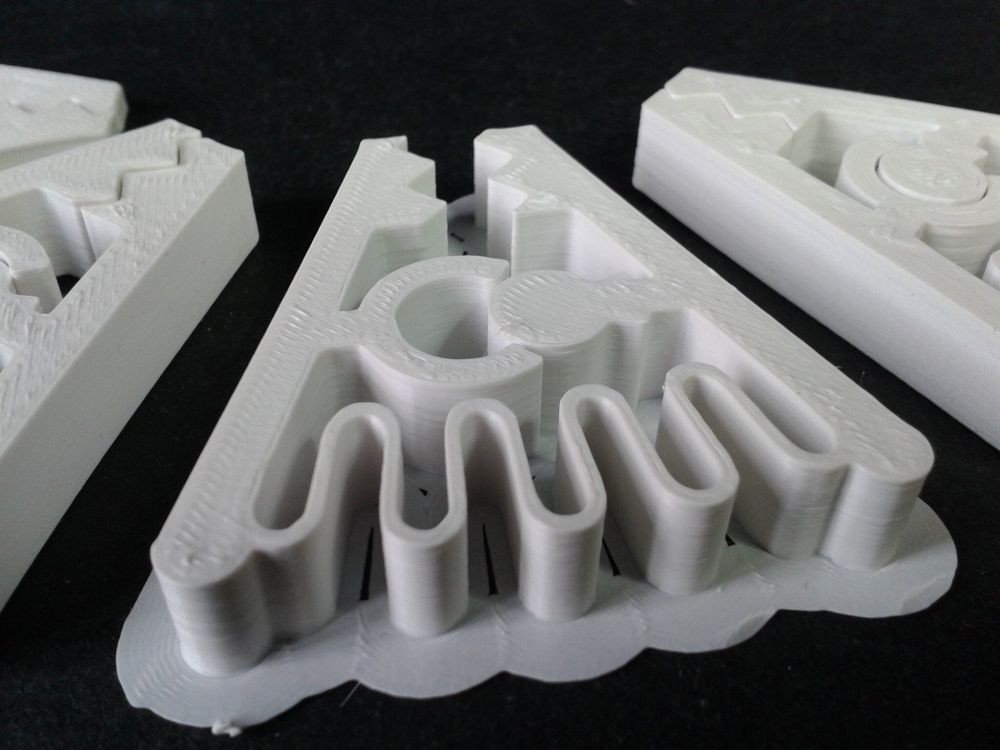
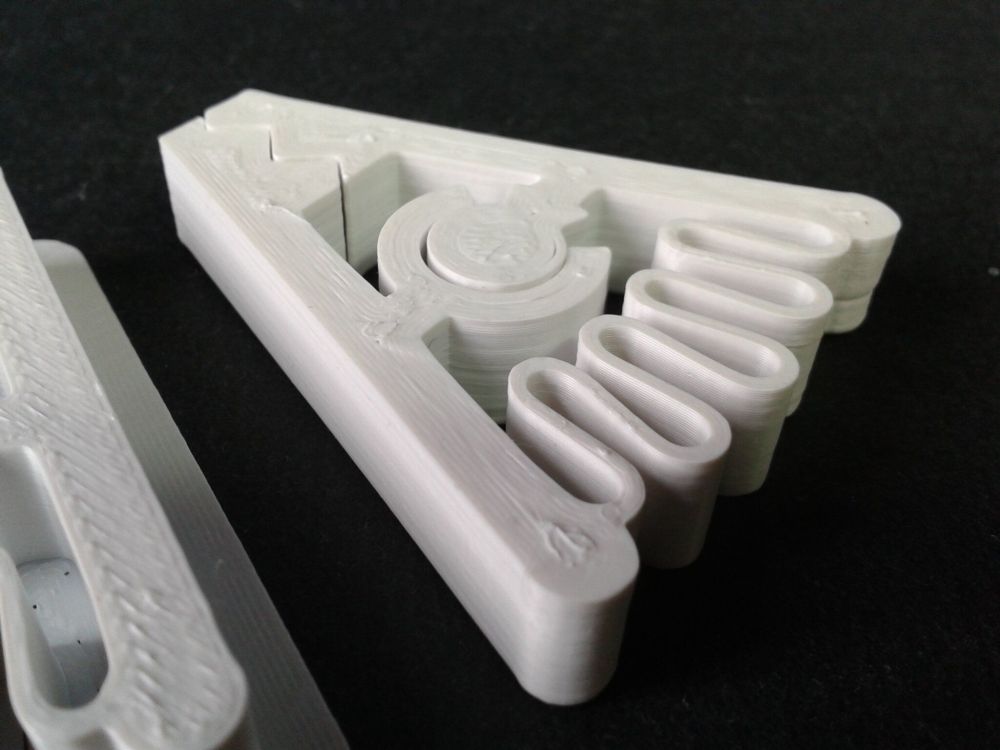
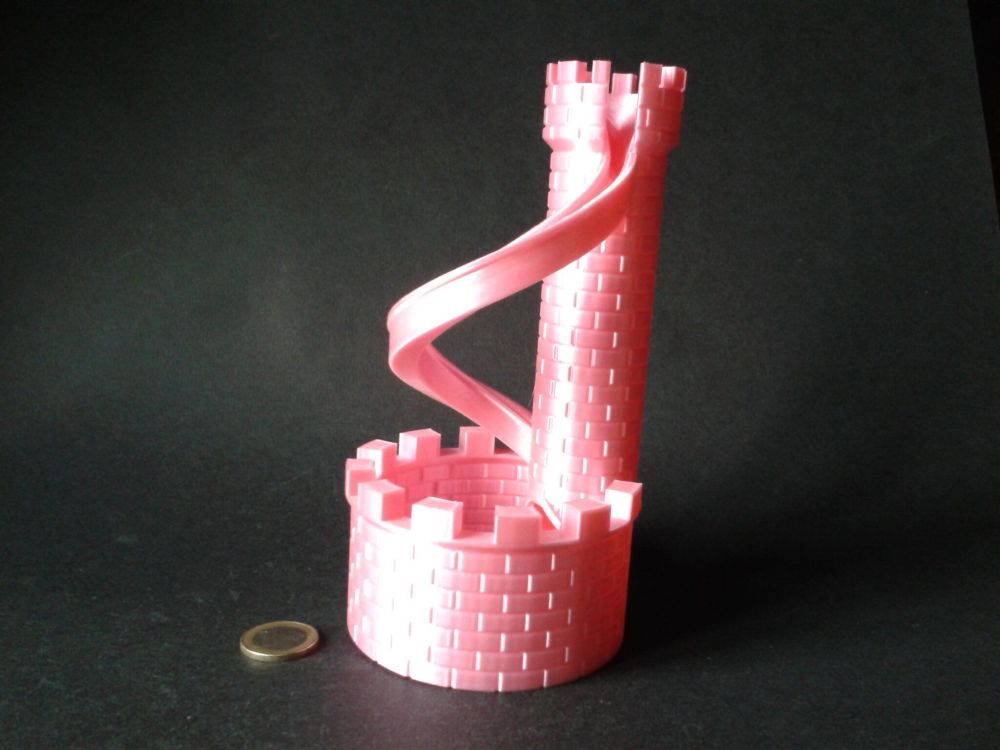
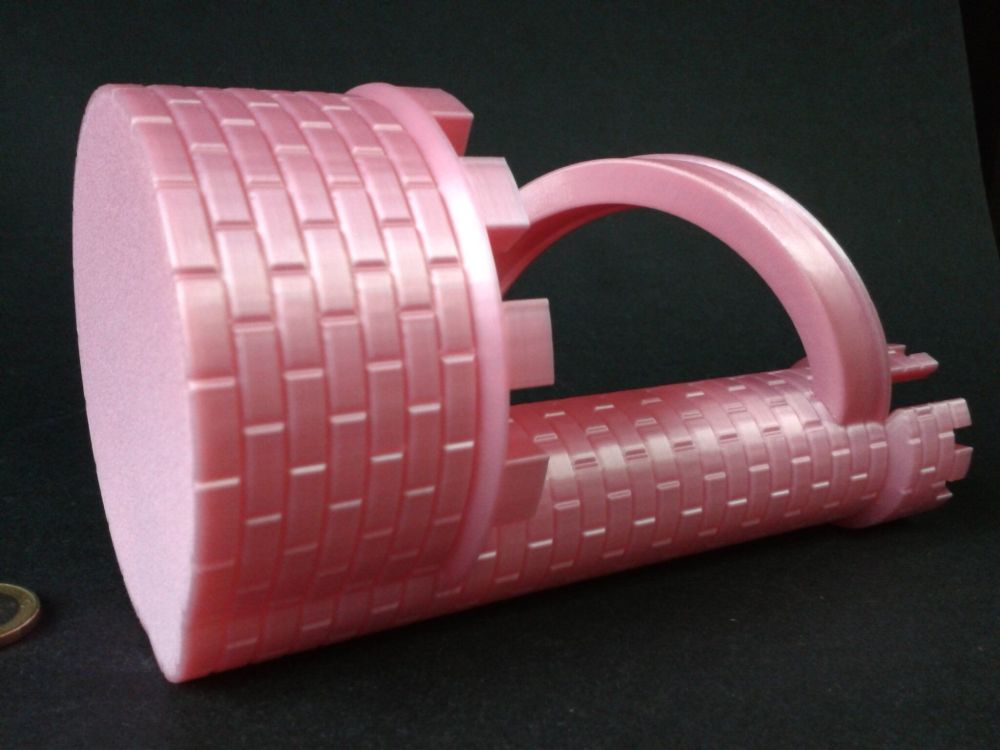
Les pièces imprimées sont arrivées aujourd'hui... Il y a tout pour construire le prototype Hunter, à l'exception de l'aileron que j'envisage d'imprimer en TPU... Les pièces noires sont en Nylon MJF, les blanches en Nylon SLS, et le grises en metal SLM Le chassis et noir tout comme l'arceau cage (qui passera probablement en peinture, mais sans certitude sur la couleur à cet instant) Les Motor covers sont ici dans les deux version 380 et 540... Le gear cover est en plusieurs pièces (la seconde base est posée sur le chassis avec l'arceau cage) Les pièces blanches sur la première photo seront teinte en couleur claire à définir, et les gear sets ne sont pas une nouveauté... J'ai imprimé un tableau de bord et un pare brise pour compléter la carrosserie splitté imprimée en FDM... Le pare brise était super facile à obtenir avec un beau résultat. Pour le tableau de bord, l'impression filament fondu est un cauchemar : quelle que soit l'orientation choisie, les supports sont nécessaires et il y en aura beaucoup à ôter. Au final le résultat n'est pas trop mal malgré tout... Voici la carrosserie complète. Je vais devoir imprimer un arceau cage pour aller dessus, maintenant Mais ce n'est pas tout. Avec les pièces du Hunter, j'ai aussi commandé un print résine de cette carrosserie : il me fallait voir par moi même si c'était possible, car certains m'ont posé la question. Pour la science, j'en ai fait imprimer une... et elle est vraiment belle... Le logo Mitsubishi est clair et lisible (mais pas facile à voir sur la photo, il faudra attendre pour la peinture) Pas grand chose de plus à dire, à part que pour la peinture, le ponçage n'est pas absolument nécessaire et que l'apprêt peut être appliqué directement après dégraissage... Le tableau de bord est aussi superbe et très détaillé (une fois encore, la peinture sera nécessaire pour que cela soit visible sur les photos) La résine utilisée est la 8228 Light Green, choisie pour la stabilité dimensionnelle et la solidité. Il y a un poil de déformation sur la partie arrière, mais rien de majeur, et je suis vraiment content du résultat. Cela confirme la faisabilité en impression résine, pour un cout bien inférieur à aux option MJF ou SLS...3 points
-
Faut que tu arrêtes de jouer au Schmilblick. La synesthésie est assez banale, je crois qu'une personne sur trois en a déjà fait l'expérience. Ma particularité étant que lorsque je retire mes oreilles, je suis dans une bulle et donc particulièrement sensible à cet effet. J'entends les mouvements que mes yeux perçoivent, ainsi que les sensations tactiles. Par exemple, là je m'entend taper au clavier alors que mes oreilles ne perçoivent aucun son. Le plus compliqué étant de faire abstraction des acouphènes. Un peu comme les aveugles qui développent un toucher et une ouïe incroyable. Allez une autre : Si si. J'ai toujours eu du mal avec la conjugaison moi aussi, ça être tellement plus simple de mettre l'infinitif partout, et puis tout le monde comprendre alors pourquoi s'embêter.3 points
-
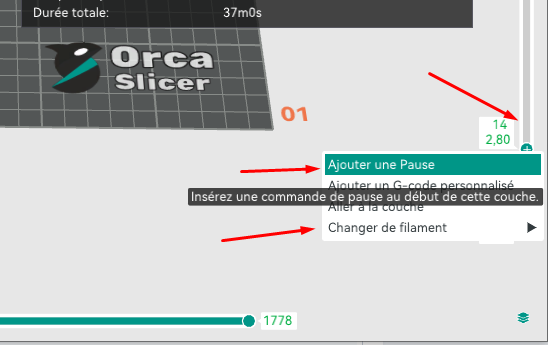
Wahoooo.... merci pour le tuyau, je viens de regarder comme tu me l'as indiqué, mon fichier sous Orca et devine, il y avait bien une "Pause" clic droit et "supprime", j'ai découvert que l'on peut utiliser les "touches flèches" pour se déplacer avec précision, magic Me demande pas comment j'ai pu mettre cette pause ????....2 points
-
En lisant ce sujet il me vient une anecdote qui illustre le danger potentiel des fautes d'orthographe. A l'époque du règne du fax j'avais besoin de contacter un client norvégien dont la socièté s'appelait bidule.shipowner. Je donne un brouillon manuscrit à la personne en charge du fax. Lorsque, quelques heures plus tard je reçois l'original dans ma panière, je constate avec effroi qu'il est adressé à bidule.shitowner ! Entre gens bien élévés ni lui ni moi n'avons commenté à ce sujet. Pour ceux qui ont du mal avec l'anglais : shipowner = armateur........ pour shitowner je vous laisse chercher2 points
-
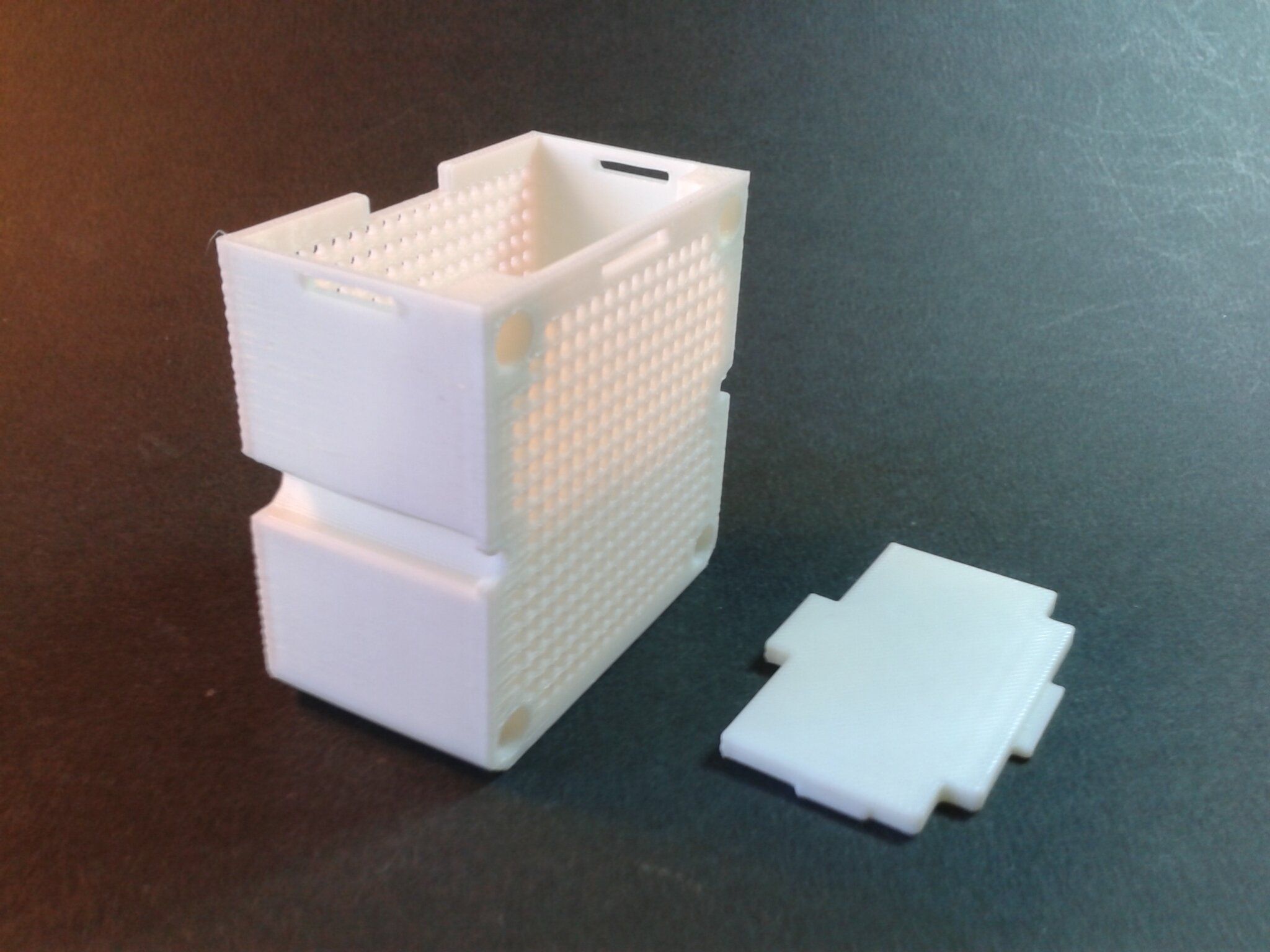
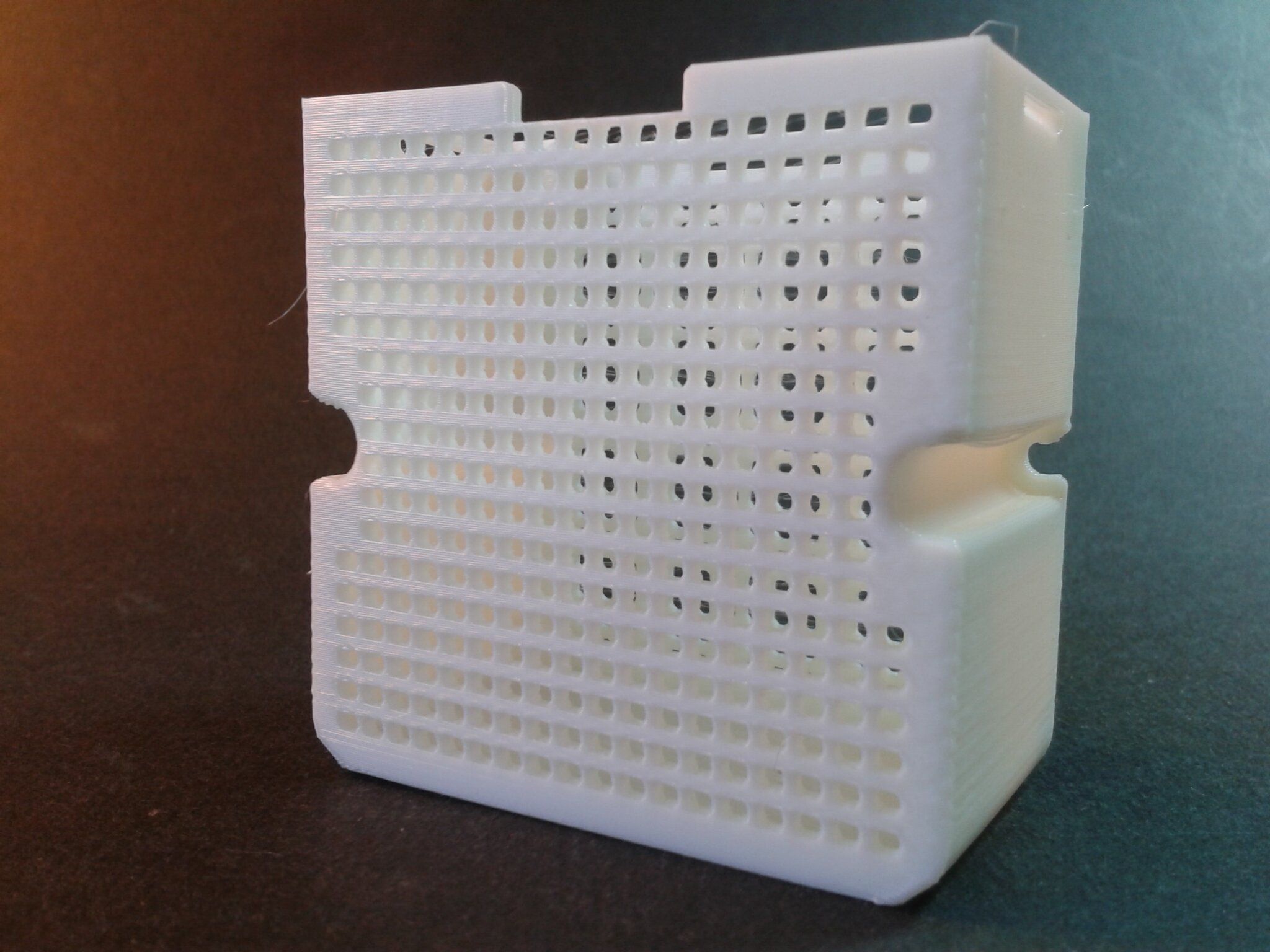
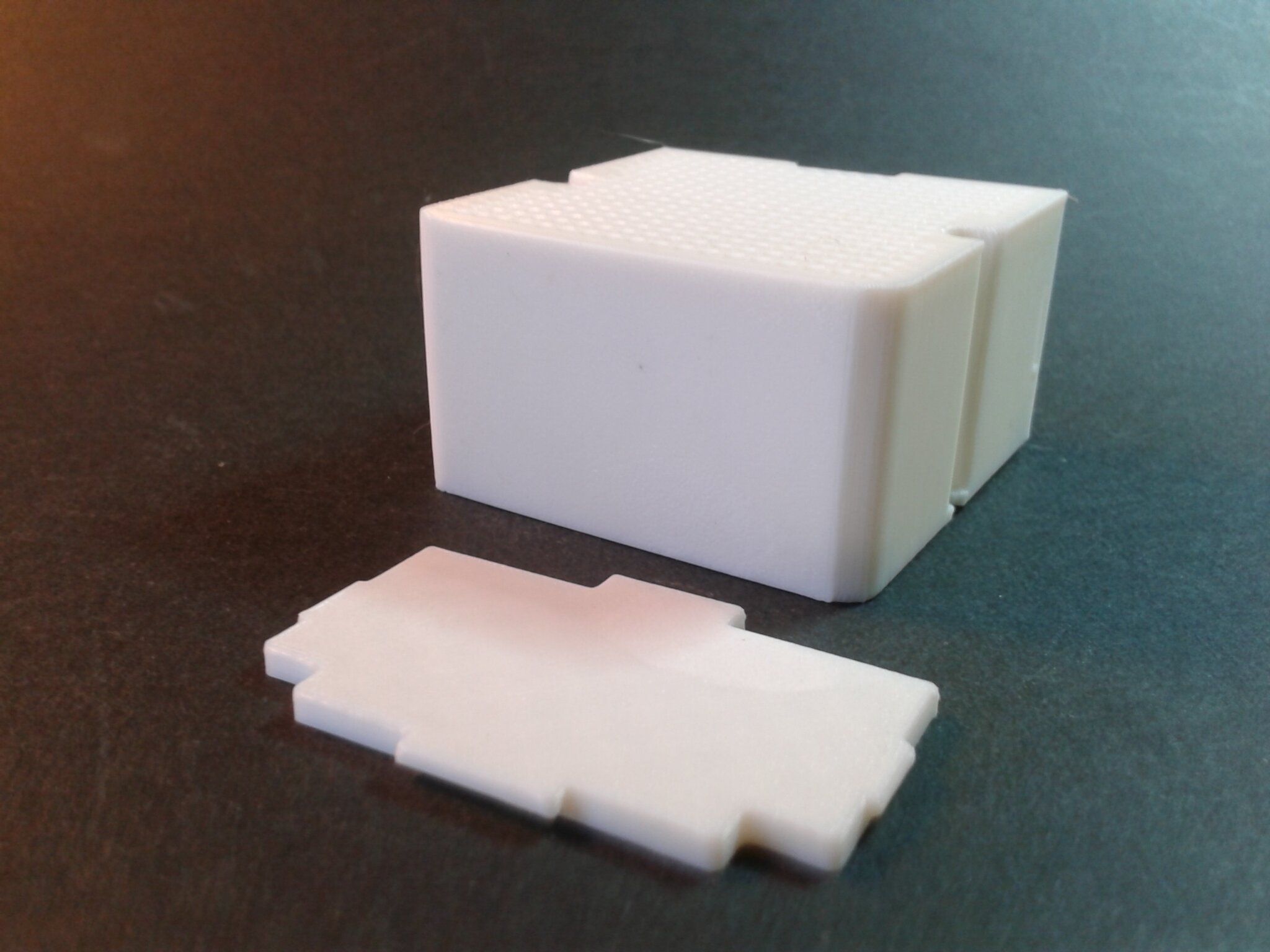
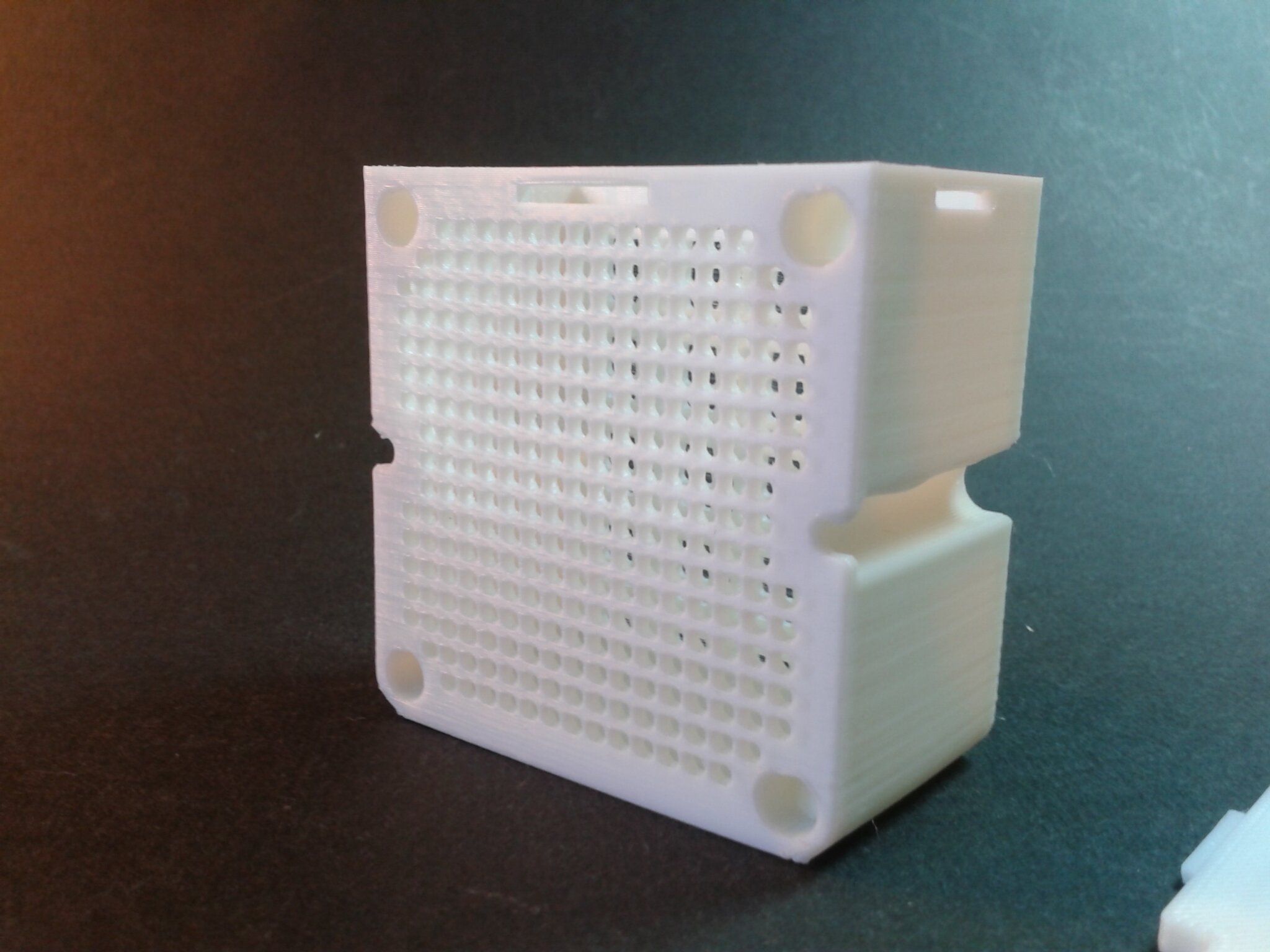
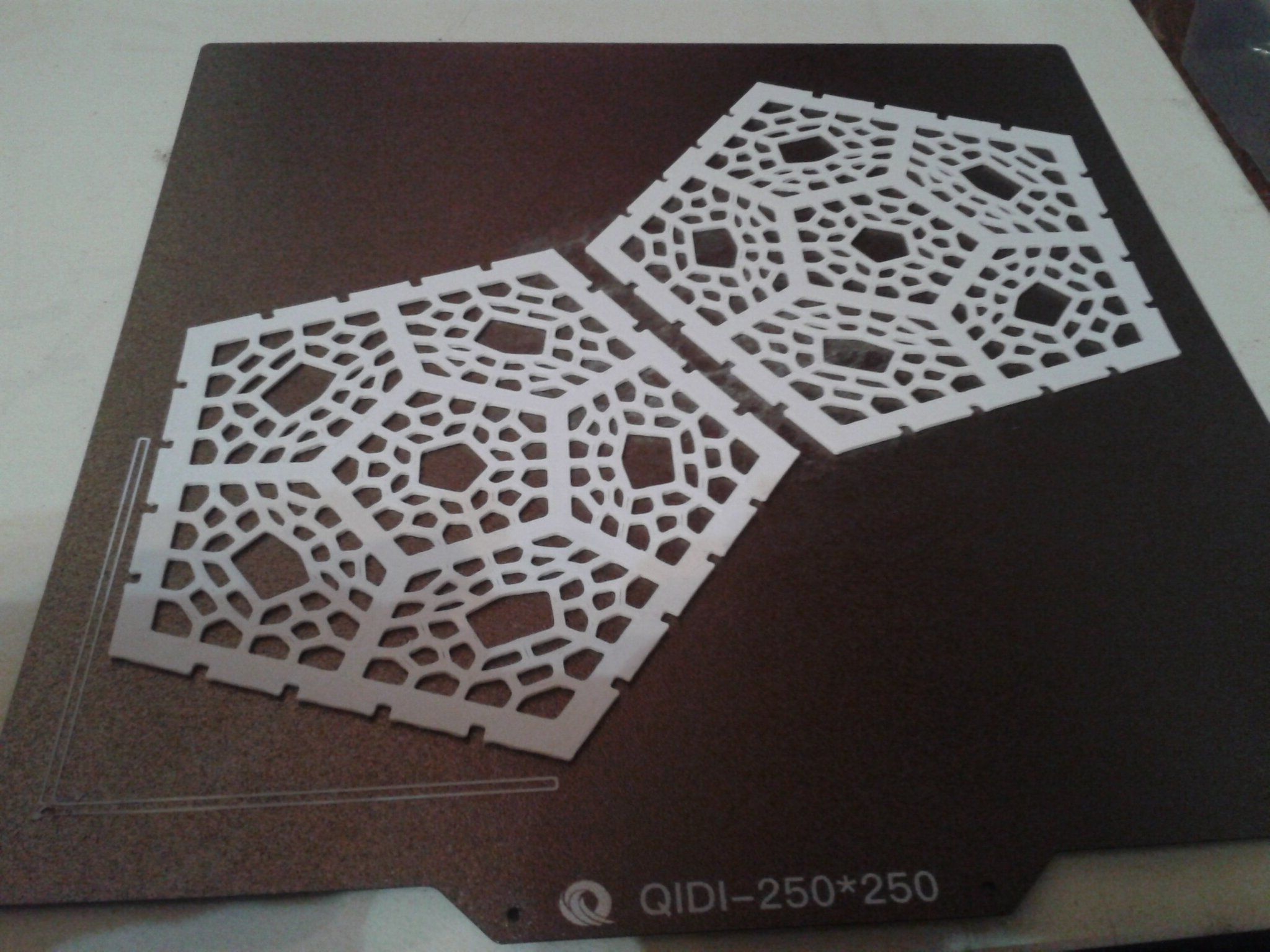
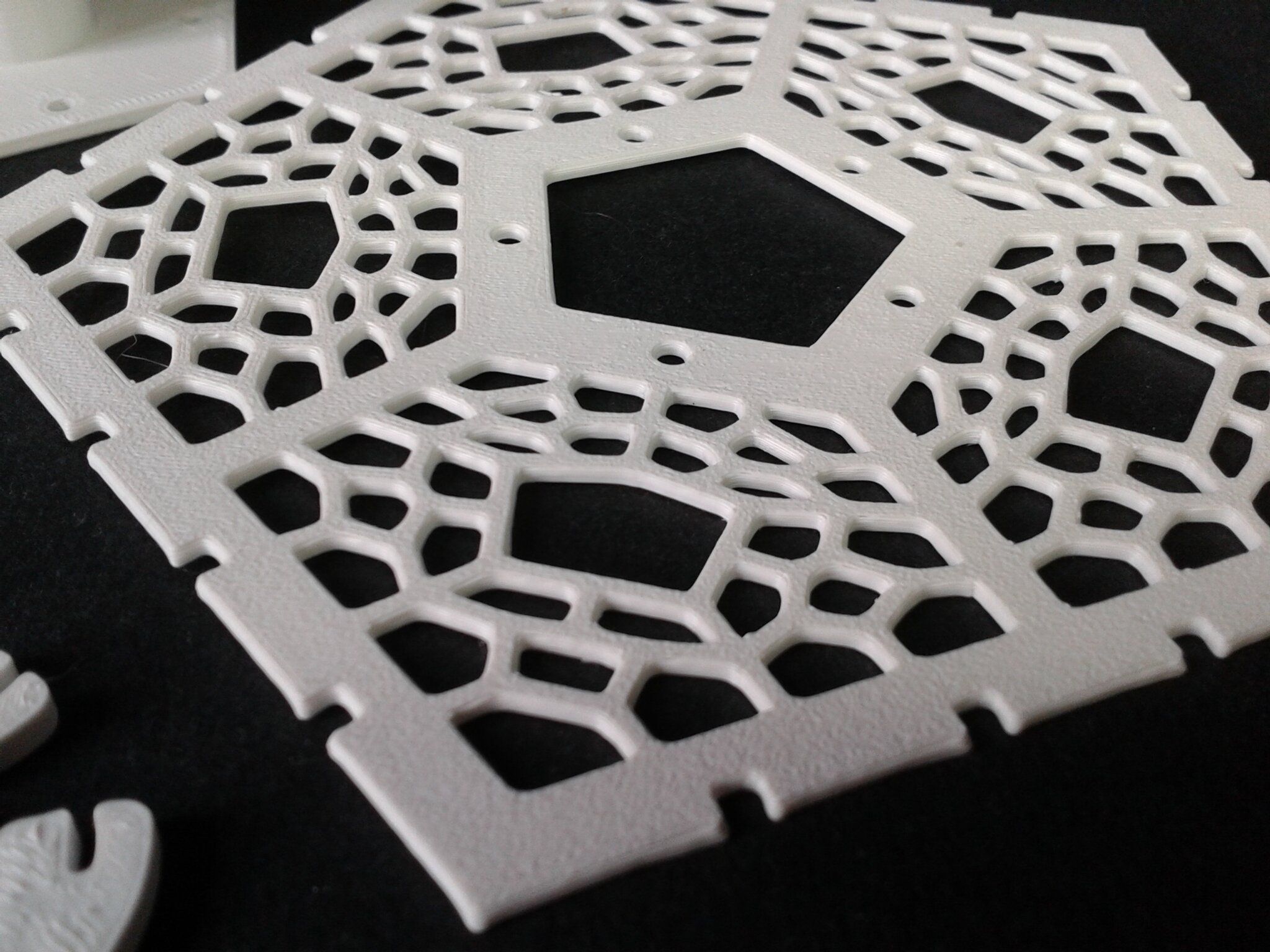
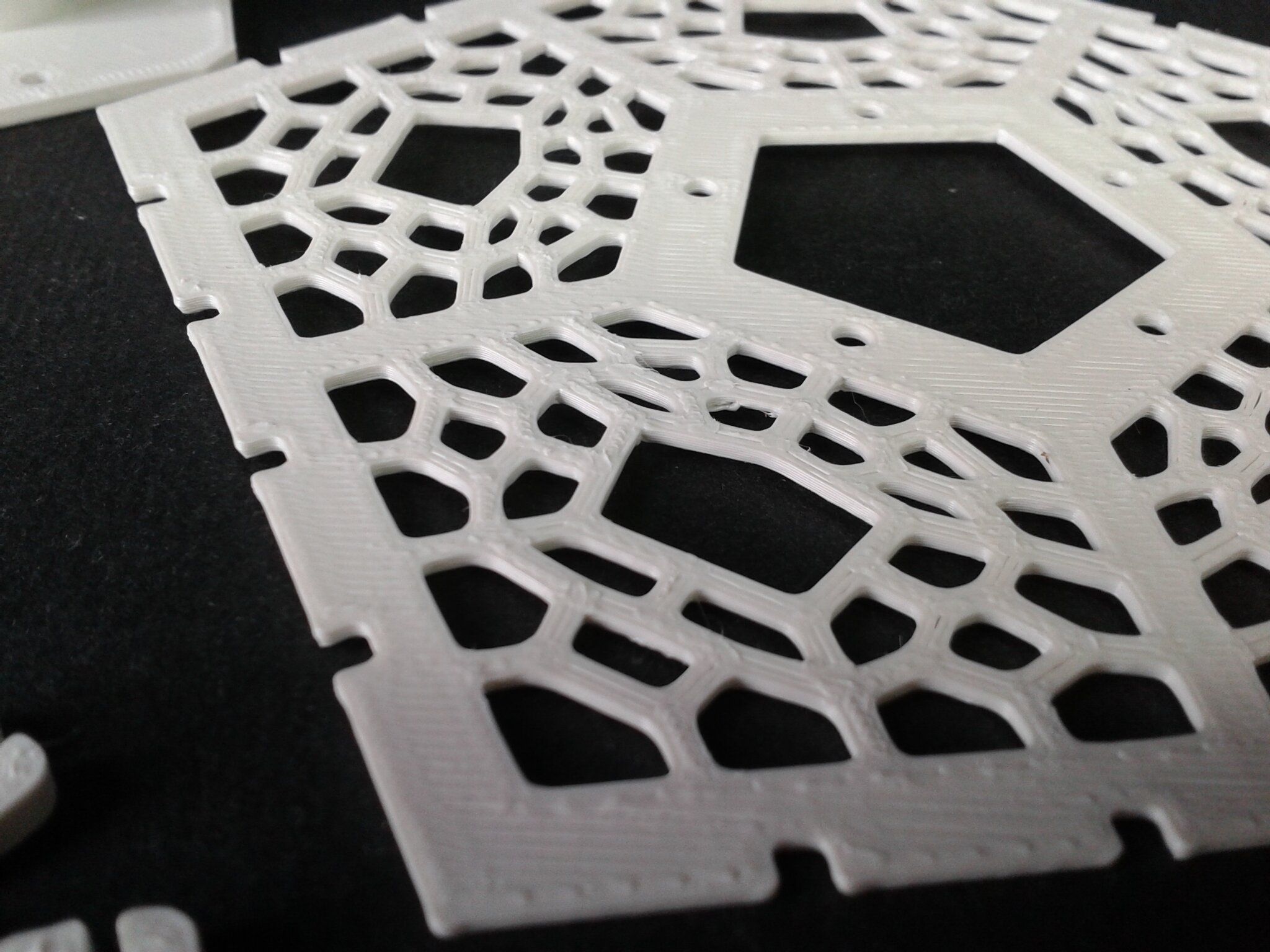
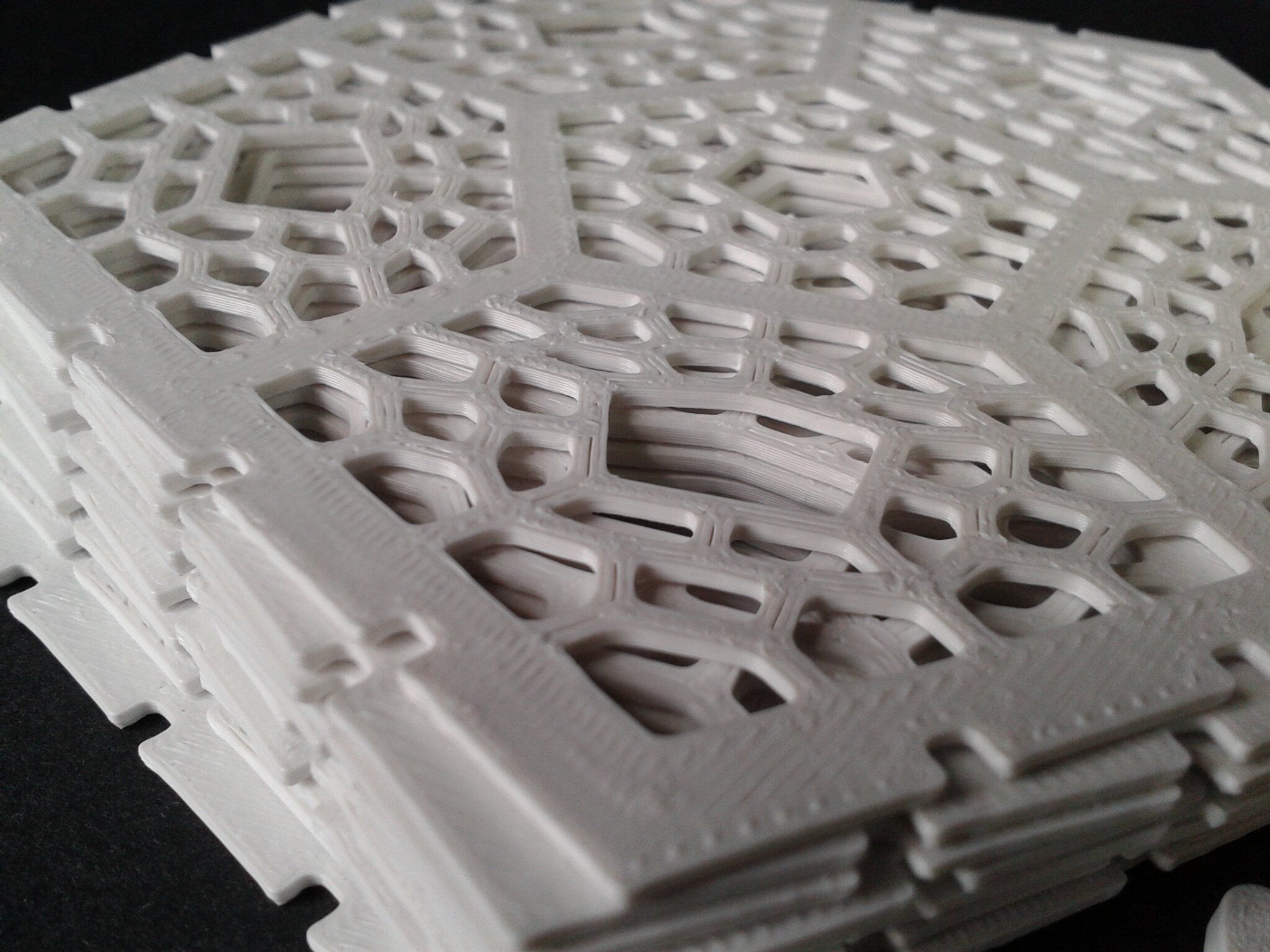
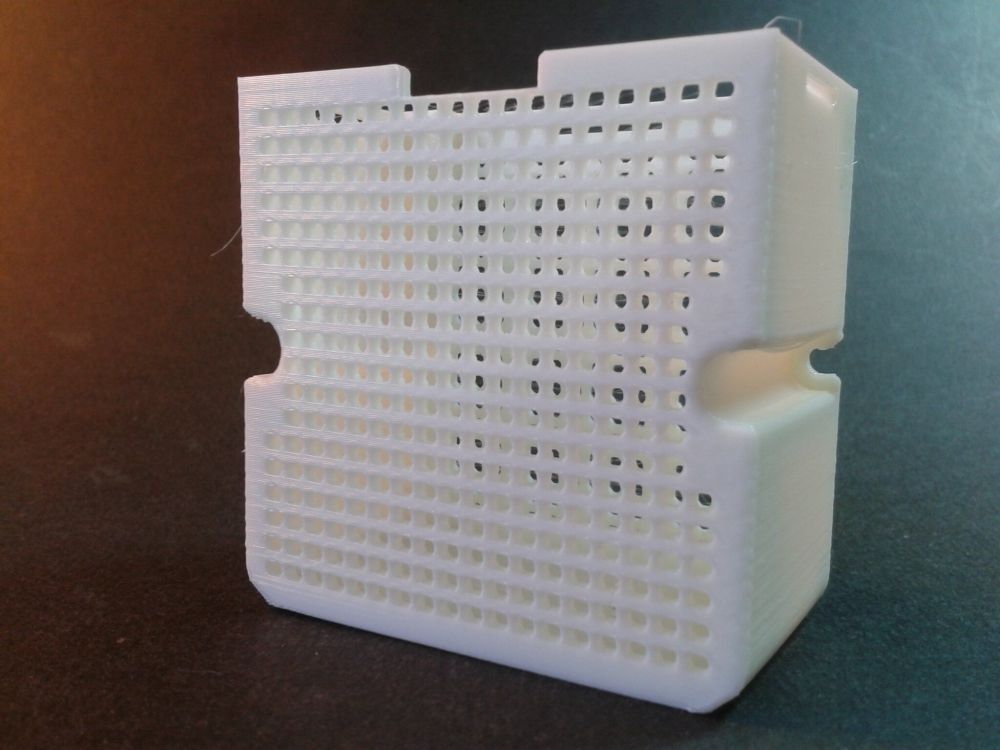
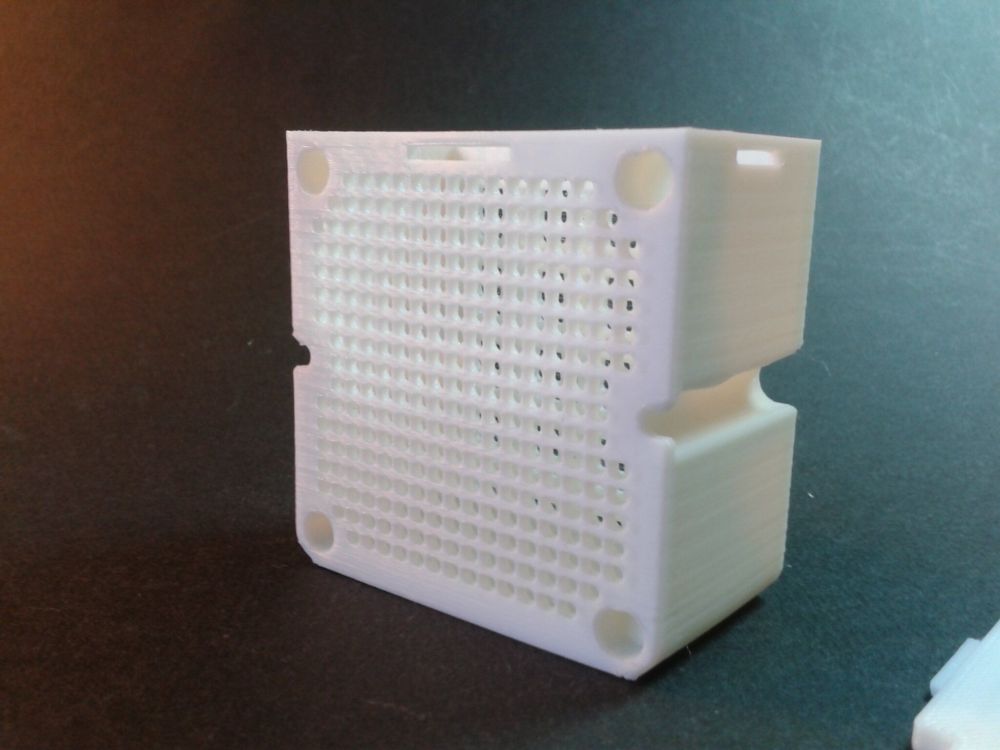
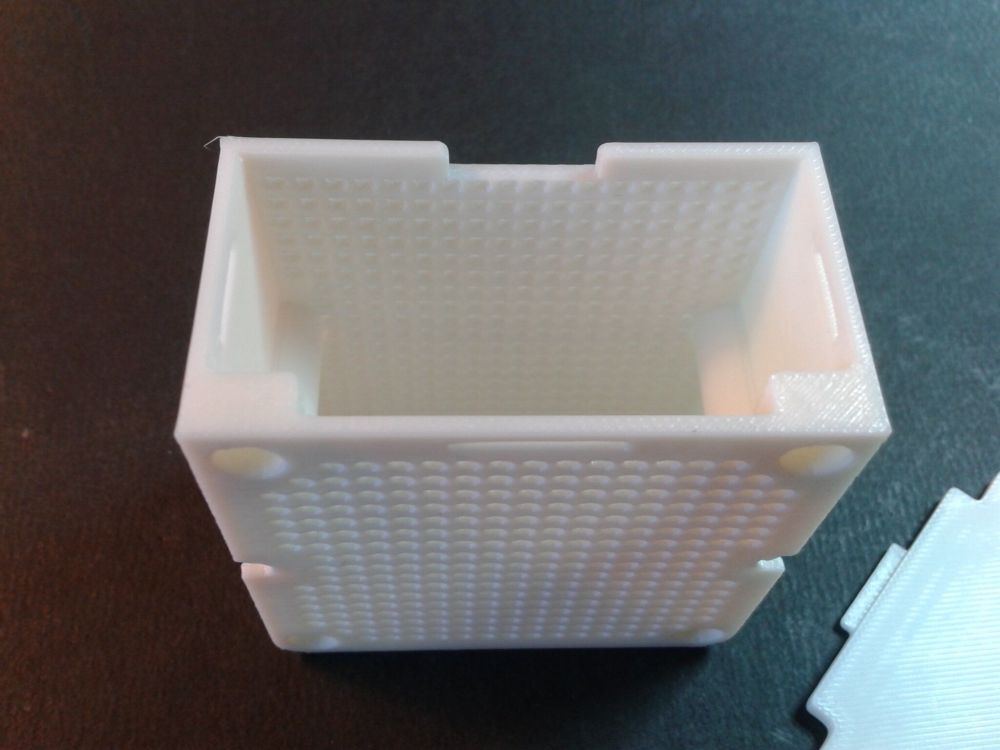
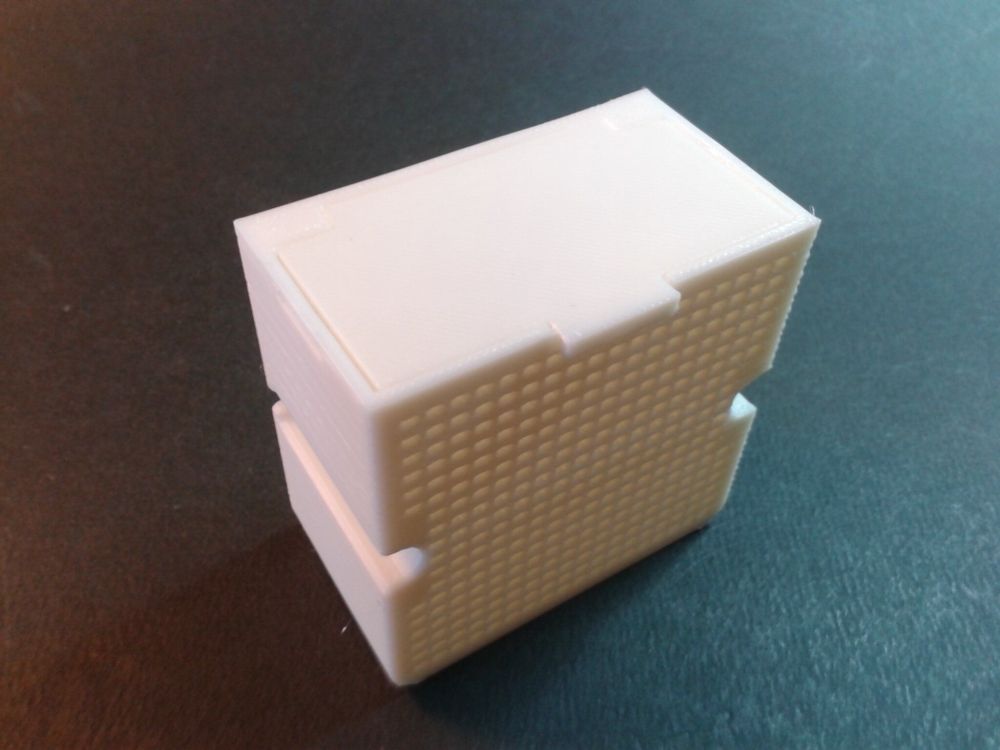
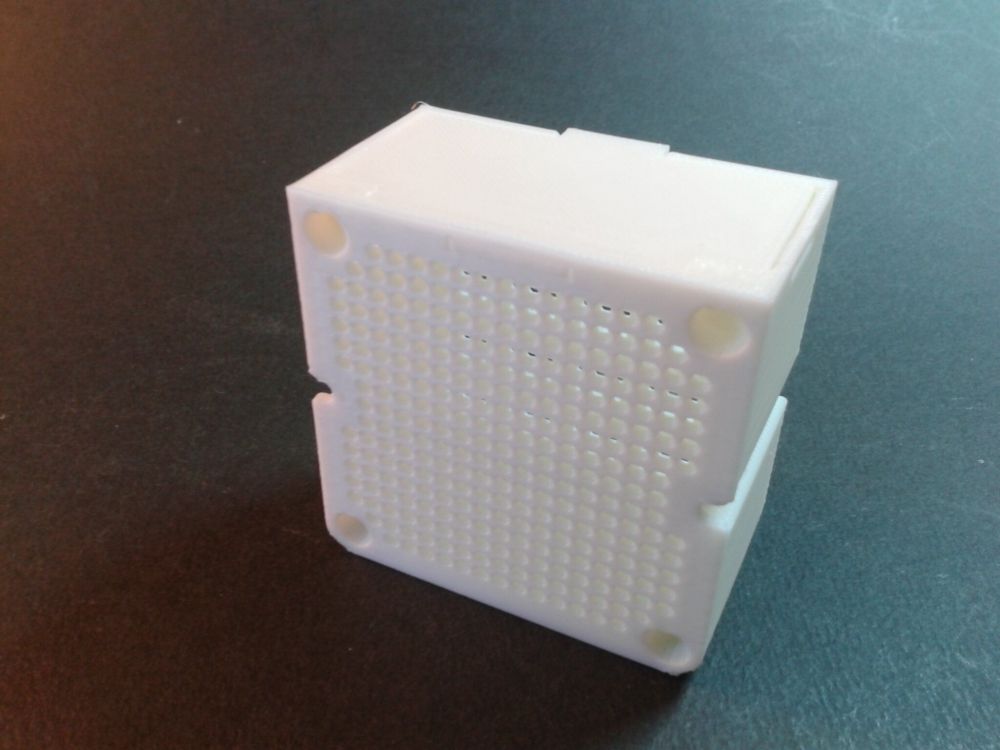
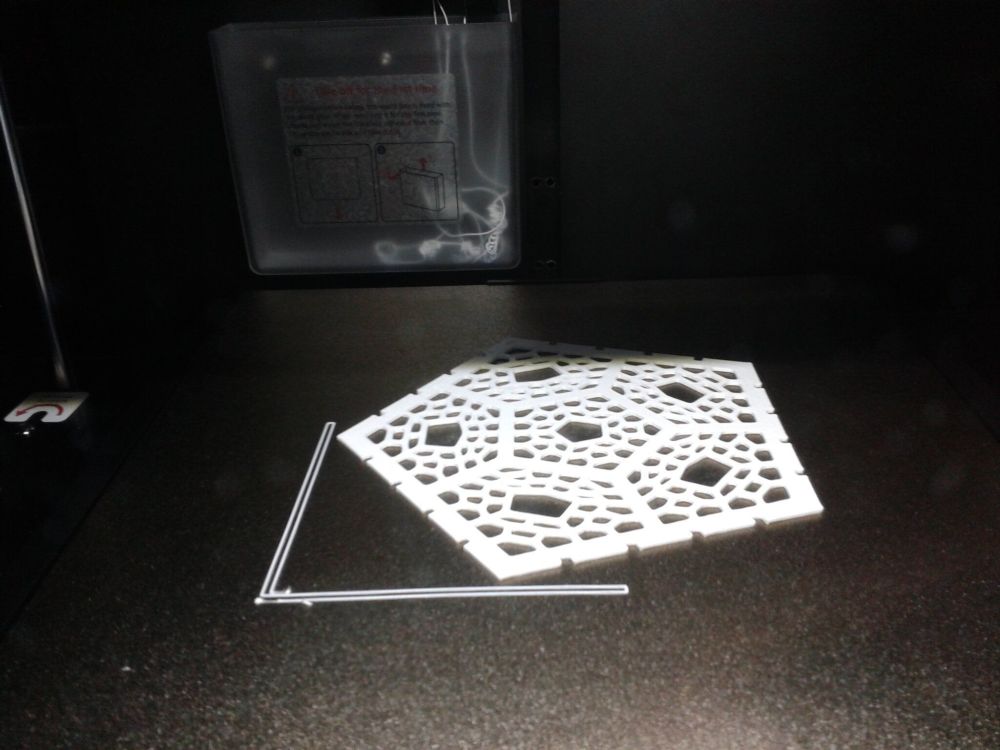
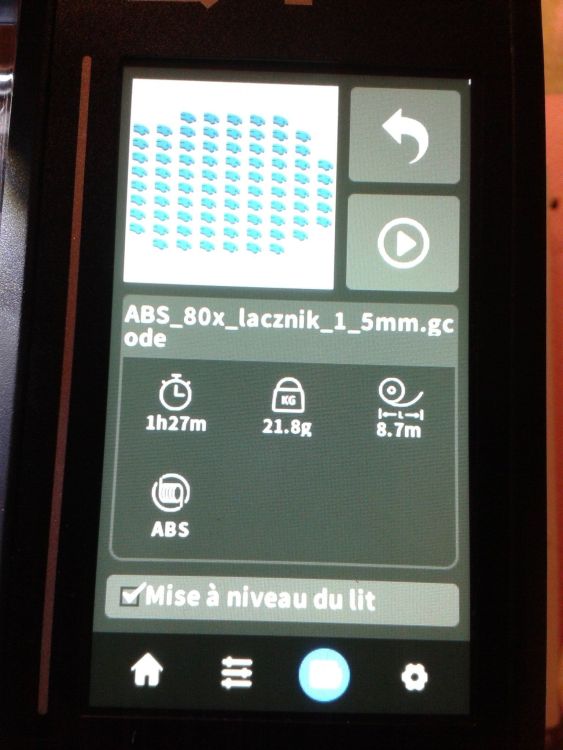
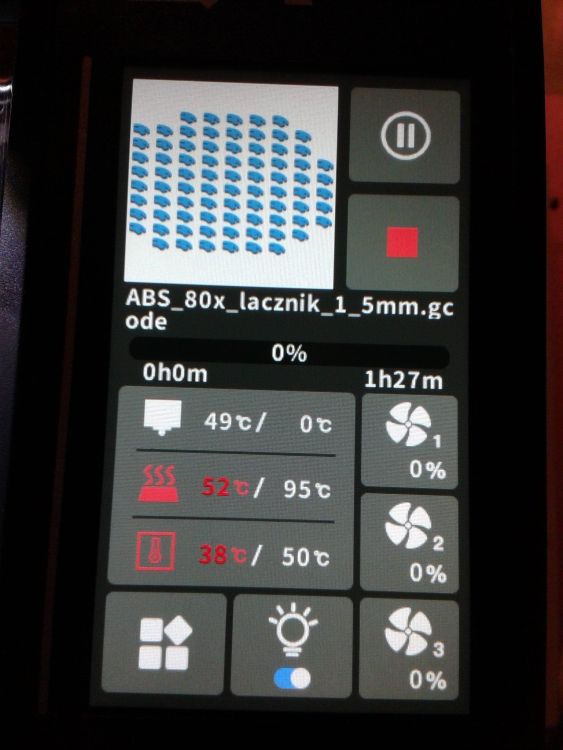
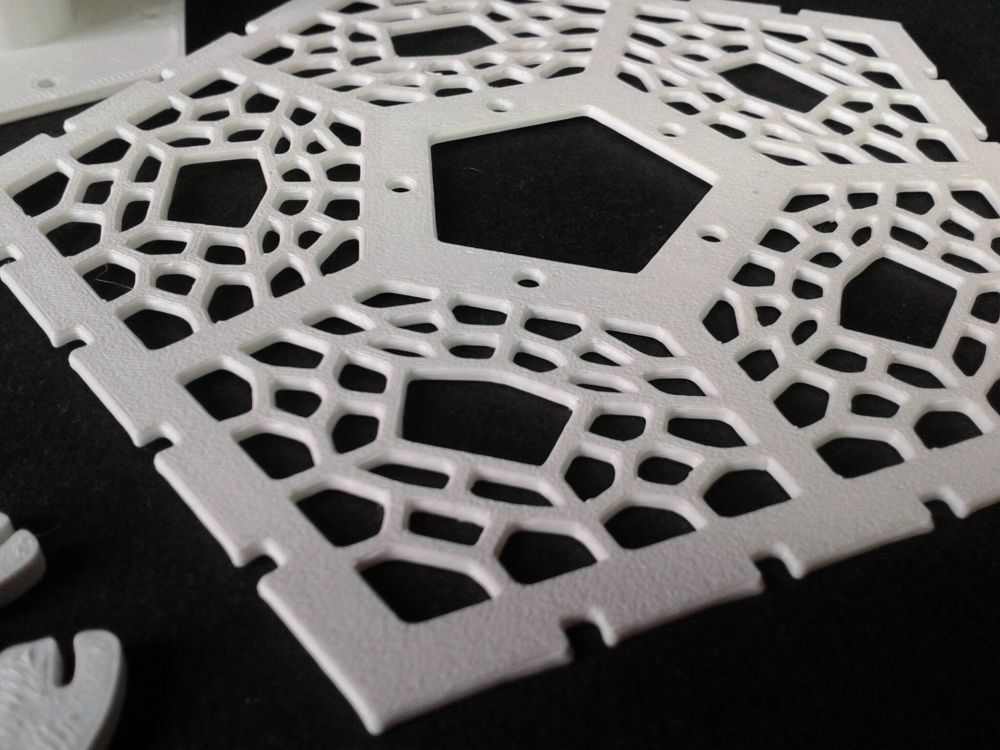
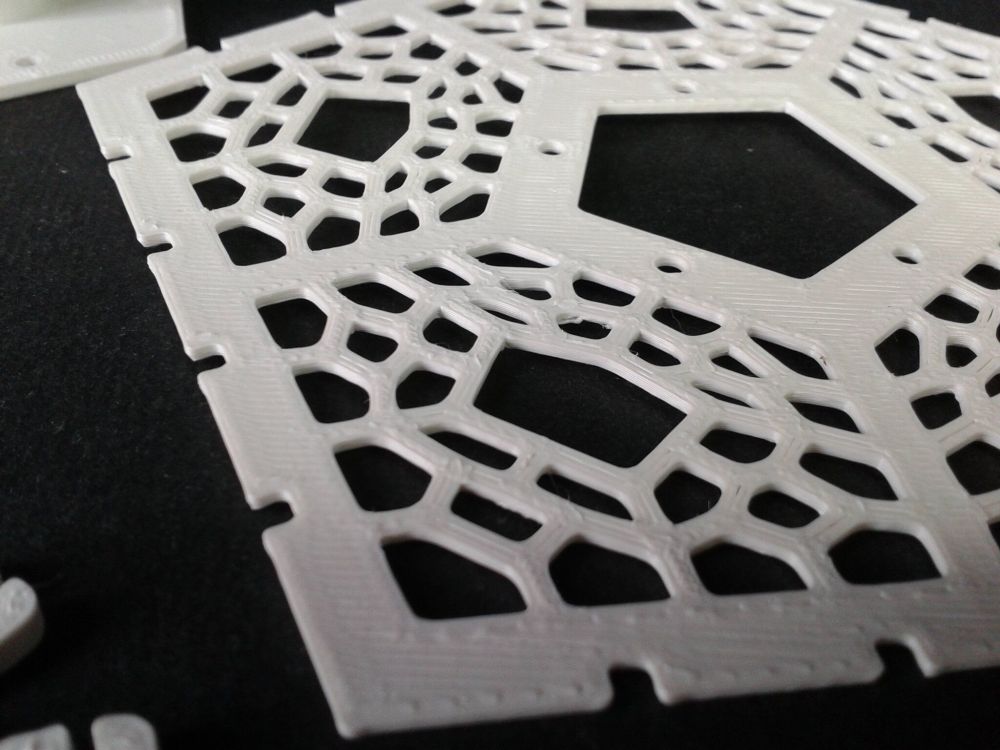
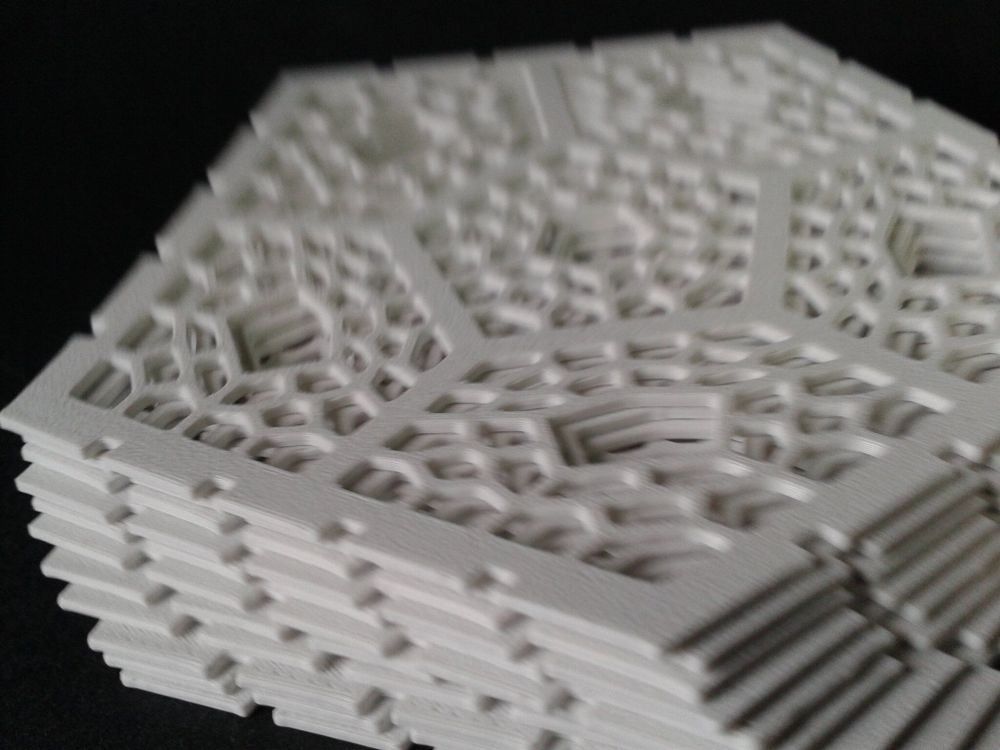
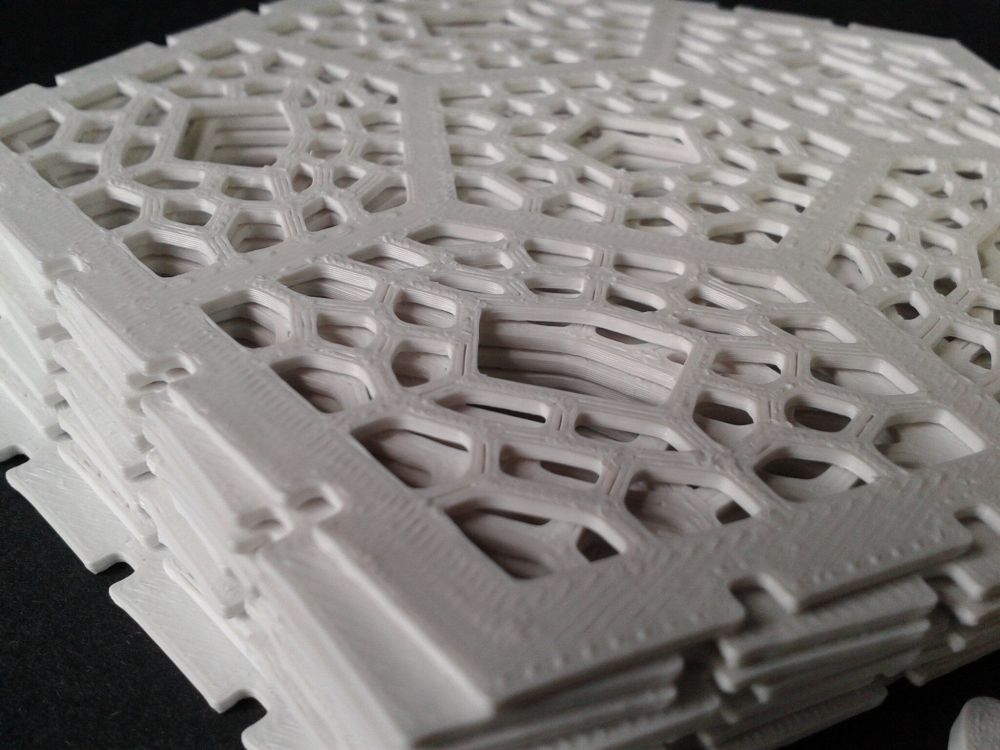
(re) Bonjour à tous, Je reprends mon post interrompu par ma maladresse devant un clavier : Je disais donc que je suis attentivement ce qu'il se passe sur le forum et je doid dire que je n'ai constaté chez moi aucun des inconvénients décrits par les intervenants : la machine reste fiable après de nombreuses heures d'impressions, les réglages (vérifiés régulièrement) ne bougent pas, l'adhérence du plateau reste parfaite avec seulement un léger nettoyage à l'eau de temps en temps, la rapidité est très satisfaisante et les tranchages, réalisés via OrcaSlicer et le profil communiqué par MrMagounet, s'avèrent impeccables une fois le Gcode transféré sur la machine. Je suis en train d'imprimer "plein plateau" des éléments de panneau nid d'abeille (j'en suis au quatrième, plus les bordures et les accessoires divers). Parfait ! Une réflexion me vient, basée à la fois sur une remarque de MrMagounet et de mon expérience précédente sur Hornet : et si la volonté, bien légitime, d'améliorer l'existant voire même d'aller au bout de ses possibilités nuisait finalement au fonctionnement et au résultat ? Le mieux serait donc l'ennemi du bien ? Je me contente donc pour l'instant de l'entretien minimal et n'apporterai des modifications "choisies" en me donnant toujours une possibilité de retour en arrière. Bonnes impressions à tous, et prenez autant de plaisir que j'en prends avec ces fabuleuses machines !2 points
-
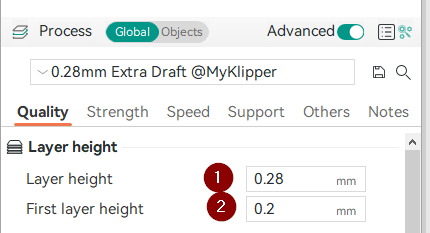
Hello @DavyBernhard Ce que veut dire @pascal_lb c'est dans le trancheur; choisir pour la première couche l'épaisseur qui te donne les meilleur résultat en adhérence plateau et pour le reste par exemple 0.12 pour la finition que tu désire. Donc dans Orcaslicer en ref1 tu met 0.12 et en ref2 tu met la hauteur de ta première couche, le Z-offset viens bien avant tout ces réglages, et ce n'est pas avec lui que tu va modifier tes hauteurs de couches, le Z-offset c'est en amont. Bonne fusion
 2 points
2 points -
Ok merci pour tes réponses, le chauffage est donc devenu un critère presque incontournable pour le coup ! La GKTwo à 654 ? Ah ben là je pense que si je la trouve à ce prix je risque de craquer ! Bon je laisse déjà passer le mois d'avril pour la réflexion et on verra bien ensuite ! Faut pas que je me précipite non plus ! BF c'est un peu loin quand même, j'espère qu'on reverra des promos de ce genre plus tôt qua ça lol !1 point
-
Oui Oui Le chauffage seul coute entre 60 et 80€, la M5S PRO frole les 459€, ça fait une machine à 380€ si on inclus le chauffage La M5S a eu des retours utilisateurs qui semblent témoigner quelques soucis de fiabilité (ce n'était pas mon cas lors des tests). La M5SPRO (et son écran 14K ultra pas important) est une M5S fiabilisé et mieux pensé, avec un rapport qualité prix intéressant si on inclus le besoin du chauffage, le test de cette machine sera publié prochainement ici. Son principal point noir, pour mon usage, c'est les 20 cm de haut (contre 23 pour la creality et 26 pour la Saturn 3 Ultra) Elle est déjà descendu autour de 654€pour le Black Friday 2023, c'est un prix qui pourrait se reproduire D'après certains bavards, la machine serait disponible en précommande mi-avril pour une livraison entre mai et juillet. Si je me fie aux délais précommandes habituelles Elegoo, on aurait début juin. Néanmoins, cela fait plusieurs jours qu'Elegoo militent pour des béta testeurs, je pense que ce produit est loin d'être suffisamment optimisé pour la société (à moins que les testeurs soient pour d'autres modèles) et pourrait justifier un temps de précommande plus lent1 point
-
Salut, Si ce sont les dernières lignes d'impression, tu peux aussi décaler la pièce vers le bas ("dans" le plateau), comme quand tu étais petit et que tu appuyais sur la tête de tes copains pour essayer de les noyer, à la piscine . Edit: grillé par @pascal_lb . Ça m'apprendra à essayer d'être drôle1 point
-
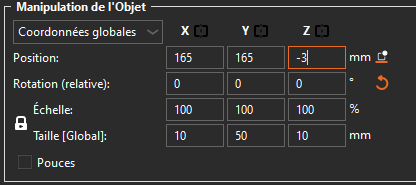
sinon tu peux descendre ta pièce sur le Z, par exemple -3 comme sur l'image ci dessous
 1 point
1 point -
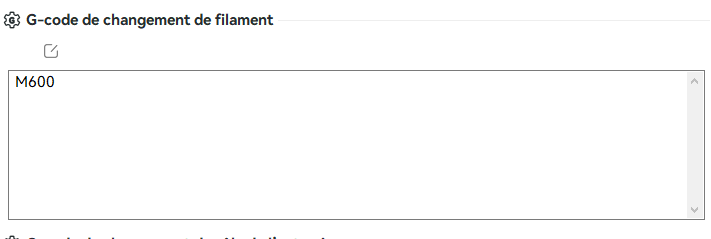
Ici les gcode que tu indique lié aux profil sont normales, perso quand je fais un tranchage avec mon profil je n'ai pas du tous de pause qui s'ajoute tu donc quelque chose qui est pas configurer comme chez moi mais quoi tel est la question le G92 E0 n'a pas d'impact car sont role est de reinitialiser l'extrudeur. le Pause est juste la pour dire si tu demande une mise en pause lors que tranchage il ajoutera la ligne d'appel de la macro pause, dans le cas du fichier que tu as envoyé on vois que la pause ce créer a la hauteur de couche 2.8mm ce qui indique une pause au alentour de la 14eme couches en imprimant en hauteur de couche 0.2mm. Pour la pause au changmeent de filament en cours d'impression le M600 c'est ici qu'il est mis et c'est pas ton cas. Dans Orca quand tu as tranché un modèle si tu déplace le curseur a une couche donné et que tu fais un clique droit sur le +, tu as ce menu qui apparait et permet entre autre de definir une pause ou un changement de filament
 1 point
1 point -
@SiscoGege67 mon ami @isidon test pas mal de machine résine et a donc donc des conseils bien plus pousser que je ne pourrais le faire1 point
-
Est-ce que tu es pressé ? Plus d'informations ici : Pour le reste, la Creality Halot-mage pro est géniale, mais sa puissance UV rend son optimisation plus délicate pour débuter (après sinon un peu de ponçage si ça te va, ça règlerai ces soucis), j'en parle ici : Sinon il y a aussi la Anycubic M5S pro, principalement si le chauffage est ta préoccupation, sinon c'est pas ultra incroyable (le test à venir sur le blog et la chaine Li3d bientôt )
 1 point
1 point -
Bonjour, je me répond à moi même, pour que cela fonctionne, sur cette tablette (Samsung SM-T210), dans Xserver-XSDL, il faut absolument sélectionner dans l'écran de démarrage: Charger la config, “CHANGE DEVICE CONFIGURATION” └──Mouse Emulation Modde └──Desktop, No Emulation A+1 point
-
Cela dépends de l'état de ses bateaux.1 point
-
Je confirme, ce wiki est vraiment bien fichu, c'est une mine d'info. HS: les ronds-points c'est priorité à droite, mois je les prends comme ça, c'est plus fun !1 point
-
L'impression 3D reste encore une technique qui demande un investissement significatif pour la compréhension des concepts et de son fonctionnement. Ta demande est plus générale sur les impacts d'un changement de température de plateau. Pour rester dans ta logique automobile, c'est un peu comme demander au constructeur de ta belle auto de t'indiquer comment passer un rond point. Le Wiki est vraiment très bien fait en plus d'être évolutif et actualisé, je te recommande sa lecture et si tu n'es pas à l'aise en anglais, il existe un support vraiment sympa chez Prusa "Impression et modélisation 3D pour les débutants" qui n'est pas spécifique à leurs imprimantes et te donnera de bonne bases.1 point
-
Ecoutez voir, à vue de nez, elle me touche pas trop cette image1 point
-
ce que pascal t'explique c'est que si tu commence toujours ta première couche en 0.2mm et après tu indique des couche en 0.16, 0.12 ou 0.08 il y a pas raison que que tu rencontre des soucis car quoique tu utilise la couche initiale sera toujours en 0.2 mm de hauteur1 point
-
Je rêve ou il n'y a que des bouteilles d'eau et de coca1 point
-
Quelques kilos de passés...


 1 point
1 point -
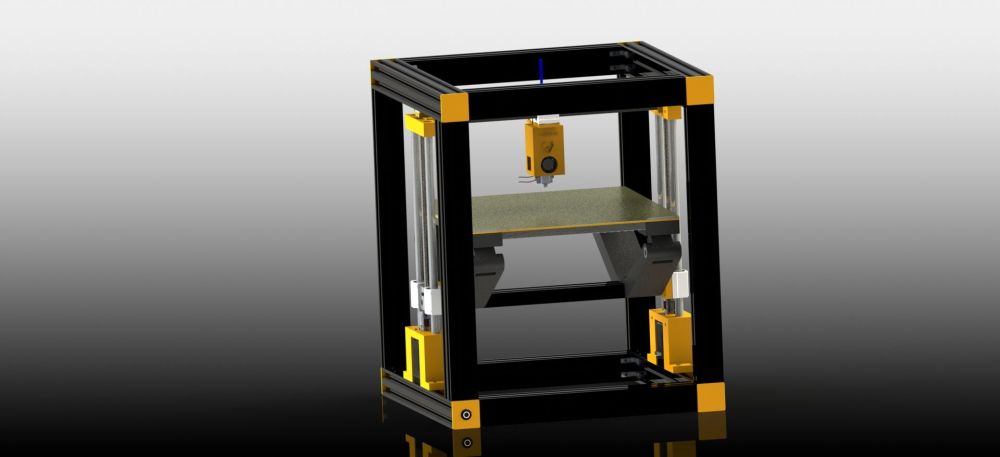
Salut @divers, j'y travaille encore. Ces derniers temps j'ai plus travaillé sur la partie "Business plan" pour la vente que l'imprimante elle-même. J'ai du présenter le projet devant des experts (marketing, comptable, banquier, juridique etc.) pour connaître la viabilité. Je mène aussi une étude de marché en parallèle et mes études.. du coup c'est compliqué de combiner tout ça mais ça avance quand même. L'objectif fixé est de sortir un prototype final d'ici le 24 Mai si tout se passe bien. Voilà pour les nouvelles. Merci de continuer à porter un intérêt à ce projet, ça me motive d'autant plus Un petit aperçu rapide de la conception en cours..
 1 point
1 point -
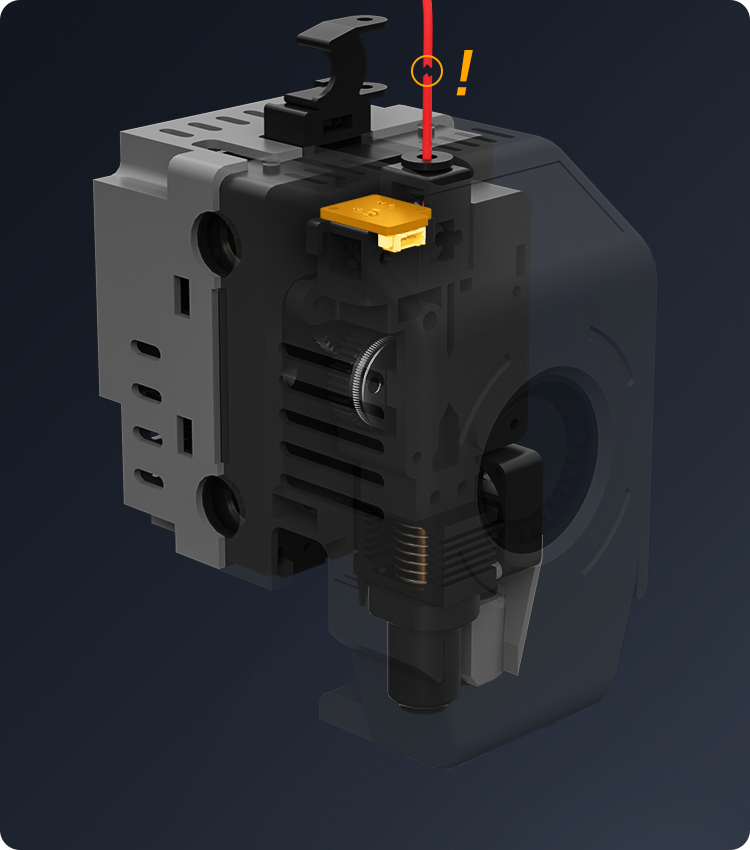
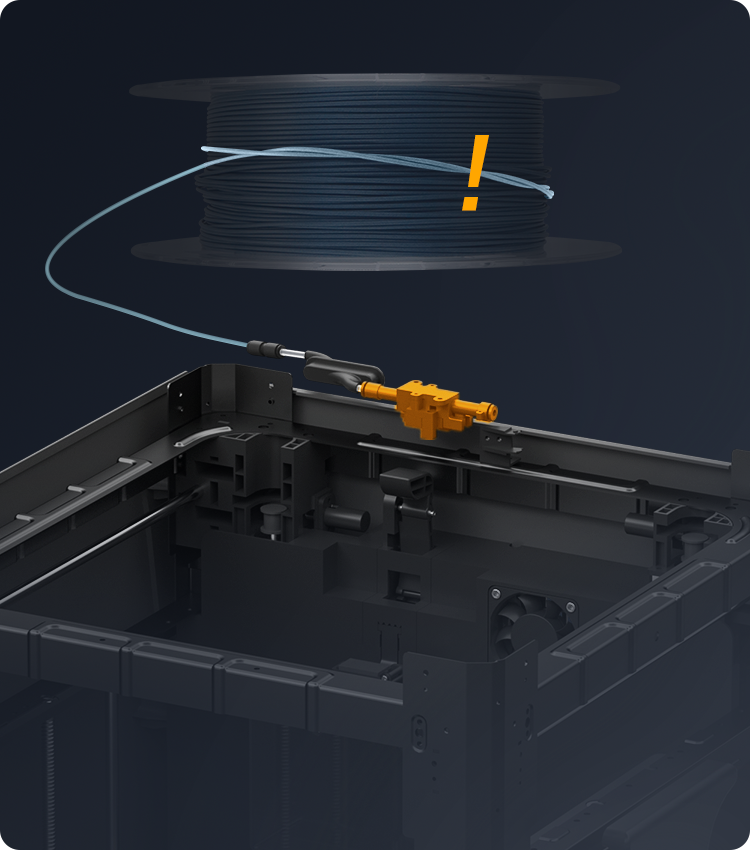
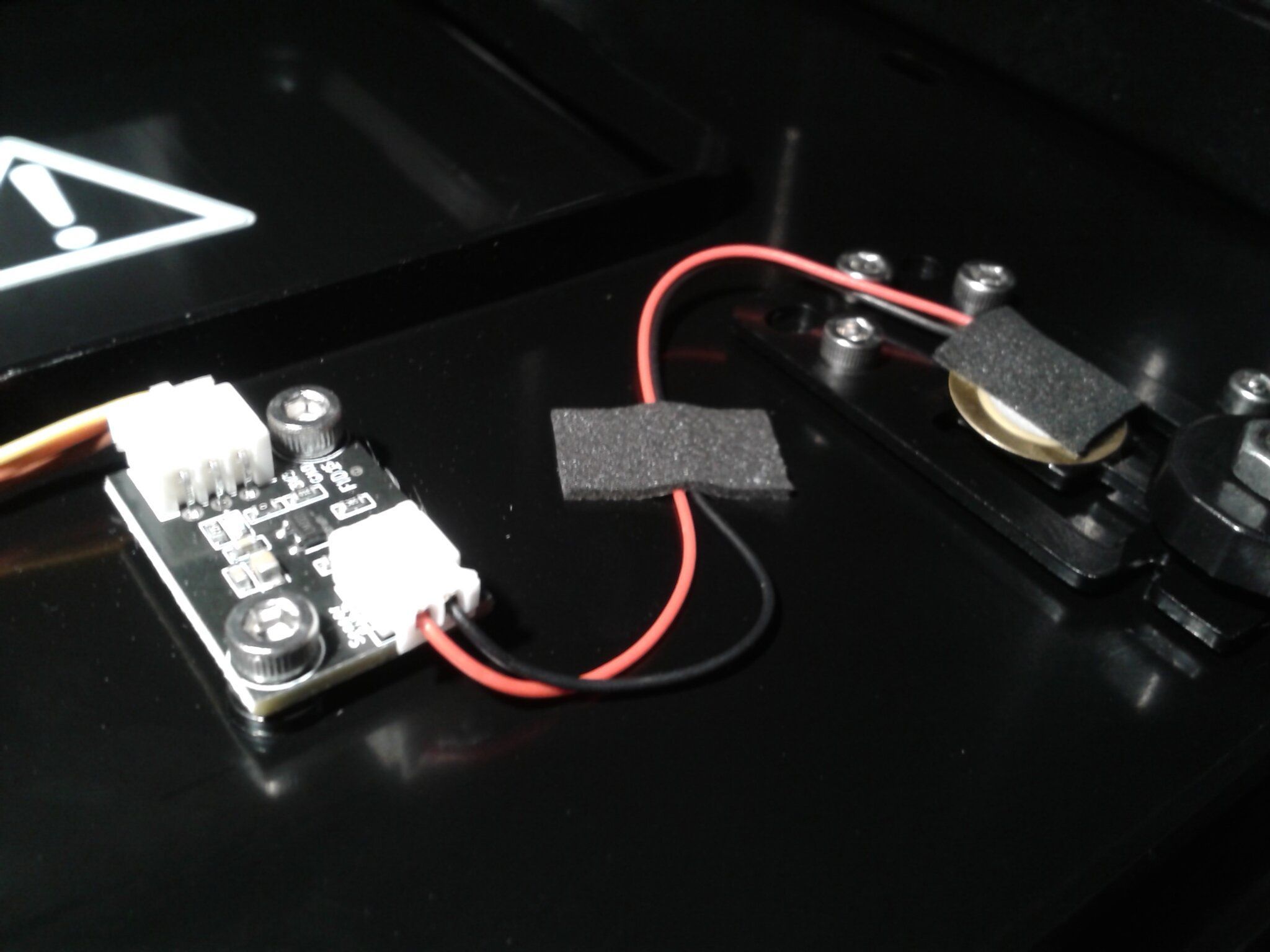
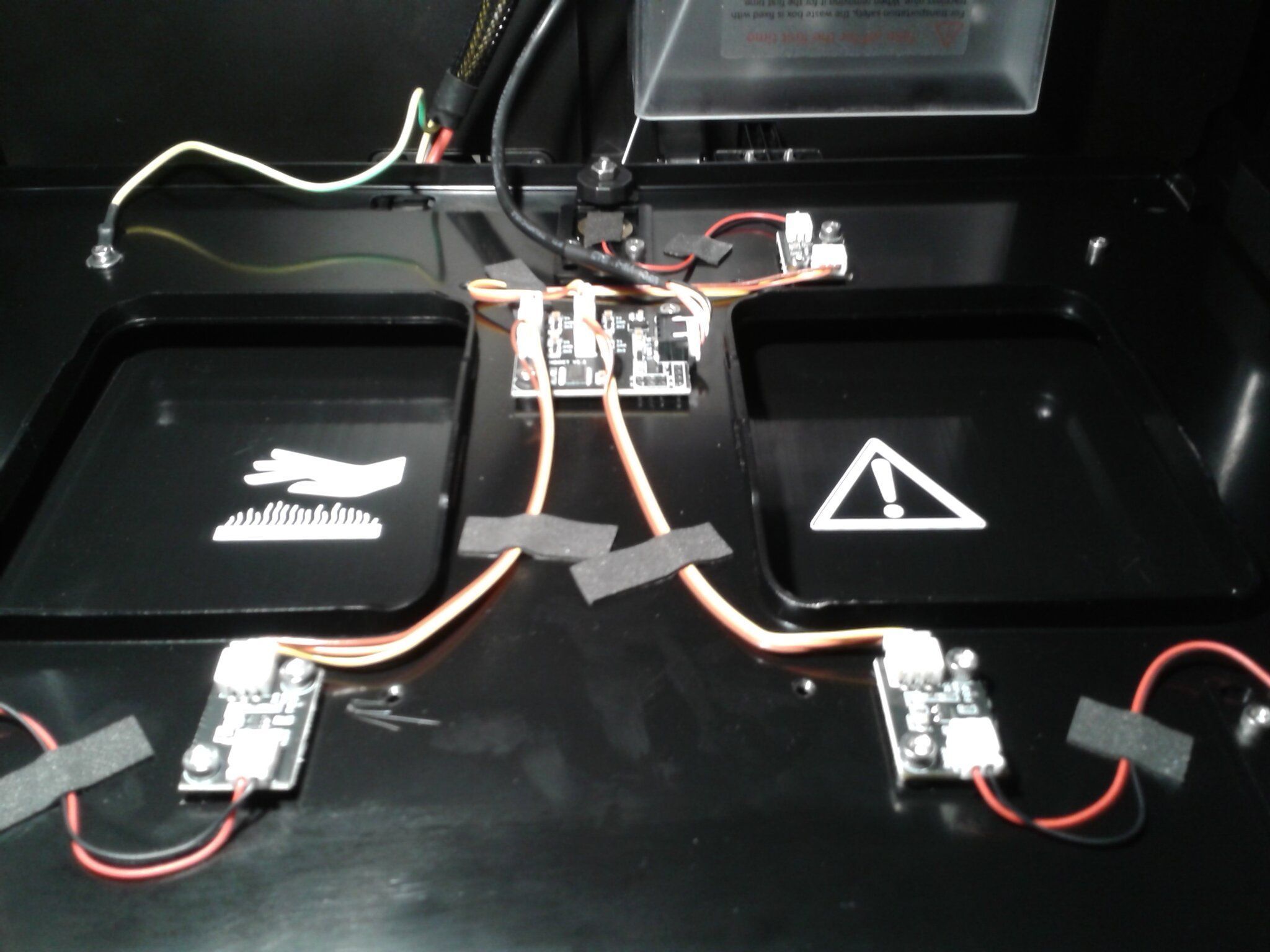
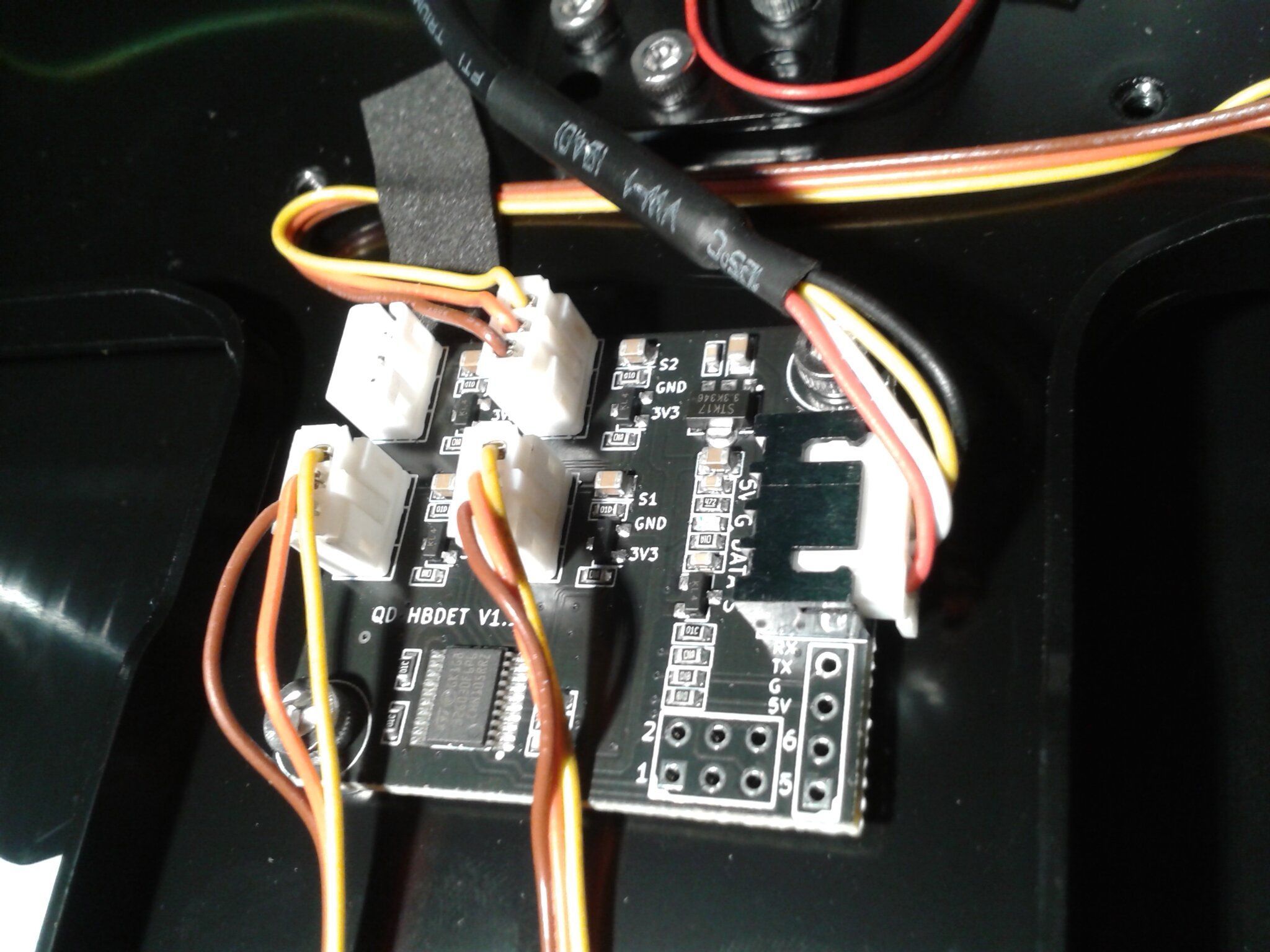
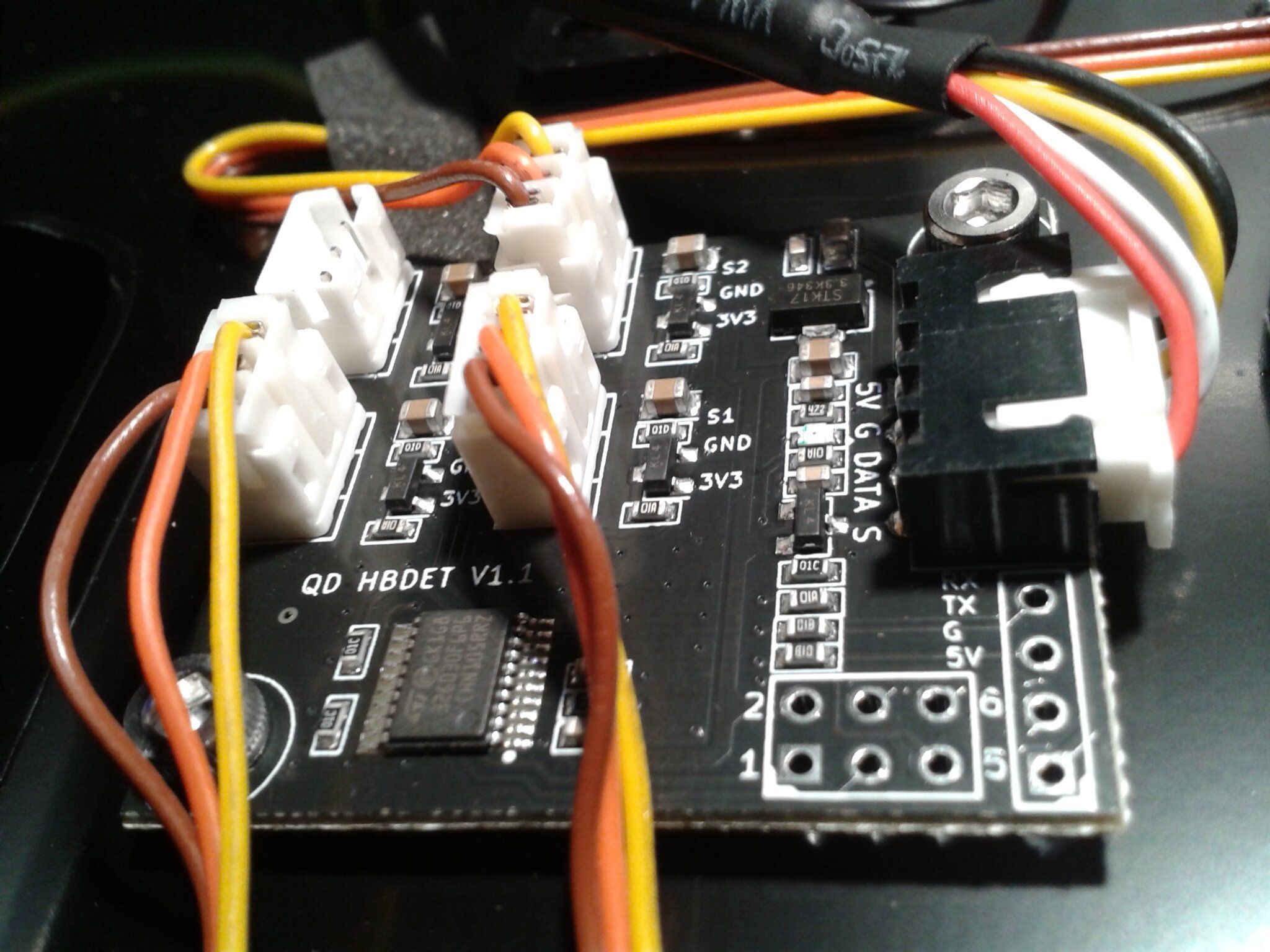
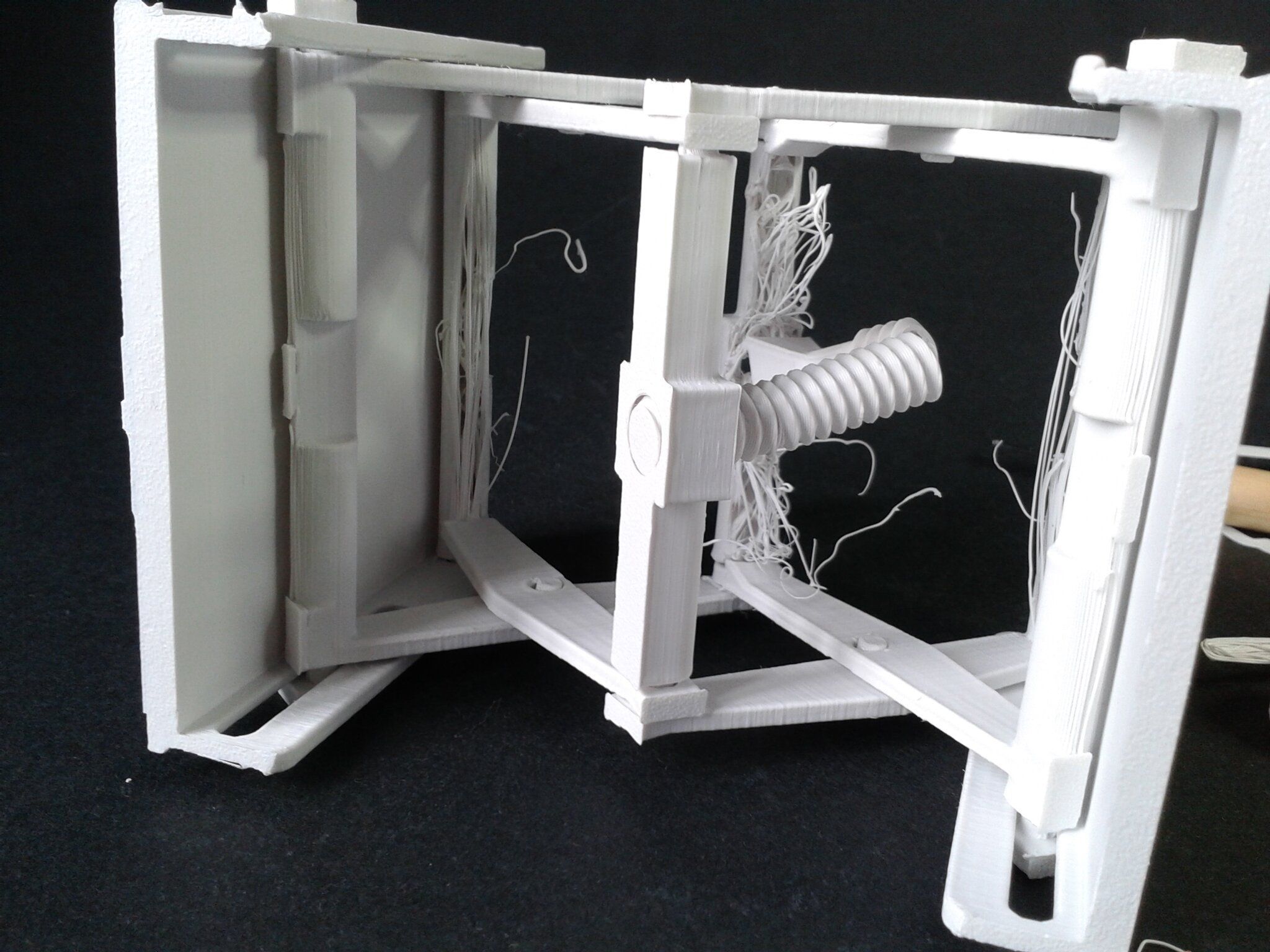
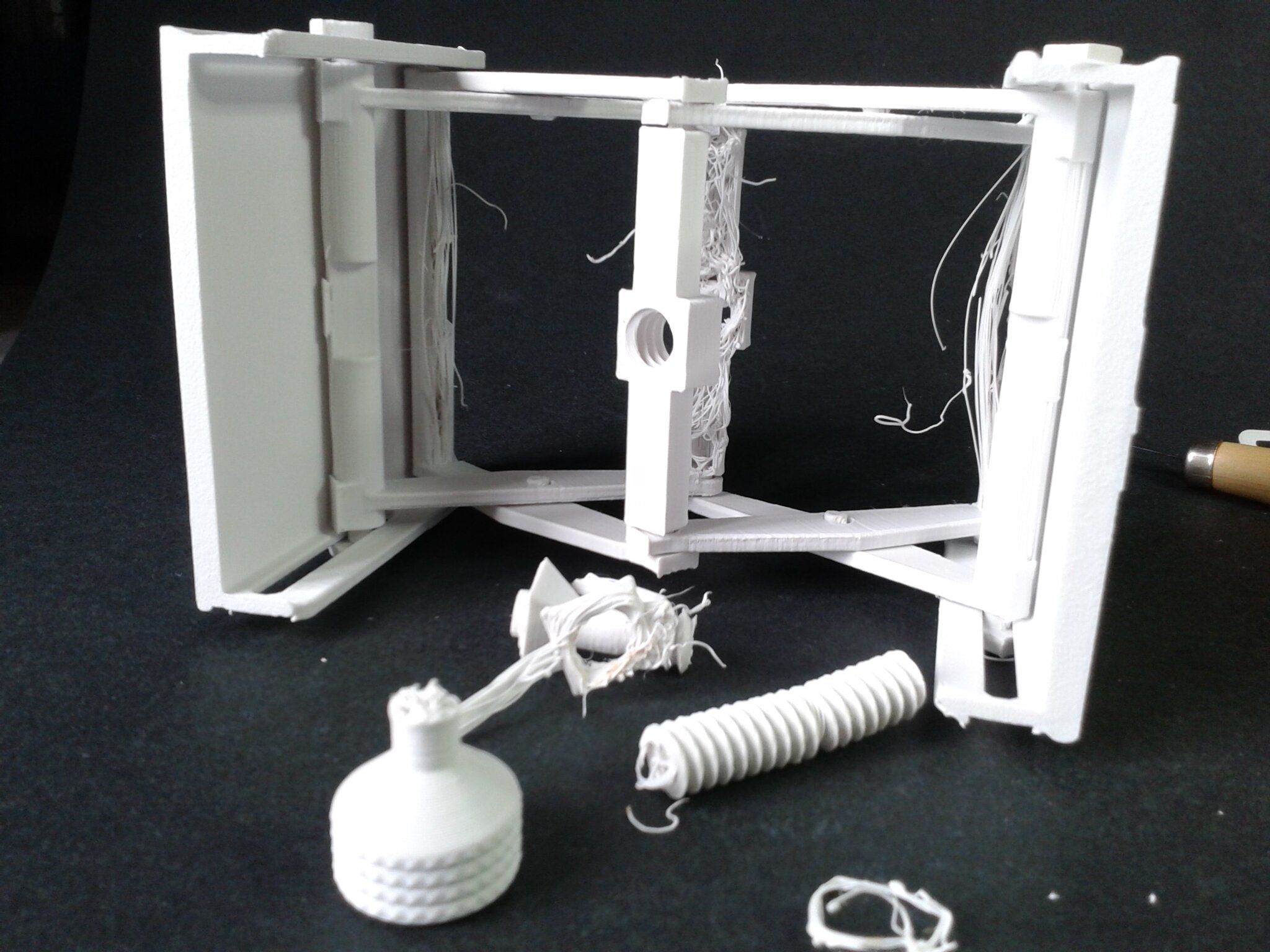
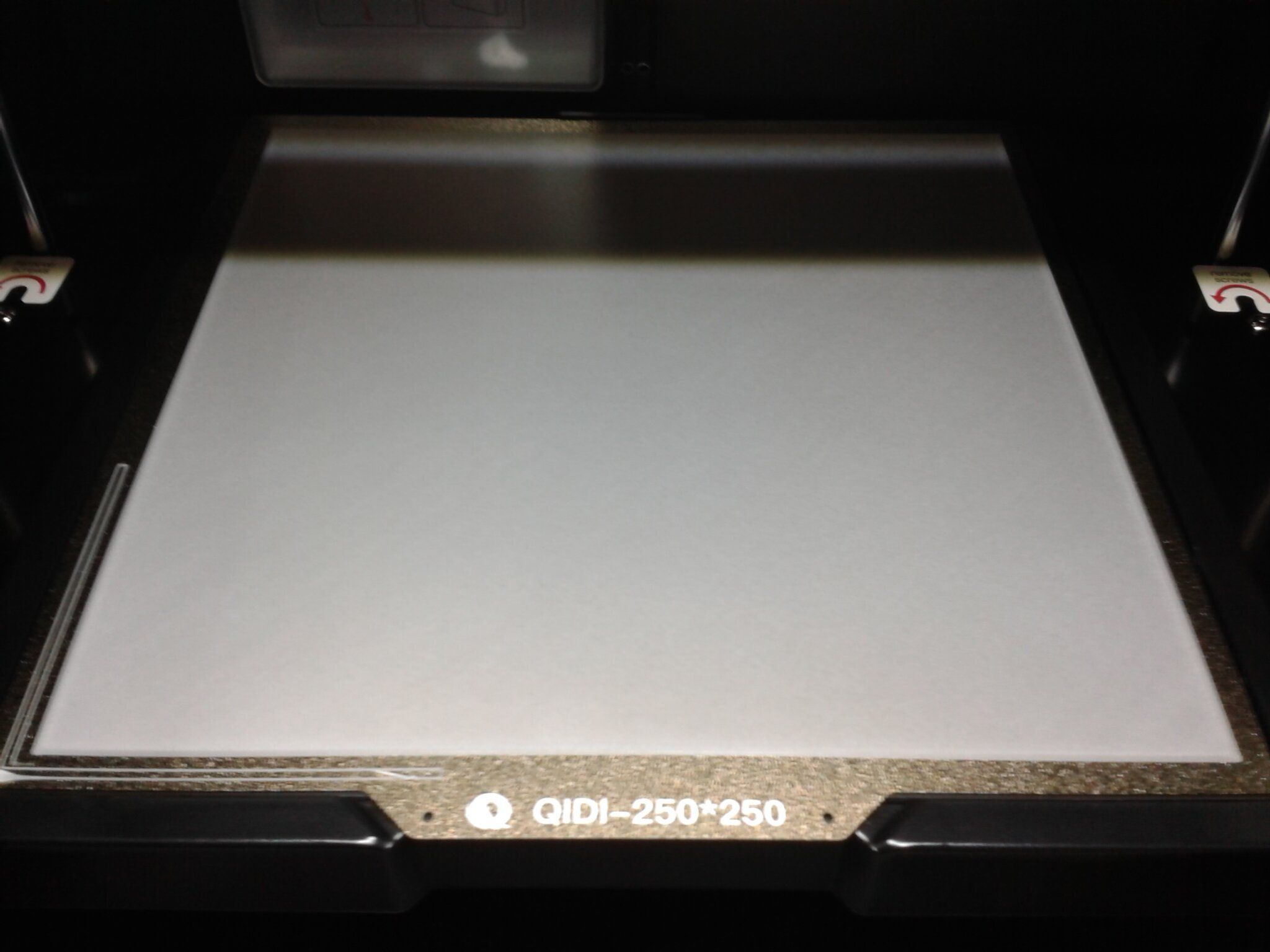
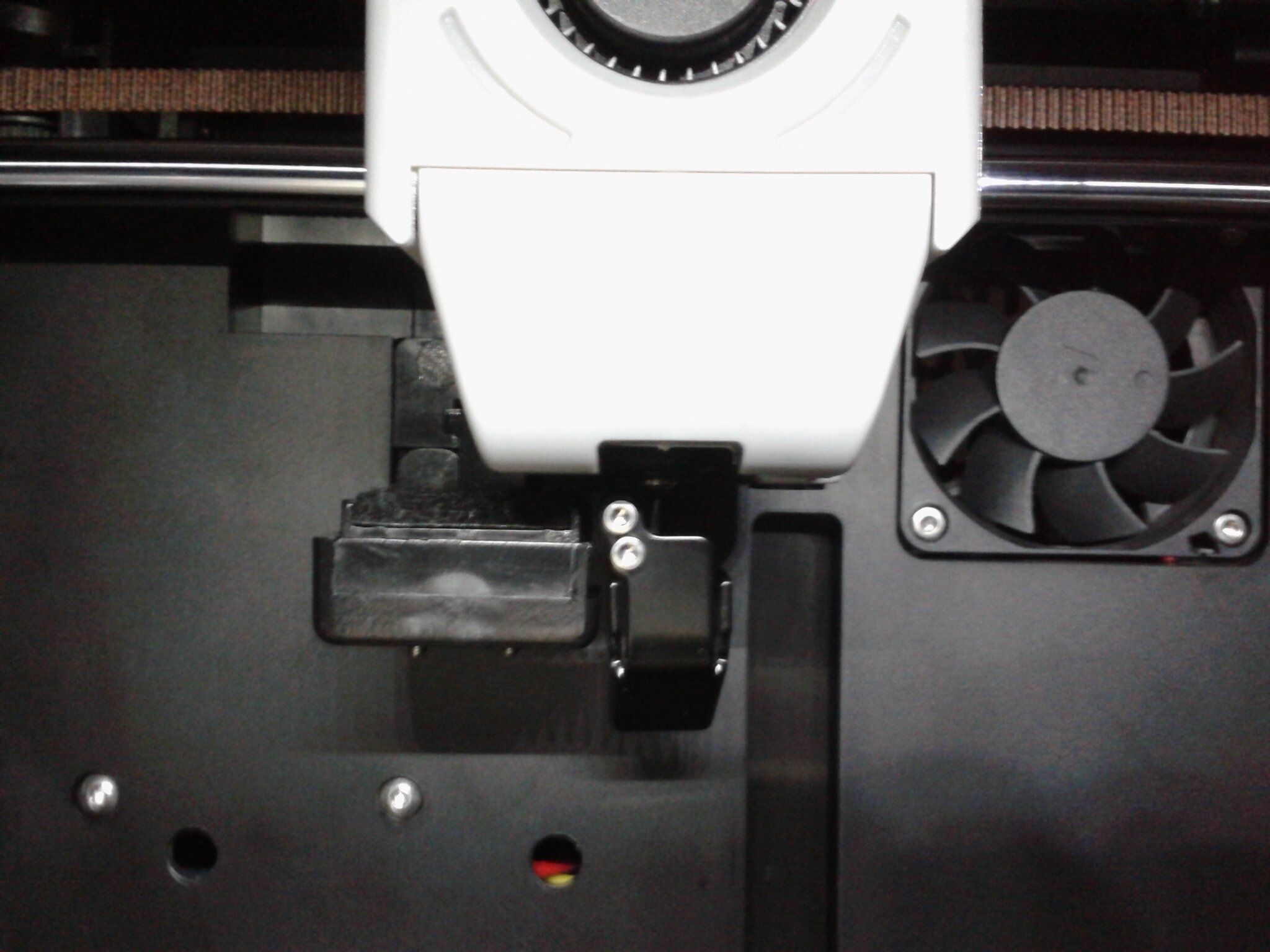
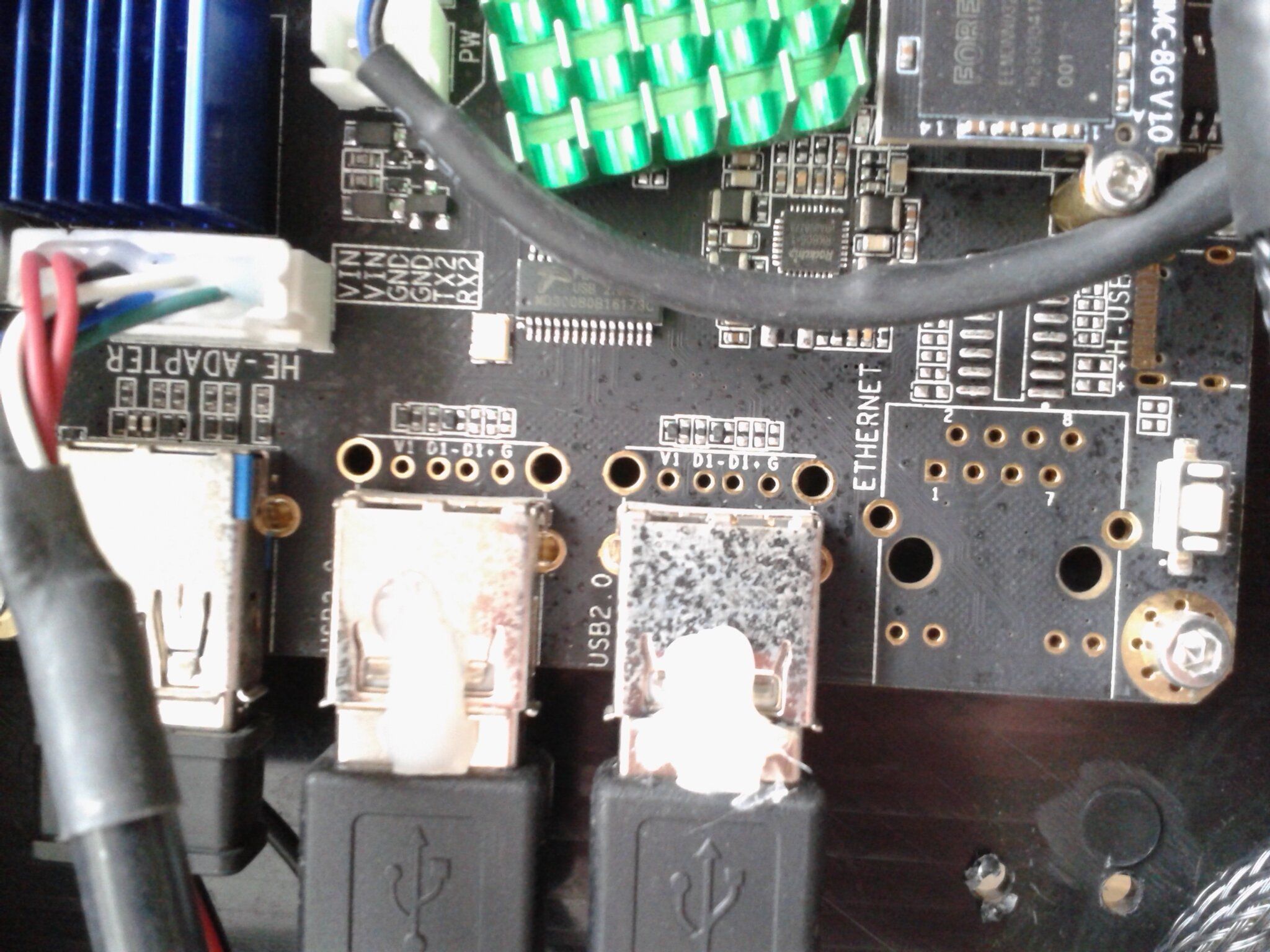
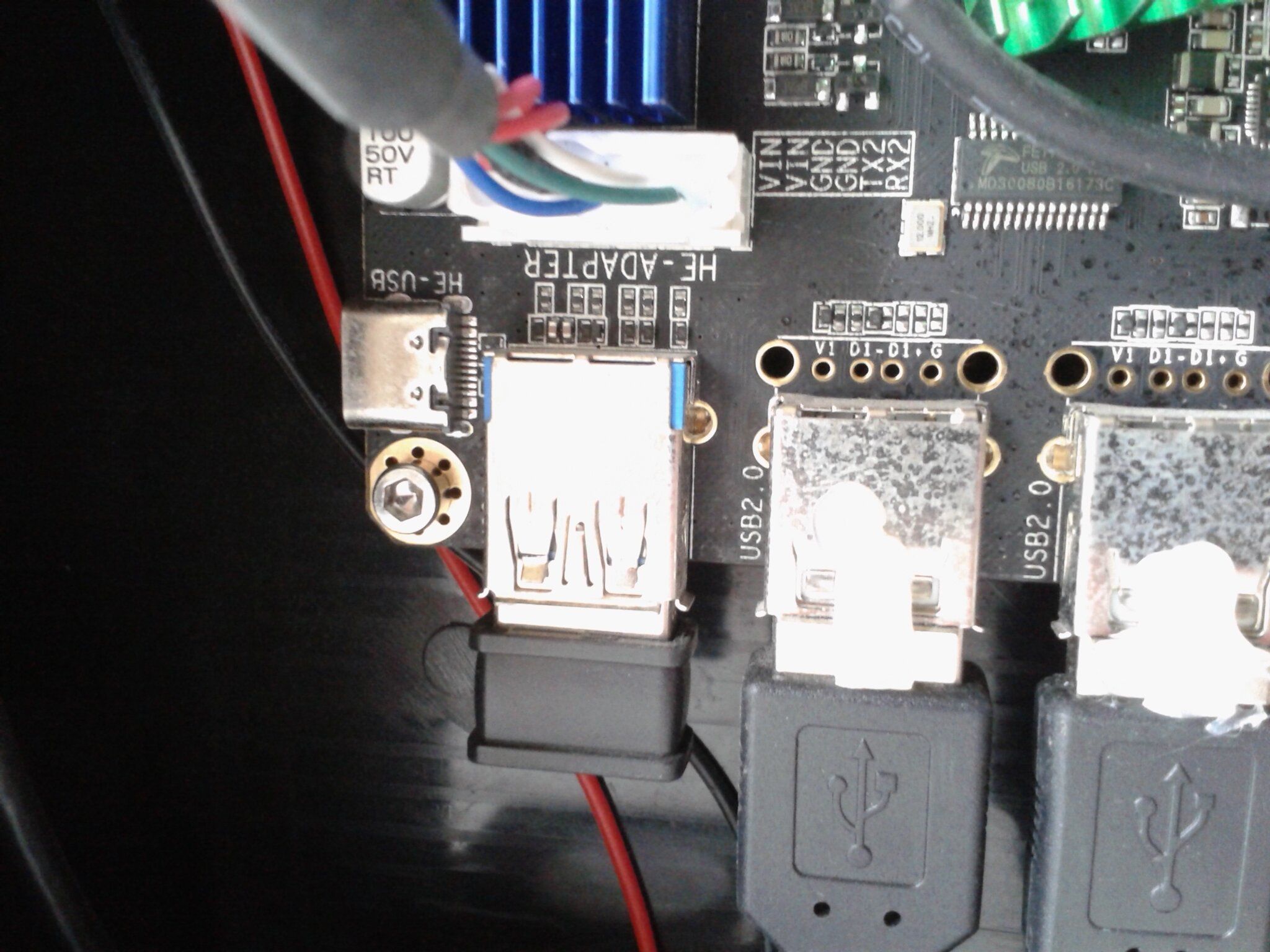
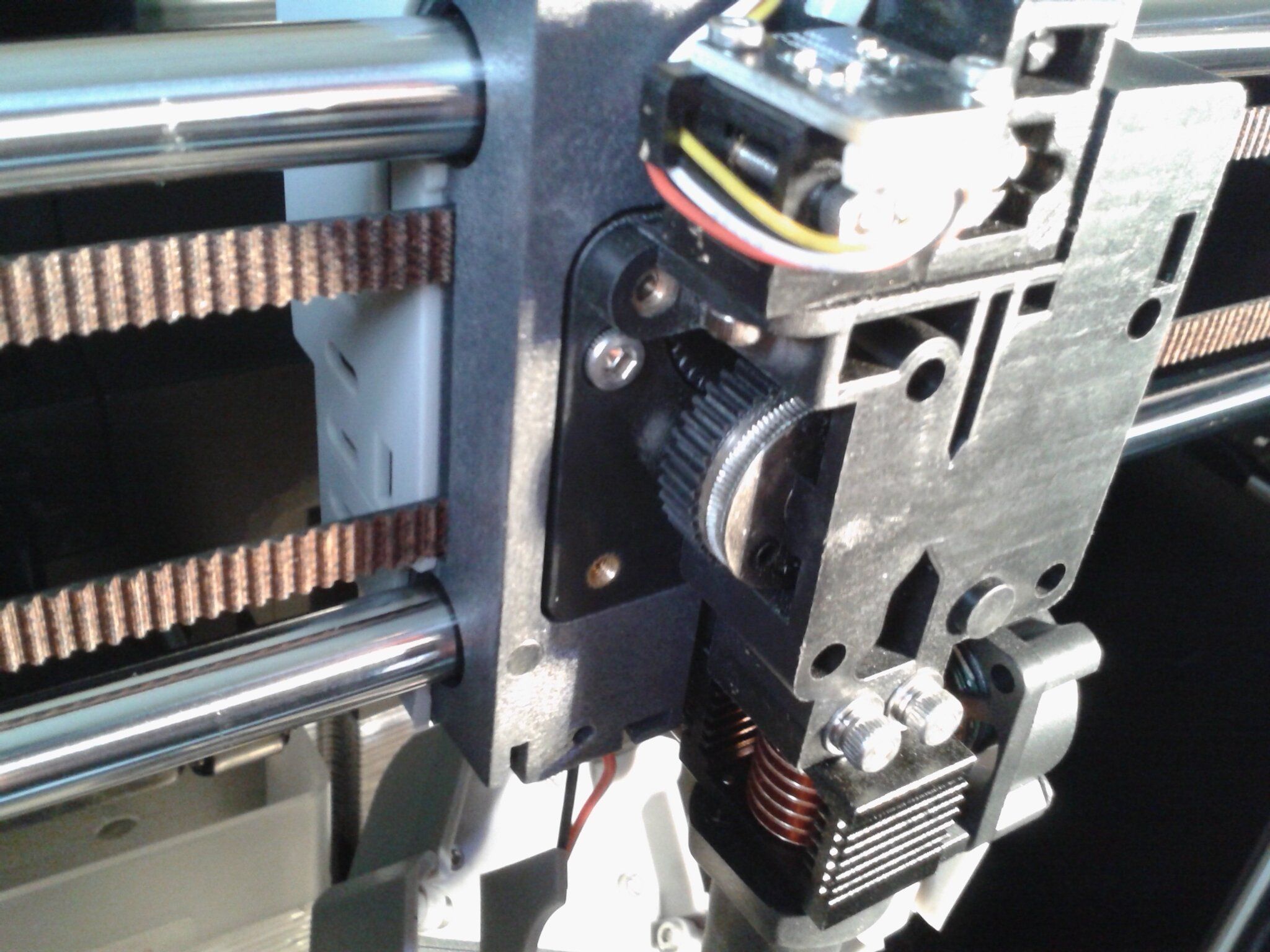
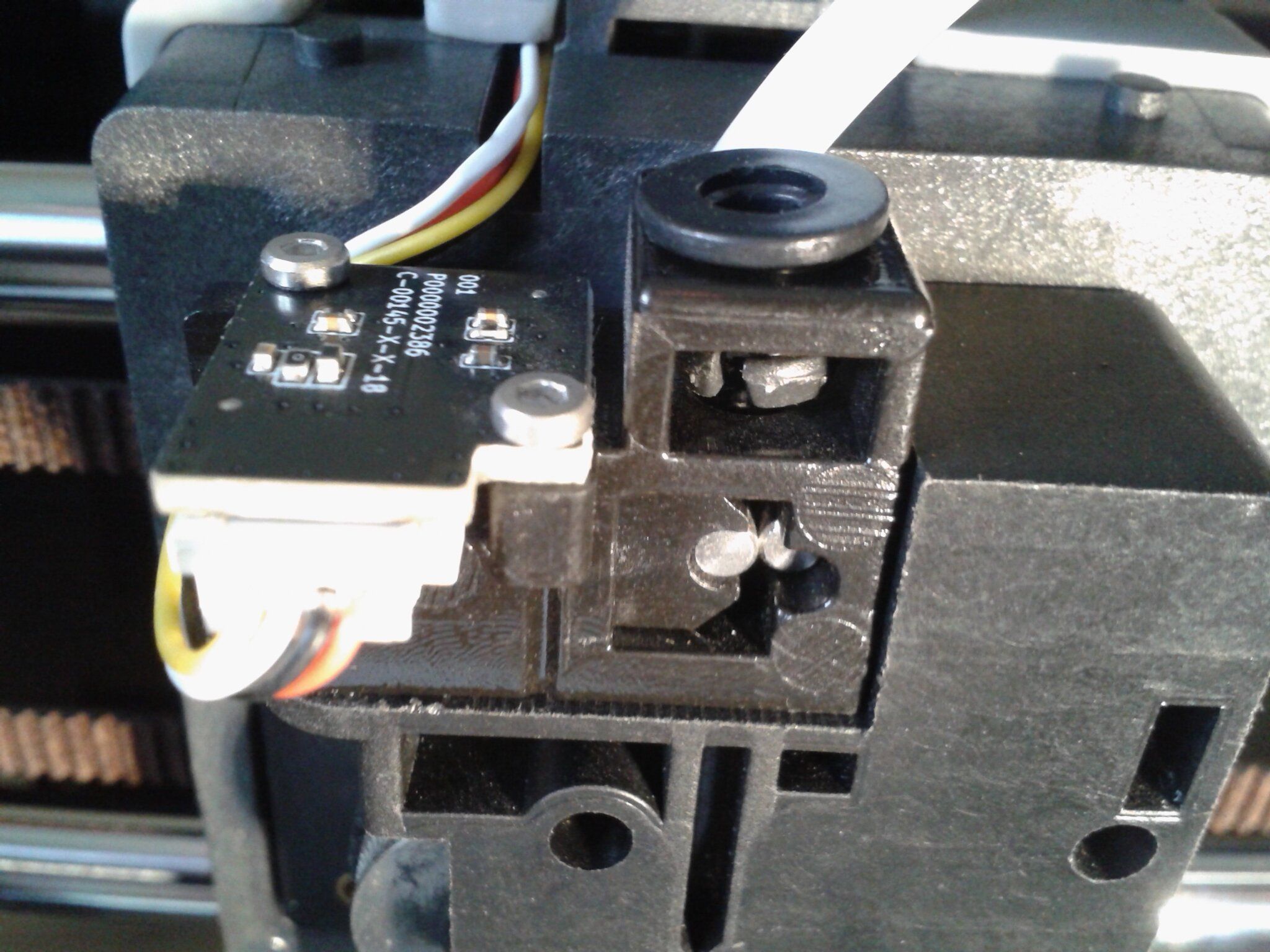
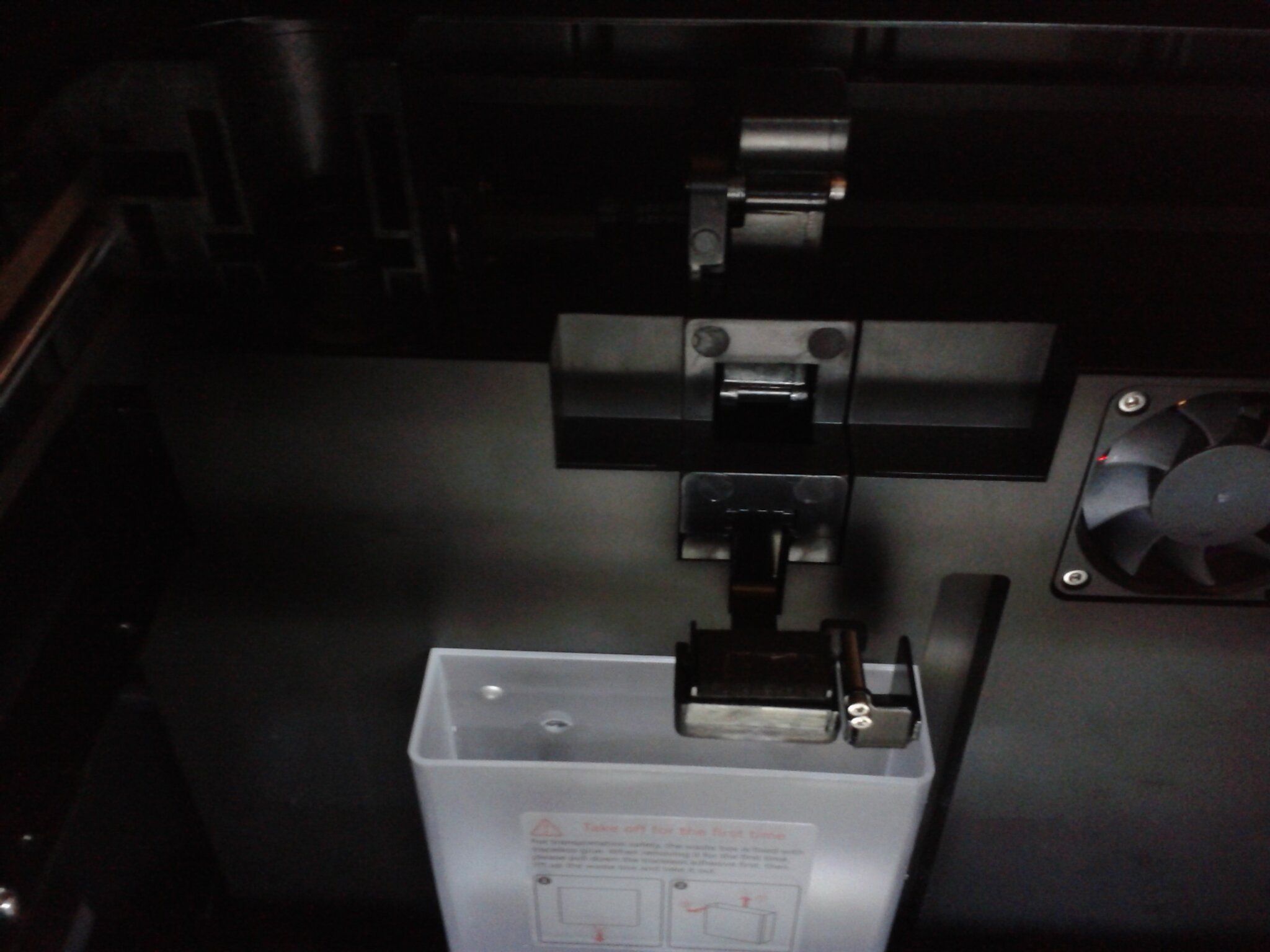
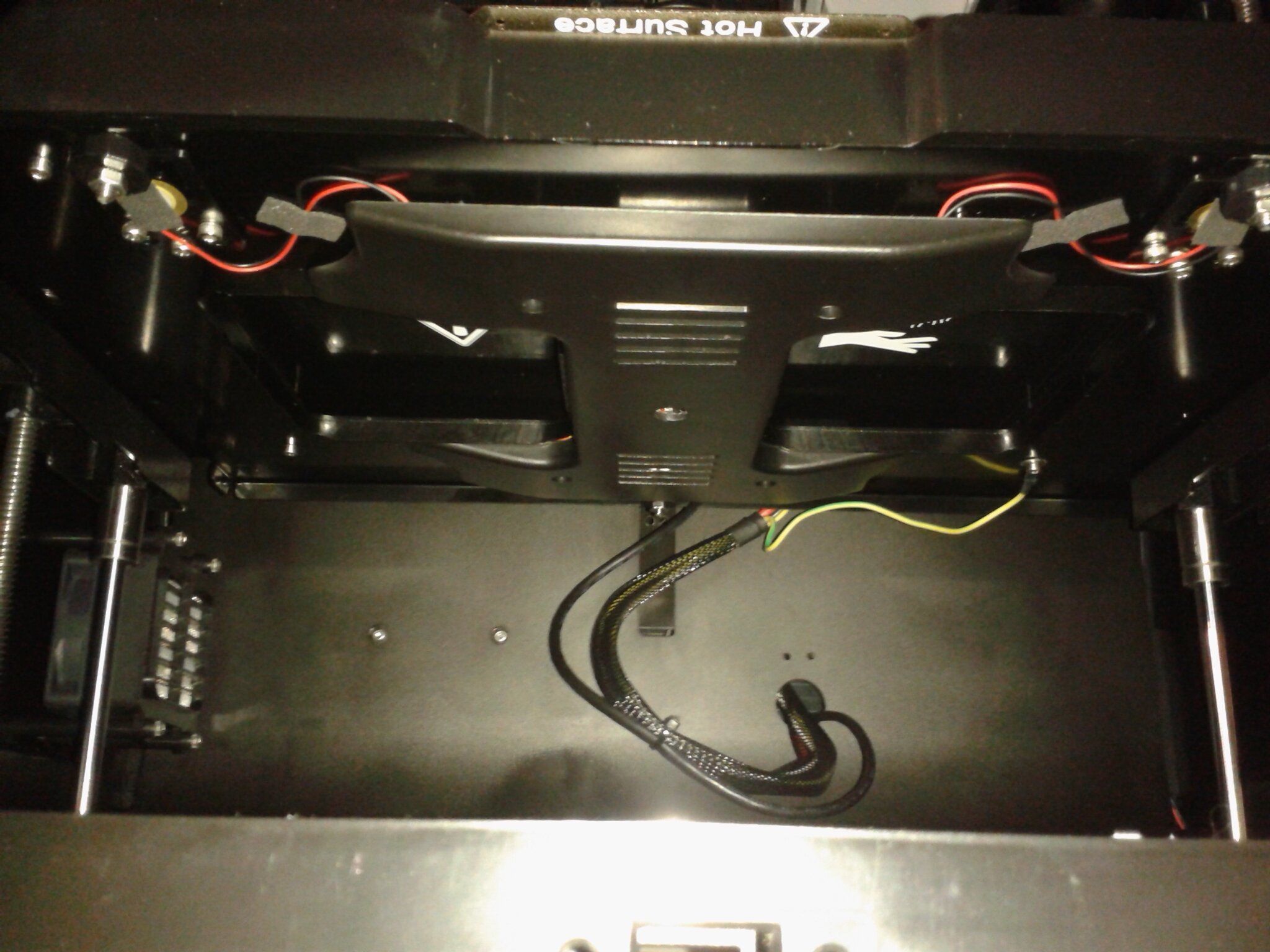
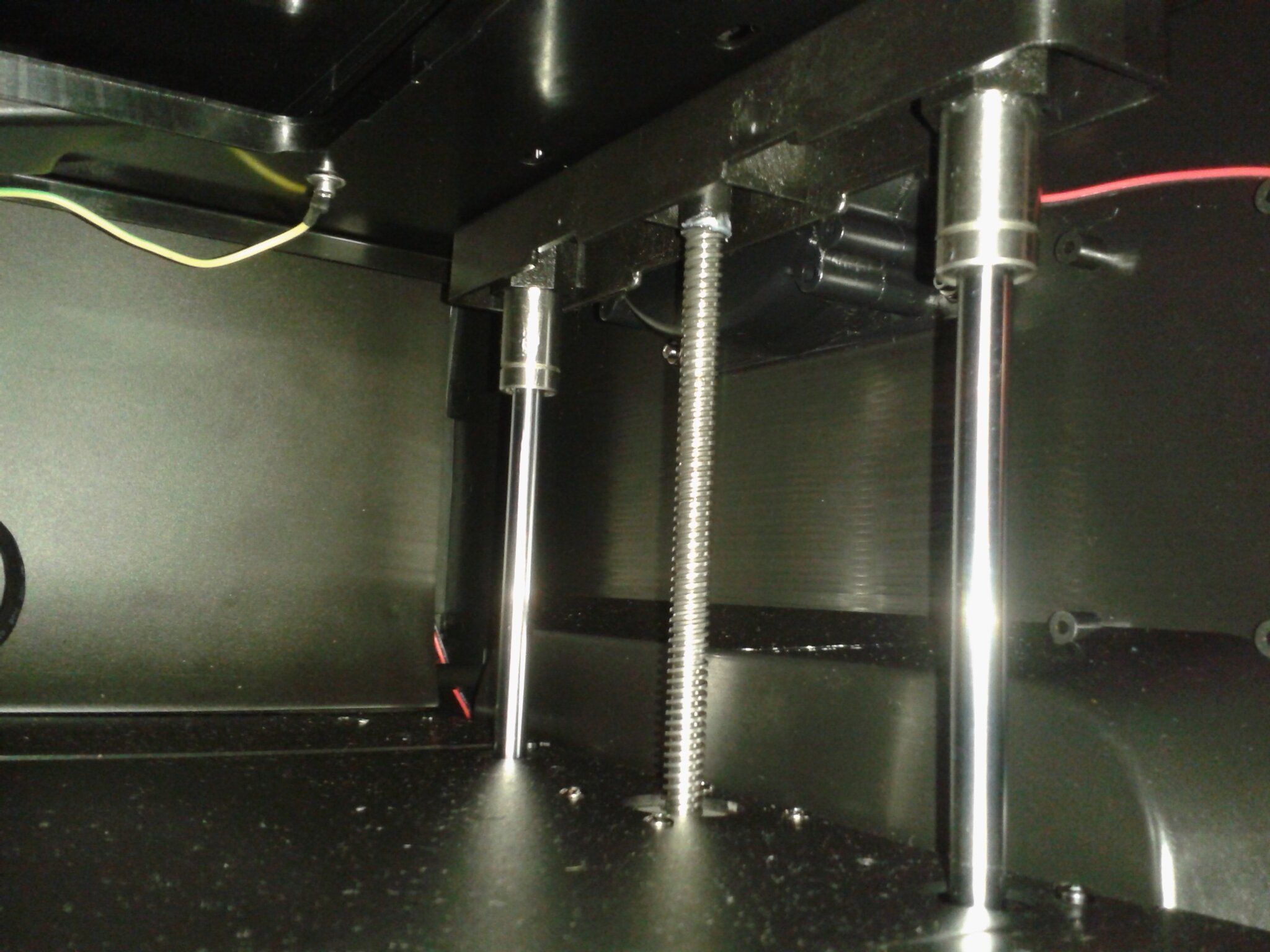
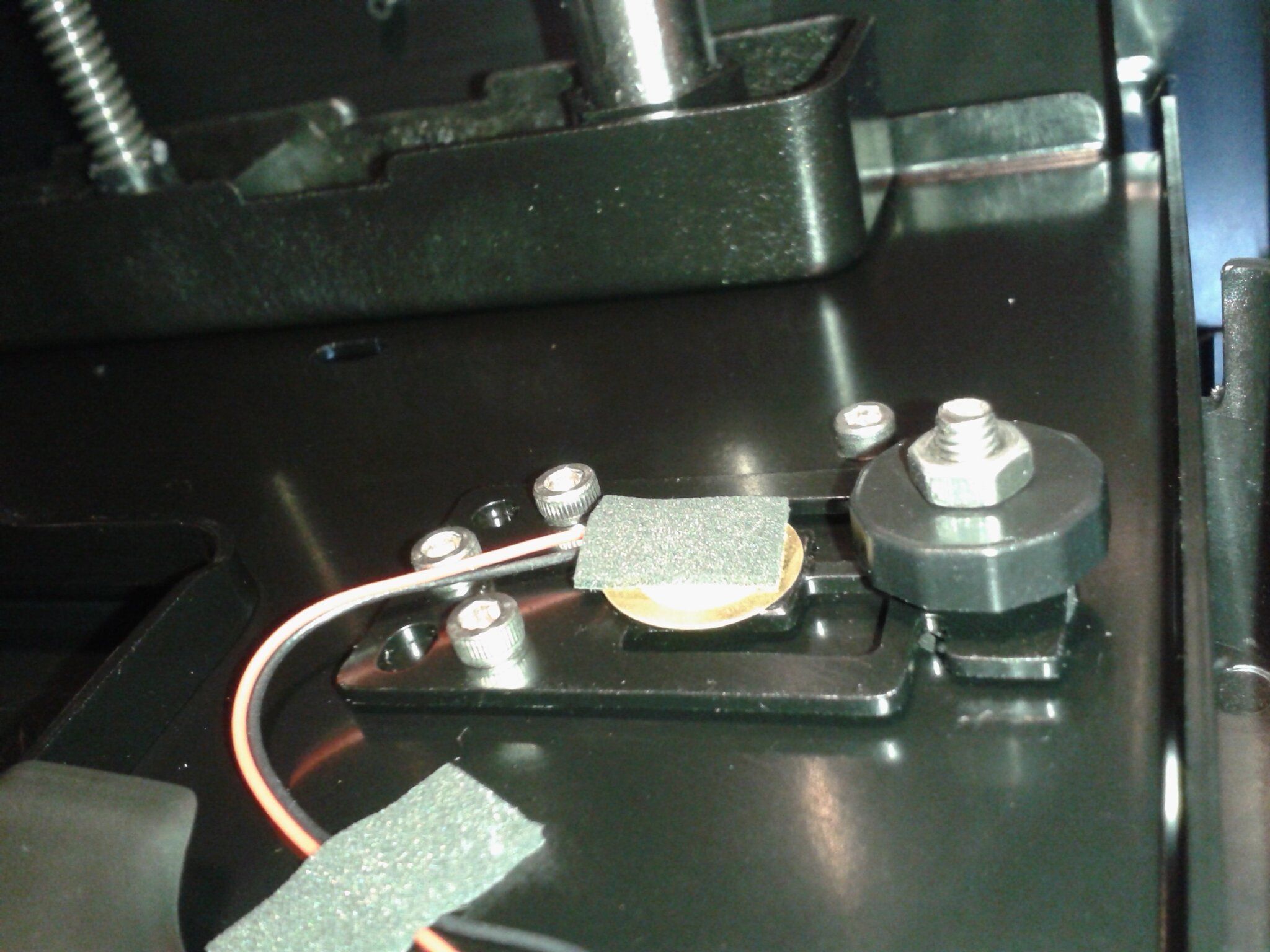
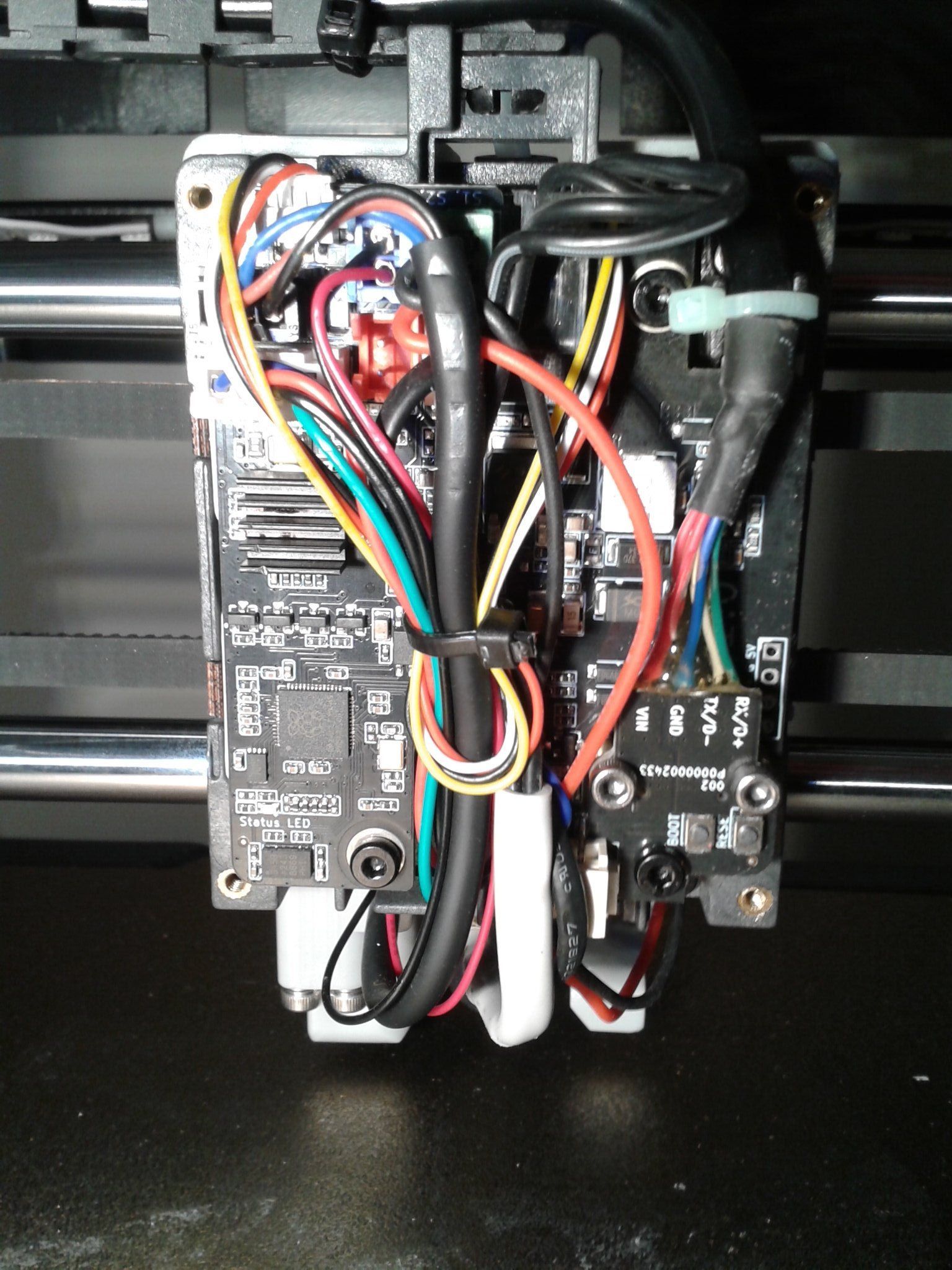
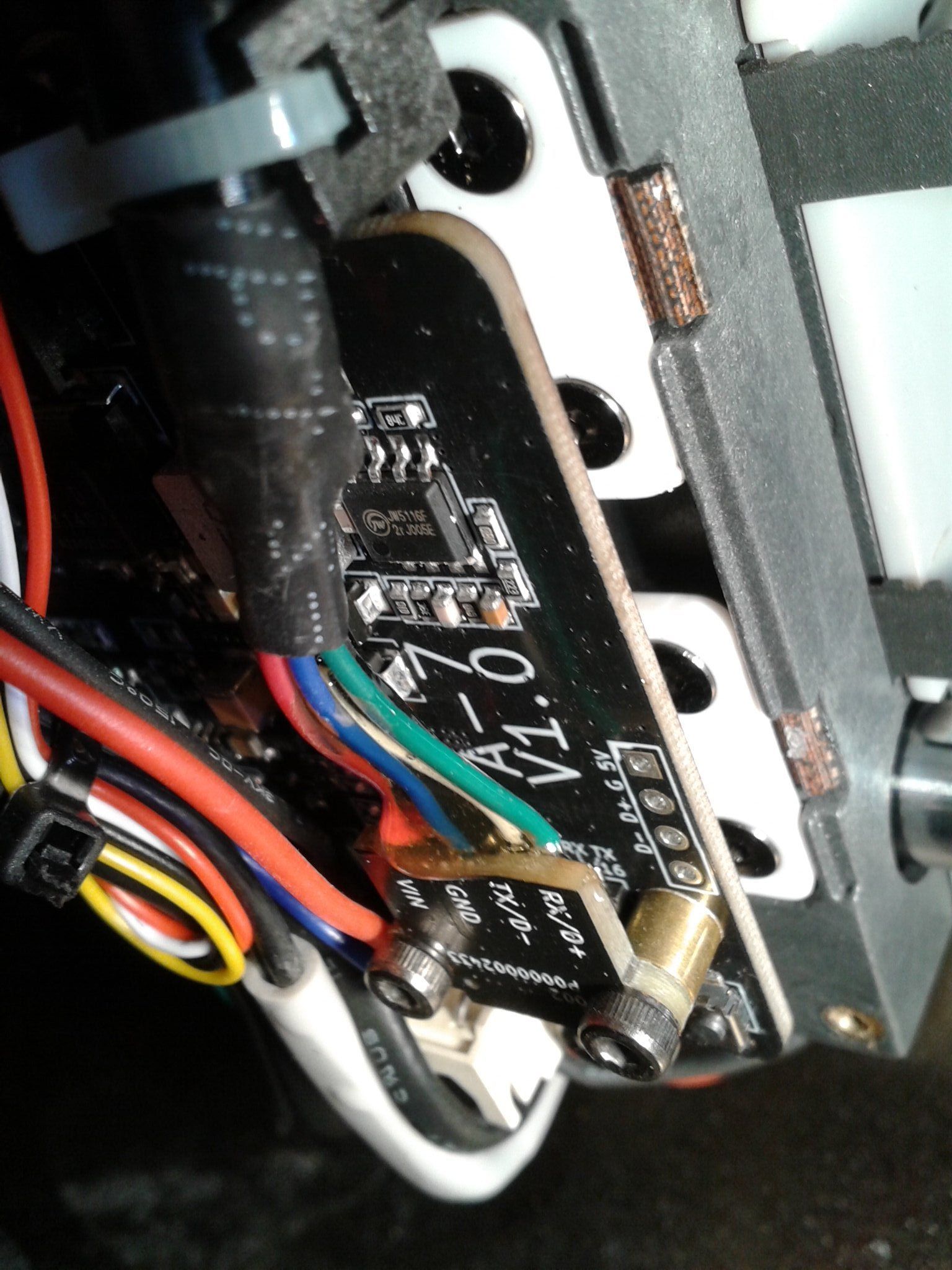
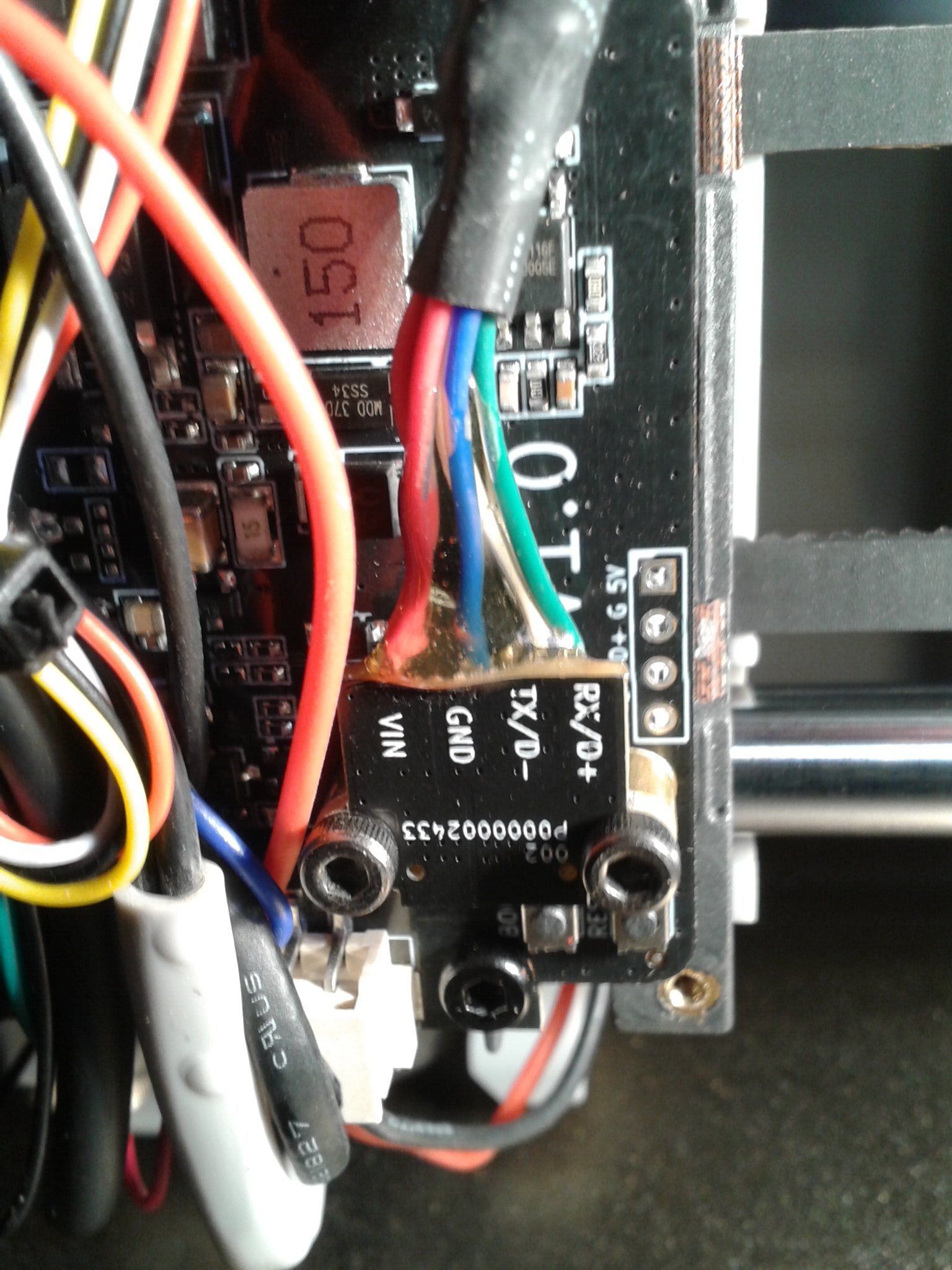
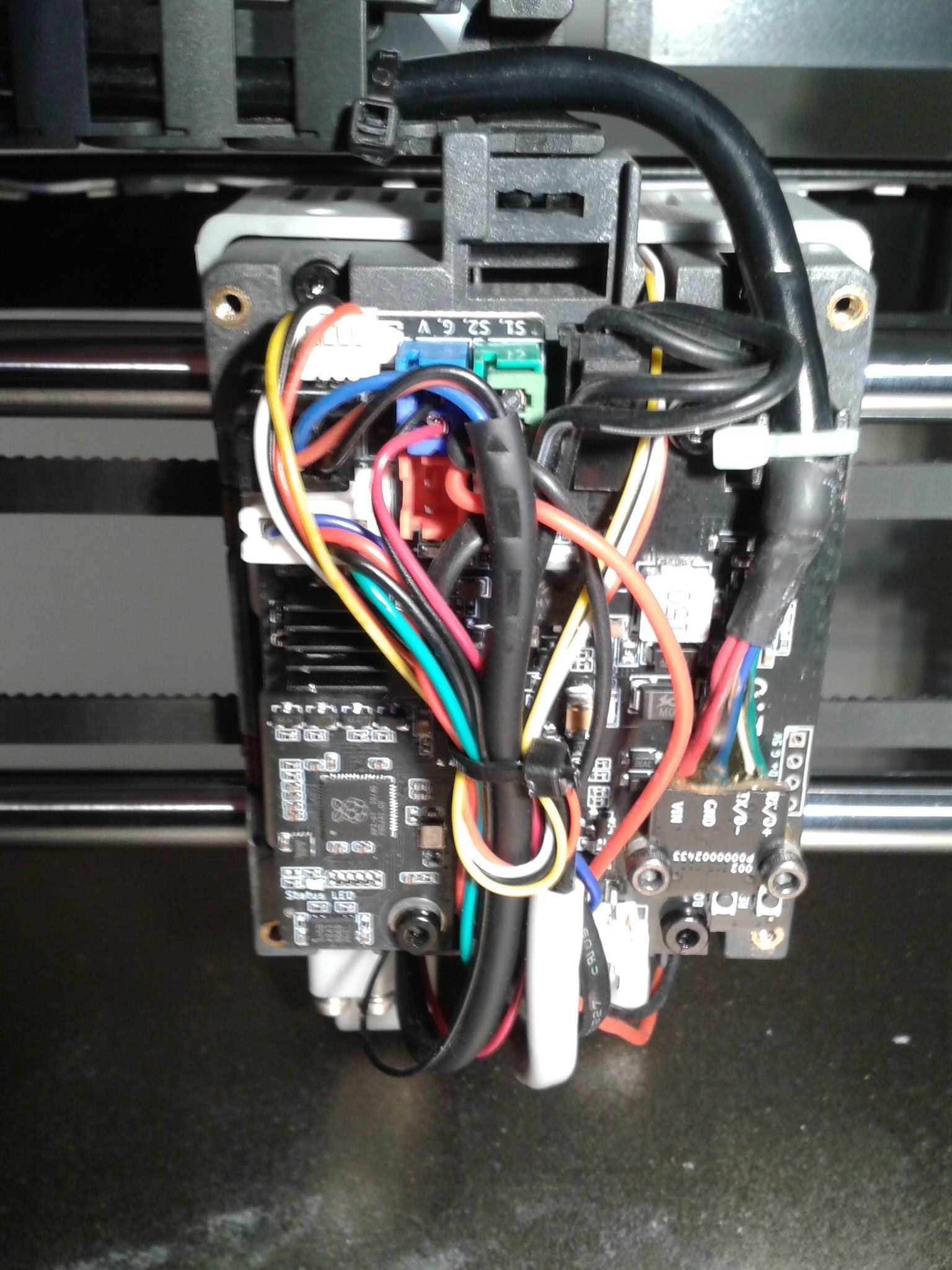
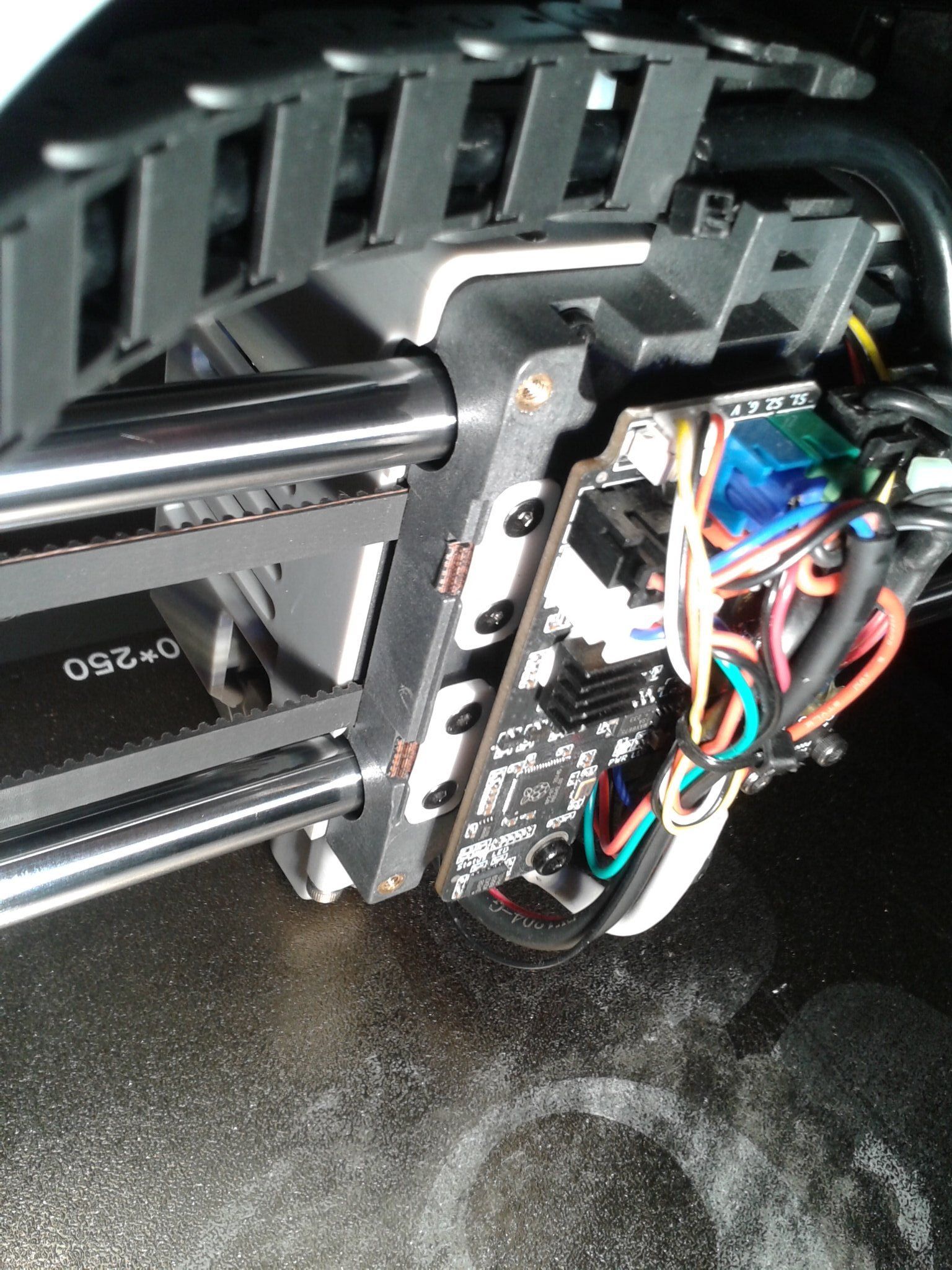
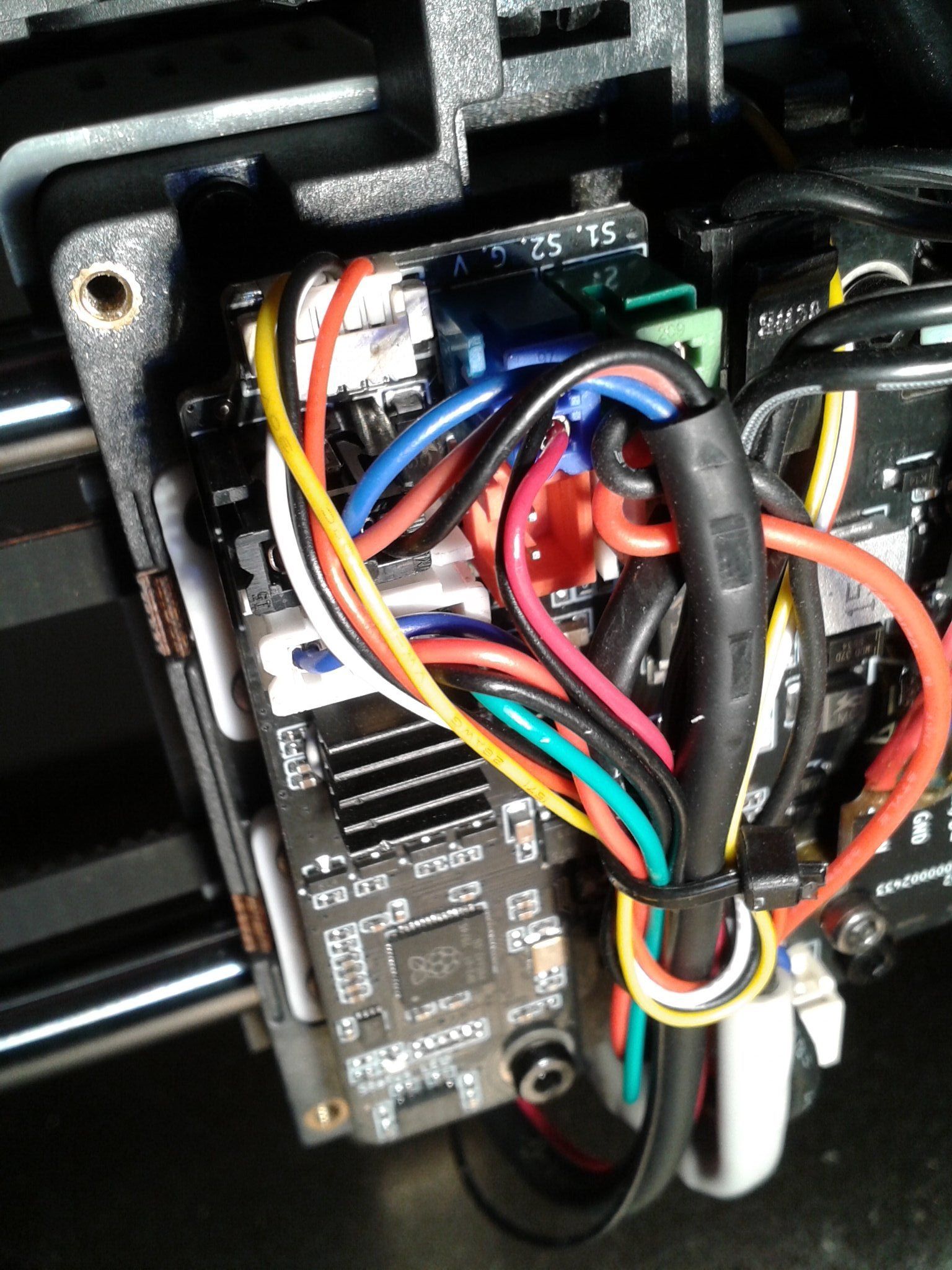
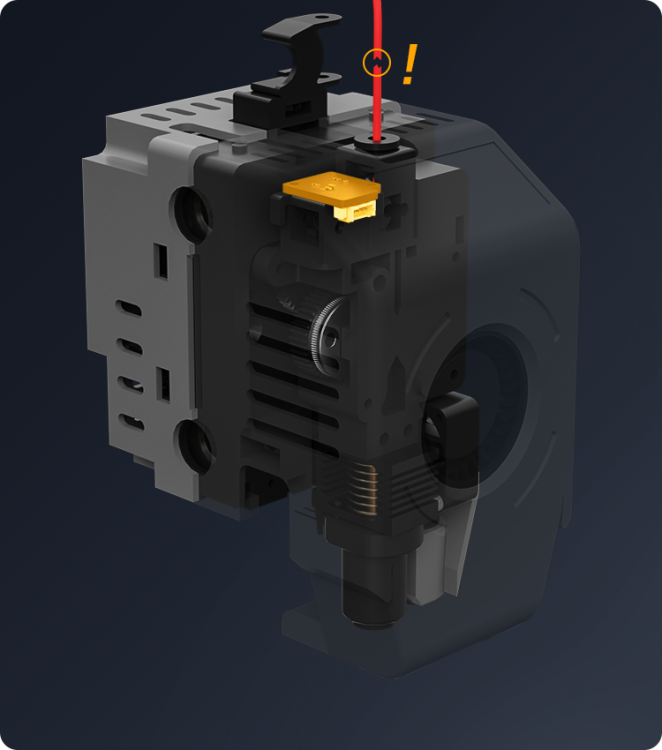
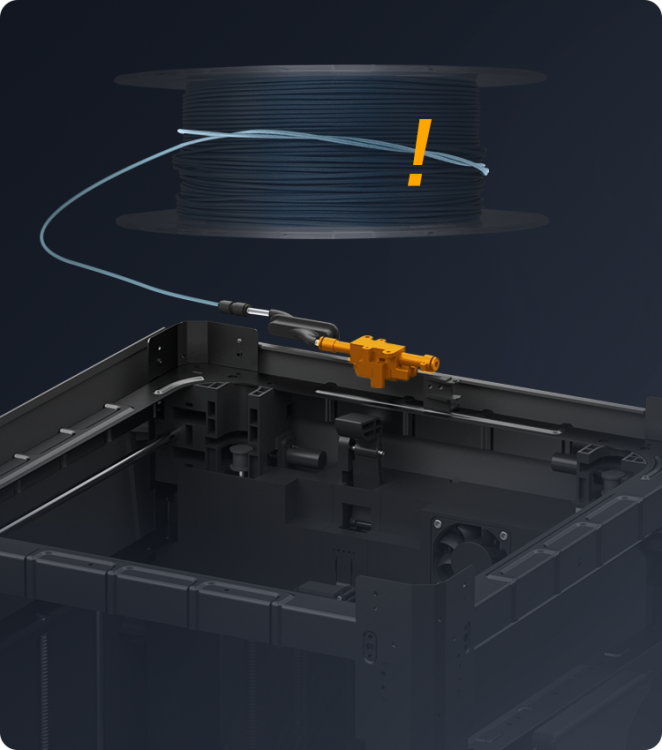
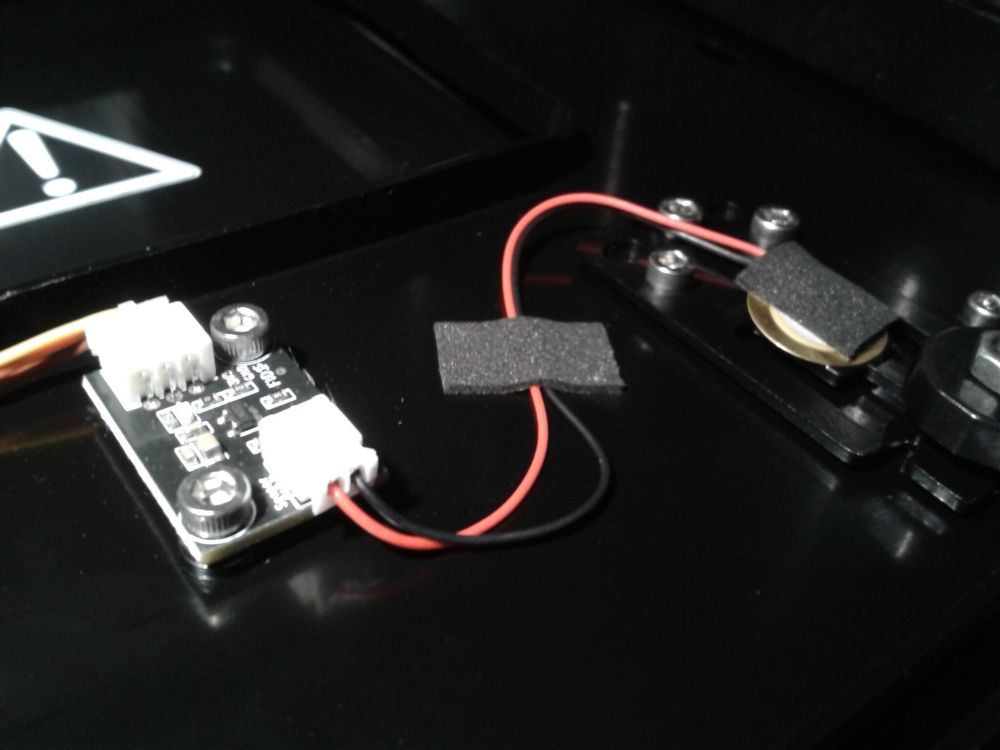
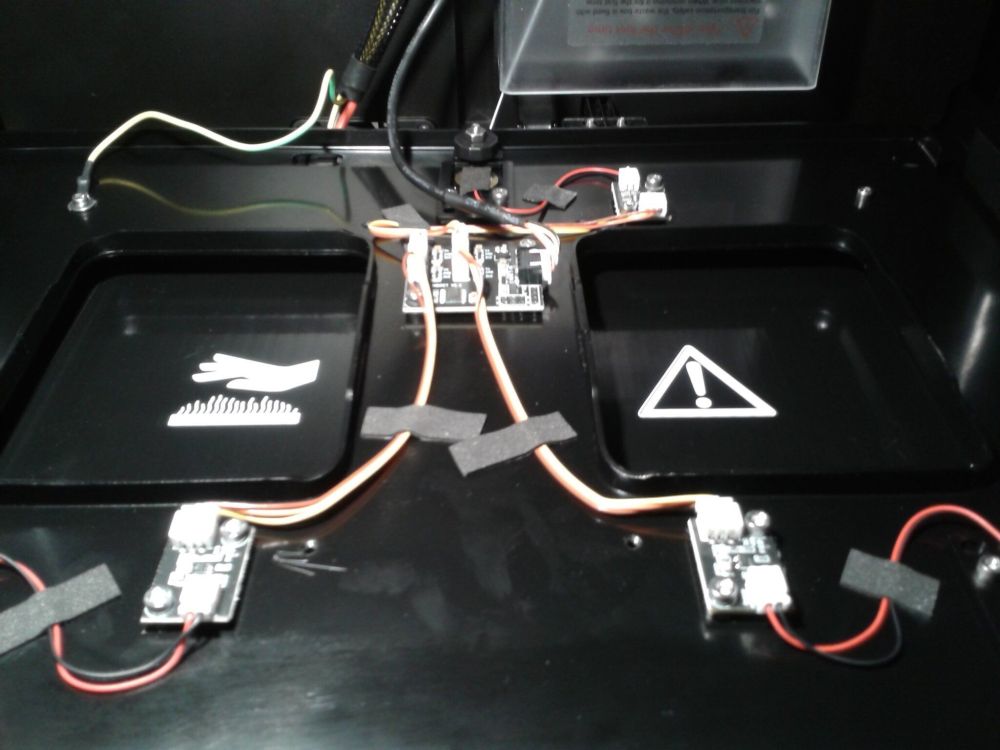
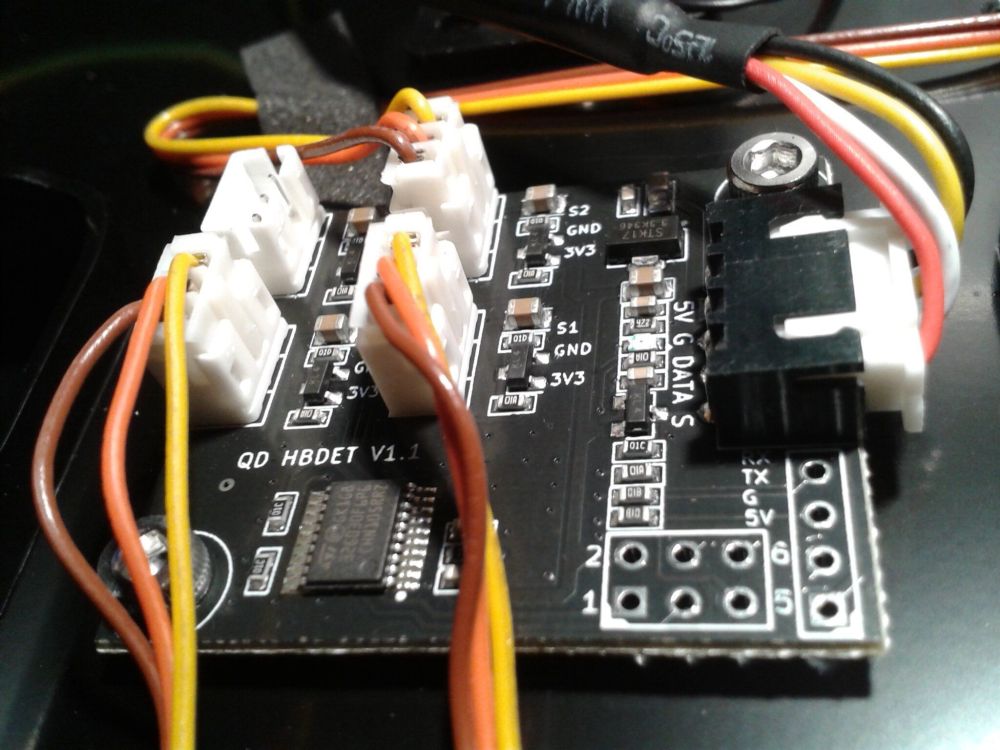
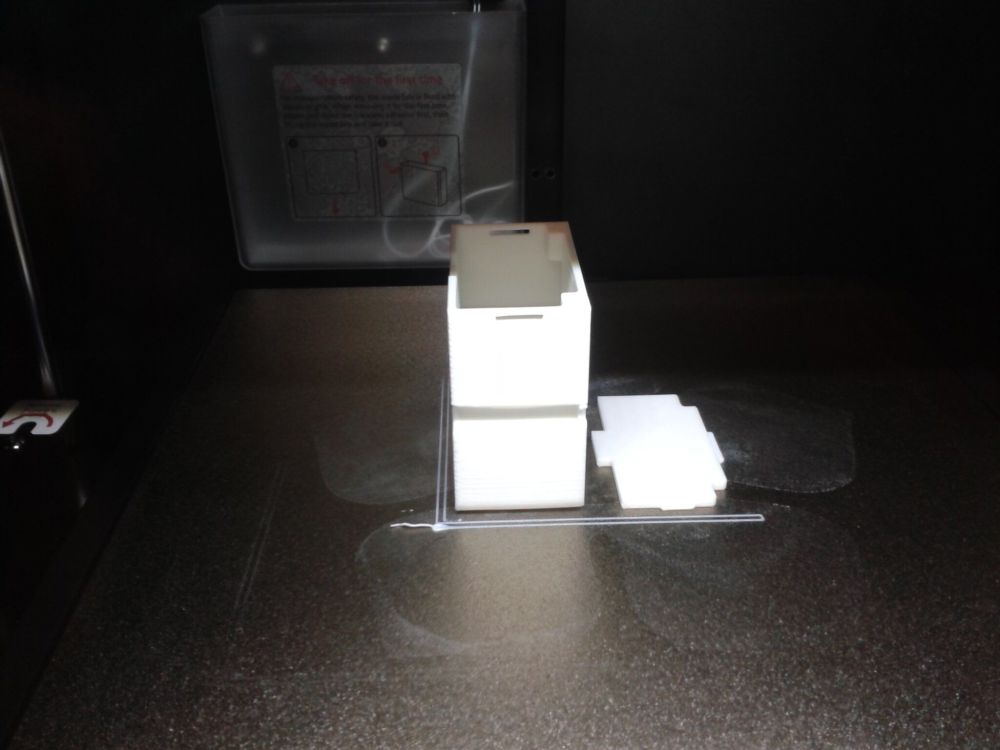
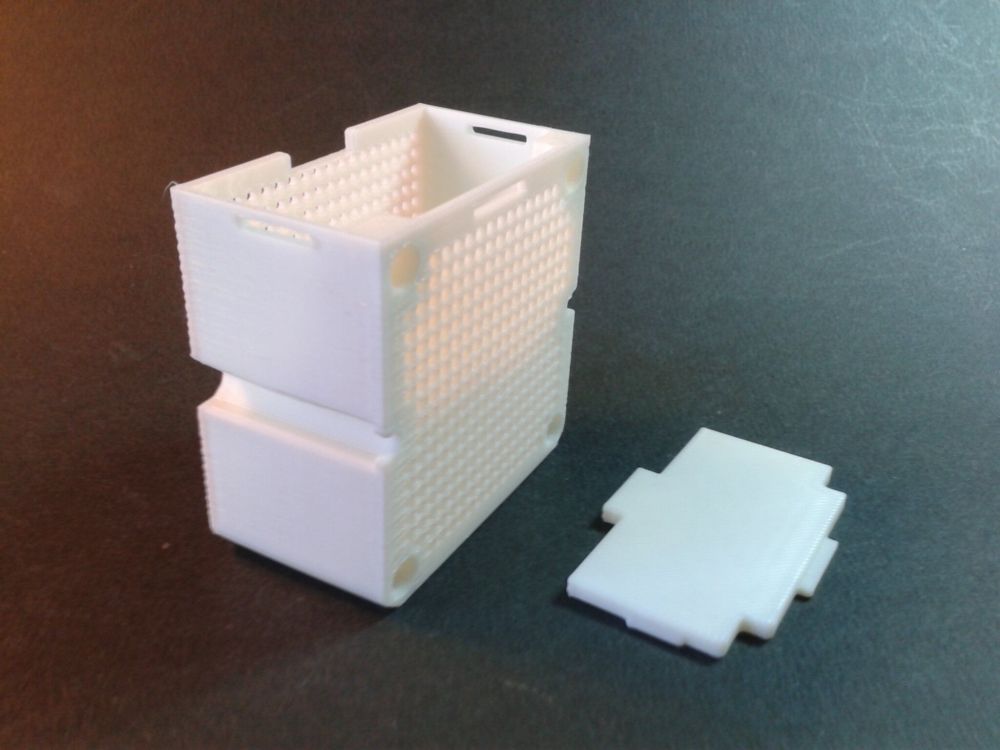
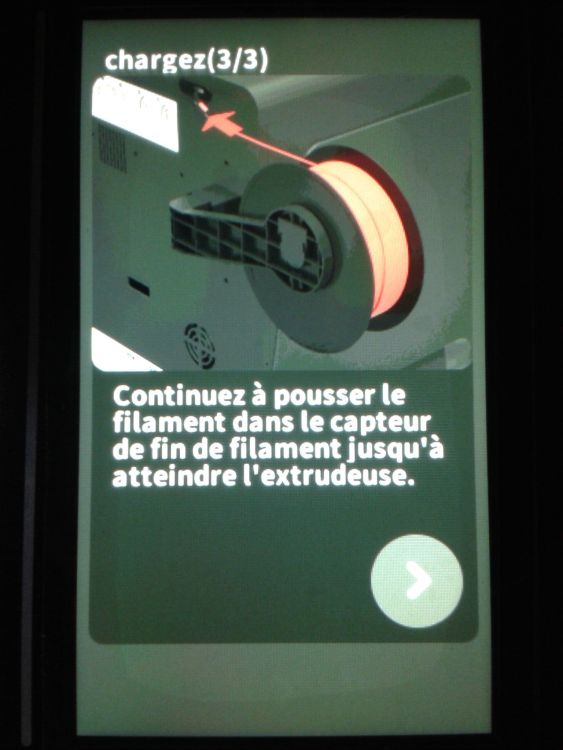
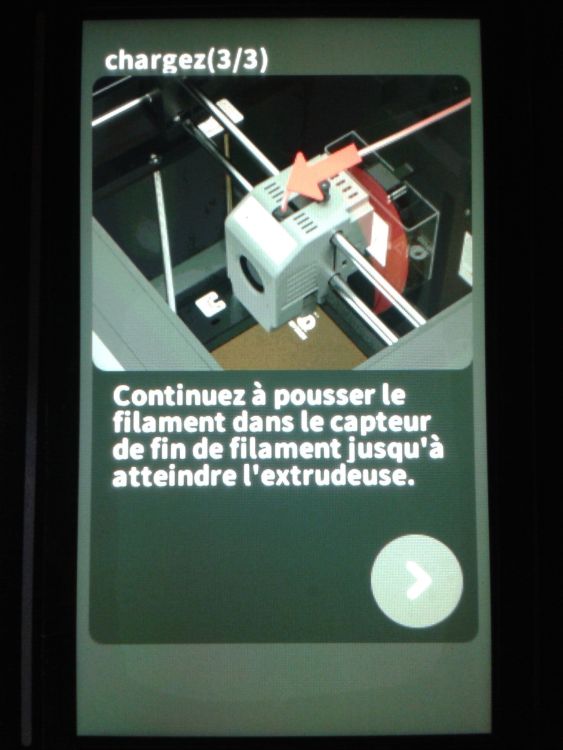
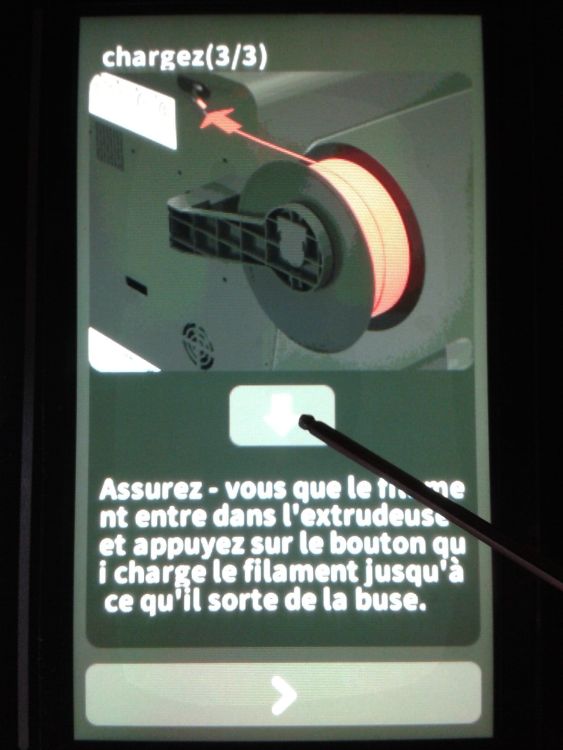
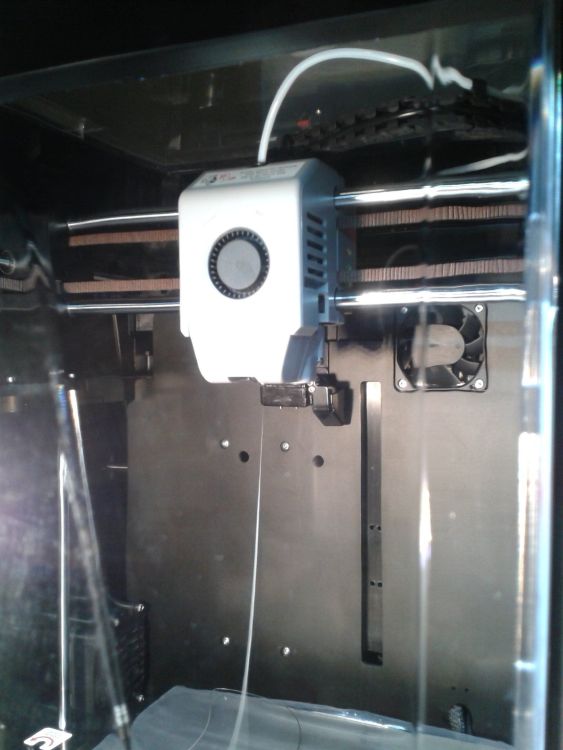
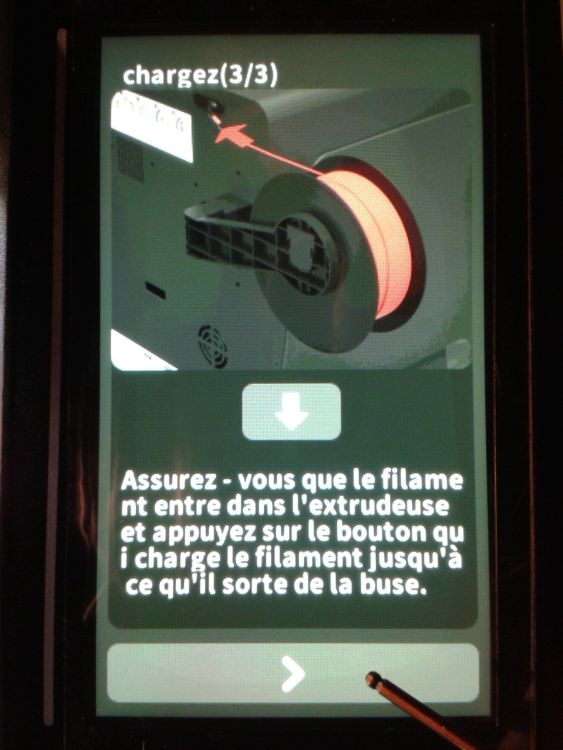
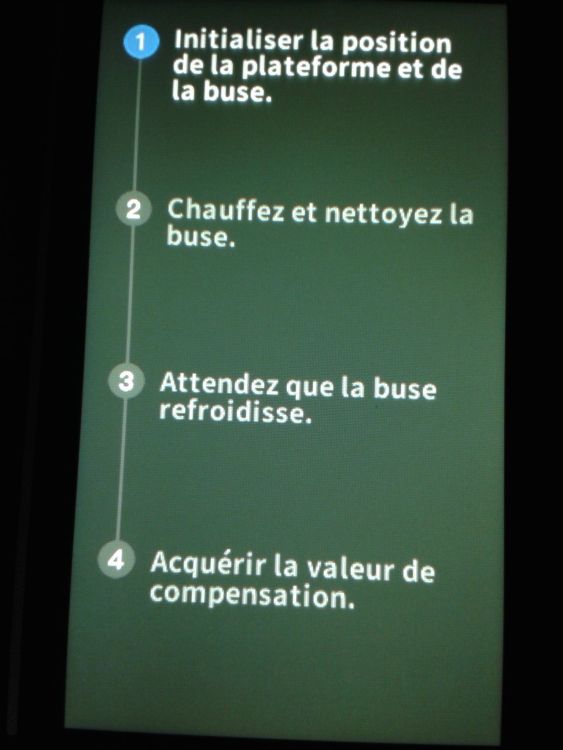
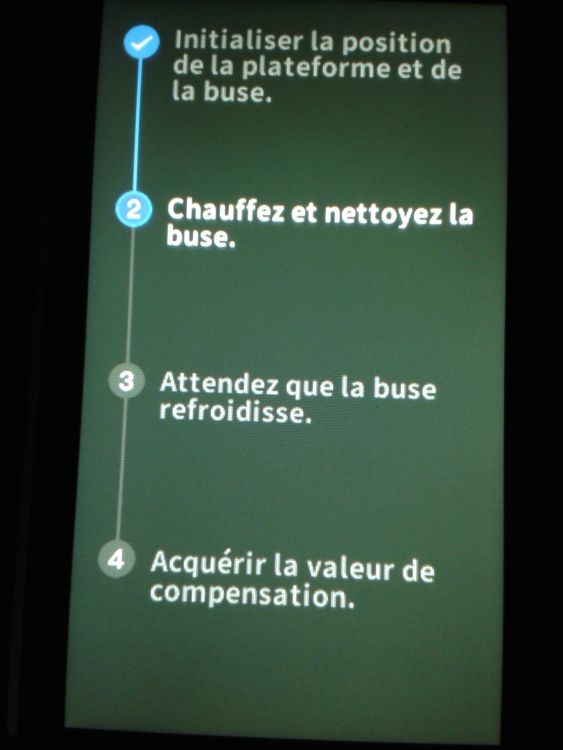
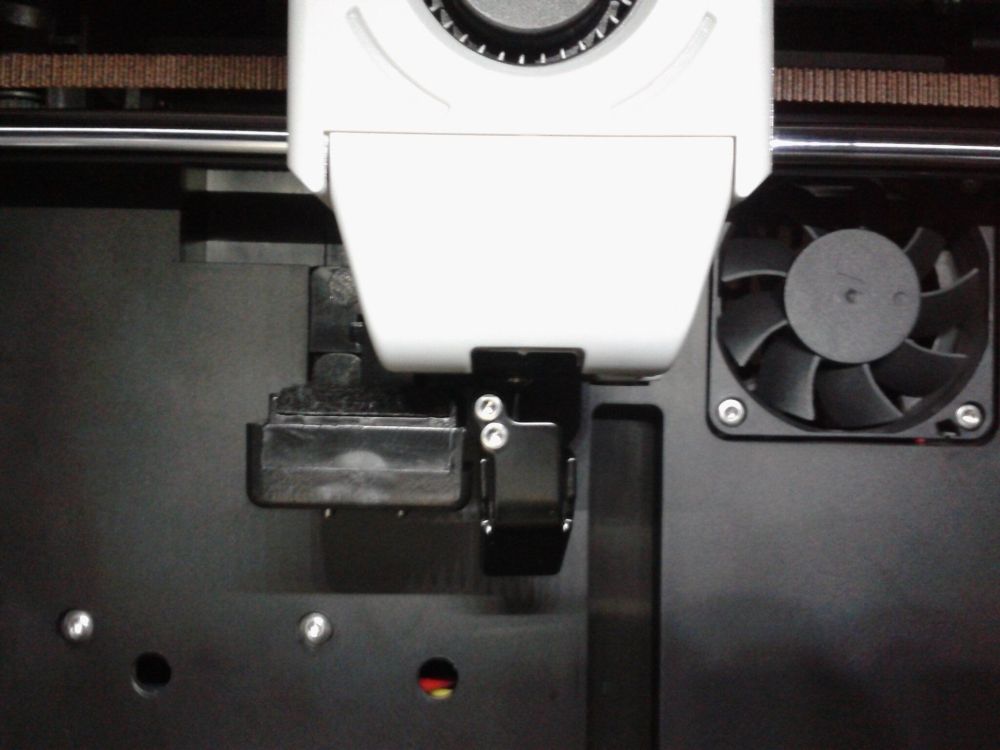
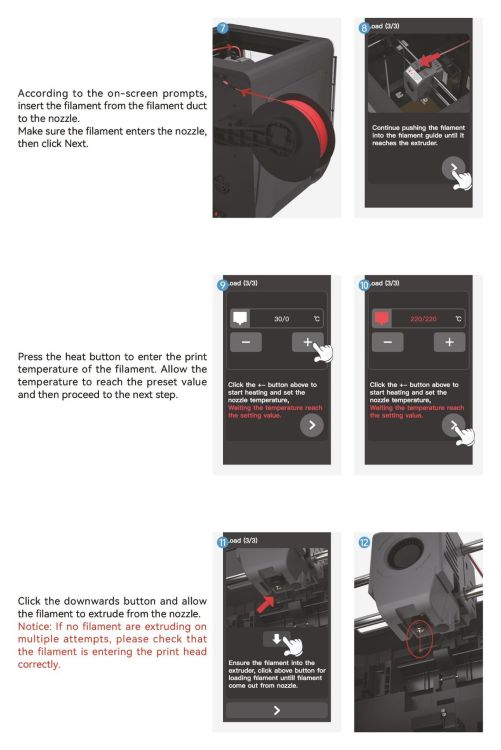
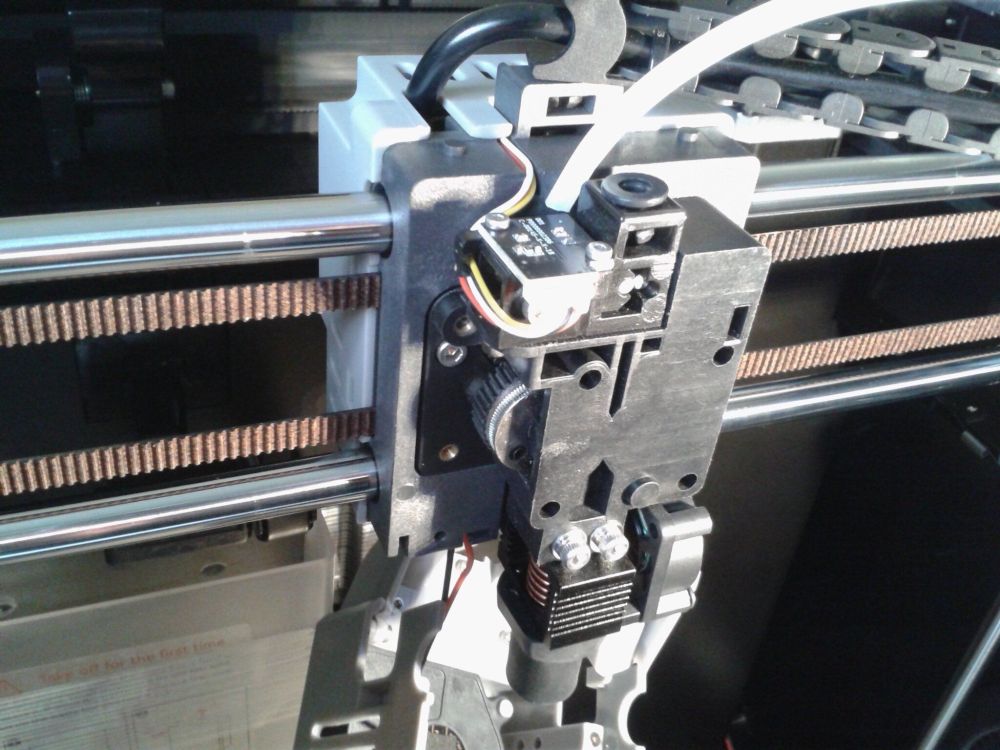
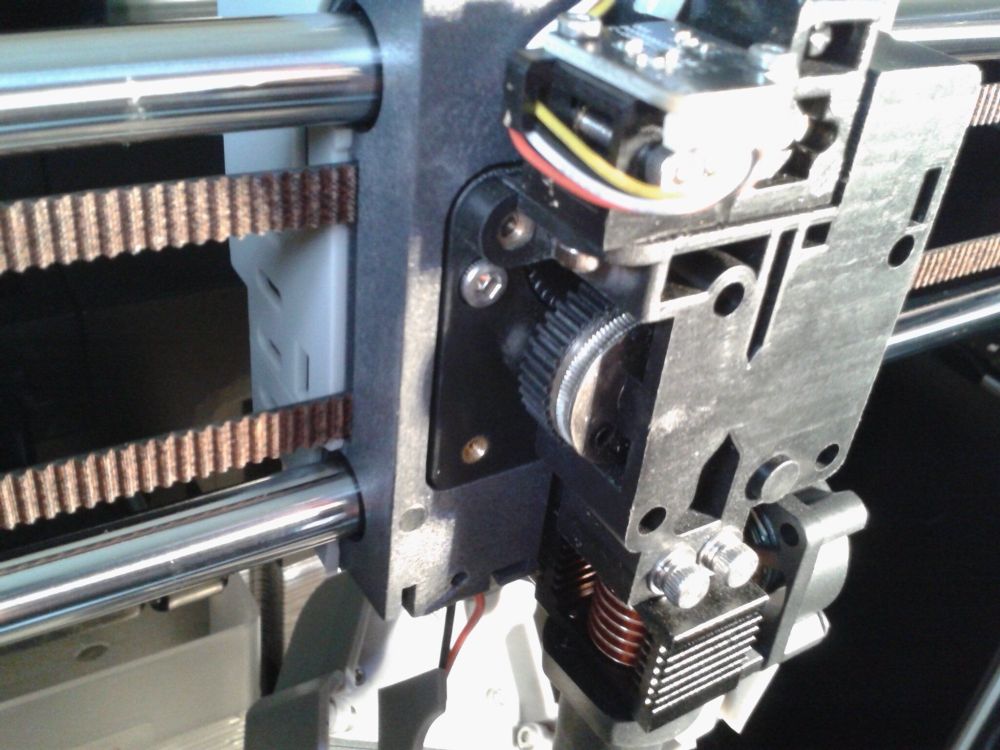
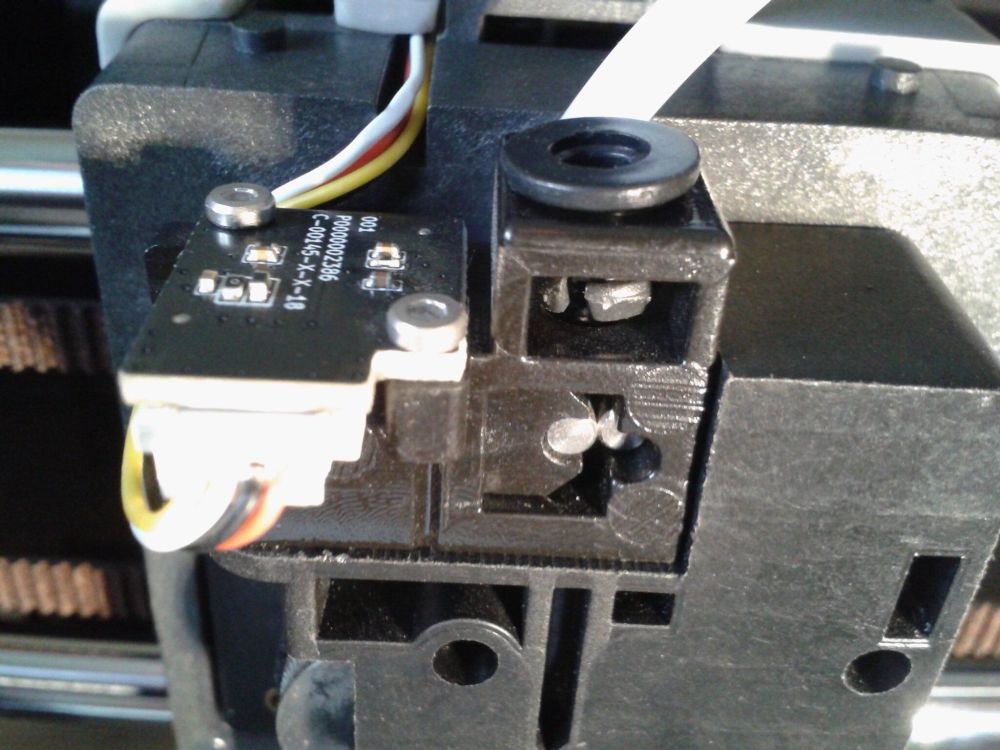
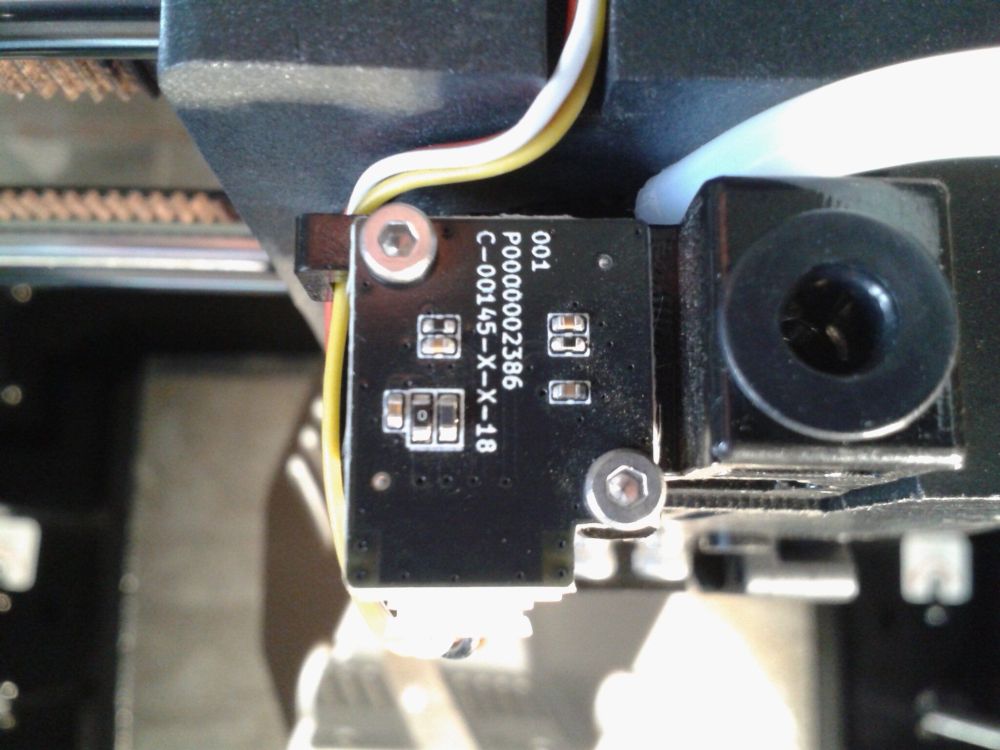
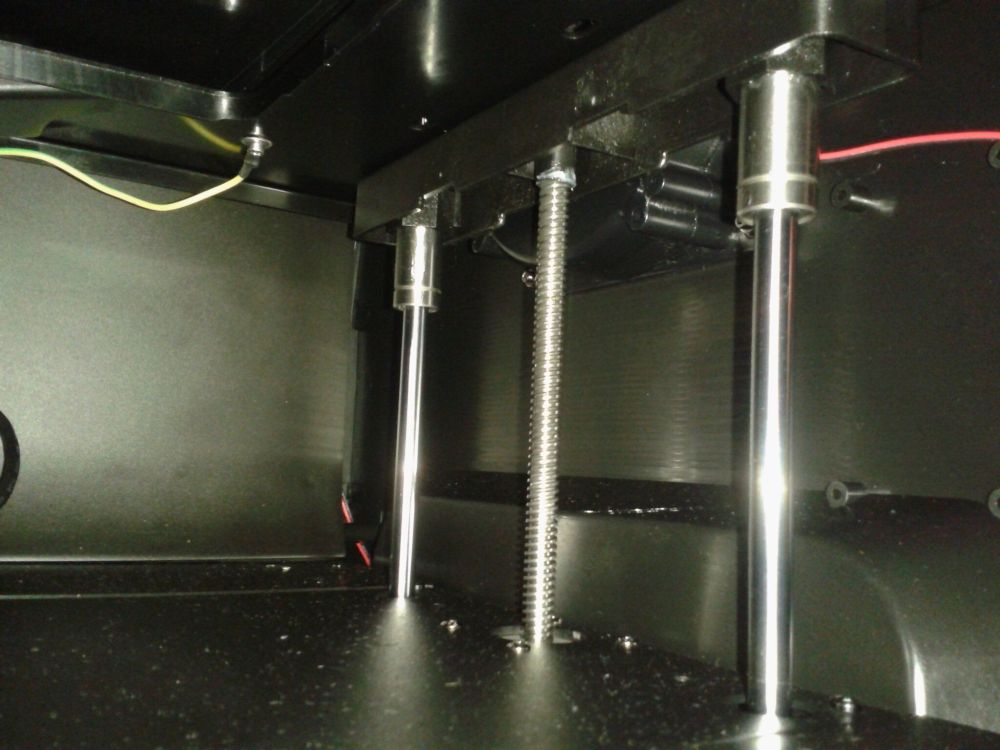
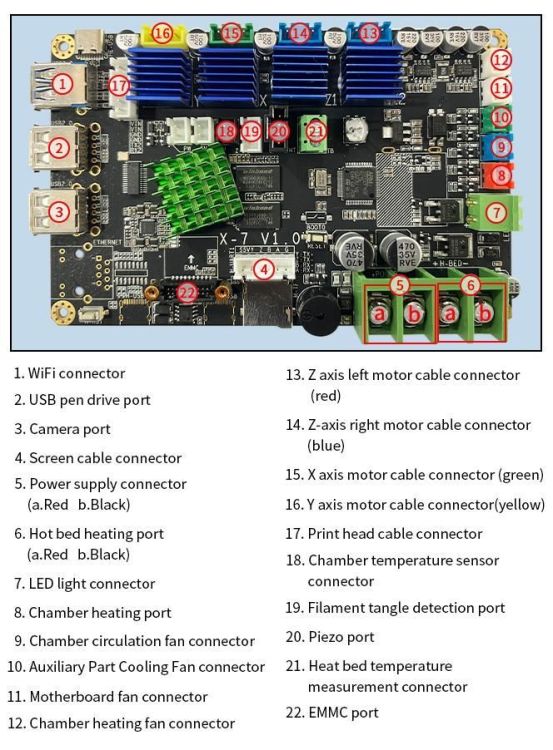
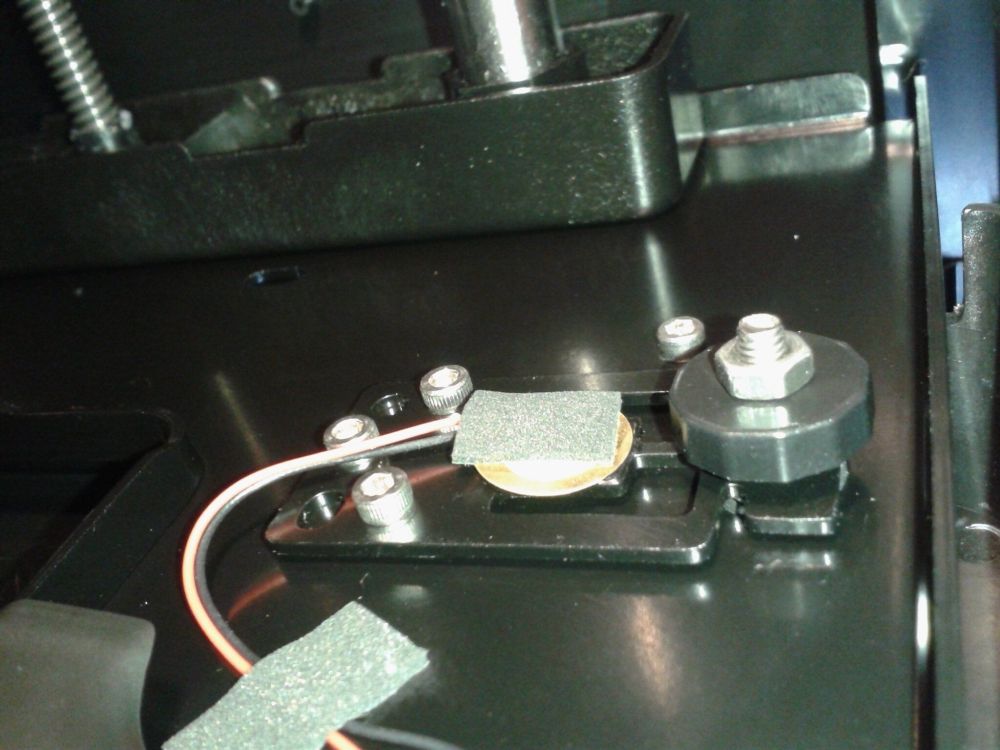
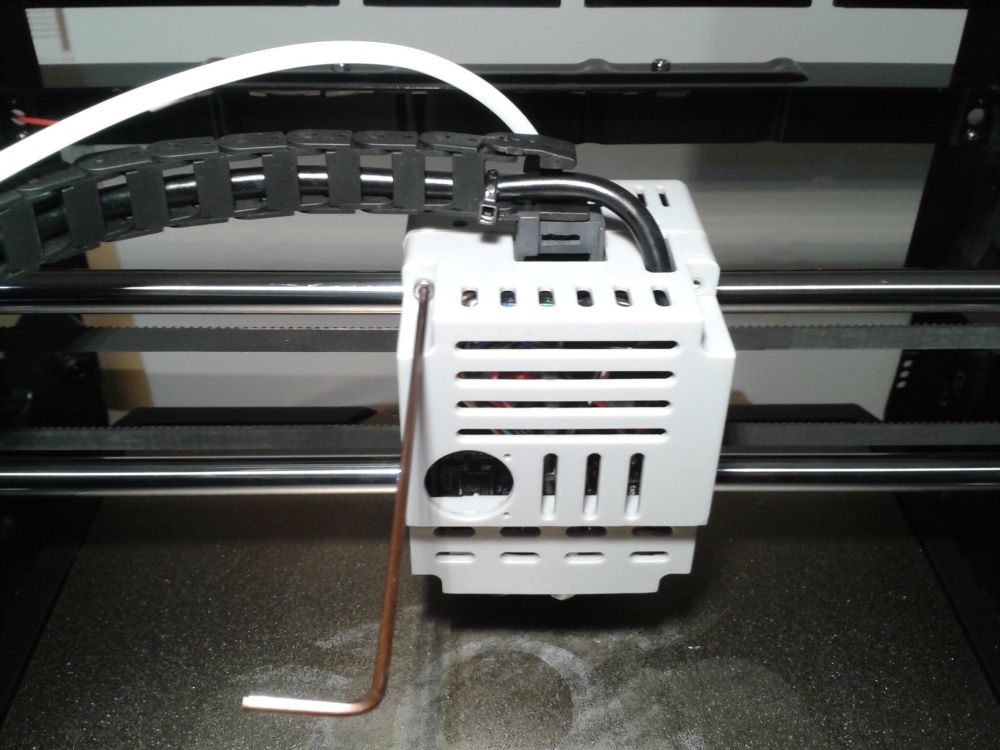
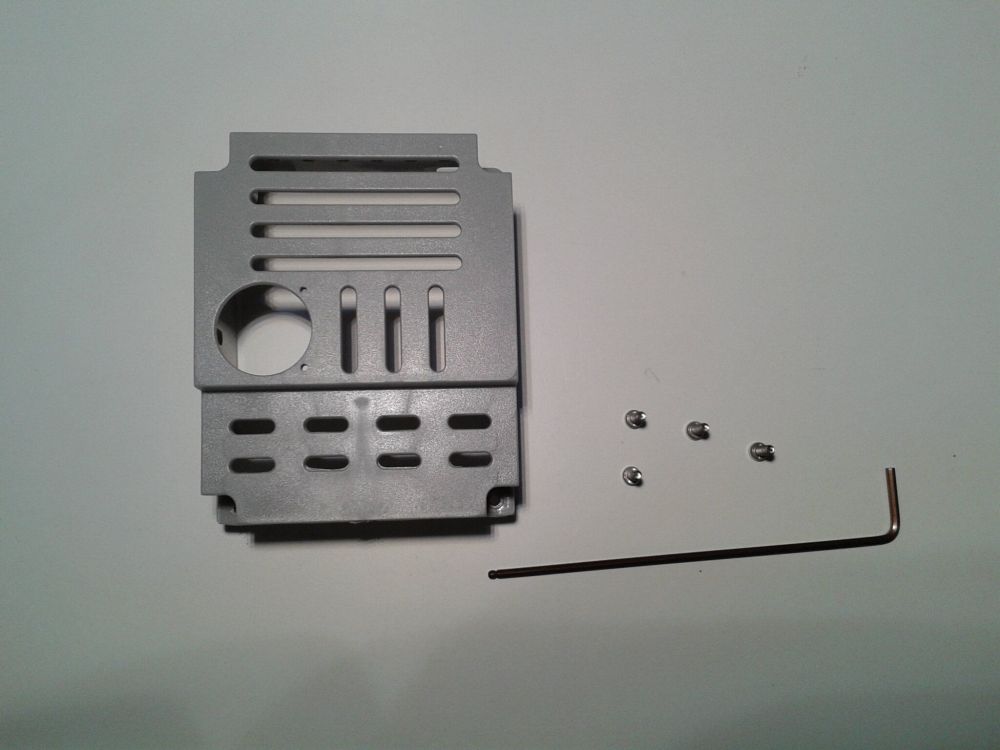
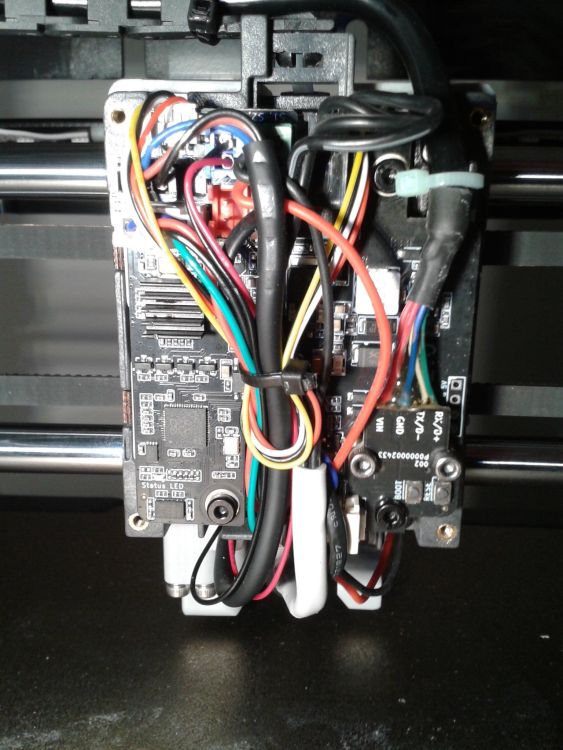
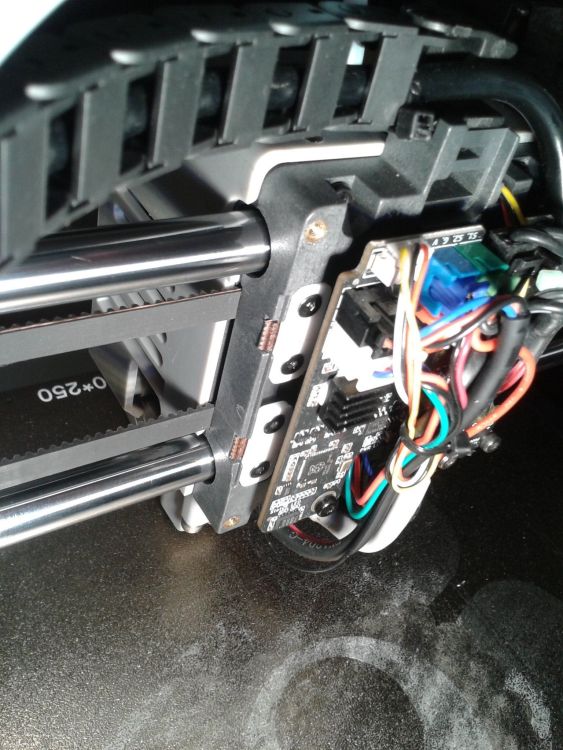
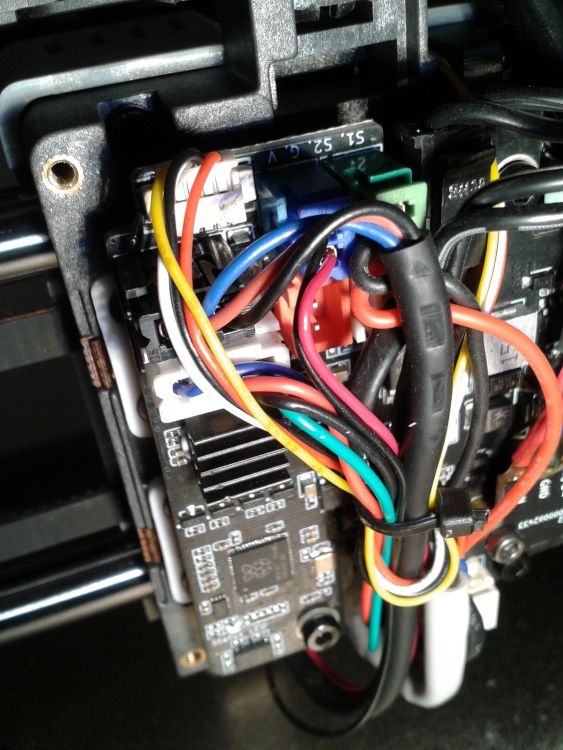
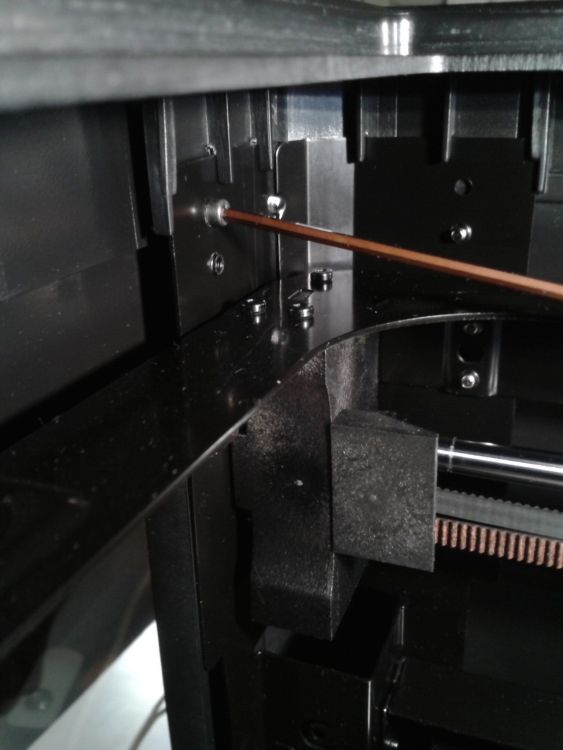
Merci pour toutes ces infos (il y a beaucoup de choses qui techniquement, dépasse mes connaissances actuelles, sur cette machine) Je n'ai pas encore testé mais il semble bien y avoir deux notions différentes. Si, le filament bloque sur la bobine c'est normalement, de ce que j'ai compris, celui dans le caisson, proche de l'entrée du filament. Et pour la fin de filament c'est normalement, de ce que j'ai compris, le capteur a effet Hall sur la tête d'impression ( Apres comme cela permet d'avoir une "grosse approximation" du diamètre de filament Par exemple avec un même filament PLA dans la console Fluidd je retrouve lors du début d'une impression début d'une autre impression même filament début d'une autre impression même filament Mais avec les filaments TPU là c'est autre chose (forcement c'est souple donc cela perturbe la mesure ...) ) Aussi, je me demande si Klipper permet ou non, d'ajuster le pourcentage de débit, selon la variation de cette mesure de diamètre de filament lors d'une impression... Merci. c'est seulement après avoir vu l'image suivante que j'ai compris qu'il y avait un total de 4 capteurs ( deux systèmes, si tu sépares entre la tête et plateau) pour obtenir une mesure "garantie doublement" du Z-Offset pour la "parfaite" couche initiale (juste après le nettoyage de buse et le "tilt" du bed, en début d'impression) Donc je pense aussi à du piezo quand je regarde les trois "pastilles" sous le lit d'impression. ( Edit > le "Motherboard Diagram" ( https://drive.google.com/file/d/1TmuGBNZcqLVqwdiu8yaPKFH6_v0mkAos/view?usp=sharing ) semble le confirmer avec un "Piezo port" Quelques photos du dessous du plateau sans le cache plastique. ) Mais pour le truc dans la "partie chaude" là j'ai du mal à imaginer aussi du piezo (car il me semblait que les mesures des piezo étaient très sensibles aux températures) mais pourquoi pas... Edit > En fait pour le capteur de la tête mis en valeur sur l'image suivante, cela doit plutôt être le capteur de inductif et donc il ne doit pas y avoir de piezo dans la tête. En tout cas, pour l'instant, j'ai sans rien ajuster (ni Z-offset, ni pourcentage de débit) toujours obtenu des couches initiales parfaites. ( avec un Z-Offset affiché sous fluidd à 0.000mm et sur l'écran de imprimante à 0.000mm et de même dans le fichier config.mksini ) Donc en plus de ne pas être certain sur le/les types de capteurs, je ne comprends pas encore comment c'est géré logiciellement.
.thumb.jpg.0a6672fa245f917aae317dbaeaf92e65.jpg)




 1 point
1 point -
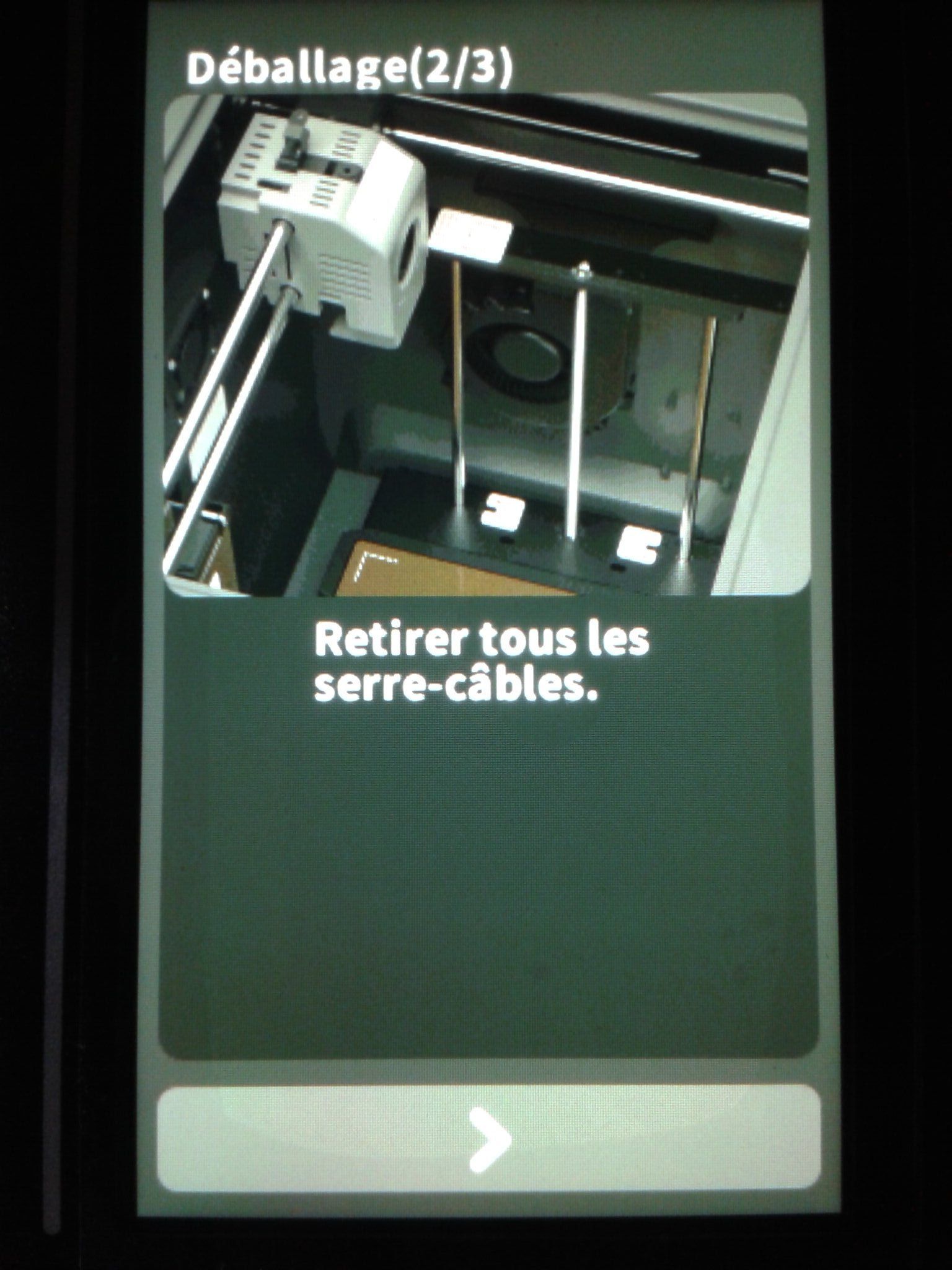
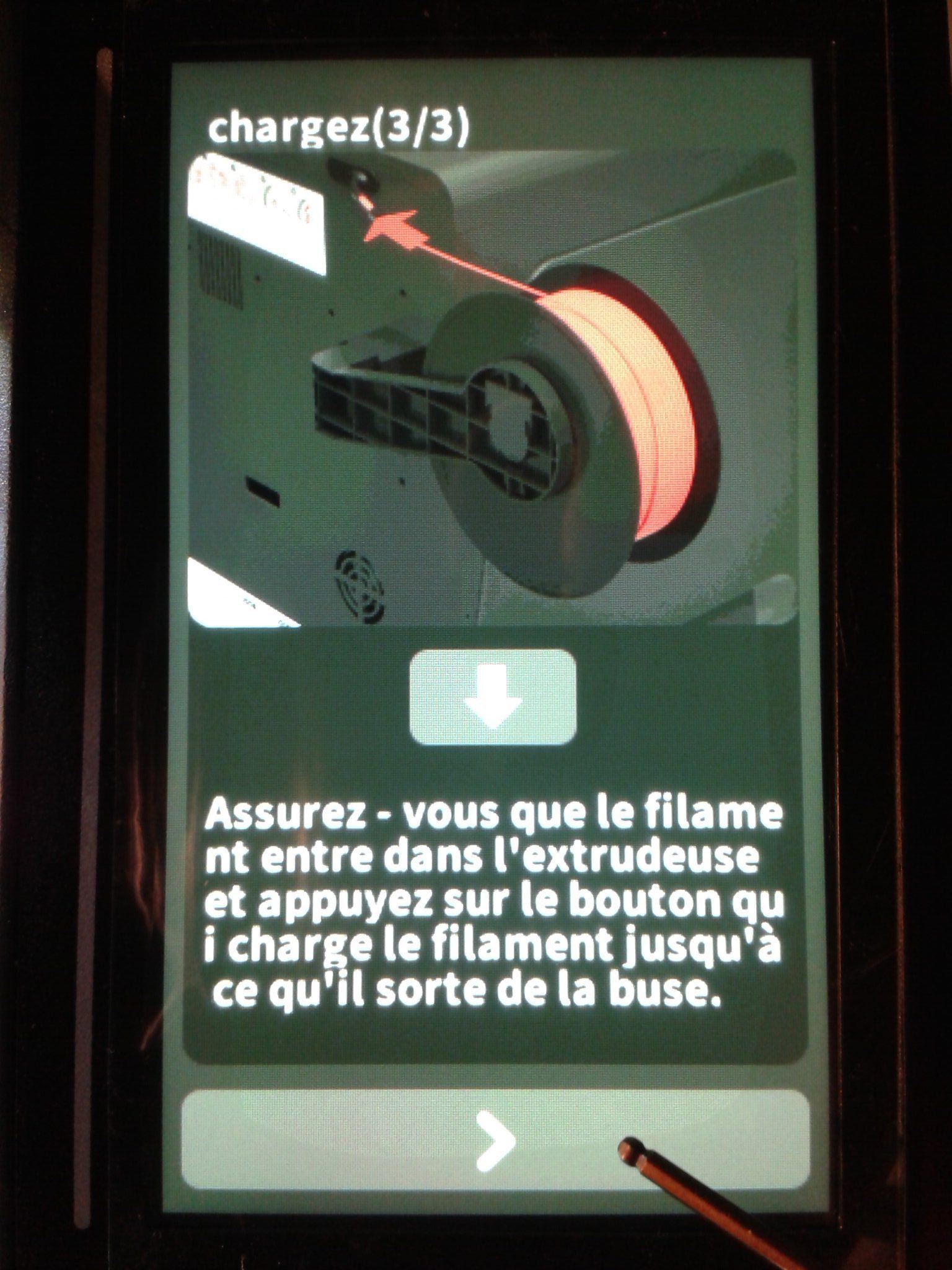
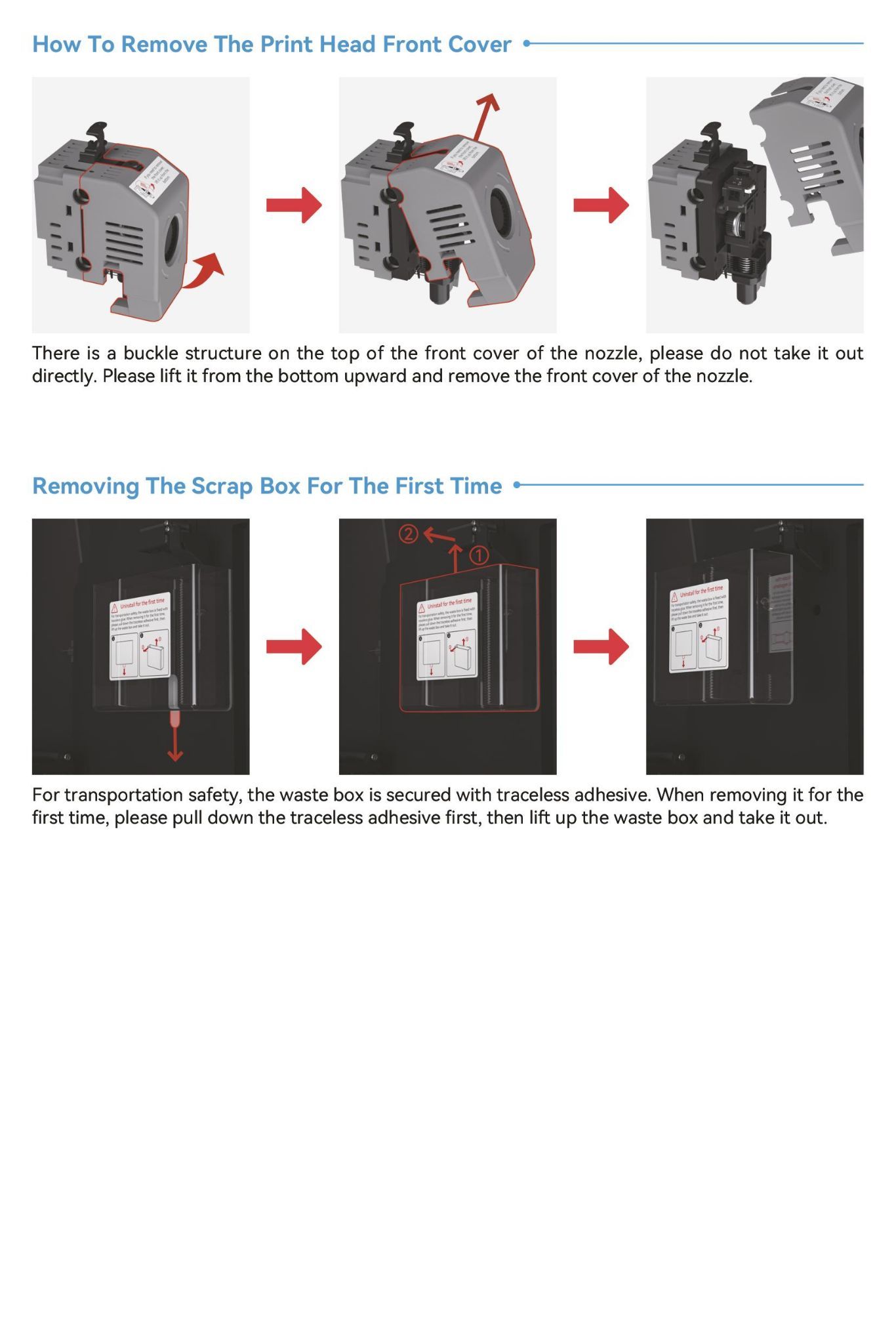
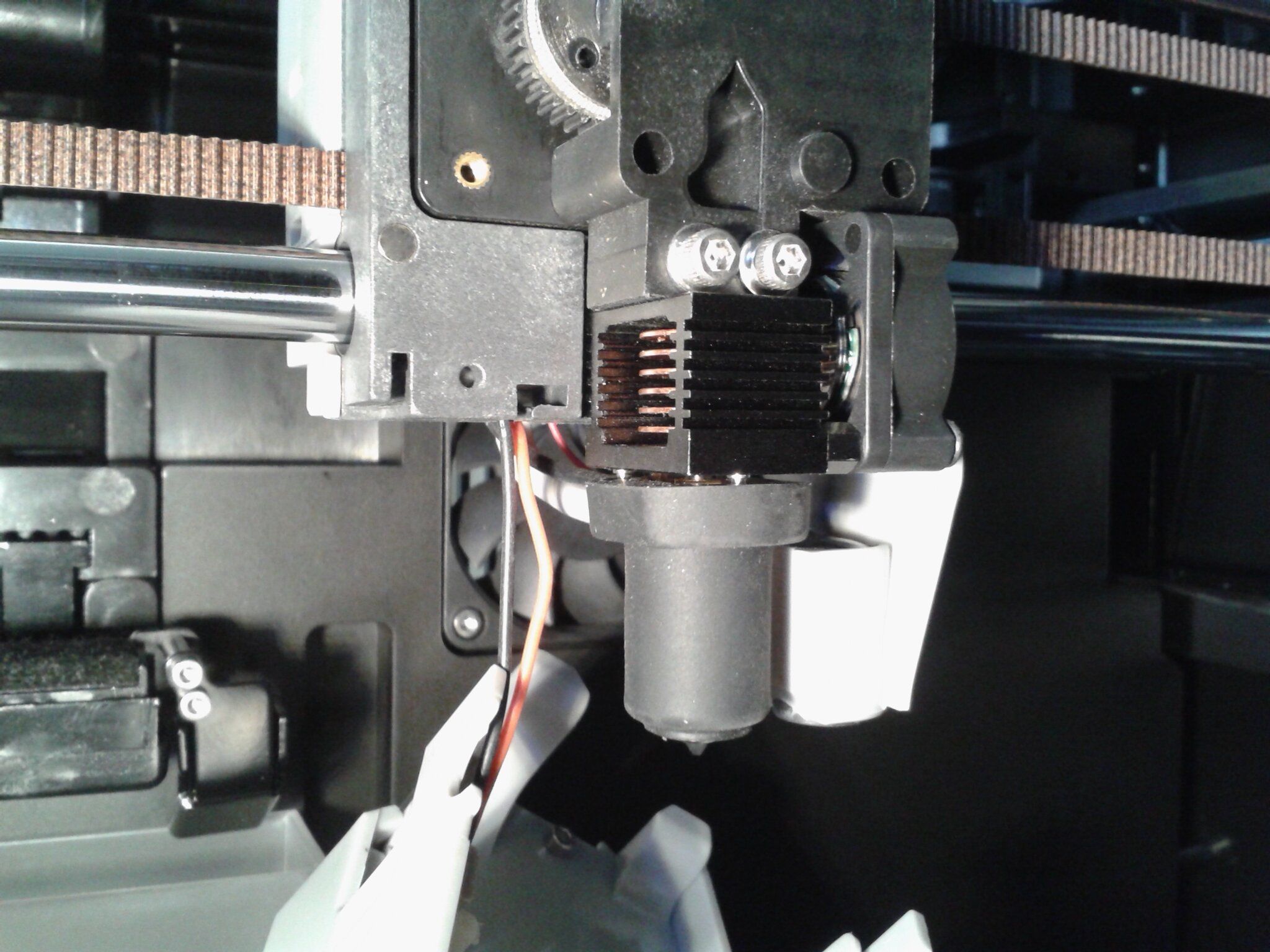
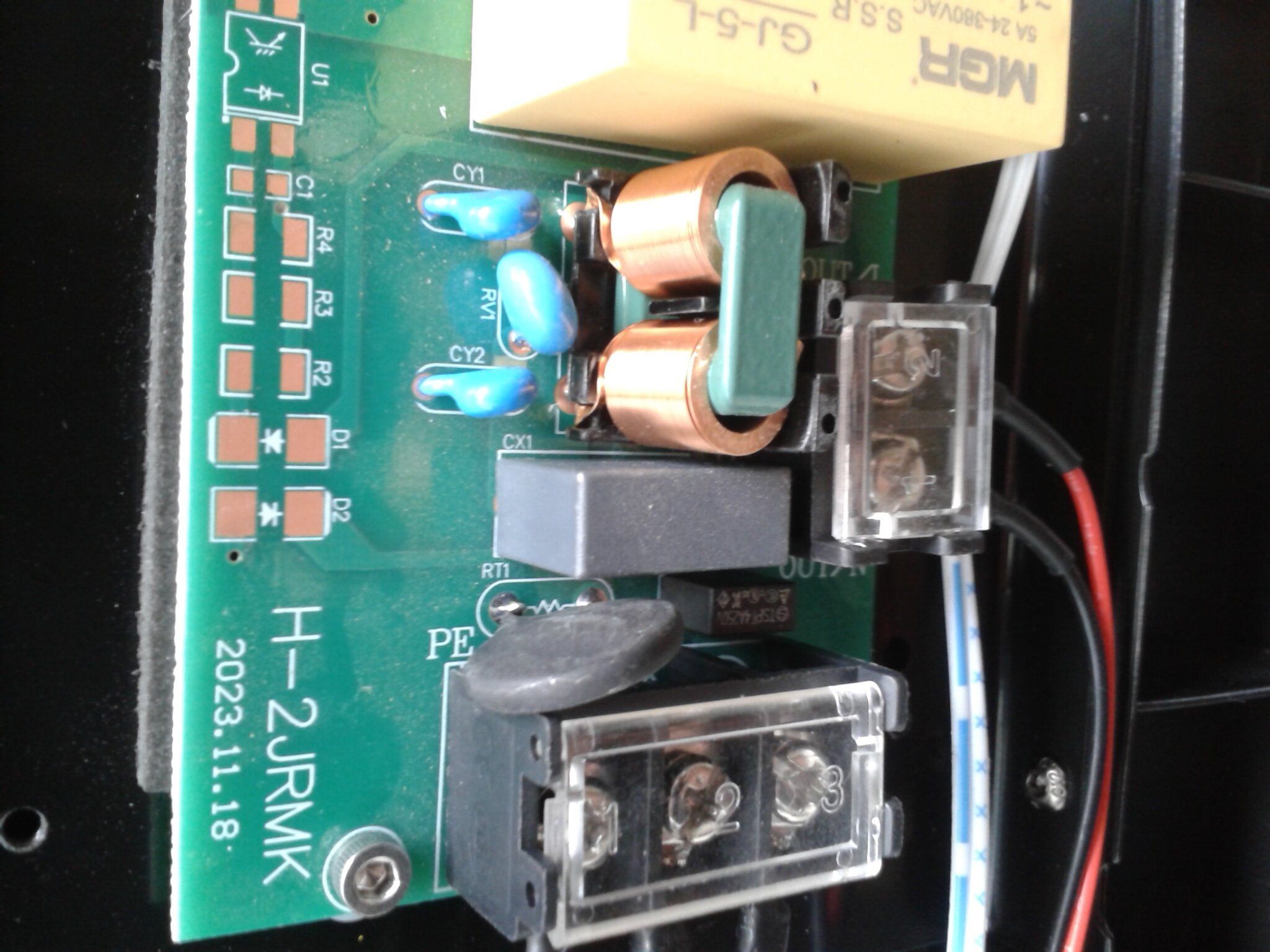
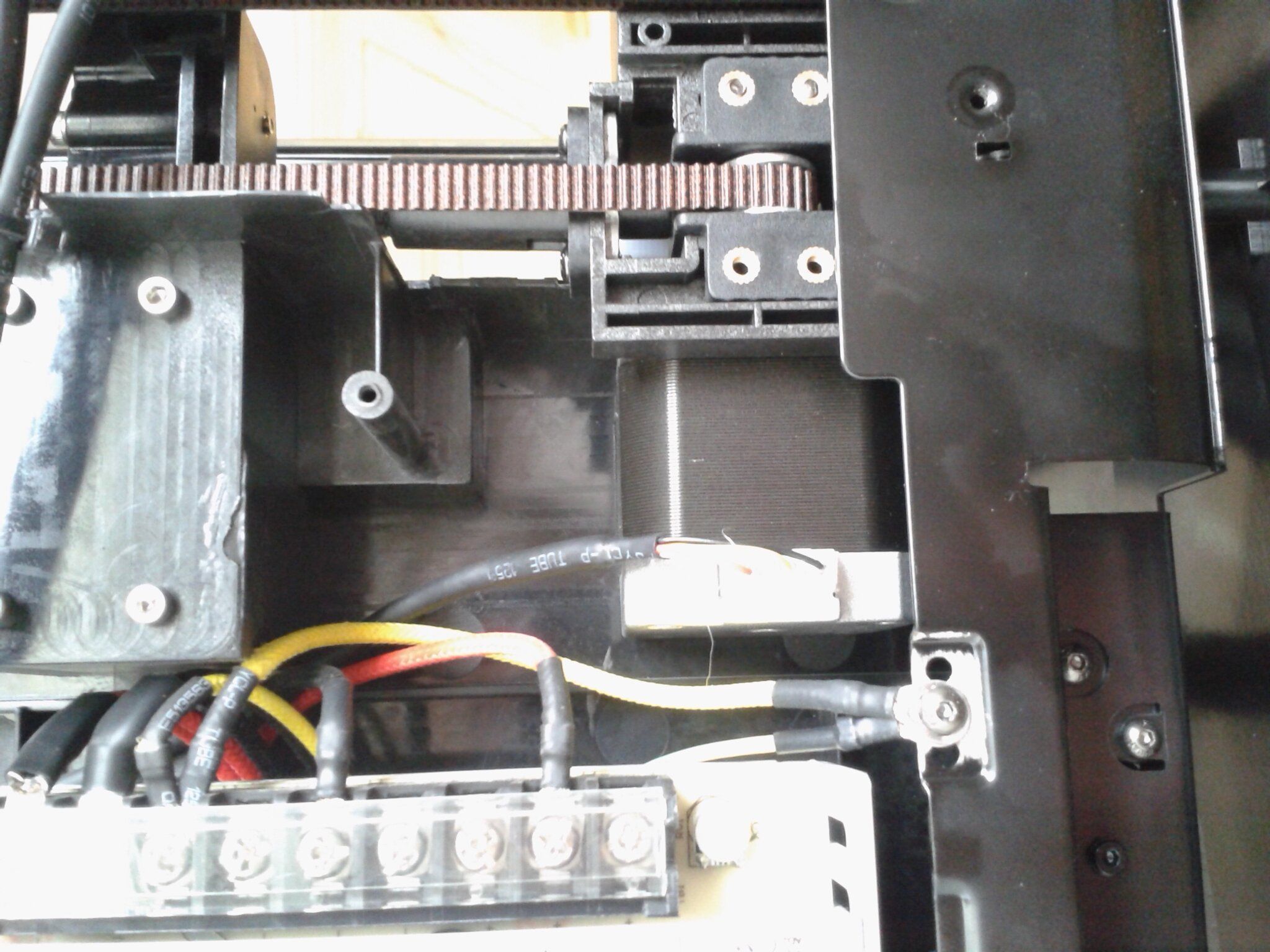
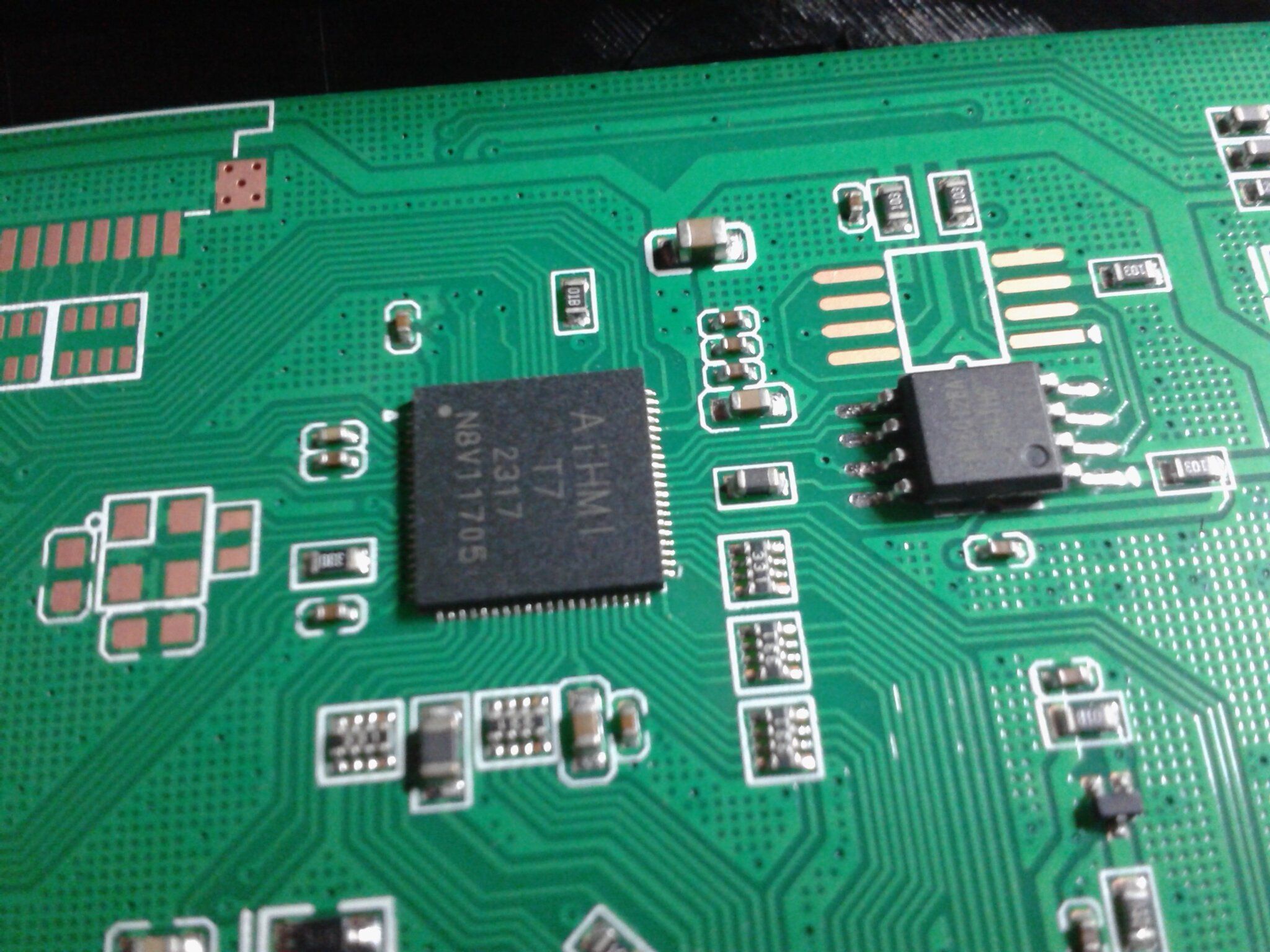
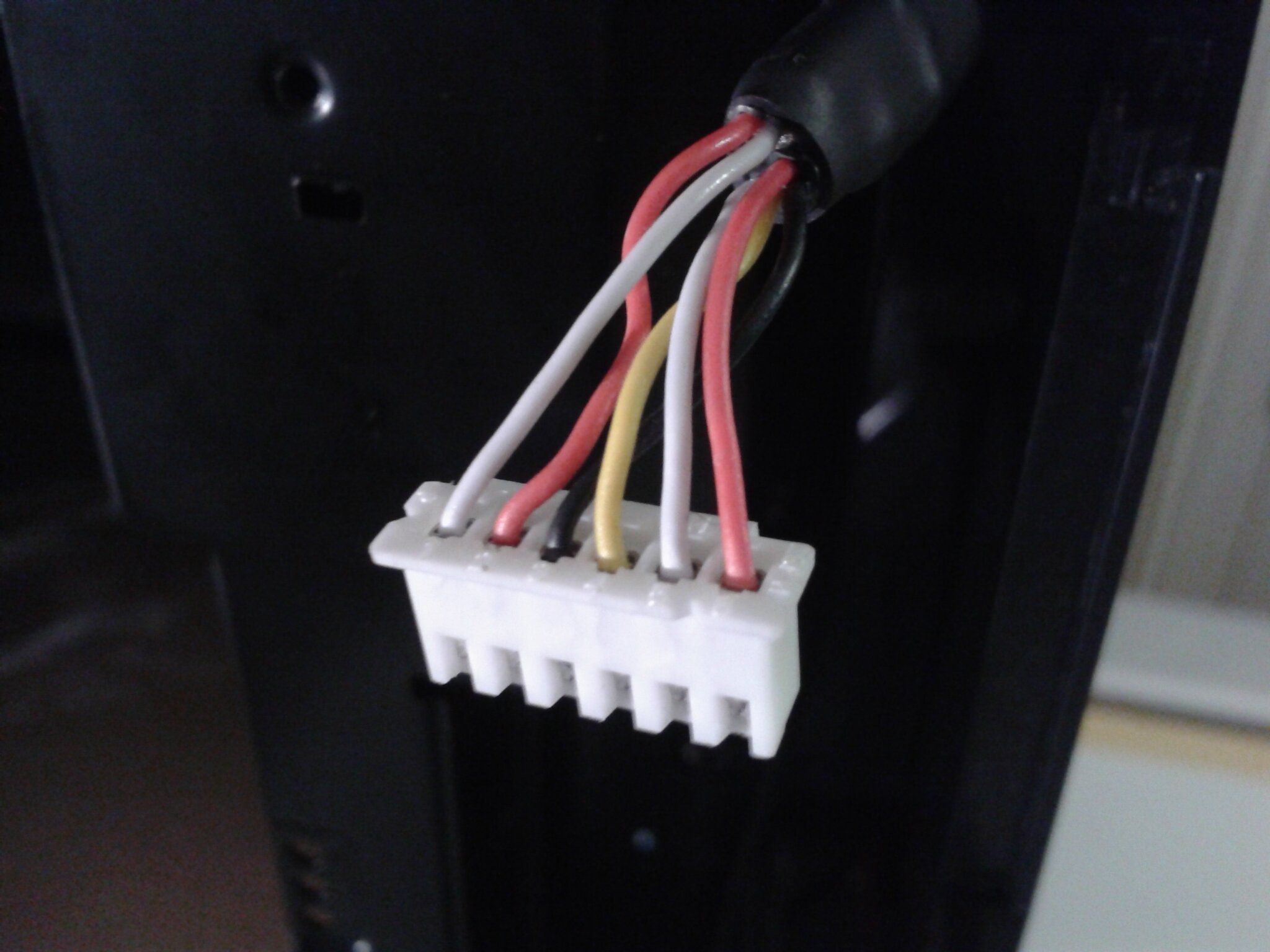
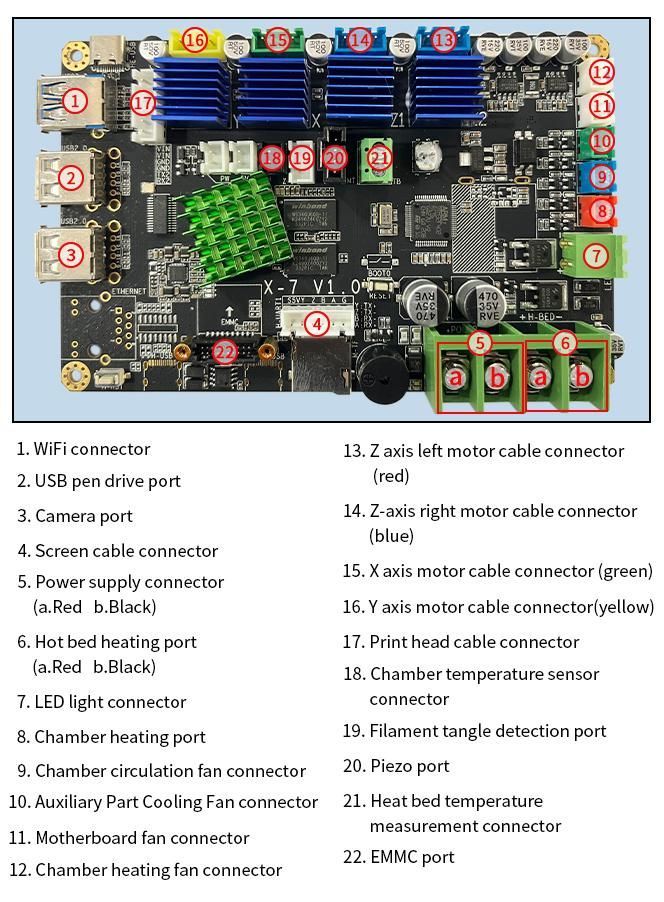
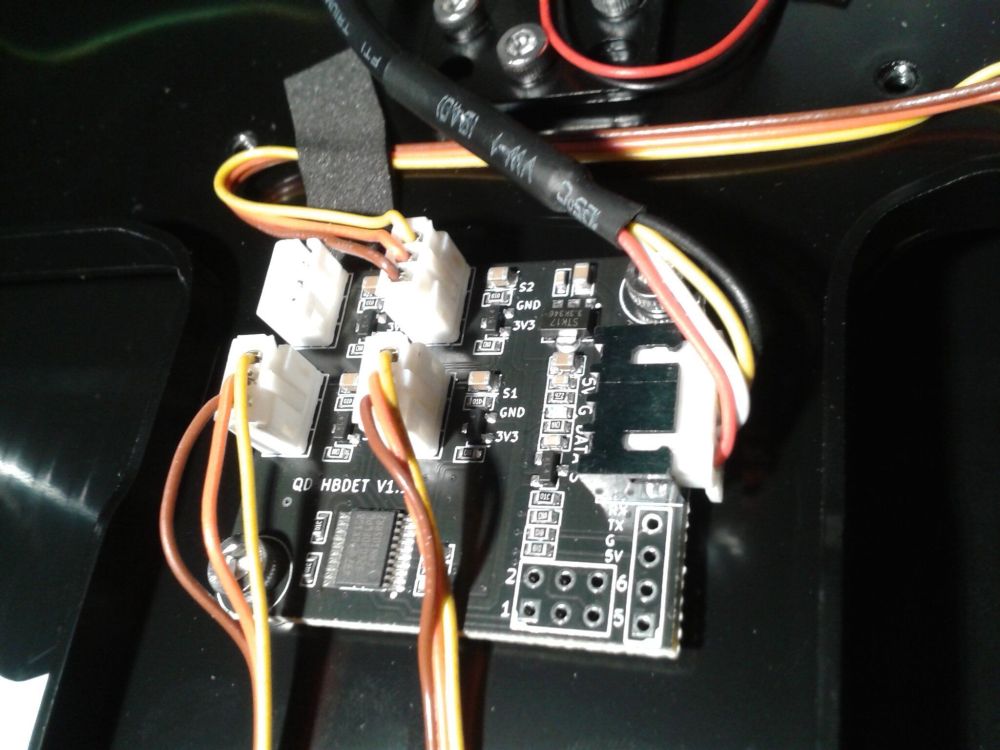
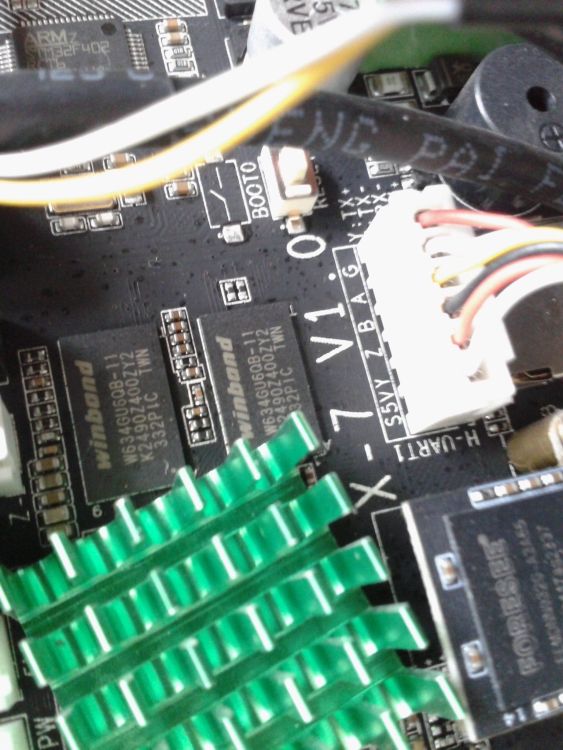
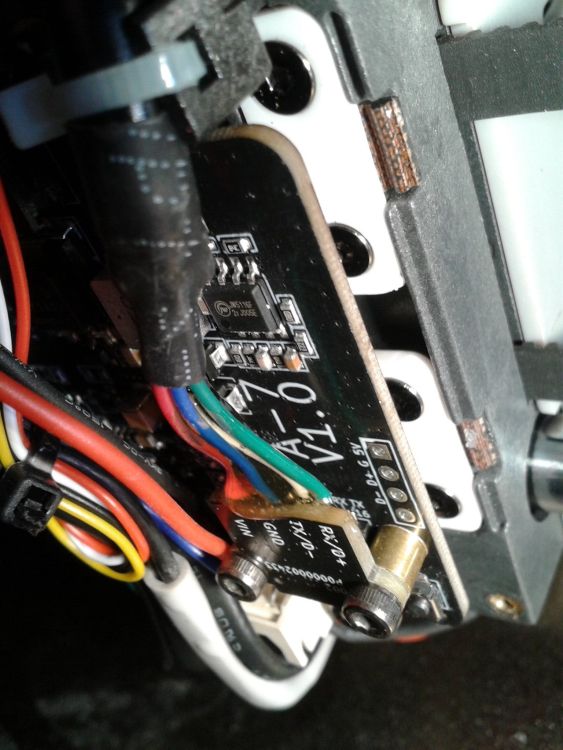
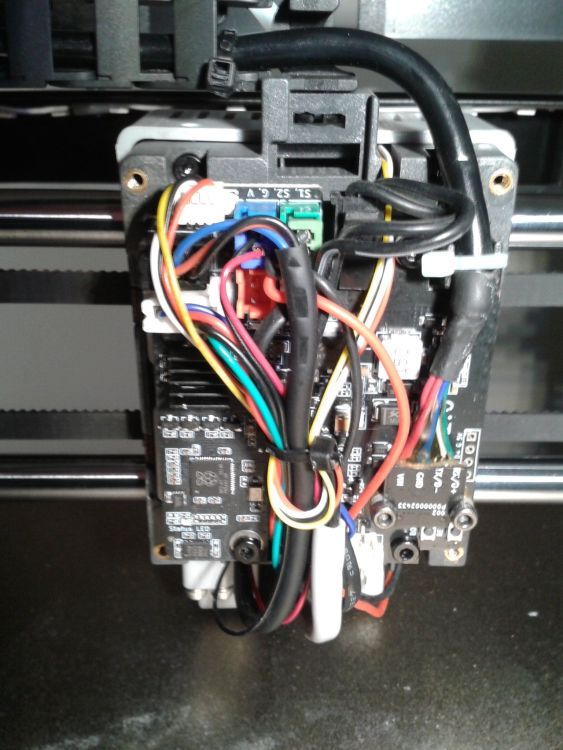
C'est la procédure désormais recommandée. Avec l'ancienne procédure où on purgeait un peu de filament pour ensuite le rétracter, l'extrémité du filament laissait un fil très fin qui pouvait rester dans les dents des roues d'entrainement et pouvait causer un blocage. Cette manière de faire est plus efficace (couper le filament à l'entrée de l'extrudeur) mais aurait mérité d'être plus aboutie avec, par exemple, une coupe automatique comme cela se fait sur d'autres marques (que je ne citerai pas, ne souhaitant pas faire de publicité pour des systèmes propriétaires et fermés). Dans l'ensemble ça me semble une bonne imprimante avec quelques «innovations» / améliorations des Serie 3: nettoyage de la buse automatique système de nivellement, lui aussi automatisé, utilisant deux (2) matériels : un pour relever la topographie du plateau (sonde inductive, section [qdprobe] (voir le fichier Python qdprobe.py dans klipper/klippy/extras) un pour éviter la procédure de réglage du Zoffset, souvent mal comprise par les débutants (smart_ effector => la buse sert à détecter le plateau, voir la documentation de Duet et/ou celle de Klipper)… Toutefois, ça ressemble fortement d'après les photos du dessous du lit chauffant à des capteurs piezo (trois capteurs dessous) détection de fin de filament (là aussi, il semble y avoir deux composants (un à l'entrée de l'extrudeur => capteur Hall, l'autre à l'entrée du filament à l'intérieur du caisson)) nouvelle tête d'extrusion (radiateur différent des Serie 3, corps de chauffe ) caméra intégrée d'origine (on trouve sur les sites de fichiers STL des ajouts pour atténuer la lumière des LEDs) carte mère en version 7, aménagement / modification des versions 4 et 6 : plus d'Ethernet (le connecteur n'est pas soudé et en plus le composant électronique gérant cette connexion n'est pas lui non plus soudé) ajout d'un connecteur double USB (réalisable moyennant soudure sur les Serie 3) connecteur «écran» à six fils au lieu de 4 (Serie 3) écran TJC (Nextion pour l'Asie), puce AI HMI version T7 implémentation d'un quatrième pilote moteur (pour le double axe Z indépendants) pas vu de supercondensateur sur la carte comme pour les Serie 3 la liaison vers la carte fille de la tête ne se fait plus via un câble USB-C mais via un connecteur dédié1 point
-
Merci. Comme je n'avais pas l'info avant la fin de l'embargo médiatique (là j'ai pleins d'infos d'un coup qu'il me faut ajouter ... et je le fait petit a petit), donc, tu n'as peut être pas vu ( car je l'ai ajouté il n'y a pas longtemps et seulement dans le tableau des spéc pour le moment) ou encore sur l'article de présentation de @Julien https://www.lesimprimantes3d.fr/qidi-tech-q1-pro-presentation-20240320/1 point
-
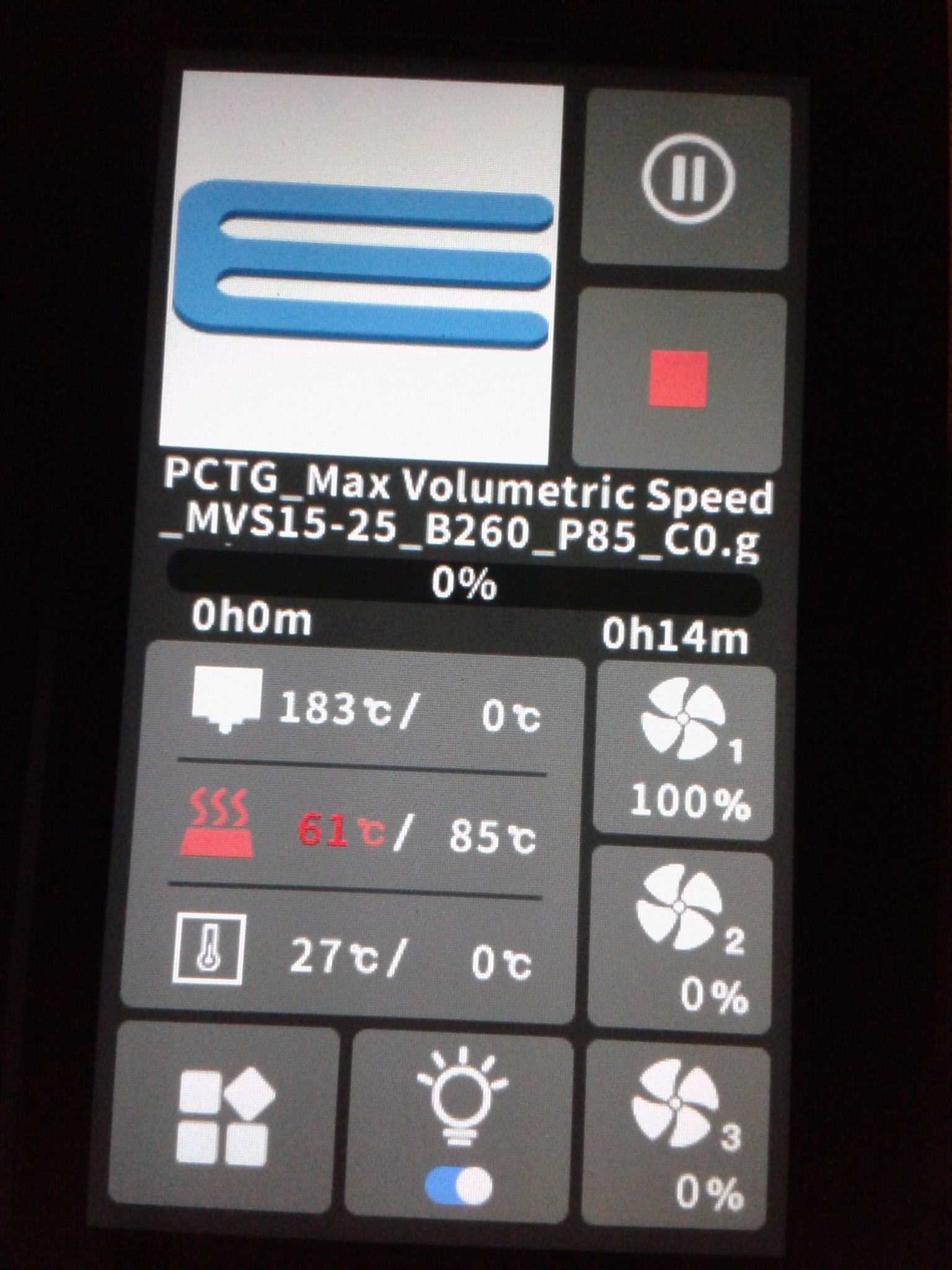
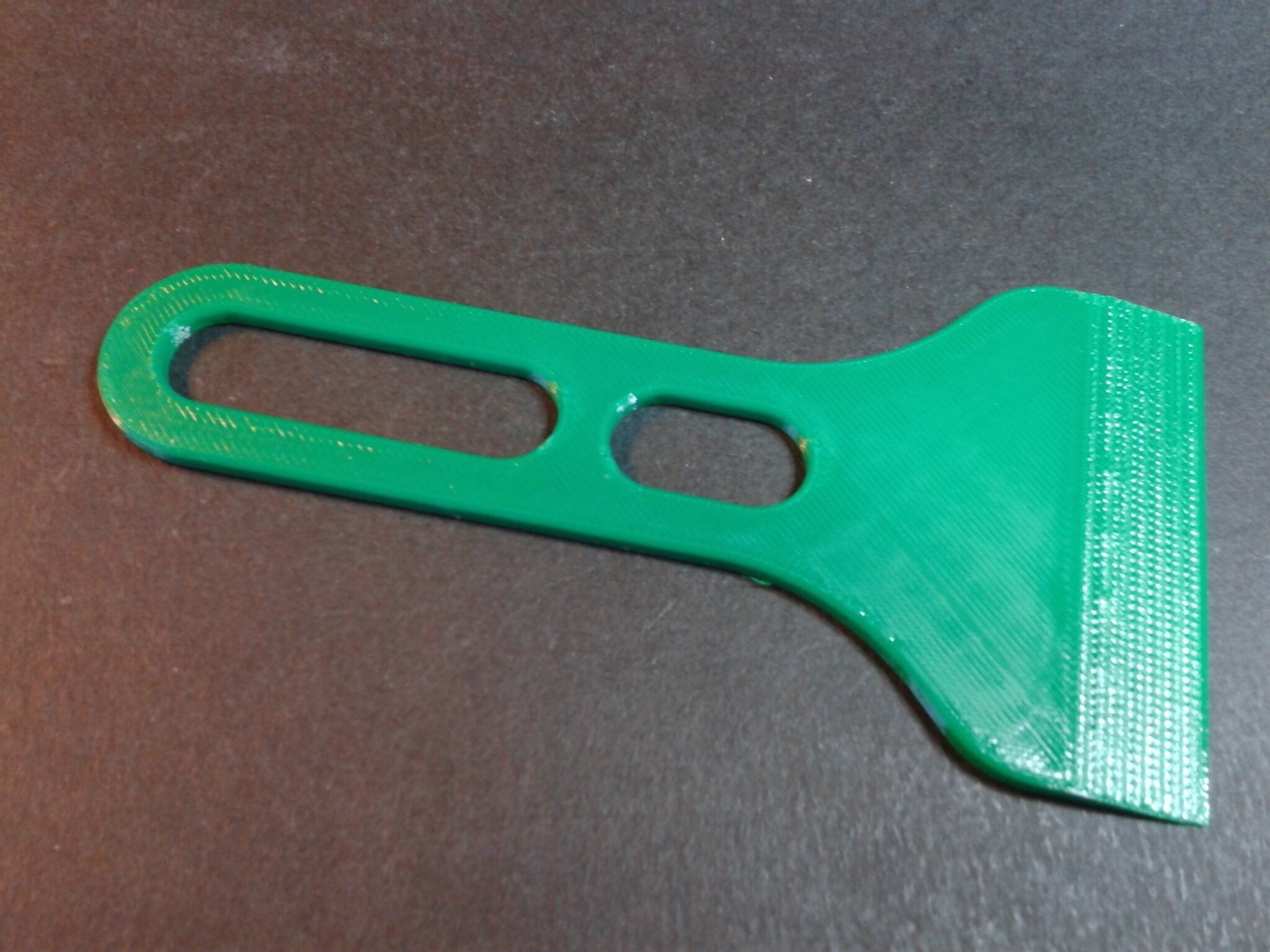
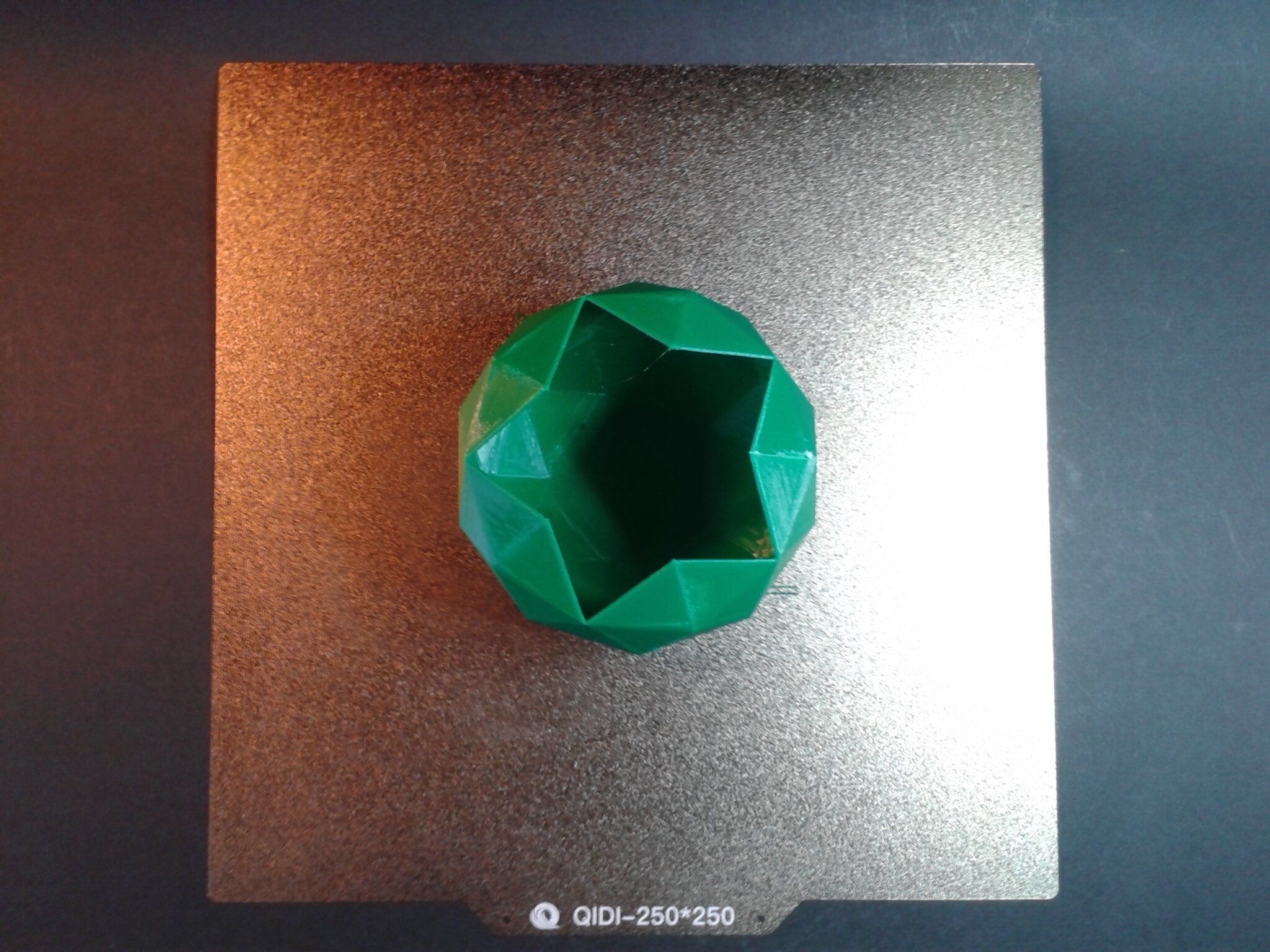
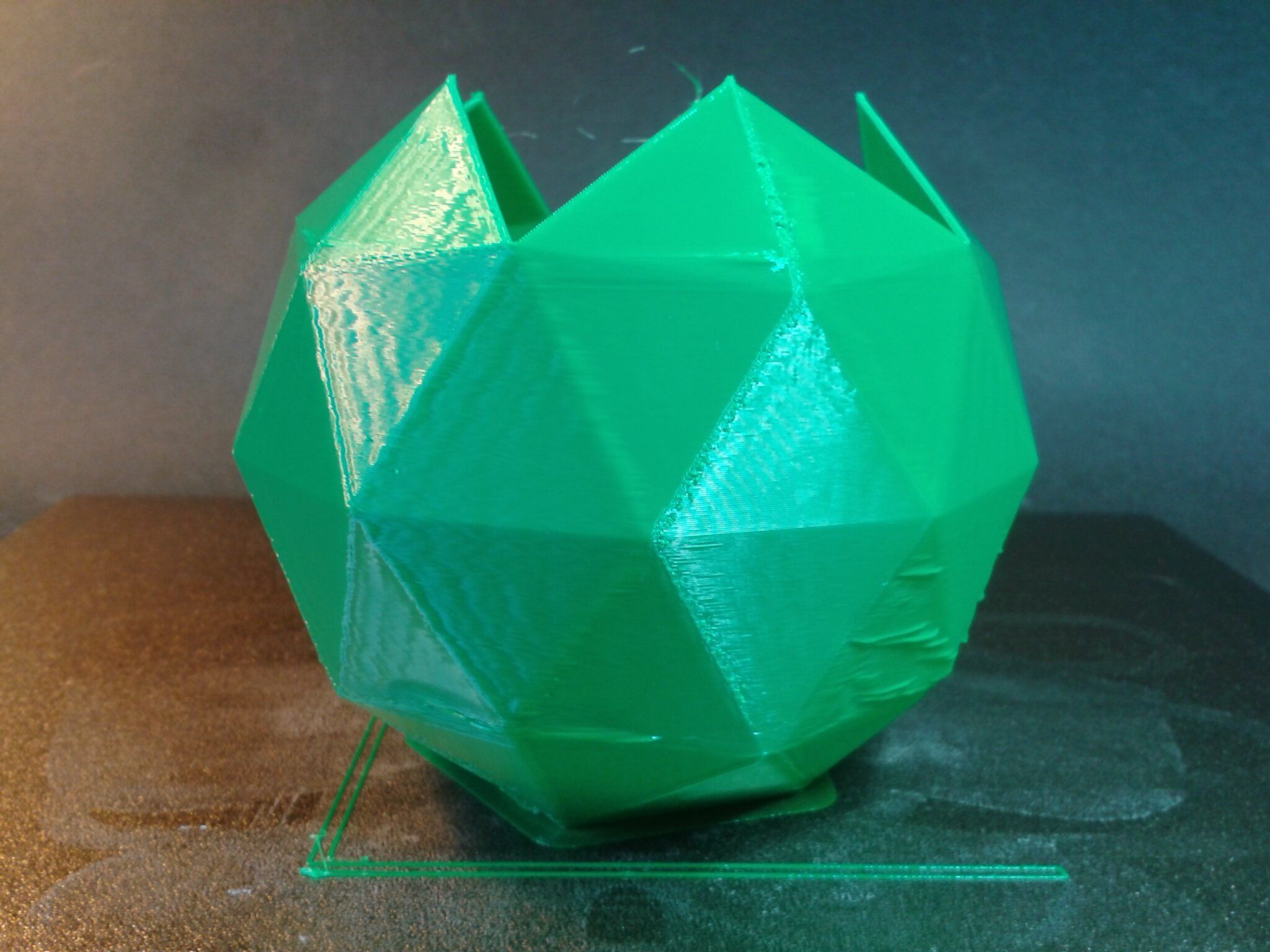
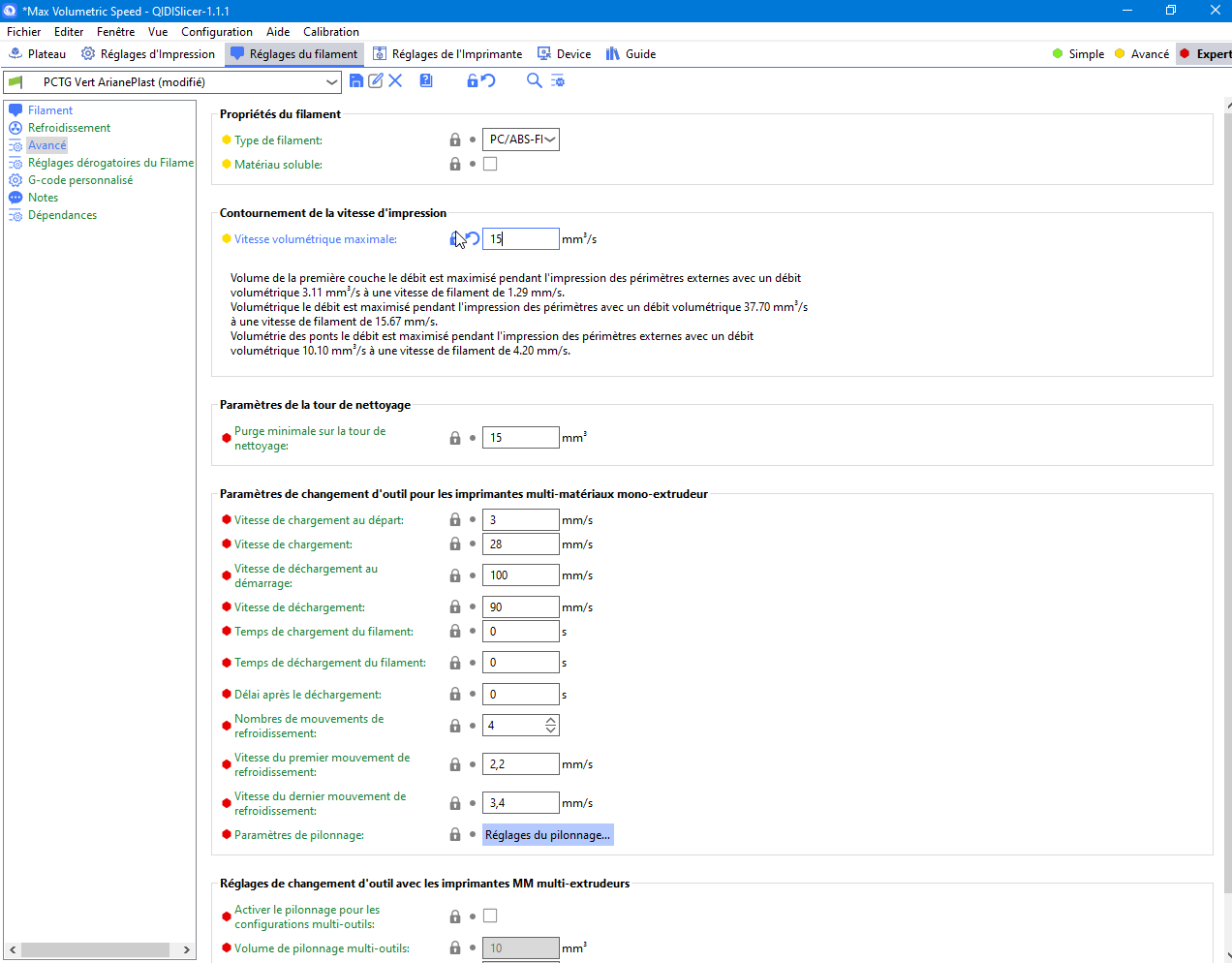
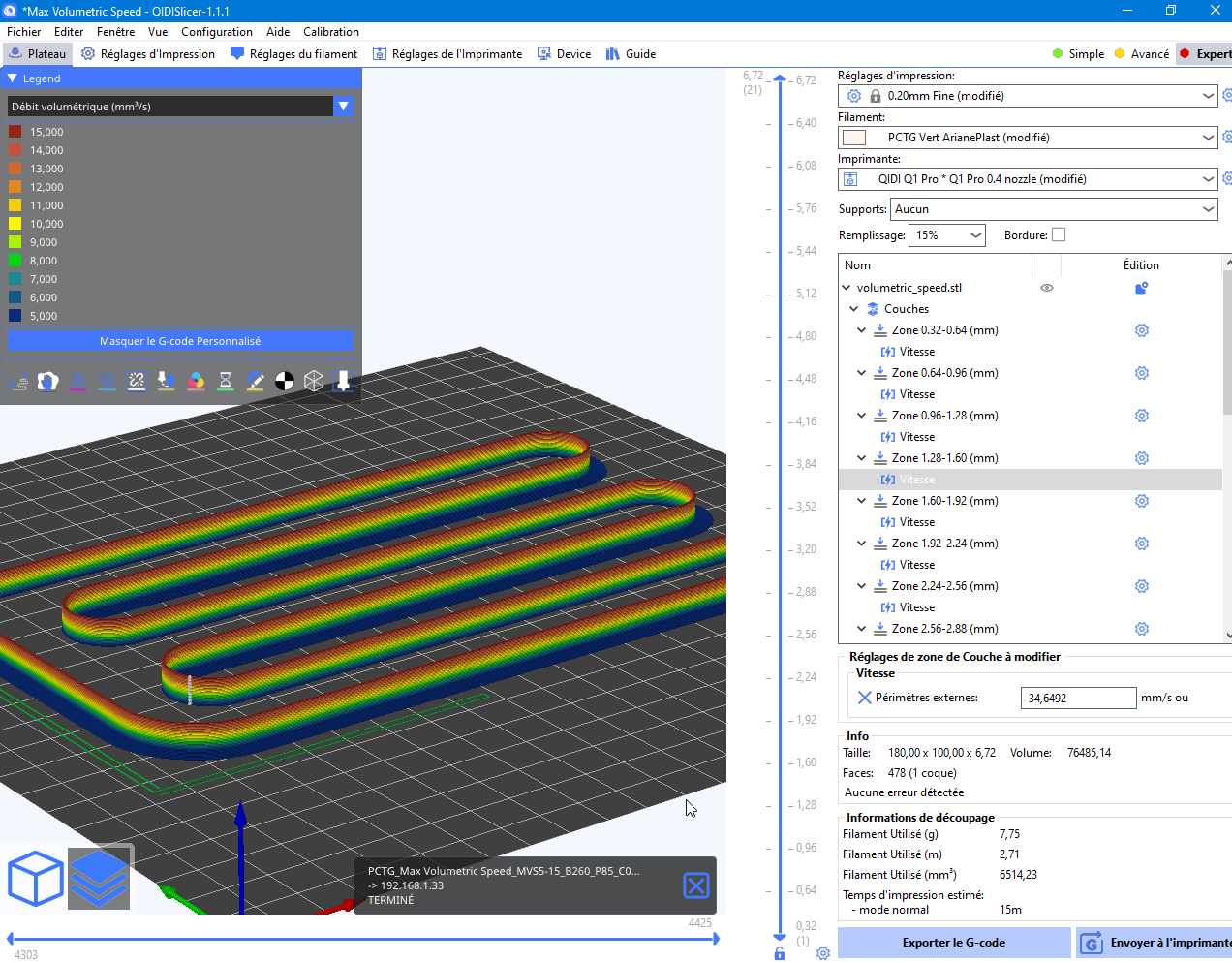
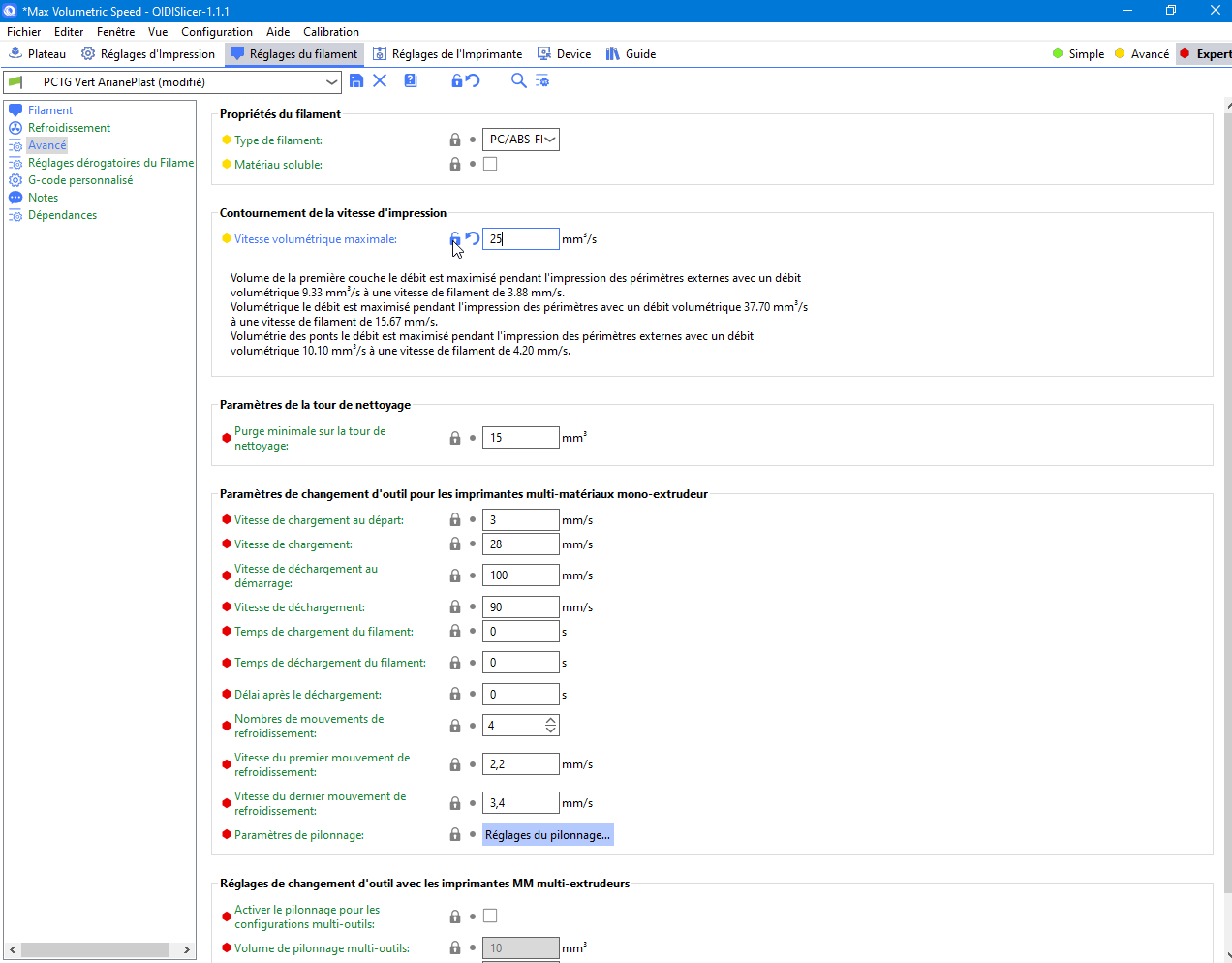
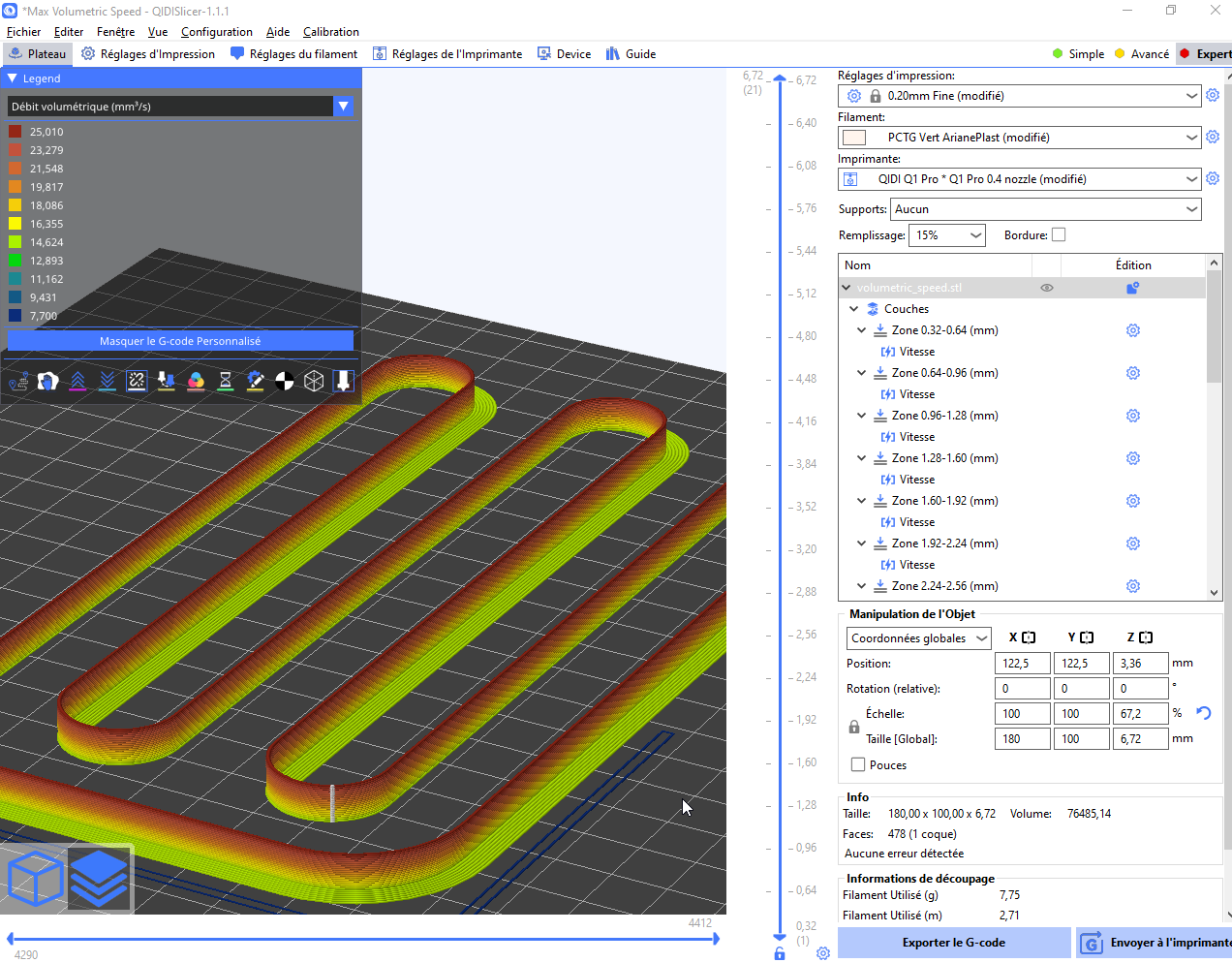
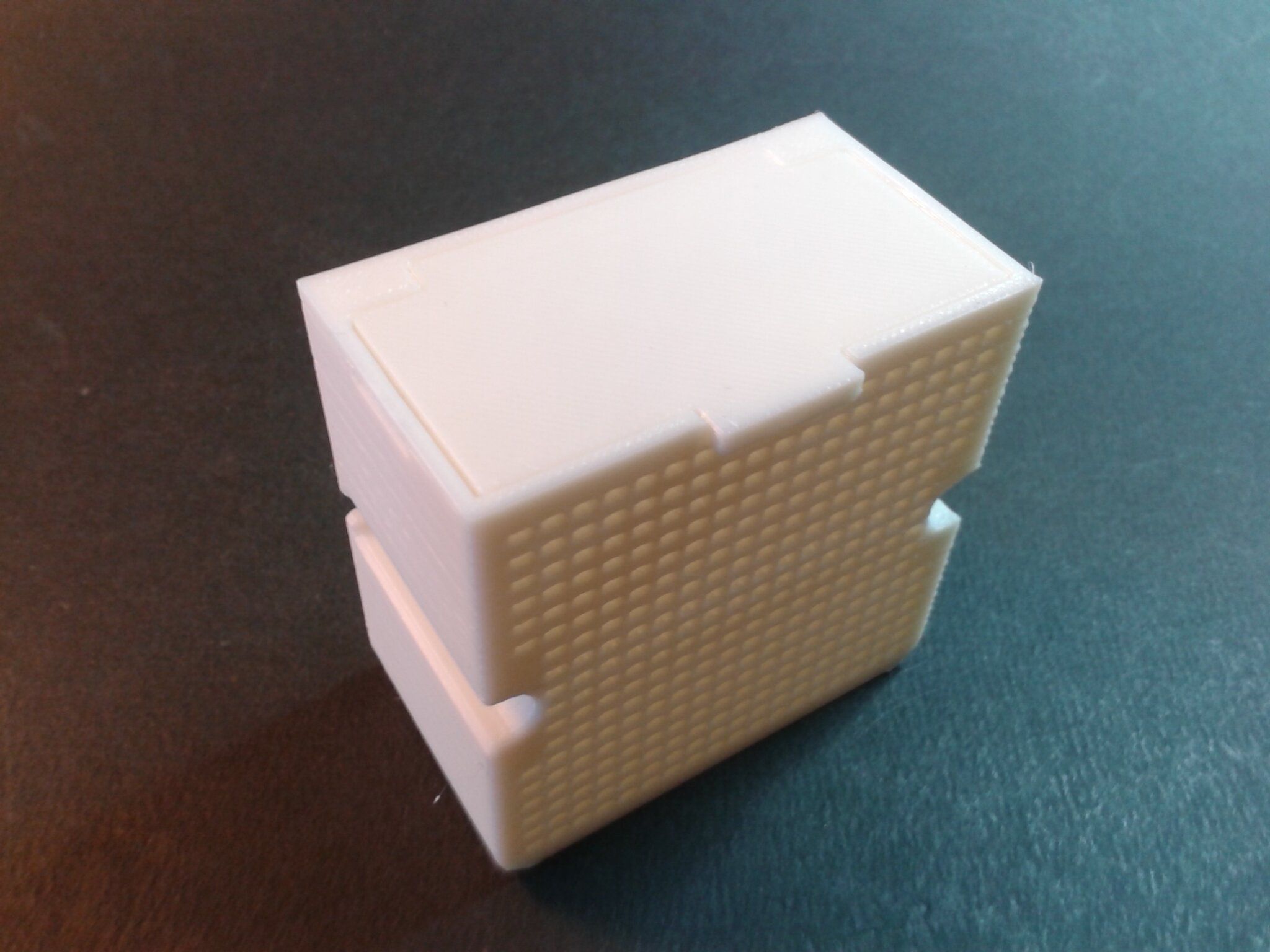
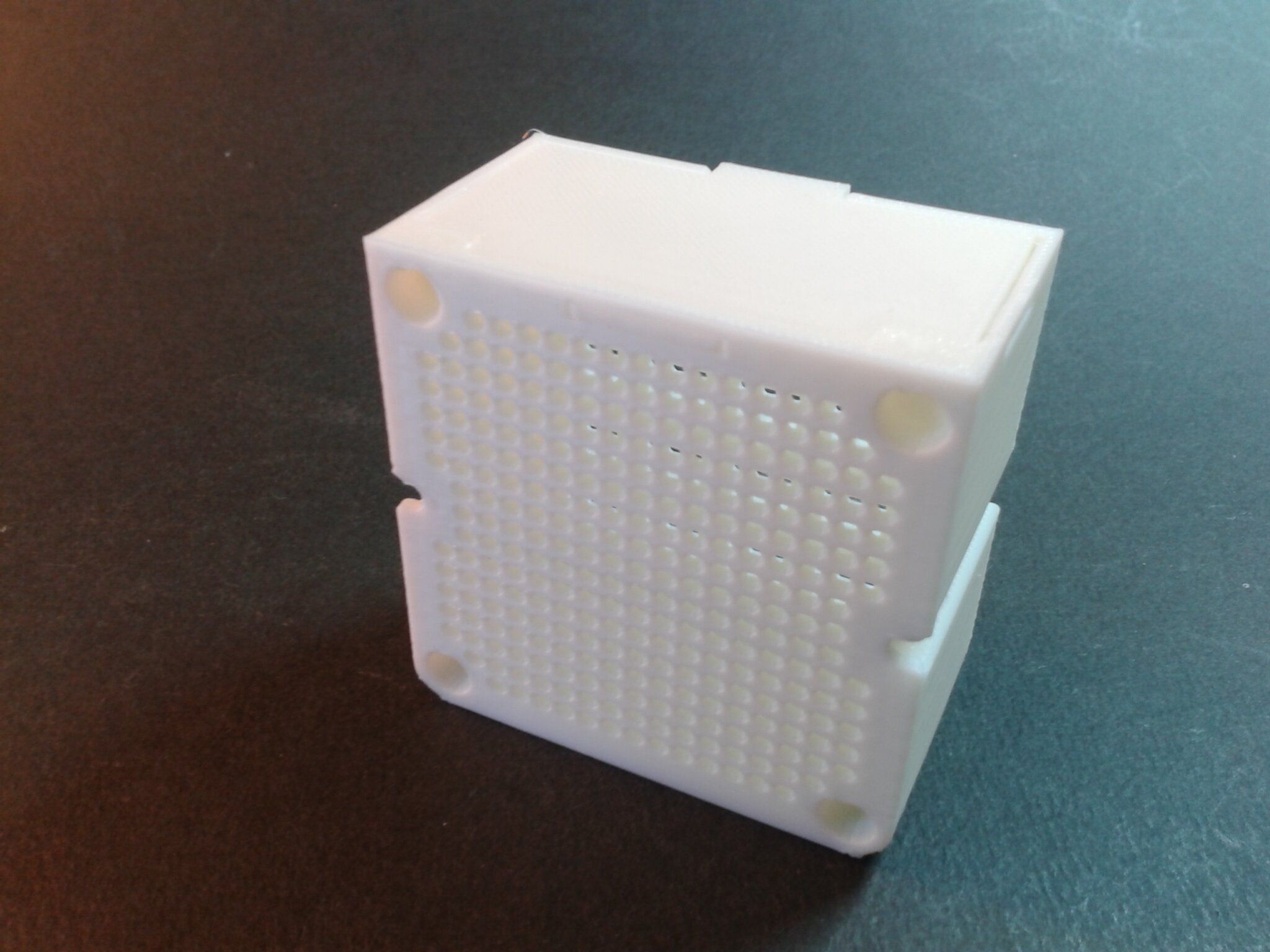
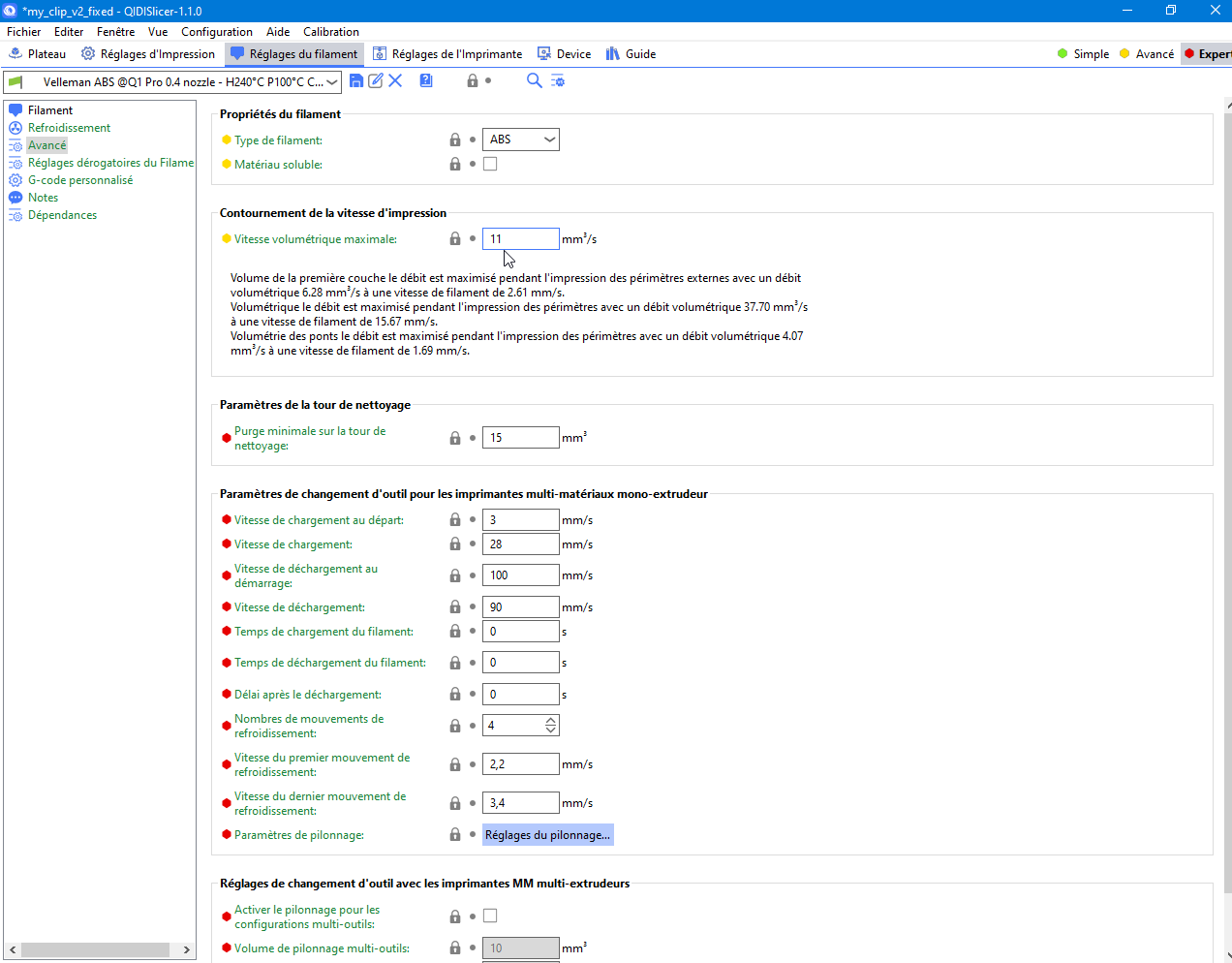
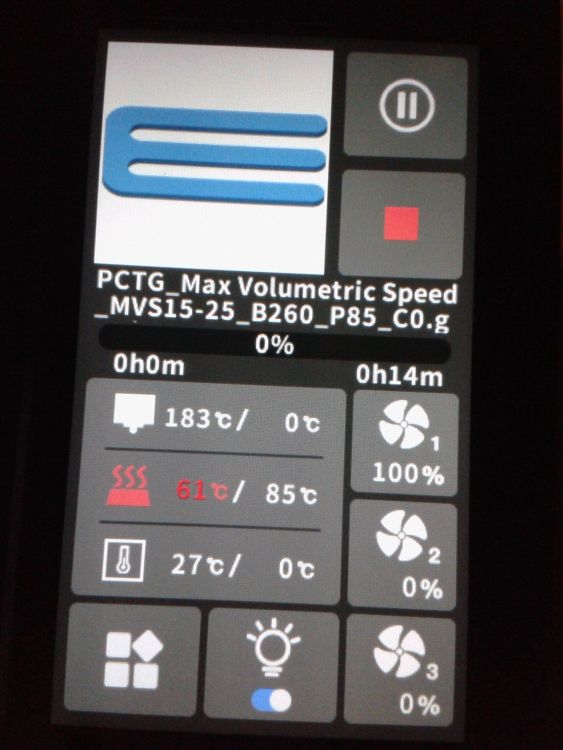
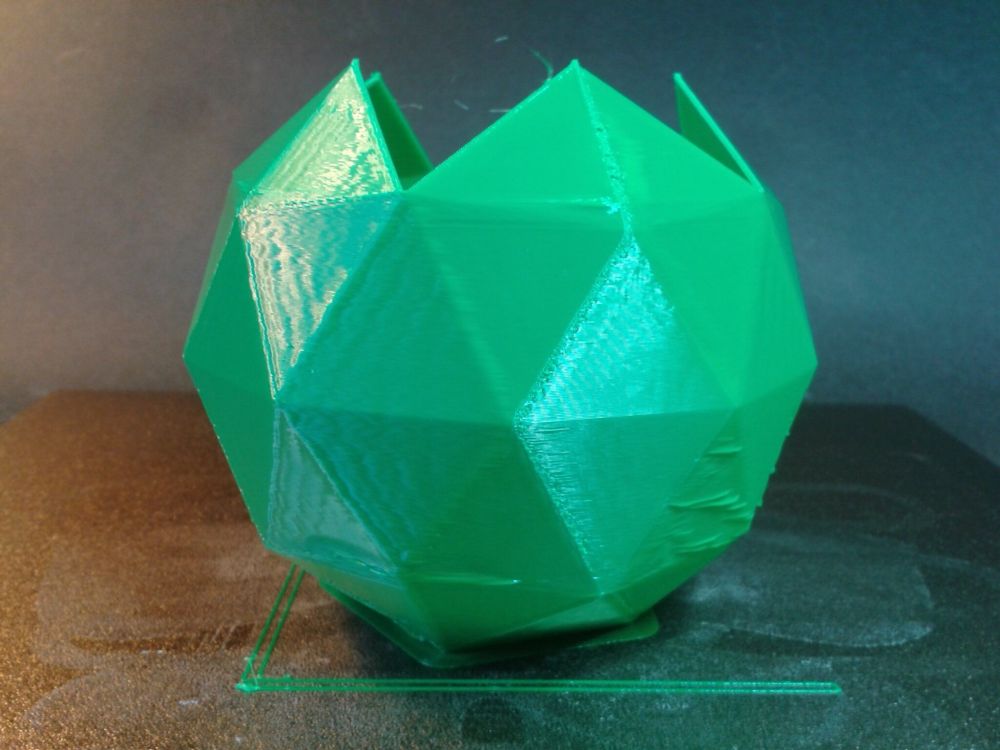
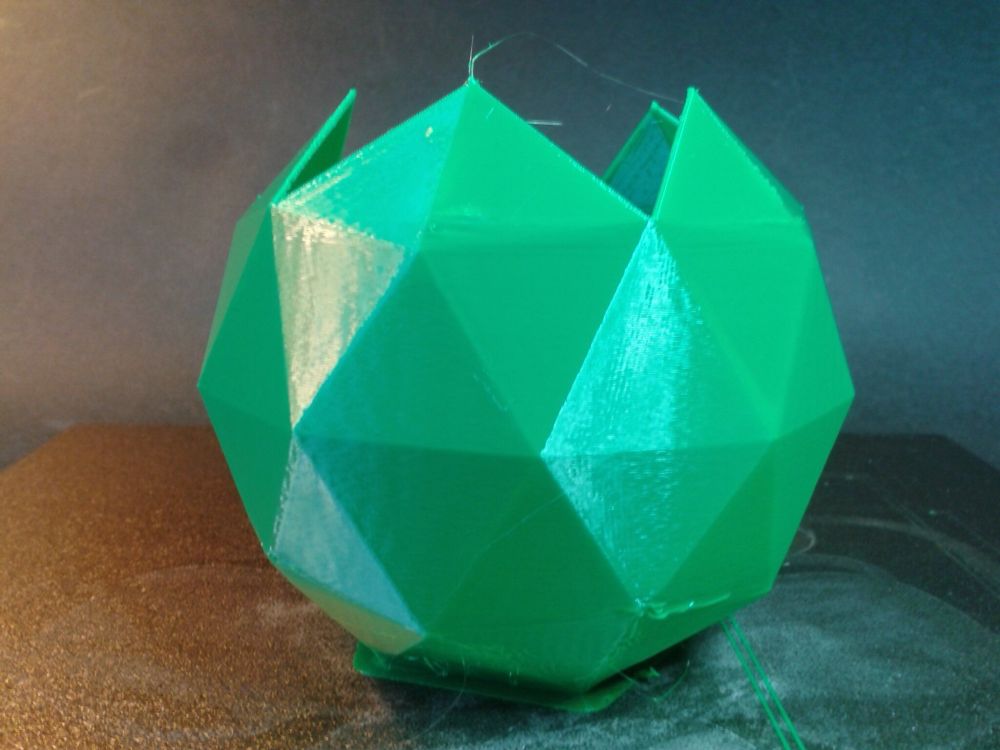
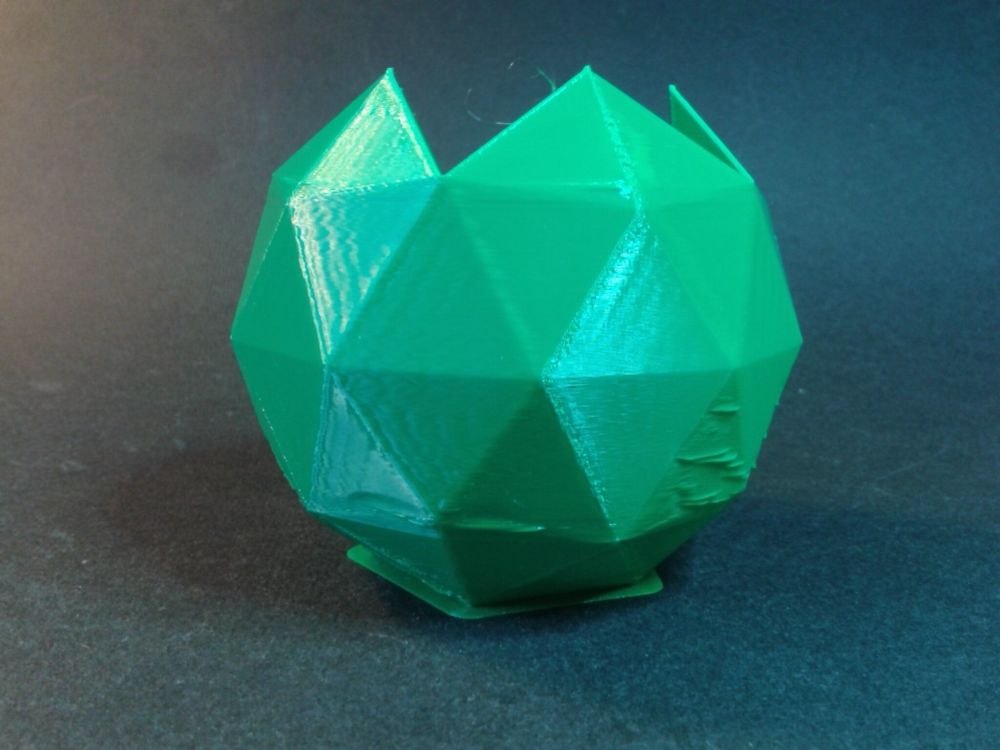
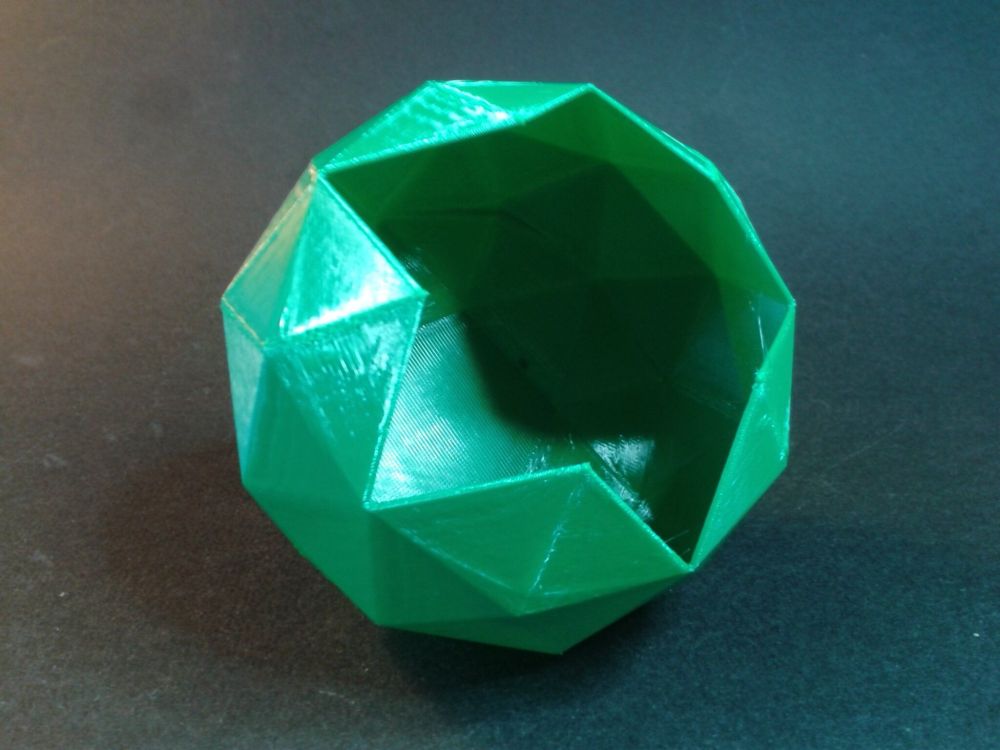
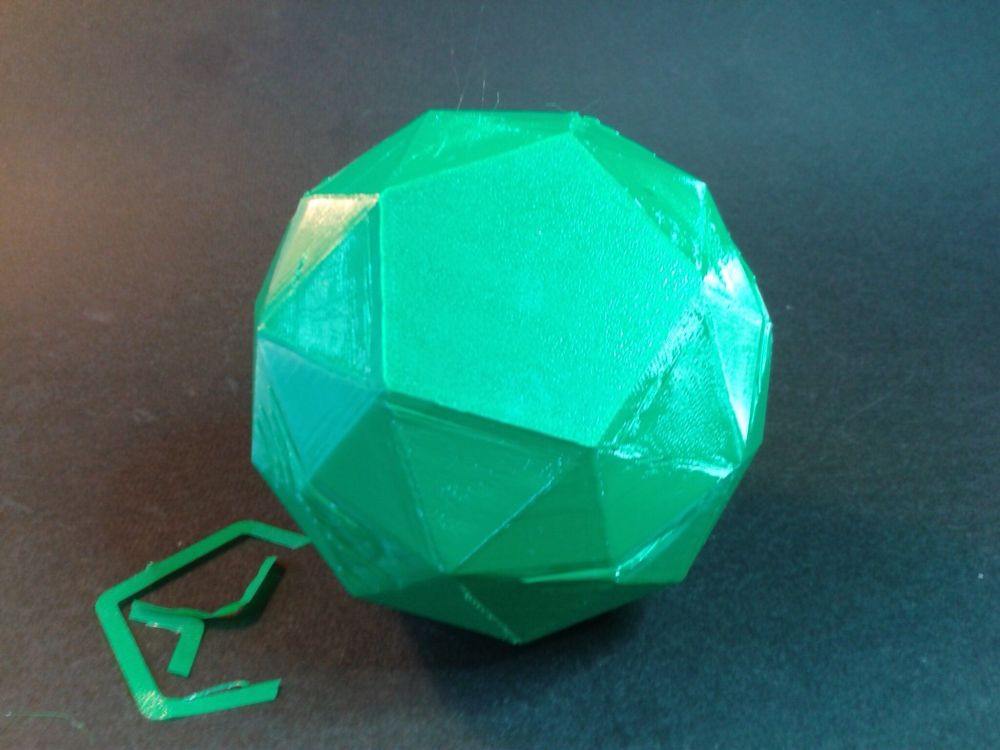
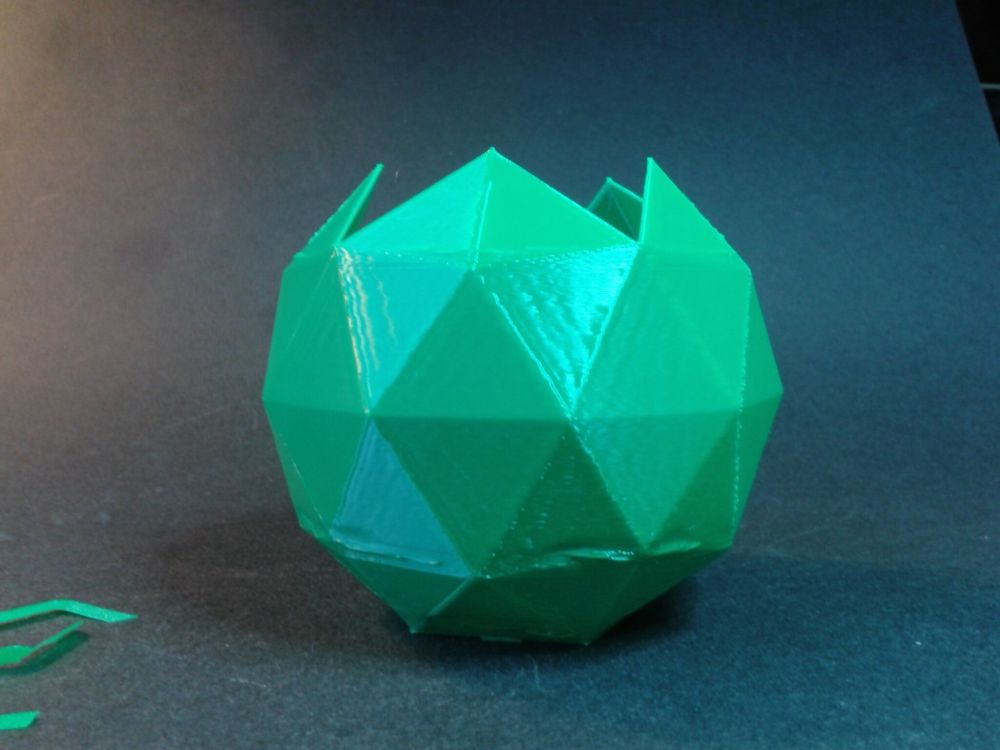
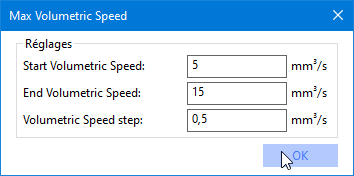
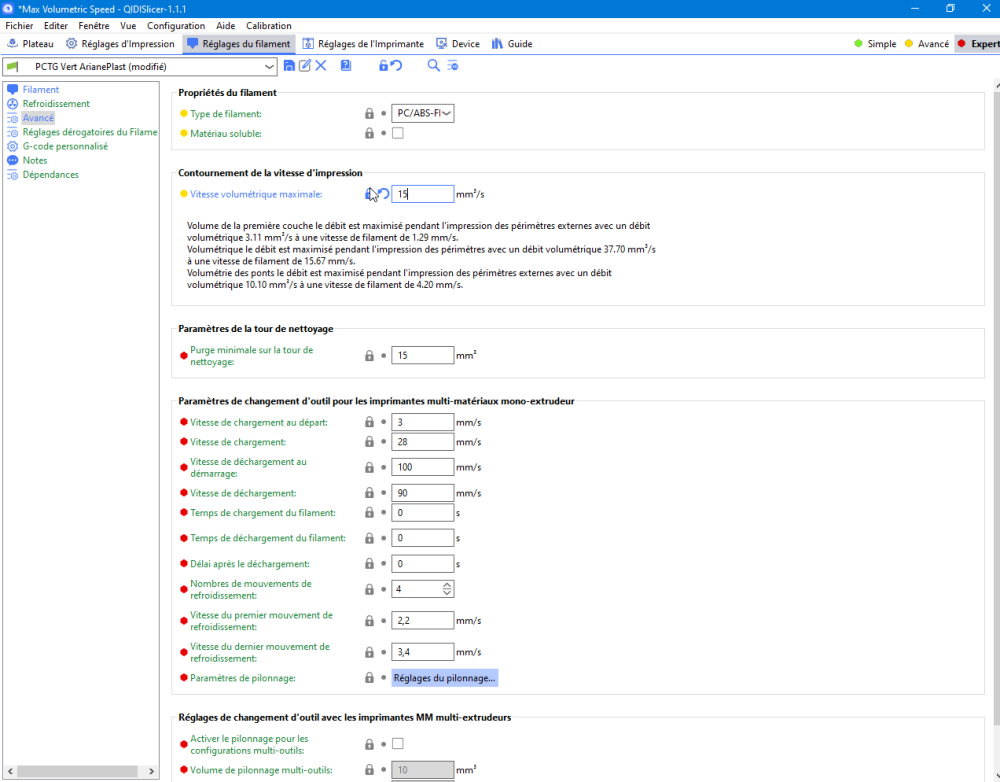
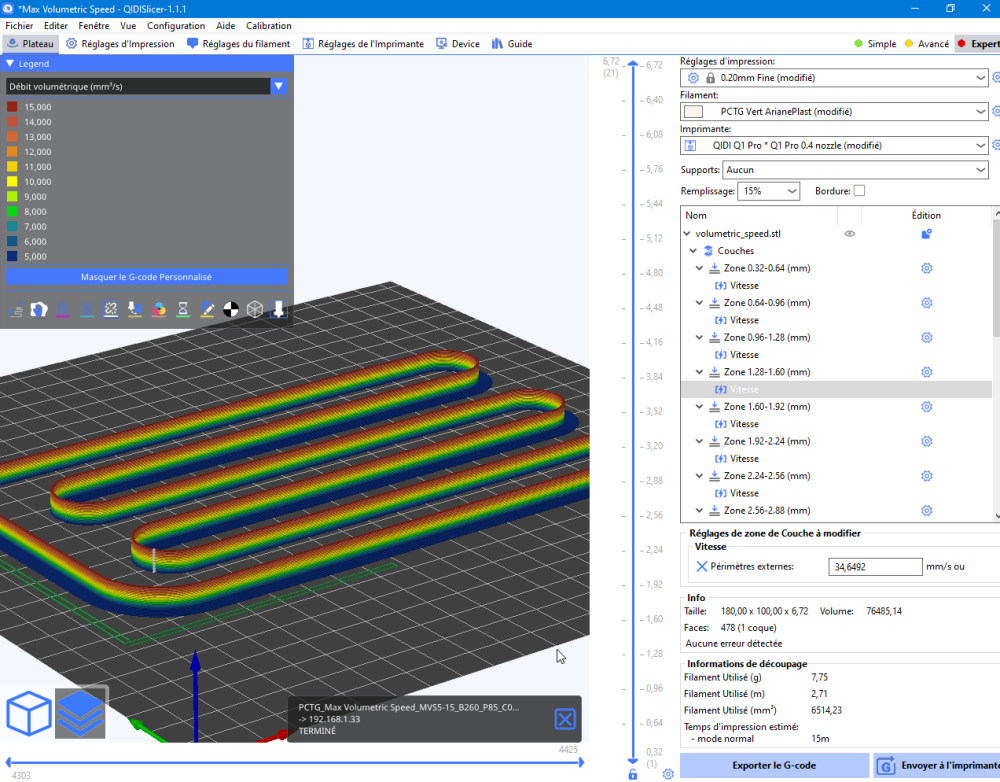
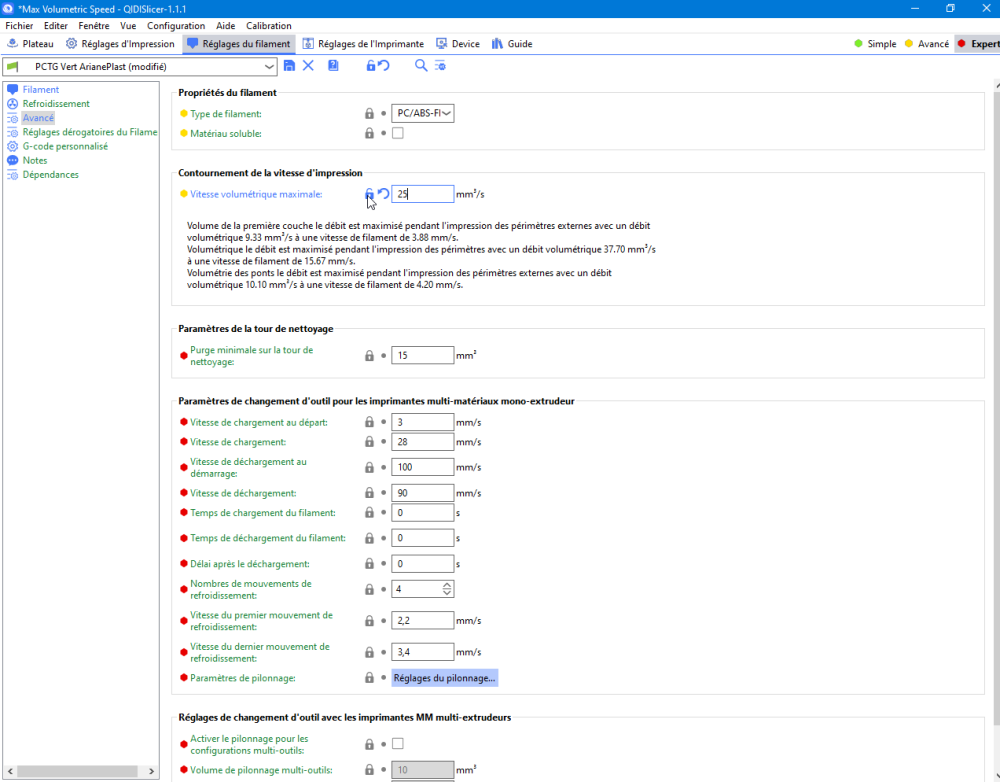
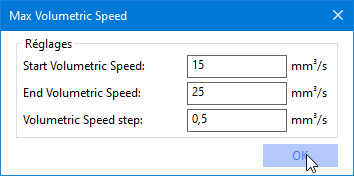
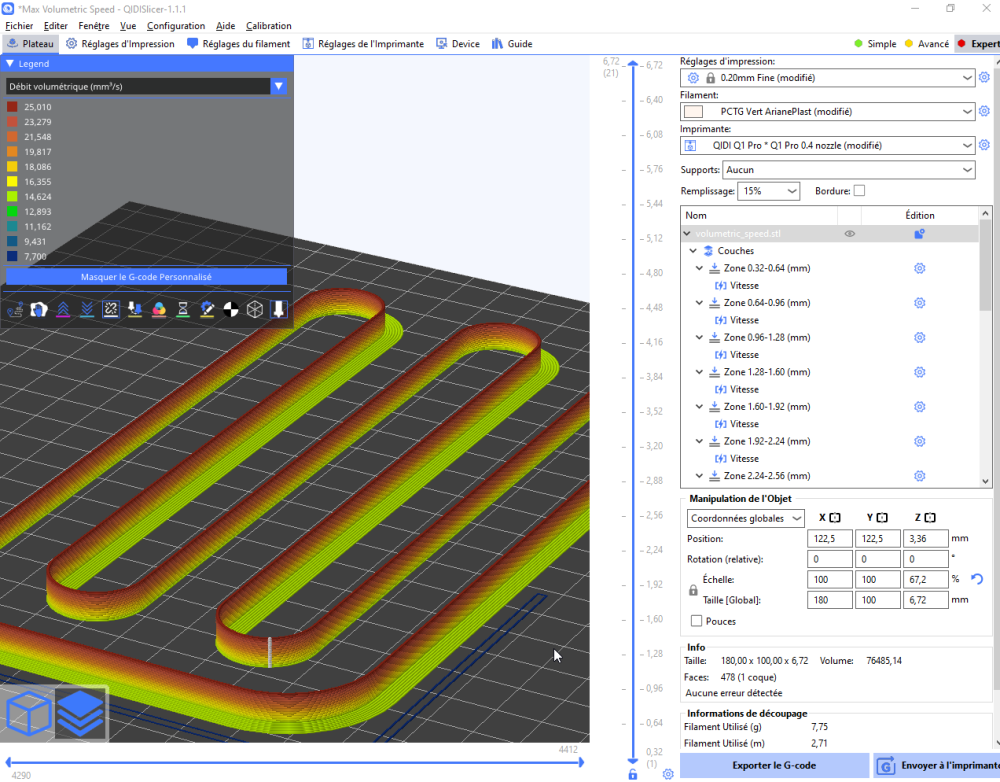
Autres impressions - (Acte VI) - PCTG Je n'avais encore jamais imprimé de PCTG PCTG filament 3D Arianeplast 1.75mm fabriqué en France https://www.arianeplast.com/haute-resistance/3148-pctg-filament-3d-arianeplast-175mm-fabrique-en-france.html#/45-couleur-vert Comme la page d'ArianePlast ne dit pas si besoins d'une chambre chauffé, je fait une recherche google de "PCTG" https://fiberlogy.com/fr/filaments/pctg/ Donc il ne semble pas y avoir besoins d'avoir un caisson/une chambre fermé ou chaufé pour le PCTG J'ai reprise un profile de PC/ABS FR Donc faible ventillation de refroidissement modifié Buse 260°C, Plateau 85°C, Chambre 0°C (Pour l'instant j'imprime avec la chambre fermé. (la porte et le couvercle en place) ) Essais de MVS générer via QIDI Slicer v1.1.1, 5-15, step 0.5 = OK 15-25, step 0.5 = commence a y avoir des petit défaut sur les 3/4 dernière couches Je décide au doigts mouillé de mettre un MVS de 20 mm³/s pour ce PCTG quand imprimé avec buse a 260°C. "Printbed scraper" de "Namu3D" https://www.crealitycloud.com/model-detail/65e60578312d780ed16e7285 Fichier "printbed scraper.stl" ~4.07MB 0.2mm "Plant pot decoration 04 Icosphere" de "Dinu3DStudio" https://www.crealitycloud.com/model-detail/65edfad6090564fd5a52a7e9 Fichier "pot 04 .stl" ~7.89KB Hauteur de couche 0.2mm













 1 point
1 point -
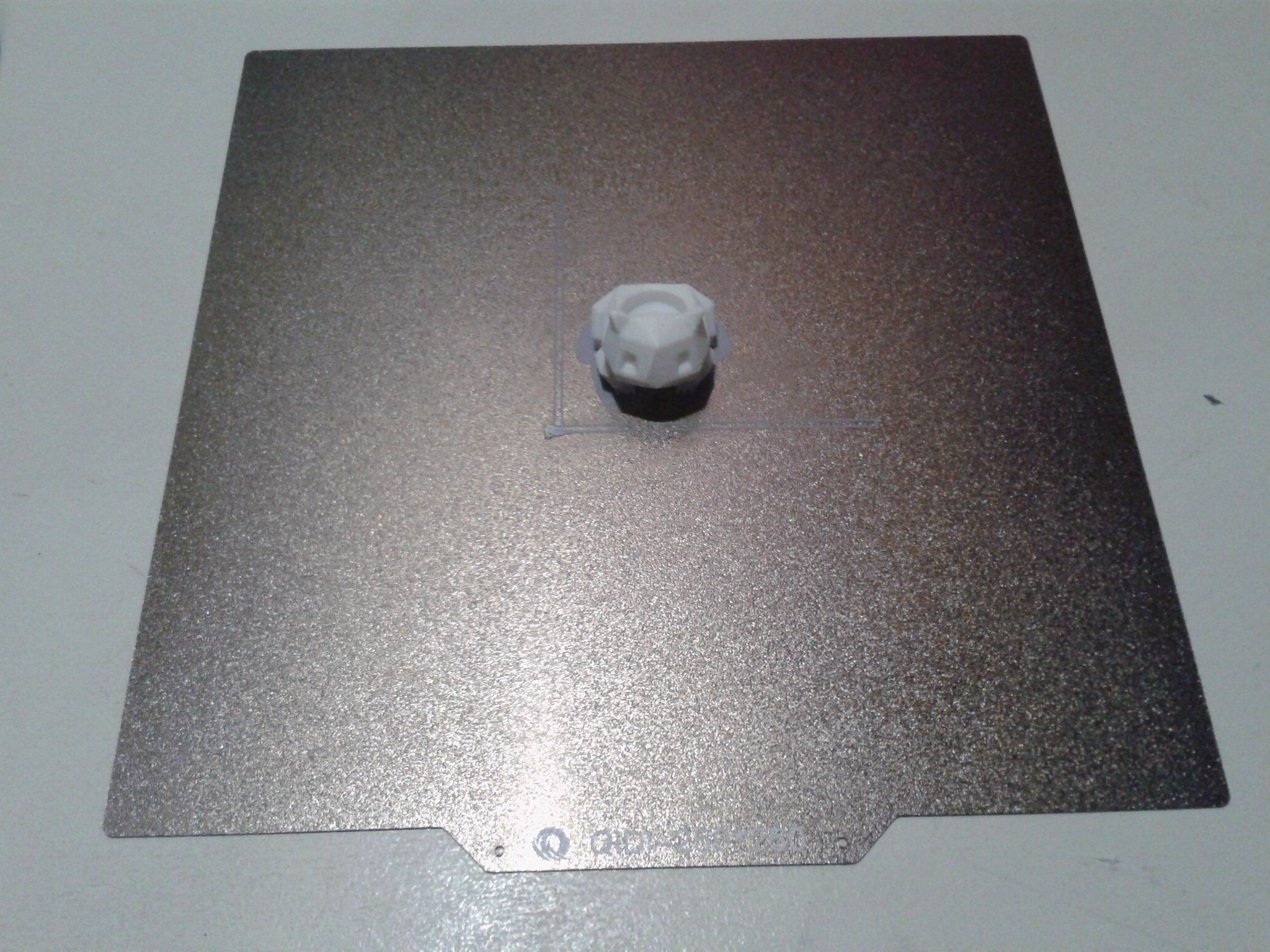
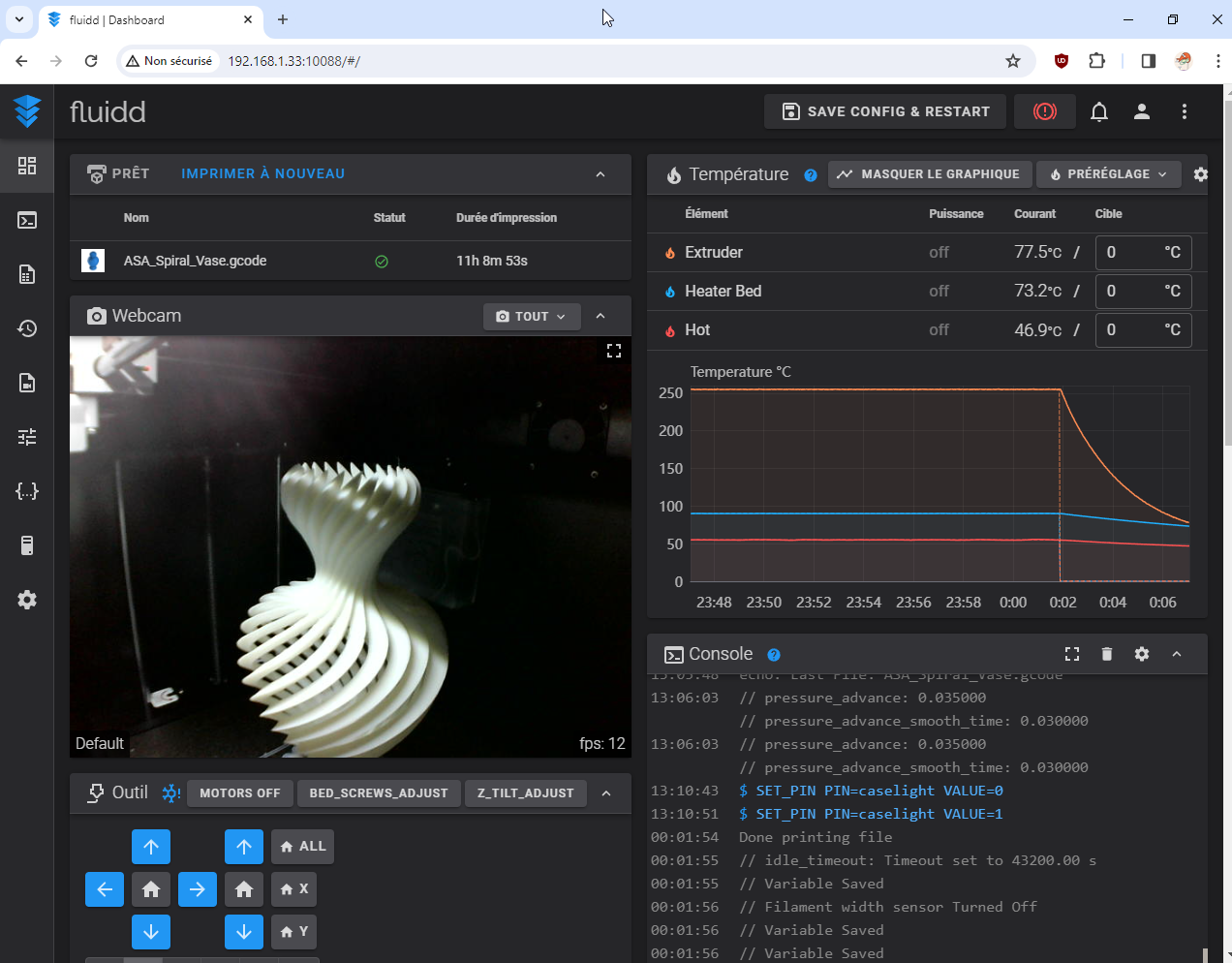
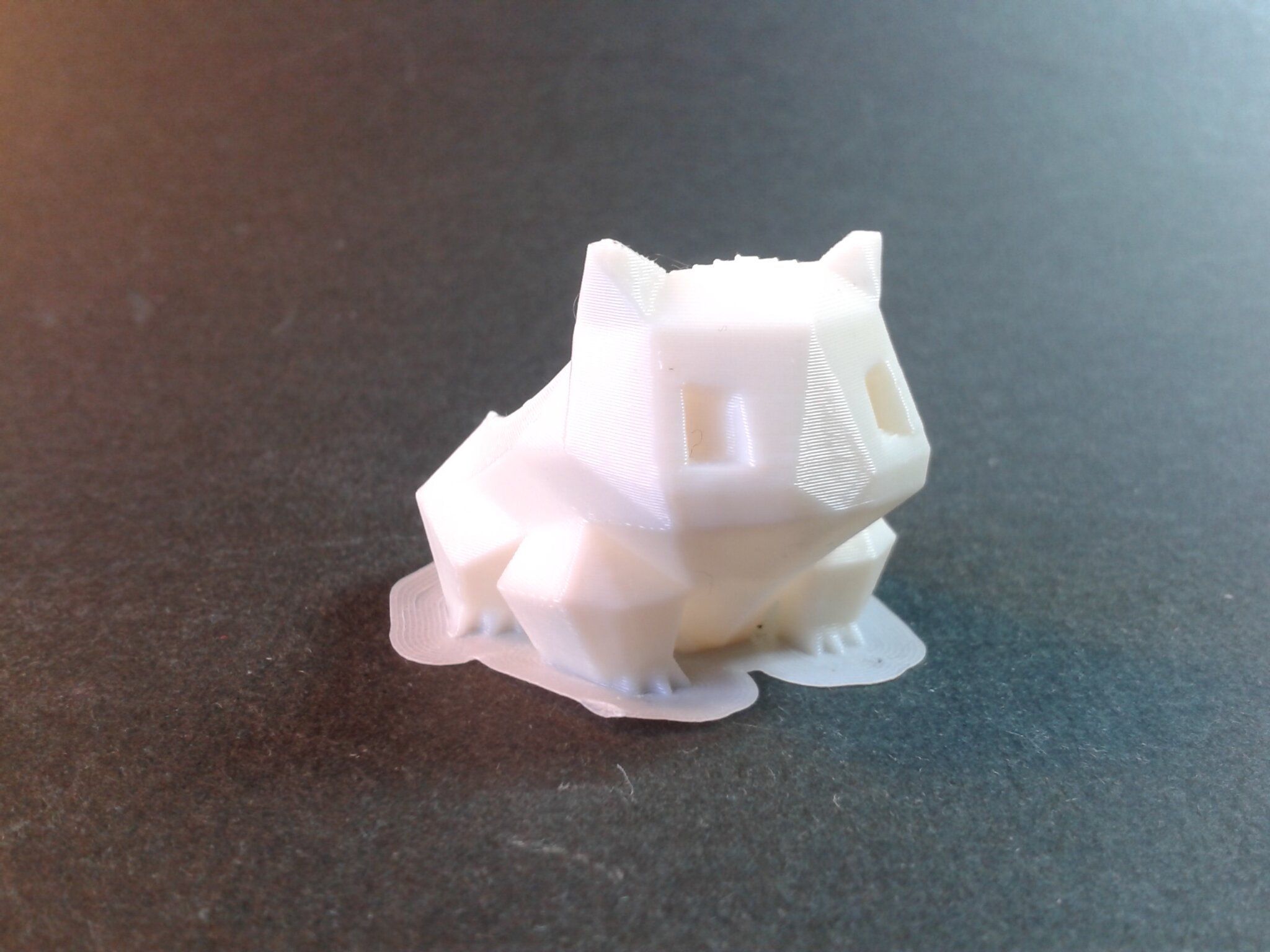
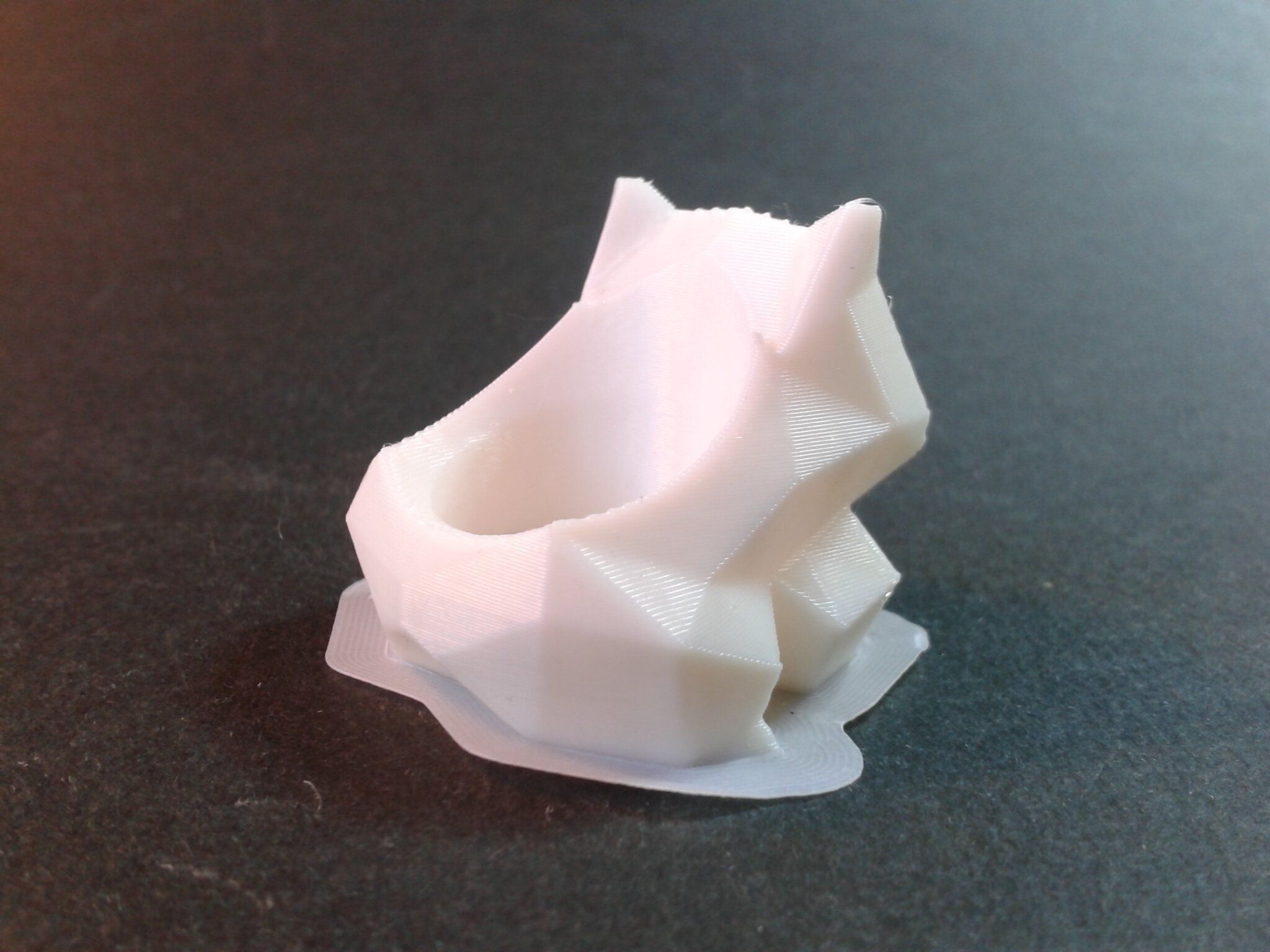
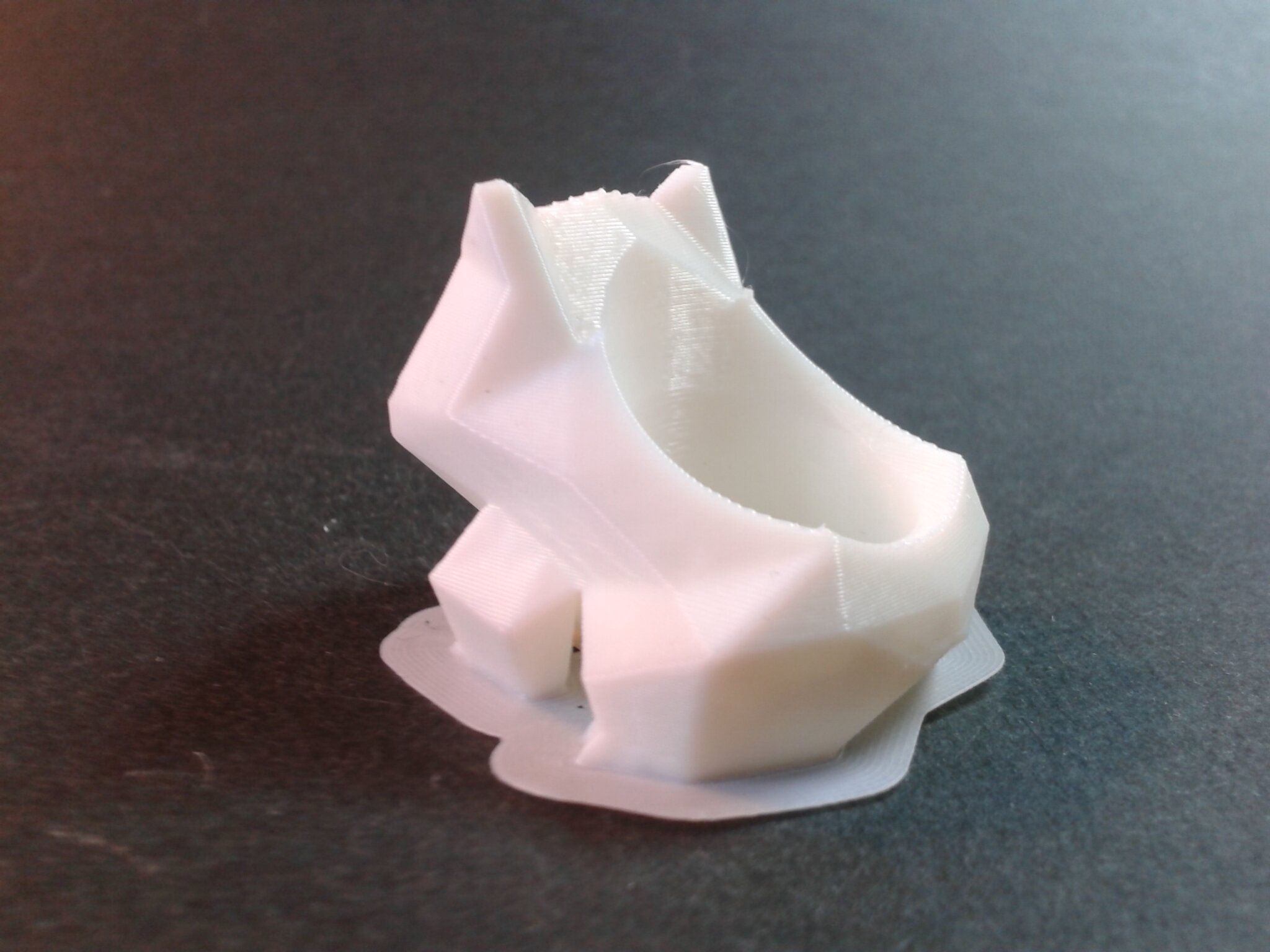
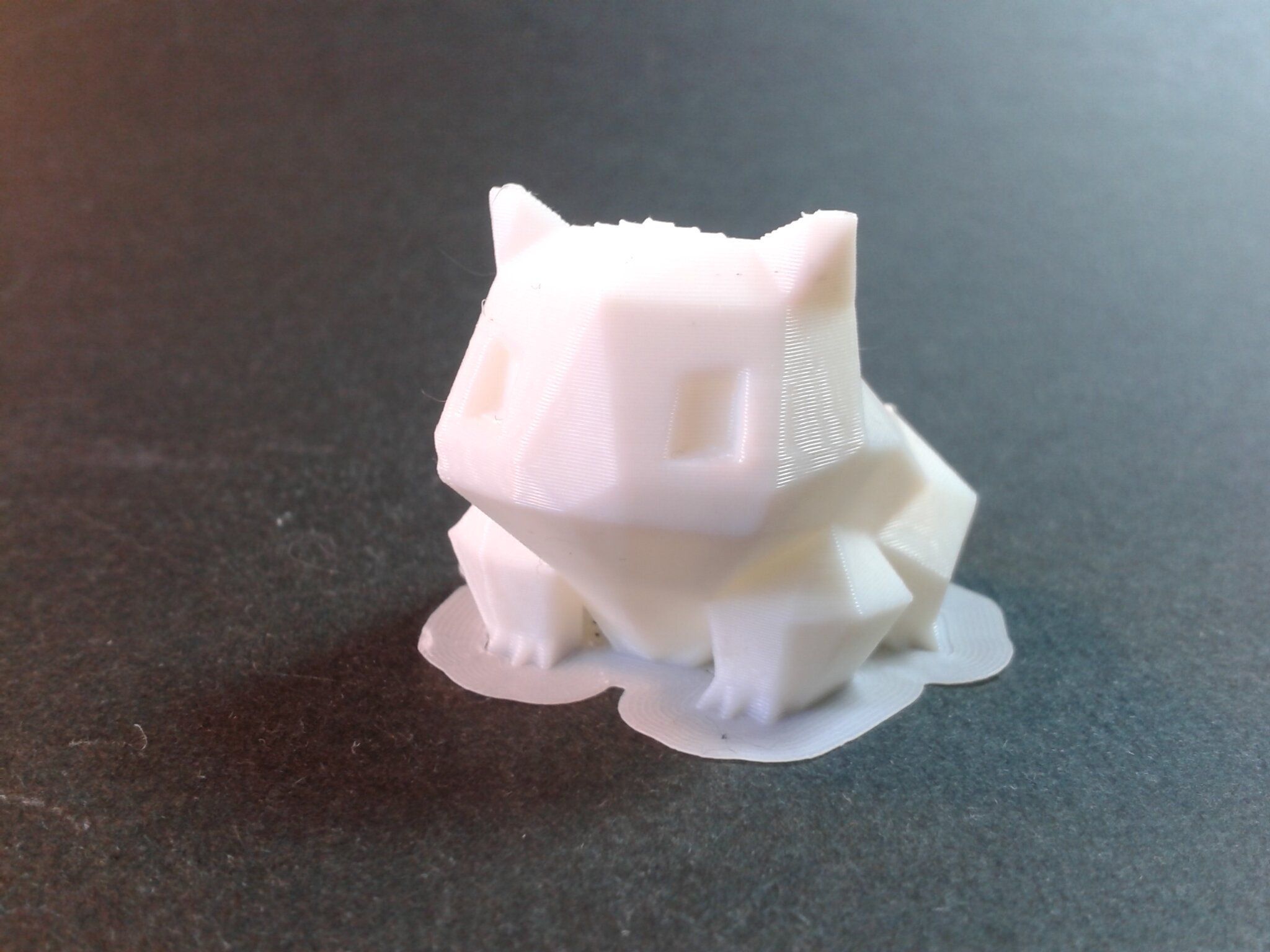
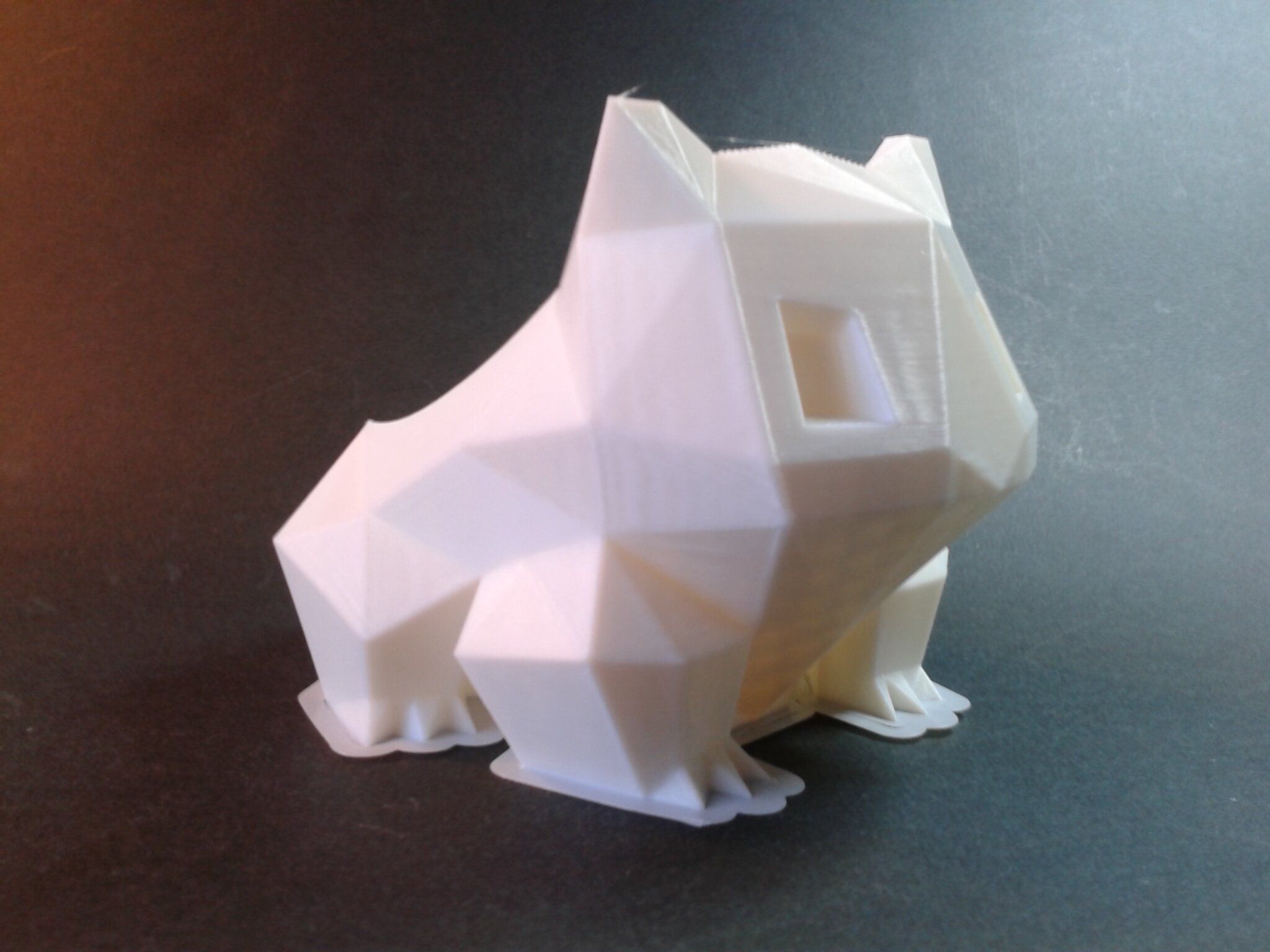
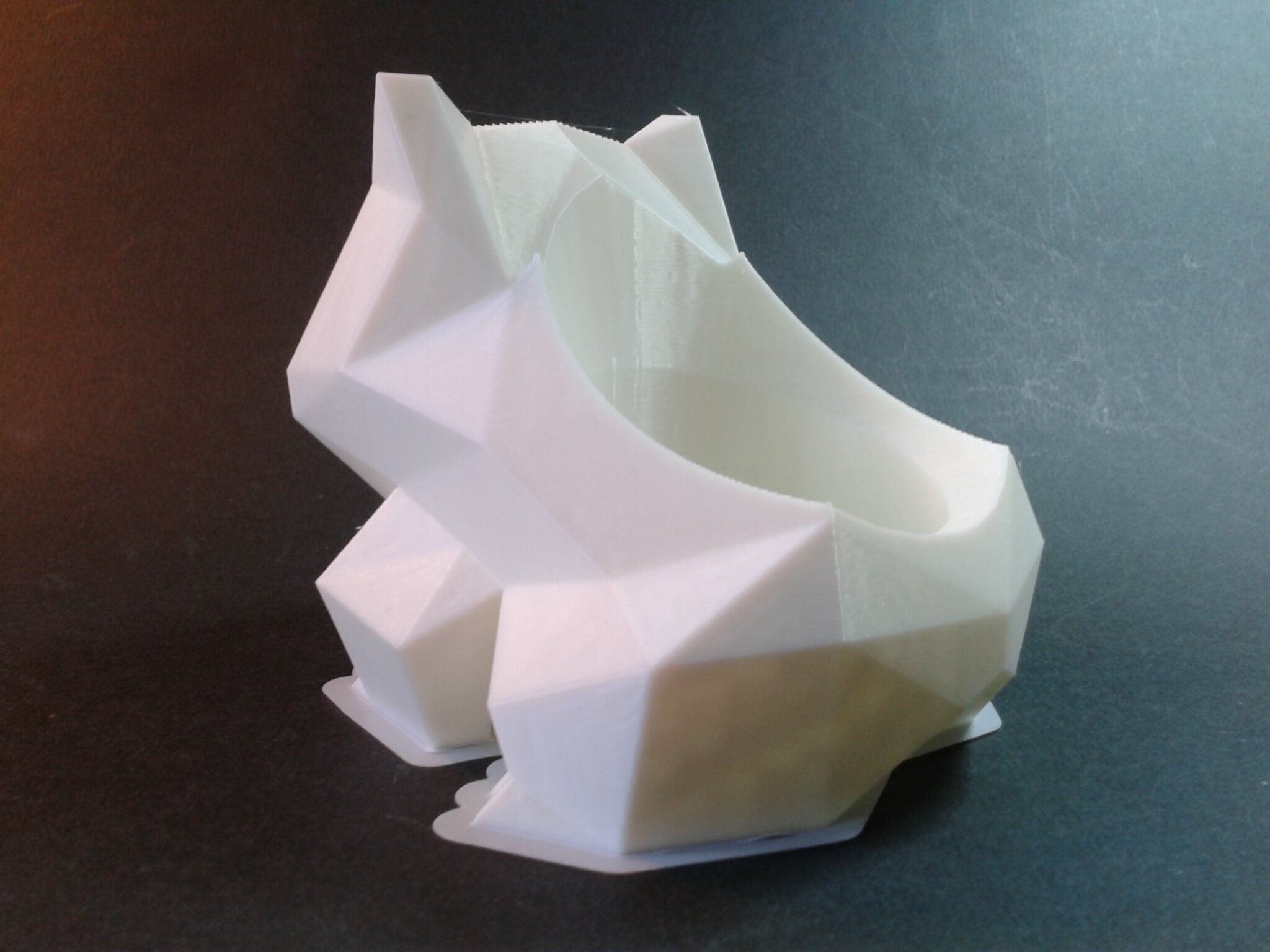
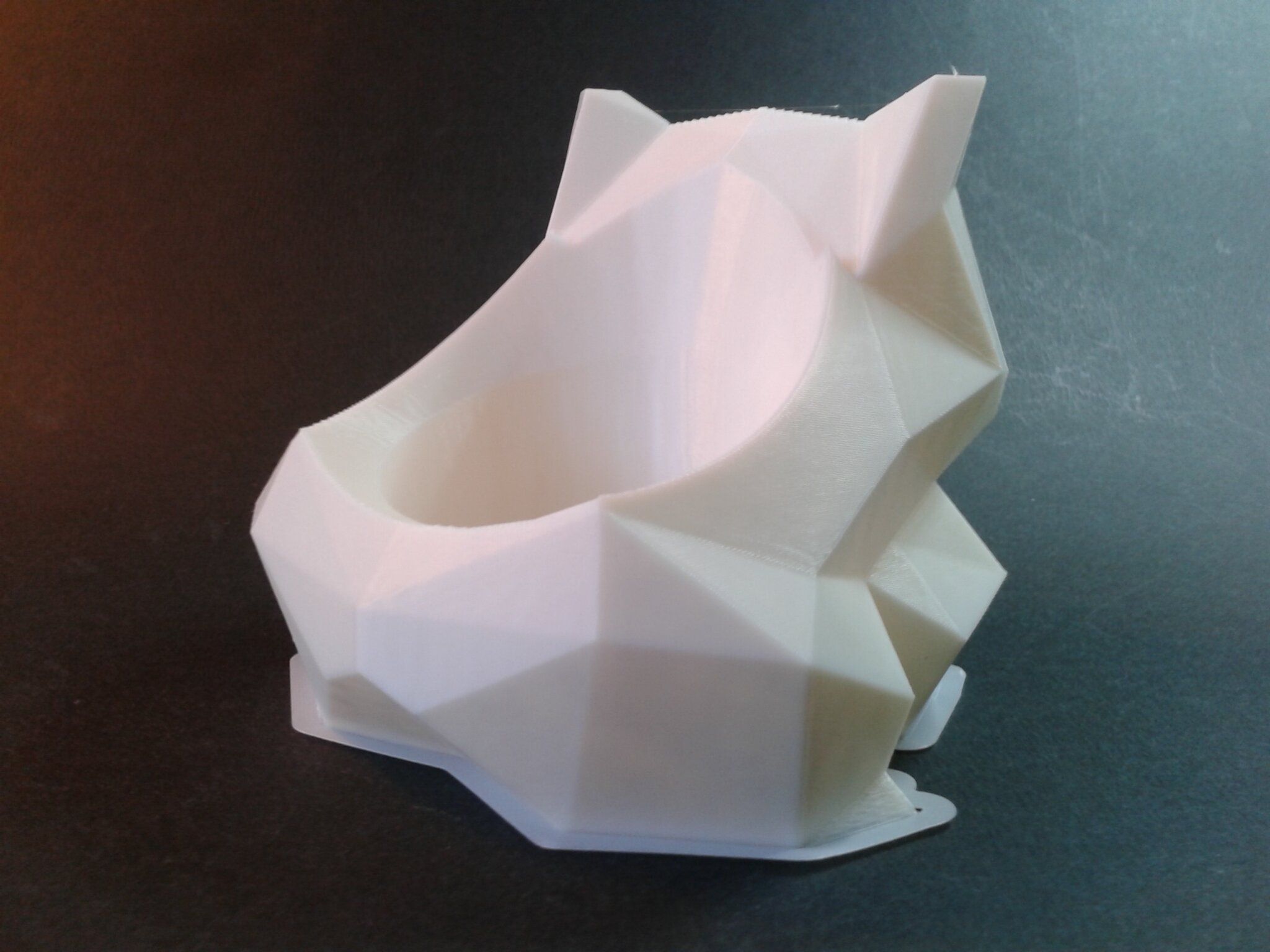
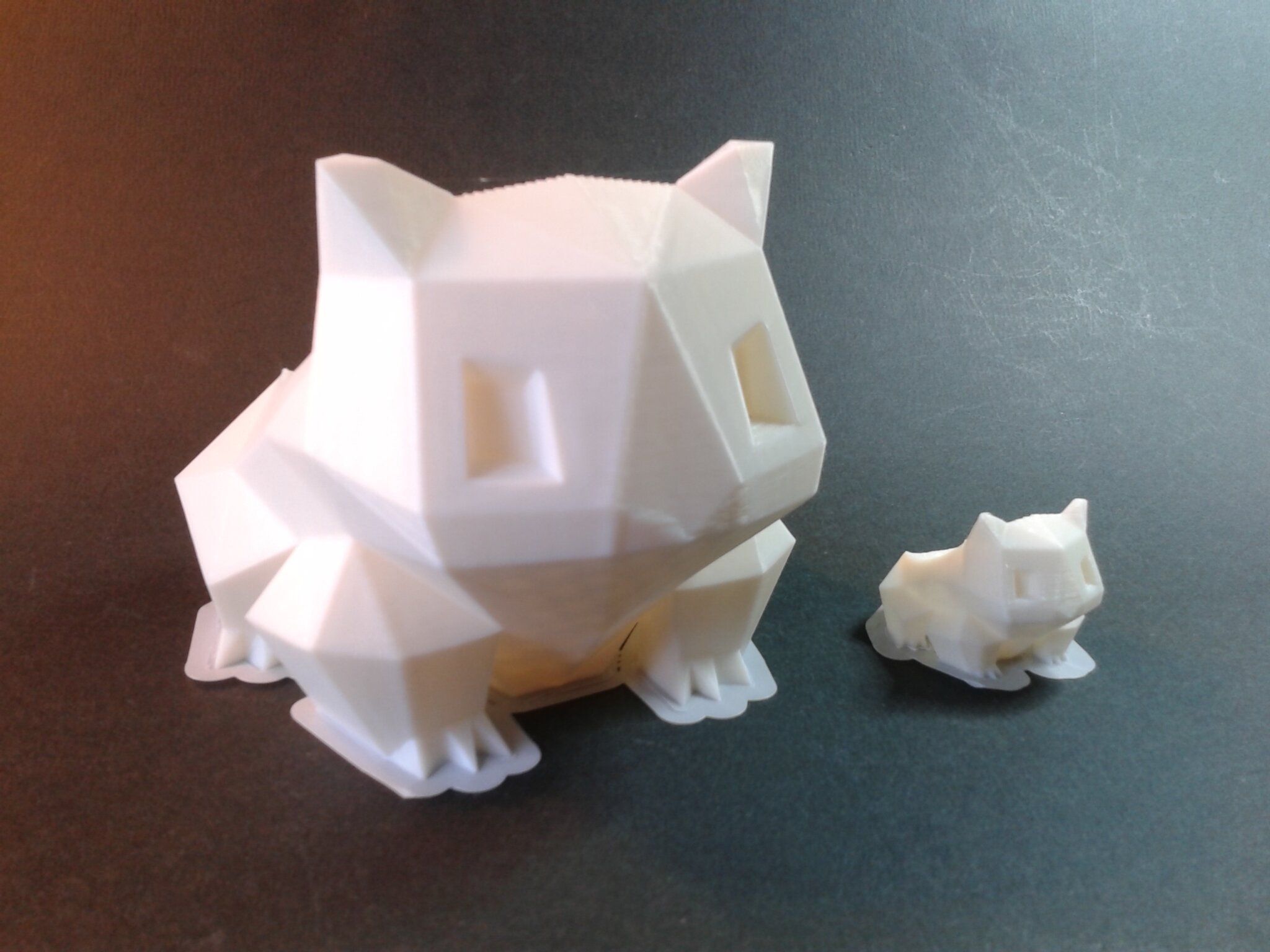
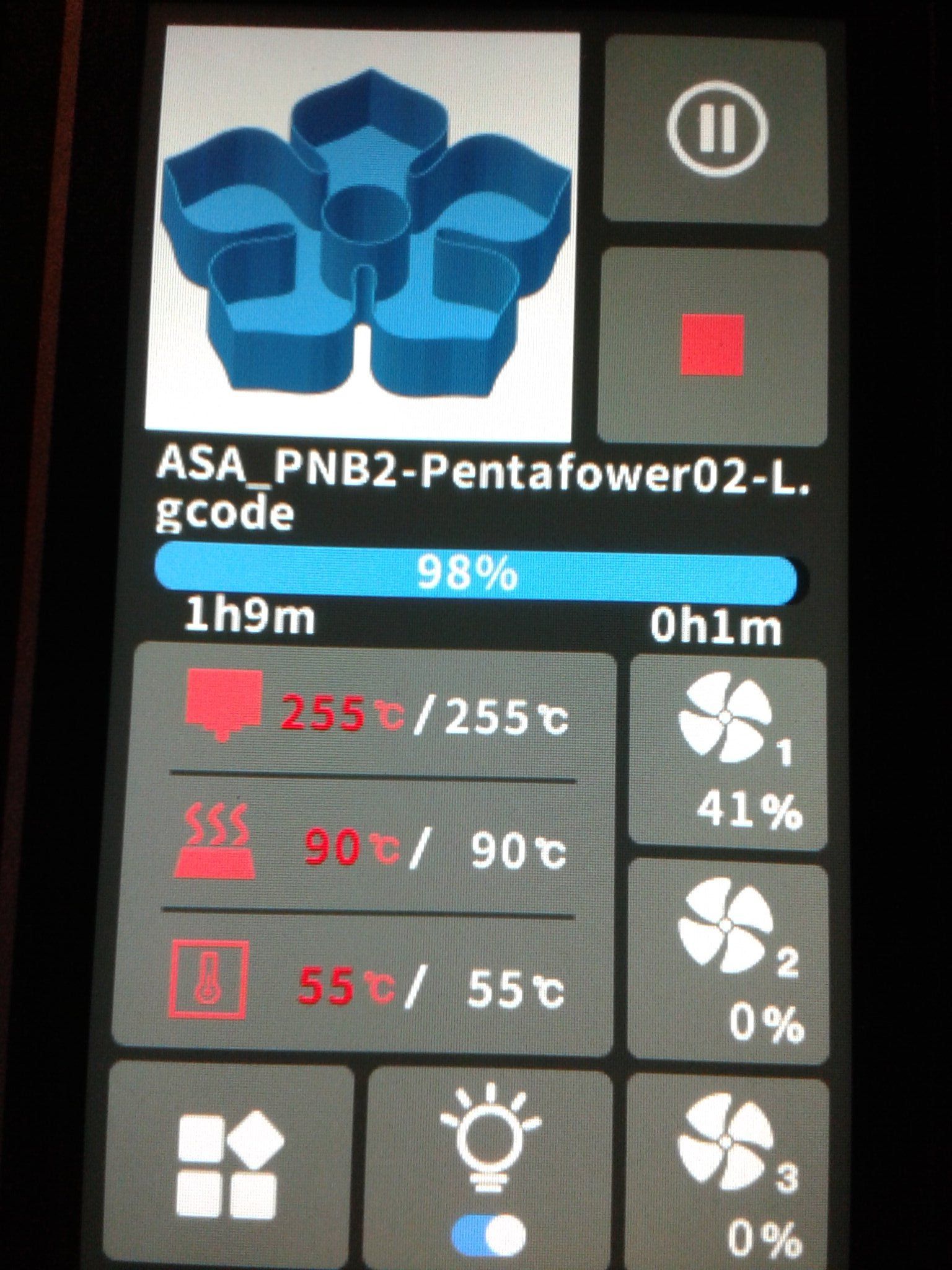
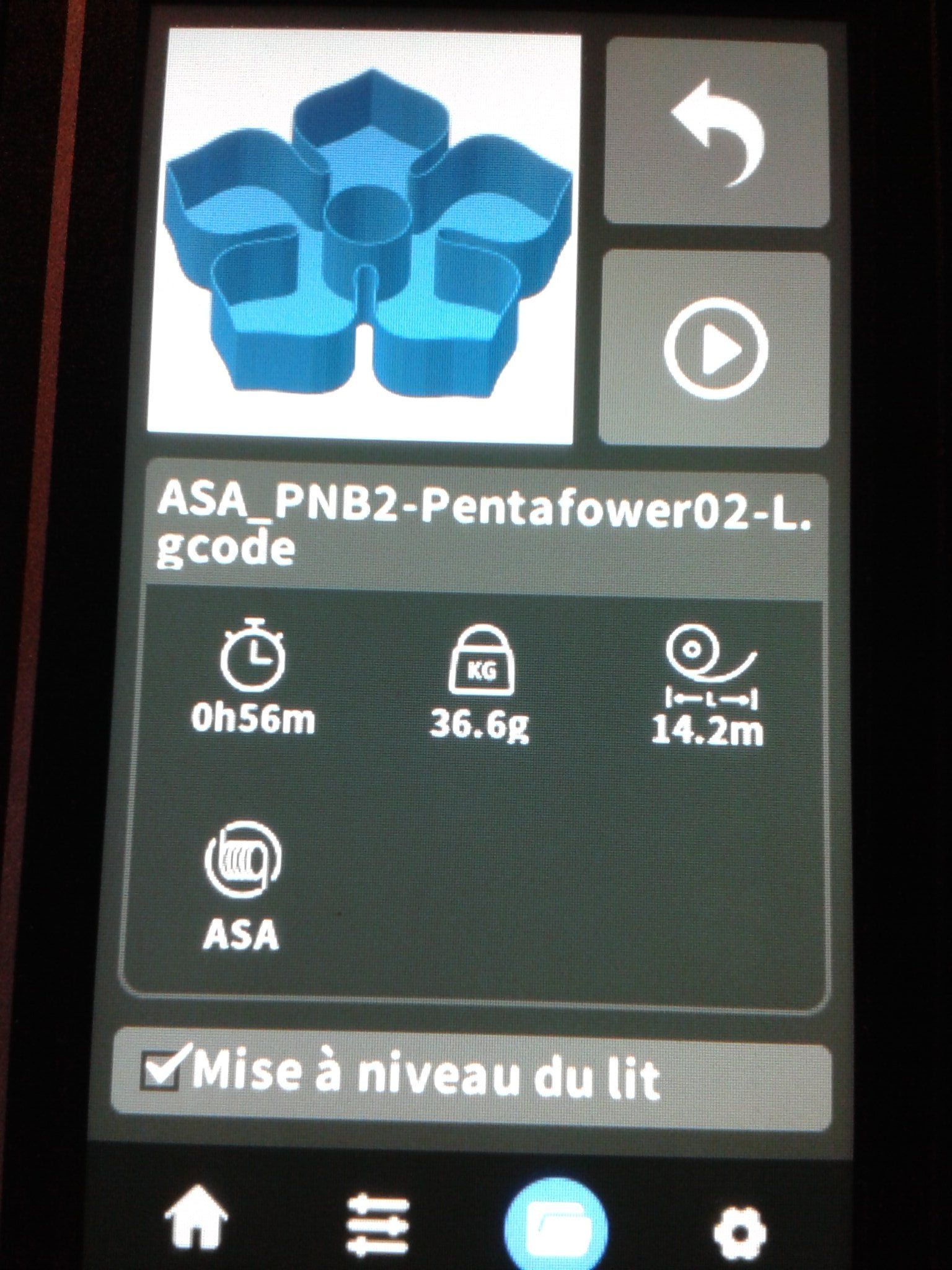
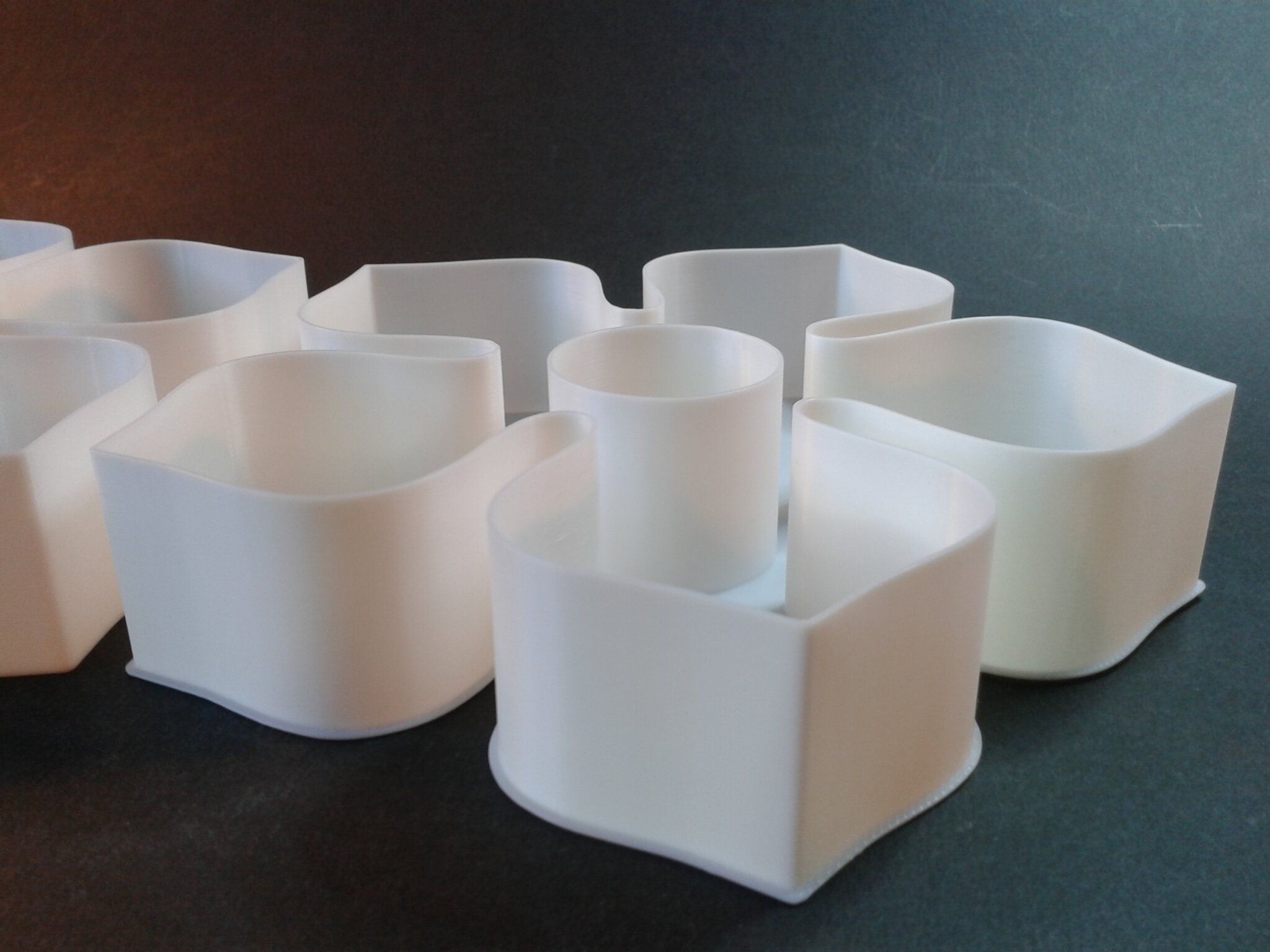
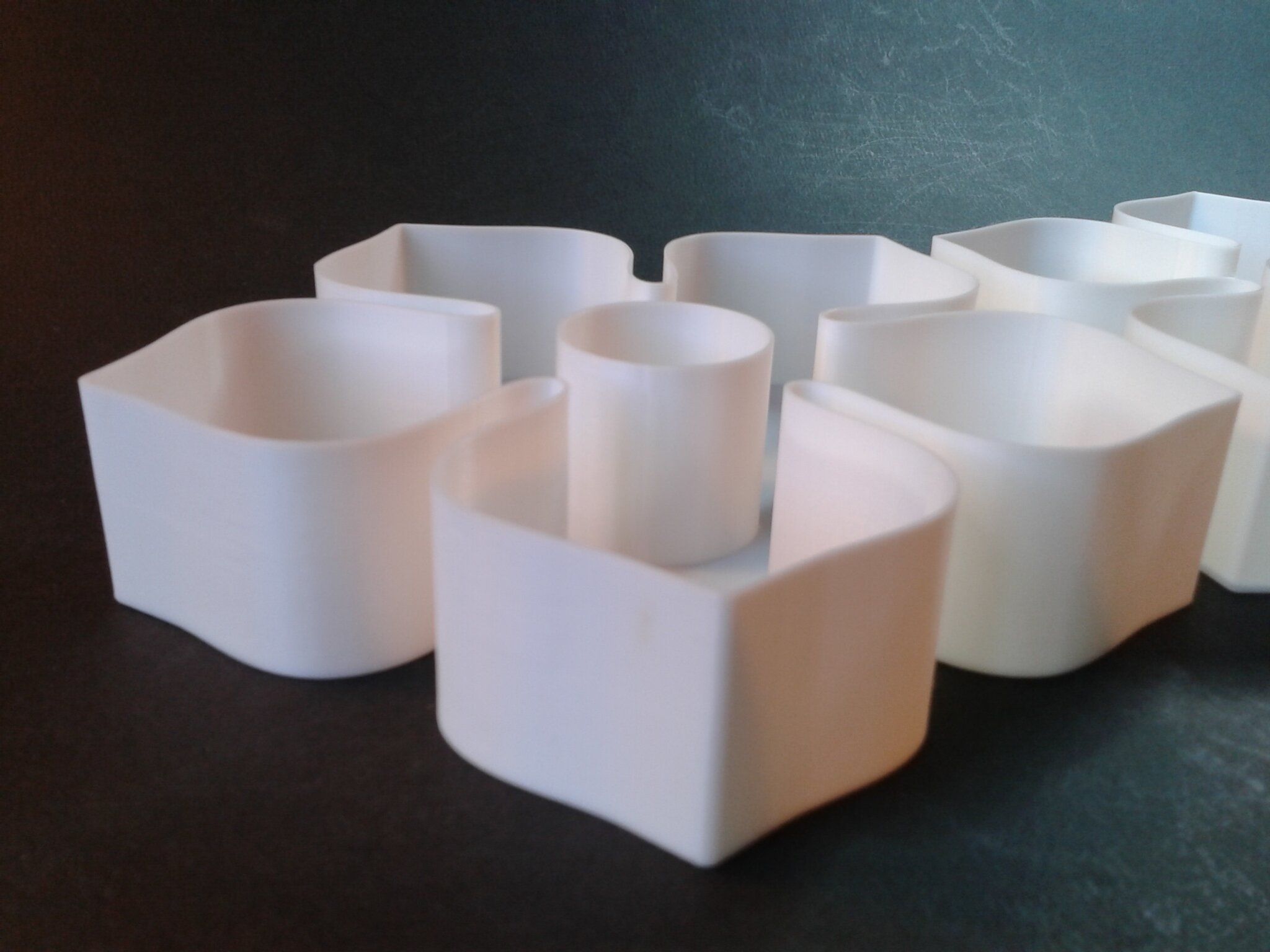
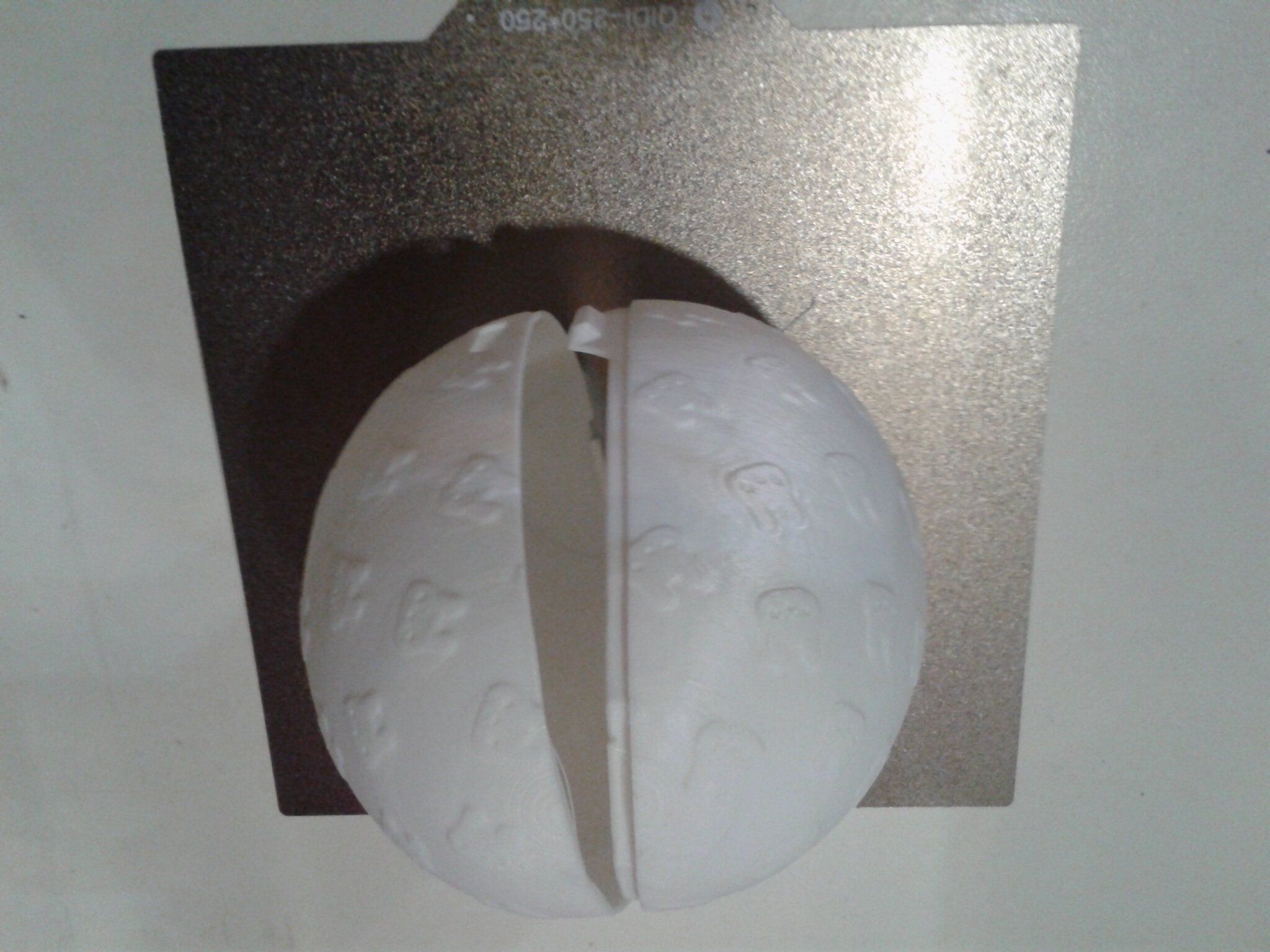
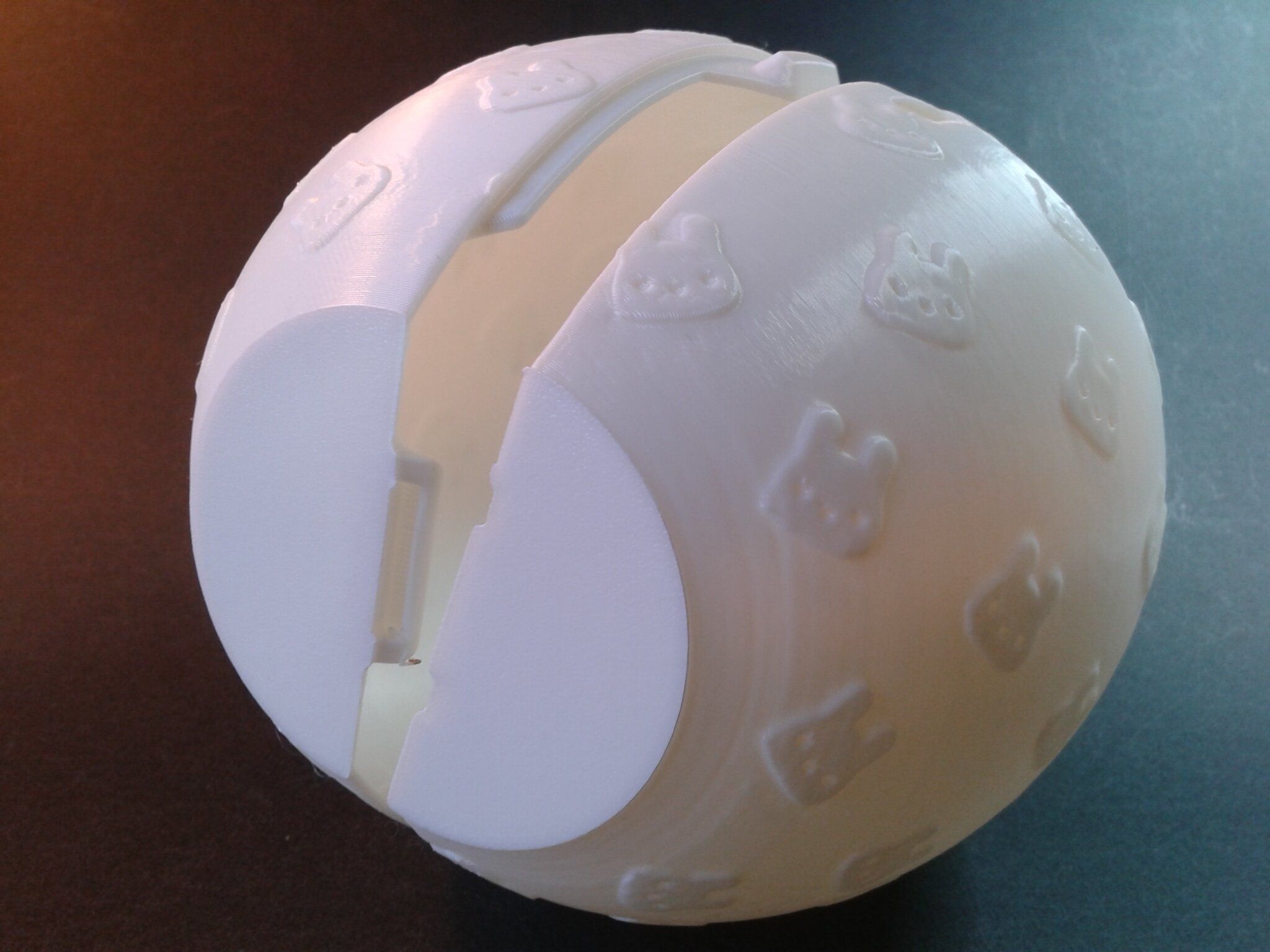
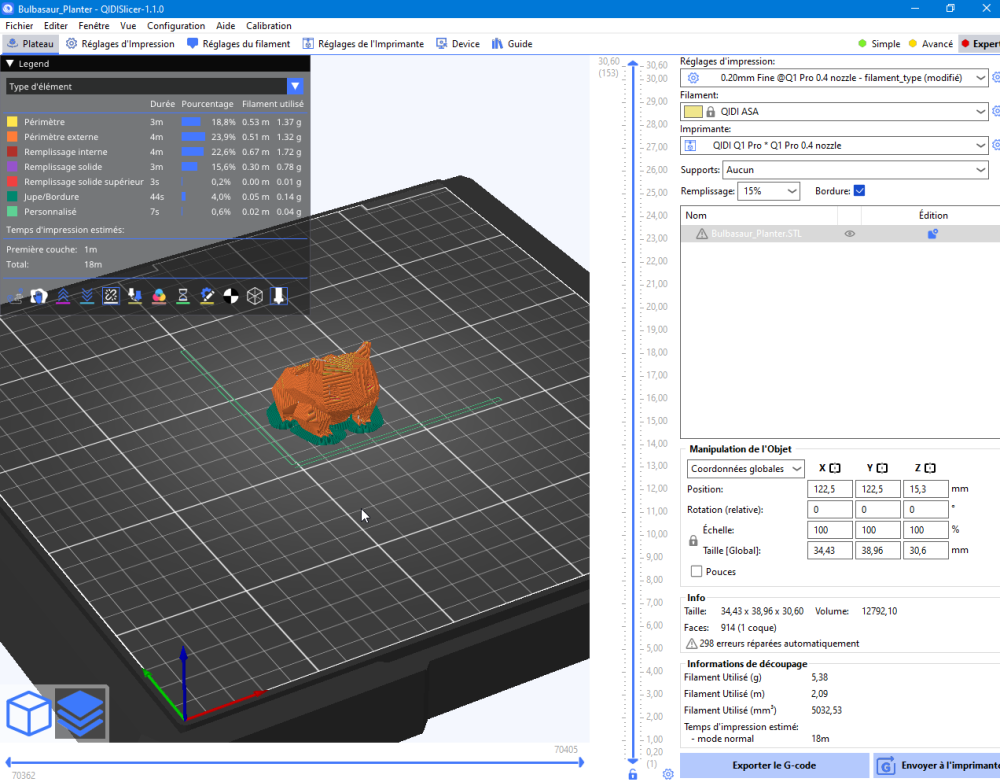
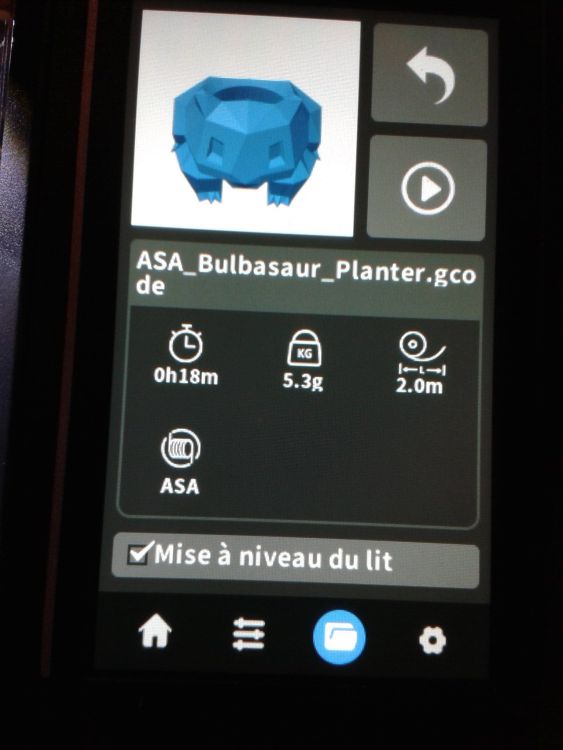
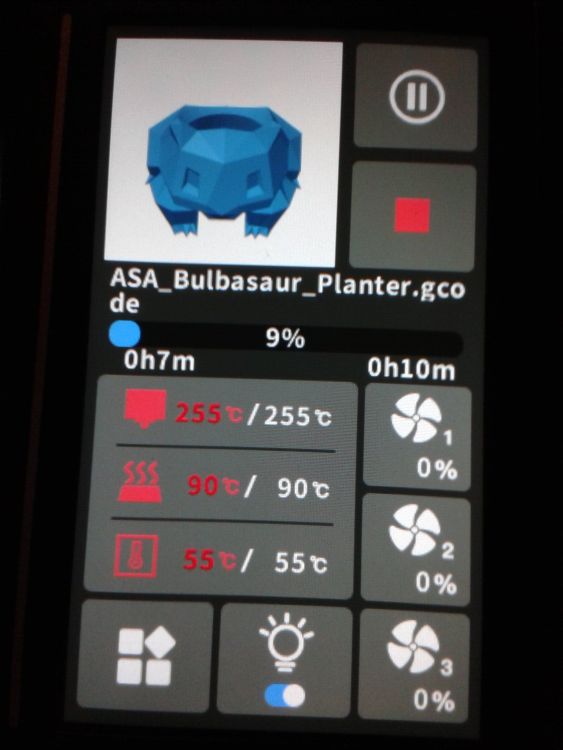
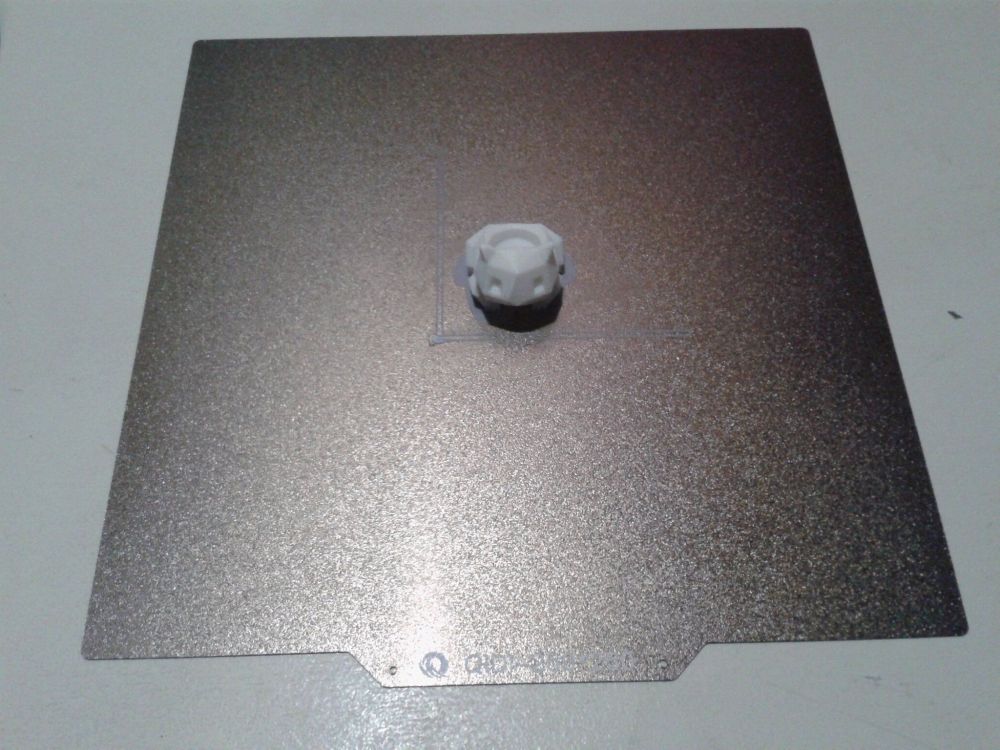
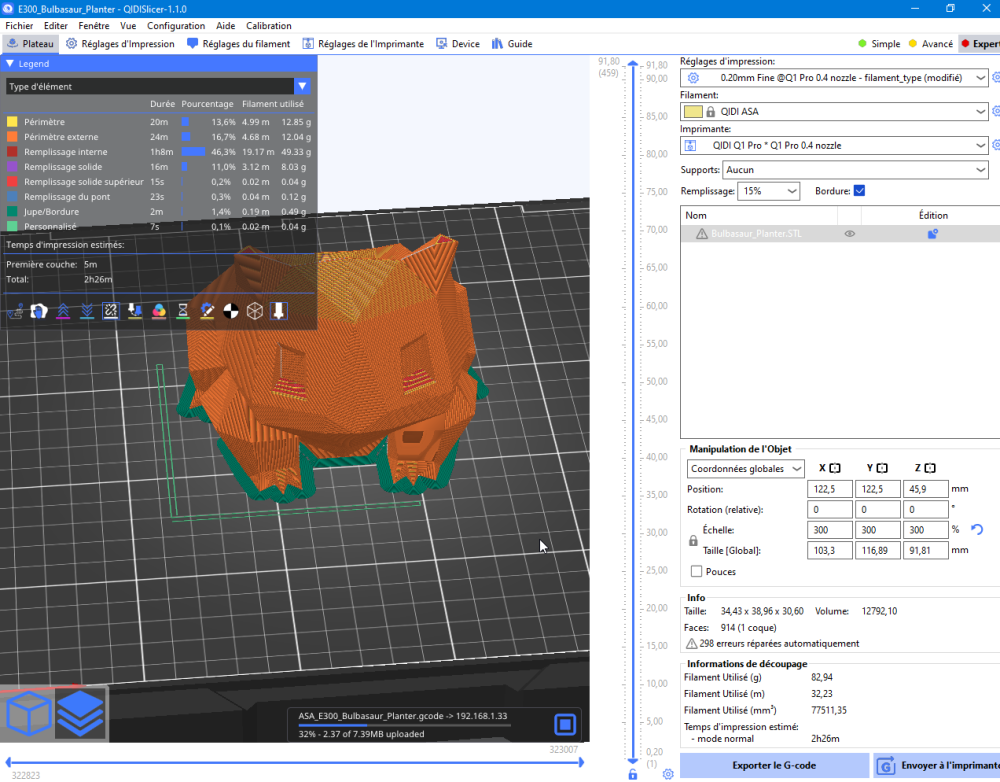
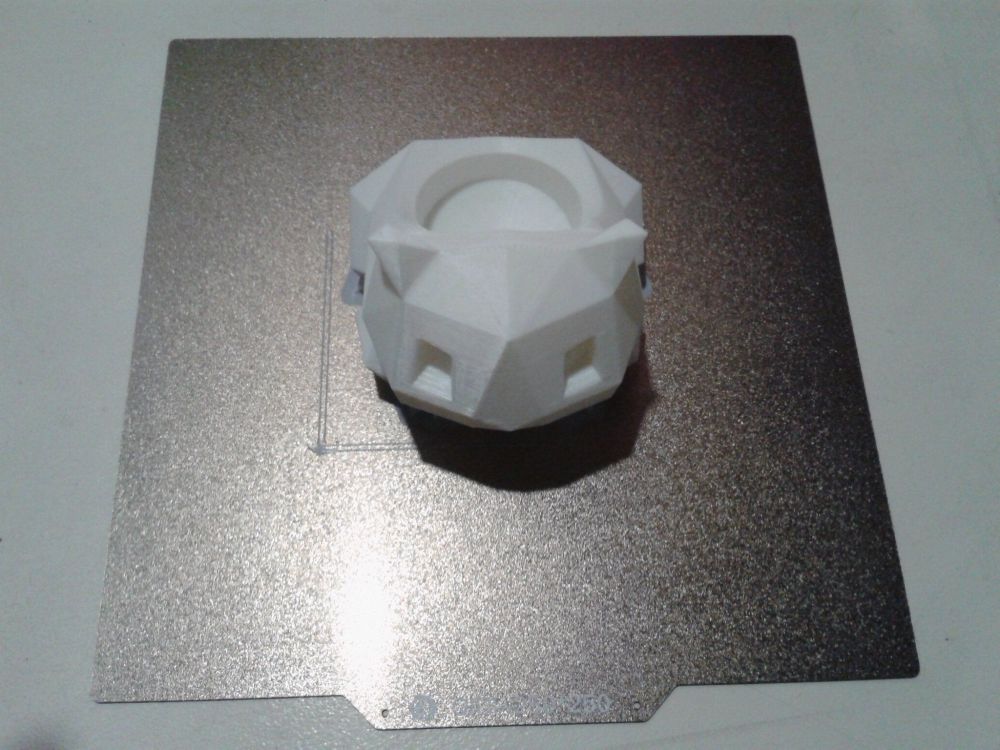
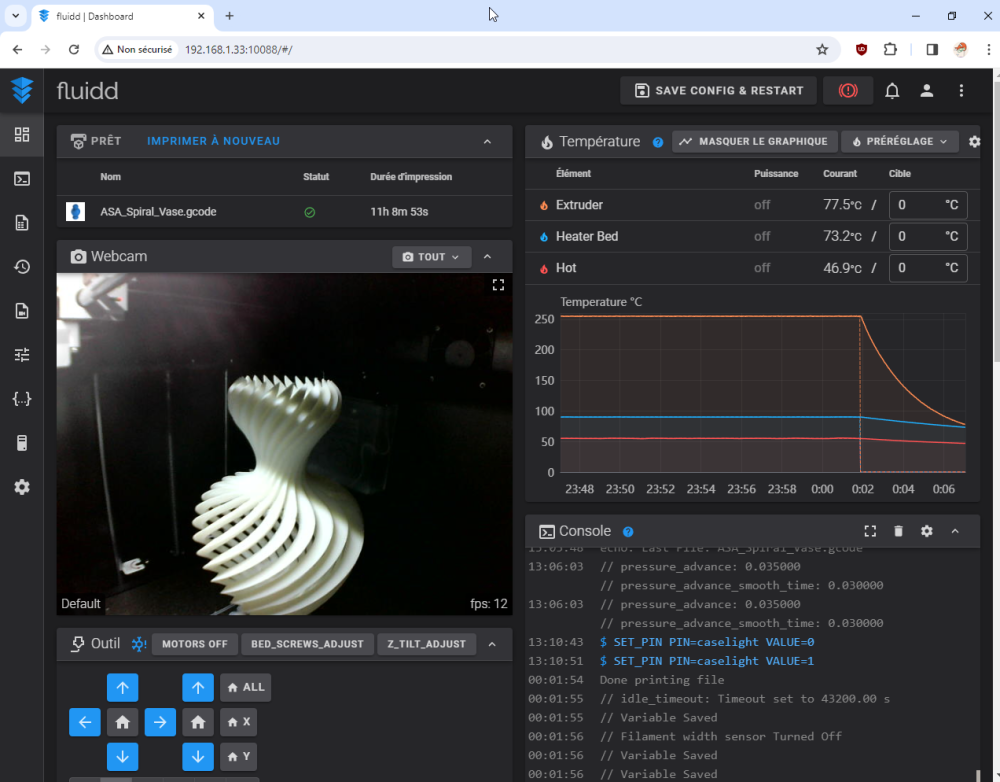
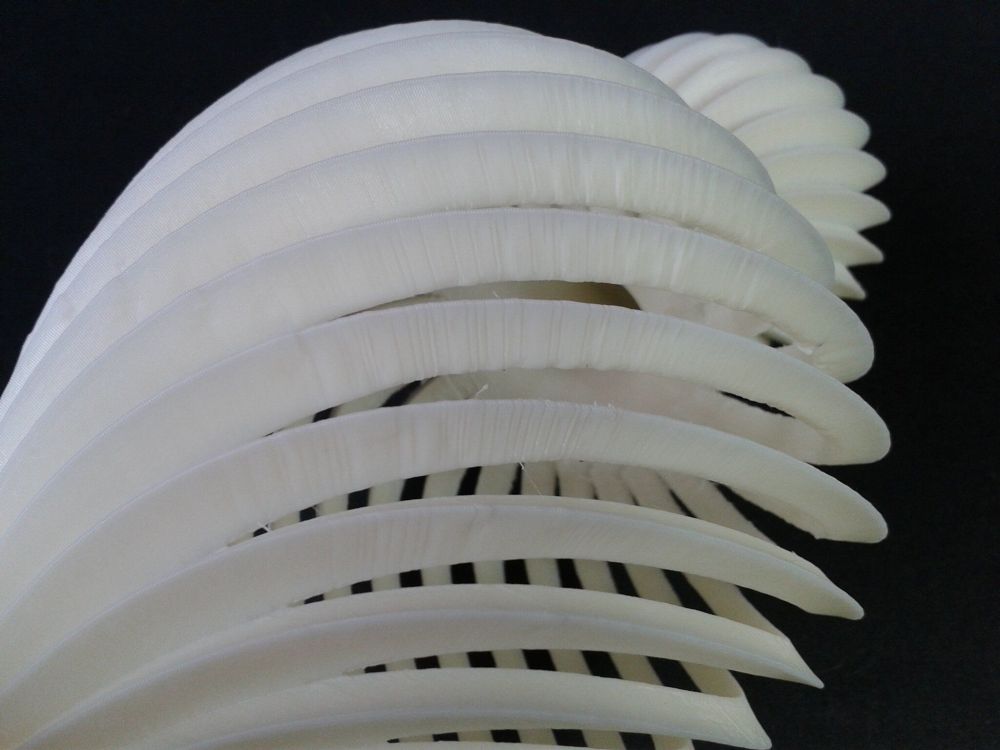
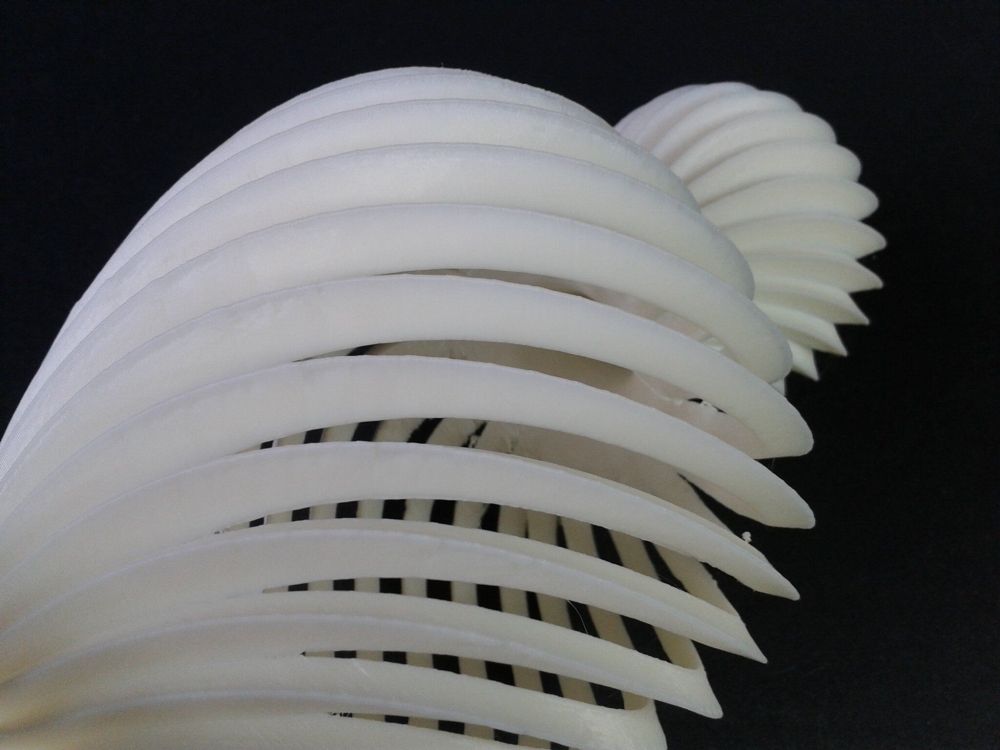
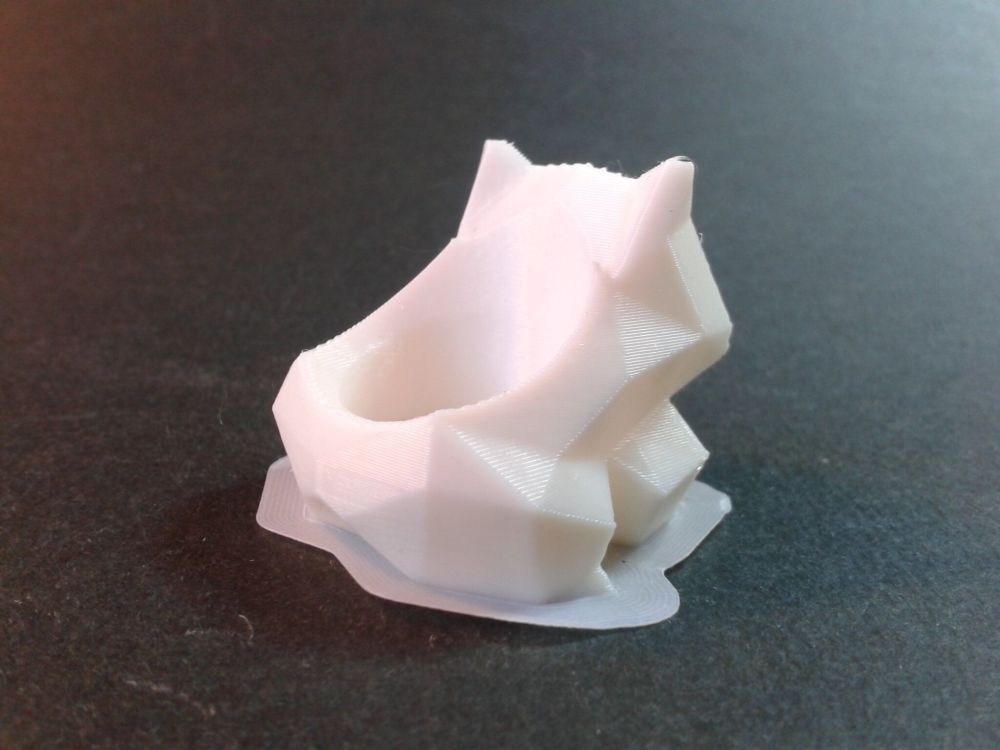
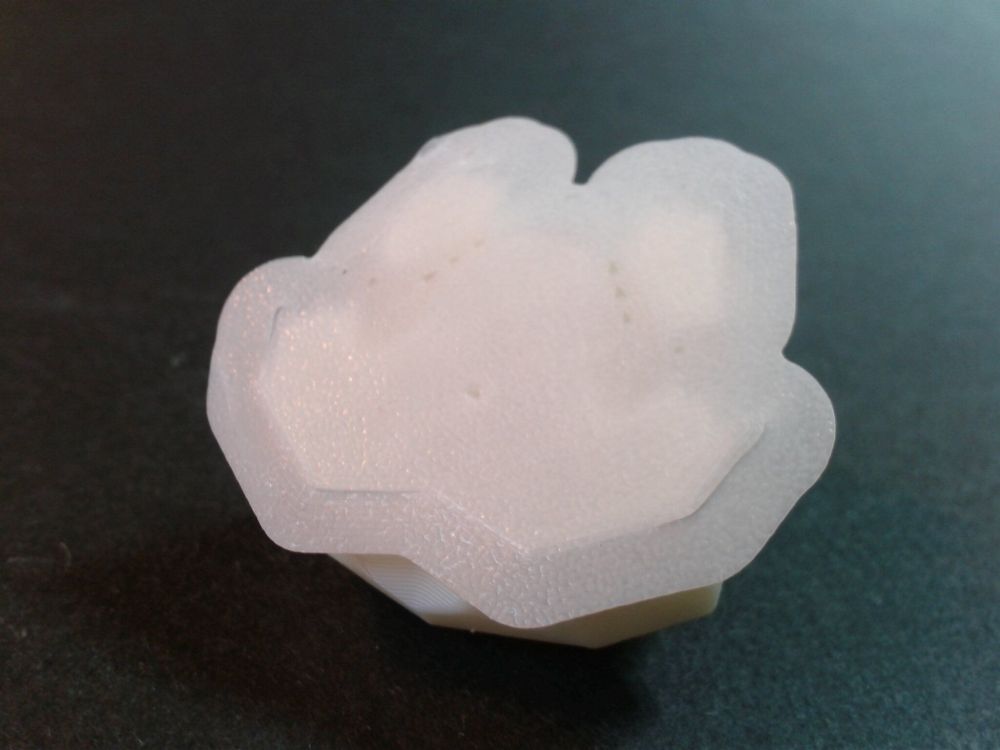
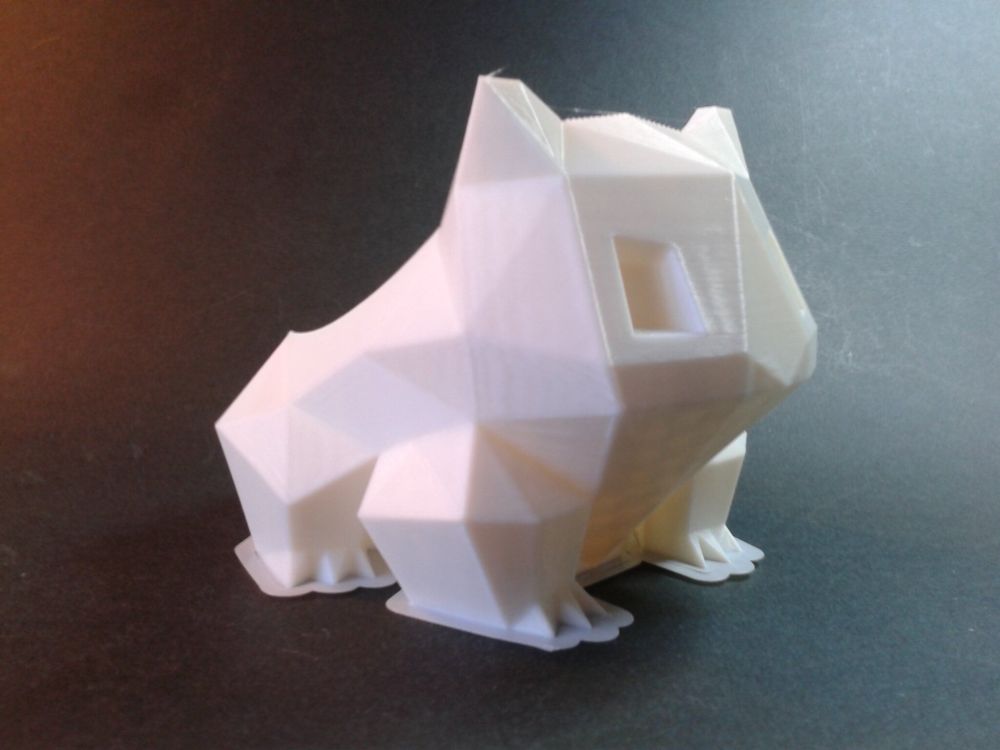
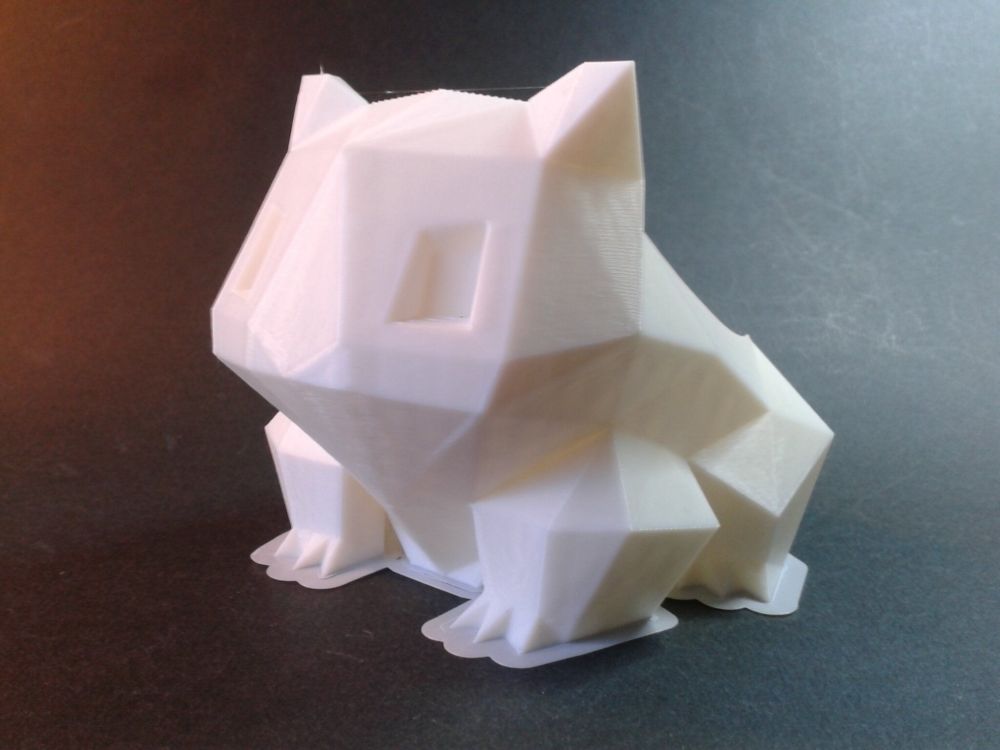
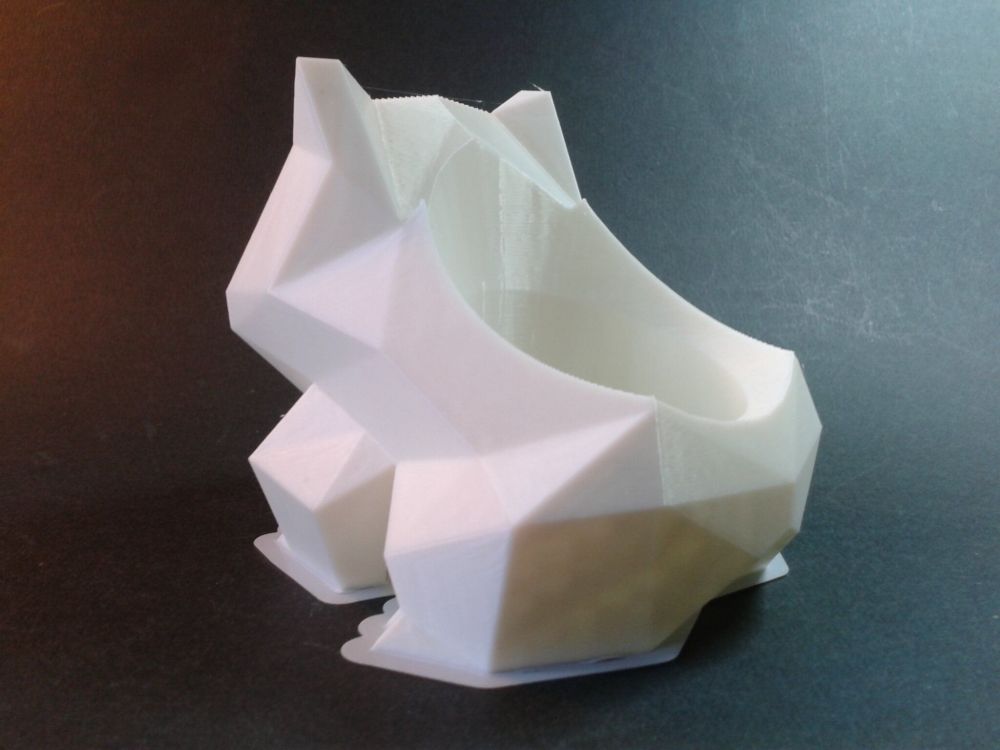
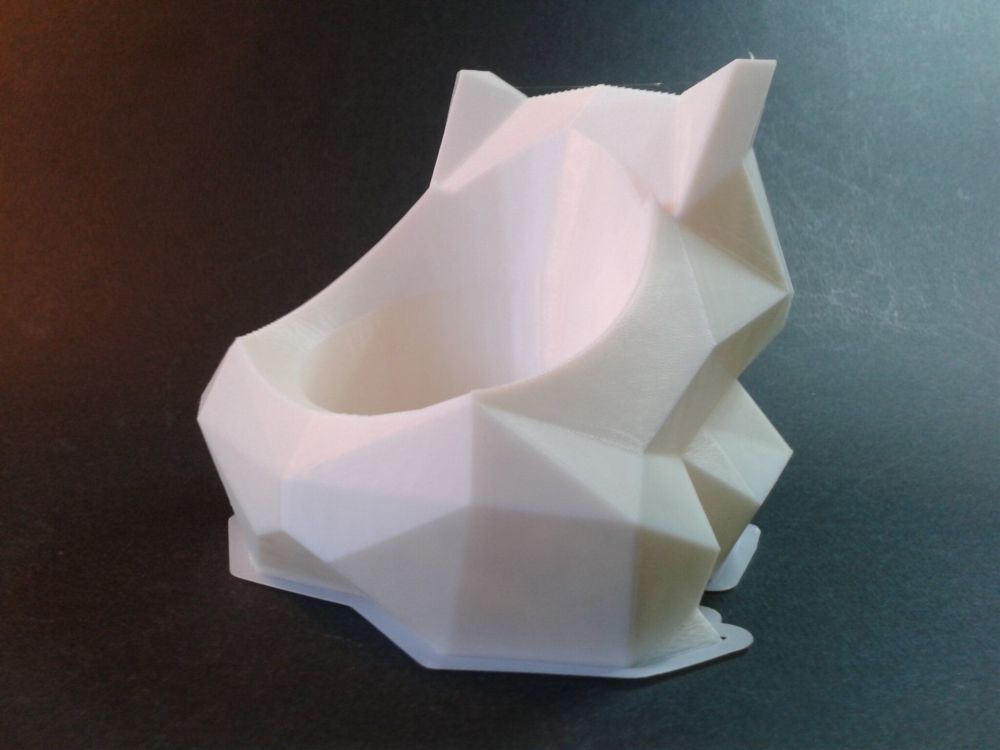
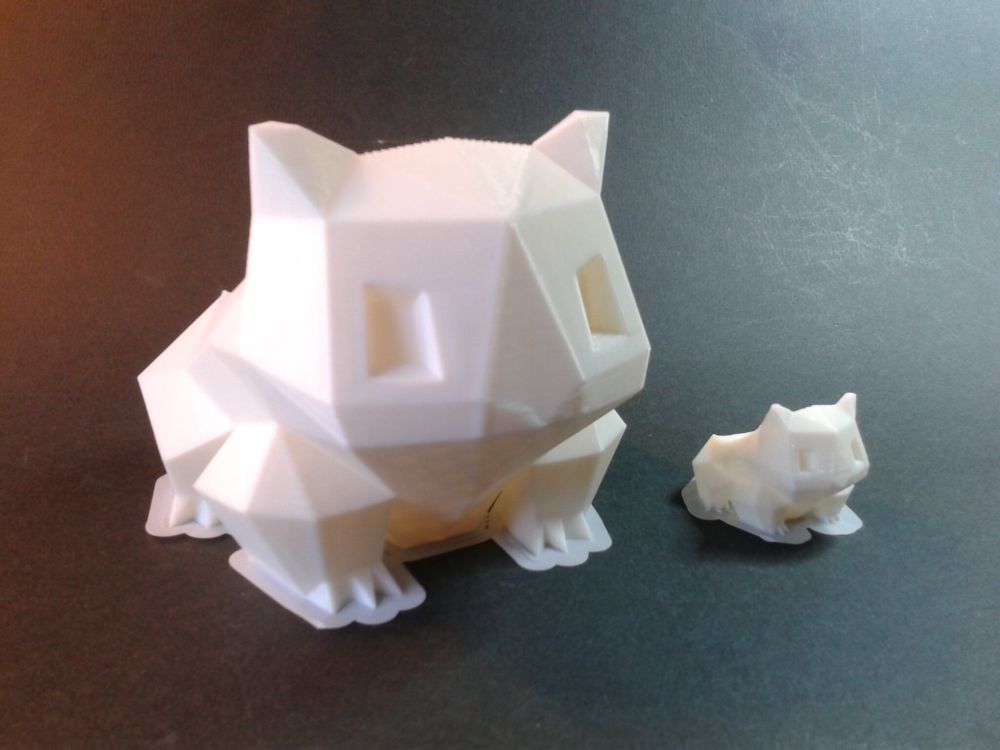
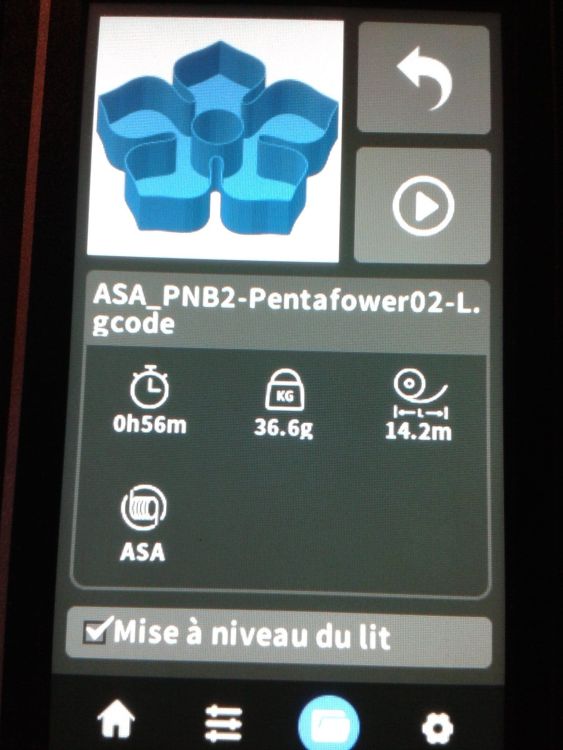
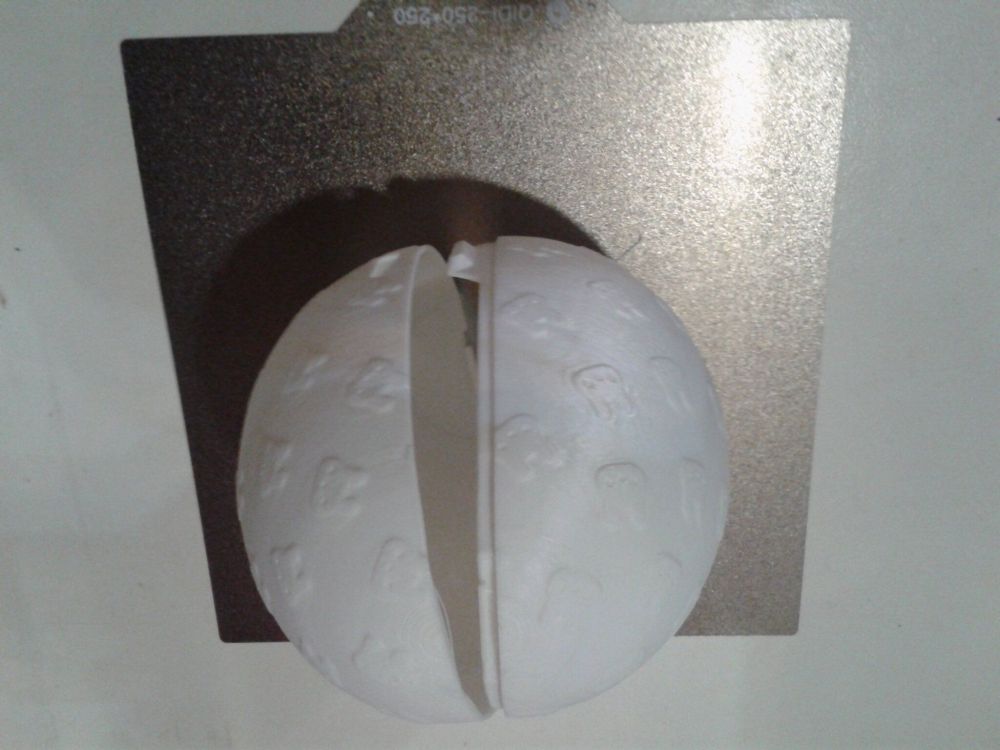
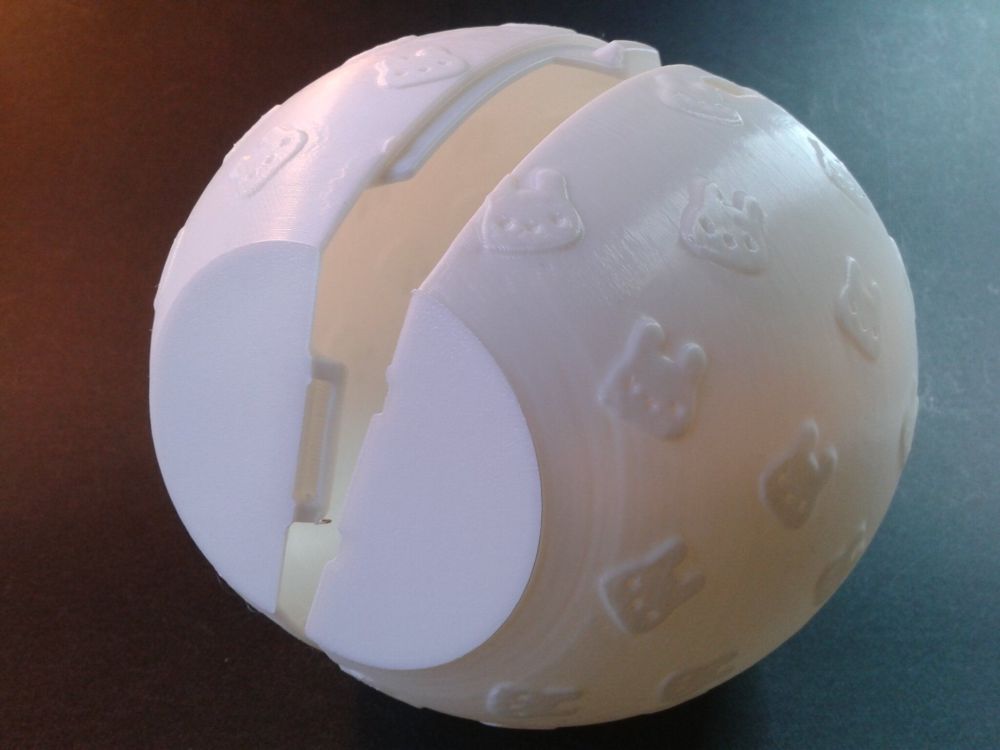
Autres impressions - (Acte V) - ASA Là aussi c'est la première fois que j'imprime de l'ASA. Filament utilisé "ASA anti-uv blanc ArianePlast" 1 kg https://www.arianeplast.com/asa-format-1-kg/67-asa-anti-uv-blanc-3d-filament-1kg.html 2 kg https://www.arianeplast.com/asa-format-2kg/116-asa-anti-uv-blanc-3d-filament-arianeplast-2kg.html // A Faire > Photo usage du porte bobine Creality pour la bobine de 2 kg avec la "Q1 Pro" Low Poly Bulbasaur Planter de "Hitsman" https://www.thingiverse.com/thing:381599 Echelle 100% Profil/Réglages de l'impression "0.20 mm Fine" 2eme Tranchage ( Echelle 300% ) Spiral Vase de "Mahir" https://www.crealitycloud.com/model-detail/62cd3ed2661d40602f7c387f Echelle 100% Profil/Réglages de l'impression "0.20 mm Fine" + bordure, 3 périmètres ( Pour ne pas risquer de voir le remplissage par transparence ) Dommage il y a des petits défauts et une "pale" a bougé, n'est pas continue ... mais c'est un modèle relativement difficile a imprimer car le temps de l'impression les "pales" sont "libres" sur une grande hauteur et donc oscille beaucoup a la moindre vibration ou collision avec le nez de la buse lors des déplacements de la tête d'impression si l'on a pas activé un Z-Hop et/ou si il y a du curling. "PentaFower02, nestable box (v2)" de "PPAC" https://www.crealitycloud.com/model-detail/63f831550ed3e6815cfe8abc https://www.thingiverse.com/thing:5879557 https://thangs.com/mythangs/file/761782 "Activated Carbon BOX" https://wiki.qidi3d.com/en/Q1-Pro/Components#activated-carbon-box "Egg-shaped container" de "IL3D" https://www.crealitycloud.com/model-detail/65f884560d2c28c07f10a656



























 1 point
1 point -
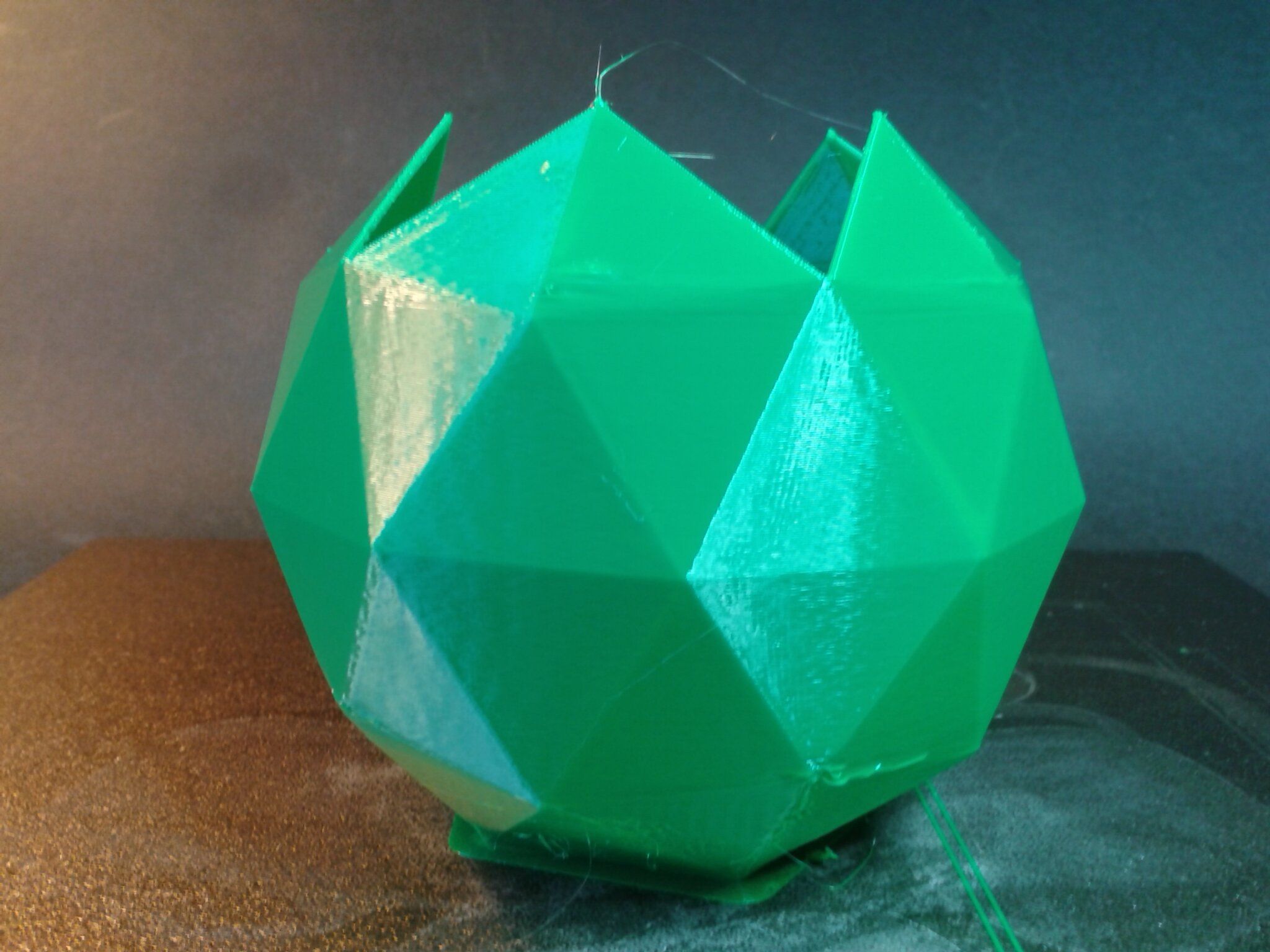
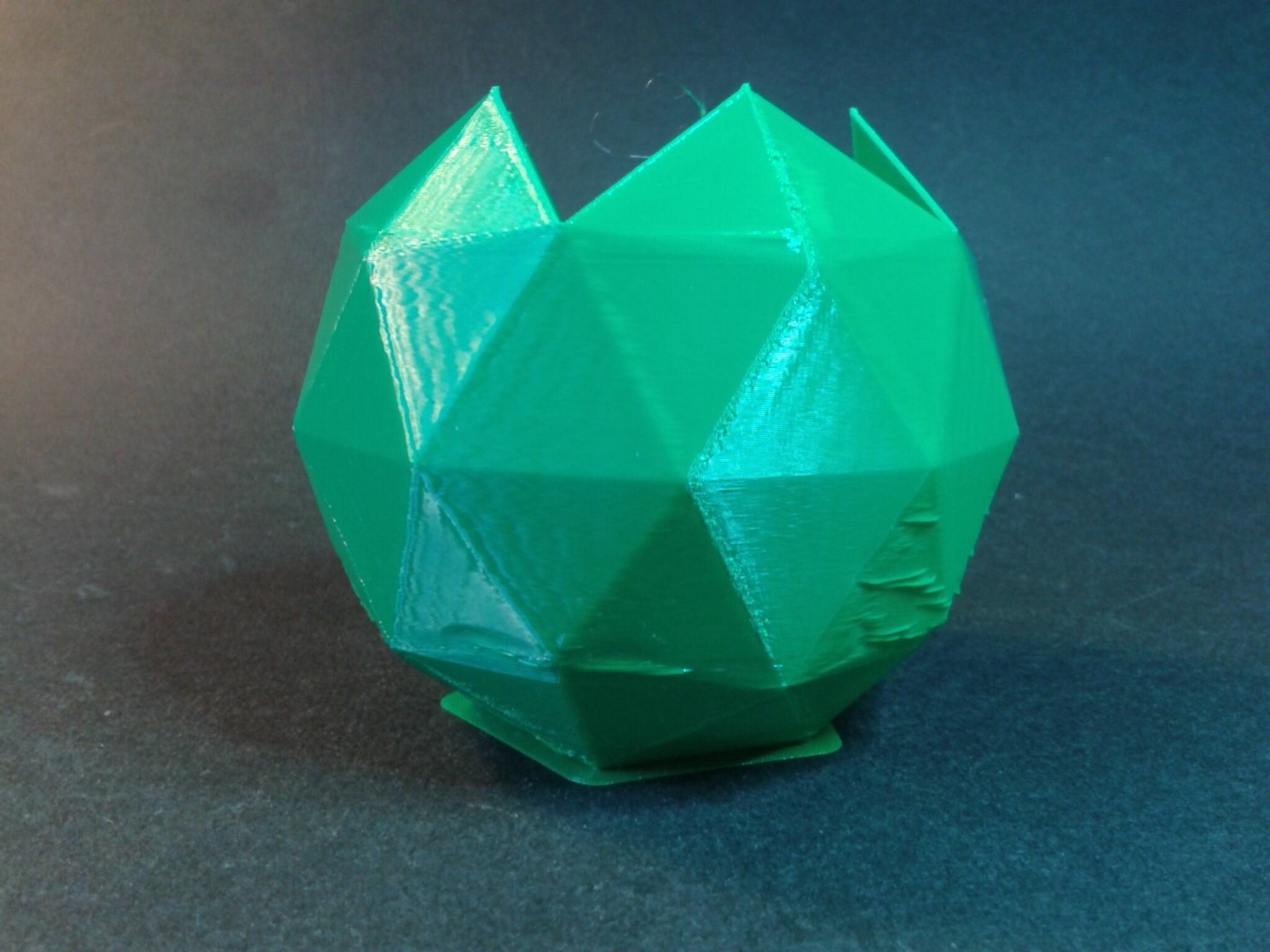
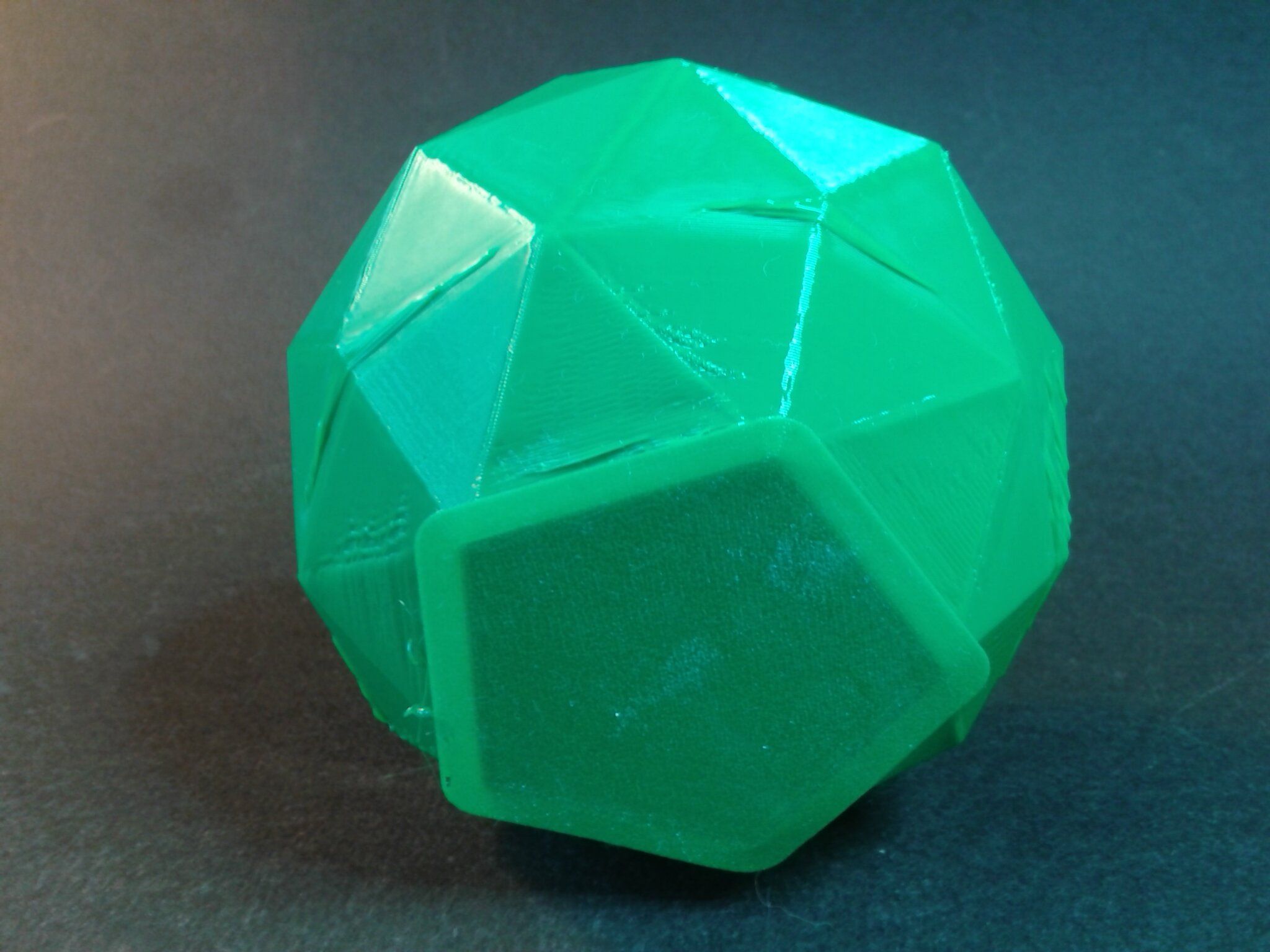
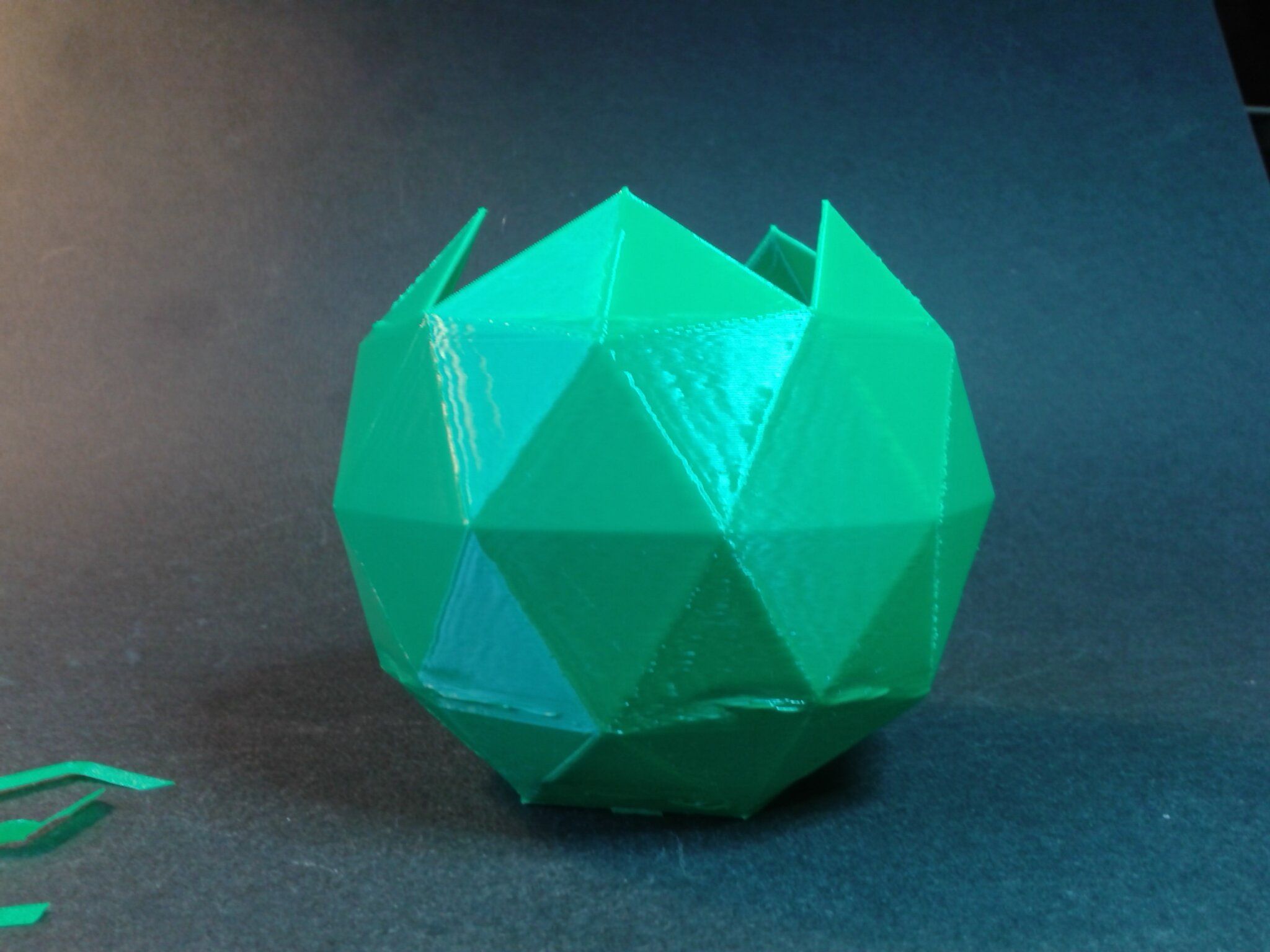
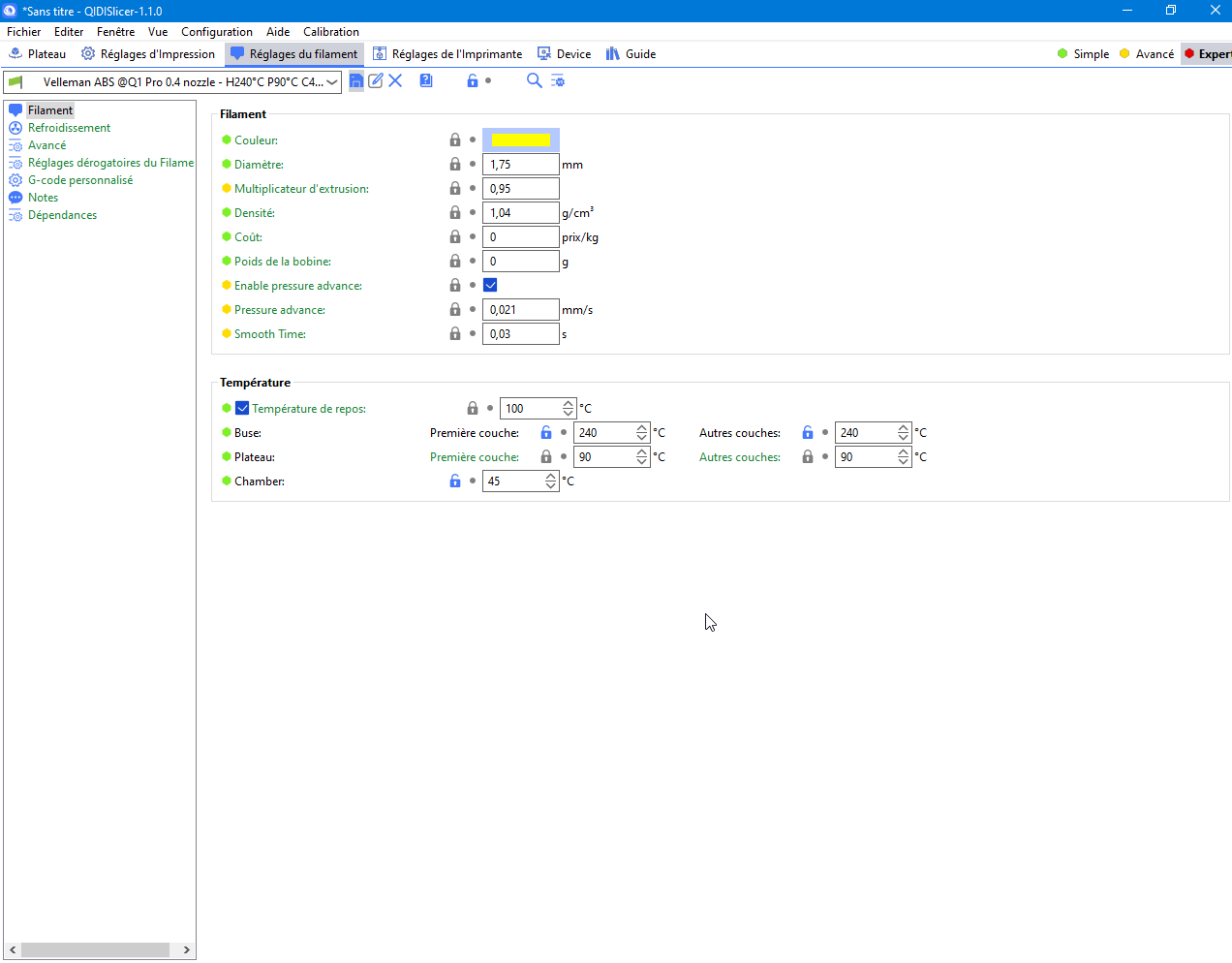
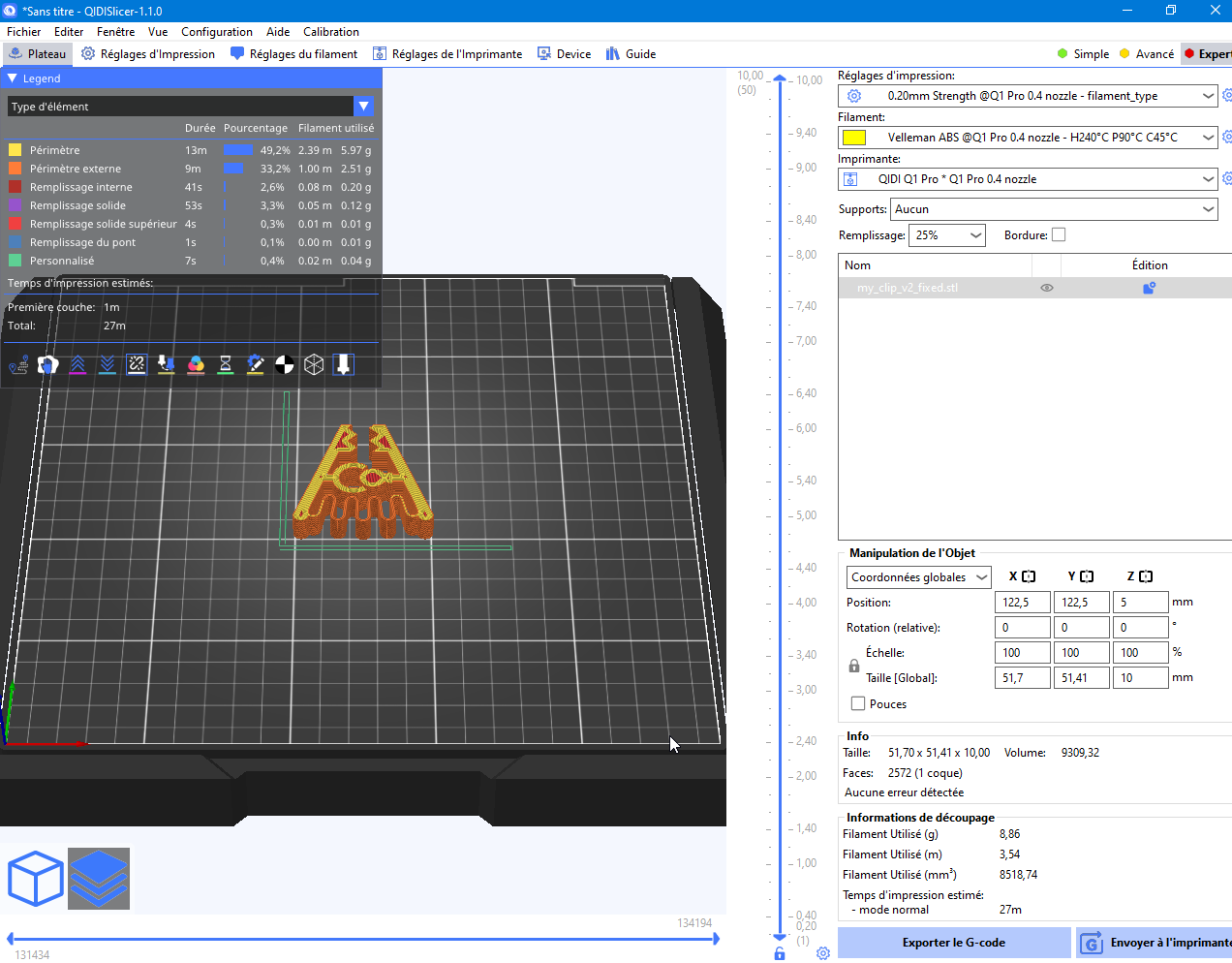
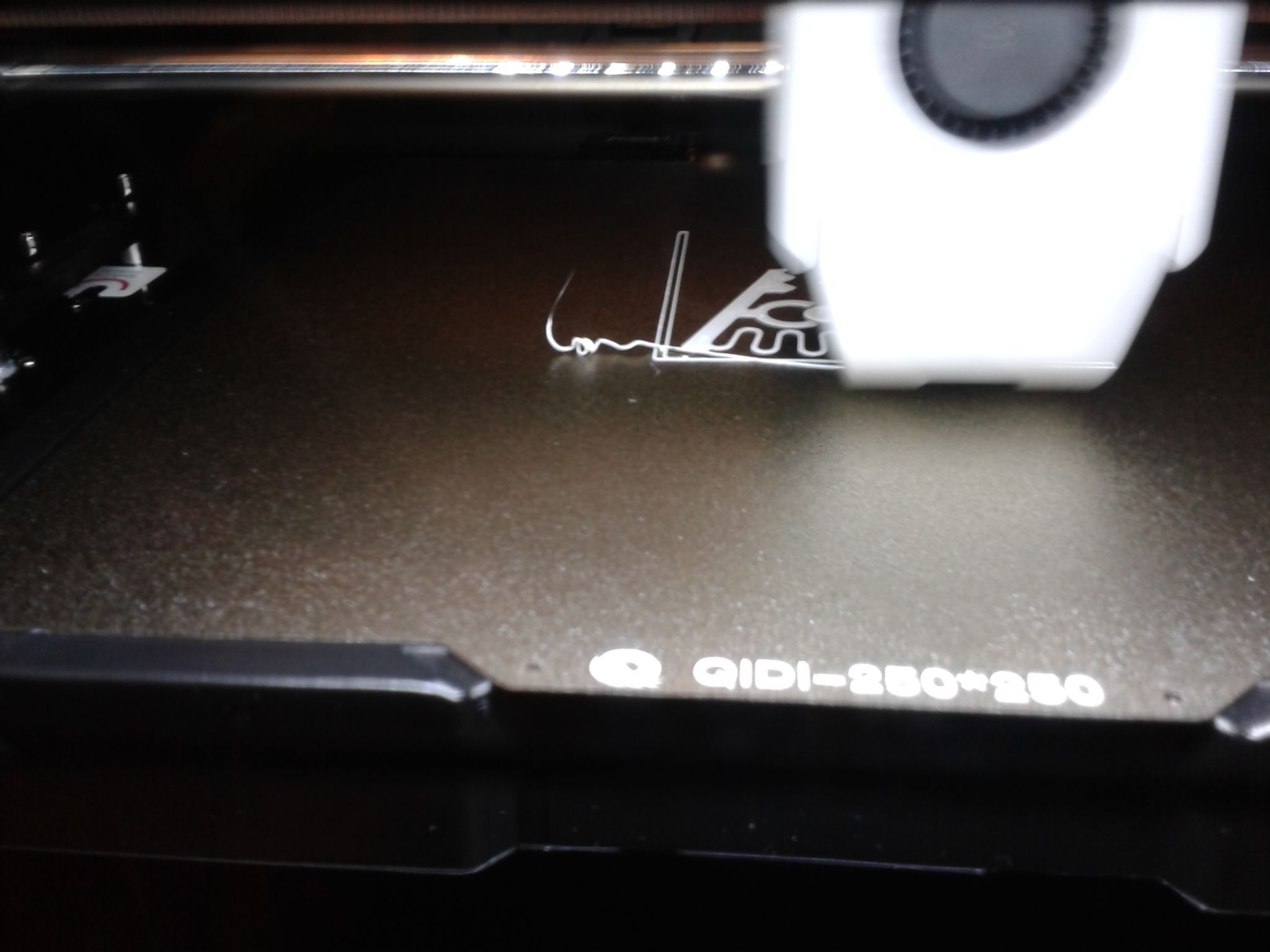
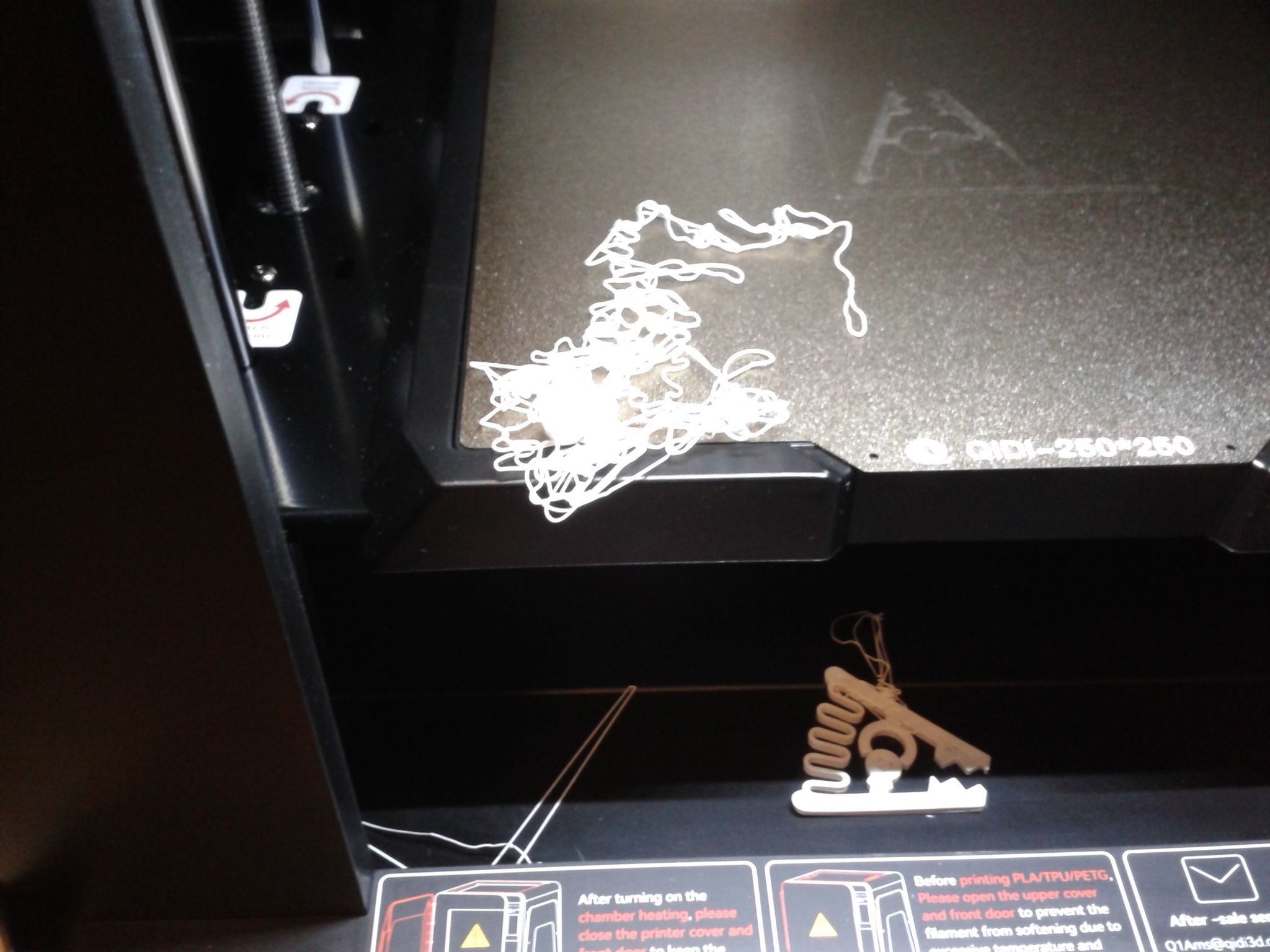
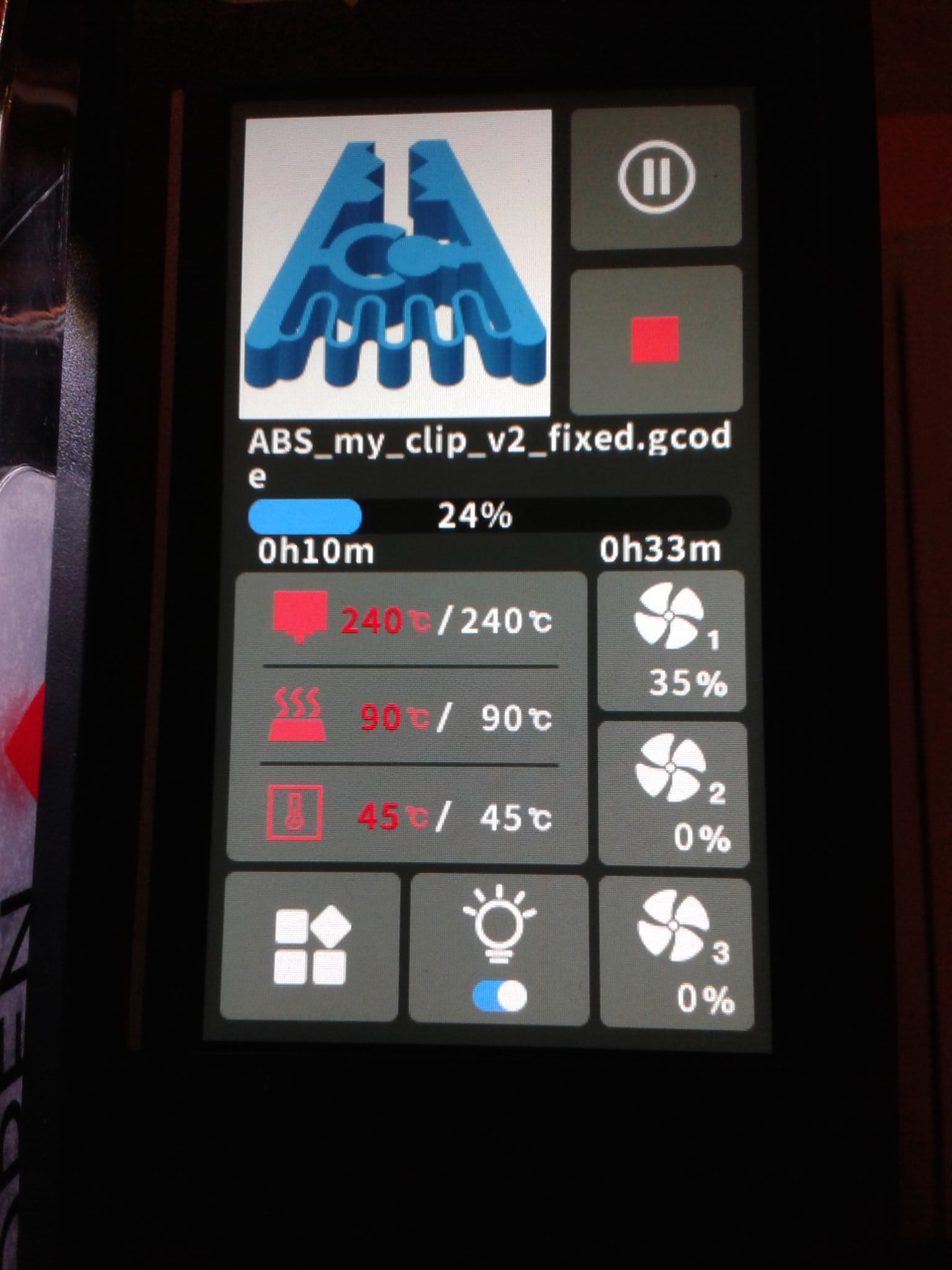
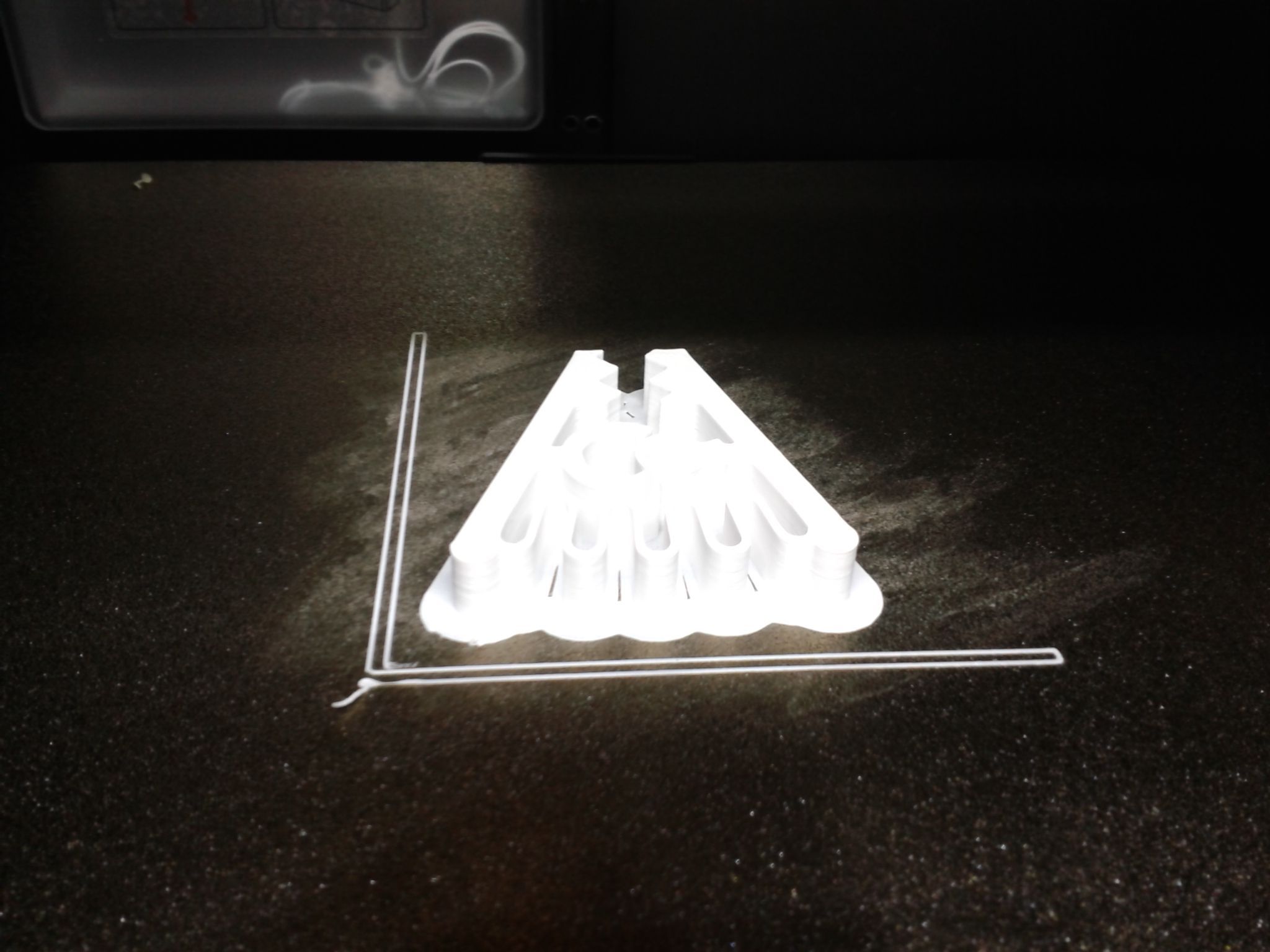
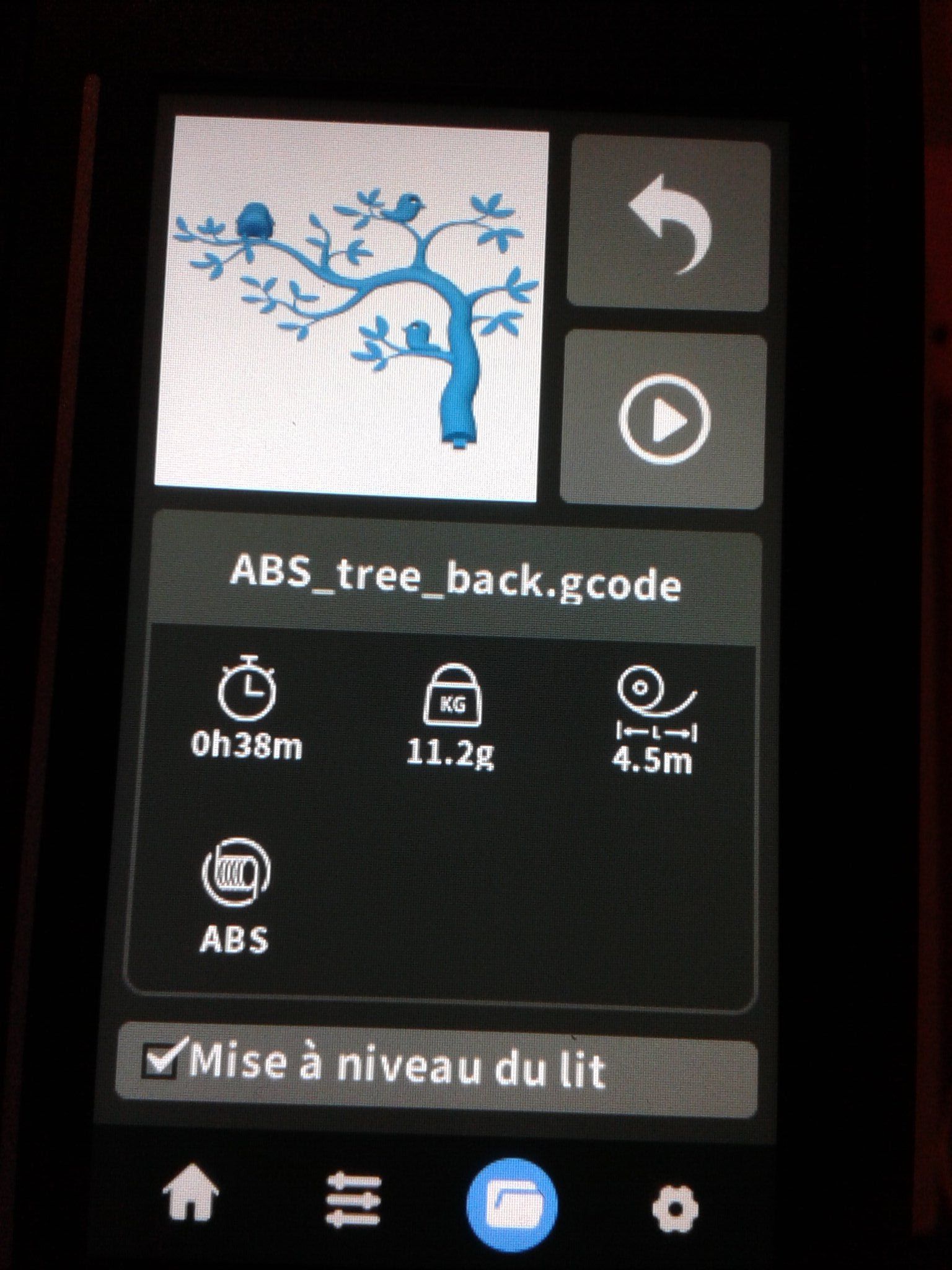
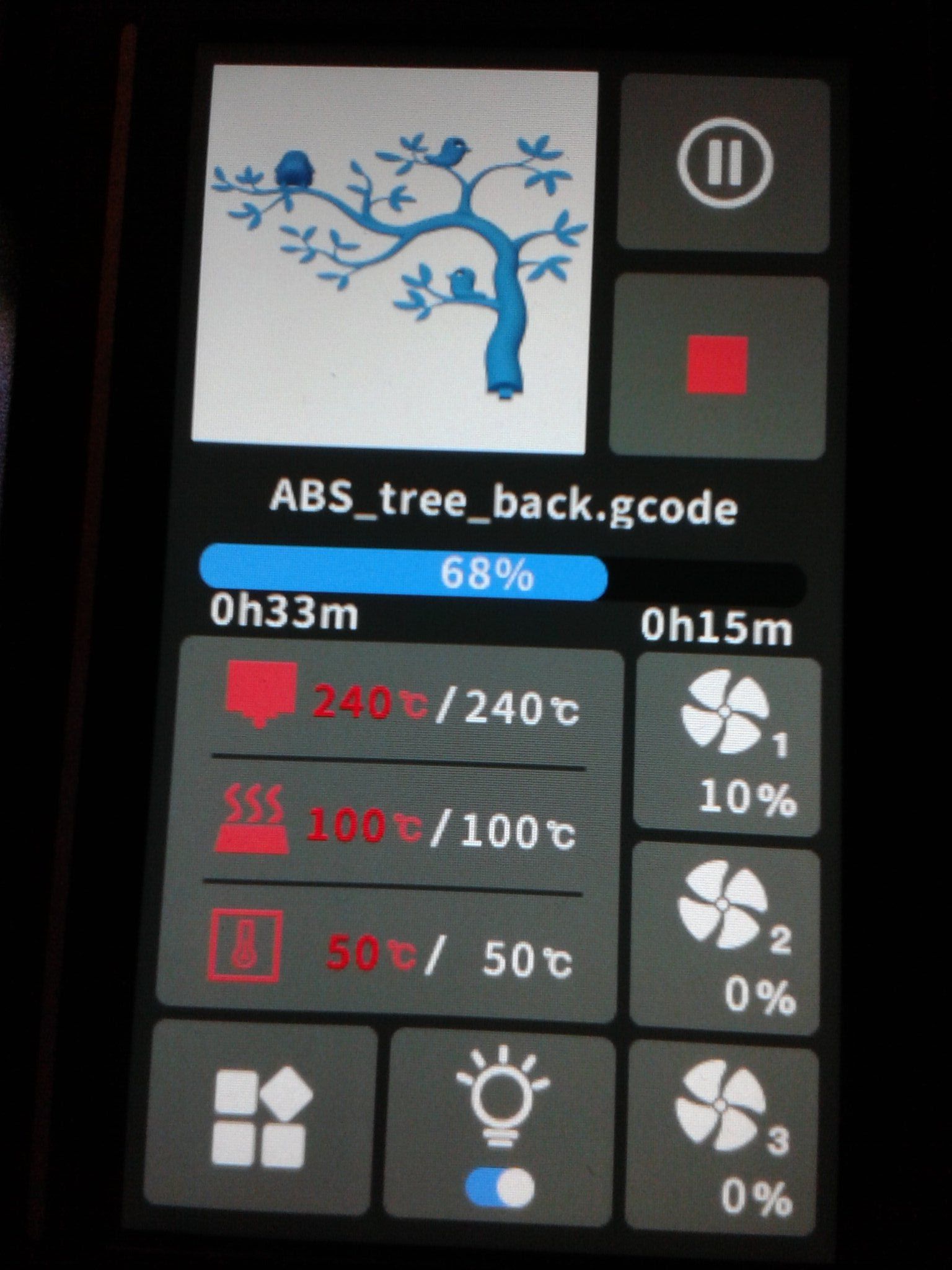
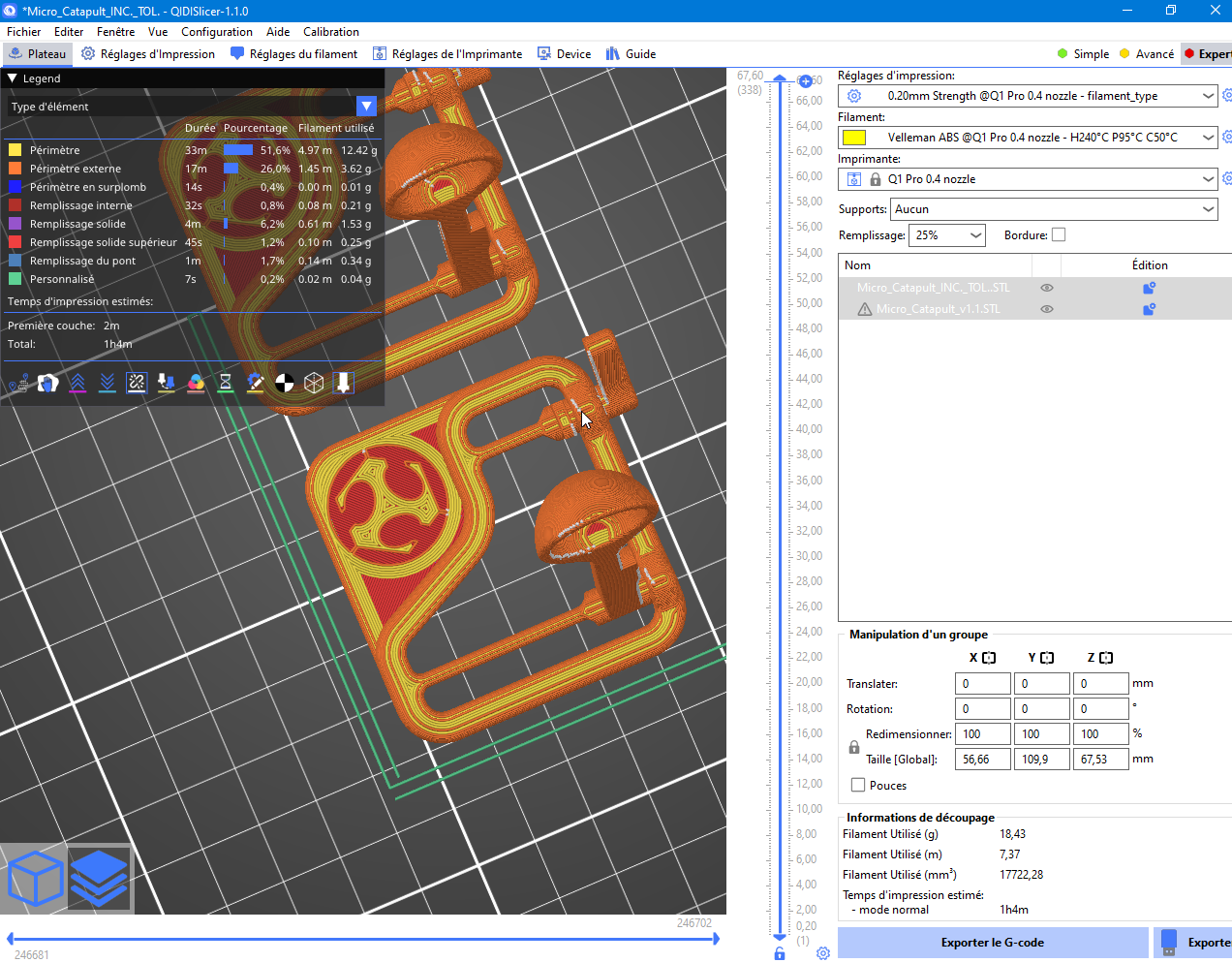
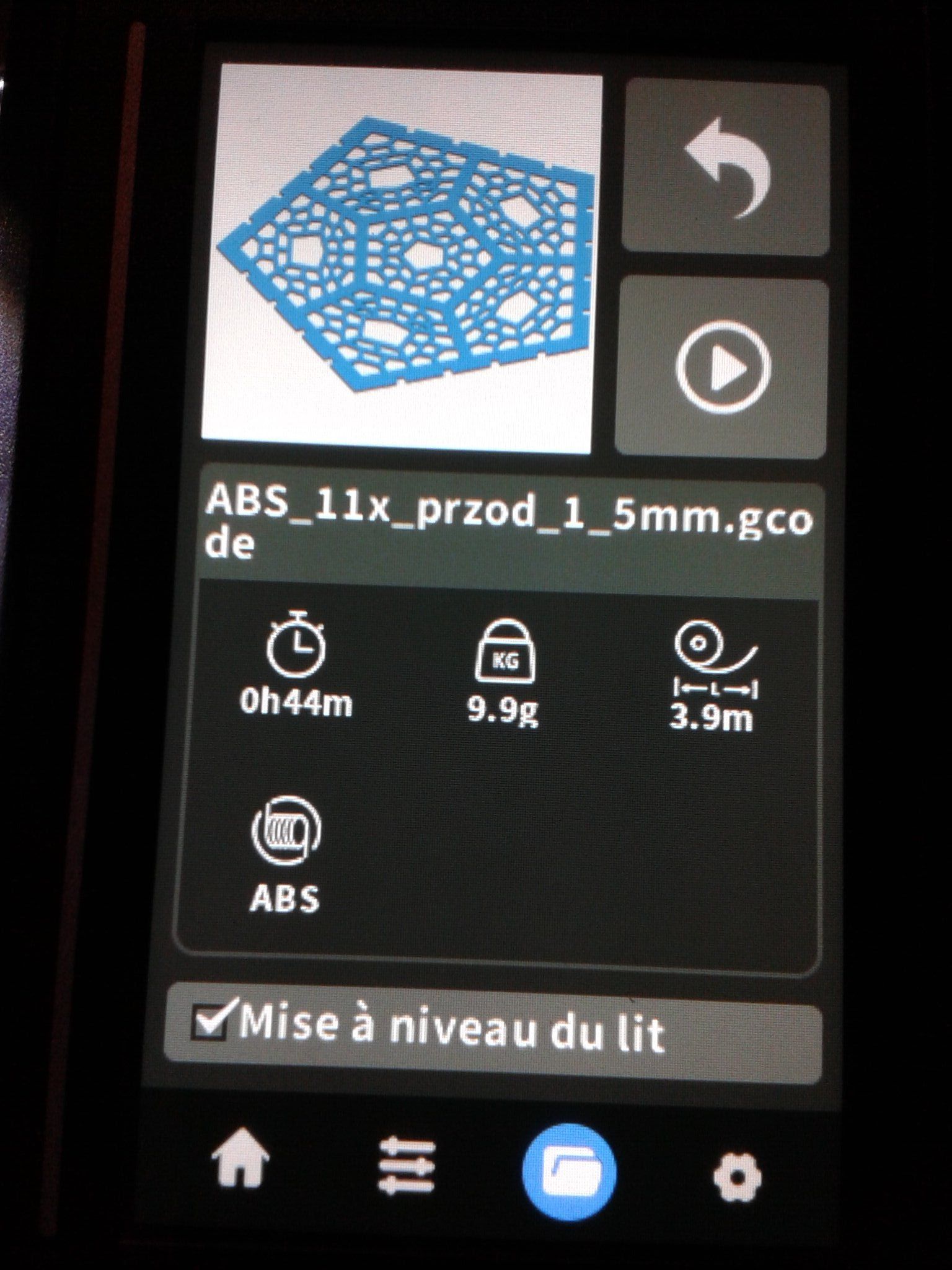
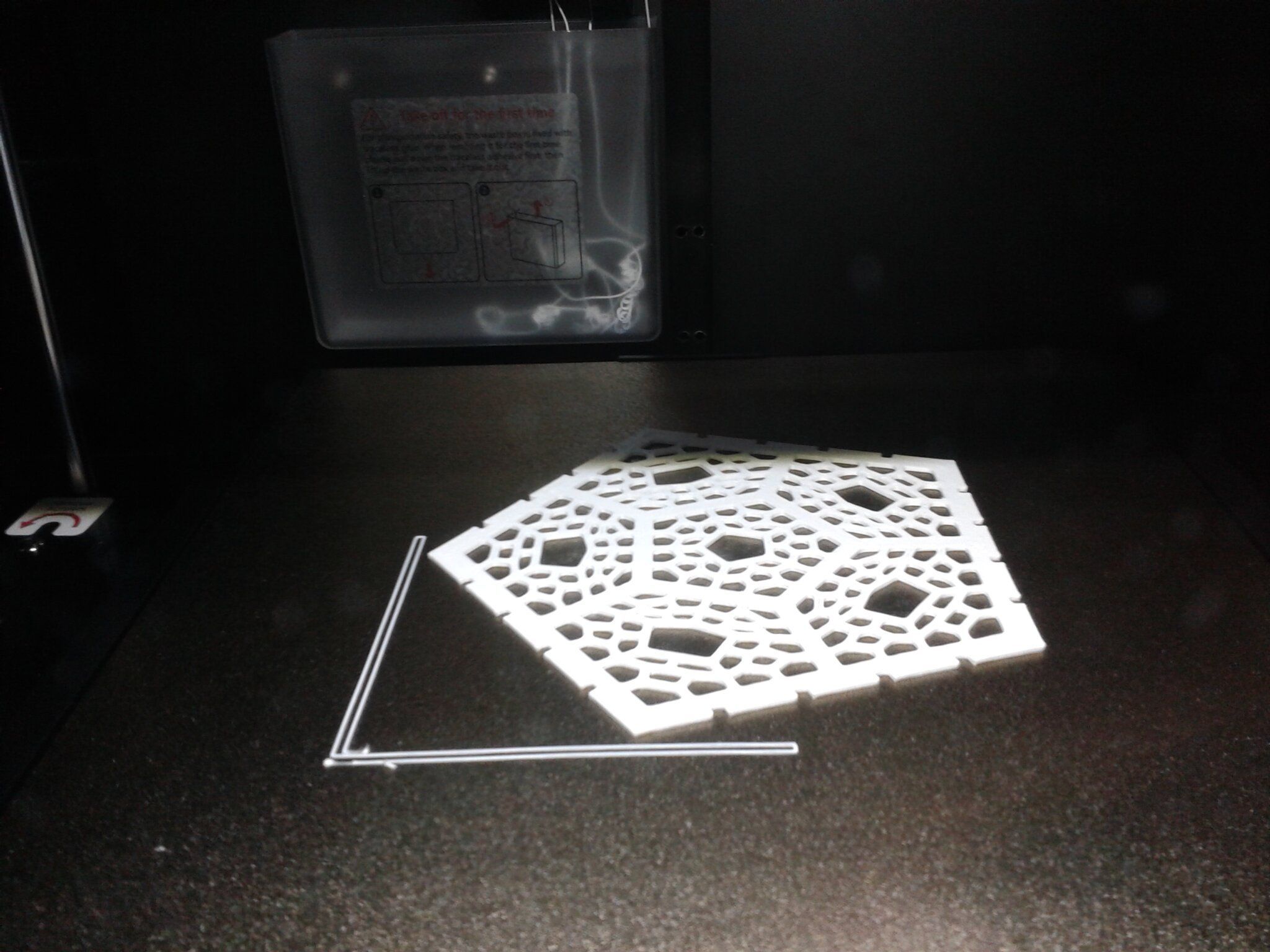
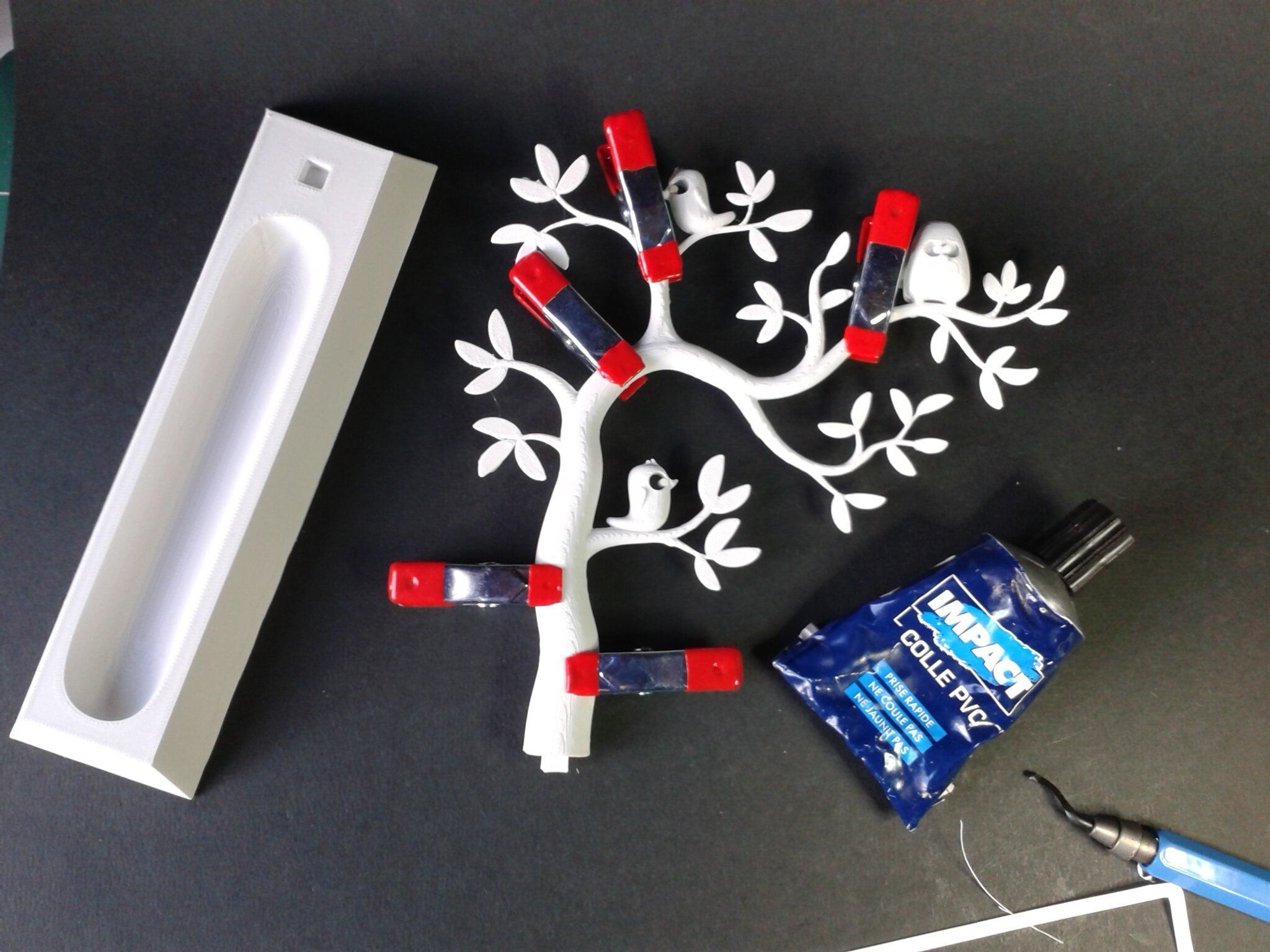
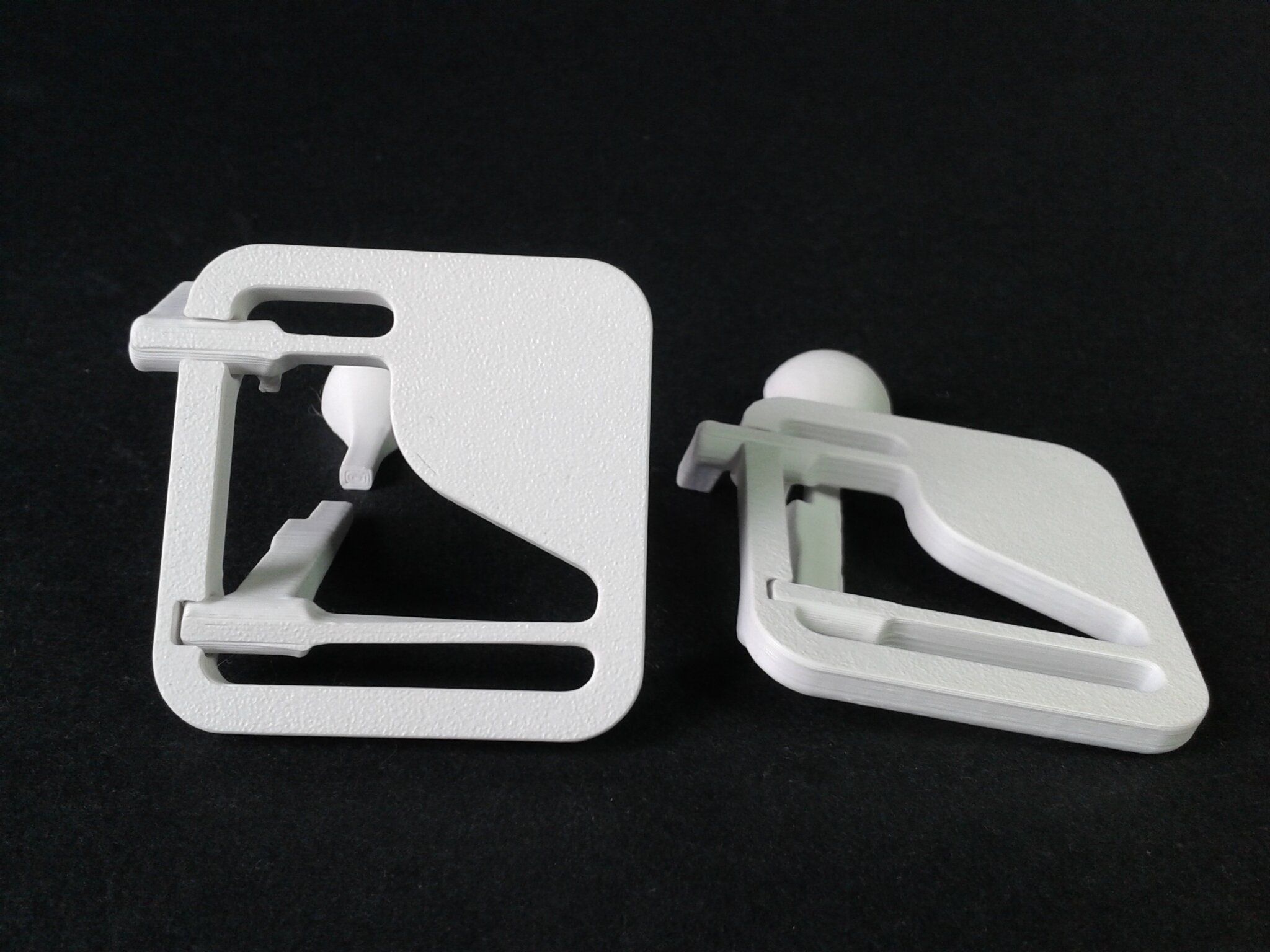
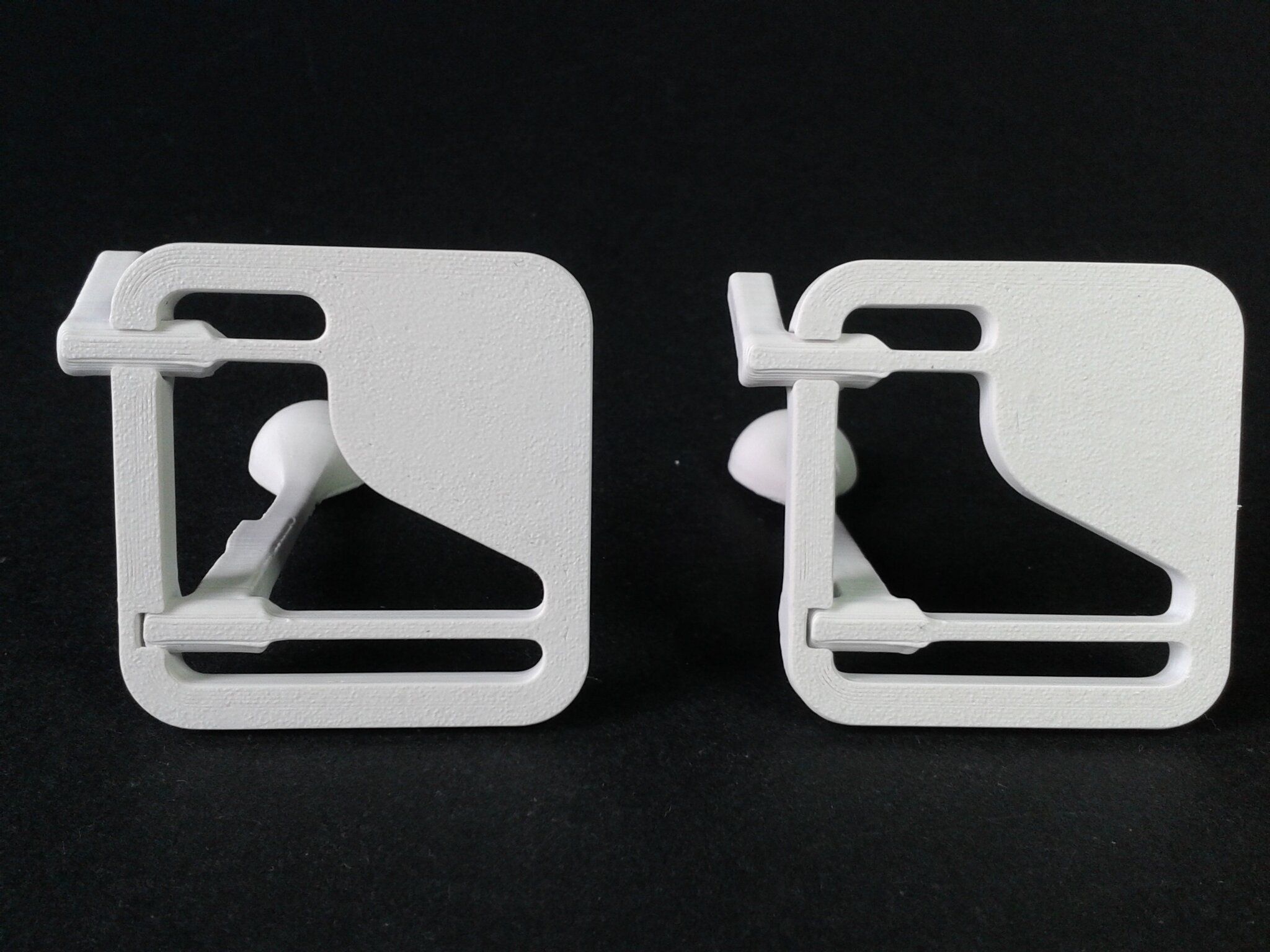
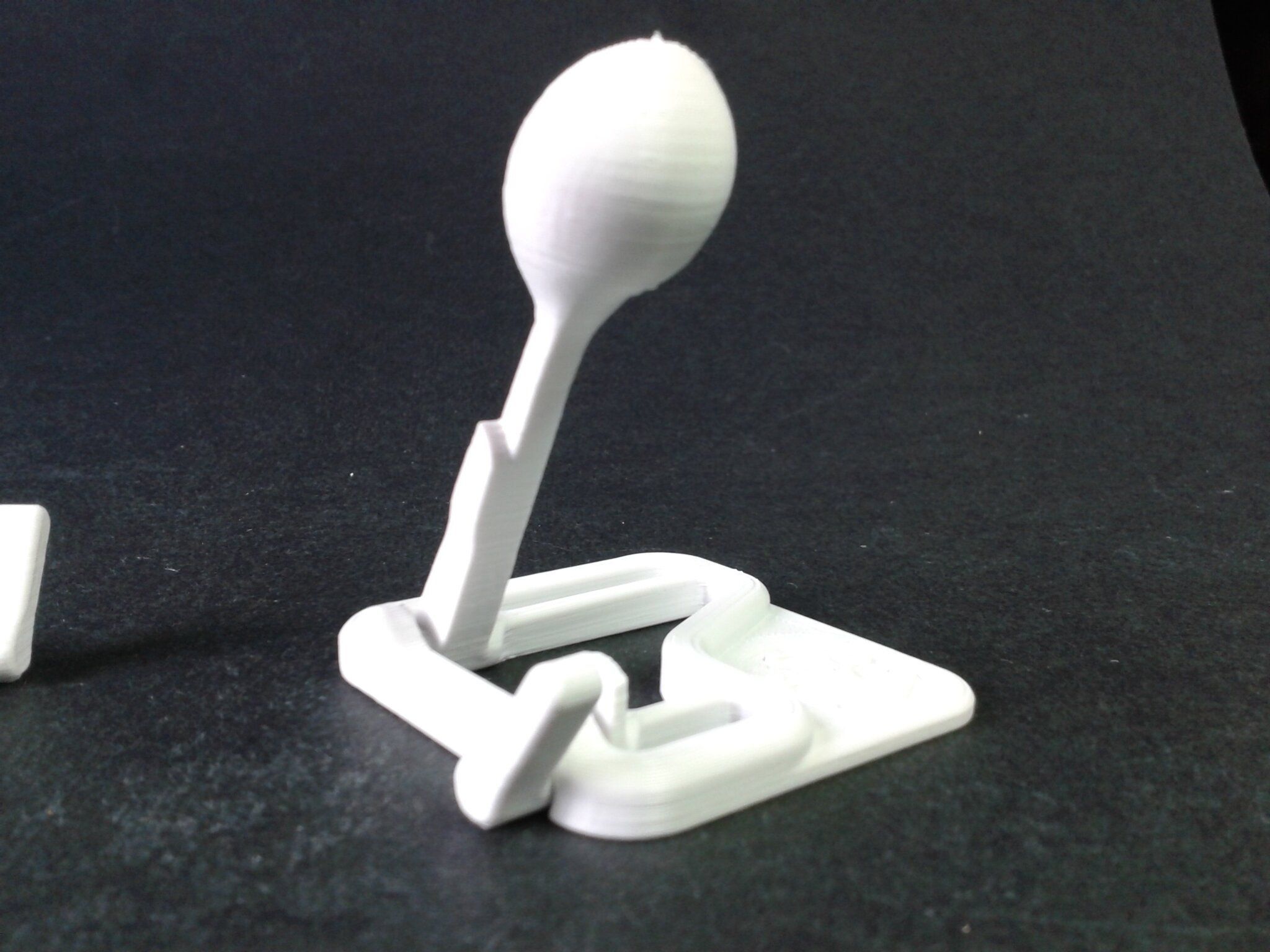
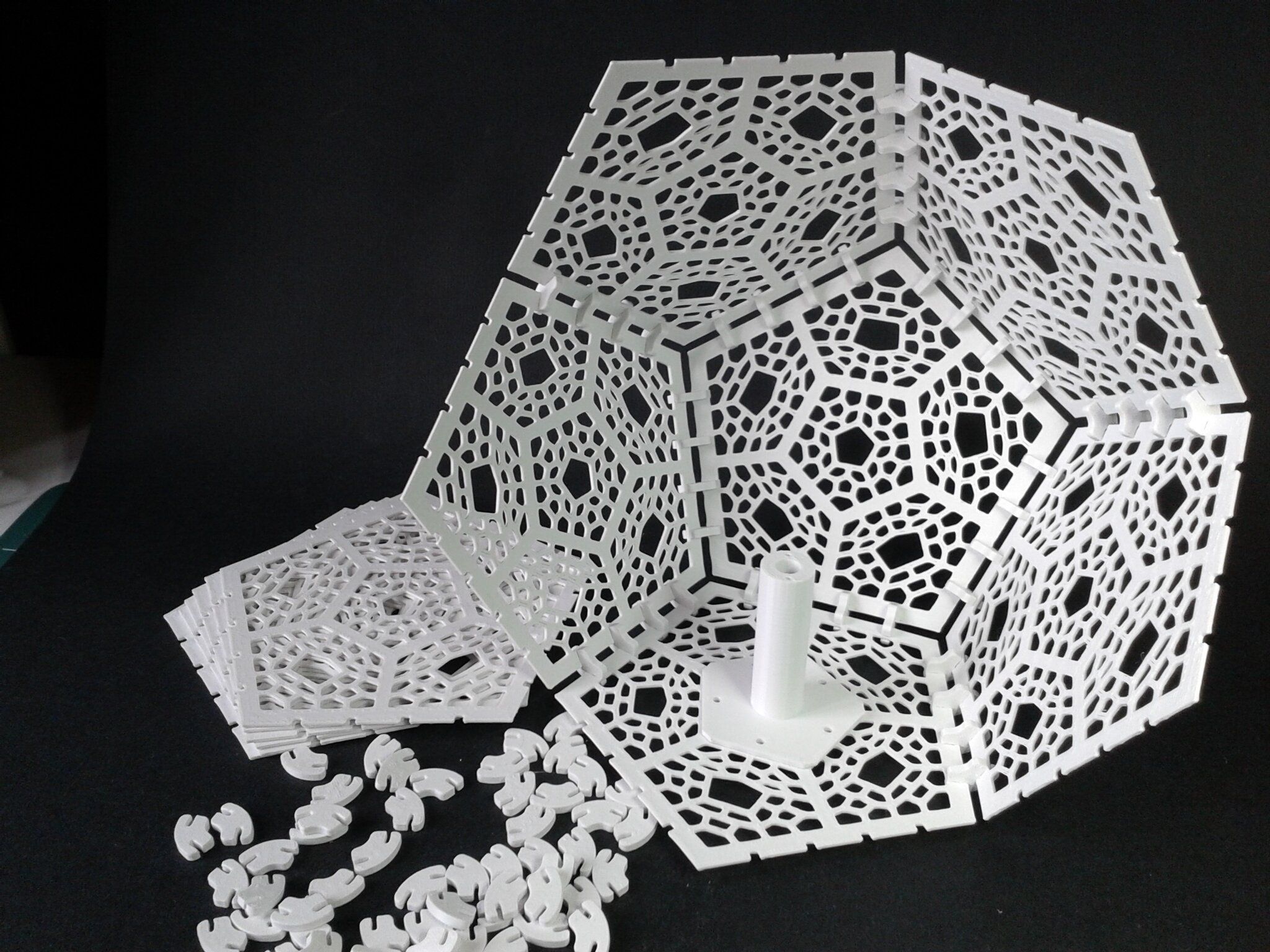
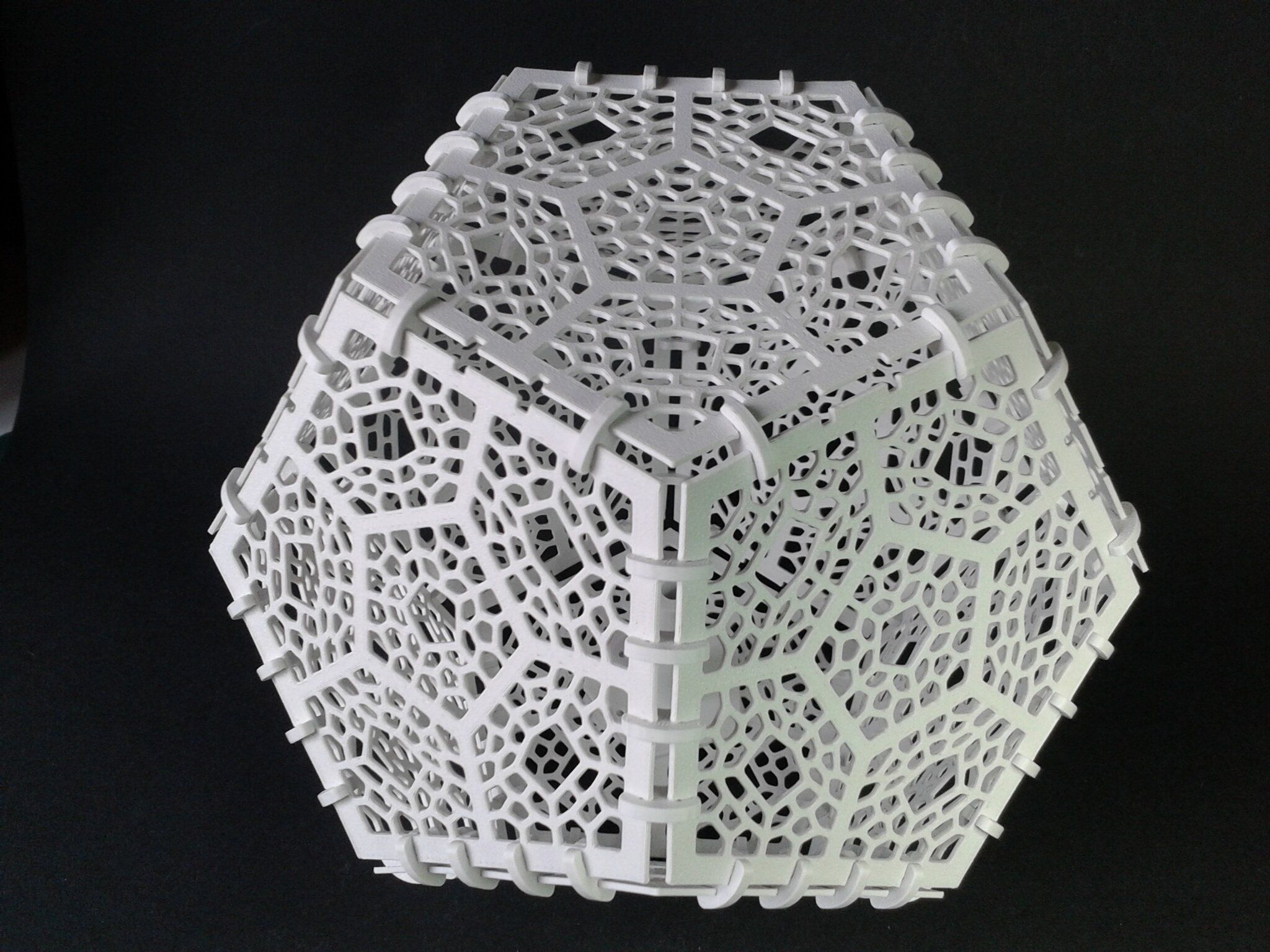
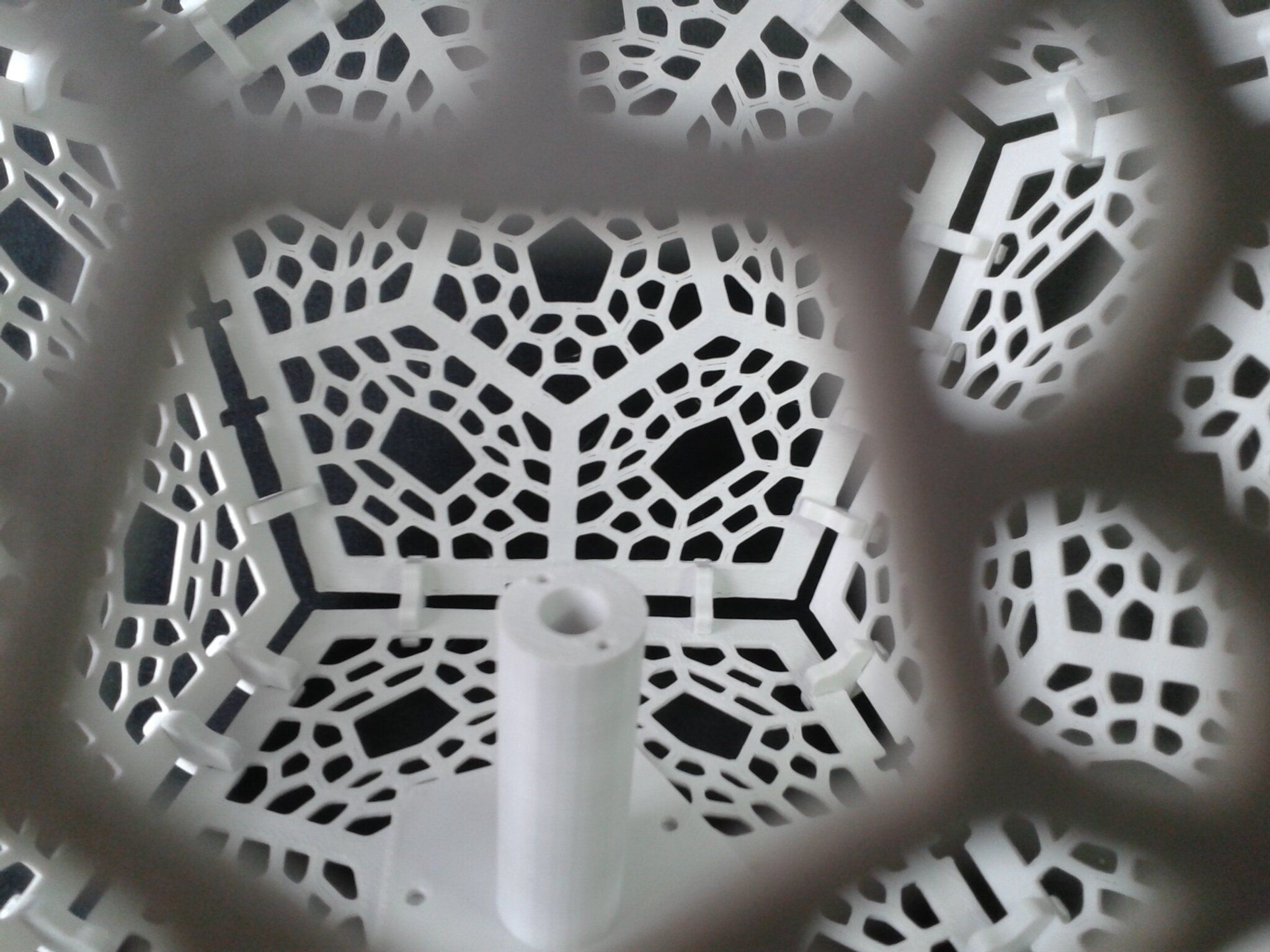
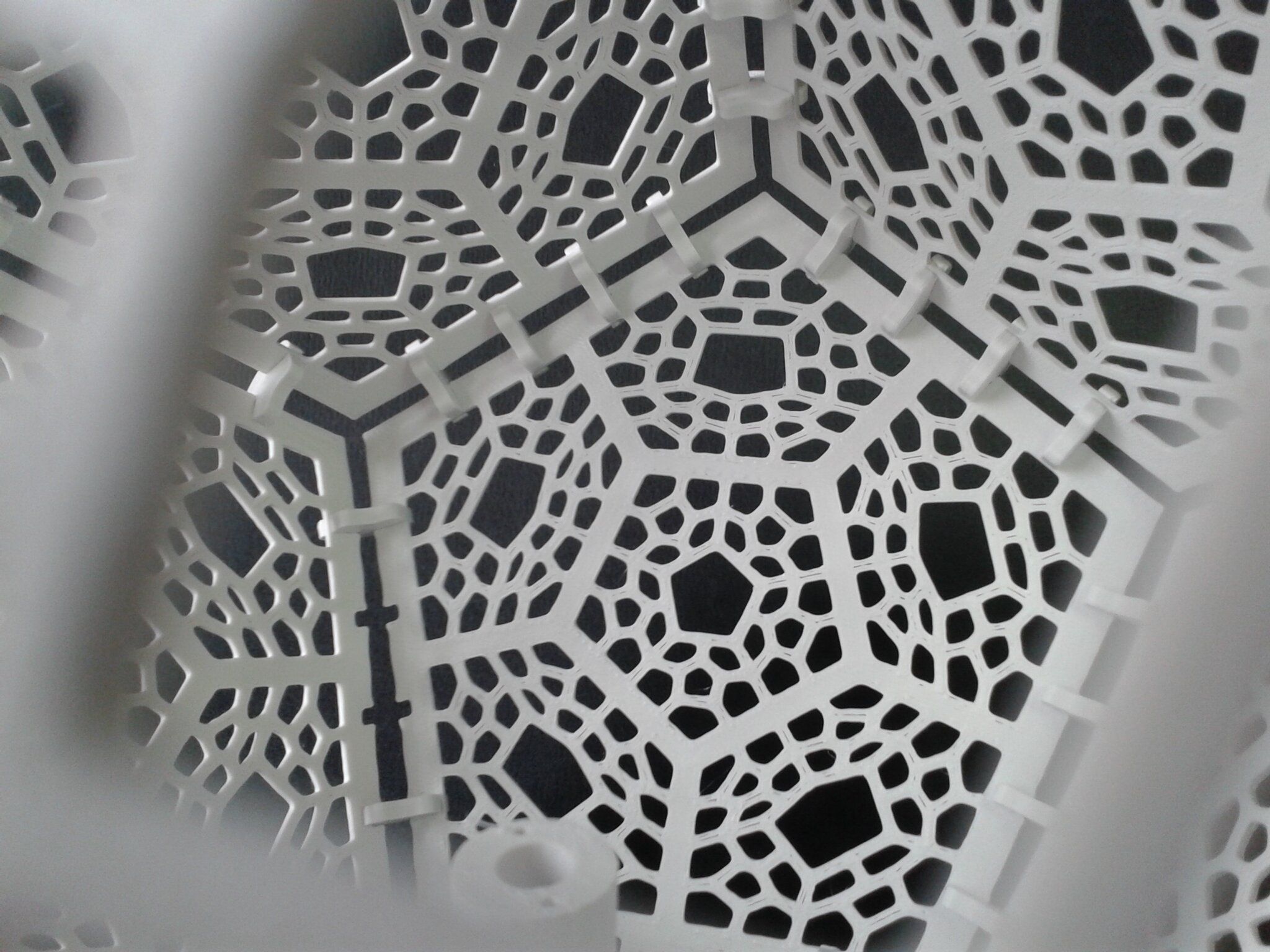
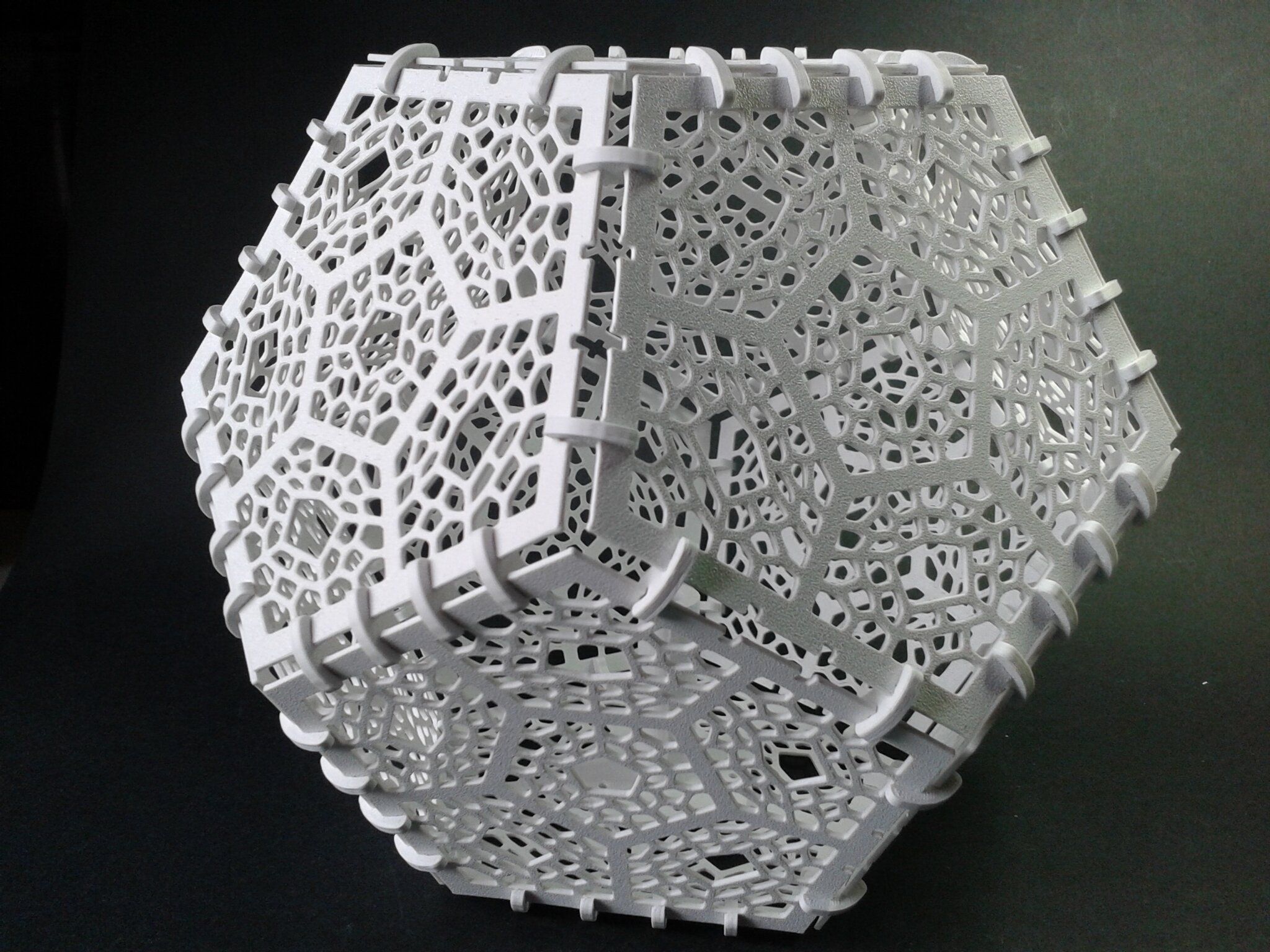
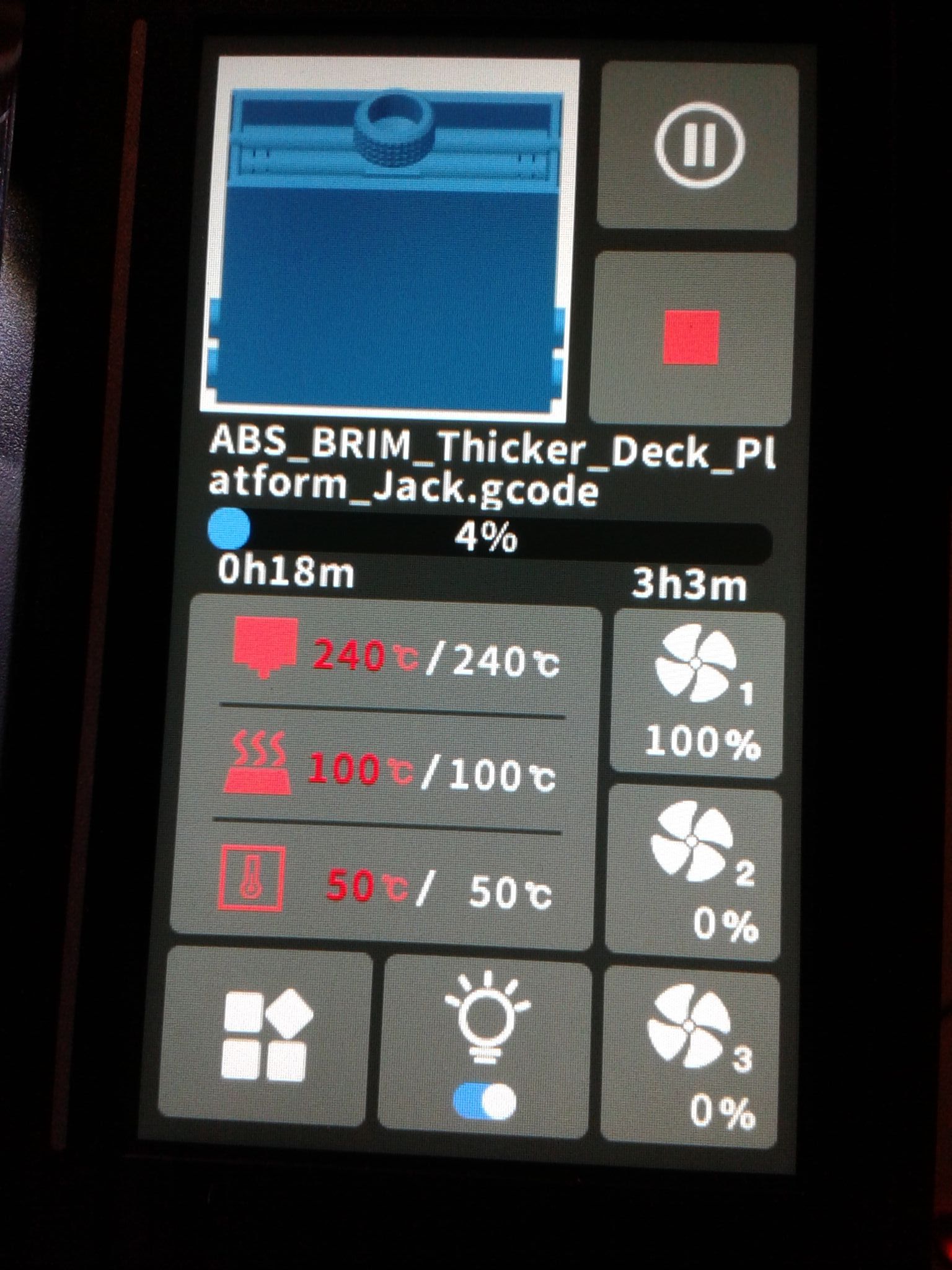
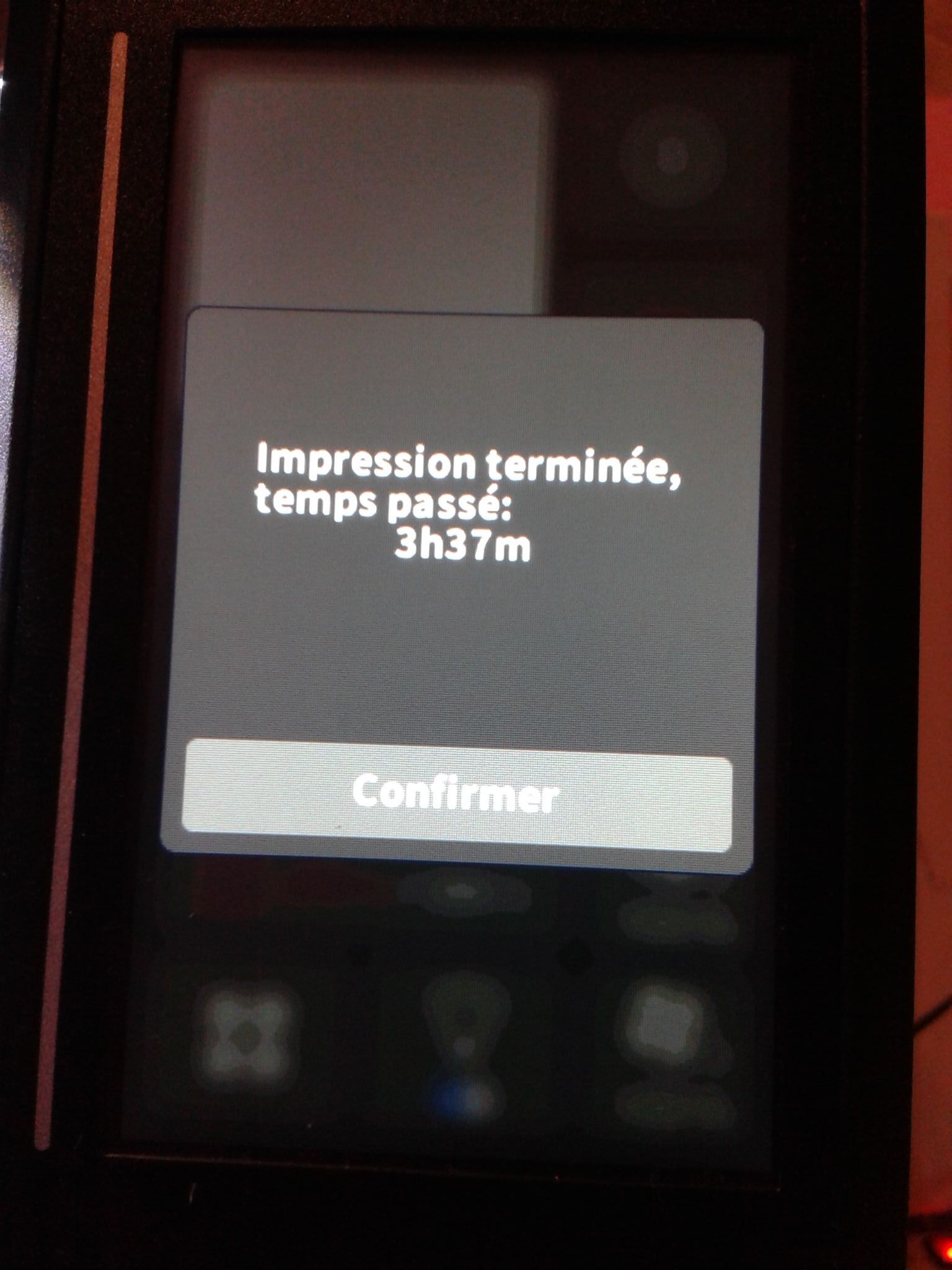
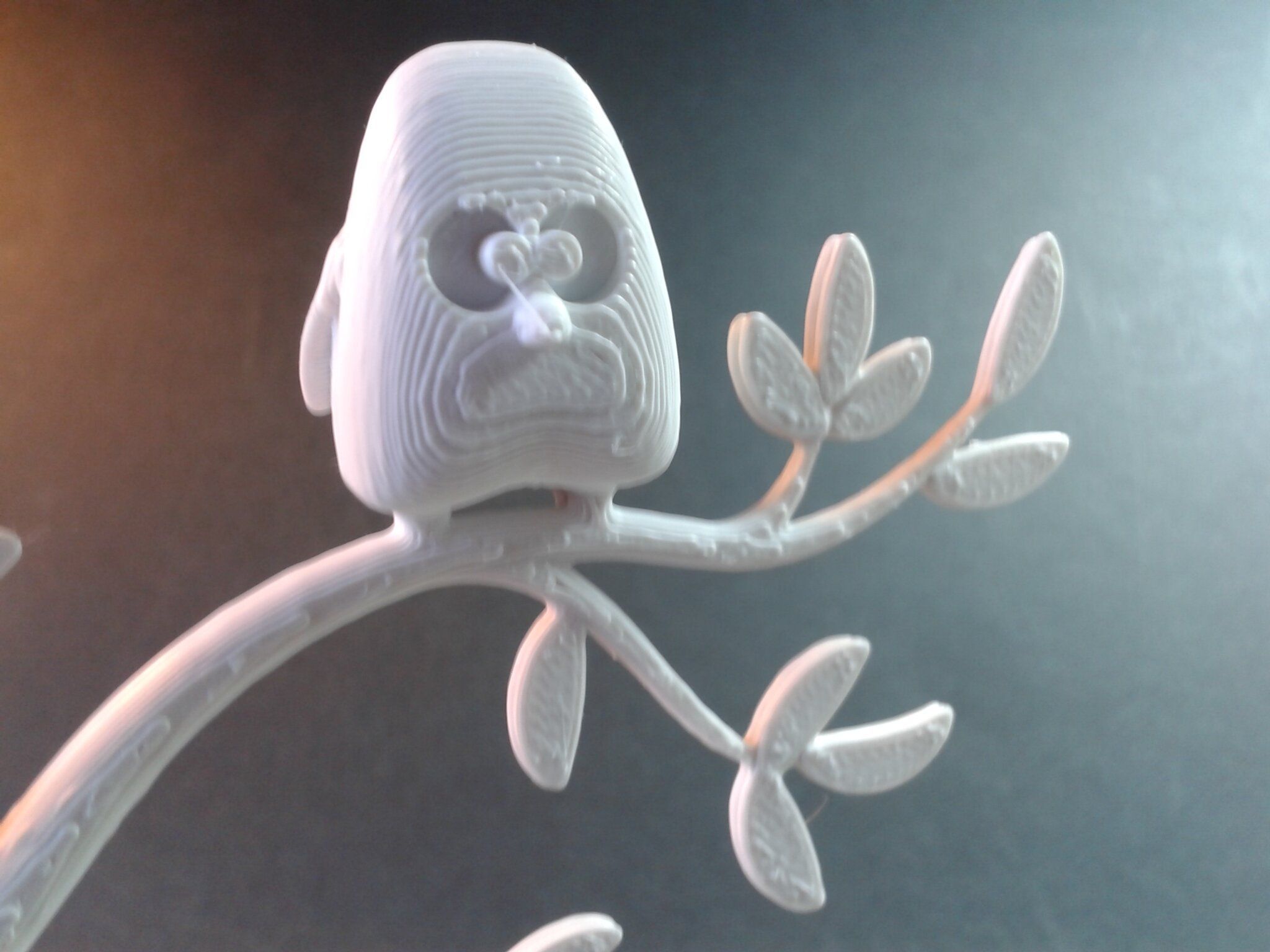
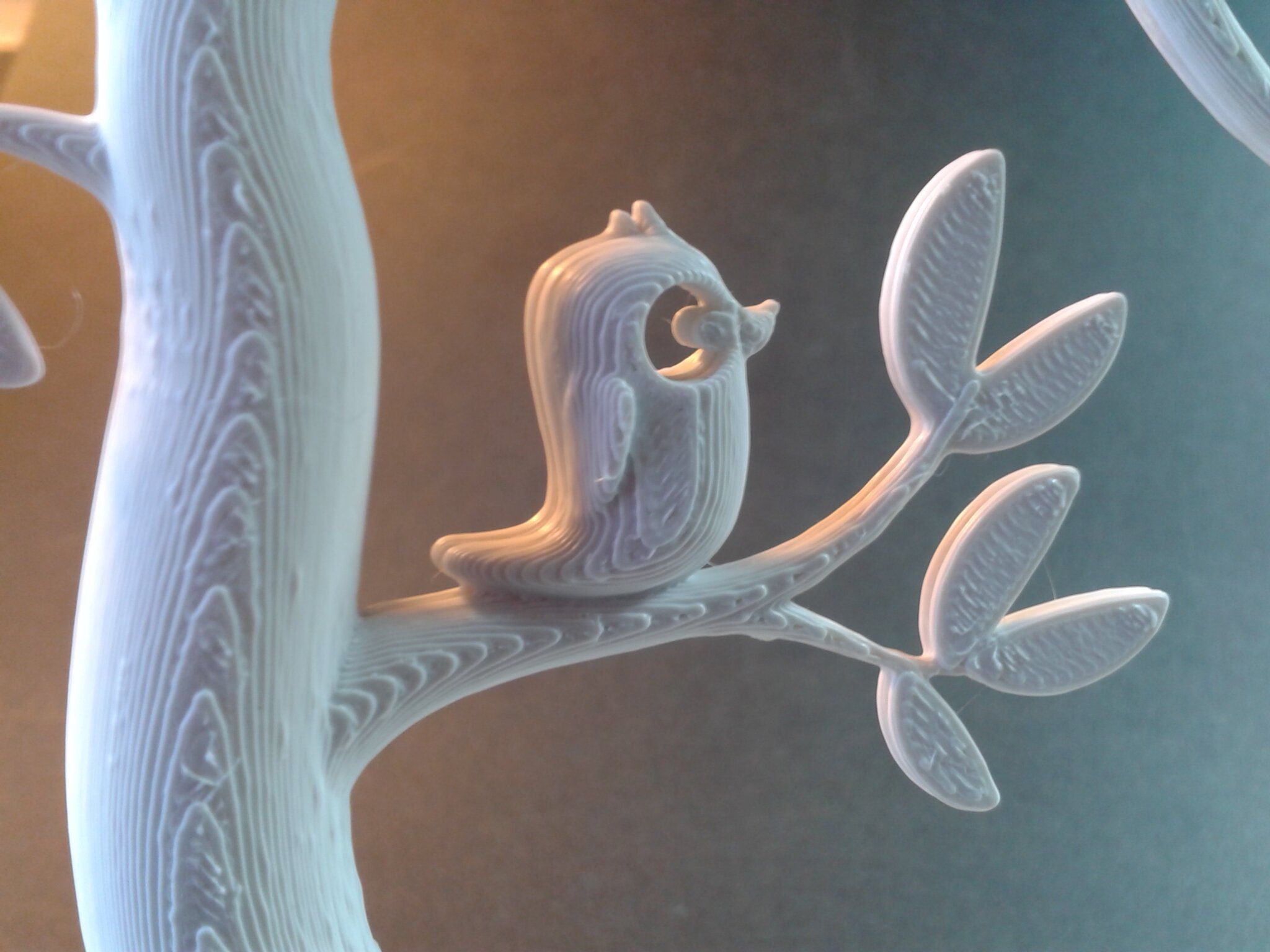
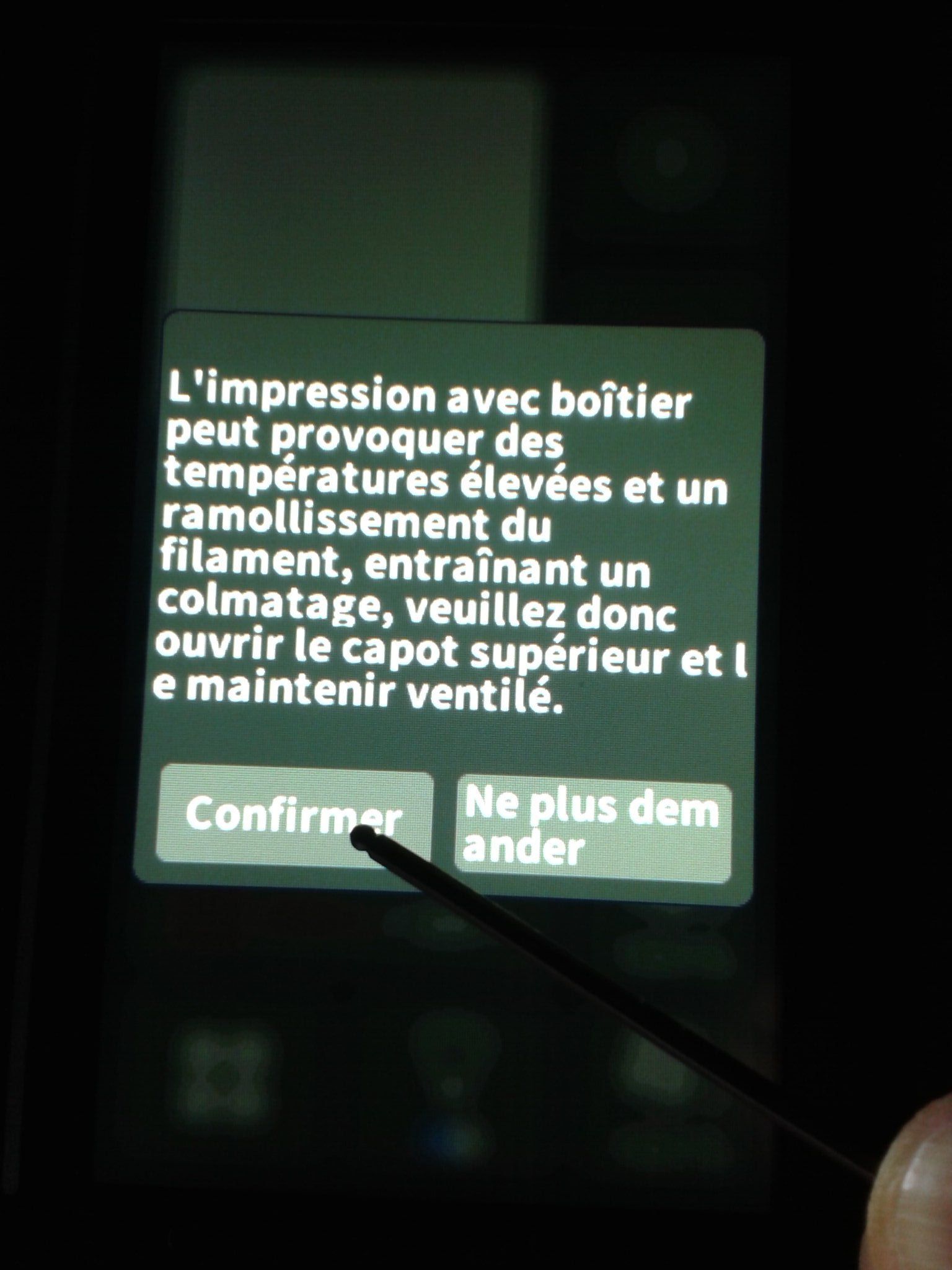
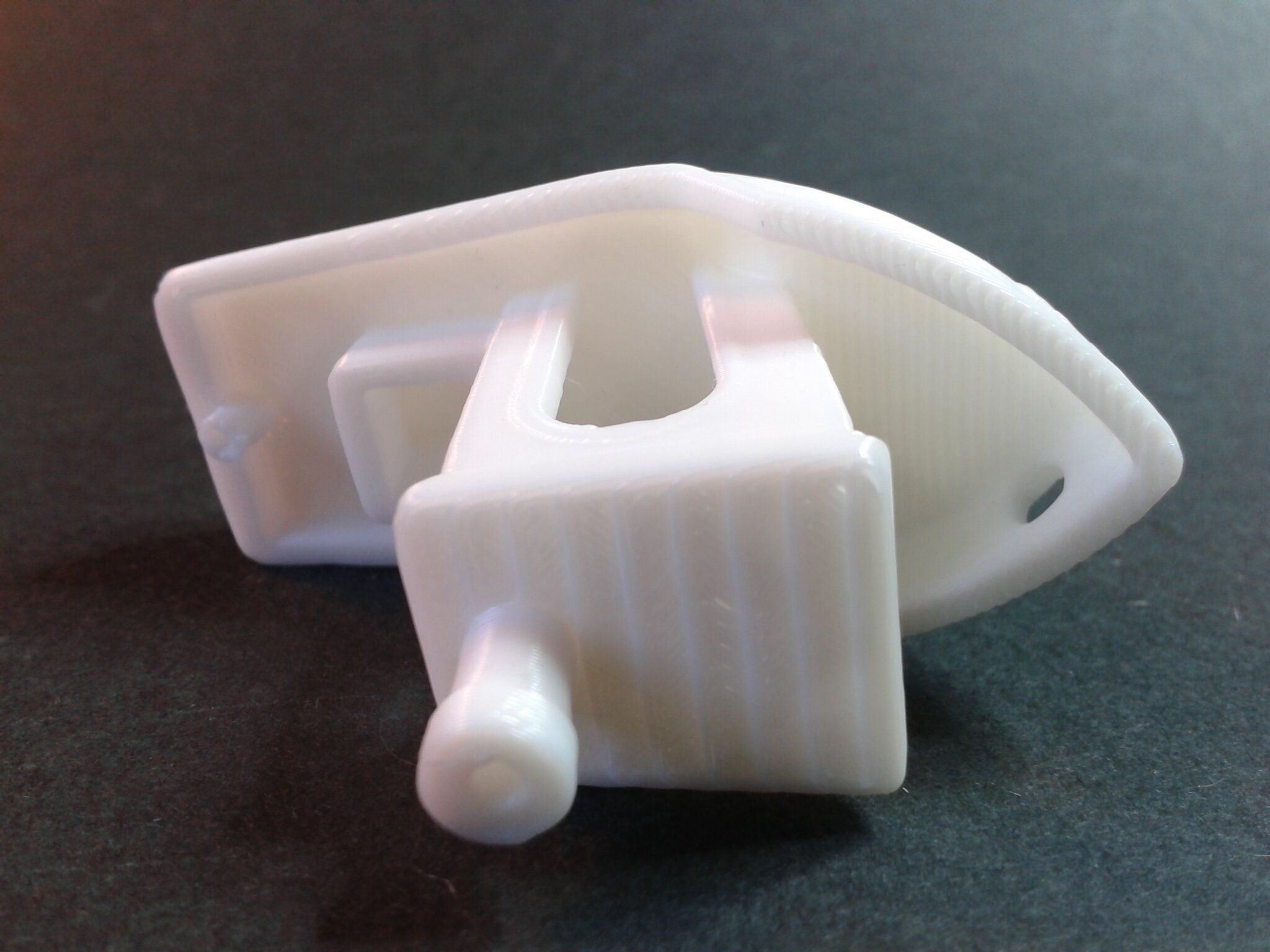
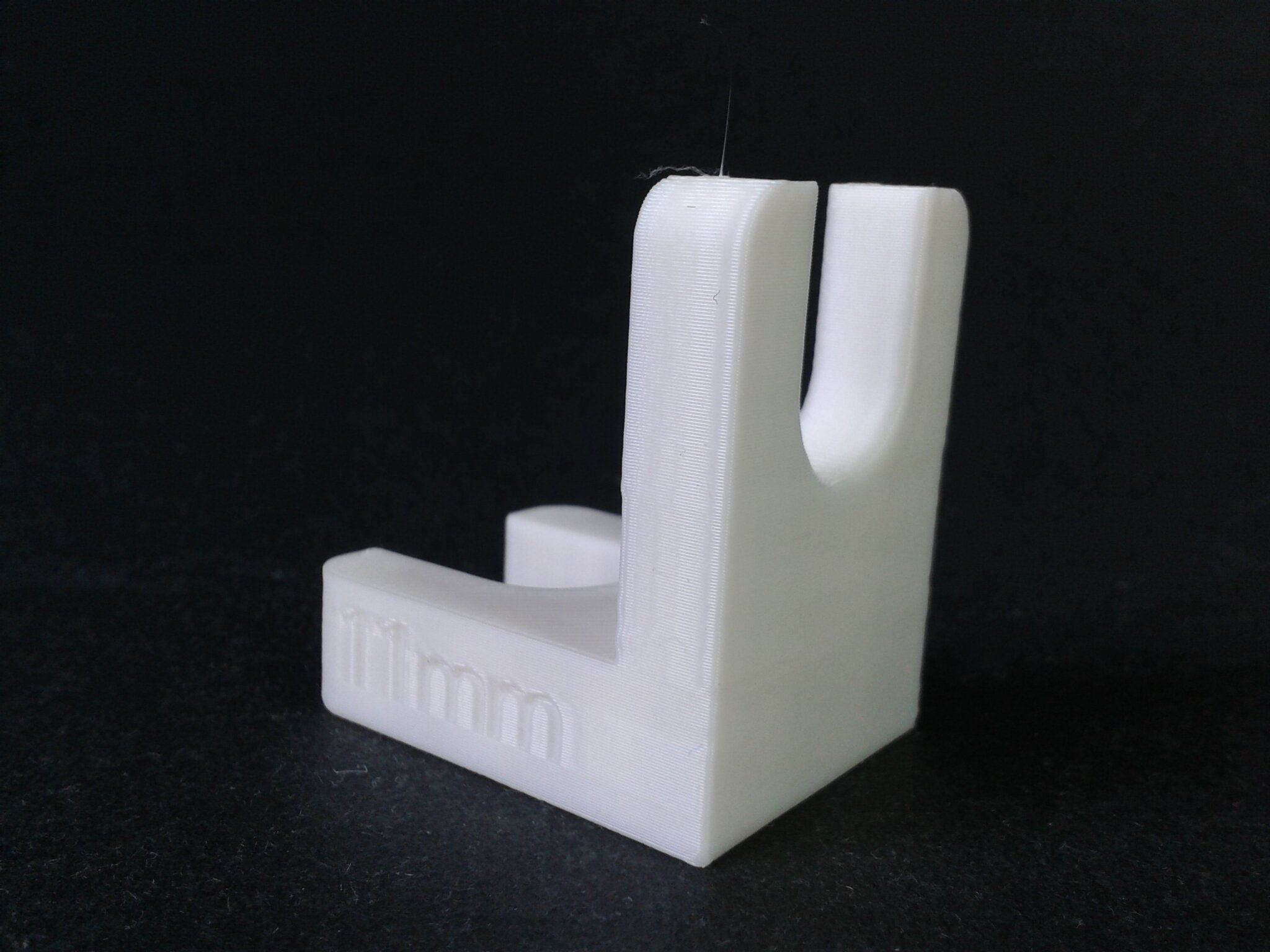
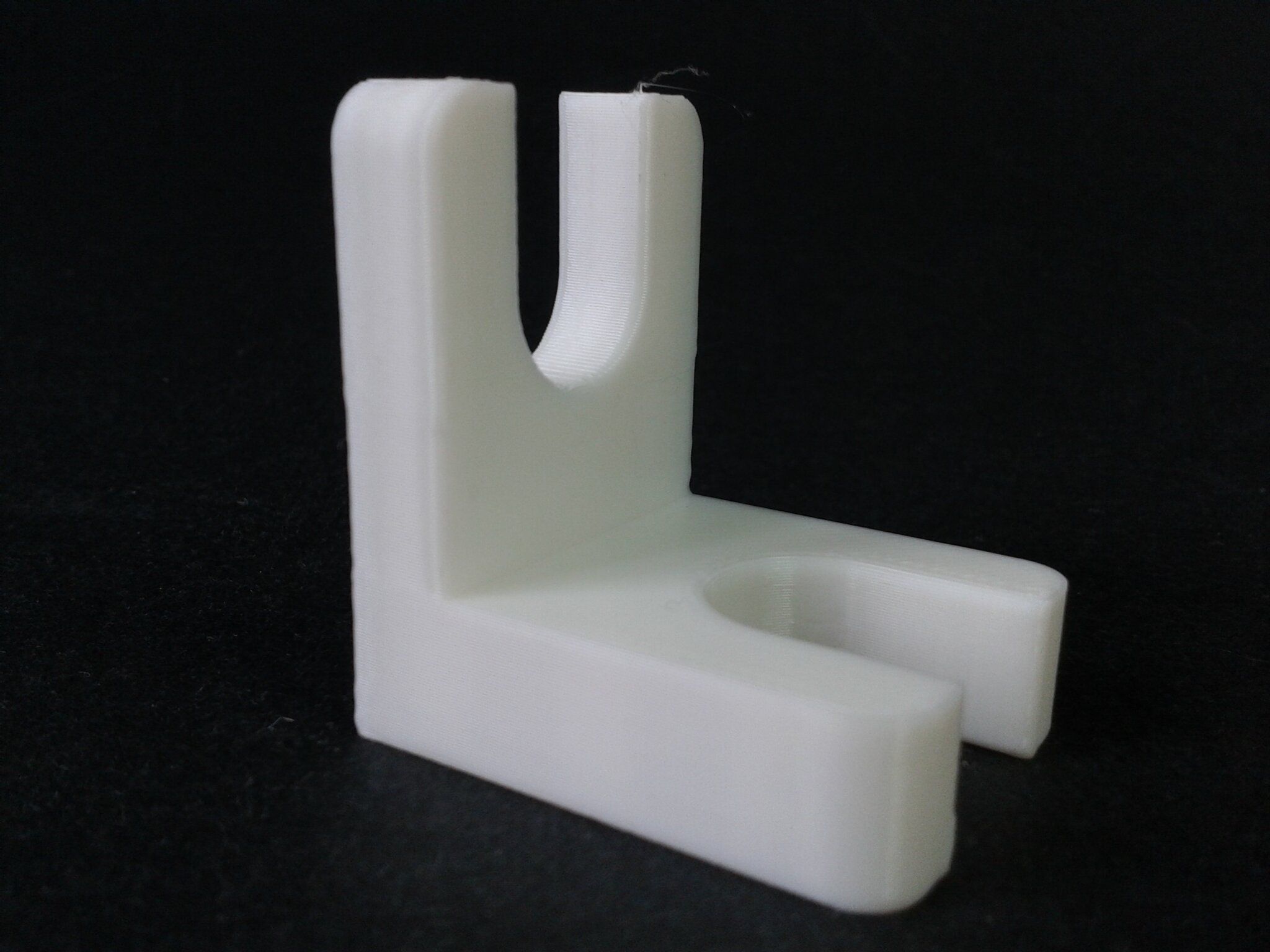
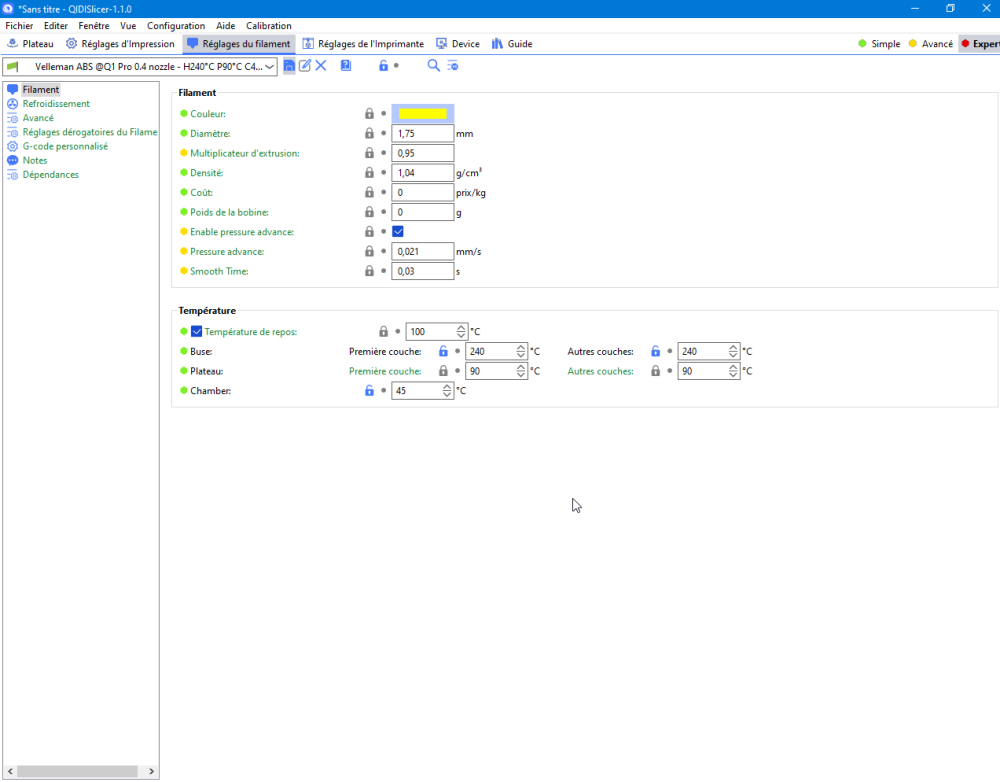
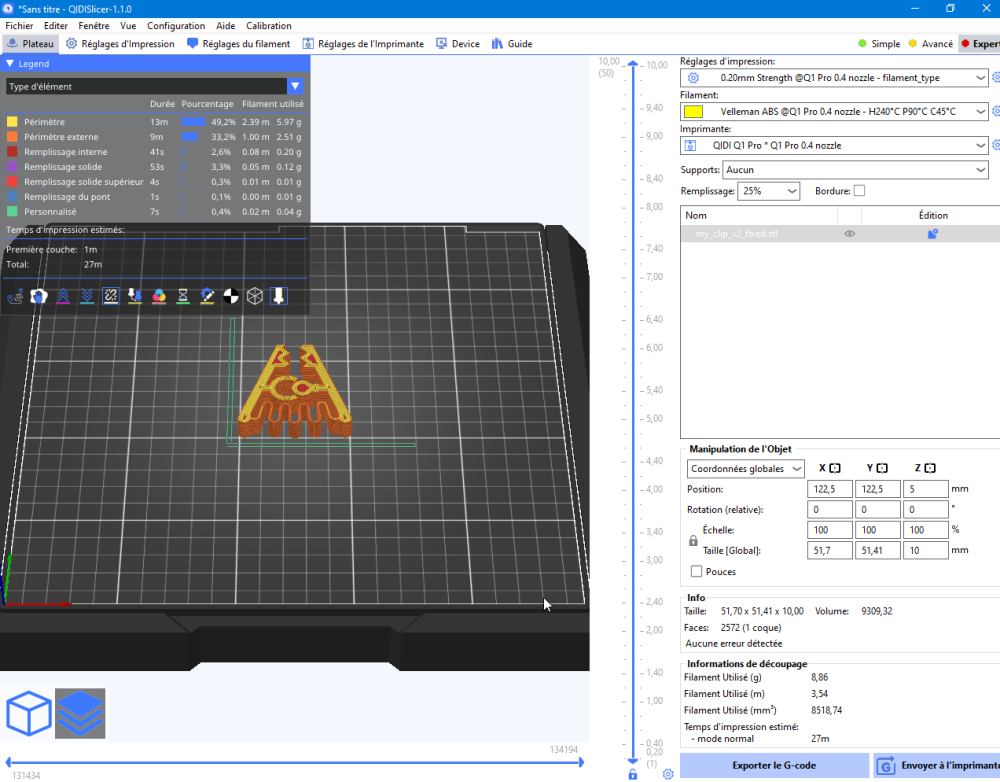
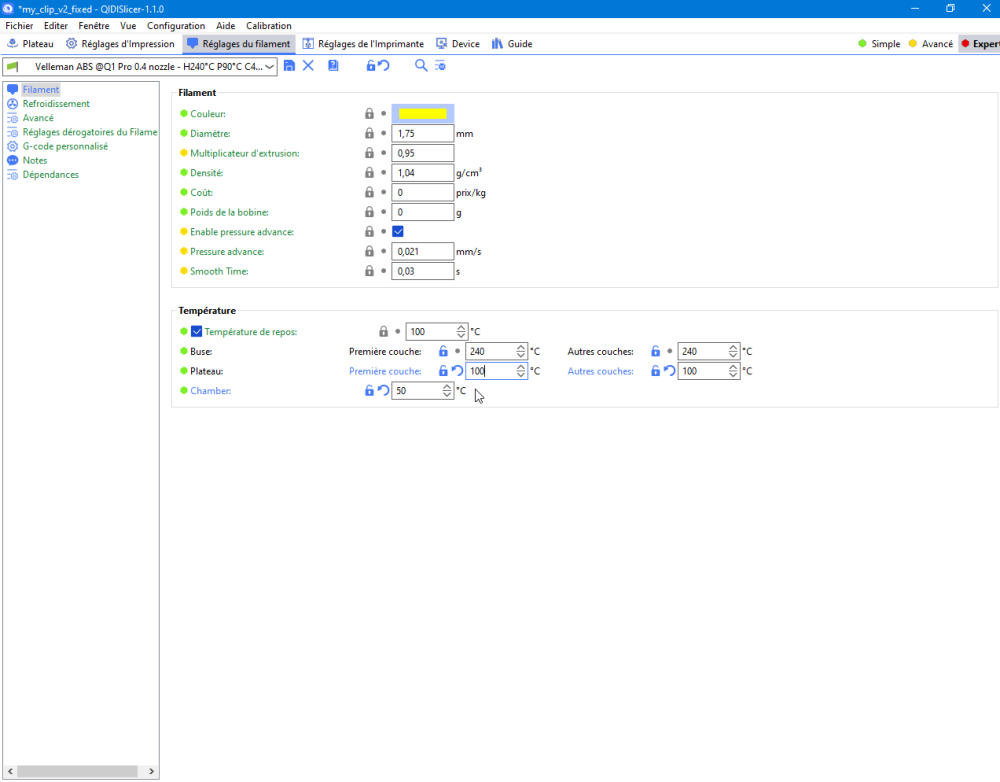
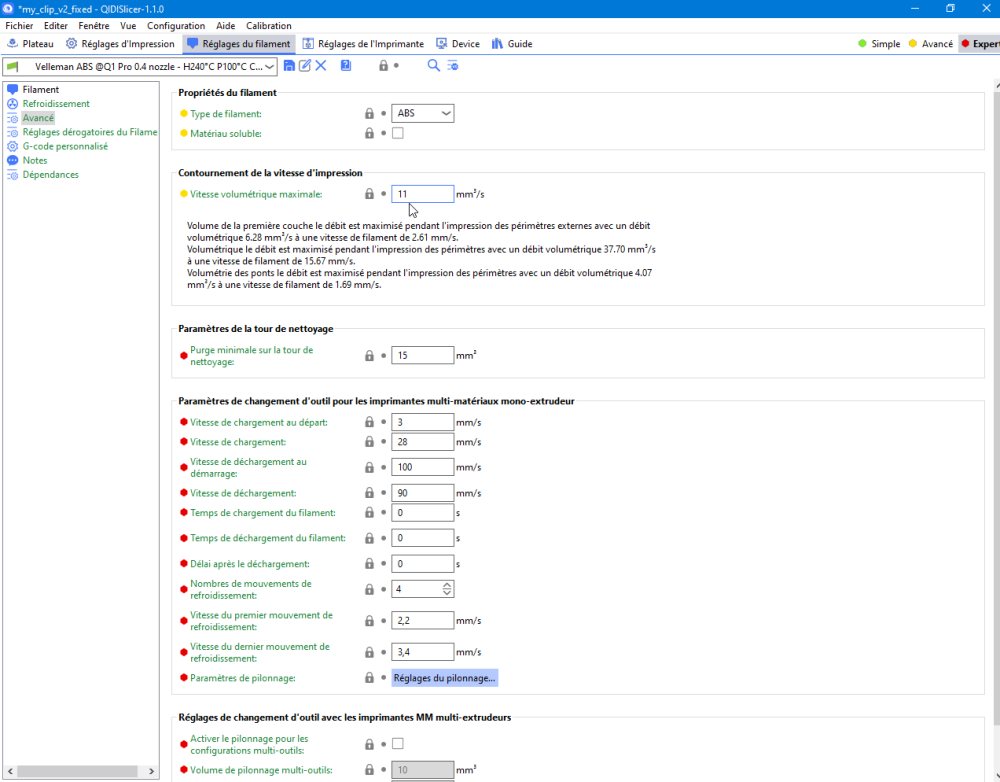
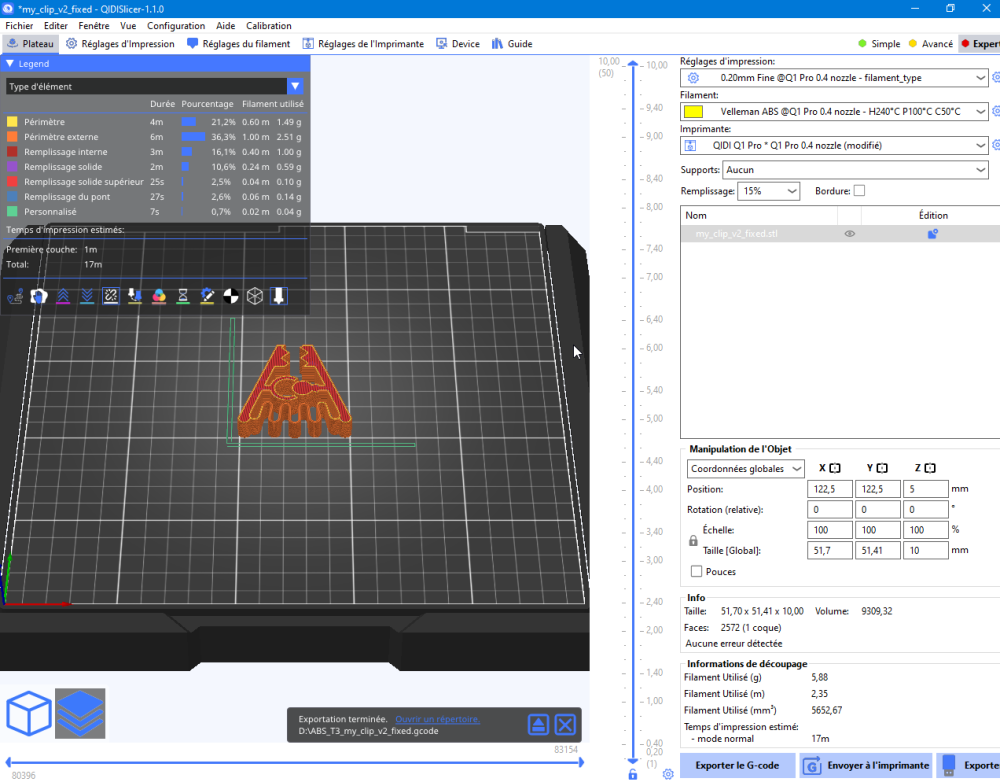
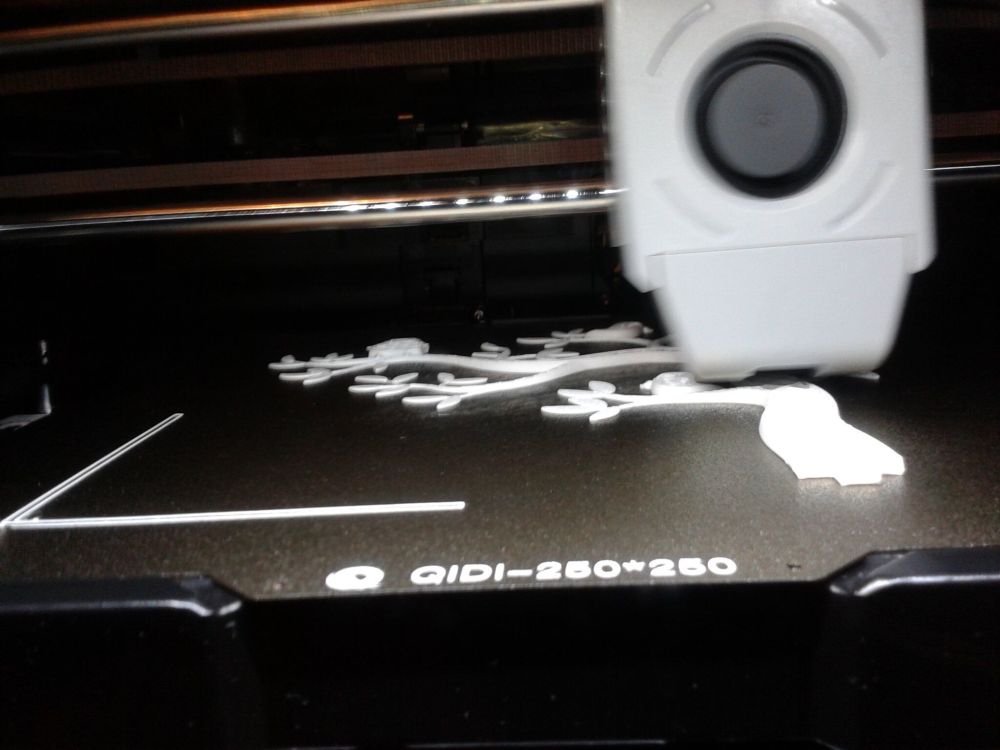
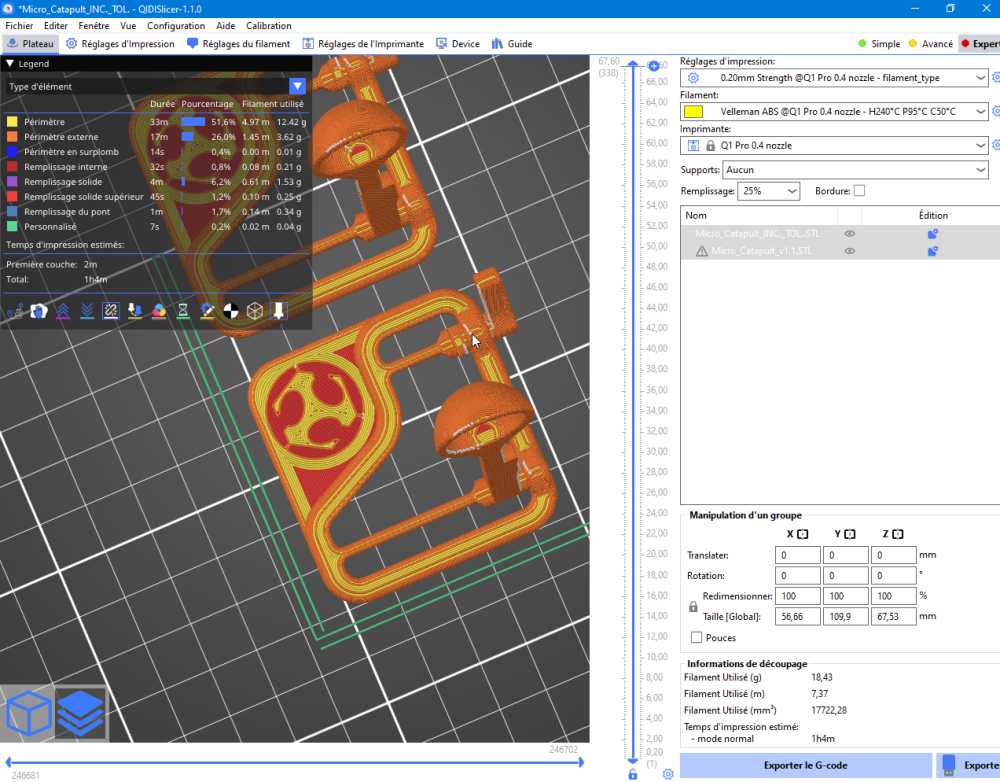
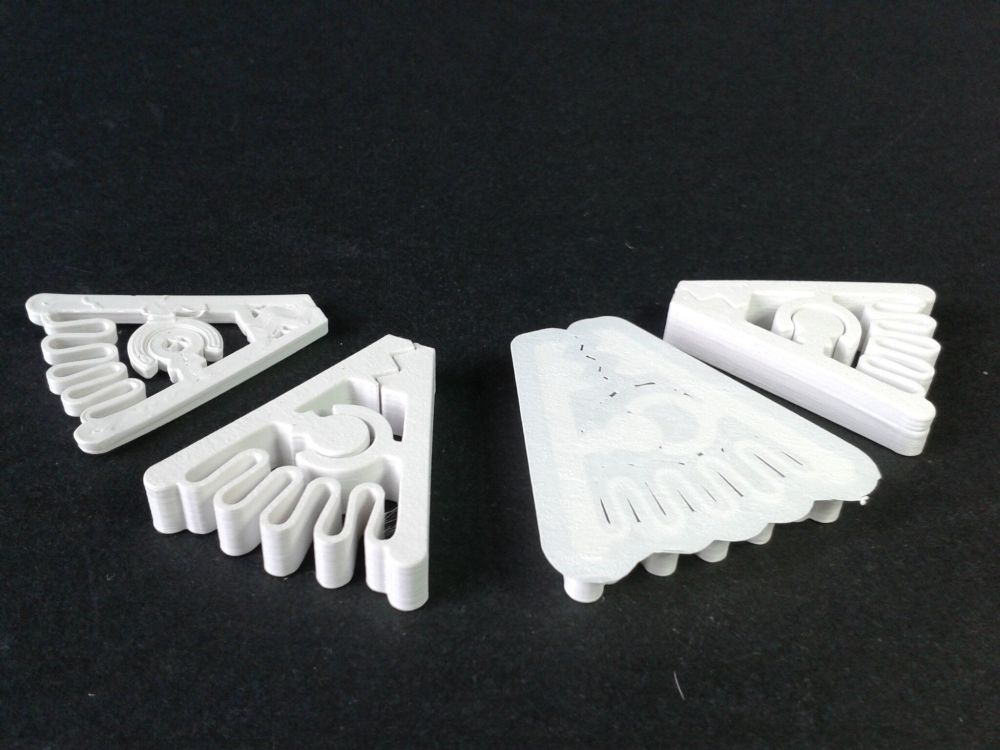
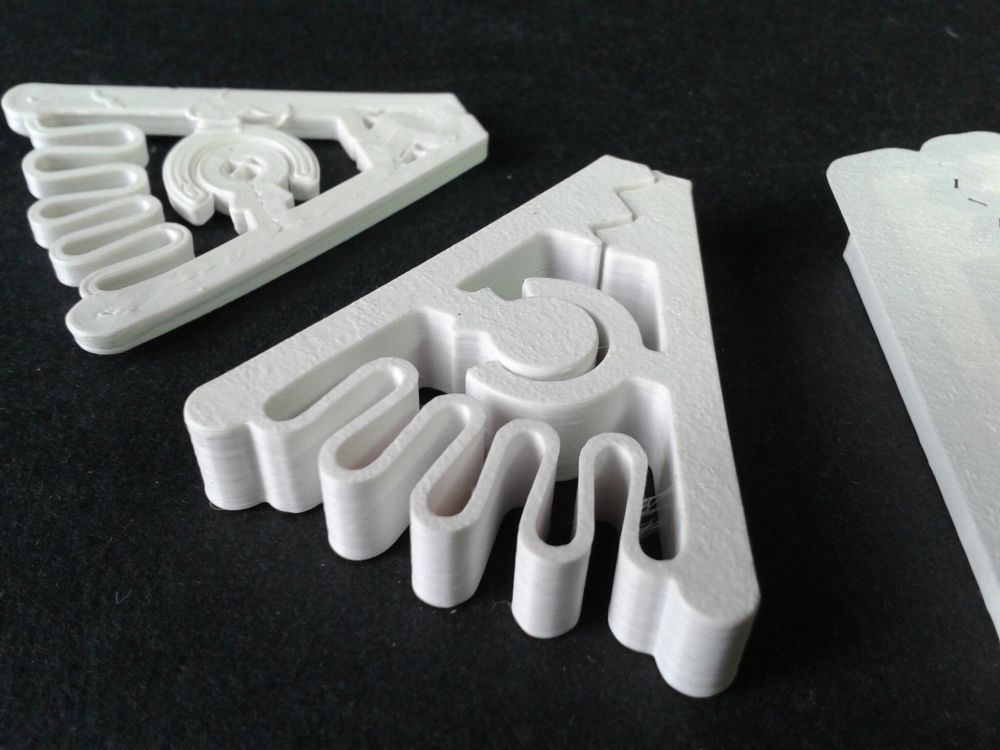
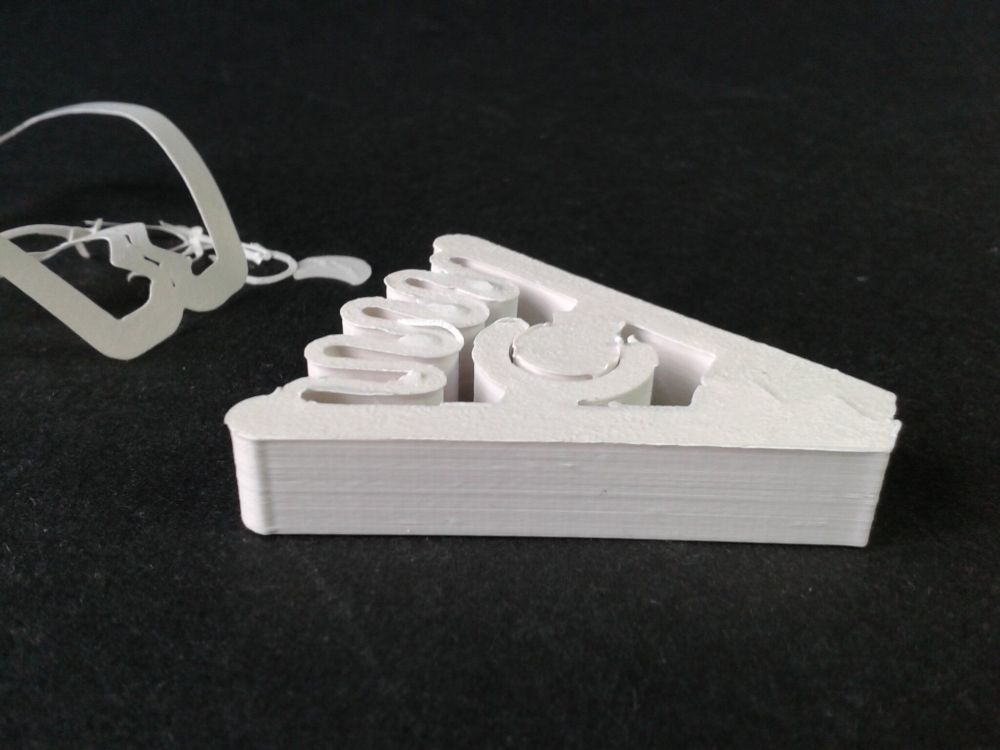
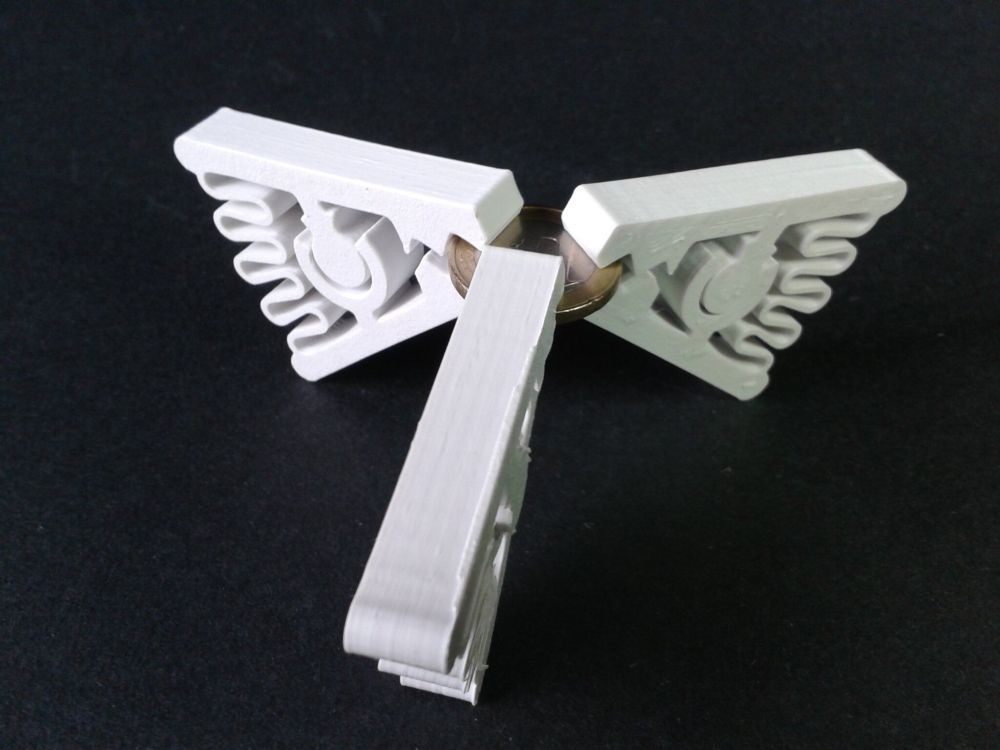
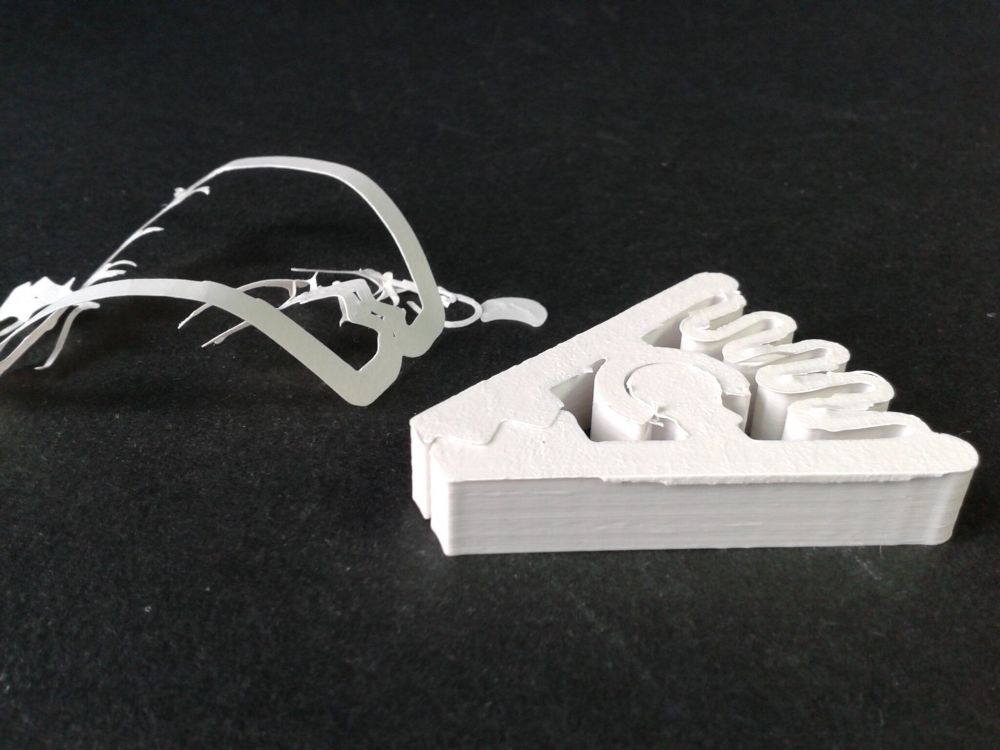
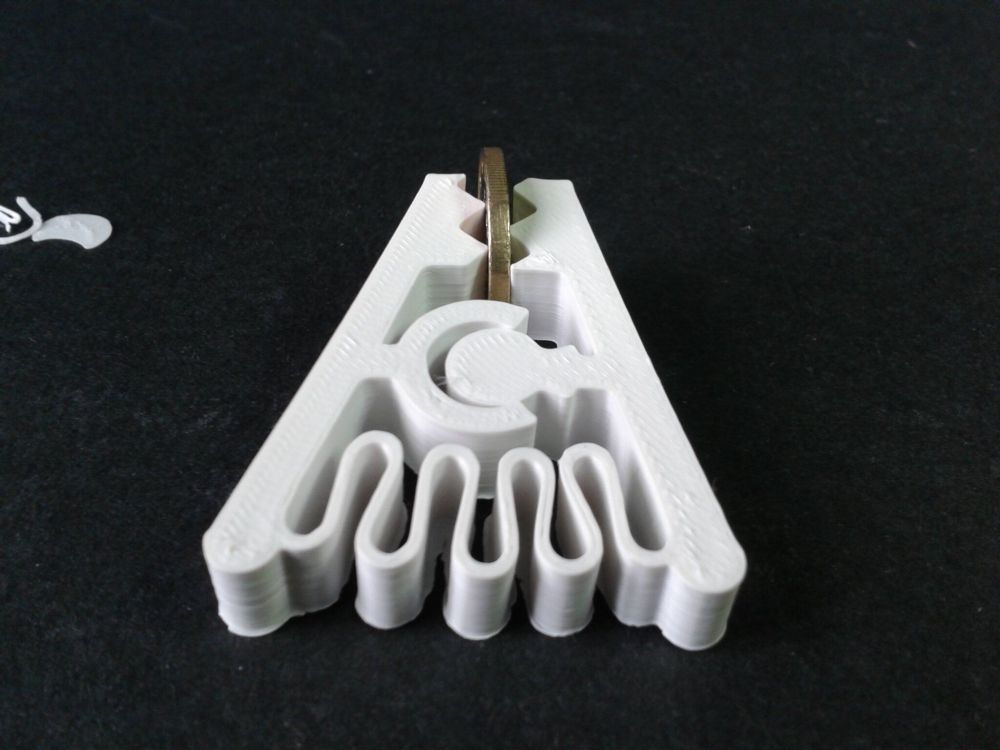
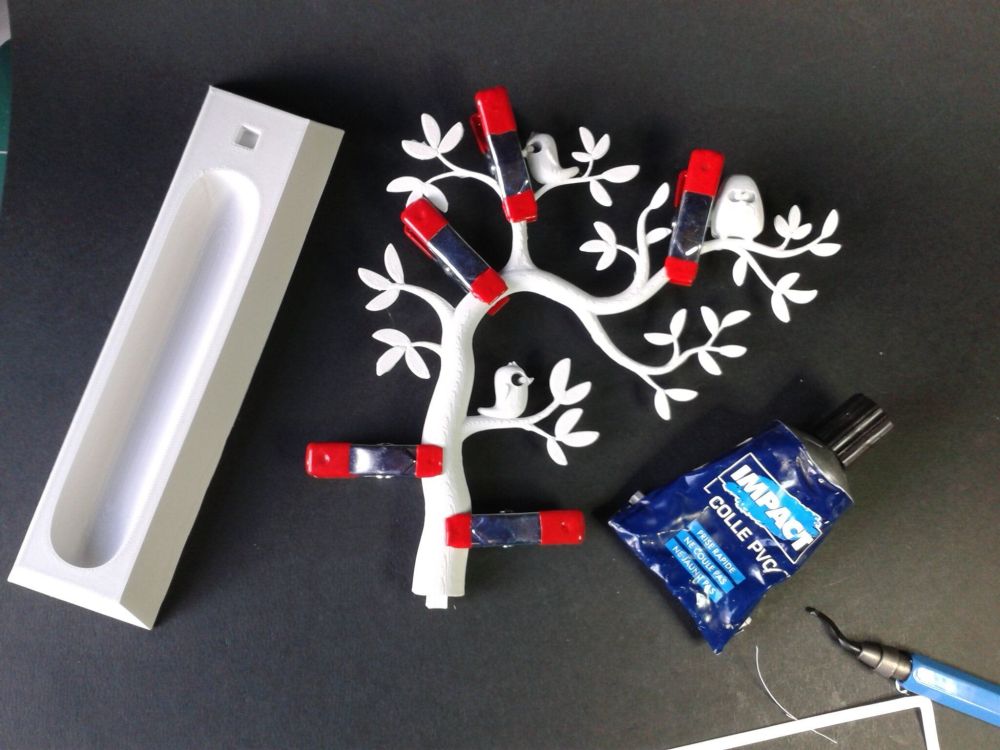
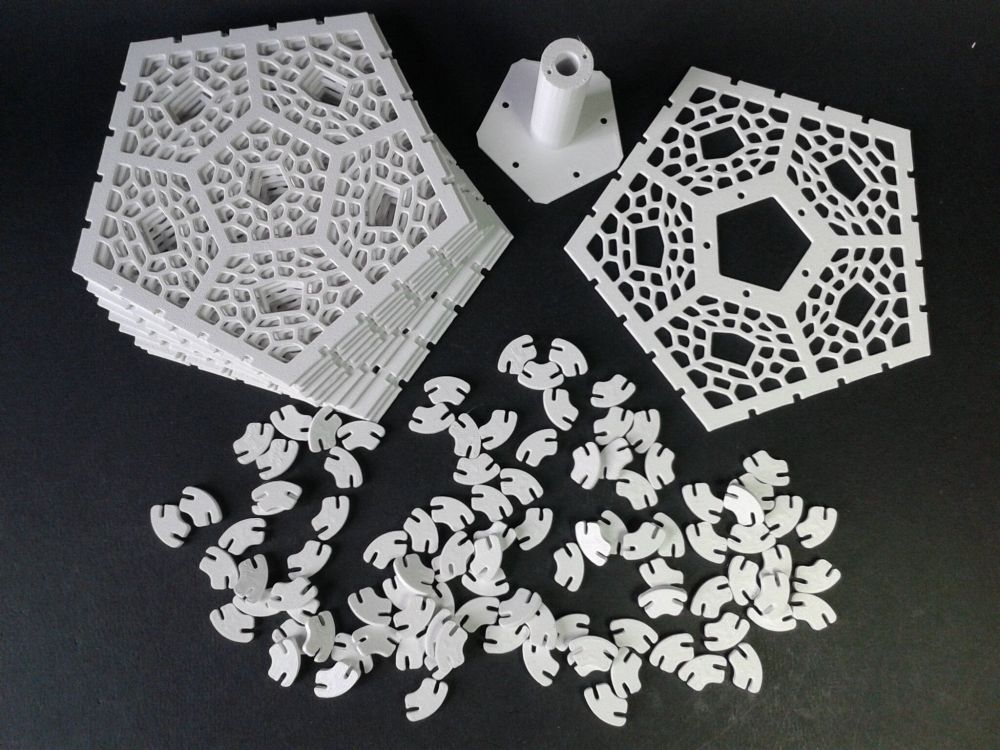
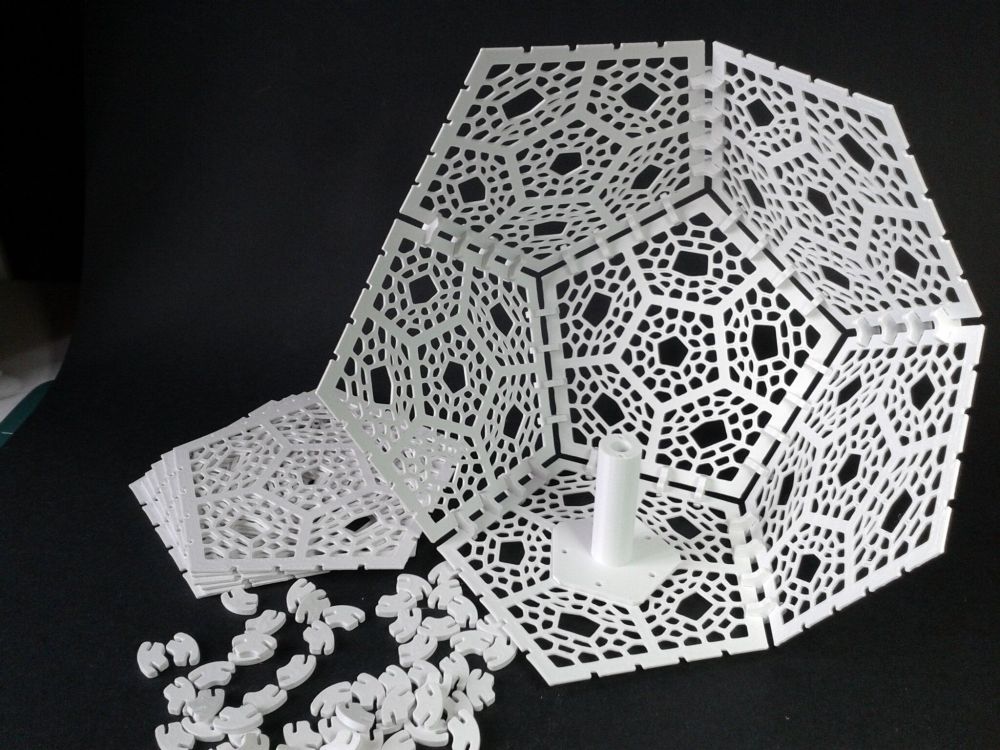
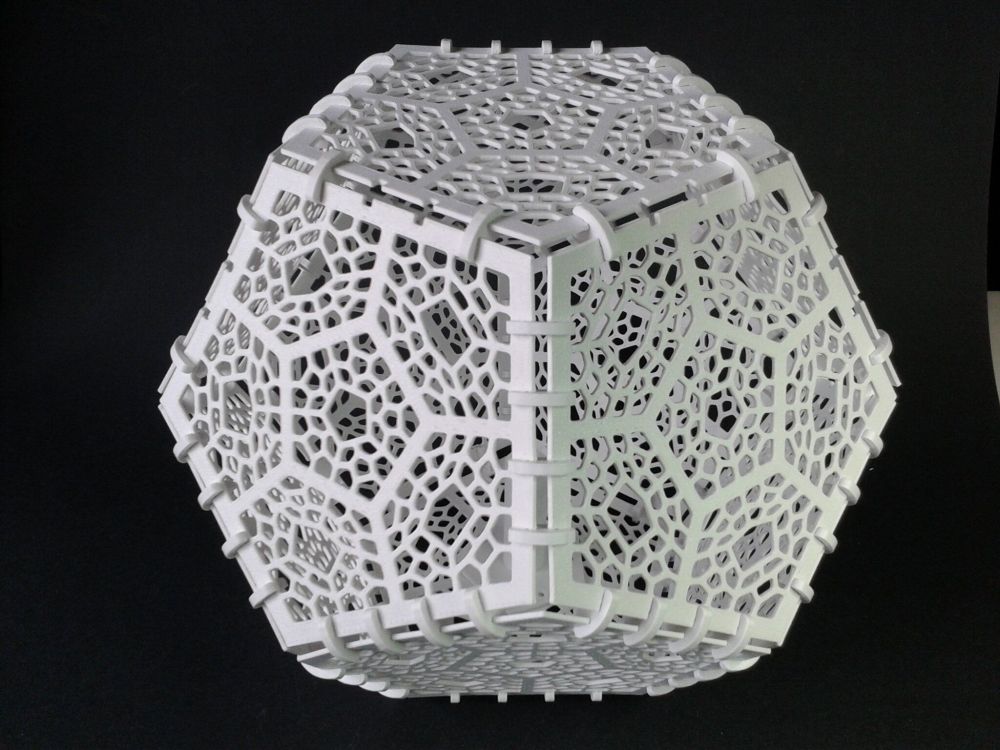
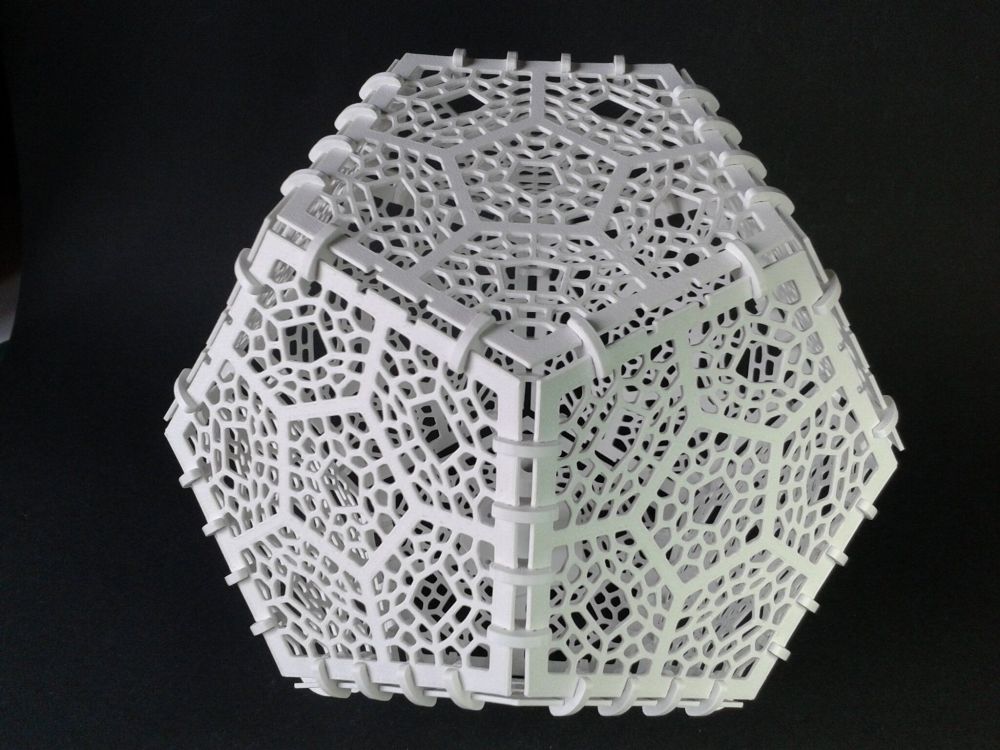
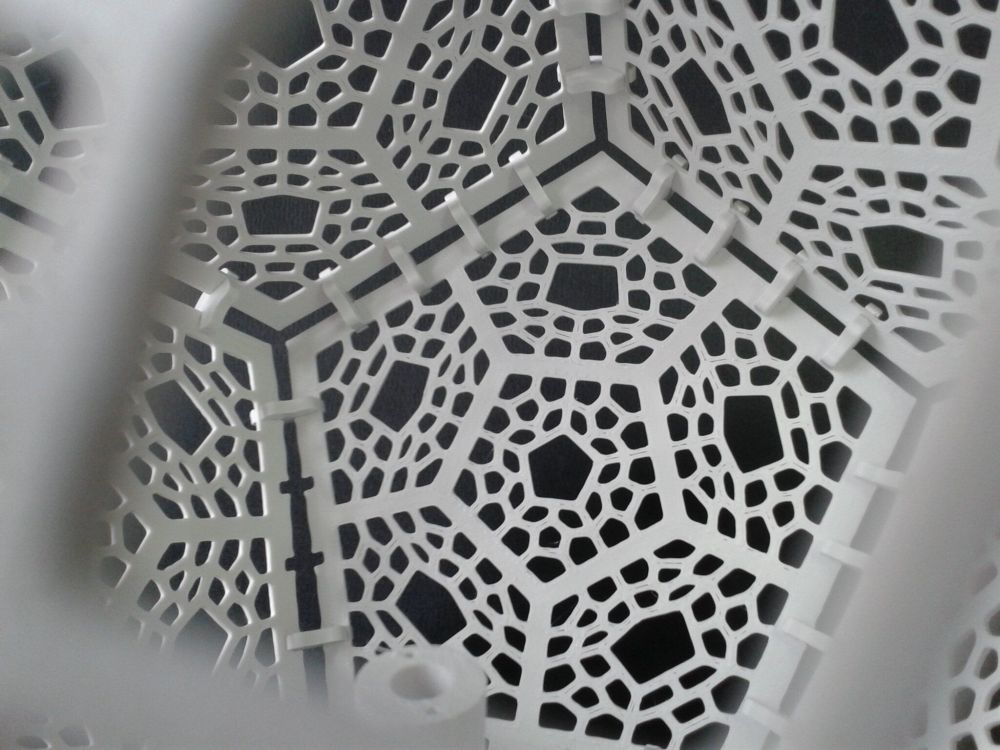
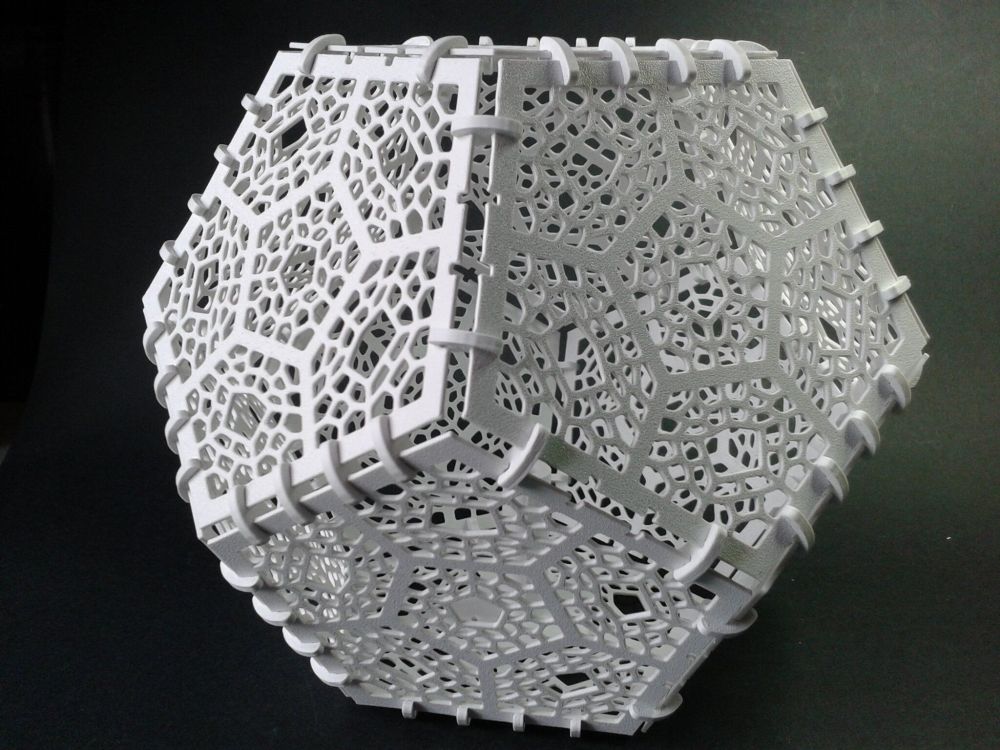
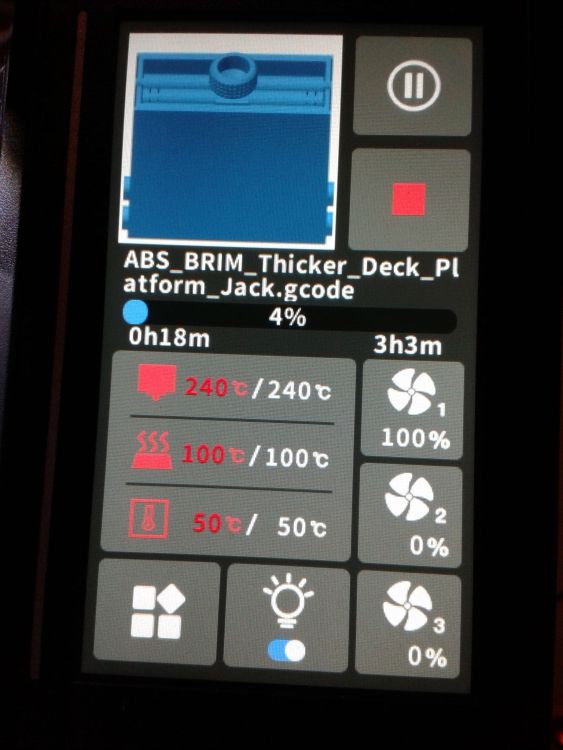
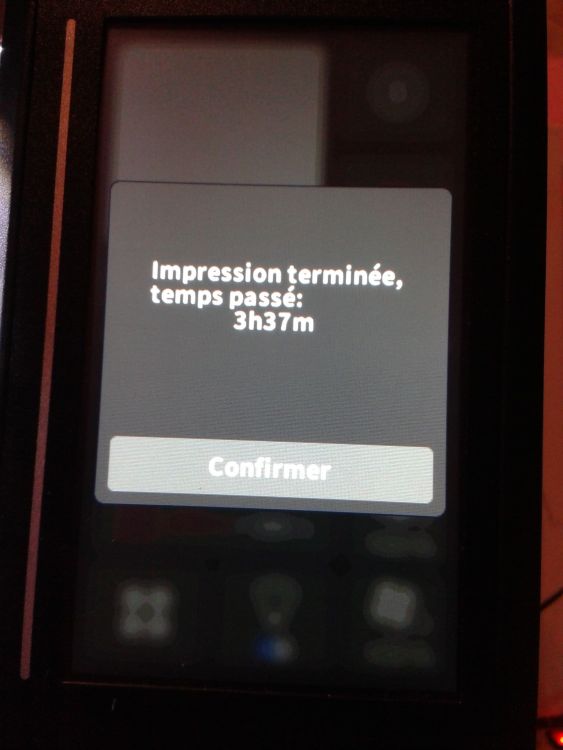
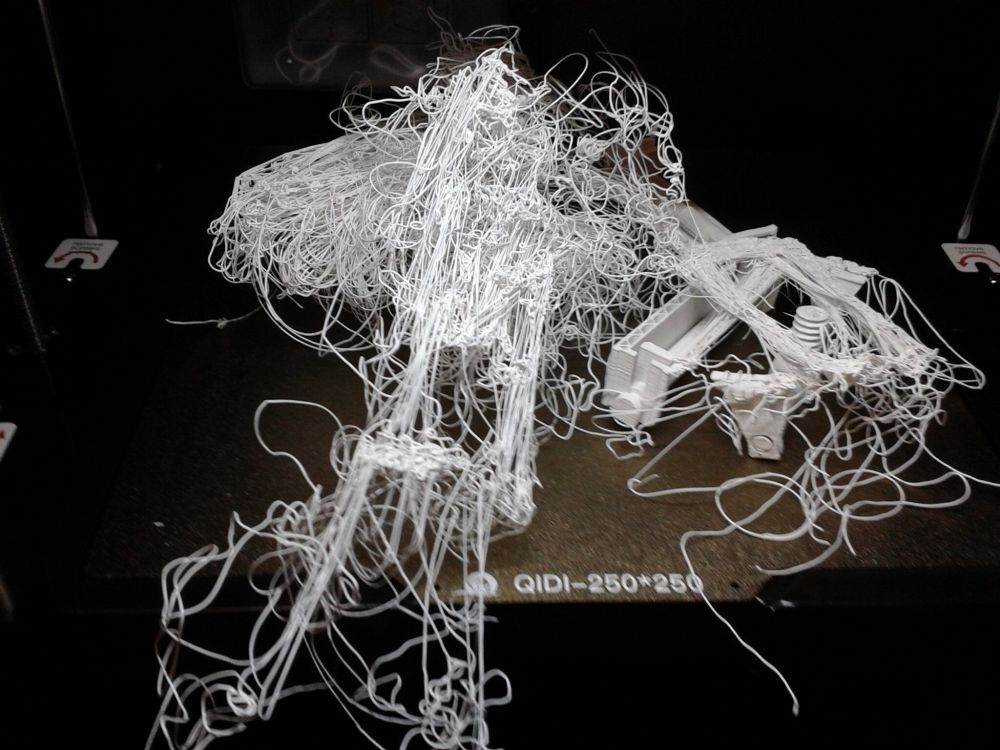
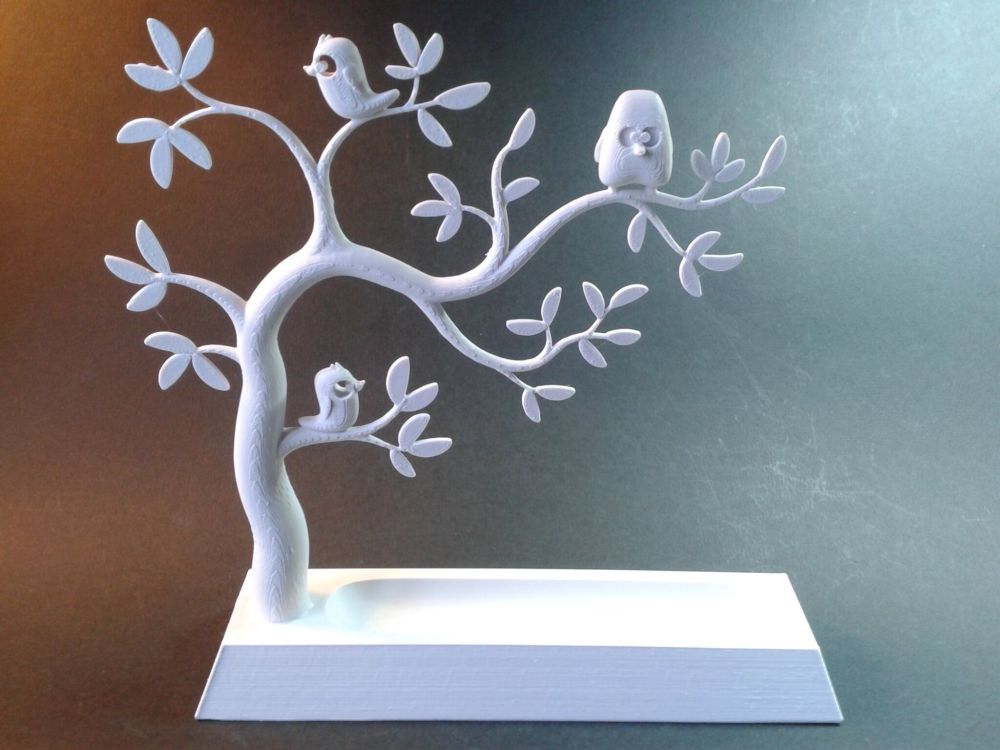
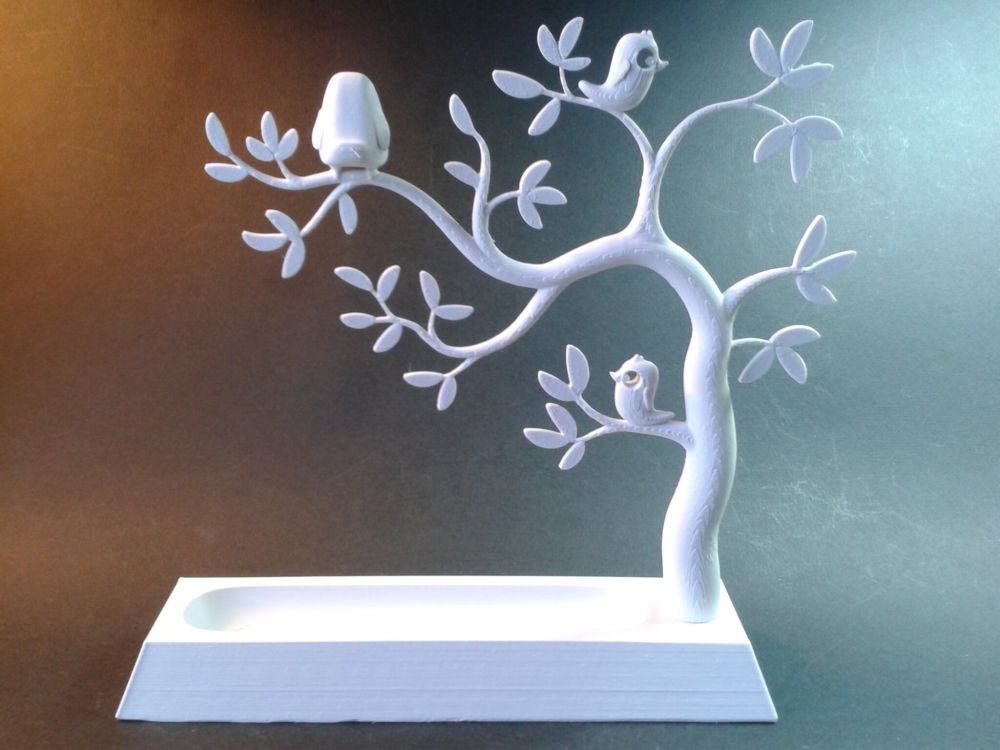
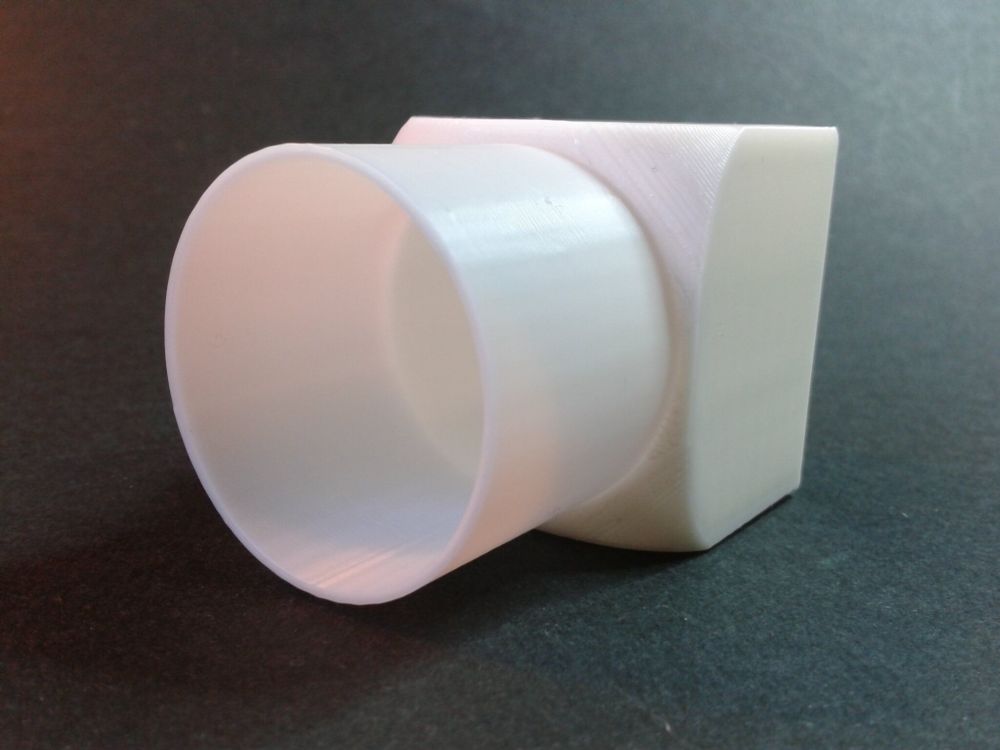
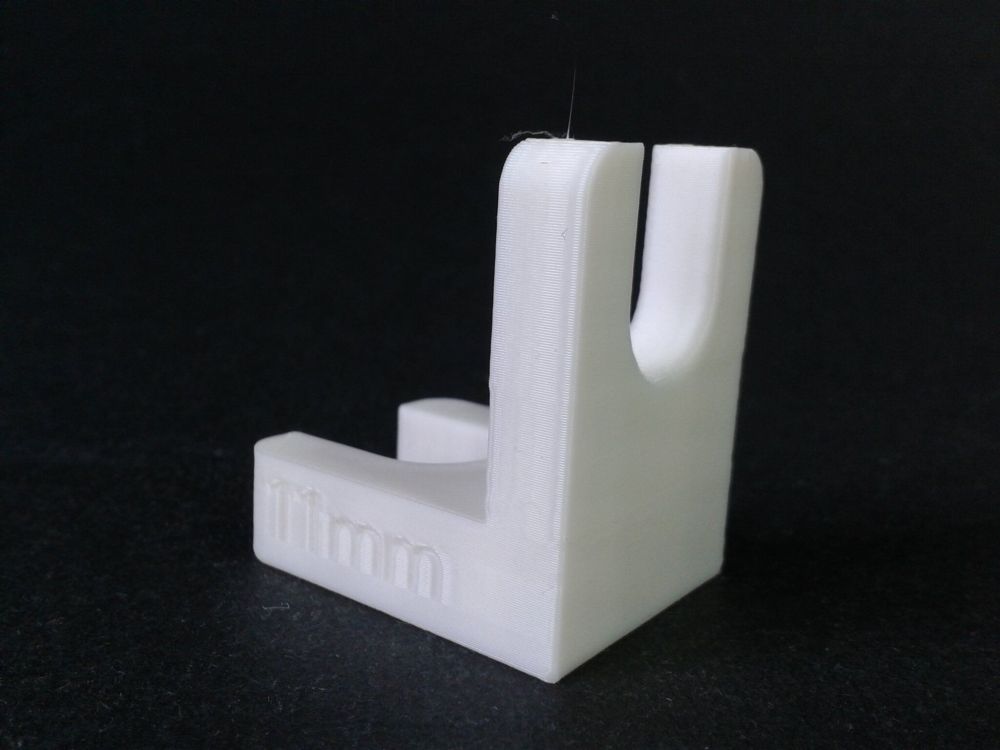
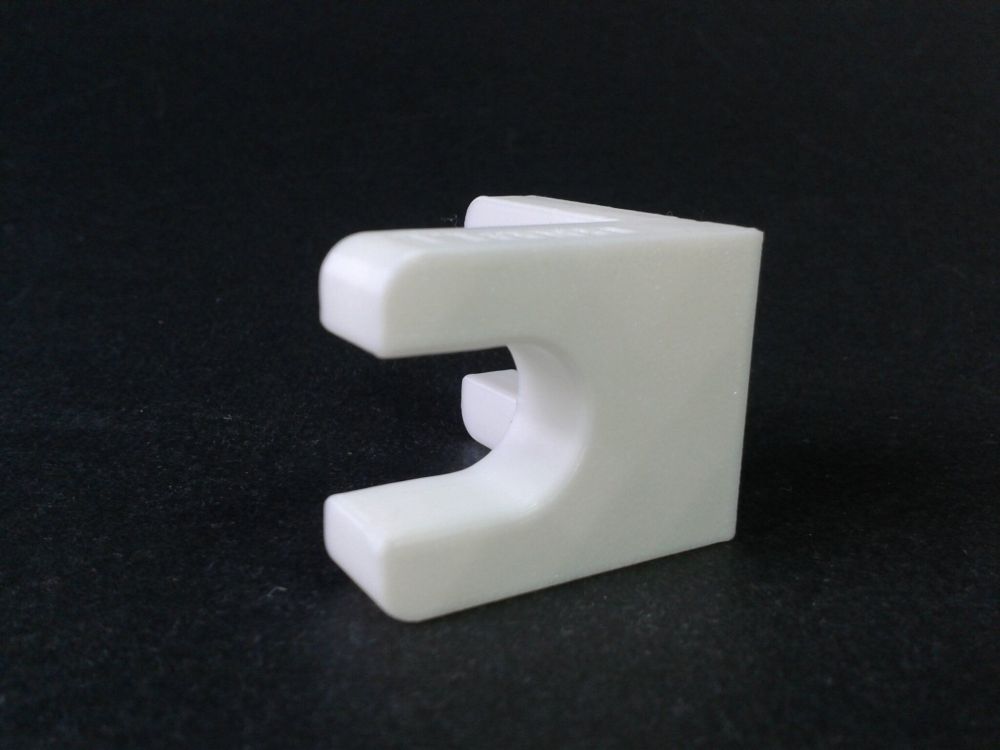
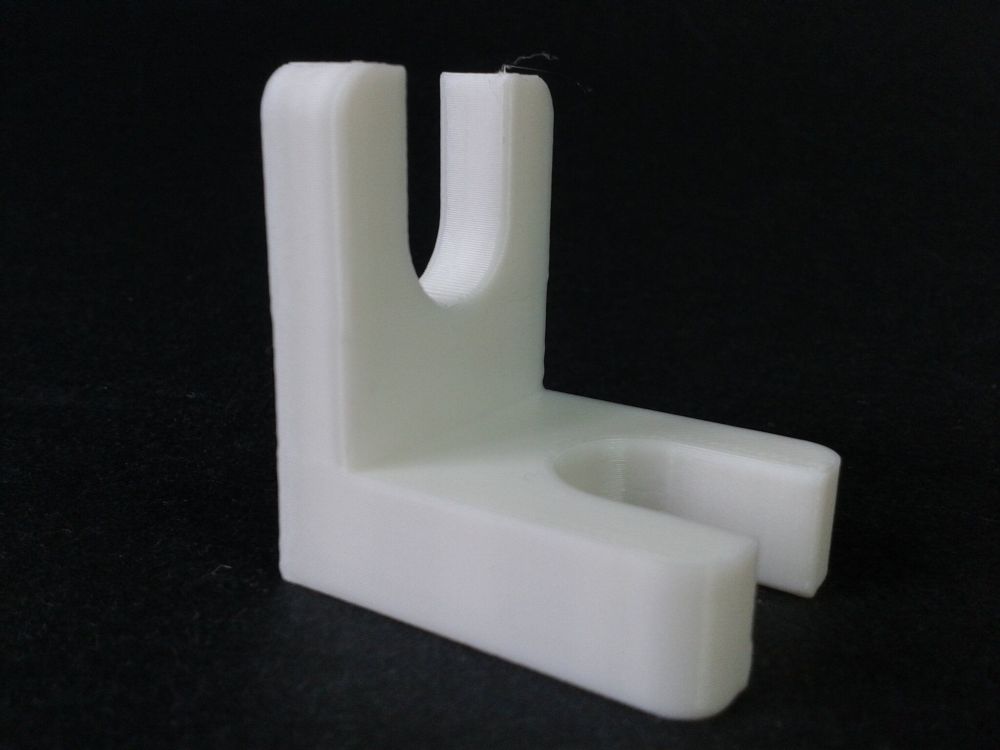
Autres impressions - (Acte IV) - ABS Je n'avais encore jamais imprimé d'ABS. Les échecs suivant sont donc majoritairement due a mon inexpérience de l'impression d'ABS. Le revêtement PEI texturé a une moins bonne adhérence pour l'ABS ( comparais au PLA) il faut bien prendre soins d'ajouter une bordure (brim) lors du tranchage et/ou appliquer une pellicule de colle en bâton fourni ( de la colle UHU ) sur la surface du plateau pour garantir une bonne adhérence et éviter les problèmes de décollement ou de gauchissement (warping) lors de l'impression. L’enceinte chauffé m'a éviter les fort gauchissement (warping) ou les problèmes de dé-lamination (séparation de couche due a la rétraction résultant du refroidissement de la partie précédemment imprimé) lors de l'impression. Bien noter qu'il faut travaillé dans un espace ventilé. Il n'y a pas de filtre a charbon actif sur cette imprimante. (Fortes odeurs de vapeur d'ABS lors de l'impression et risque pour la santé de votre système respiratoire si trop longtemps et fréquemment exposé a une haute concentration de vapeurs d'ABS ... ) Spring Clip - ABS version by jouda - Thingiverse https://www.thingiverse.com/thing:1398570 Fichier "my_clip_v2_fixed.stl" Echelle 100% Profil/Réglages de l'impression "0.20 mm Fine" Filament utilisé "ABS White Velleman" 1er essai, 1er tranchage, échec. Malgré un début qui me semblais prometteur, rapidement, l'impression c'est décolle du plateau lors de l'impression. Profil/Réglages du filament "Generic ABS" (Buse 250°C, Plateau 90°C, Chambre 45°C, Vitesse volumétrique maximale 17 mm³/s) 2eme essais, 1er tranchage j'applique de la colle sur le plateau Là le résultat et bien mieux, mais le fait que le "L" de purge/d'amorçage n'ai pas bien adhéré au plateau et car il me semble qu'une petite partie de l'impression soit décollé du plateau, je vais chercher a modifier encore mes paramètres de tranchage / d'impression pour cette ABS. 3eme essais, 2eme tranchage, j'augmente la température du plateau de 90°C à 100°C et du caisson de 45°C à 50°C, je réduit la "Vitesse volumétrique maximum ( de 17 a 11 mm³/s ), je coche pour ajouter une bordure. Profil/Réglages du filament "Generic ABS" Modifié (Buse 250°C, Plateau 100°C, Chambre 50°C, Vitesse volumétrique maximale 11 mm³/s) Là c'est bien mieux. Je me dis que la bordure n'était peut etre pas indispensable avec cette température de plateau et du caisson. 4eme essai, 3eme tranchage ( remplissage 100 %, je décoche la bordure mais je reste sur du buse 240°C, plateau 100°C, caisson 50°C et je passe un sopalin imbibé d'IPA a 99.9% pour tenter de répartir et recréer une micro texture de la colle en bâton déjà présente sur le plateau) Profil/Réglages du filament "Generic ABS" Modifié (Buse 240°C, Plateau 100°C, Chambre 50°C, Vitesse volumétrique maximale 11 mm³/s) Jewellery tree de "AlexNZ" https://www.thingiverse.com/thing:377394 Profil/Réglages de l'impression "0.20 mm Fine" Profil/Réglages du filament "Generic ABS" Modifié (Buse 240°C, Plateau 100°C, Chambre 50°C, Vitesse volumétrique maximale 11 mm³/s) Filament utilisé "ABS White Velleman" Après ébavurage de la base et collage des éléments. Micro Catapult LukeTansell https://www.thingiverse.com/thing:1763518 1er essais (1er tranchage) Profil/Réglages de l'impression "0.20 mm Fine" Profil/Réglages du filament "Generic ABS" Modifié (Buse 240°C, Plateau 100°C, Chambre 50°C, Vitesse volumétrique maximale 11 mm³/s) Filament utilisé "ABS White Velleman" Impression OK mais j'ai fait l'erreur de ne pas utiliser un profil de tranchage "Strength" donc se sont cassées a la première ou troisième utilisation ... 2eme essai ( 2eme tranchage "Strength" et buse 240°C, plateau 95°C, chambre 50°C ) Profil/Réglages de l'impression "0.20 mm Fine" Profil/Réglages du filament "Generic ABS" Modifié (Buse 240°C, Plateau 95°C, Chambre 50°C, Vitesse volumétrique maximale 11 mm³/s) Filament utilisé "ABS White Velleman" Là j'ai donc une catapulte qui semble résister (trois essais pour l'instant) mais elle ne reprend pas sa position initiale. Tout laisse penser que j'aurais probablement due utiliser du PETG ou autre chose que de l'ABS, ou encore tenter de faire un post traitement en étuve de l'impression en ABS pour bien fusionner les couches afin d’espérer obtenir un truc plus résistant. Dodecahedron Shadow Lamp Printable de "KasperKro" https://www.thingiverse.com/thing:2057445 Profil/Réglages de l'impression "0.20 mm Fine" Profil/Réglages du filament "Generic ABS" Modifié (Buse 240°C, Plateau 100°C, Chambre 50°C, Vitesse volumétrique maximale 11 mm³/s) Filament utilisé "ABS White Velleman" ( Même fichier .gcode imprimé x5 ) ( Chut ! Ne pas remarquer qu'il me manque 20 connecteurs. J'ai mal fait mes comptes. Il me faut réimprimer ou enlever des connecteurs pour avoir des arêtes identiques) Thicker plate Platform Jack for ABS Printing de "piercet" https://www.thingiverse.com/thing:1025666 Là j'était vraiment trop présomptueux, deux essais de tranchage et d'impression, deux échecs. 1er échec. Je n'avais pas mis de bordure. Et une température du plateau de 95°C n'a pas permis a l'impression de bien rester sur le plateau tout le long de l'impression. Et je ne suis pas suffisamment souvent surveillé l'impression. Un beau tas de spaghetti de filaments... 2eme échec là avec une bordure et plateau a 100°C cela ne c'est pas décroché. Mais je n'avais pas vérifier la qualité des pontages or pour ce modèle, c'est critique. Il n'est pas fonctionnel car la vis central a probablement bougé sur un pontage raté qui a fait se cumuler du filament dessus et provoqué une collision avec la tête d'impression ce qui a cassé la vis central ...





















































 1 point
1 point -
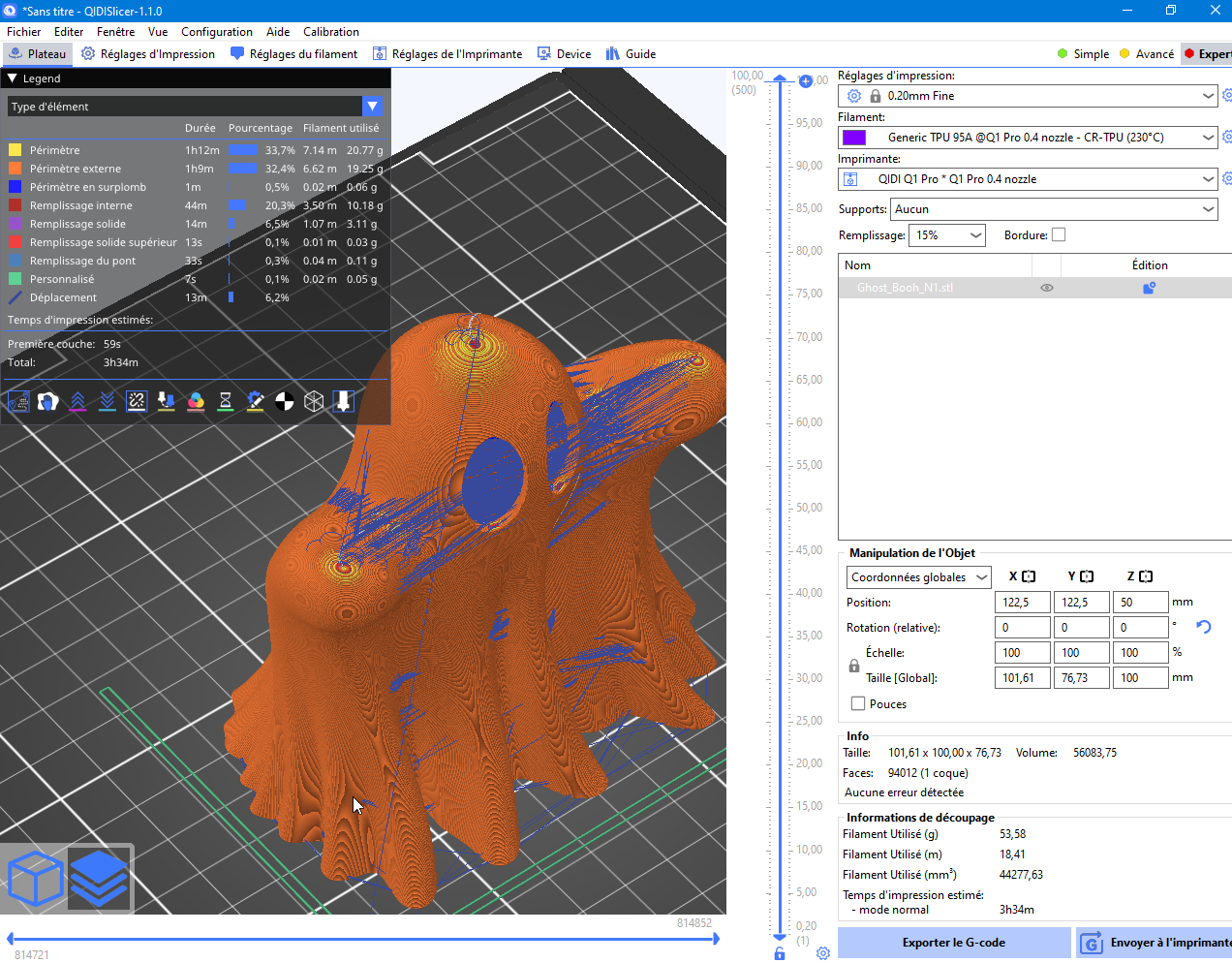
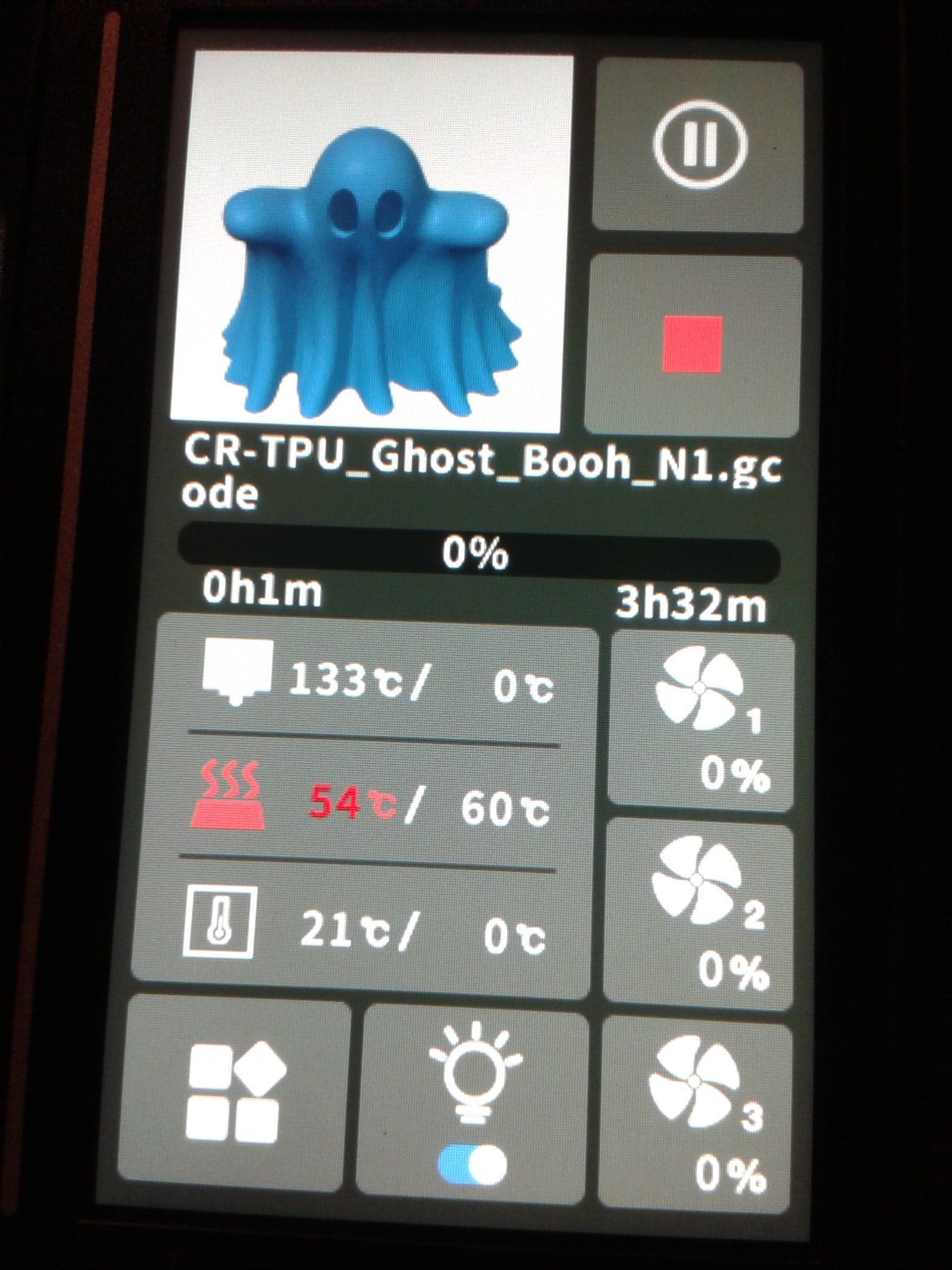
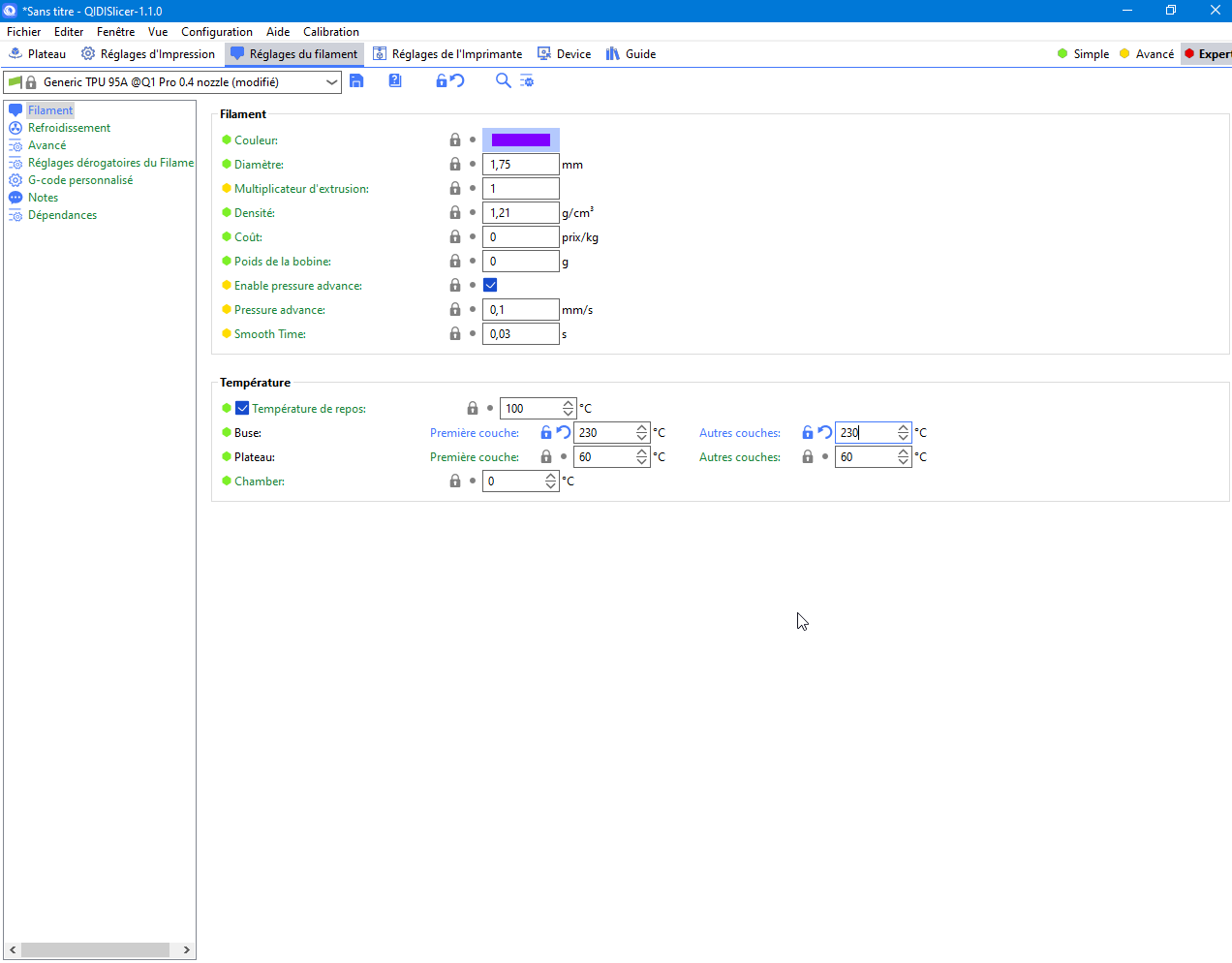
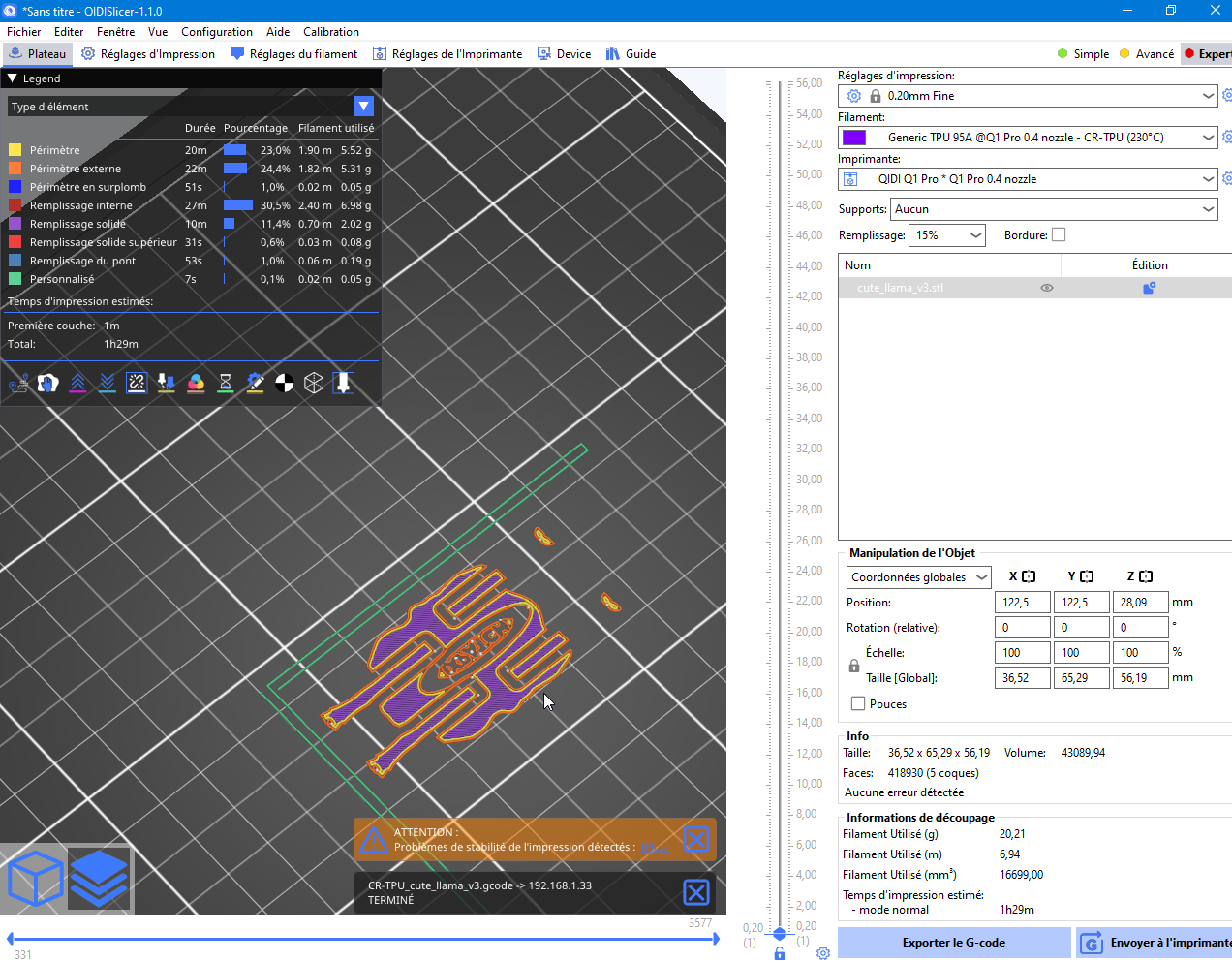
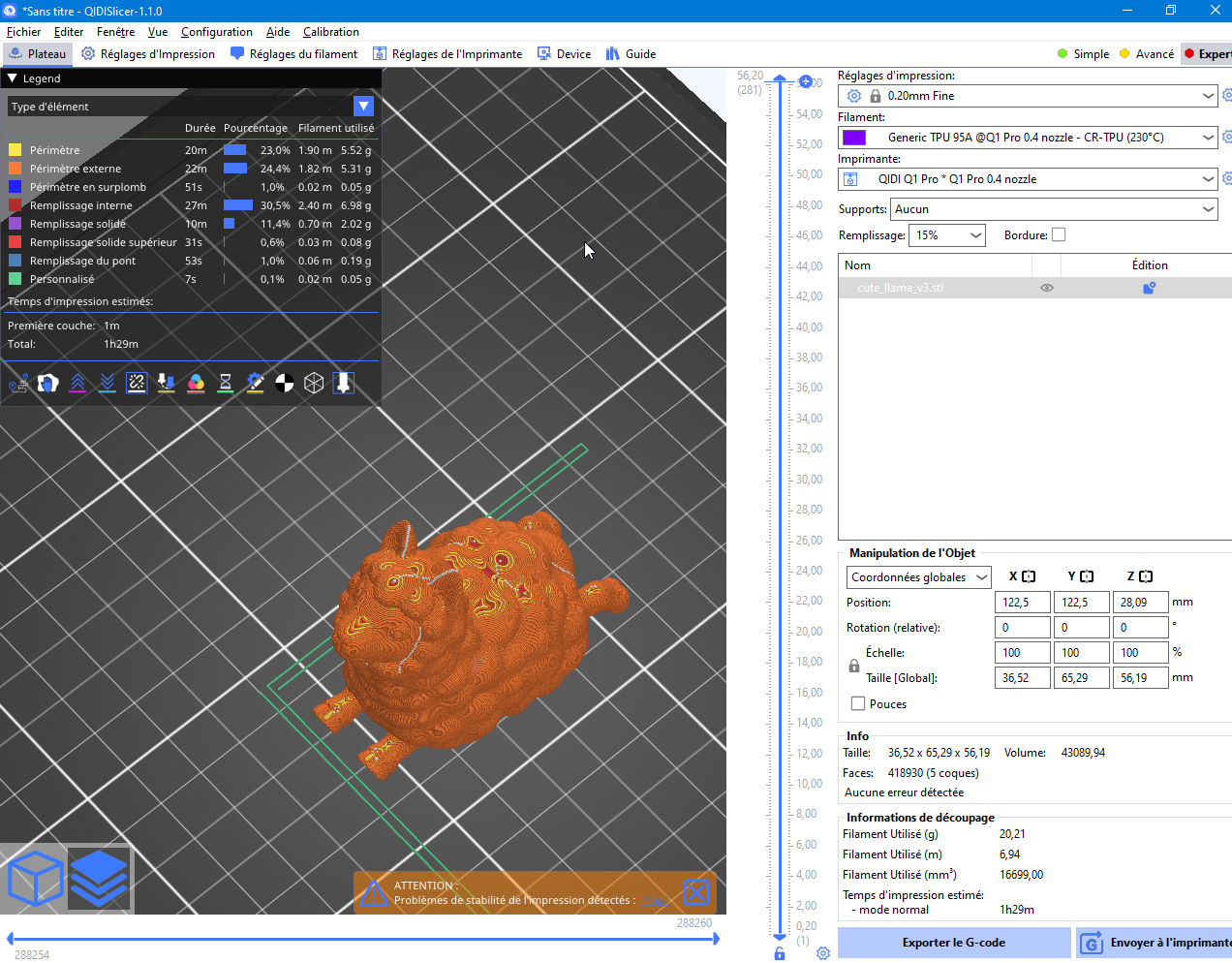
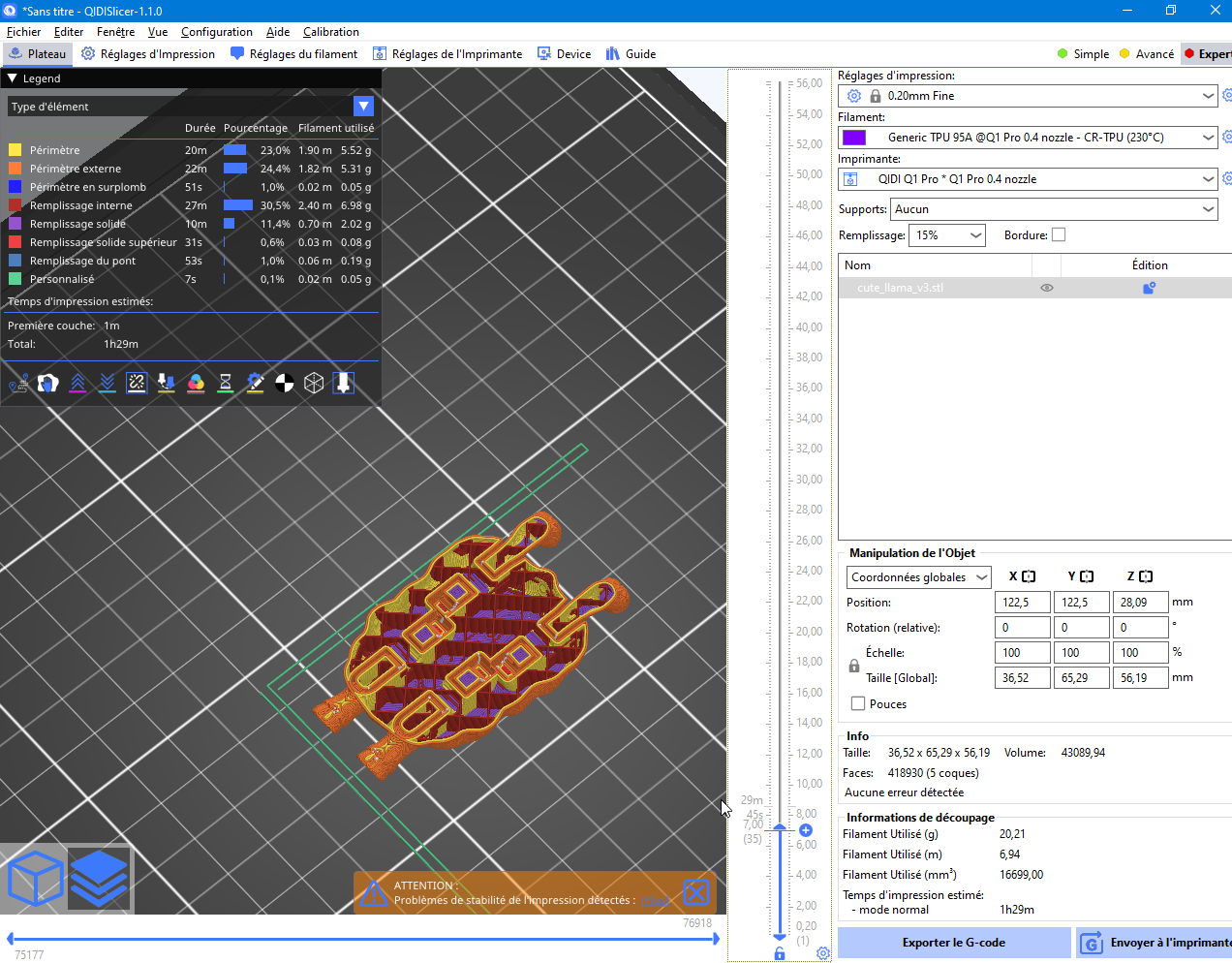
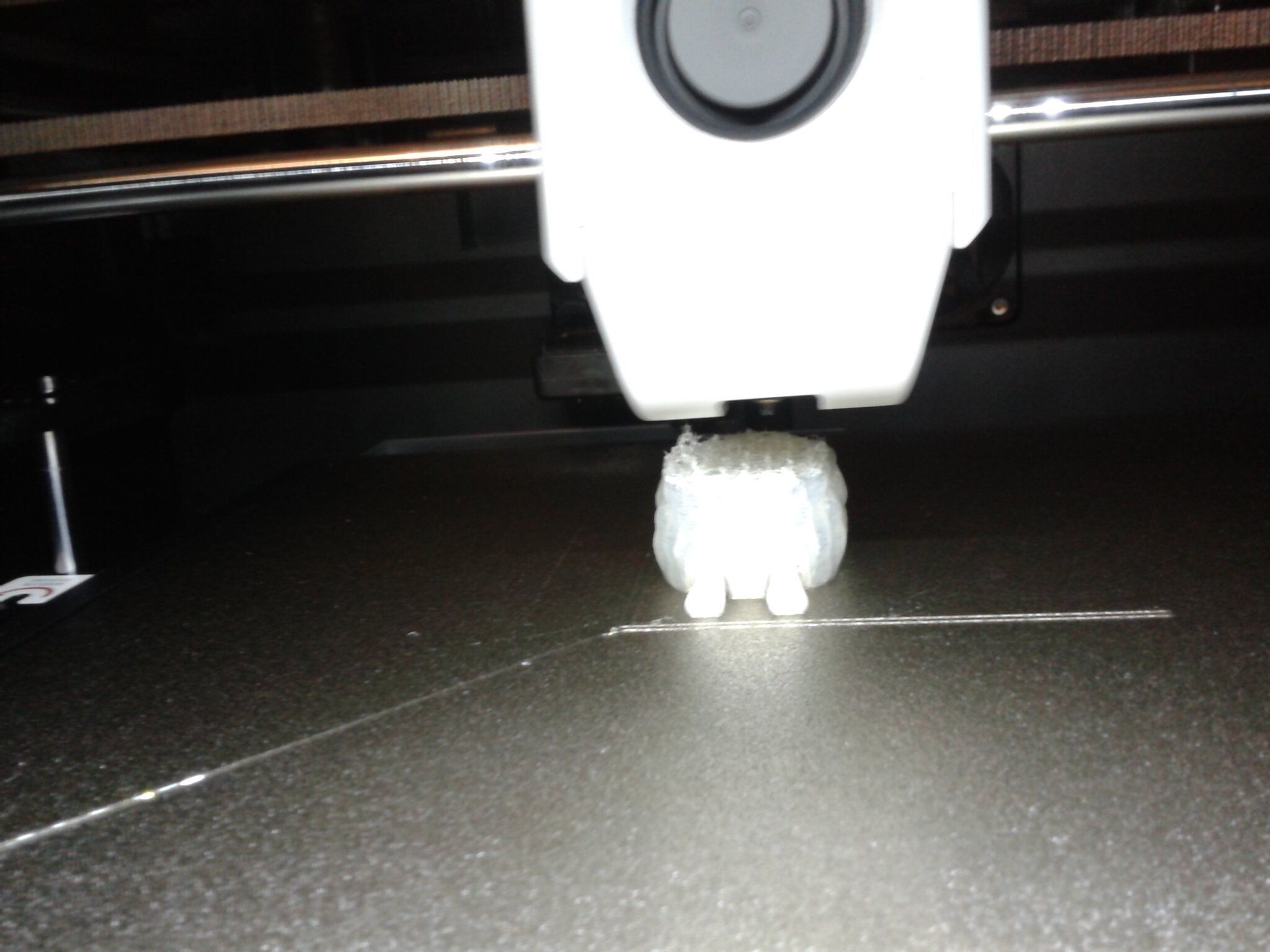
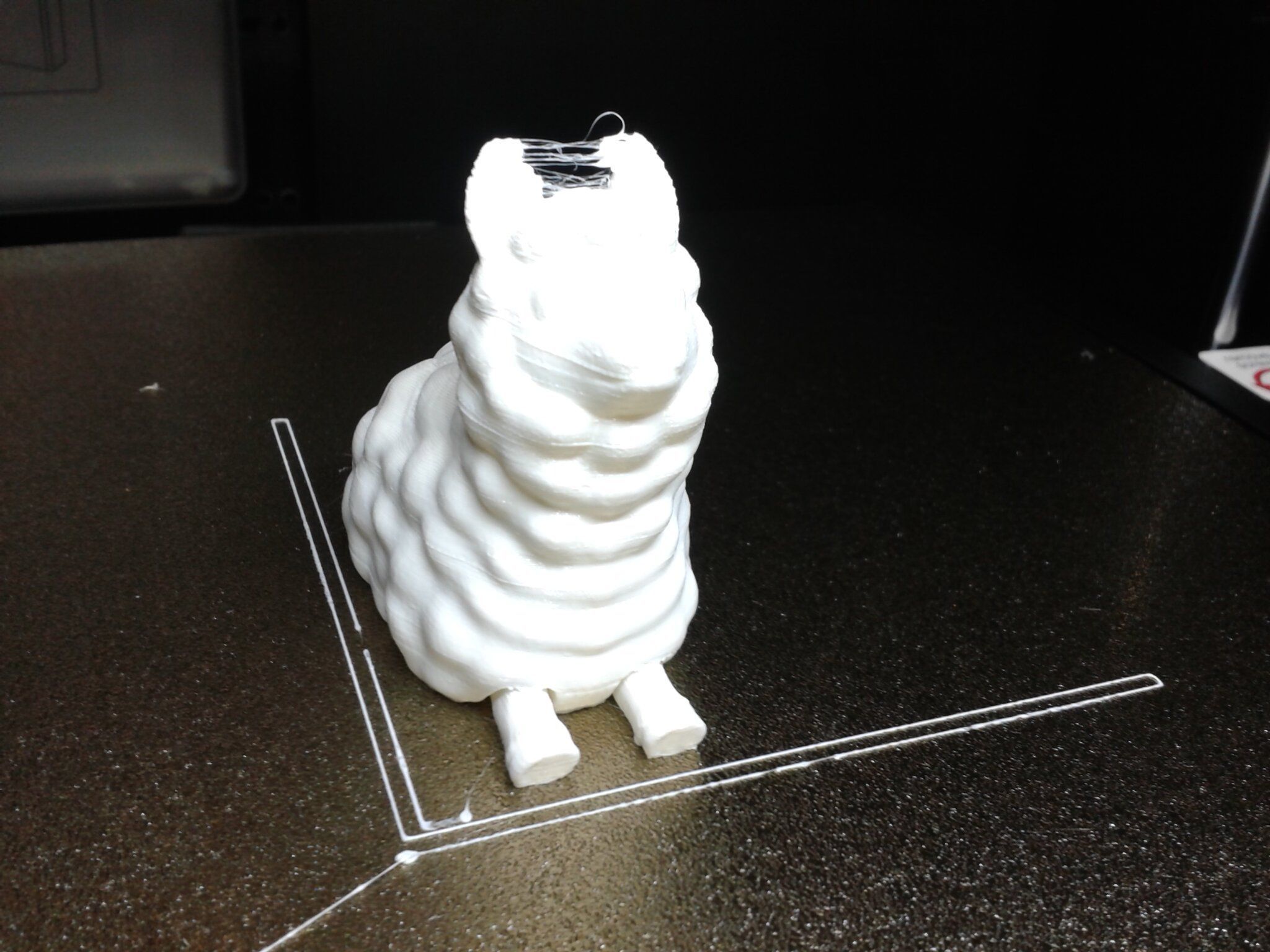
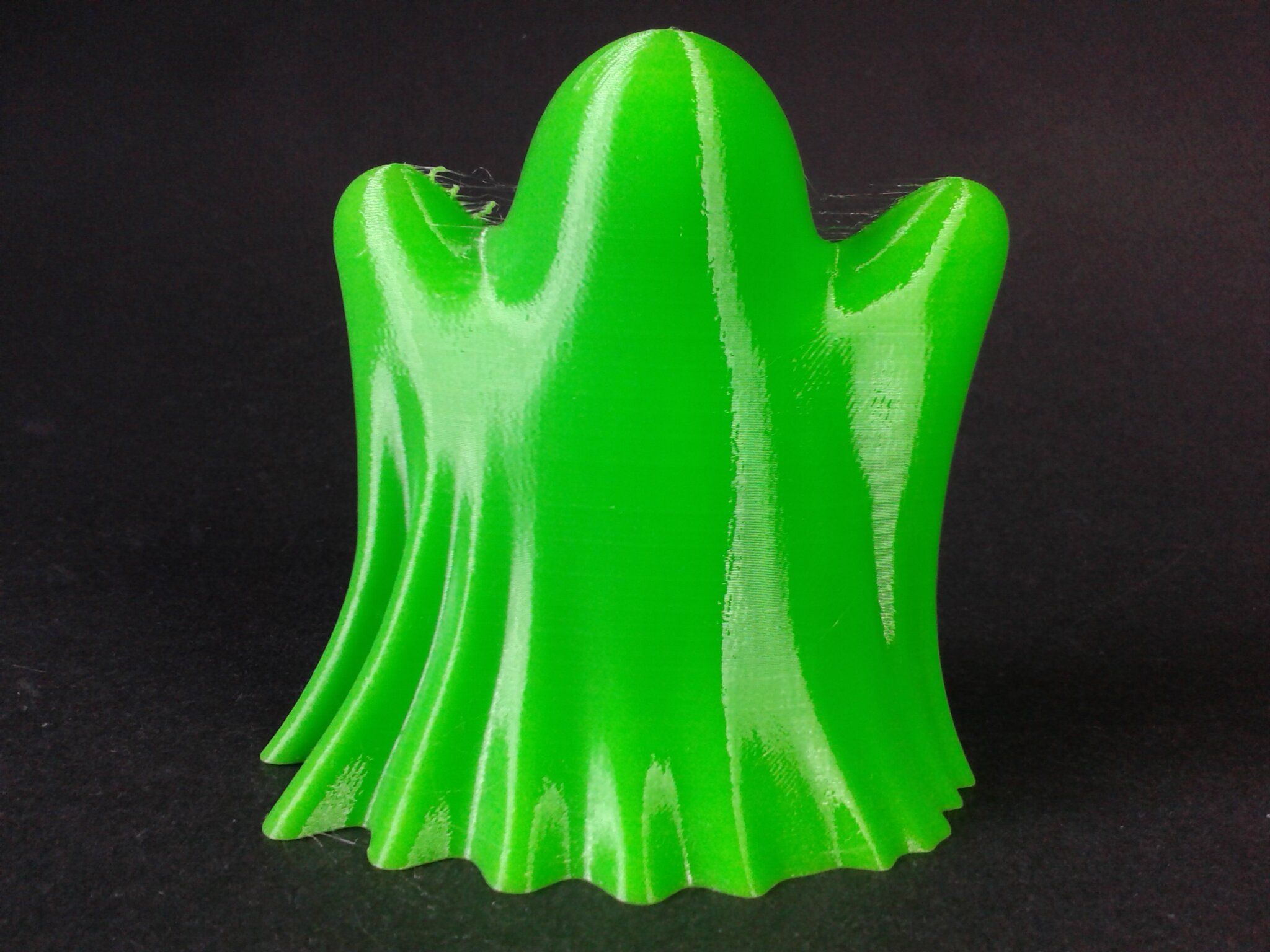
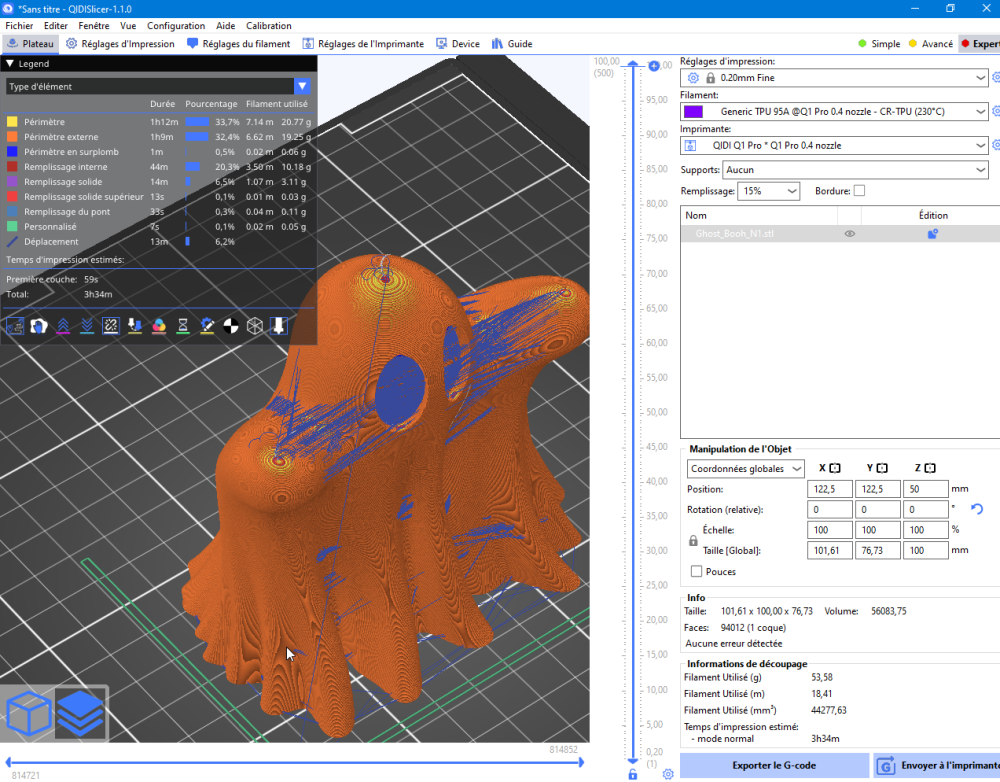
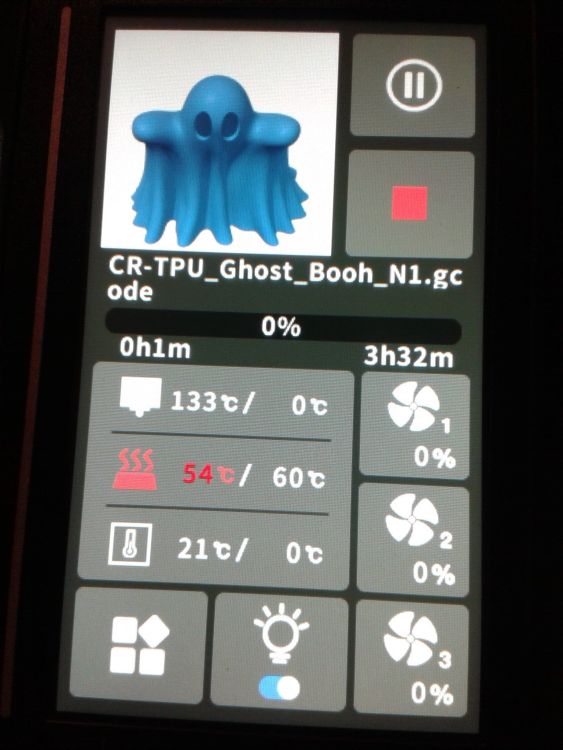
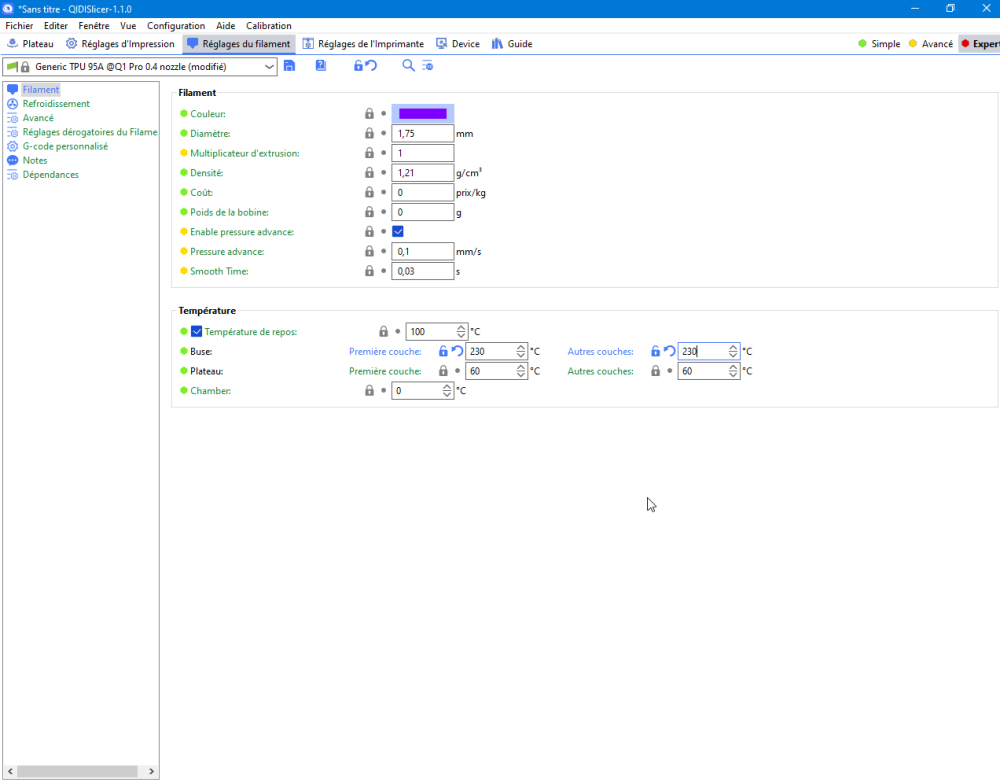
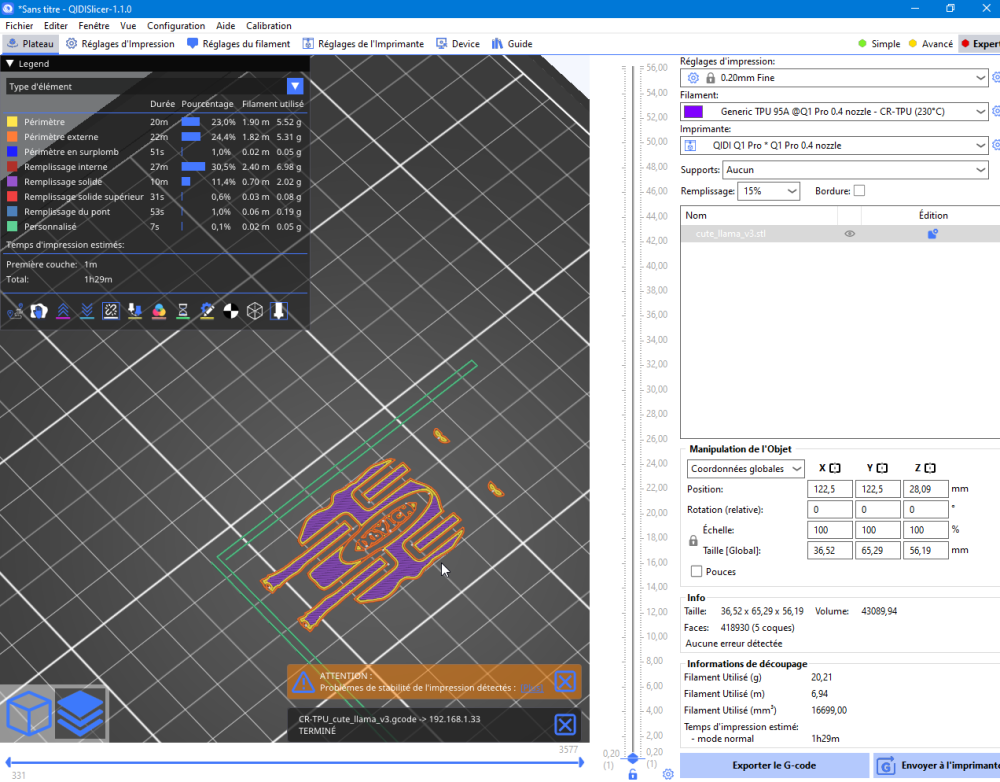
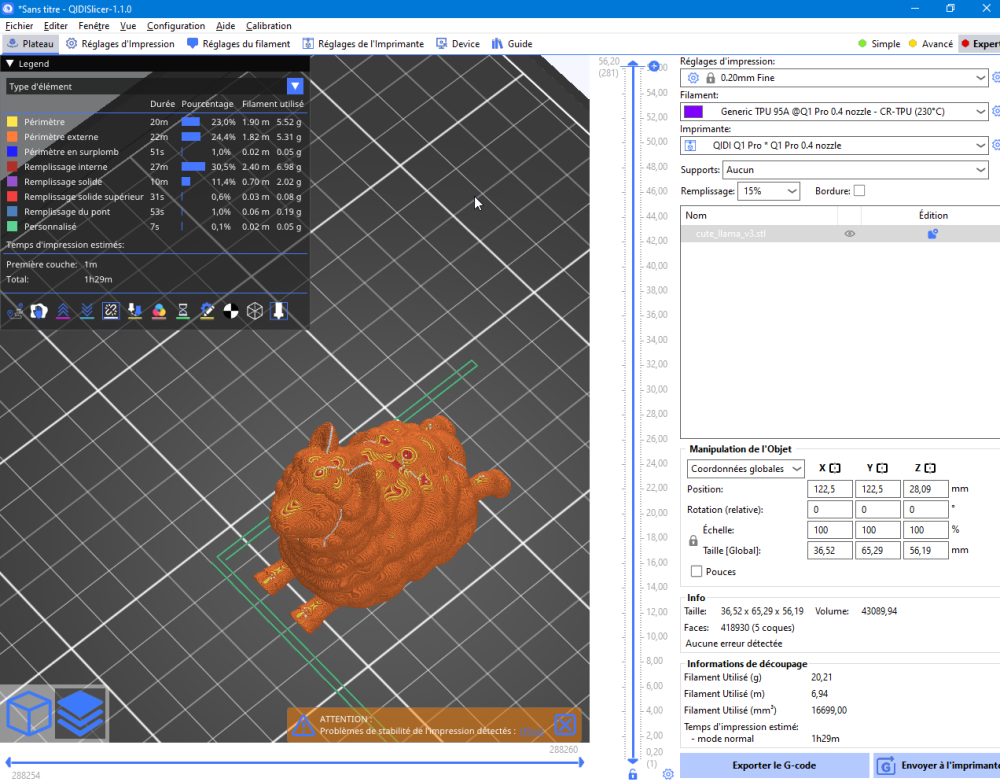
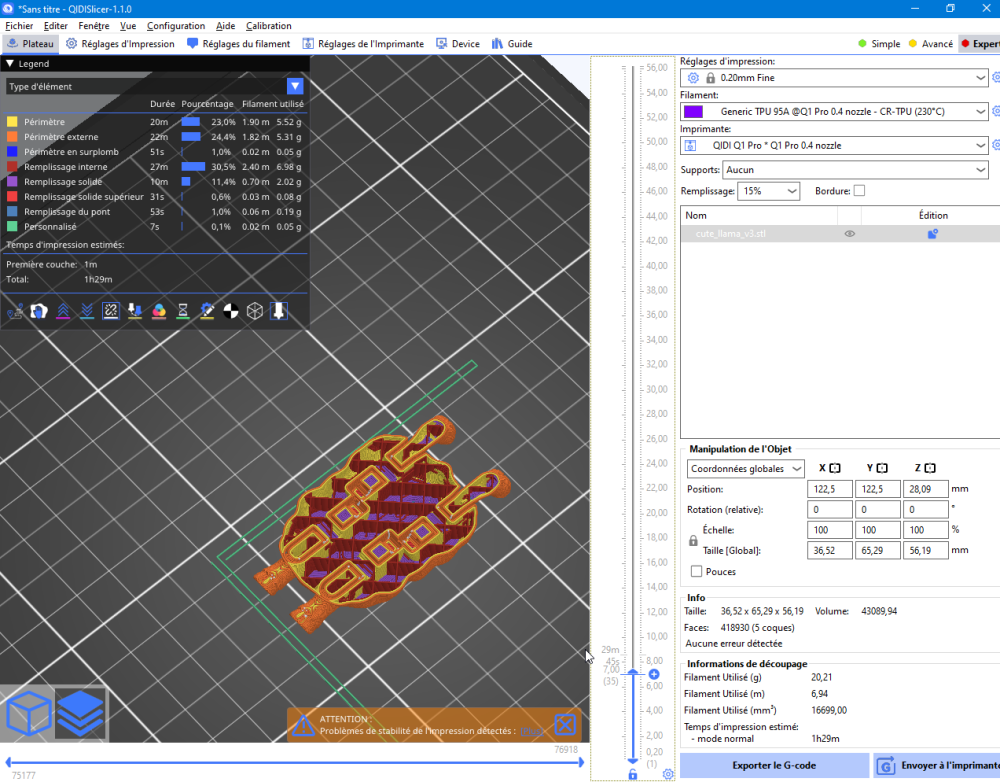
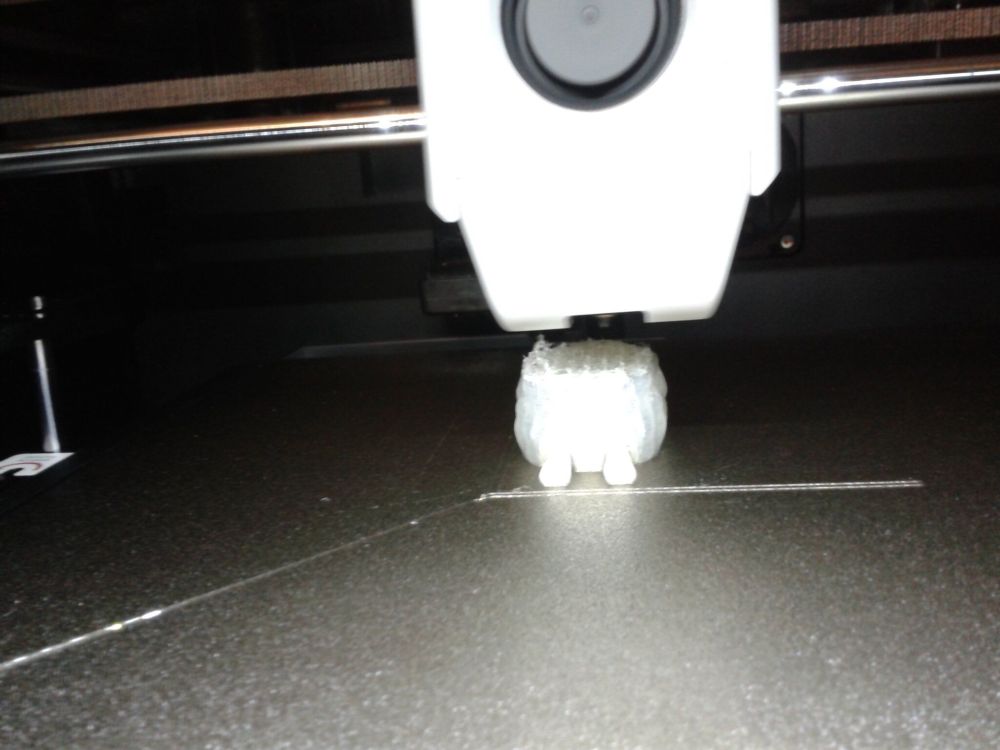
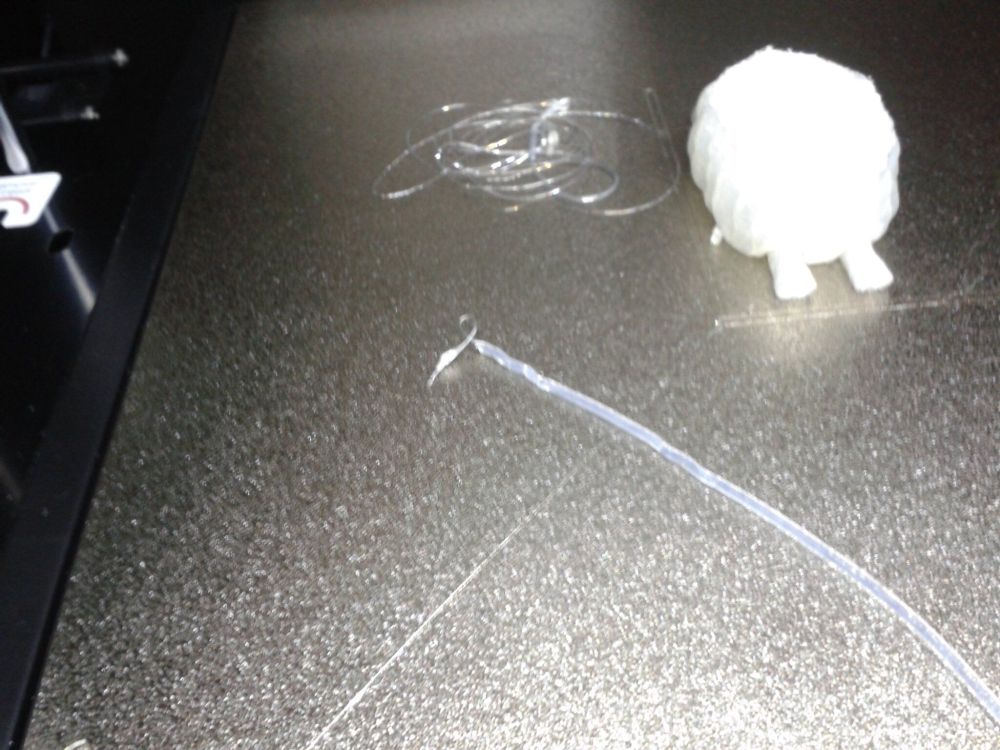
Autres impressions - (Acte III) - TPU-95A (Là j'ai eu plusieurs ratés (blocage dans la tête d'impression/buse donc plus d'extrusion en sortie du nez de la buse ...), mais il semblerais que ce soit due a une obstruction partiel de la buse et/ou a une de mes bobine de TPU-95 mal conservé ou éventuellement a un paramétrage de rétraction a affiner ... A Creuser quand j'aurais le temps) Ghost Booh de "BODY-3D" https://www.thingiverse.com/thing:5551428 Fichier "Ghost_Booh_N1.stl" Echelle 100% Profil/Réglages de l'impression "0.20 mm Fine" Profil/Réglages du filament "Generic TPU 95A" (Buse 230°C au lieu de 220°C, Plateau 60°C, Vitesse volumétrique maximale 4 mm³/s) ~18.41m ~3h34 Filament utilisé "CR-TPU Green Creality" Cute Llama - Flexi Articulated Animal (print-in-place) par IXPatch https://www.printables.com/fr/model/137197 ou https://cults3d.com/en/3d-model/various/cute-articulated-llama-print-in-place-support-free-pla-compatible ou https://www.crealitycloud.com/model-detail/6493172904ff2413921174e9 Profil/Réglages de l'impression "0.20 mm Fine" Profil/Réglages du filament "Generic TPU 95A" (Buse 230°C au lieu de 220°C, Plateau 60°C, Vitesse volumétrique maximale 4 mm³/s) 1er essai Filament utilisé "TPU-95A Transparent ArianePlast" Échec. Buse bouché (?) en cours d'impression. Utilisation de l'aiguille de débouchage de buse. 2eme essai Filament utilisé "TPU-95A Transparent ArianePlast" Encore un échec. Buse bouché (?) en cours d'impression. Utilisation de l'aiguille de débouchage de buse. 3eme essai Filament utilisé "CR-TPU White Creality"















 1 point
1 point -
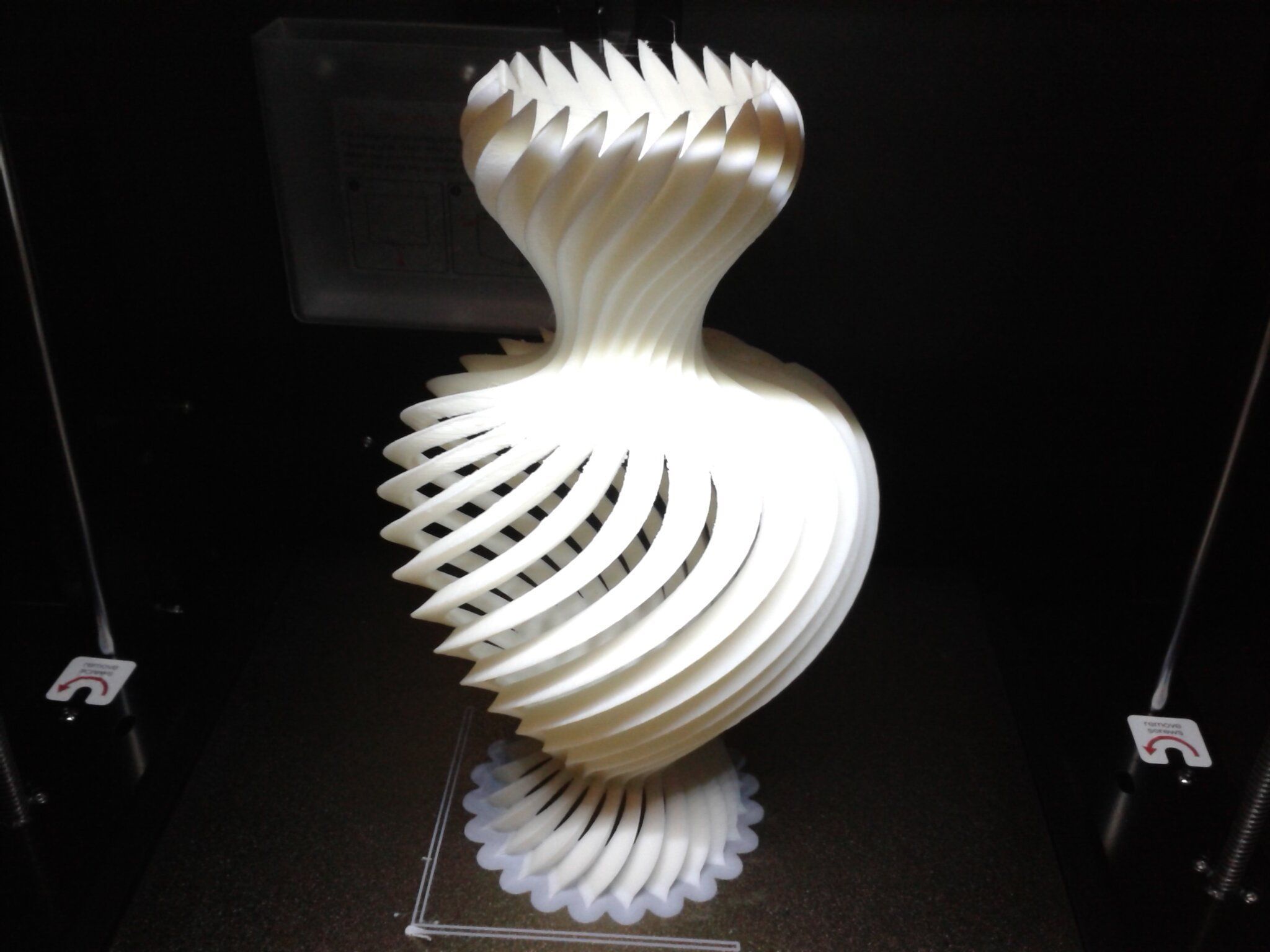
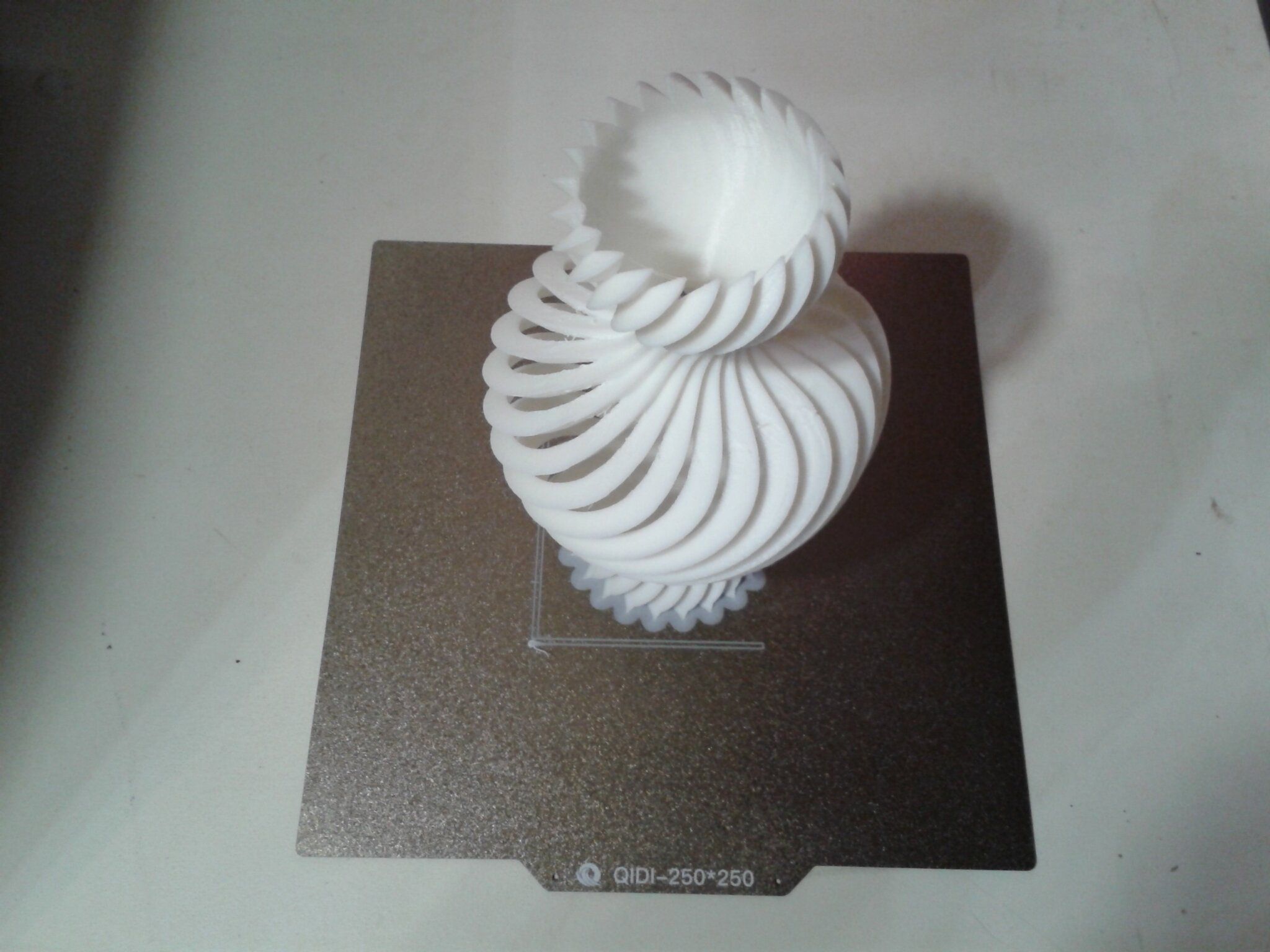
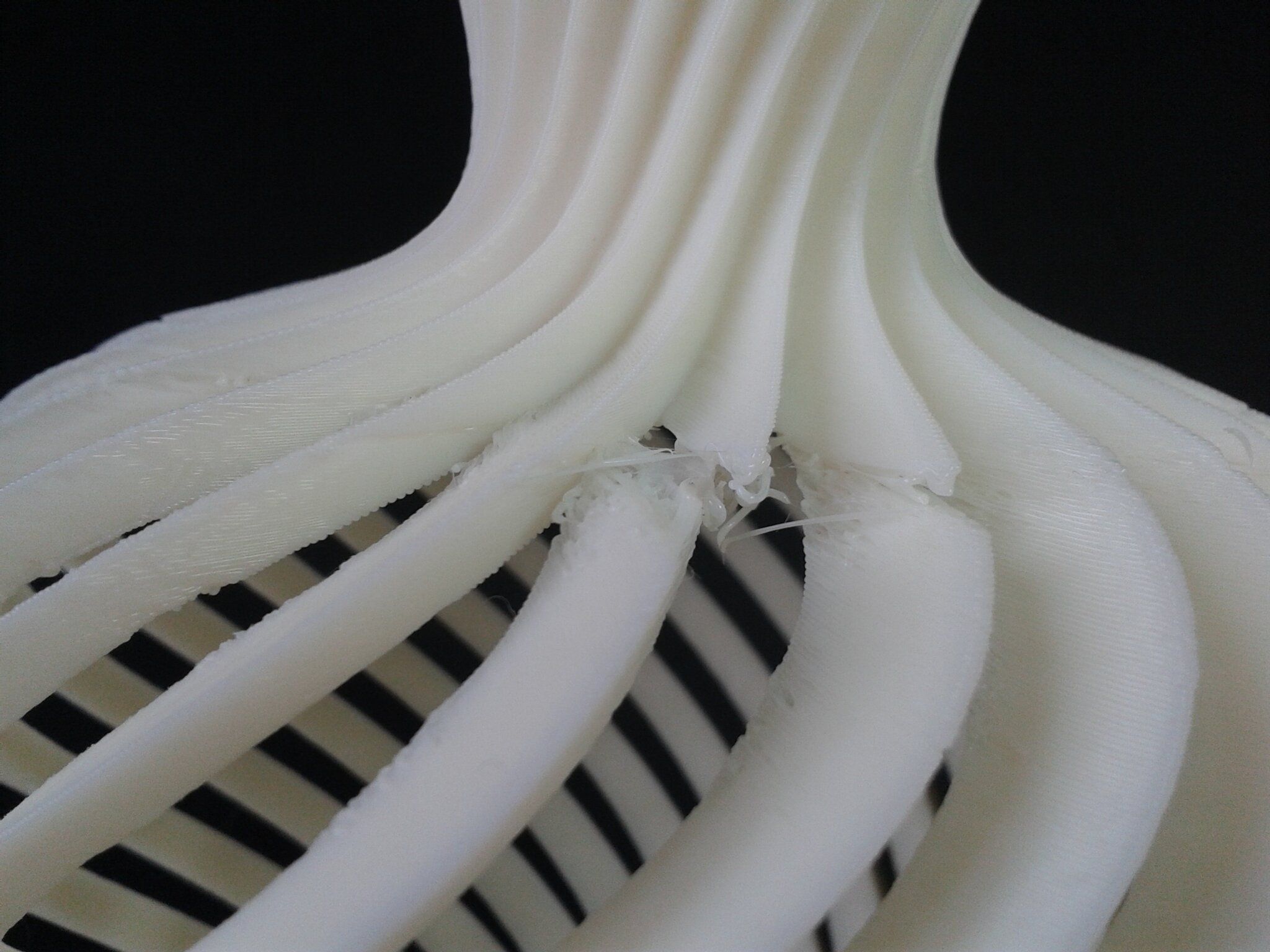
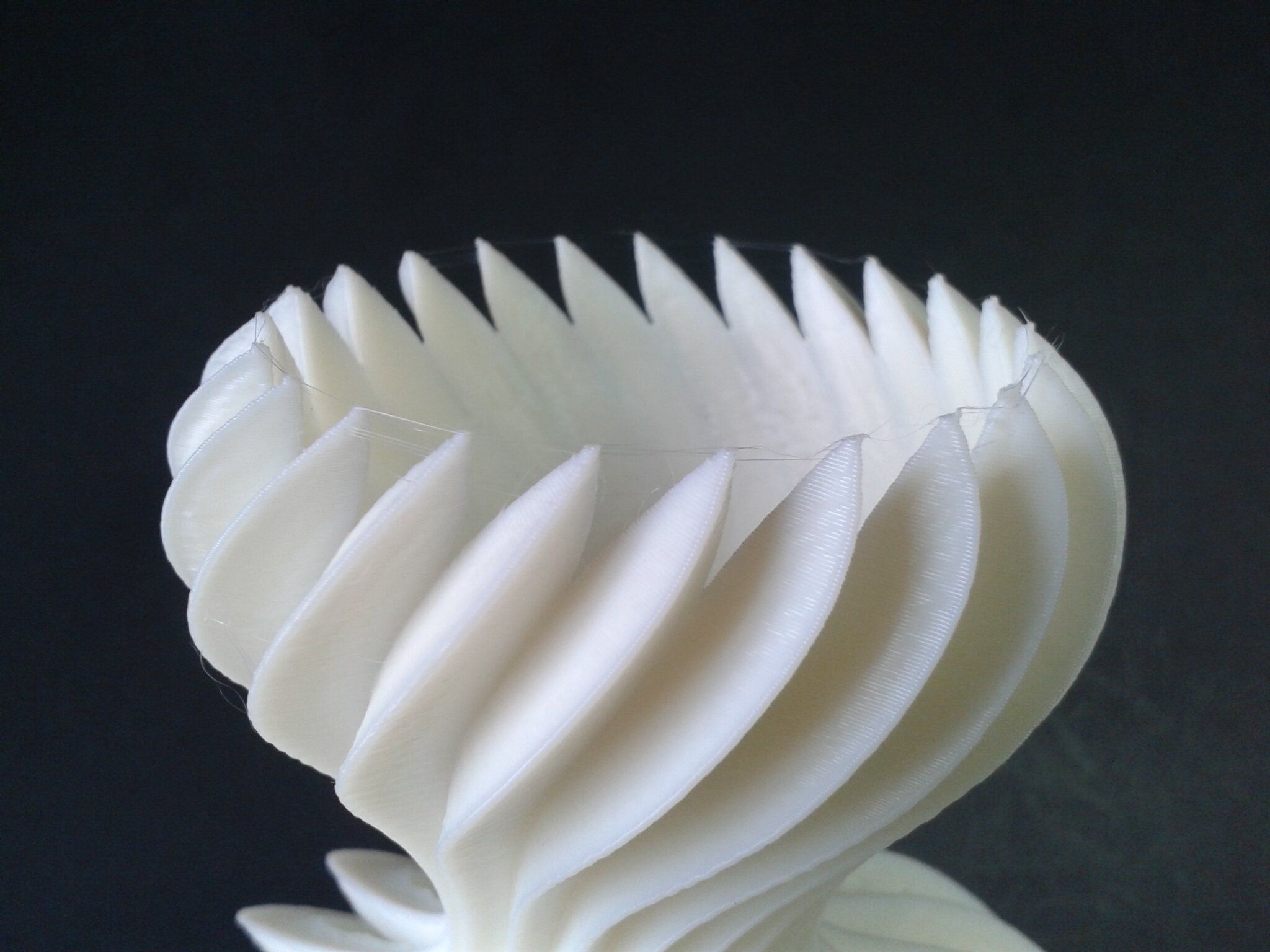
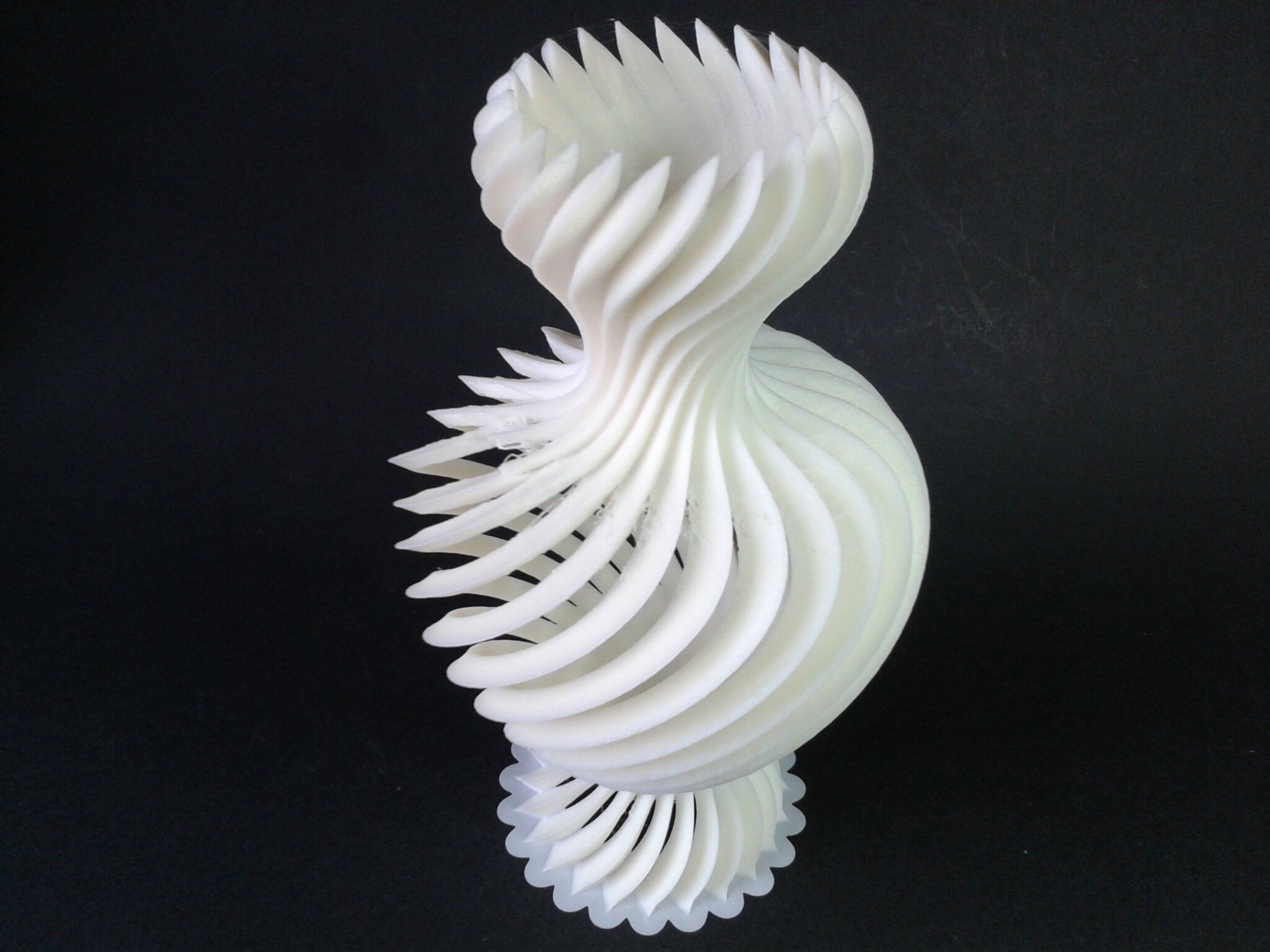
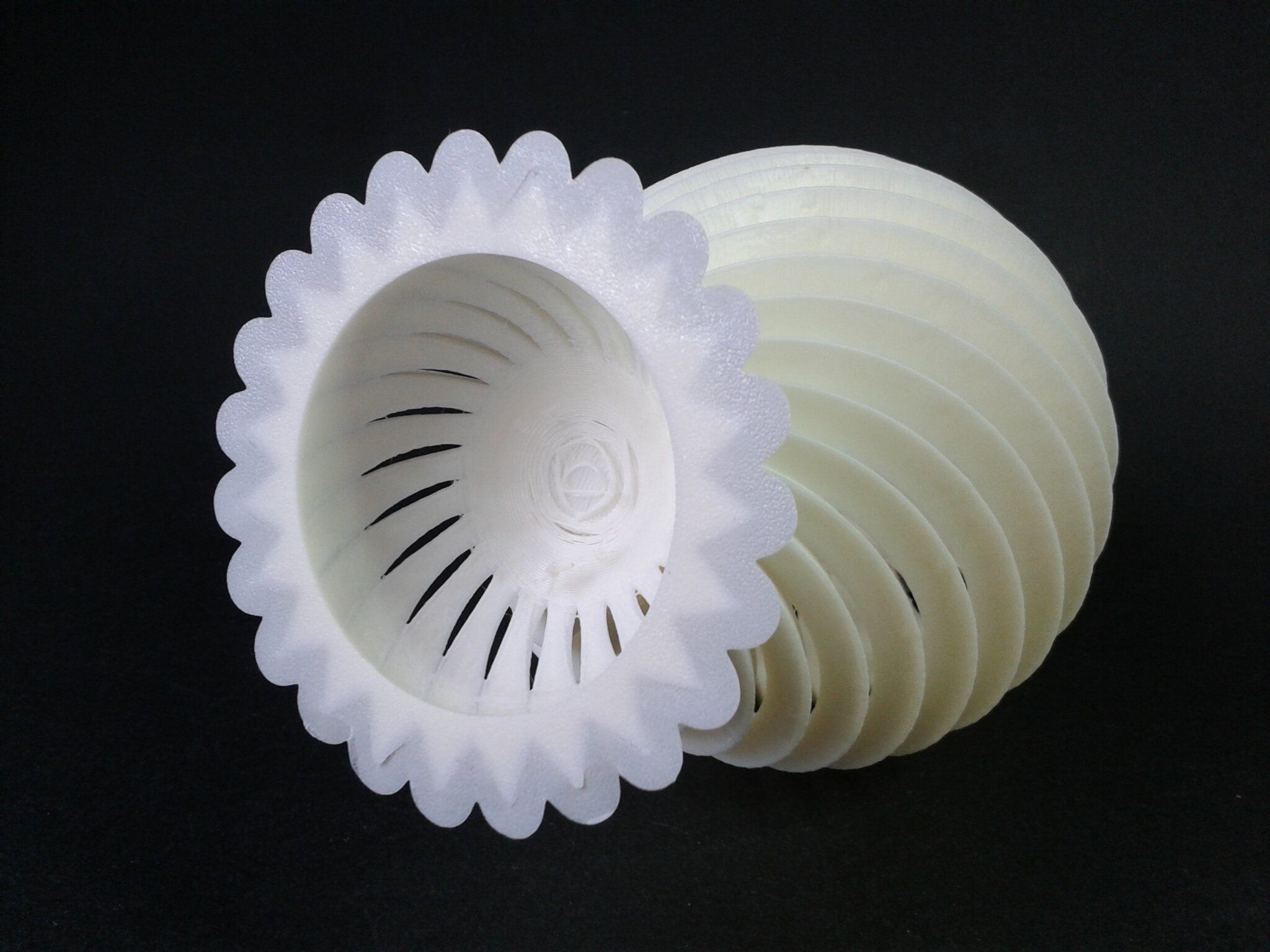
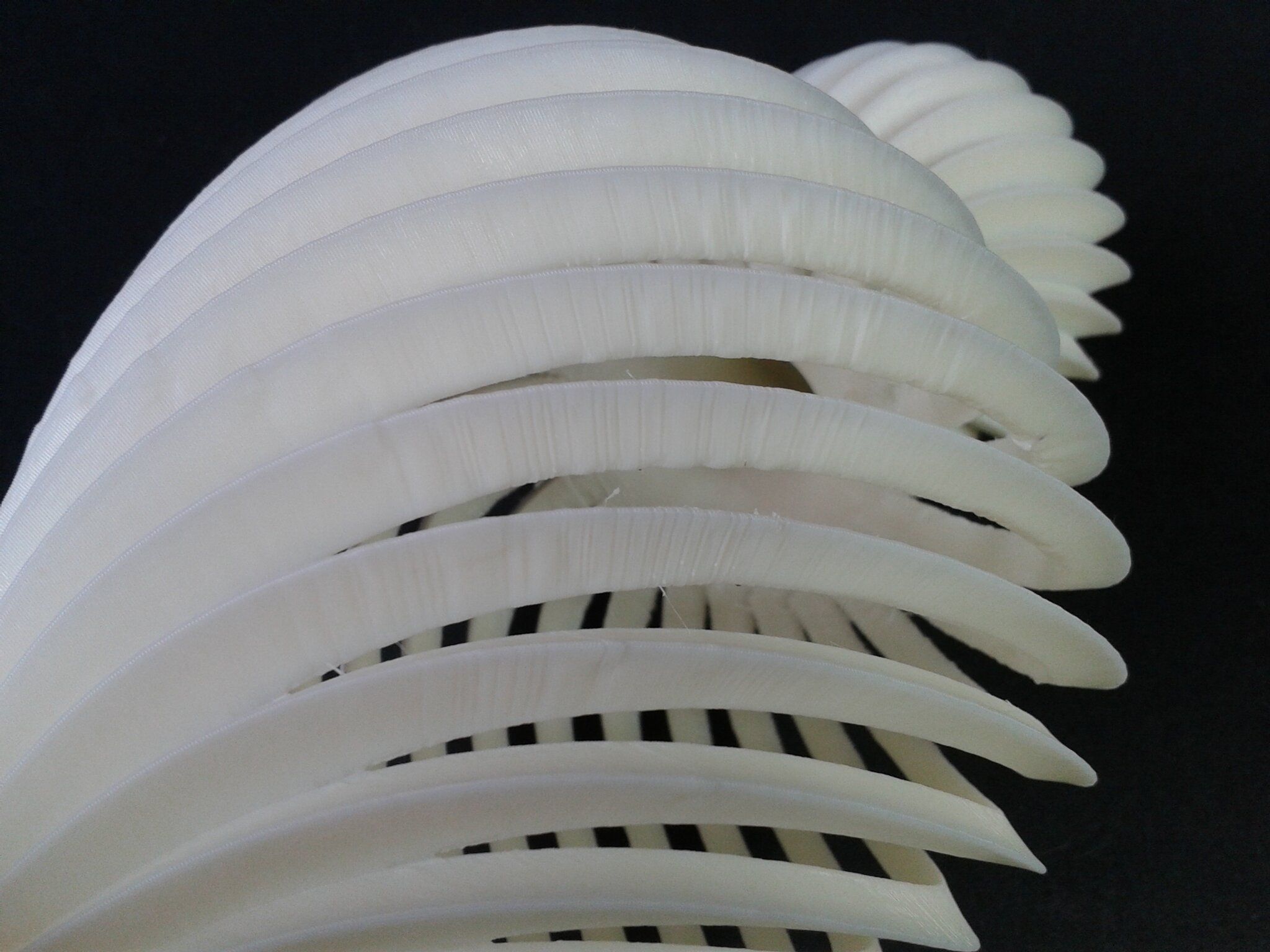
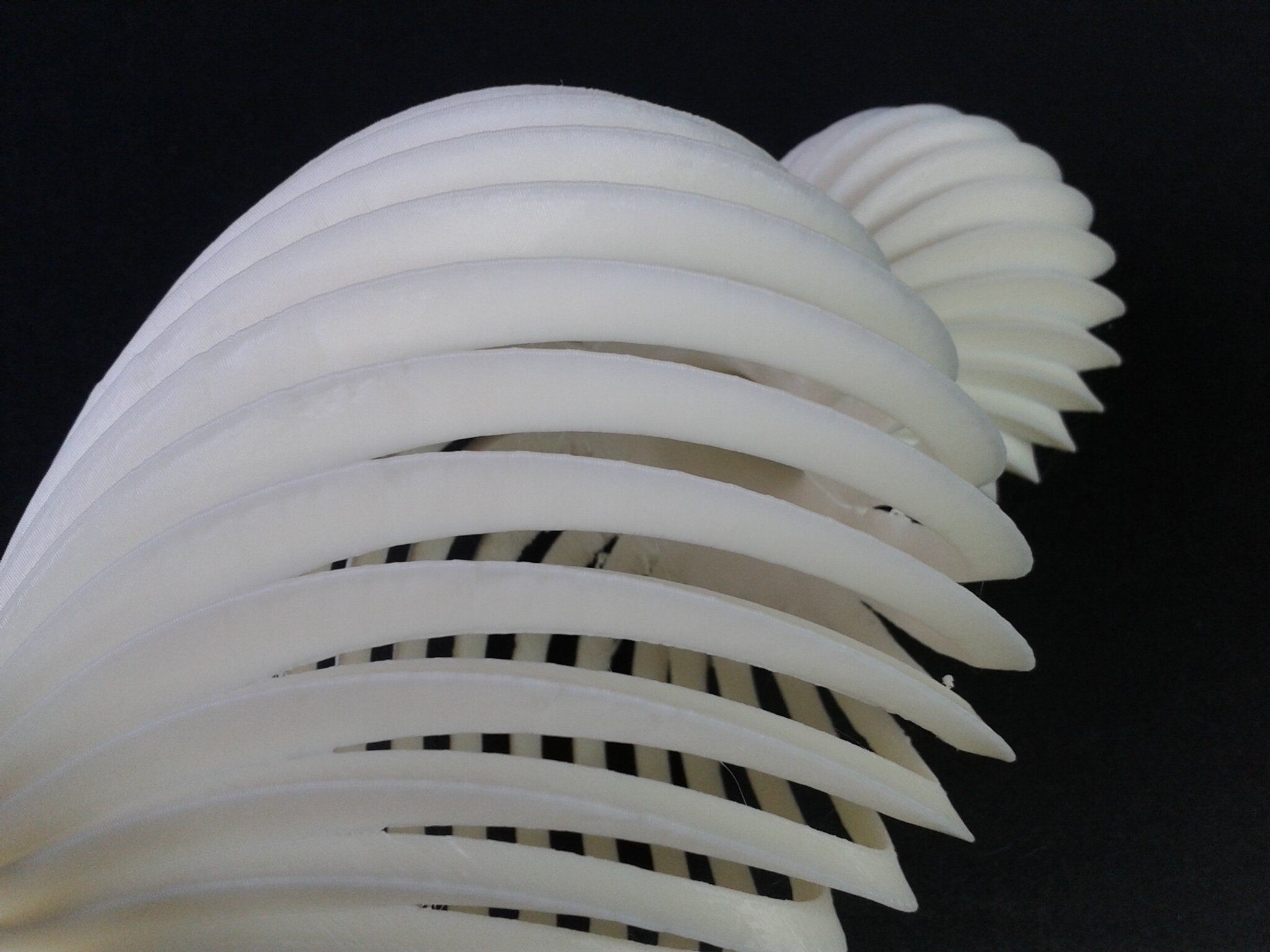
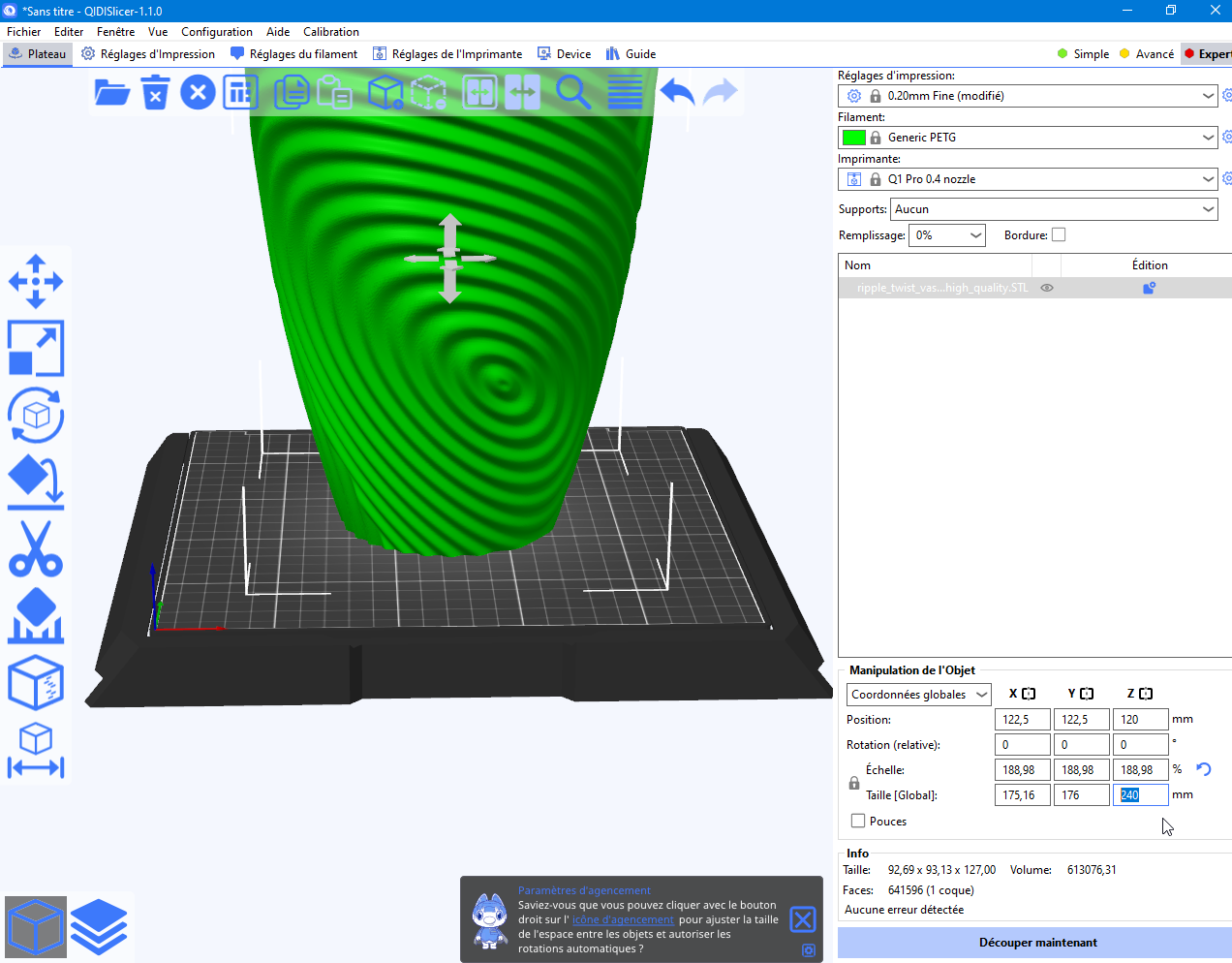
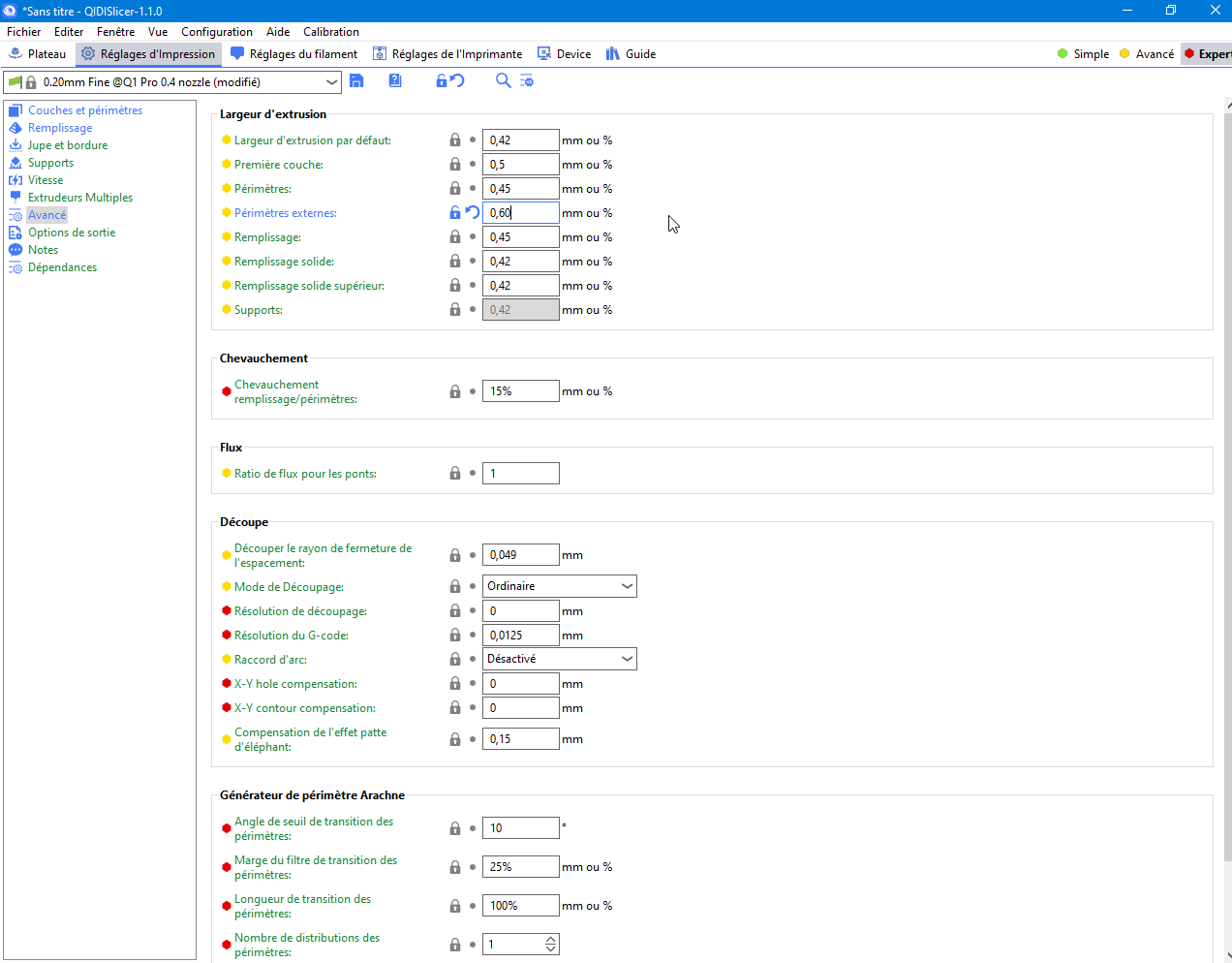
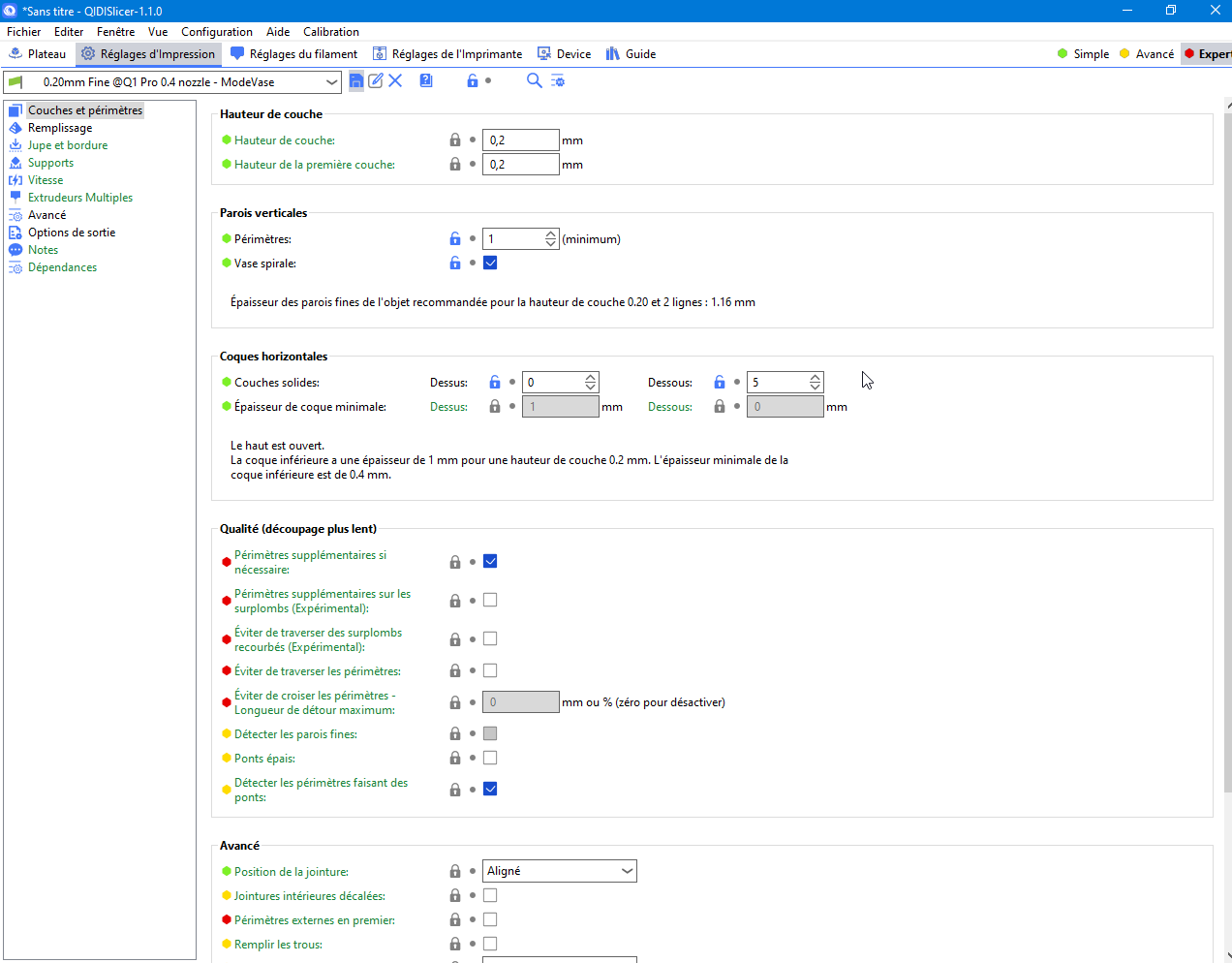
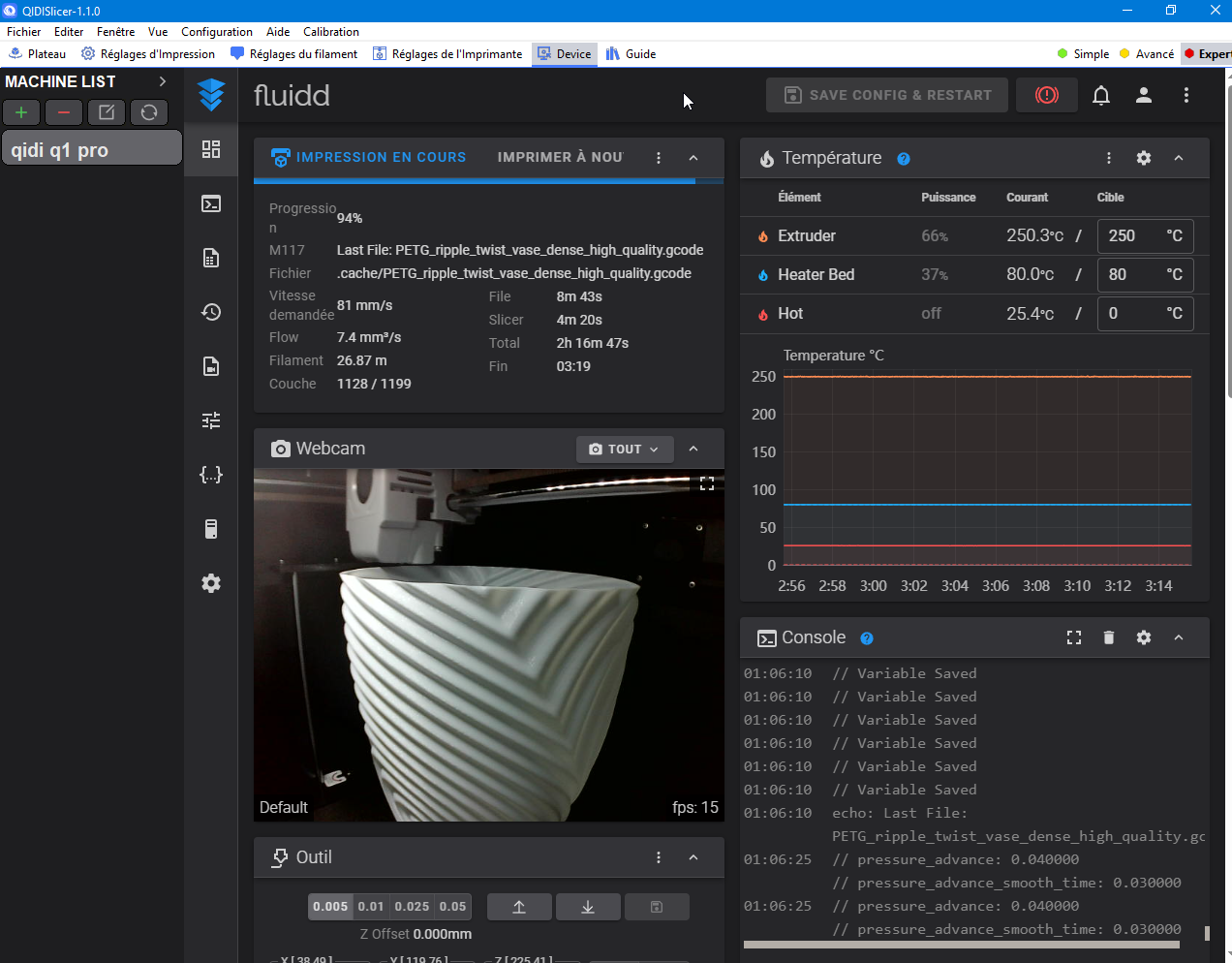
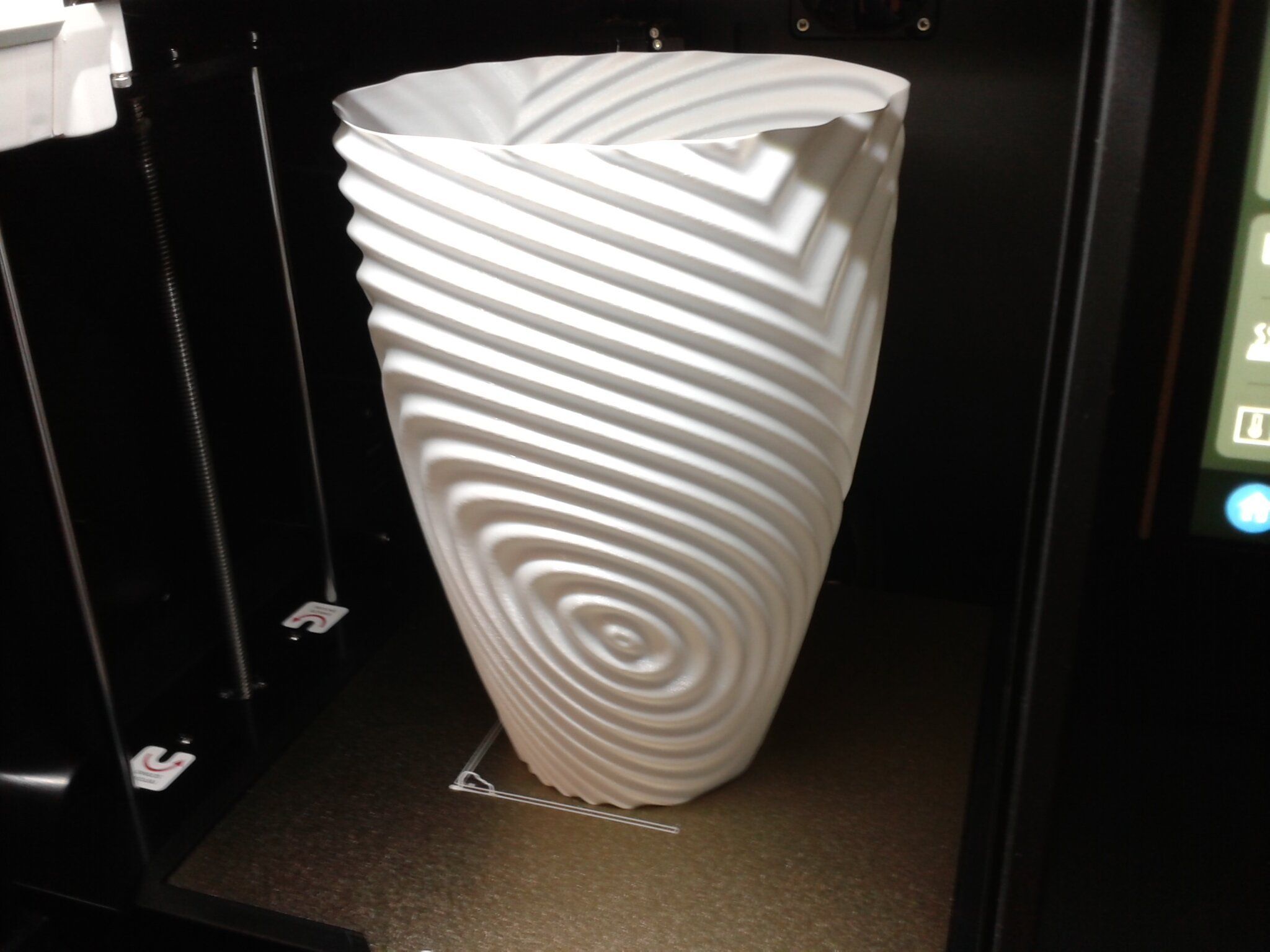
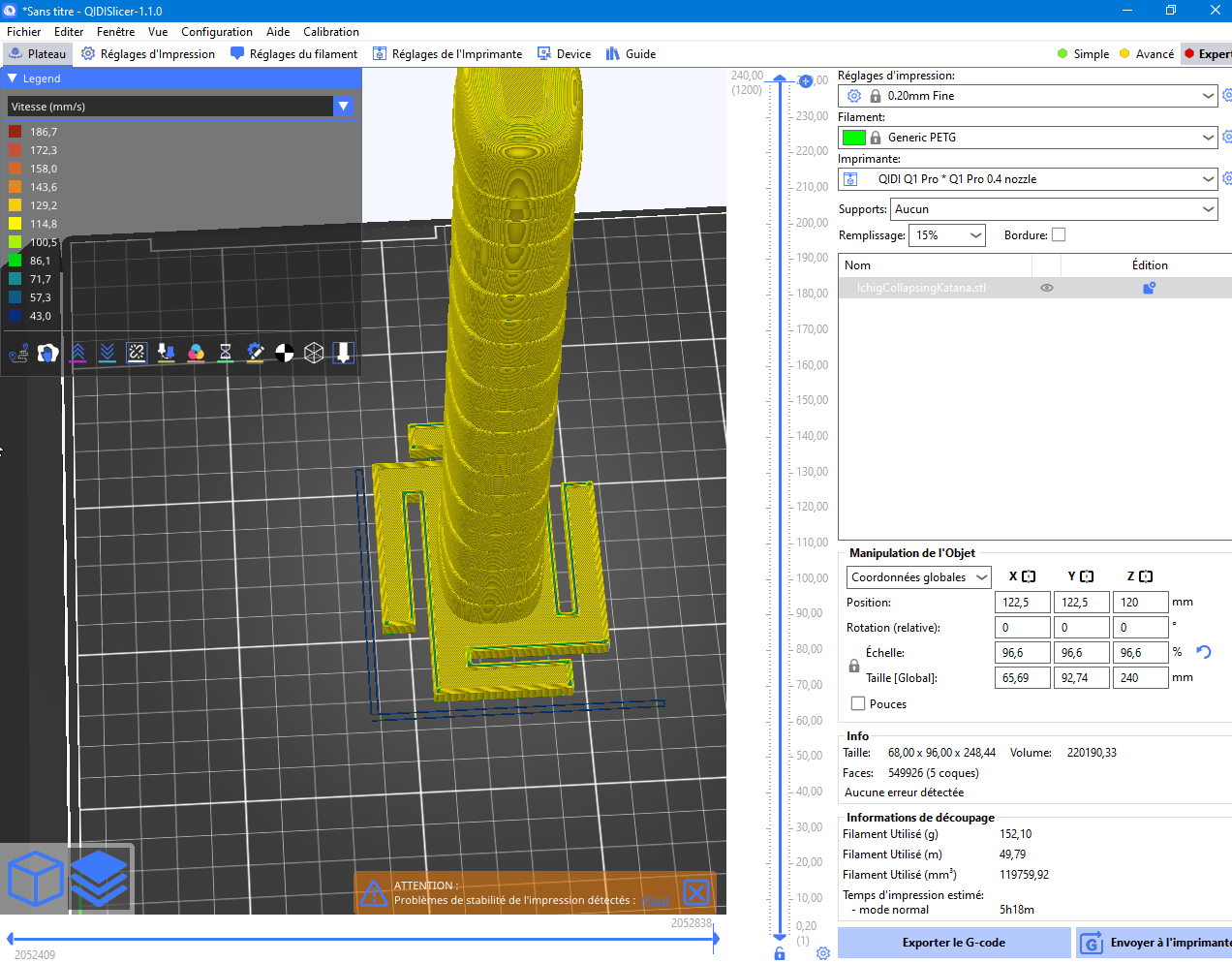
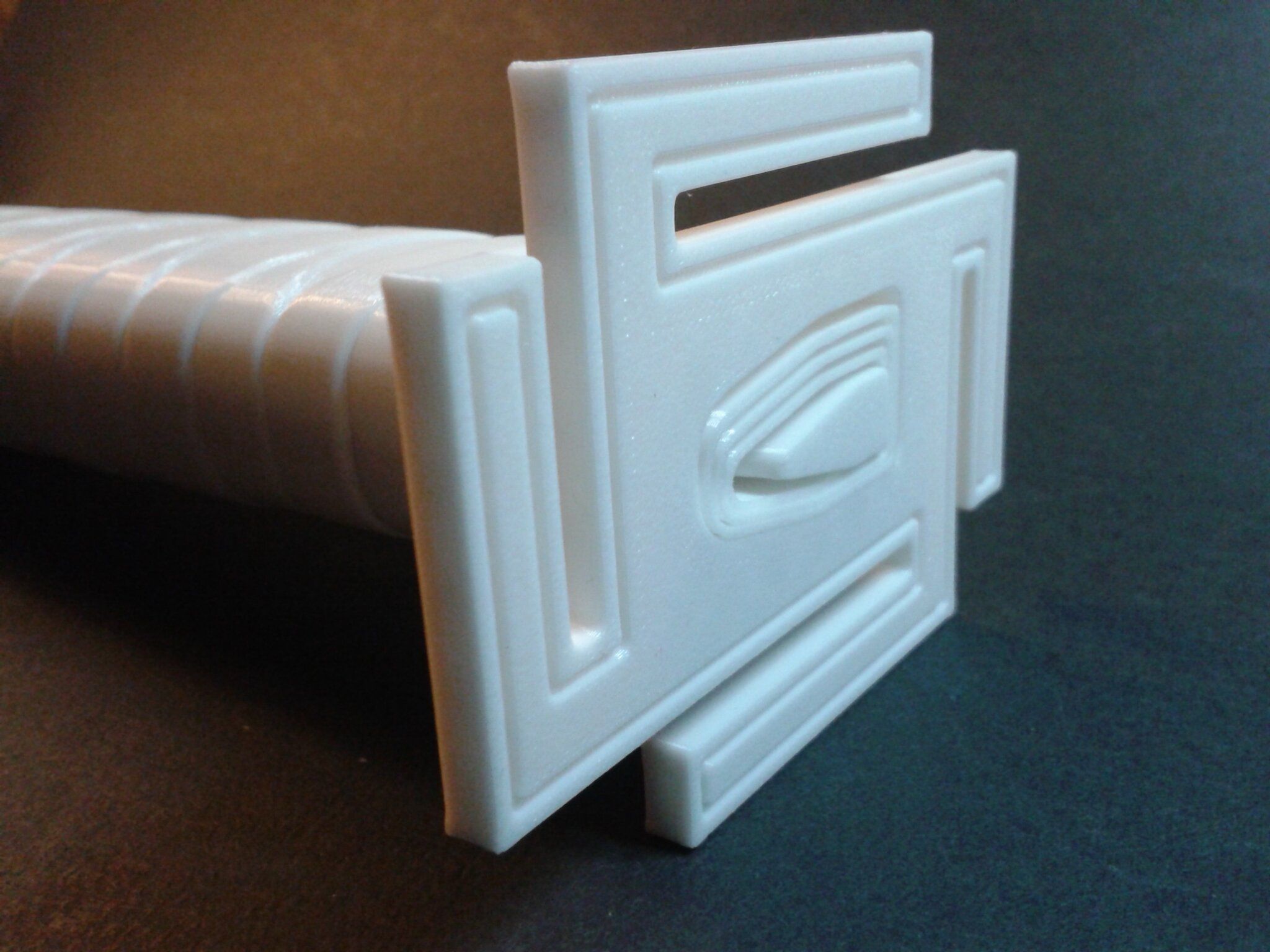
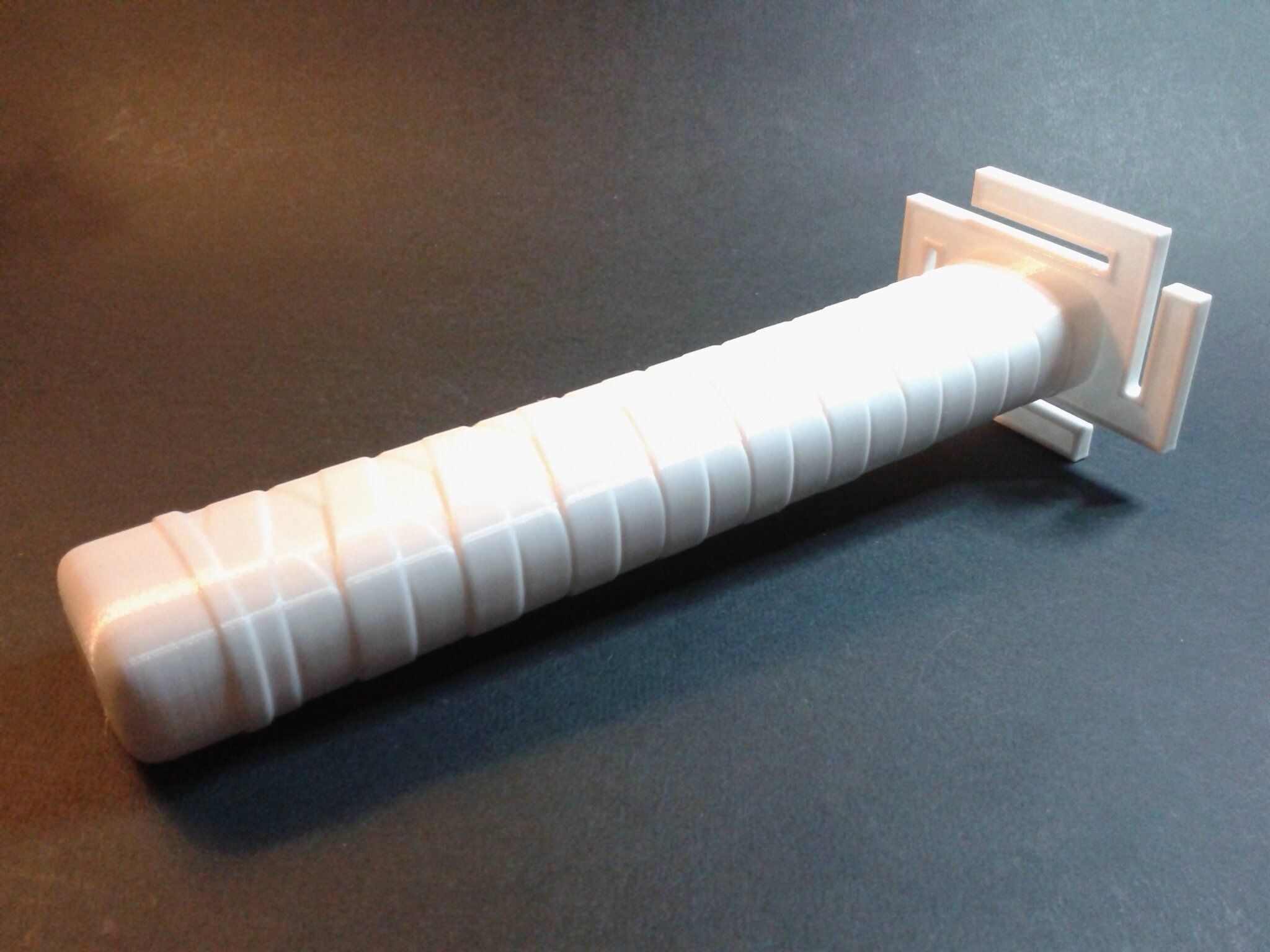
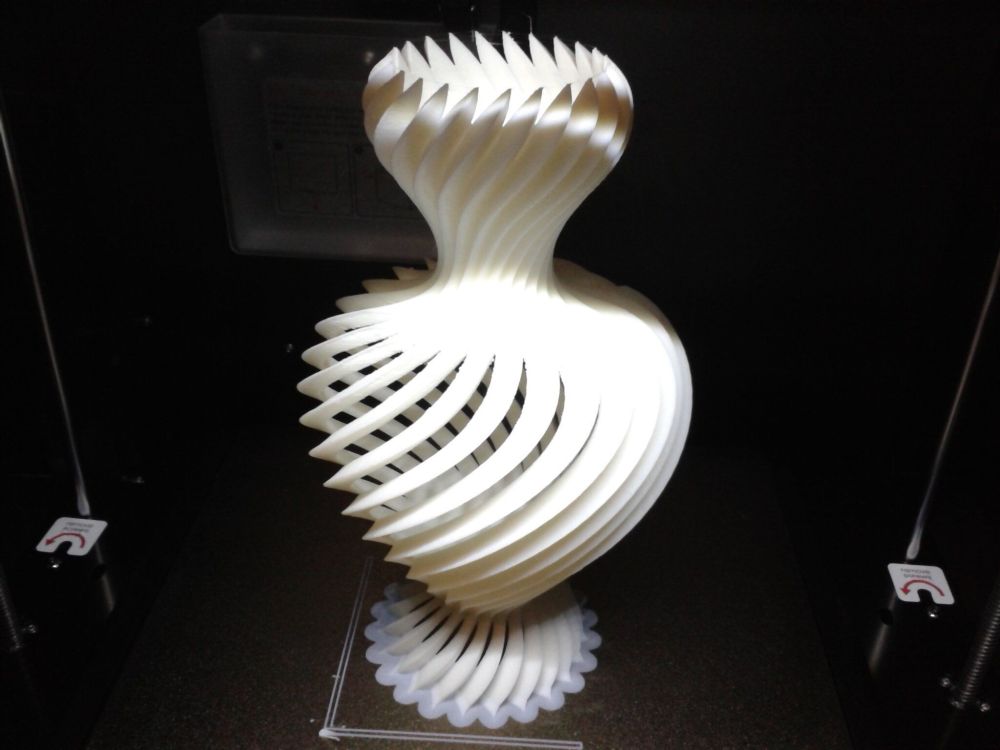
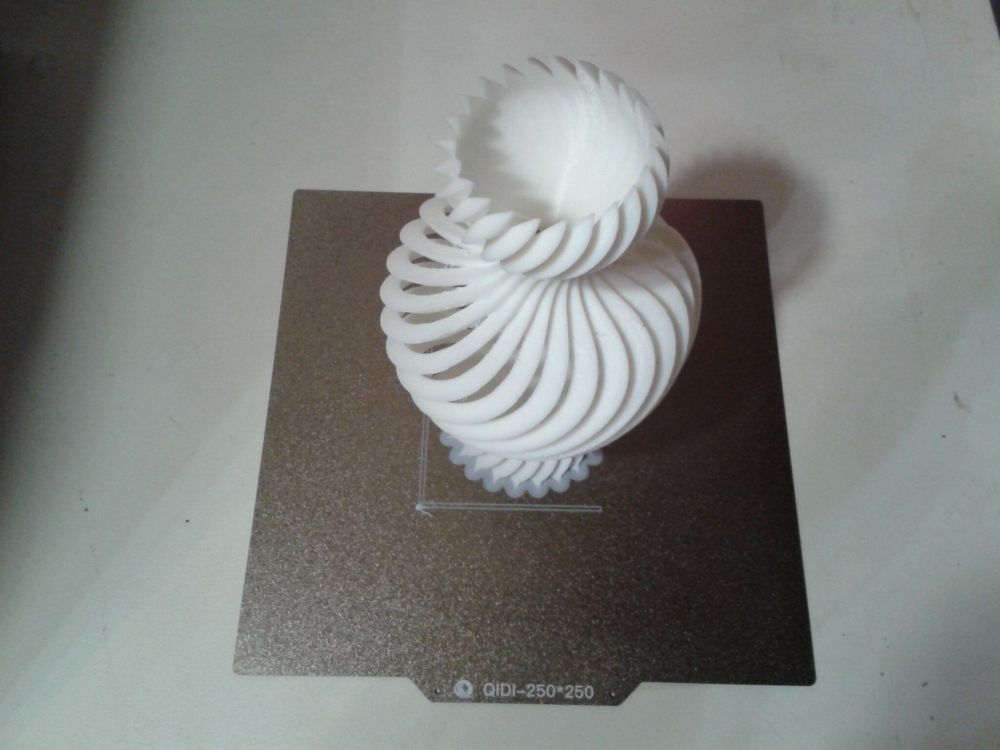
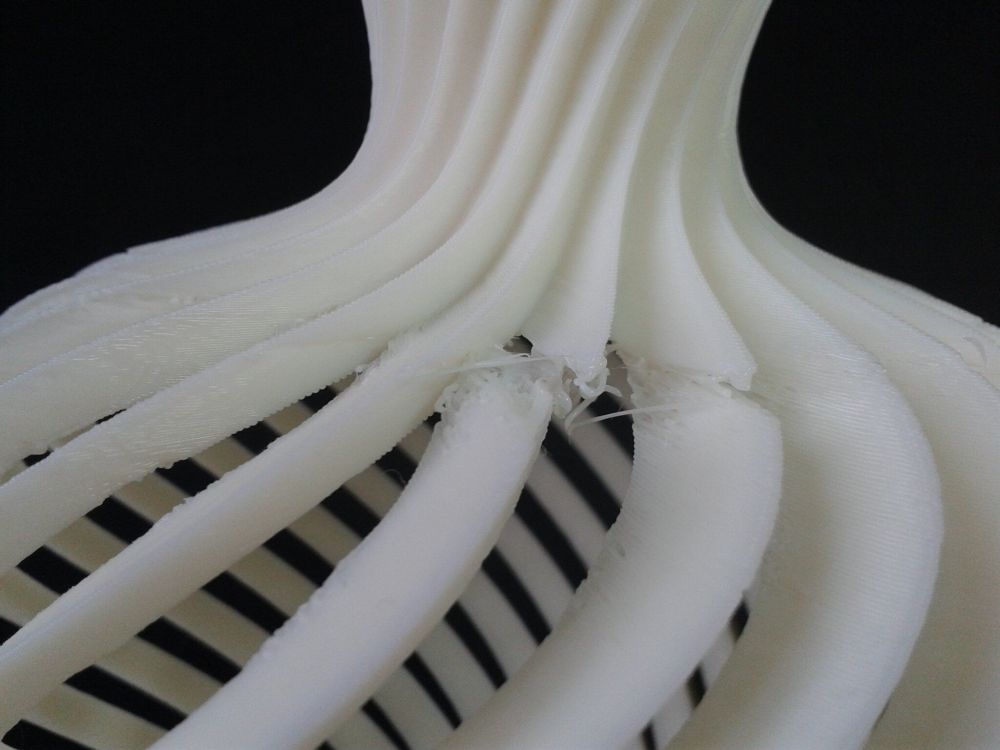
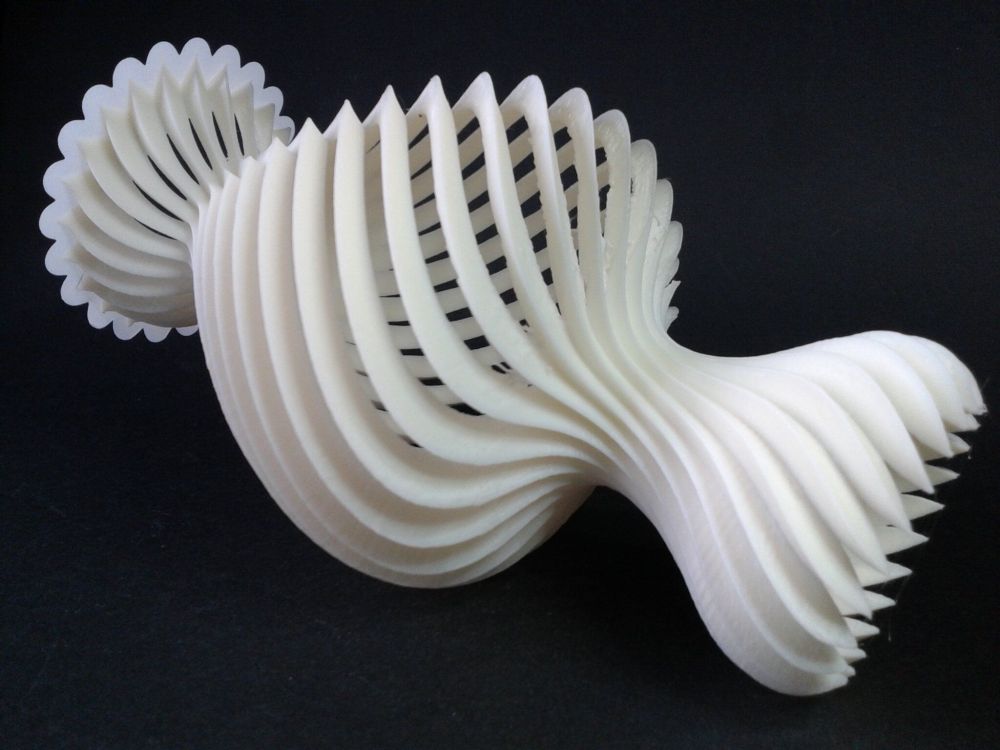
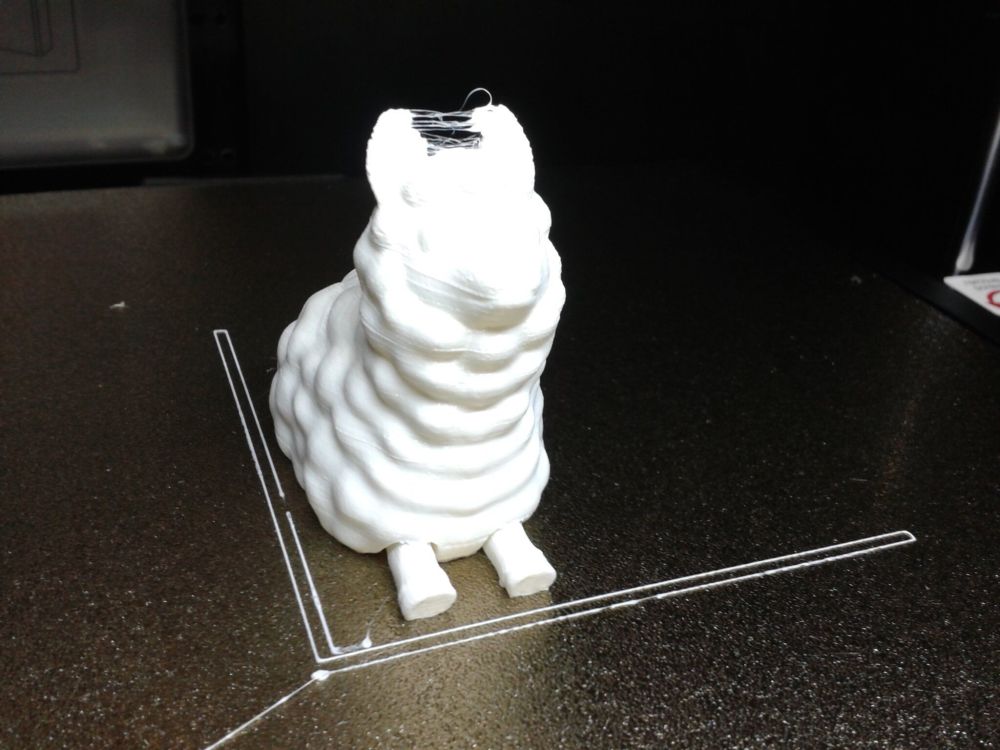
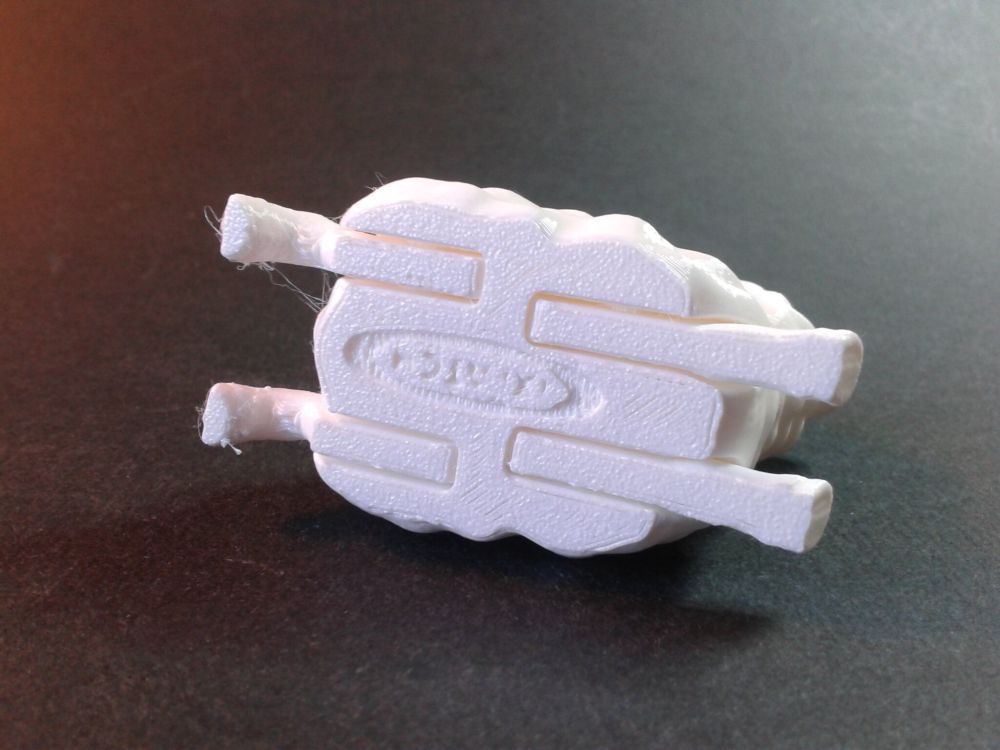
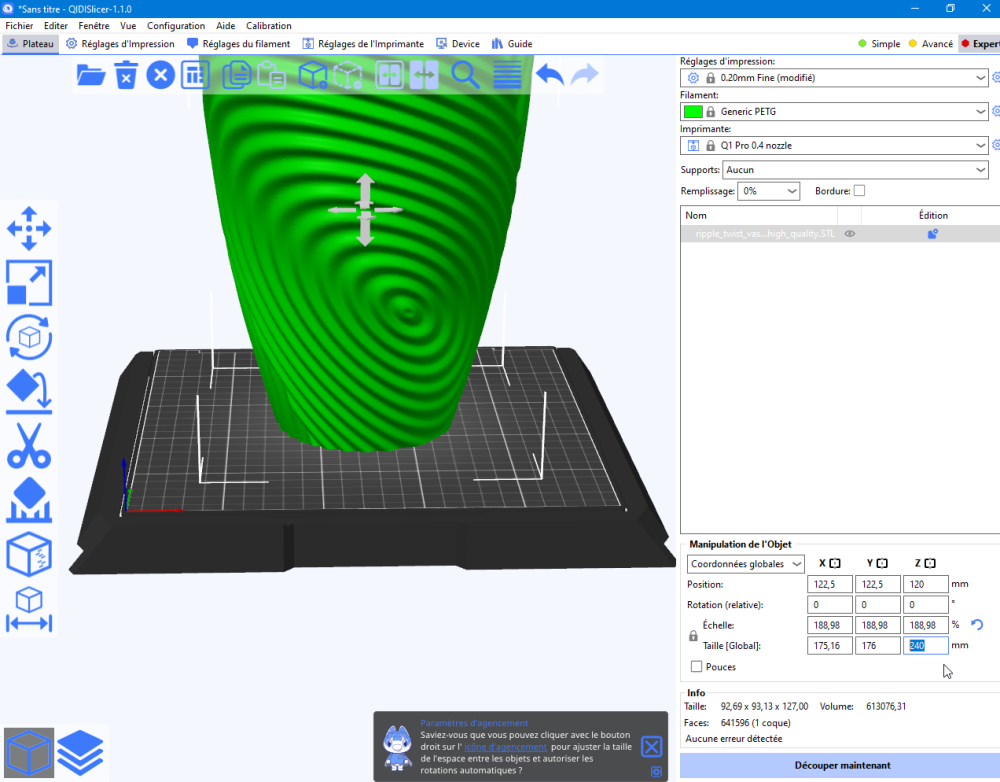
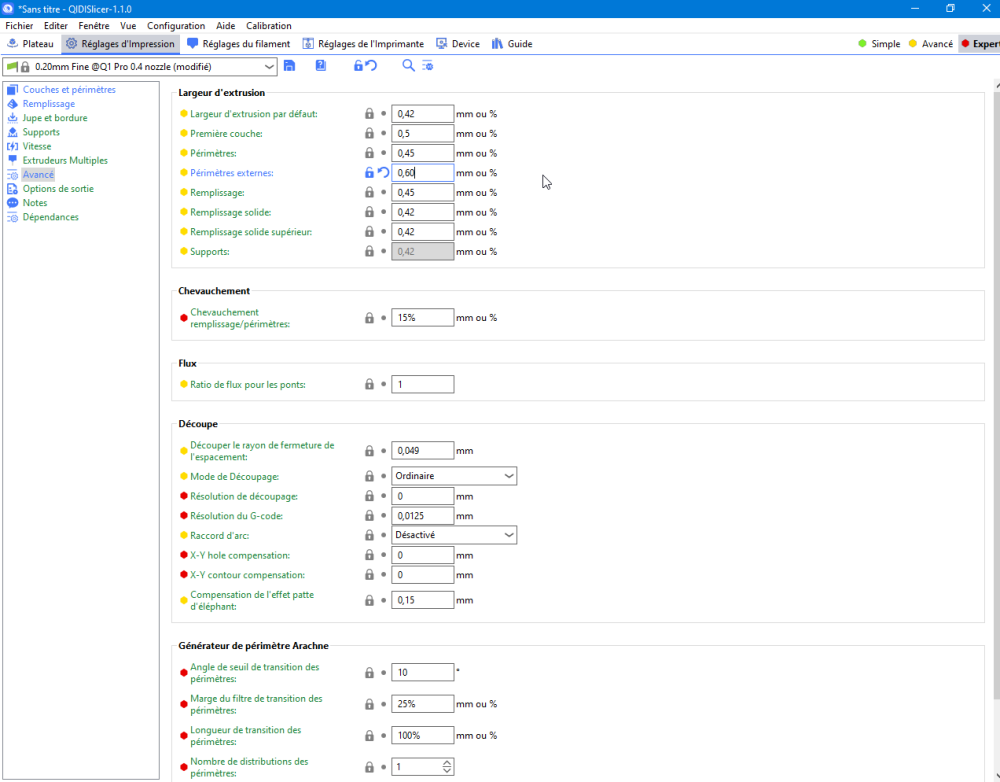
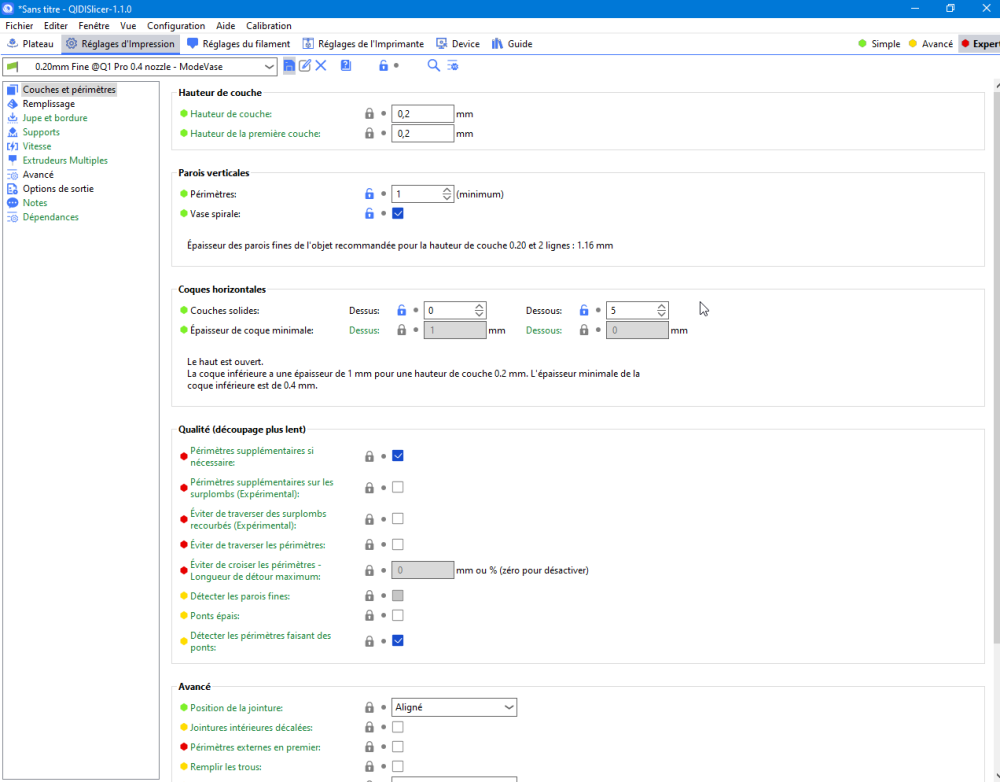
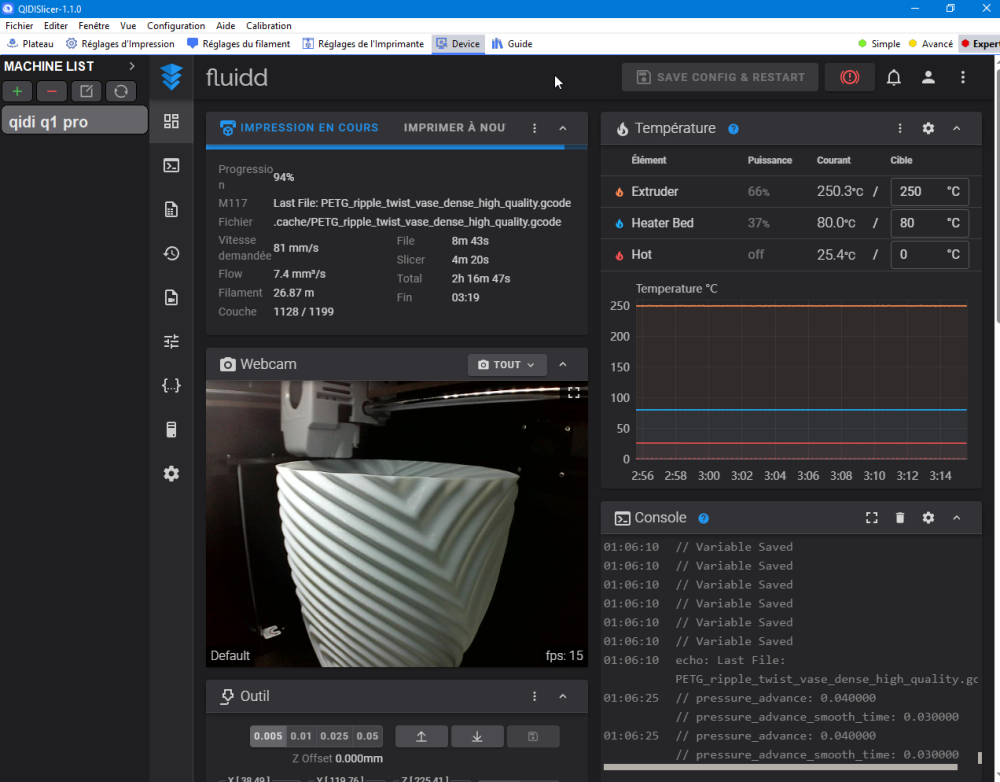
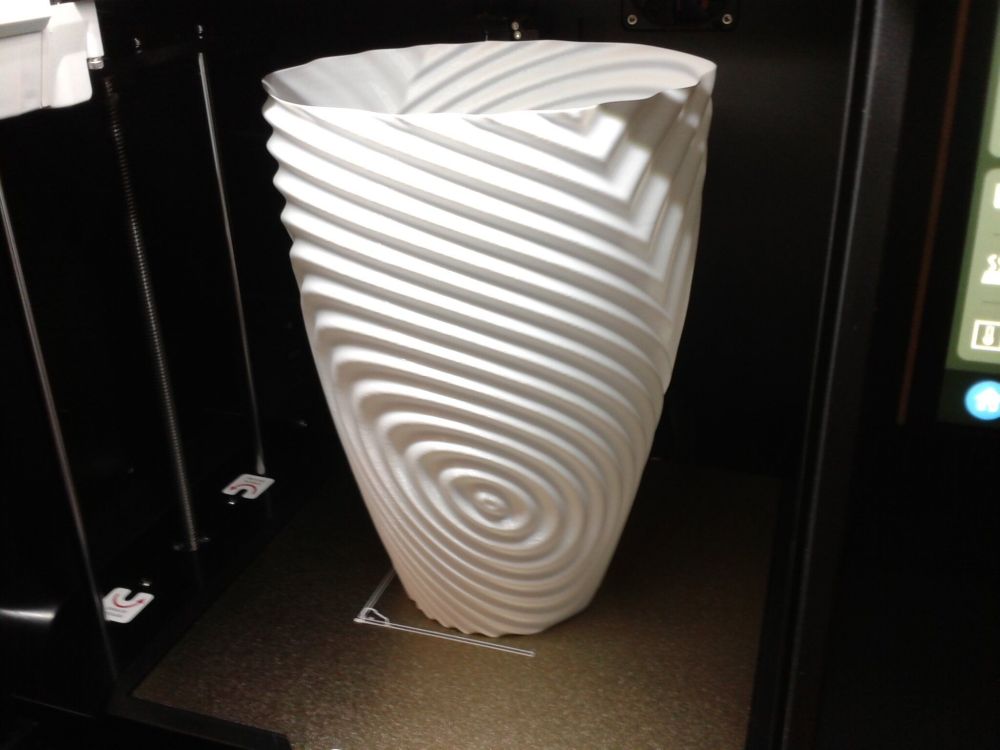
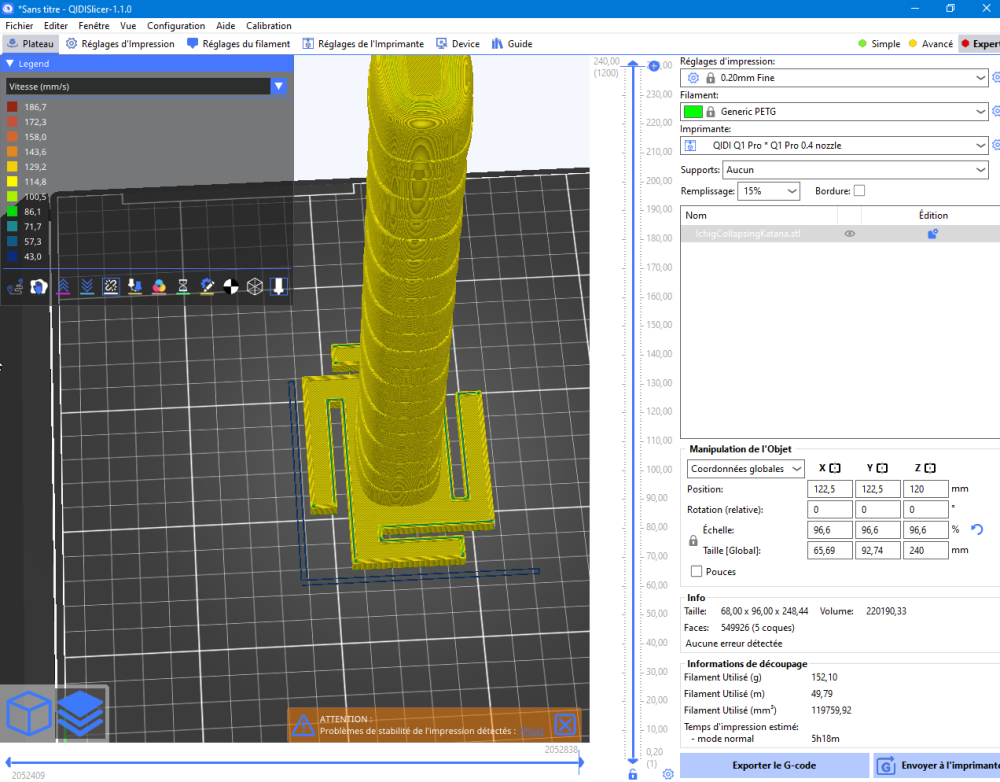
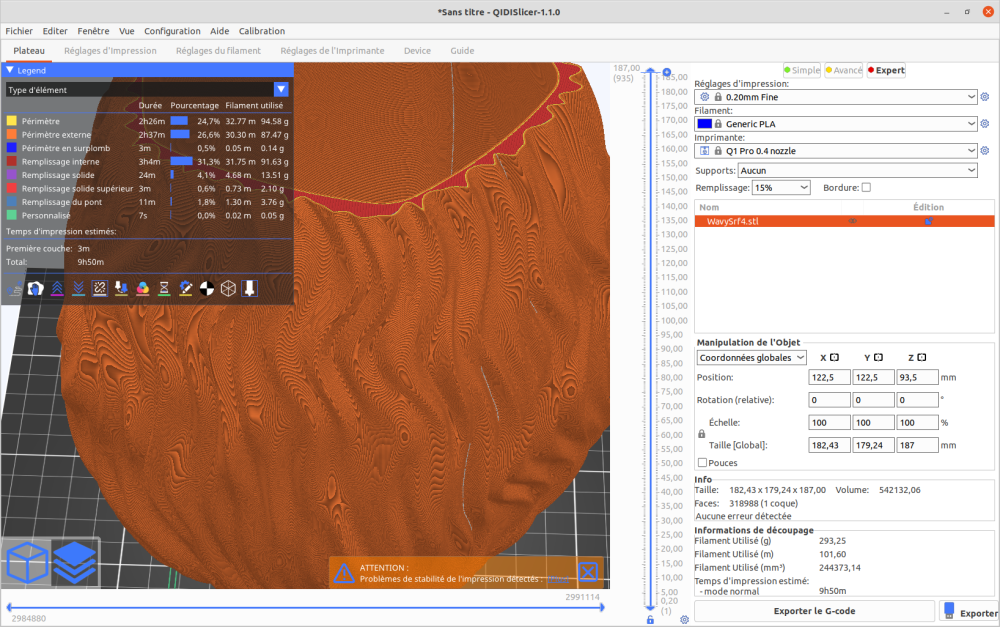
Autres impressions - (Acte II) - PETG Vase torsadé gMax pour vase à ondulation torsadée https://cults3d.com/fr/modèle-3d/maison/gmax-twisted-ripple-vase-bin Fichier "ripple_twist_vase_dense_high_quality.STL" Echelle modifié. ( Hauteur Z de l'objet, changé en 240 mm. Ce qui donne une échelle de ~ 188.98% ) Profil/Réglages de l'impression "0.20 mm Fine" (modifié) Couches et périmètres Parois verticales Périmètres: 1 * Vase spirale : Coché (Quand on coche "Vase spirale" cela propose de modifier automatiquement certain paramètres, que j'ai ici marqués d'un "*" ) Coques horizontales Couches solides: Dessus: 0 * Dessous: 5 Avancé Largeur d'extrusion Périmètres externes: 0.6 mm Profil/Réglage du filament "Generic PETG" (Buse 250°C, Plateau 80°C, Vitesse volumétrique maximale 9 mm³/s) Filament utilisé "CR-PETG White Creality" Un tout petit défaut d'étanchéité. Si je le remplie a 20% avec de l'eau c'est ok. Mais si je le remplie a plus de 70%, avec la pression d'eau il y a une petite fuite. Un suintement. Il me faudra passer un vernis pour bien étanchéifier. collapsing katana https://www.crealitycloud.com/model-detail/6567c0c8867d4f47baf2b0c4 Fichier "IchigCollapsingKatana.stl" Taille (Global) : Z=240 mm -> Echelle ~= 96.6 % Profil/Réglages de l'impression "0.2 mm Fine" Profil/Réglages du filament "Generic PETG" (Buse 250°C, Plateau 80°C, Vitesse volumétrique maximale 9 mm³/s) Filament utilisé "CR-PETG White Creality" ~ 5h18m ~ 49.79 m













 1 point
1 point -
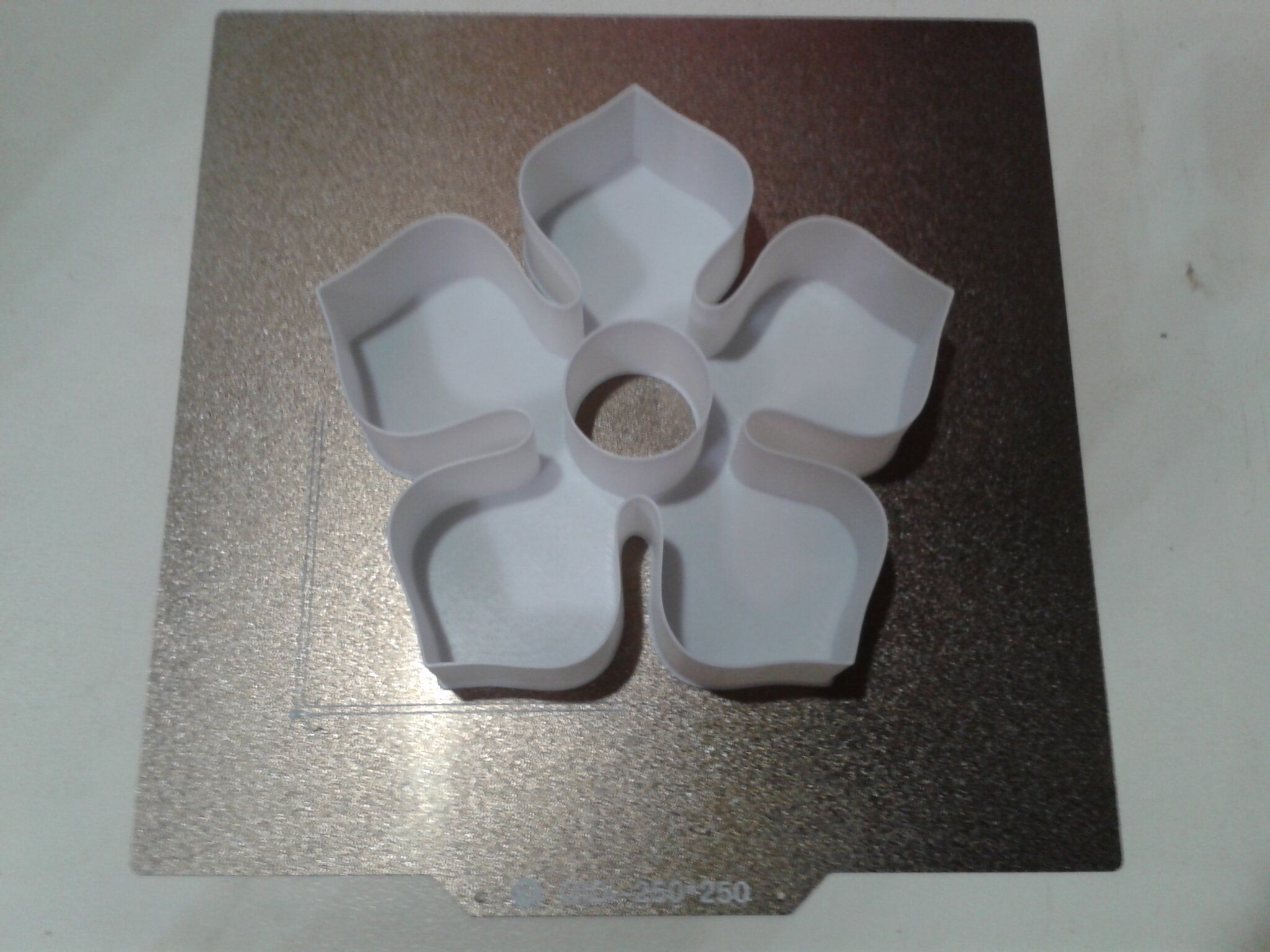
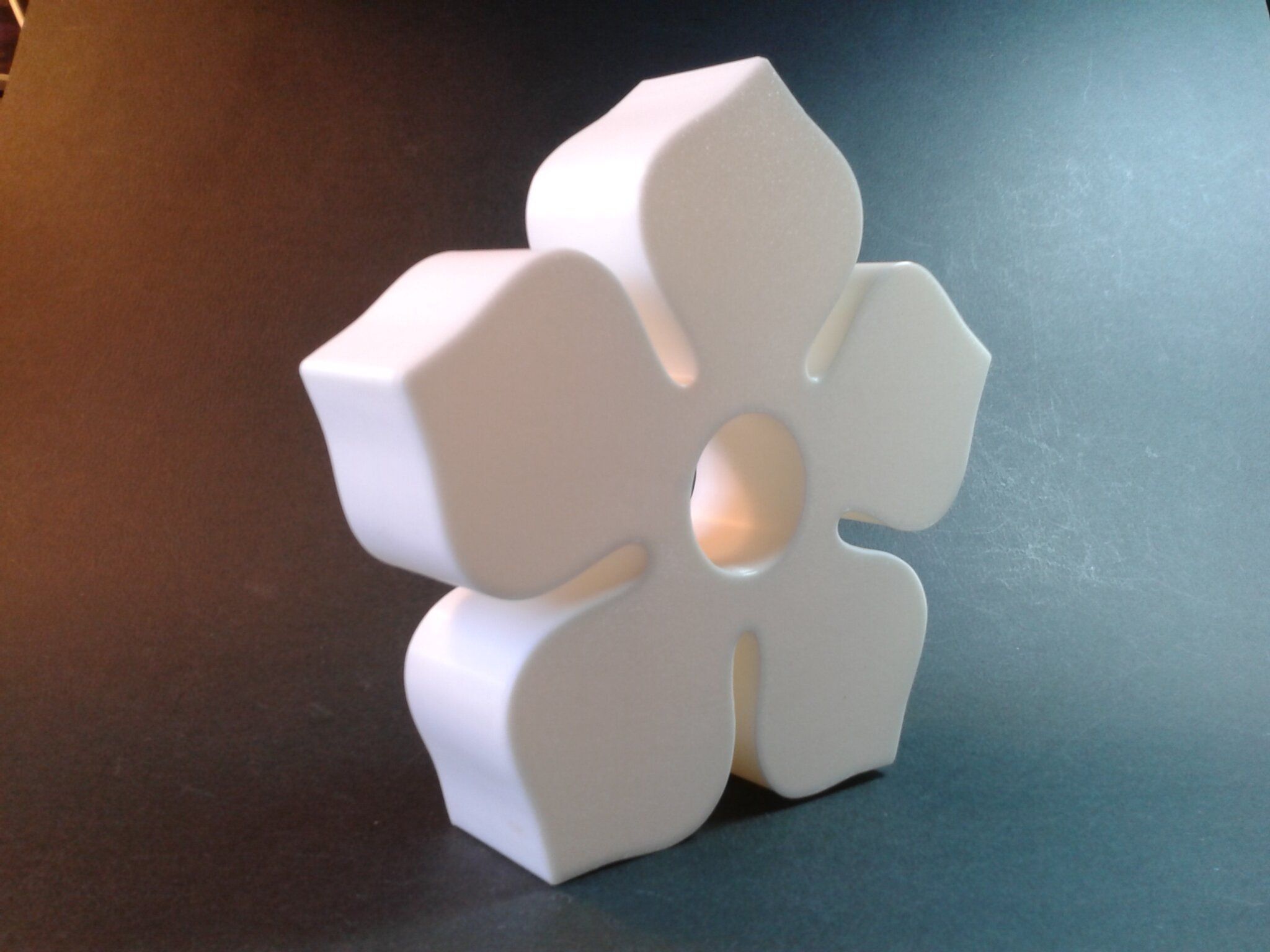
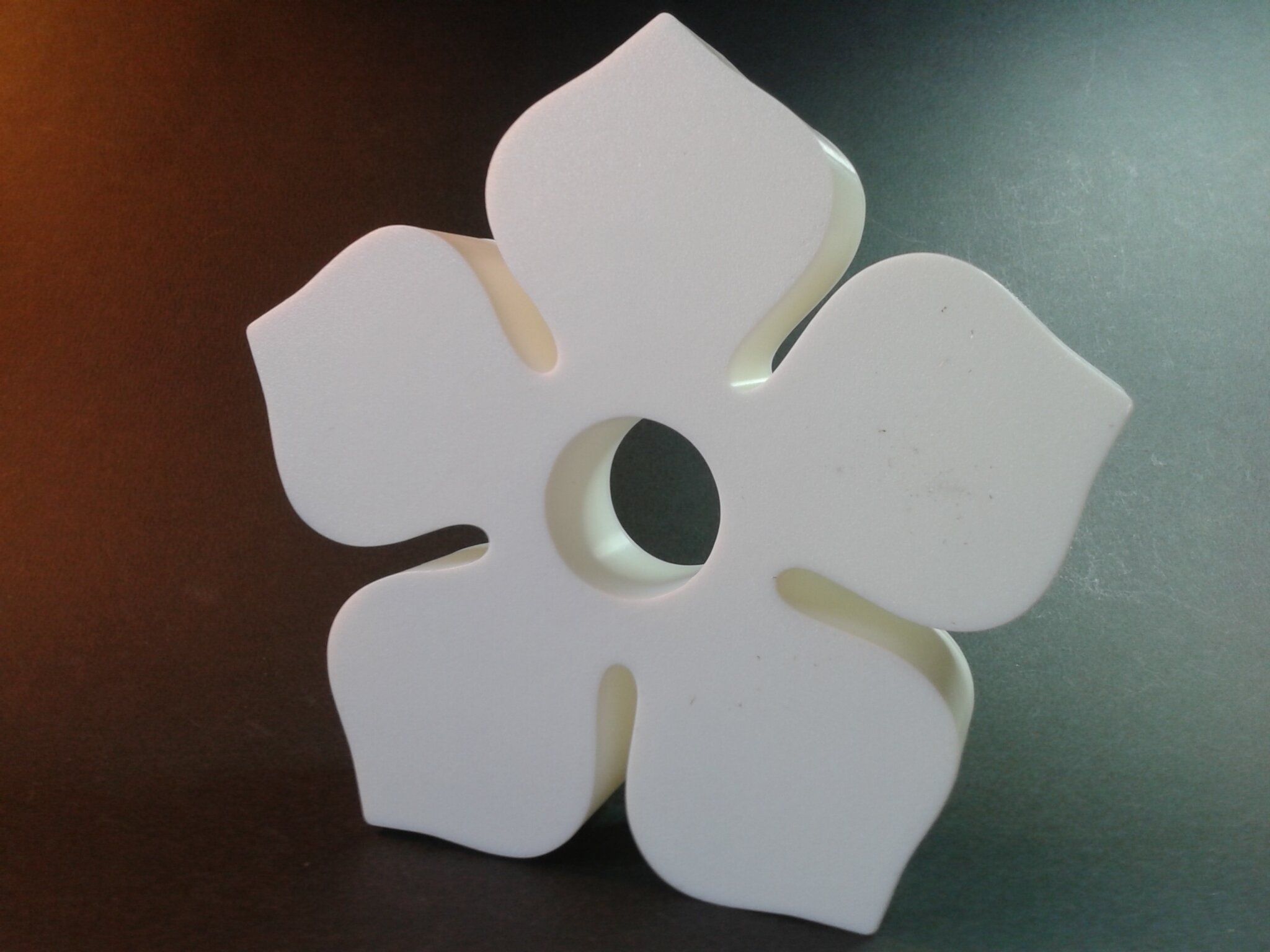
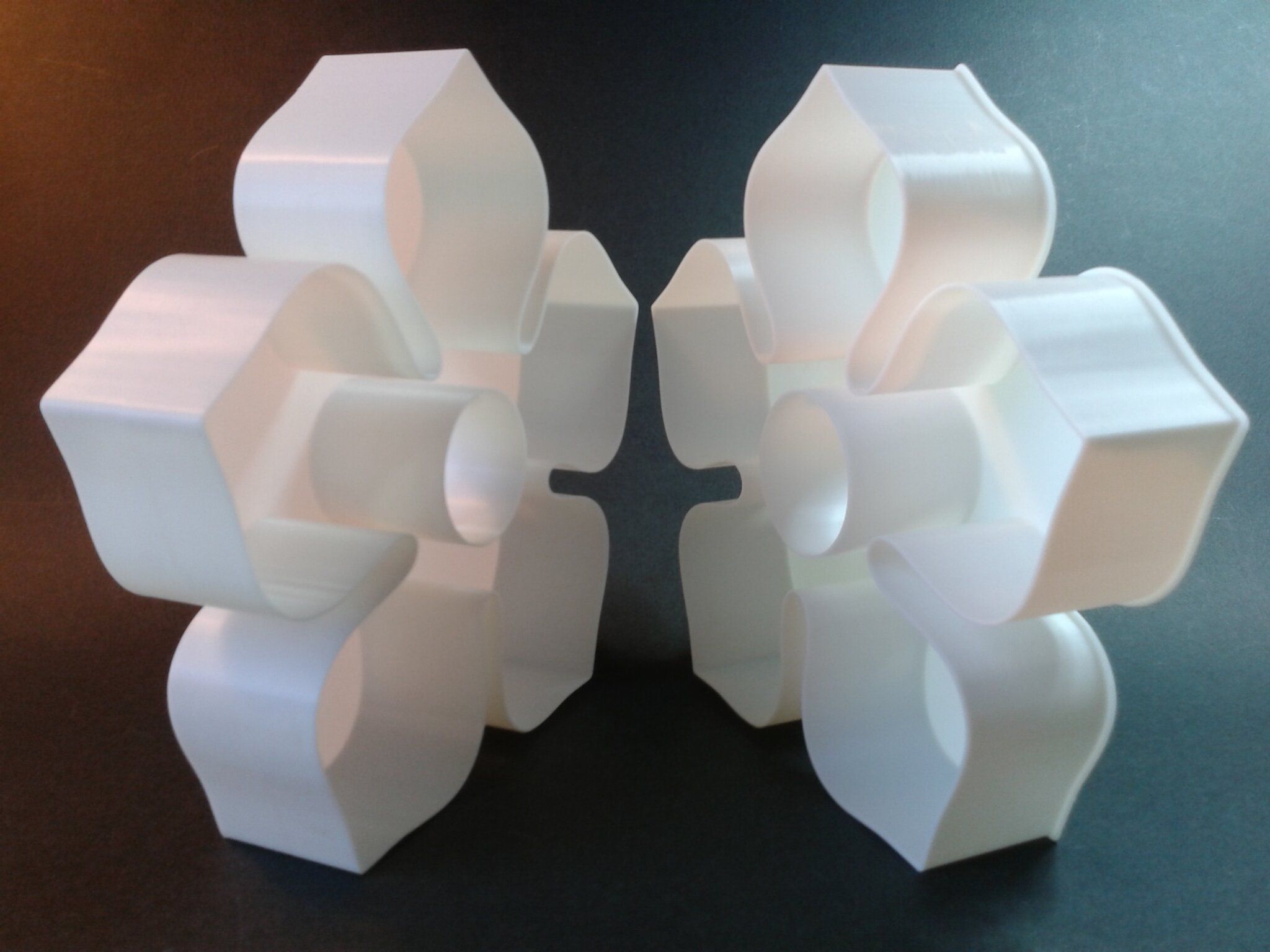
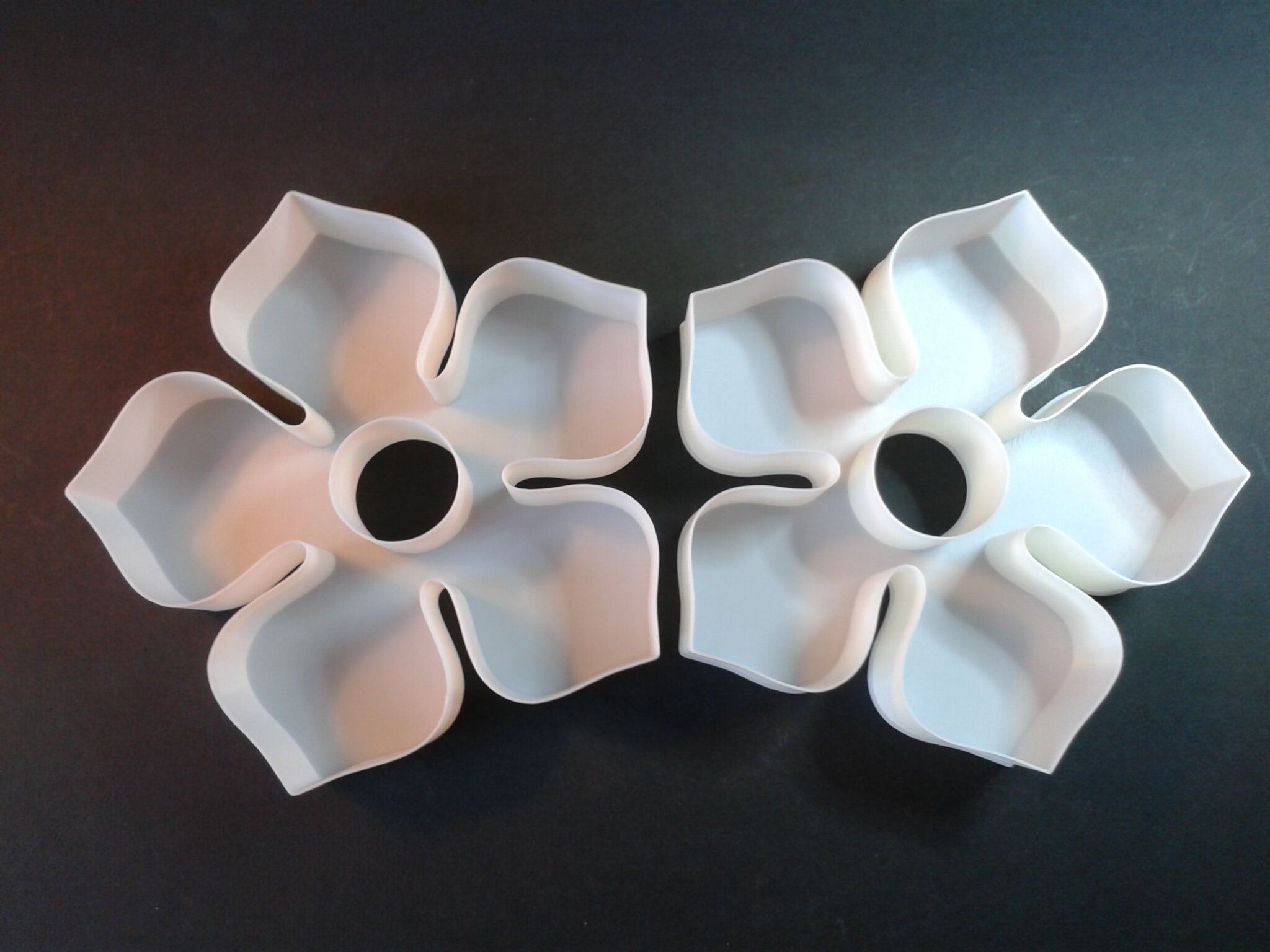
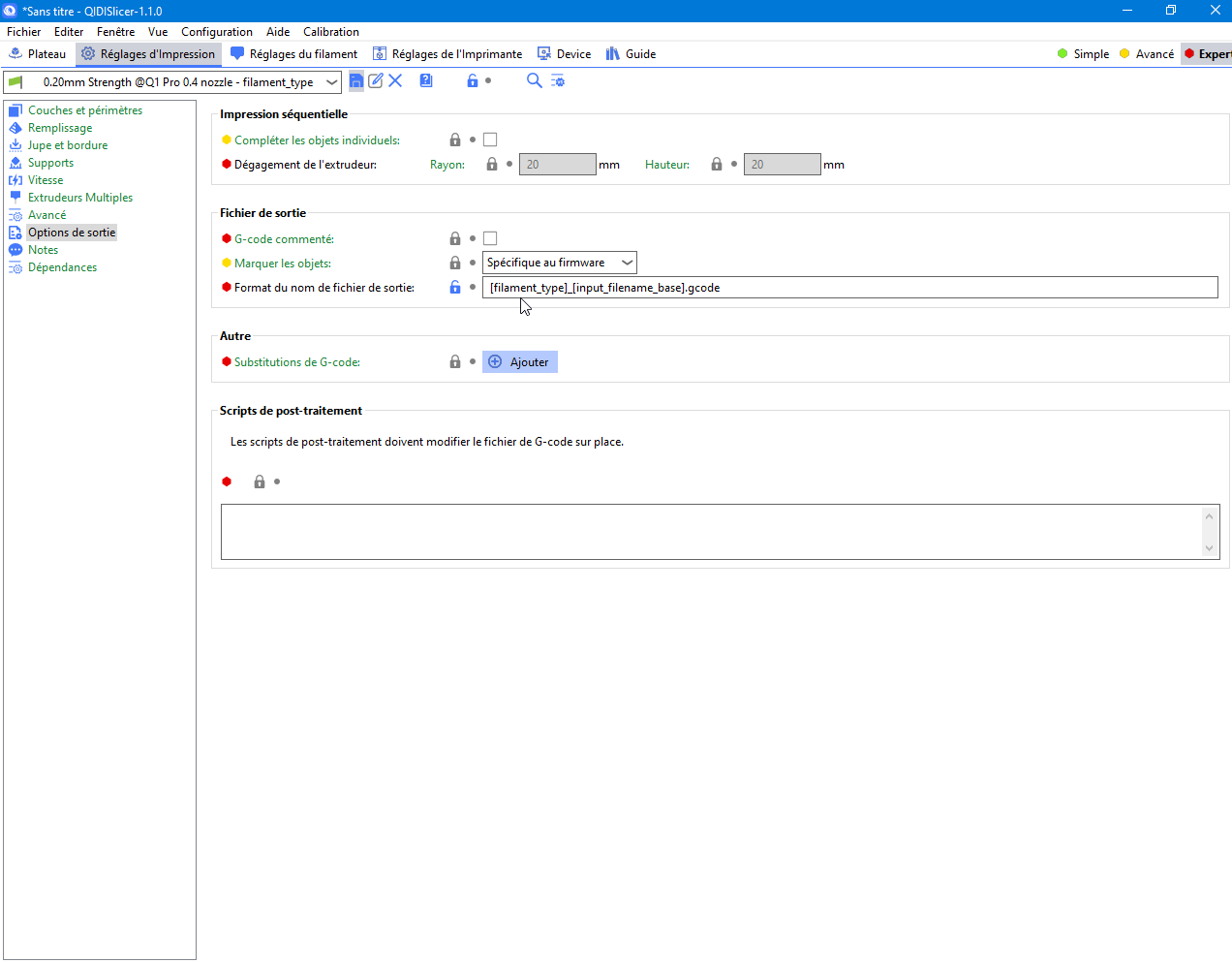
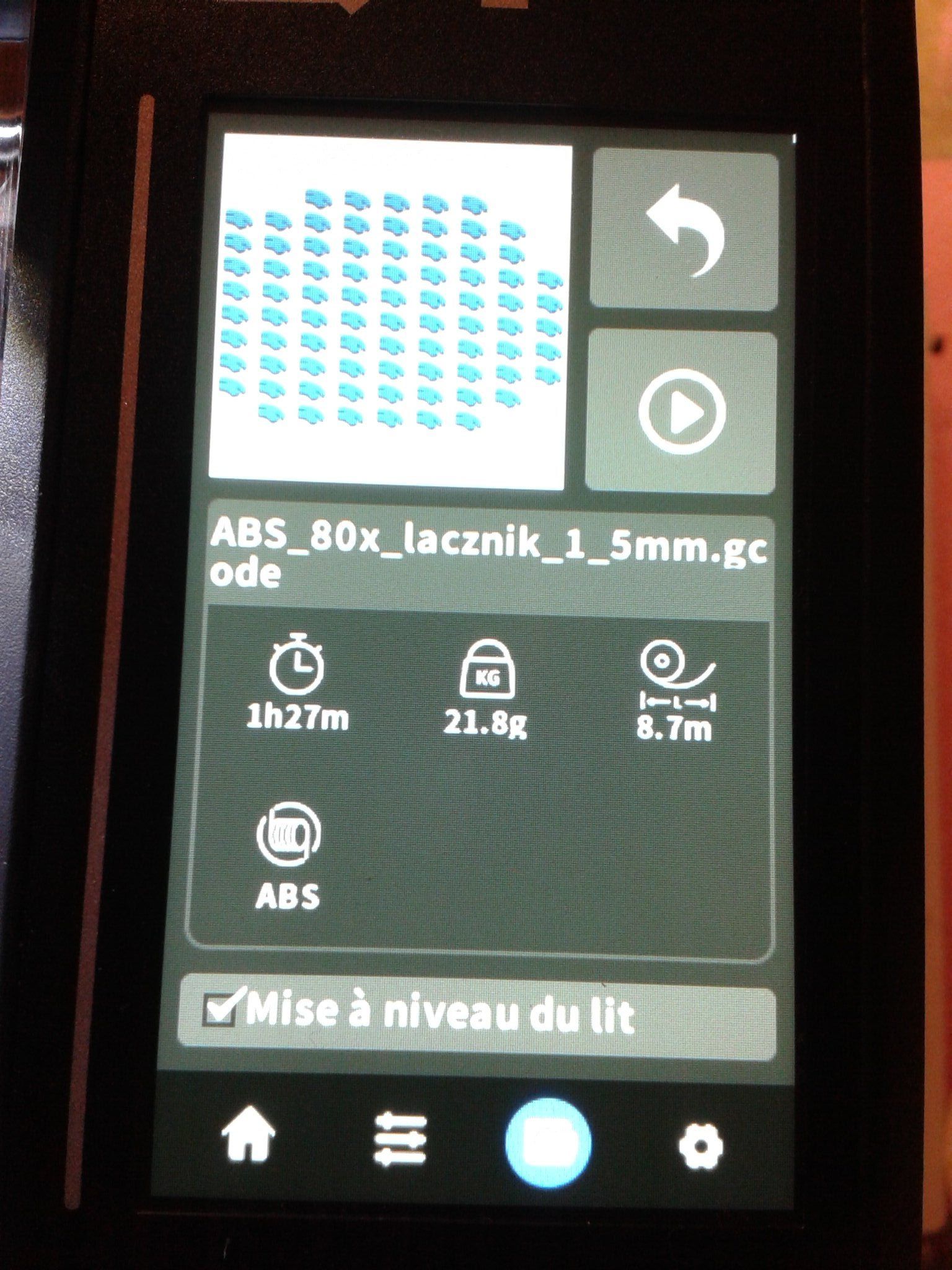
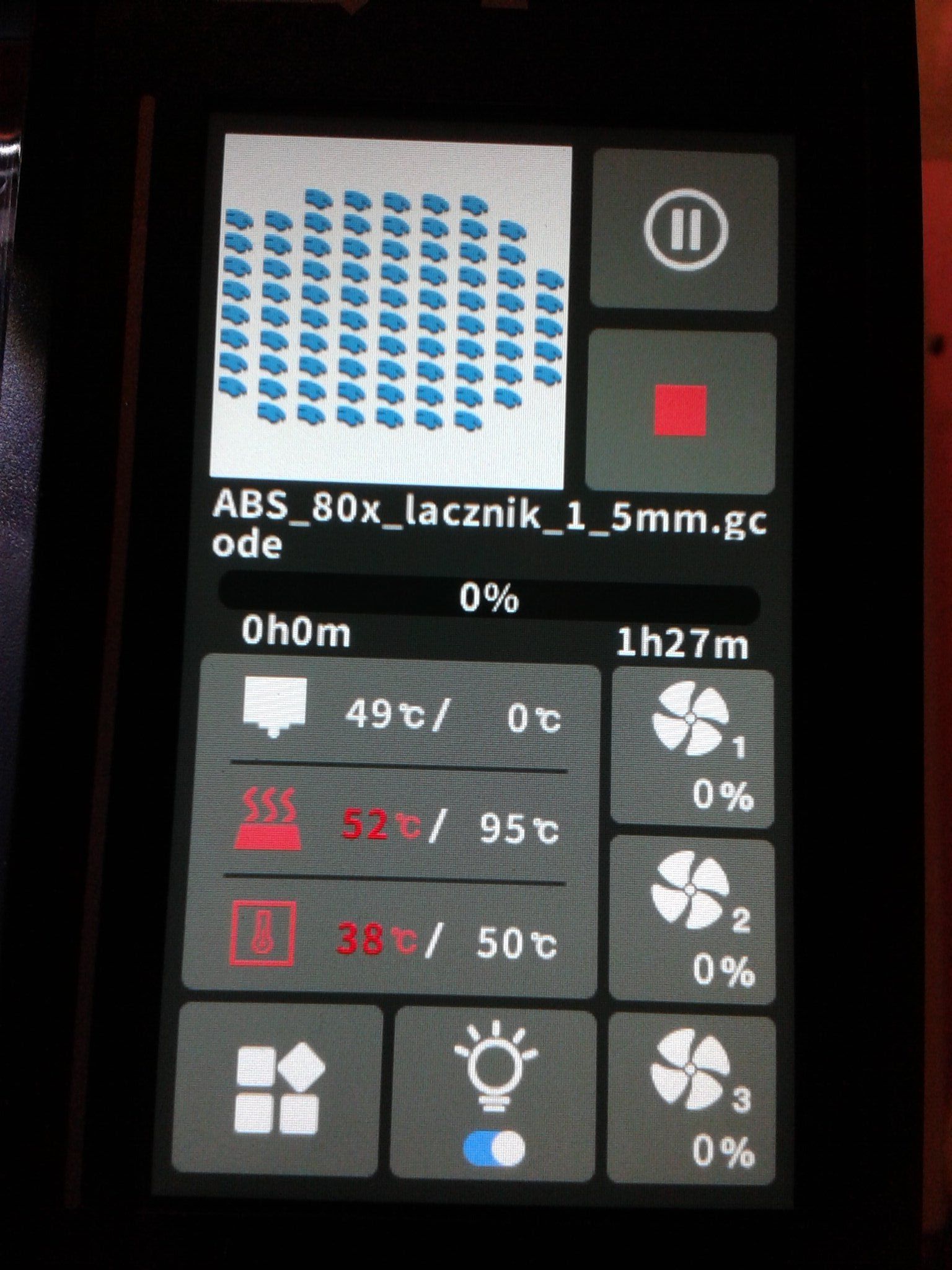
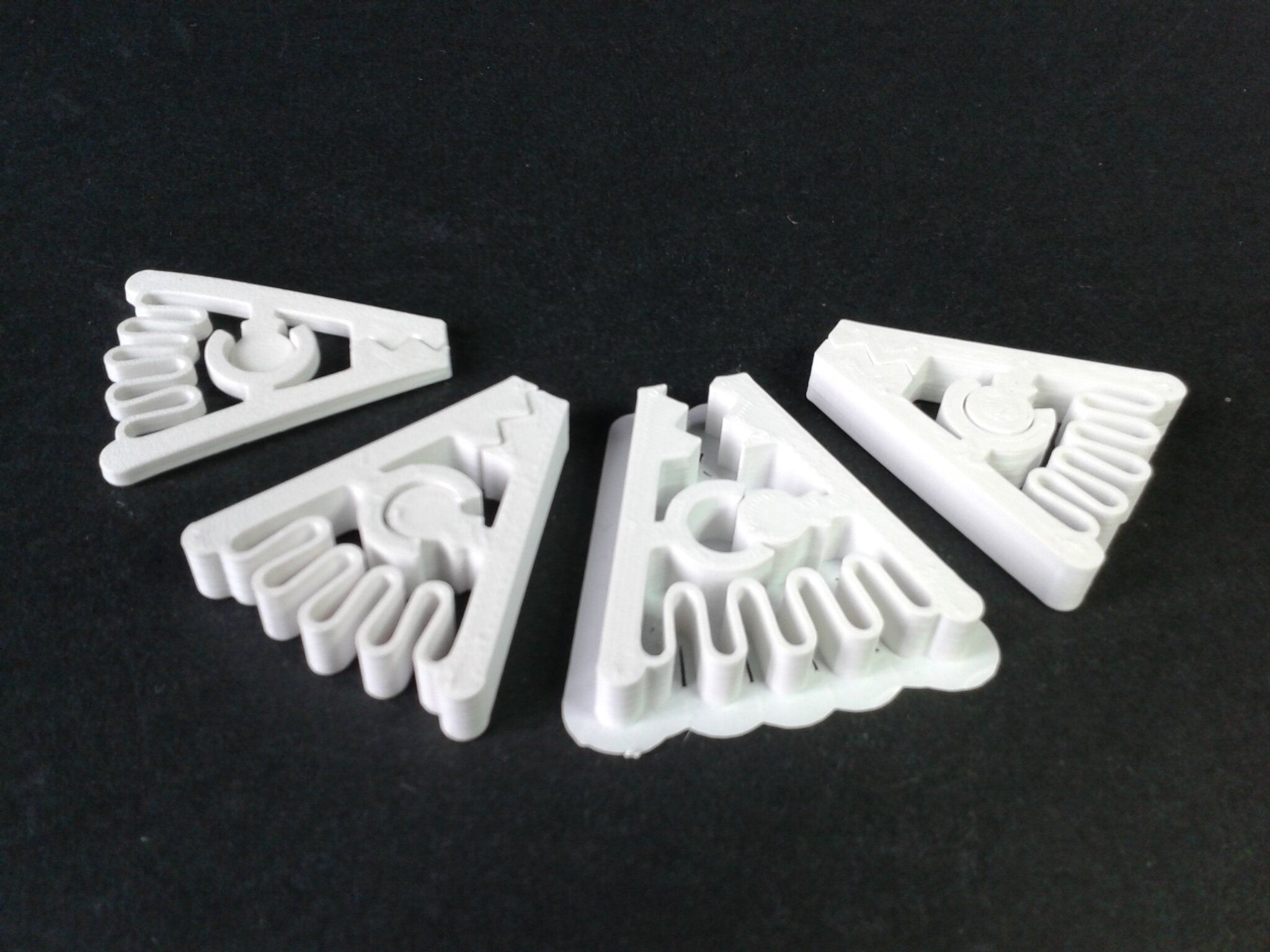
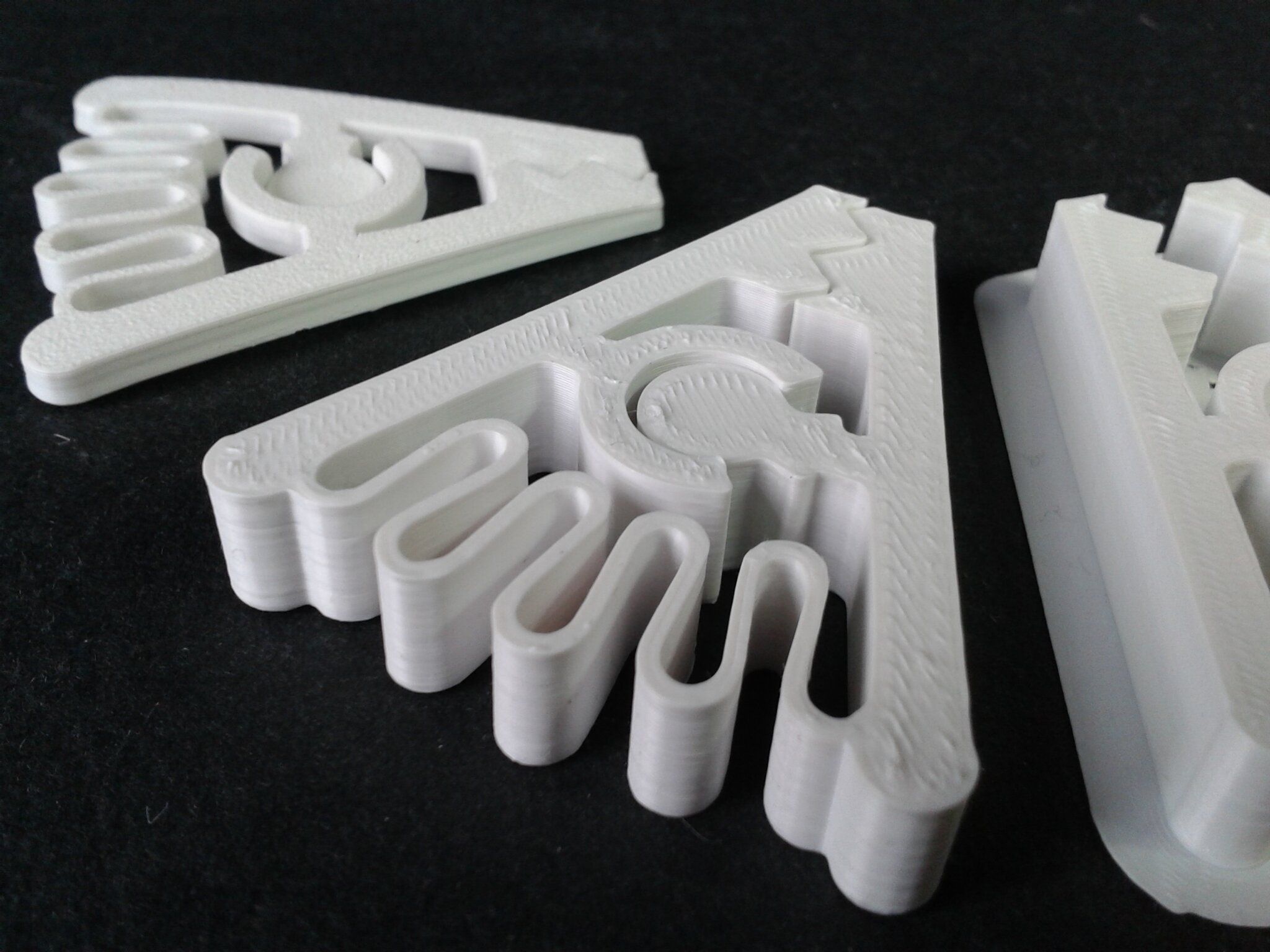
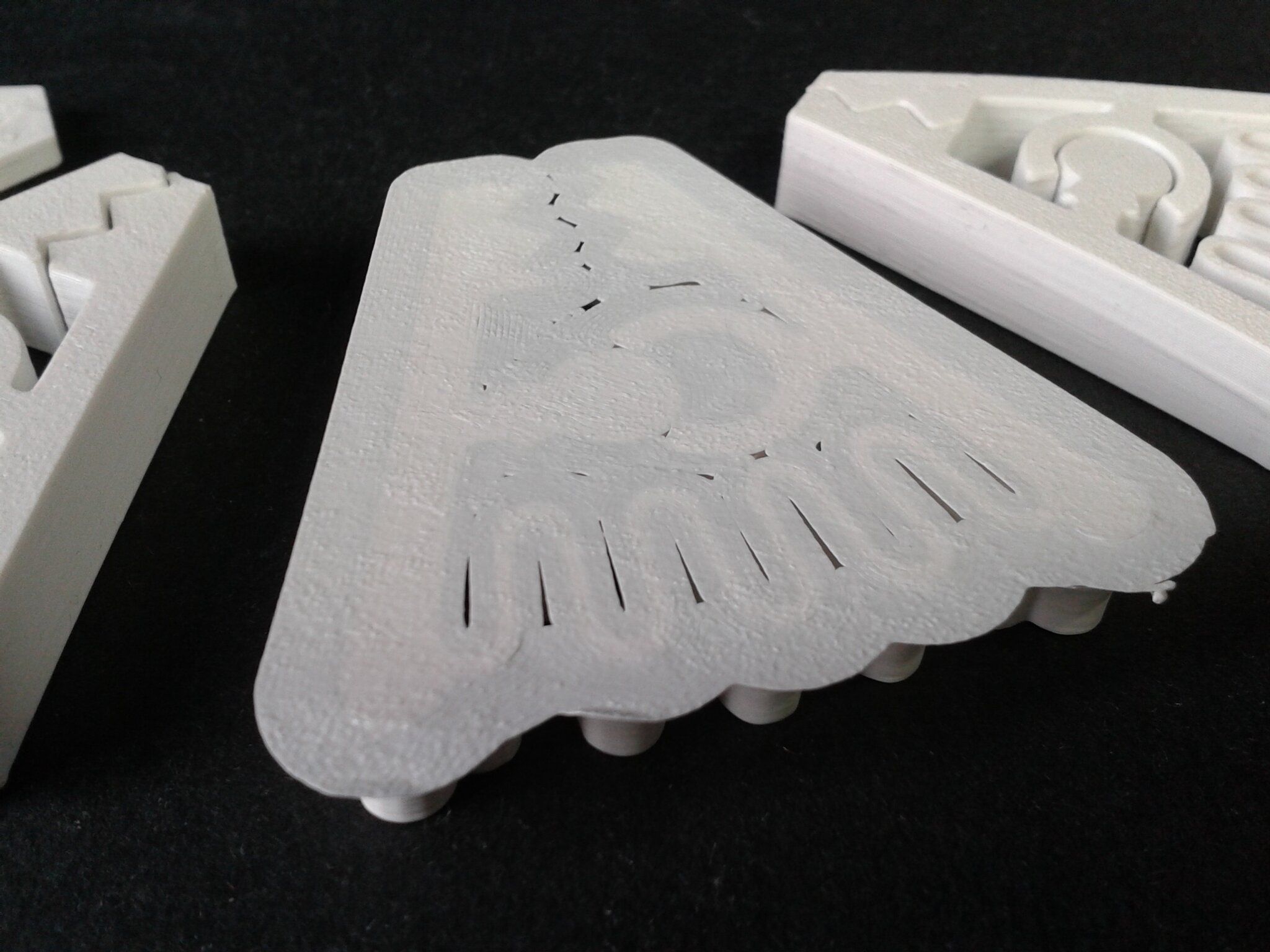
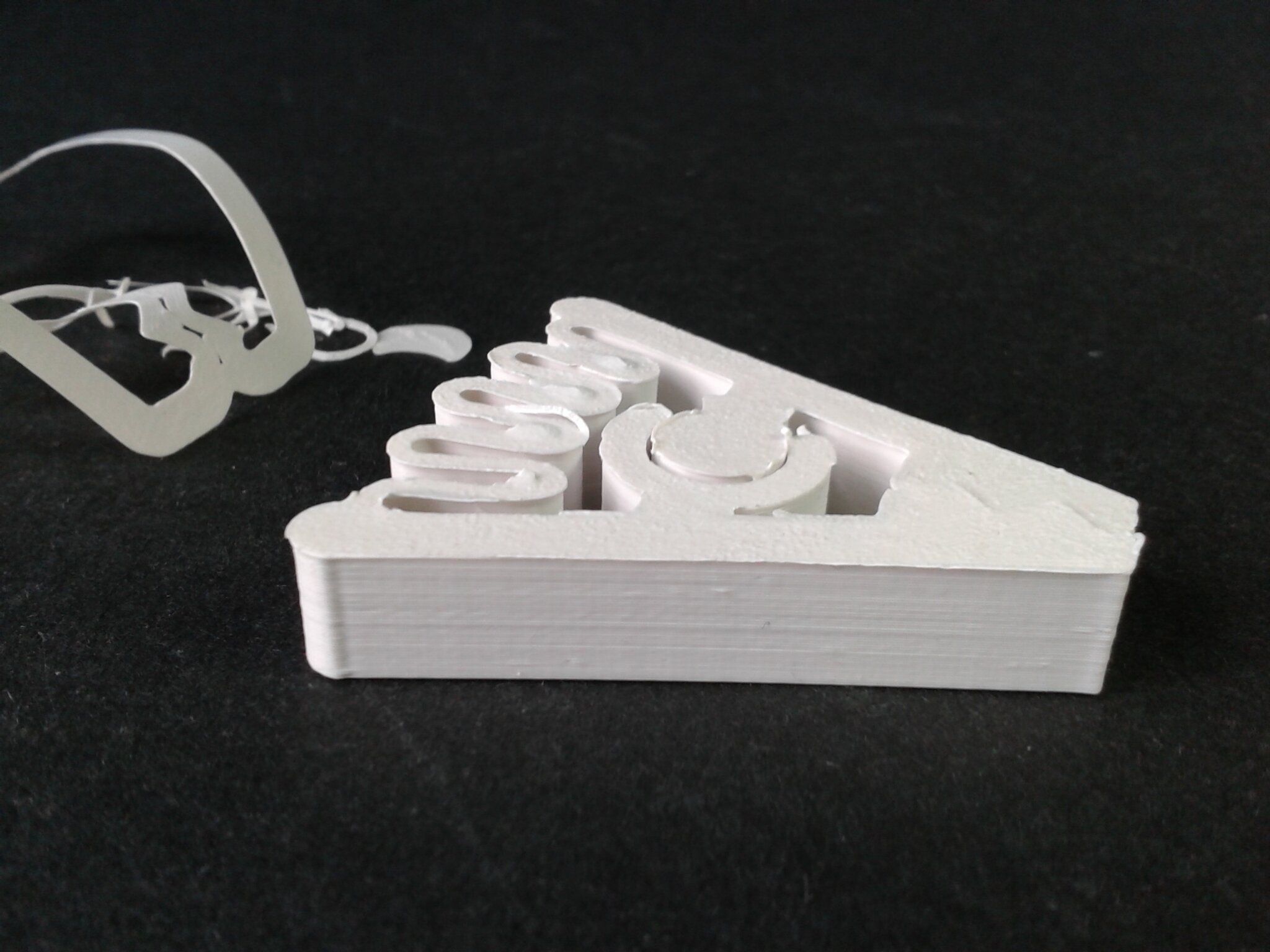
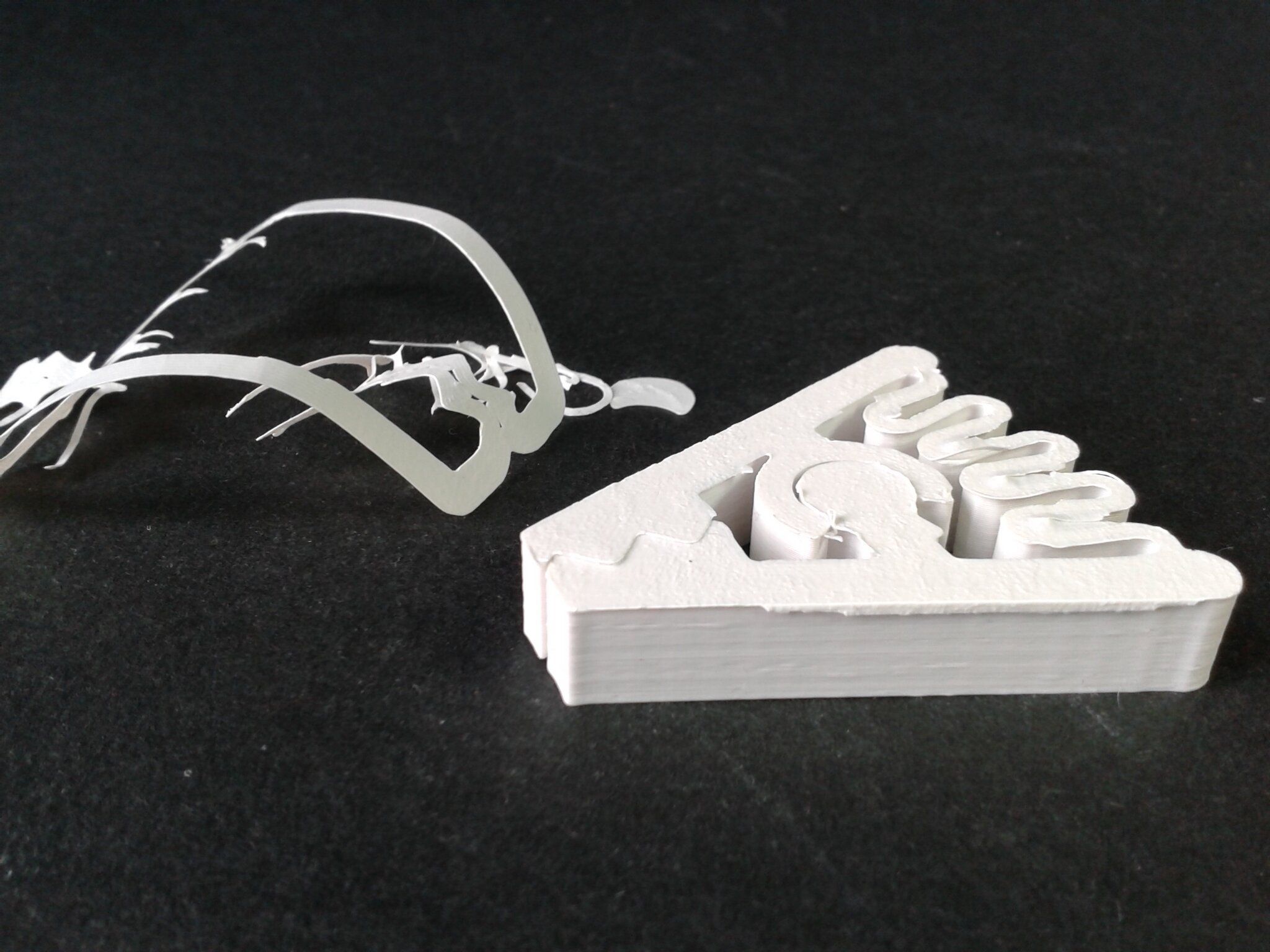
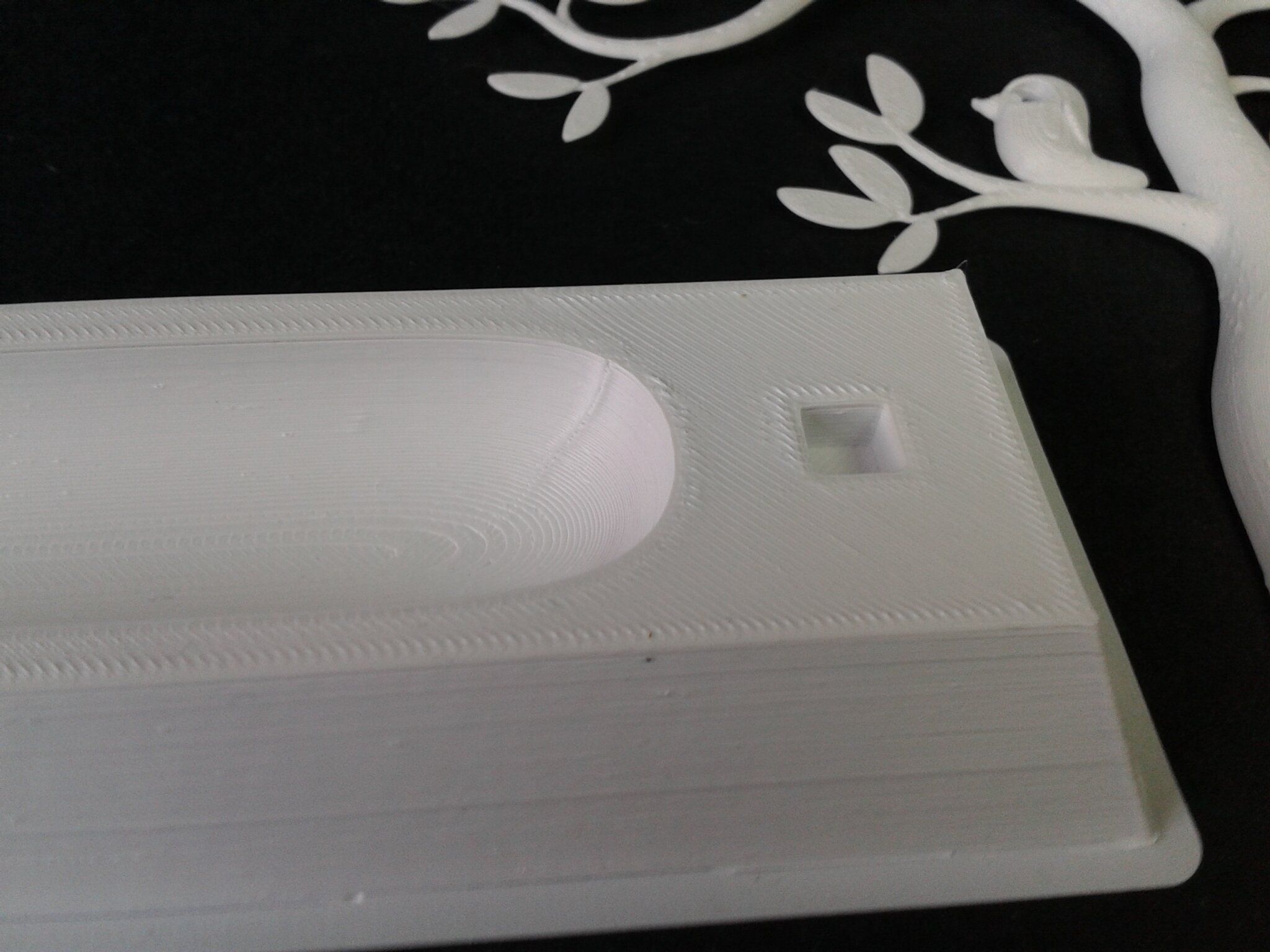
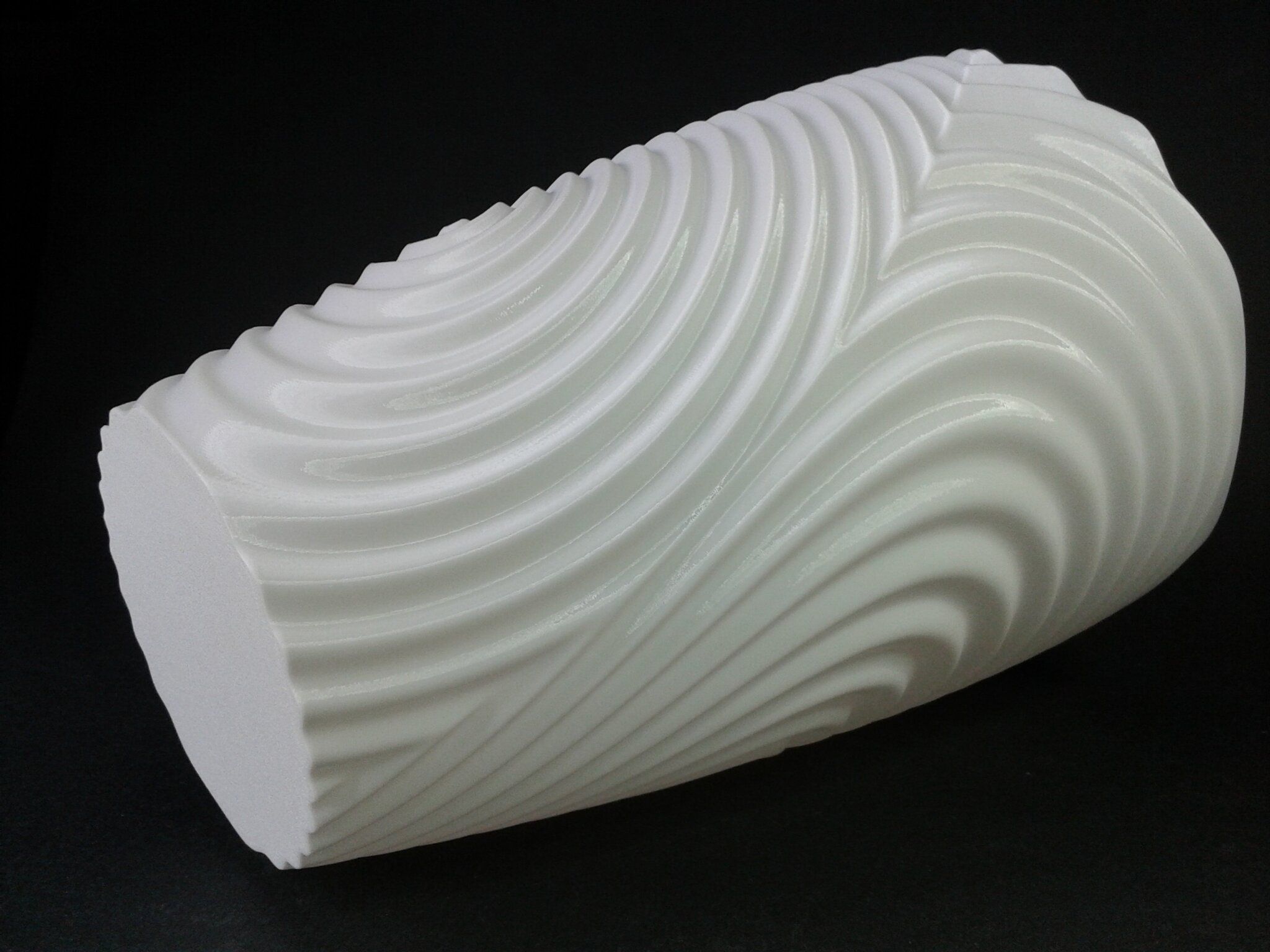
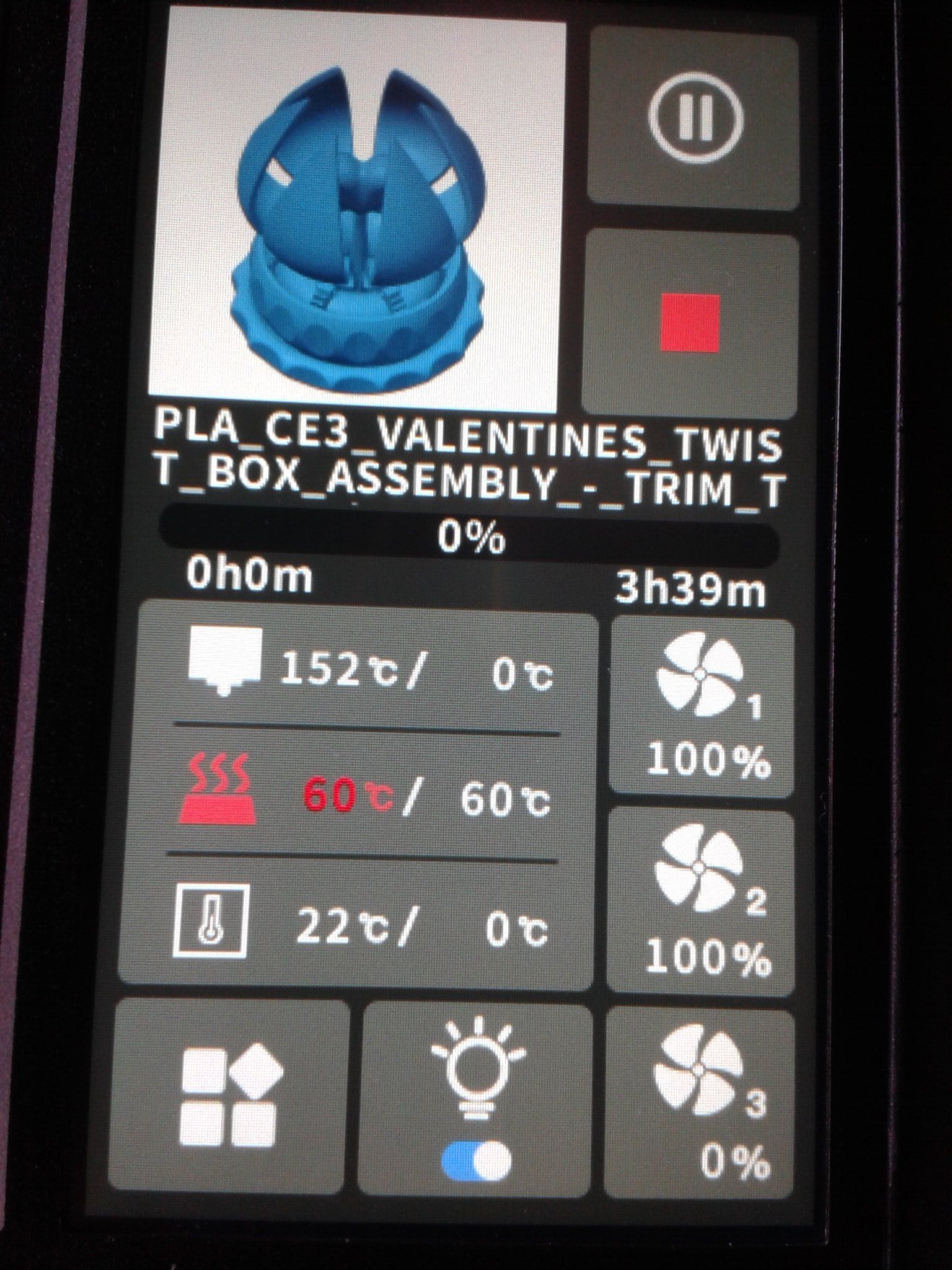
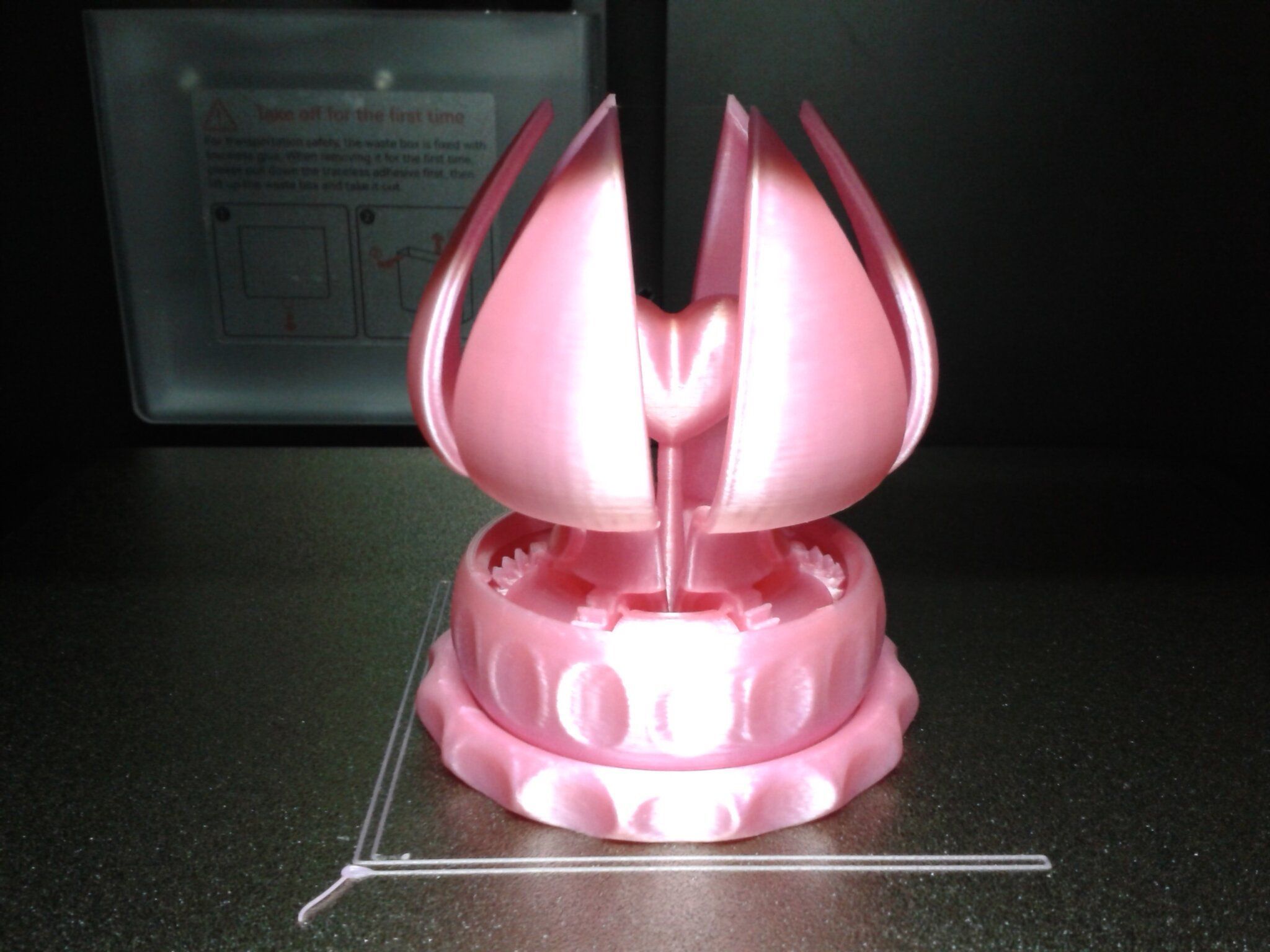
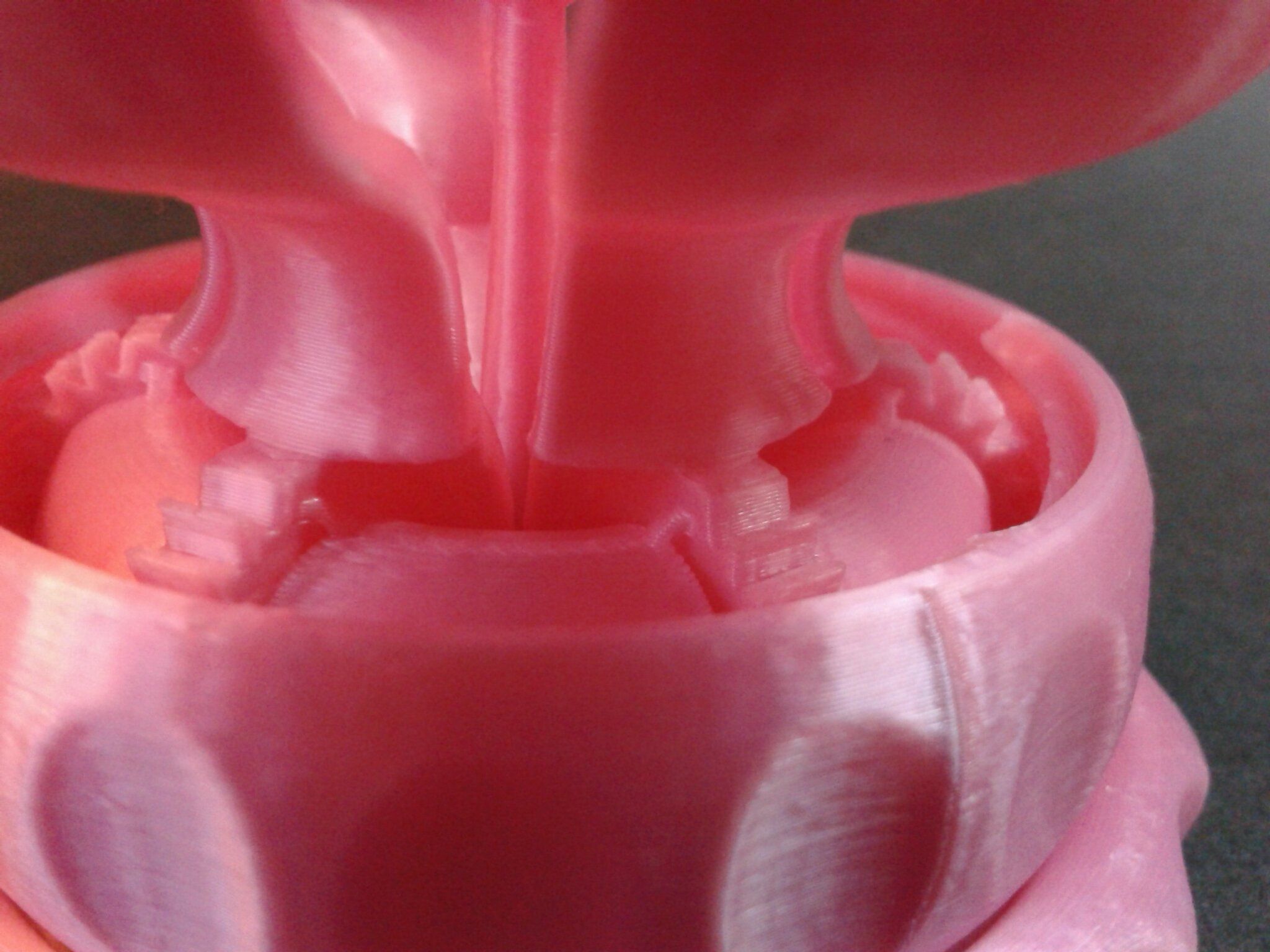
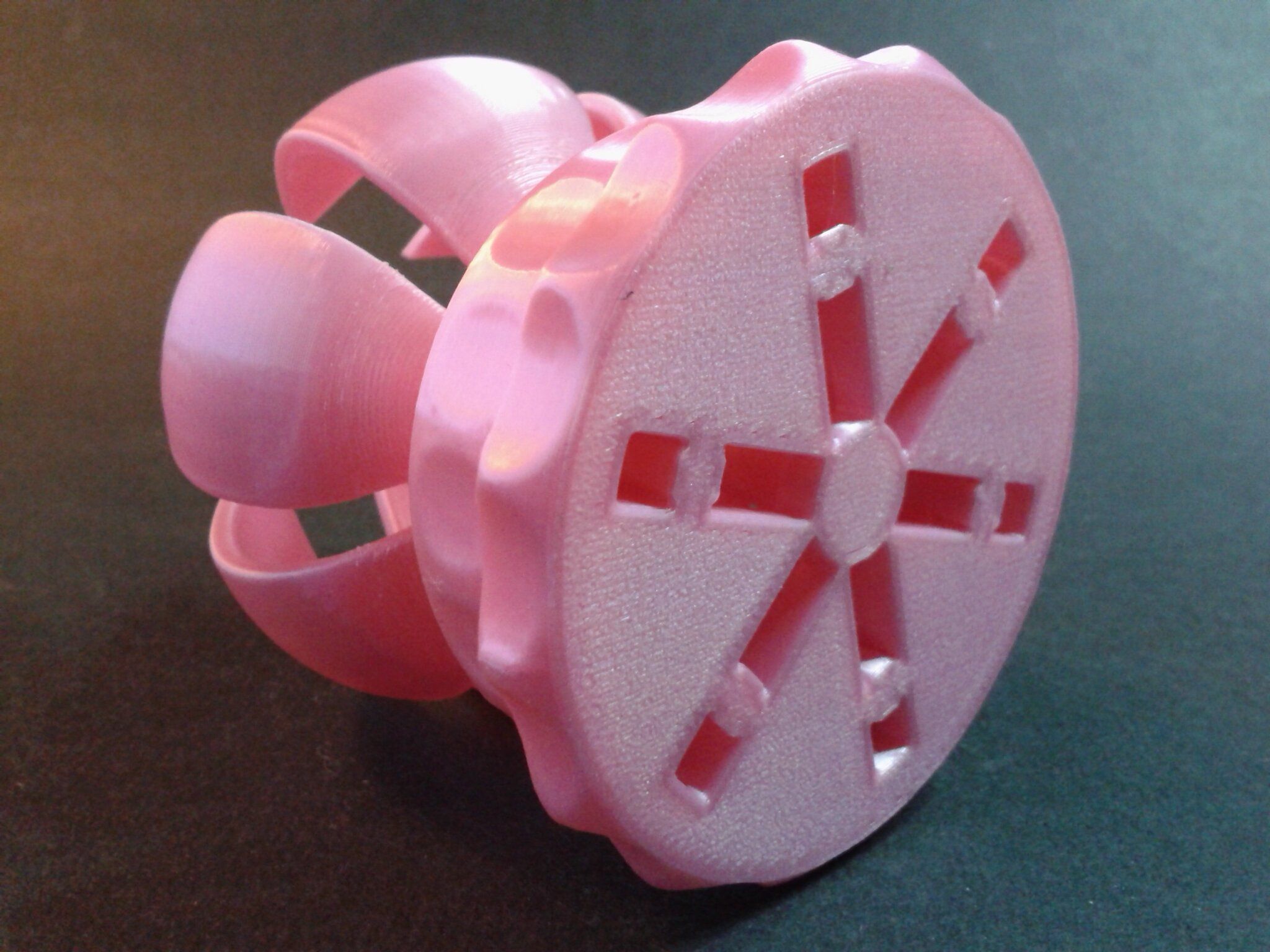
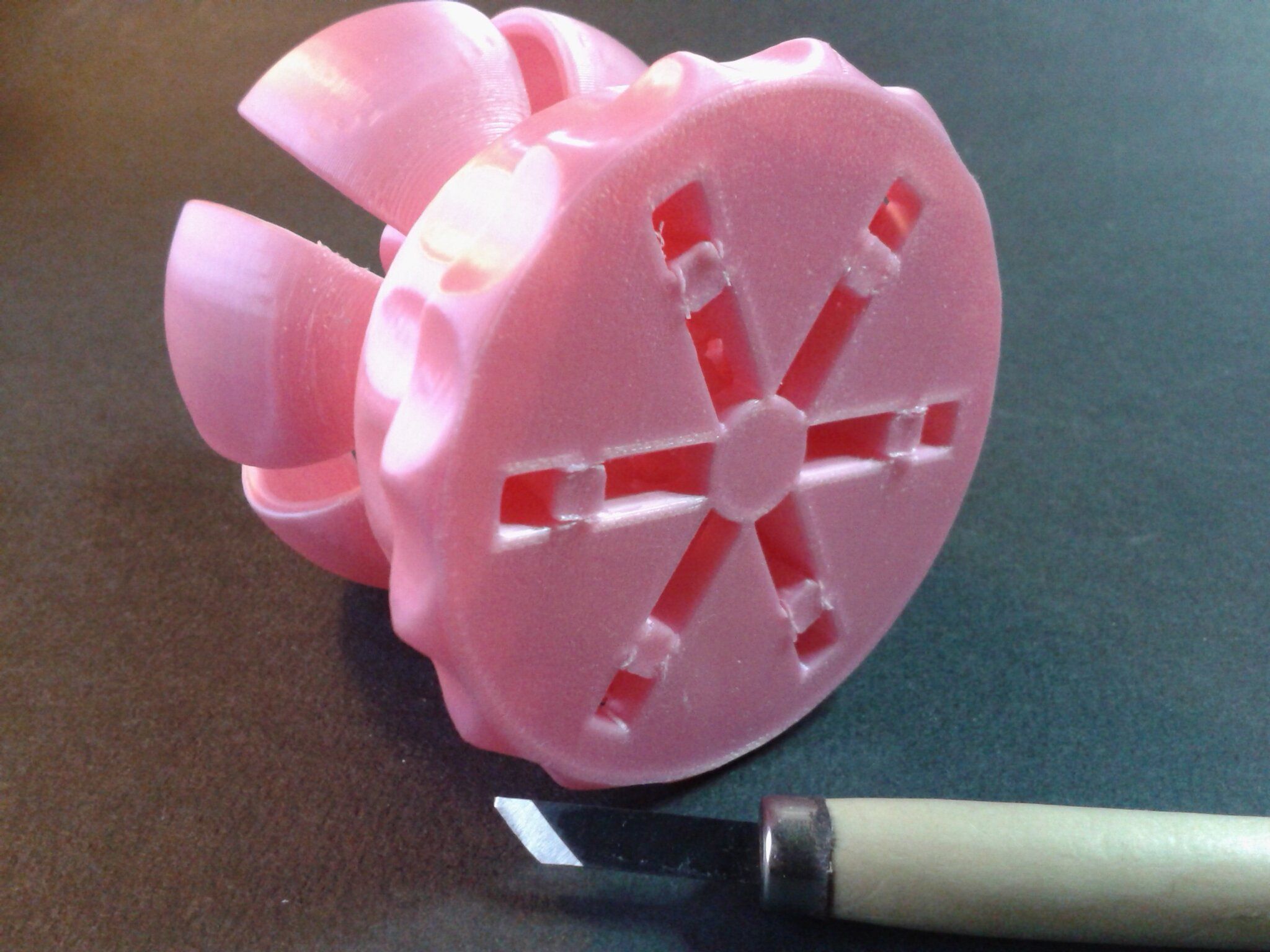
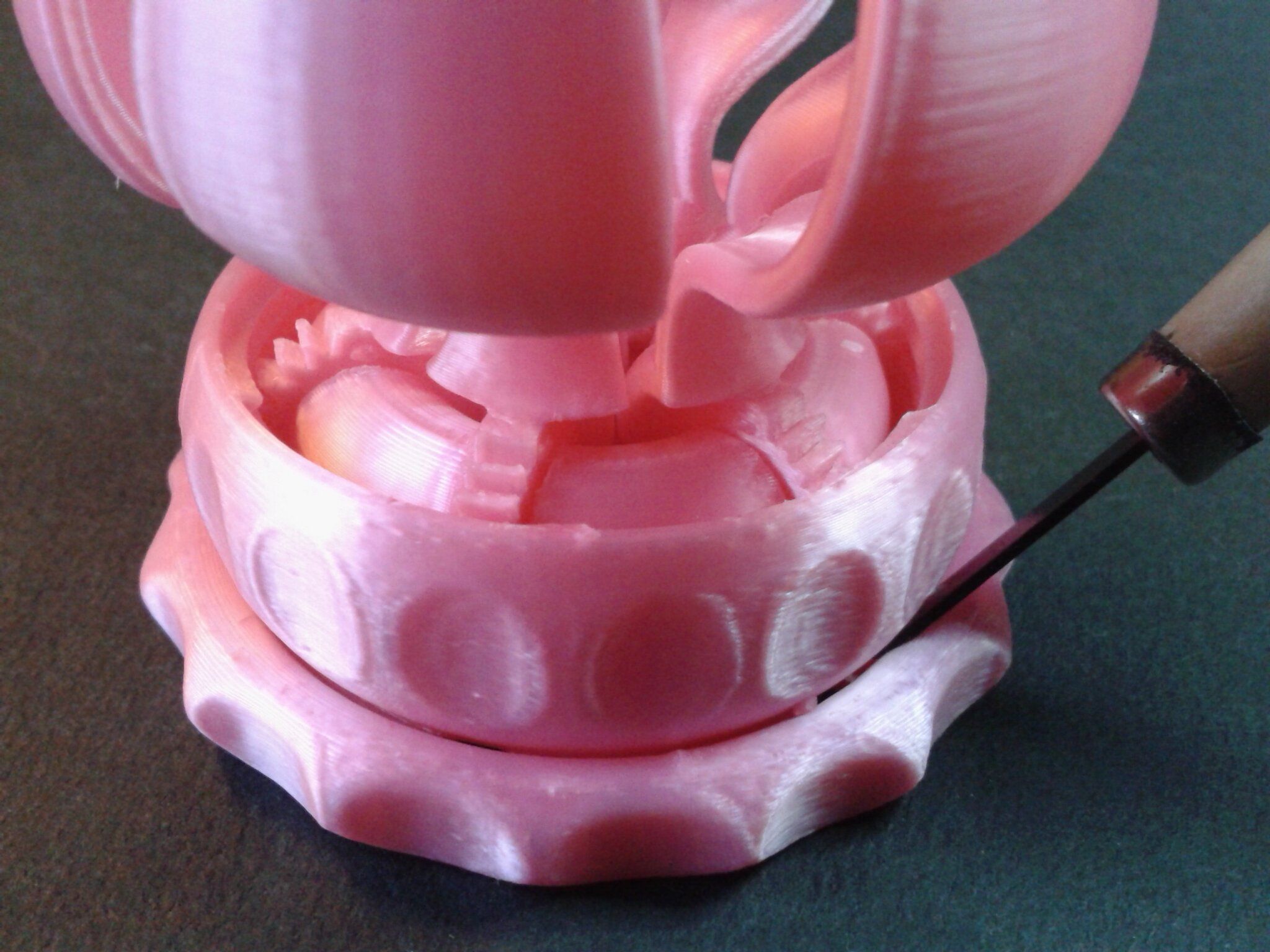
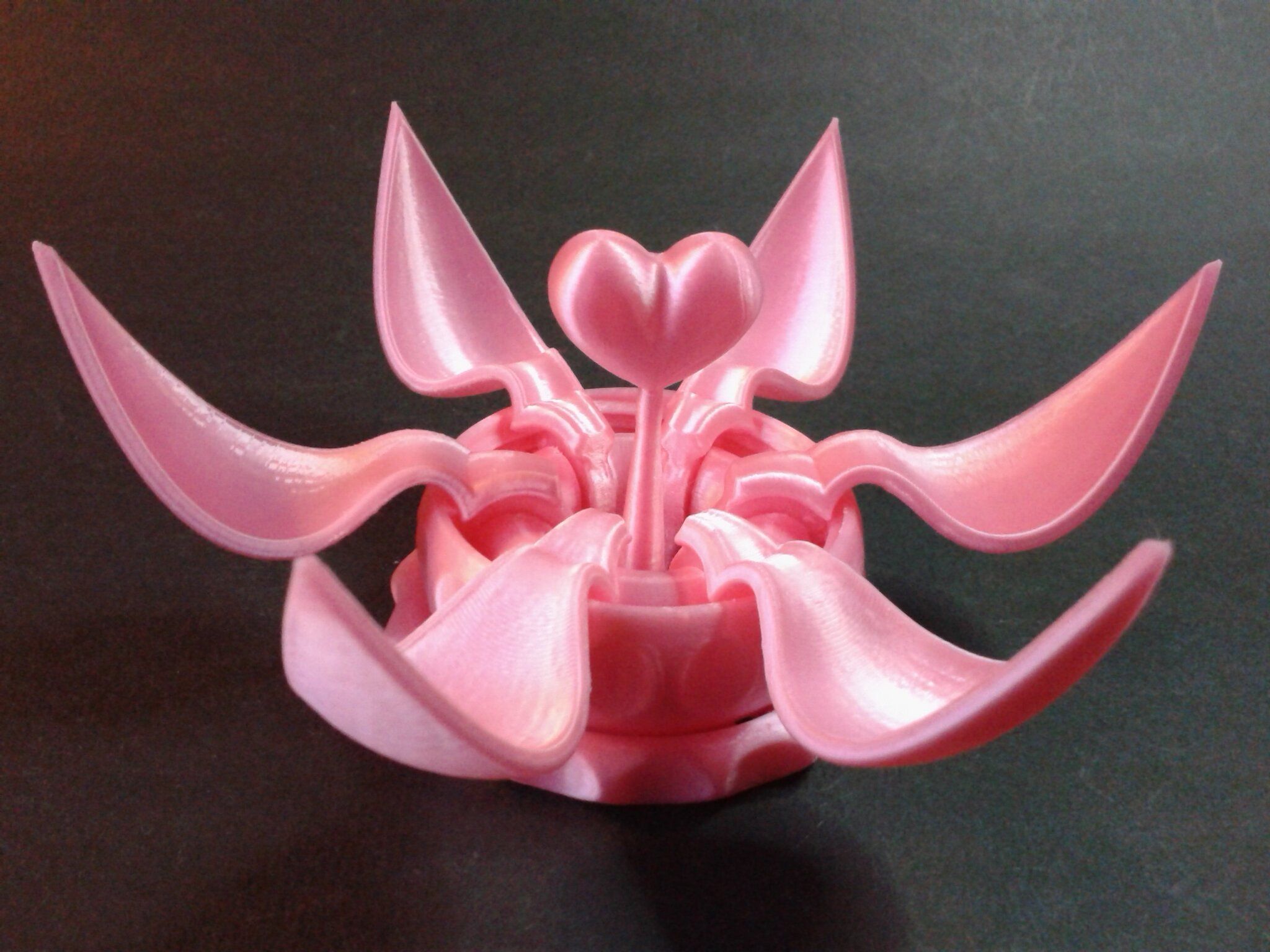
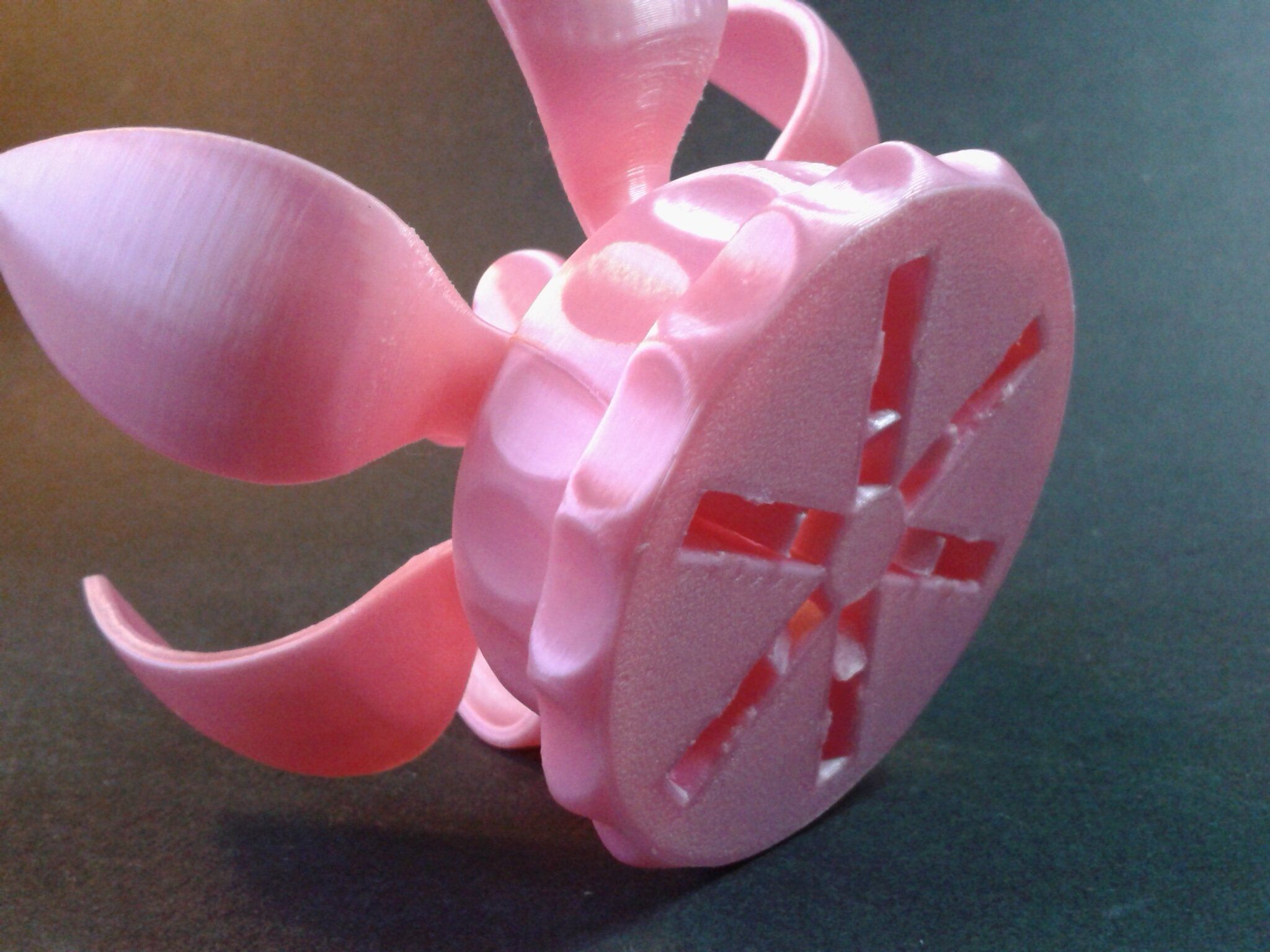
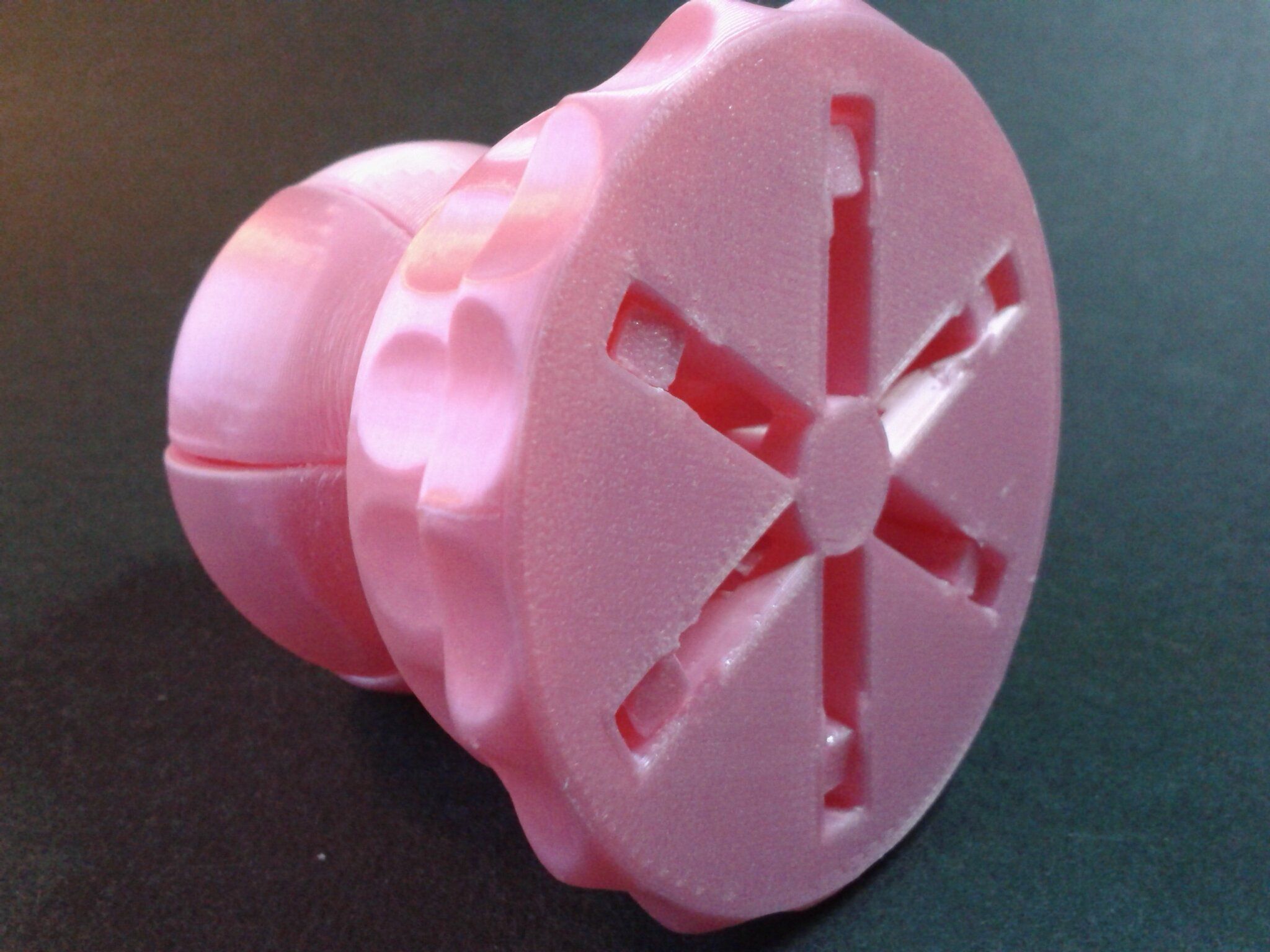
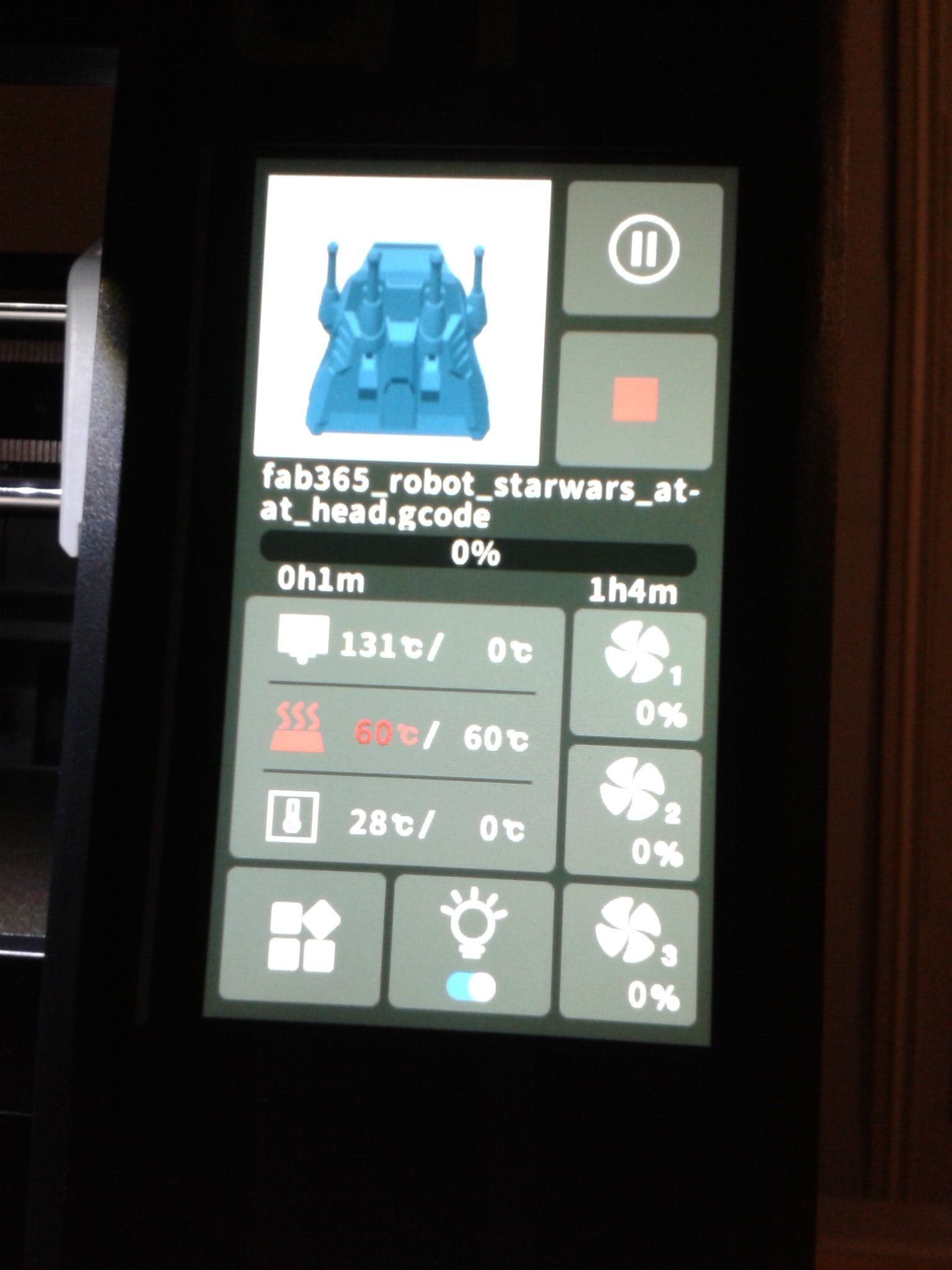
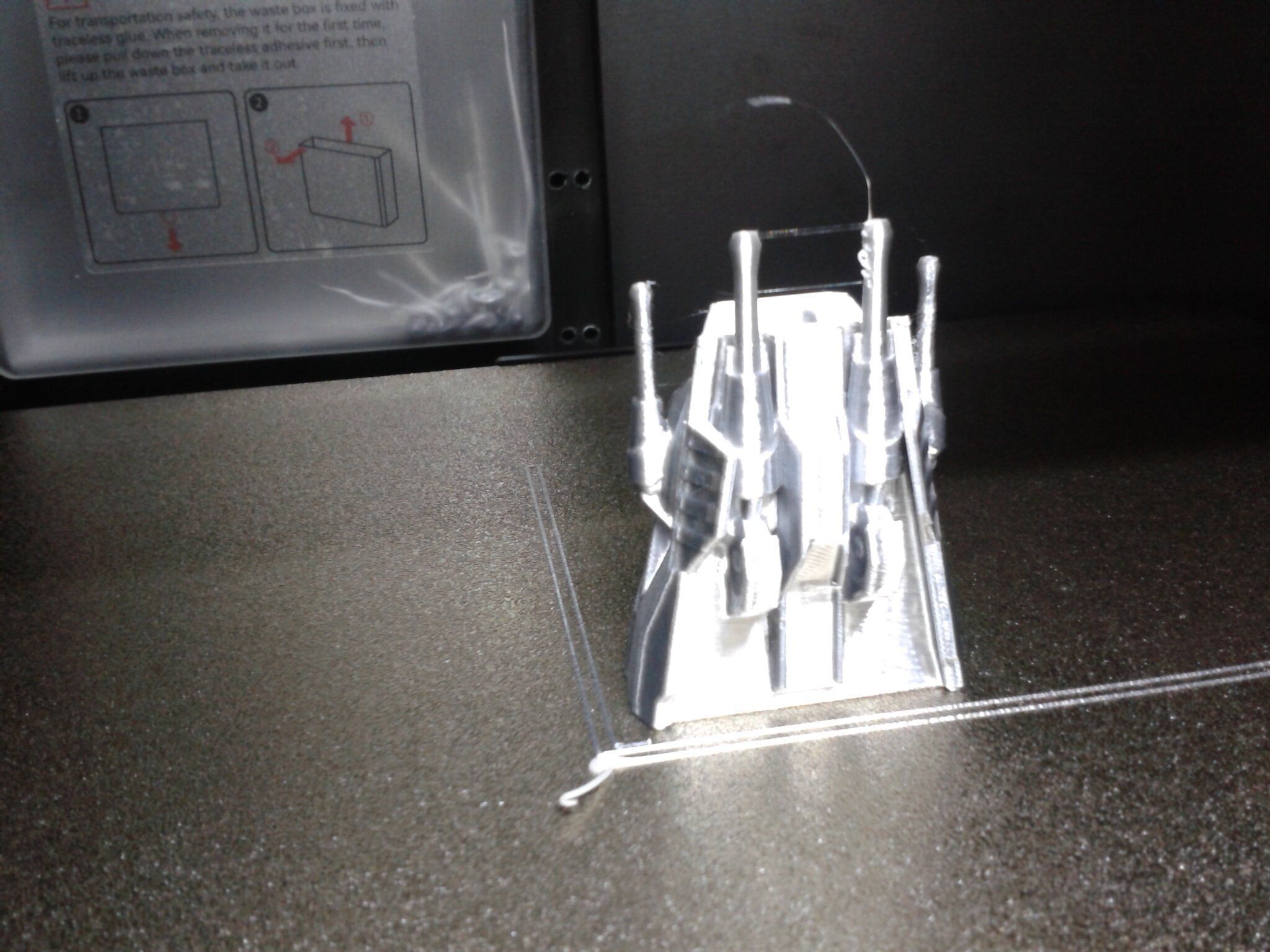
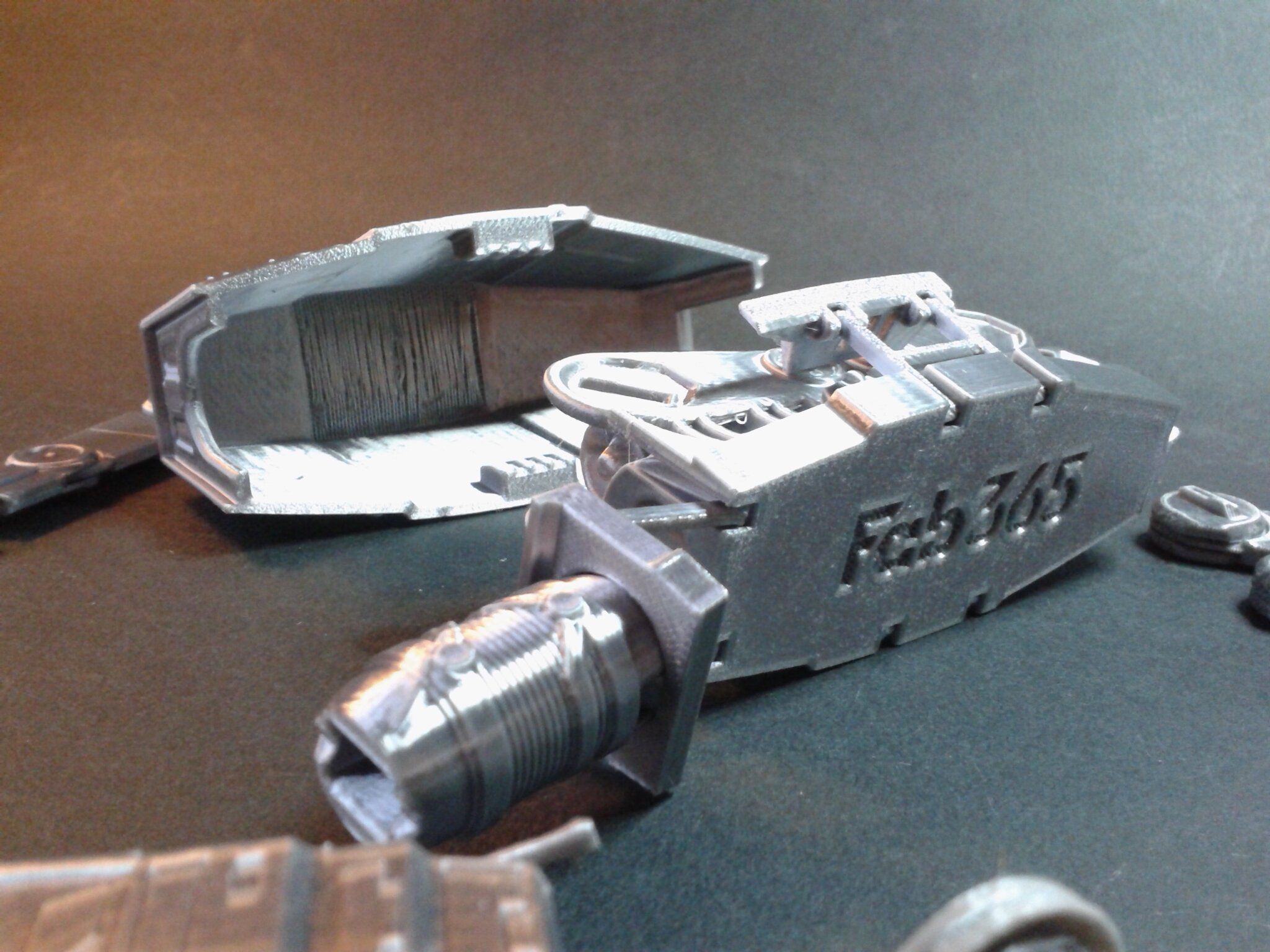
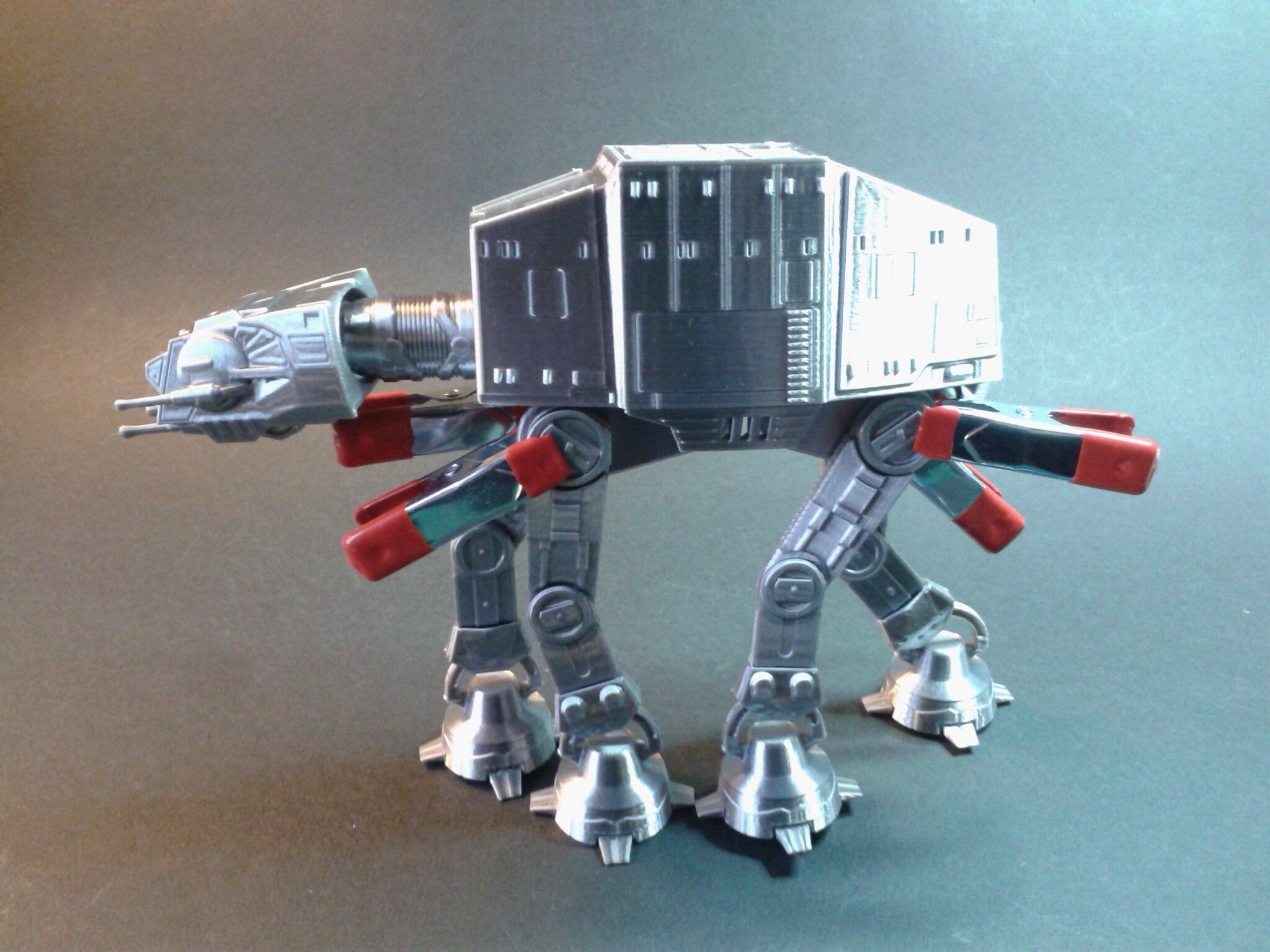
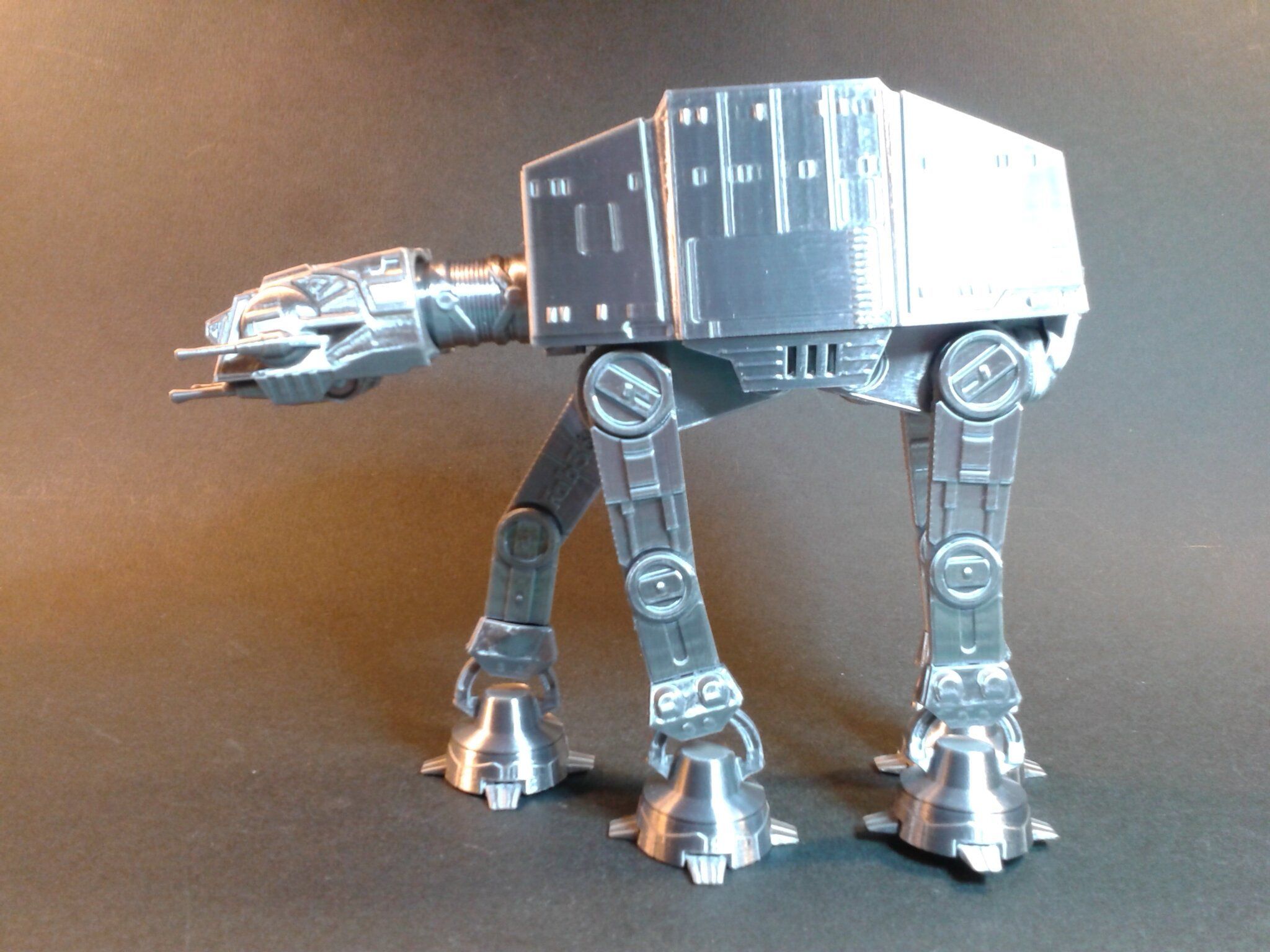
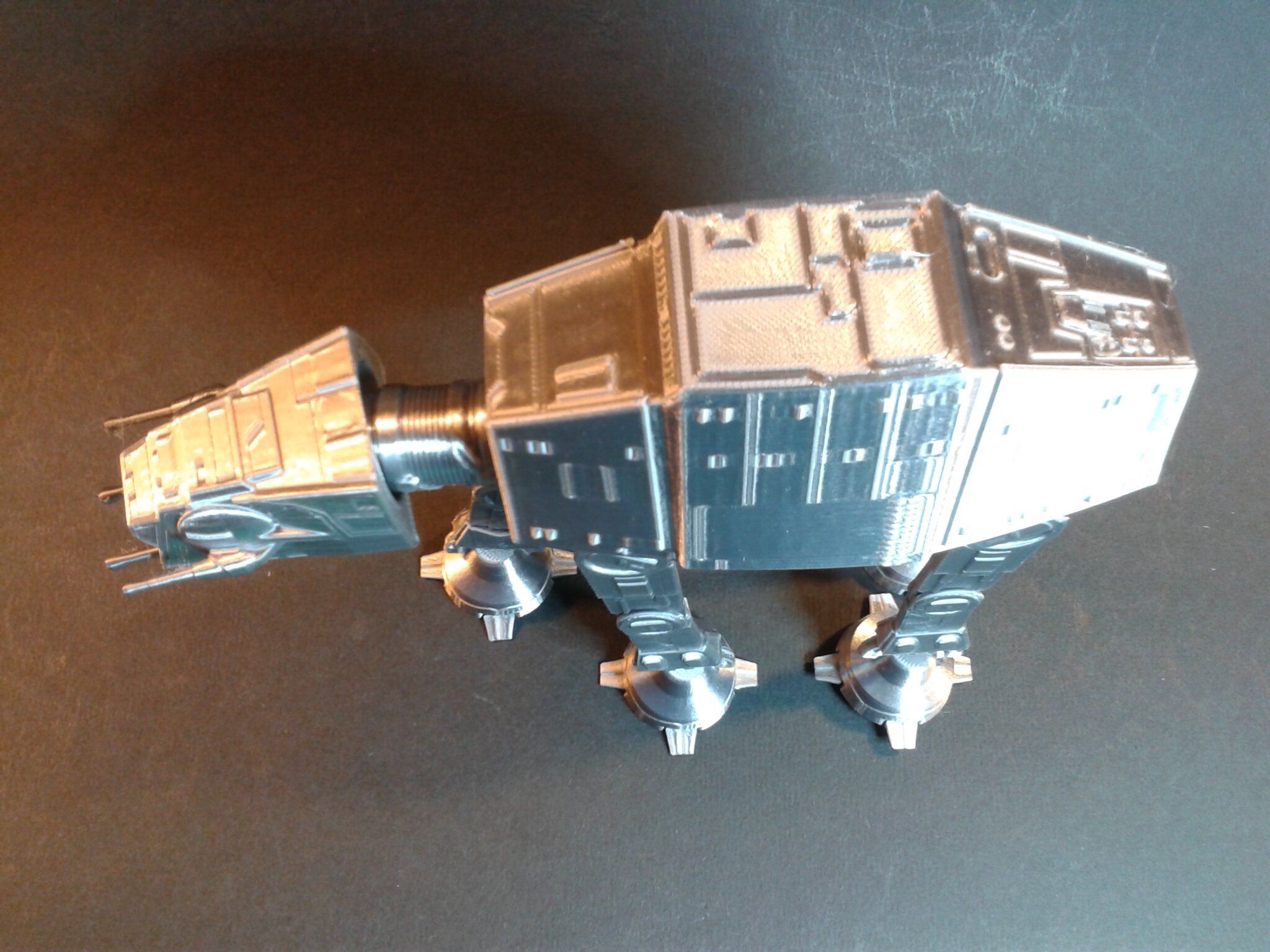
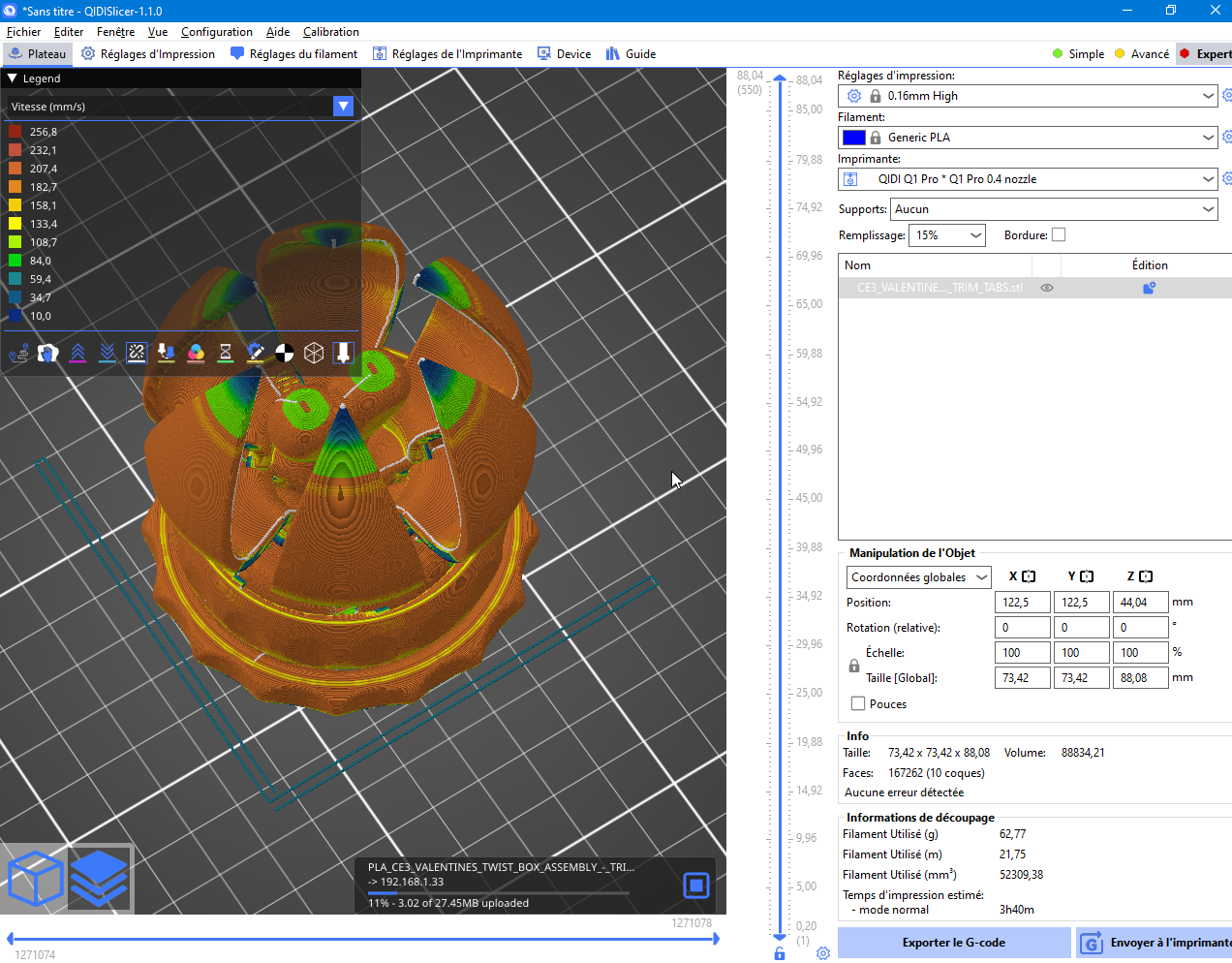
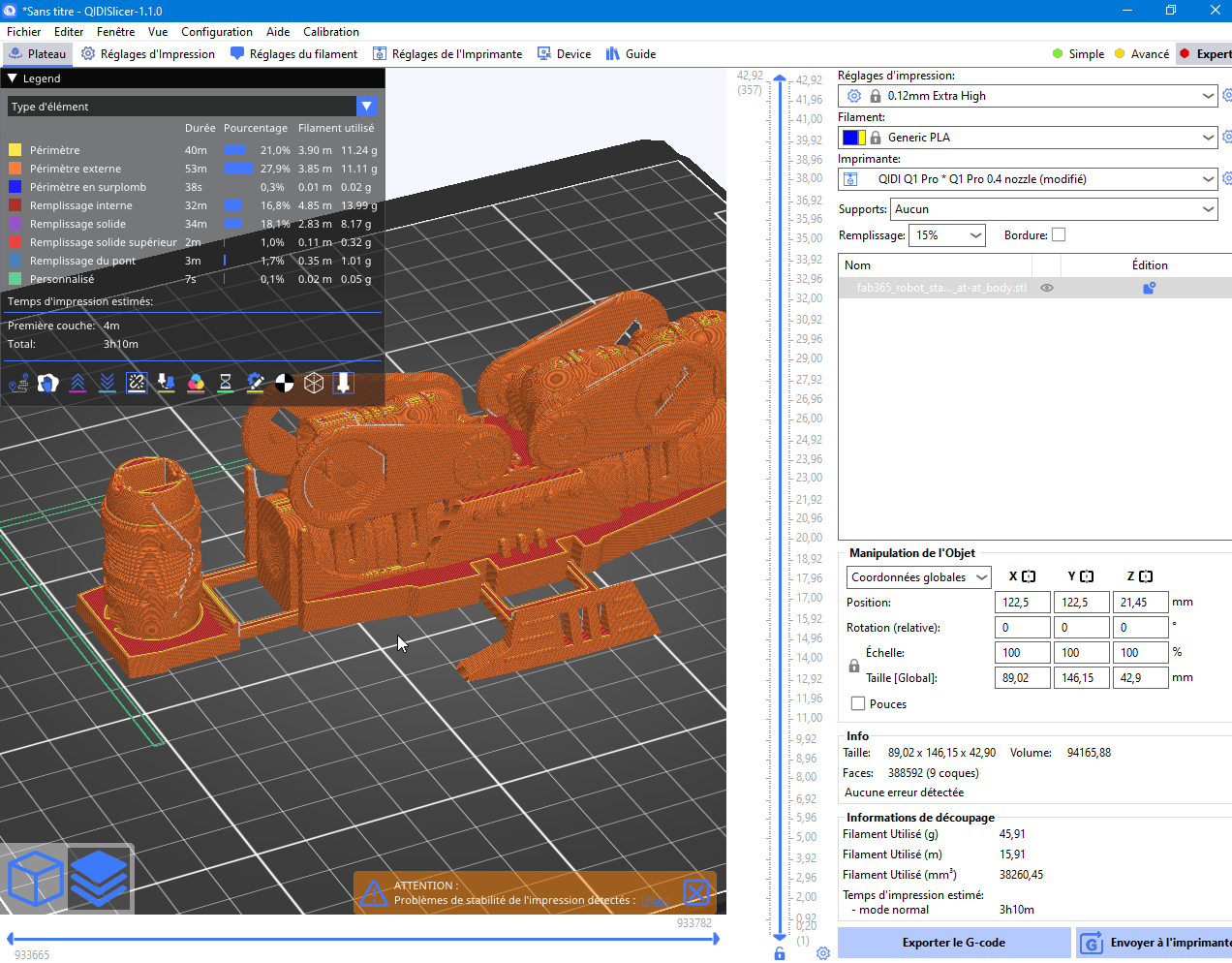
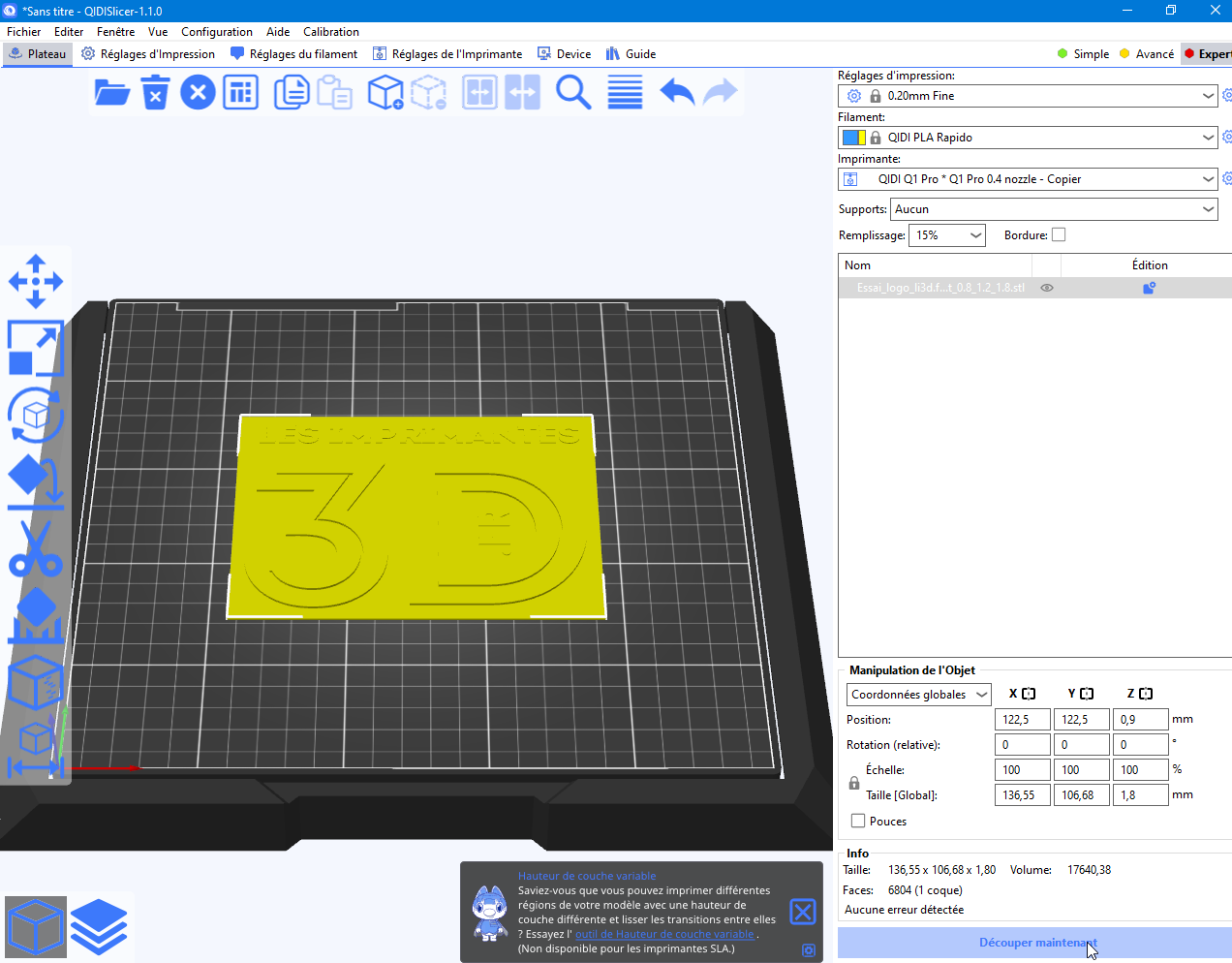
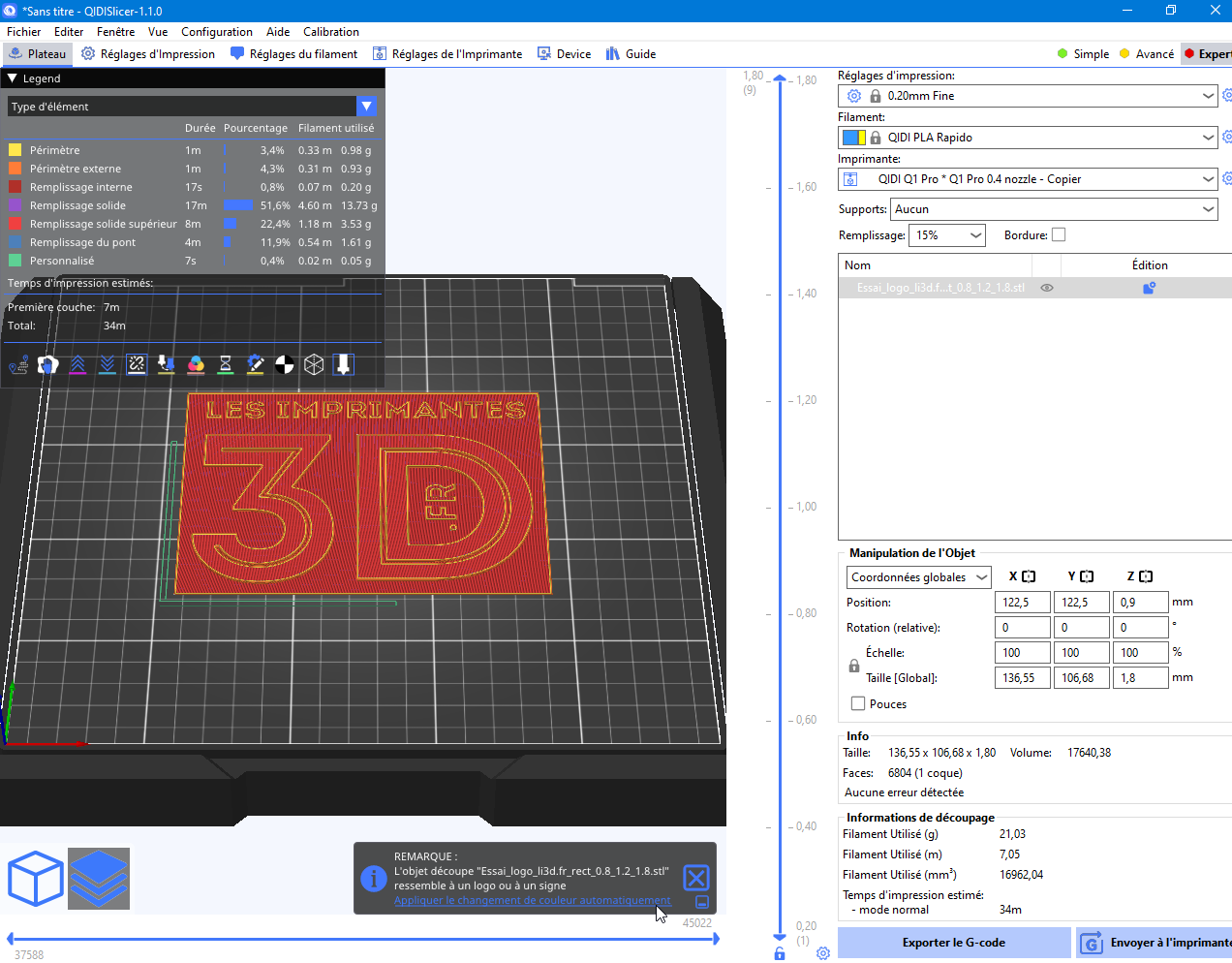
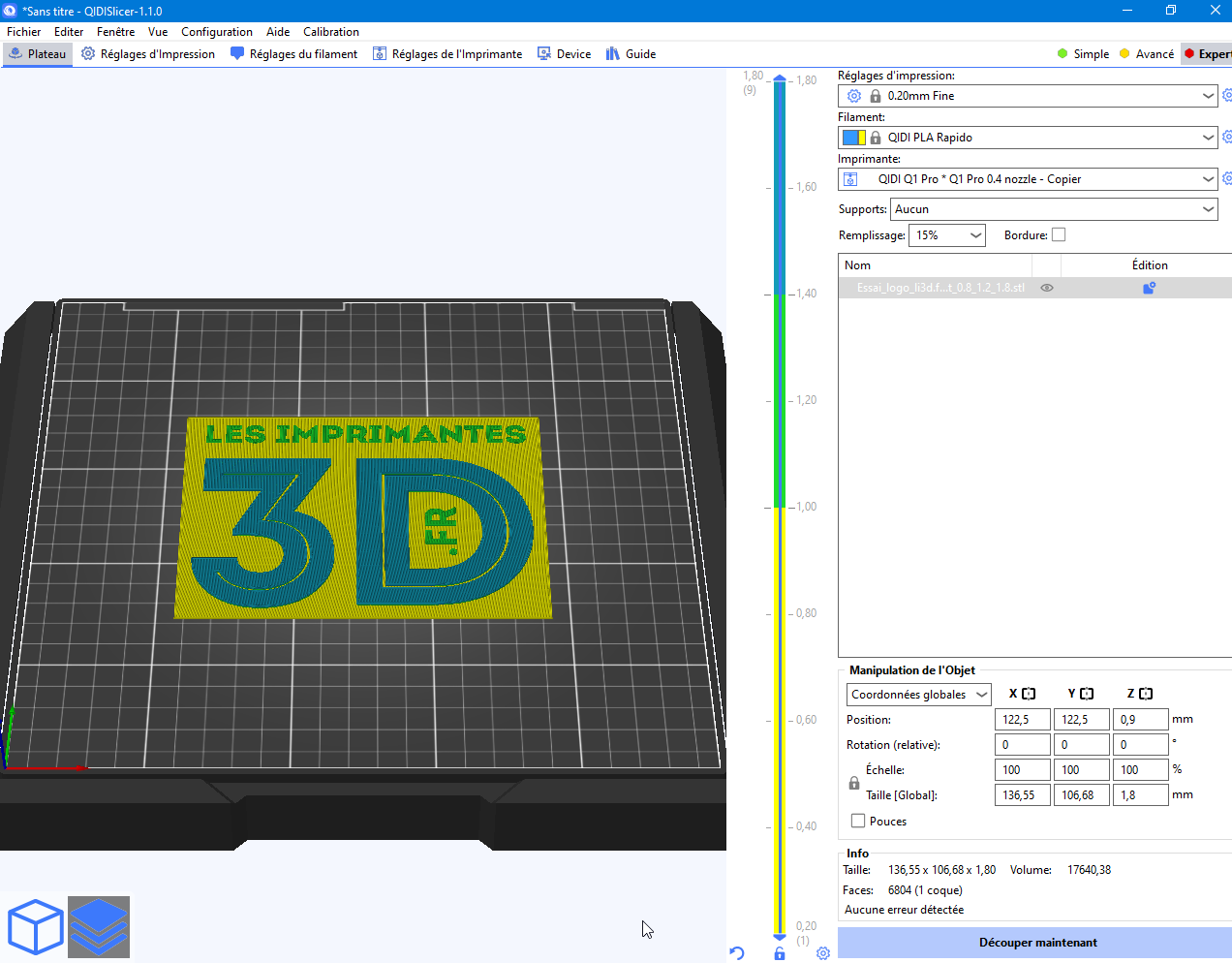
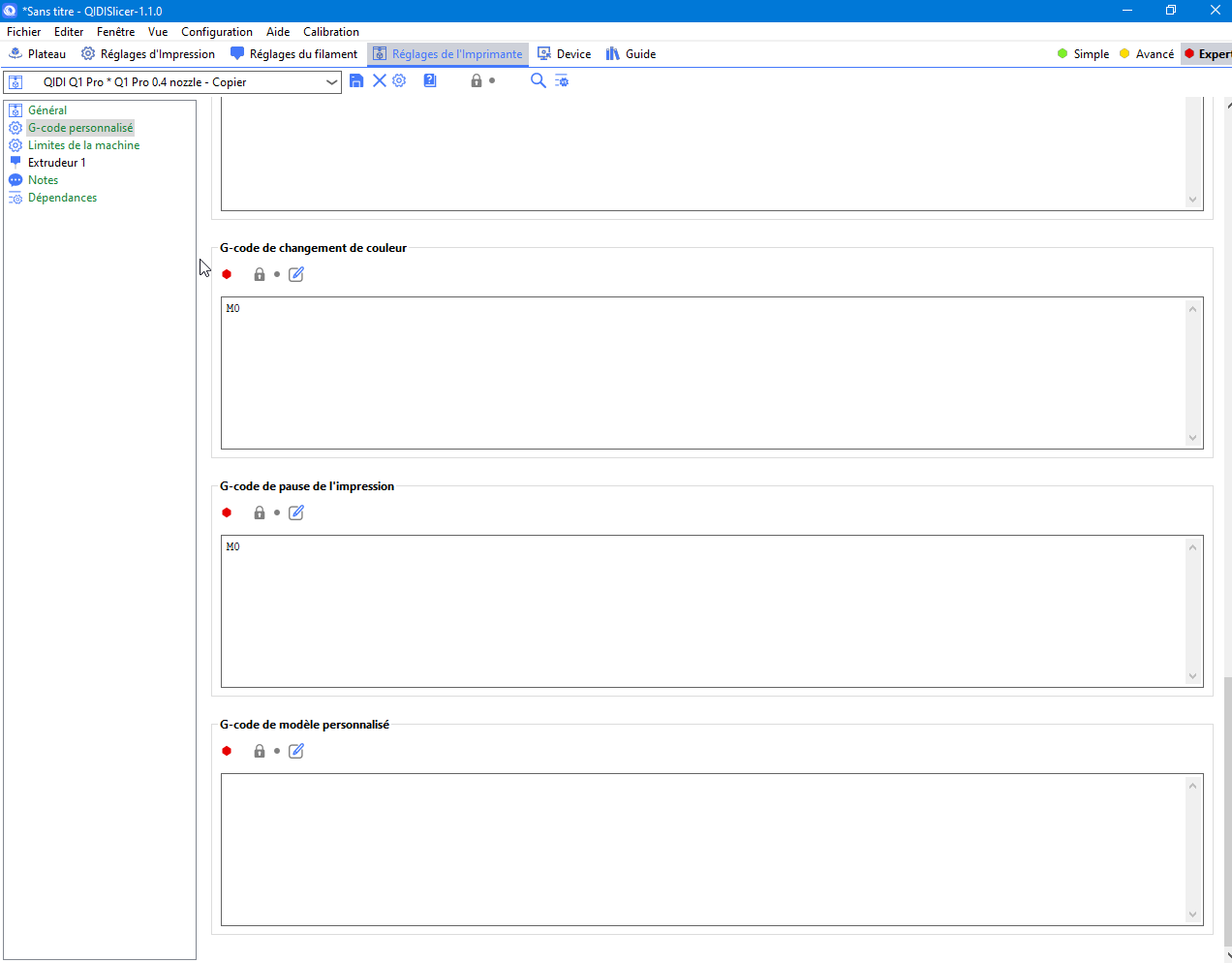
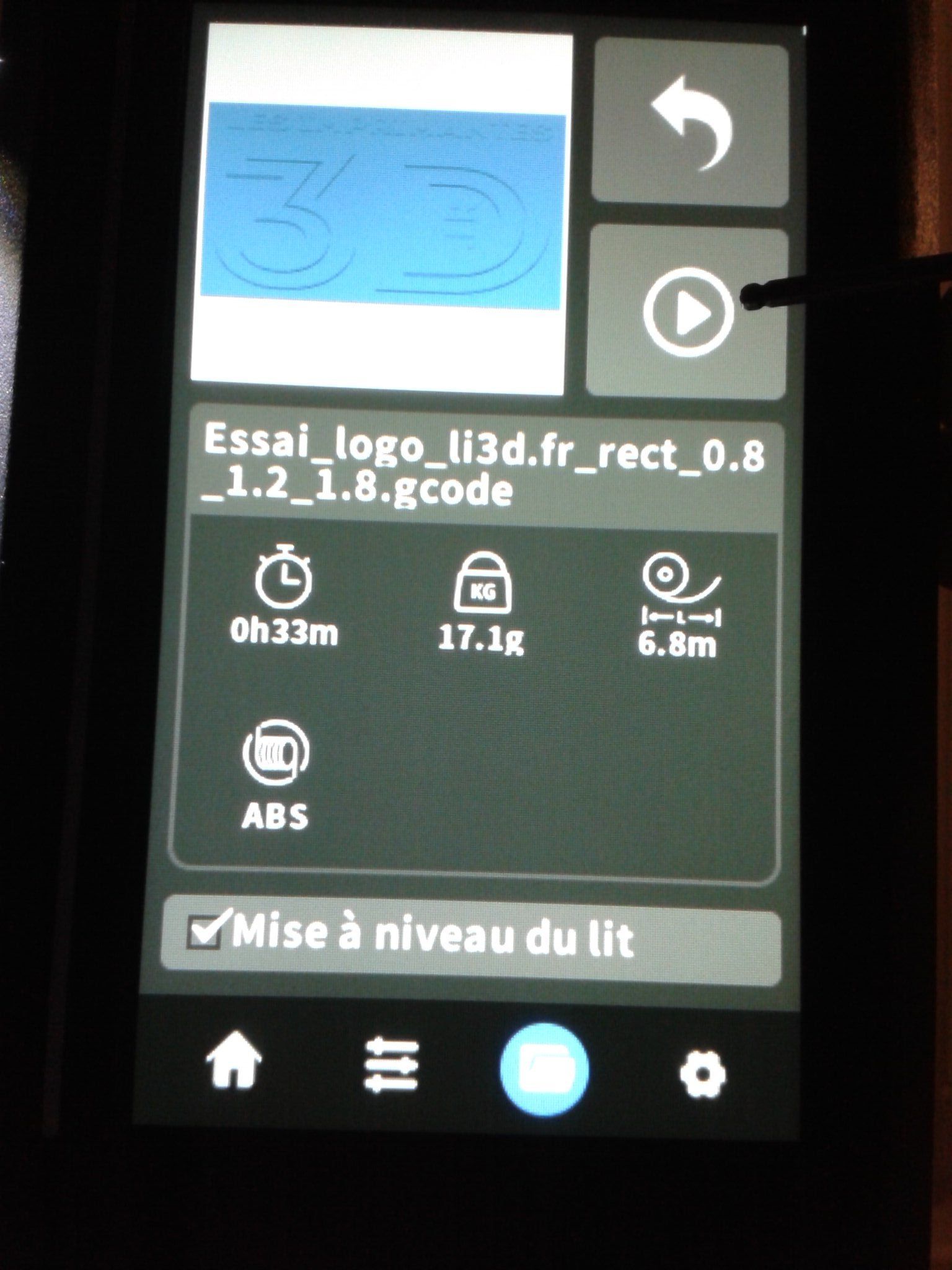
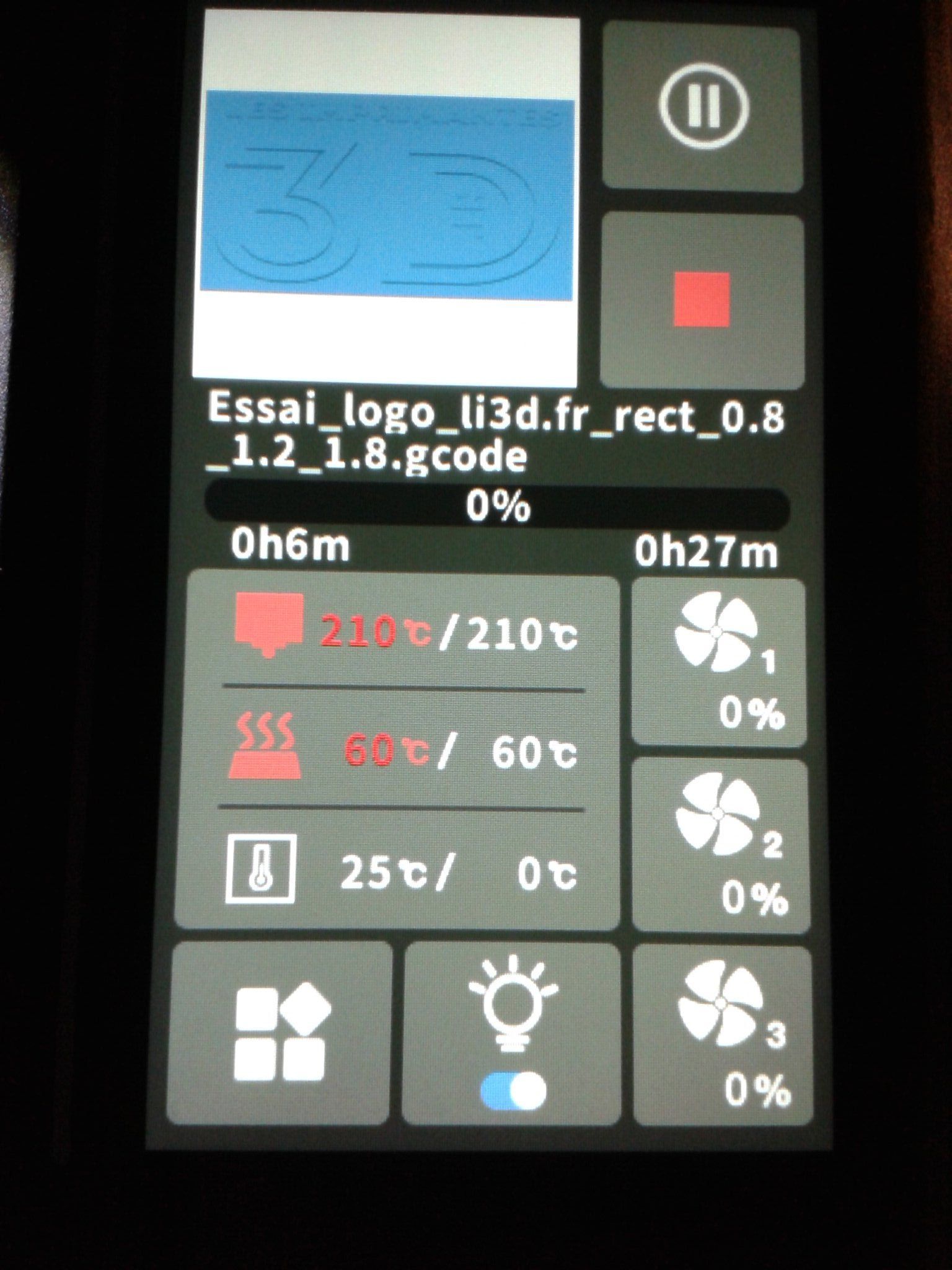
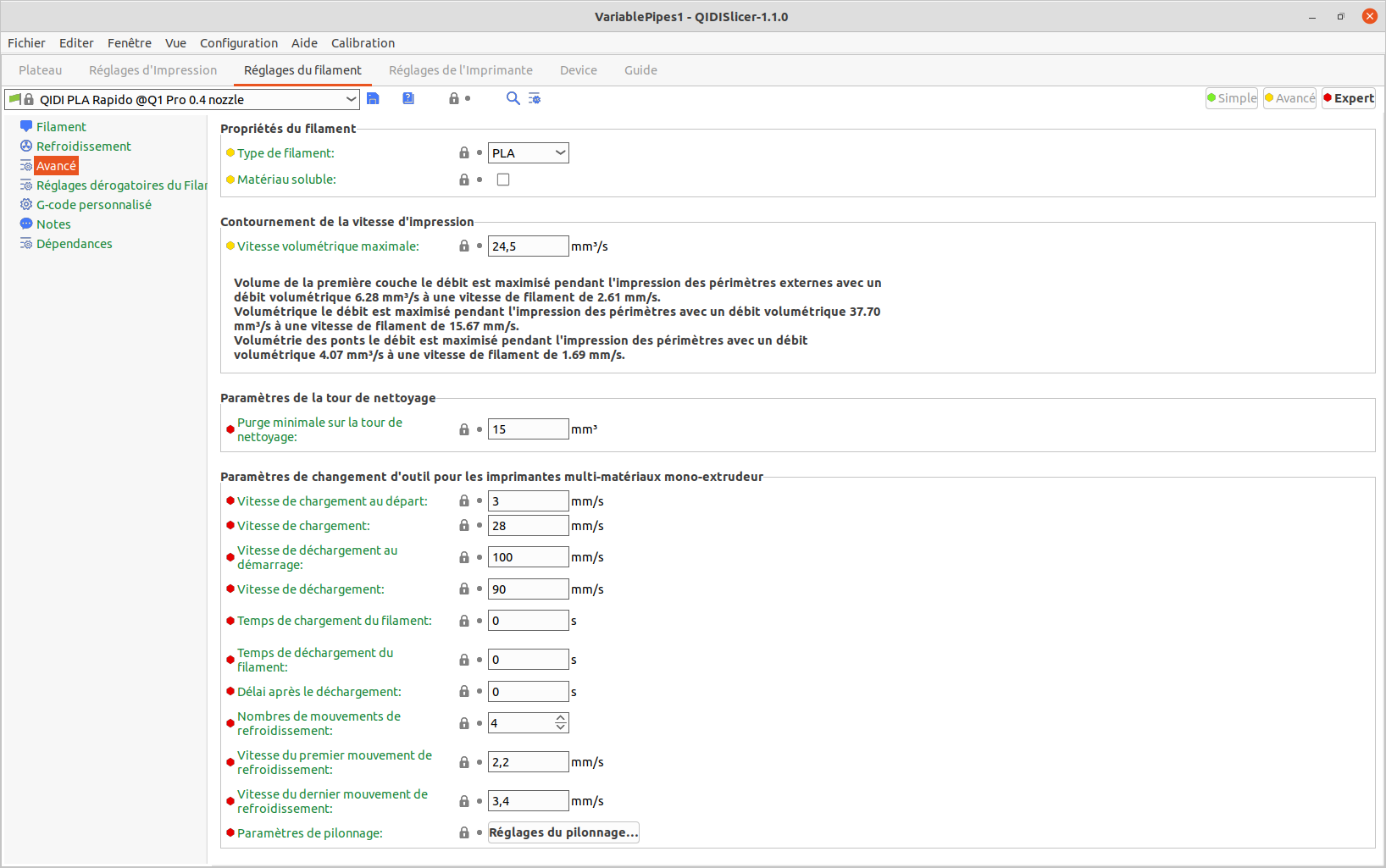
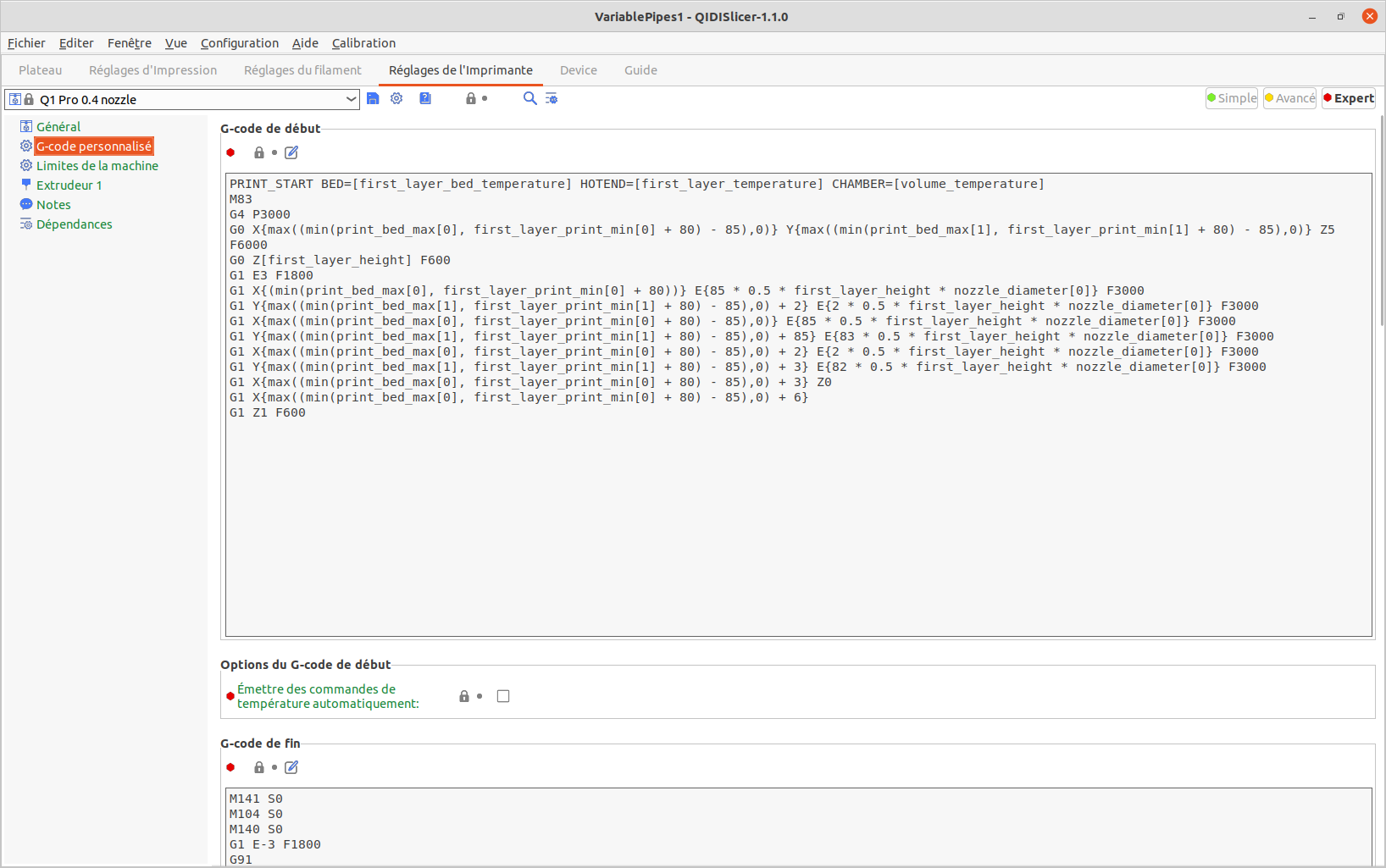
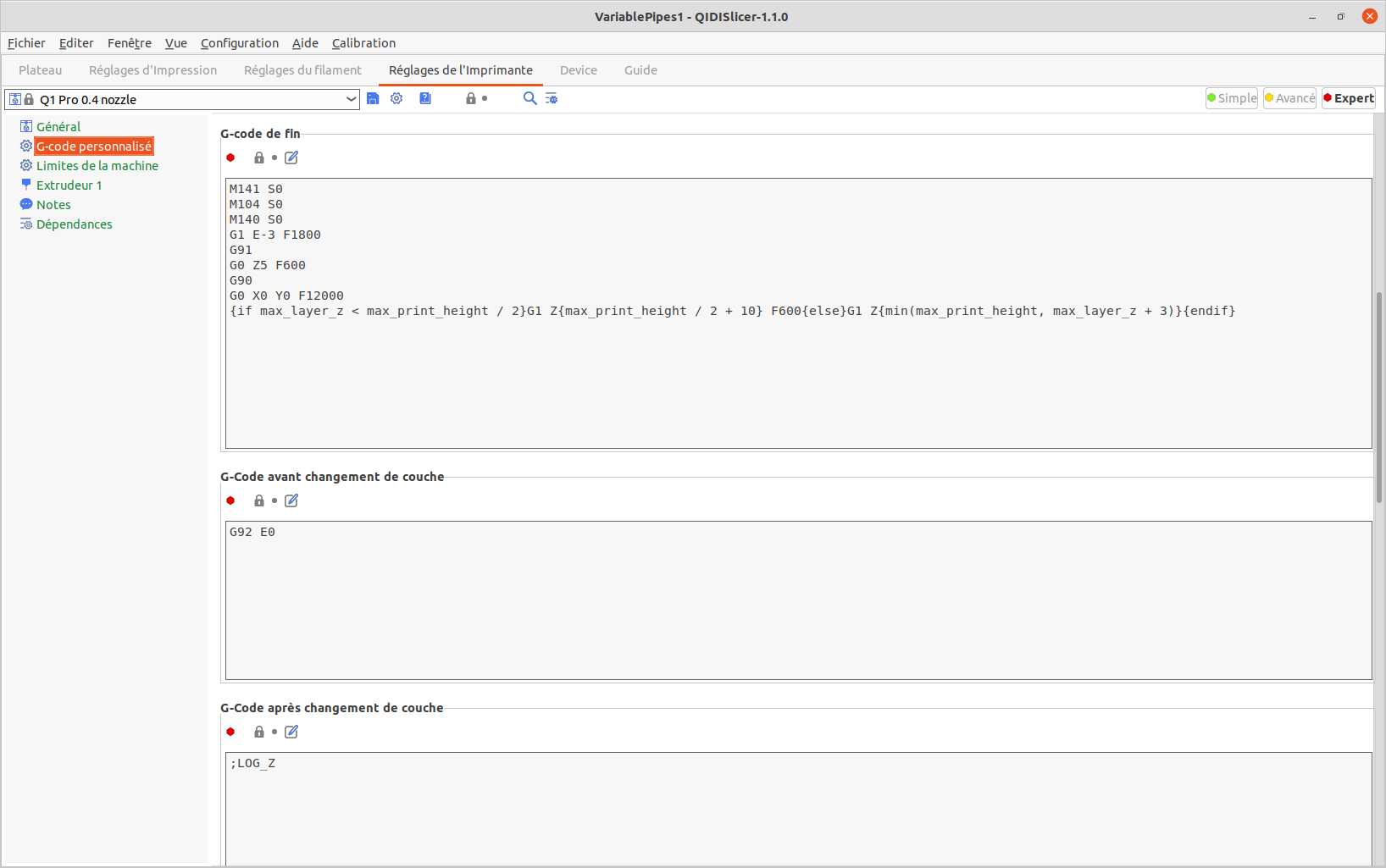
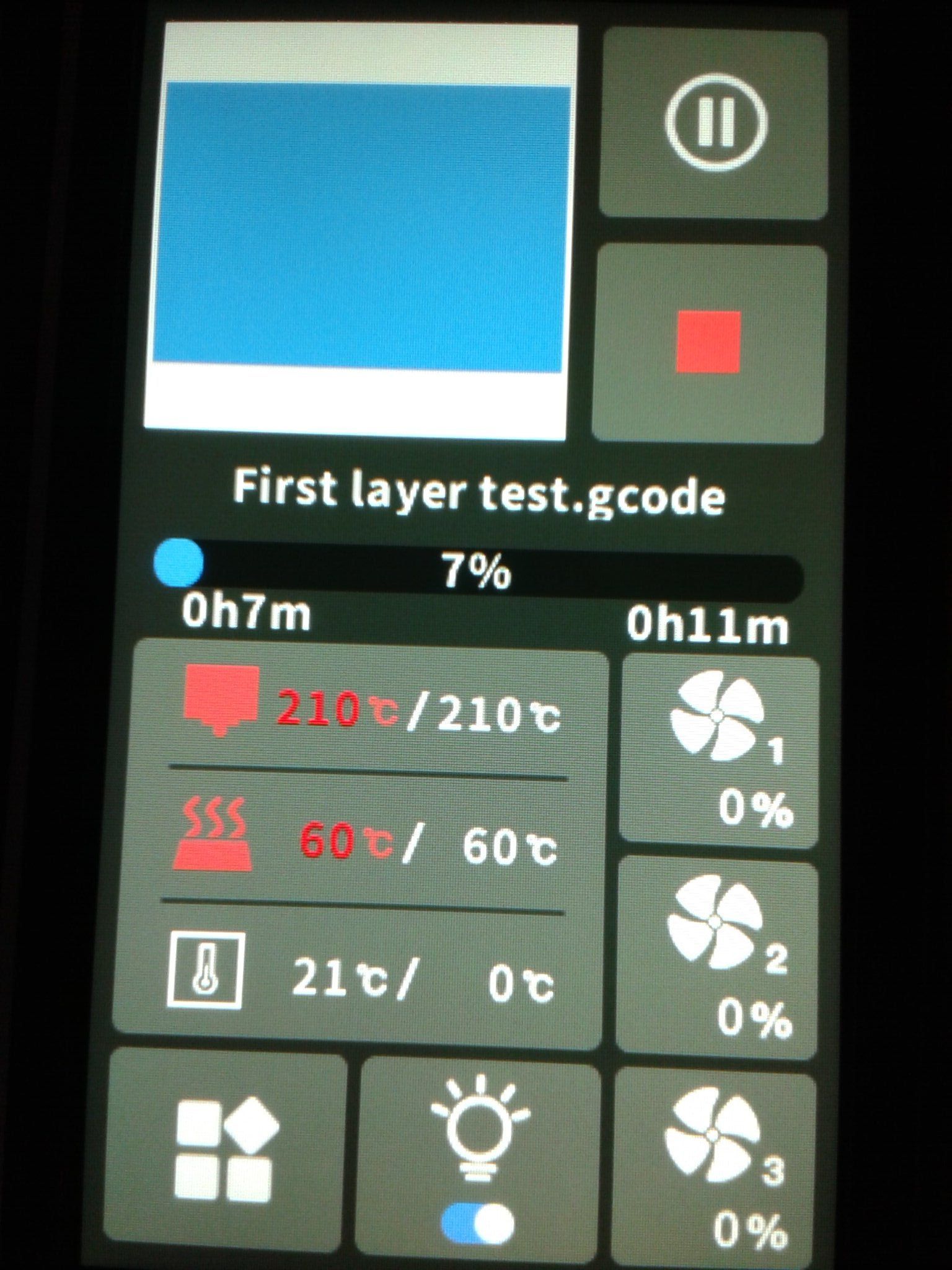
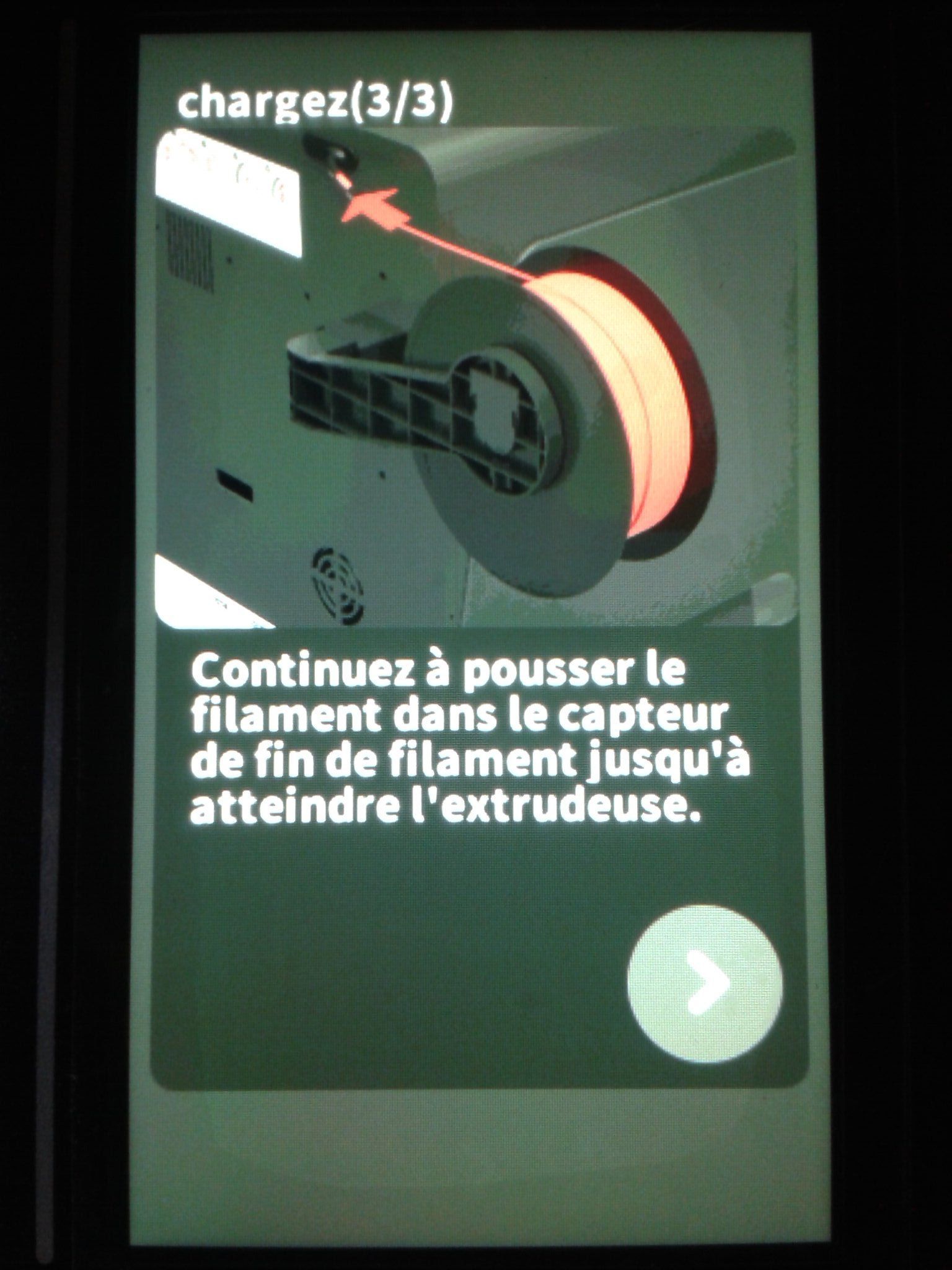
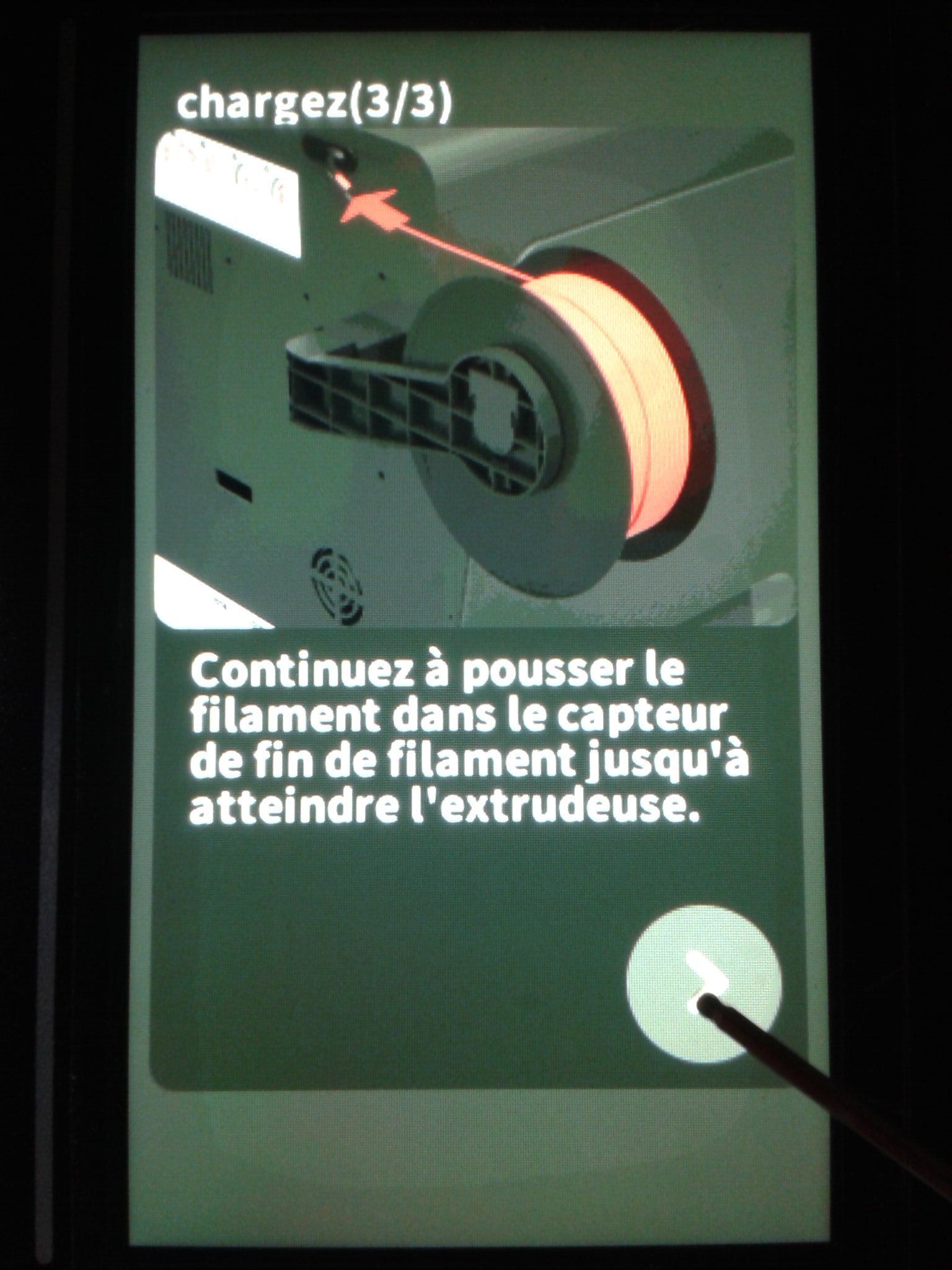
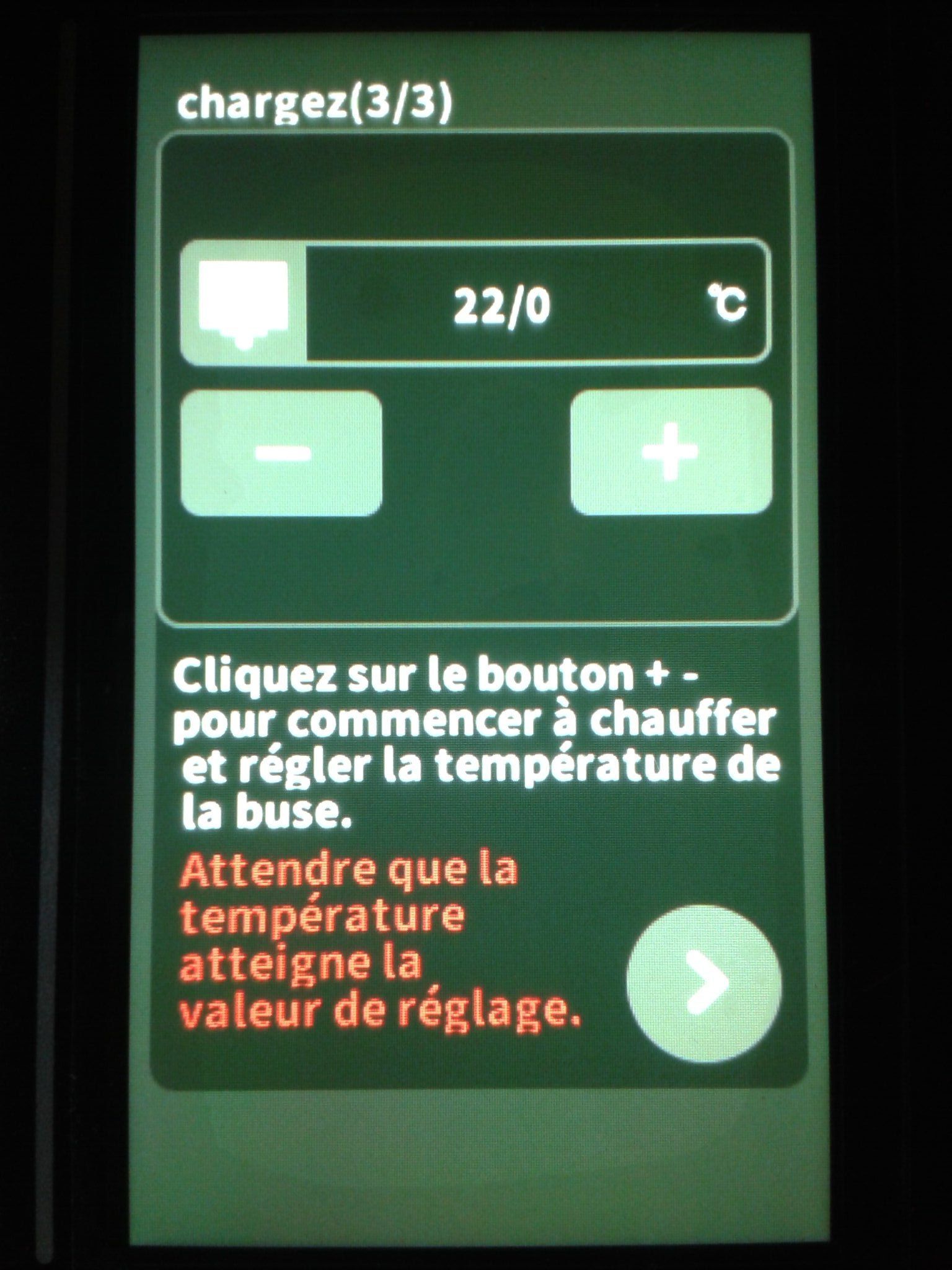
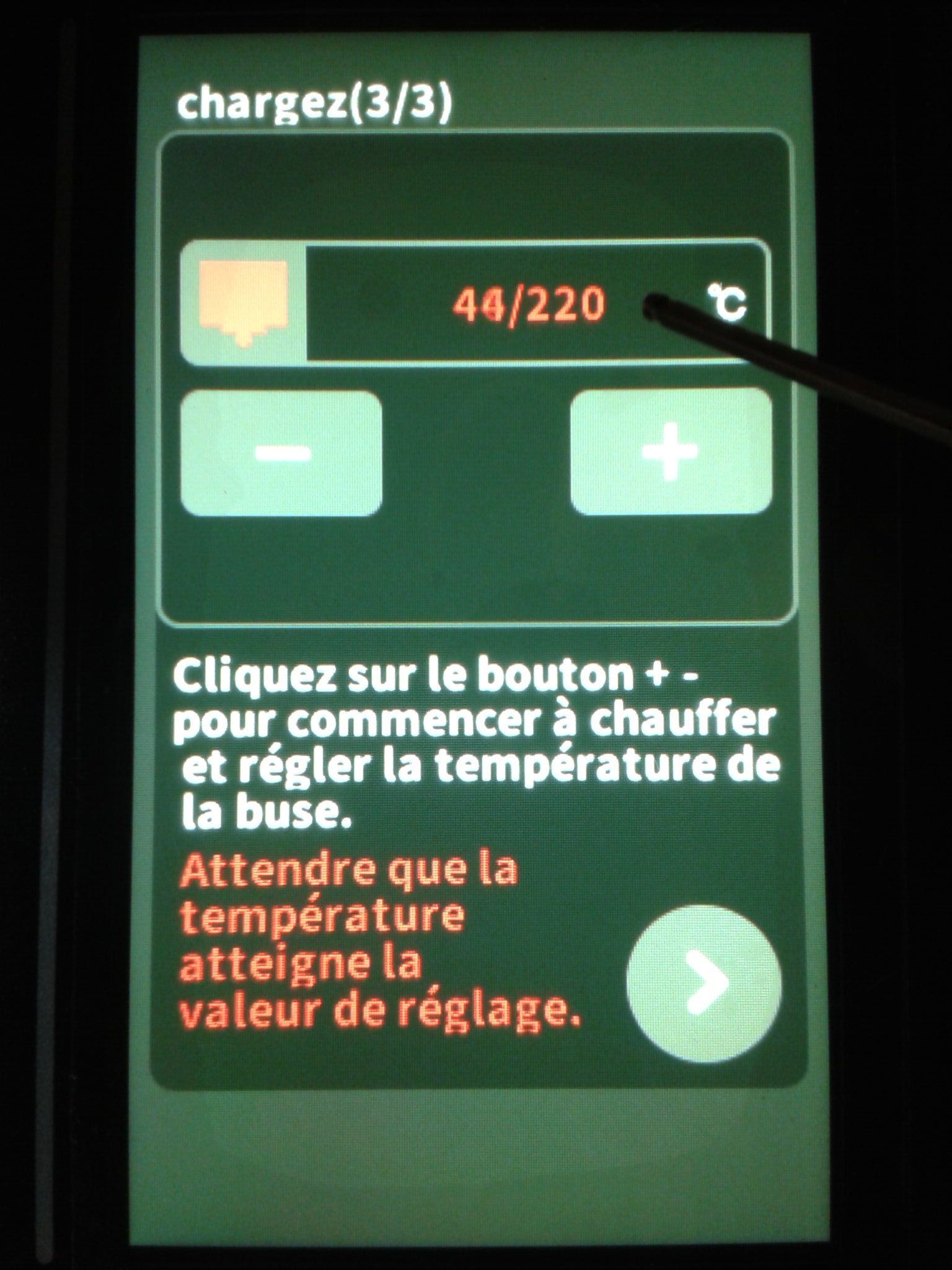
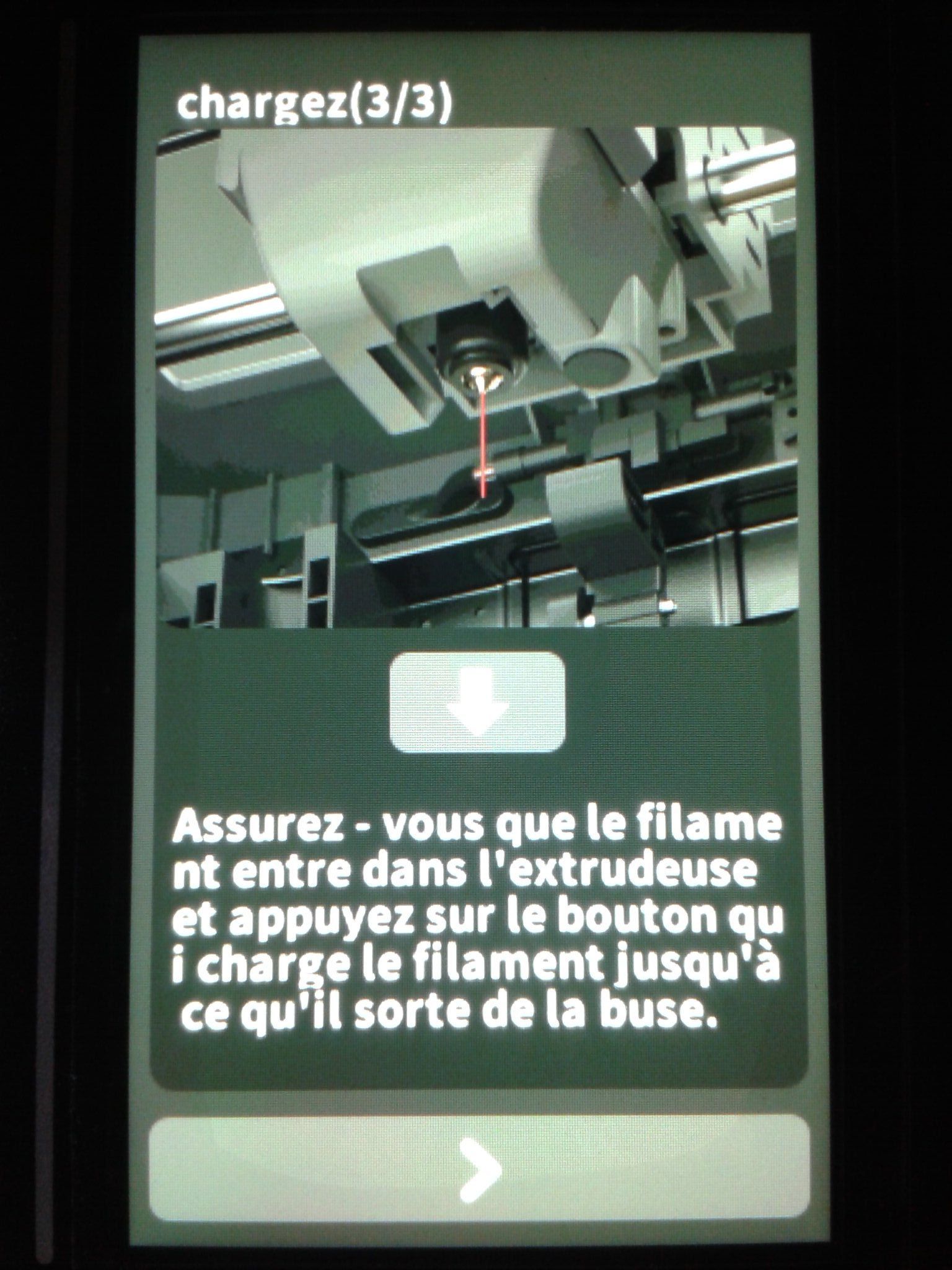
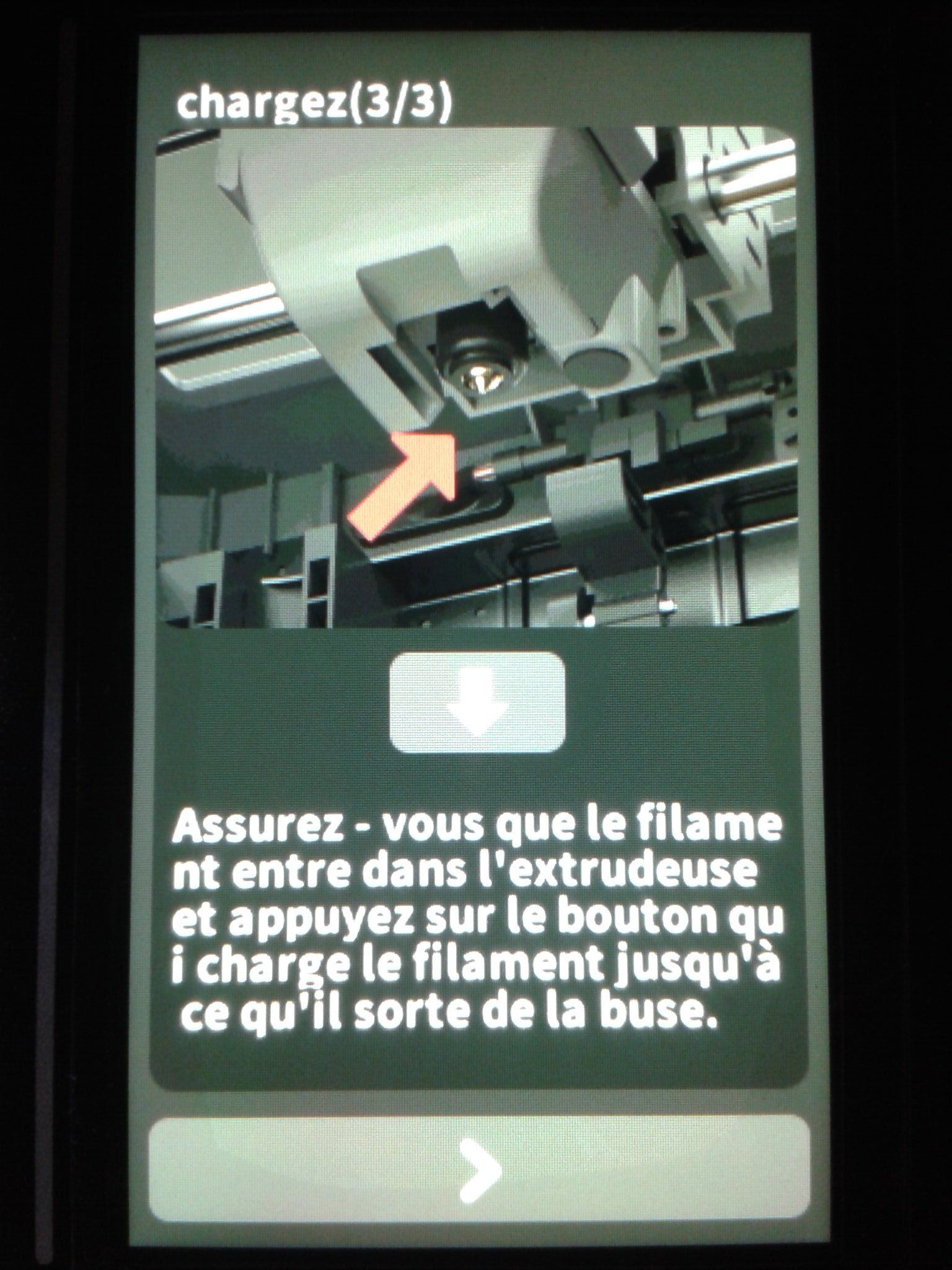
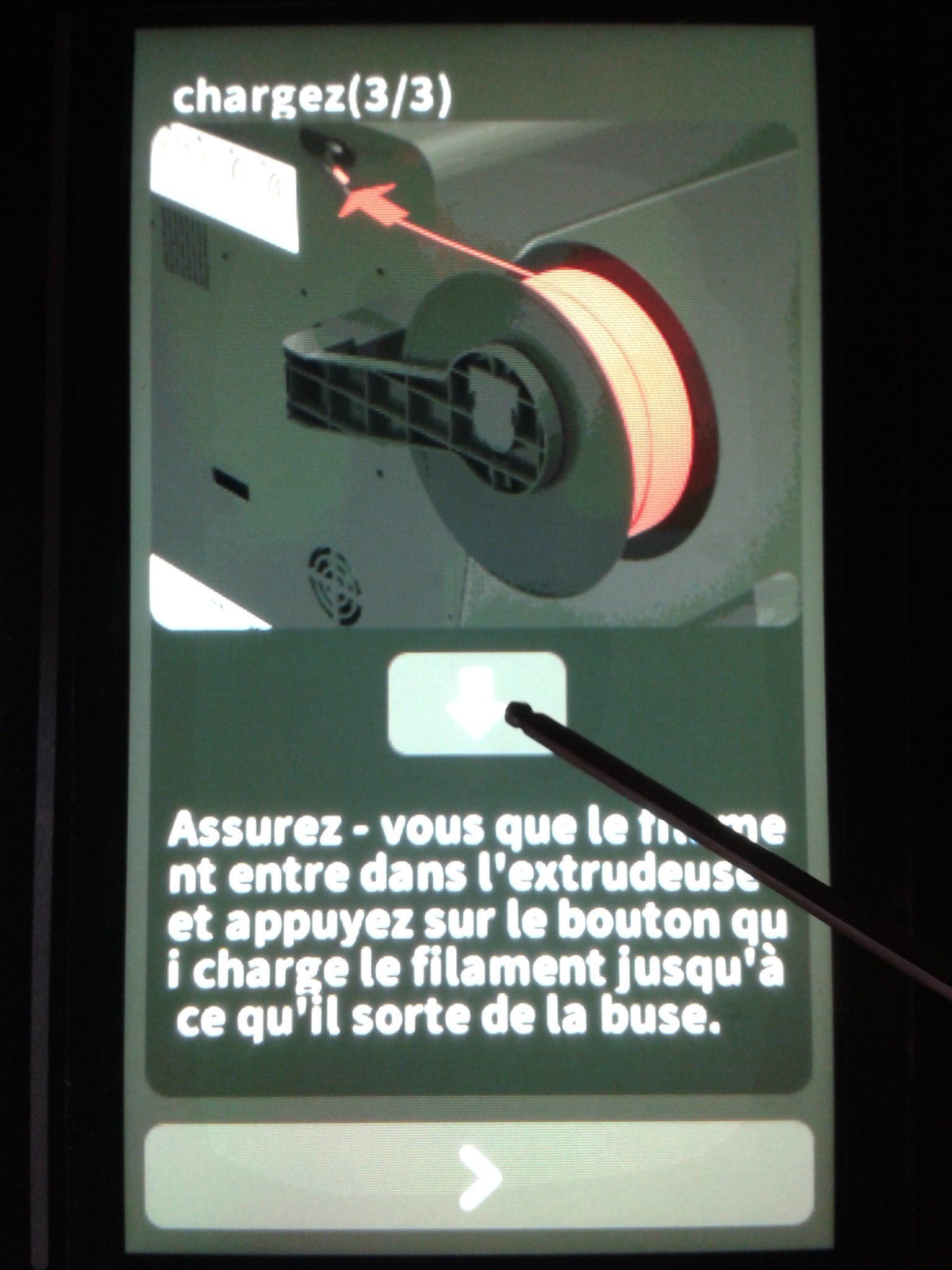
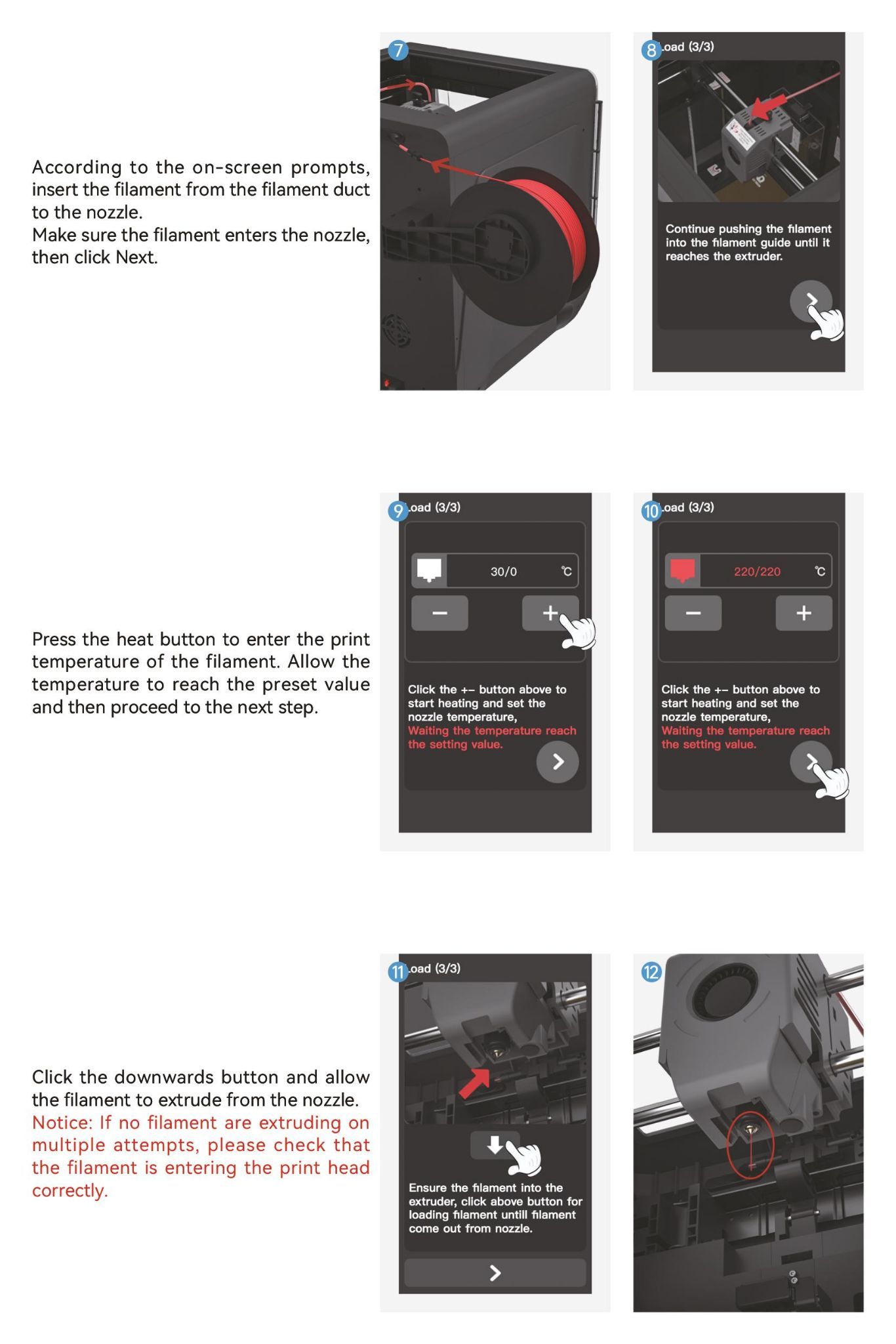
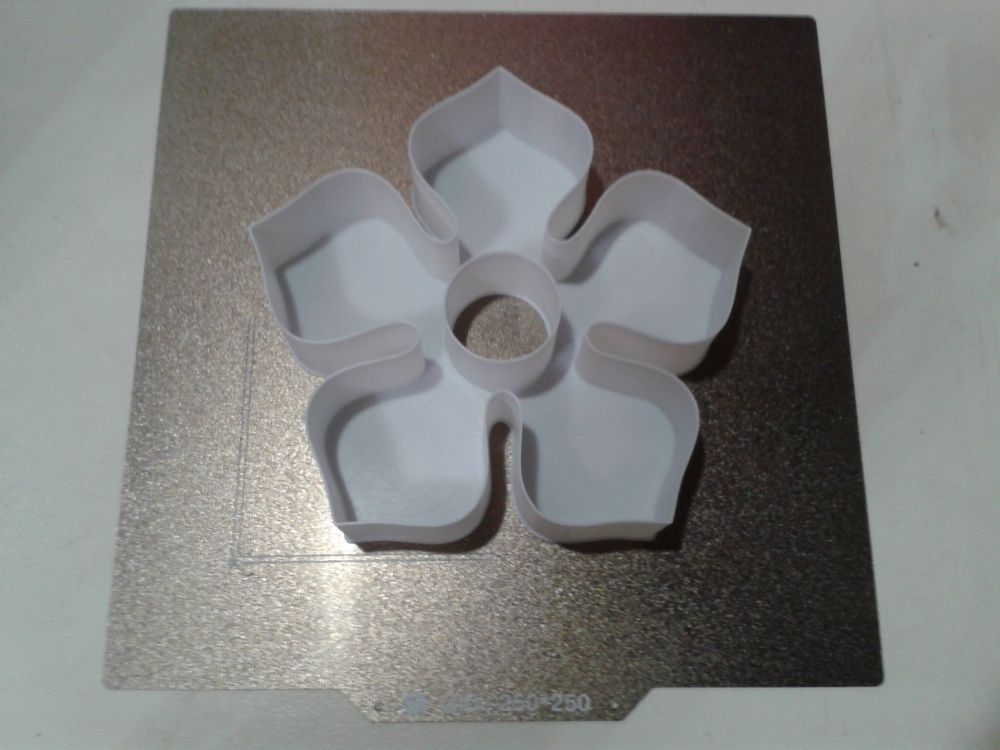
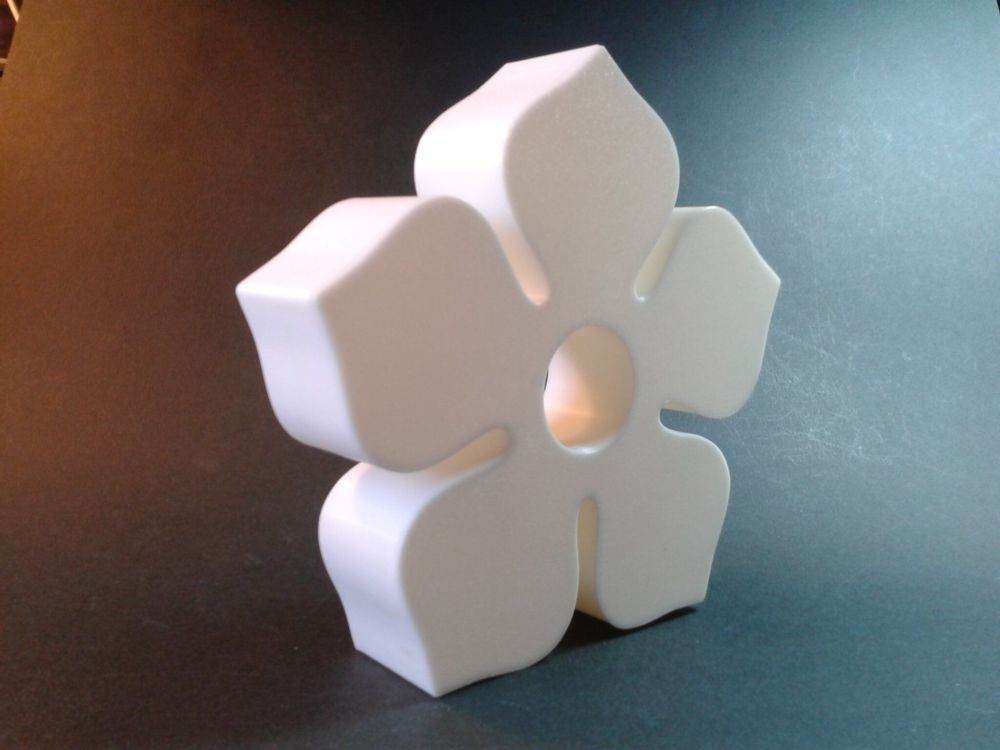
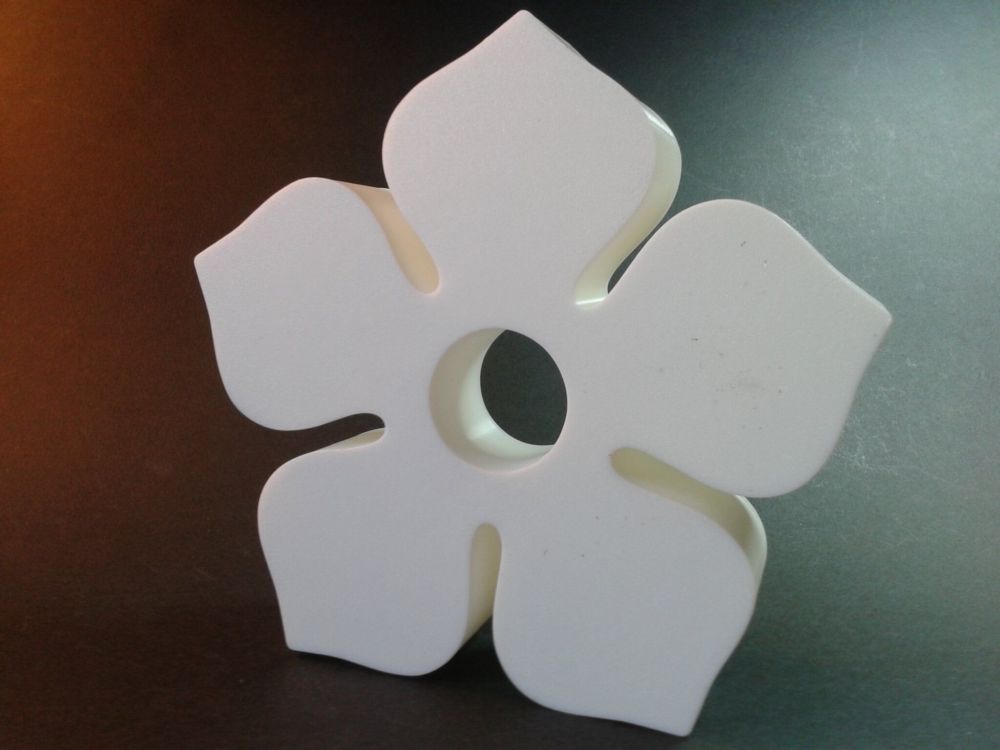
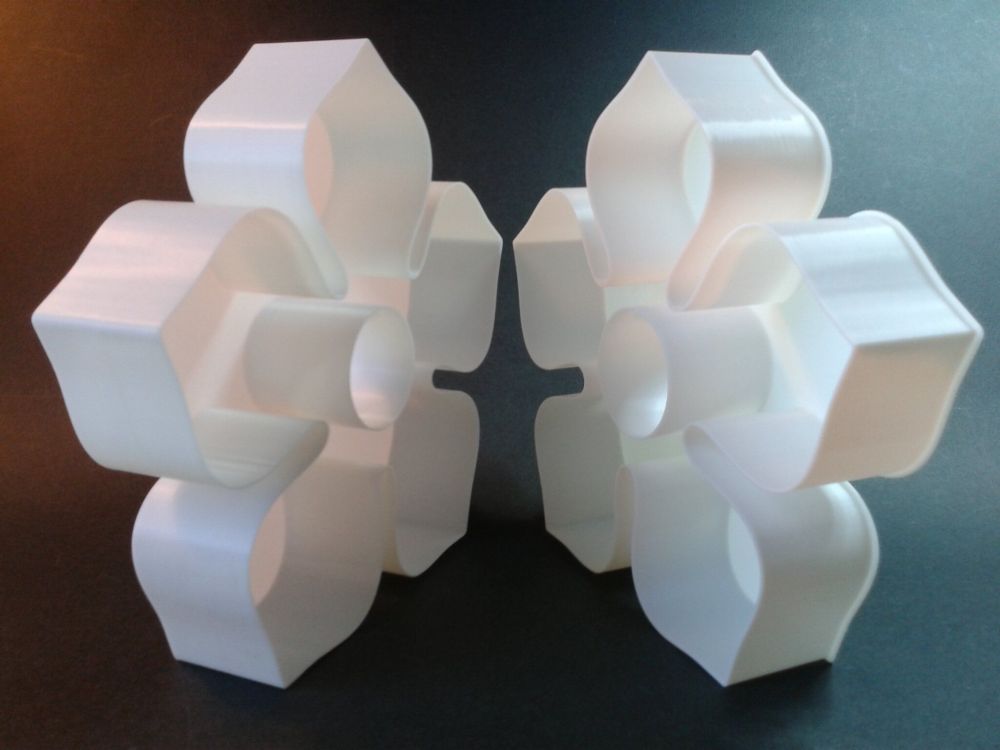
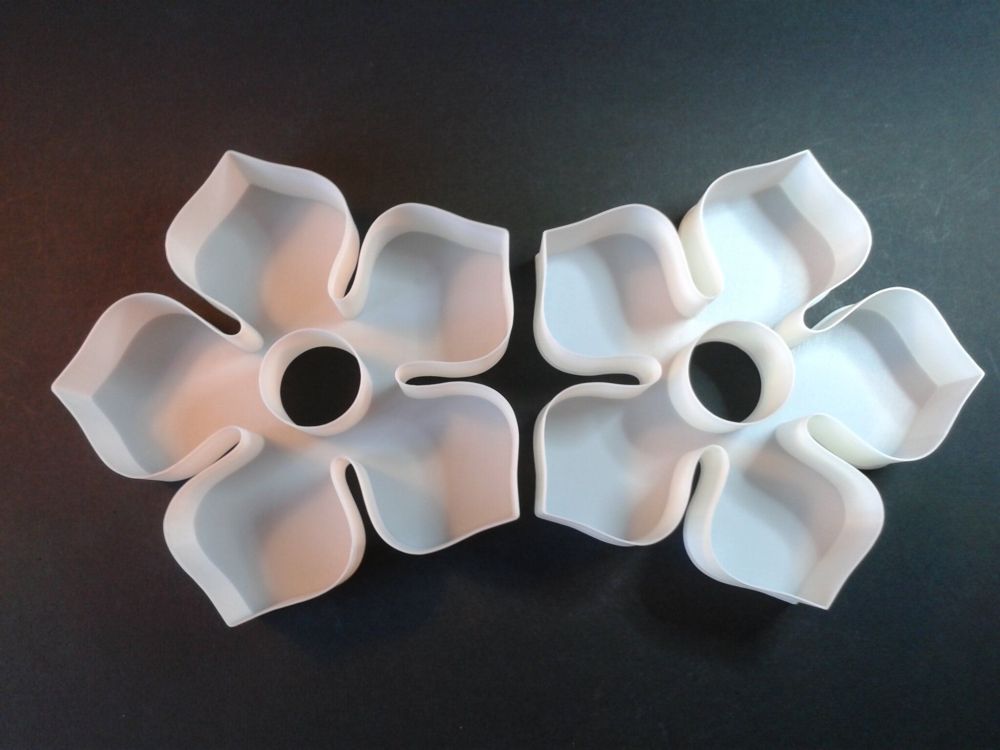
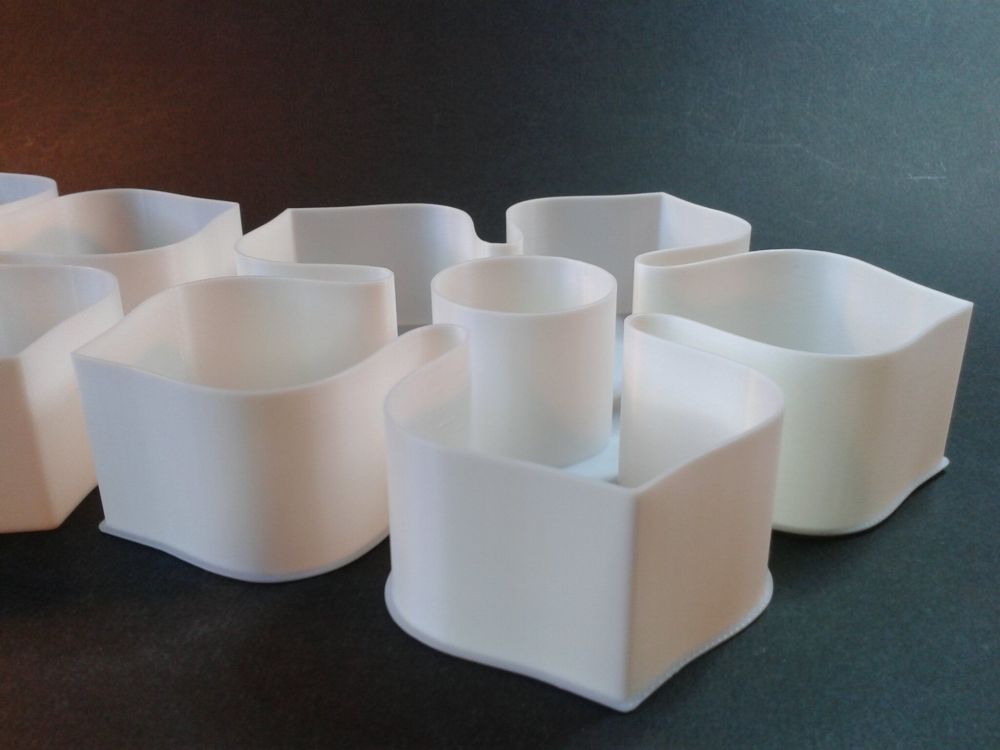
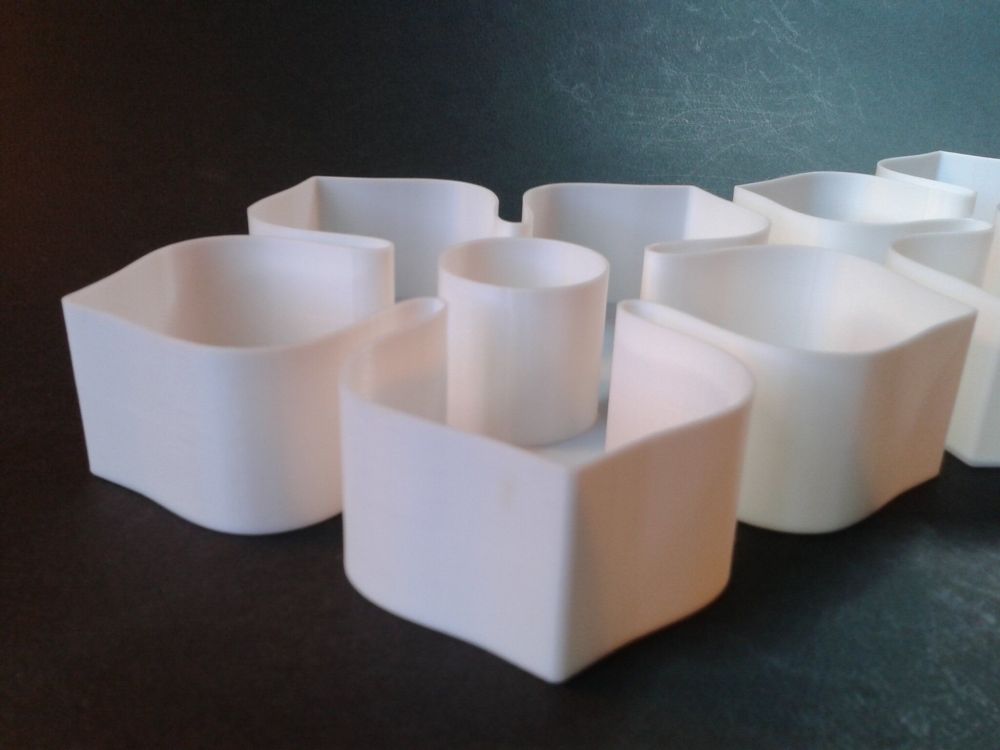
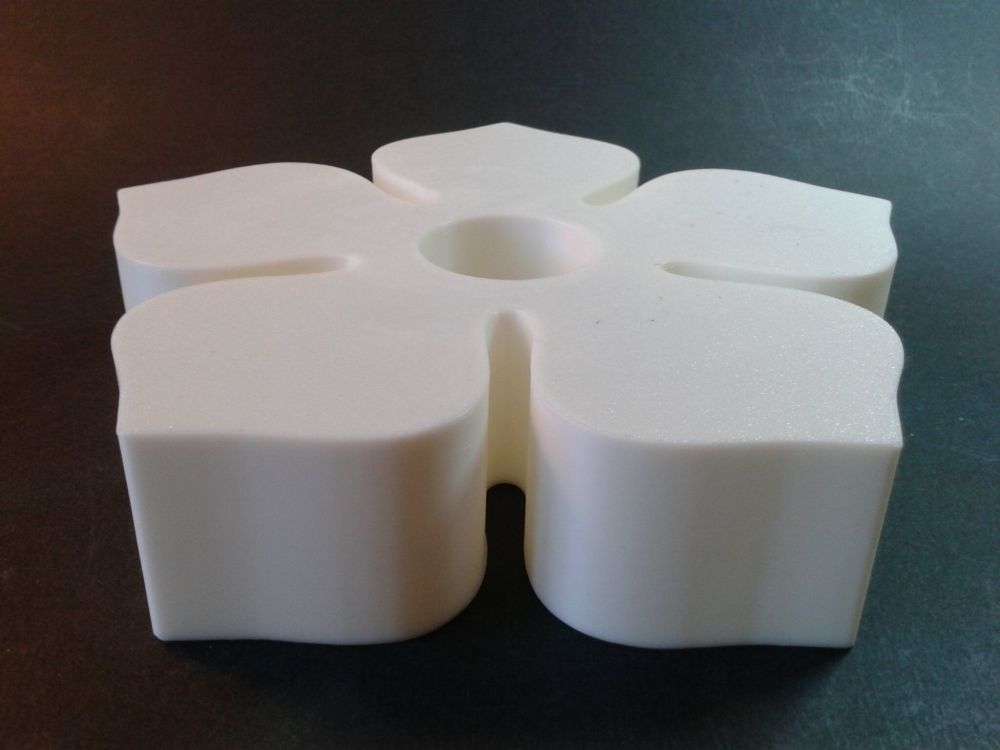
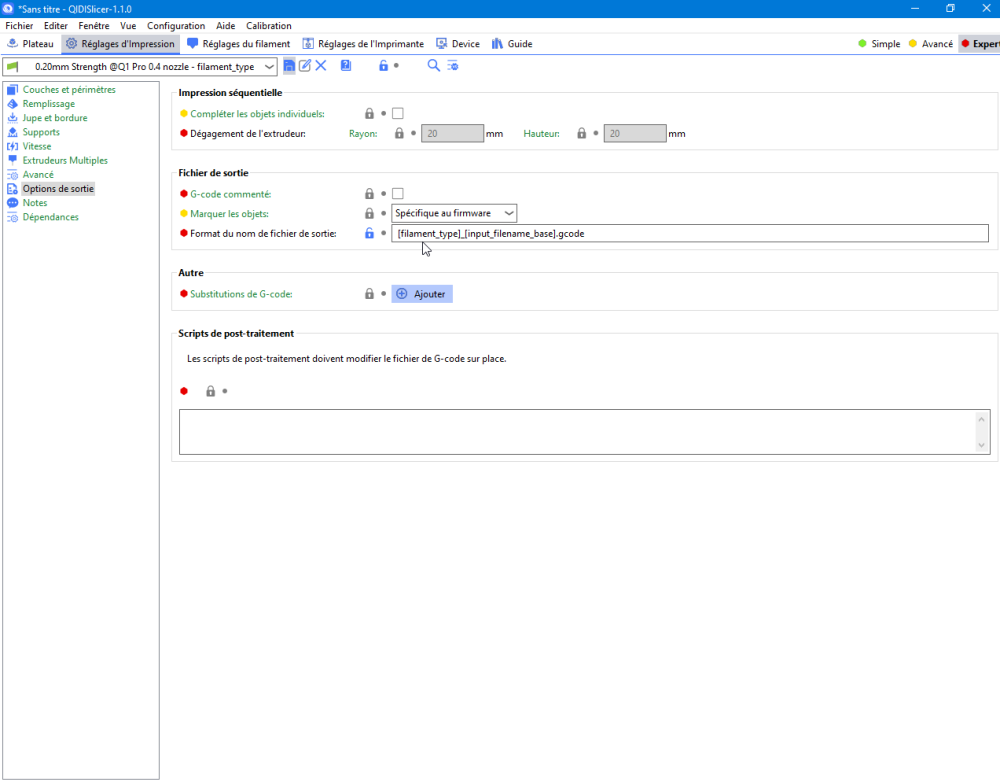
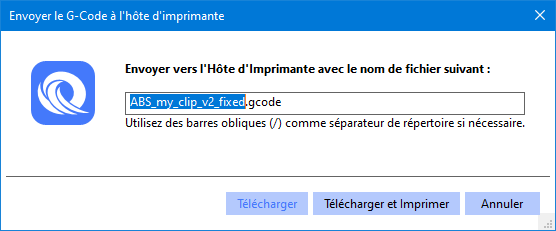
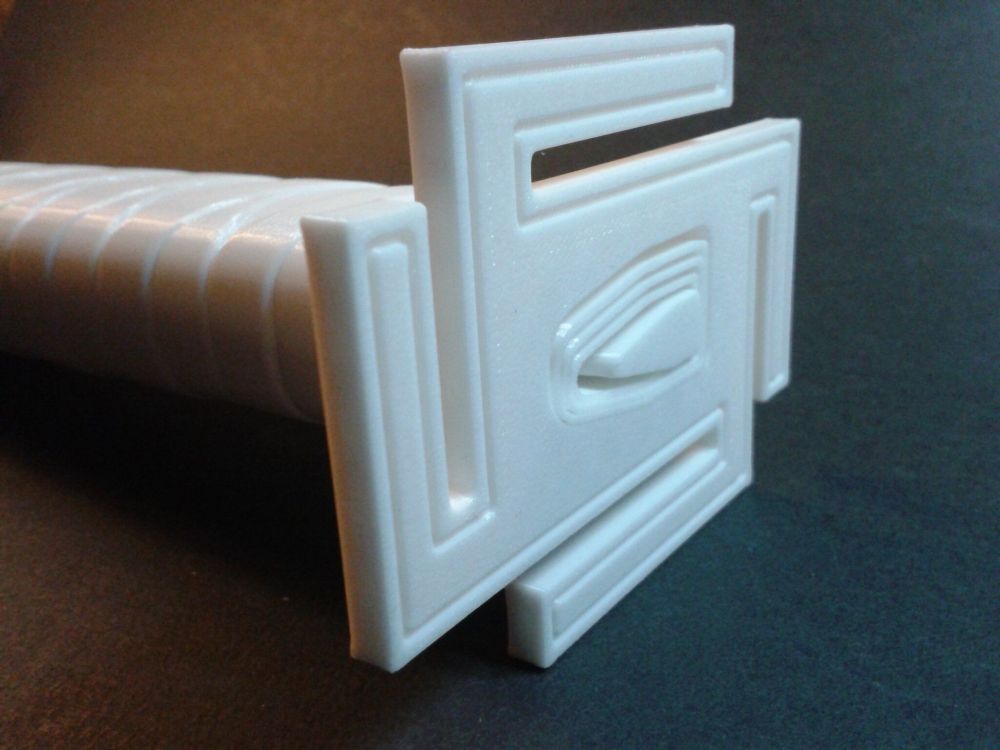
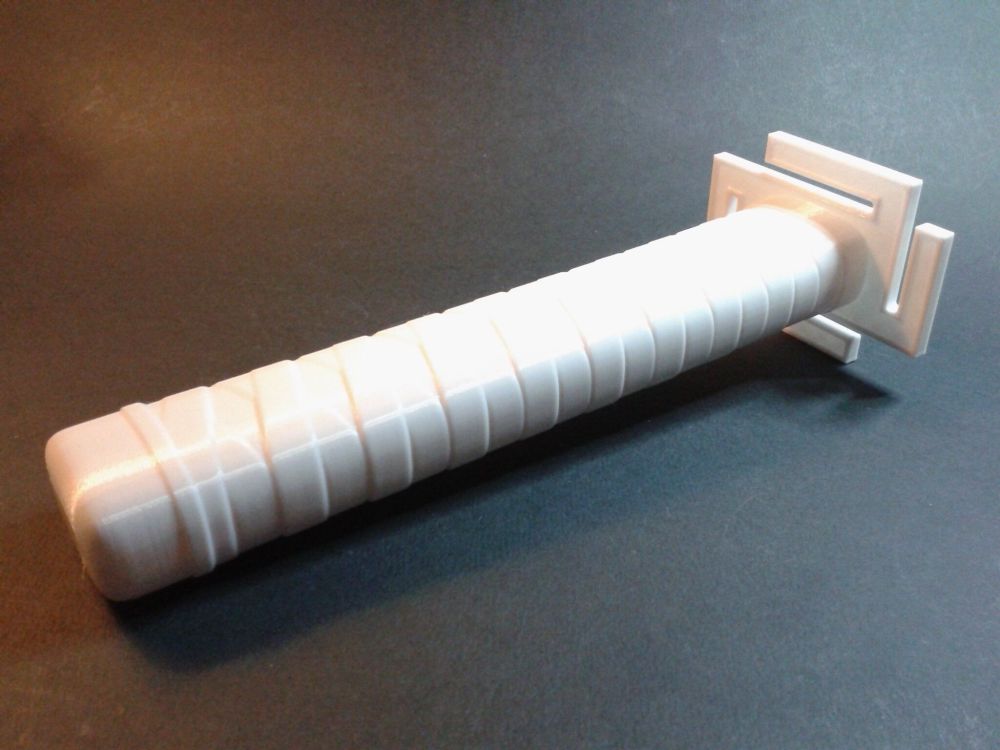
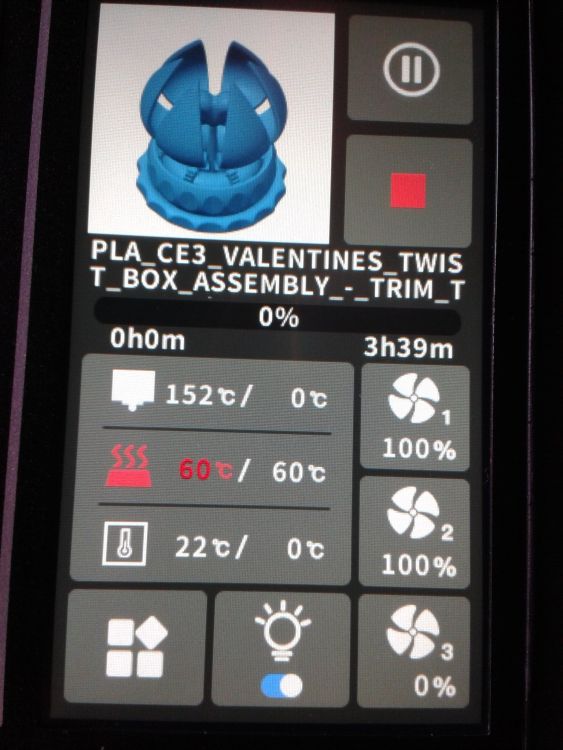
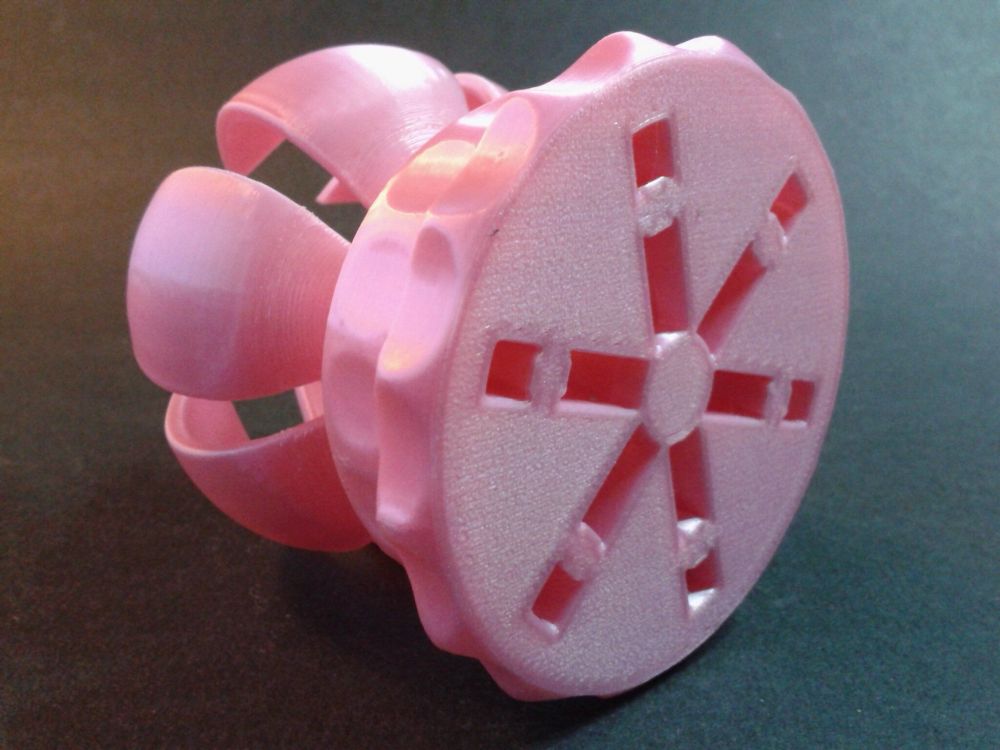
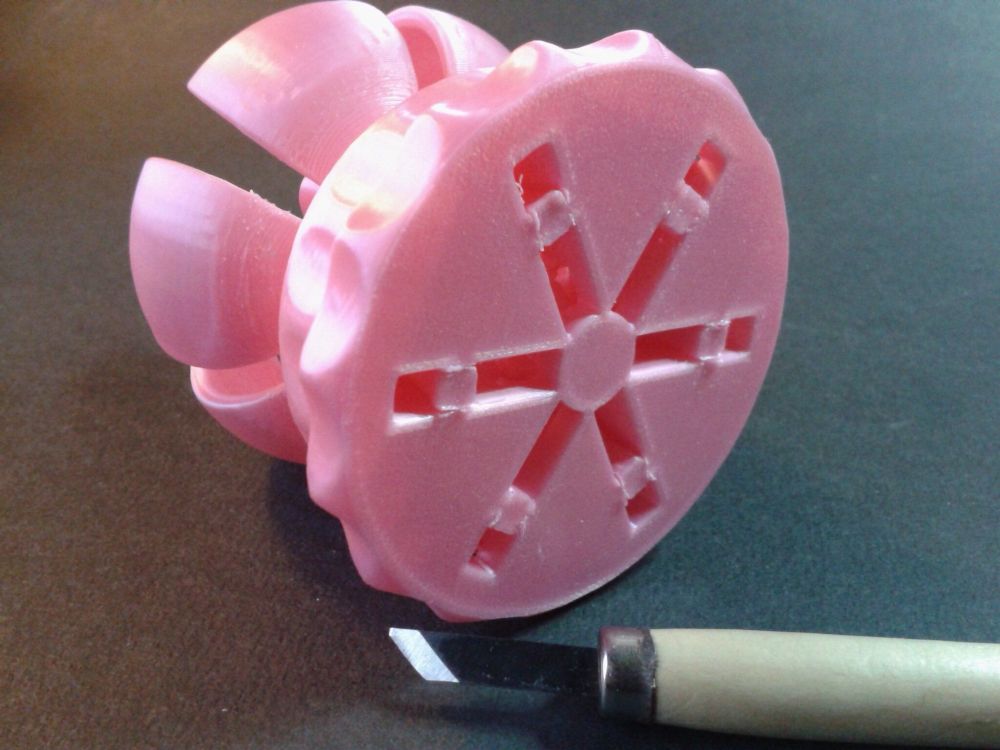
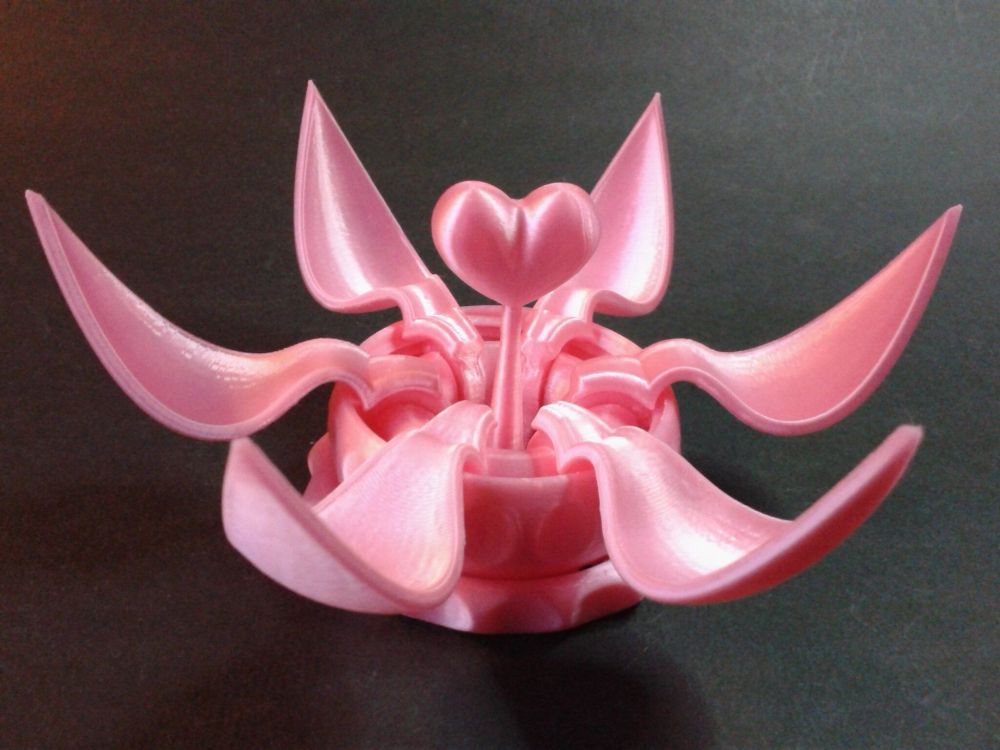
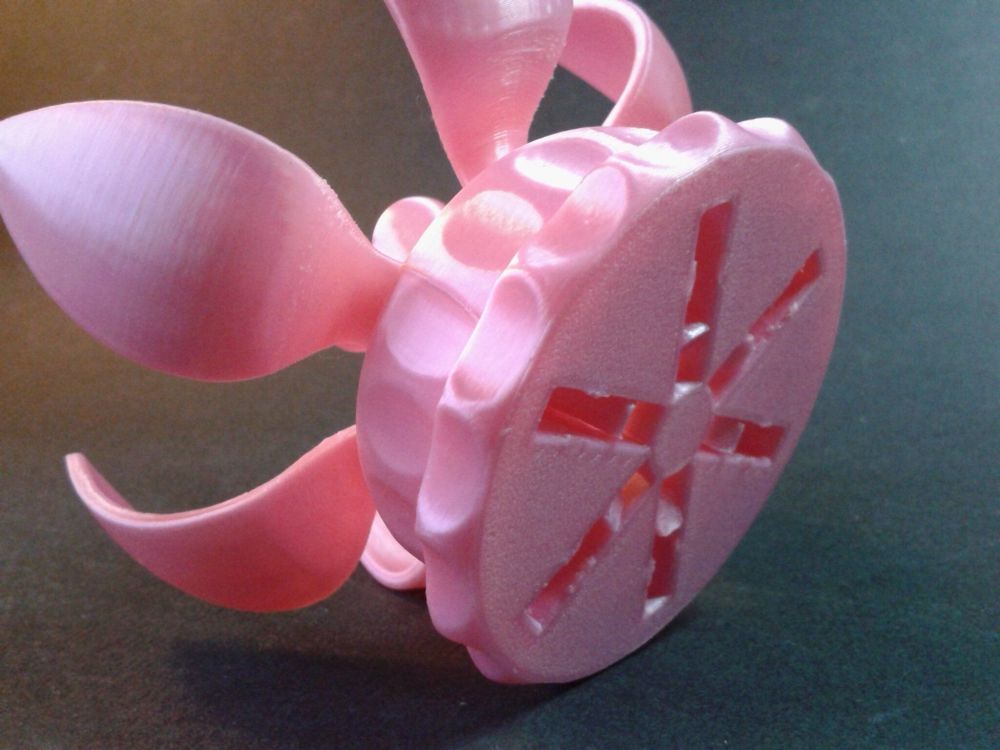
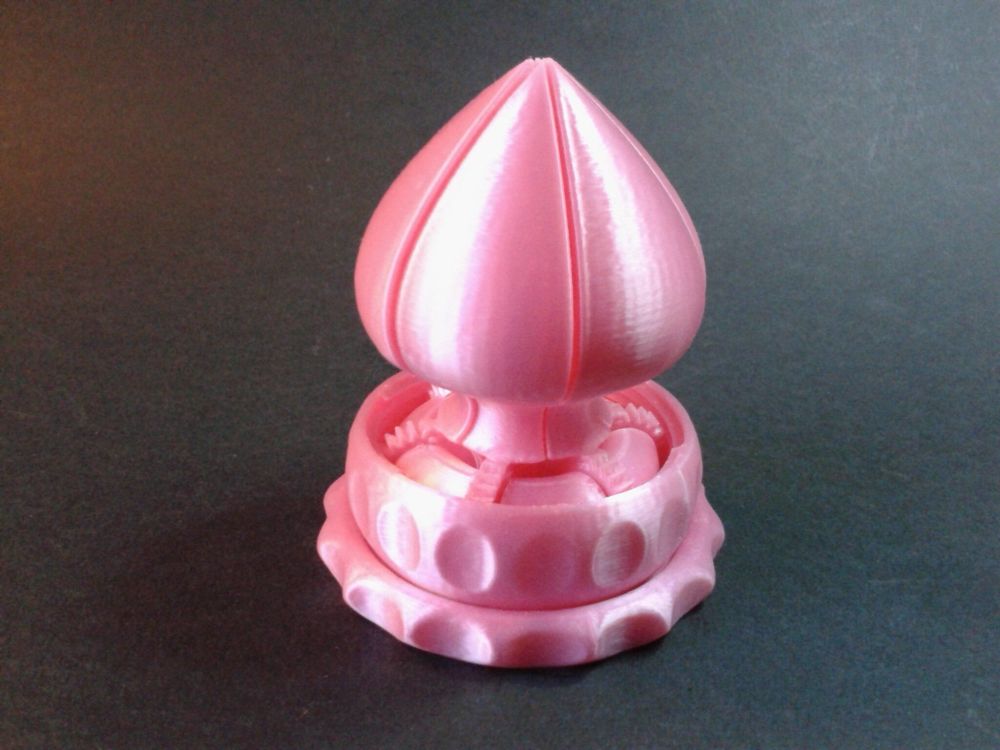
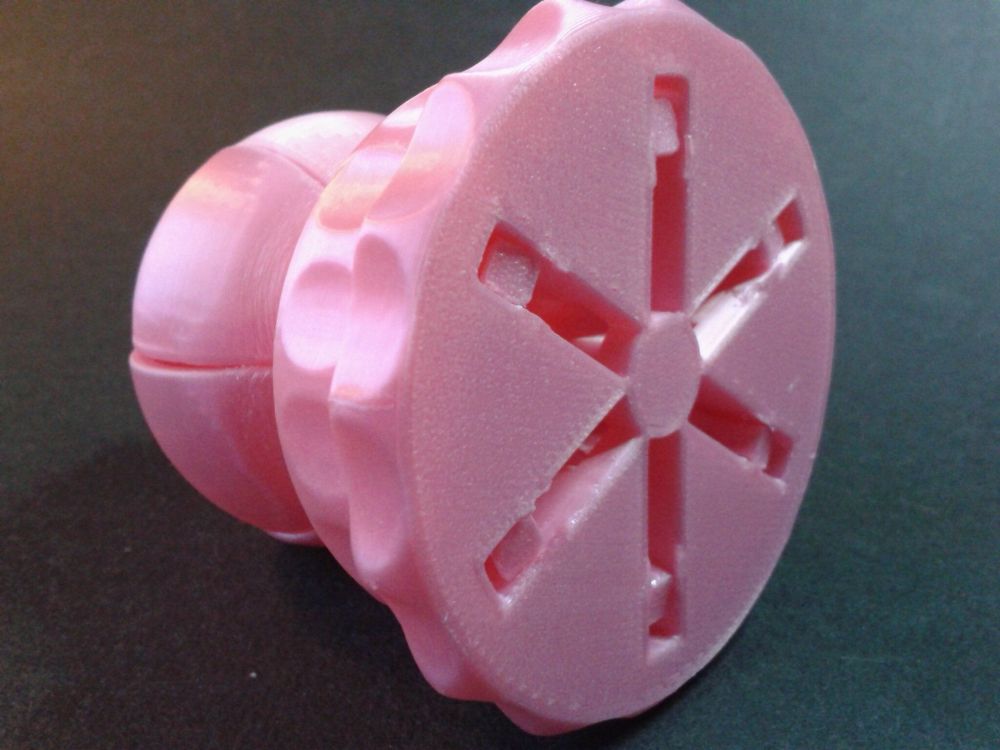
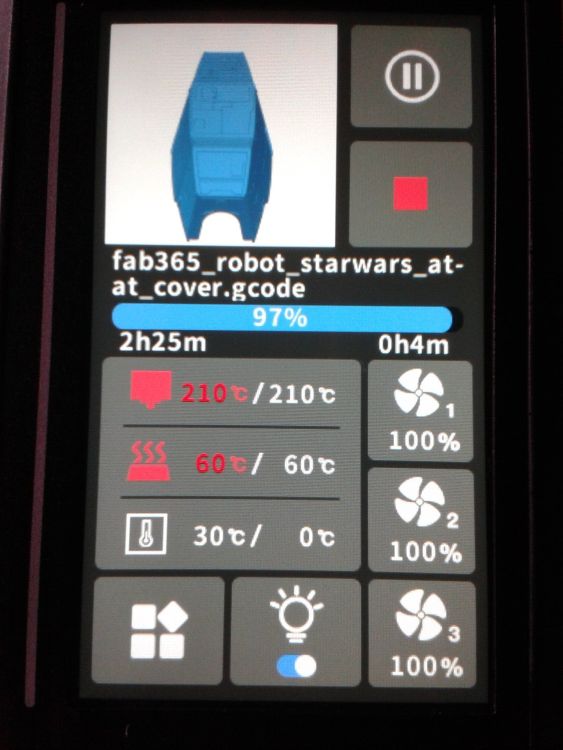
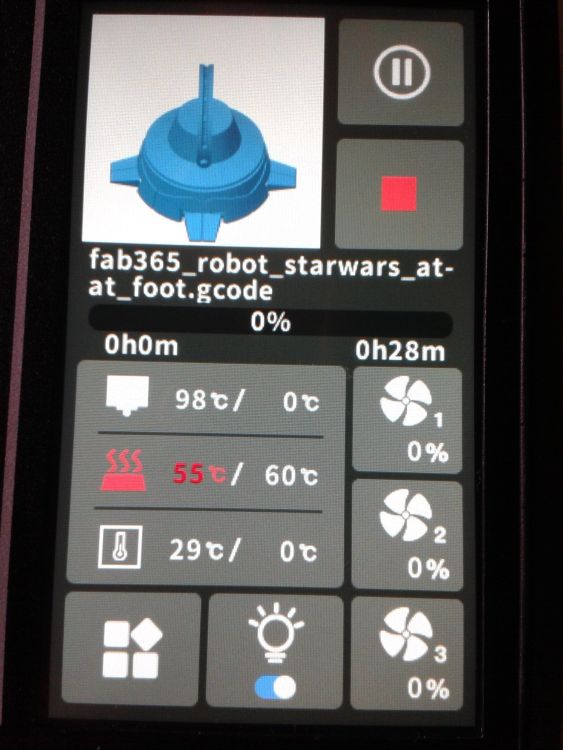
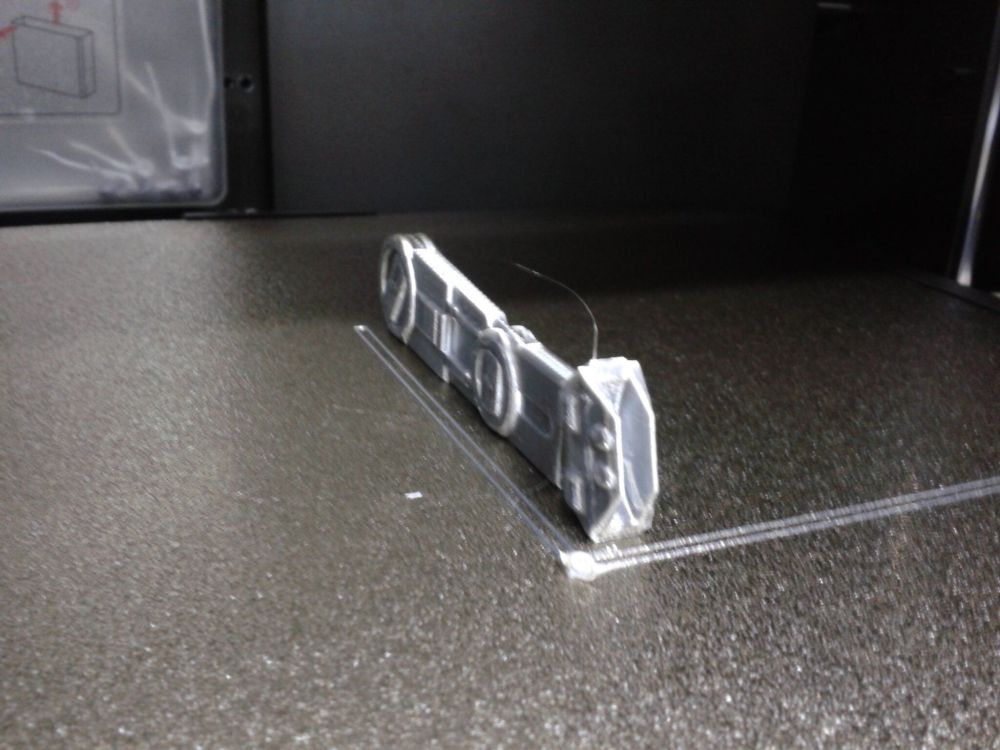
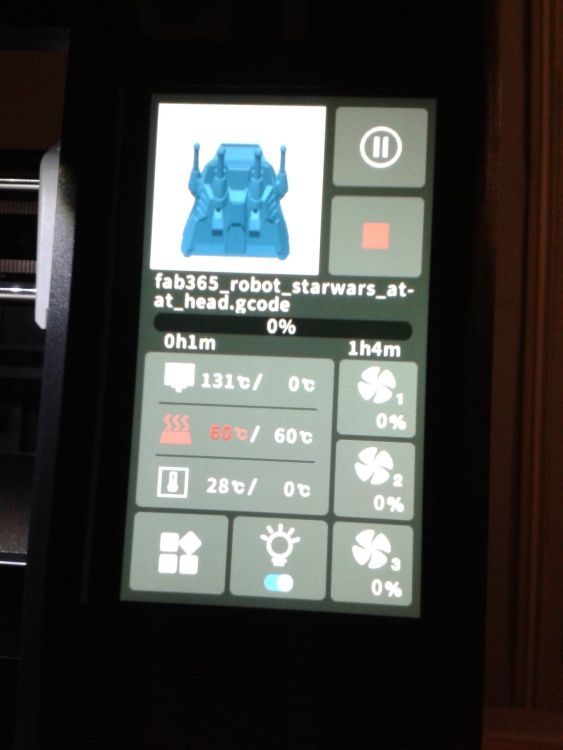
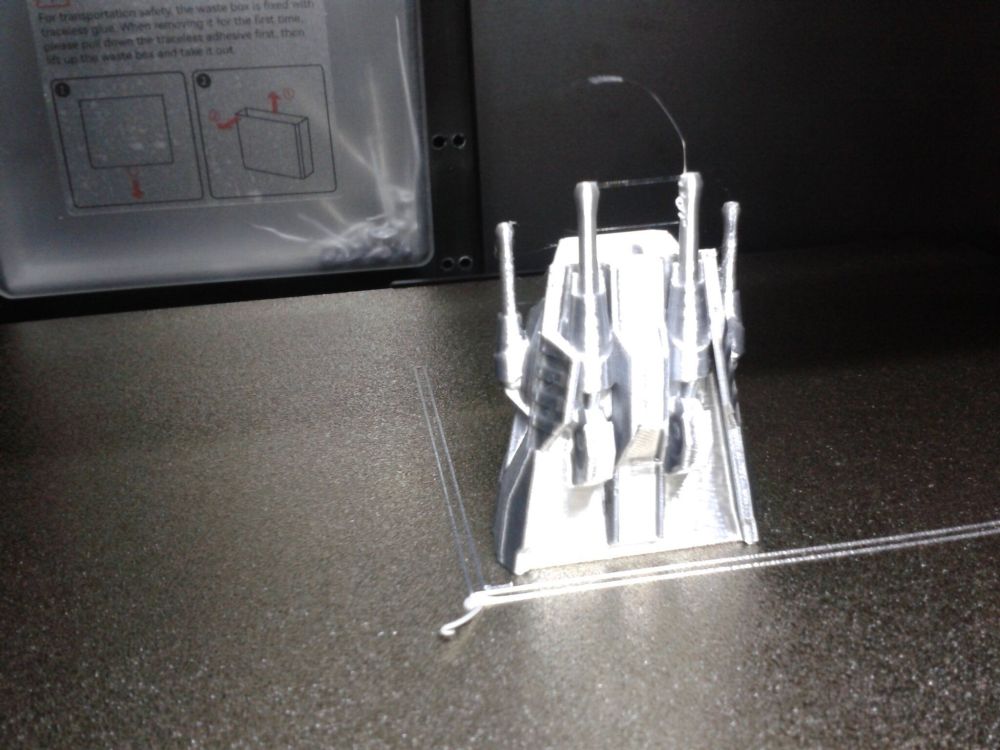
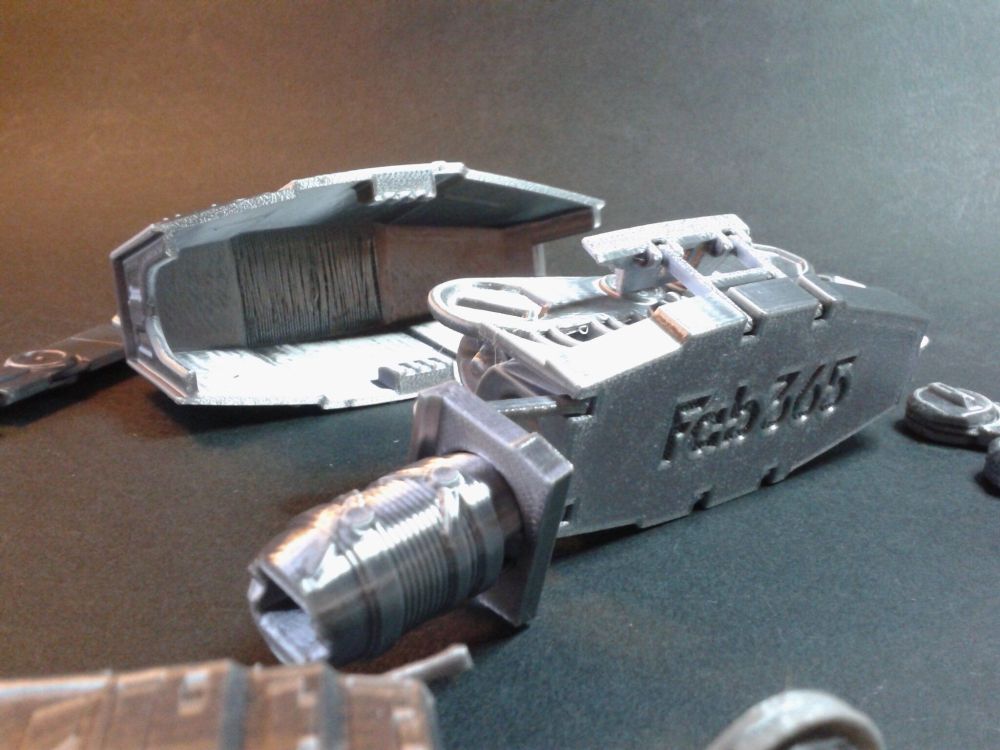
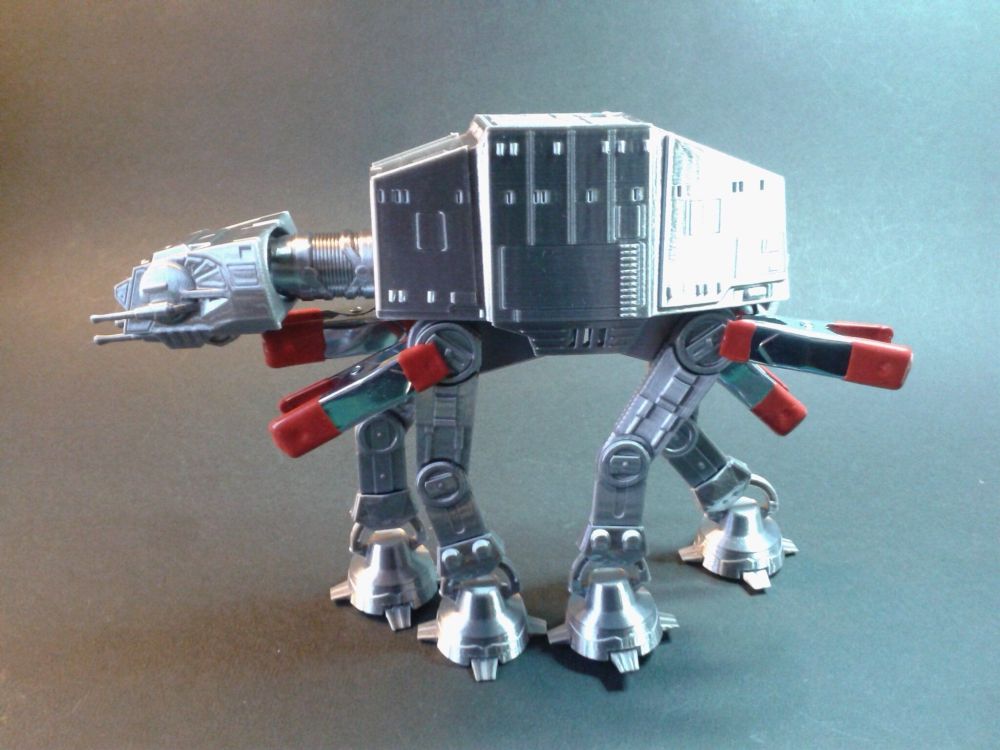
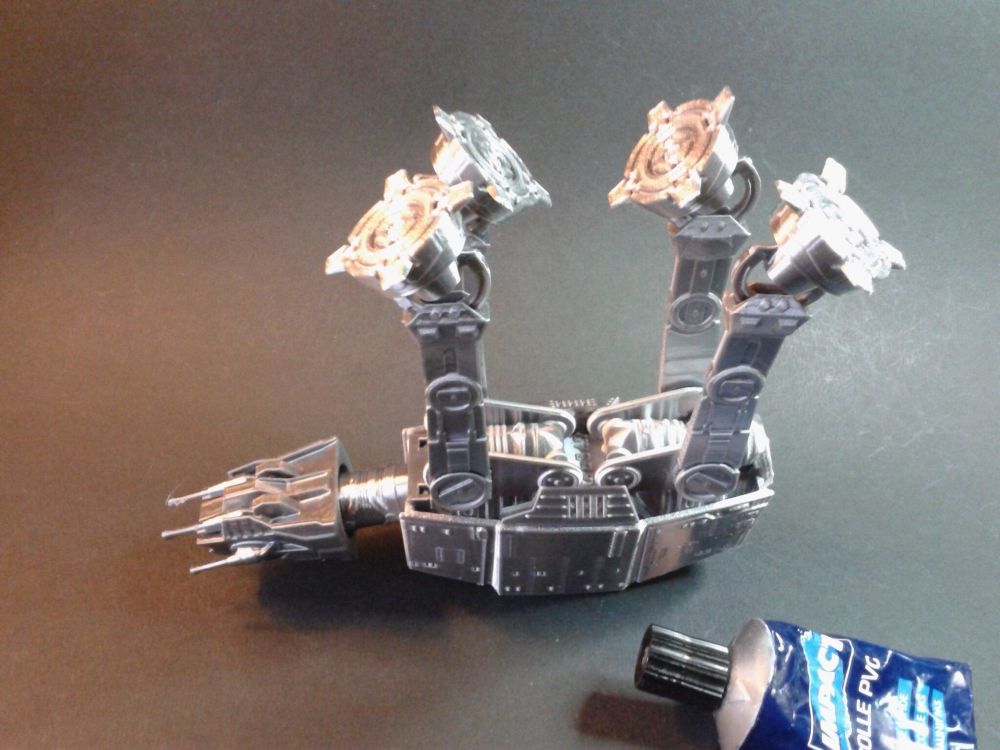
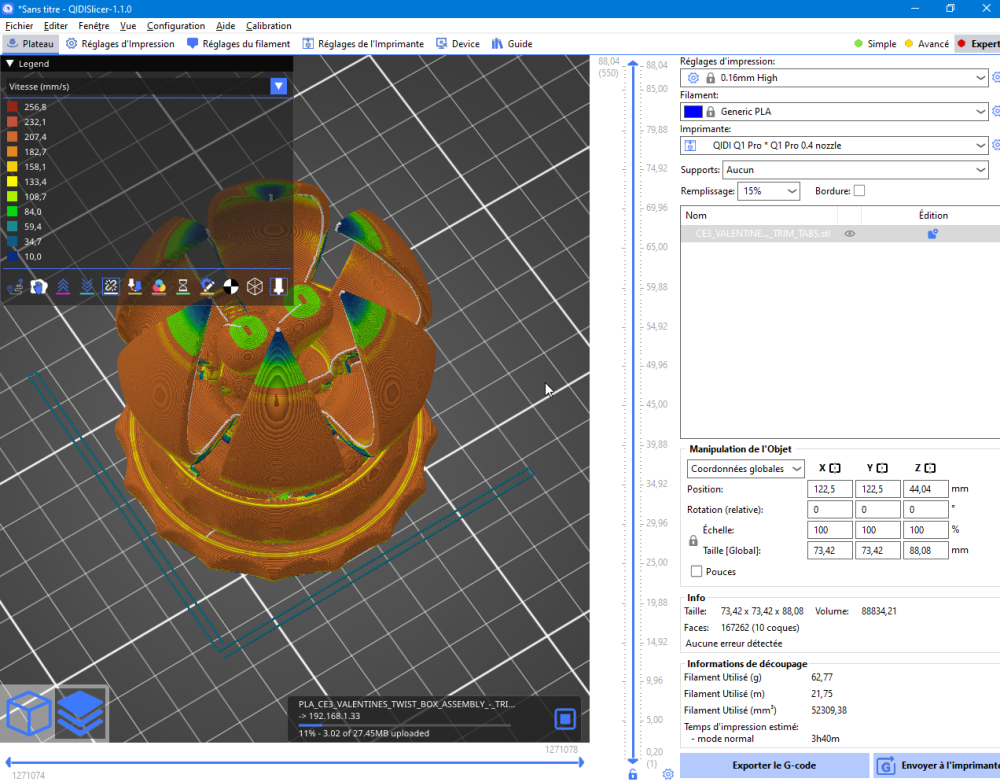
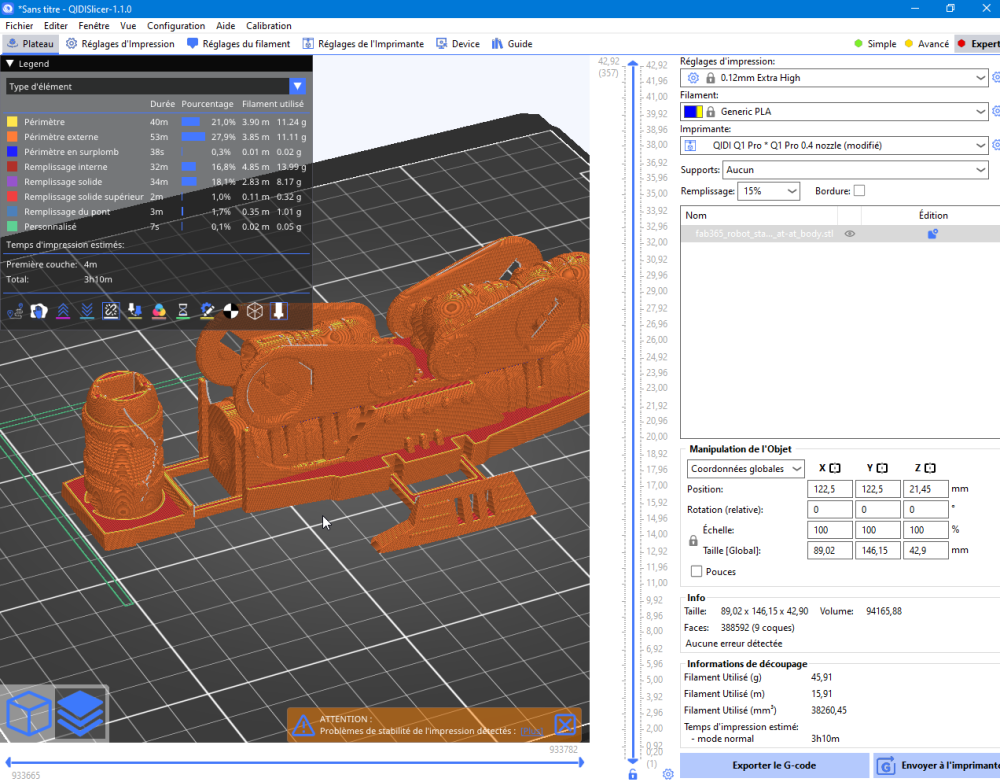
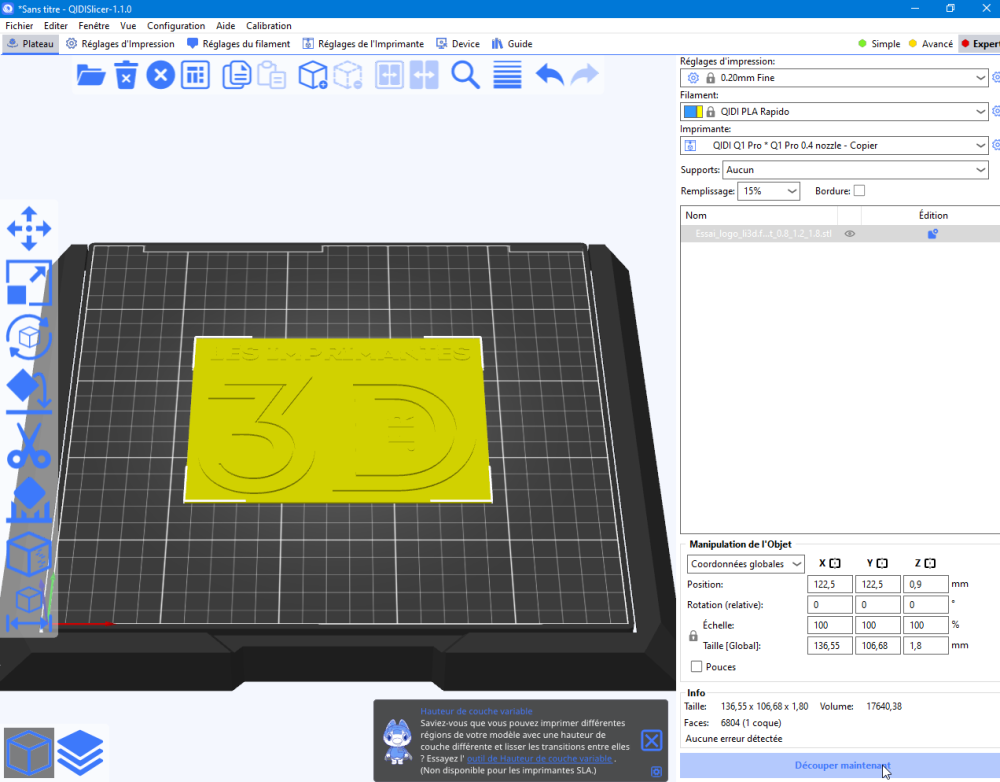
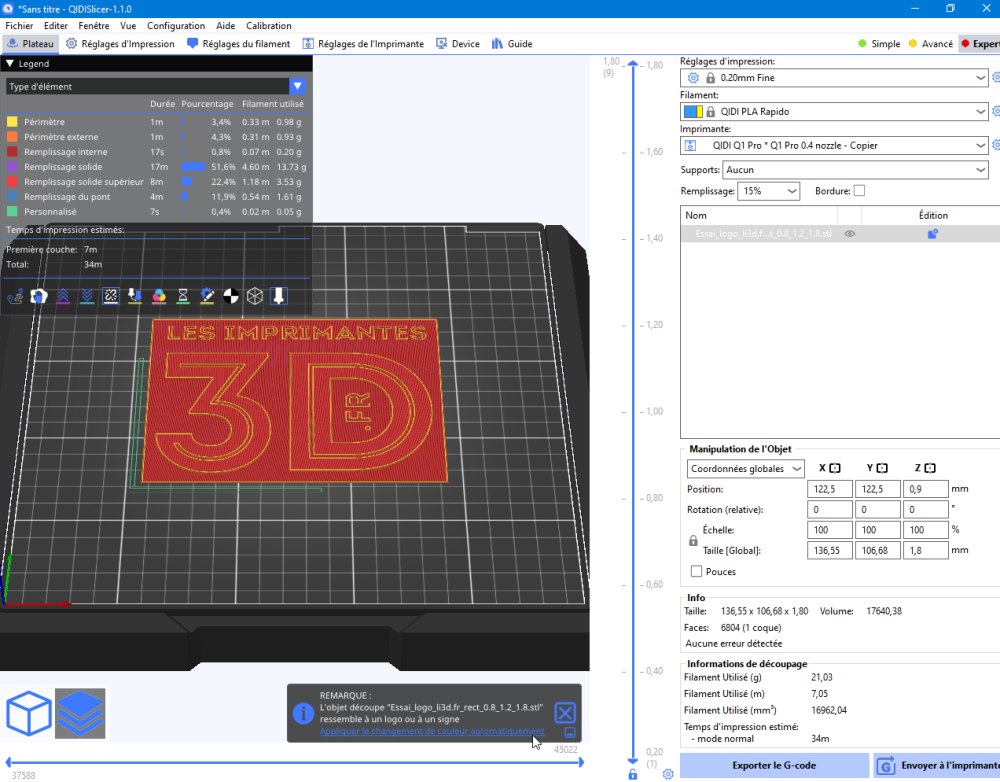
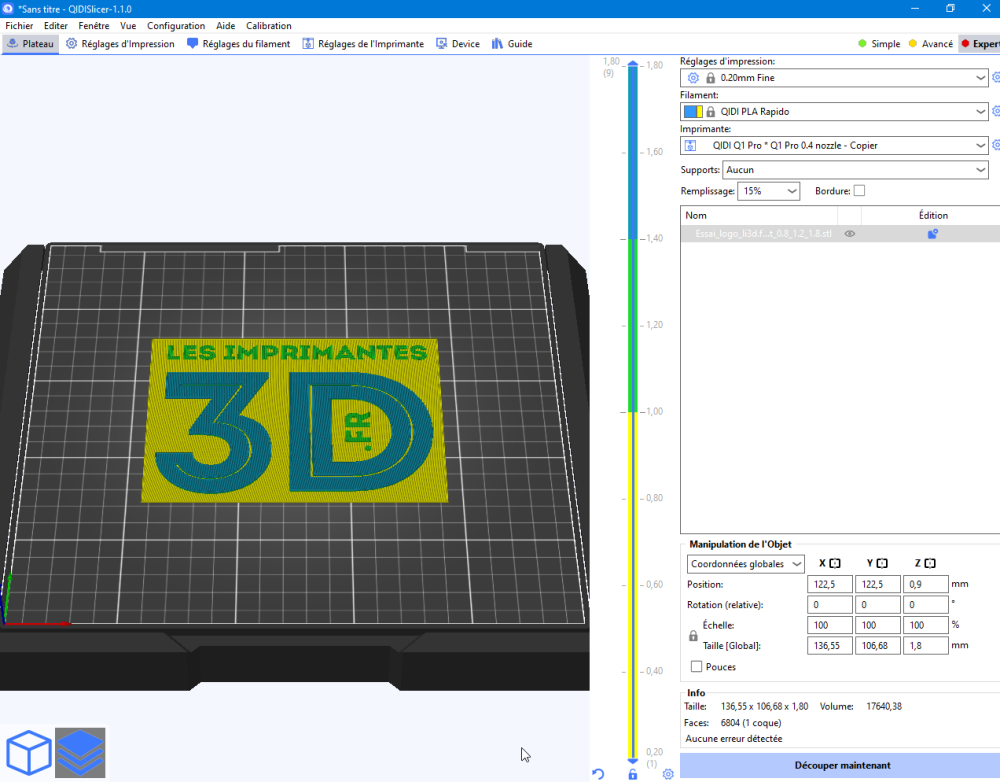
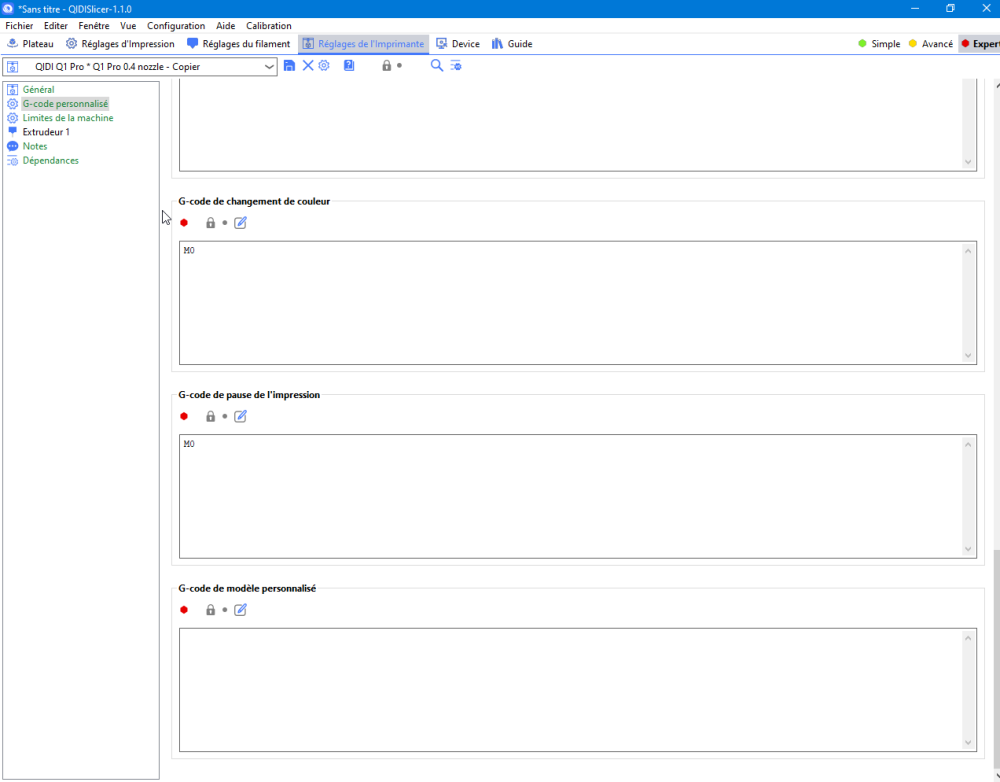
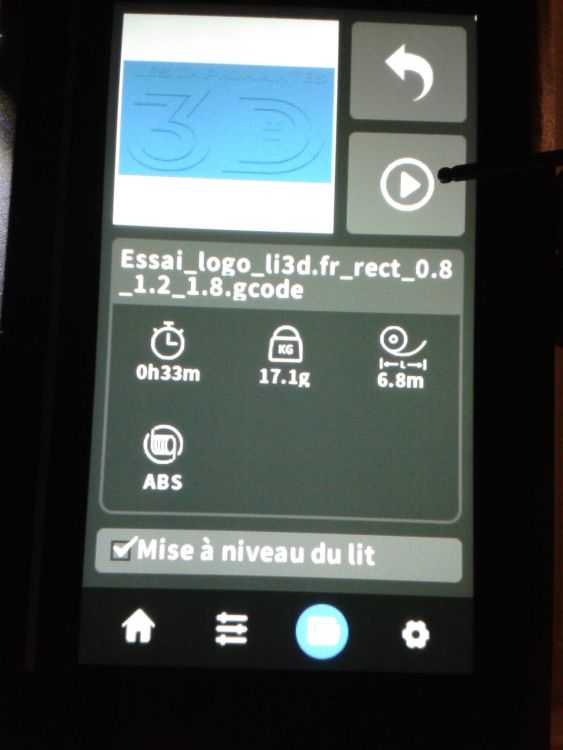
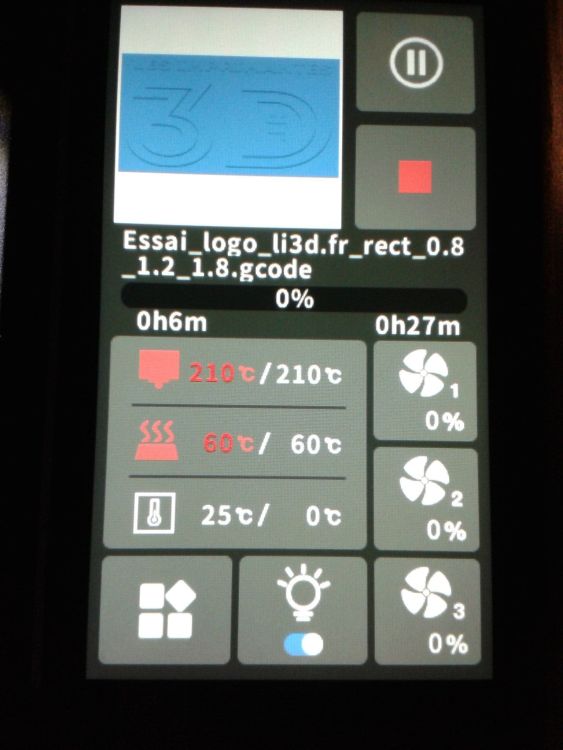
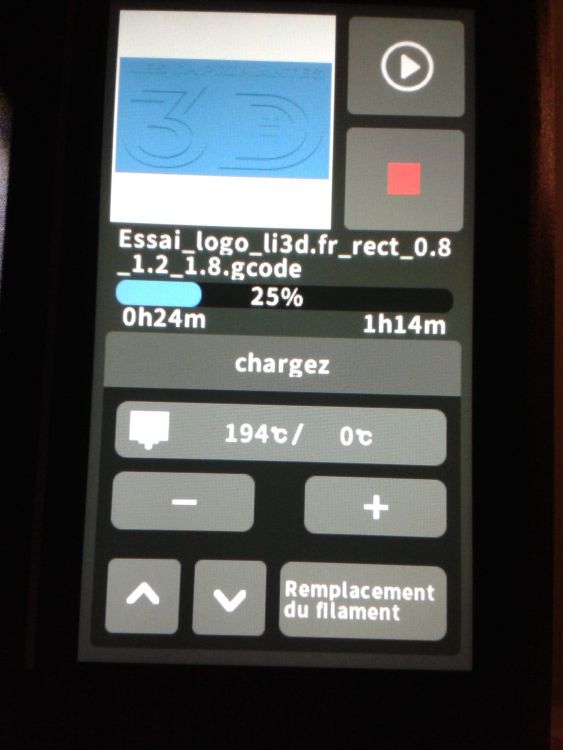
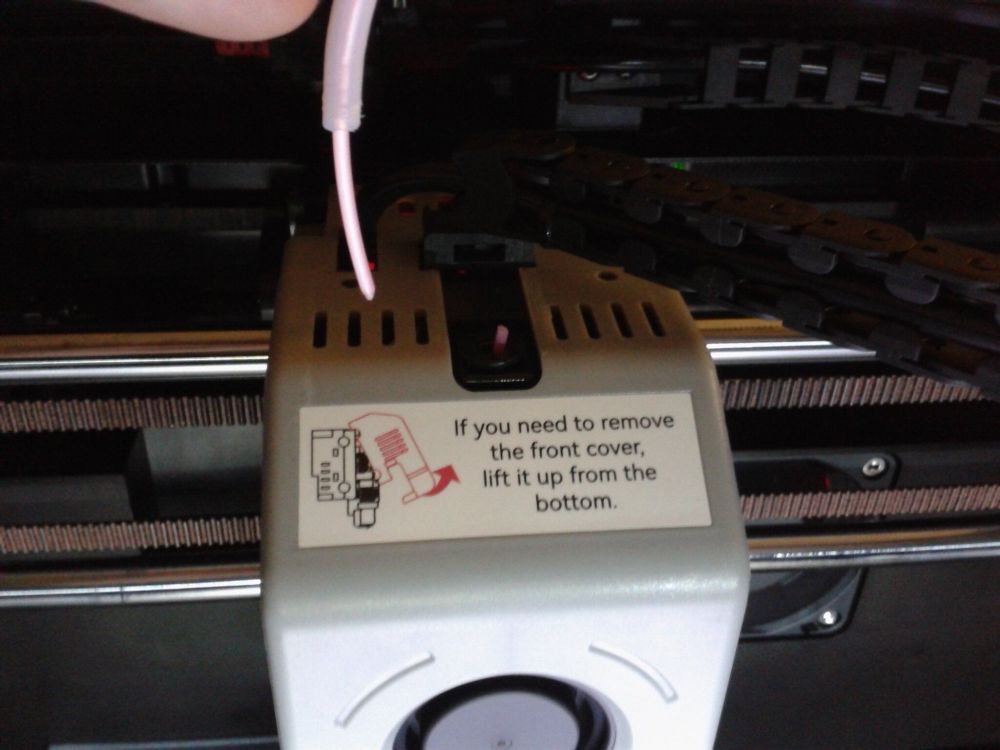
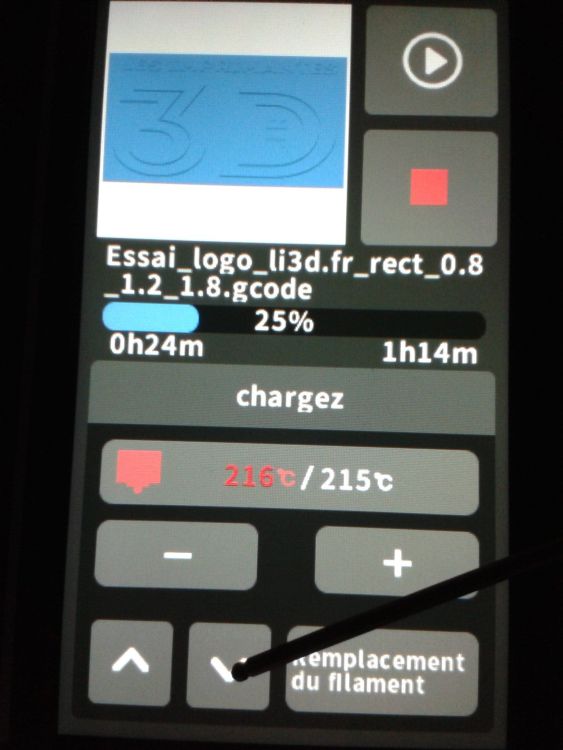
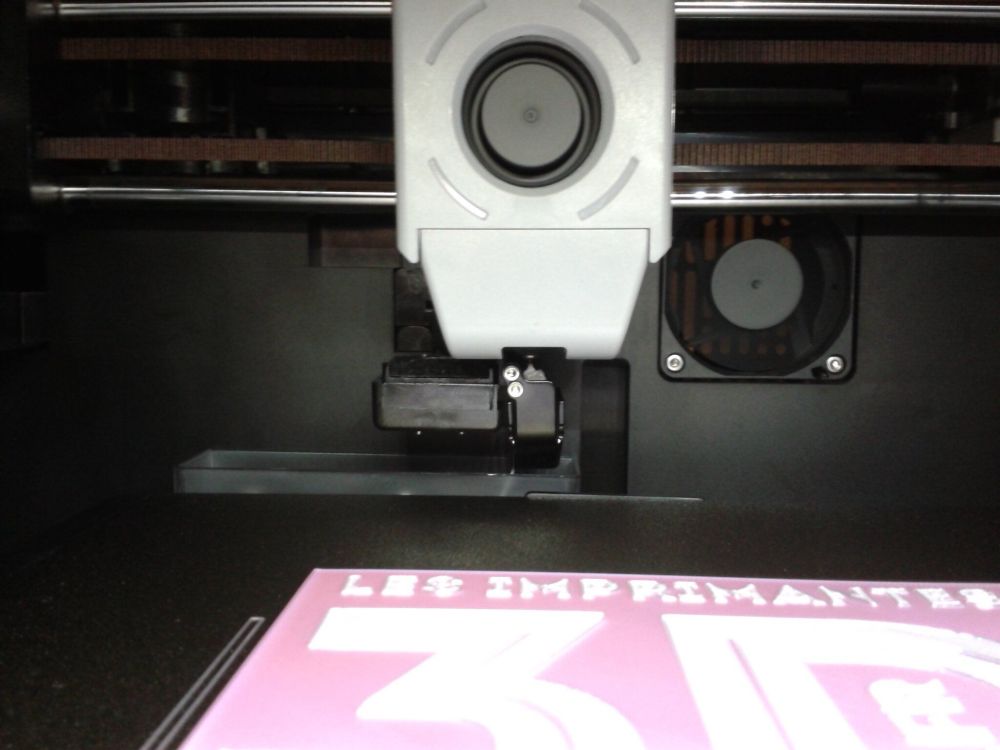
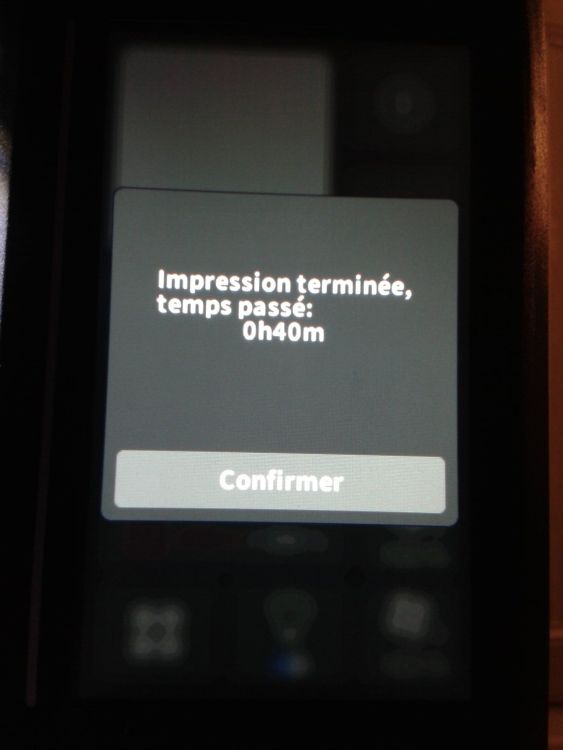
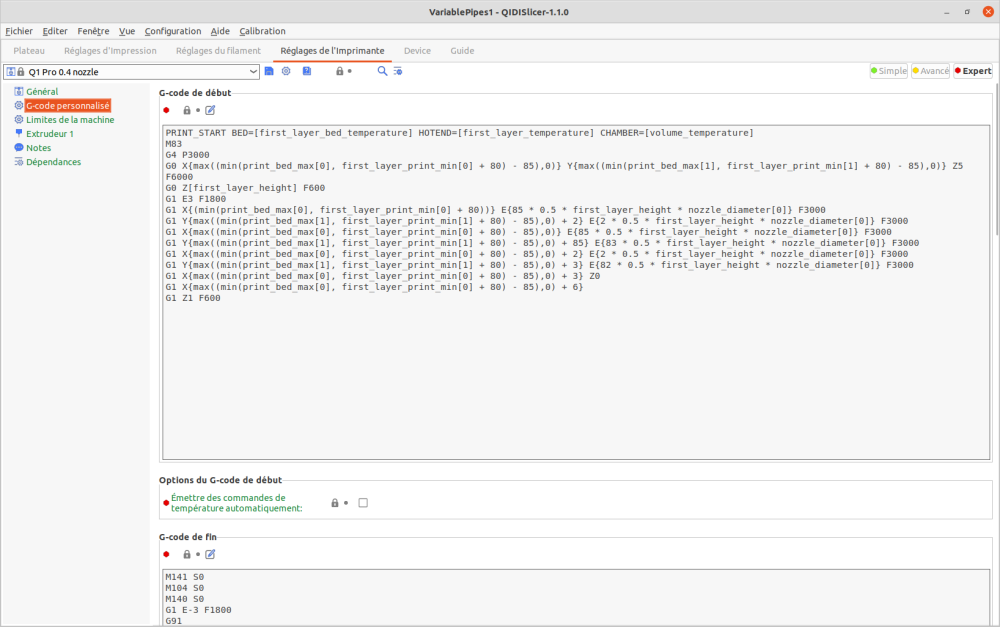
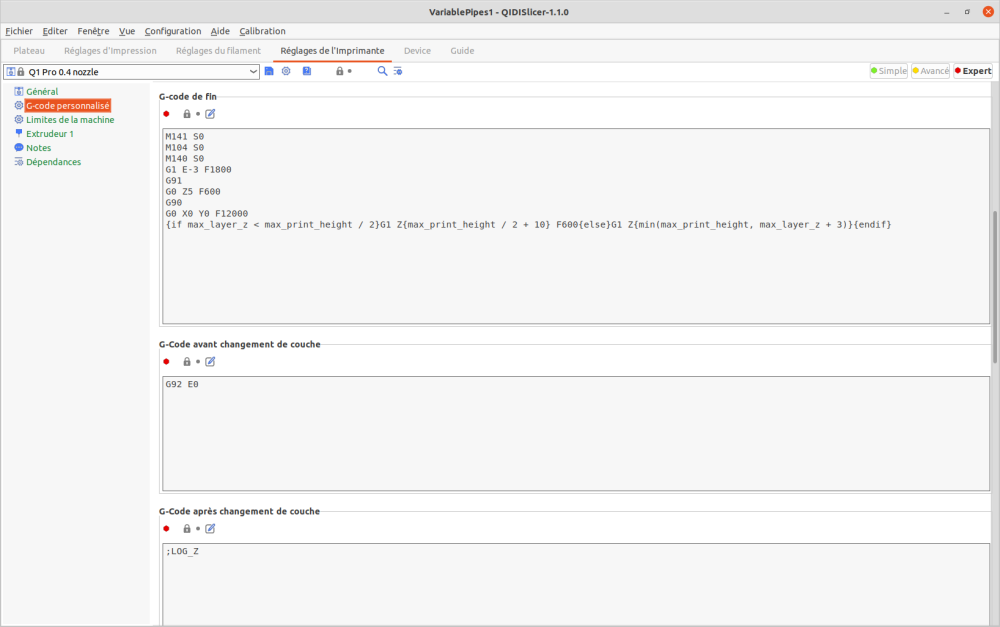
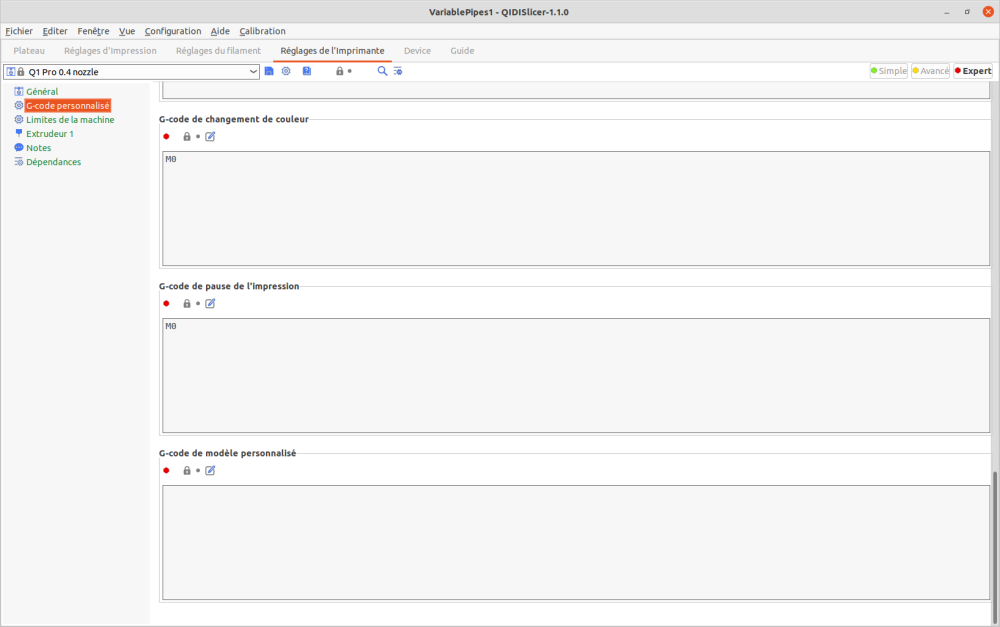
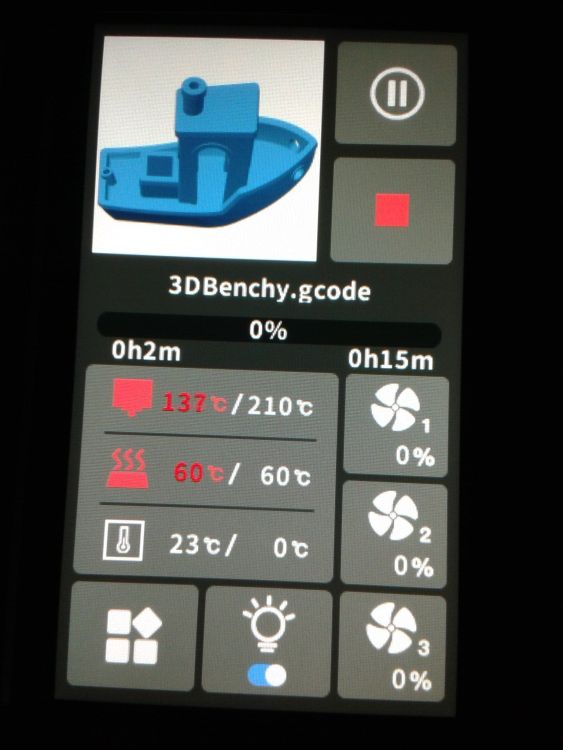
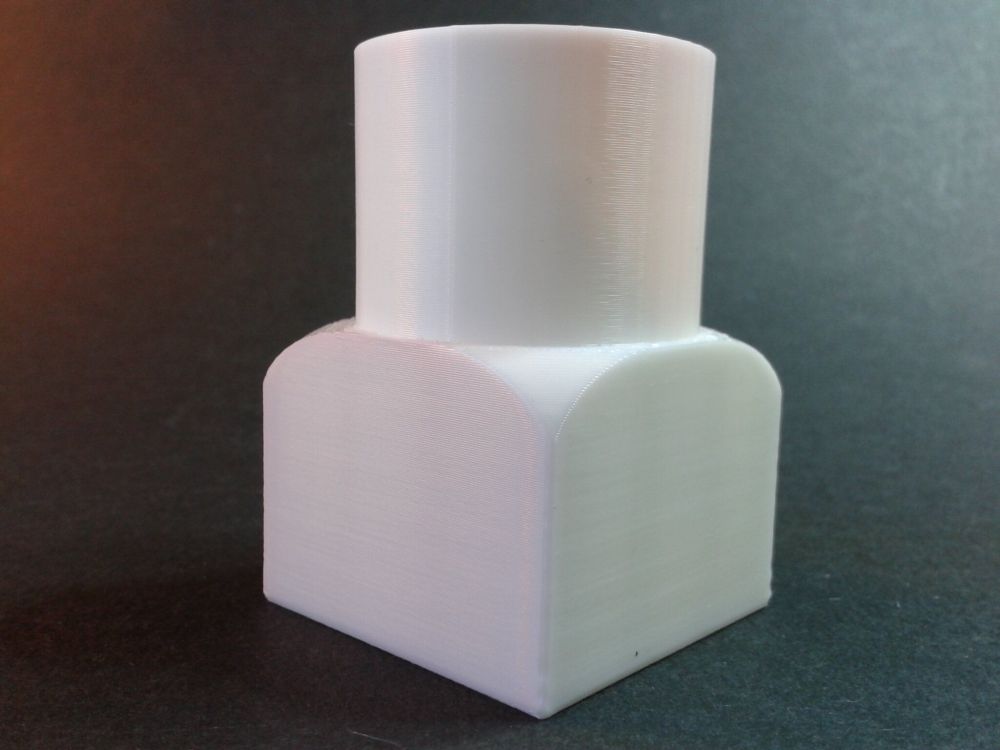
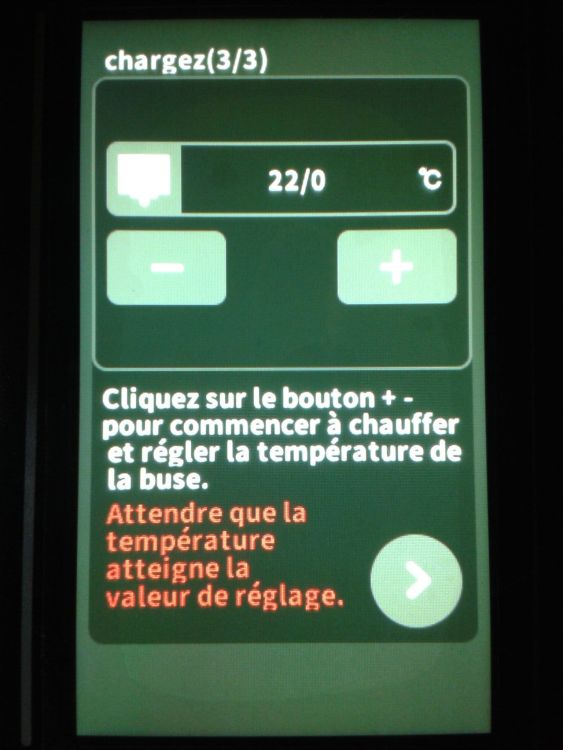
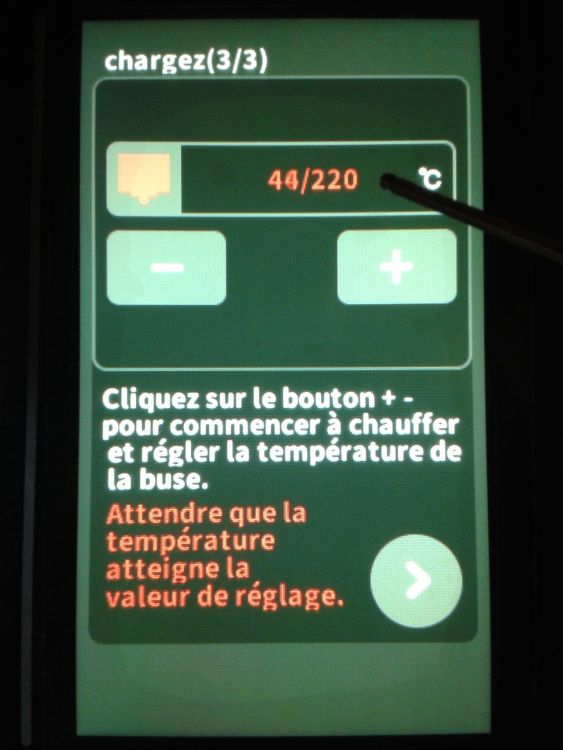
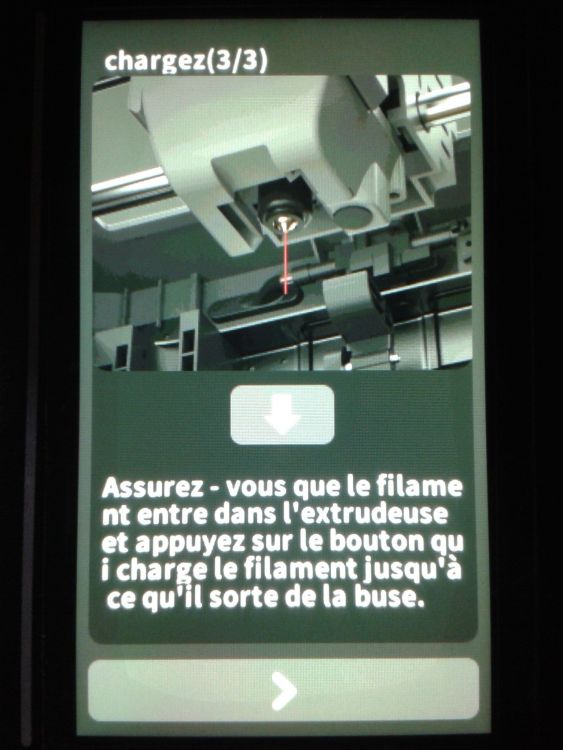
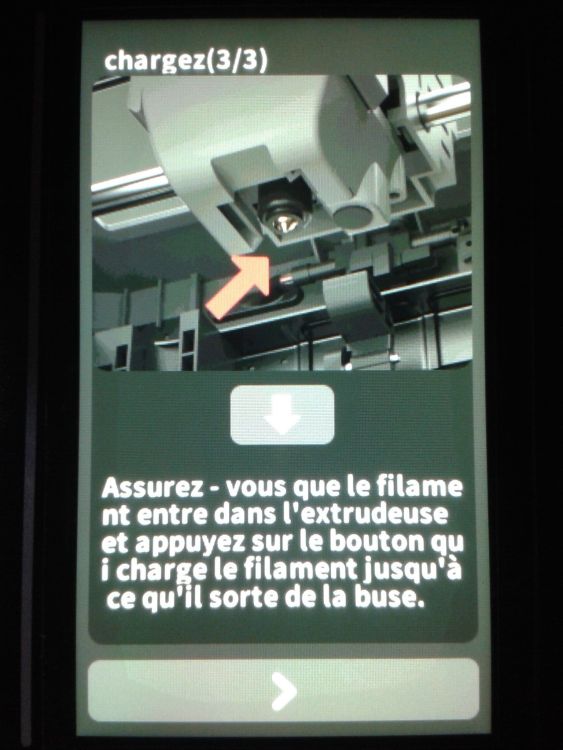
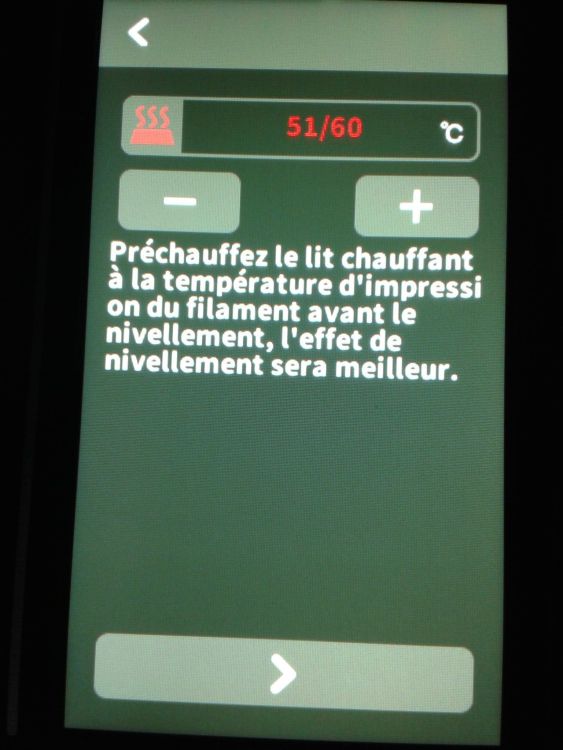
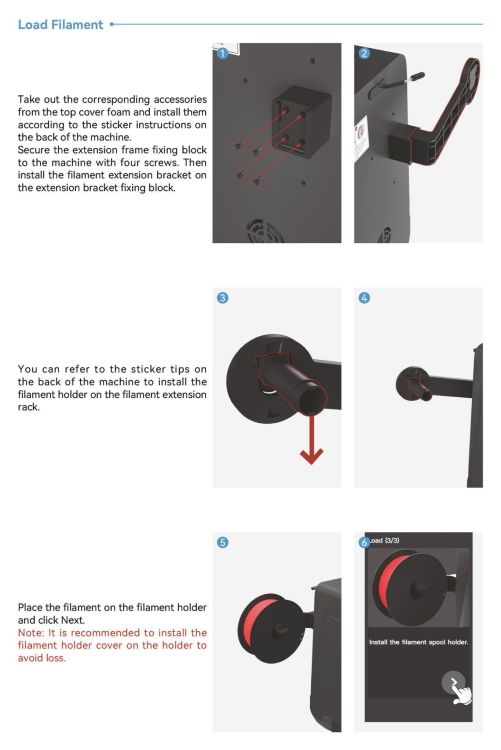
Autres impressions - (Acte I) - PLA L'ensemble des tranchages sont effectués avec QIDISlicer v1.1.0 de la clé USB, qui a cette date (18/03/2024) semble être la seule version qui embarque et dispose des profils machine, qualité et filament pour l'imprimante "Q1 Pro". Valentines Day Blooming Flower Gift Box by FragrantAbyss https://www.thingiverse.com/thing:3401852 Fichier "CE3_VALENTINES_TWIST_BOX_ASSEMBLY_-_TRIM_TABS.stl" Profil Réglage de l'impression "0.16 mm High" Profil Filament "Generic PLA" (Buse 210°C, Plateau 60°C, Vitesse volumétrique maximale 14 mm³/s) Echelle 100% Filament "PLA Silk rose ArianePlast" Après avoir délicatement découpé les petits morceaux retenant et stabilisant les éléments lors de l'impression (Sur le dessous et de chaque cotés de chaque roue cranté sous les pétales), avoir délicatement fait levier entre les deux anneaux de la base tout autour, avoir mis une touche de lubrifiant sur les engrenages et filetage pour réduire les frottements. J'ai une impression fonctionnelle. Star Wars ATAT - Print in place, Articulated par FAB365 https://www.printables.com/fr/model/655431-star-wars-atat-print-in-place-articulated Profil Réglage de l'impression "0.12 mm Extra High" Profil Filament "Generic PLA" (Buse 210°C, Plateau 60°C, Vitesse volumétrique maximale 14 mm³/s) Echelle 100% Filament "PLA Silk gris ArianePlast" Pour éviter de perdre trop de filament en cas de problème d'impression, j'ai imprimé chaque élément séparément. A posteriori, car cette imprimante ne m'a presque jamais fait de ratés d'impressions pour le moment (sauf erreur de ma part), si je dois réimprimer ce modèle sur cette imprimante, je chercherais a placer un maximum d’éléments sur un même plateau, pour gagner du temps (temps de, chauffe et nettoyage de la buse, leveling, manipulation de la machine et décollage de l'impression du plateau ...). (même fichier d'impression, imprimé 4 fois) // J'ai oublié de faire des photos de "leg_front-left" Après avoir délicatement débloqué les articulations des "pattes" avec une fine lame, vérifié l'assemblage et collé (tête et pattes). J'ai malheureusement partiellement cassé une articulation du milieu d'une patte (quand on plie l'articulation cela se sépare partiellement.), si je devais réimprimer ce modèle je m'orienterais vers du PETG en principe plus résistant que du PLA. Une de mes versions du logo de lesimprimantes3d.fr https://www.thingiverse.com/thing:6228500 Profil Réglage de l'impression "0.2 mm Fine" Profil Filament "QIDI Rapido PLA" (Buse 210°C, Plateau 60°C, Vitesse volumétrique maximale 24.5 mm³/s) Echelle 100% Filaments "PLA Silk Rose ArianePlast", "PLA Silk Blanc ArianePlast", "PLA Silk Gris ArianePlast". J'ai grandement apprécier, après un premier tranchage, l'info bulle qui m'a proposé d'automatiquement ajouter des changements de filament car le modèle a était détecté comme étant un logo. Si on regarde les "Réglage de l'imprimante", onglet "G-code personnalisé" c'est un "M0" qui est utilisé pour le "G-code de changement de couleur" avec la "Q1 Pro". ( Ignorer le fait que la photo suivante indique "ABS" comme type de filament, j'avais fait une erreur de choix de fichier et je n'ai pas refait la photo pour le fichier finalement imprimé. // A FAIRE > Refaire cette Photo ) ... Première pause-> Lors d'une "pause" suite a la lecture d'un g-code "M0" dans le fichier d'impression. la tête d'impression vient se parquer sur le système de nettoyage de la buse il y a mise a zéro de la température de consigne pour la buse (arrêt de la chauffe de la buse) l'icone pour mettre en pause se transforme en icone "play" (a utiliser pour relancer l'impression) et une partie de l’écran affiche des icônes pour relancer la chauffe de la buse, diminuer "-" ou augmenter "+" la température de la buse extruder "v", éjecter "^", Remplacer le filament J'ai fait un clic sur la zone "194°C/ 0°C" pour relancer la chauffe, déconnecter le tube PTFE du pneufit, coupé le filament a l'arrivé de l'extrudeur, changé de bobine, et quand a température , utiliser plusieurs fois l'icone "v" pour extruder jusqu’à pouvoir insérer le nouveau filament et qu'il soit entraîné par l'extrudeur et avoir purgé pour obtenir en sortie du nez de la buse un boudin extrudé de mon nouveau filament reconnecter le tube PTFE au pneu-fit et finalement cliqué sur l'icone "play" pour continuer l'impression En sortie de pause il y a nettoyage de la buse sur le patin et reprise de l'impression a la position juste avant la pause sur la lecture du g-code "M0". (Juste après avoir cliqué sur "Play" -> ) ( second changement de filament fin d'impression -> ) ...

































 1 point
1 point -
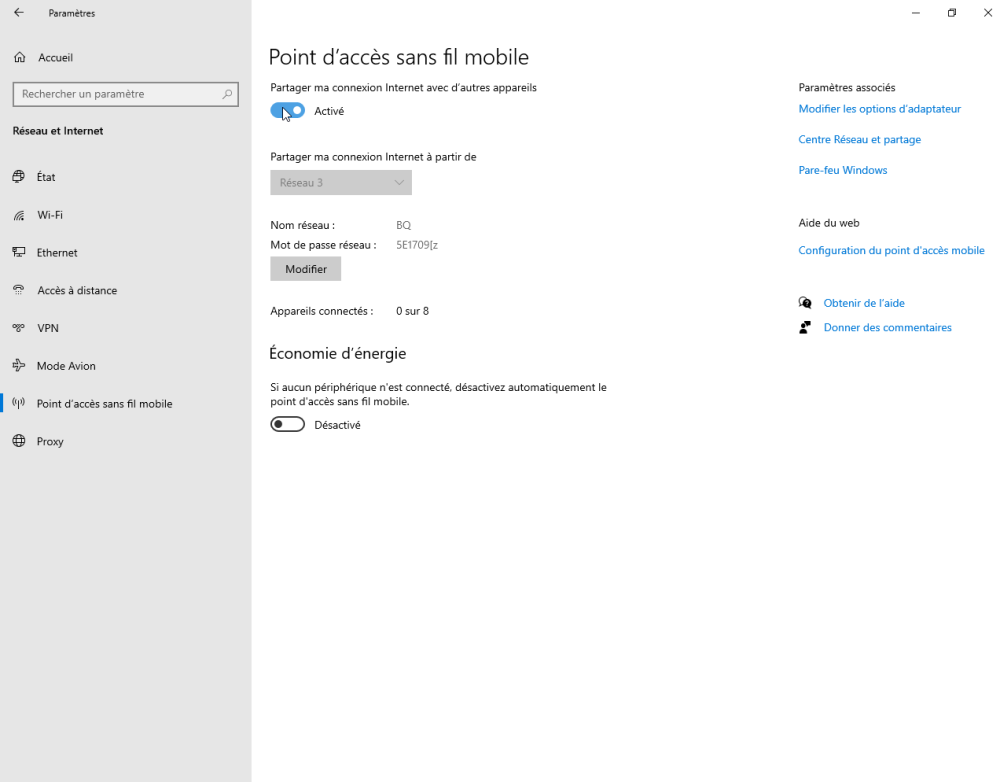
Difficultés et autres remarques Pour l'instant, rien de critique Avec déjà 57 impressions effectuées. Soit ~ 70h de temps d'impression (dons quelques échecs majoritairement dus, à mes erreurs, ou inexpérience avec certains types de filaments), la "Q1 Pro" me semble fonctionner parfaitement sans ajustement. Juste des petits détails et pinaillages de ma part - Le champs de saisie d'une clé Wi-Fi est limitée a un maximum de 36 caractère depuis écran de contrôle. ( Mon réseau Wi-Fi principal a une clé de 39 caractères. J'ai eu besoin de faire temporairement un point d'accès Wi-Fi sur un PC ayant un périphérique Wi-Fi, pour y connecter temporairement la machine, pour ensuite depuis ce PC, via ssh modifier le fichier "/etc/wpa_supplicant/wpa_supplicant-wlan0.conf" pour y saisir le SSID et la clé (psk) de plus de 36 caractères, afin de finalement connecter l'imprimante à mon réseau Wi-Fi principal. Chose relativement compliquée à réaliser pour un débutant, qui ne voudrait pas modifier sa clé Wi-Fi trop longue, car il a déjà plein de périphériques connectés à son Wi-Fi. ) - J'ai à un moment perdu le Wi-Fi ( aucun réseau détecté, n'affiché pas d'IP (même pas le "255.255.255.255" qui semble vouloir dire que la machine n'est connectée à aucun réseau Wi-Fi). J'ai eu besoin d'ouvrir l'arrière de la machine, constater que si je branche le dong Wi-Fi sur le port USB en haut de la machine, après redémarrage cela fonctionne, remettre le dong Wi-Fi sur le port USB de la carte-mère, mais en prenant soin de ne pas l'enfoncer complètement (un genre de faux contacte si trop enfoncé dans le port USB 3.0 ? ou un contacte ou une soudure qui a bougé sur les vibrations et changement de température de la machine et le fait d'avoir débranché rebranché a refait le contacte ?) ) - Délais de chargement des images/vignettes des fichier d'impression sur l’écran tactile, qui bloque les autres actions le temps du chargement des images. - ? Pas de possibilité de renommer ou effacer un fichier depuis l'écran tactile de contrôle - Quand on lance une impression, cela copie le fichier d'impression dans le dossier "/home/mks/gcode_files/.cache" hébergé sur la mémoire interne. Mais le cache ne garde que le dernier fichier imprimé et donc si on imprime depuis une clé USB on ne semble pas pouvoir depuis l’écran de contrôle tactile copier les fichiers vers la mémoire interne. Mais on peut le faire depuis l'interface web de Fluidd ou via ssh. - Quand il y a un fichier d'impression dans le dossier ".cache", on a sa vignette d'affiché sur l’écran d'accueil et si on clic sur cette vignette on peut relancer cette même impression. - Il n'y a pas de levier de débrayage (du serrage des roues dentées d'entrainement du filament) sur l'extrudeur. - (A vérifier mais il semble qu') il n'y ai pas de système de vis pour ajuster le serrage/mordant des roues d’entrailles du filament de l'extruder. - Il faut éviter de changer le filament en éjectant ( j'ai eu quelque blocage de filament, car un petit bout de filament reste dans l'entré du heatbreak ou le bout de filament fait un bourrelet et est difficile a extraire) plutôt couper a ras et via l’écran extruder, pour purger le morceau de l'ancien filament restant dans la tête d'impression, et pousser ensuite le nouveau filament et extruder de nouveau via l’écran pour terminer la purge de l'ancien filament et amorcer le nouveau filament. - Mot de passe par défaut pour l'utilisateur root et mks a changer pour des raison de sécurité # Si connecté en ssh en utilisateur root passwd root passwd mks # Si connecté en ssh en utilisateur mks sudo passwd root passwd mks # ou simple, pour changer le mot de passe de l'utilisateur connecté passwd - ? avoir la possibilité d'ajouter un mot de passe d'accès sur interface fluidd ? - La date système de la machine semble avoir du mal a se mettre a l'heure ( voir ... méthode alternative2 de fran6p https://github.com/fran6p/Qidi_X-Max3/blob/main/OS/date-heures-synchronisees.md#alternative2 ) # Extrait de https://github.com/fran6p/Qidi_X-Max3/blob/main/OS/date-heures-synchronisees.md#alternative2 # Les paquets ntp et chrony si installés doivent être désinstallés, inutiles, ils empêchent la synchronisation horaire. sudo apt remove ntp chrony # Utiliser la commande timedatectl de systemd ## lister les zones horaires : timedatectl list-timezones ## paramétrer la zone horaire : timedatectl set-timezone Europe/Paris ## activer la synchronisation horaire via serveurs de temps (ntp) : timedatectl set-ntp 1 ## régler la date et l'heure (inutile si un accès réseau est disponible utilisant la synchro ntp) : timedatectl set-time '2024-02-20 18:15:22' ## Le démarrage manuel de systemd-timesyncd n'est pas nécessaire, timedatectl s'en charge ## Pour vérifier que tout est correct, un simple timedatectl affichera les infos : timedatectl ~~~ mks@mkspi:~$ timedatectl Local time: Thu 2024-02-22 18:09:36 CET Universal time: Thu 2024-02-22 17:09:36 UTC RTC time: Thu 2024-02-22 17:09:14 Time zone: Europe/Paris (CET, +0100) System clock synchronized: yes NTP service: active RTC in local TZ: no ~~~ date - petit micmac du propriétaire et groupe propriétaire de certain fichiers dans le dossier et sous-dossier de "/home/mks/" ( cf https://github.com/fran6p/Qidi_X-Max3/blob/main/OS/droits-utilisateur.md ) Pour changer le propriétaire d'un fichier, voir les commande "chown" et "chgrp" Pour changer les droits d'un fichier, voir la commande "chmod" - ? Sauver avant de mettre a jours le firmware ? ( voir le ghithub de fran6p https://github.com/fran6p/Qidi_X-Max3/blob/main/OS/sauvegarder_bdd_moonraker.md )
 1 point
1 point -
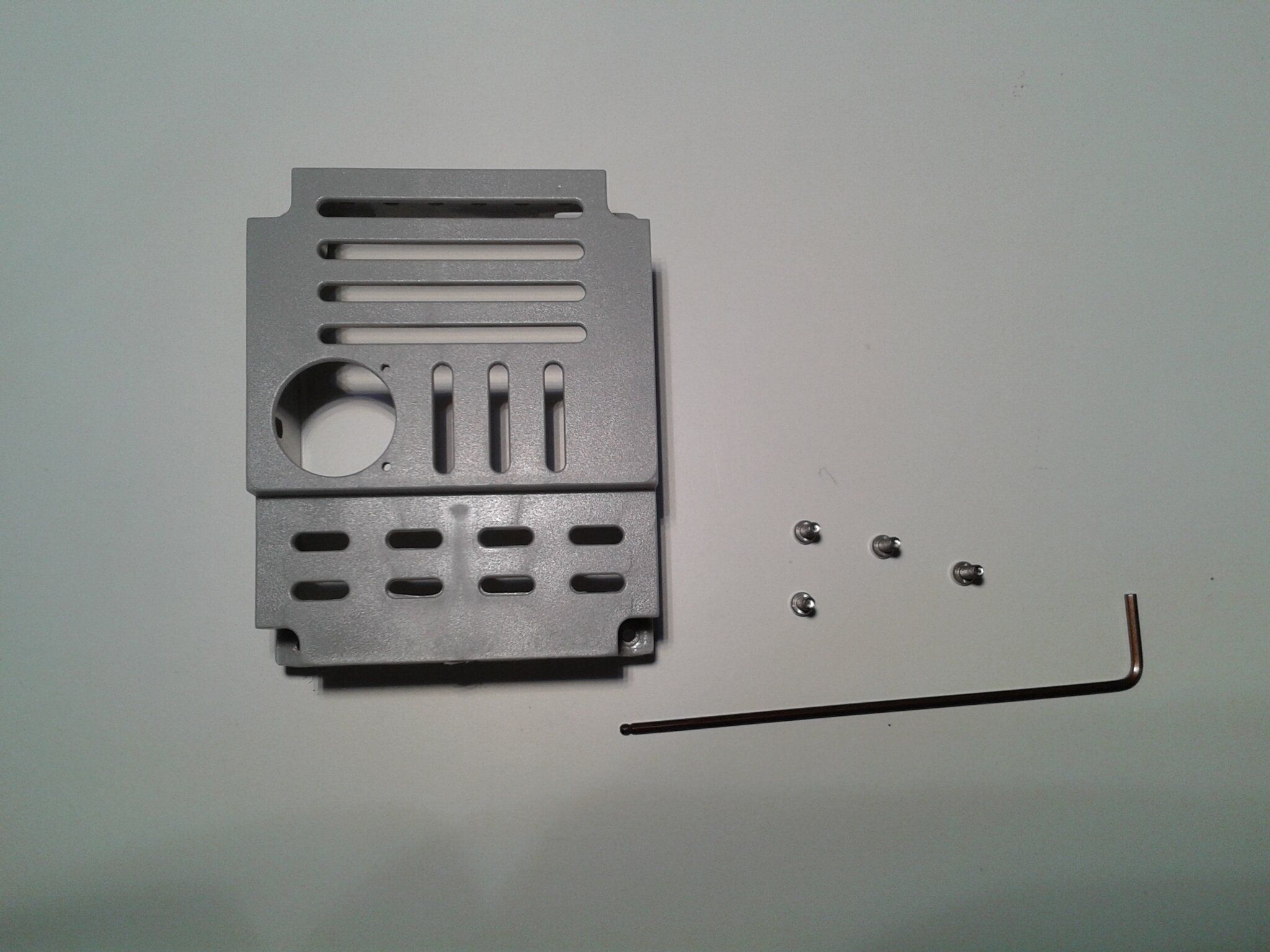
Accessoires optionnels ou "Upgrades" A cette date (25/03/2024) sur la page des composants imprimables en option de la Q1 Pro sur le wiki de Qidi Tech. Activated Carbon BOX ( boite pour un filtre a charbon actif a installer en enlevant le panneau arrière de l'imprimante) Side Filament Holder ( un support de bobine latéral. Qui, a vérifier, dois permettre d'utiliser des plus grosses bobines que les habituelles 1 kg) Chamber Heater Cover Et pour le moment rien d'autre d'officiel. A voir une webcam avec une meilleur résolution et/ou vision nocturne ? ( Il semble que la caméra soit configuré avec une résolution en dessous des capacité de la caméra, pour permettre un meilleur taux de rafraîchissement. A tester, mettre la résolution max. ) la possibilité de la placer ailleurs que dans le coin avant droit ? ( car avec le ruban LED en place cela fait un petit contre jours ) un truc pour tenir sur un des cotés de la machine le couvercle (quand il faut l'enlever pour les impressions PLA/PETG/TPU ... ) et la doc voir aussi les outils. ? poignées ( enfin ce n'est pas vraiment un problème de déplacer la machine en la saisissant par le bas ... ) j'aurais aimé un "speaker" avec modulation de fréquence ( et une macro M300 ) une pile qui fait que la date n'est pas perdue et oblige d'avoir une connexion Wi-Fi et d'avoir fait une modif de l'env pour résoudre un petit conflit qui gène la mise a jours de l'heure ( voir l'alternative 2 de https://github.com/fran6p/Qidi_X-Max3/blob/main/OS/date-heures-synchronisees.md#alternative2 ) que interrupteur marche/arrêt soit ailleurs ( là il est a l'arrière gauche de la machine, mais orienté de sorte que si l'on vient par la gauche, le bouton se trouve après la prise du câble secteur. Je vais probablement regarder, pour faire, si c'est possible, une rotation de l'ensemble de "l'interrupteur porte fusible" pour avoir le bouton avant la prise du câble secteur.)
 1 point
1 point -
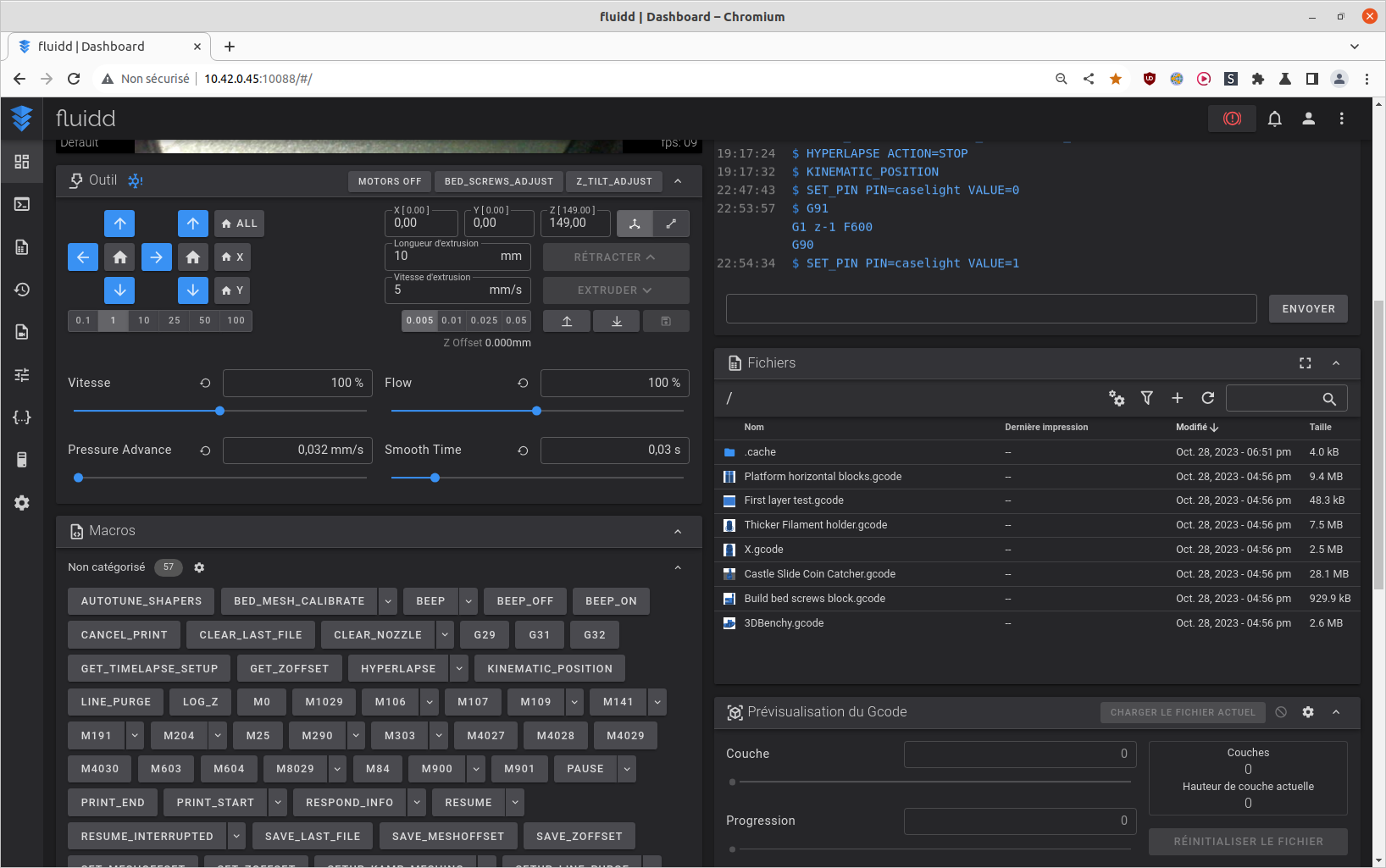
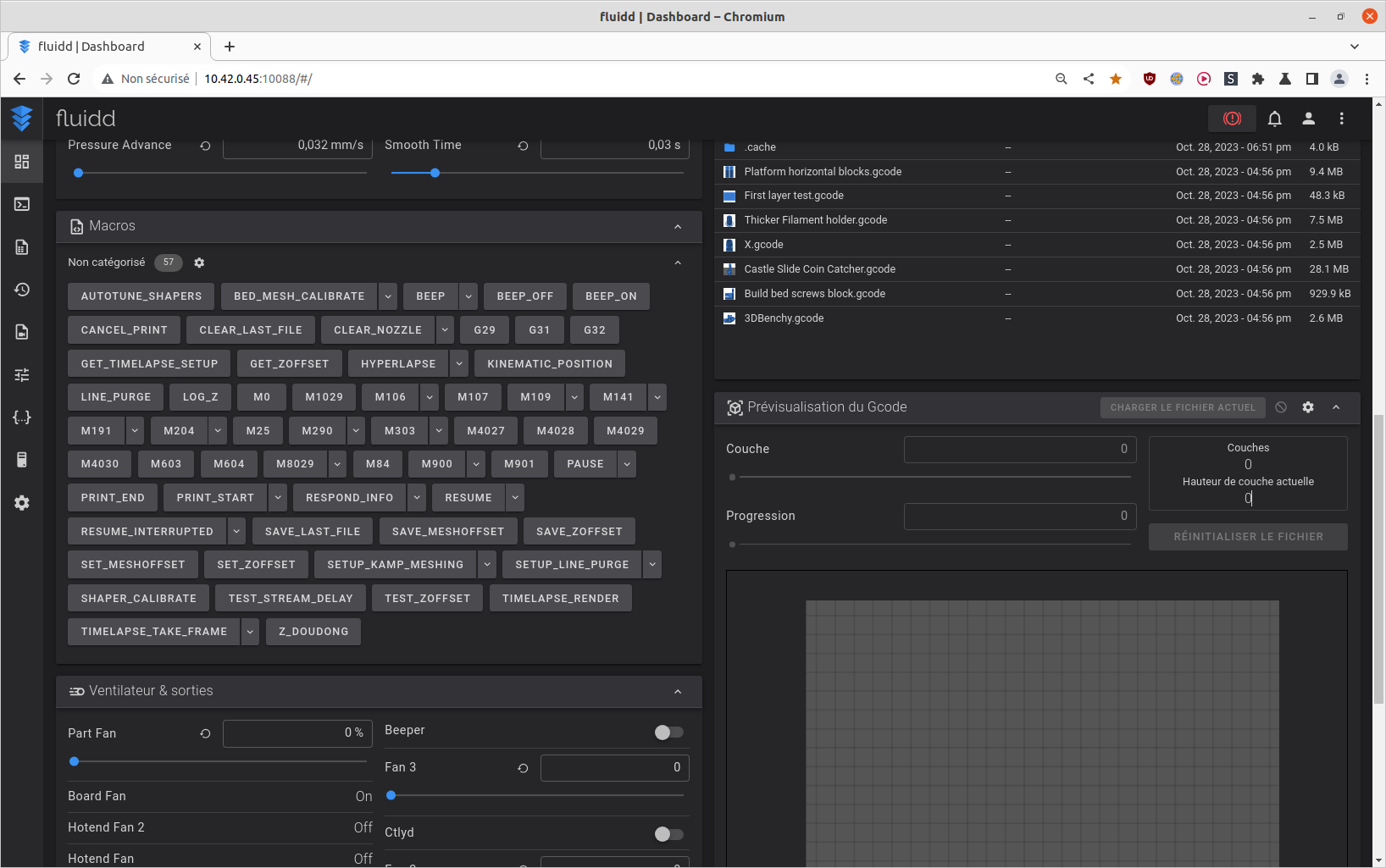
Configuration Klipper Pour les utilisateurs expérimentées le contenu de certains fichiers de configuration Klipper de la "Q1 Pro" (firmware v4.4.13) printer.cfg gcode_macro.cfg ( Analyse de @fran6p sur les fichiers de configuration Klipper de la mise à jour du firmware v4.4.15 Pour référence son analyse des fichiers de configuration Klipper pour la "X-Max 3" )1 point
-
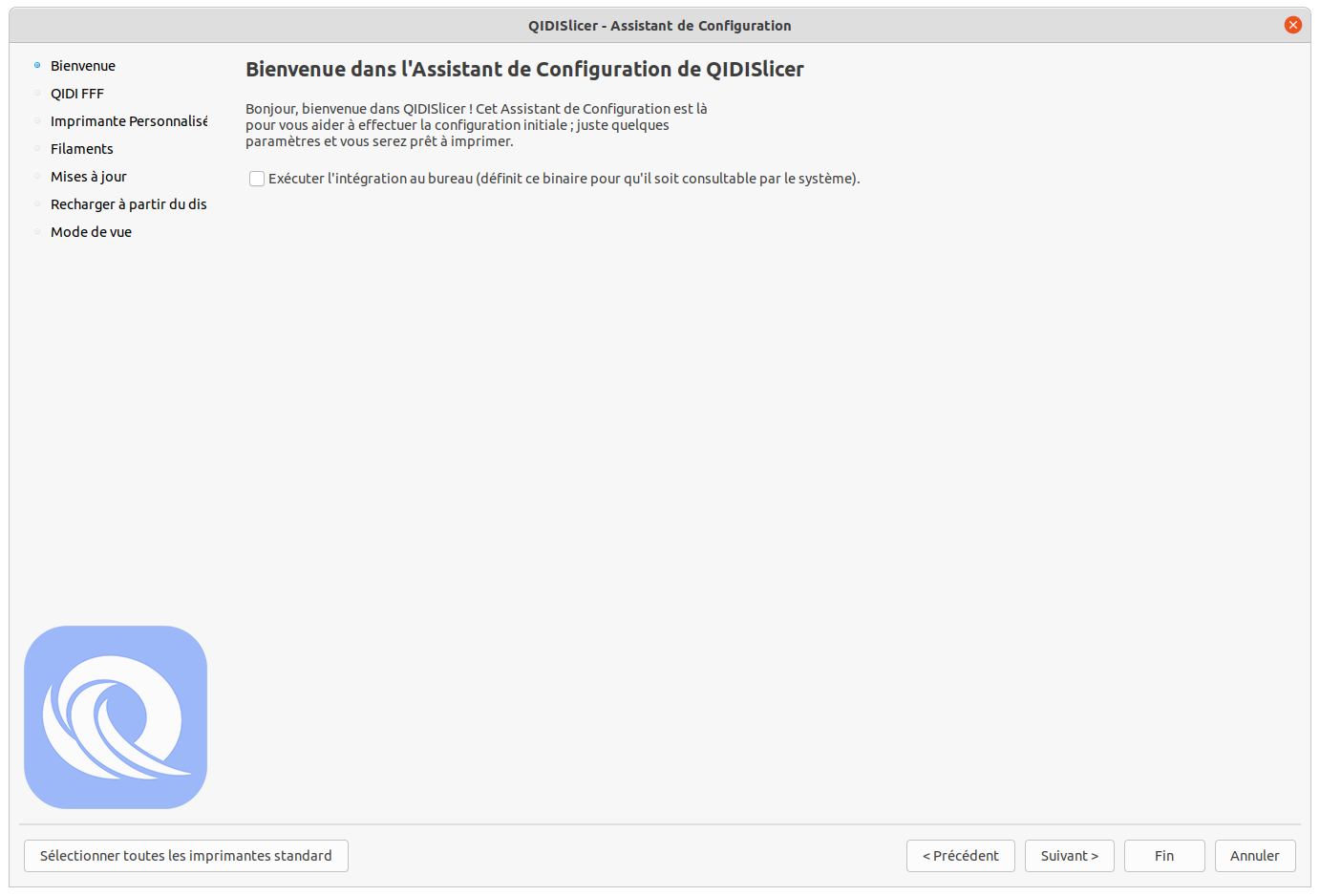
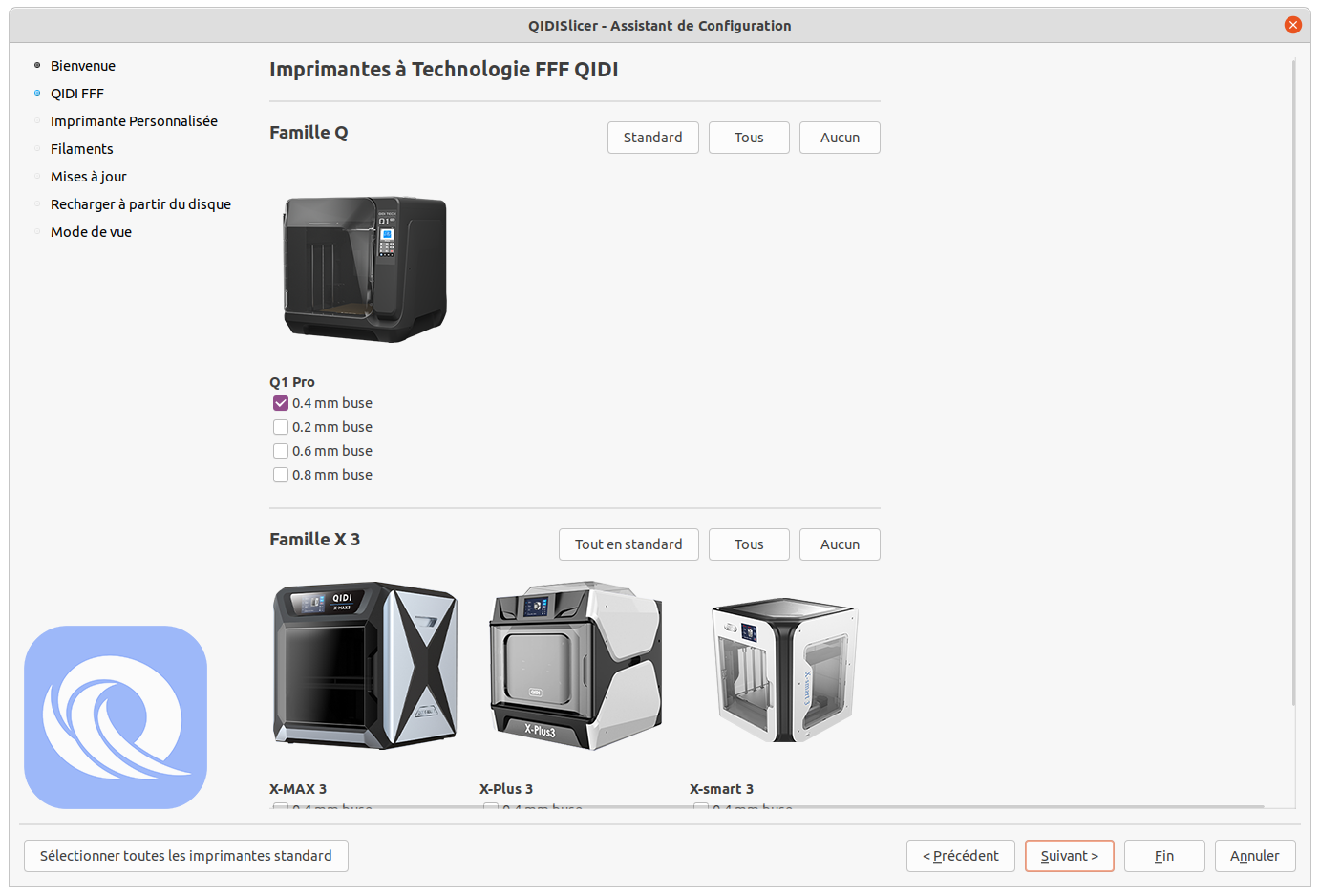
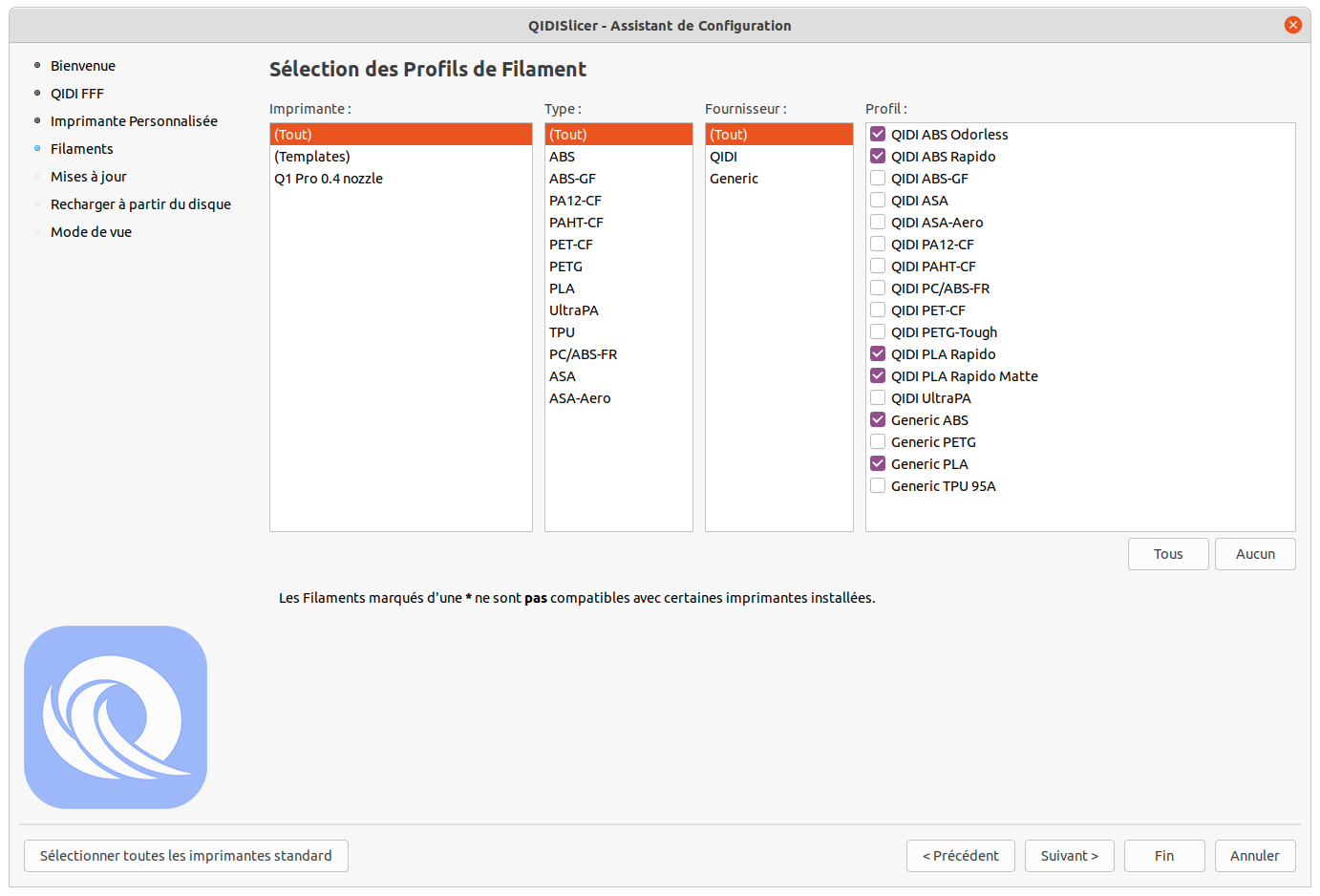
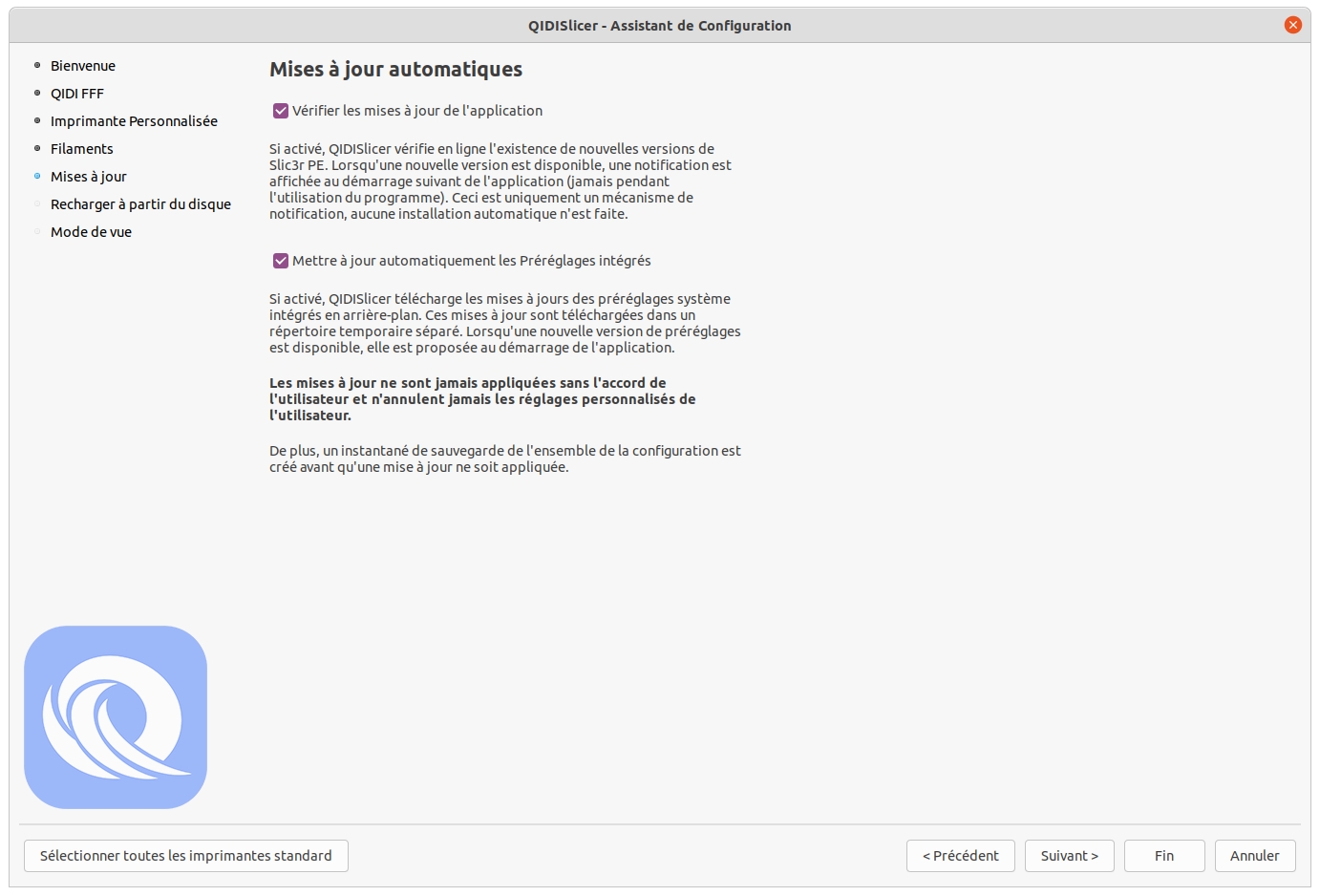
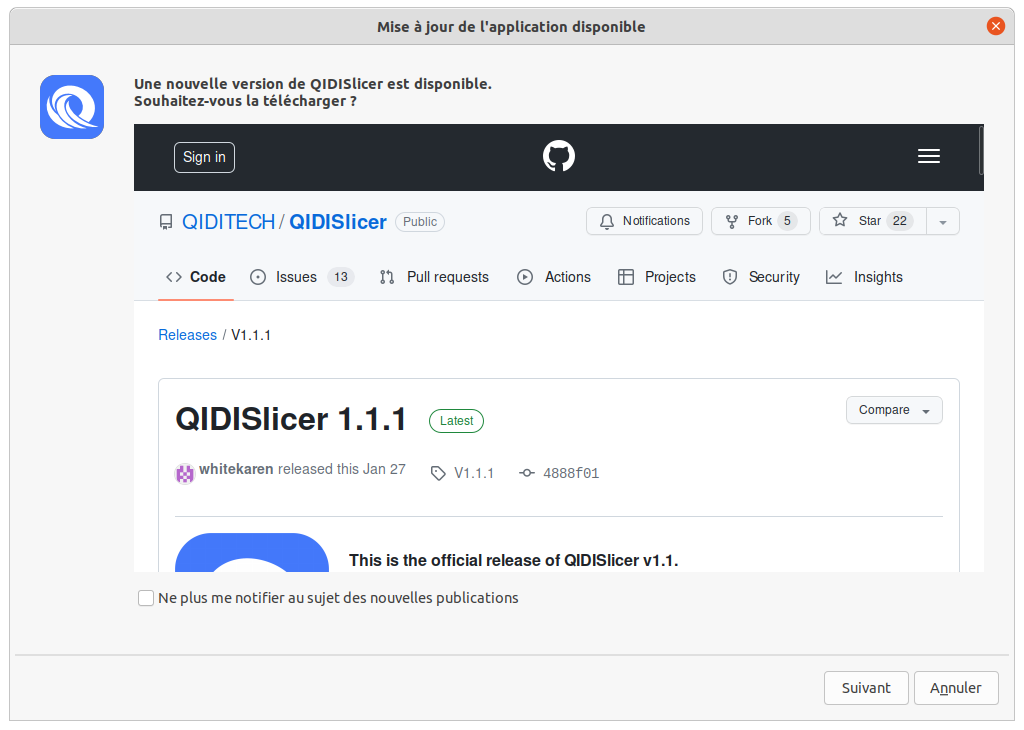
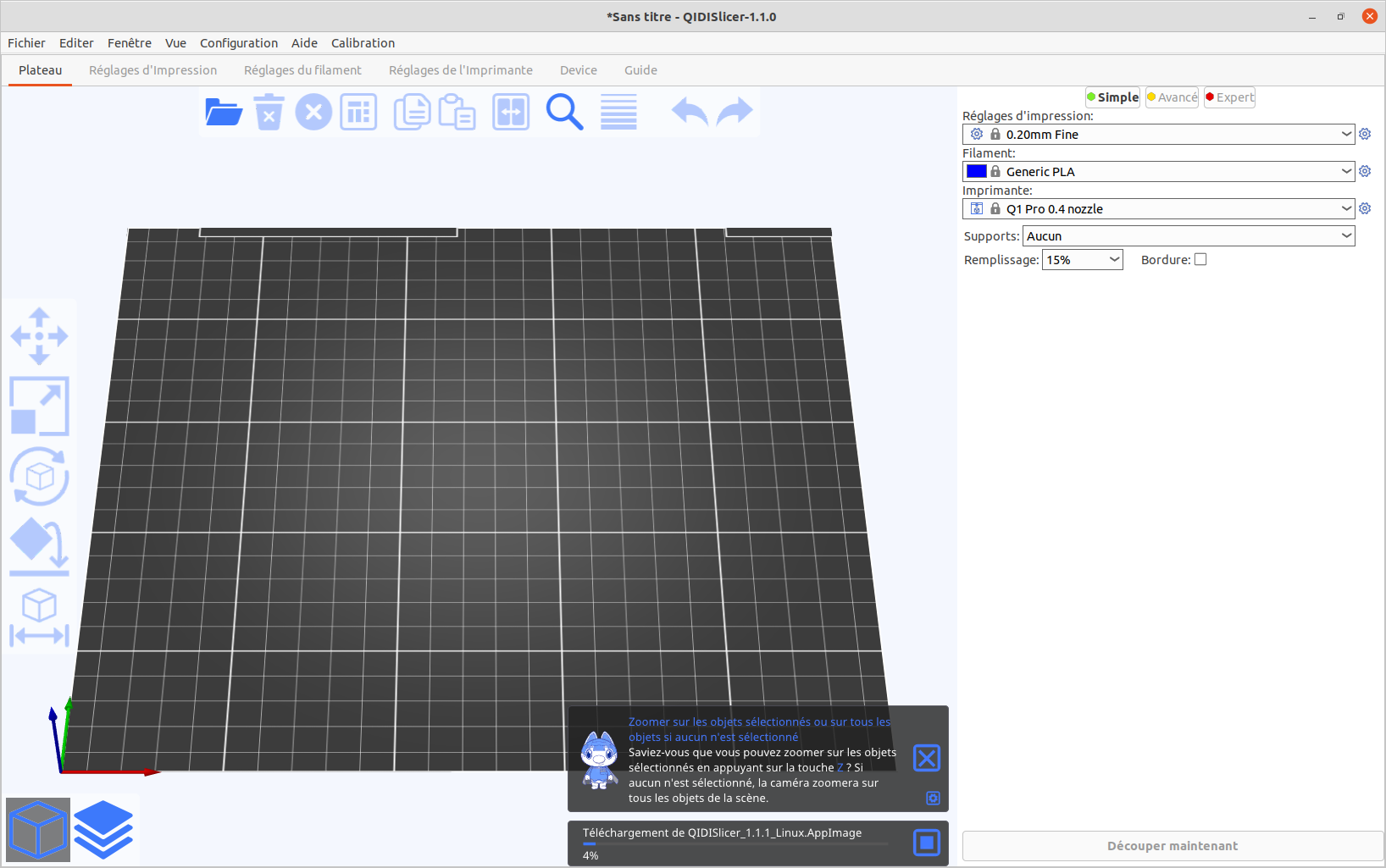
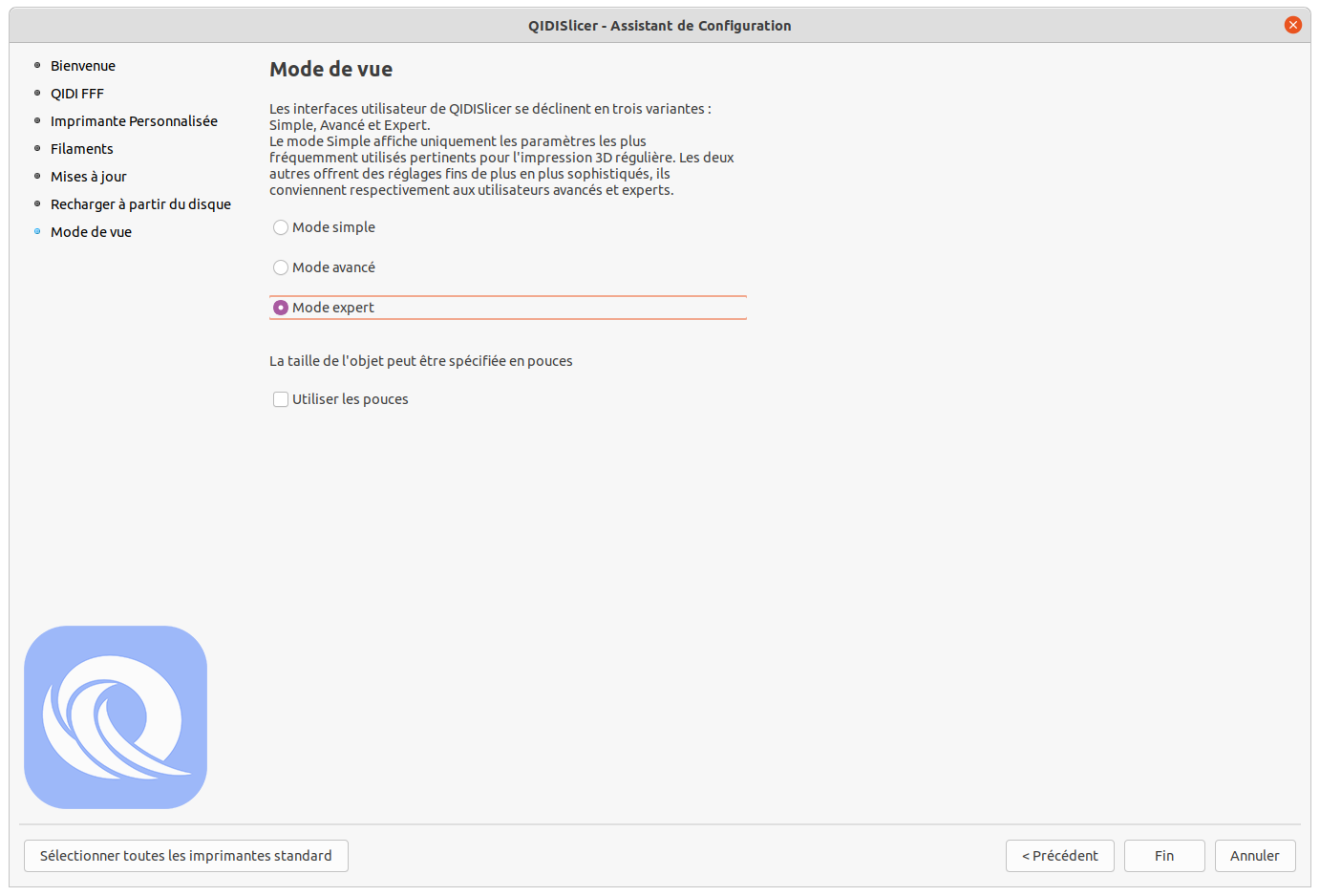
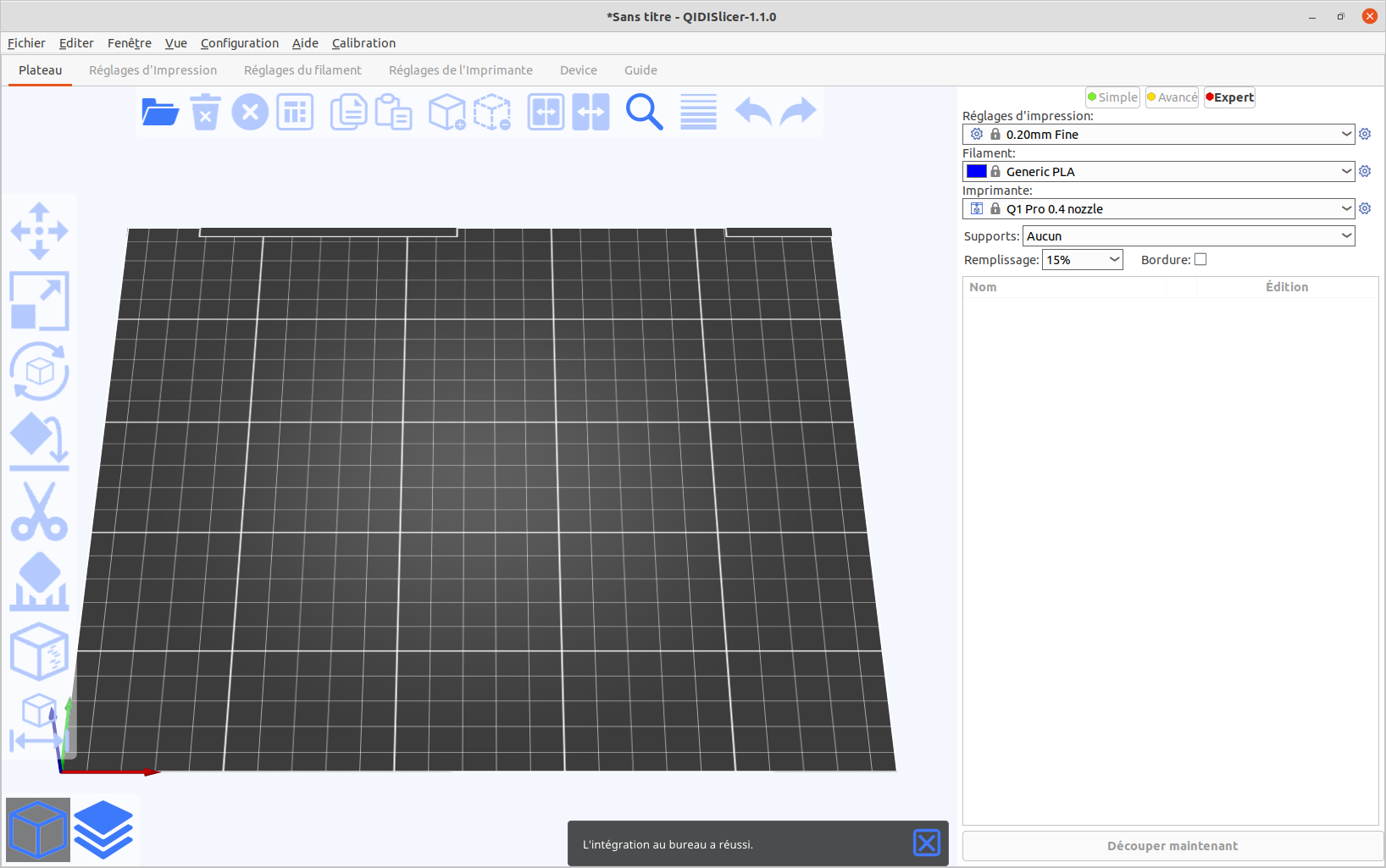
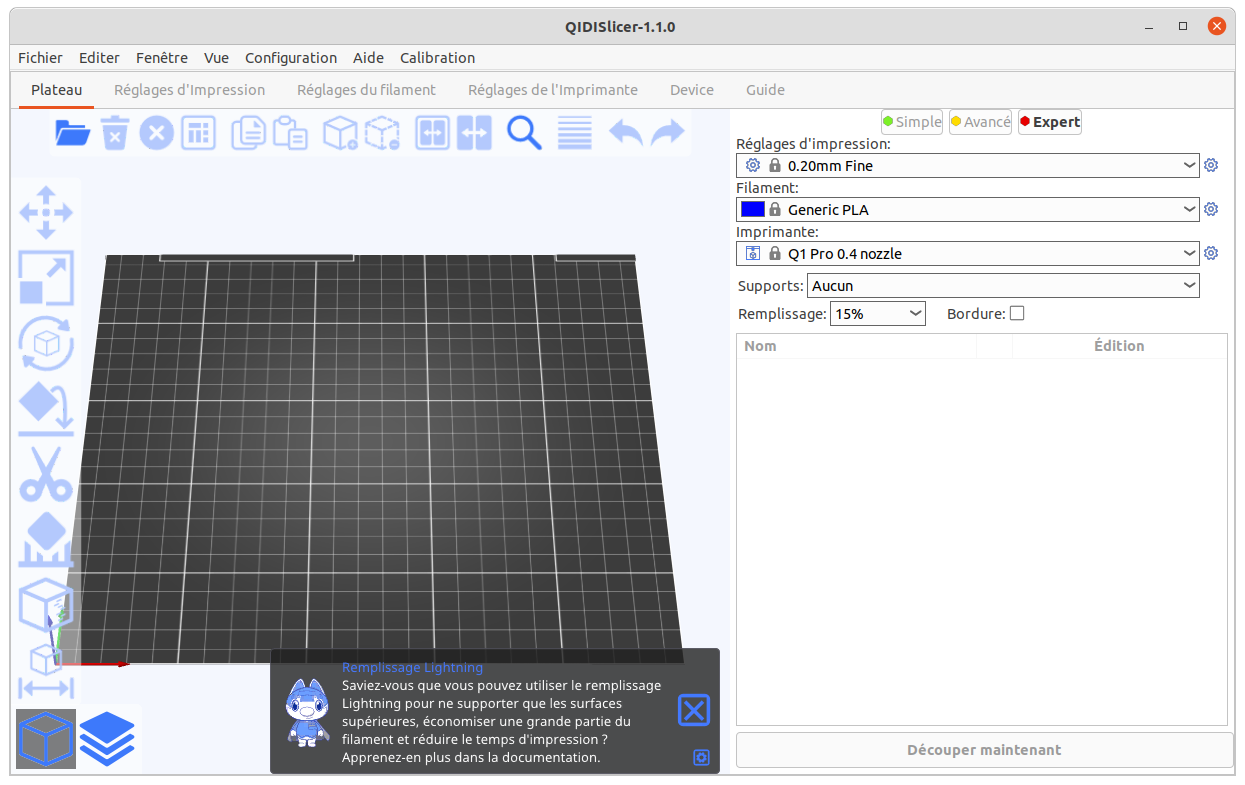
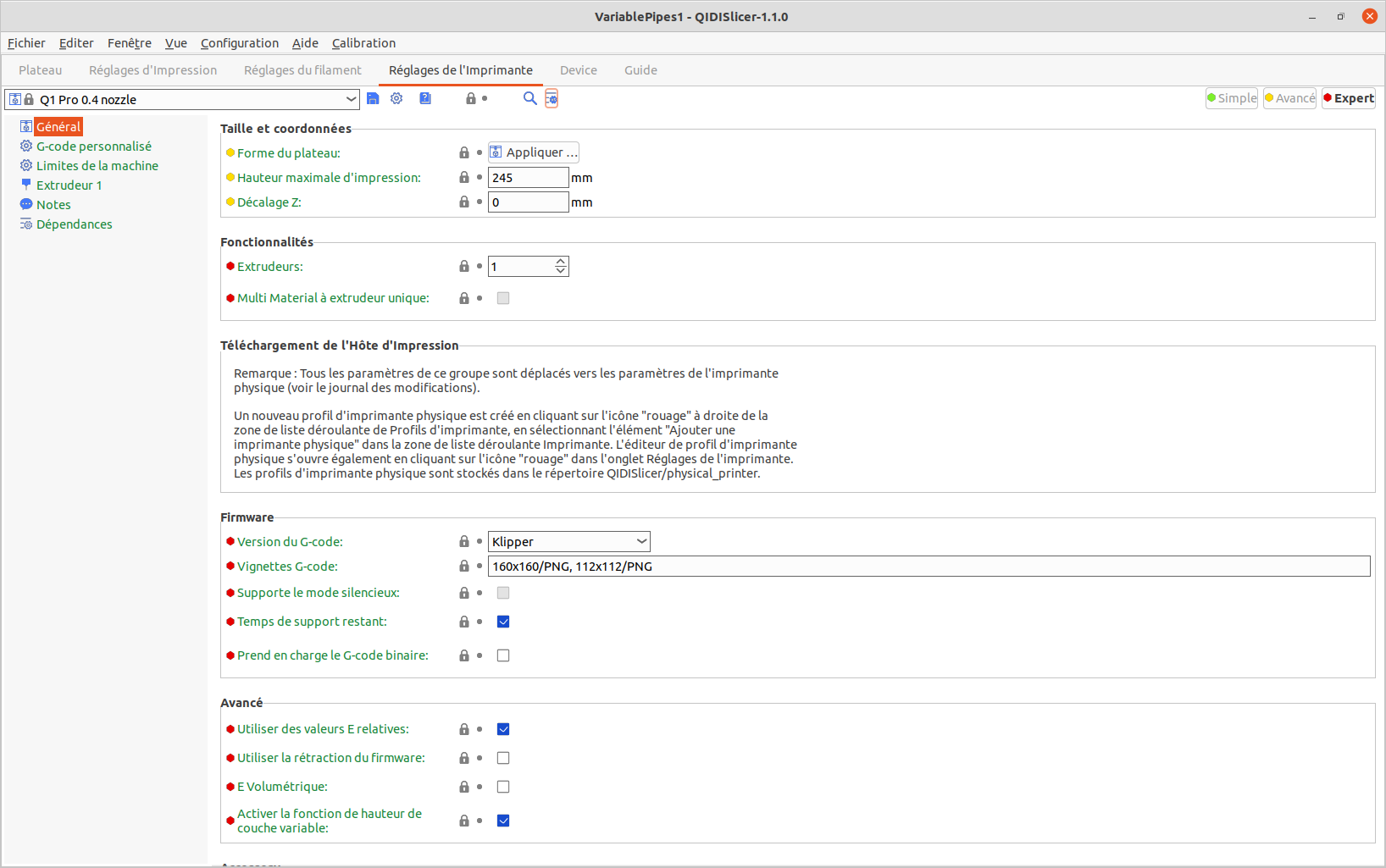
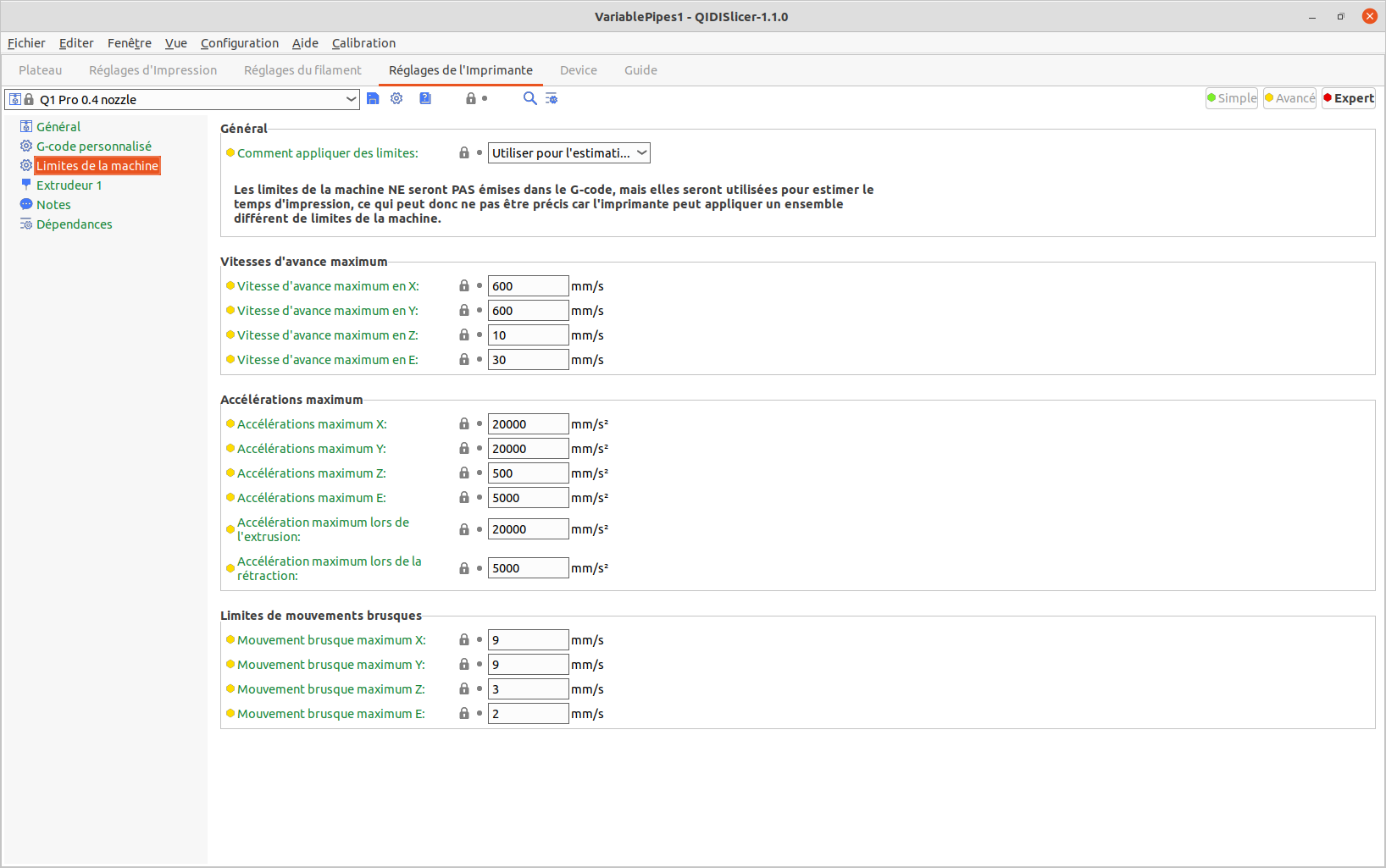
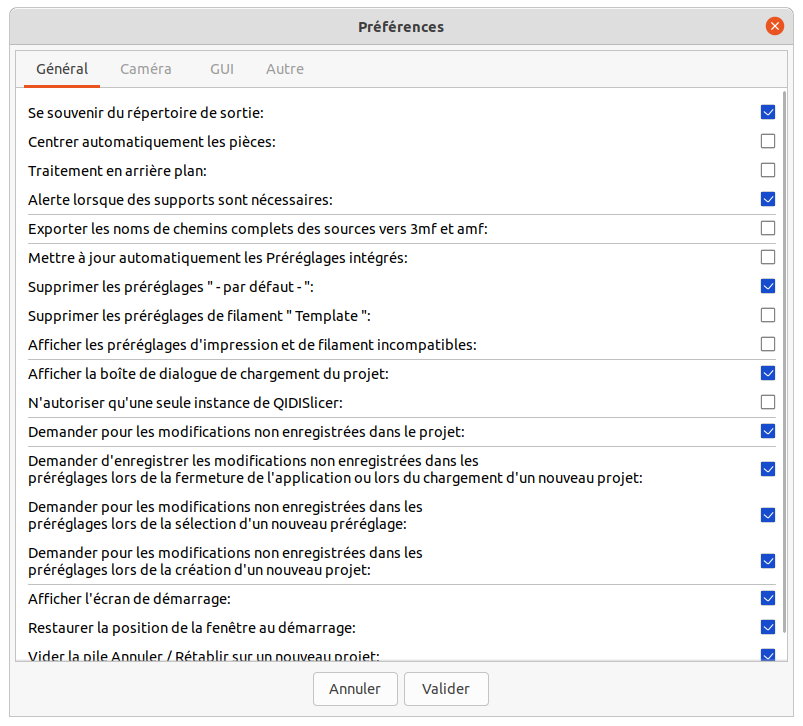
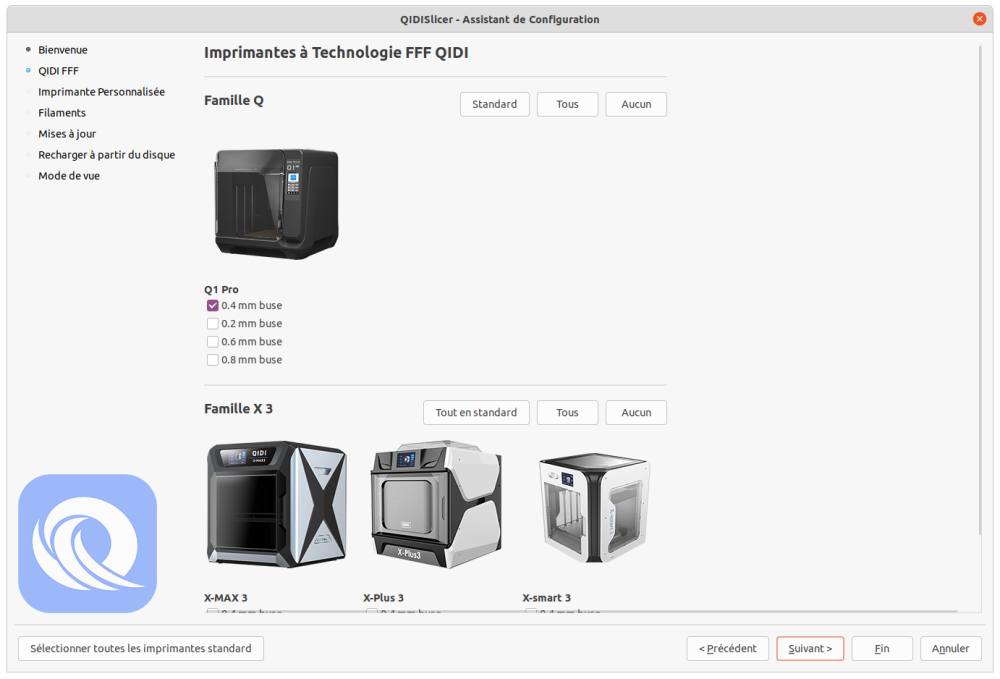
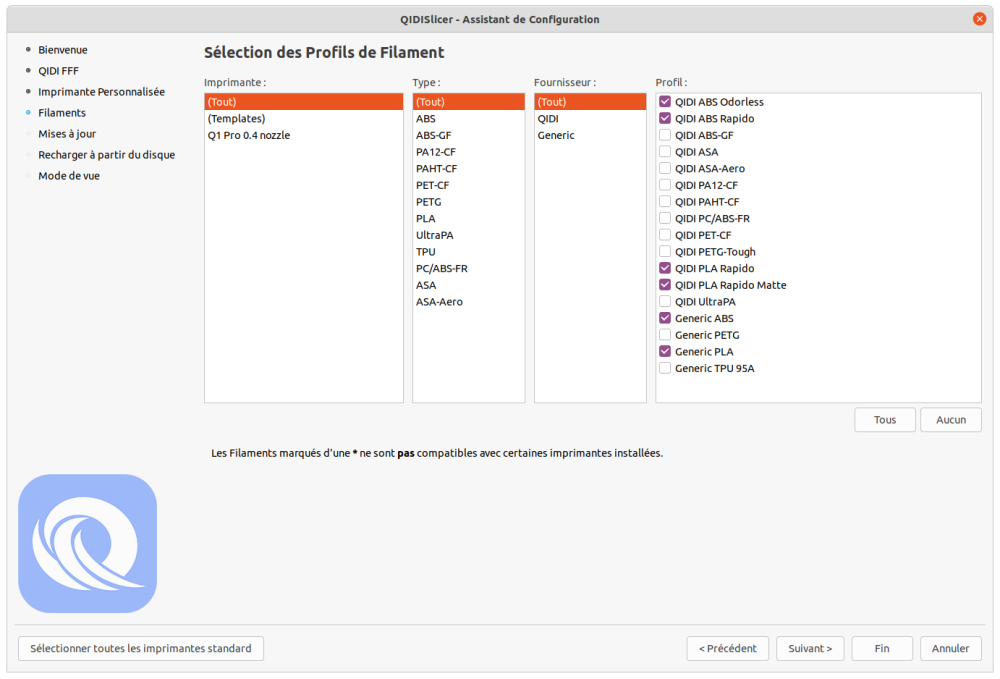
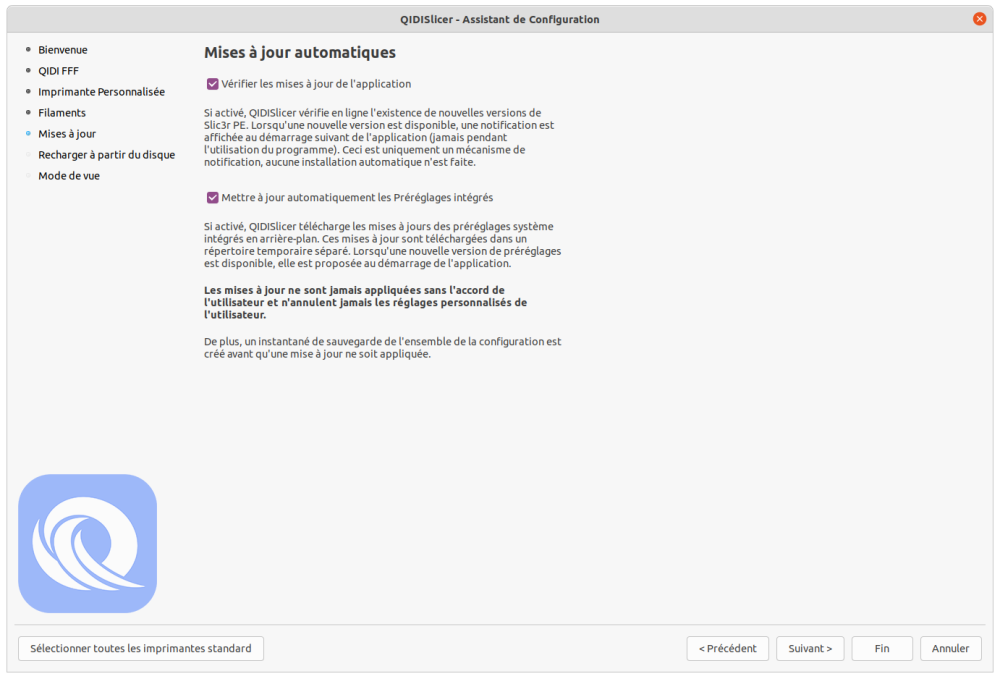
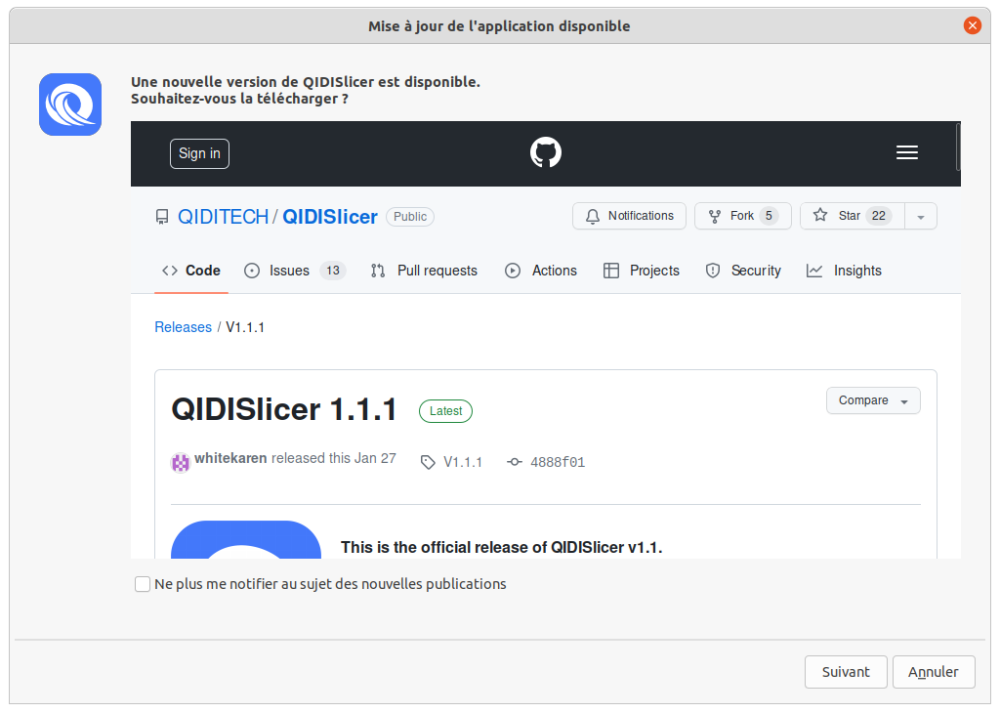
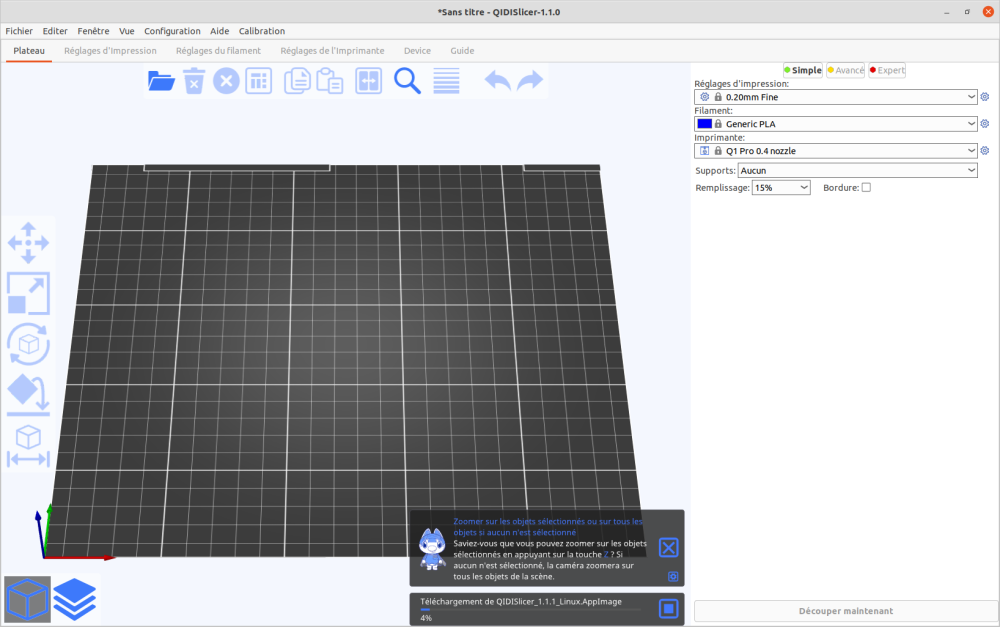
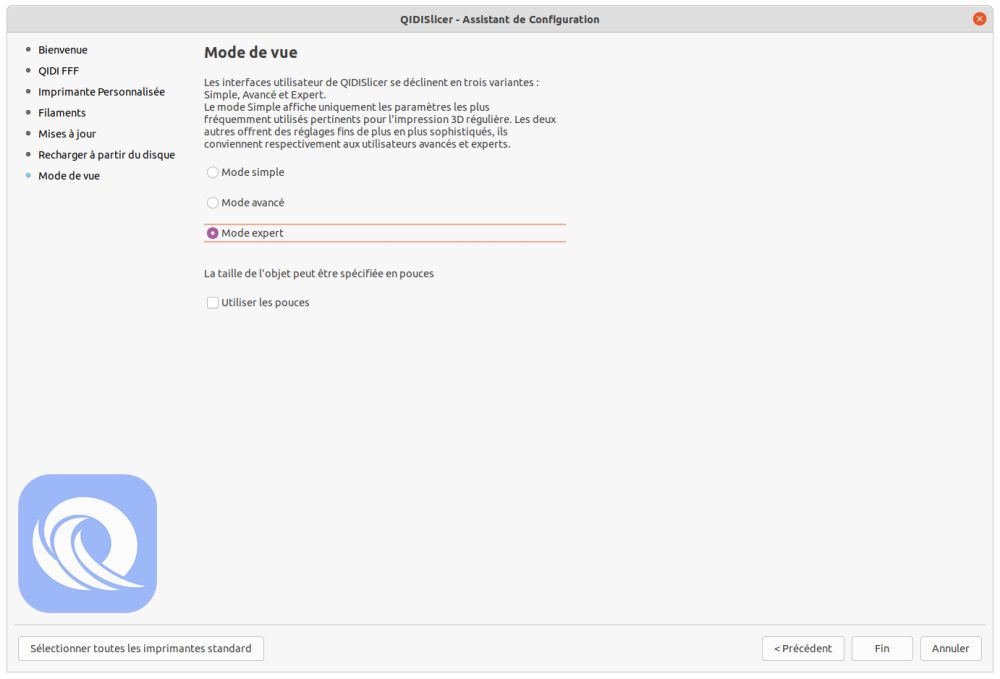
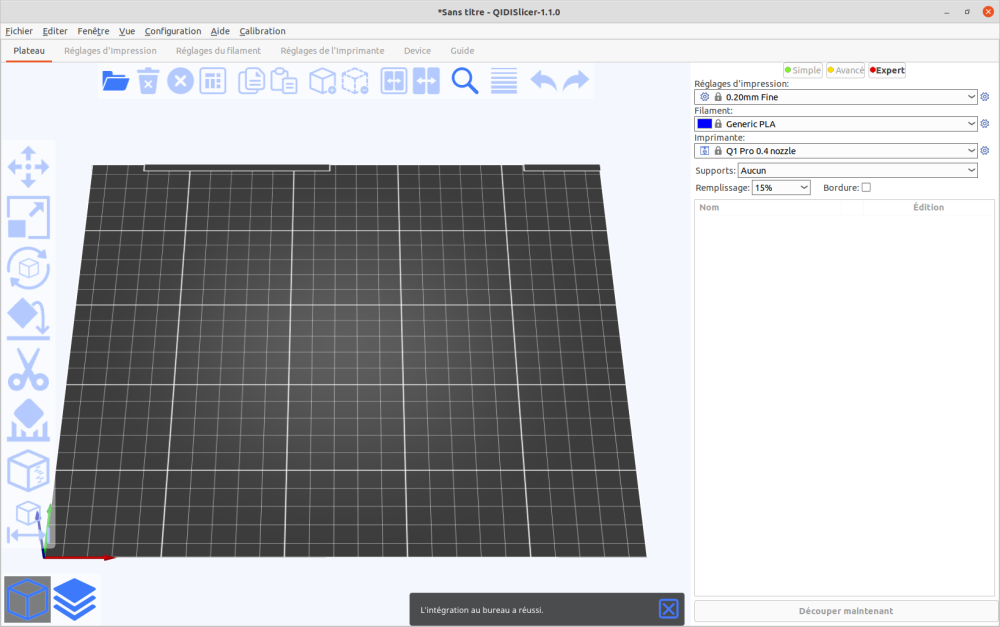
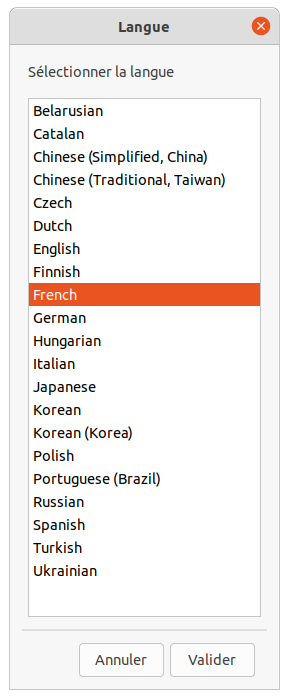
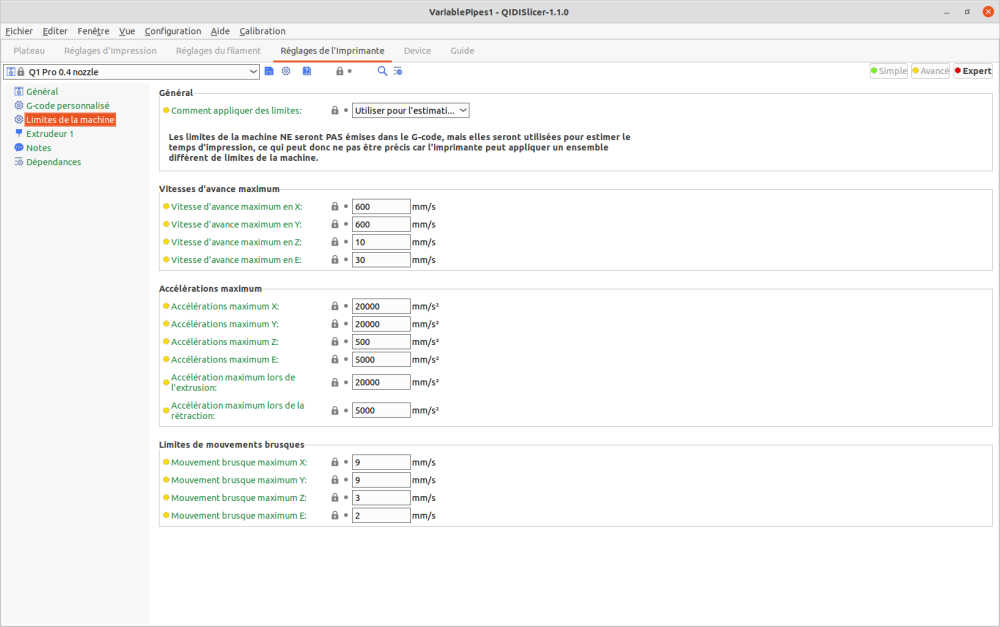
Trancheur On retrouve QIDISlicer v1.1.0 sur la clé USB fournie. C'est une version spéciale qui n'est pas la même que la v1.1.0 dans les "releases" du sur le dépôt GitHub de QIDISlicer ( https://github.com/QIDITECH/QIDISlicer/releases ). La version sur la clé USB fournie, embarque le profil de la "Q1 Pro". A cette date (19/03/2024) sur le dépôt GitHub de QIDISlicer, mais il n'y a pas encore les exécutables d'installation, seulement les sources de la version 1.1.2 de QIDISlicer ( https://github.com/QIDITECH/QIDISlicer/releases/tag/V1.1.2 ) embarque le profil de la "Q1 Pro" Ce trancheur de QIDI TECH est un "fork", un dérivé, de Prusa Slicer. Donc beaucoup de documentation de Prusa Slicer ( https://help.prusa3d.com/fr/category/prusaslicer_204 ) lui sont applicable. (Captures d’écran de la version, linux (.AppImage) et/ou de la version Windows, mélangées) ( A cette date ( 17/03/2024 ) comme cette version 1.1.0 de QIDISlicer que l'on trouve sur la clé USB fournie avec la machine, est la seul qui embarque le profil de la "Q1 Pro", il est préférable de décocher "Mettre à jour automatiquement les Préréglages intégrés" (lors de son installation, ou plus tard dans les "Préférences") si ensuite vous voulez installer la mise a jour v1.1.1 car le profil de l'imprimante "Q1 Pro" n'est pas présent dans la version v1.1.1 et sera sinon effacé. De plus, vous aurais besoin de récupérer une image (une vignette de la "Q1 Pro") des ressources ( sous Windows "C:\Program Files\QIDISlicer\resources\icons\Q1 Pro_thumbnail.png" ) sinon la version v1.1.1 plante si l'on veux surveiller l'imprimante a distance. Donc, pour l'instant, avant de faire la mise a jour en v1.1.1 QIDISlicer, dans les "Préférences", onglet "Général", bien avoir de non coché "Mettre à jour automatiquement les Préréglages intégrés" pour ne pas perdre le profil de la "Q1 Pro". ) Les langues disponibles Profil machine de la "Q1 Pro" Profile filament "QIDI PLA Rapido" Remarquer la "Vitesse volumétrique maximale" de 24.5 mm³/s Cela limite normalement, avec une buse de 0.4mm de diamètre et une hauteur de couche de 0.2 mm, la vitesse d'impression a ~300 mm/s ( "Vitesse volumétrique maximale = Hauteur de couche x Largeur d'extrusion x Vitesse" cf https://help.prusa3d.com/fr/article/vitesse-volumetrique-maximale_127176 )

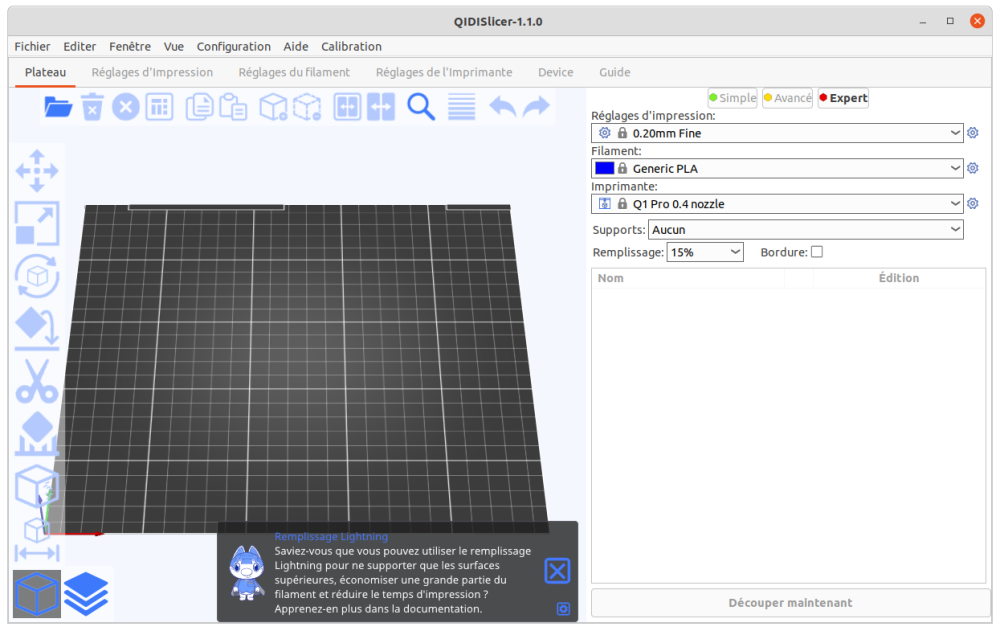
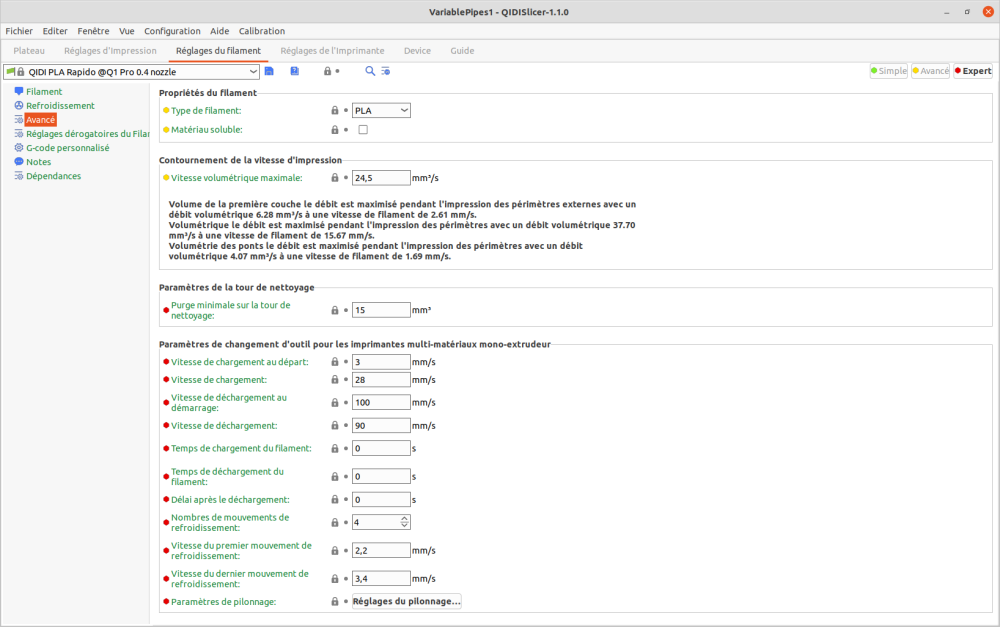
 1 point
1 point -
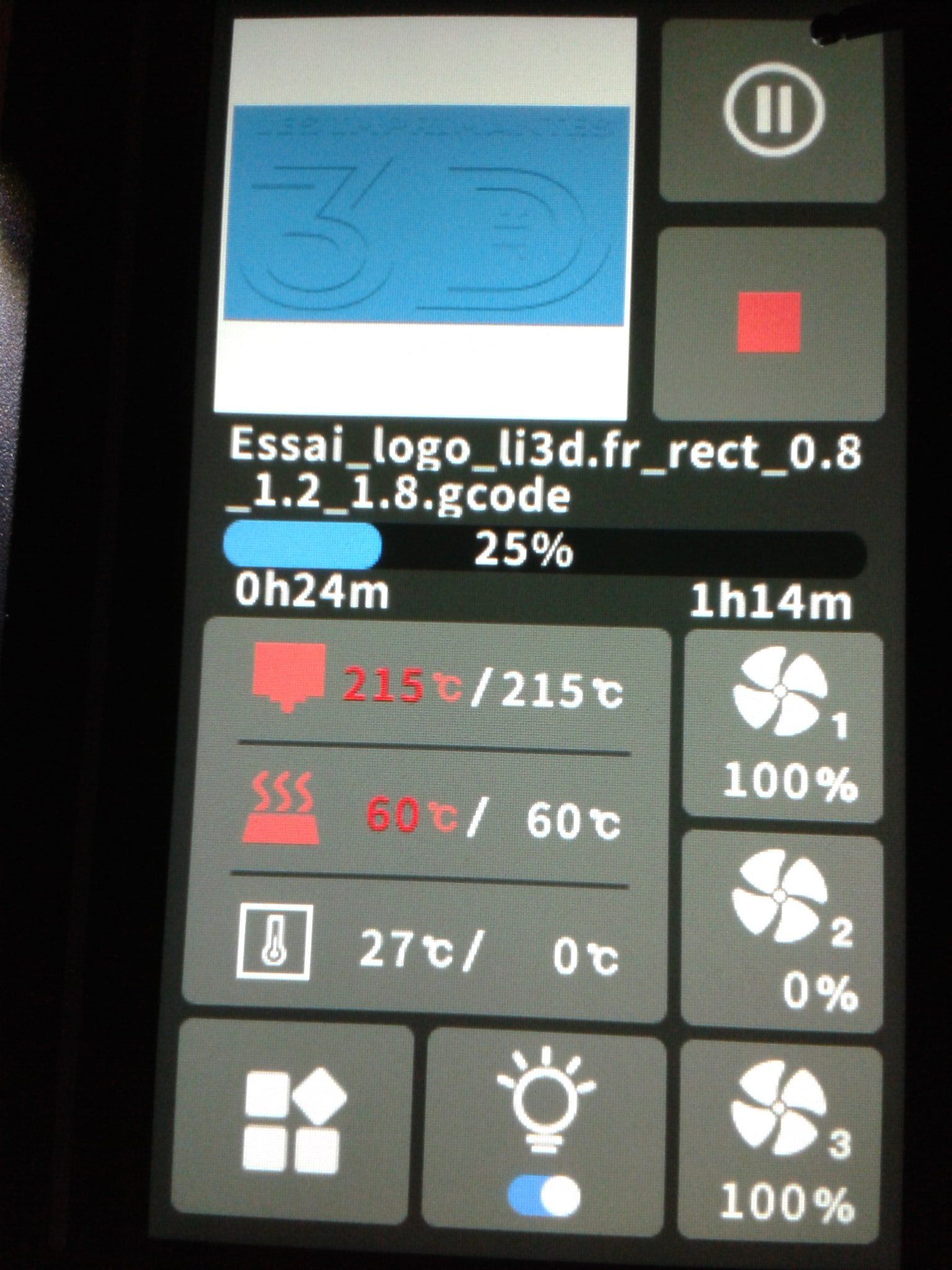
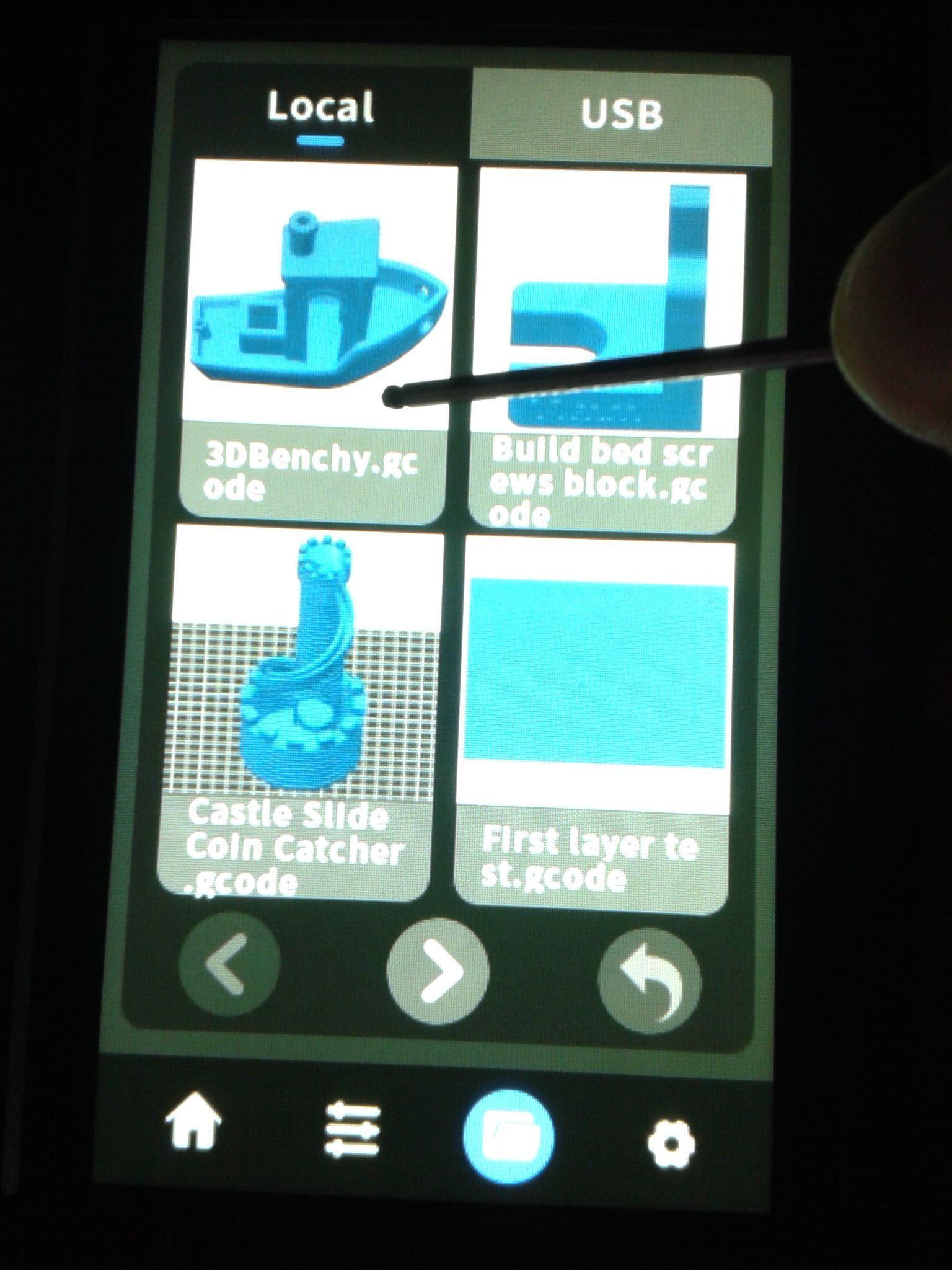
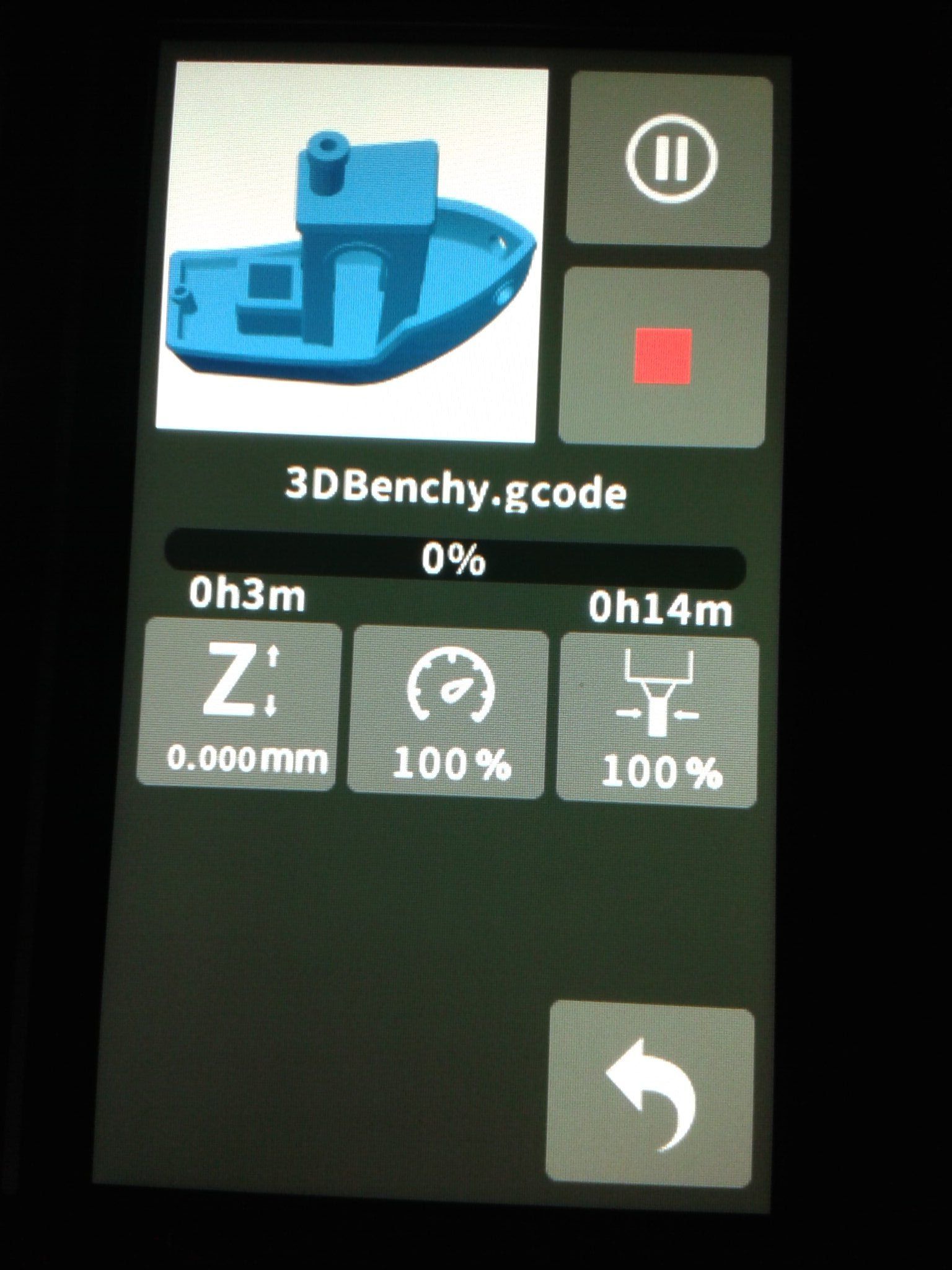
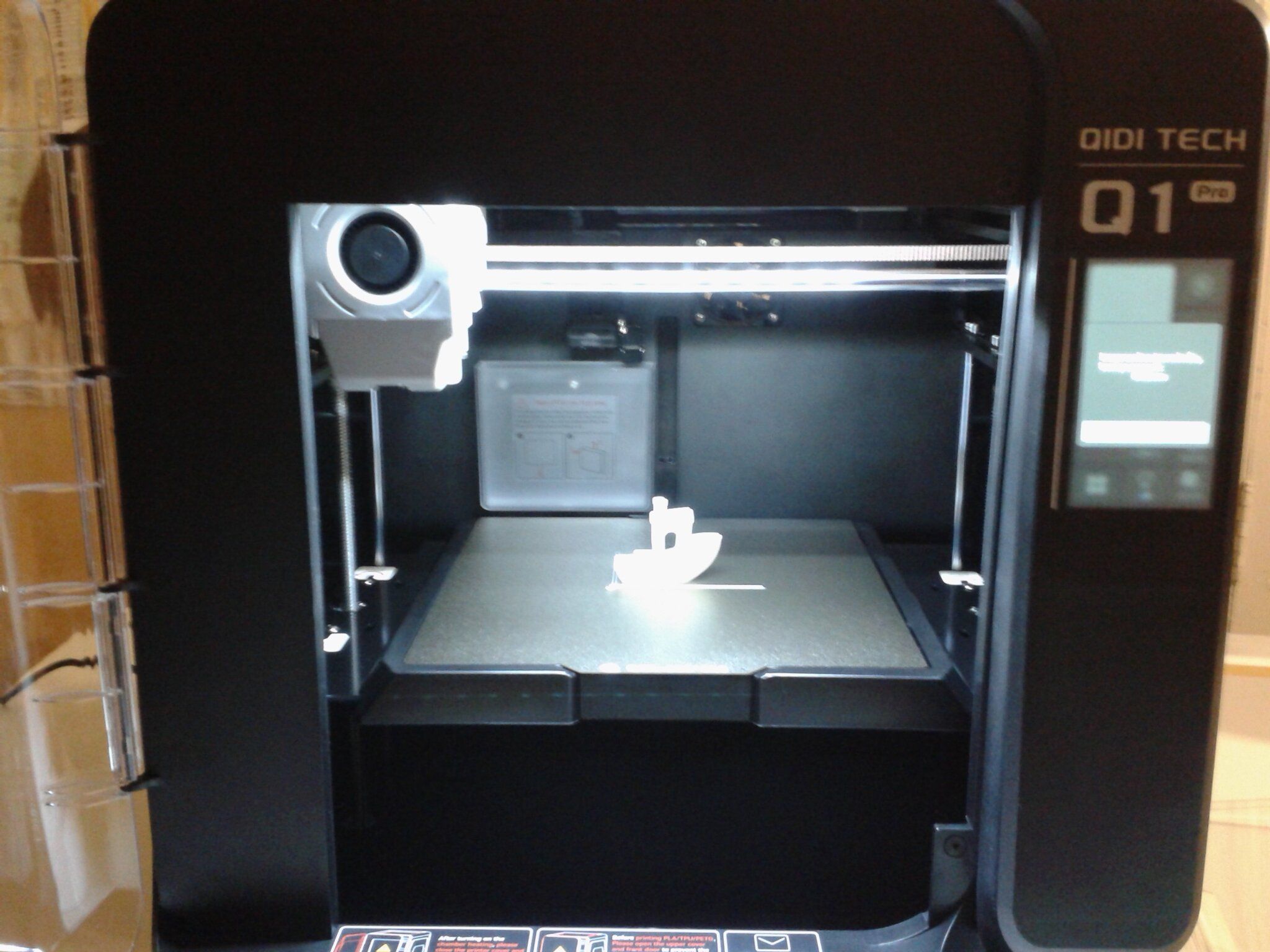
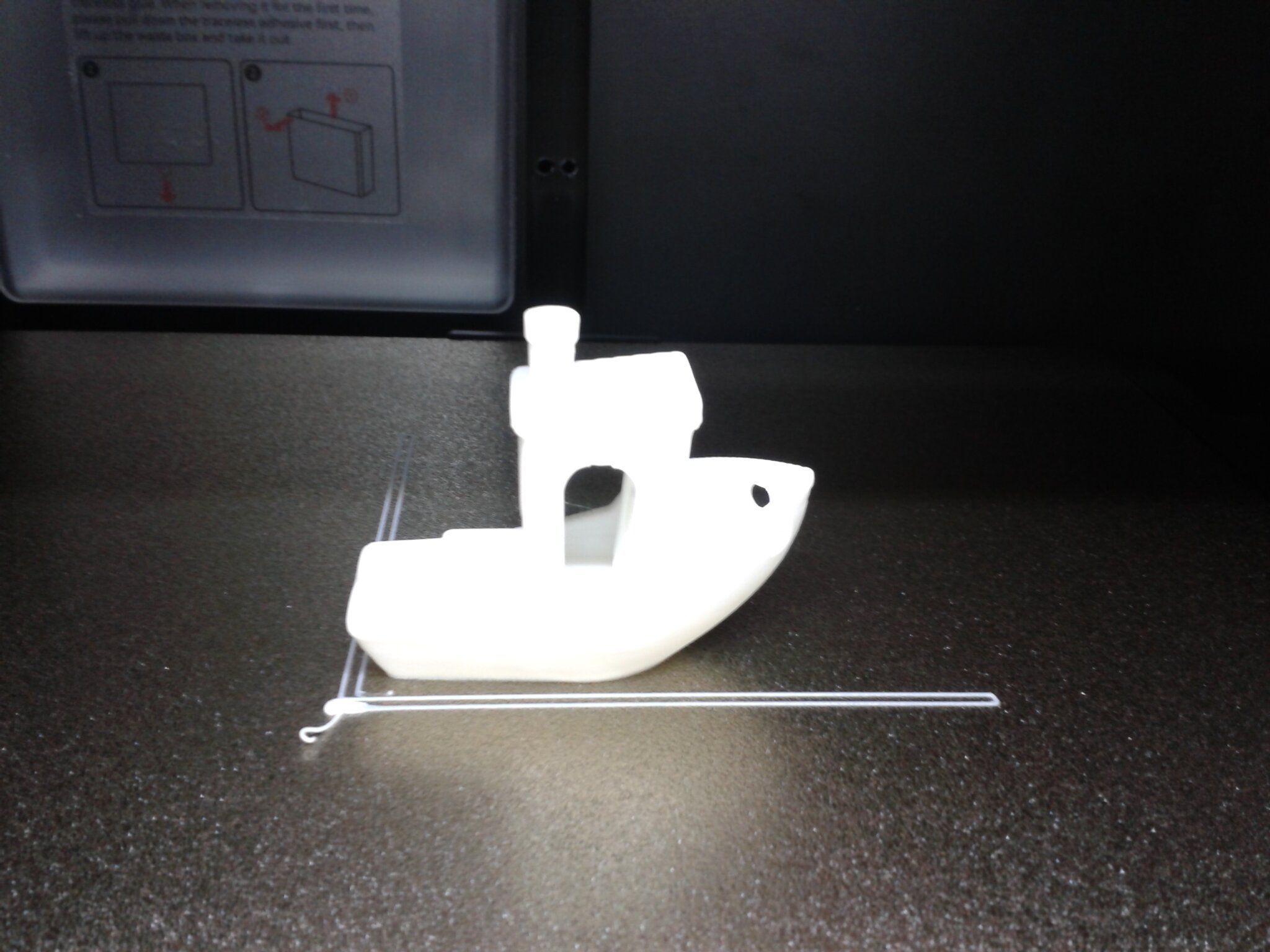
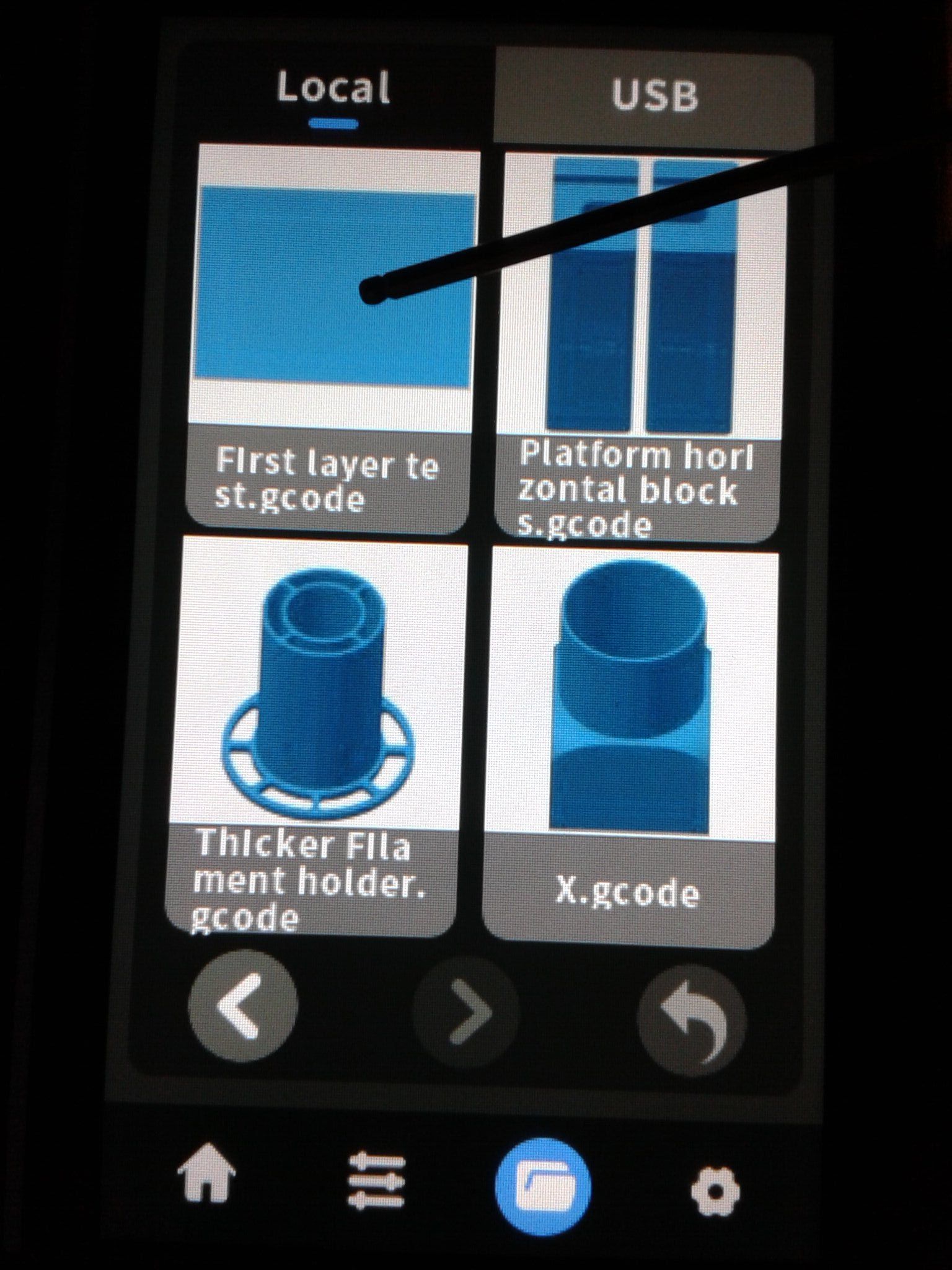
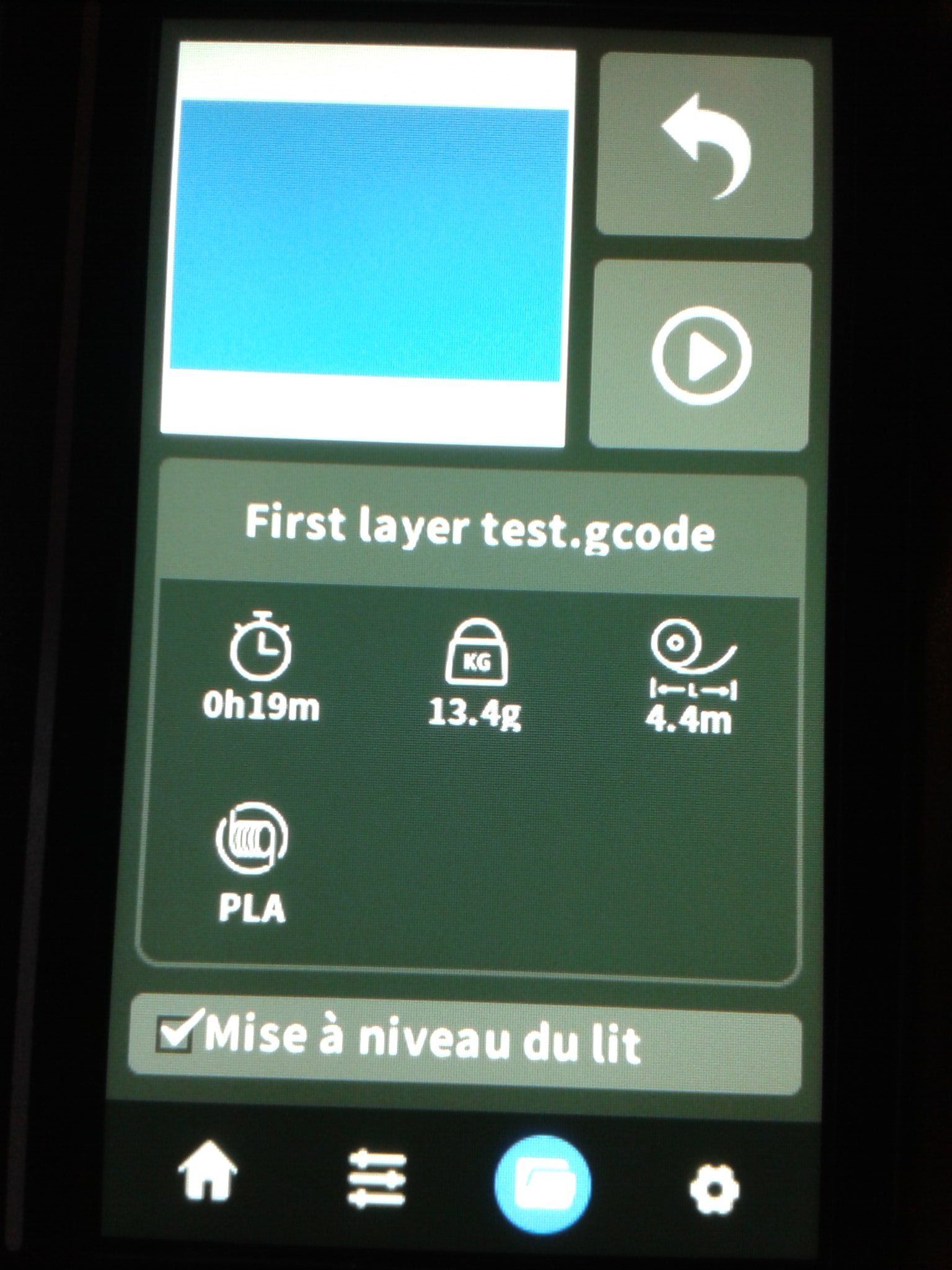
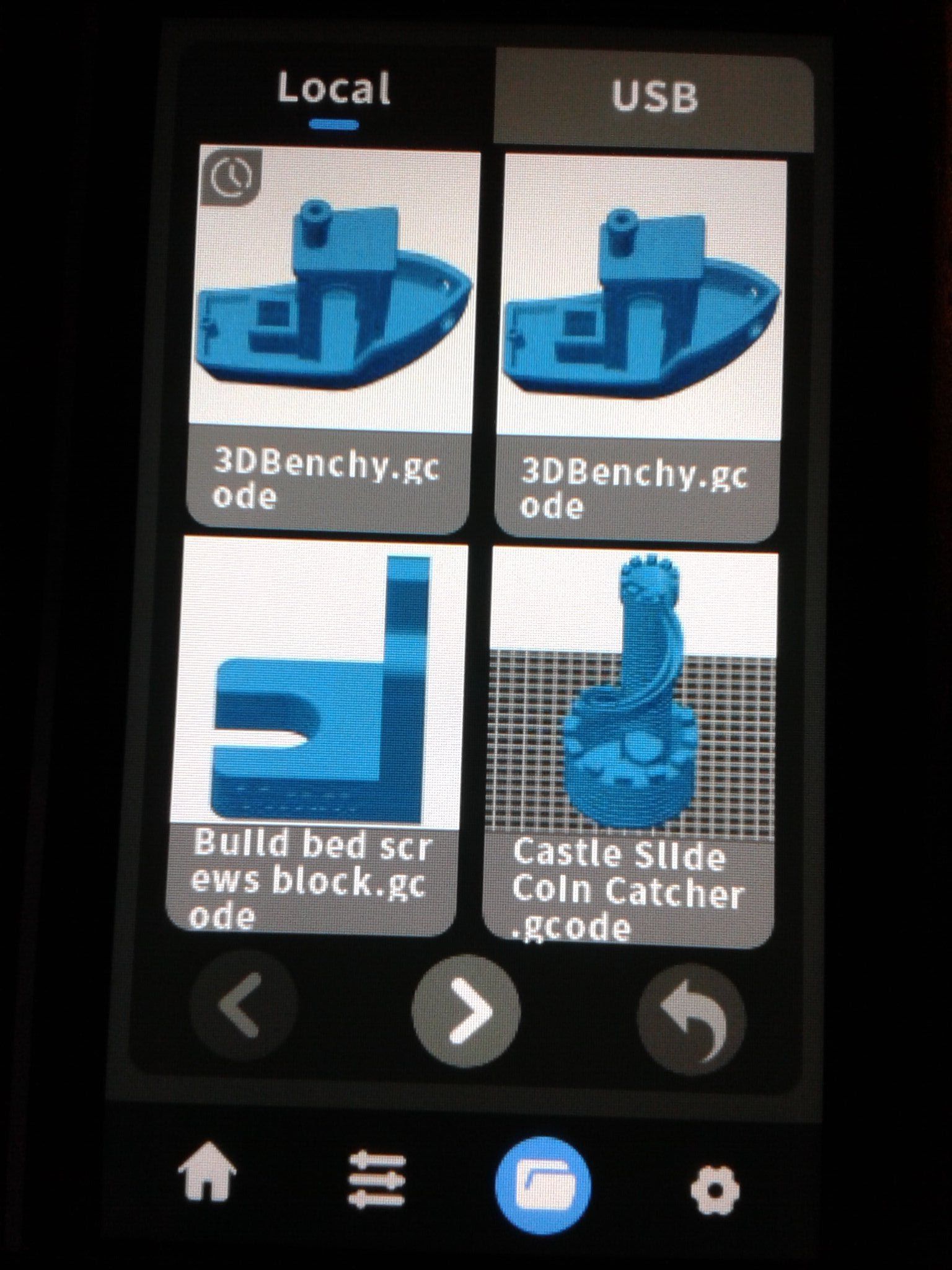
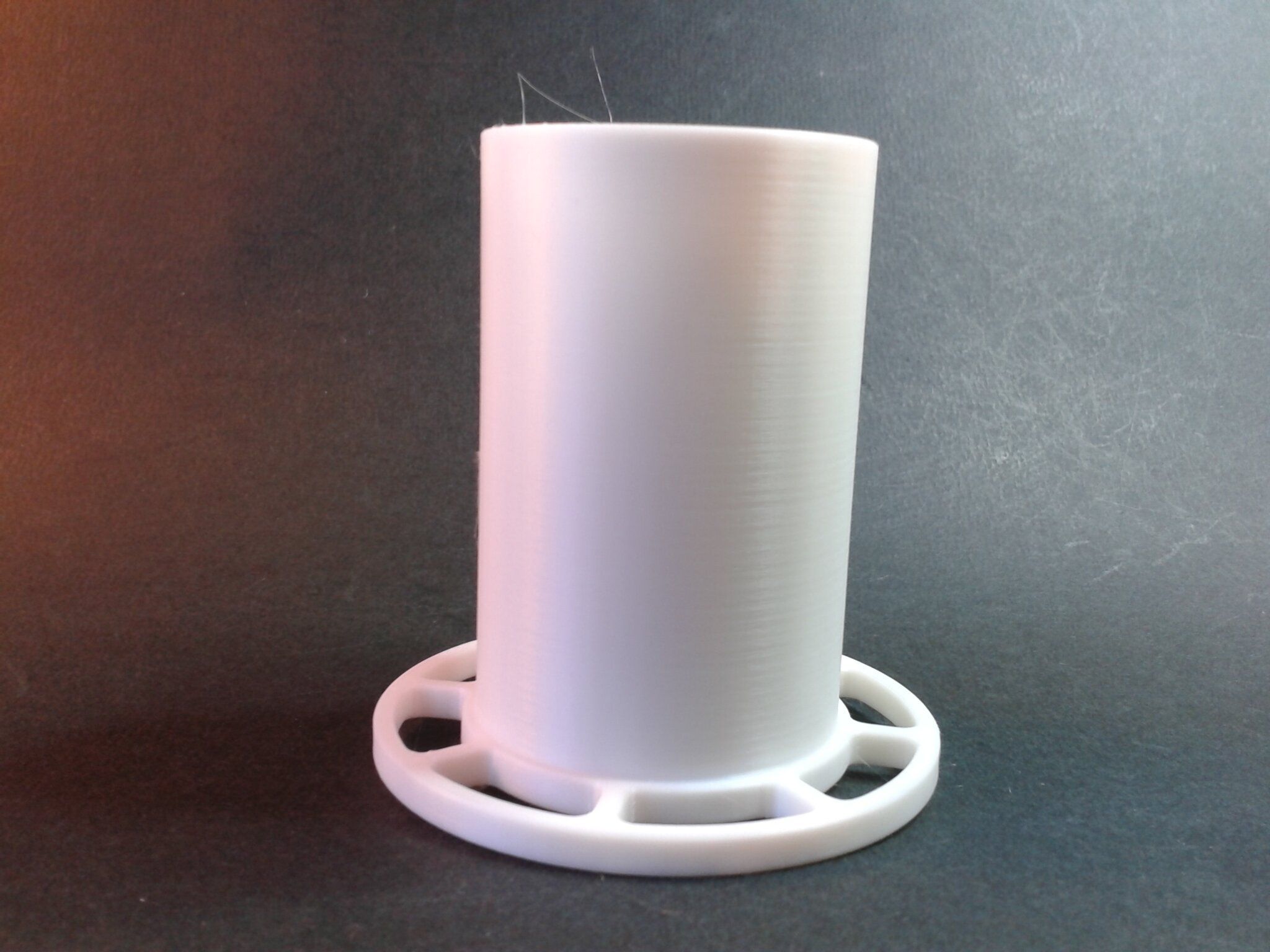
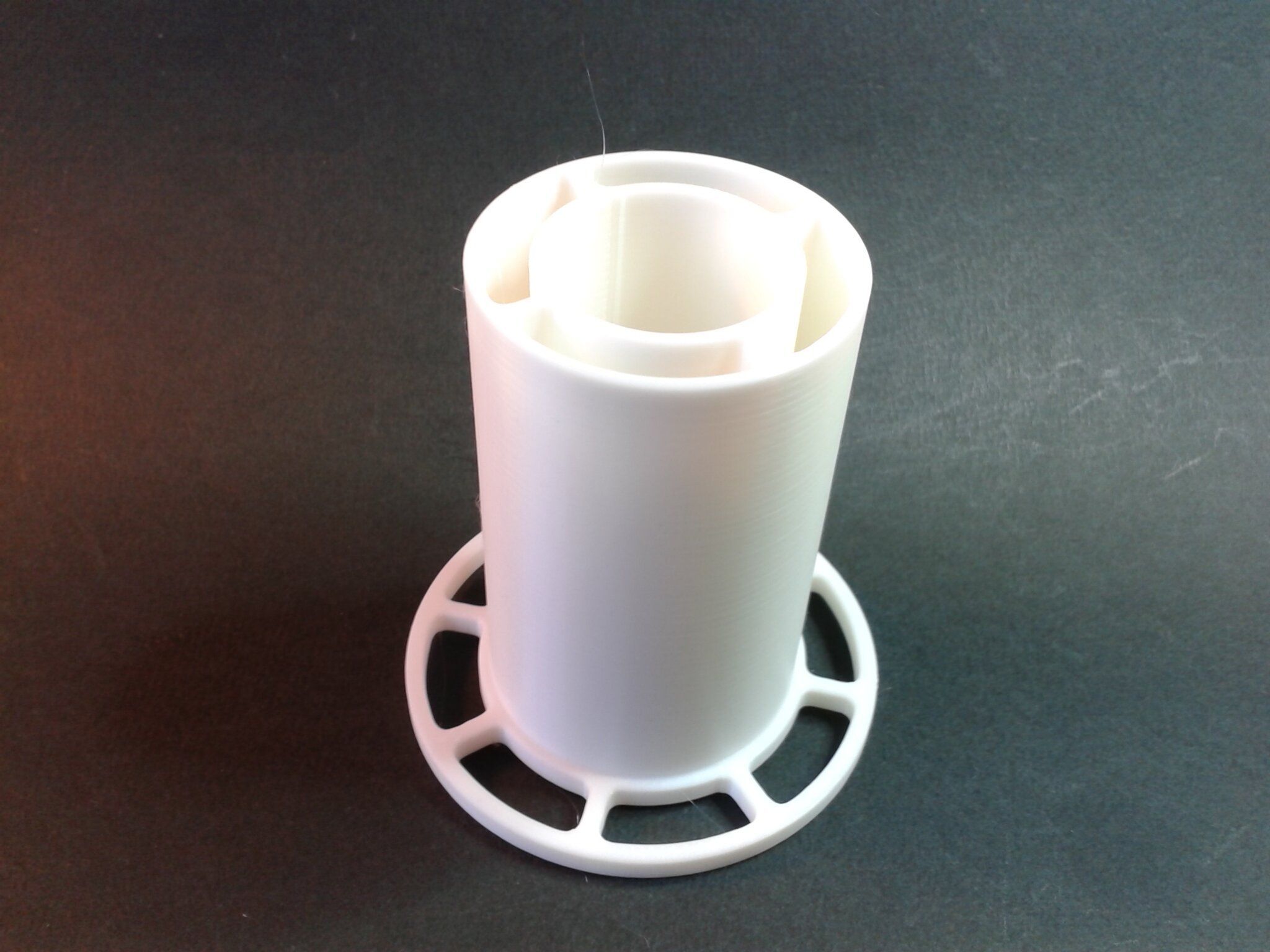
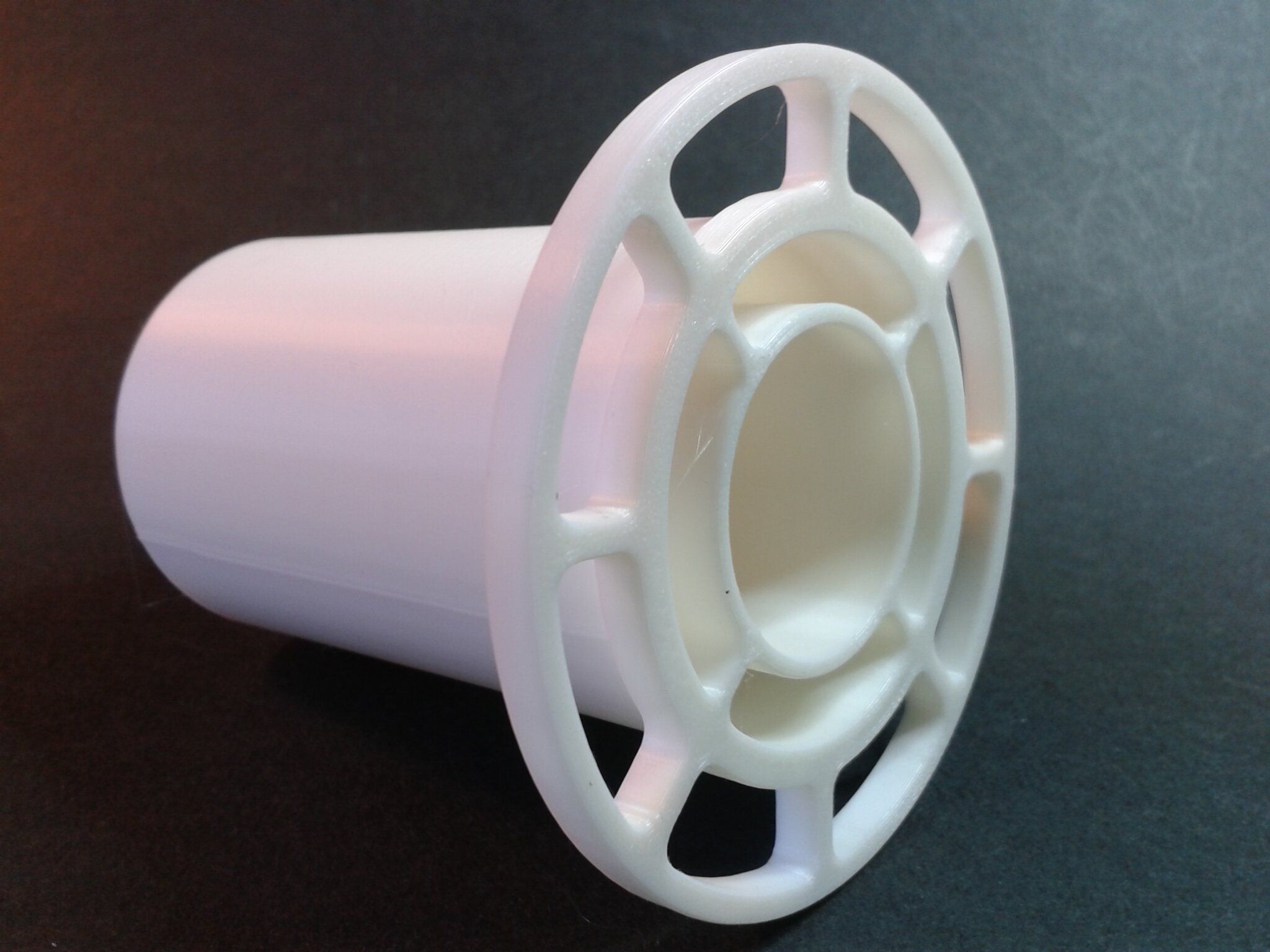
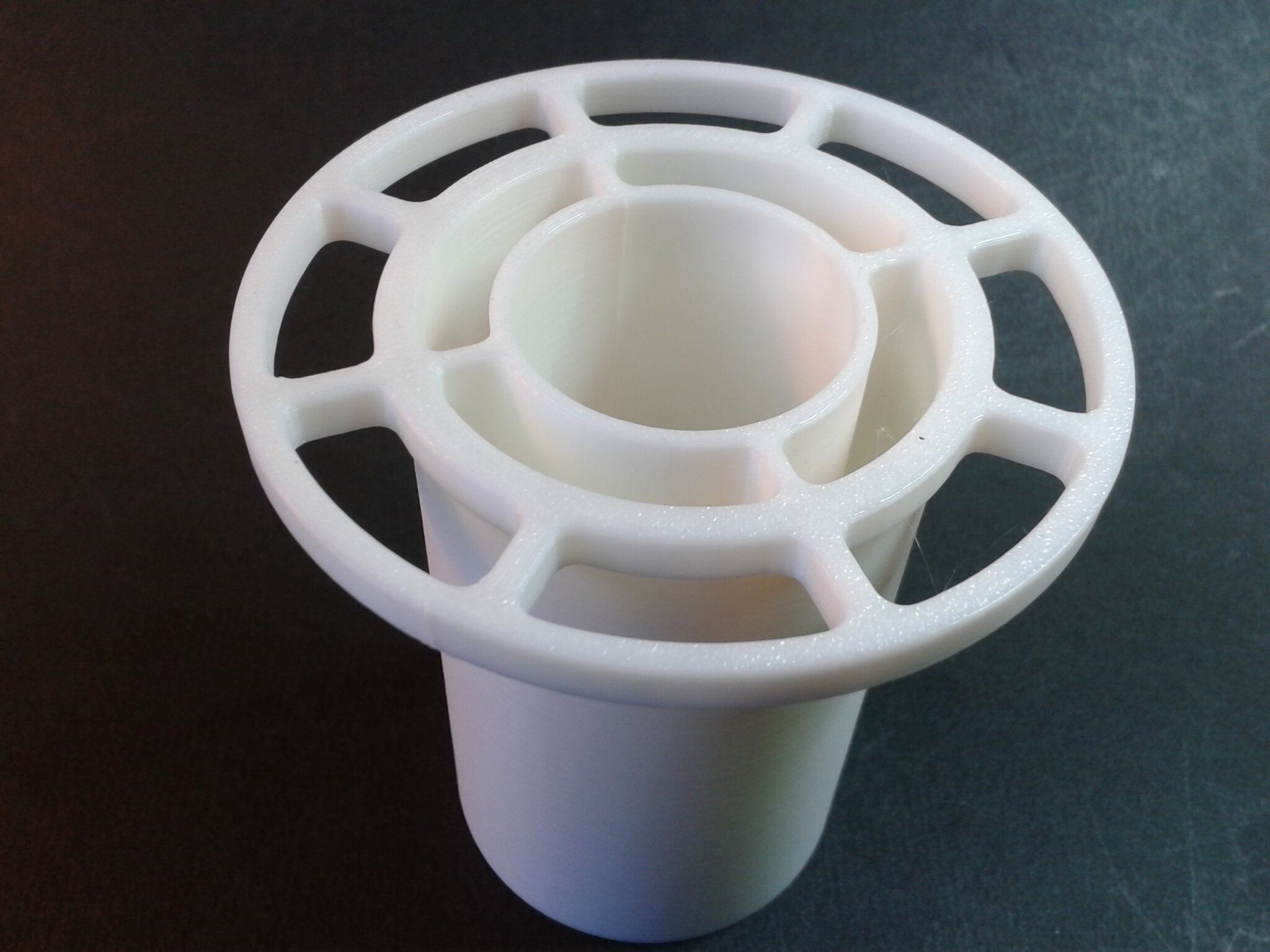
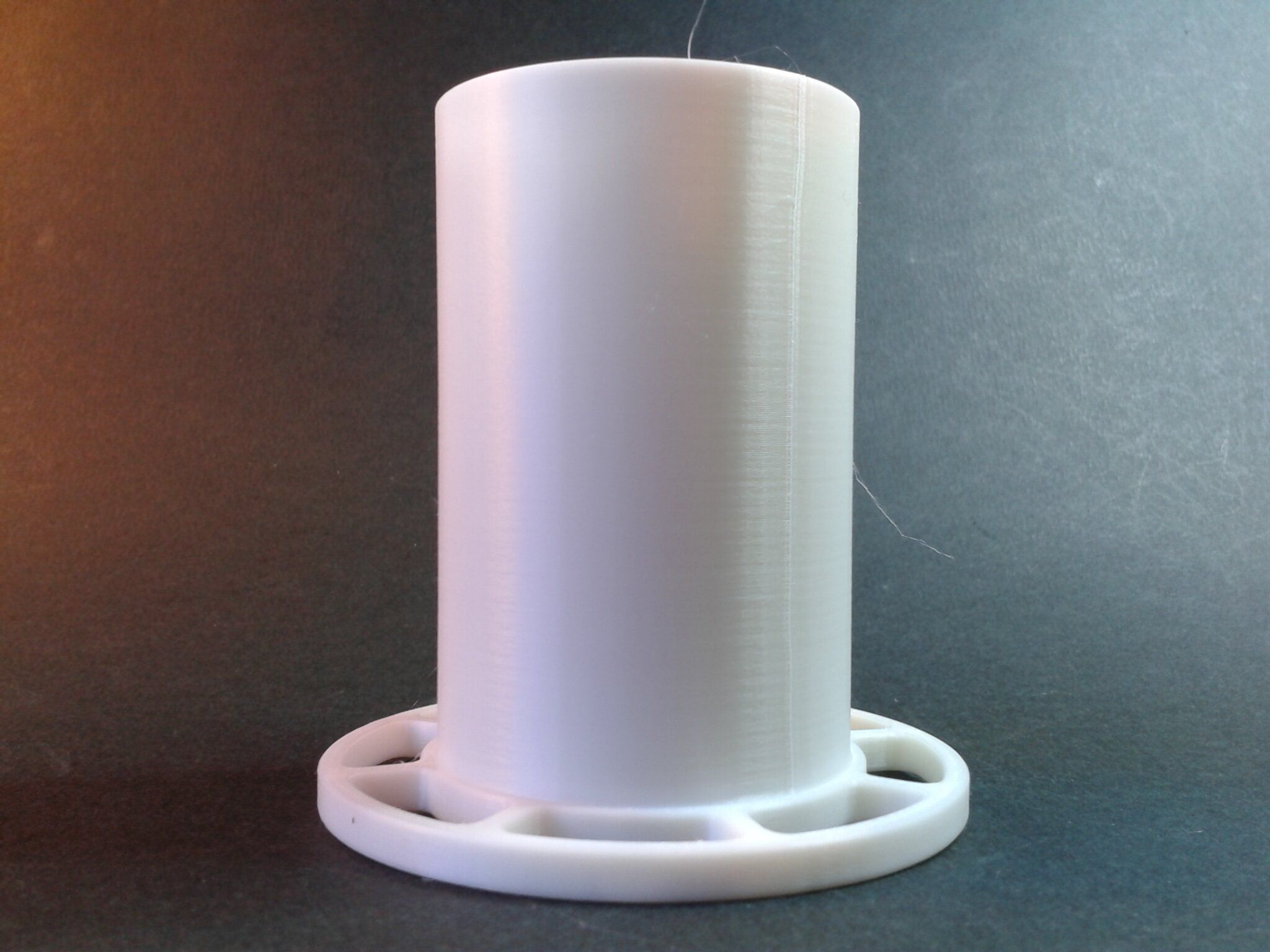
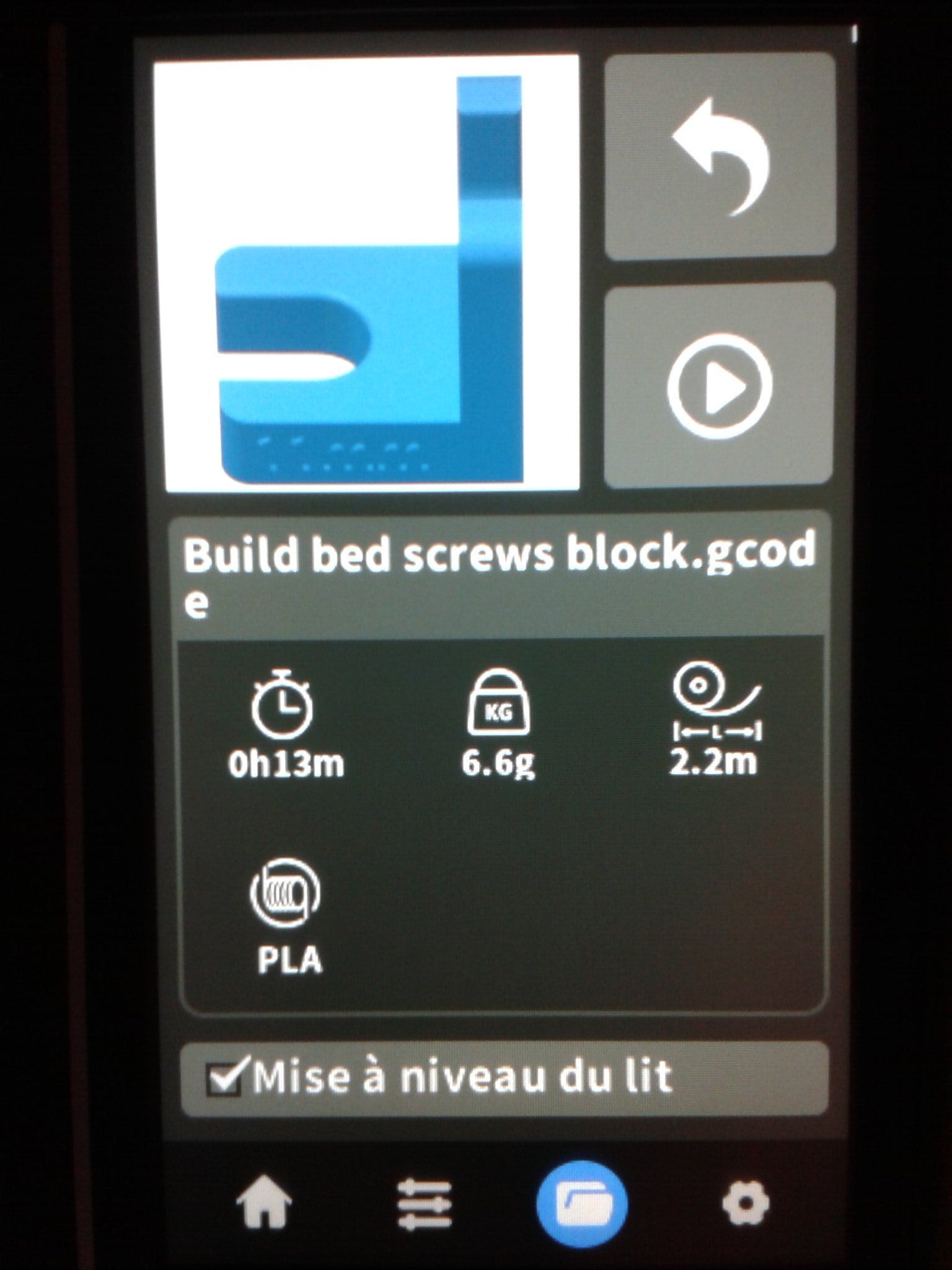
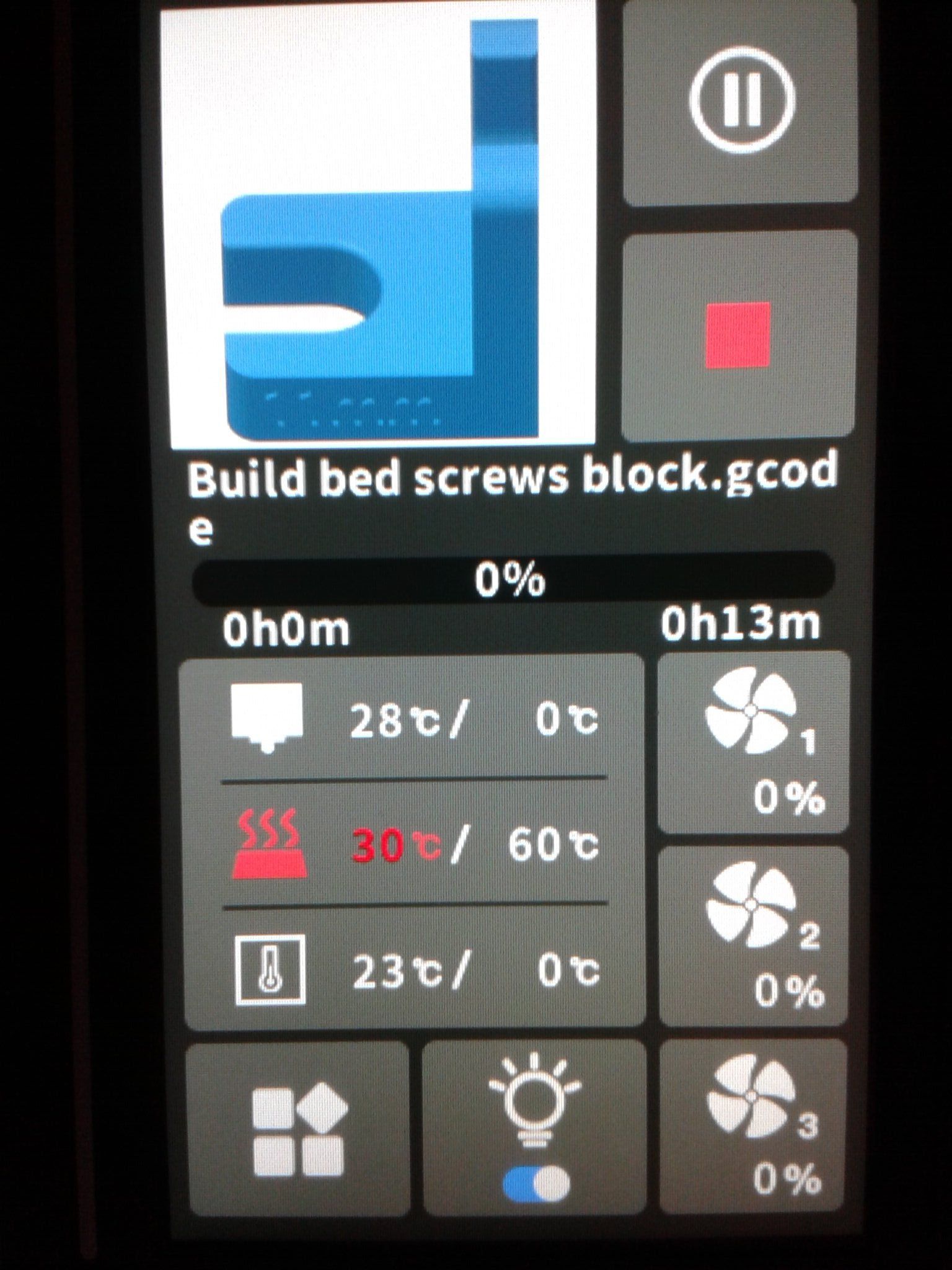
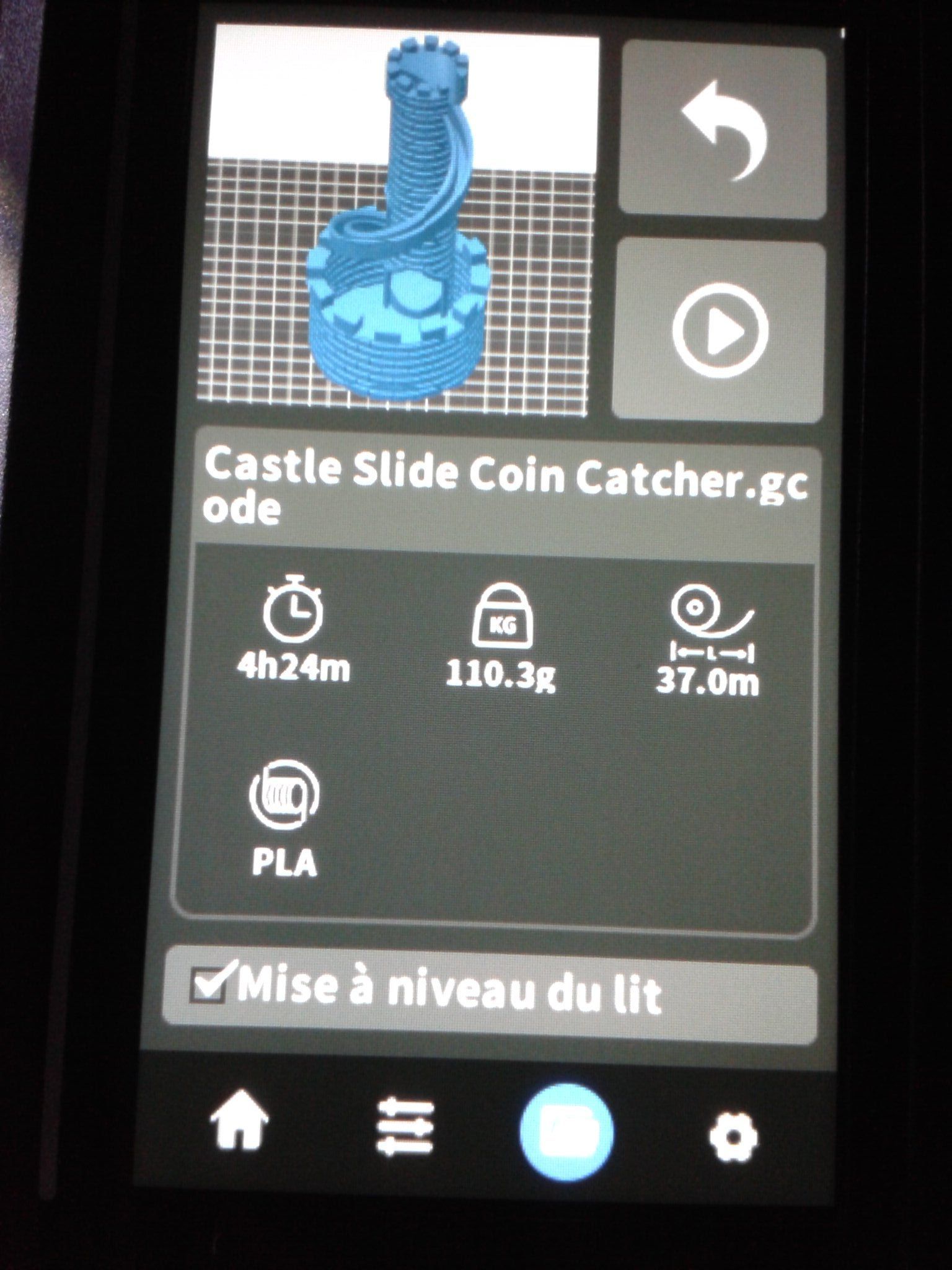
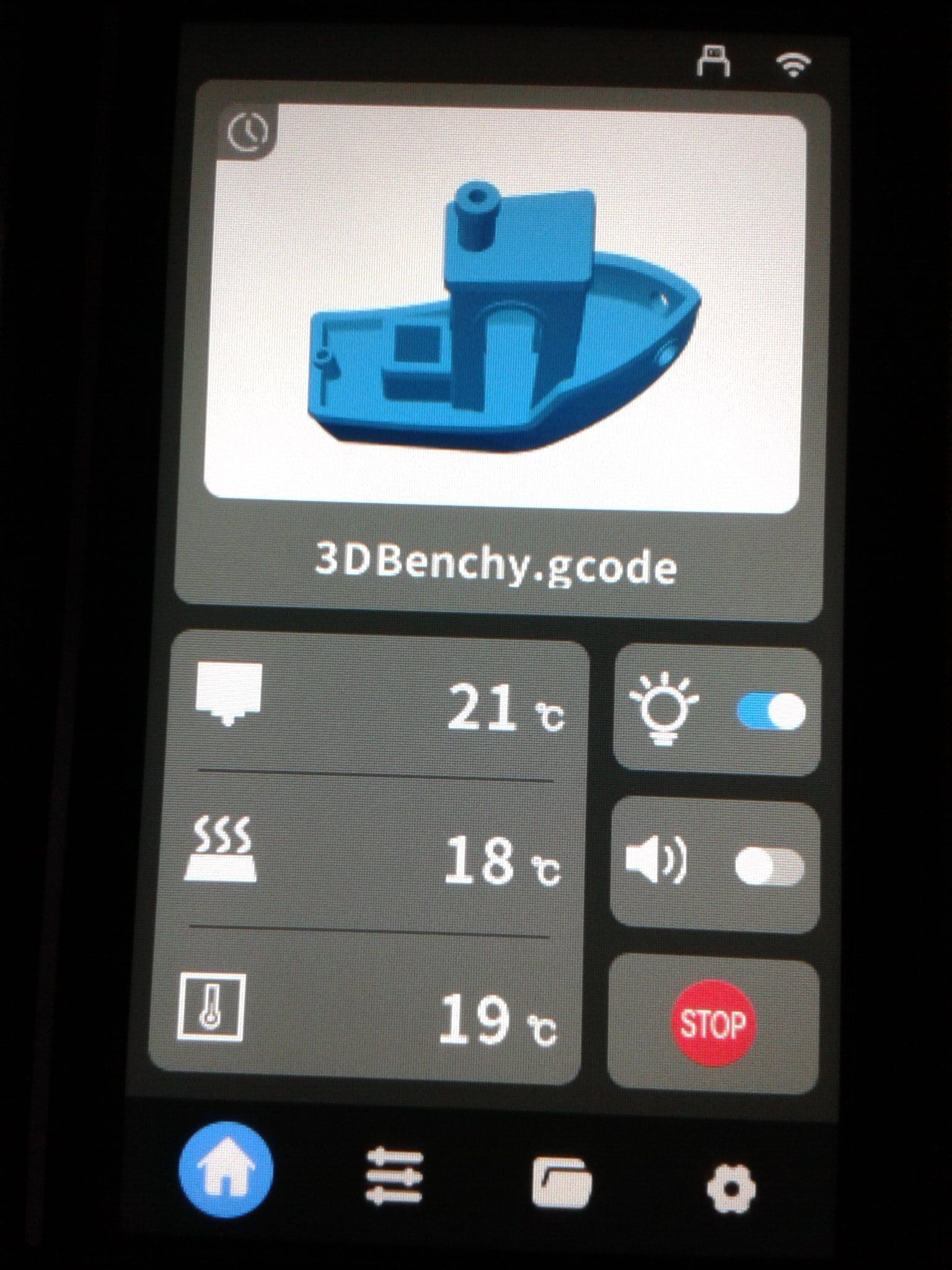
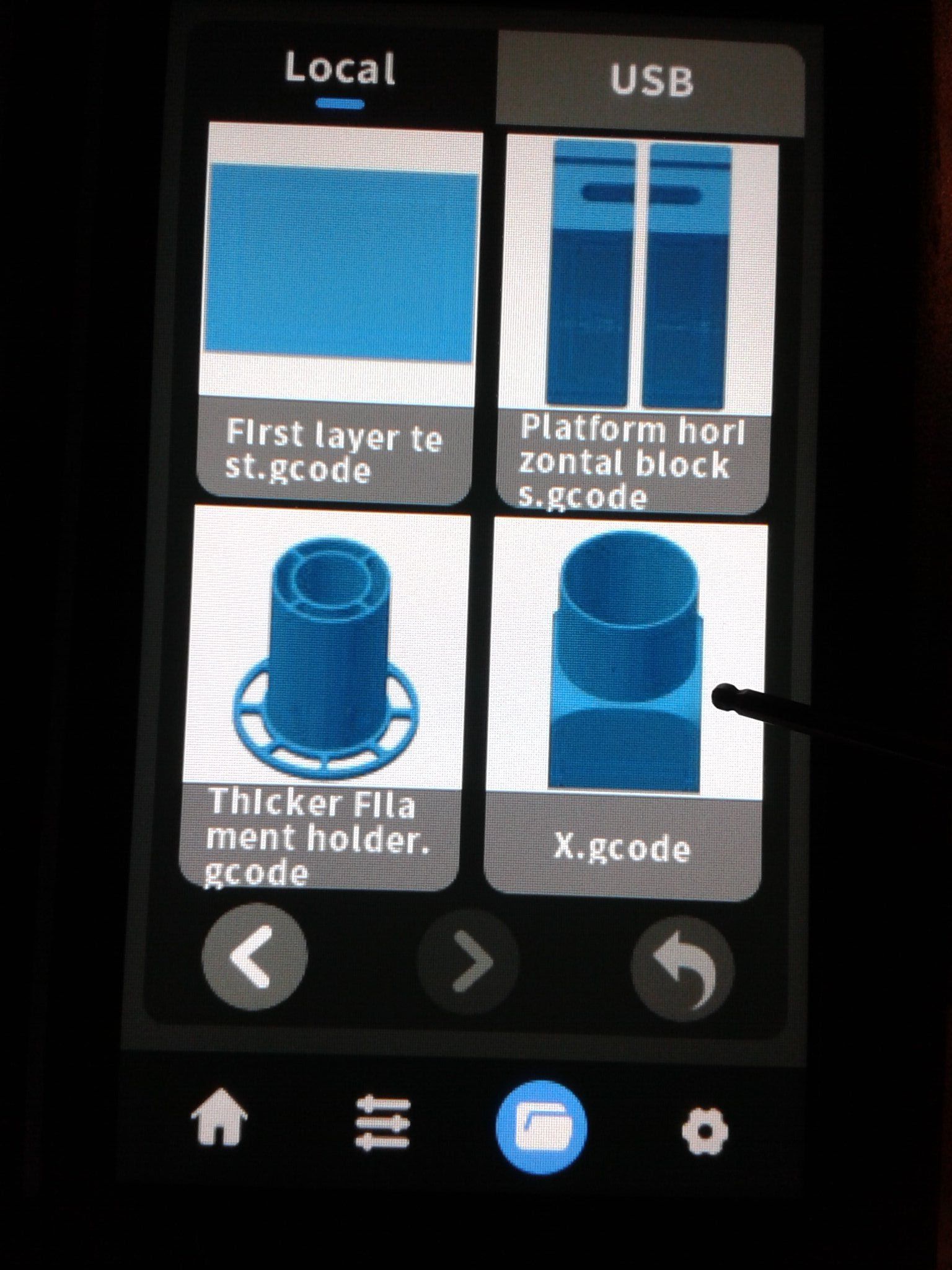
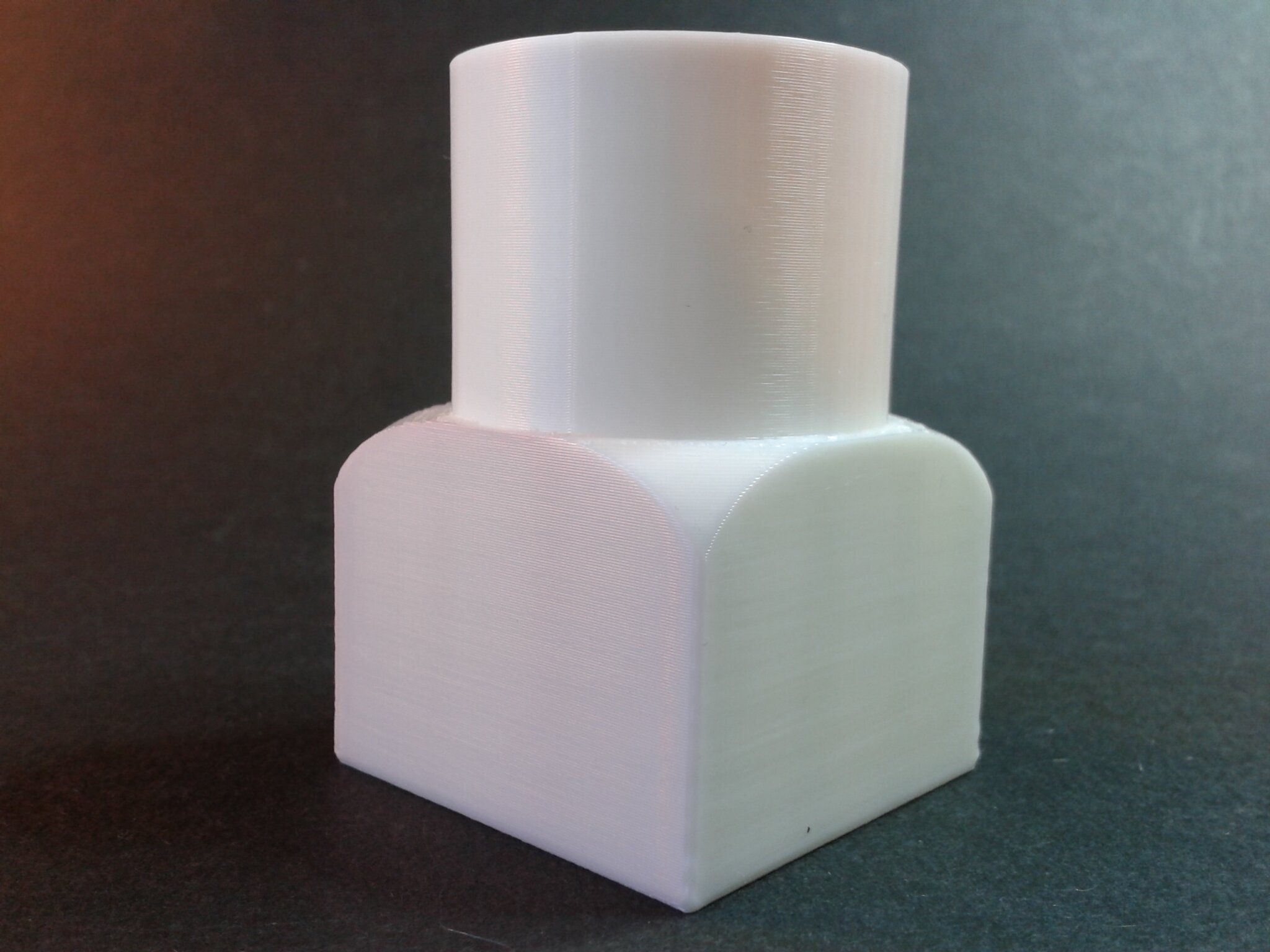
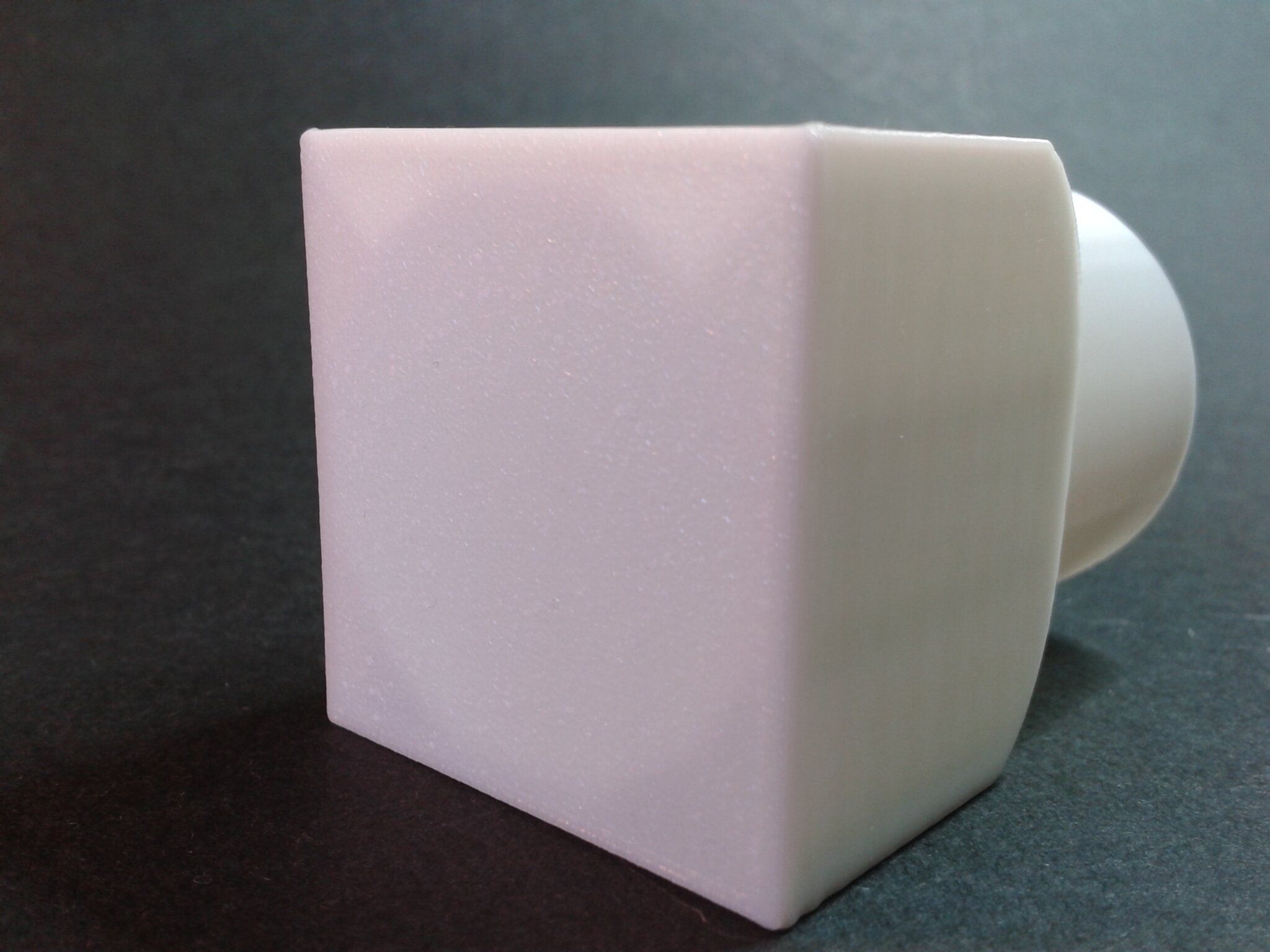
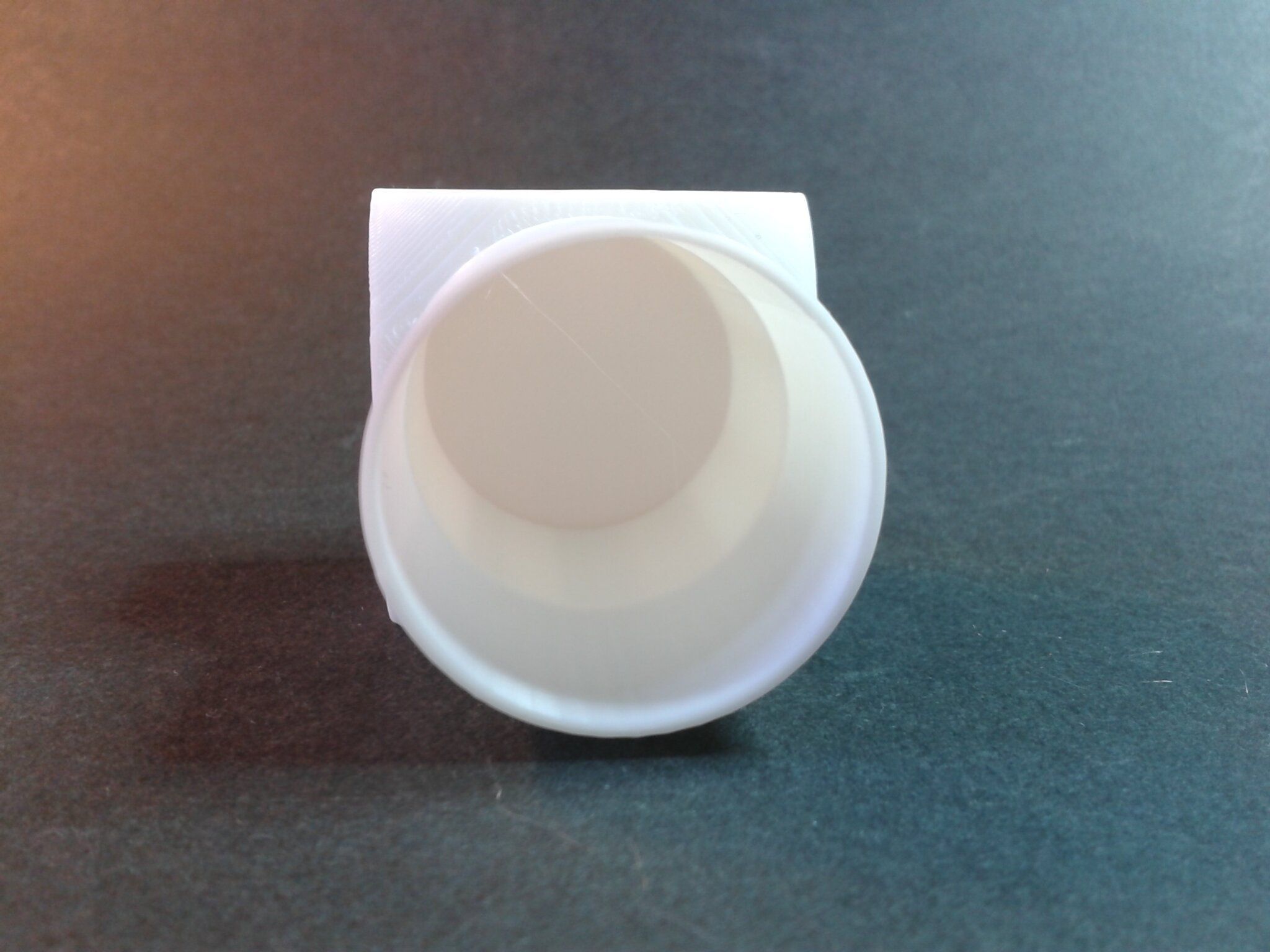
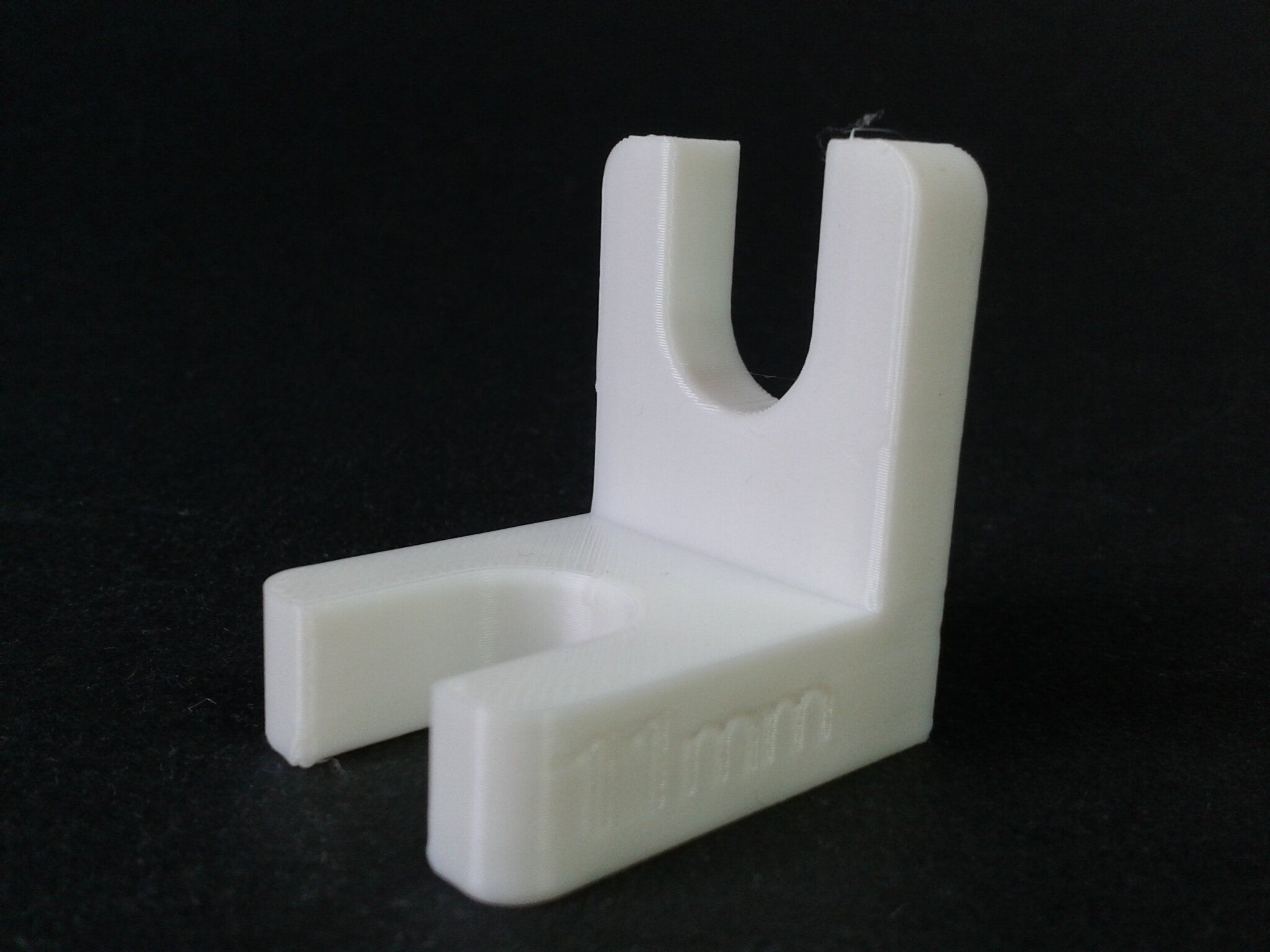
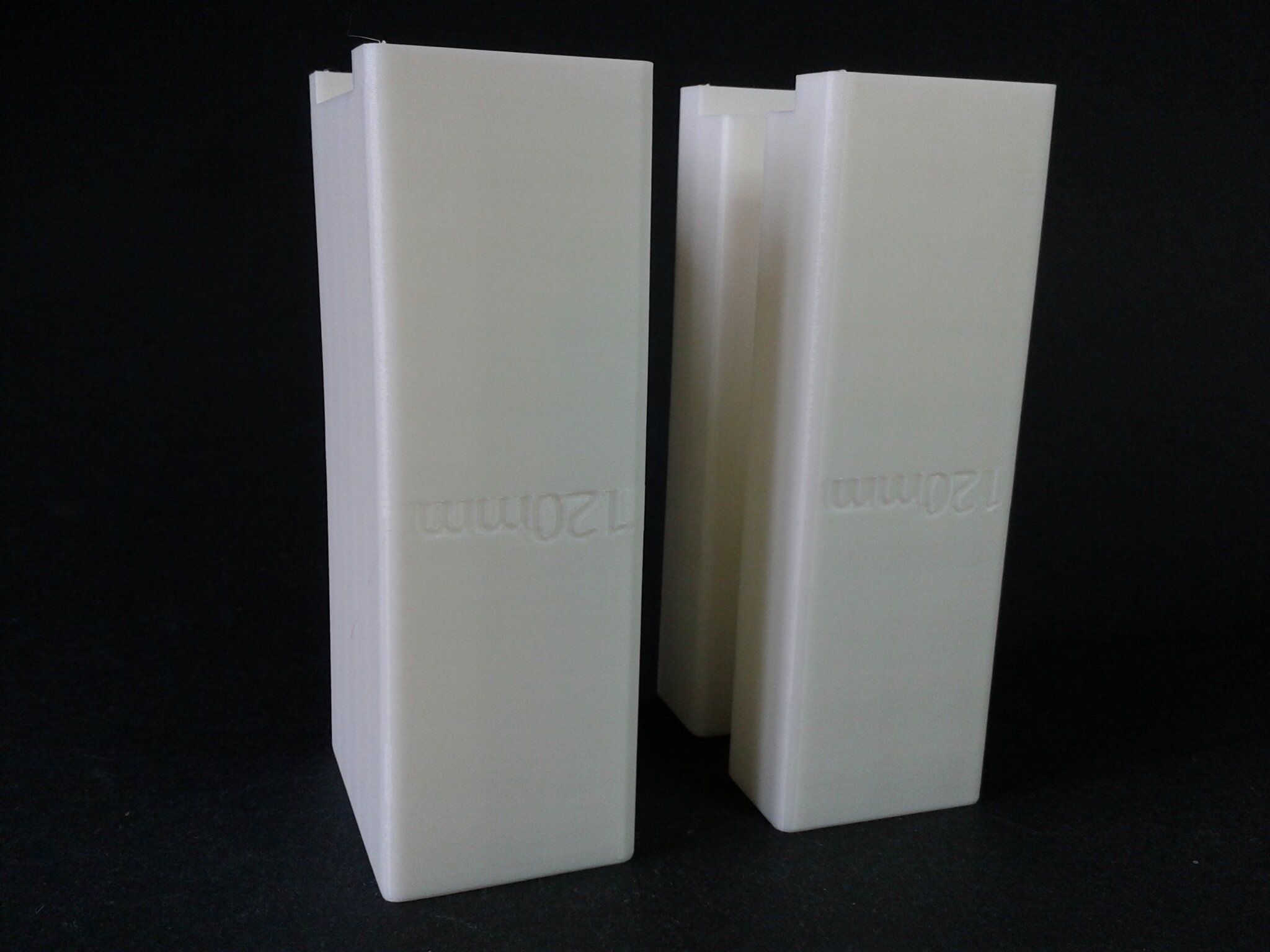
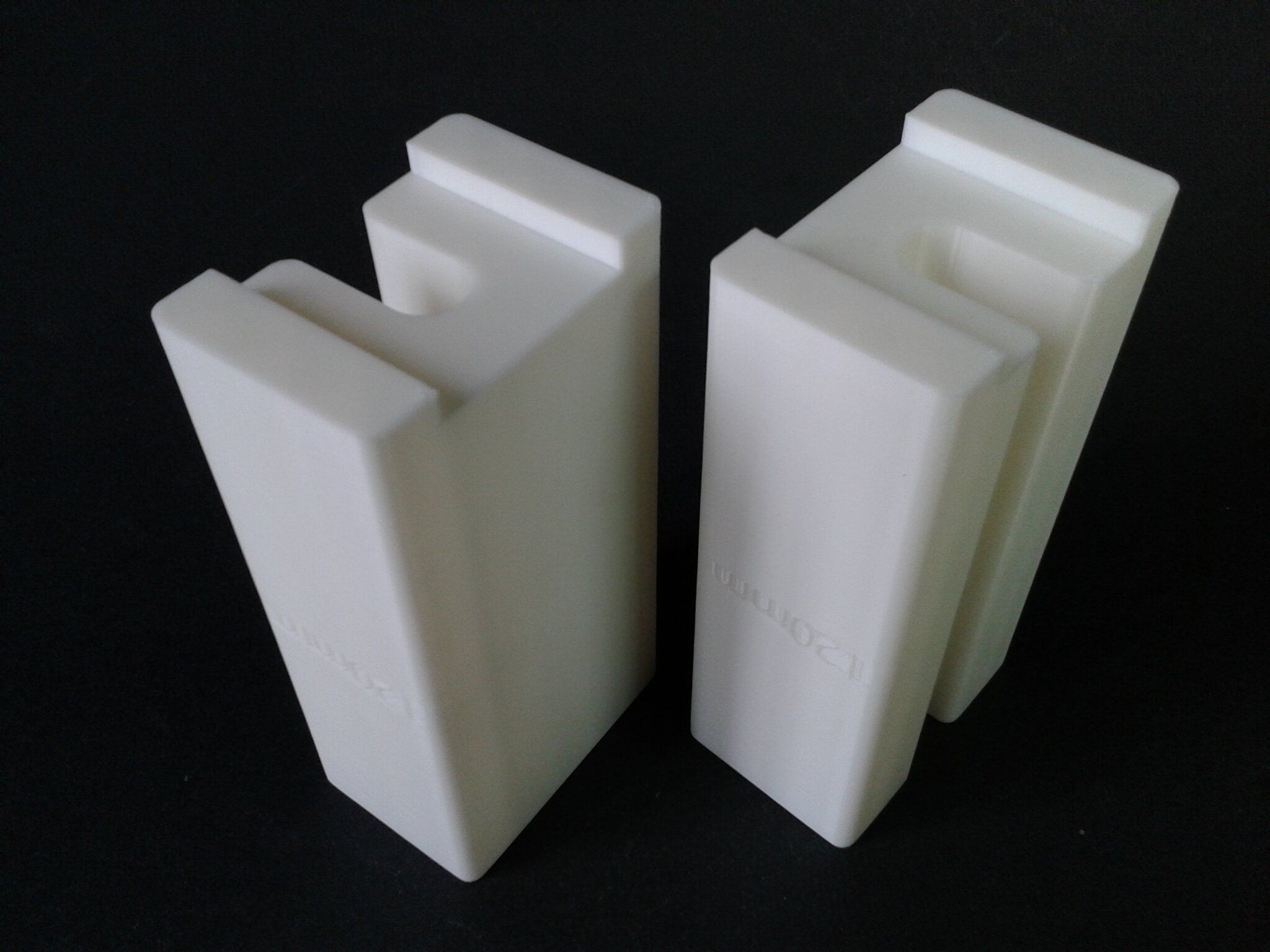
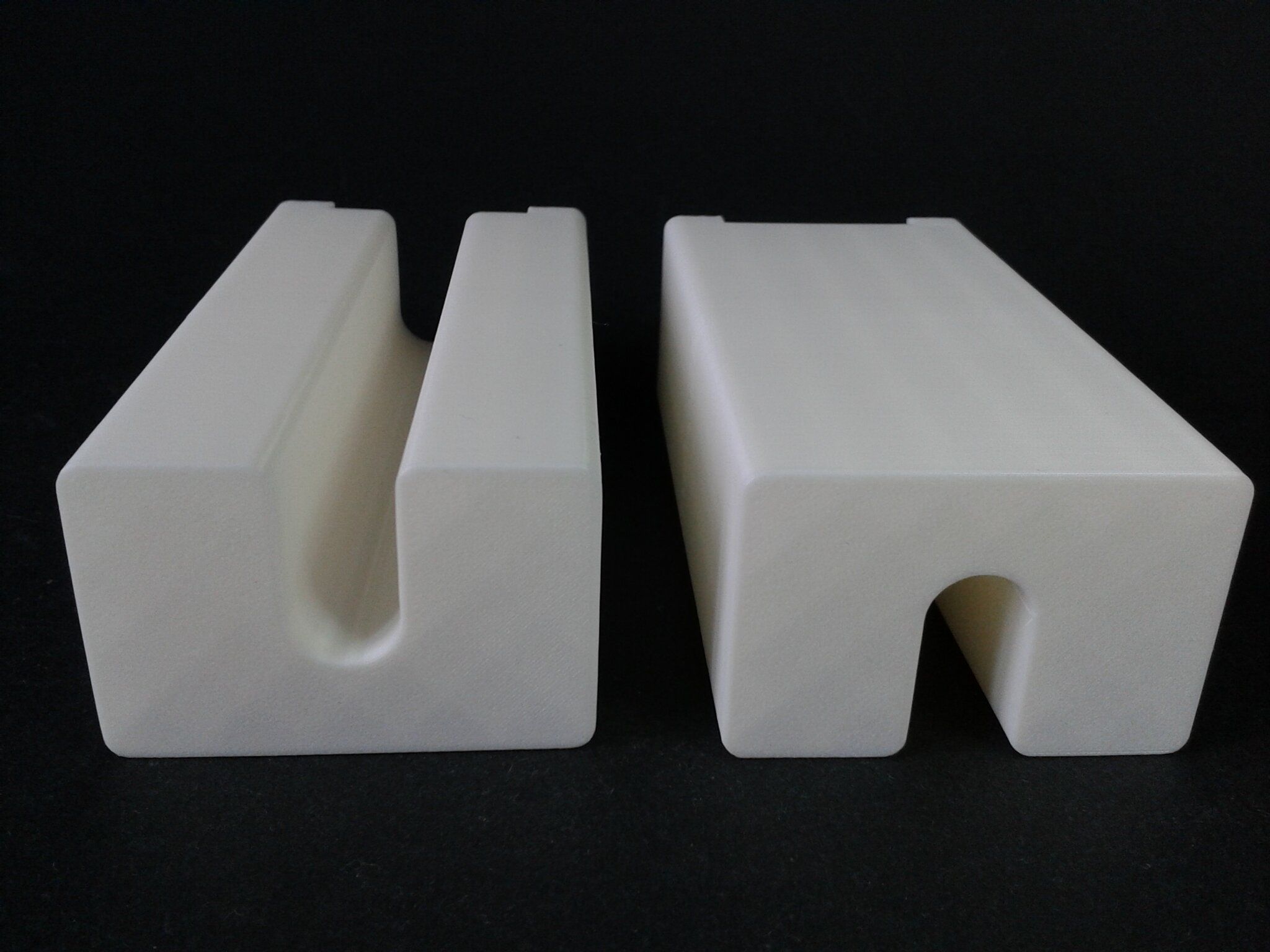
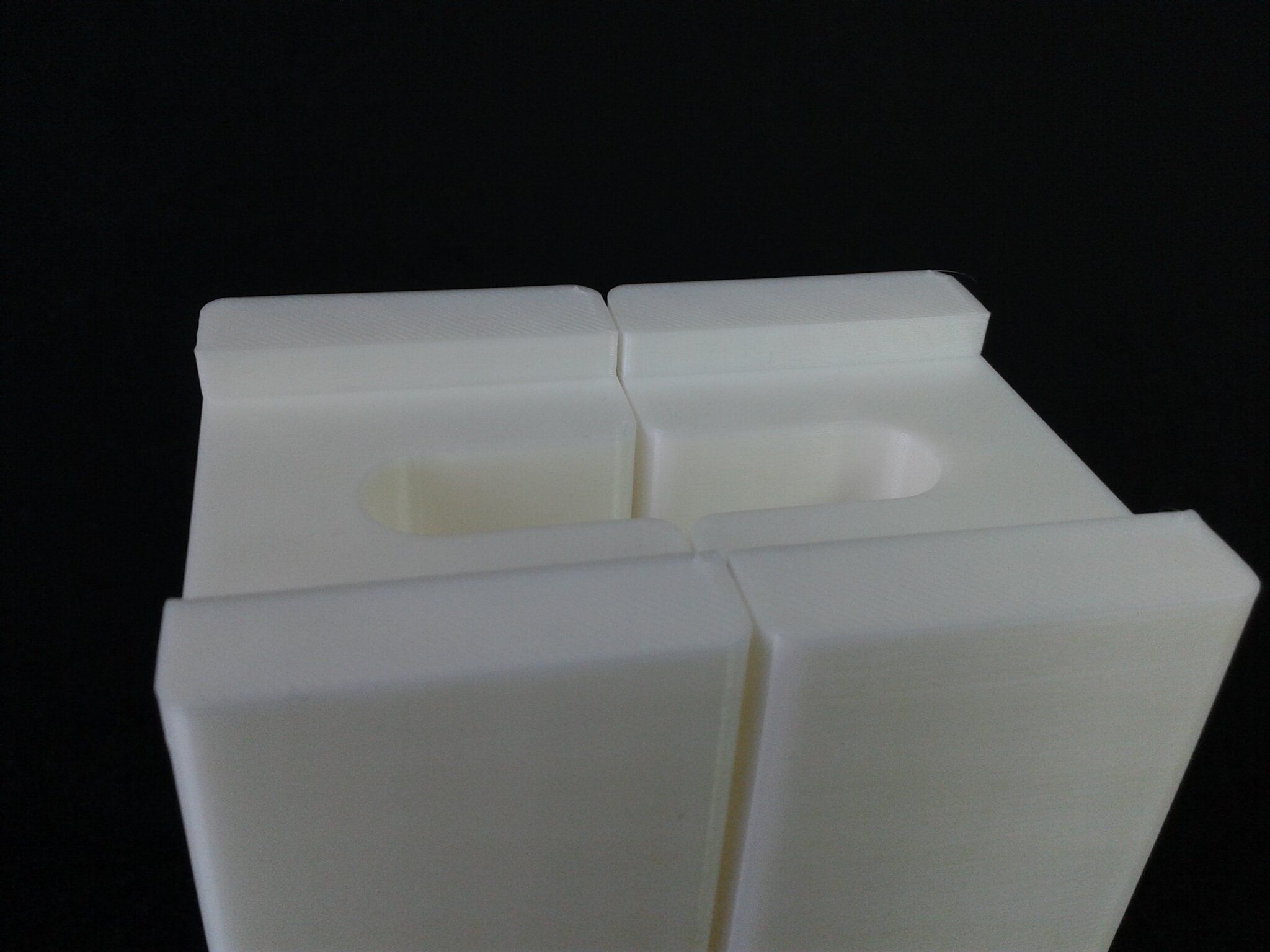
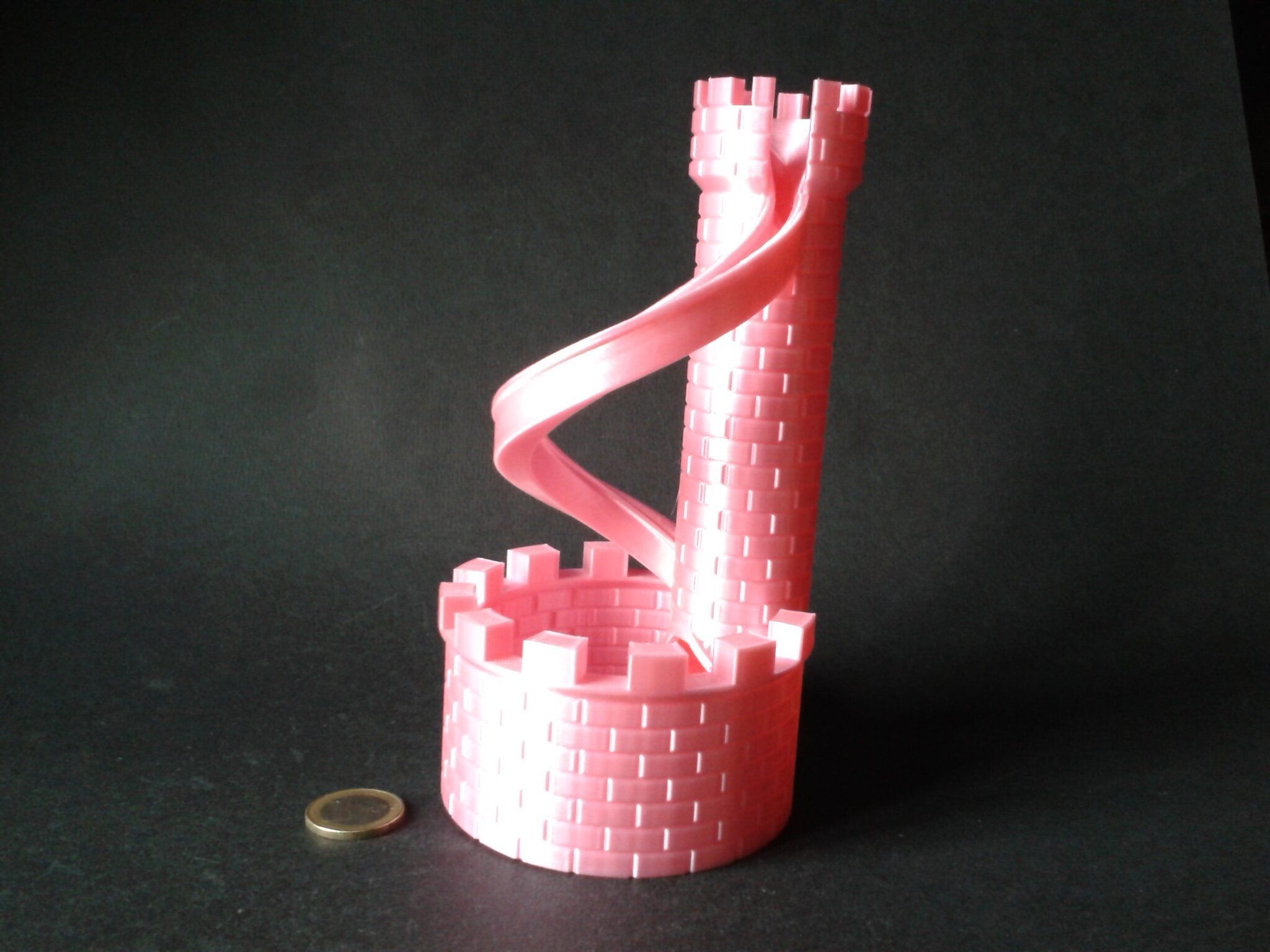
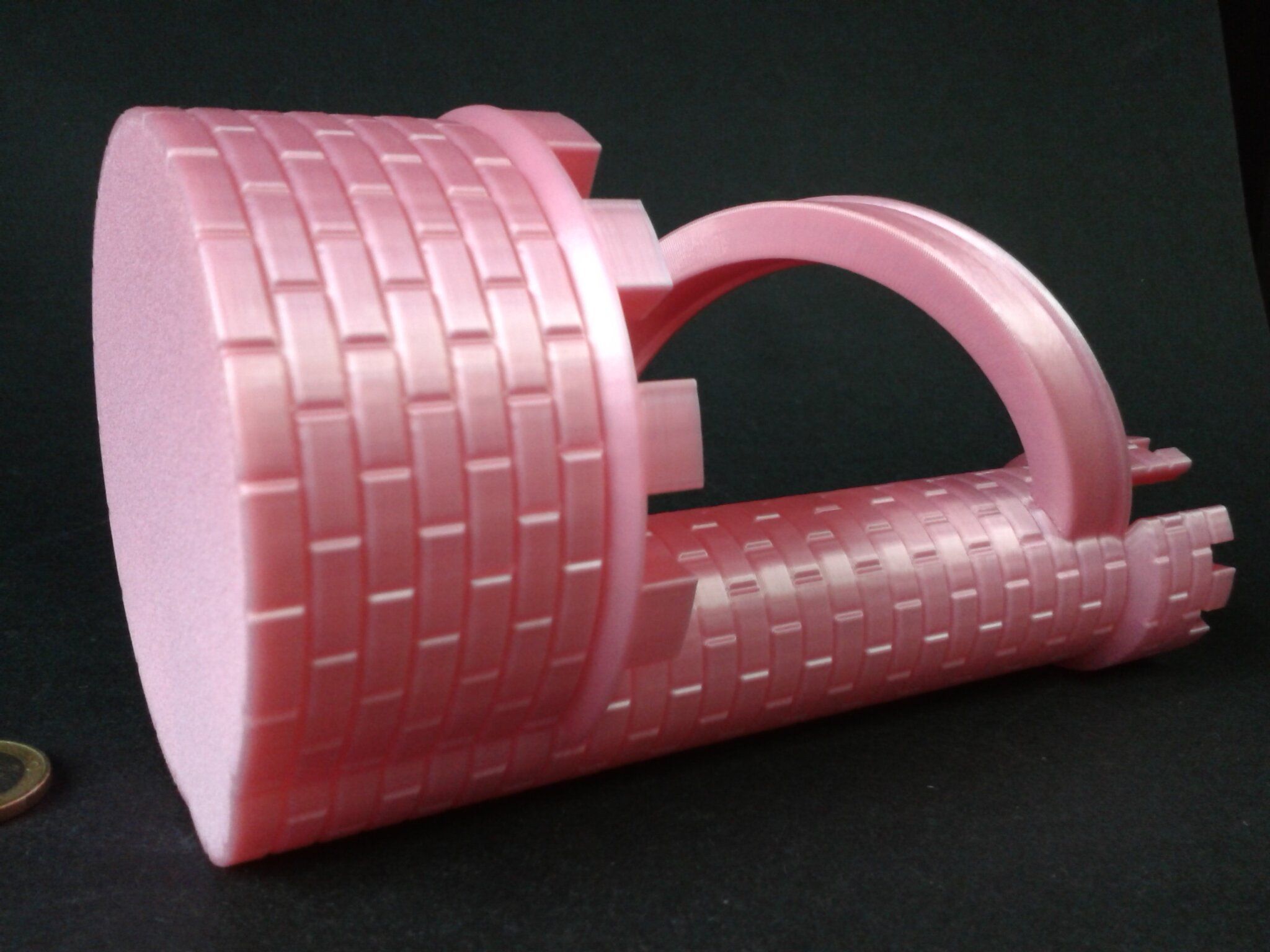
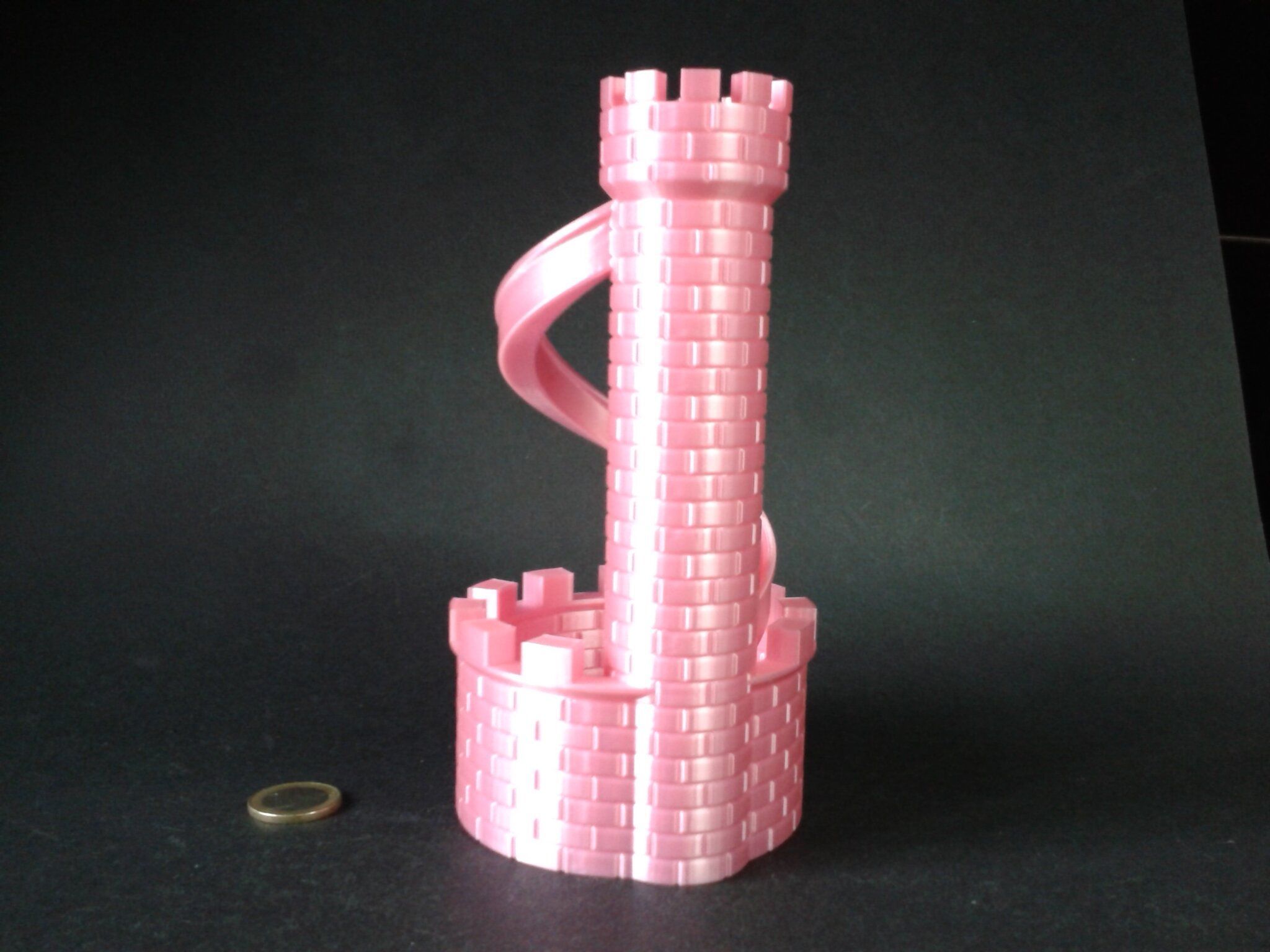
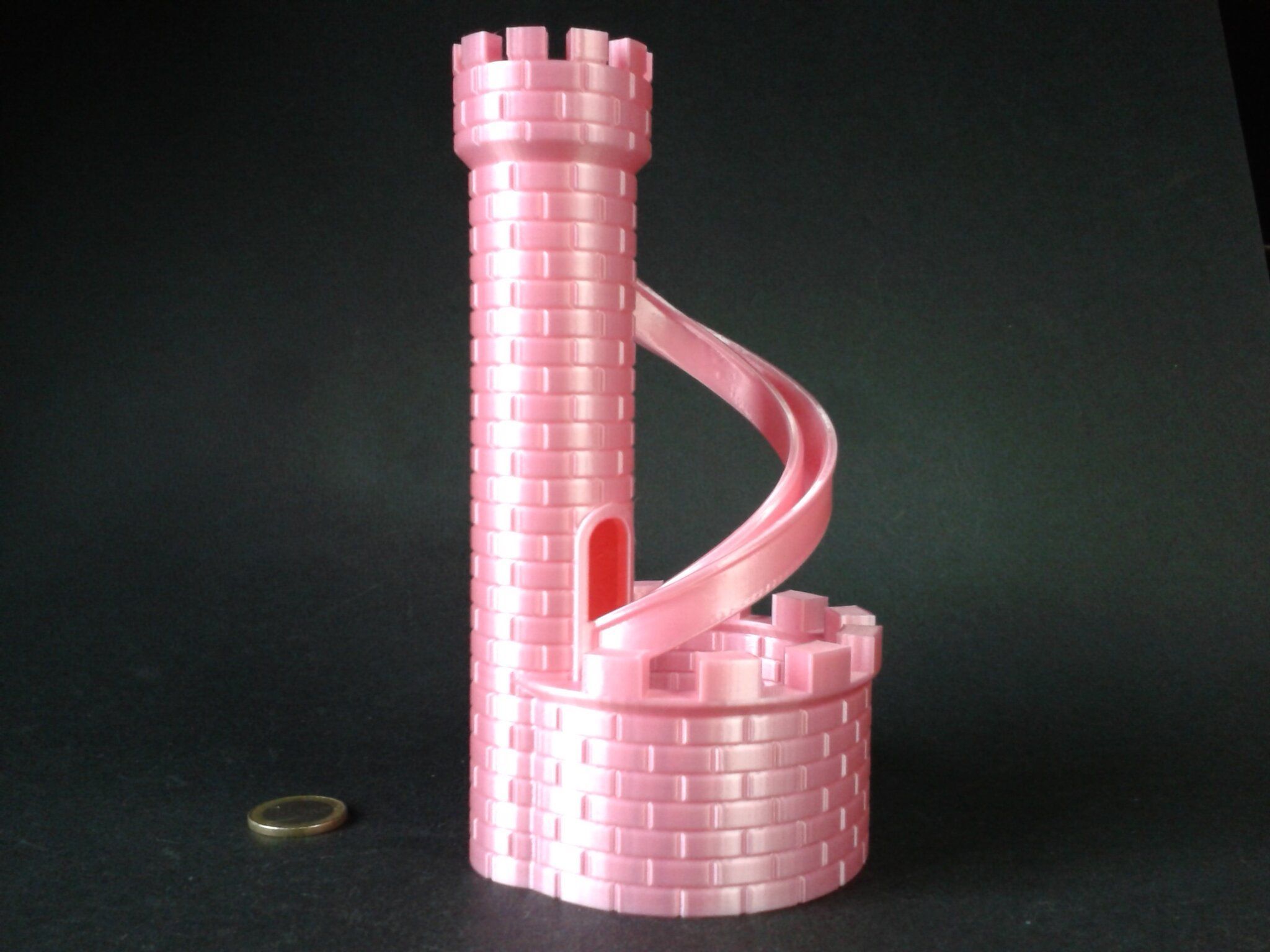
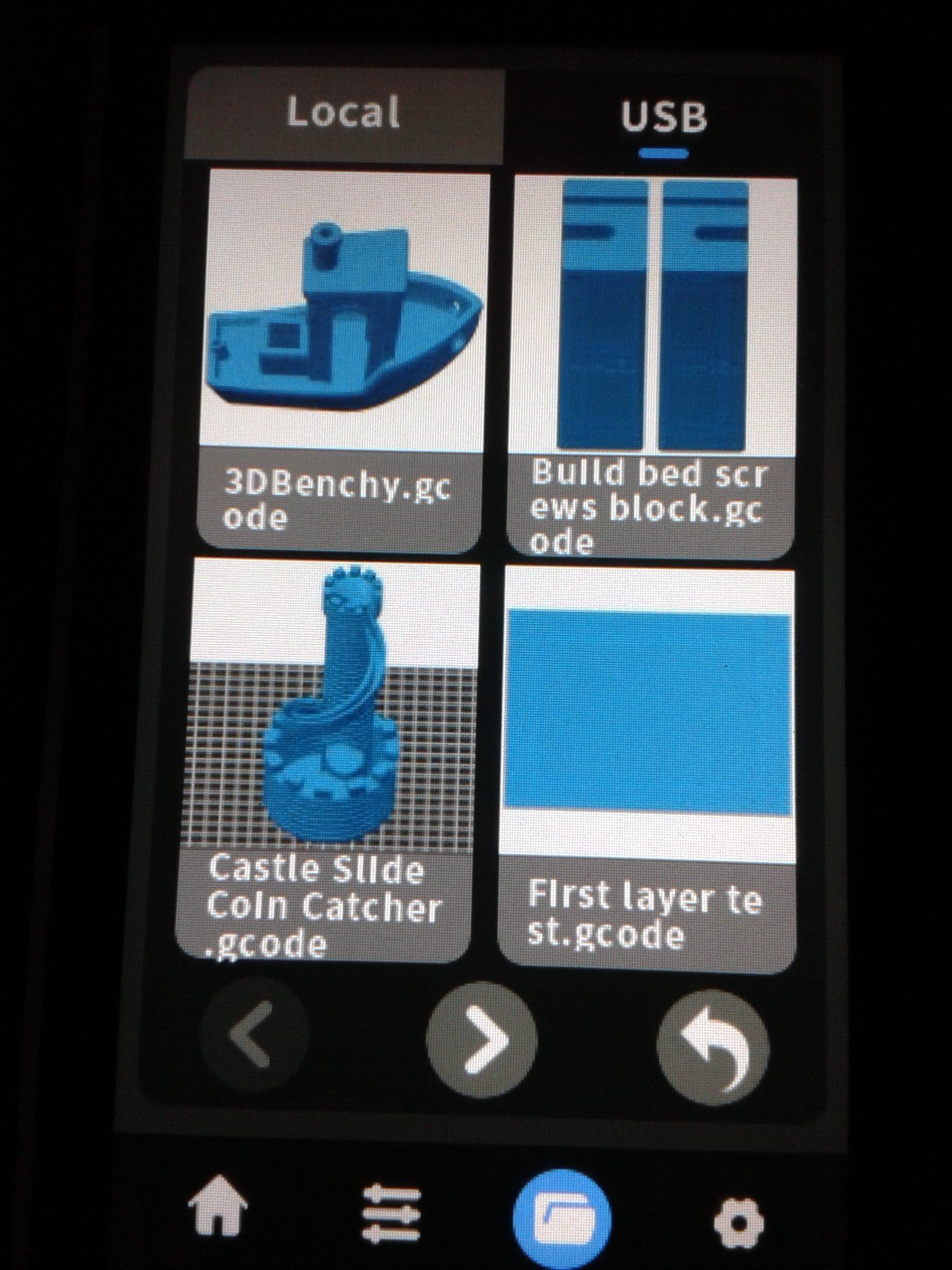
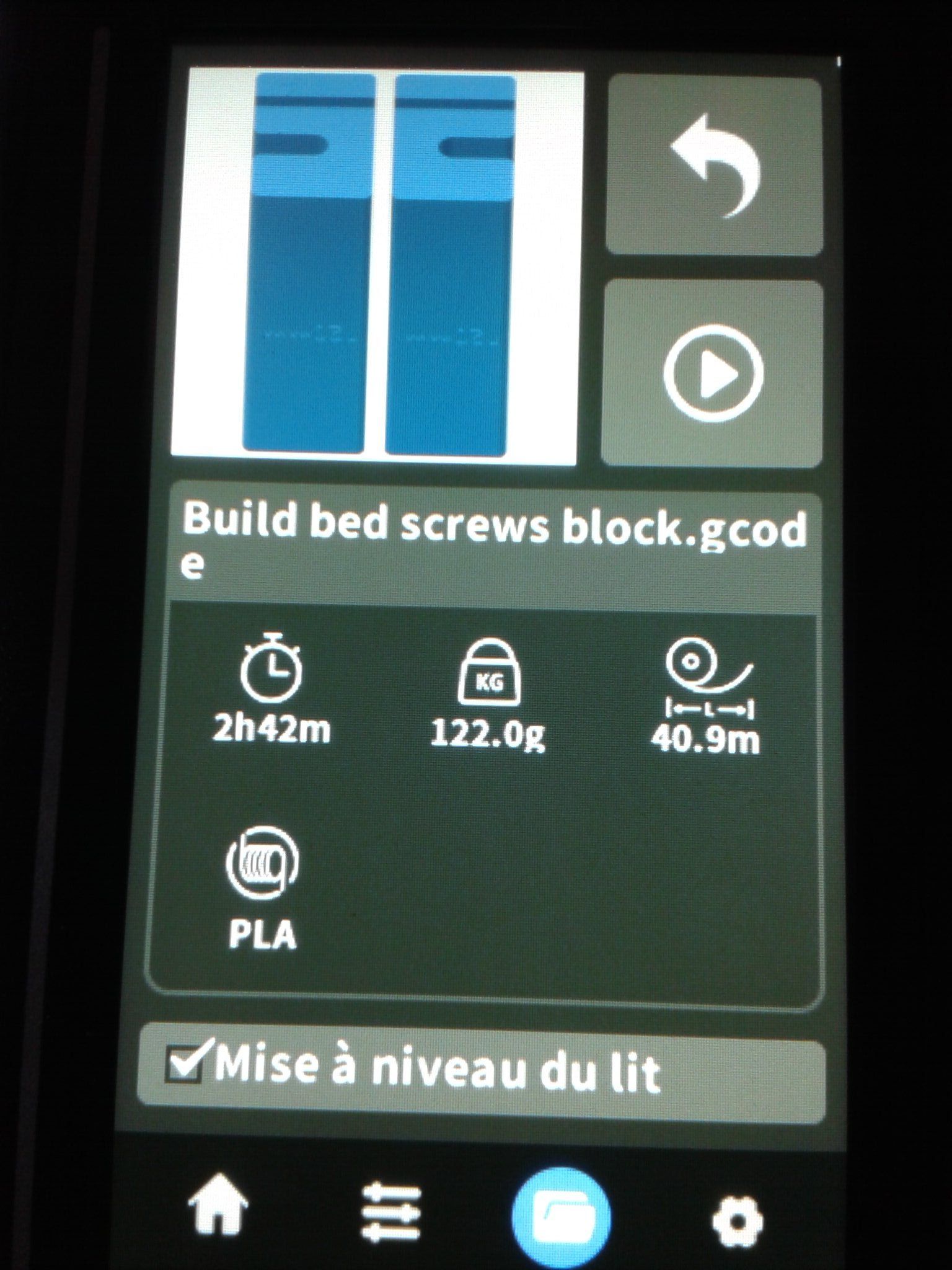
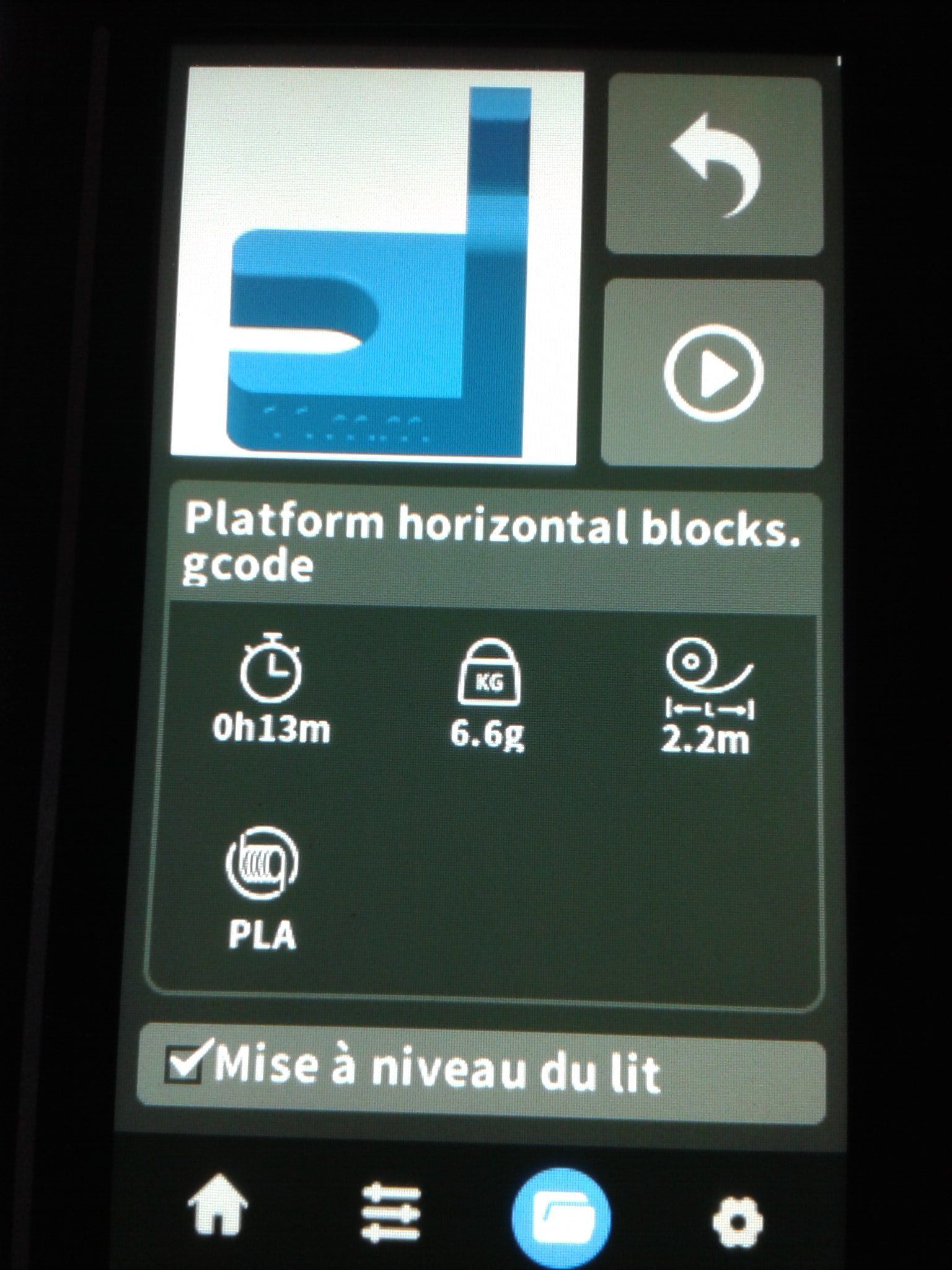
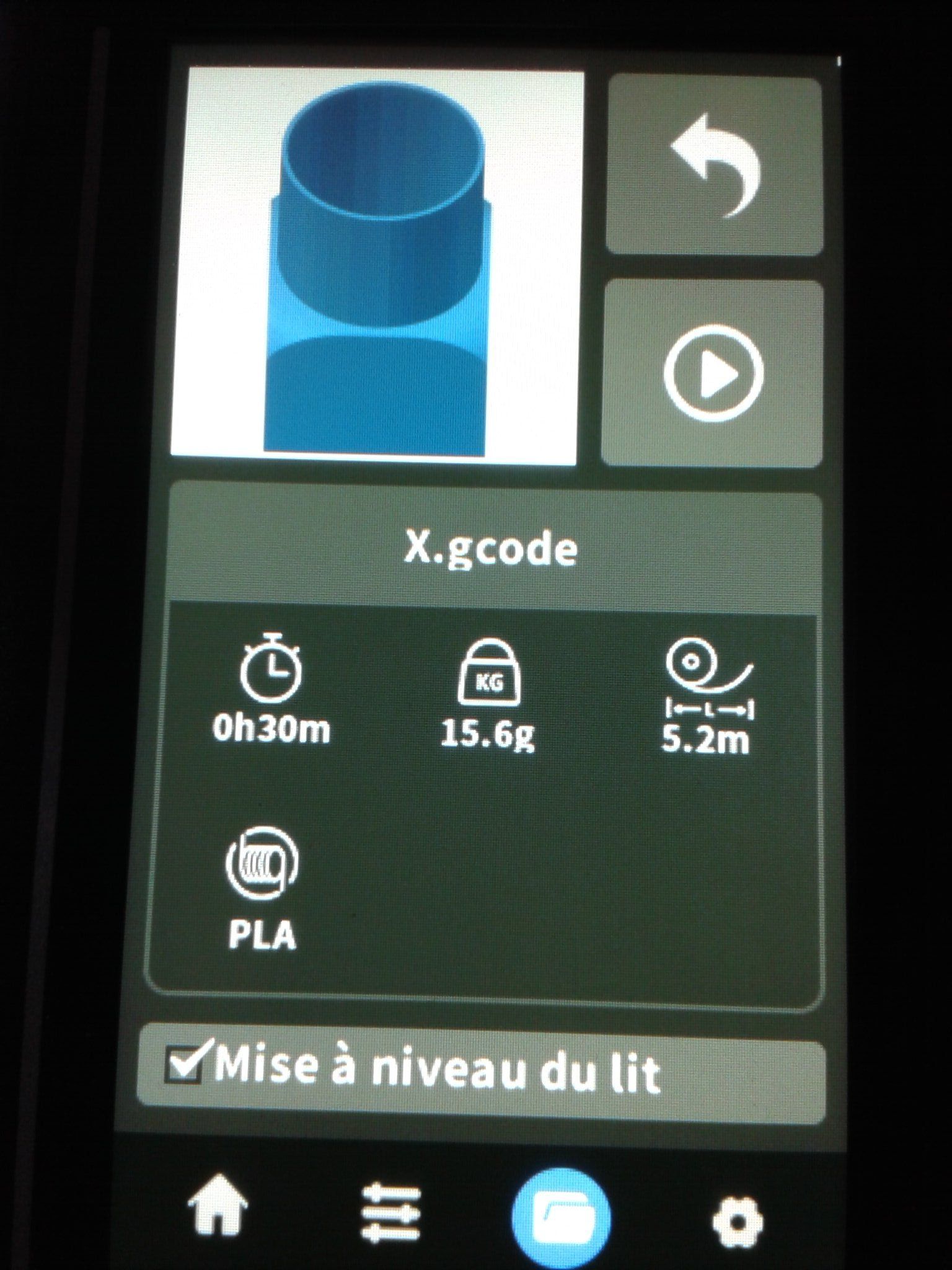
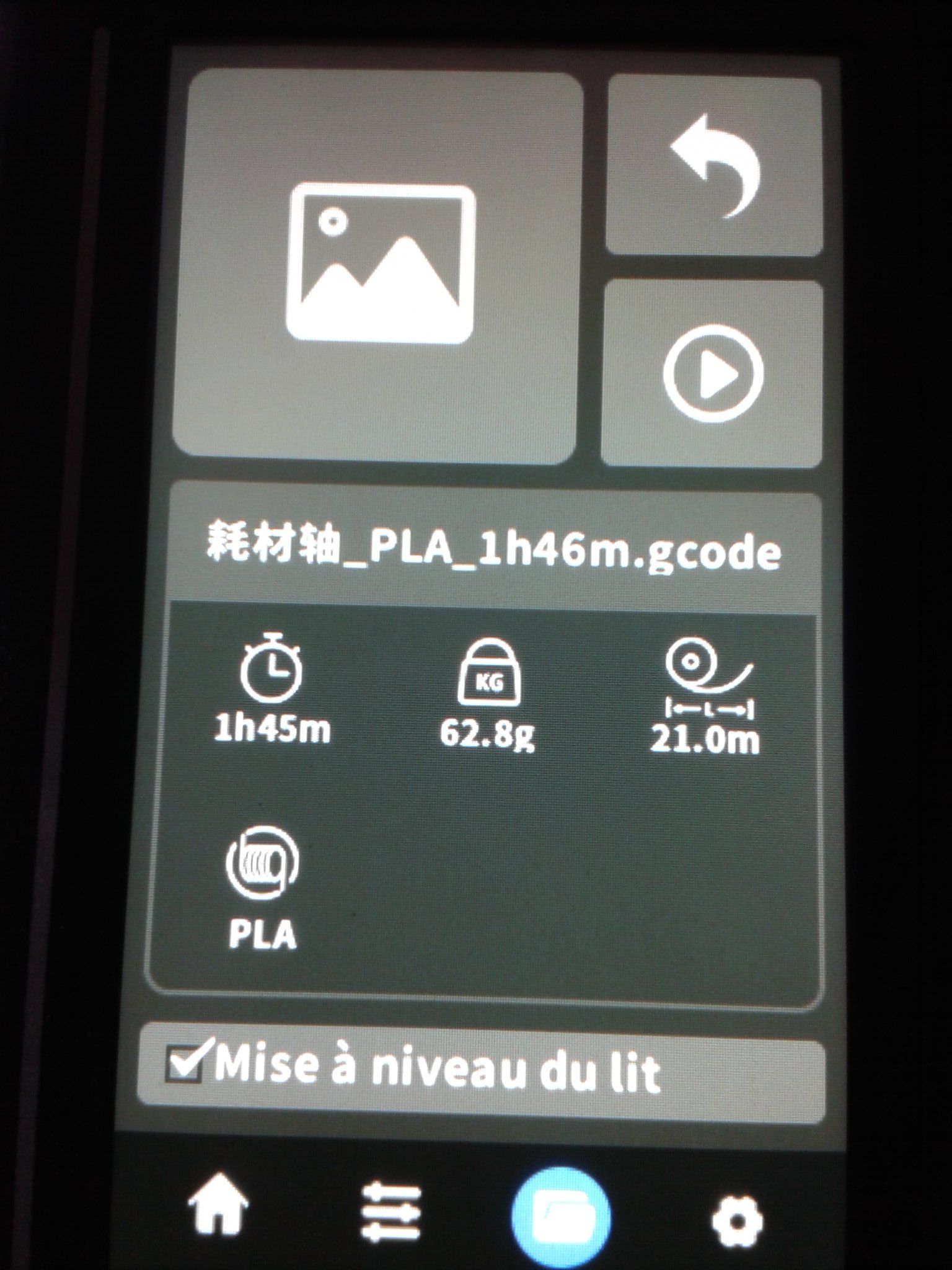
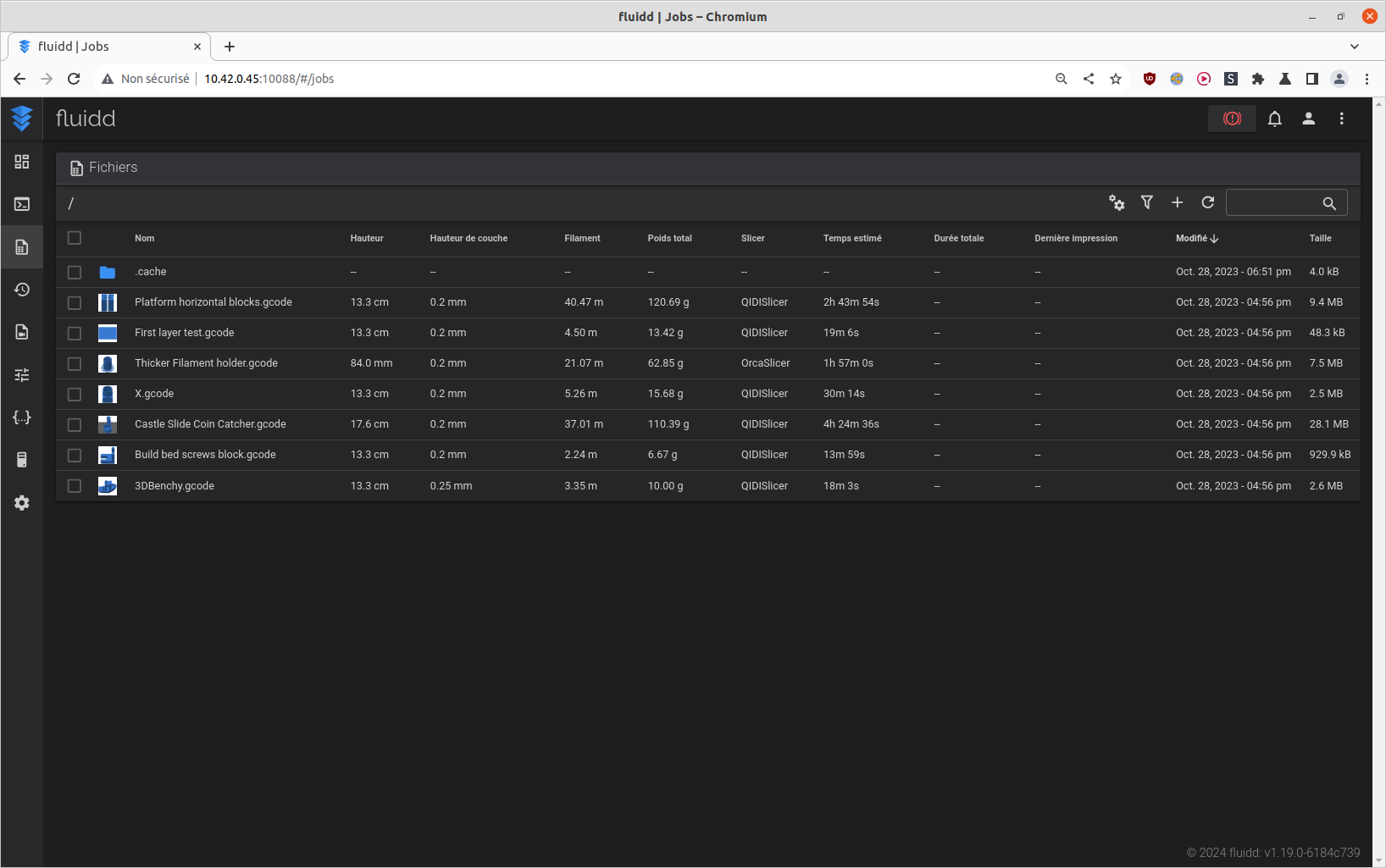
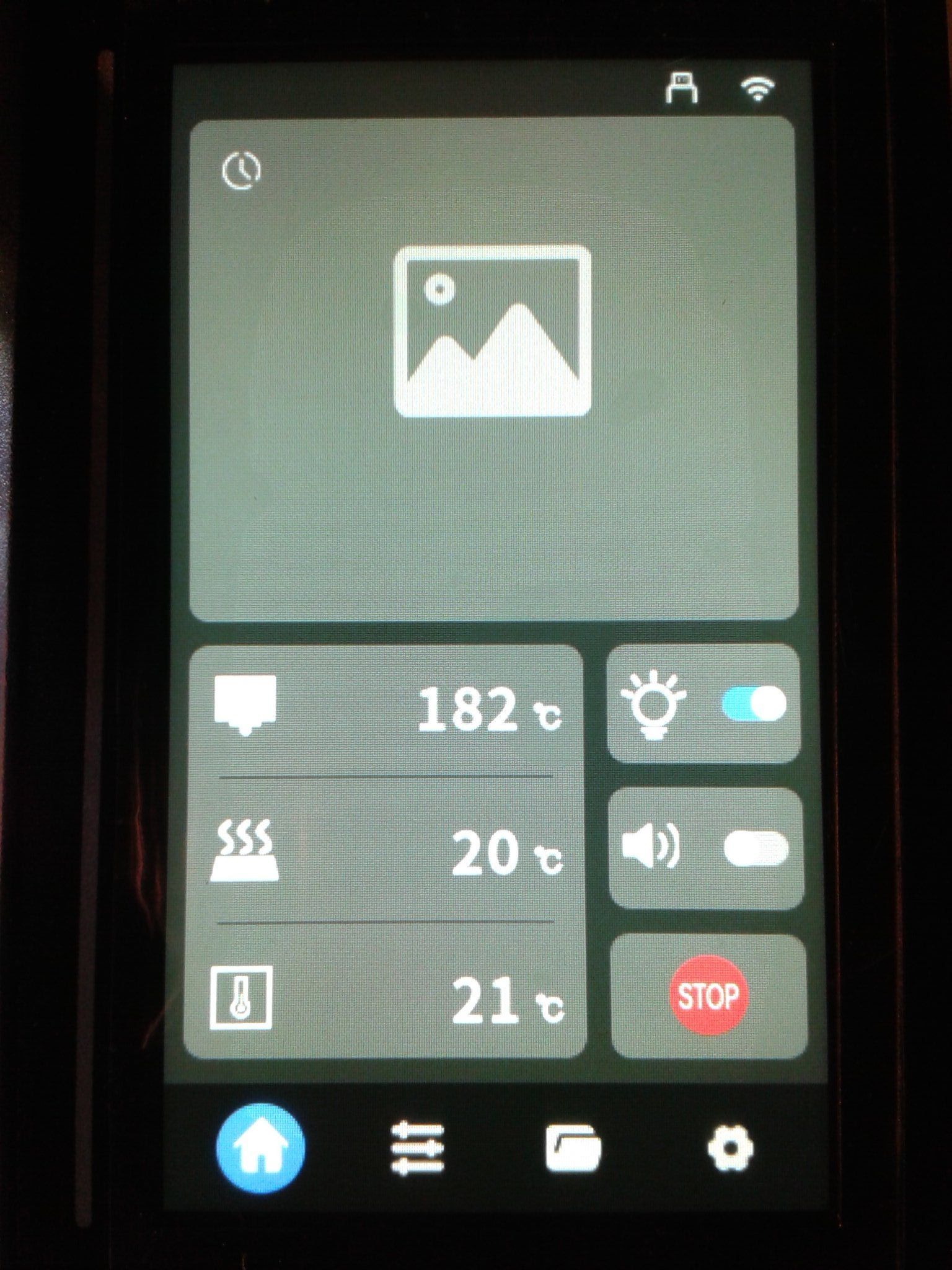
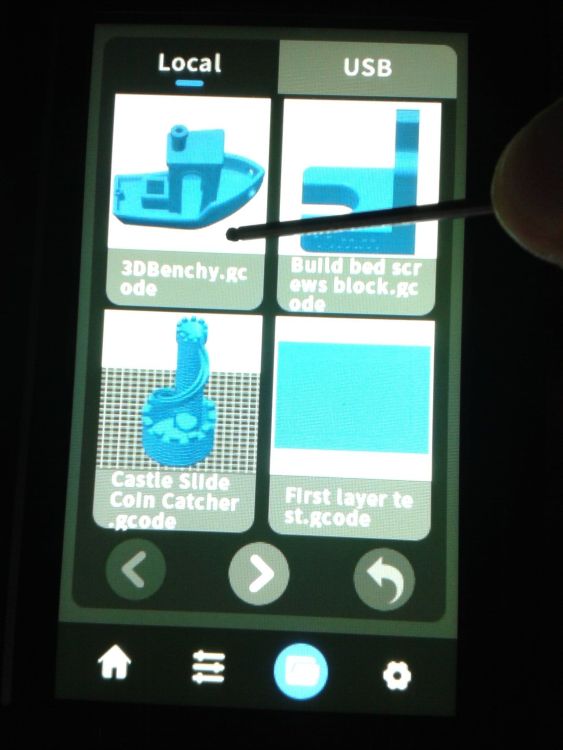
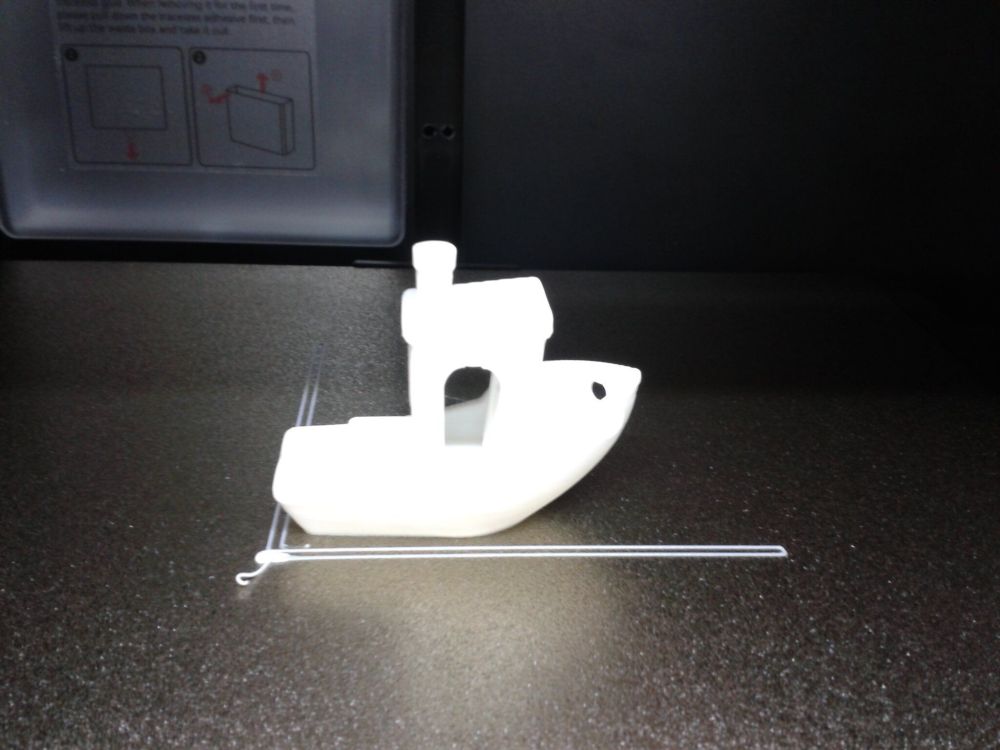
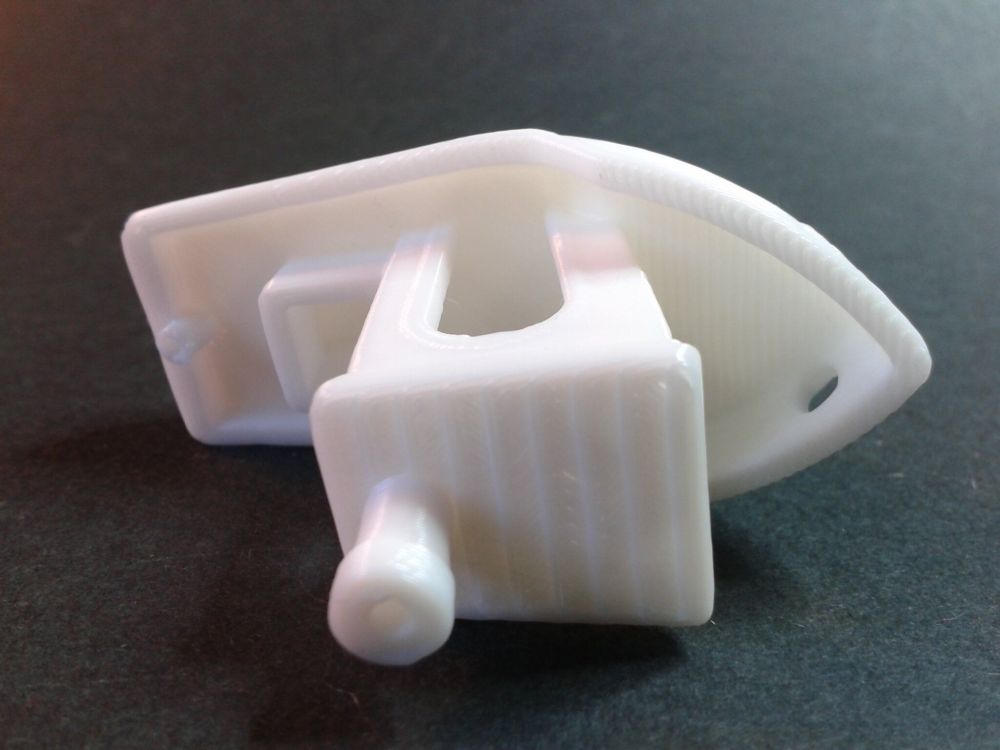
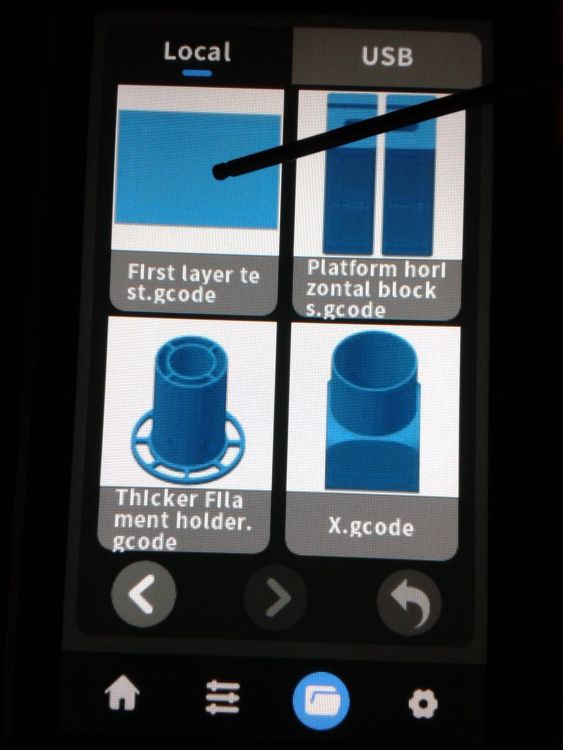
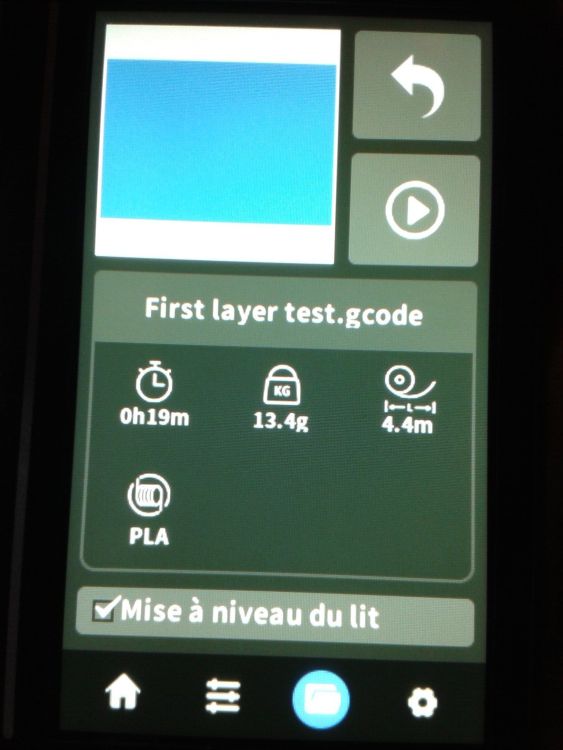
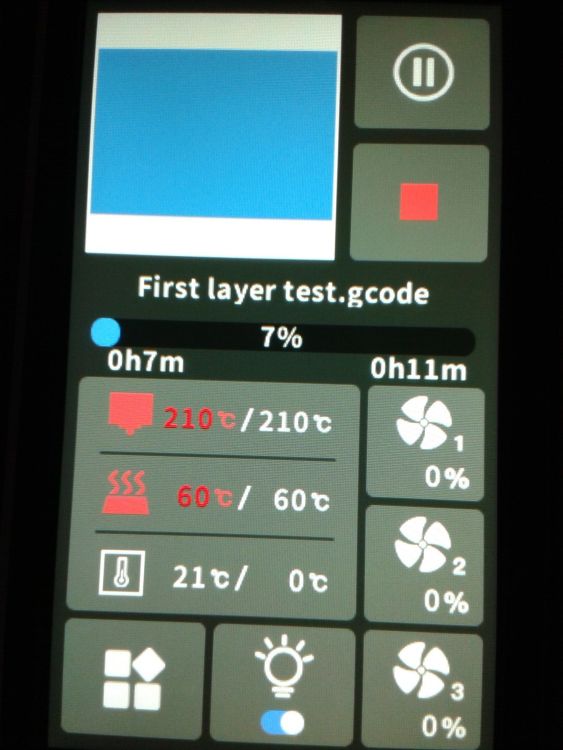
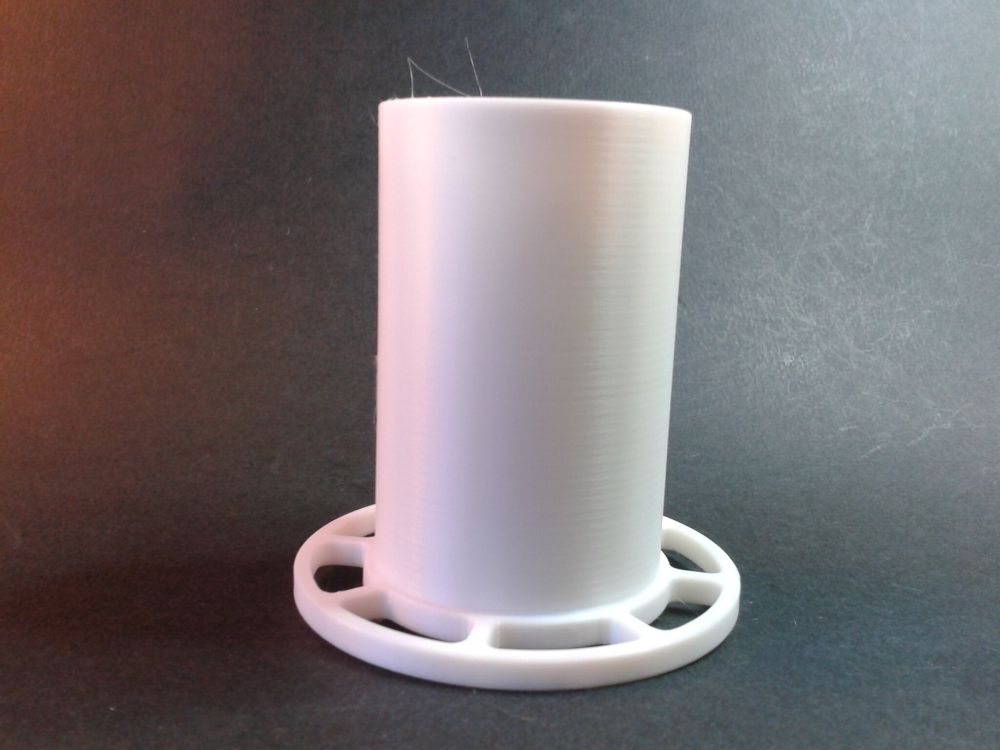
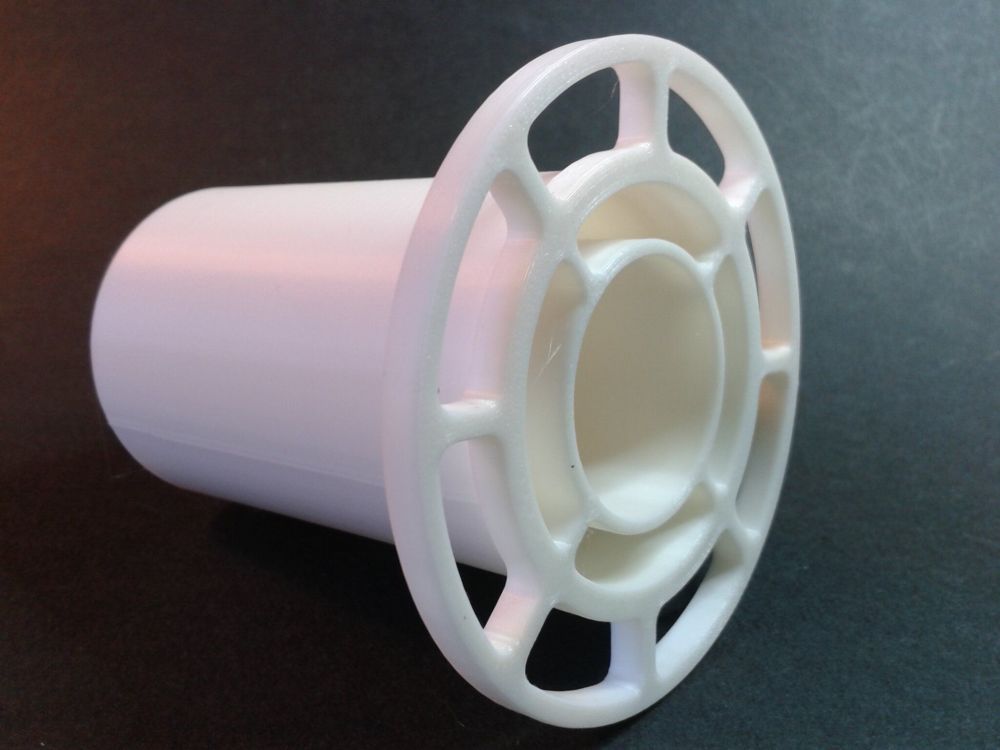
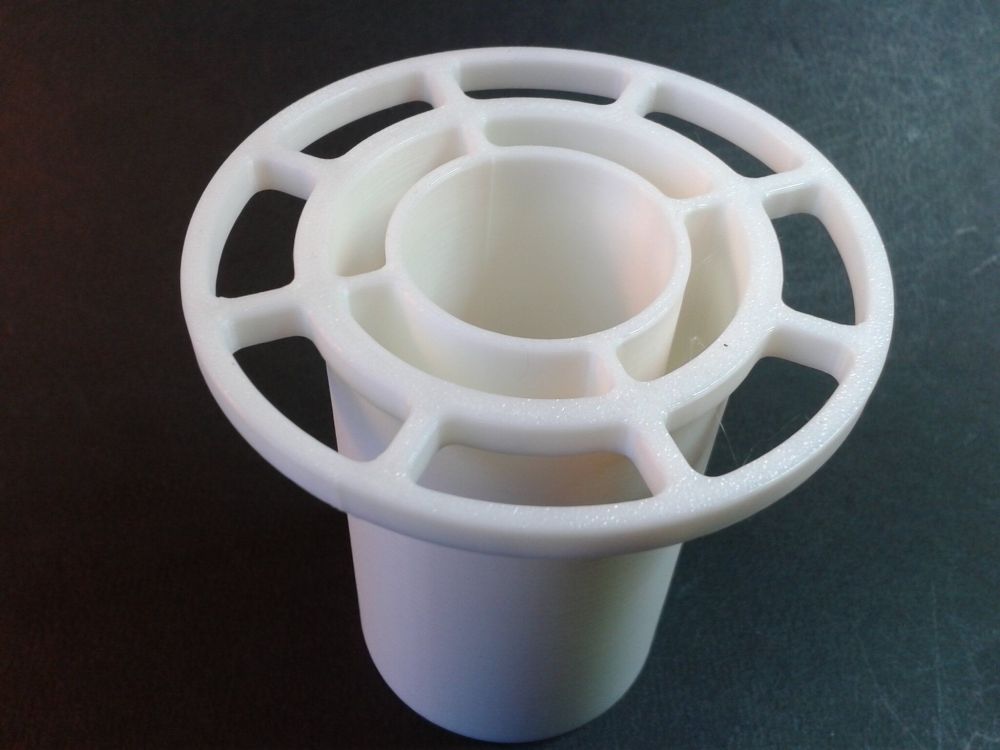
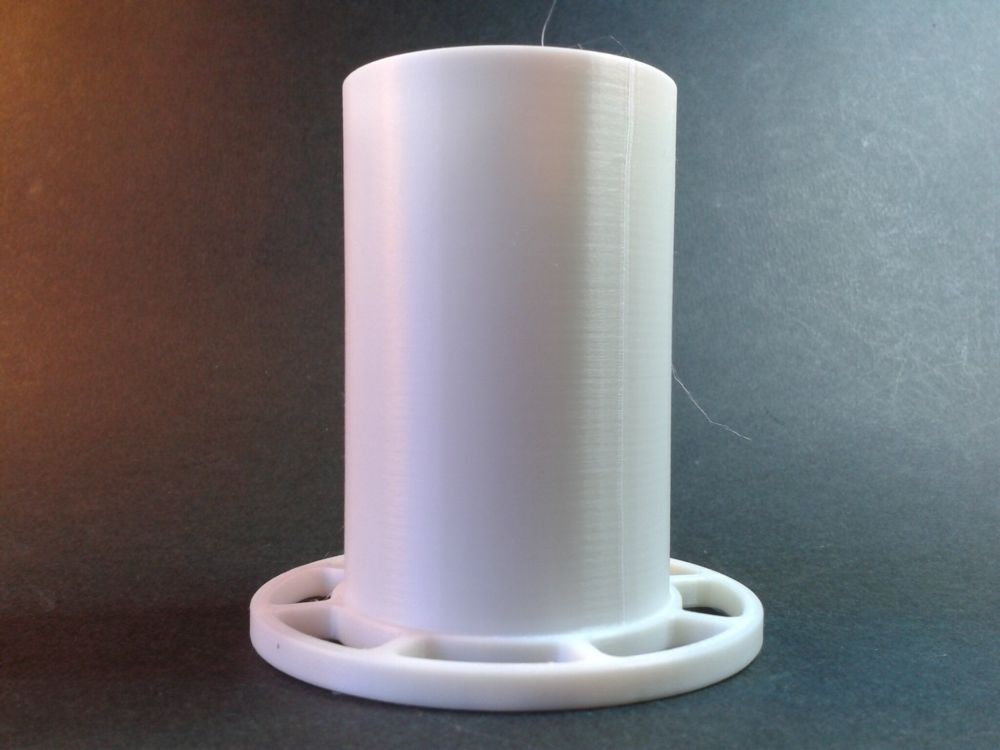
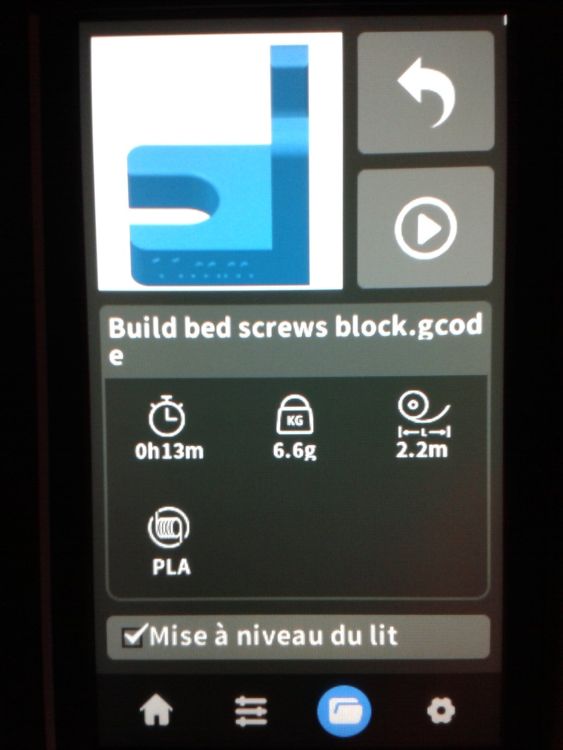
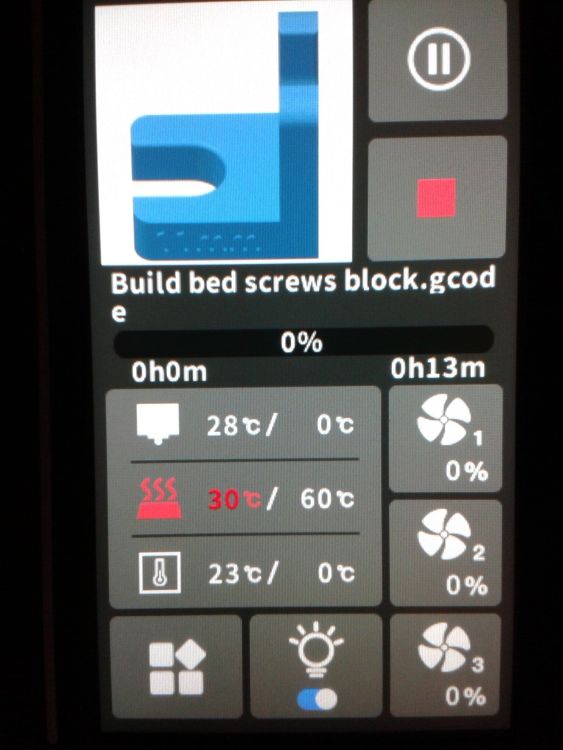
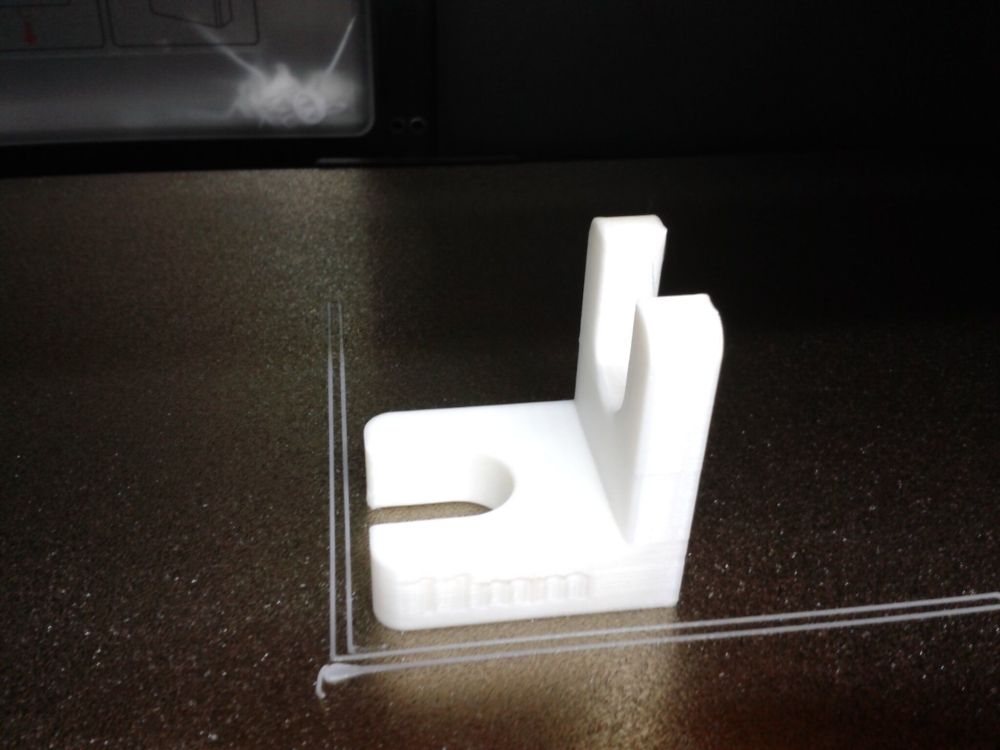
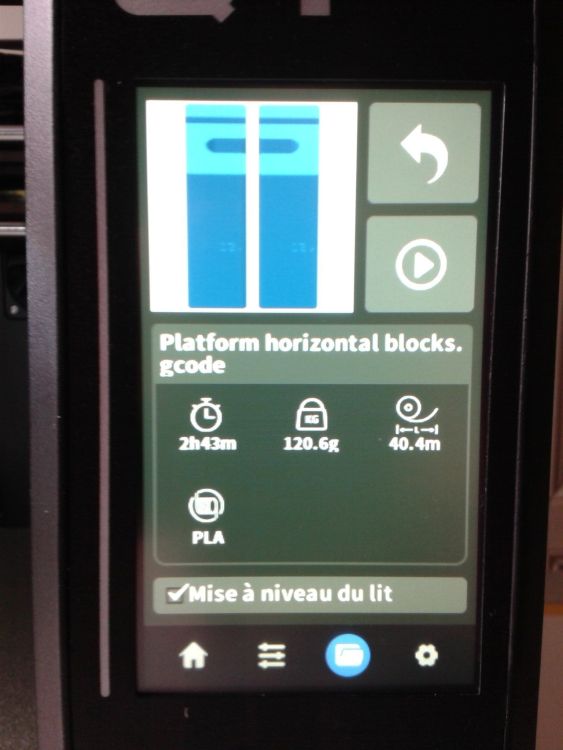
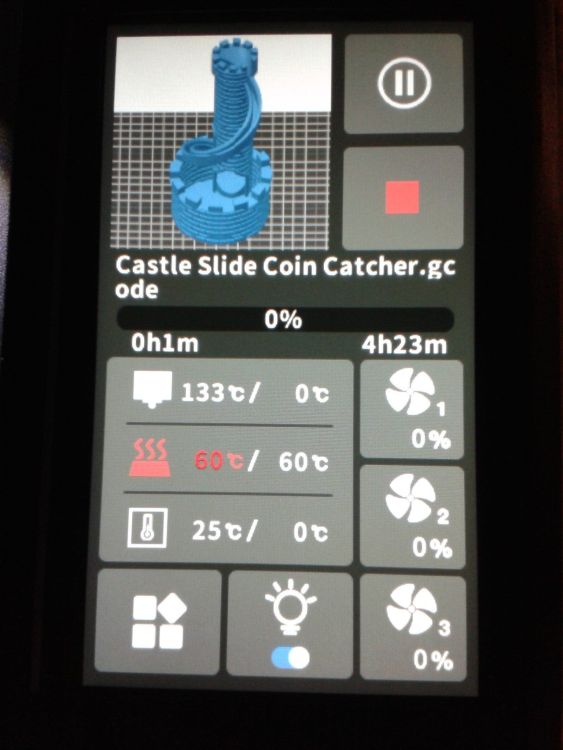
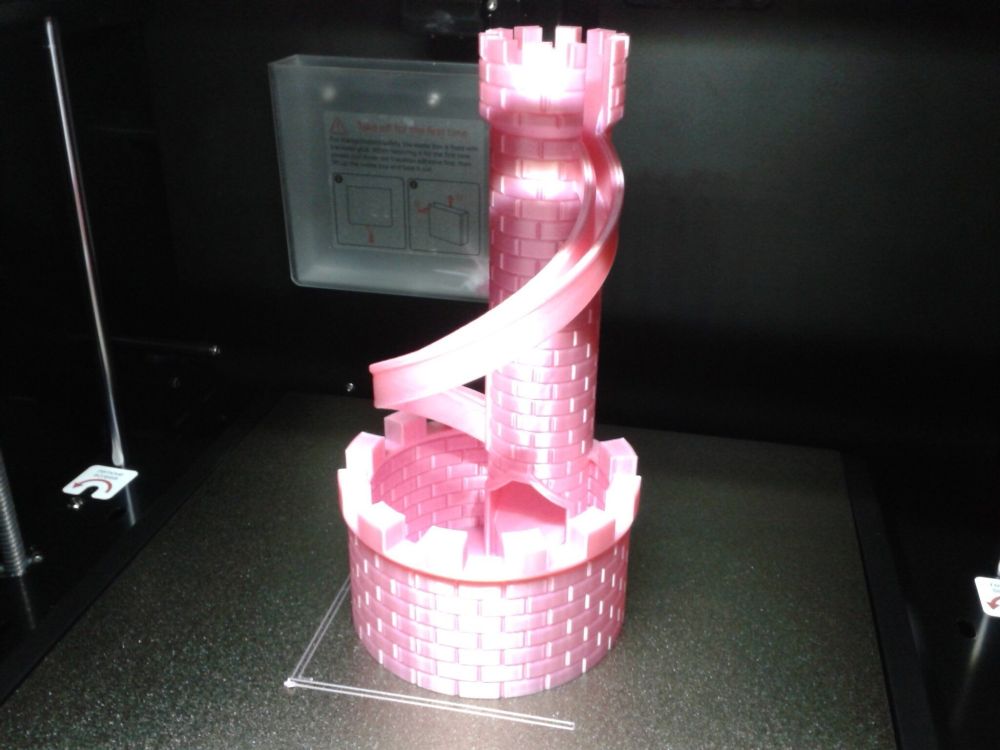
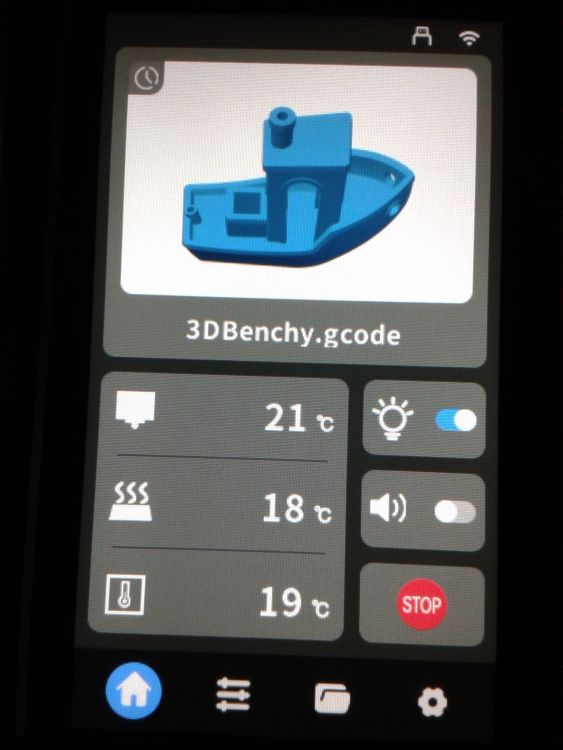
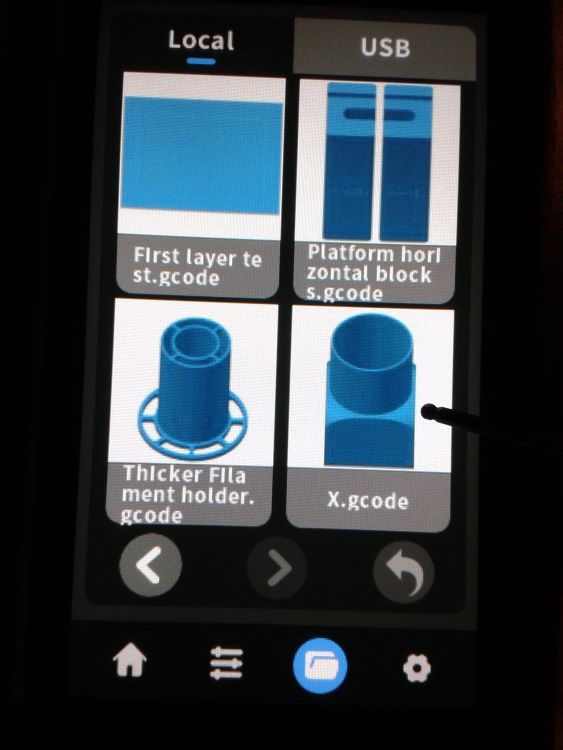
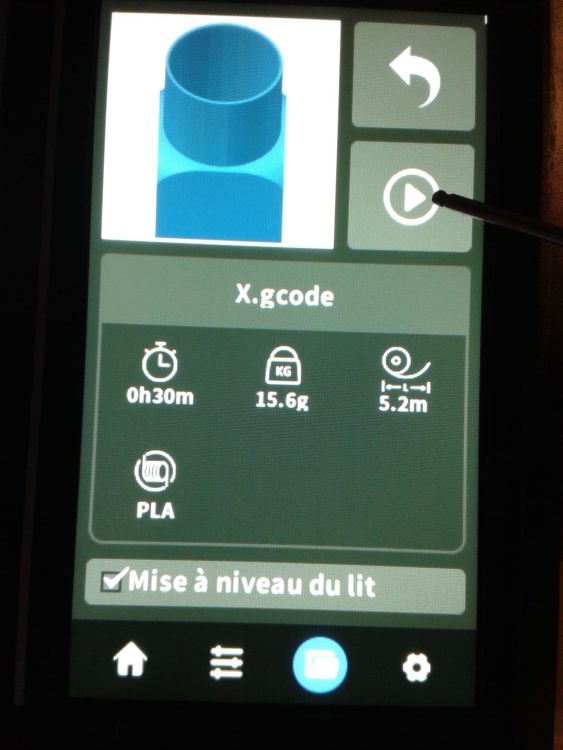
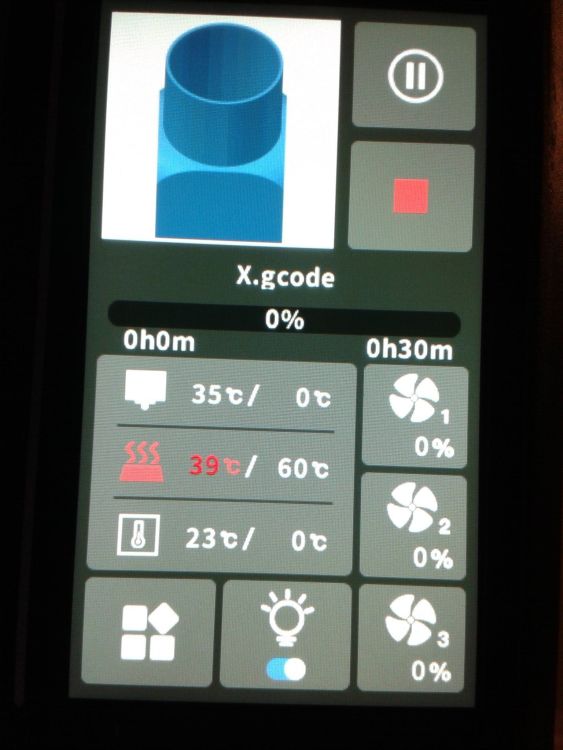
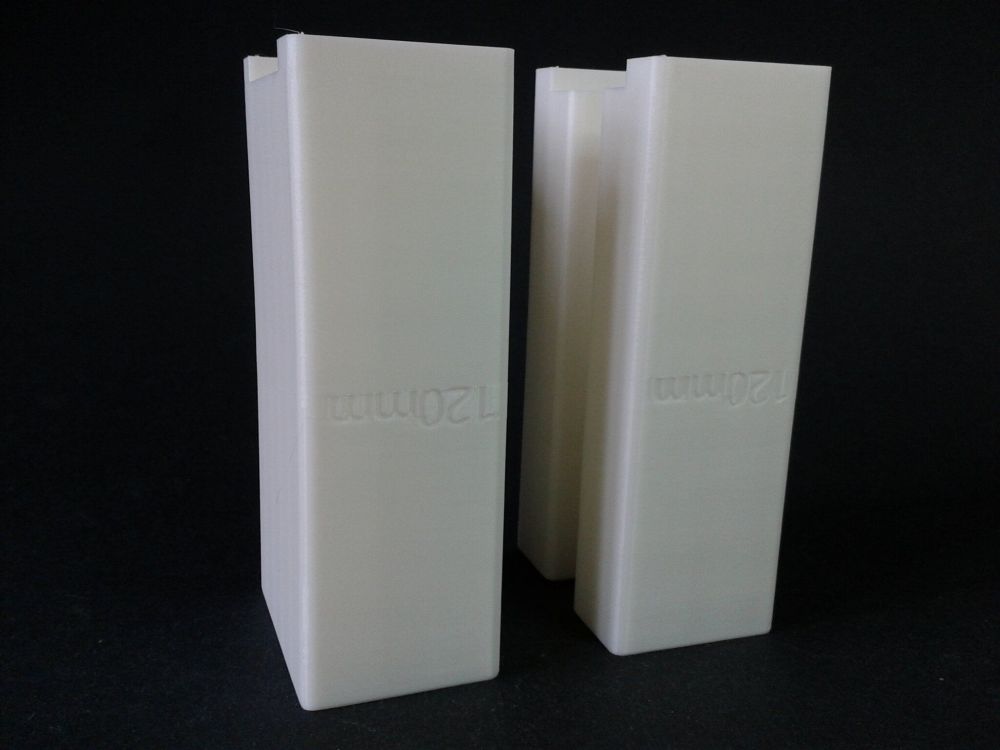
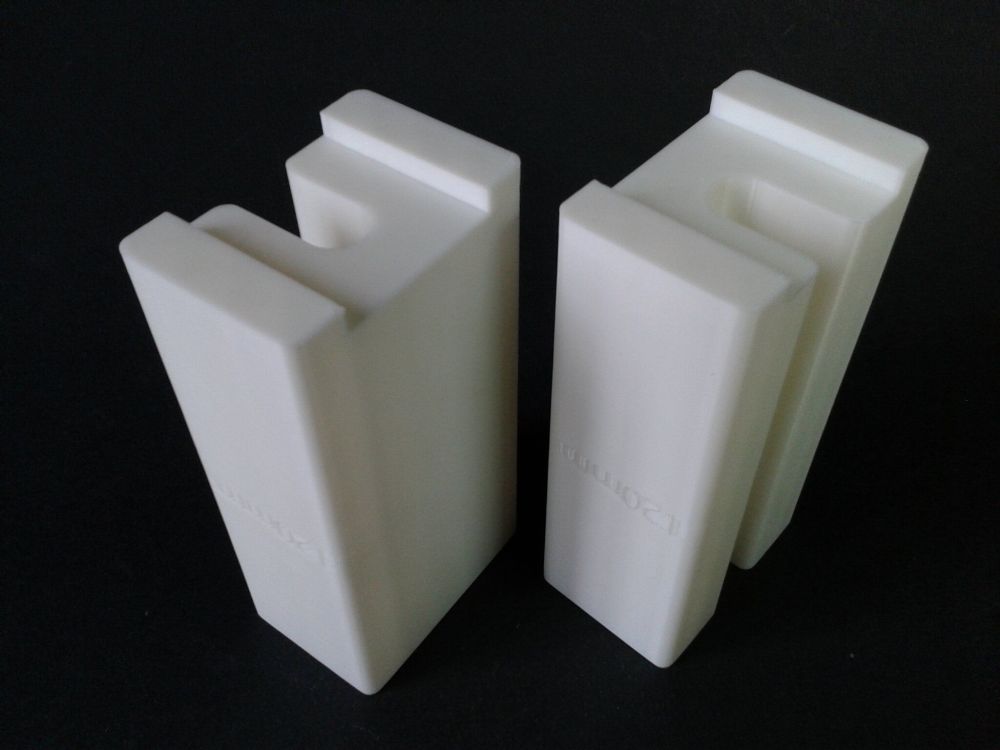
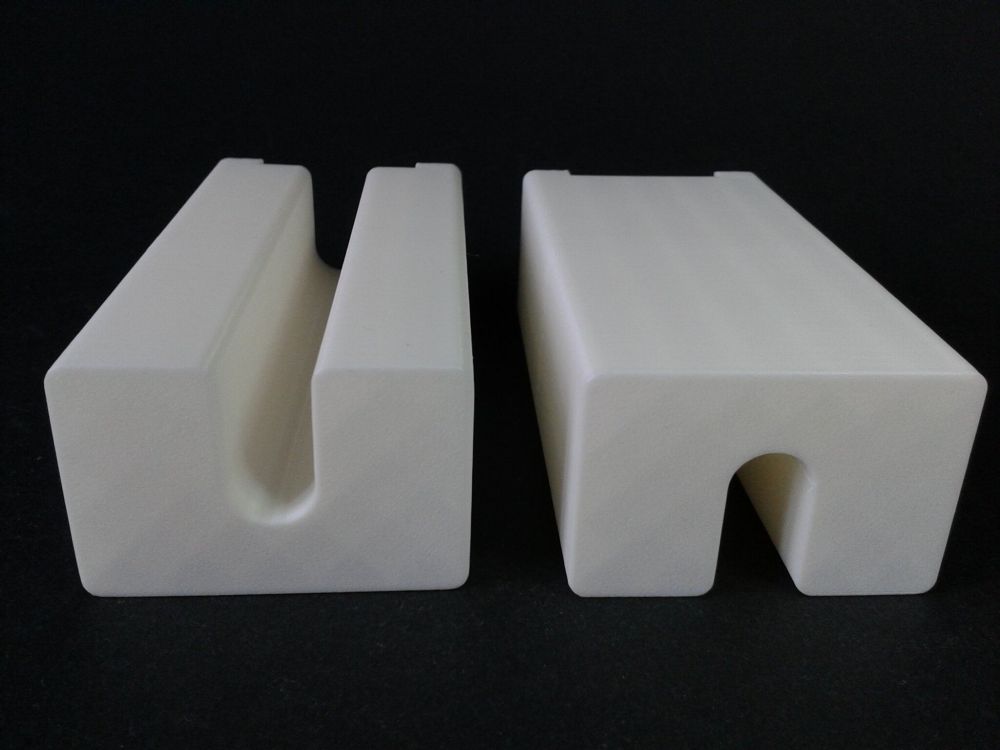
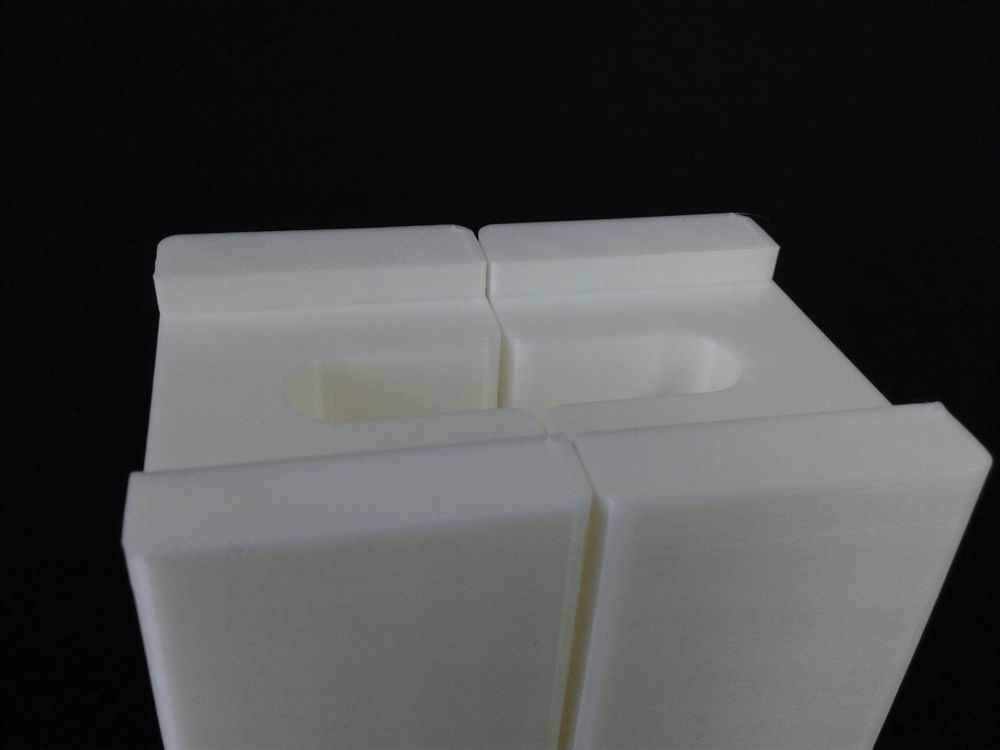
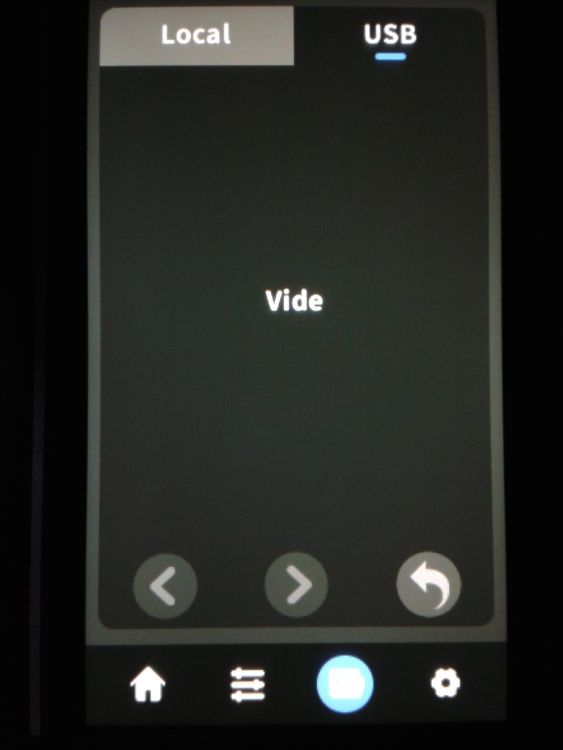
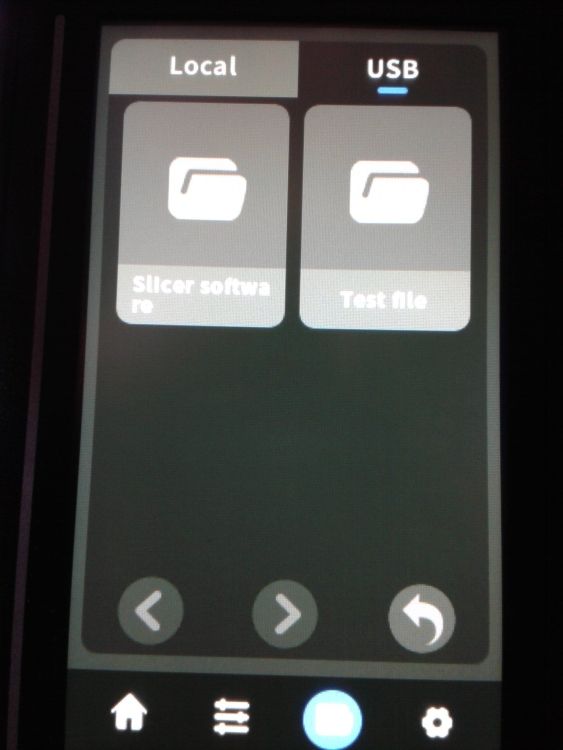
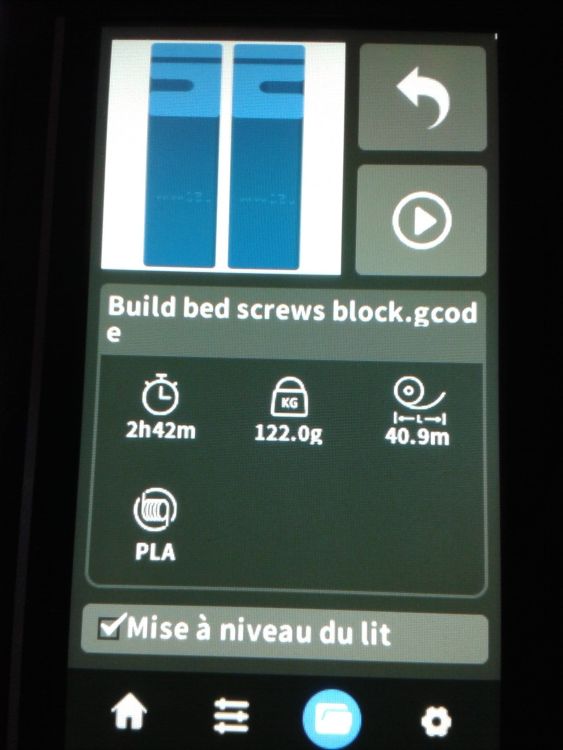
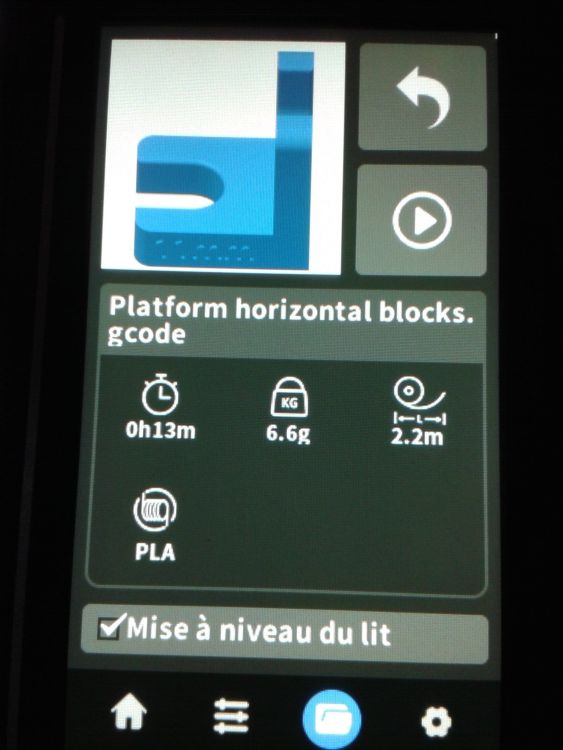
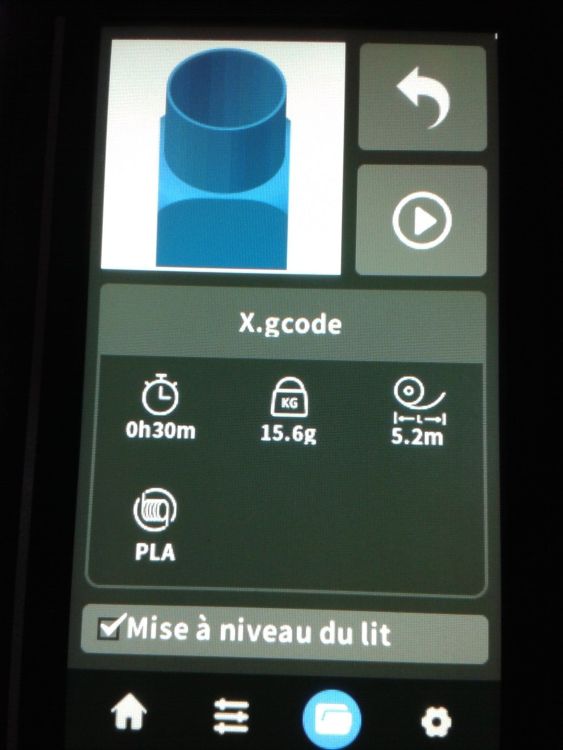
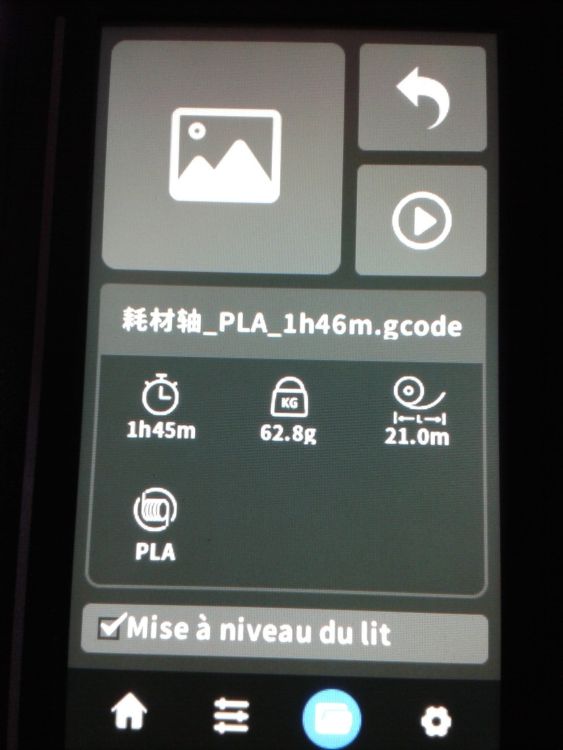
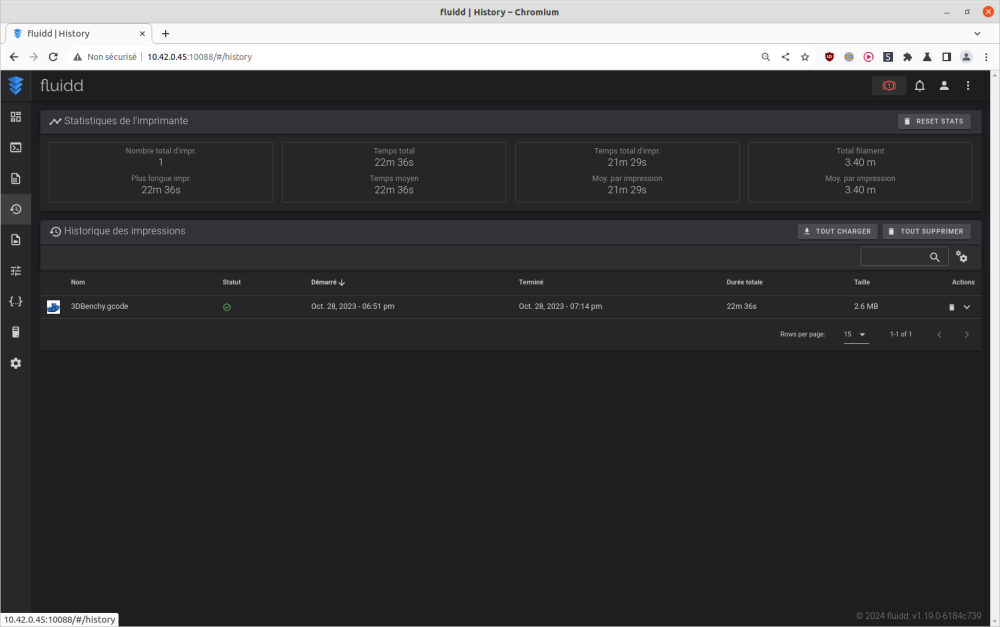
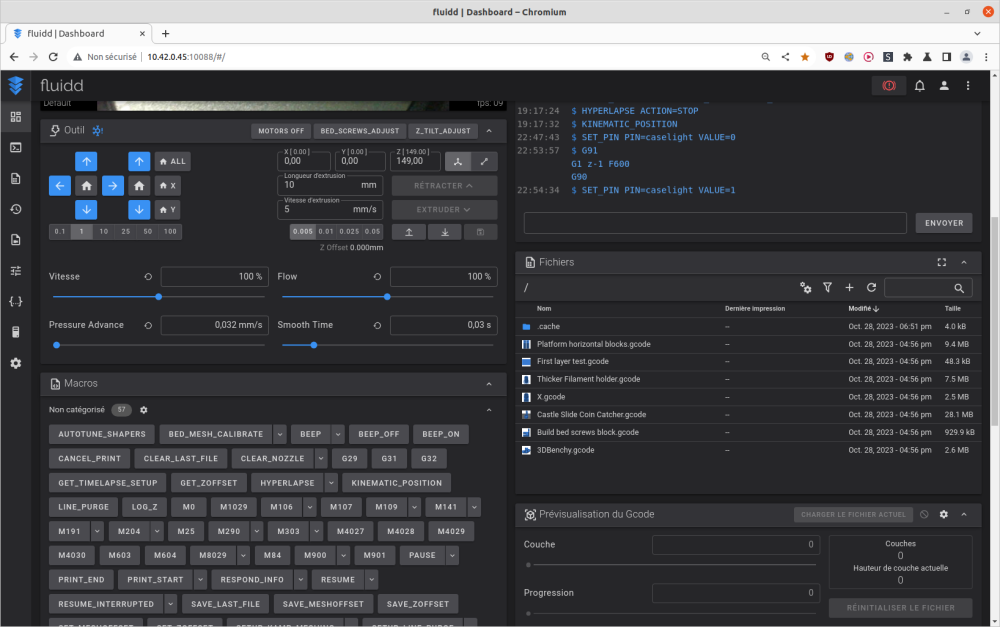
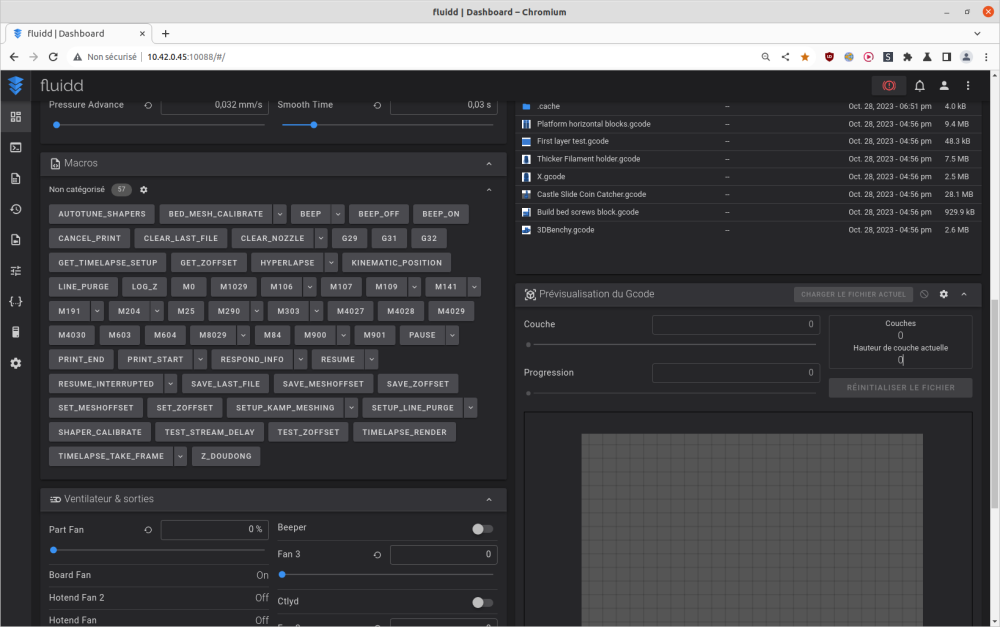
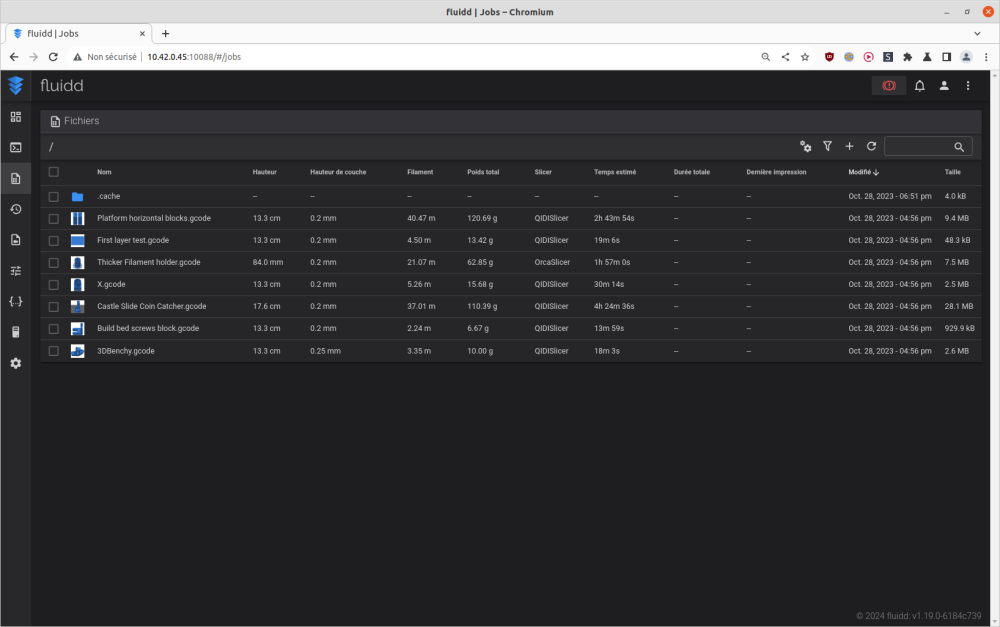
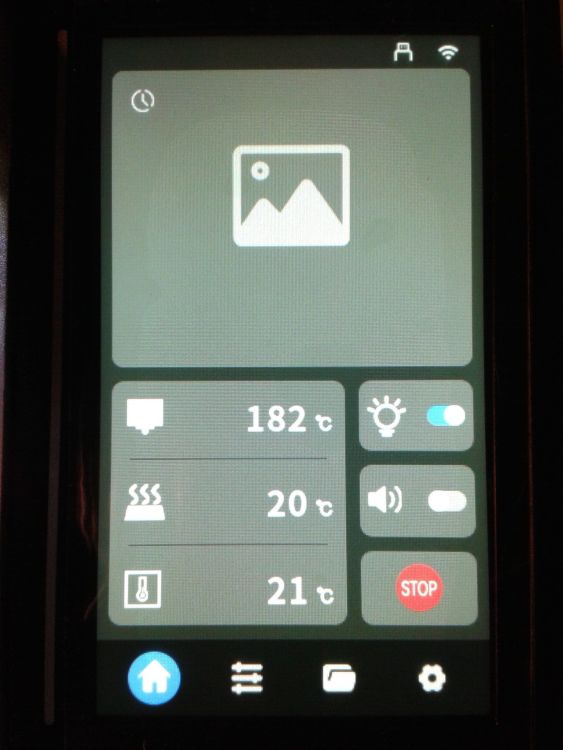
Impressions de tests, pré-tranchés fournies. Il semble y avoir un petit "micmac" pour certains fichiers d'impression pré-tranchés fournies, enter ceux de la clé USB et ceux déjà dans la mémoire de la machine (tranchage différent et/ou nom différent et/ou réutilisation d'un nom de fichier par erreur.) "Local" Affiche les fichiers du dossier "/home/mks/gcode_files/" hébergé sur la mémoire (EMMC de 32 GB) de l'imprimante. Sommes de contrôle md5sum des fichiers présents d'origine (firmware v4.4.13) 02cc14e85be8db73f256f3696cf45561 3DBenchy.gcode d87eb407f862a5c8b7f6460de656e5d9 Build bed screws block.gcode 091a878bb204018bd8b6742b0acf7702 Castle Slide Coin Catcher.gcode 67ffde8788215b79f70c145cdeb98b31 First layer test.gcode b3096635bd0018b3b38e0ca44254d3cd Platform horizontal blocks.gcode 9994cf8df4a4b9f9ba97a989a0247eda Thicker Filament holder.gcode d0d1aa30610e8cd28ab1b130862fb461 X.gcode "3DBenchy.gcode" (~2.7 MB) Une fois l'impression démarrée, en plus des icônes pour Mettre en pause Arrêter ajuster la température de la buse ajuster la température du plateau ajuster la température du caisson ajuster la vitesse de ventilation du refroidissement de l'impression ajuster la vitesse de ventilation du refroidissement latéral ajuster la vitesse de ventilation du bas du caisson allumer et/ou éteindre l'éclairage LED Une icône permet d'accéder à l'ajustement de certains paramètres du firmware "Z-Offset" (il semble toujours être avec la valeur 0.000, je n'ai pas eu besoin de l'ajuster, je n'est pas encore tenté de le modifier. J'ai obtenu des couches initiale de très bonne qualité sans rien modifier après l'auto calibration/leveling) "Pourcentage de vitesse", "Pourcentage de débit". ( Quand en pause ) Lors d'une mise en pause, une partie de l’écran affiche des icônes pour remettre la buse en chauffe, contrôler l'extrudeur et/ou faire un changement de filament. (Photo d'une autre impression pour illustrer l’écran quand en pause.) Filament utilisé "Hyper PLA White Creality" Pour une imprimante fraîchement, déballée et mise en fonction, et sans aucun ajustement réalisé, le résultat me semble de très bonne qualité. La couche initiale et parfaitement écrasée sur le plateau (Le système, qui détermine automatiquement le Z-Offset, et celui qui permet l'auto leveling uniquement de la surface utile à l'impression, fonctionnent tous les deux parfaitement, en sortie du carton.) ( On peut remarquer que le dernier fichier imprimé est présenté sur l'écran d' accueil et en premier élément dans "Local" (mais avec un petit icone d’horloge/d'historique pour le différencier) C'est en fait un fichier contenu dans le répertoire "/home/mks/gcode_files/.cache/" le système, y garde une copie du dernier fichier imprimé. ) "First layer test.gcode" (~ 50 KB) Filament utilisé "Hyper PLA White Creality" Le résultat me semble là encore très bon. Une couche initiale qui me semble de très bonne qualité (écrasé juste comme il faut sur l'ensemble du plateau) "Build bed screws block.gcode" (~1 MB) Filament utilisé "Hyper PLA White Creality" "Platform horizontal blocks.gcode" (~9.9 MB) Filament utilisé "Hyper PLA White Creality" "Thicker Filament holder.gcode" (~7.8 MB) Filament utilisé "Hyper PLA White Creality" Je n'ai pas fait de photos de l’écran de contrôle lors de cette impression mais j'ai fait une vidéo du début (~11 minutes) de l'impression. "X.gcode" (~2.7 MB) Filament utilisé "Hyper PLA White Creality" "Castle Slide Coin Catcher.gcode" (~29.5 MB) Filament utilisé "PLA Silk rose ArianePlast" "USB" Sans, et avec, la clé USB fournie, connectée sur le port USB a l'arrière droit du dessus de l'imprimante. (point de montage "/home/mks/gcode_files/sda1" ) Les fichiers et dossiers cachés Windows (exemple "System Volume Information") ou Linux (qui commence par le caractère point '.') ne sont pas affichés. Sur la clé USB fournie, on retrouve certain des fichiers d'impression déjà présent sur la mémoire interne, dans le répertoire "Test file". 02cc14e85be8db73f256f3696cf45561 Test file/3DBenchy.gcode 1b08b6893ff86bae0ea6946a9fb78dbe Test file/Build bed screws block.gcode 091a878bb204018bd8b6742b0acf7702 Test file/Castle Slide Coin Catcher.gcode 67ffde8788215b79f70c145cdeb98b31 Test file/First layer test.gcode d87eb407f862a5c8b7f6460de656e5d9 Test file/Platform horizontal blocks.gcode d0d1aa30610e8cd28ab1b130862fb461 Test file/X.gcode a4e760edd2ecc5e0e4e3cc4bd742d730 Test file/耗材轴_PLA_1h46m.gcode Je n'ai pas pris le temps d'imprimer les fichiers différent de ceux que j'ai déjà imprimé de la mémoire interne de l'imprimante. Détail du "micmac" des fichiers de tests entre ceux de la clé USB et ceux de la mémoire interne EMMC de l'imprimante Les vignettes peuvent aider pour bien les différencier dans ce genre de situation. # Deux tranchages différents (pas la même version de trancheur) et nom de fichier différent pour un même modele # (pour google traduction "耗材轴" se traduit en français par "arbre consommable" ou "axe consommable") # ; generated by OrcaSlicer 1.9.0-alpha on 2024-01-03 at 11:05:41 a4e760edd2ecc5e0e4e3cc4bd742d730 /home/mks/gcode_files/sda1/Test file/耗材轴_PLA_1h46m.gcode # ; generated by OrcaSlicer 1.9.0 on 2024-01-06 at 11:22:32 9994cf8df4a4b9f9ba97a989a0247eda /home/mks/gcode_files/Thicker Filament holder.gcode # Deux tranchages différents (pas la même disposition sur le plateau) de deux grosse calle de 120 mm de hauteur # et utilisation d'un nom de fichier d'un autre modèle. 1b08b6893ff86bae0ea6946a9fb78dbe /home/mks/gcode_files/sda1/Test file/Build bed screws block.gcode # N'a pas le bon nom ? b3096635bd0018b3b38e0ca44254d3cd /home/mks/gcode_files/Platform horizontal blocks.gcode # erreur de nommage d'un fichier car même md5sum ... d87eb407f862a5c8b7f6460de656e5d9 /home/mks/gcode_files/sda1/Test file/Platform horizontal blocks.gcode # N'a pas le bon nom de fichier ? d87eb407f862a5c8b7f6460de656e5d9 /home/mks/gcode_files/Build bed screws block.gcode Donc attention au final, on a deux fichiers ayant le même nom de fichier mais qui sont deux modèle différents.










































 1 point
1 point -
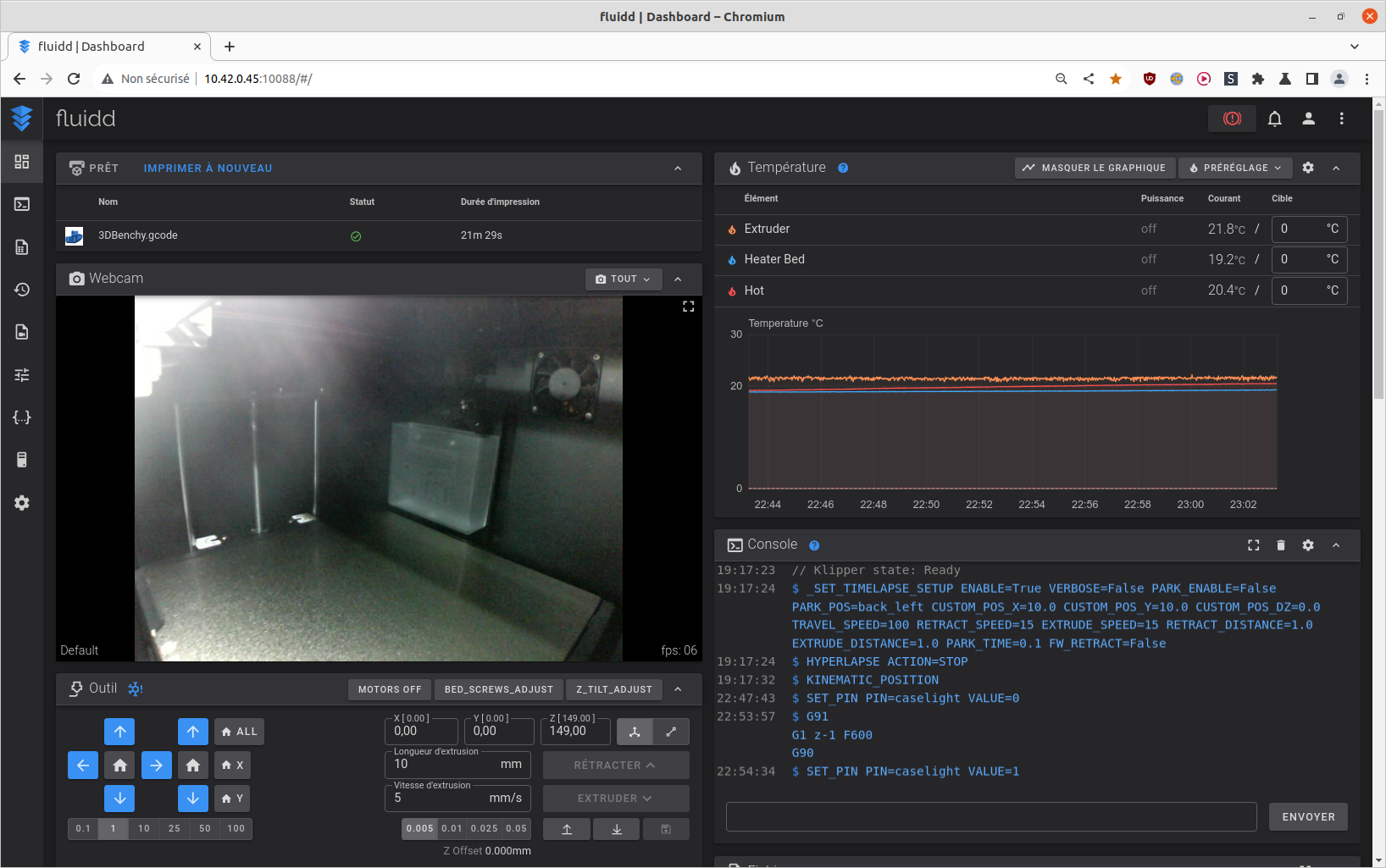
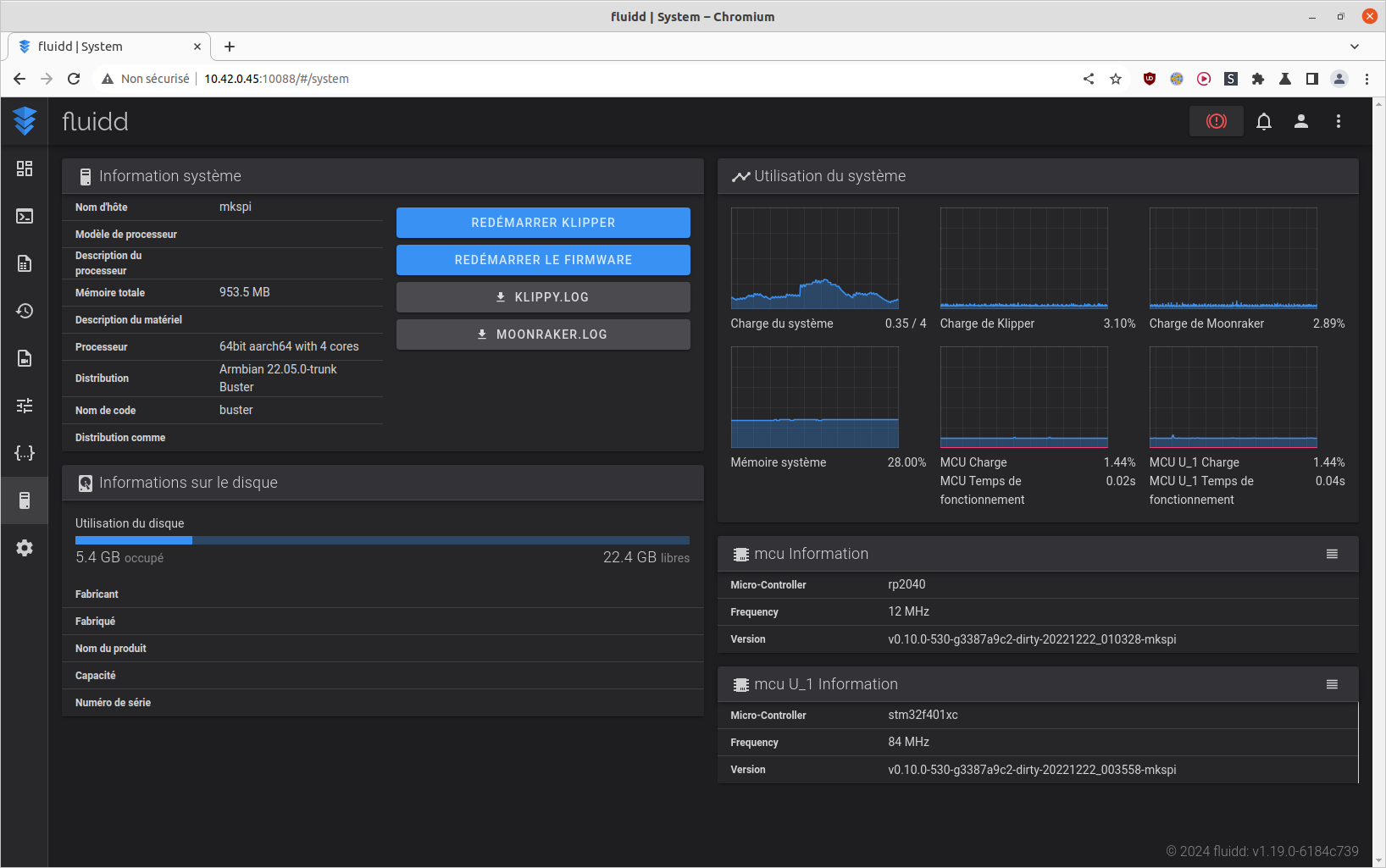
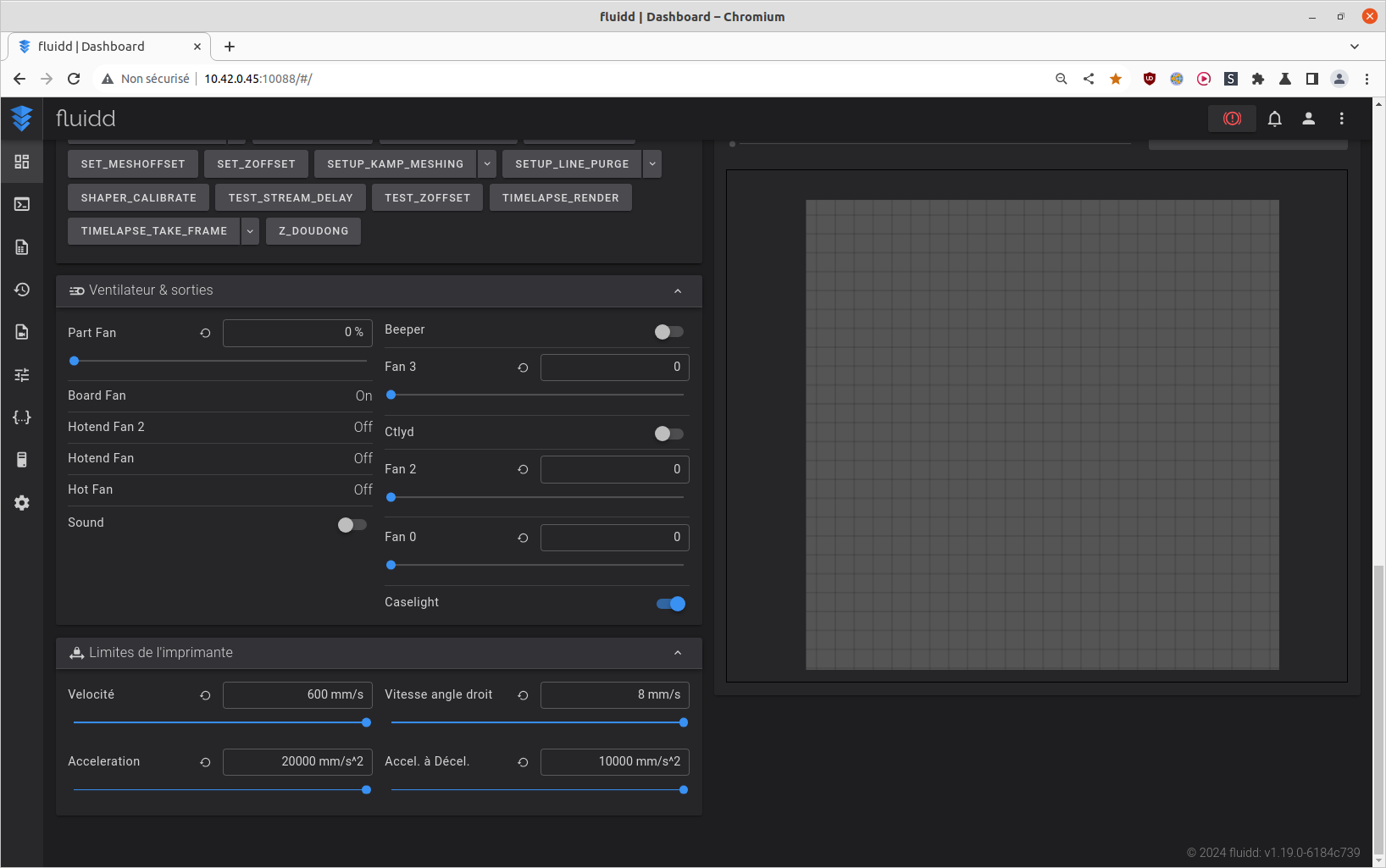
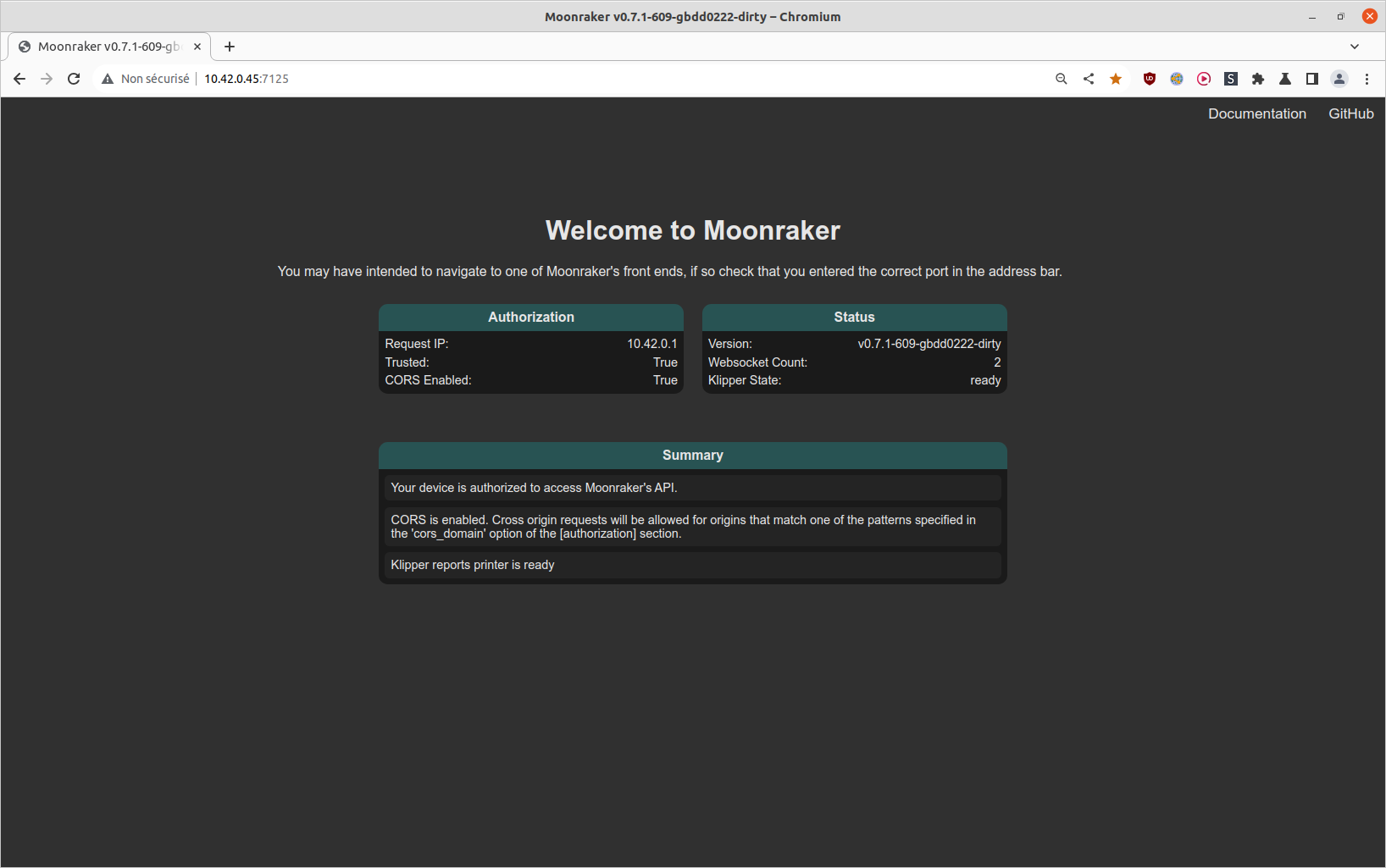
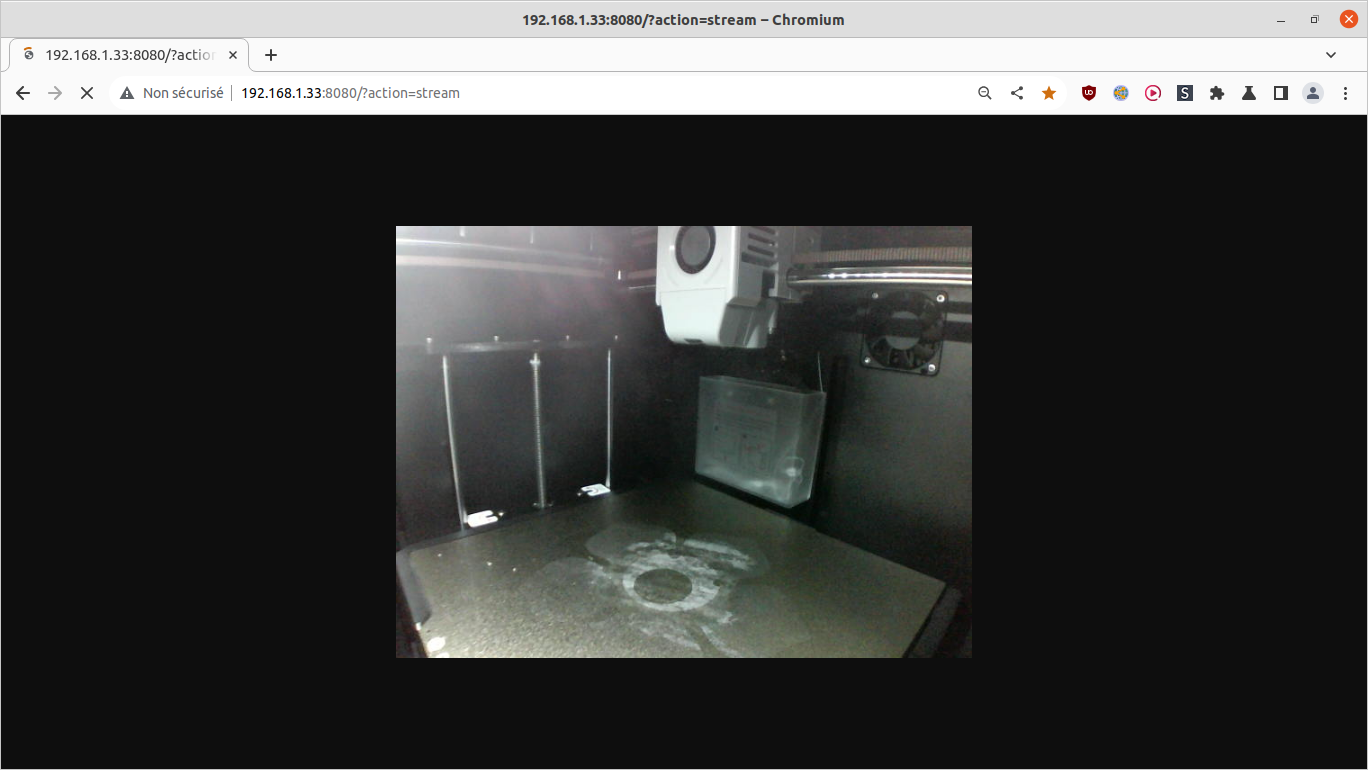
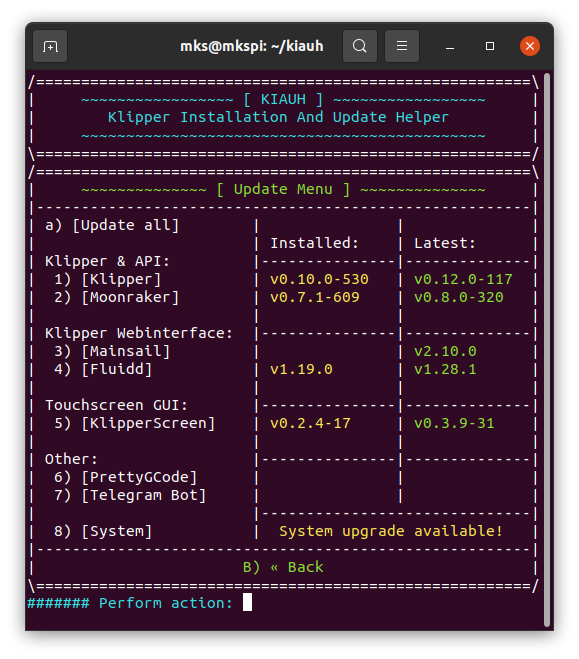
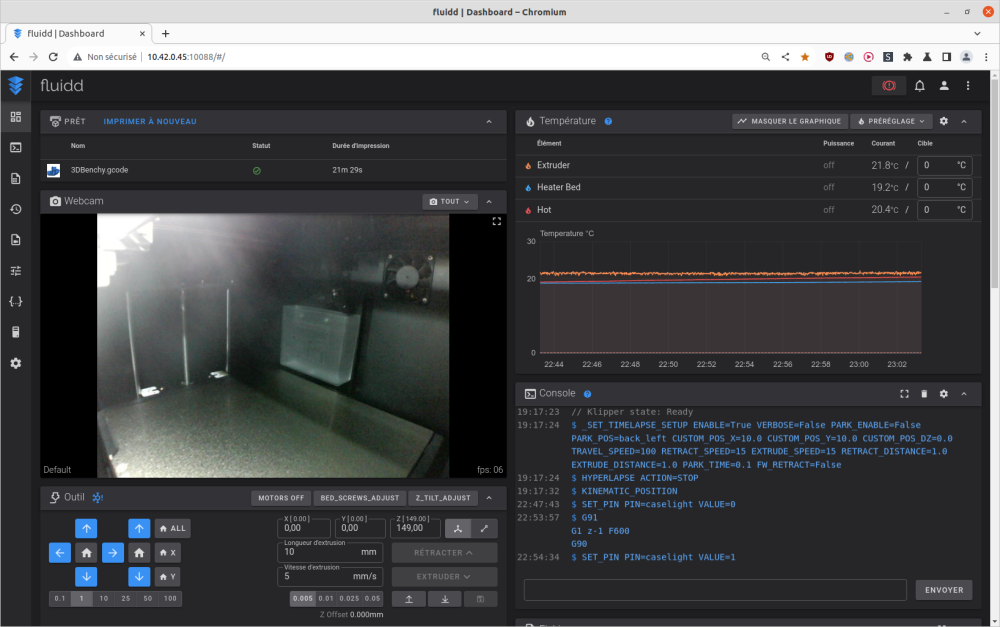
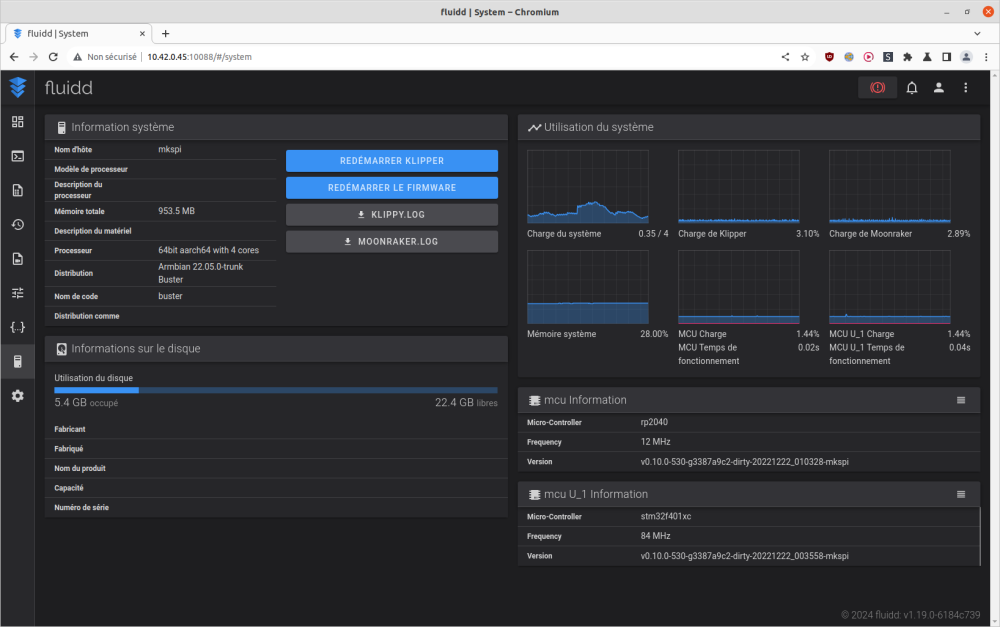
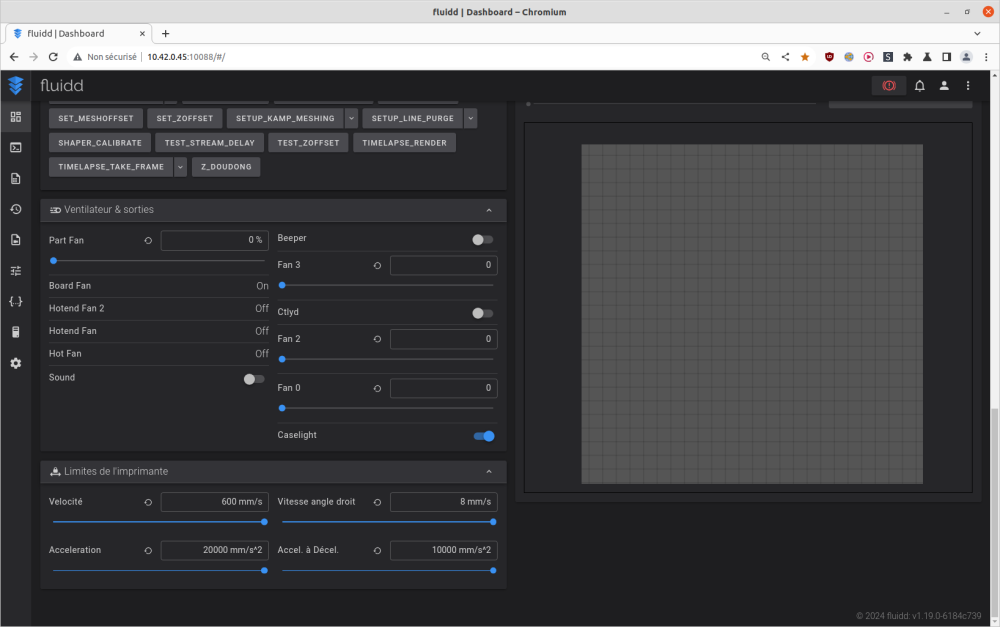
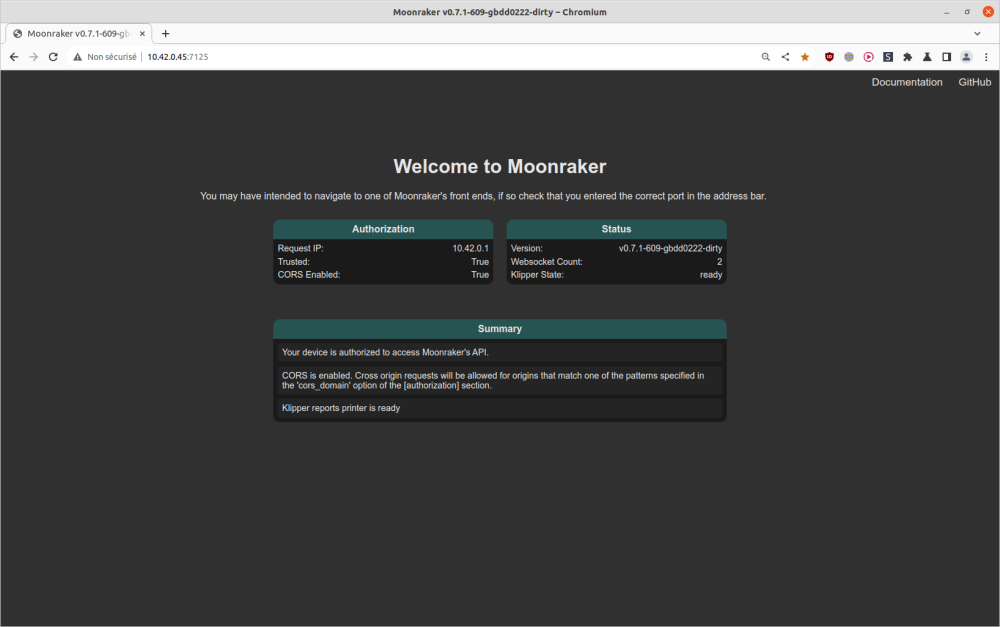
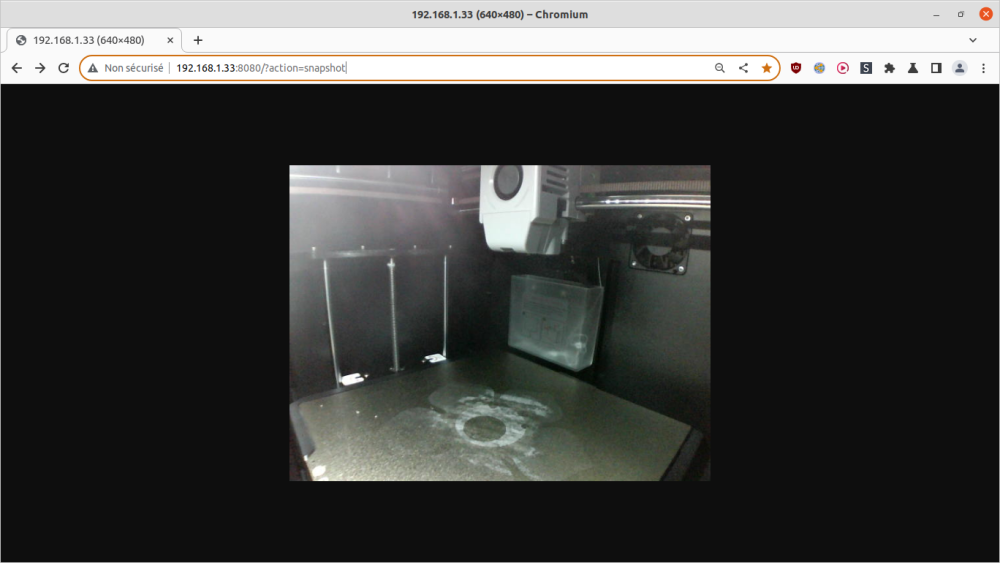
Détails sur le firmware d'origine Pour voir la version du firmware (v4.4.13 sur la machine reçu en test) Via un client ssh (le mot de passe par défaut "makerbase" (sans les guillemets) pour les utilisateurs "root" et "mks") Attention lors d'une session ssh, une erreur de syntaxe sur une commande (au caractères espace et la virgule prés) ou une mauvaise commande pourrait planter le système. Et il ne semble pas y avoir (actuellement) de méthode pour remettre d'origine l'ensemble du système d'exploitation (Il n'y a pas de partition de "recovery" et il sera difficile (sauf éventuellement commander une puce mémoire EMMC avec de préinstallé le système pour cette imprimante, ou d'obtenir une image disque de la puce mémoire EMMC, auprès de QIDI Tech) de récupérer sur certain plantage du système d'exploitation, table de partition de la puce mémoire EMMC) On peut voir à la connexion que l'on se trouve sur une distribution linux Armbian Attention. Par précaution, ne pas mettre à jour le système d'exploitation avec la commande "apt upgrade" (je n'ai pas testé mais, cela peut éventuellement planter le système car il s'agit d'une vieille distribution qui n'est plus maintenue et qui a était altéré/bidouillé par Qidi Tech) On peut remarquer que la date n'est pas correcte ( pour corriger le problème, voir l'alternative 2 de https://github.com/fran6p/Qidi_X-Max3/blob/main/OS/date-heures-synchronisees.md#alternative2 (merci à @fran6p)) Une bonne pratique est de changer le mot de passe par défaut, des utilisateurs "root" et "mks" avec la commande "passwd". passwd root passwd mks (Là, connecté comme utilisateur "mks") Pour avoir plus de détail des versions des composants lié a Klipper installé, exécution du script KIAUH pré-installé. Attention (même si KIAUH le permet, mais par précaution), ne pas mettre à jour les "composants Klipper" ("Klipper", "Moonraker", "Klipper Screen", ... ) (car les versions des "composant Klipper" sont modifiées/bidouillées par QIDI Tech, pour fonctionner sur cette machine. Et les mettre à jour, risque presque assurément, de planter le système.) /home/mks/kiauh/kiauh.sh Via un navigateur web l'interface web Fluidd sur le port 10088 (donc une adresse de la forme http://192.168.1.33:10088/ ) sur le port 7125 un écran d'une interface web de Moonraker (qui doit servir au plugin "Moonraker Connecte" ou équivalent, pour l'envoi en quelques clics d'un fichier d'impression a l'imprimante depuis un trancheur). sur le port 8080 le "Snapshot" (instantané), et le "Stream" (flux vidéo), de la caméra http://192.168.1.33:8080/ http://192.168.1.33:8080/?action=snapshot http://192.168.1.33:8080/?action=stream ( A première vue, (pour moi) le système d'exploitation semble être très proche de celui sur la "X-Max 3" Mais, @fran6p a pris le temps d'étudier la mis à jour de firmware v4.4.15 ( https://github.com/QIDITECH/QIDI_Q1_Pro/releases/tag/Q1_Pro_V4.4.15 ) Je vous mets ici ses déductions. Un grand merci à lui, pour cette analyse. A FAIRE > Il me reste tester la mise a jours du firmware v4.4.15 ( Je suis encore avec le firmware d'origine v4.4.13 ) si c'est ou non comme sur la "X-Max 3", où, sur une mise à jour du firmware, on perd les modifications des fichiers de configuration Klipper et l'historique des impressions (printer.cfg, ..., sgbd moonraker donc l'historique des impressions.) cf https://github.com/fran6p/Qidi_X-Max3/blob/main/OS/sauvegarder_bdd_moonraker.md ) )
 1 point
1 point -
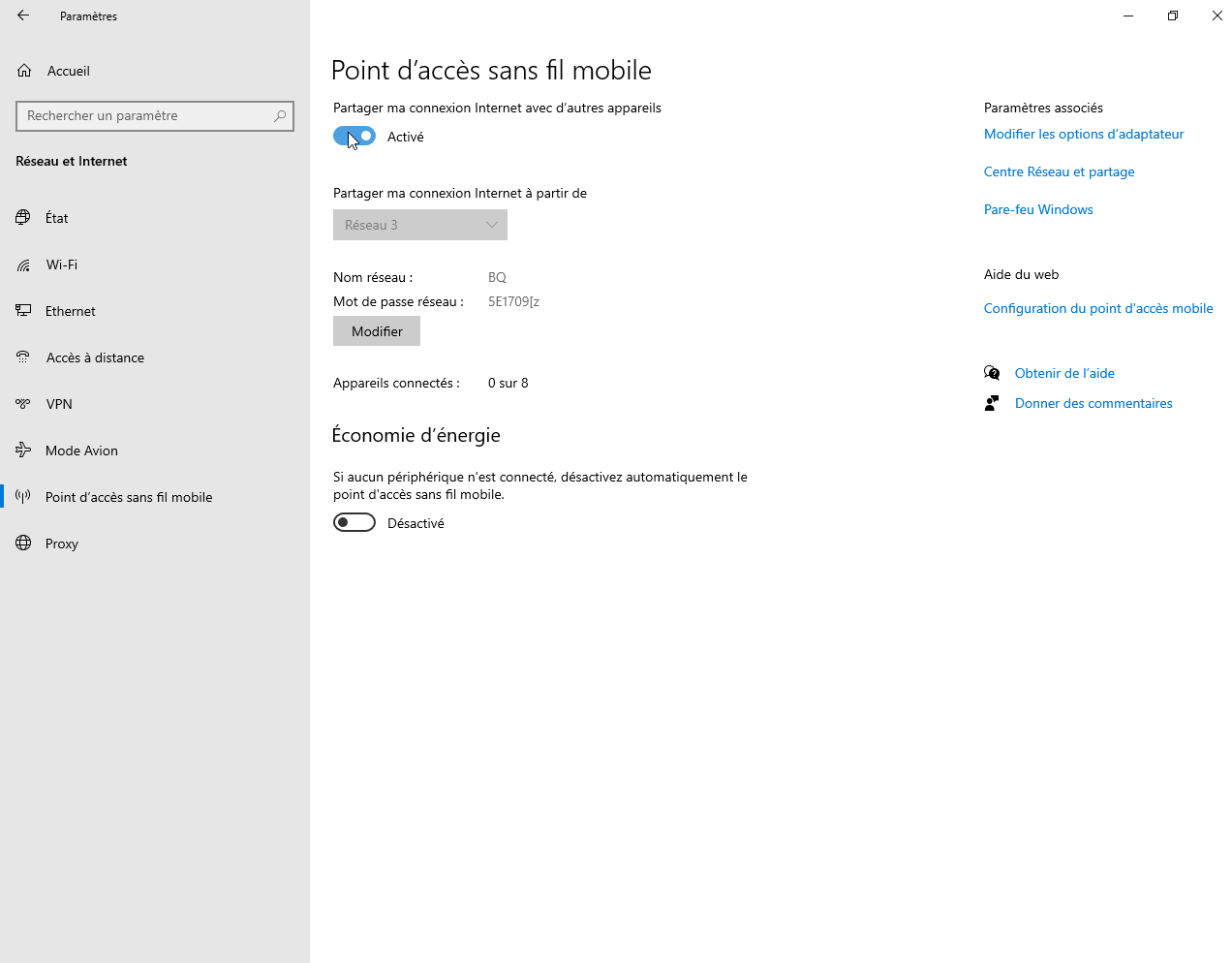
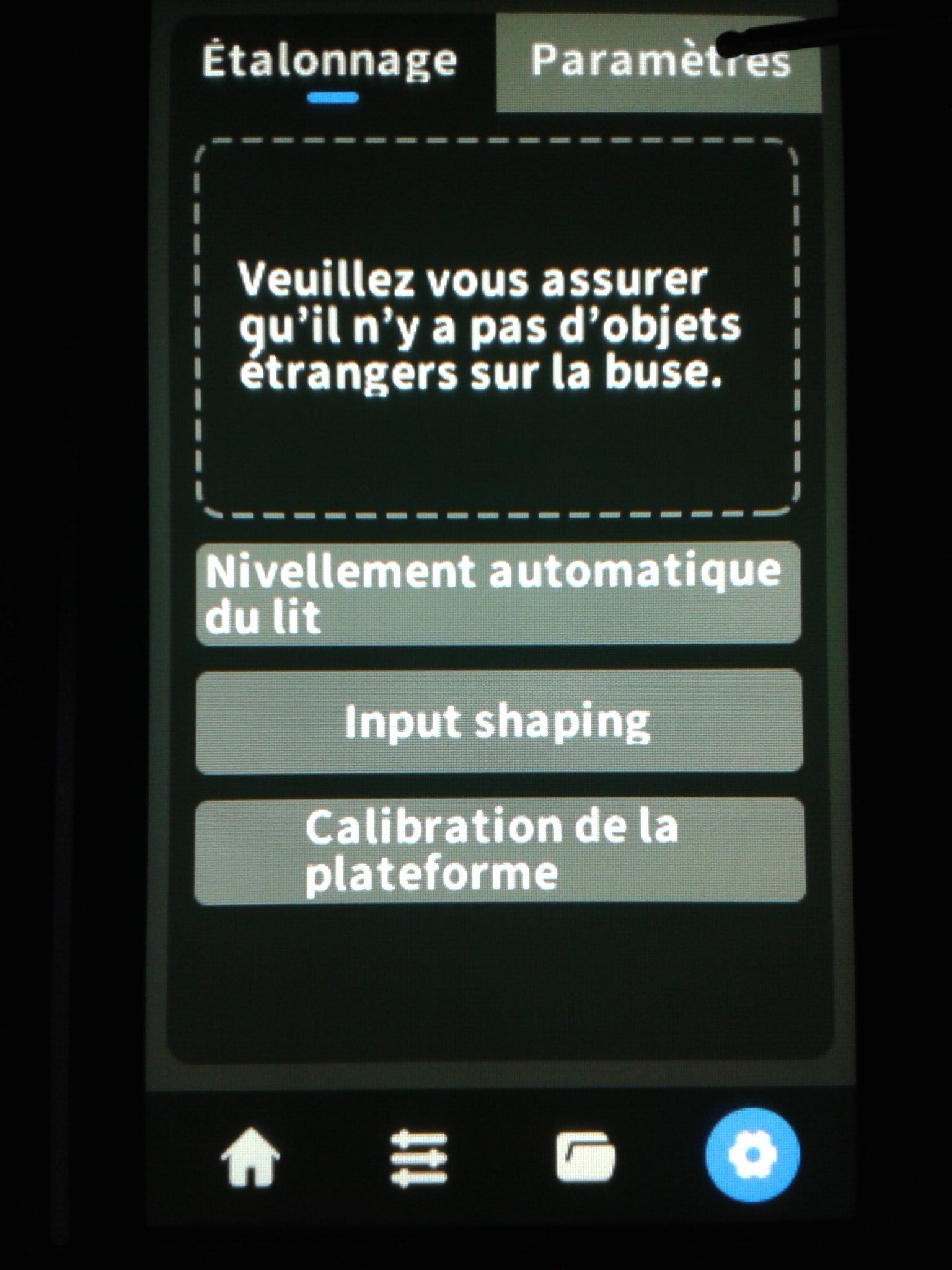
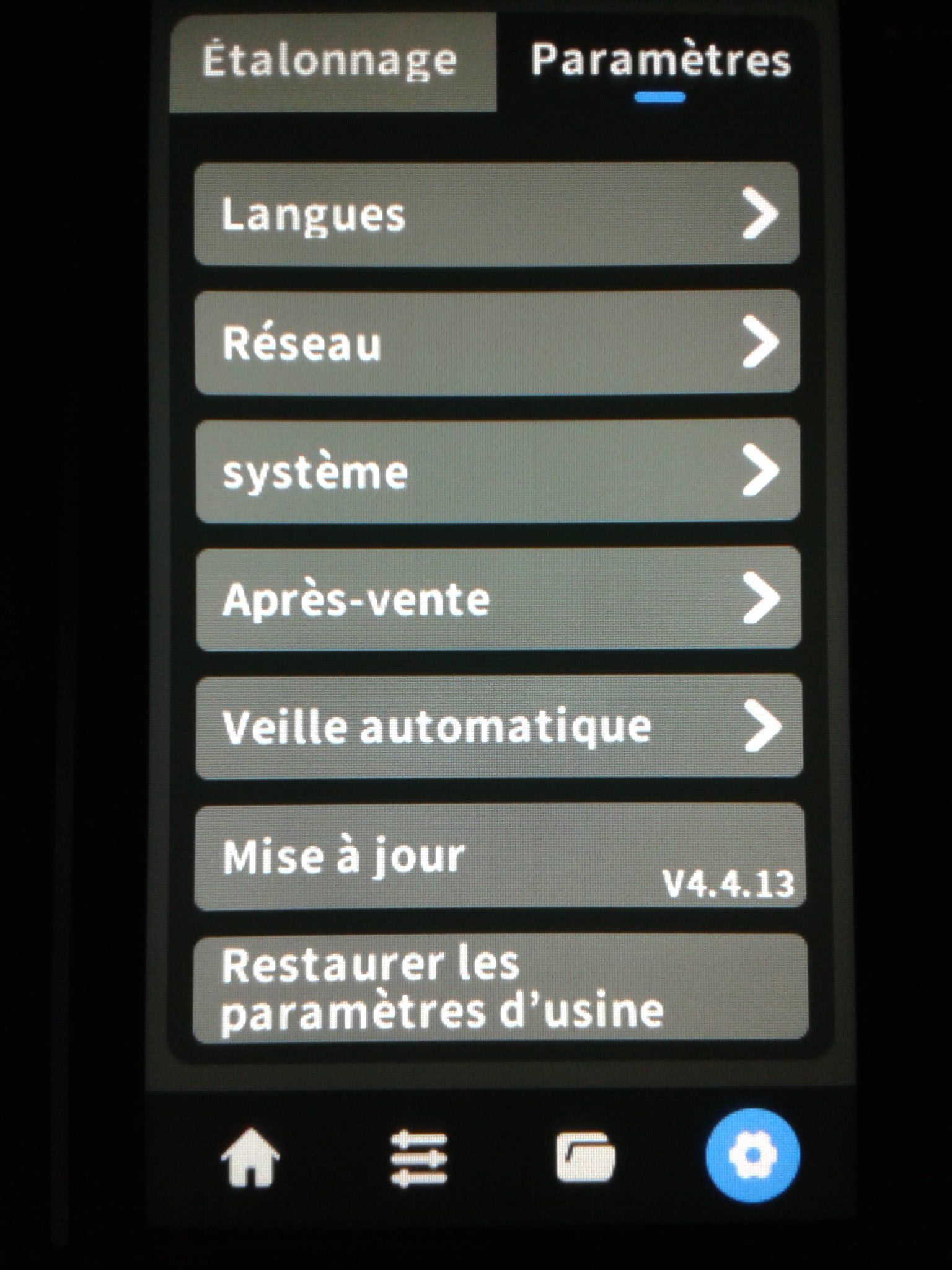
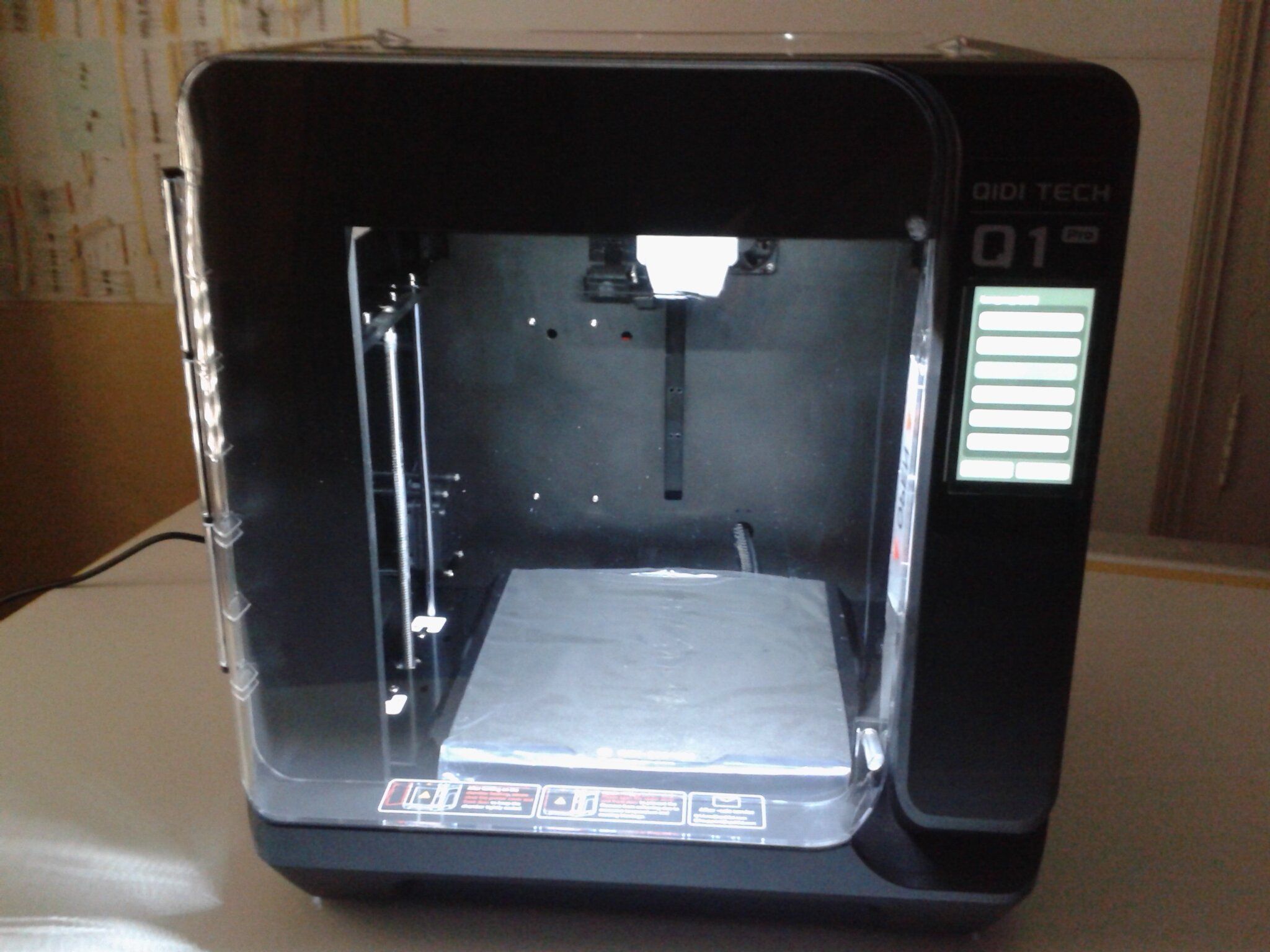
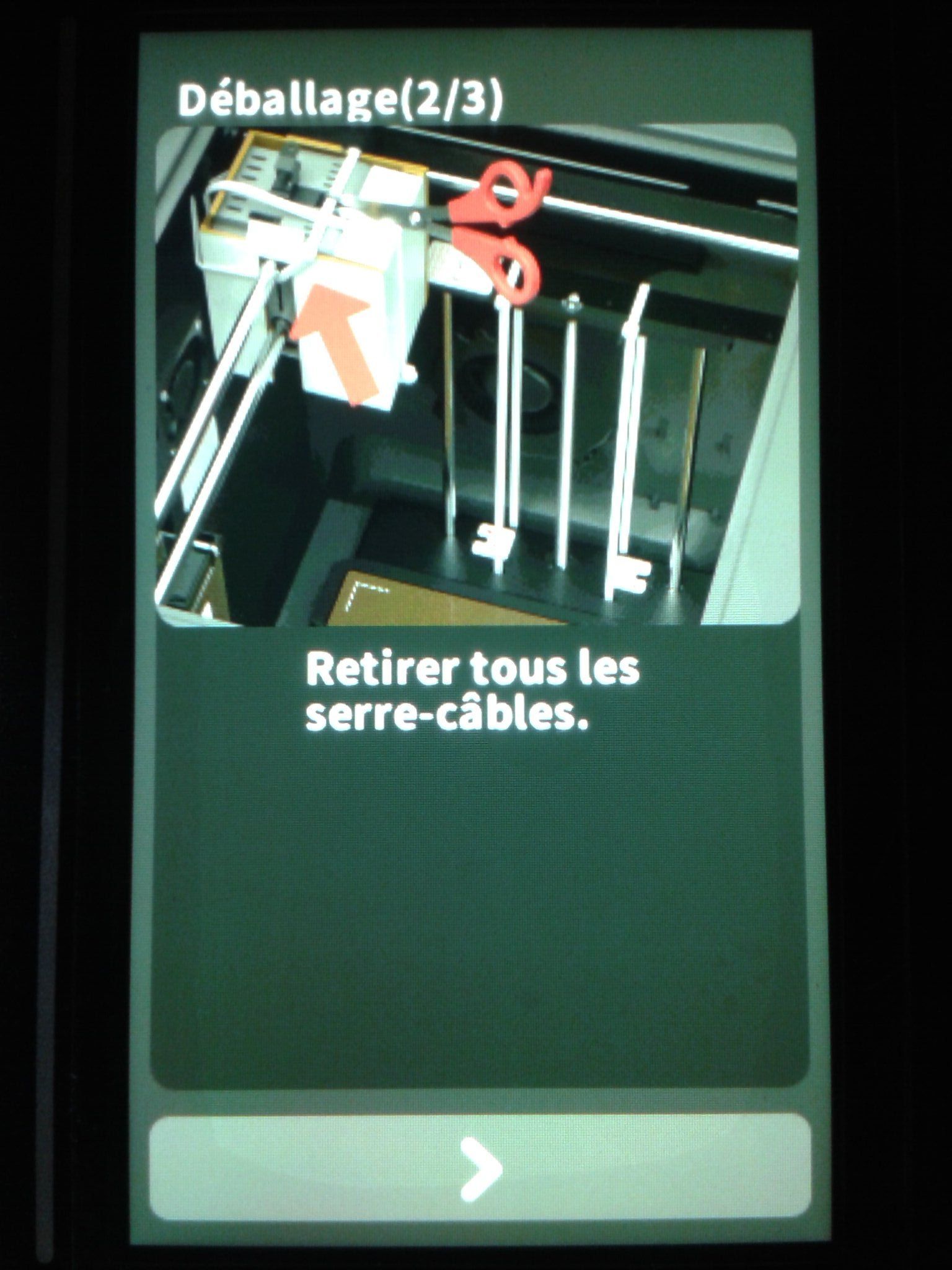
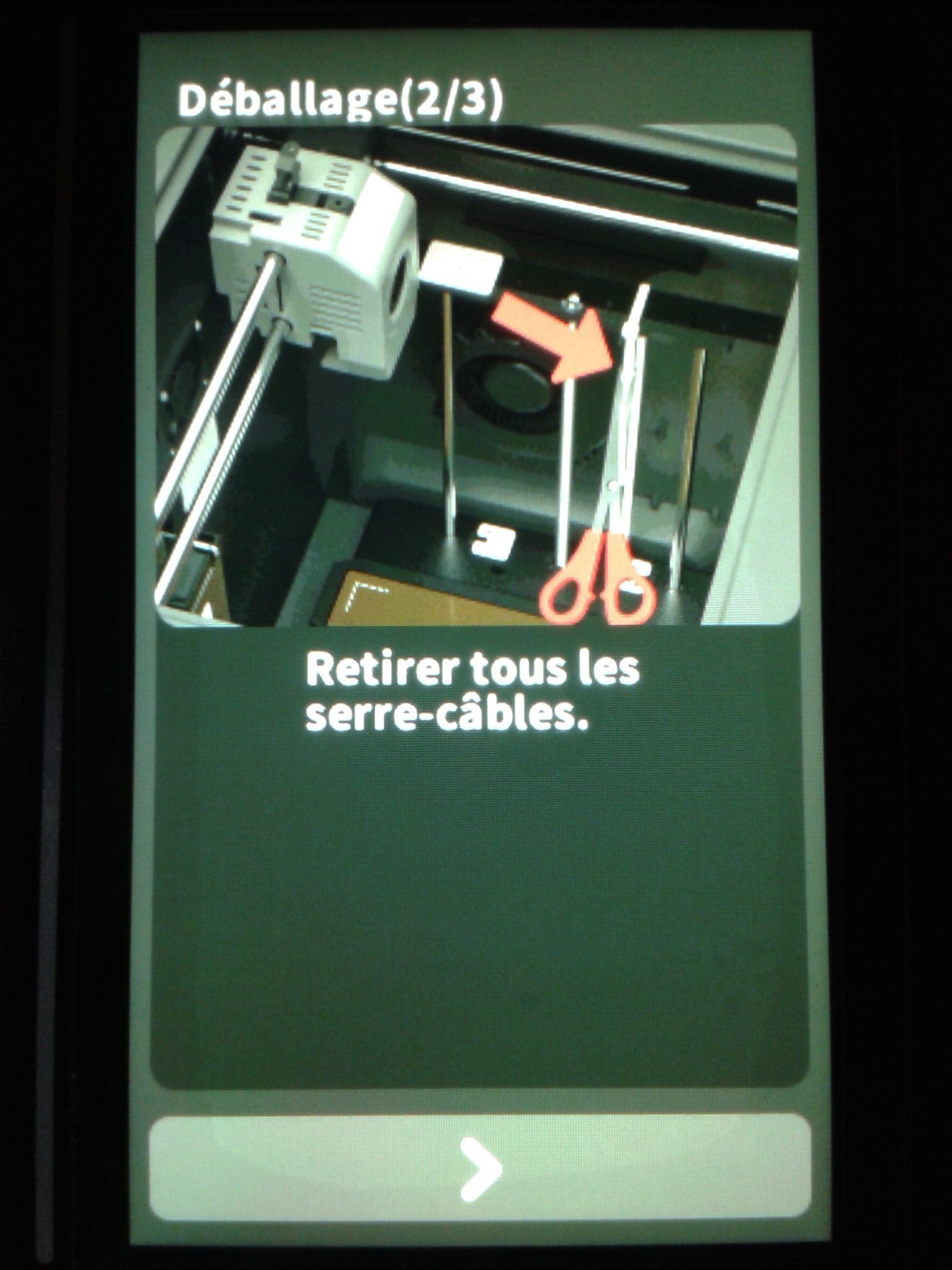
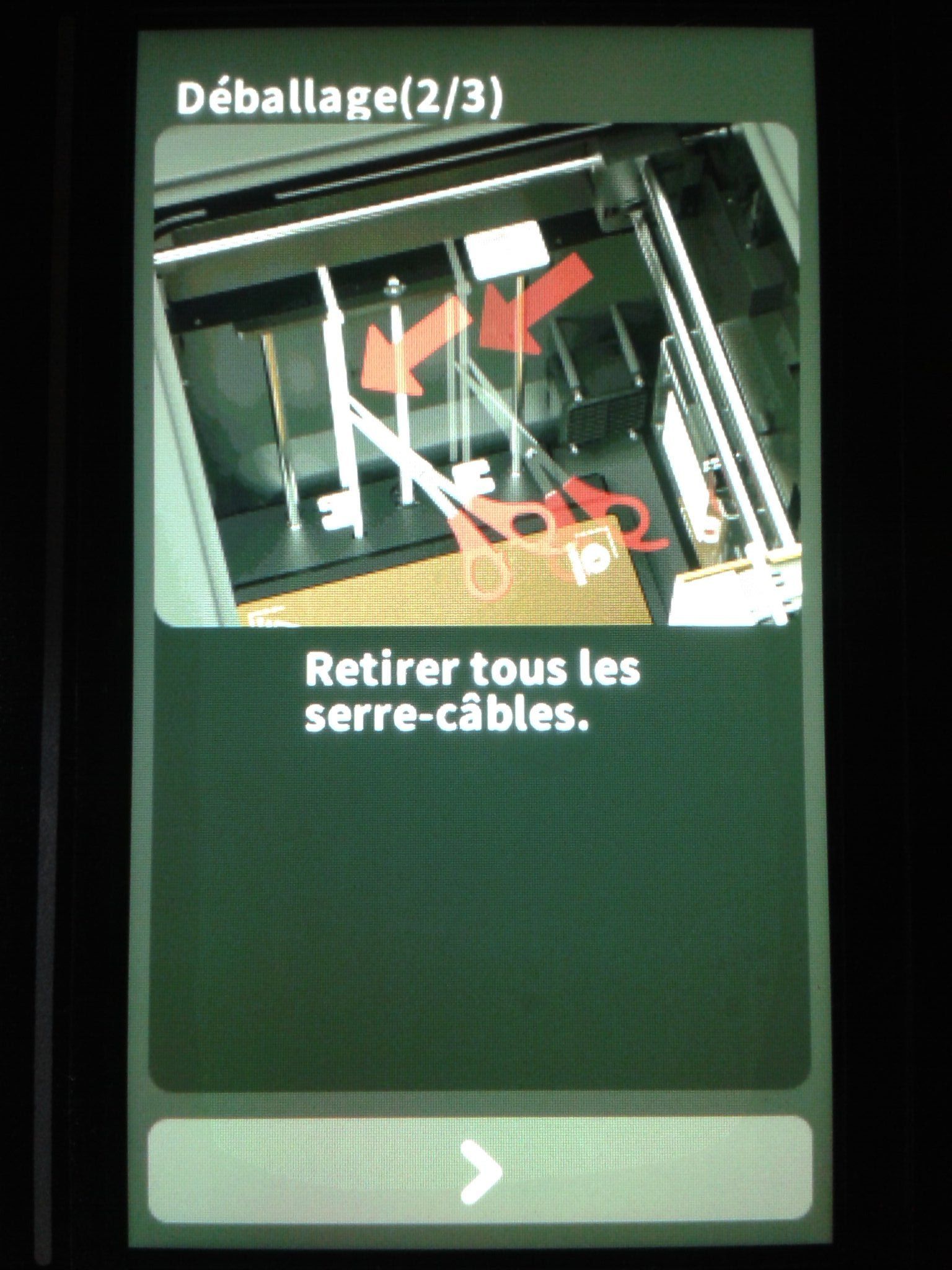
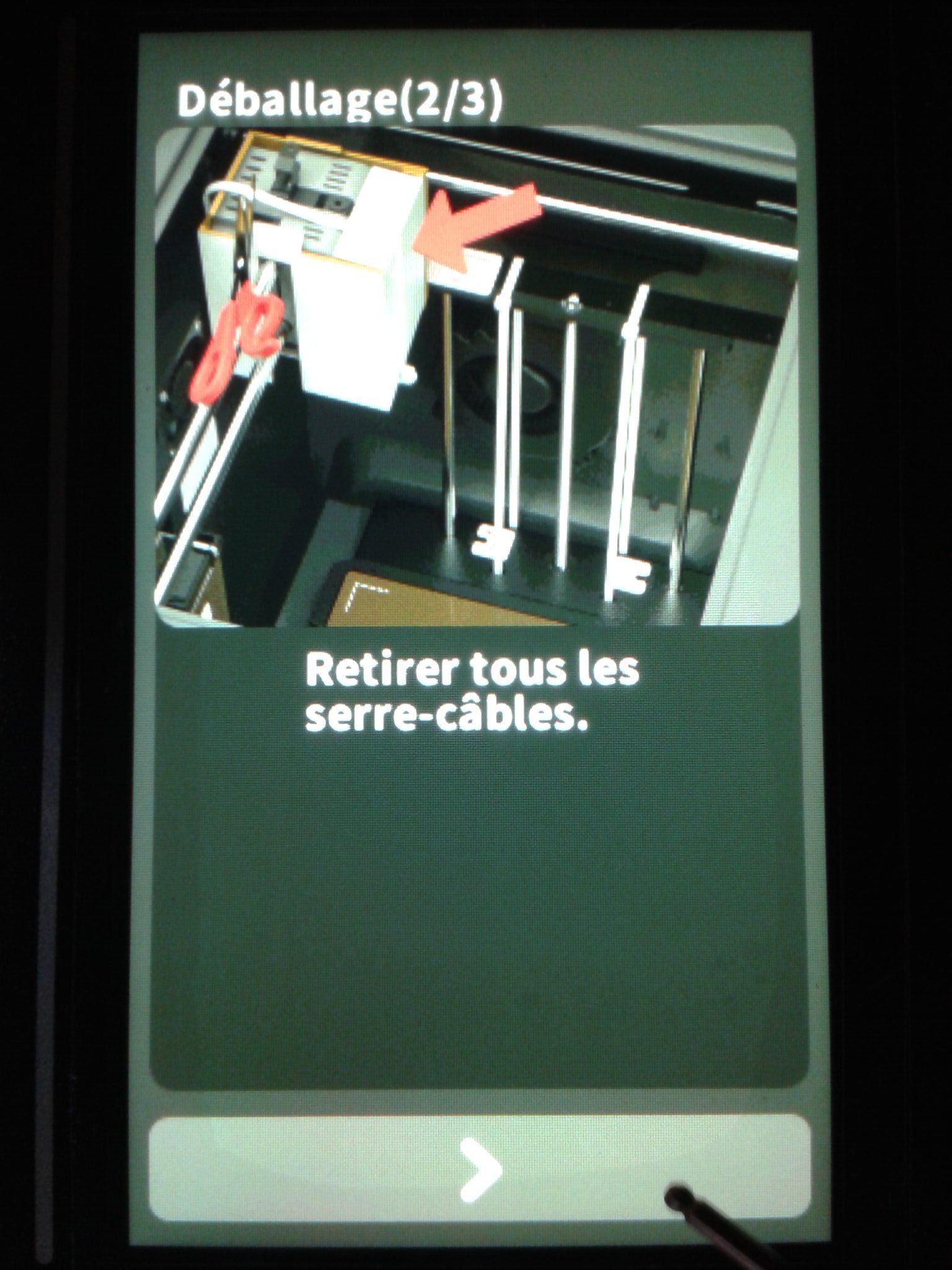
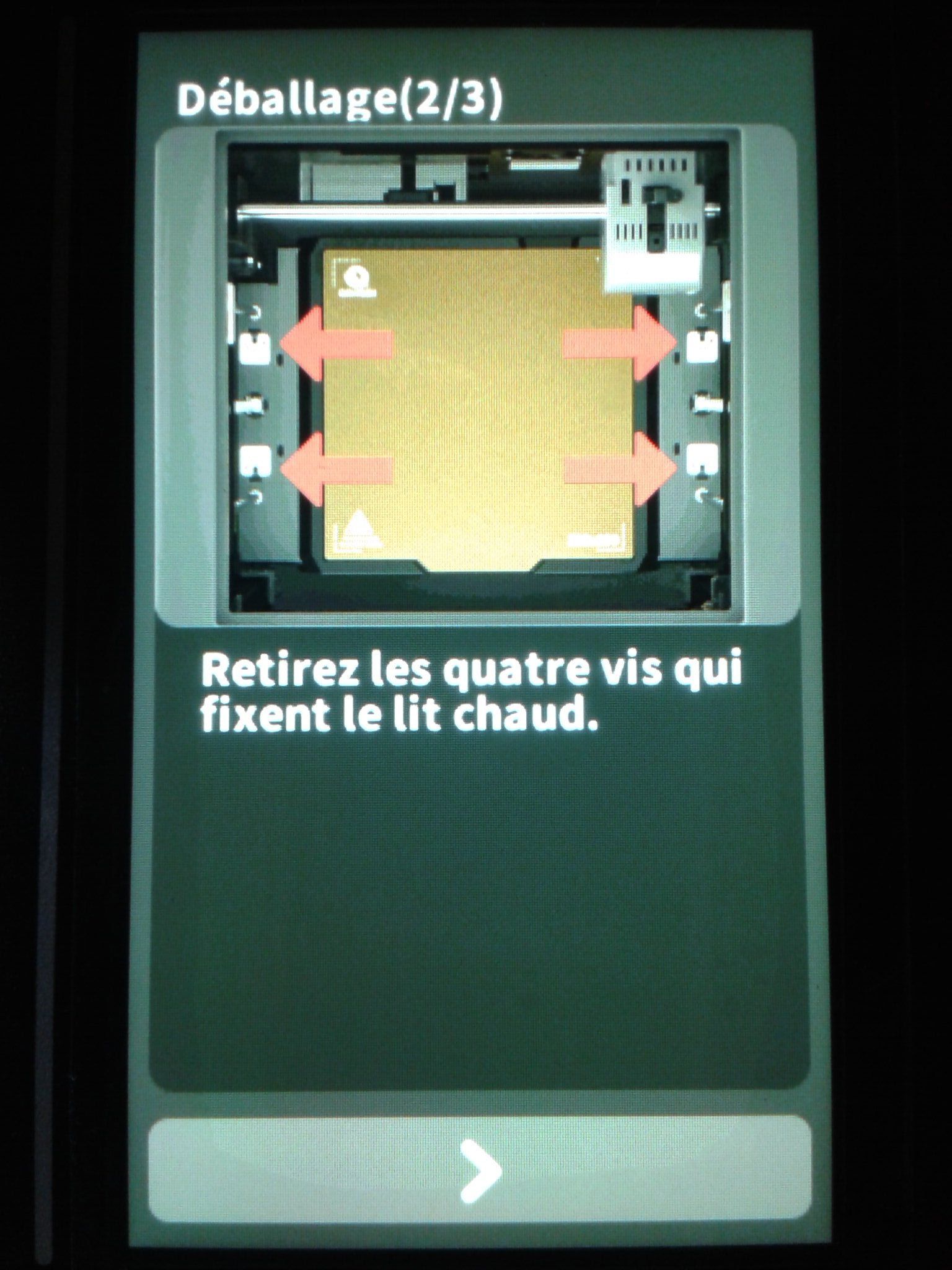
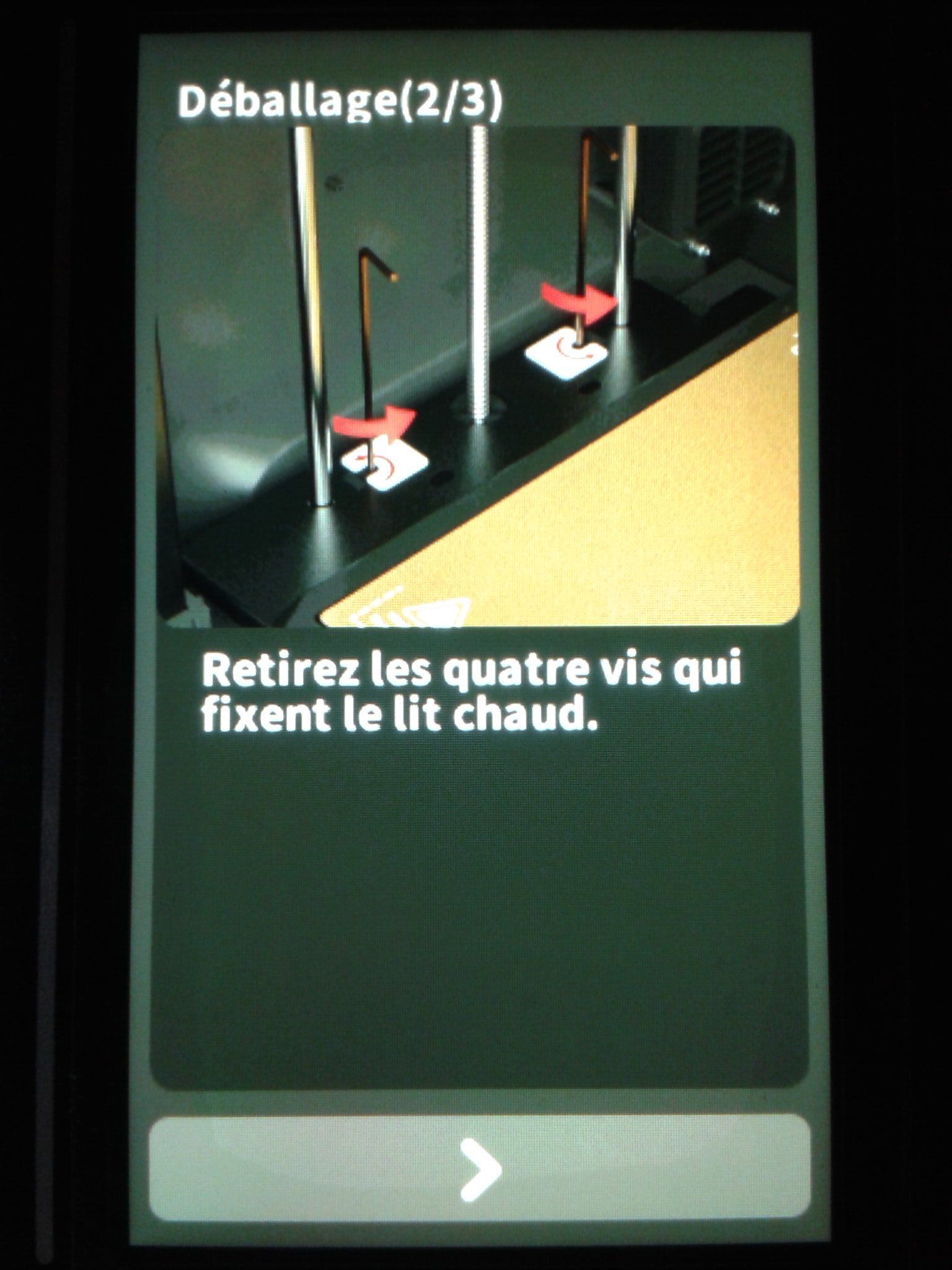
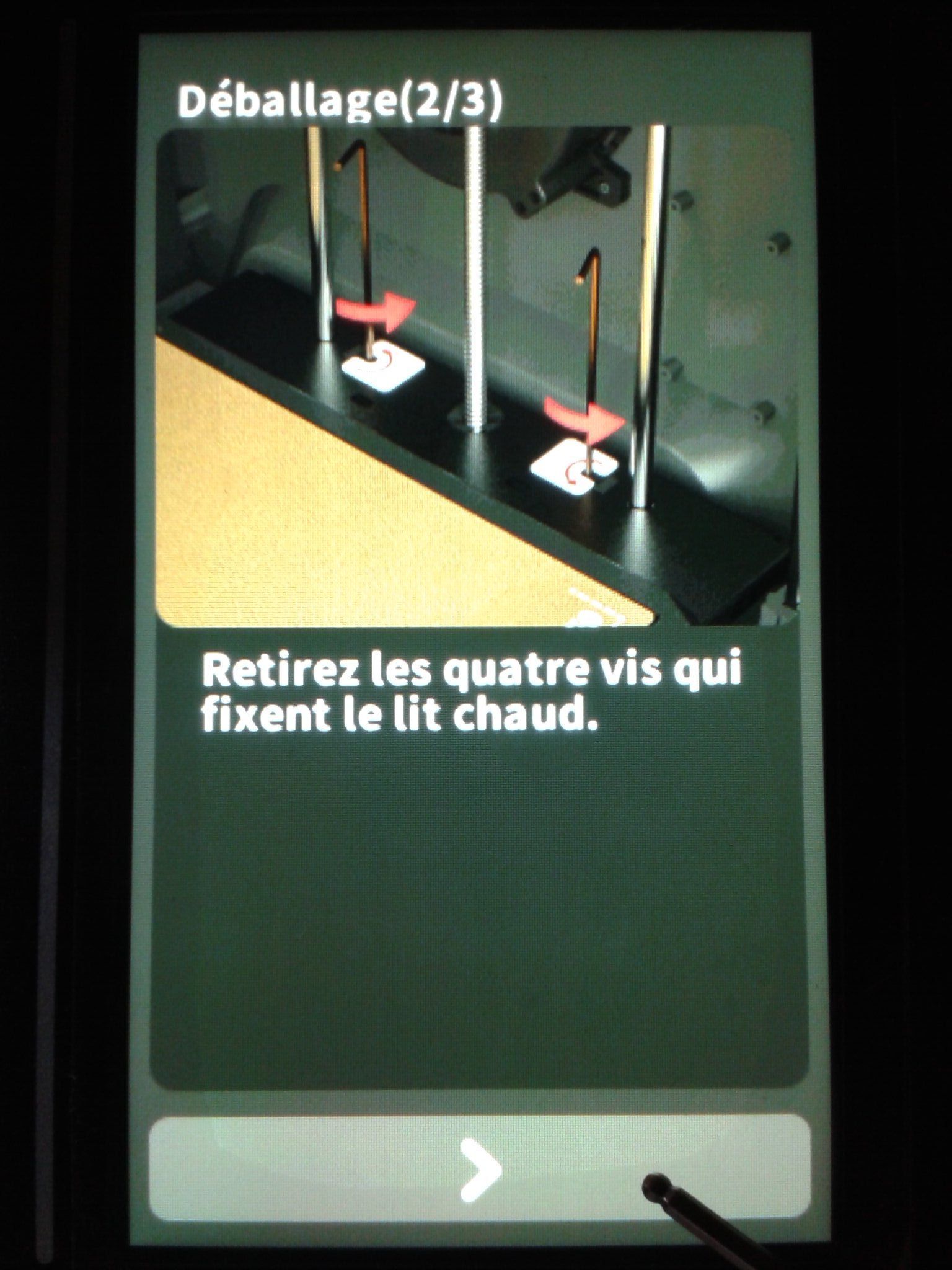
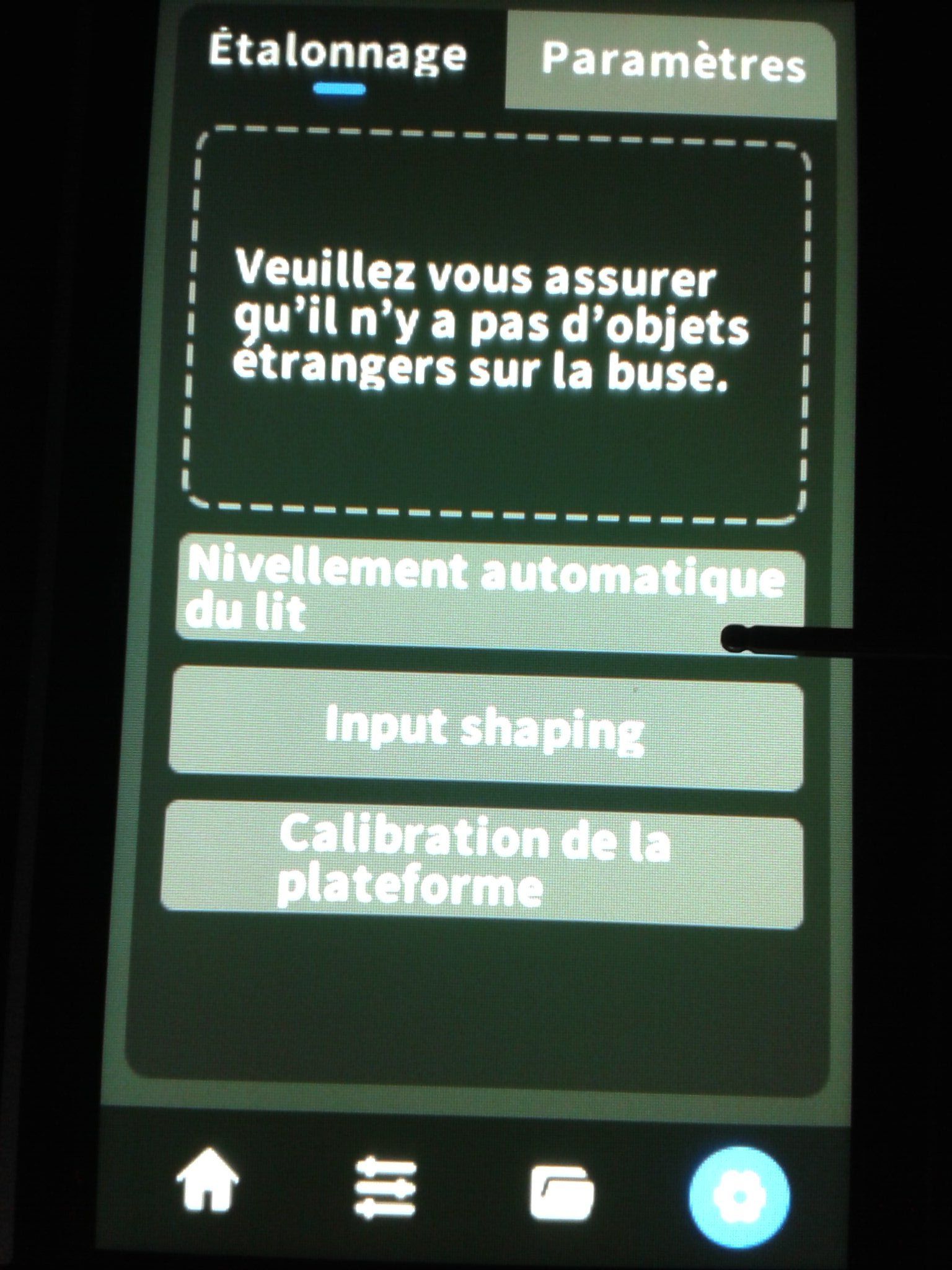
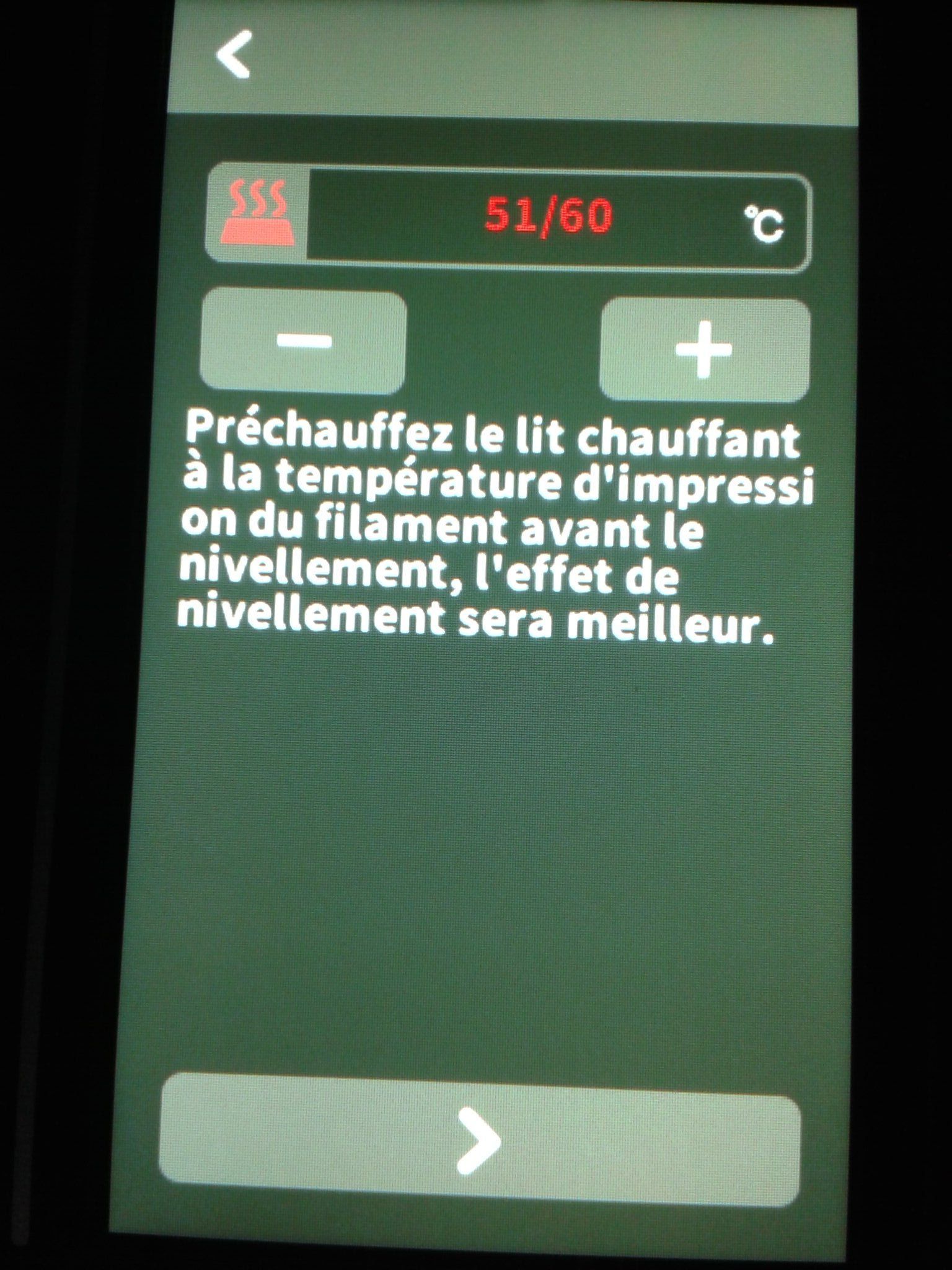
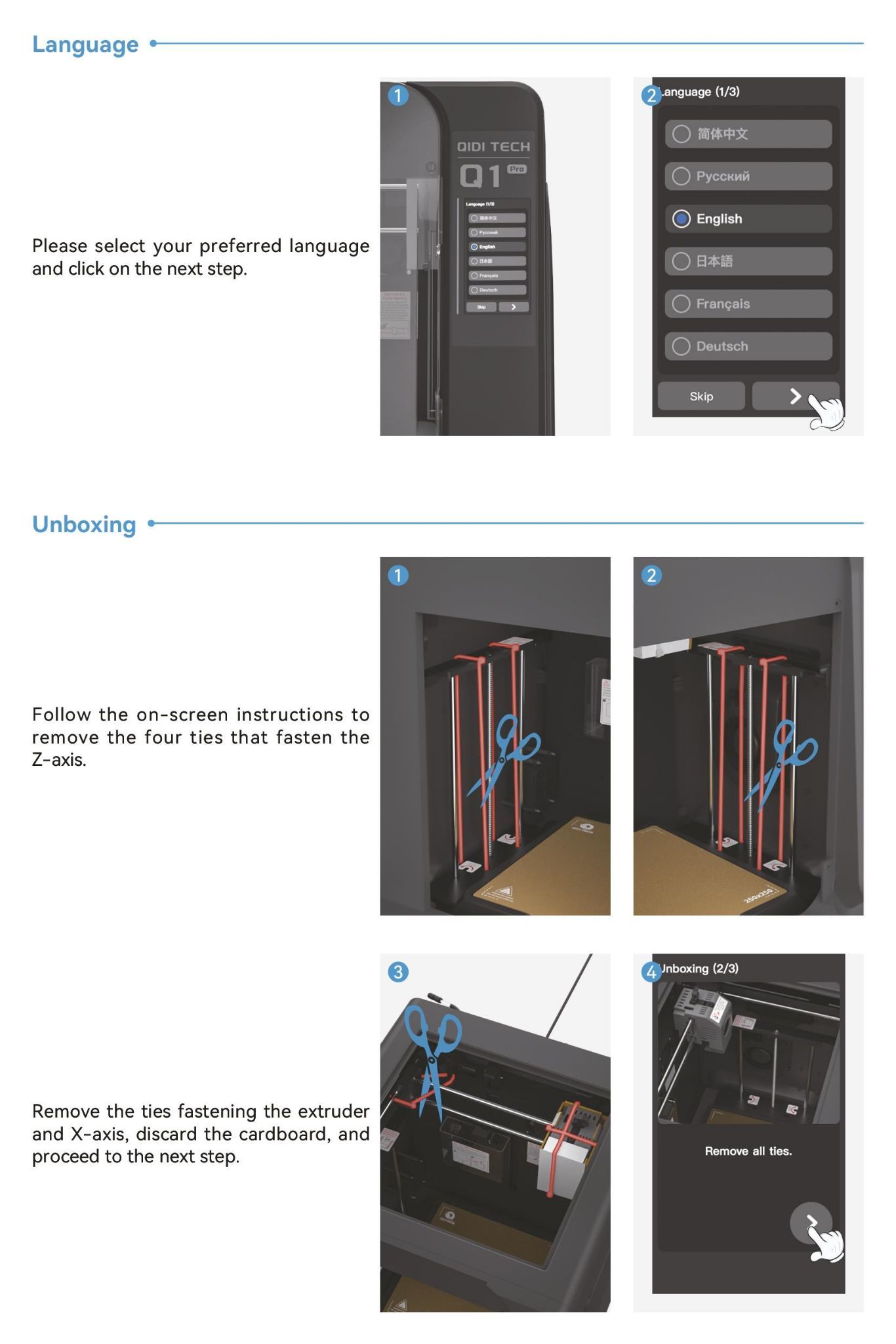
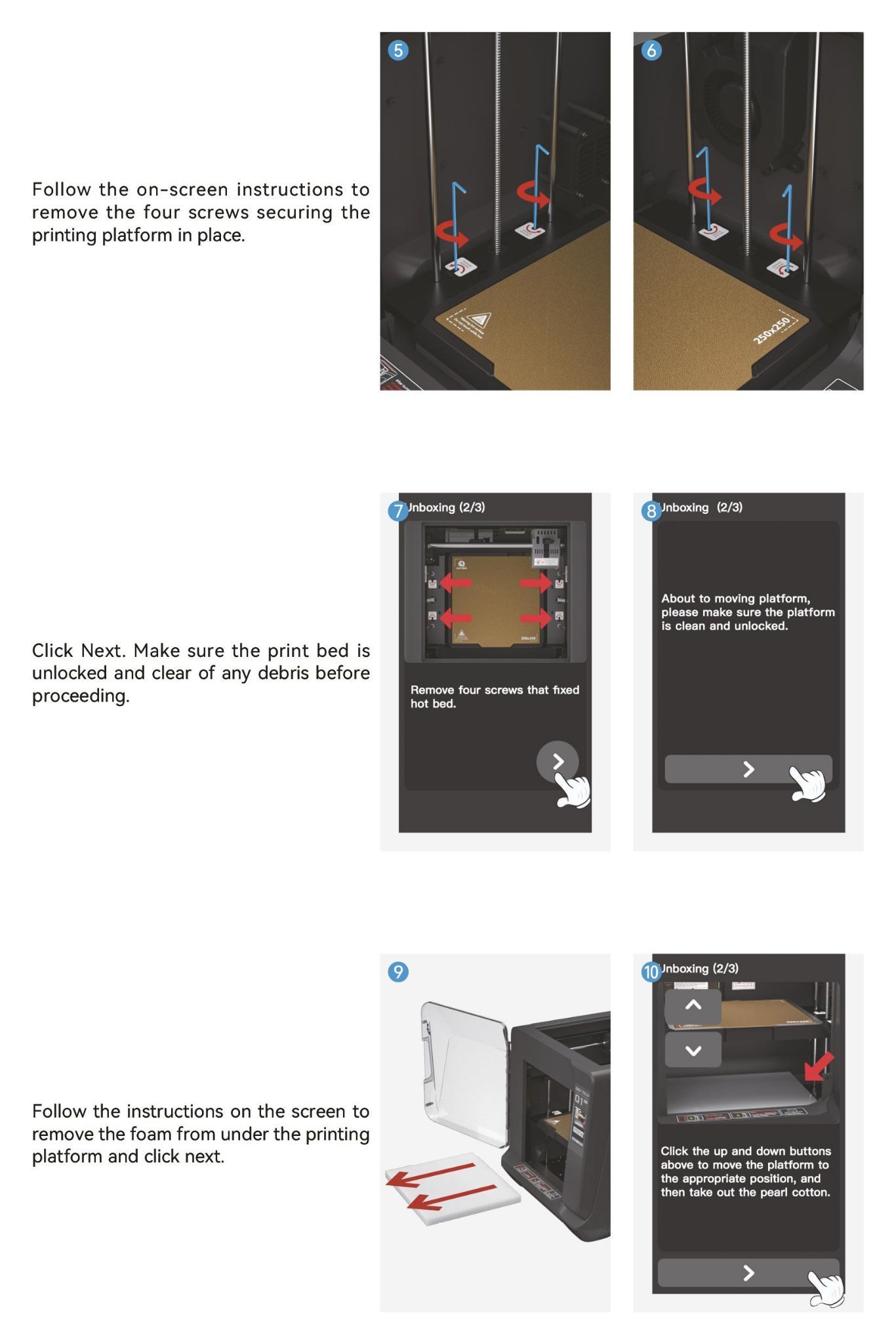
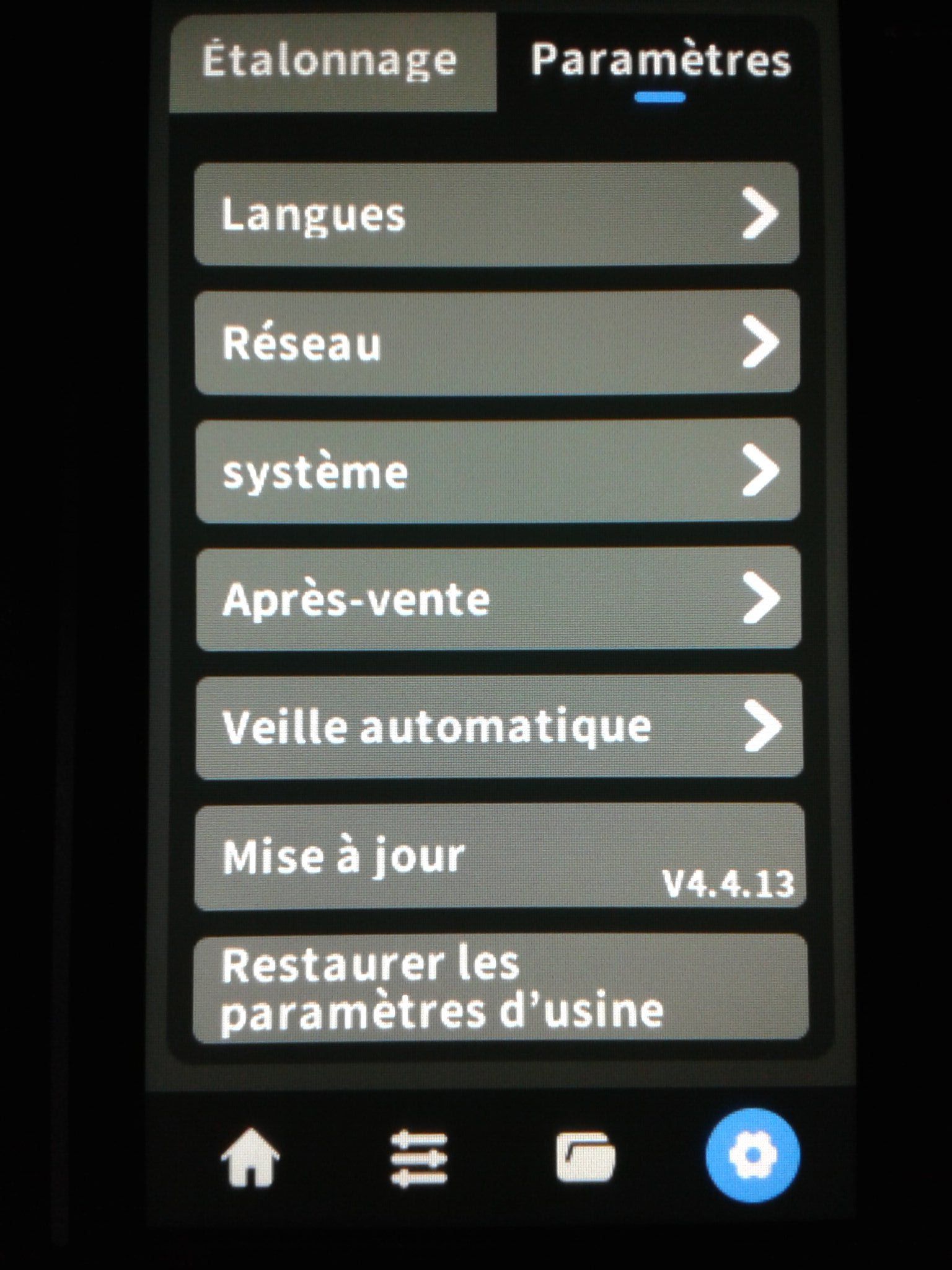
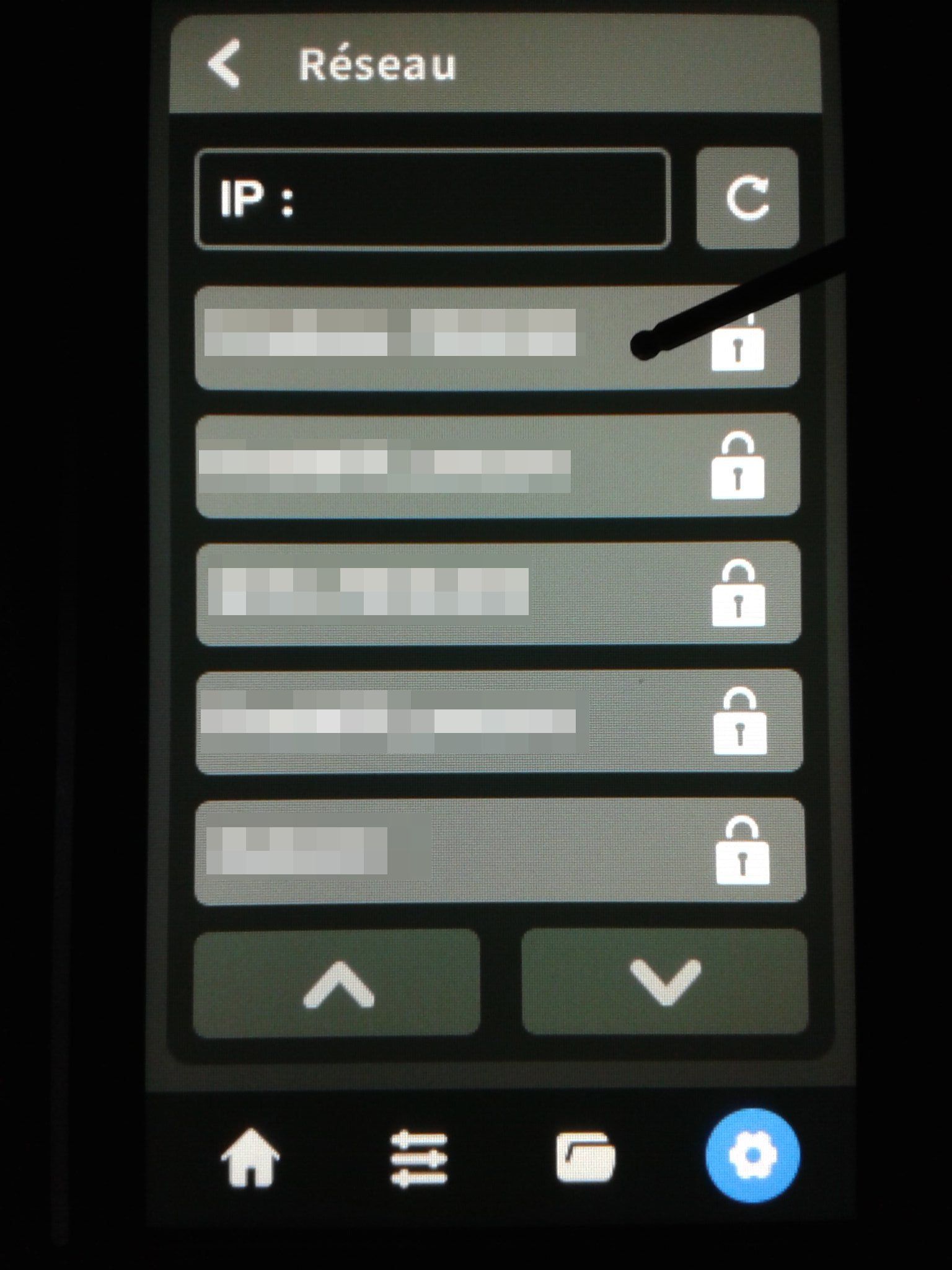
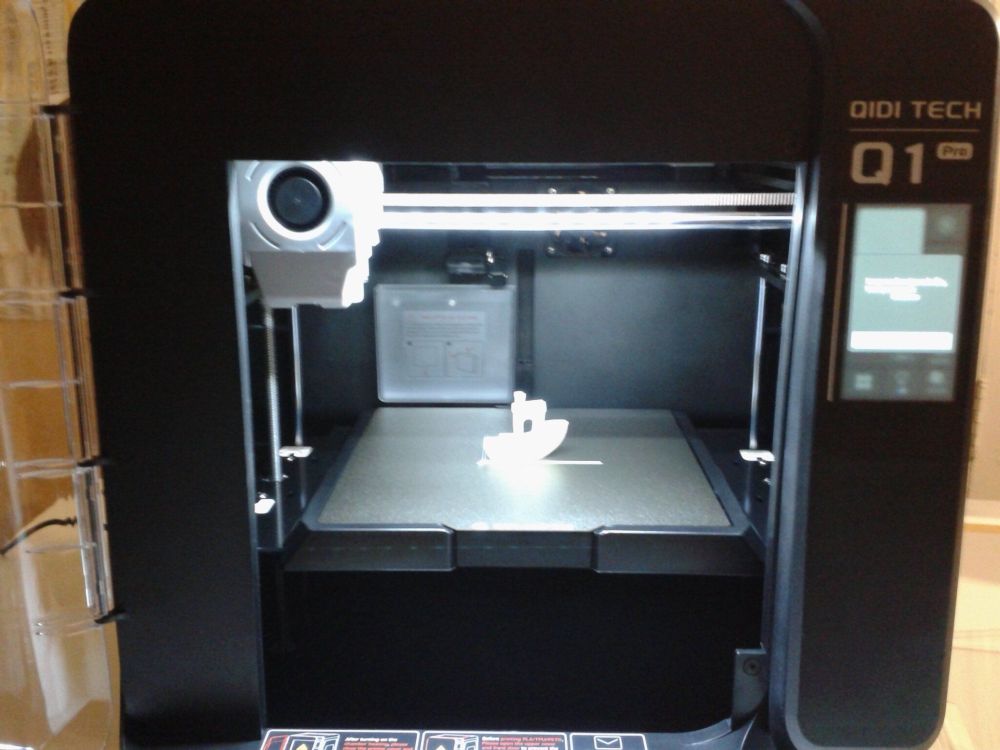
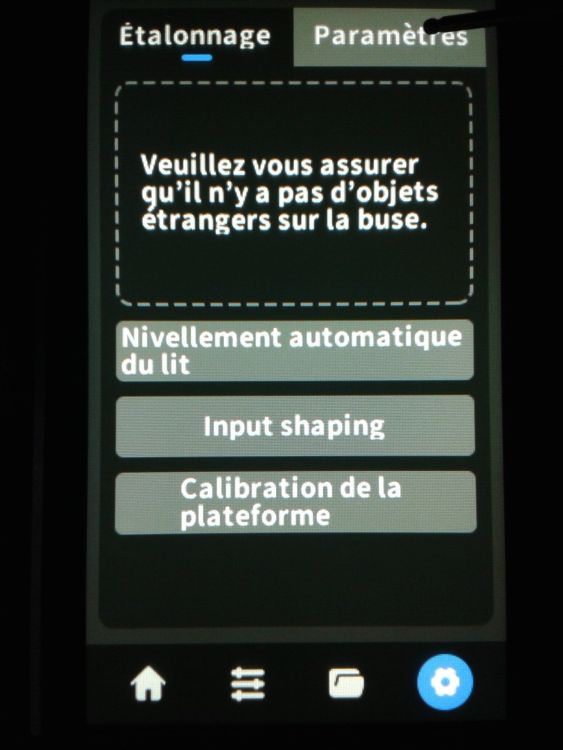
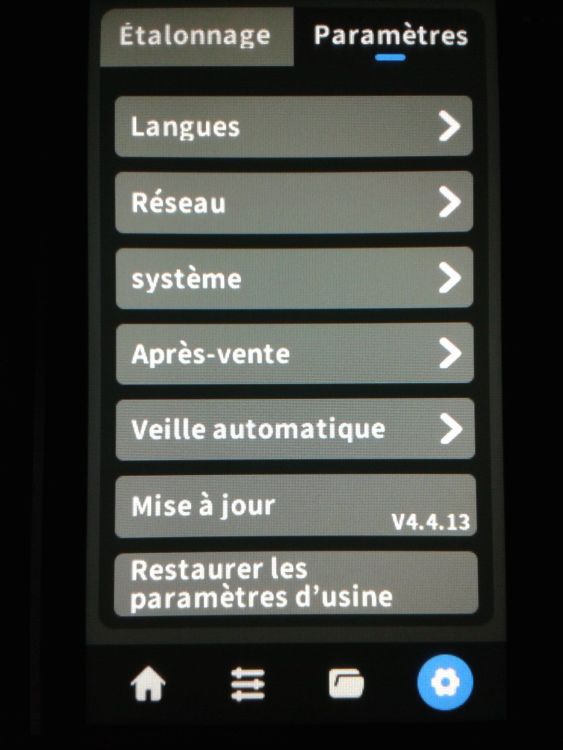
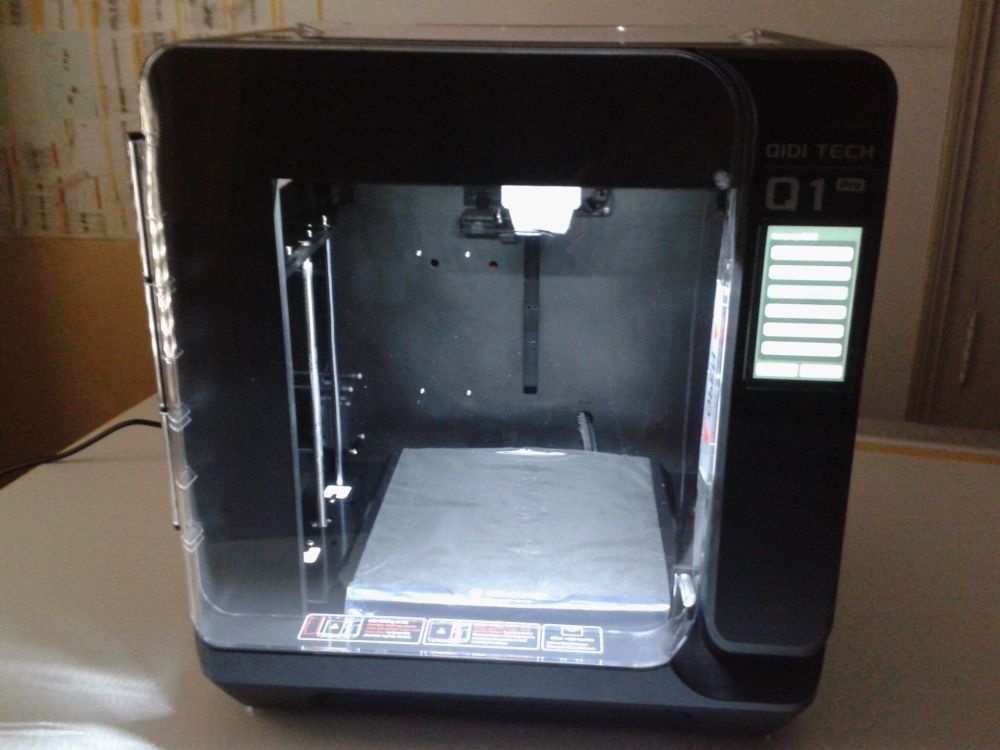
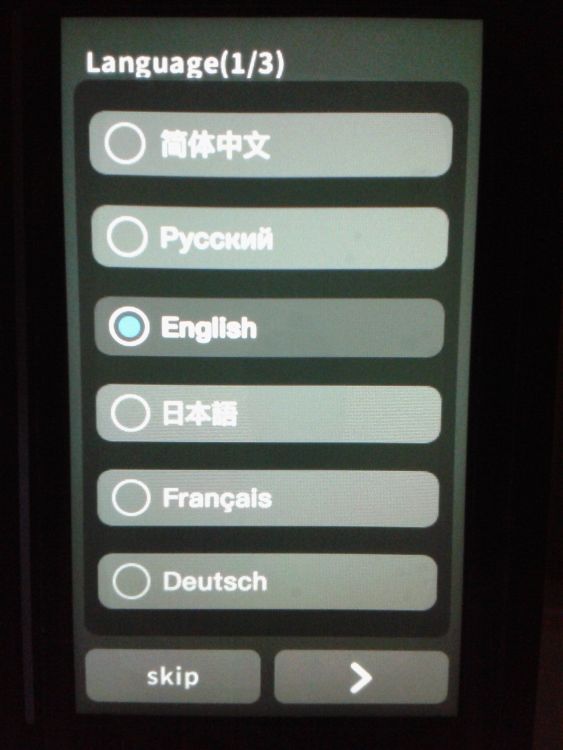
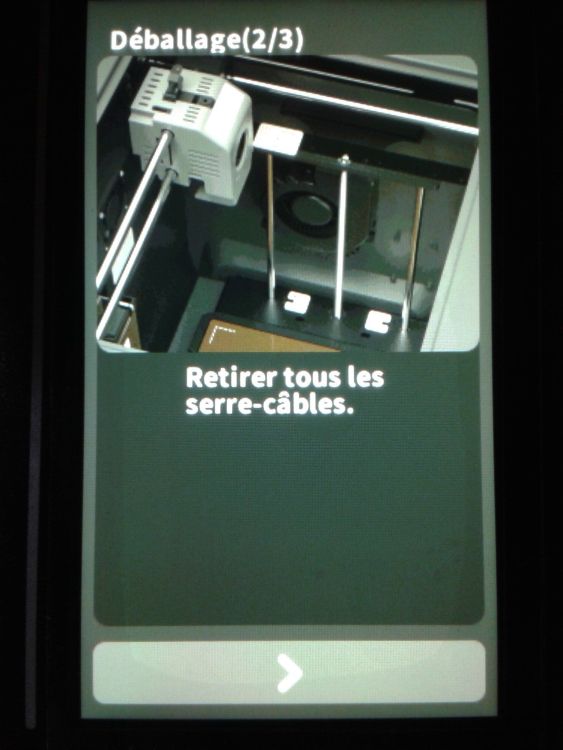
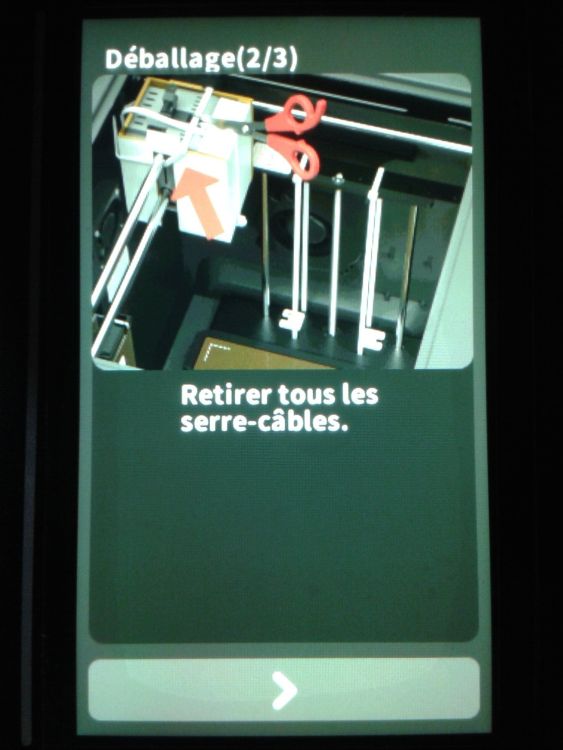
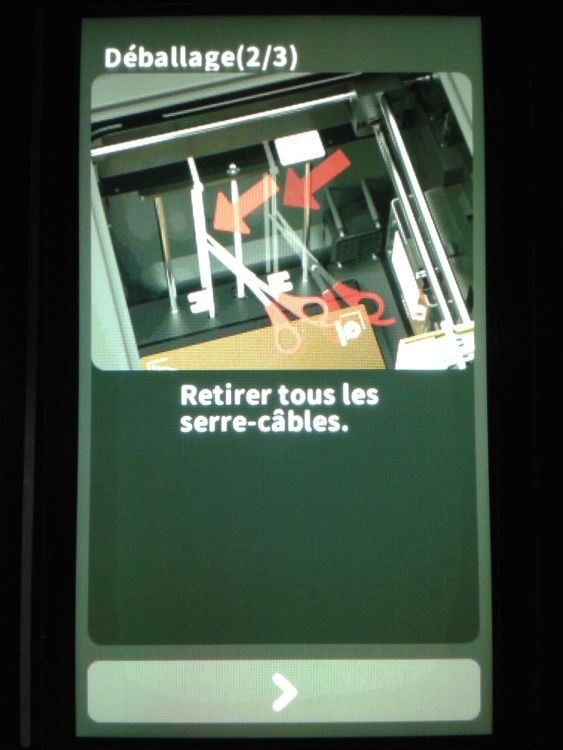
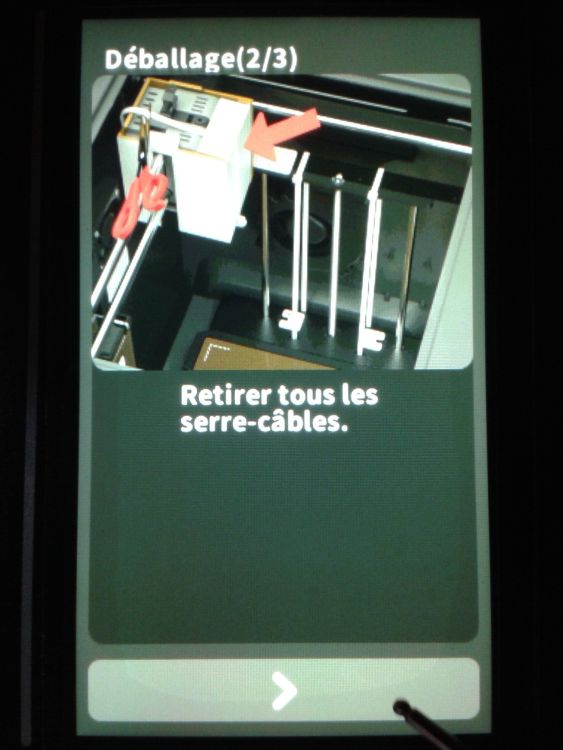
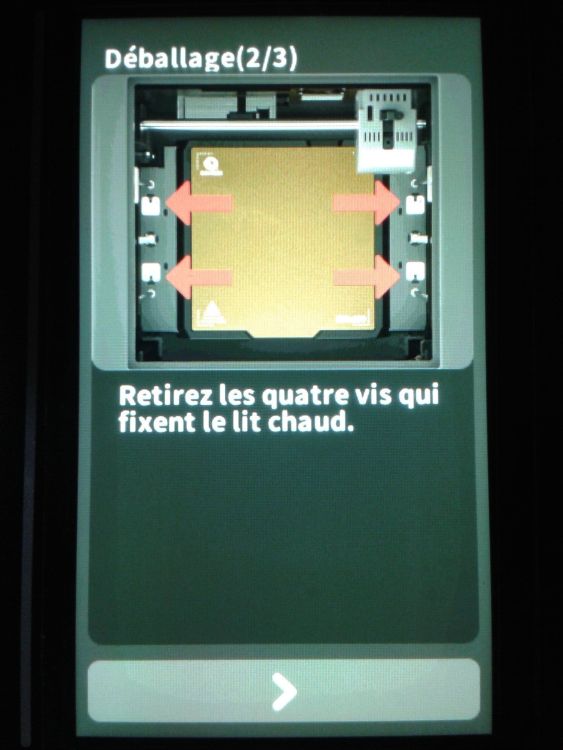
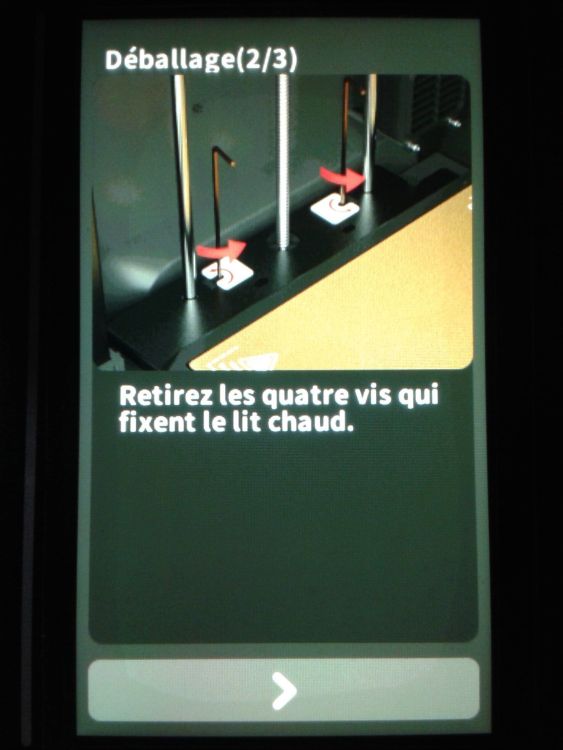
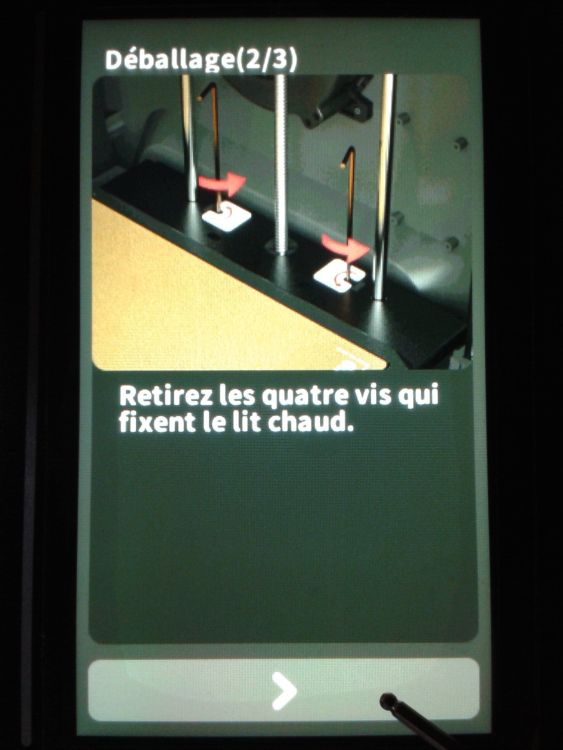
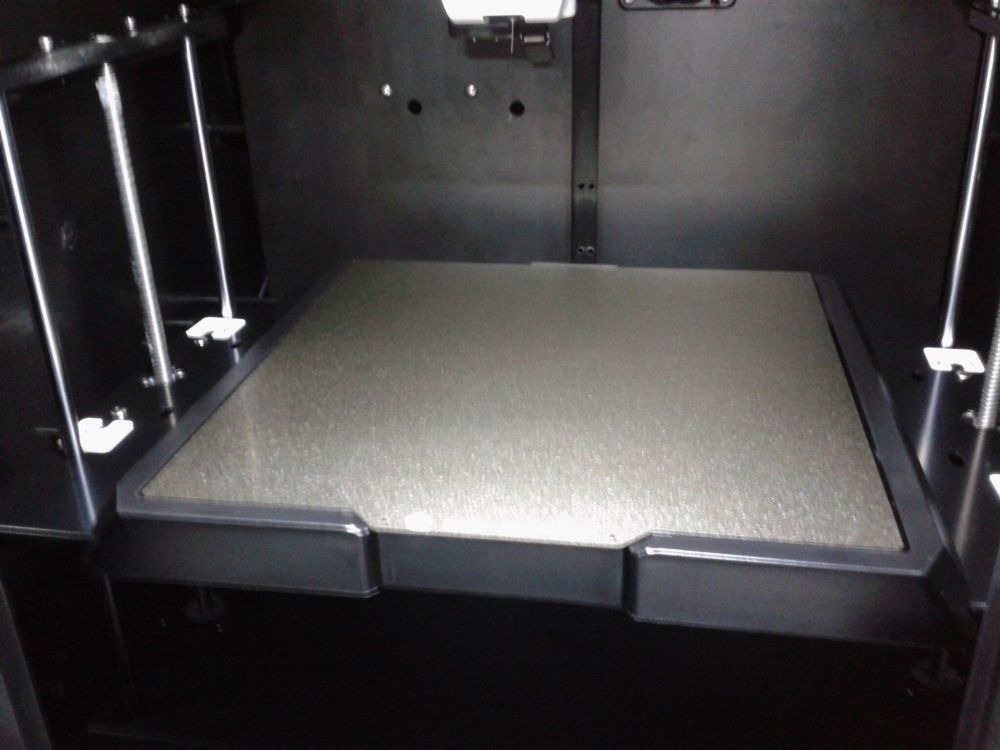
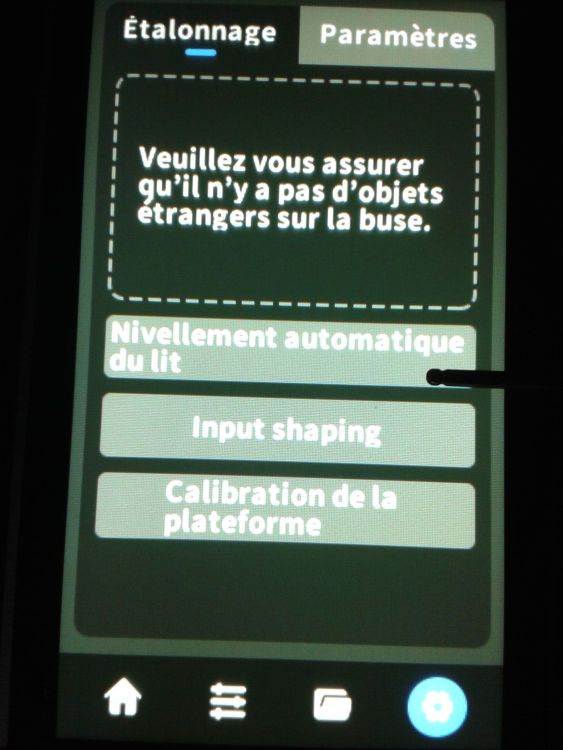
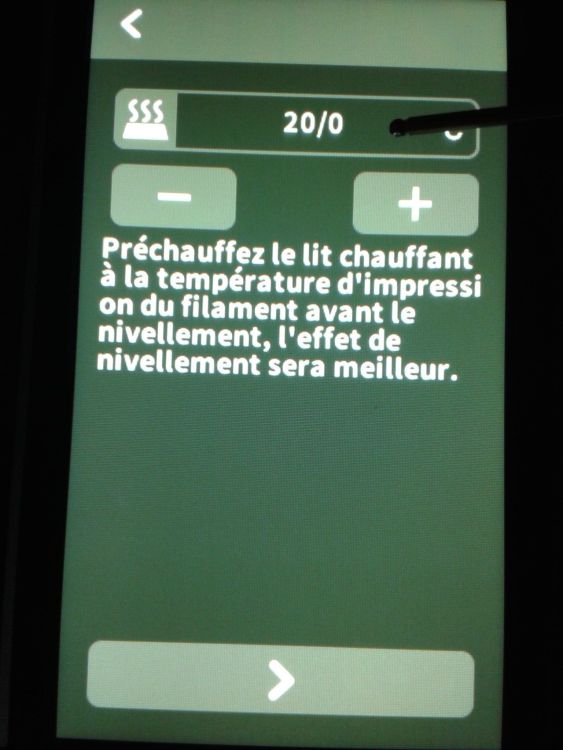
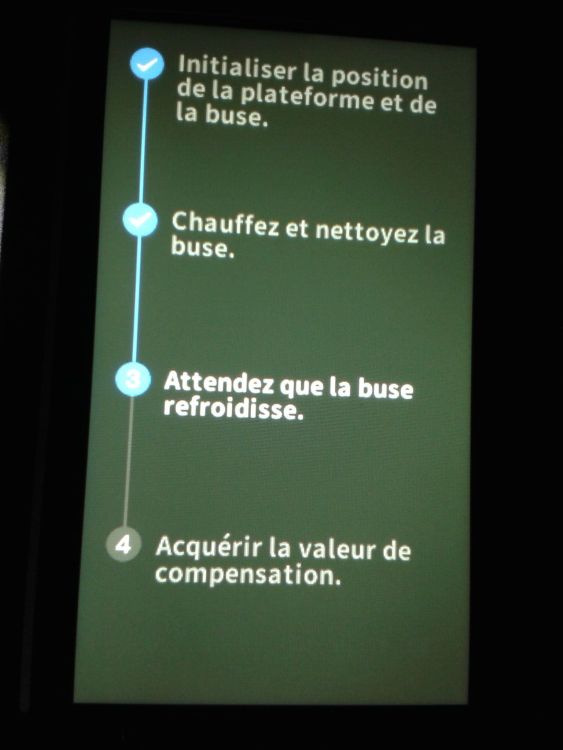
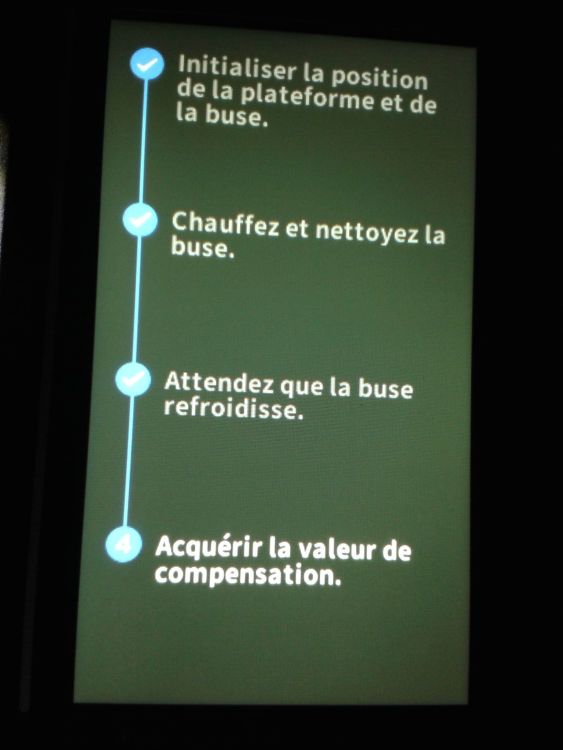
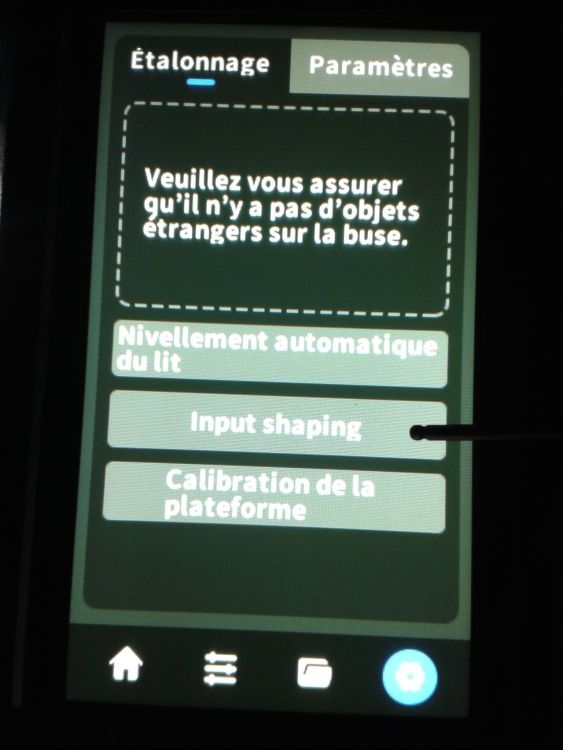
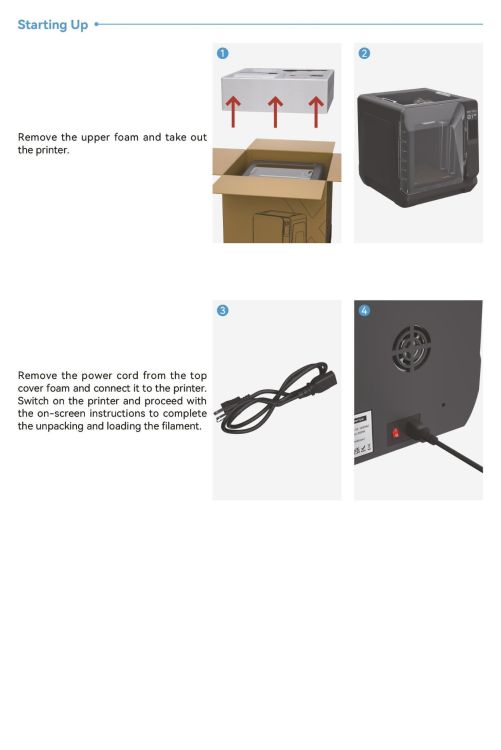
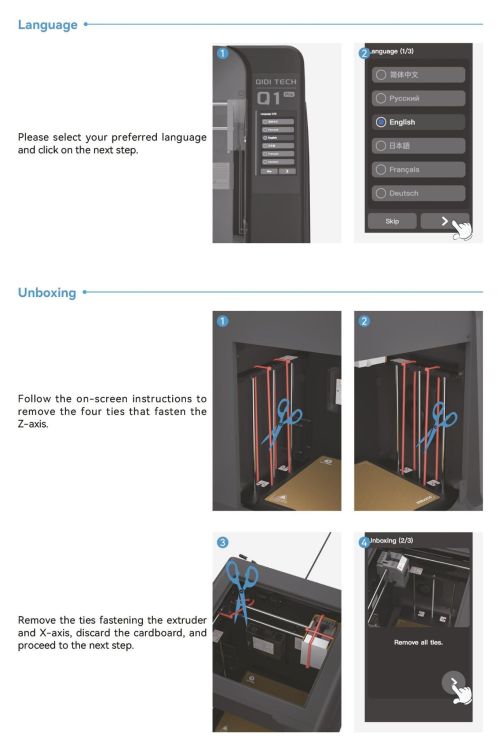
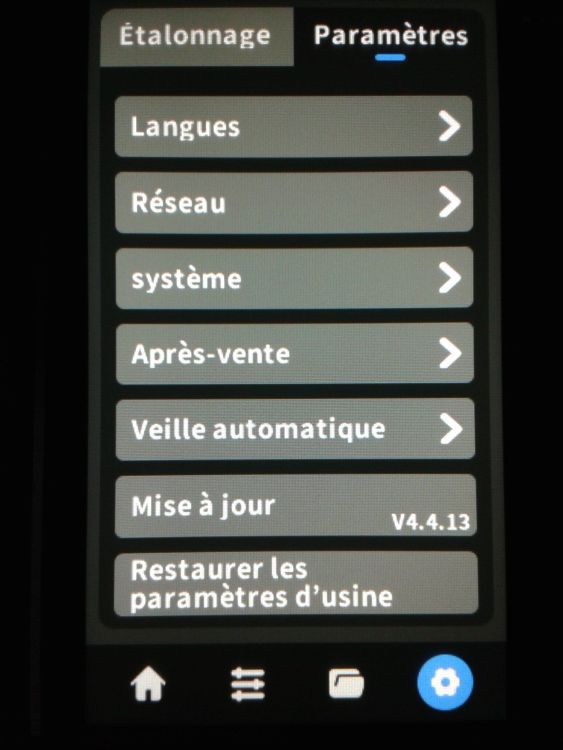
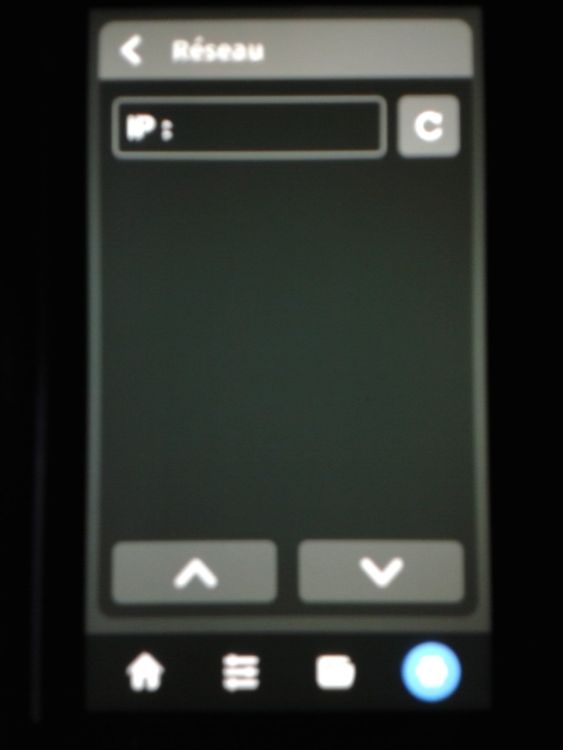
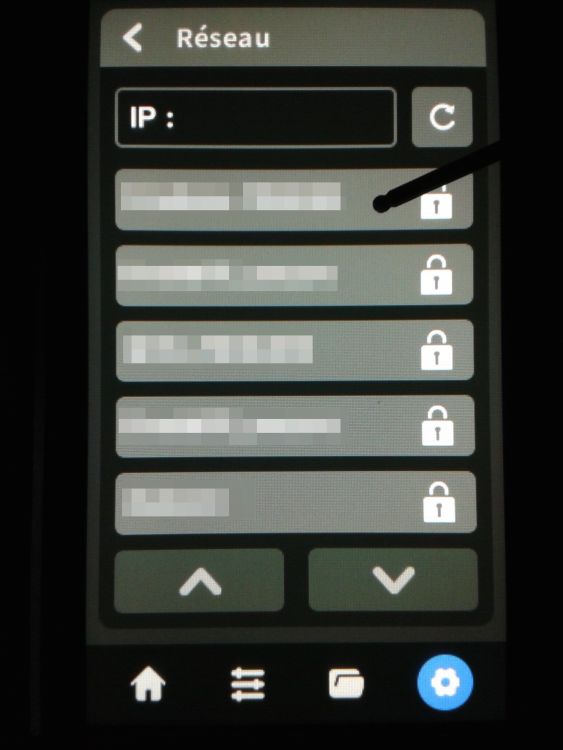
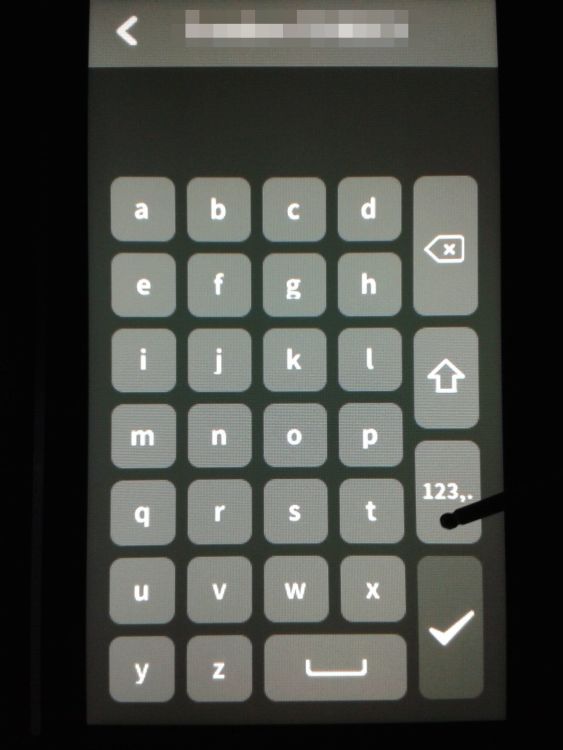
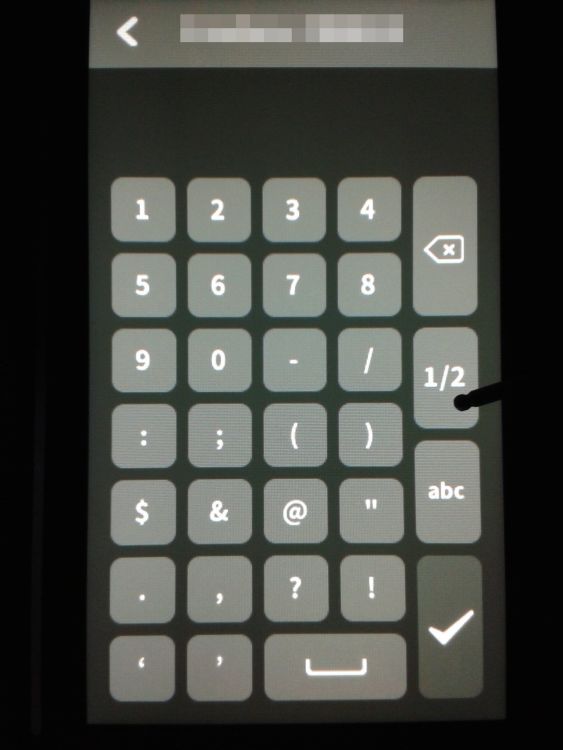
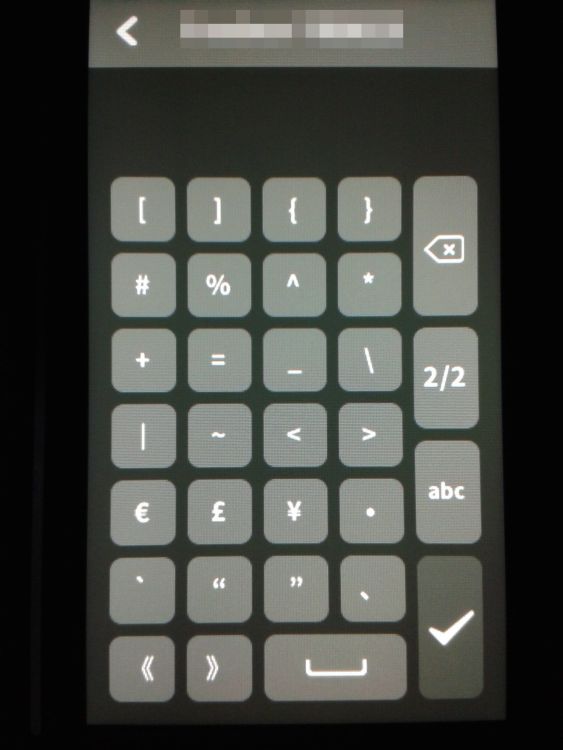
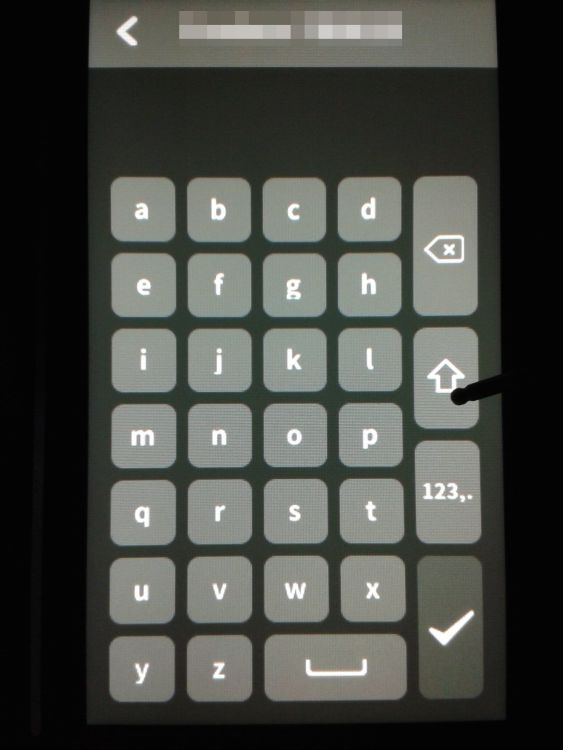
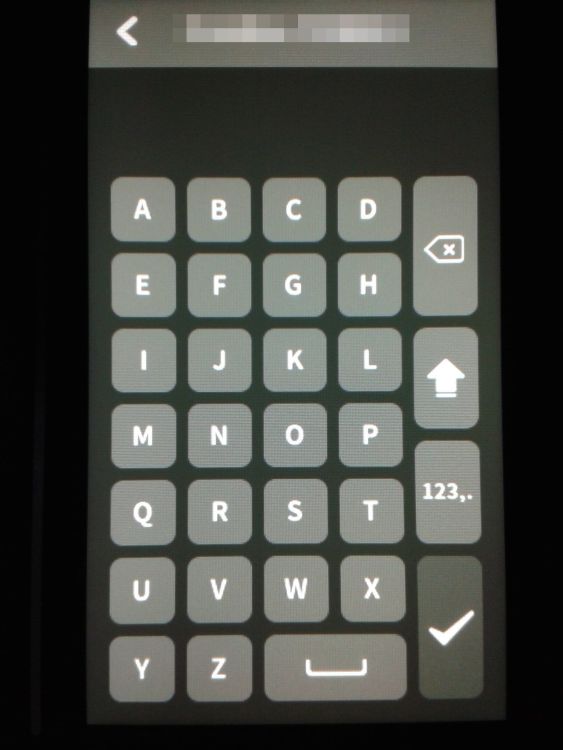
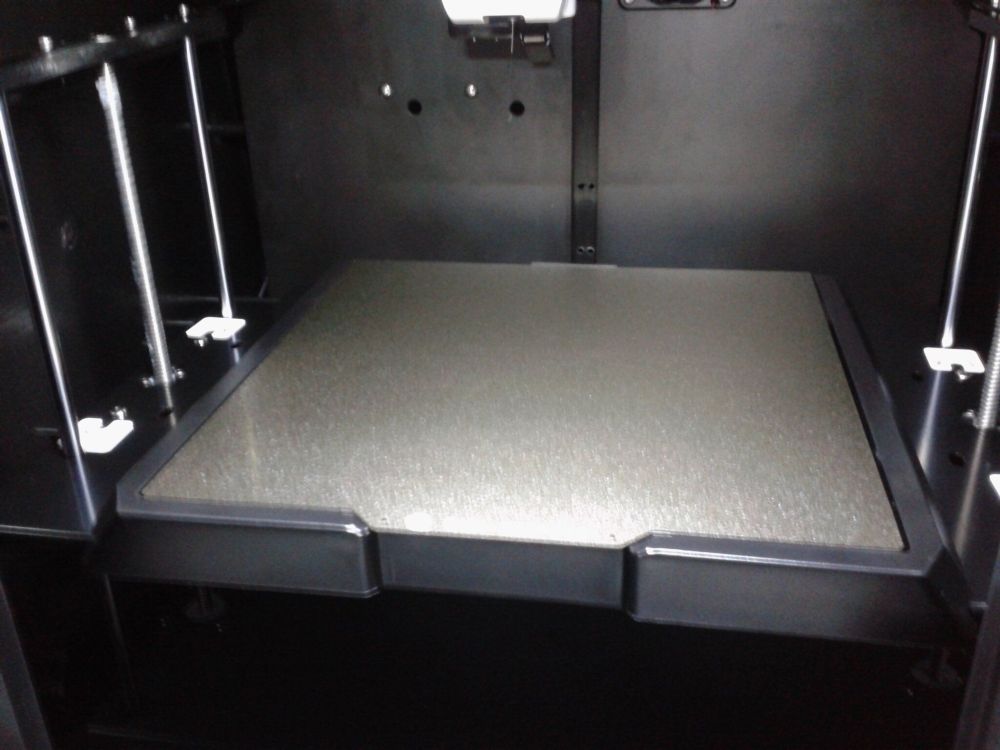
Mise en fonction J'ai mis ici une partie du déballage. Car guidé, détaillé sur l’écran de contrôle de l’imprimante, lors de la première mise en fonction. Il faut ensuite enlever la plaque flexible avec revêtement PEI de son emballage et bien la replacer avant de faire l’étape d'auto leveling. // A Faire ? une vidéo de l'input shaping ? Connexion réseau Wi-Fi Sur la machine reçu en test, avec le firmware v4.4.13, le champs de saisie de la clé pour un réseau Wi-Fi est limité a un maximum de 36 caractères. Si comme moi votre réseau Wi-Fi utilise une clé de plus de 36 caractères, voir dans les "Difficultés et autres remarques" pour un solution de contournement. (Création d'un point d'accès Wi-Fi temporaire sur un ordinateur disposant d'un périphérique Wi-Fi, et a proximité de l'imprimante, pour y connecter l'imprimante, pour ensuite depuis cet ordinateur, via ssh ou sftp modifier le fichier "/etc/wpa_supplicant/wpa_supplicant-wlan0.conf" sur l'imprimante, pour y saisir le SSID et la clé (psk) de plus de 36 caractères, afin de finalement obtenir après redémarrage de l'imprimante, l'imprimante de connectée à votre réseau Wi-Fi principal.) . Depuis l'écran "Système" (via la petit icone de roue denté en bas a droite), l'onglet "Paramètres", cliquer sur "Réseau", ( éventuellement "rafraîchir" avec l'icone a coté de "IP", et sélectionner votre réseau Wi-Fi d’âpre son "SSID". Saisir alors la clé de votre réseau Wi-Fi, et valider. Si vous avez fait une erreur ( là je n'ai pas pus saisir l'intégralité des 39 caractères de la clé Wi-Fi mais j'ai tout de même validé.) Si tout c'est bien passé on retrouve normalement d'affiché un petit icône d'un "coche bleu" a coté du SSID de votre réseau Wi-Fi et l'adresse IP affecté a l'imprimante sur se réseau affiché dans le champ "IP ".






 1 point
1 point -
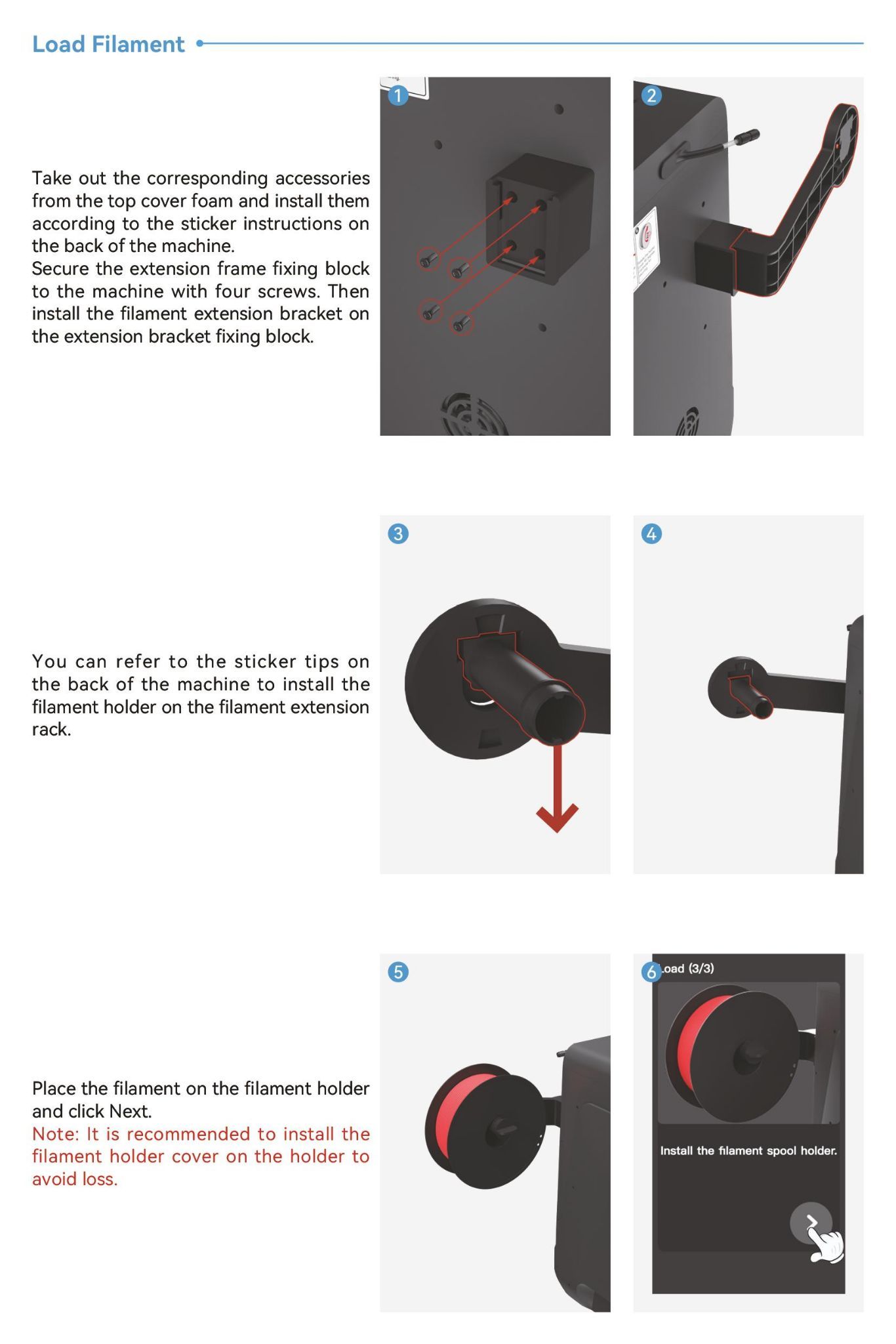
Assemblage L'imprimante est déjà assemblé. Rien a faire niveau assemblage sauf mettre en place les éléments du support de bobine. Déjà en place sur la machine reçu Mise en place du support de bobine ( simple a réaliser car il n'y a plus qu'a placer/faire coulissé ... )






 1 point
1 point -
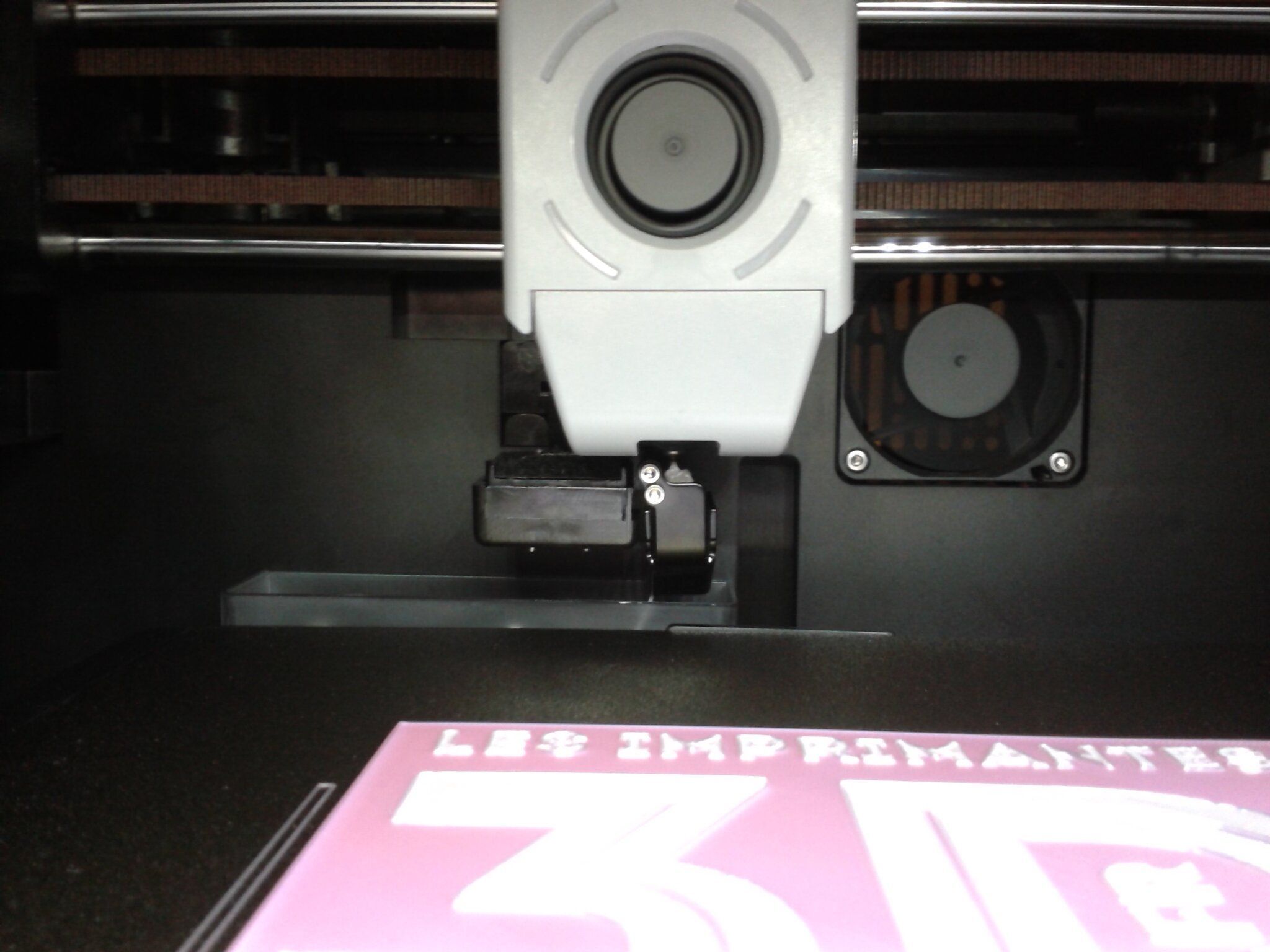
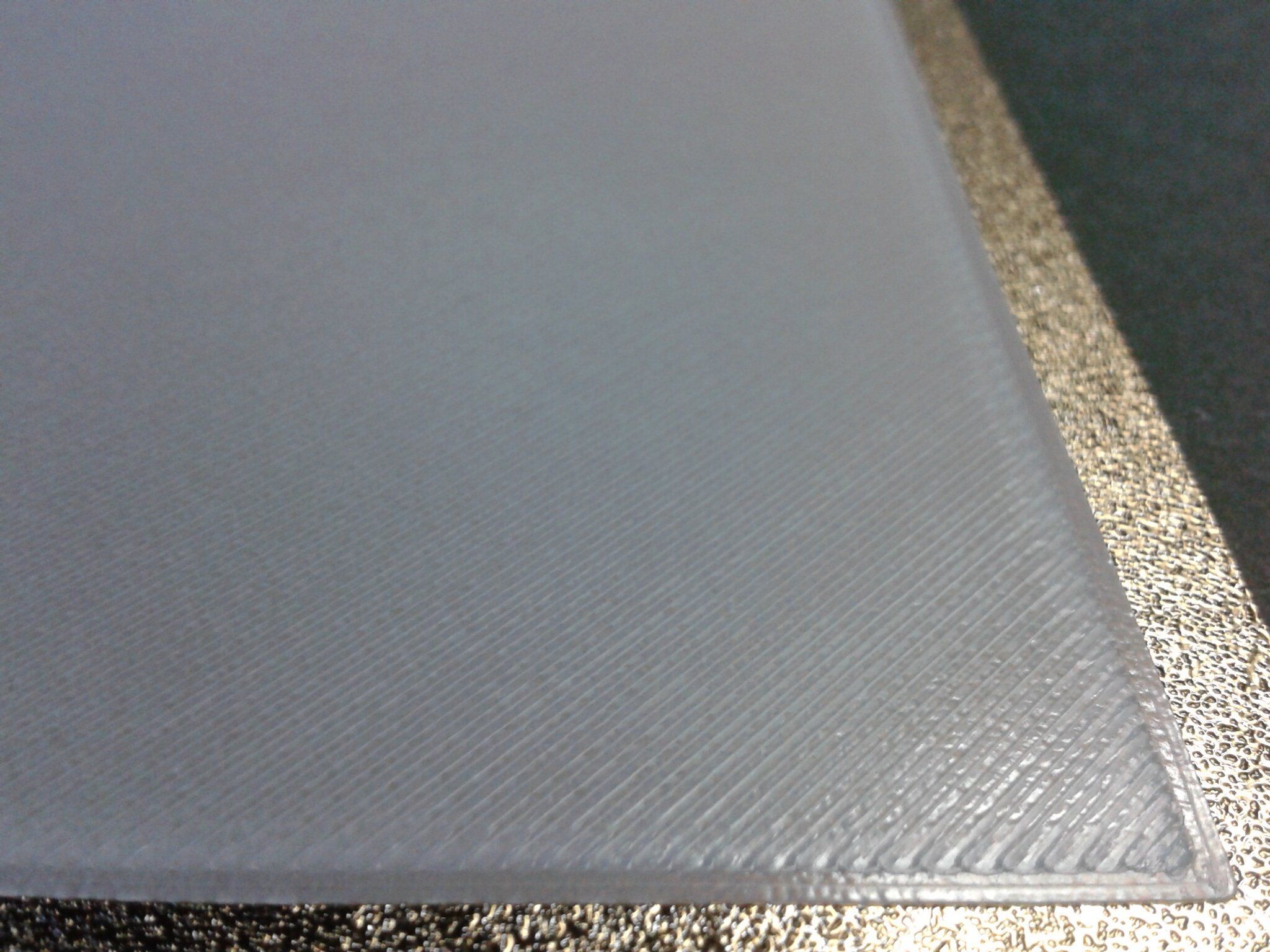
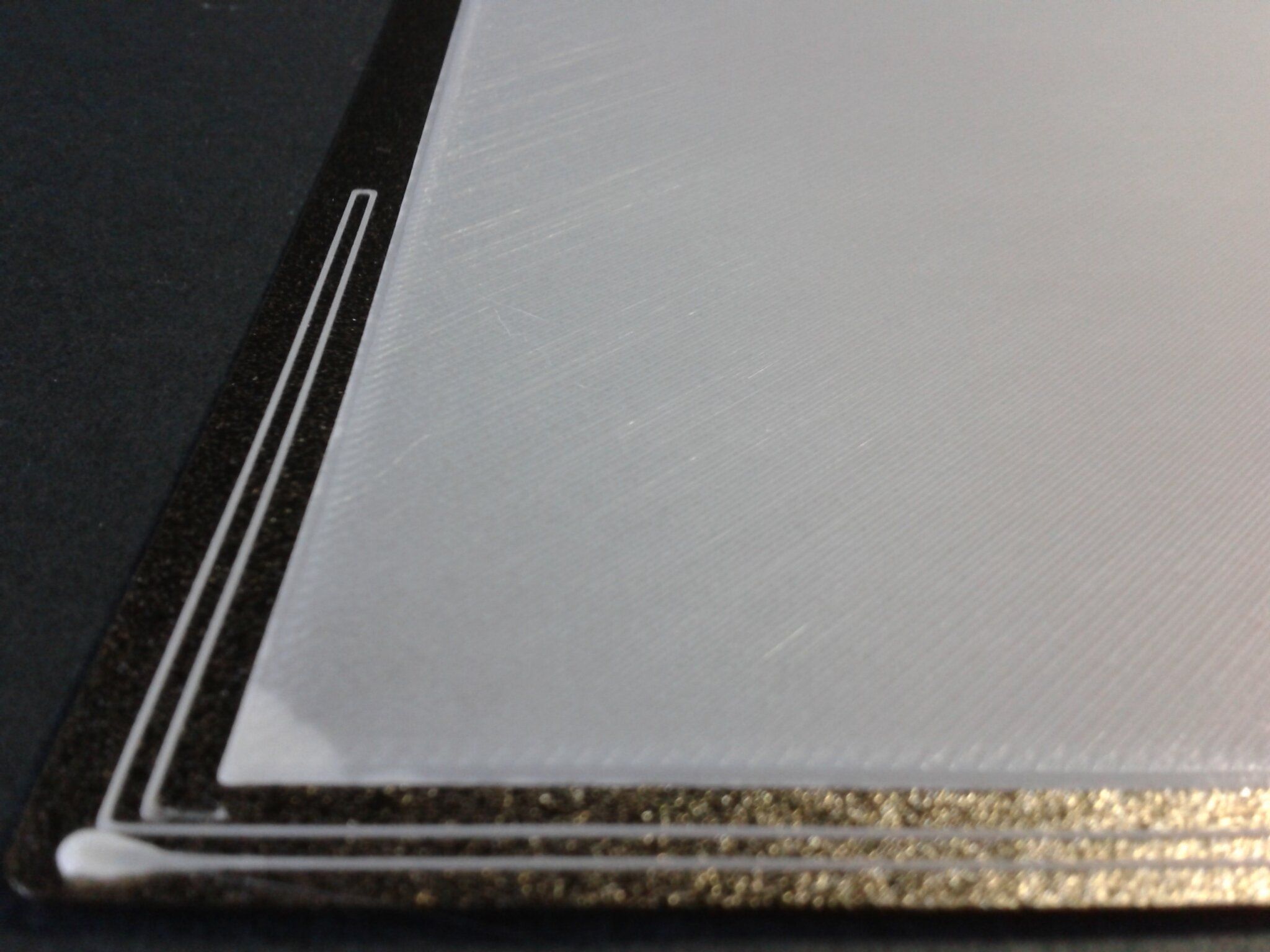
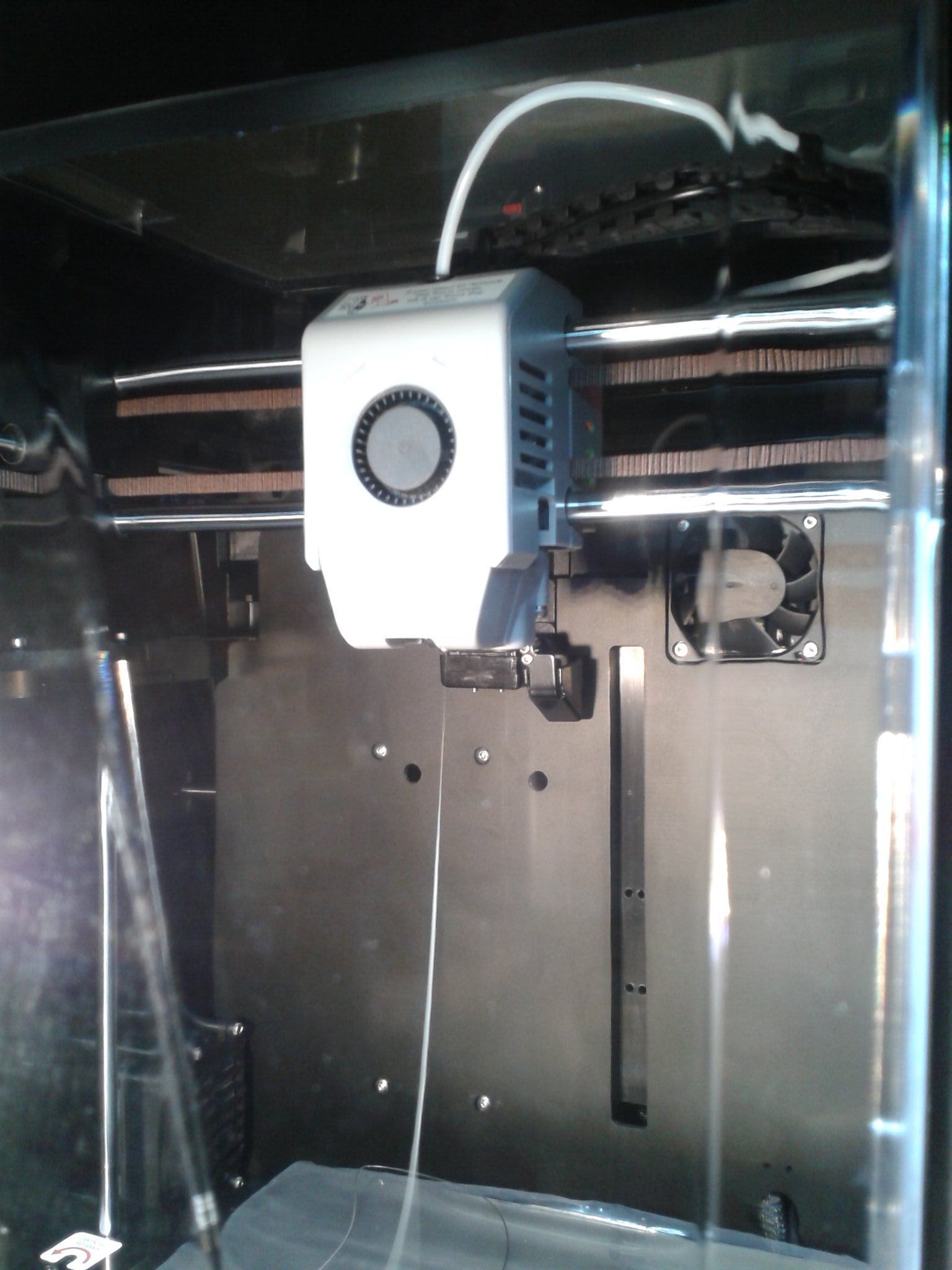
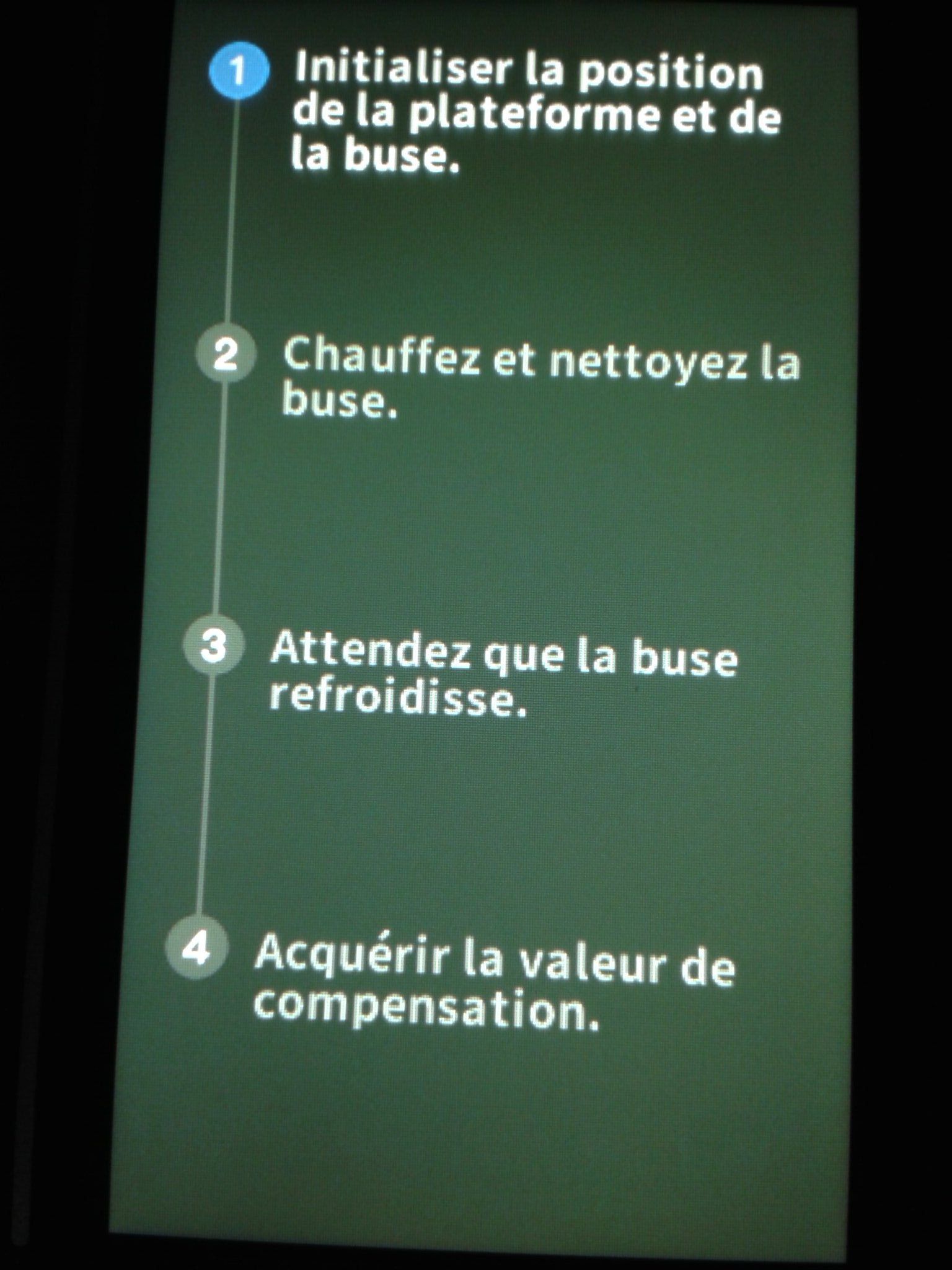
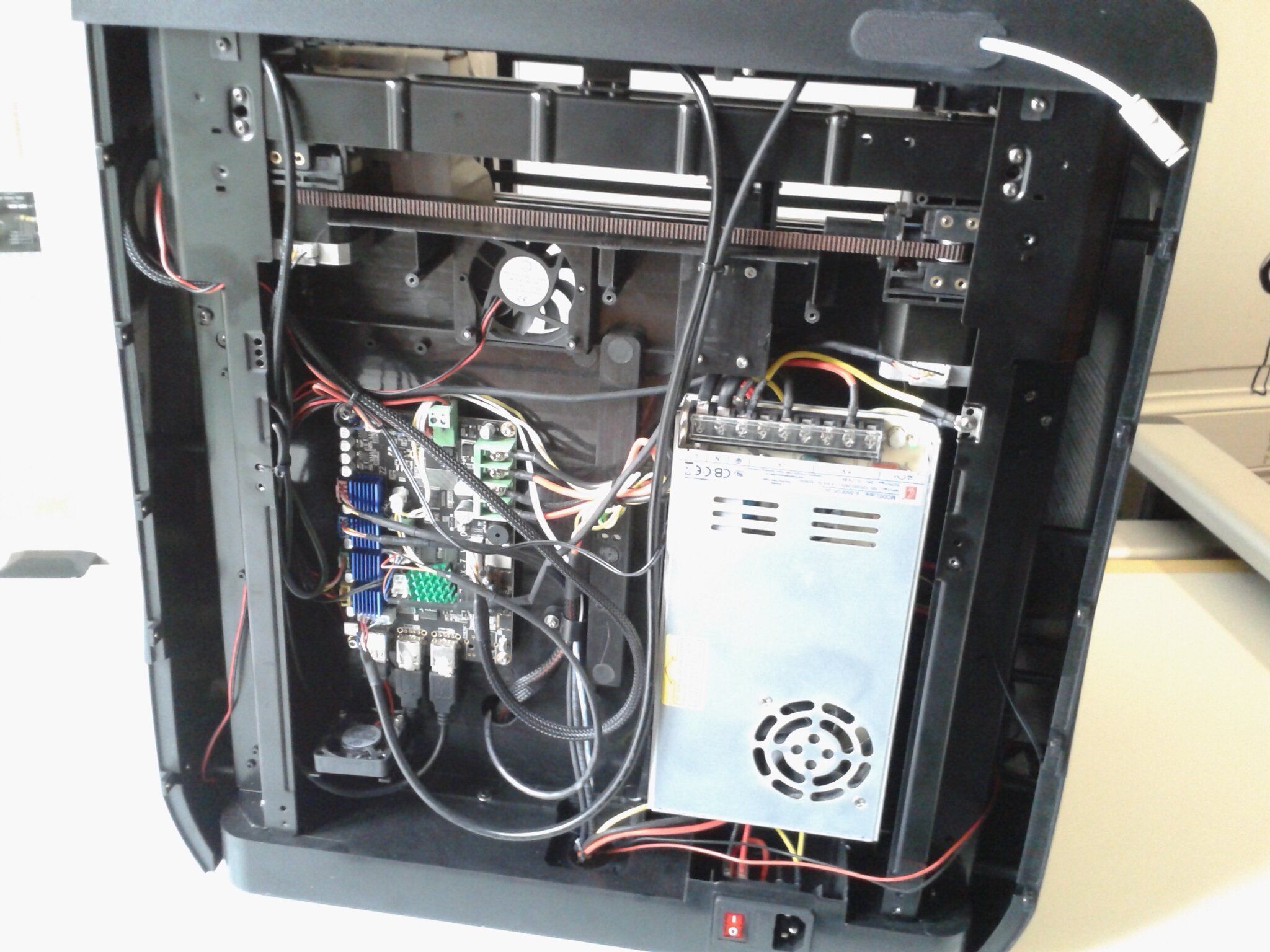
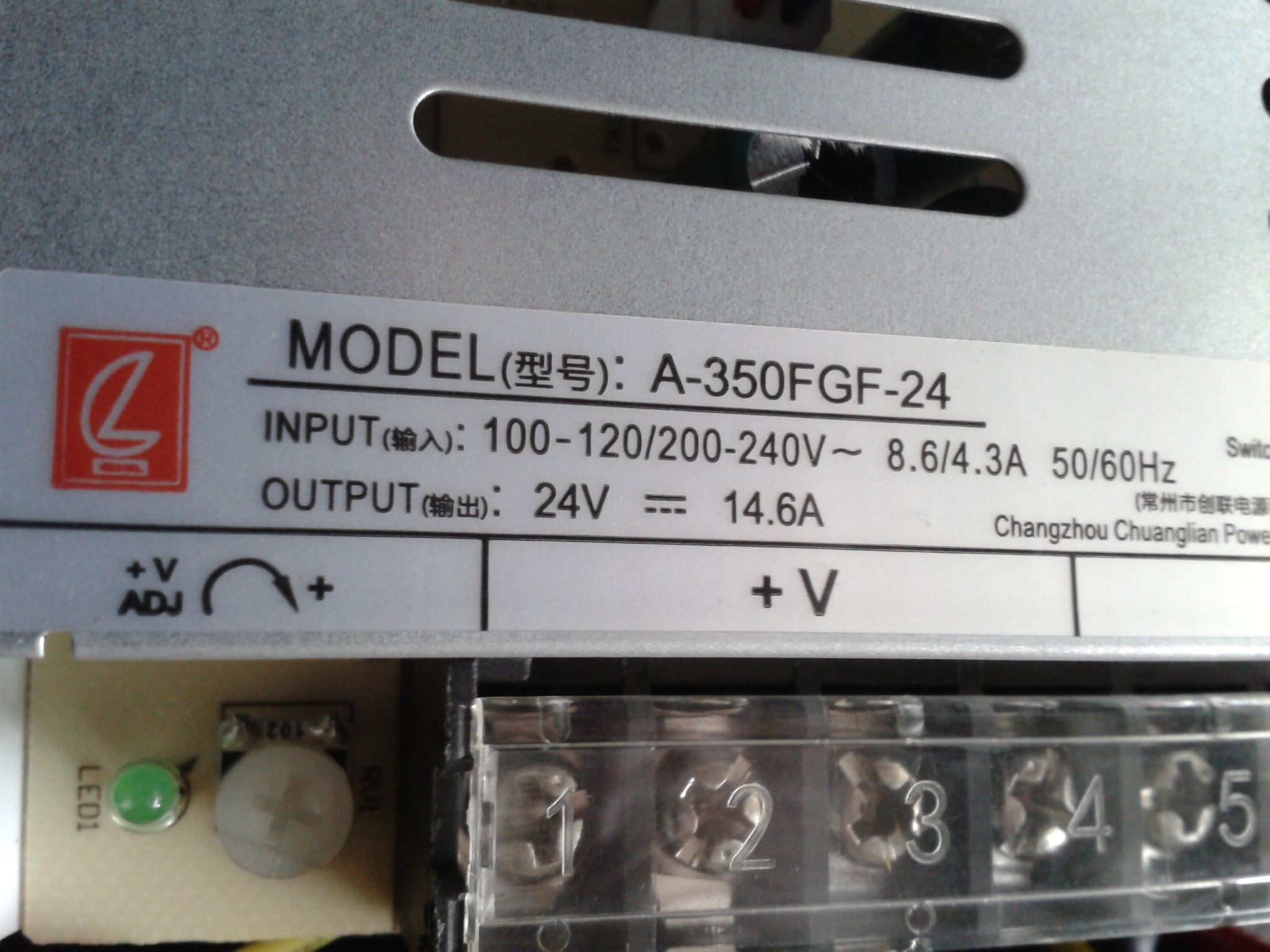
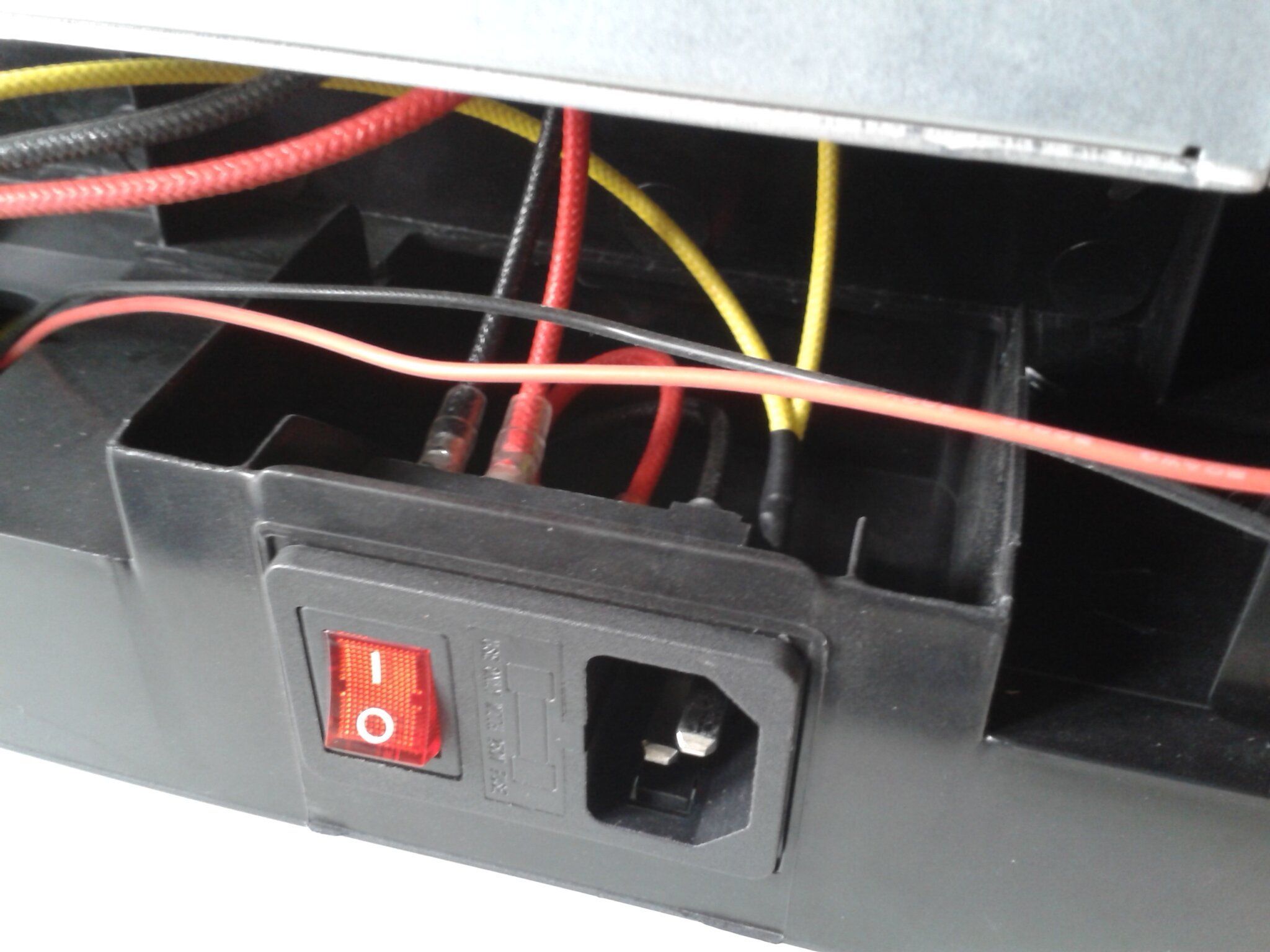
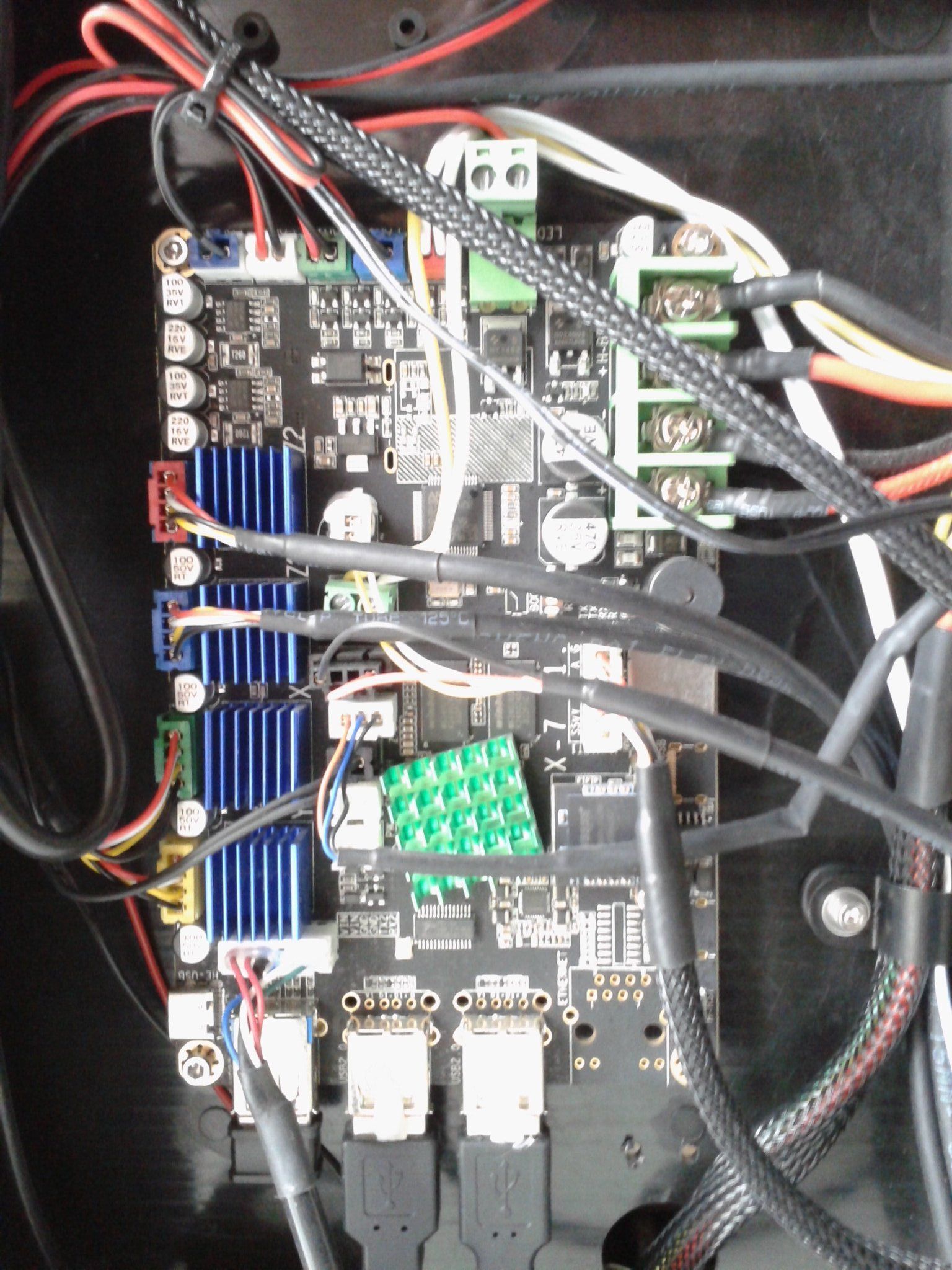
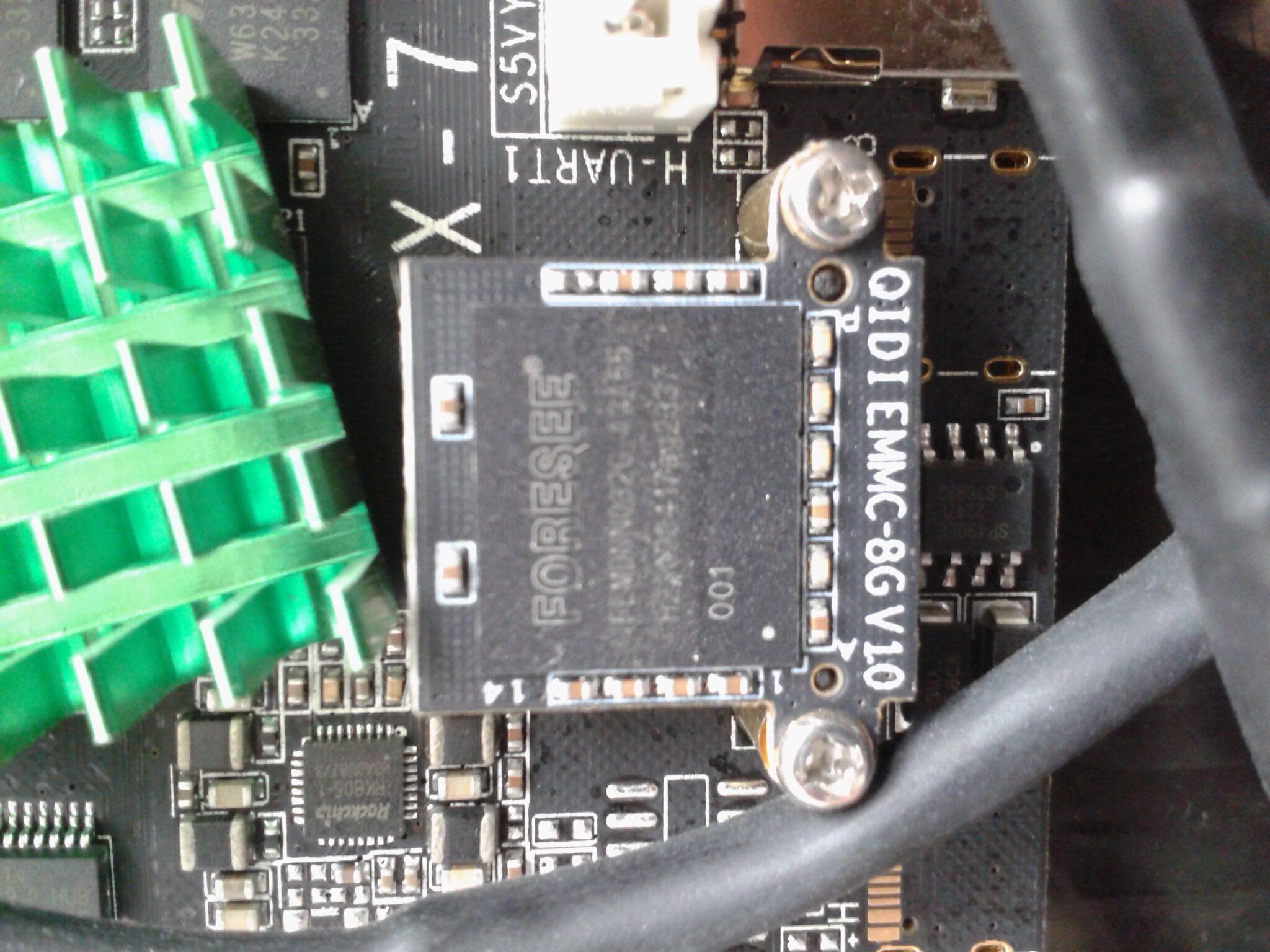
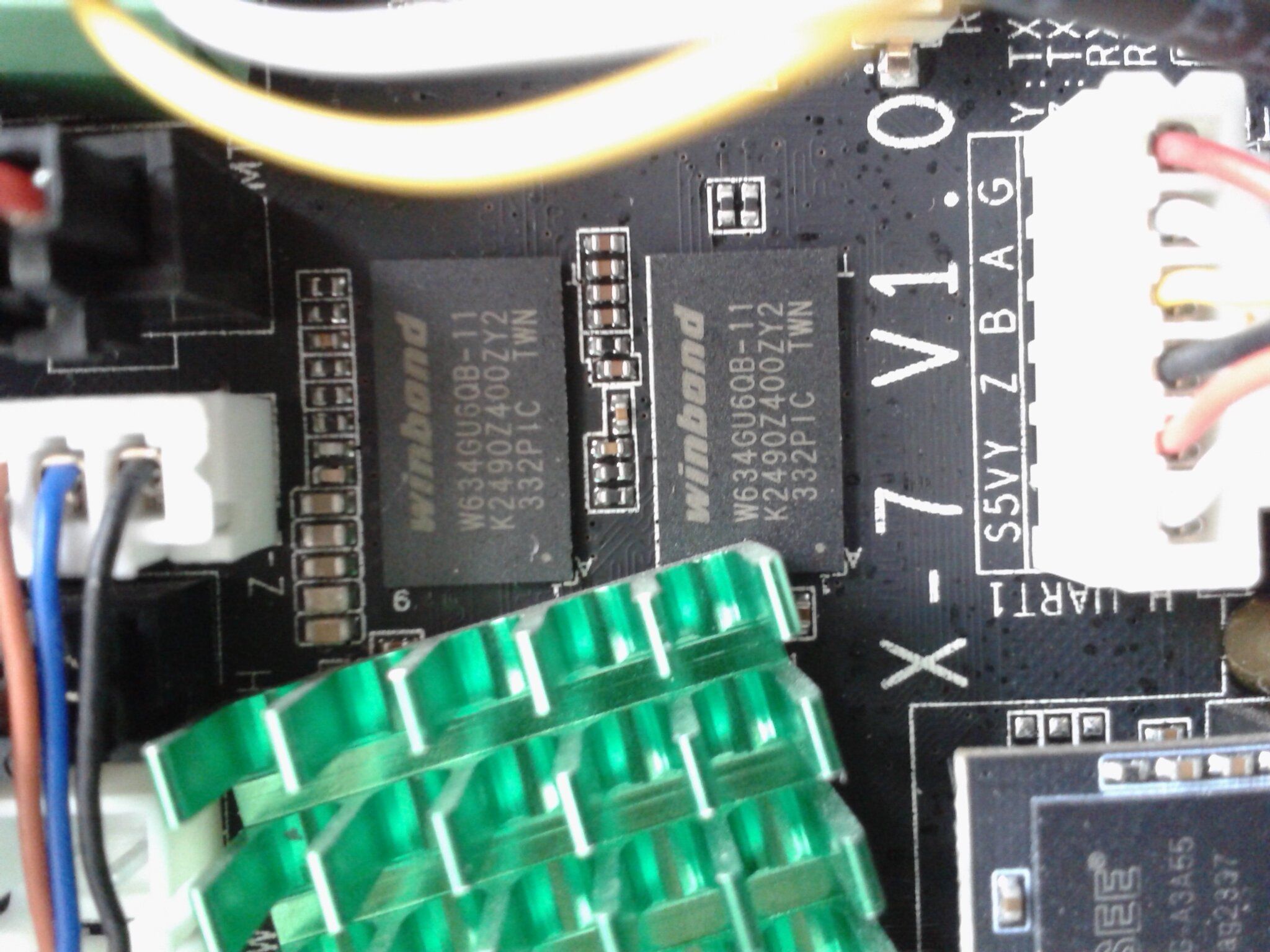
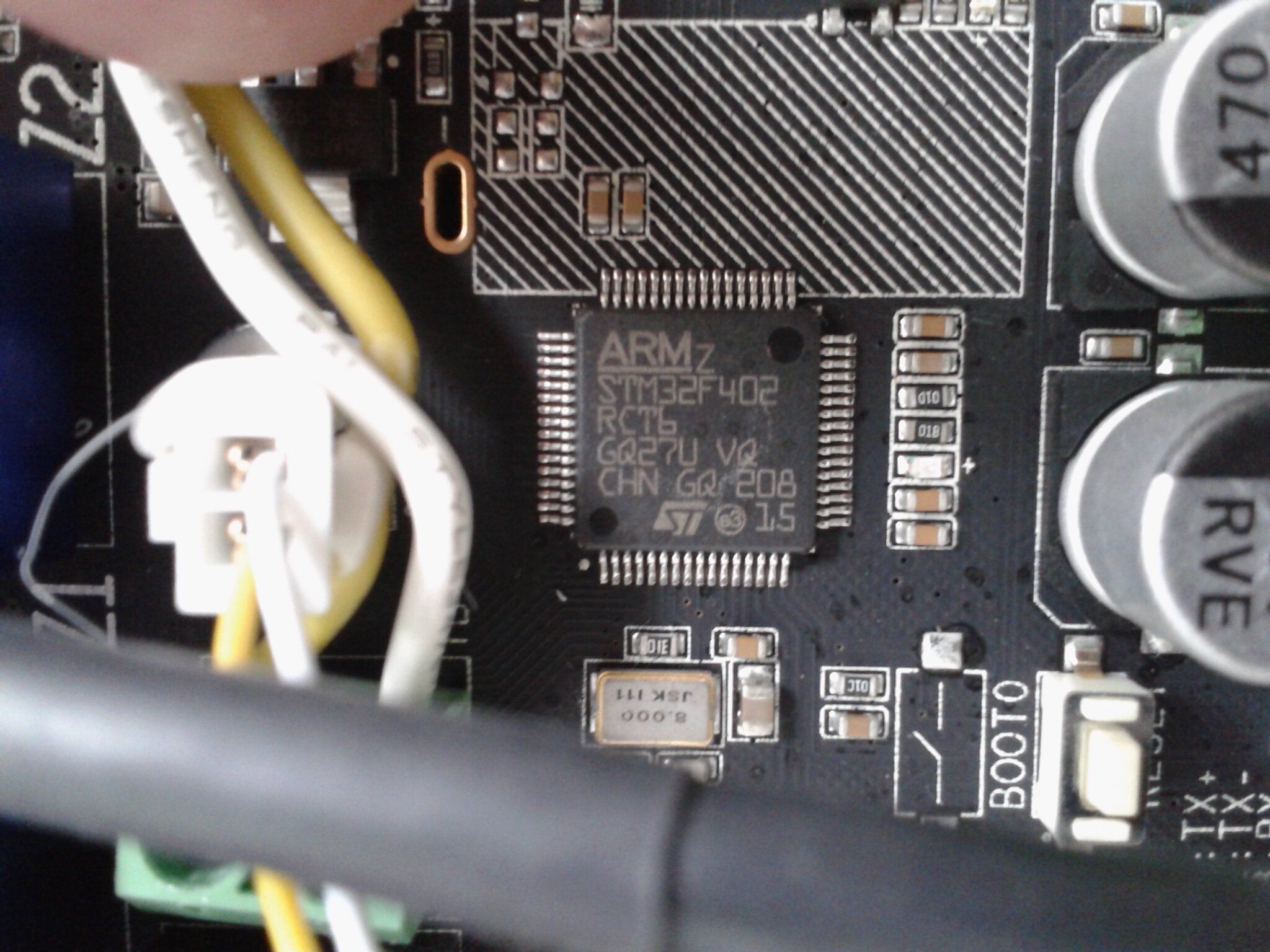
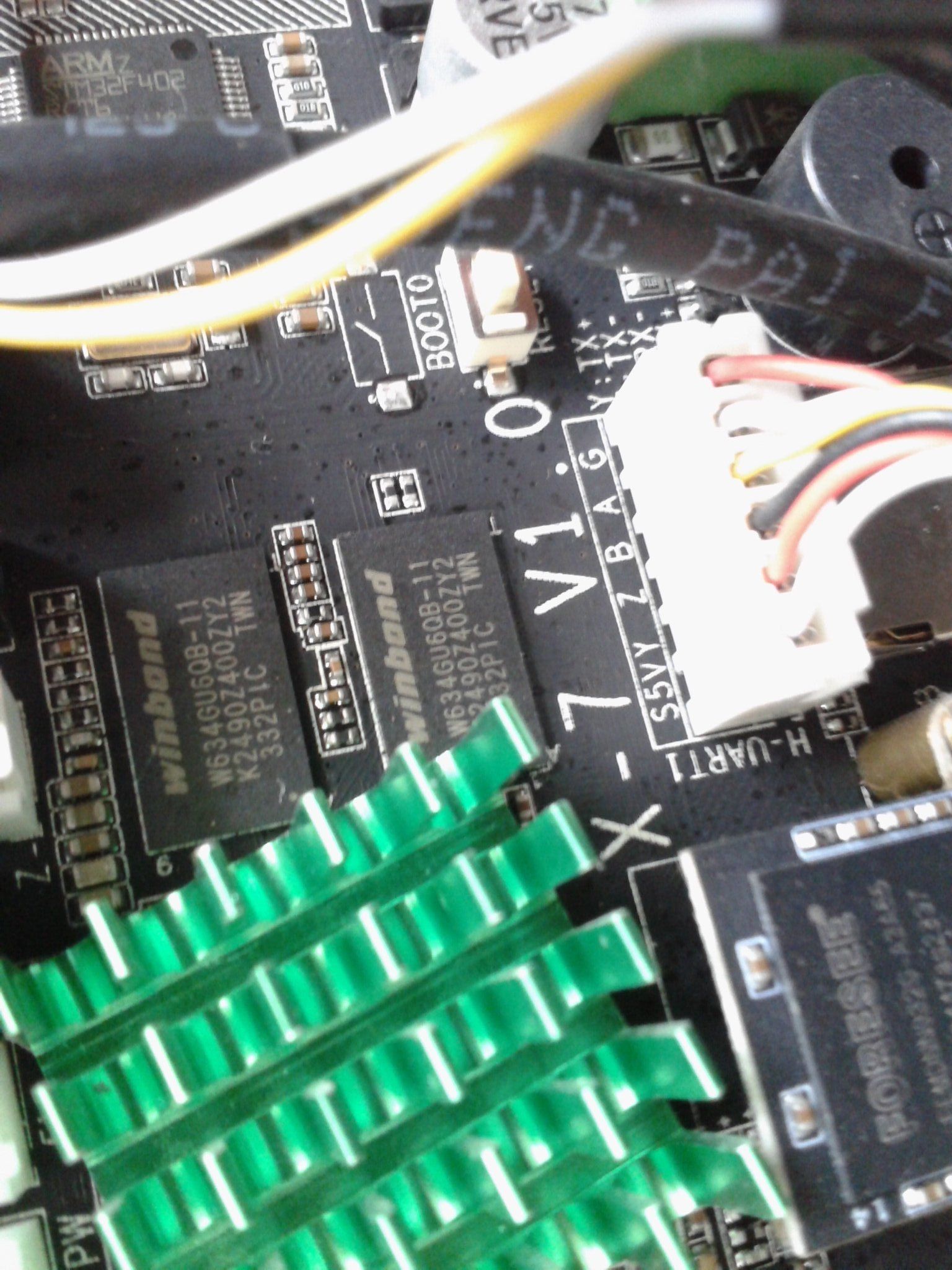
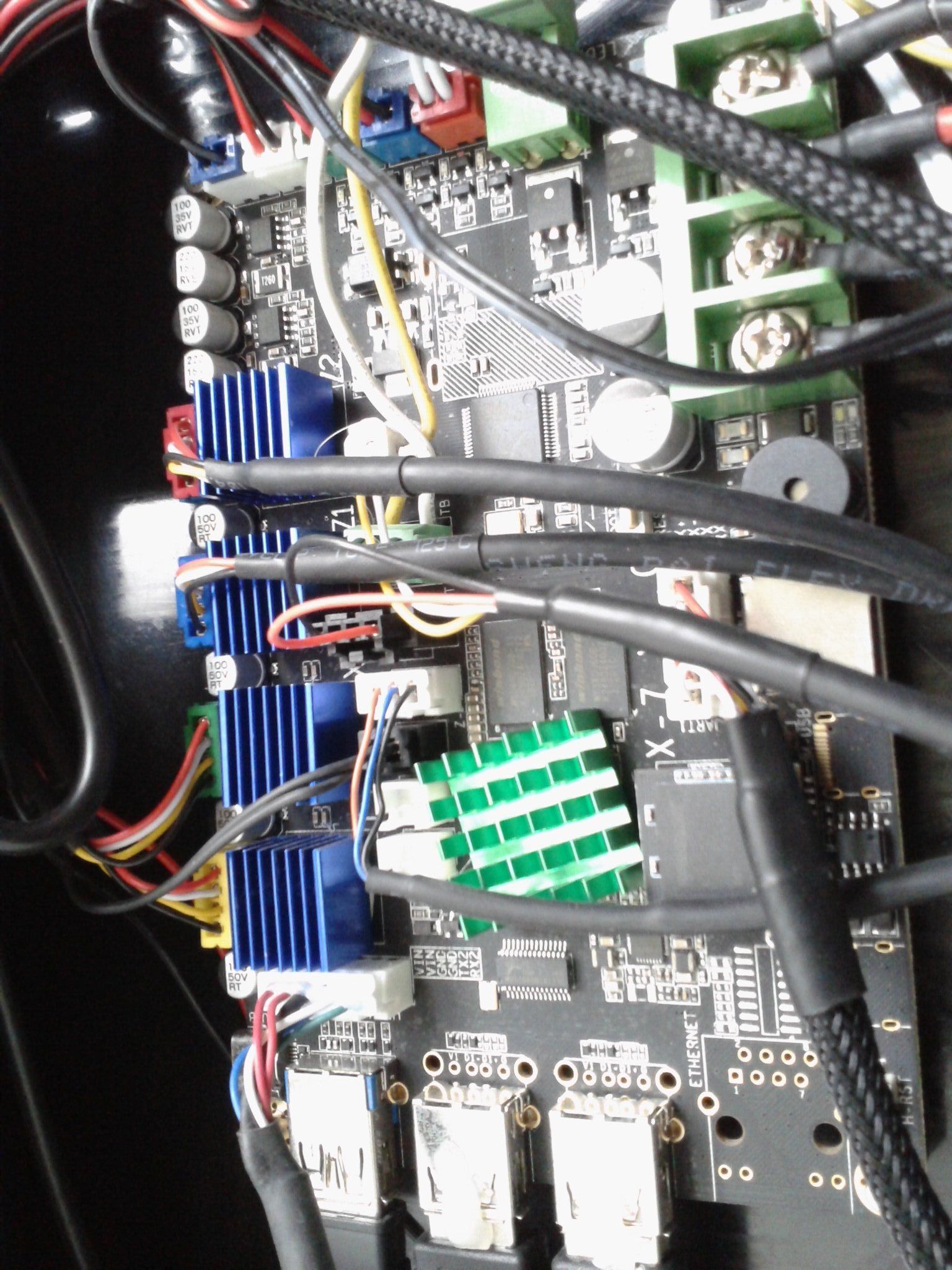
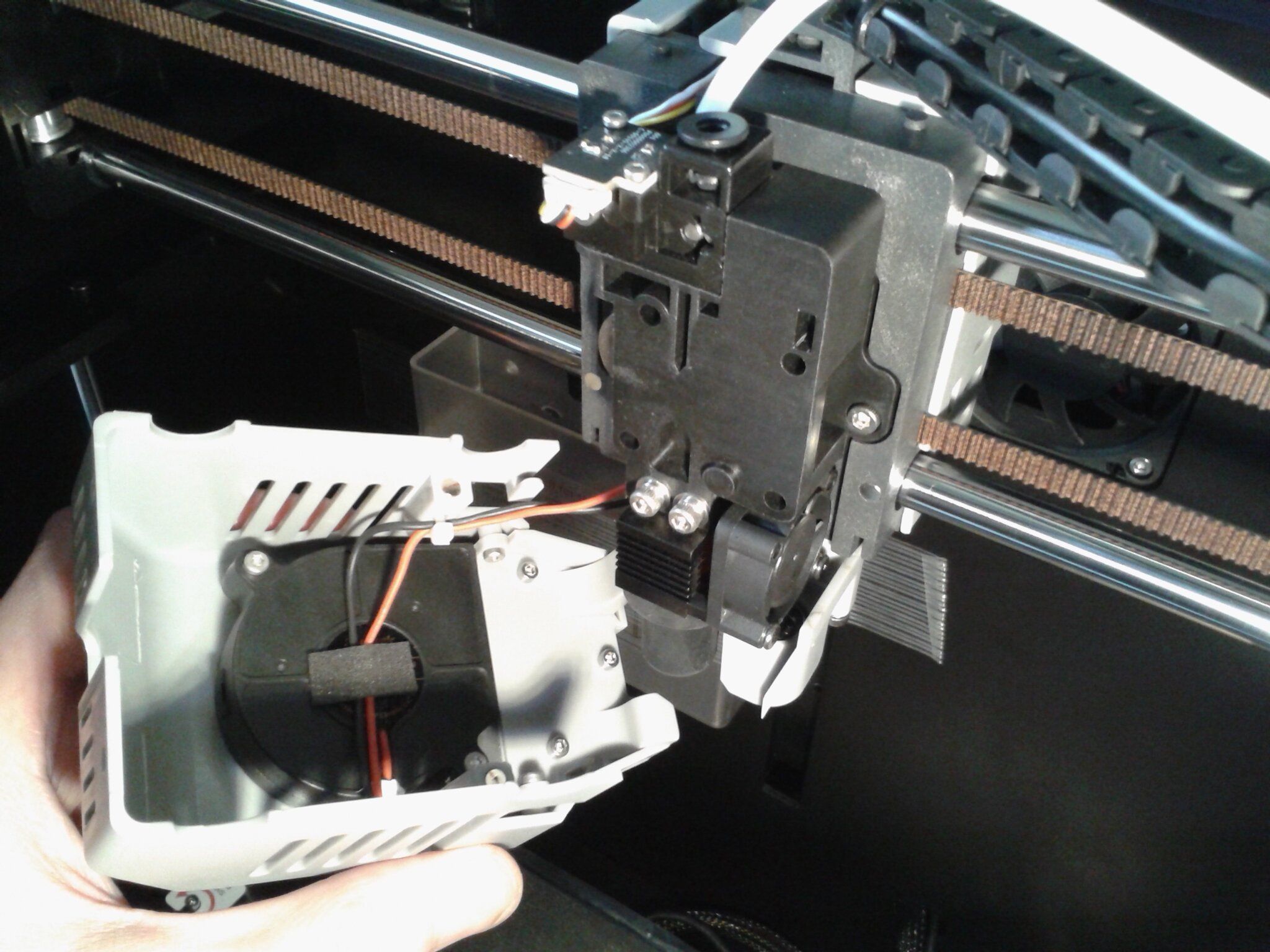
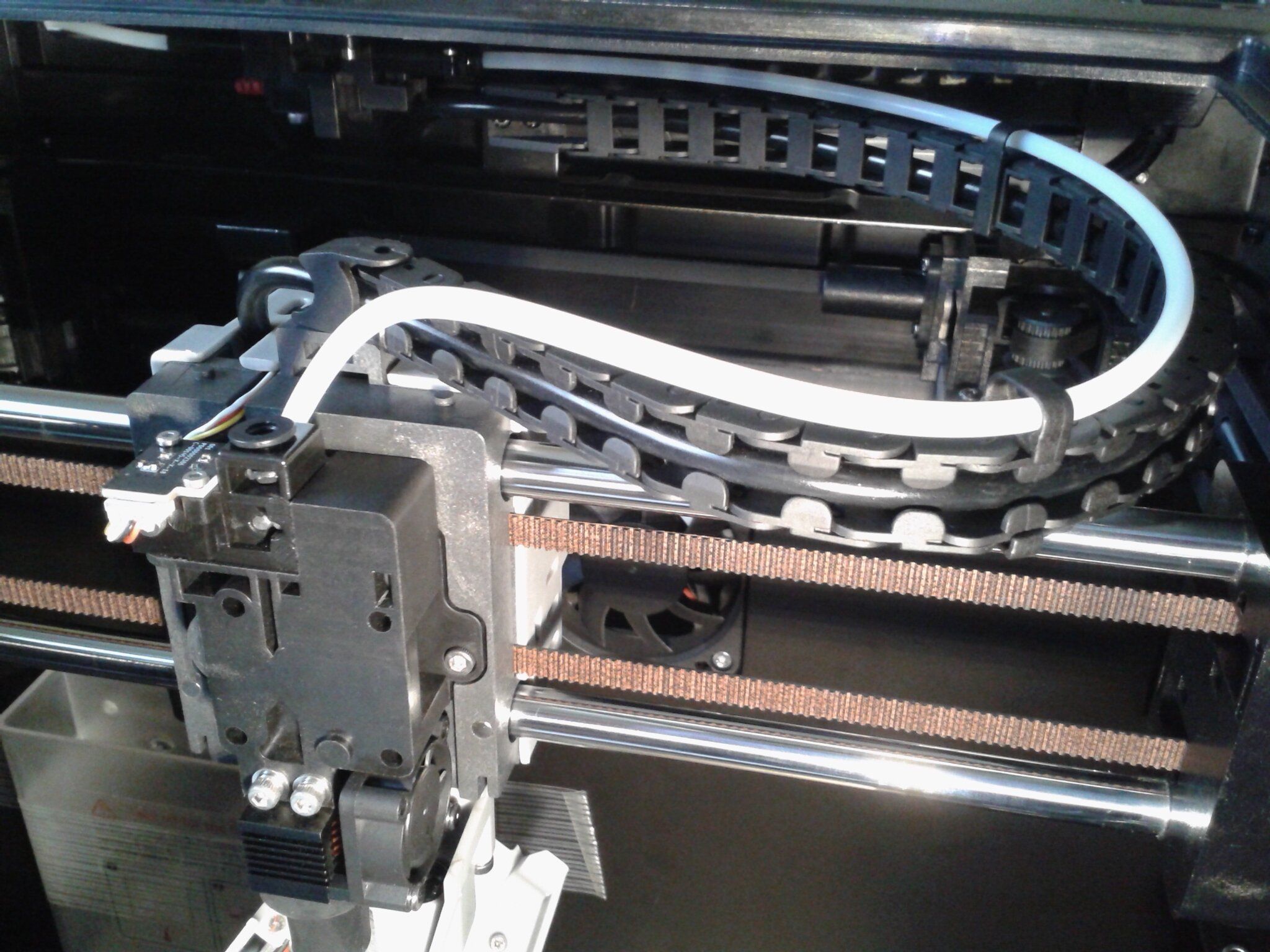
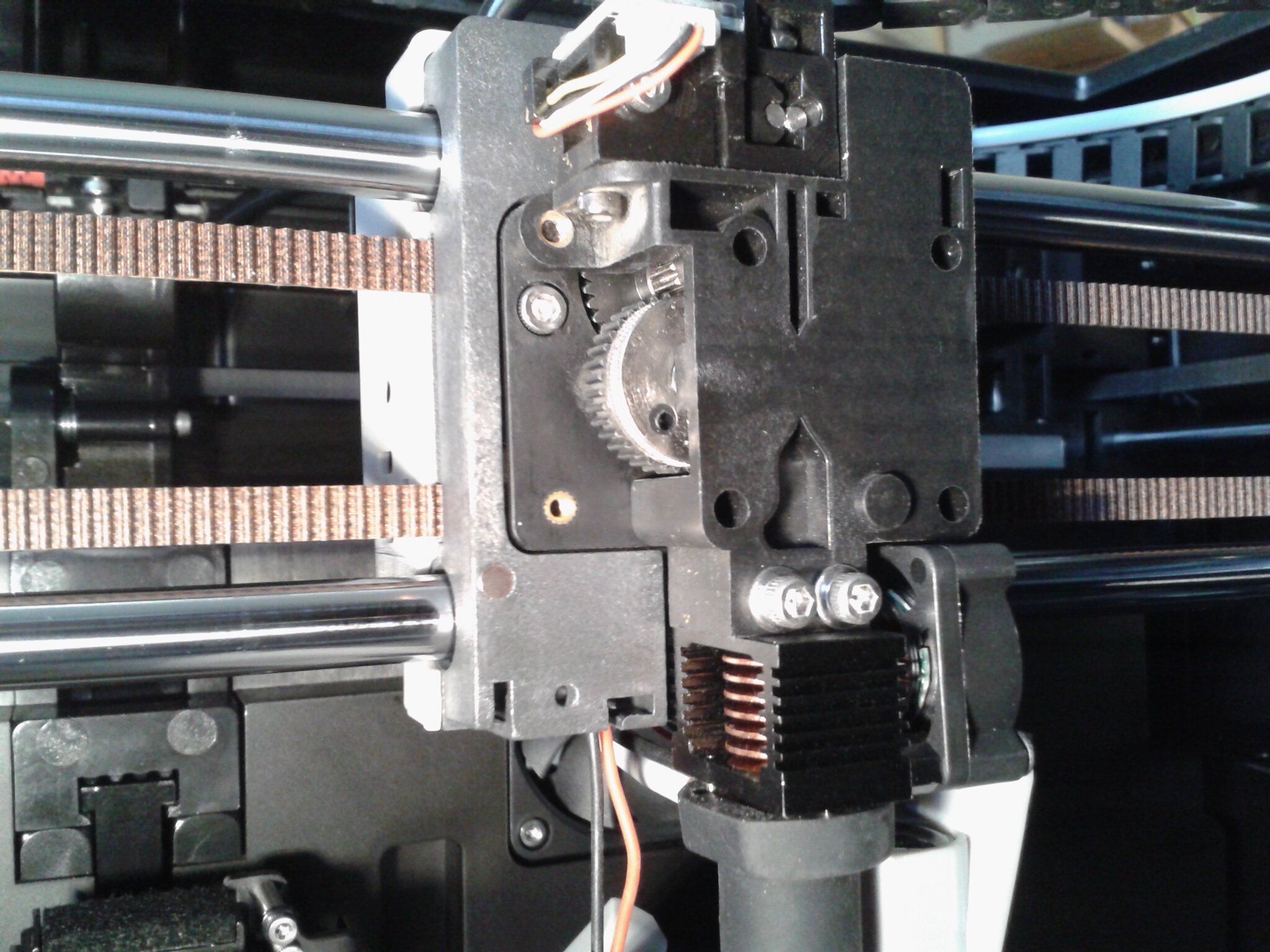
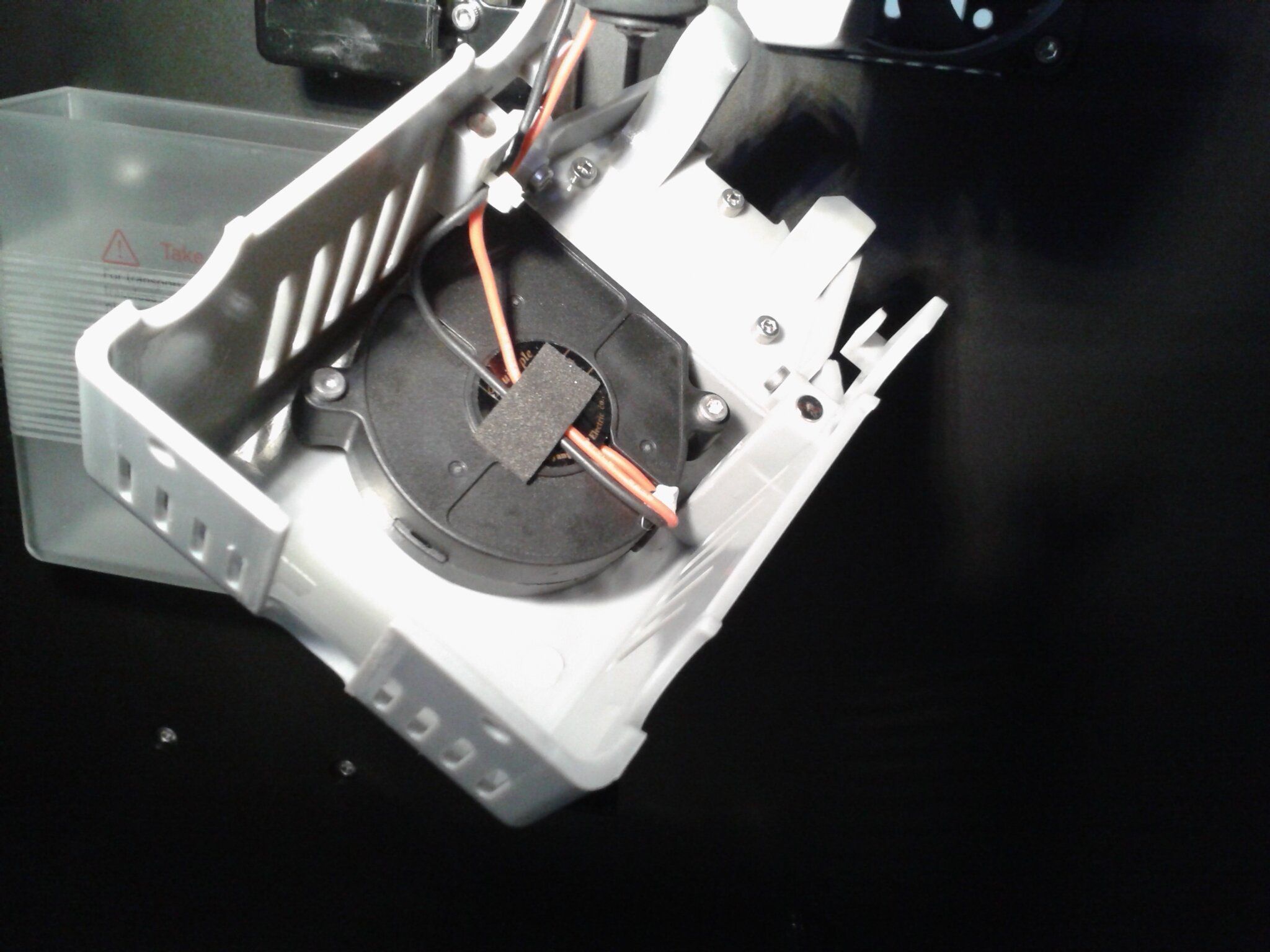
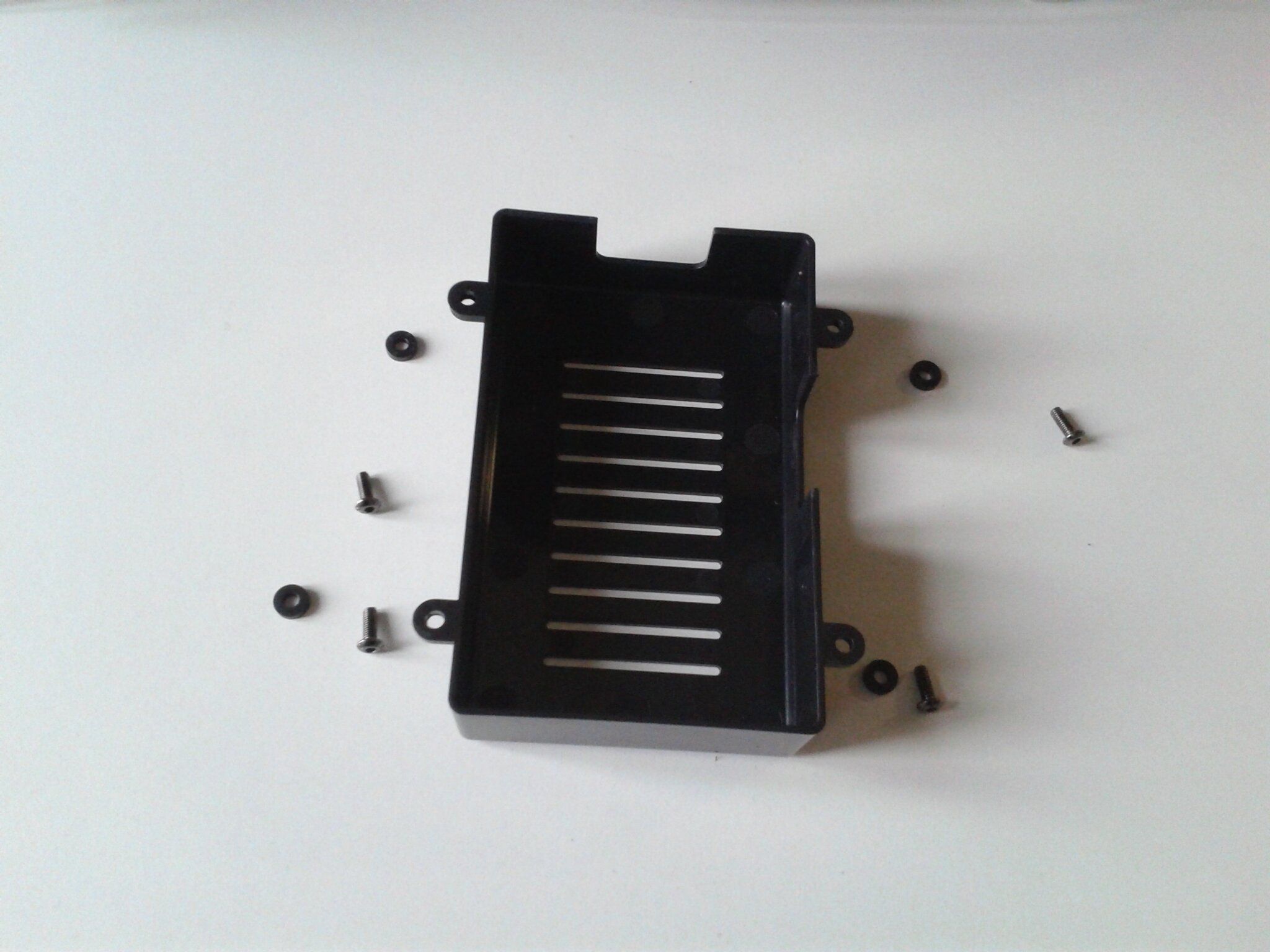
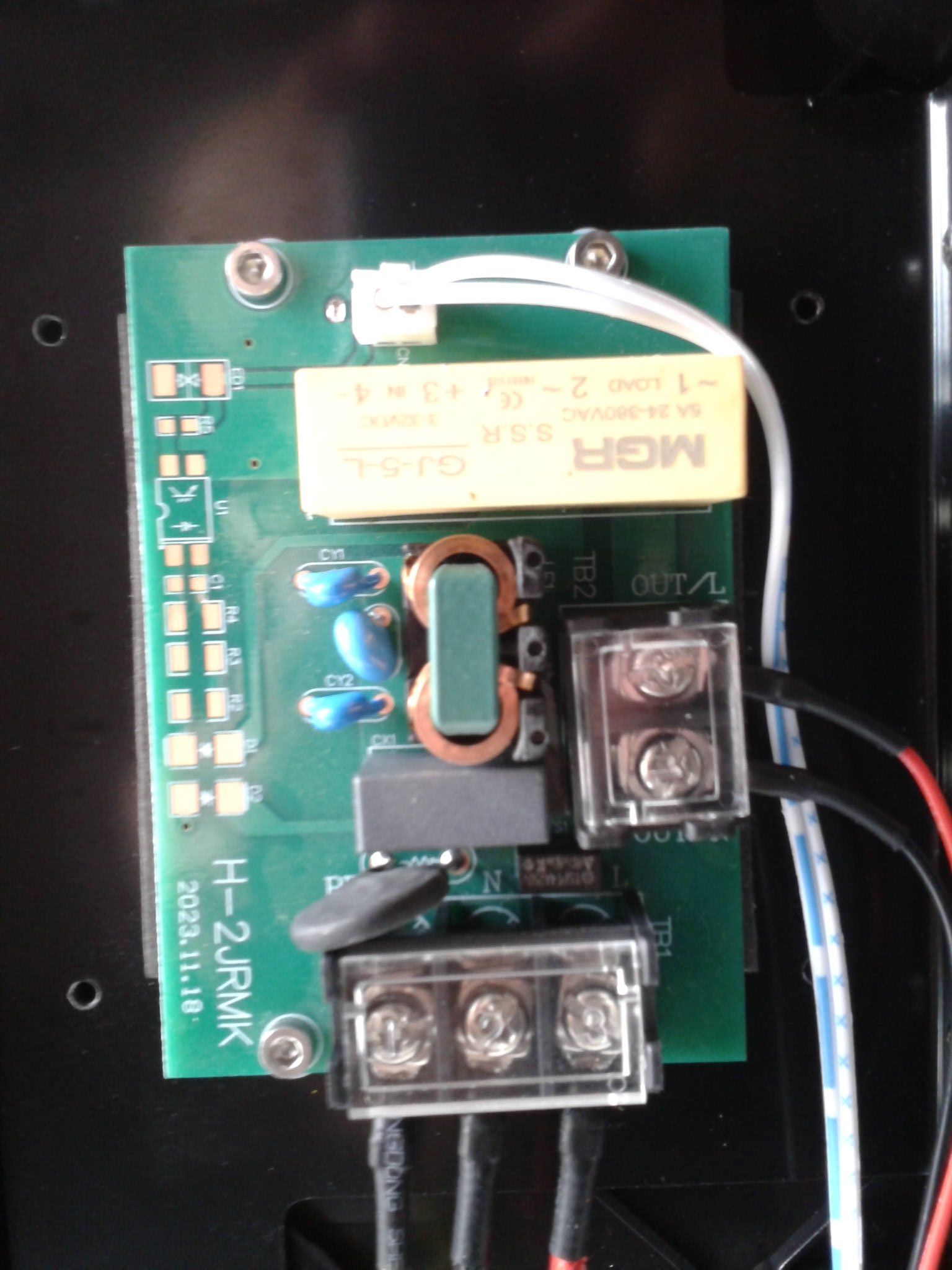
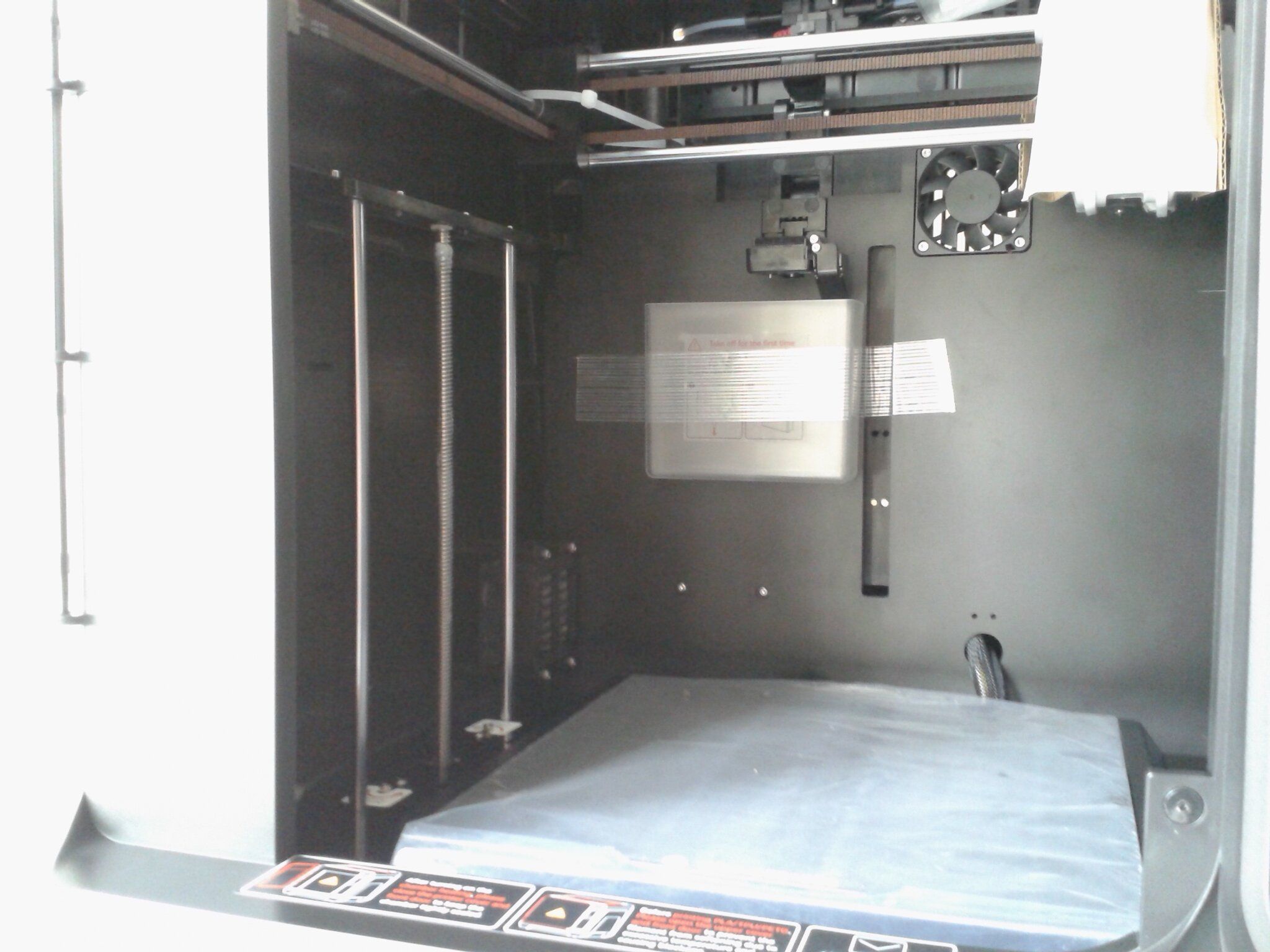
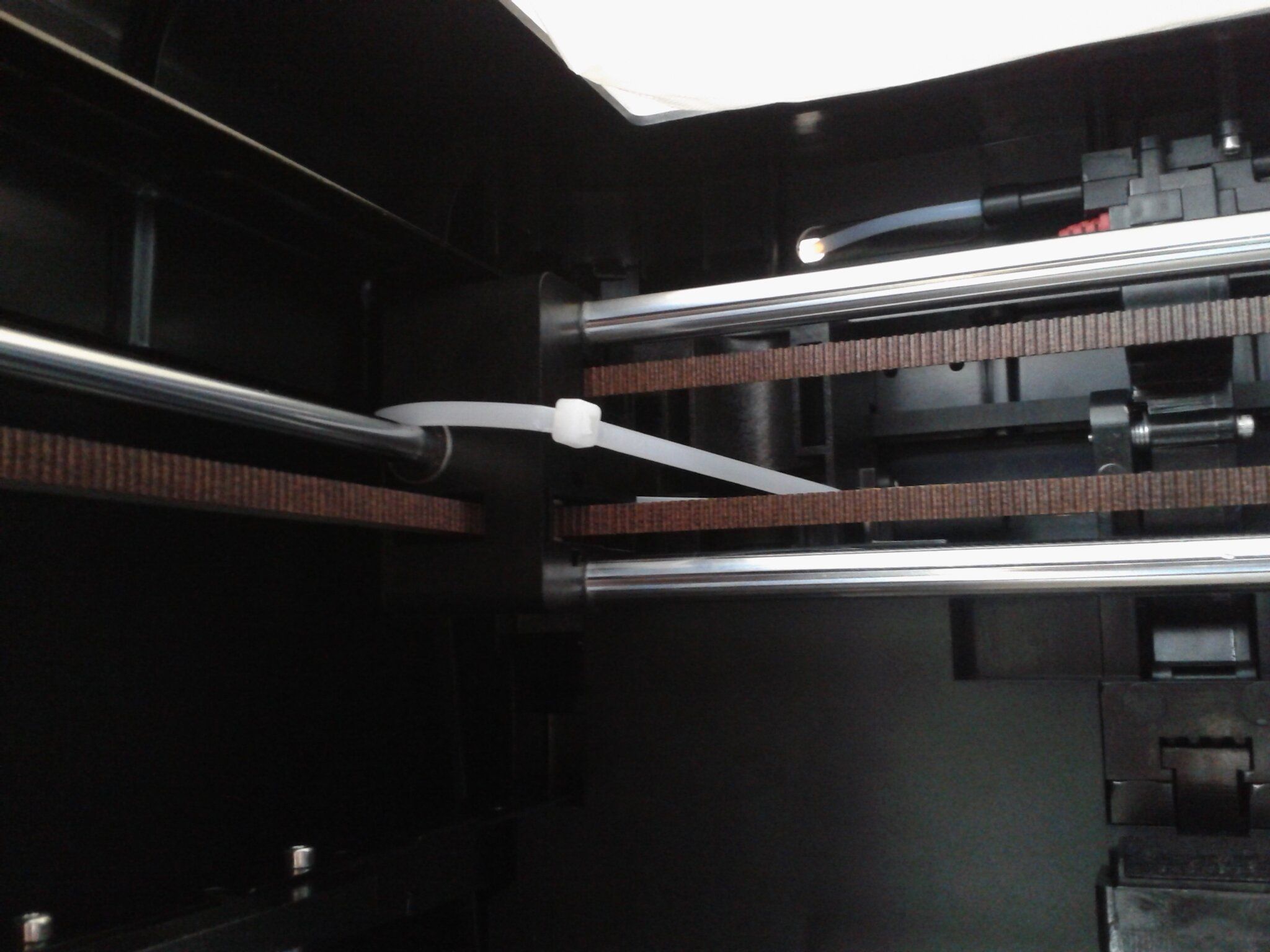
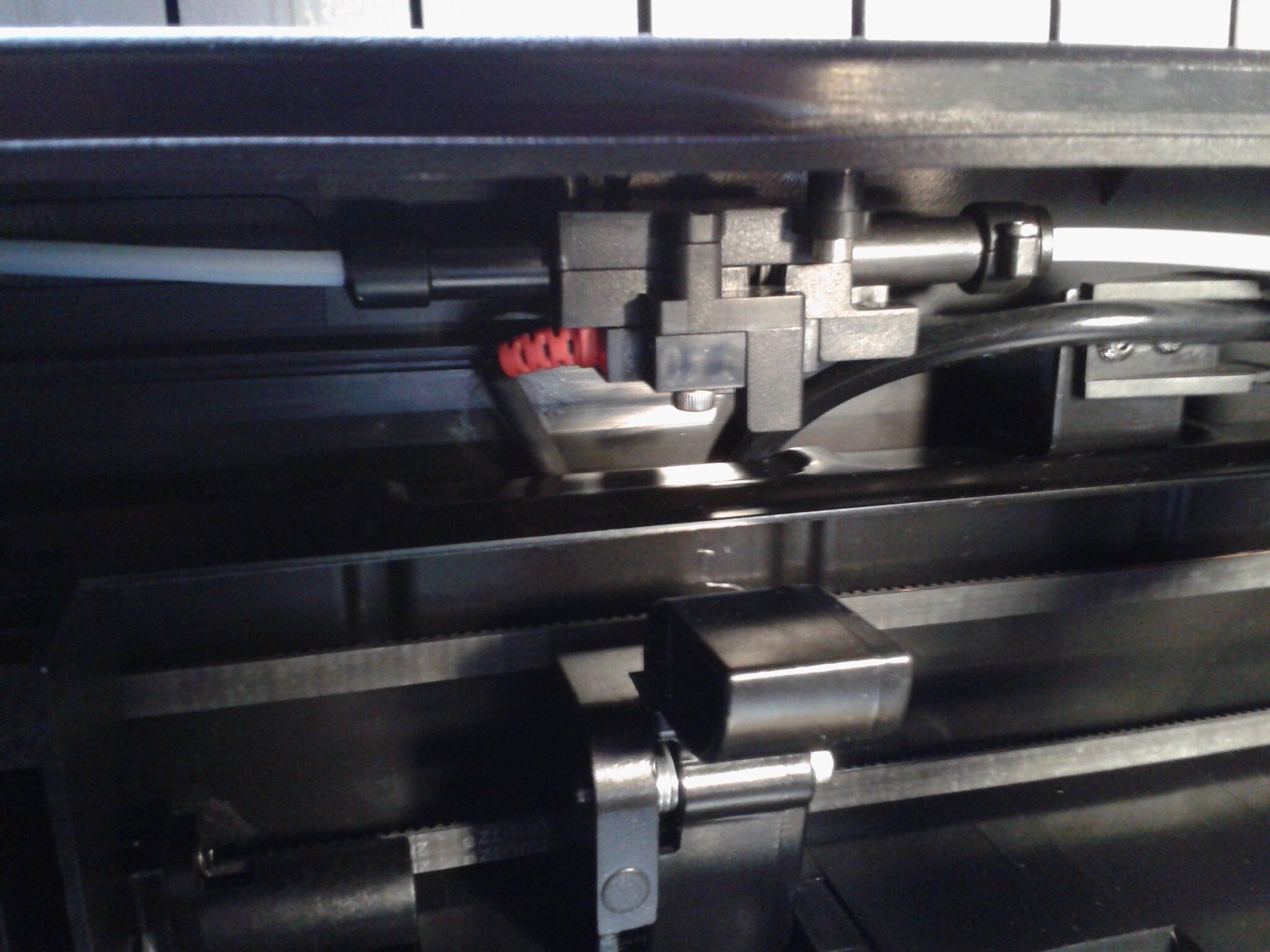
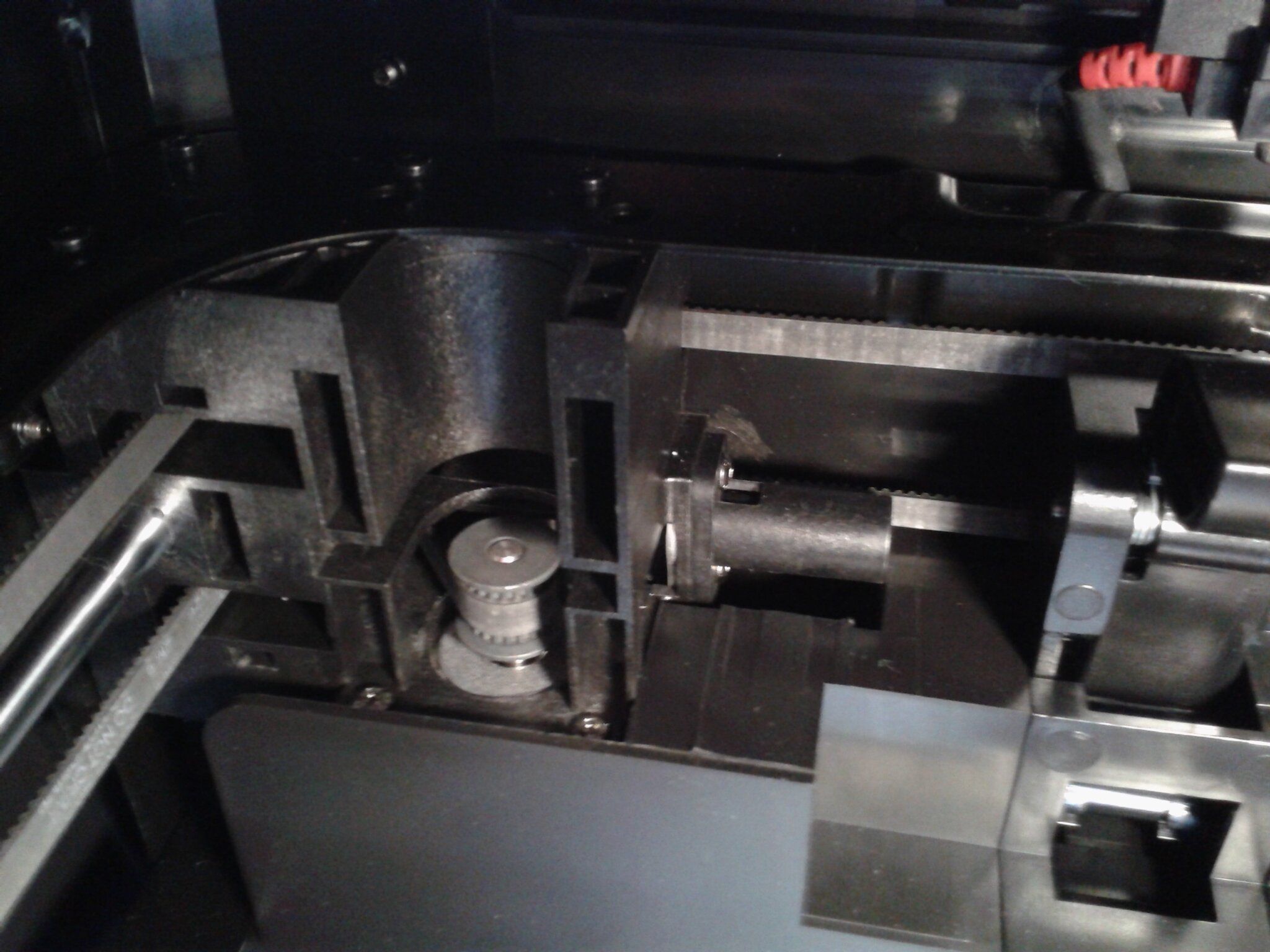
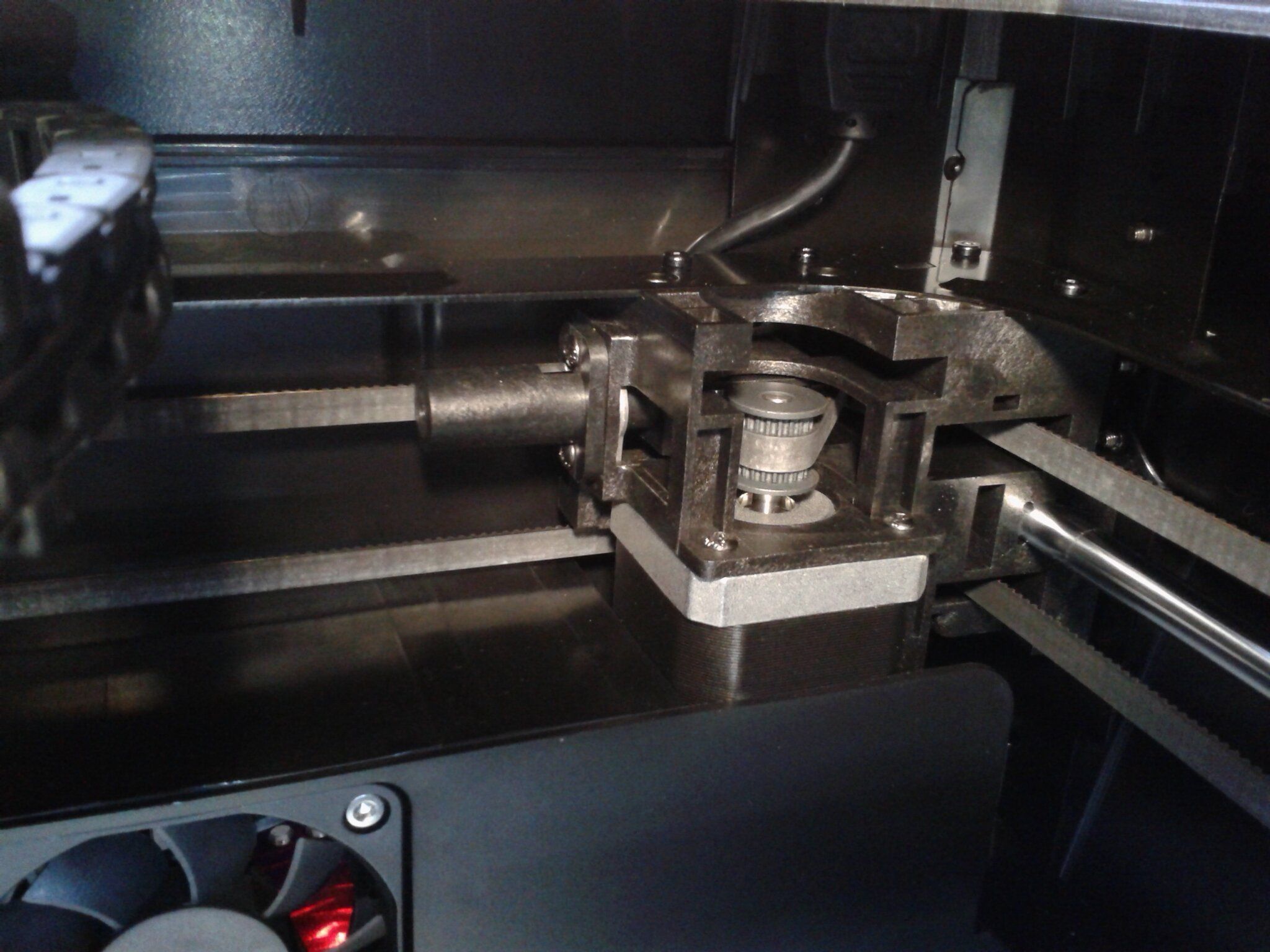
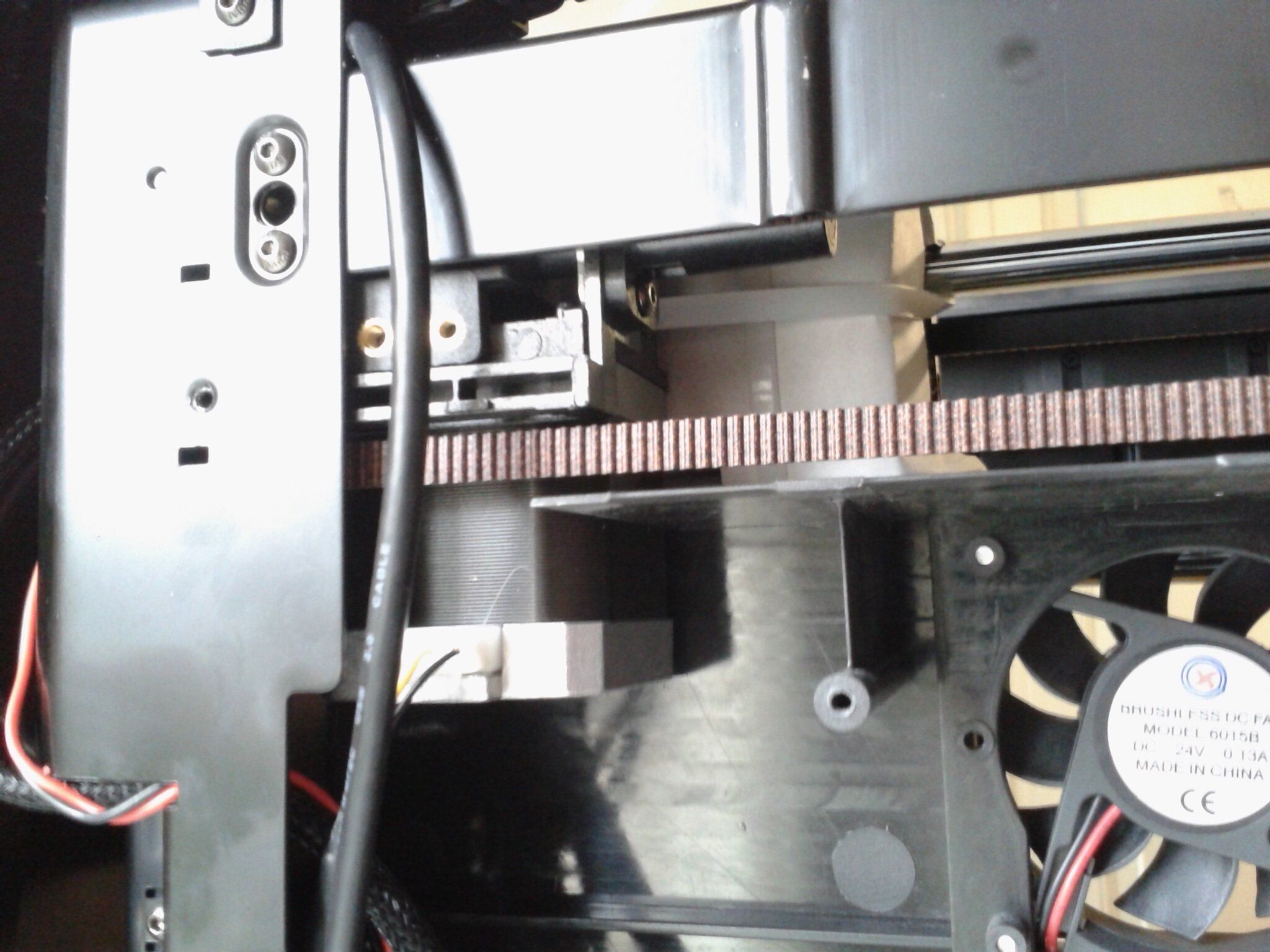
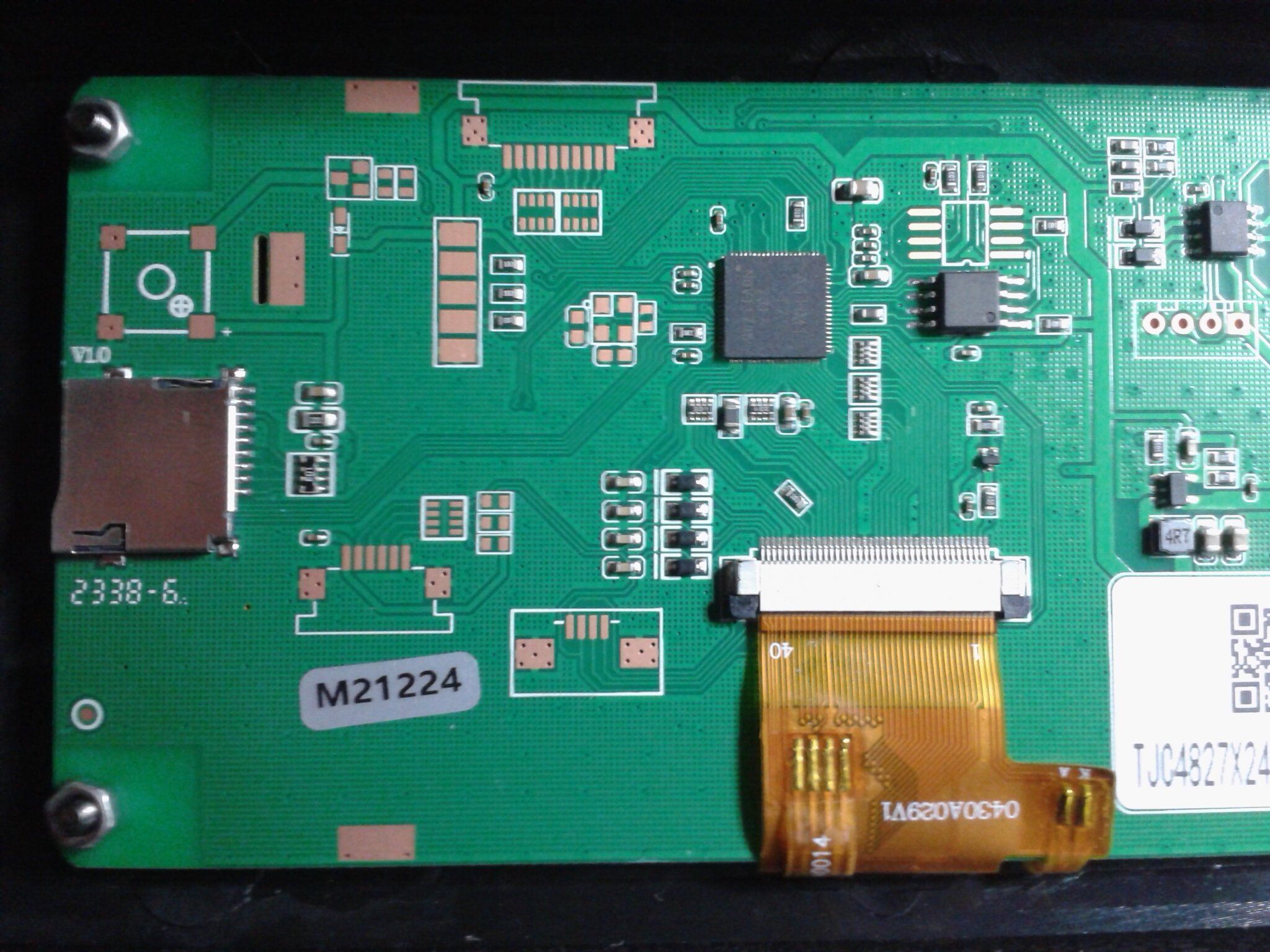
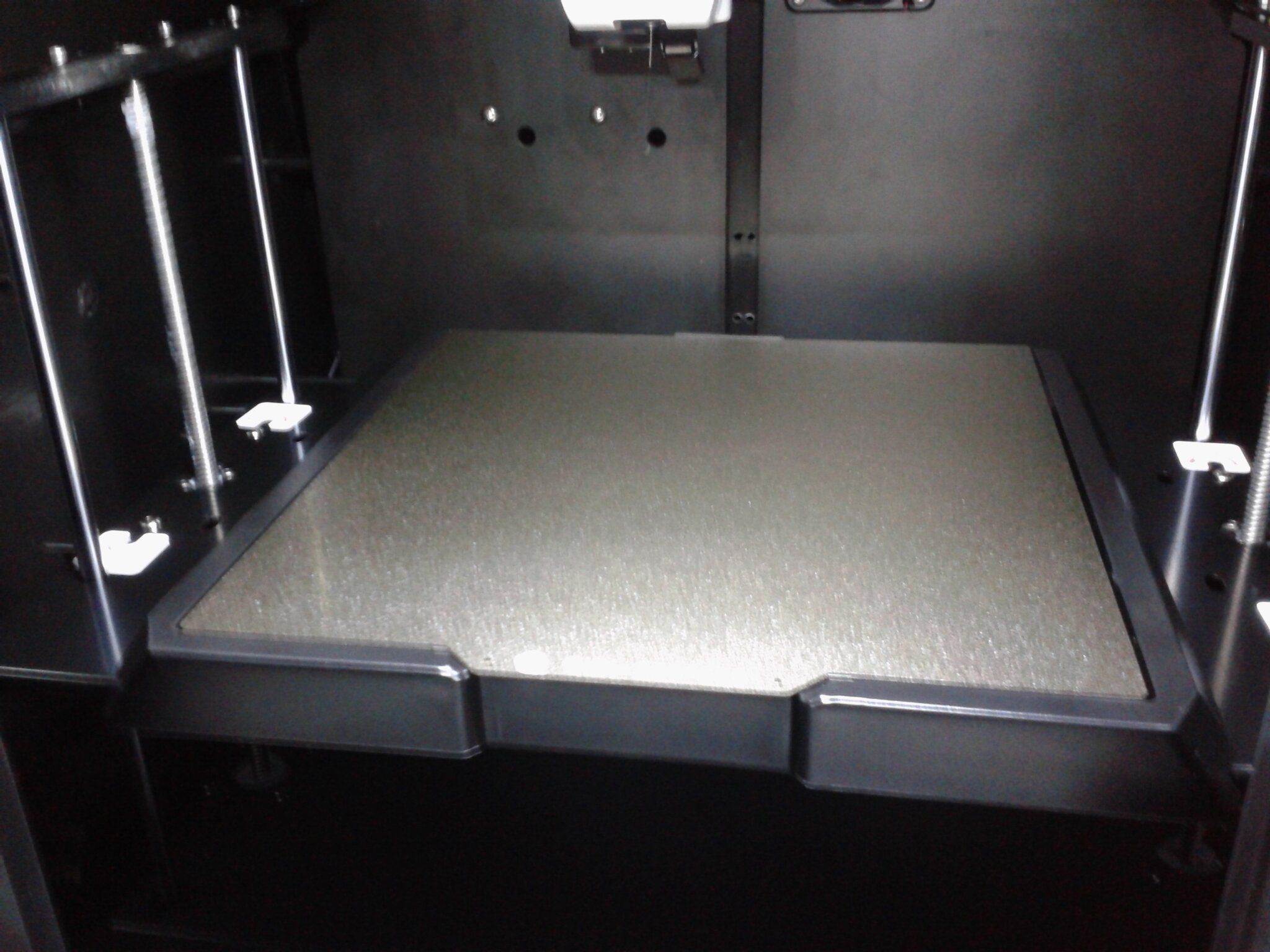
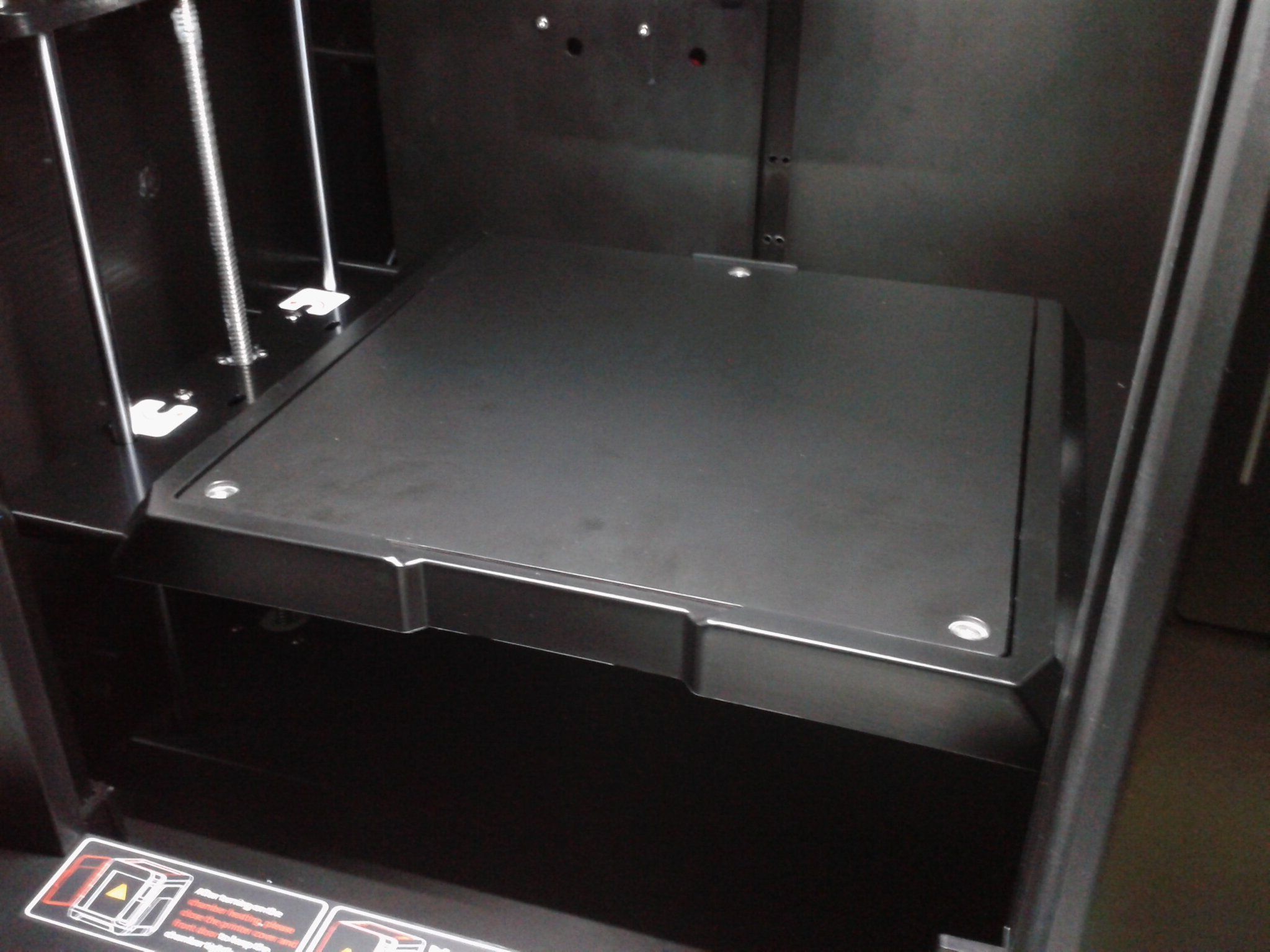
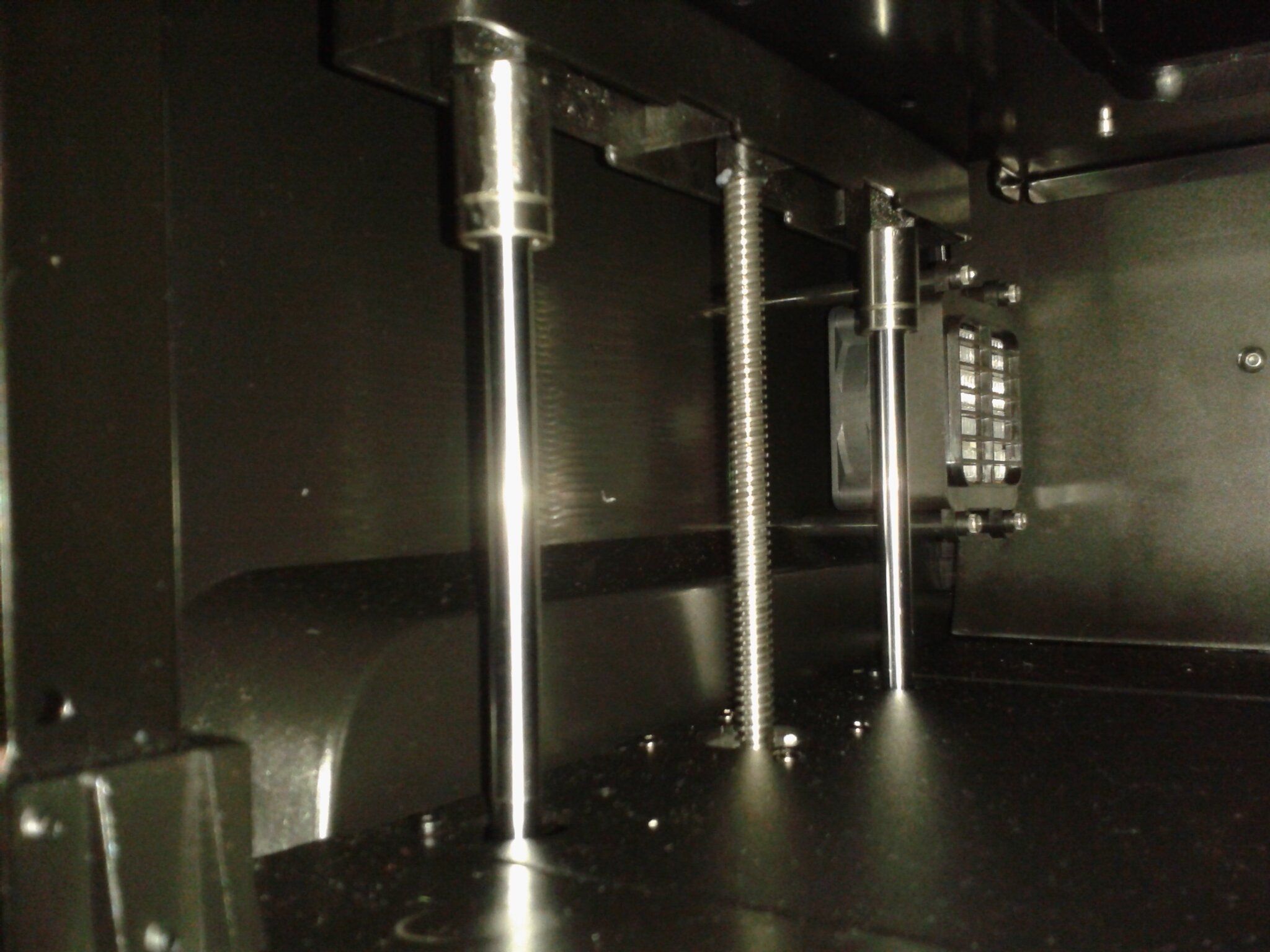
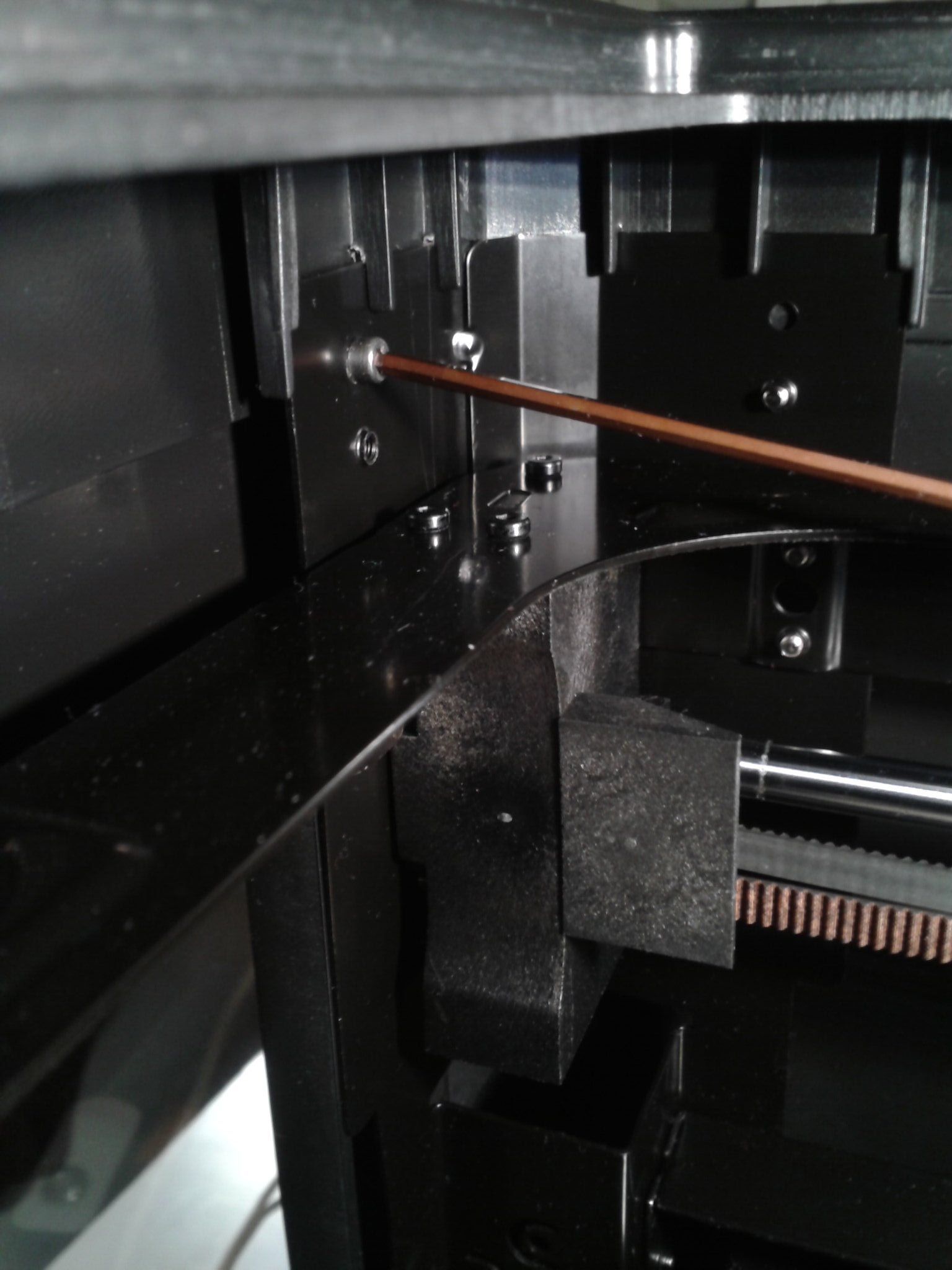
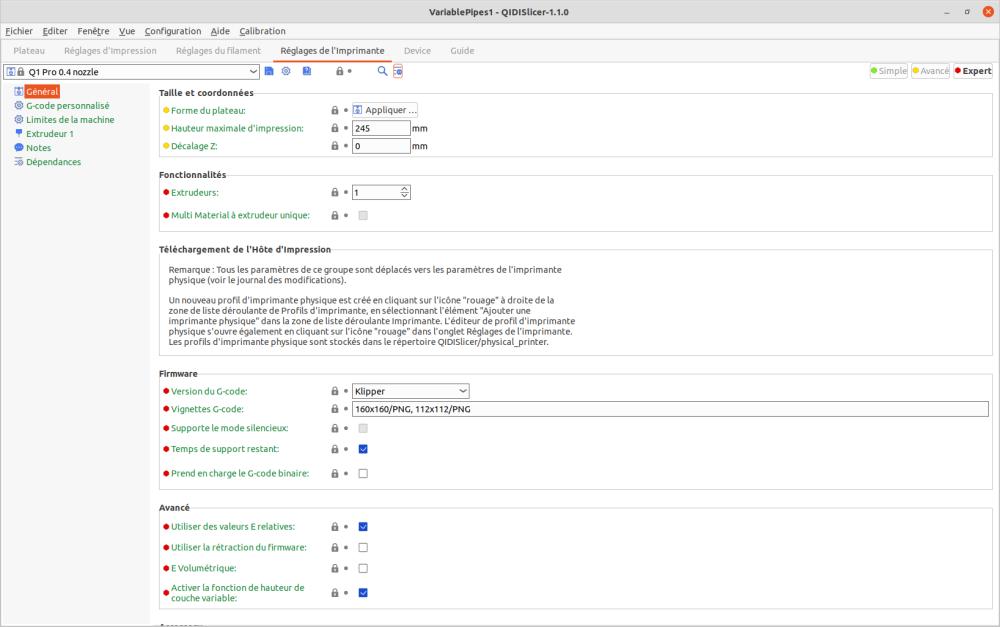
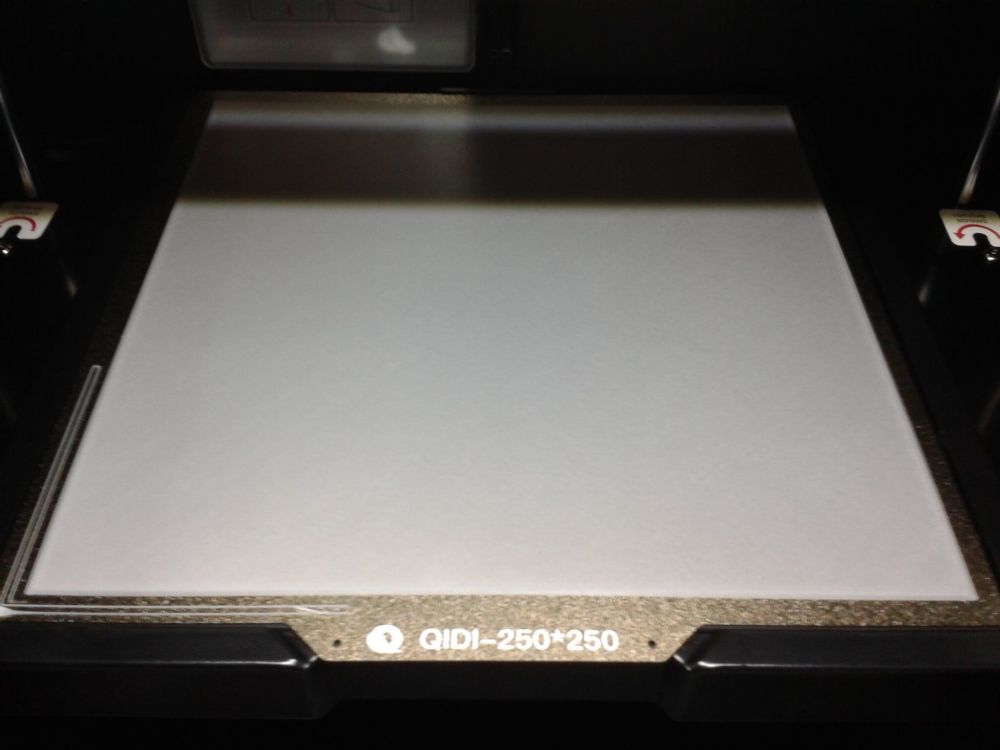
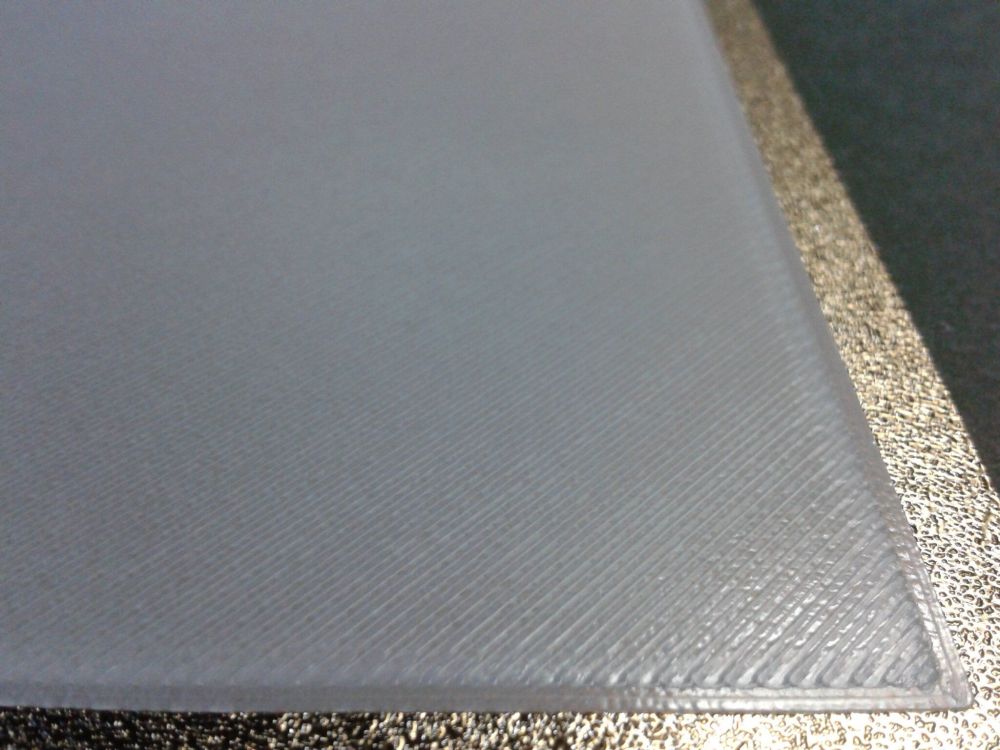
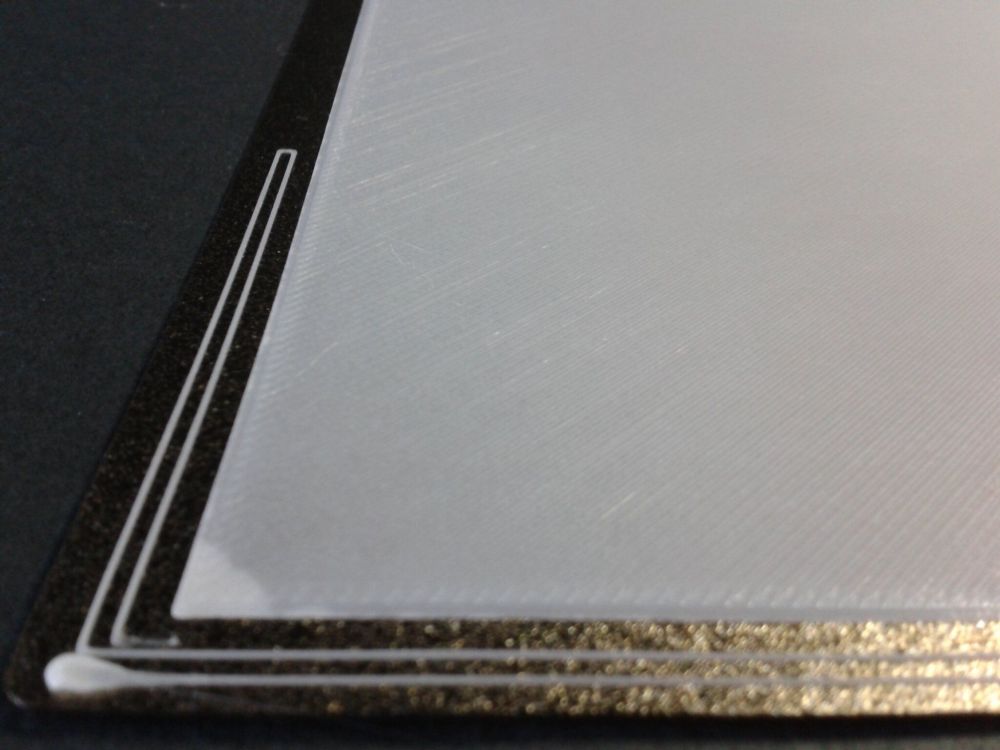
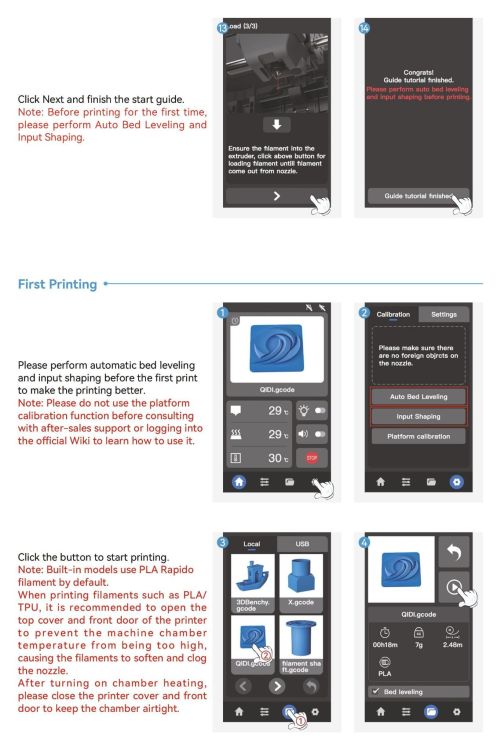
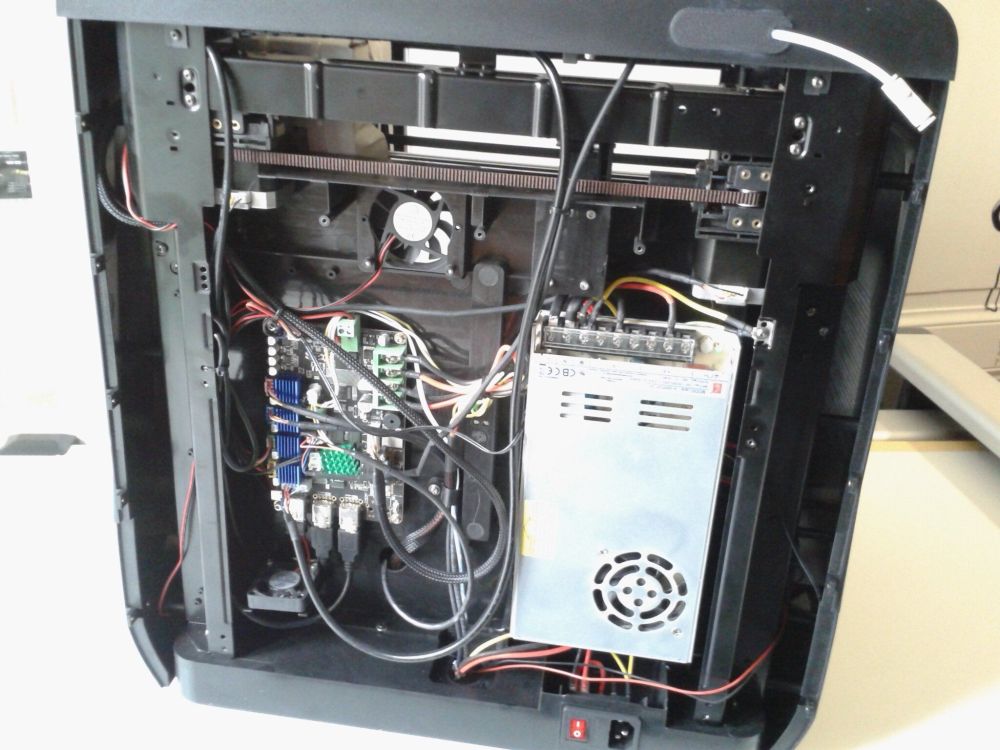
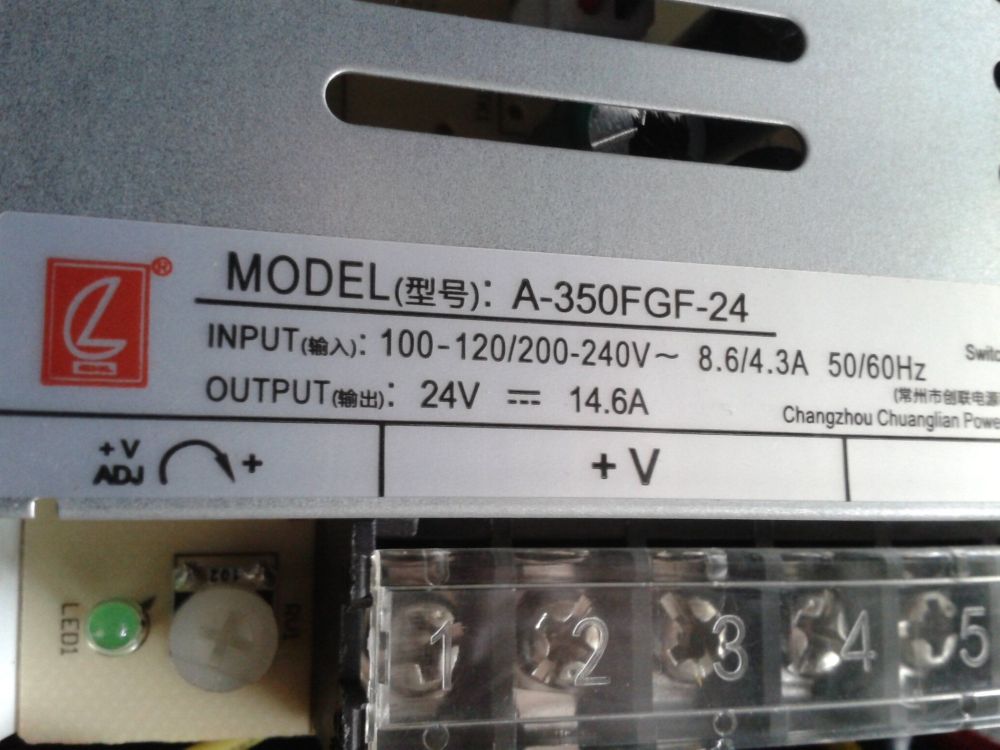
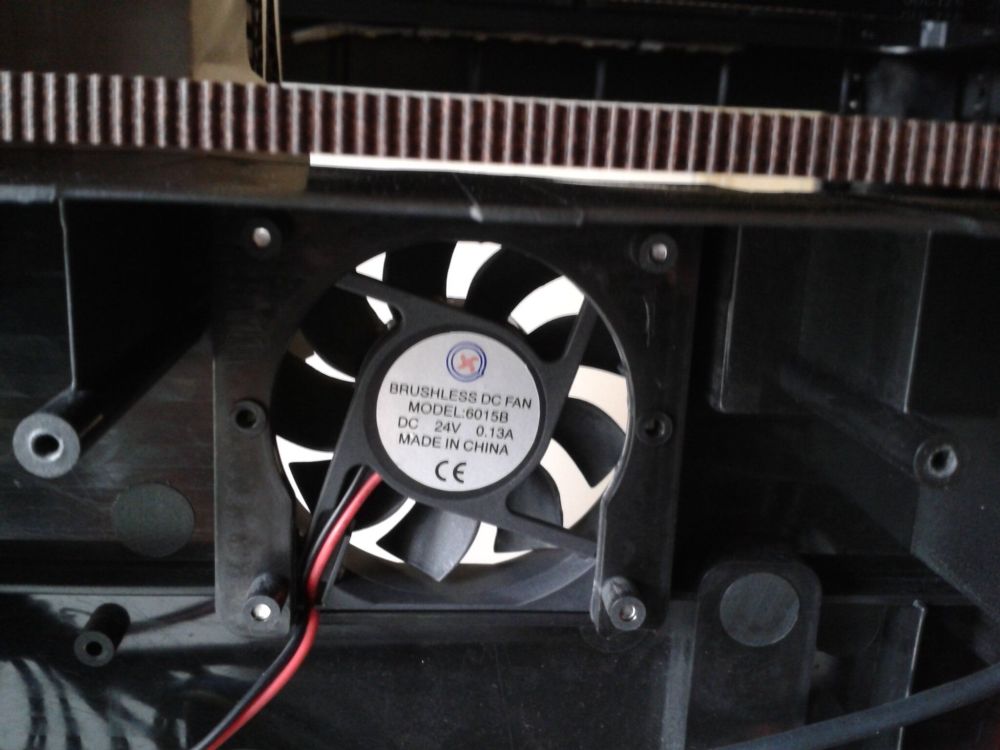
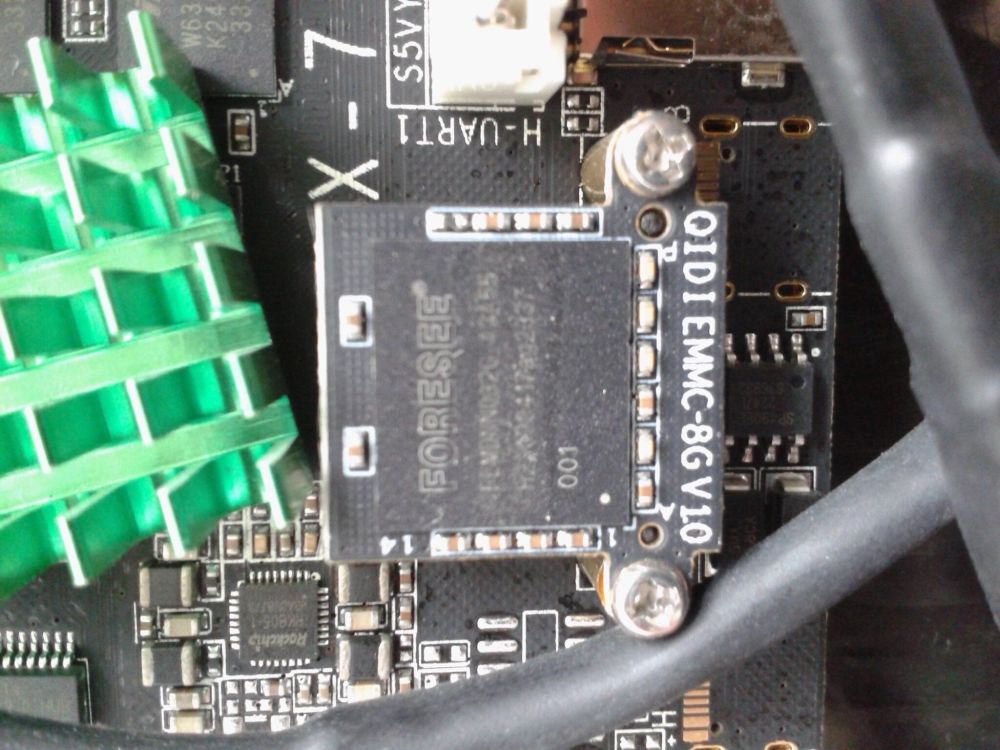
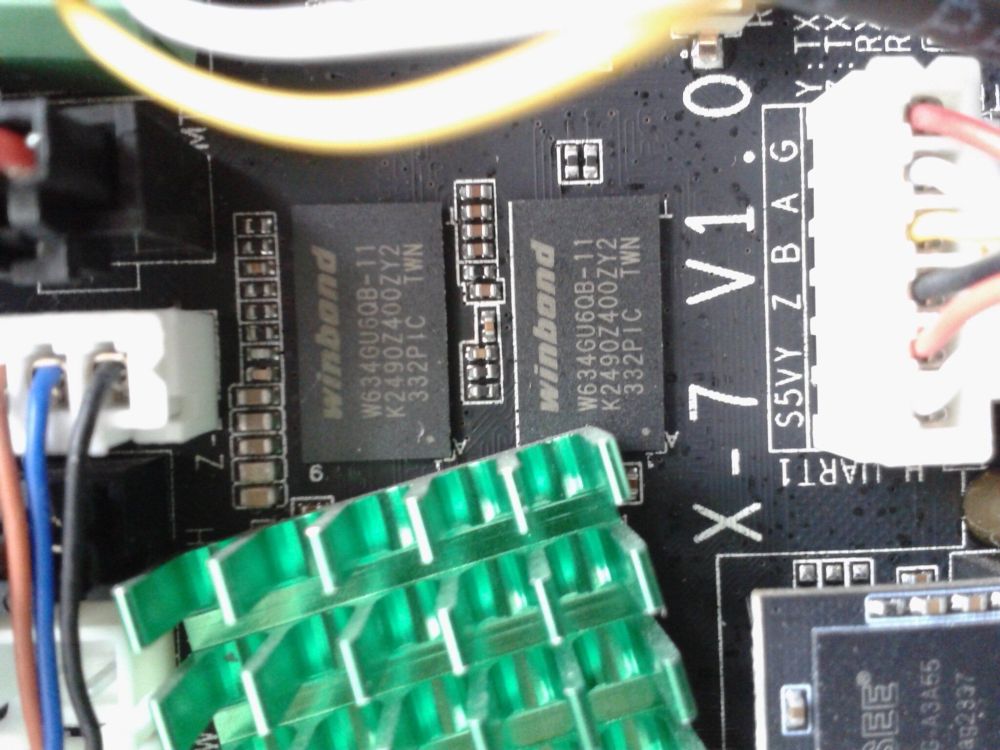
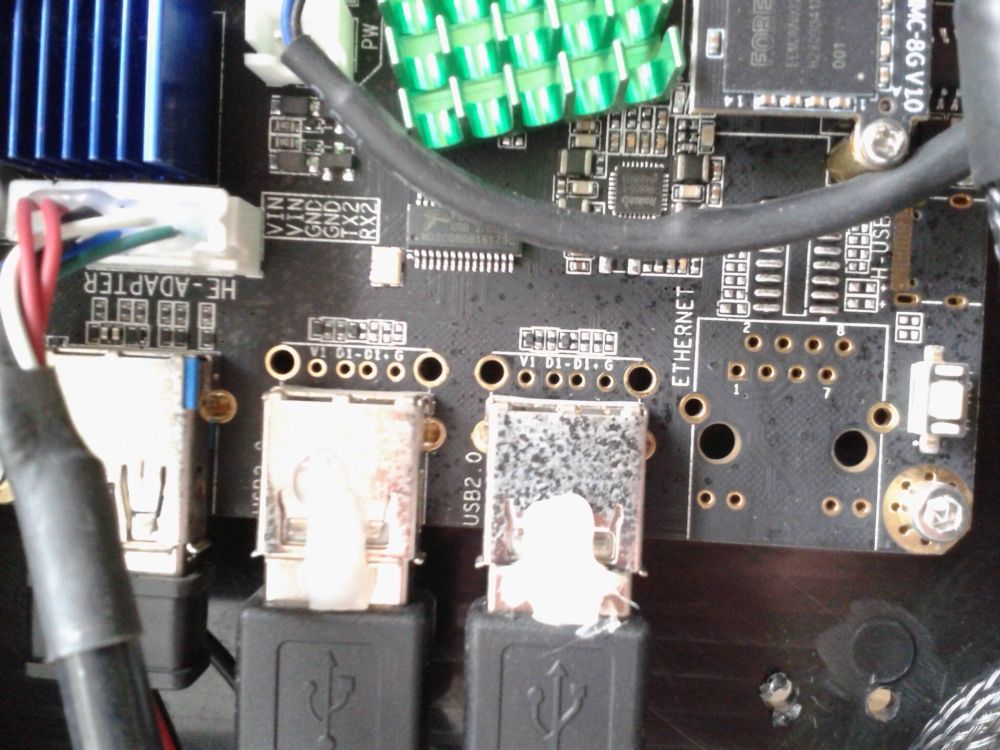
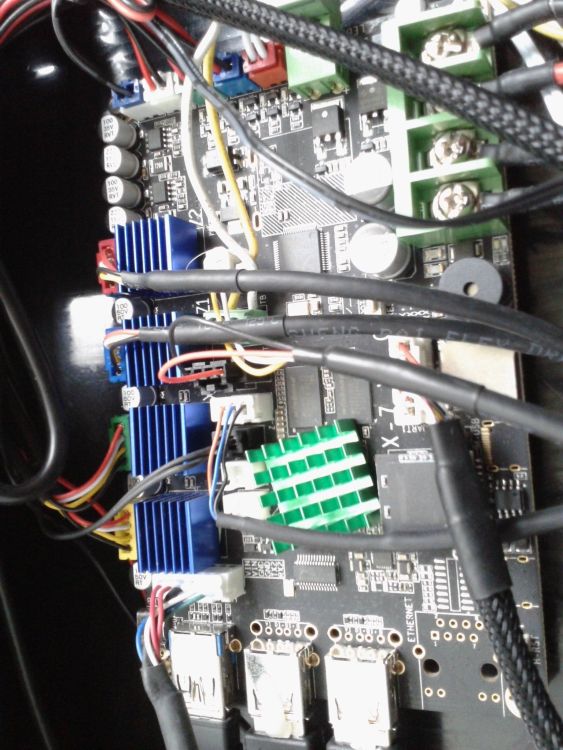
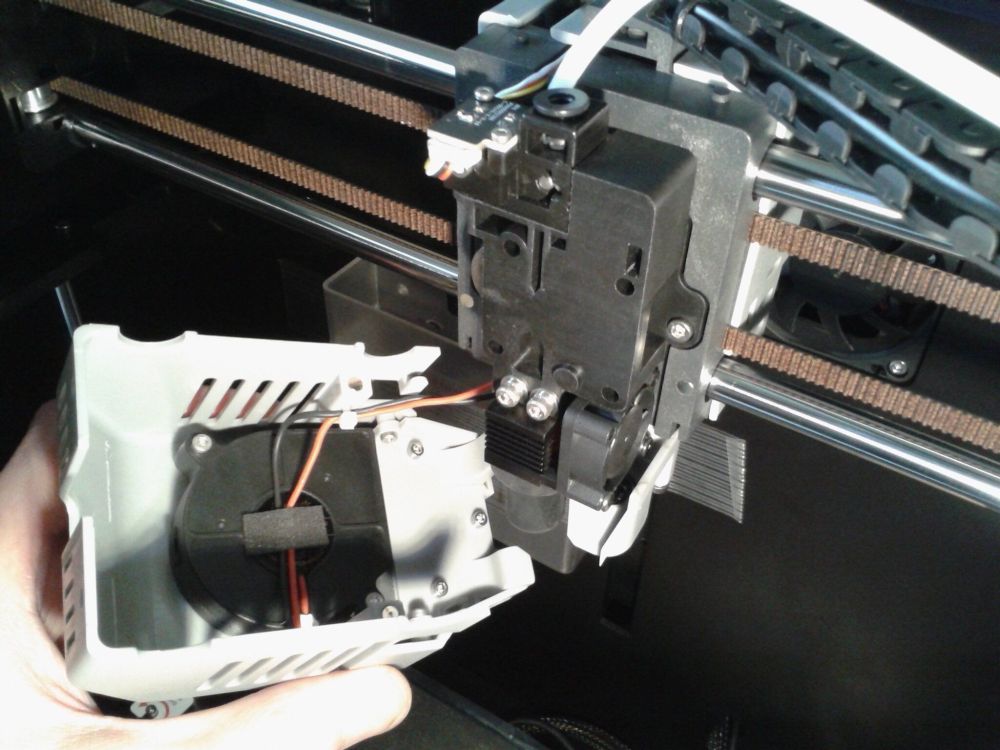
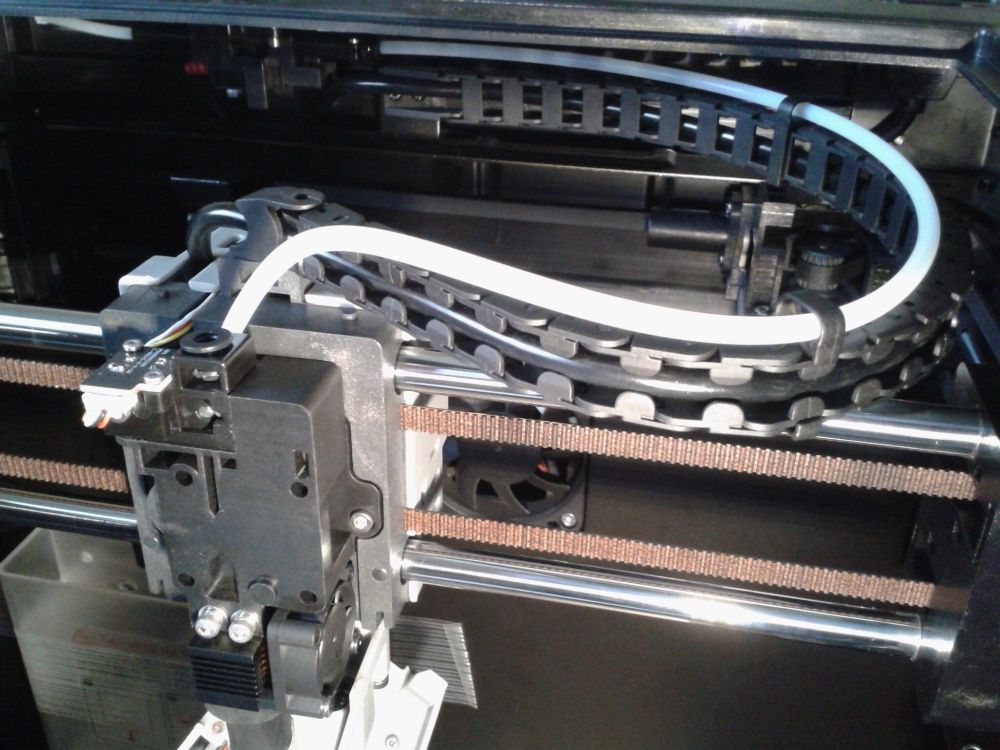
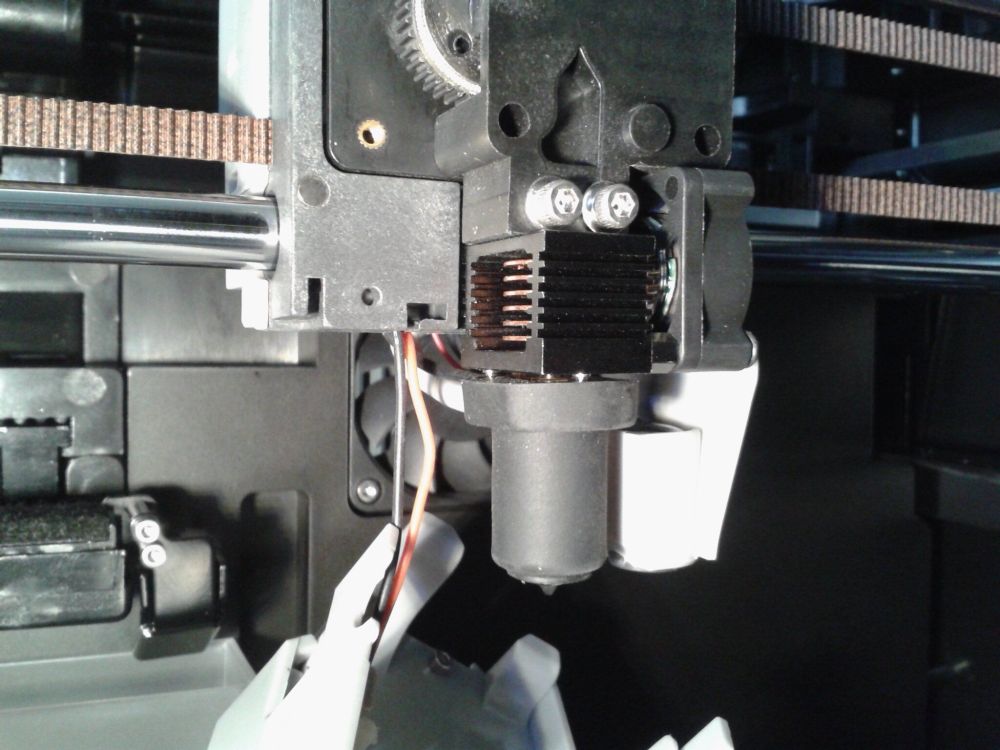
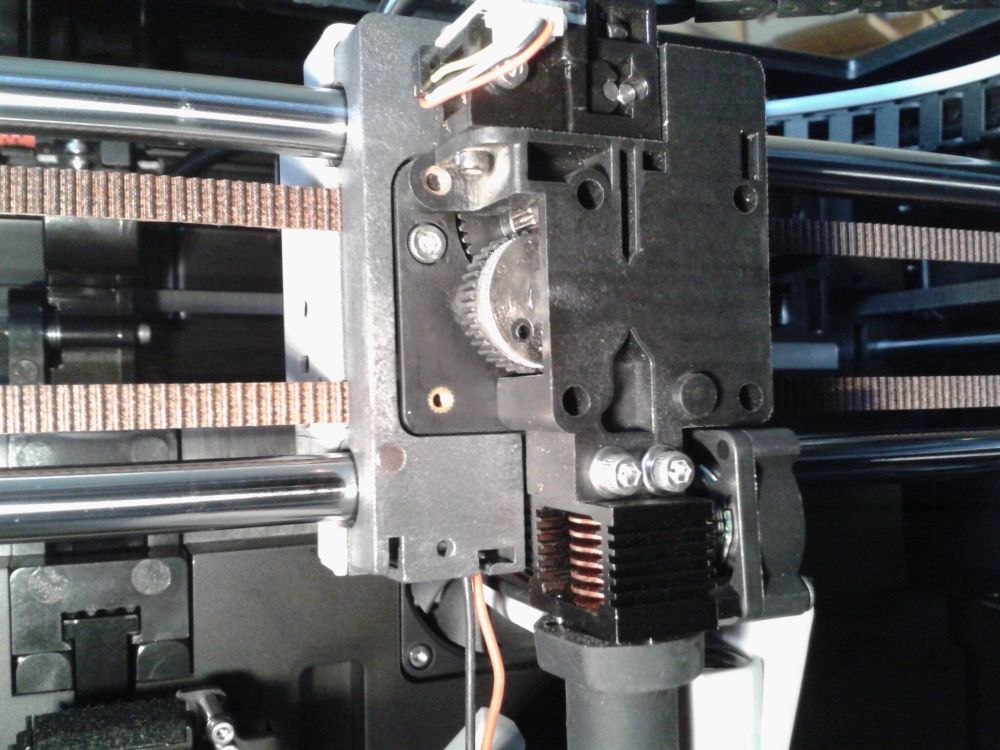
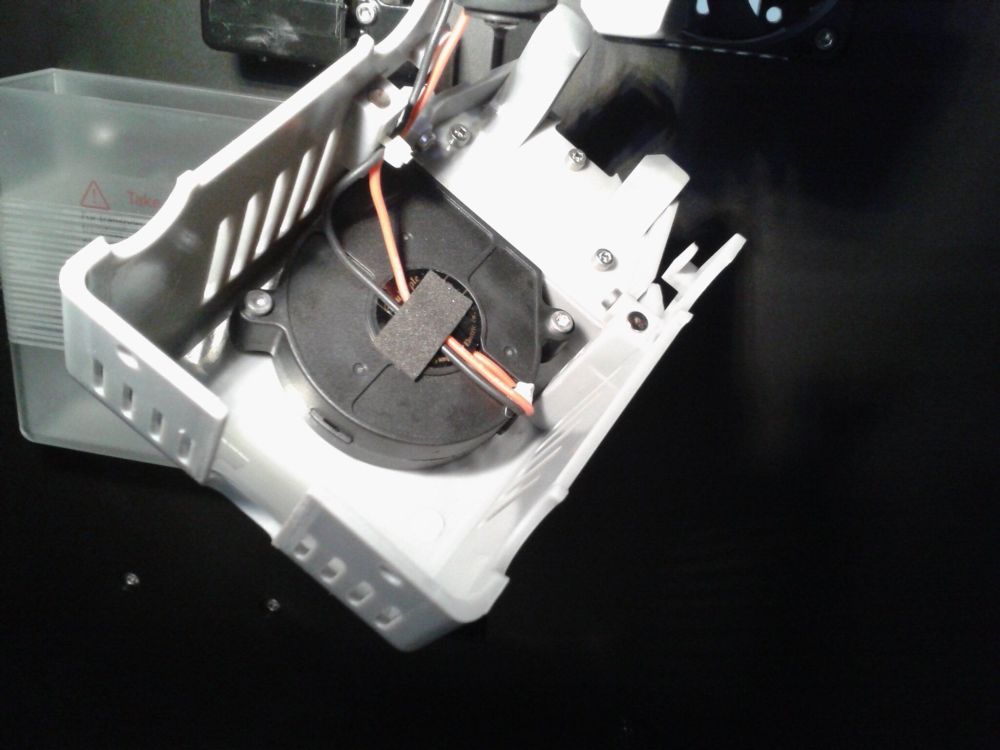
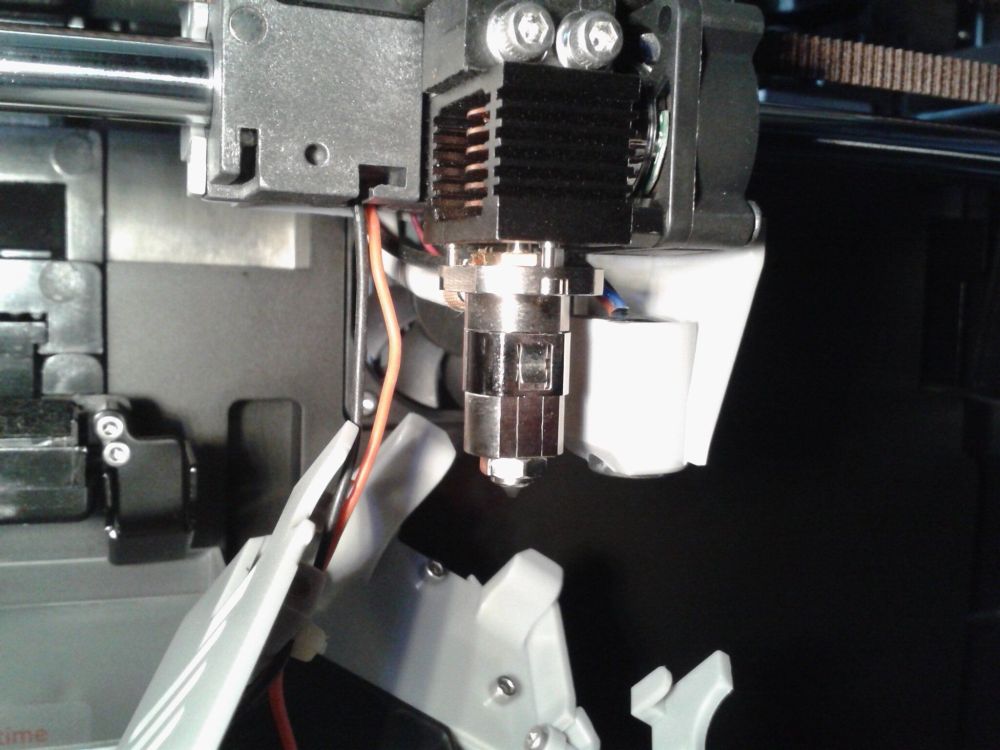
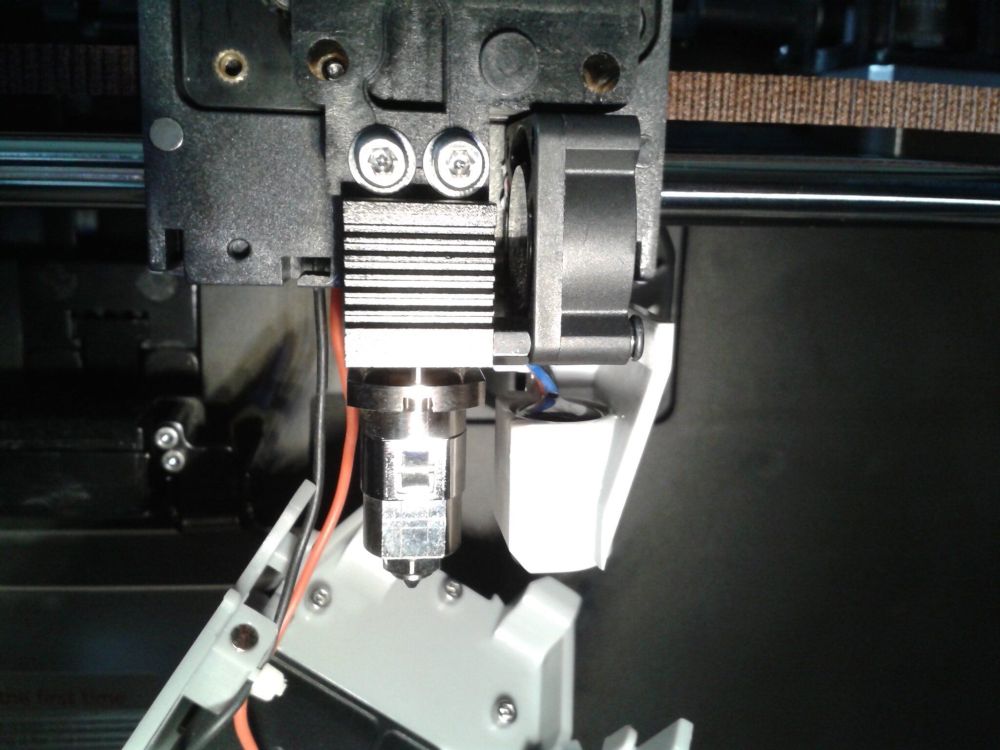
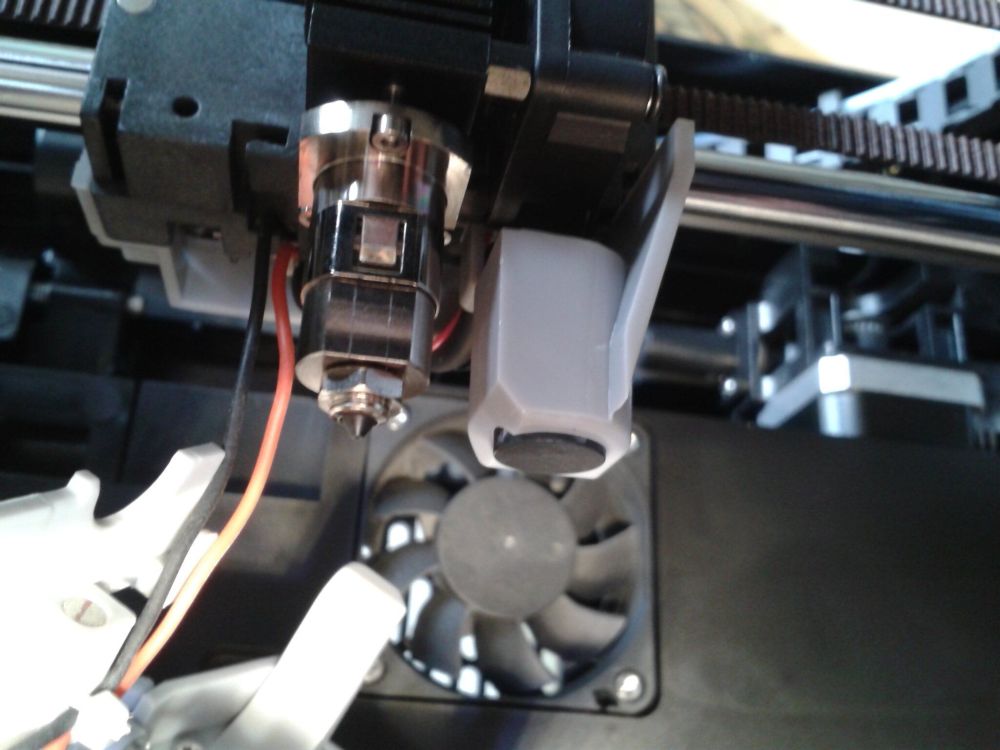
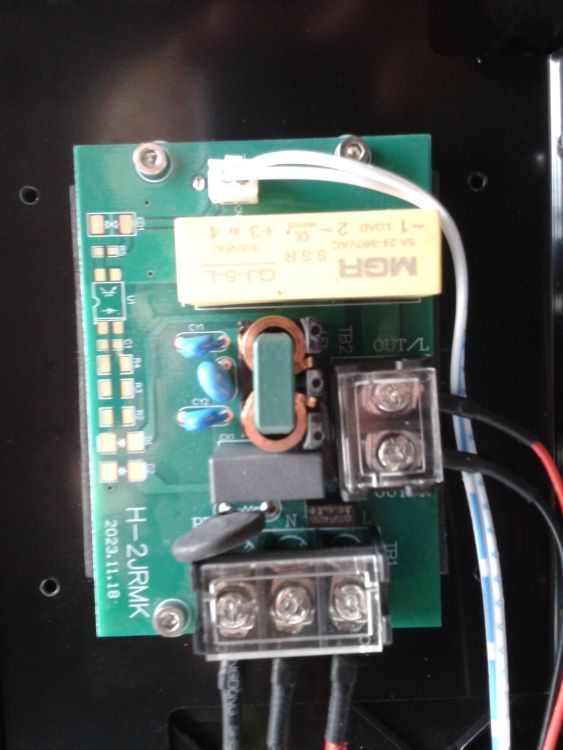
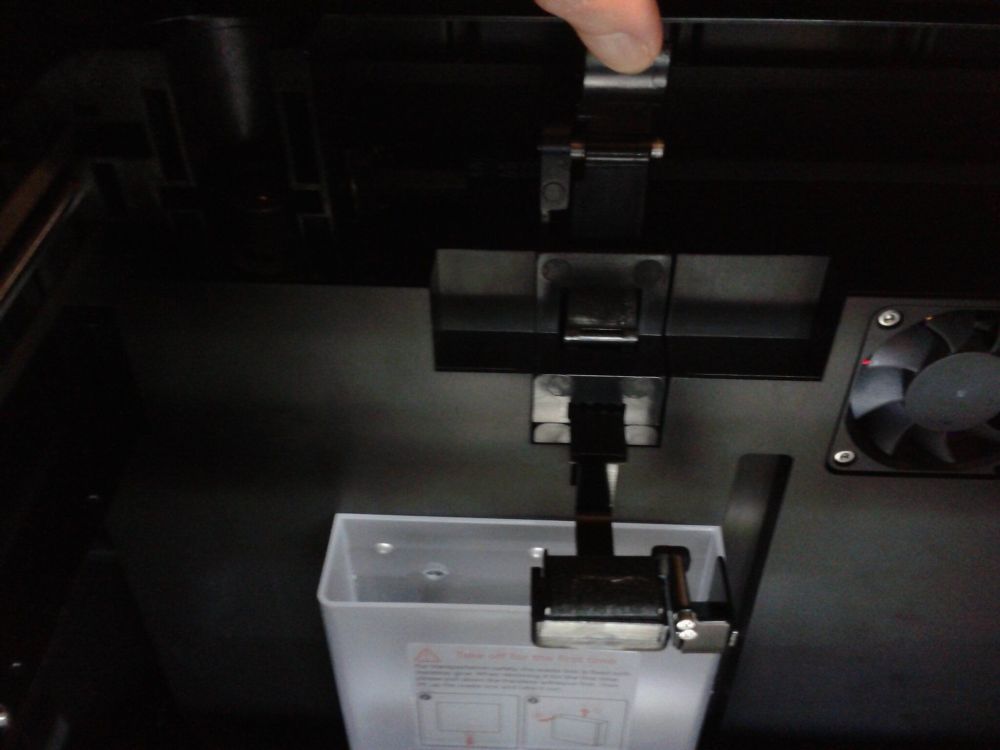
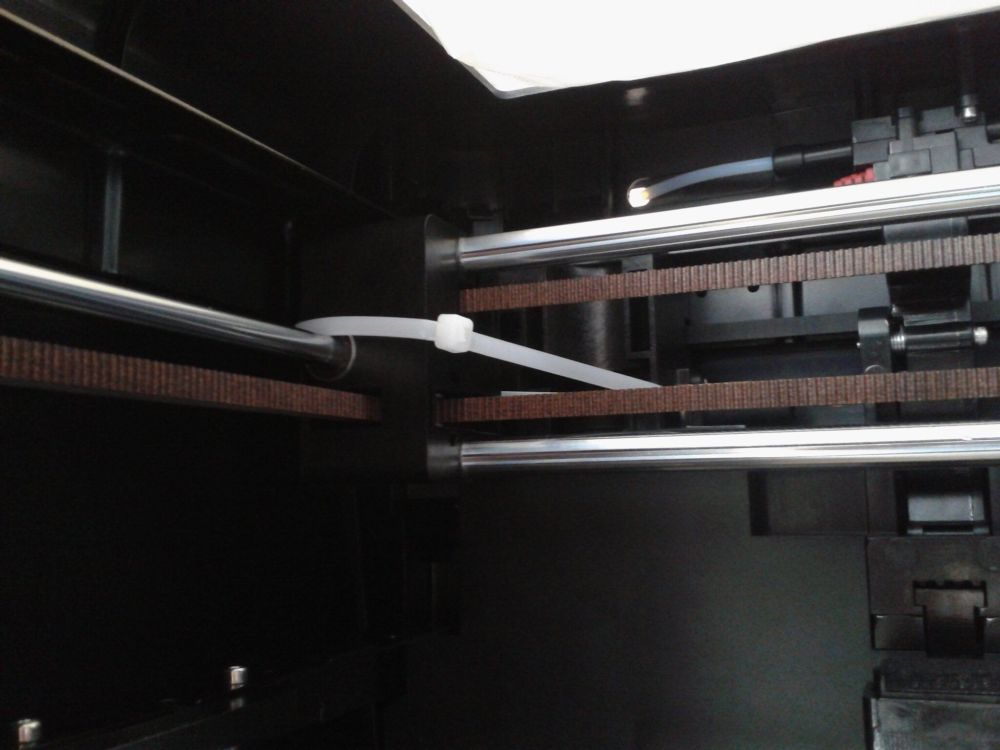
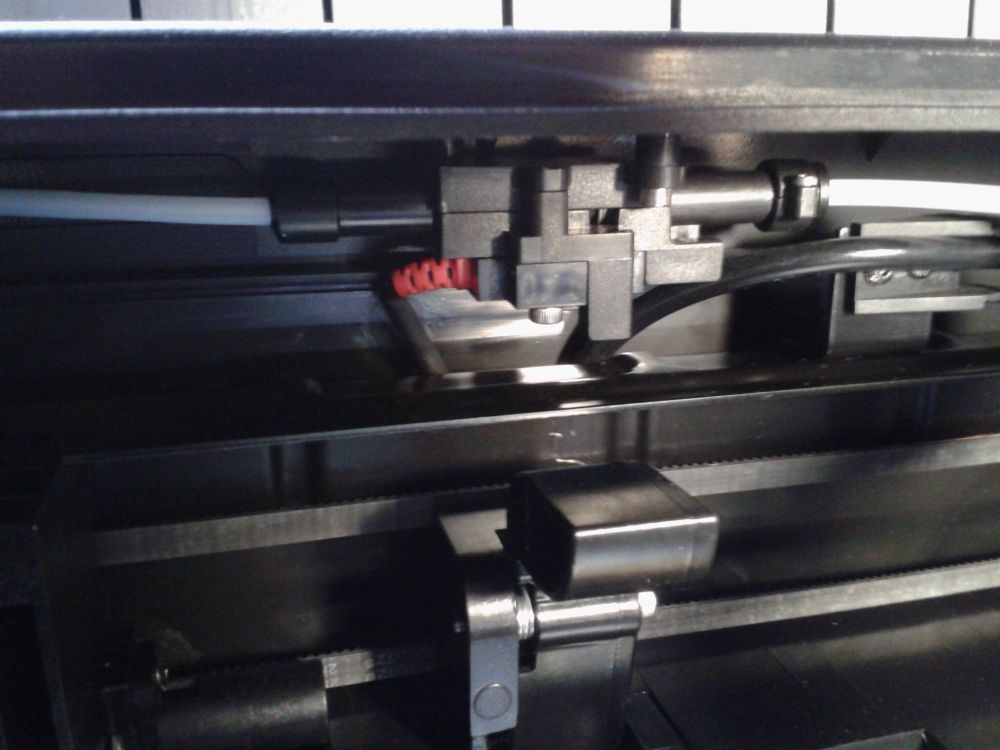
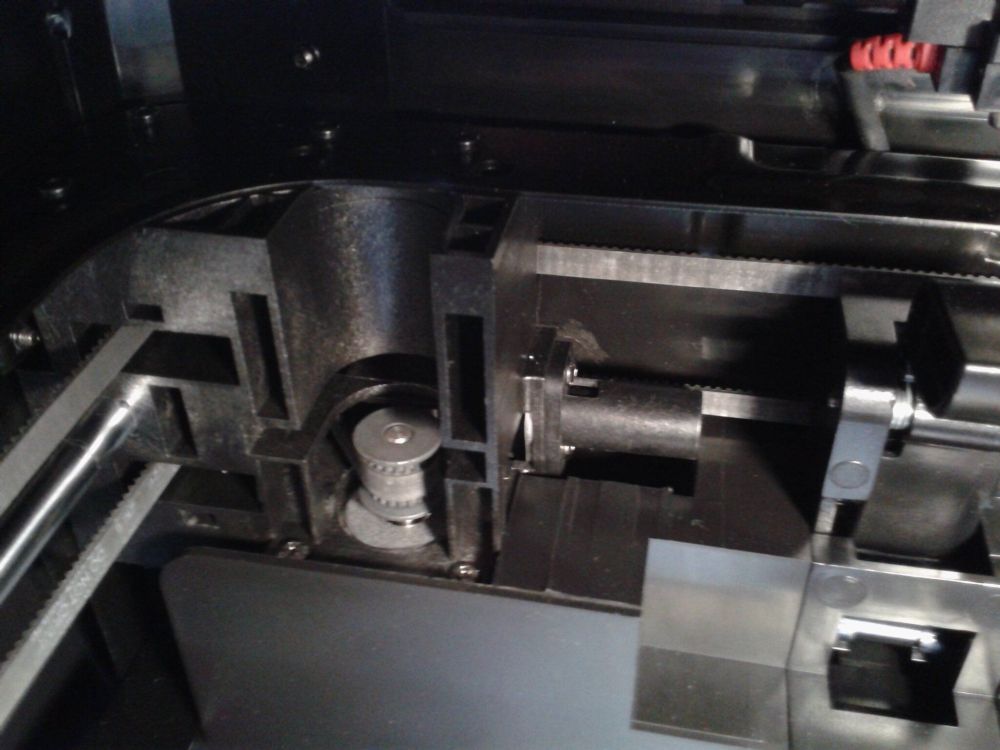
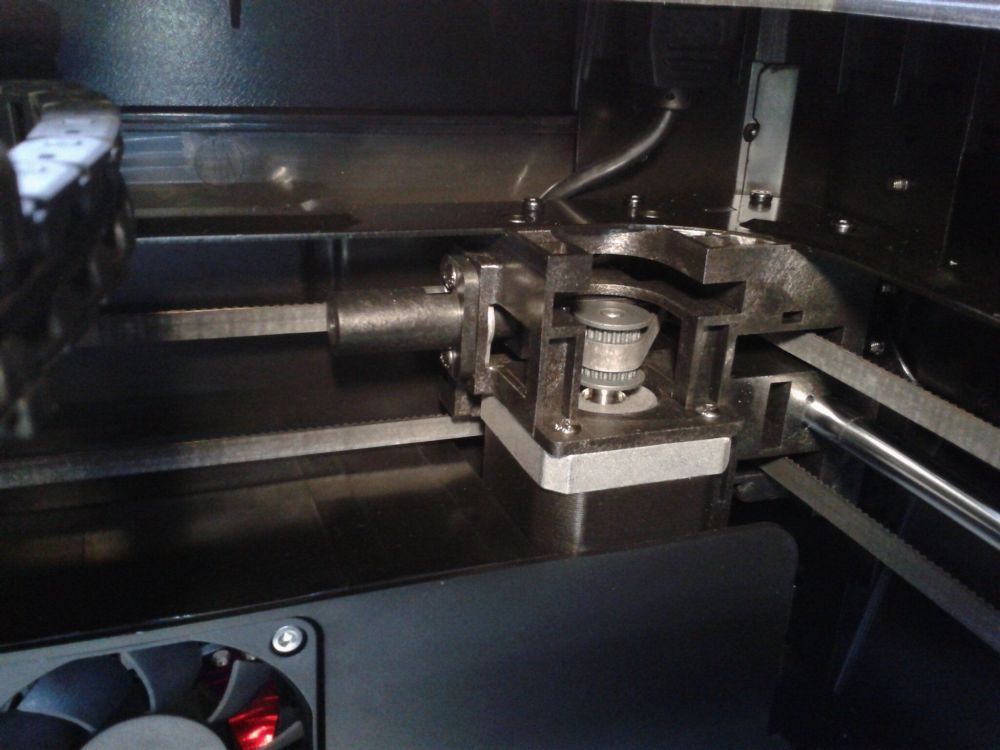
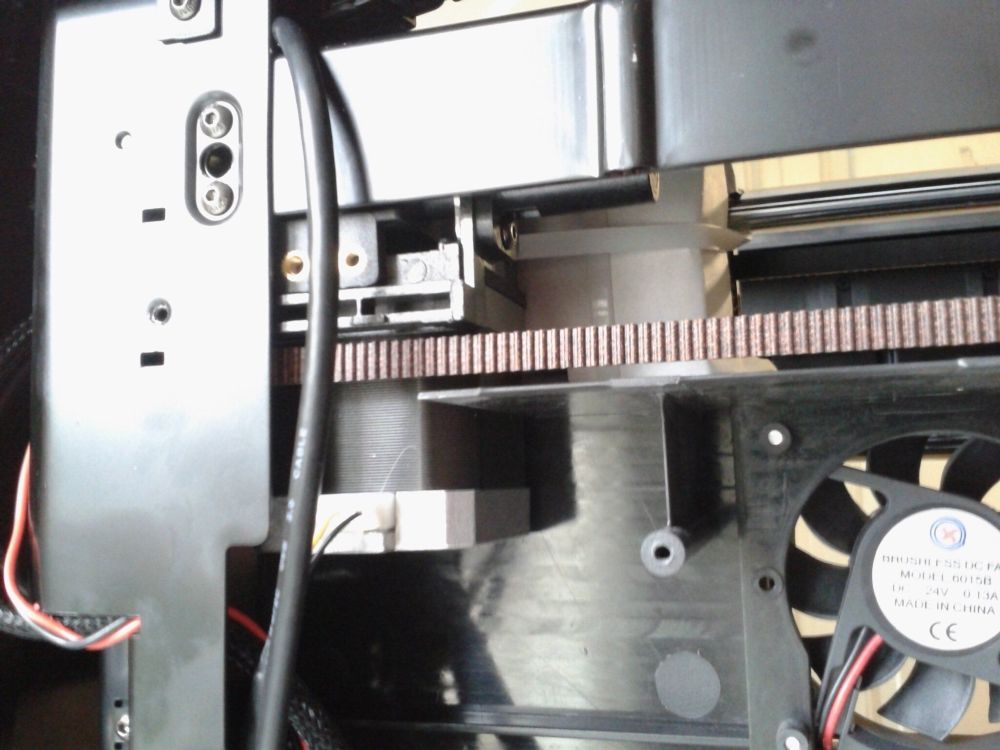
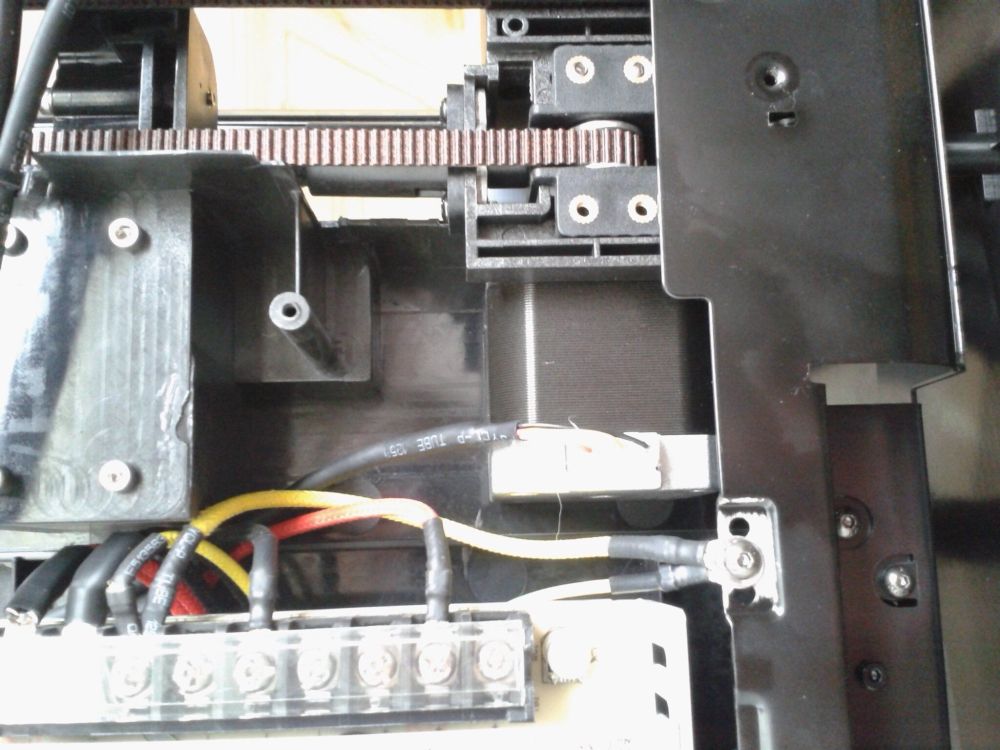
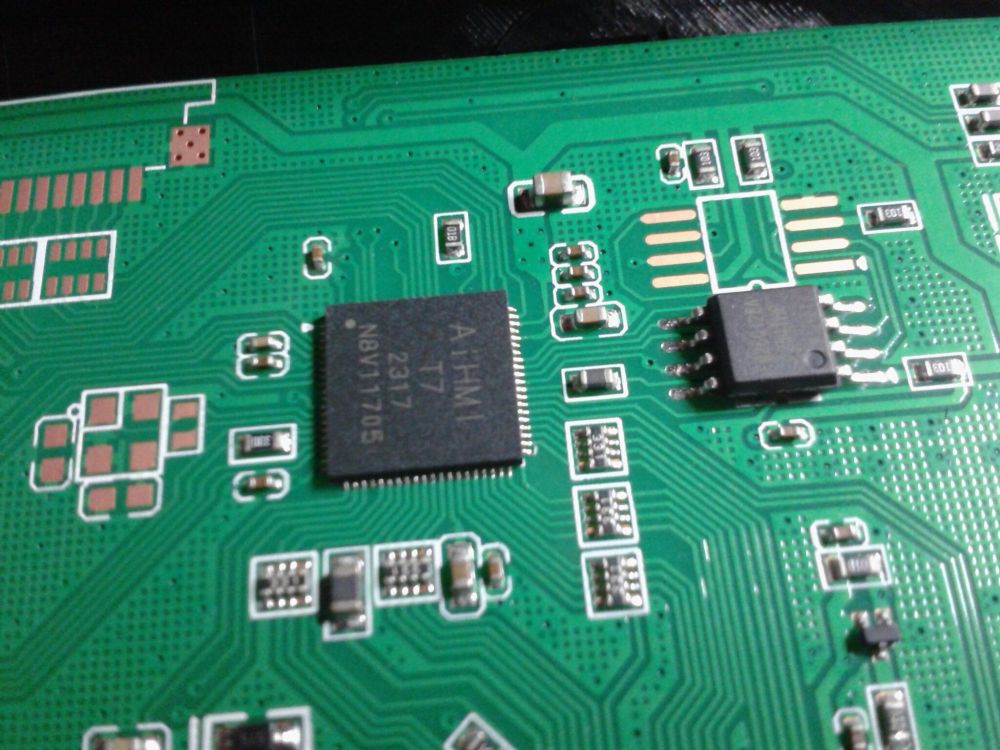
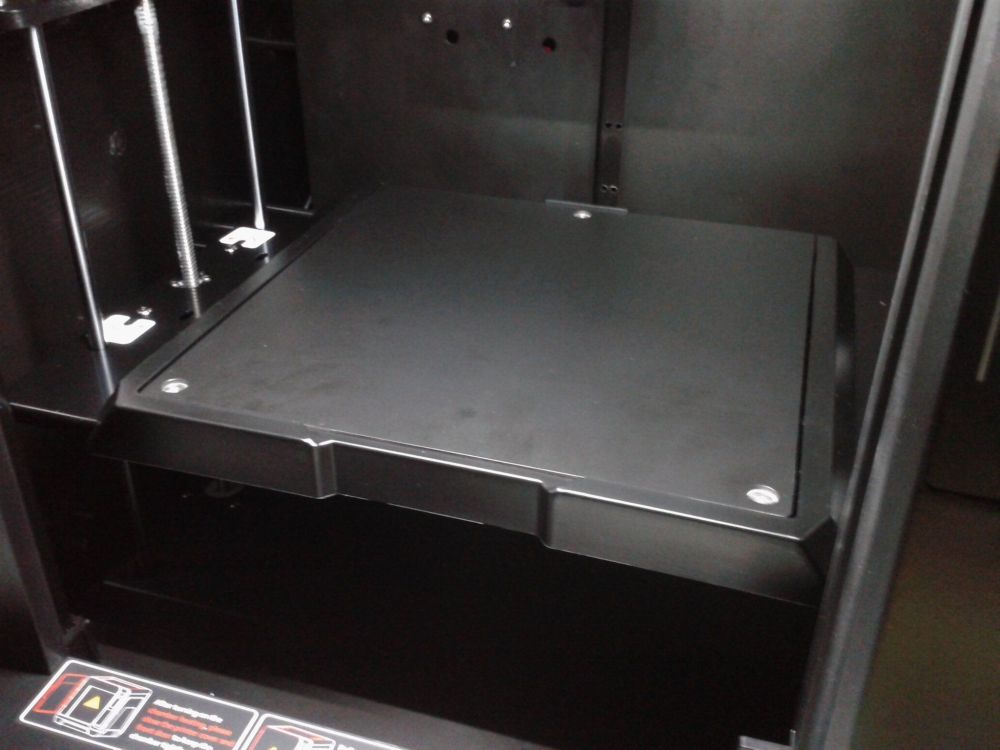
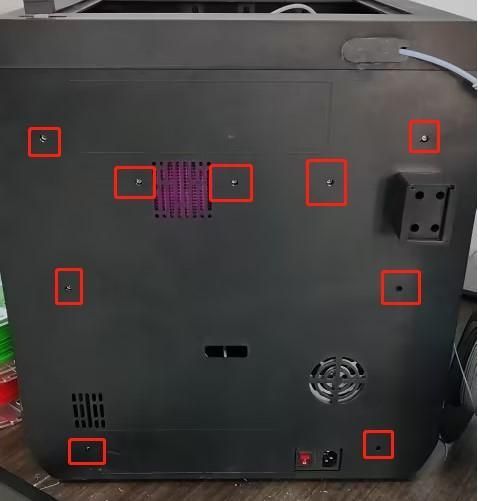
Détails matériels Sous la machine Les deux moteurs pour l'axe Z Ainsi que sous un cache en plastique ce qui doit être un module "SSR" ( "Solid State Relay" ) pour alimenter le chauffage du caisson. Si on ouvre l'arrière de la machine Il y a besoins des clés Allen M2.5 et M2 pour retirer un total de 15 vis qui sont de 3 types différents pour arriver a retirer le panneau arrière. ( Source images : extrait de "Activated Carbon Filter Box Installation Guide.pdf" sur https://wiki.qidi3d.com/en/Q1-Pro/Components#activated-carbon-box -> "Install Manual" https://drive.google.com/file/d/1RZxj258jINSvzI5AIE4VnNWF9X5VAdLK/view?usp=sharing ) La fiche d'alimentation avec fusible "F8AL250V" et interrupteur marche/arrêt, et le bloc d'aliment 360W qui délivre du 24V 14.6A. En bas, une ventilation des contrôleurs de moteur pas a pas / de la carte mère, et en haut une ventilation d'extraction d'air du caisson La carte-mère sérigraphié "X-7 V1.0" La mémoire EMMC, le "petit" microcontrôleur, les deux puces de mémoire vive a coté du microprocesseur principale, microprocesseur principale sous le radiateur de refroidissement vert. Les ports USB. (Pas de port RJ45) (Source image "Q1 Pro-Motherboard Diagram EN.pdf" https://drive.google.com/drive/folders/1Beu67JogJhemkl9Wn7VRRMemwg-yAoh5 trouvé via https://wiki.qidi3d.com/en/Q1-Pro ) Les deux moteurs du core XY vue depuis l'arrière de la machine quand le panneau arrière est retiré (vue de l’intérieur du caisson) La tête d'impression Il faut soulever, basculer par le bas, le cache avant pour pouvoir l'enlever, mais attention au fils du ventilateur turbine de refroidissement de l'impression. Il s'agit bien d'un extrudeur "direct-drive" (Le tube PTFE ai là pour guider le filament et non pour aider a le pousser comme dans un système "bowden". Noter que pour la majorité des photos suivantes, j'ai le tube PTFE sorti du connecteur Pneu-fit.) On peut remarquer un système de mesure de diamètre du filament juste après le pneu-fit où l'on dois connecter le tube PTFE de guidage du filament. // Je n'ai pas encore d'informations sur le type de buse (sauf son diamètre de 0.4 mm) // Je suppose, mais à vérifier, que la sonde de nivellement, à droite dans la photo précédente, est une sonde inductive. Donc par précaution, bien prendre garde, de toujours avoir en place, et sans rien dessus, le plateau flexible avant de demander une action qui exécute un "Home Z". Car sans le plateau flexible aimantable, seule chose détectable par la sonde inductive qui signale au firmware d’arrêter la montée du plateau, le nez de la buse sera probablement écrasé sur la base aimantée et abîmera cette base aimantée. Sous le cache plastique a l'arrière de la tête d'impression. Il faut utiliser la clé Allen M2 pour enlever quatre vis pour arriver a retirer ce cache. Attention cache arrière de la tête d'impression, a toujours remonter, car il sert de buté, pour faire basculer le système de nettoyage de buse. Une petite carte fille sérigraphié "A-7 V1.0" où se connecte chaque éléments de la tête d'impression. (A vérifier mais, cette carte fille, doit probablement intégrer un accéléromètre type ADXL345 pour la mesure de résonances) Caméra Dans le coin avant droit du caisson, c-a-d derrière l’écran de contrôle tactile ) et un ruban LED (dans l'avant haut du caisson) Système de nettoyage de la buse Quand la tête d'impression vient pousser en haut du système, une sorte de levier monté sur ressort, cela permet de faire basculer l'ensemble et de faire avancer sous la tête d'impression, le guide des déchet de purge, cylindre métal et patin, de nettoyage. Attention donc de bien toujours remonter le cache plastique de l'arrière de la tête d'impression car c'est lui qui est mis en contacte avec le levier de bascule. Gros ventilateur turbine latéral Coté droit, intérieur du caisson. On en voit une partie sur les photos suivantes. Ventilateur avec chauffage du caisson Proche de l'arrière et en bas sur le coté gauche, intérieur du caisson. On le distingue sur la première des photos suivantes. Et vue du dessus sur la seconde photo. Je n'ai pas pris le temps de le démonter pour l'instant. Dispositif de détection d’enchevêtrement de filaments On en voit une partie, en haut a droite sur la première des photos suivantes. Je n'ai pas pris le temps de le démonter pour l'instant. Le plateau chauffant et support du plateau Je n'ai pas encore pris le temps de le démonter pour regarder en détaille le support du plateau. Vus du dessus ( avec et sans la plaque flexible magnétique ) Vus du dessous Il y a des capteurs Piezo sous le plateau, ce sont eux qui permettent l'ajustement automatique du Z-Offset quand la buse vient en contact avec le plateau trois fois, après un tilt du plateau et plusieurs mesures sans contact de la distance du plateau par la sonde de nivellement. Si on enlève le cache plastique sous le plateau Si on enlever le panneau avant (celui avec la porte) du caisson Il y a besoin de deux tailles de clés Allen et de la spatule en métal. clé Allen M2 pour les six vis accessibles depuis l'intérieur du caisson (trois de chaque cotés) clé Allen M1.5 pour les trois vis a l'extérieur coté charnière de la porte. Et après avoir enlevé les neuf vis, il faudra délicatement utiliser la lame de la spatule en métal pour libérer quatre petits clips qui maintienne le haut de ce panneau avant, a l'avant du, panneau du dessus de la machine. Attention, au câble de l’écran. Il faudra le déconnecter de l'écran tactile pour complètement libérer le panneau avant. Le PCB de l'écran tactile Le connecteur du câble, normalement connecté à l'écran. Sans l'écran tactile de connecté, l'imprimante peut éventuellement être démarrer et être contrôlable via Wi-Fi depuis l'interface web Fluidd de l'imprimante.






























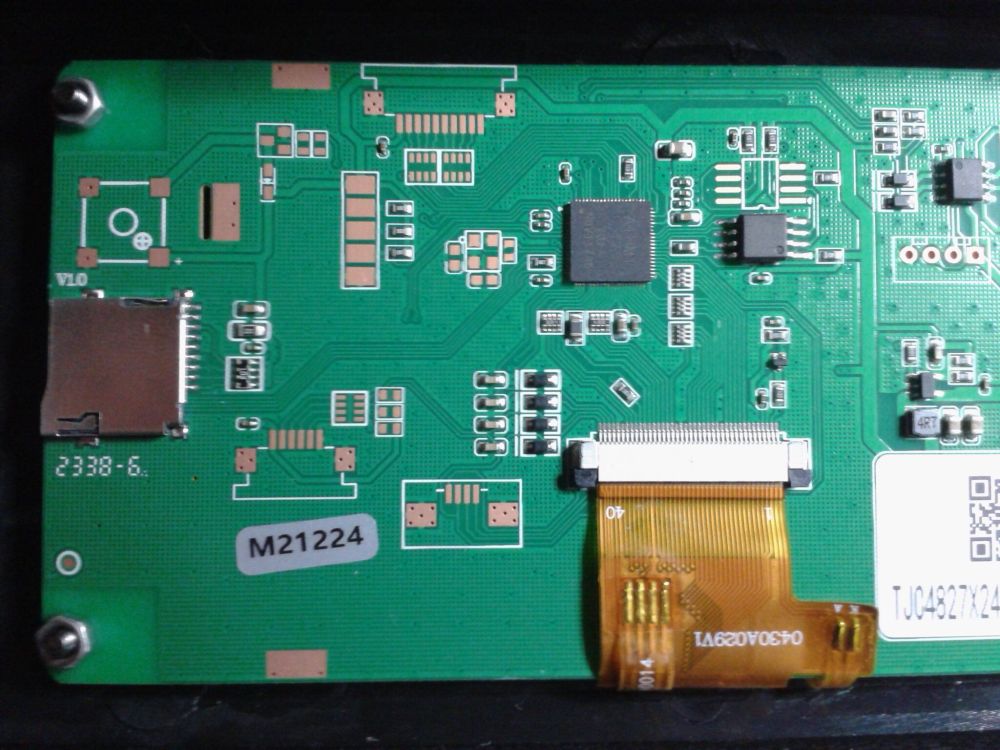



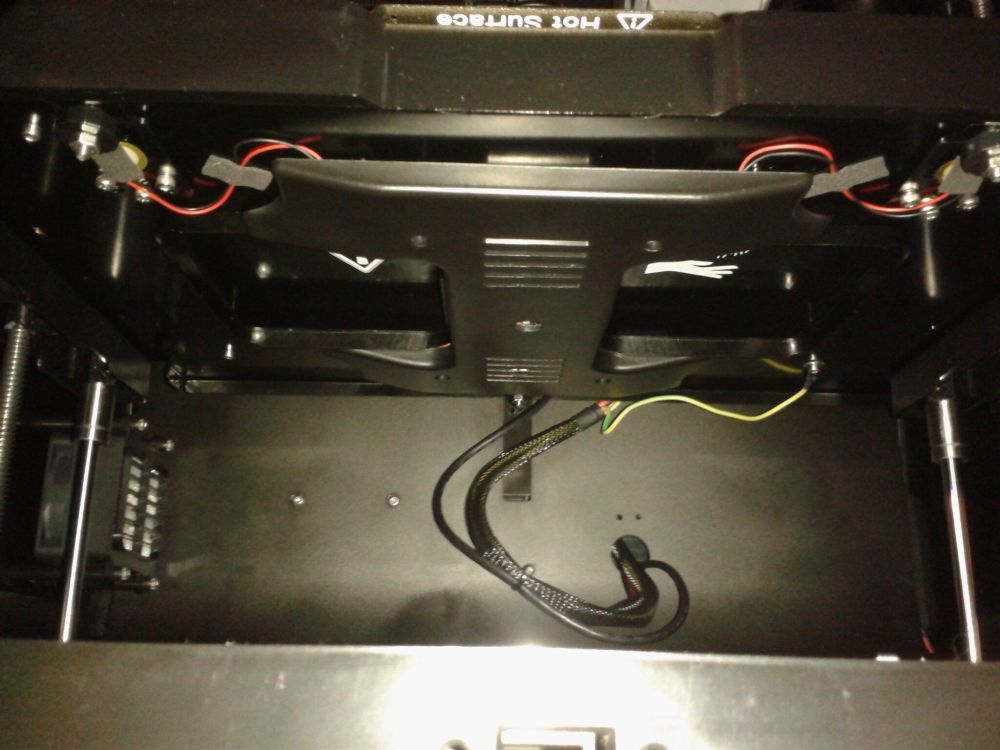









 1 point
1 point -
Ou bien une ville de Slovénie Pour le livre, j'en ai encore des mots de tête1 point




















.jpg.ec16f19f34d7672410f706caf93bffbc.jpg)