Classement



Contenu populaire
Contenu avec la plus haute réputation dans 05/05/2024 dans Messages
-
Pas mal de nouveautés cette semaine chez les différents constructeurs et un cas d'usage d'impression3D titane chez les gorilles ! https://www.lesimprimantes3d.fr/semaine-impression-3d-435-20240505/3 points
-
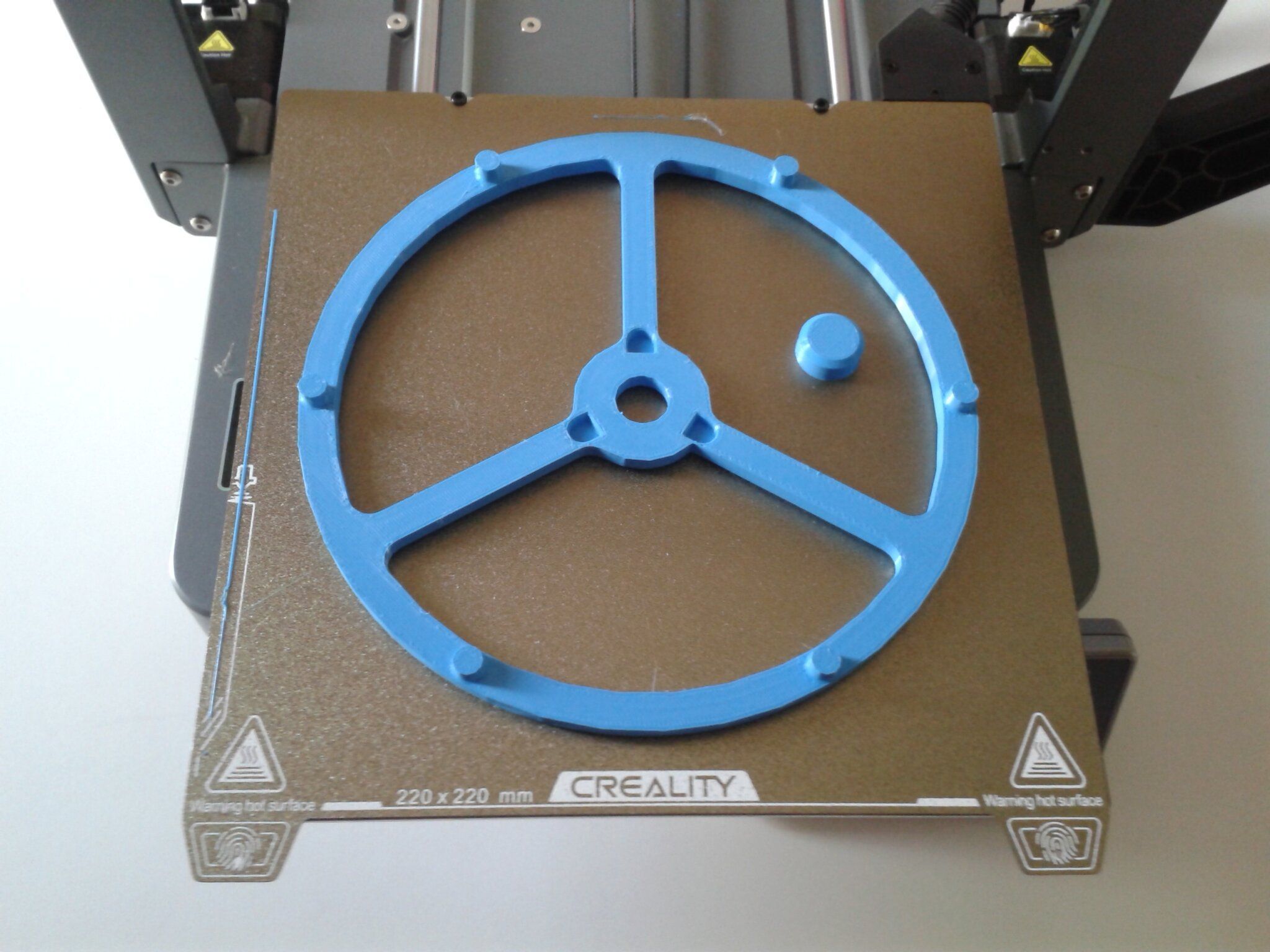
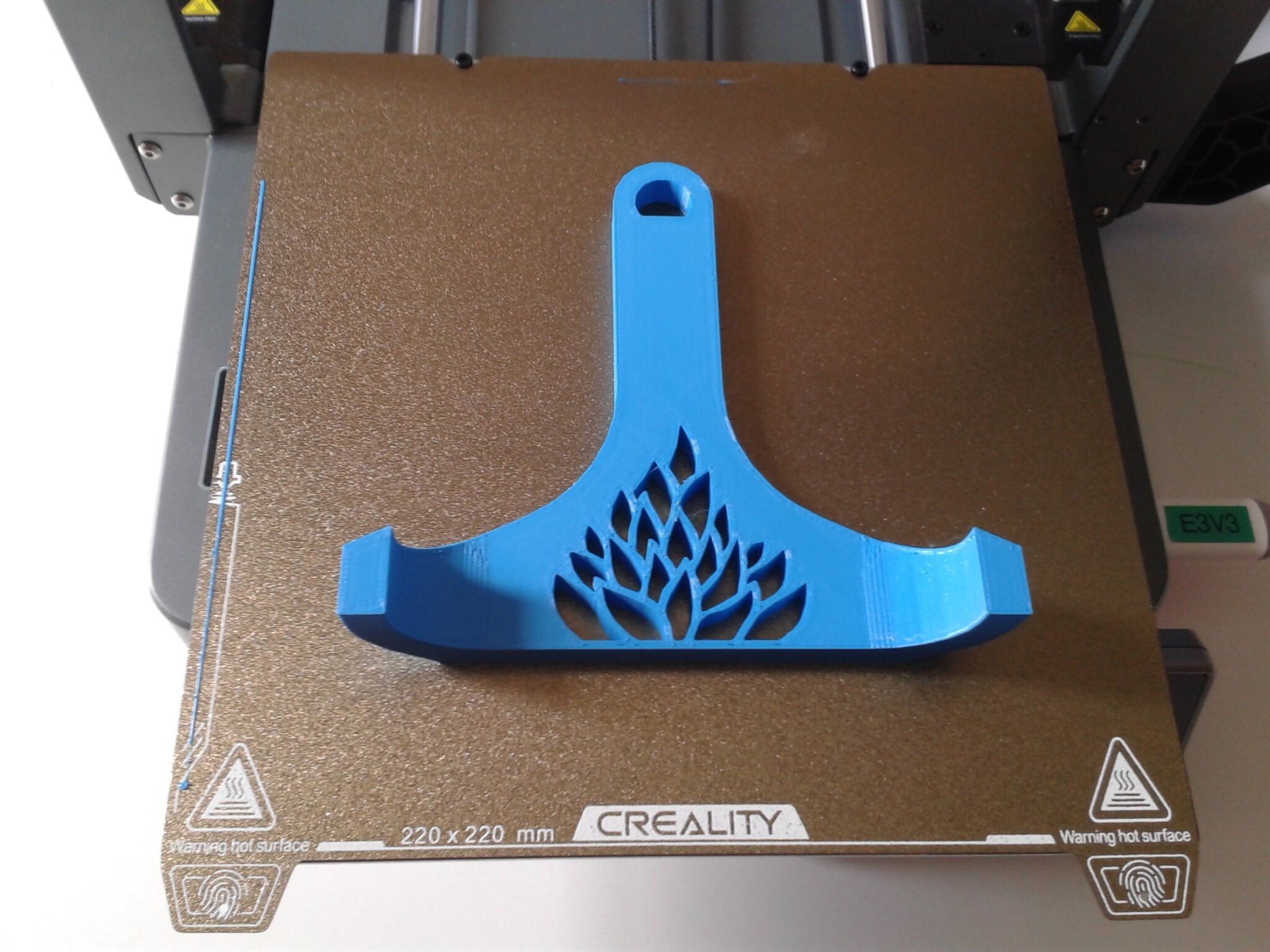
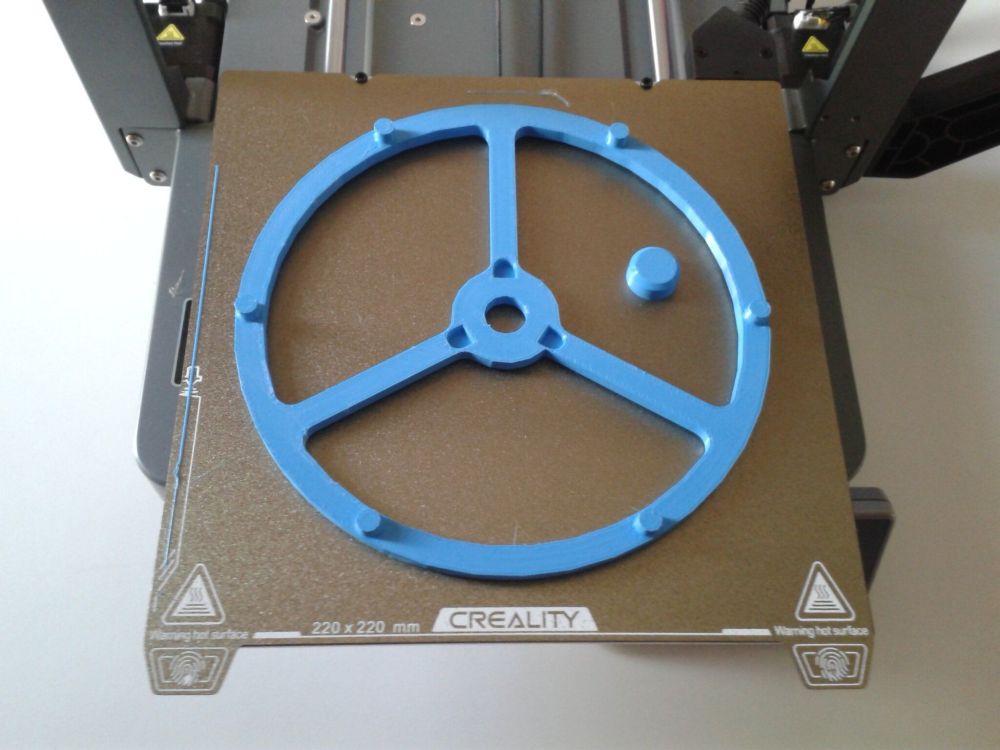
Non, le trou central ne sert pas à faire passer le filament puisque ce n'est pas dédié à l'impression 3D. On va dire que tu as trouvé, puisque ça sert pour des sacs sous vide. J'ai acheté une petite pompe à vide Creality pour stocker mes bobines de filament, seulement, les sacs vendus sur Internet, bien qu'à première vue soient identique à ceux de Creality, n'ont pas le même filetage et ne sont pas compatible avec l'adaptateur de la pompe. J'ai voulu acheter des sacs Creality, mais ça semble introuvable !! J'ai donc réalisé un adaptateur spécifique pour mes sacs et ma pompe à vide.



 3 points
3 points -
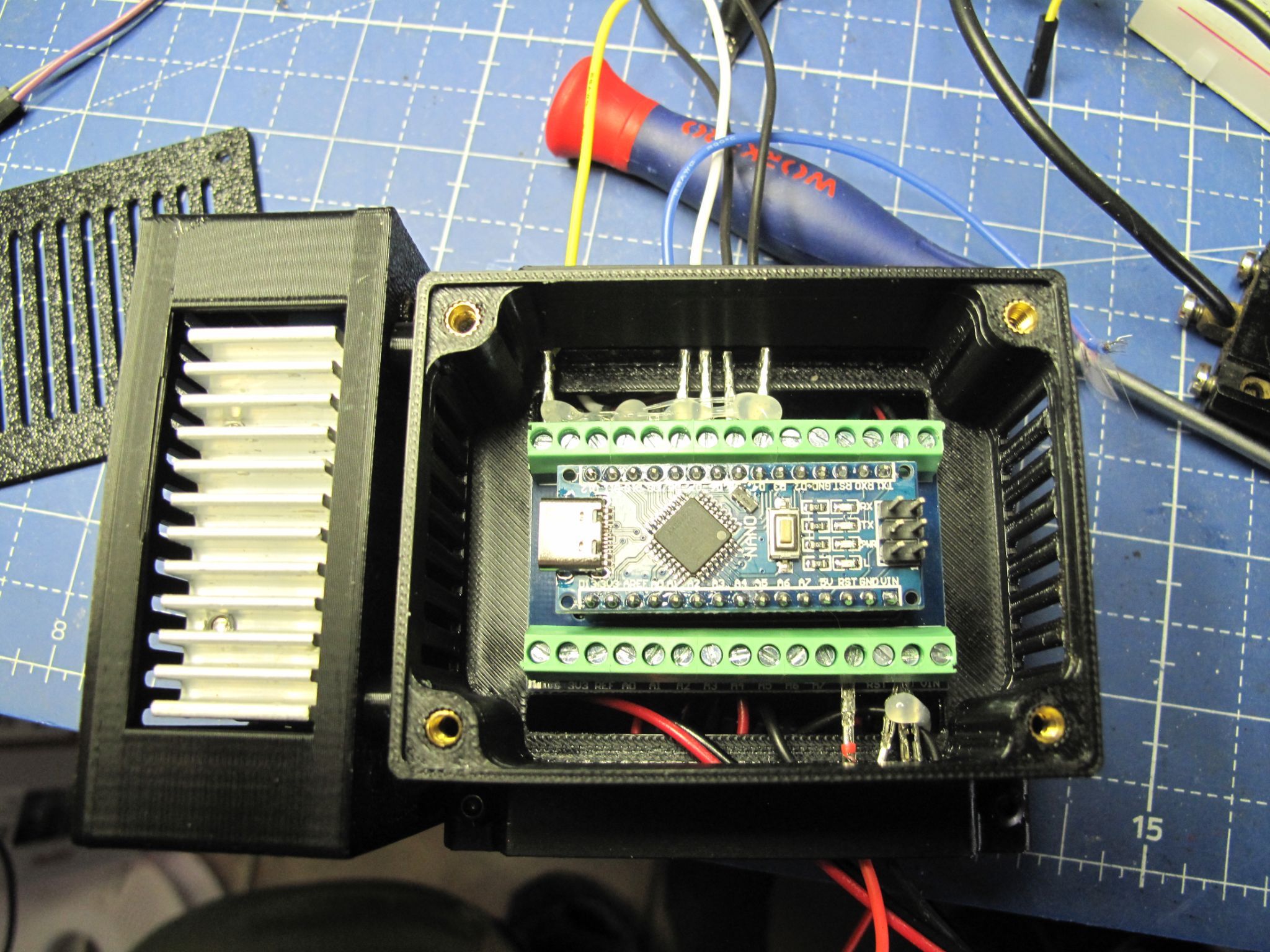
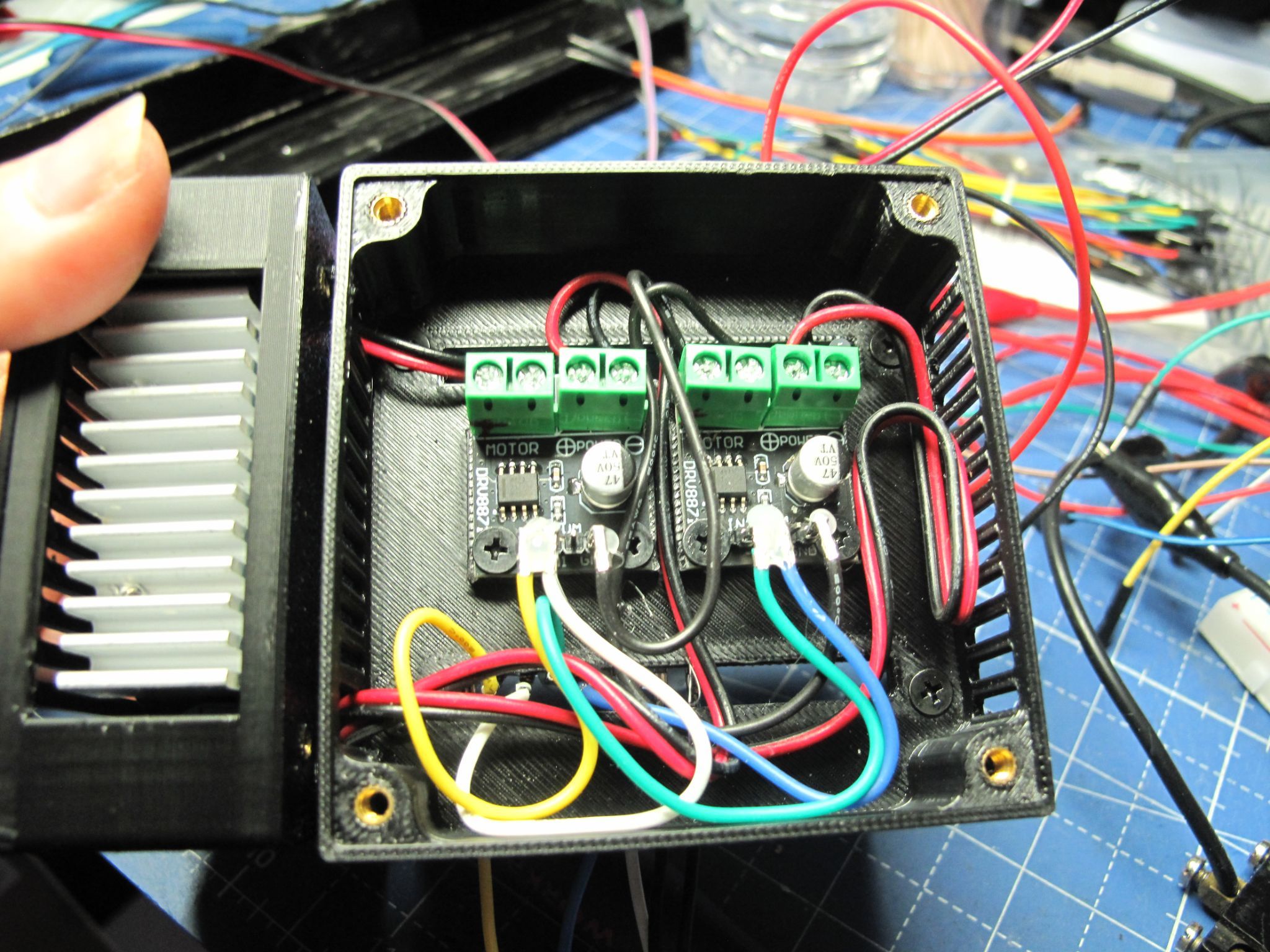
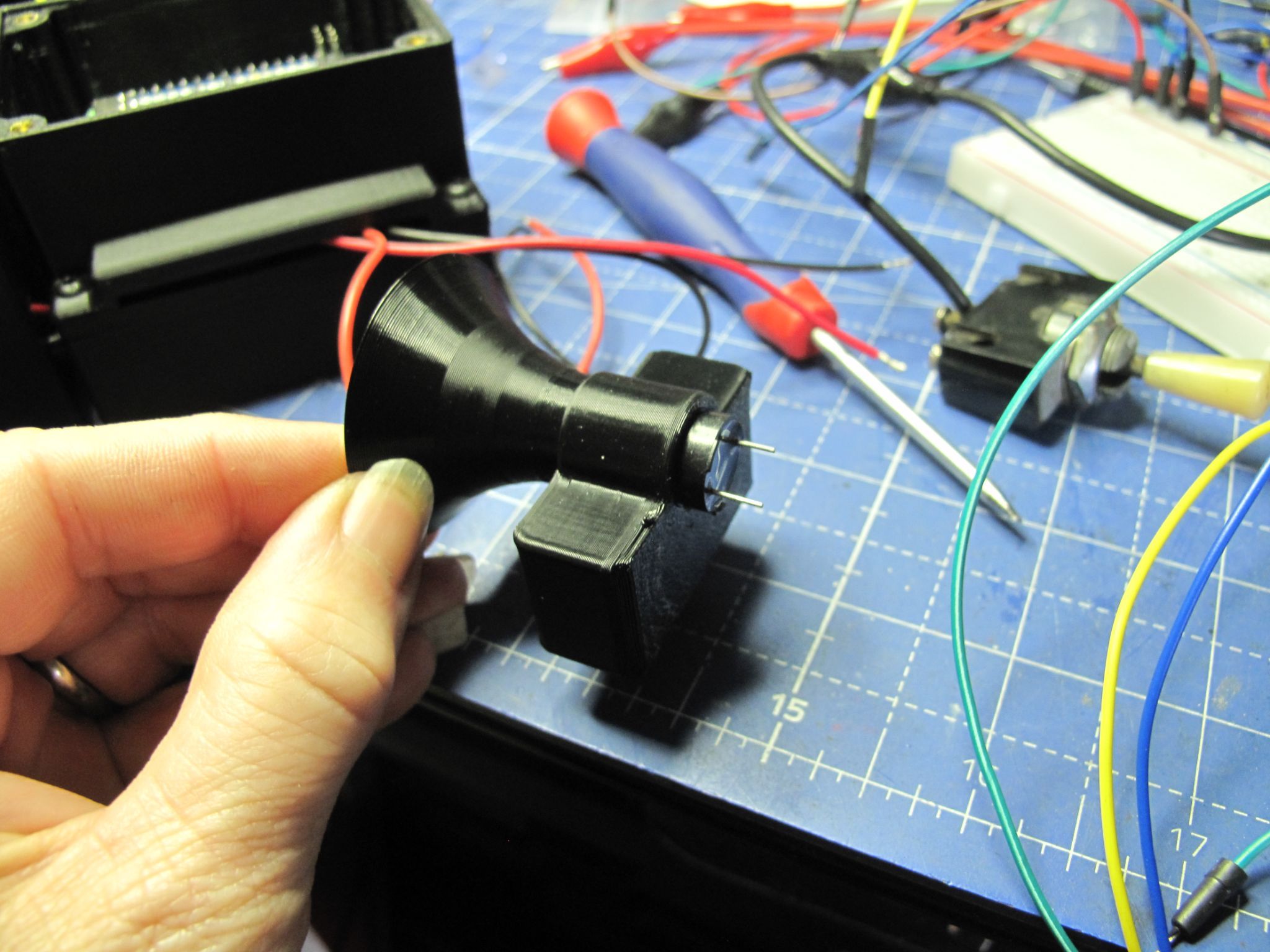
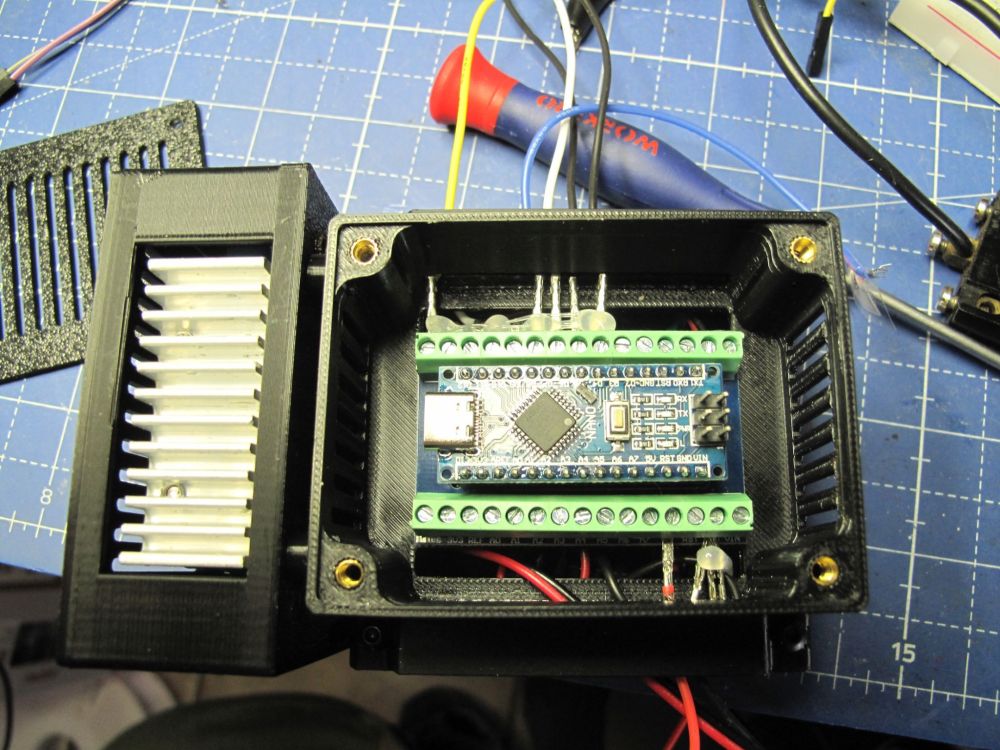
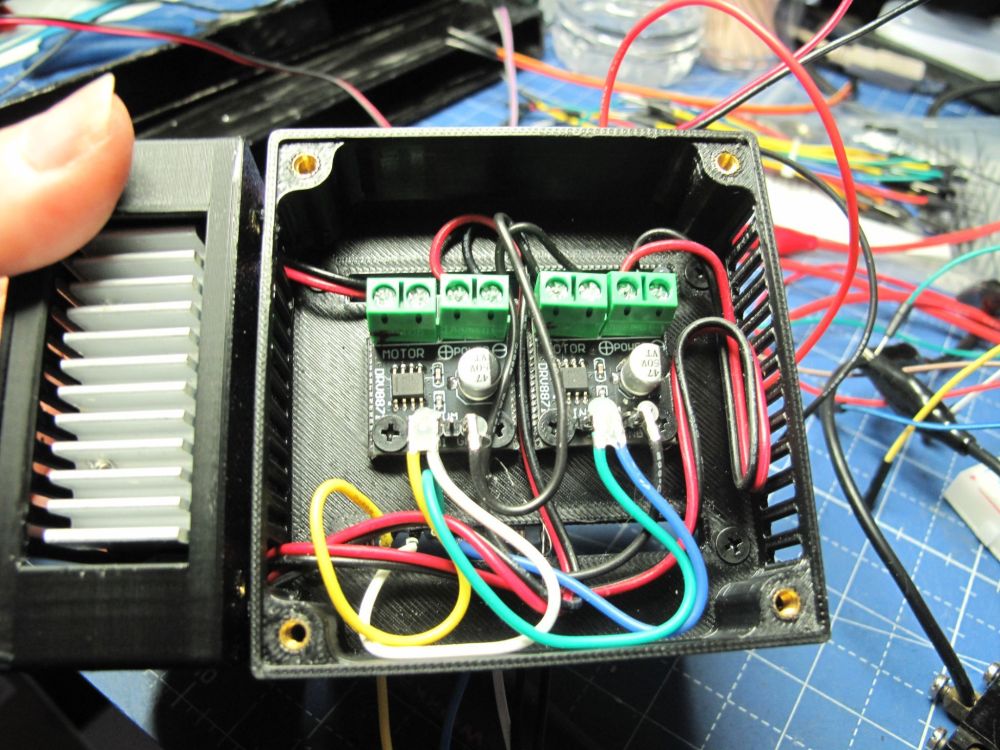
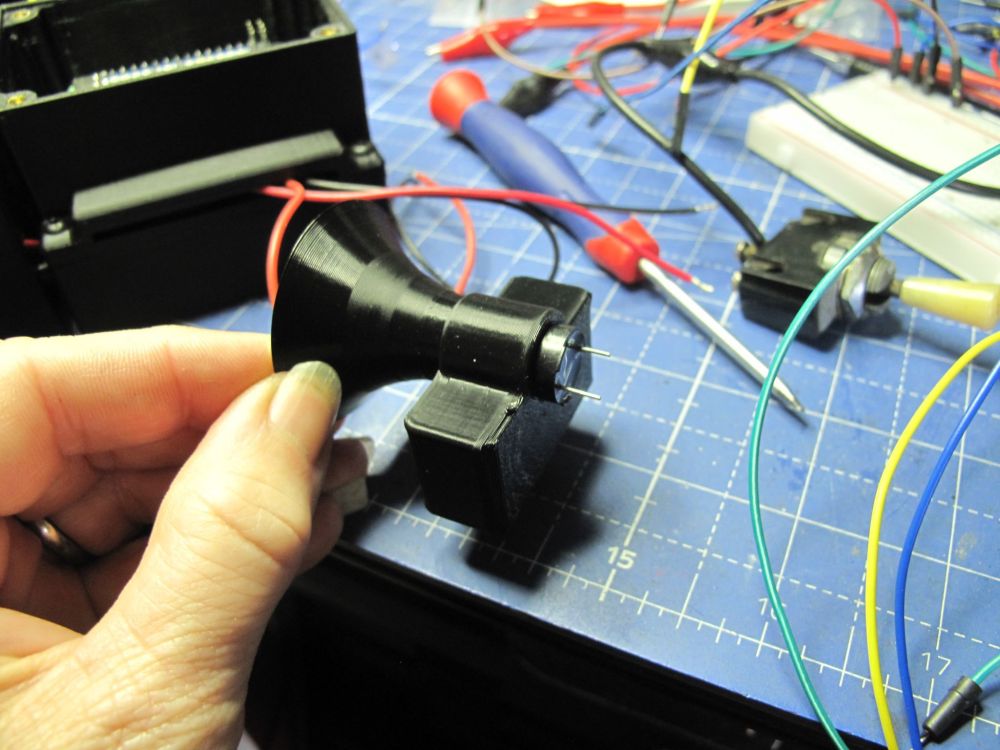
Boitier imprimé ainsi qu'un l'amplificateur pour le buzzer car ça fait pas beaucoup de bruit ce truc... (et put..n ça marche bien juste pour un petit cône en plastique, la on risque pas de ne pas l'entendre), les branchement sont fait, les câbles sont numérotés reste plus qu'à faire des supports surmesure pour les capteurs hall et à tout installer dans la voiture.
 2 points
2 points -
Tu pourrais compléter ta réponse par " 120 euros, finalement, c'est pas très cher ", mais bon...2 points
-
Oups désolé au saut du lit j'ai validé ton annonce et j'avais lu 12000 euros comme quoi il faut commencer par un bon café2 points
-
J'ai dus mal m'exprimer car moi aussi ...1 point
-
@Administrateurs Je dirais que Ici "CST" doit vouloir dire "China Standard Time" = UTC+8 ( et non "Central Standard Time" = UTC -6, et non plus "Cuba Standard Time" = UTC -5 ... oui ce n'est pas très pratique d'avoir des acronymes identique pour des fuseaux différents. ) donc cela serait plutôt 15h00 Heure de Paris ( Actuellement Heure de Paris = UTC+2 (car en heure d'été)) ! Je mets le lien pour le live d'Anycubic qui sur leur YouTube serait prévu pour 7 mai à 15:00 (Heure de Paris)1 point
-
Geekbuying est un revendeur chinois qui pratique des prix bas, faut pas espérer avoir un support de leur part mais elegoo te le fournira prend bien un modèle en stock Europe par contre. La seule question que je me pose sur la Neptune 4 Plus c'est peut on utiliser les 400mm utile en hauteur ? y a des machines ou l'on a d'annoncé 400mm par exemple mais en réelle on est plus de 370 ou 380mm par exemple, et la je ne serais pas capable de te répondre n'ayant pas la machine sous la main pour tester.1 point
-
425 € chez 3djake.fr mieux que elegoo EU ou FR1 point
-
bien vu l'aveugle, merci pour cette correction. première étape passée, j'ai le menu sur l'écran, mais il ne marche pas. je sélectionne "PETG" et sur la console klipper j'ai :Unknown command:"PREHEAT_PETG" c'etait une erreur de ma part je n'avais pas reactivé la partie macro. ça marche merci à toit et à @fran6p1 point
-
Après 10 jours de recherche de panne, j'ai réglé mon problème de décalage de bed. J'ai changé entre autre de slicer pour orcaslicer. J'arrive à imprimer le cube voron et un benchy mais je suis modeste sur les paramètres d’accélération sinon je perds des pas et j'ai un décalage sur le Y. Toujours un soucis de led... mais la c'est logiciel , avant j'avais à moitié cramé les leds.1 point
-
Oui, et la tour est remplacée par un Berseker (celui qui mord son bouclier) ou le gardien de la tour. Avec le modèle stauton tu devrais passer peut-être sous le kilo pour les grosses pièces.1 point
-
Attention surtout en temps de débutant il préférable de ne pas partir sur du filament très bas de gamme, alors oui tu peux prendre des pack de filament noir et blanc ce qui permet d'être sur un remise au Kg du filament mais reste sur des marques reconnue pour pas avoir de mauvaise surprise, dans ce cas dit toi que tu es plus sur 15€/Kg sur des marque comme Jayo, SunLu, Geeetech, Eryone est top mais un poil plus chers souvent la je te parle que de filament de marque pas trop chers chinoise mais correcte. Pour le détecteur de fin de filament les Neptune 4 l'on toutes comme les Artillery ou Anycubic. Pour ta question sur la taille plus un plateau est grand plus l'ajustement du réglage sera délicat et important, c'est souvent pour cela que je recommande pas forcement les format max a des débutants mais cela reste envisageable si vous êtes consciencieux êtes prêt a toujours ajuster et calibrer en prenant le temps. Après y a pas un choix de dingue a 500€ la Neptune 4 max, la Kobra 2 Max (mais je je recommanderais pas forcement perso, c'est un avis technique trop verrouillé et en cas de soucis personne ne pourra t'aider sauf Anycubic), Les autres modèles comme la Sovol SV08 seront trop limiter en hauteur 345mm (pour un plateau de 350x350) et la T500 elle est a 750€ mini. Donc la Neptune 4 Max semble le choix actuelle le plus logique (car Artillery n'a pas encore annonce et sortie la SW X4 max)1 point
-
On peut aussi tester tel quel C'est en faisant des erreurs qu'on progresse (à condition d'en tenir compte et de ne pas les refaire la fois suivante). Bon, cela dit, pourquoi veux-tu réaliser un étalonnage de températures (PID) ? Il suffirait de mettre simplement le Gcode M104 (ou M109 si tu veux attendre la consigne de température) à la place du Gcode étendu «PID_CALIBRATE HEATER=tete-ou-lit TARGET=temperature-tete-ou-lit-voulue Idem pour la seconde mise en préchauffage (pour le lit) avec des M140 (M190) Ou encore utiliser les Gcodes étendus ( TEMPERATURE_WAIT ou SET_HEATER_TEMPERATURE ). En remplaçant PID_CALIBRATE par SET_HEATER_TEMPERATURE dans tes macros, elles devraient alors fonctionner comme attendu.1 point
-
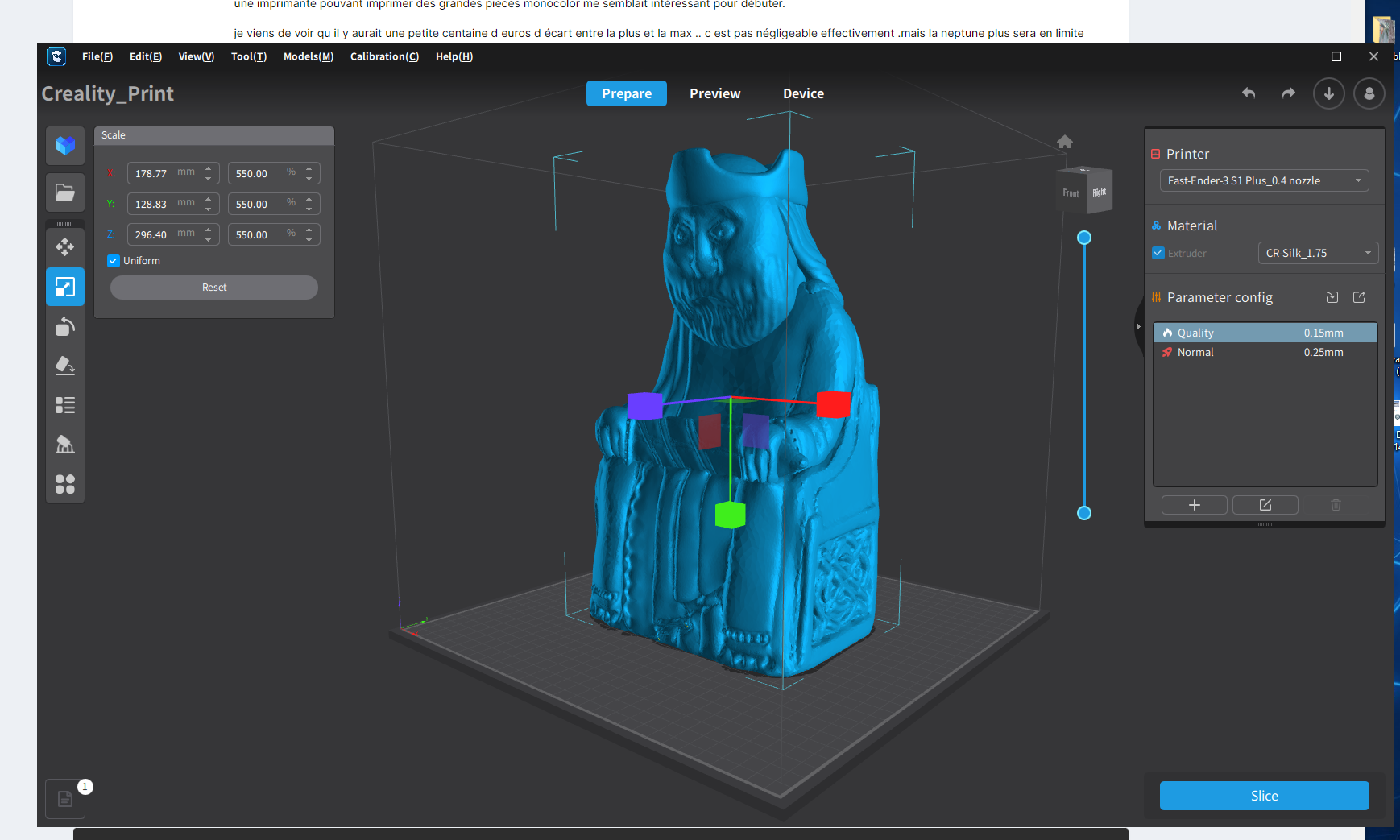
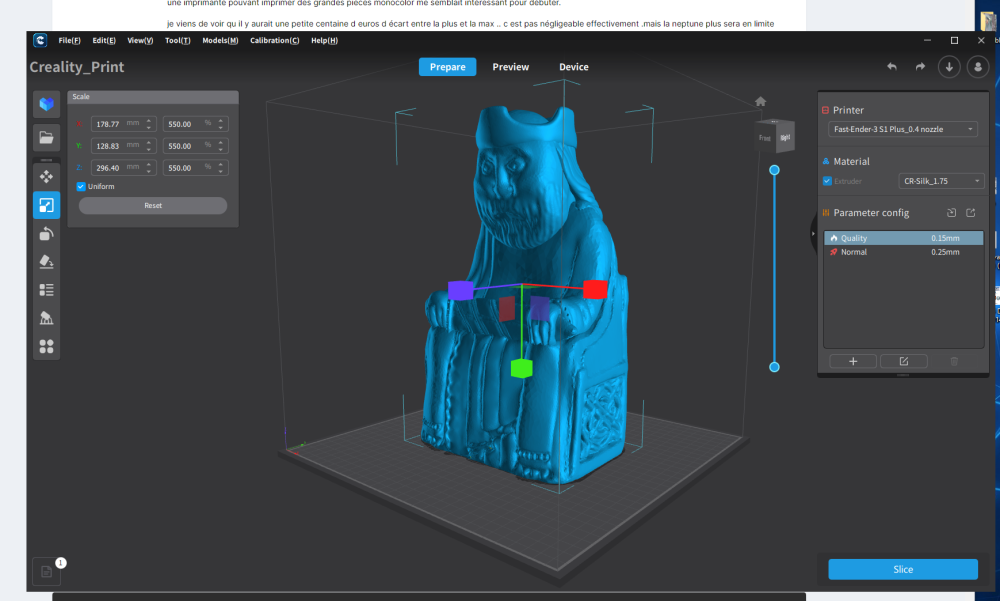
Lester les pièces tu peux si tu les crées toi-même ou les arranges, mais en 38 cm de haut selon la base (remplissage 20% et paroi 2 mm) tu dépasseras vite le kilo de filament. prévoir le changement avec un détecteur de fin de filament. Exemple un roi en 300 mm de haut : Comme tu as une maison du XII, As-tu vu les modèles de Lewis Chess qui doivent être vers l'an 800- 900 Wiking. Blanc et rouge à l'époque : https://cults3d.com/en/3d-model/game/lewis-chess-set https://www.thingiverse.com/thing:2802385
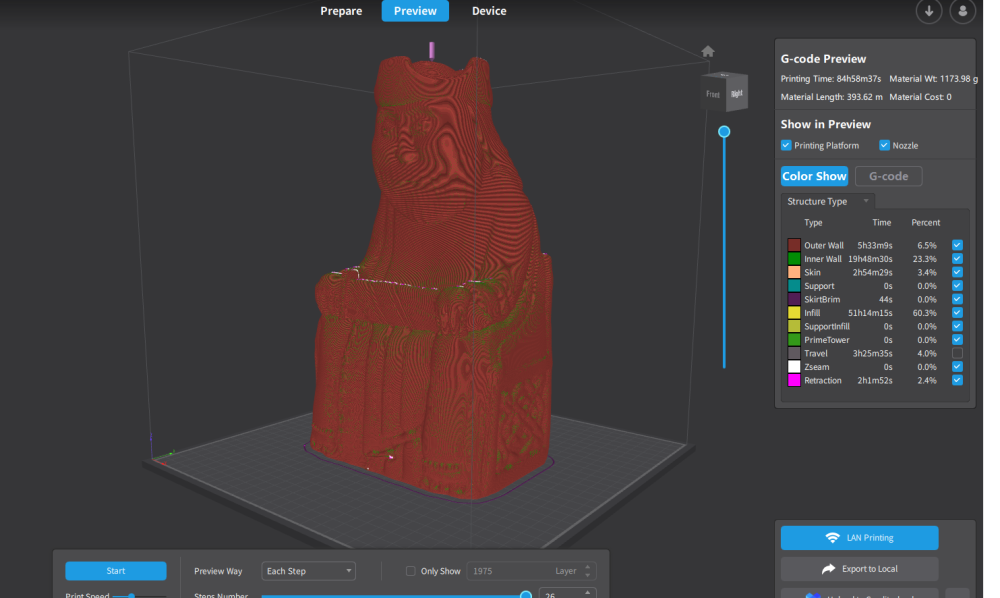
 1 point
1 point -
Je n'ai pas compris ton problème. Une recopie d'écran m'aiderait sans doute, mais comme je n'utilise pas fusion360 ta lanterne restera sans doute éteinte.1 point
-
Bonjour, Pourquoi ouvrir un deuxième sujet ?1 point
-
Non, c'est pas bon. Il faut 100mm EXACTEMENT. La mesure doit être la plus précise possible. Ta nouvelle valeur est : 138,910 steps/mm. 100mmx143.077(steps) = 14307.7 / 103mm = 138,9097 arrondi a 138.910 La vis de pression n'est pas un frein. Tu dois mettre suffisamment de pression pour un entrainement correct sans un marquage excessif, ni écrasement du filament. .1 point
-
Normalement 38cm ça passe sur une Nepture 4 plus même si je n'ai jamais testé à cette hauteur et le plateau fait 32x321 point
-
Si tu ne t'es pas trompé dans tes mesures, tu dois mettre en Esteps/mm = 143.077 Met cette valeur, sauvegarde, et recommence une calibration de l'extrudeur pour voir si tu as bien la valeur demandée. La valeur me parait bizarre, mais si tu mesures bien 100mm quand tu demandes 100mm, c'est le principal.1 point
-
Bienvenue chez les imprimeurs fous1 point
-
bjr @souriceaux sur mes plateaux PEI, c'est le PETG et le TPU qui laisse des traces, ce que j'ai trouvé de mieux c'est l'alcool isopropylique mais ça demande un peu d'huile de coude surtout sur la face texturée. Je n'ai pas remarqué ce phénomène de traces avec les autres filaments (ABS, ASA, PLA etc etc) et quelque soit la température même au dessus de 100 degrés. La brillance revenant comme a neuf après ce traitement1 point
-
Bonjour, Dans les logiciels de CAO, faire se mouvoir une pièce dans les 3 dimensions avec des filetages représentés nécessite de gros calculs. Aussi la plupart du temps, les filetages ne sont représentés que par leur perçage. Cela dit, il faut activer leur représentation pour que le filetage soit présent dans le fichier de sortie (stl, 3mf, ...) Si cela peut aider dans votre débat... mais je ne connais pas Solidworks.1 point
-
Tu ne vas ennuyer personne : sur un forum, les gens répondent s'ils savent et s'ils sont disponibles ... et s'ils ont envie car certaines demandes peuvent rebutées par l'impolitesse ou le manque d'efforts dans la rédaction. Personnellement et sans agressivité aucune, il est souvent difficile de te comprendre car ton texte est mal écrit (fautes, ponctuation, ...) et tes remarques sont parfois désobligeantes. J'écris cela pour t'inciter à plus d'efforts, pas pour te rebuter ou te vexer. D'avance merci.1 point
-
Bonjour, Ca ne fera aucun mal que de passer la bobine au four pour exclure l'humidité...1 point
-
Mon imprimante en fait a deux tètes d'impression, l'une heurté les paroies qui faisais bouger le plateau !1 point
-
Salut si tu cherche imprime les pièces d'échecs en un seul morceau oui il sera en effet intéressant de prendre une imprimante 3D de ce type et la Neptune 4 Max est une bonne machine. Mais c'est une machine qui prend de la place et si c'est le seule gros projet que tu auras est utile de prendre si gros ? As tu une idée du diamètre de ton roi ? Pourquoi je te dis cela ? Car si ton diamètre est inférieur a 30cm (ce qui devrait être le cas je pense), tu peux si besoin découpé tes pièces en 2 dans le ses de la hauteur (les trancheurs comme Orace ou Prusa le permette très simplement) et il te suffira de les coller a la colle plastic, et si tu veux une finition impeccable un coup de bombe mastic, un apprêt et un coup de bombe noir et blanche. Dans ce cas des imprimantes comme la Neptune 4 Plus (pour rester sur elegoo, mais y a d'autre marque possible) suffira amplement.1 point
-
Fraîchement reçu


 1 point
1 point -
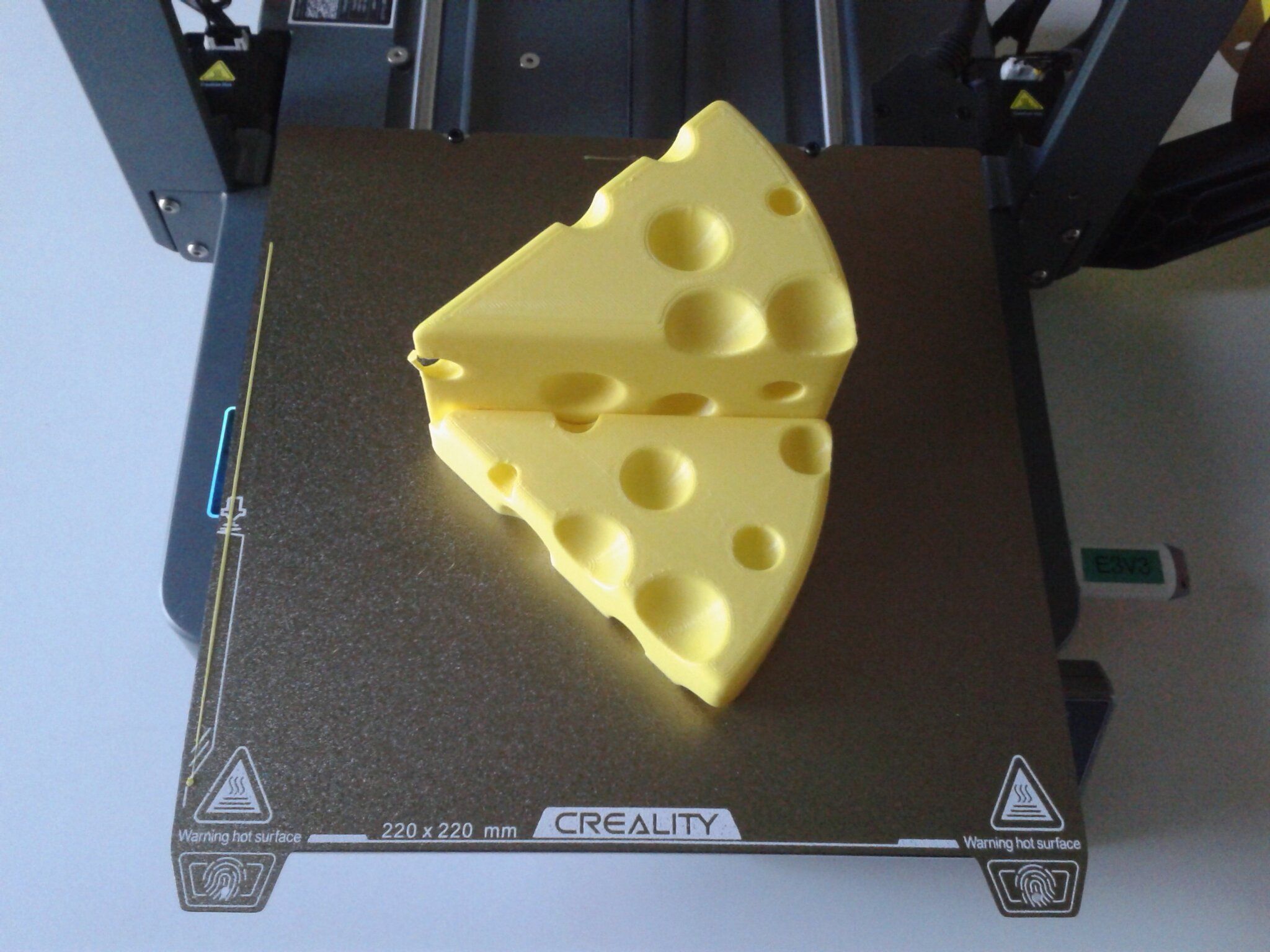
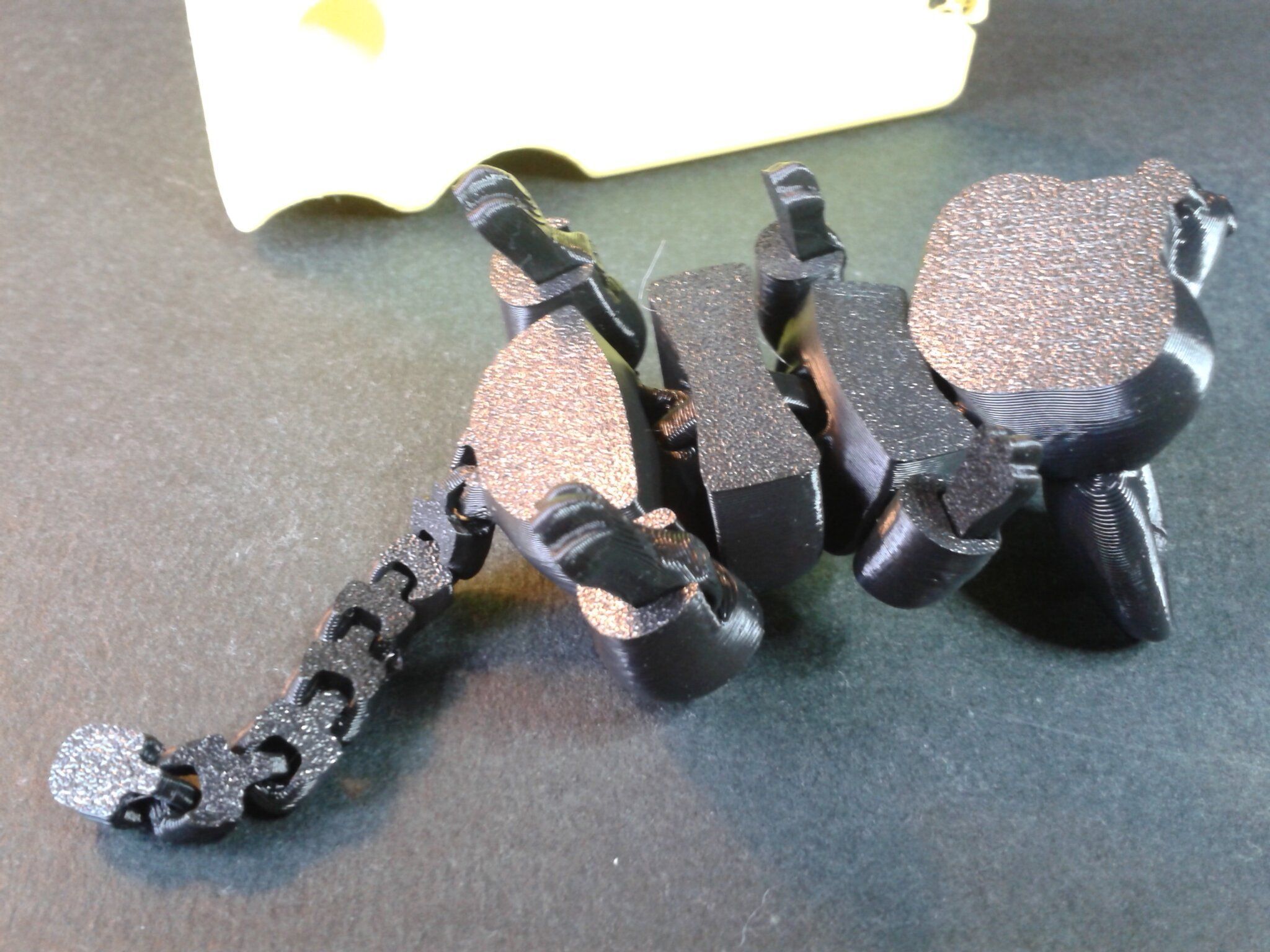
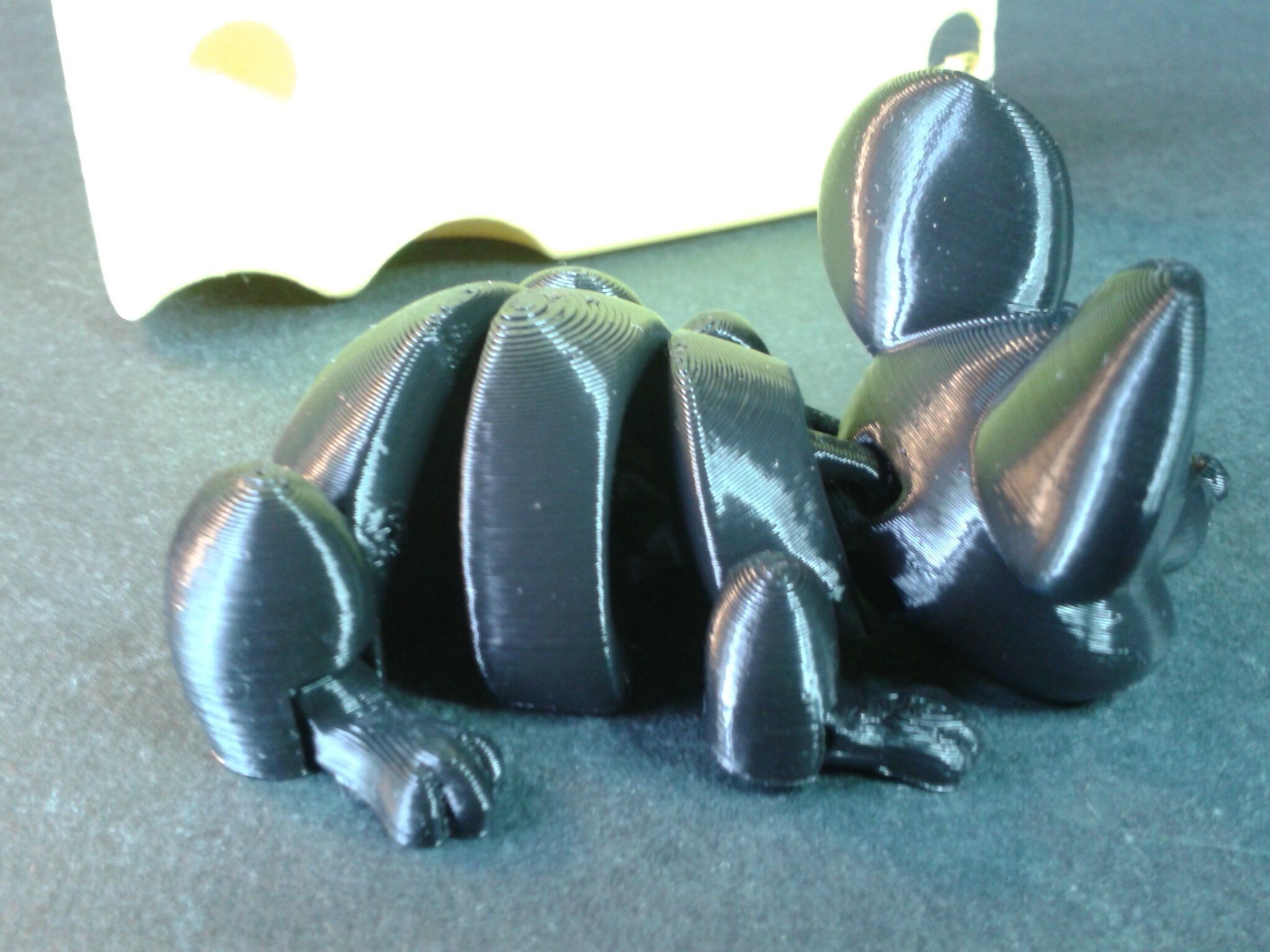
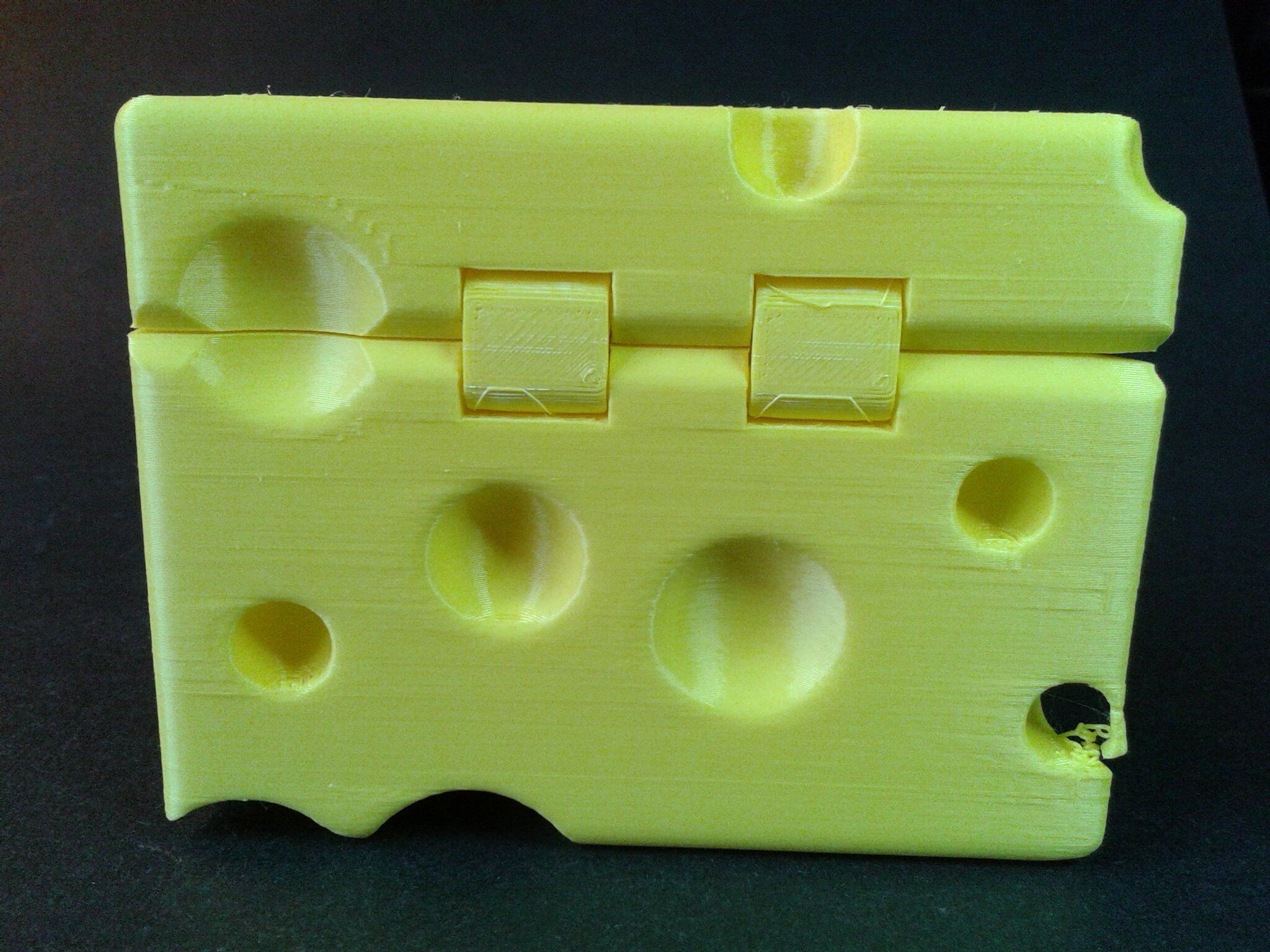
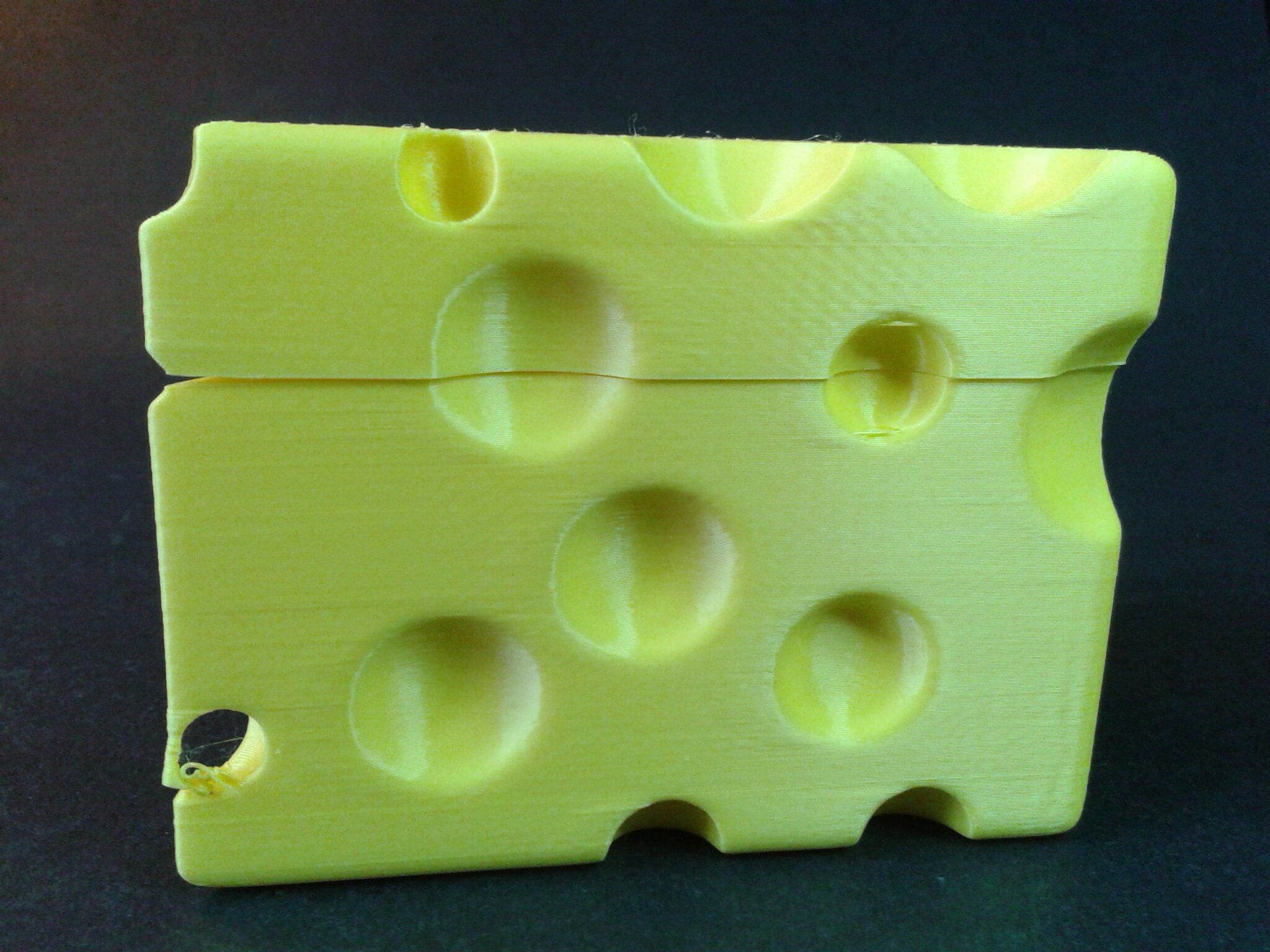
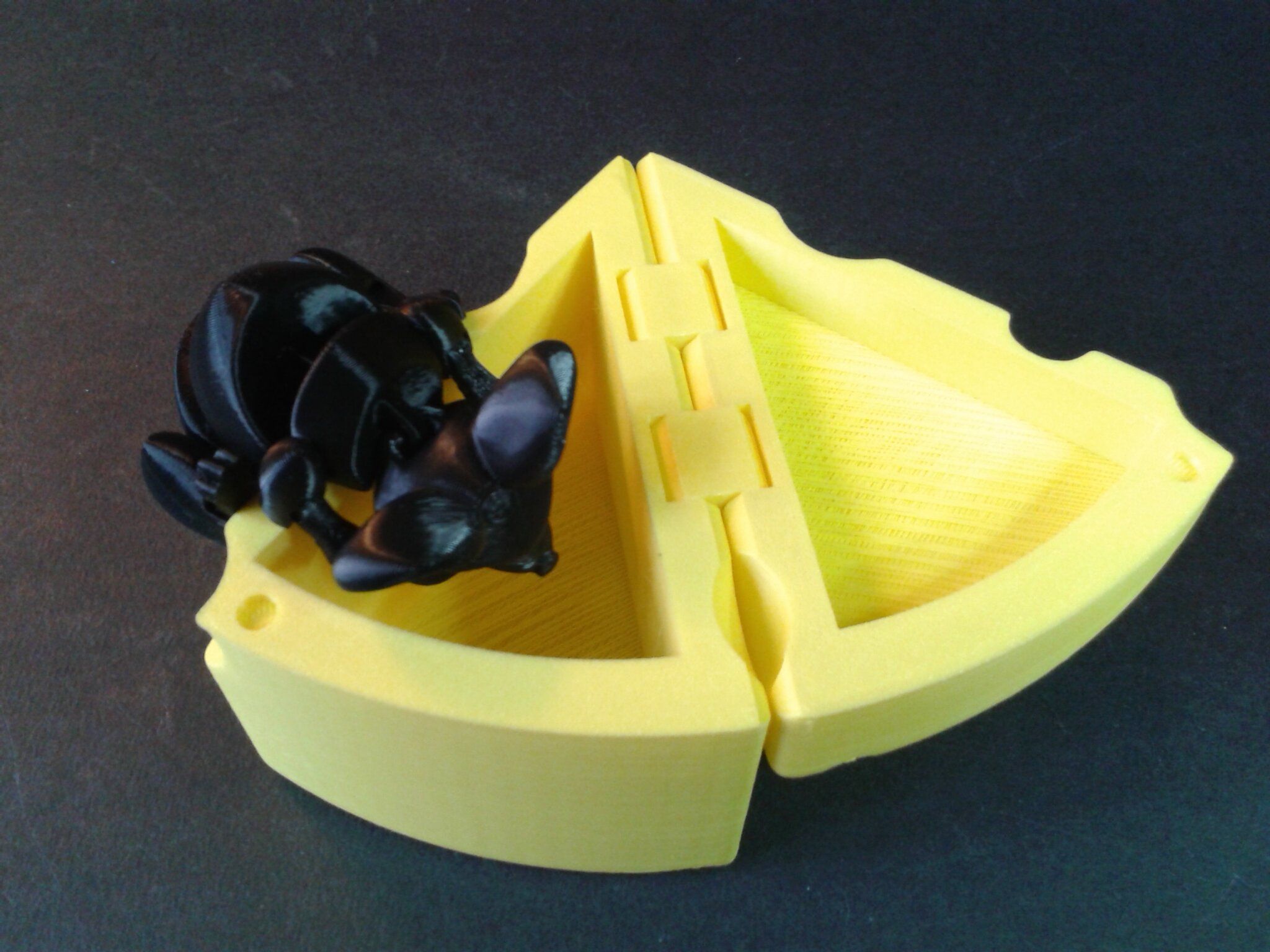
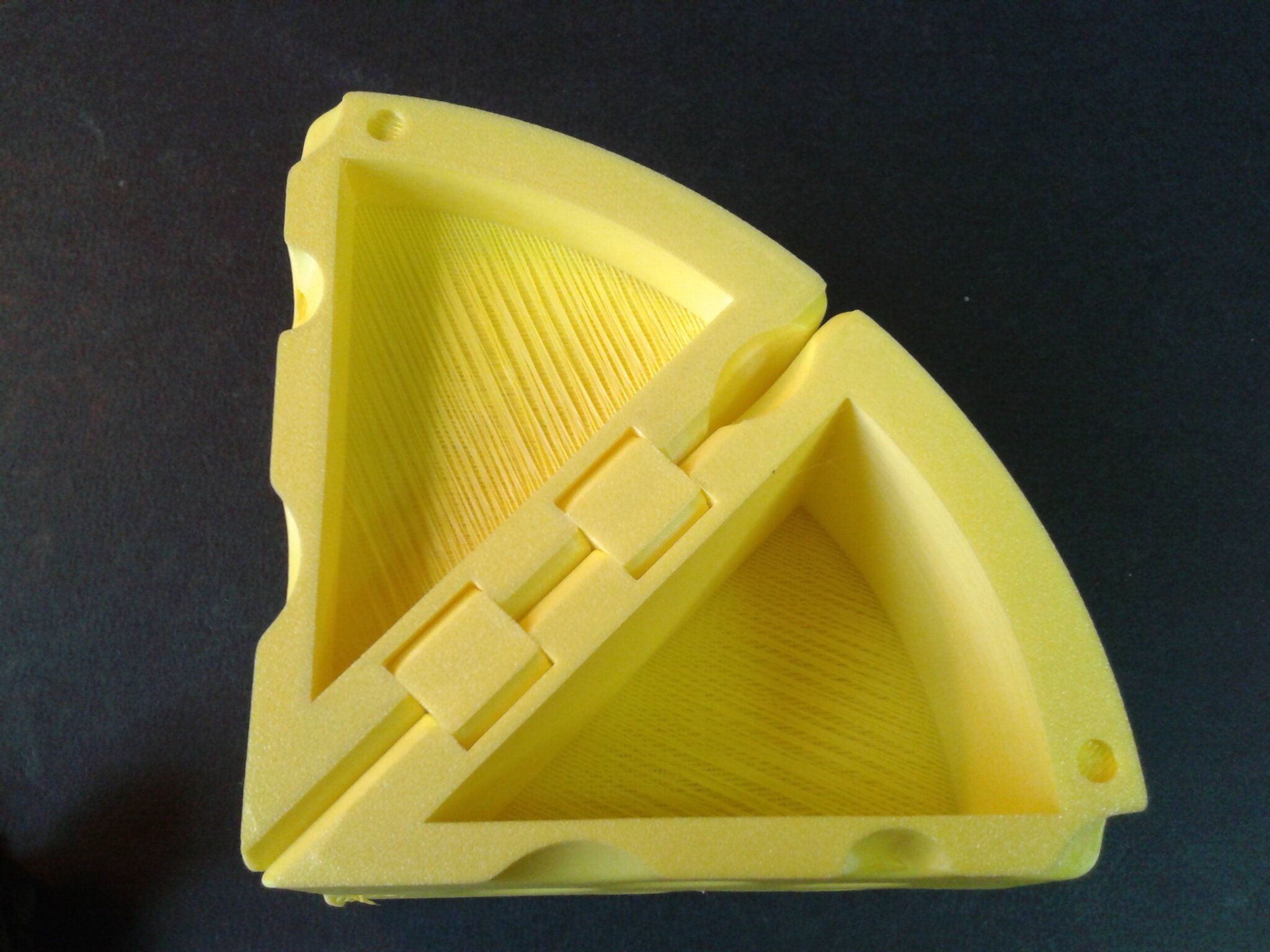
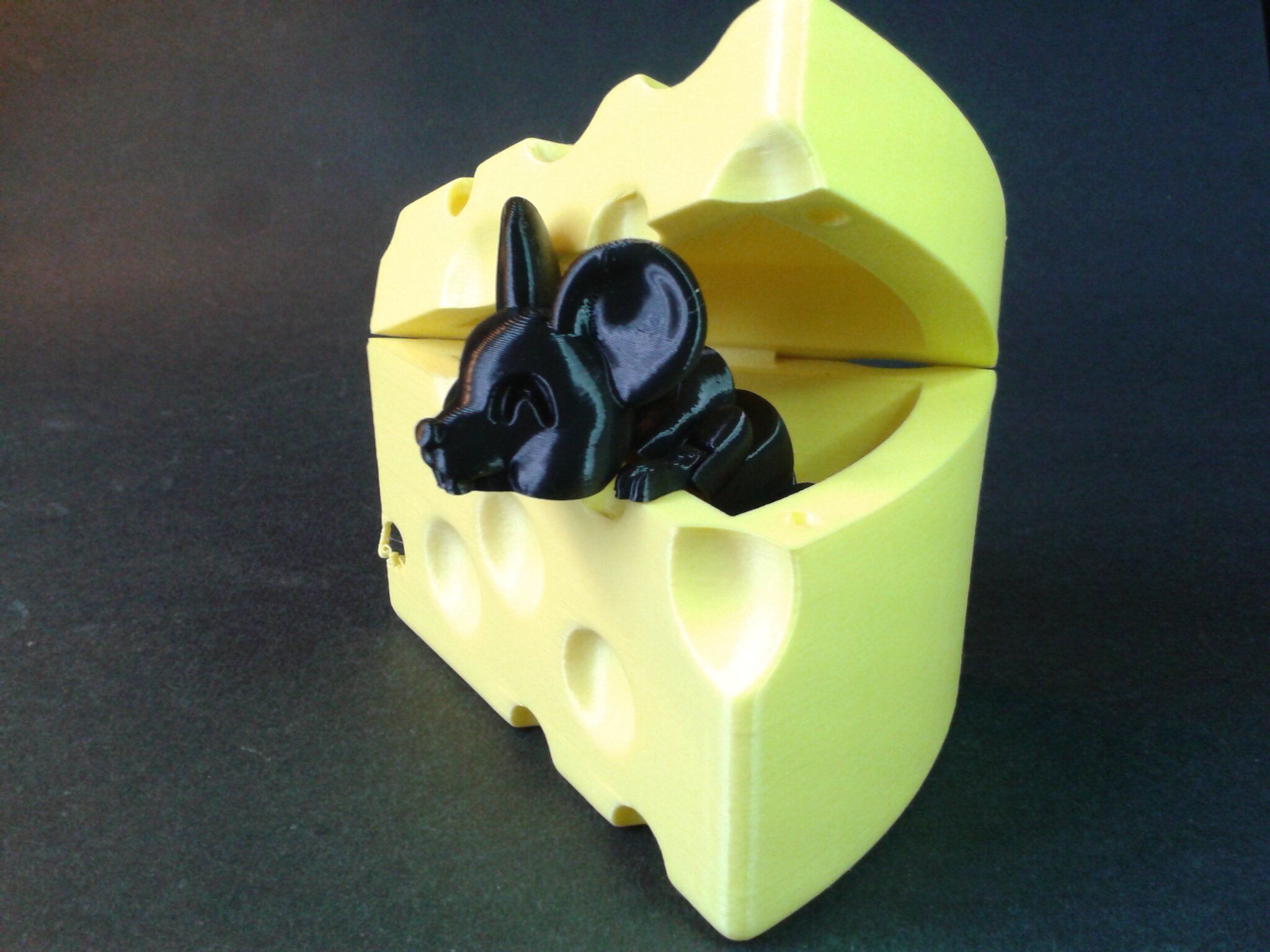
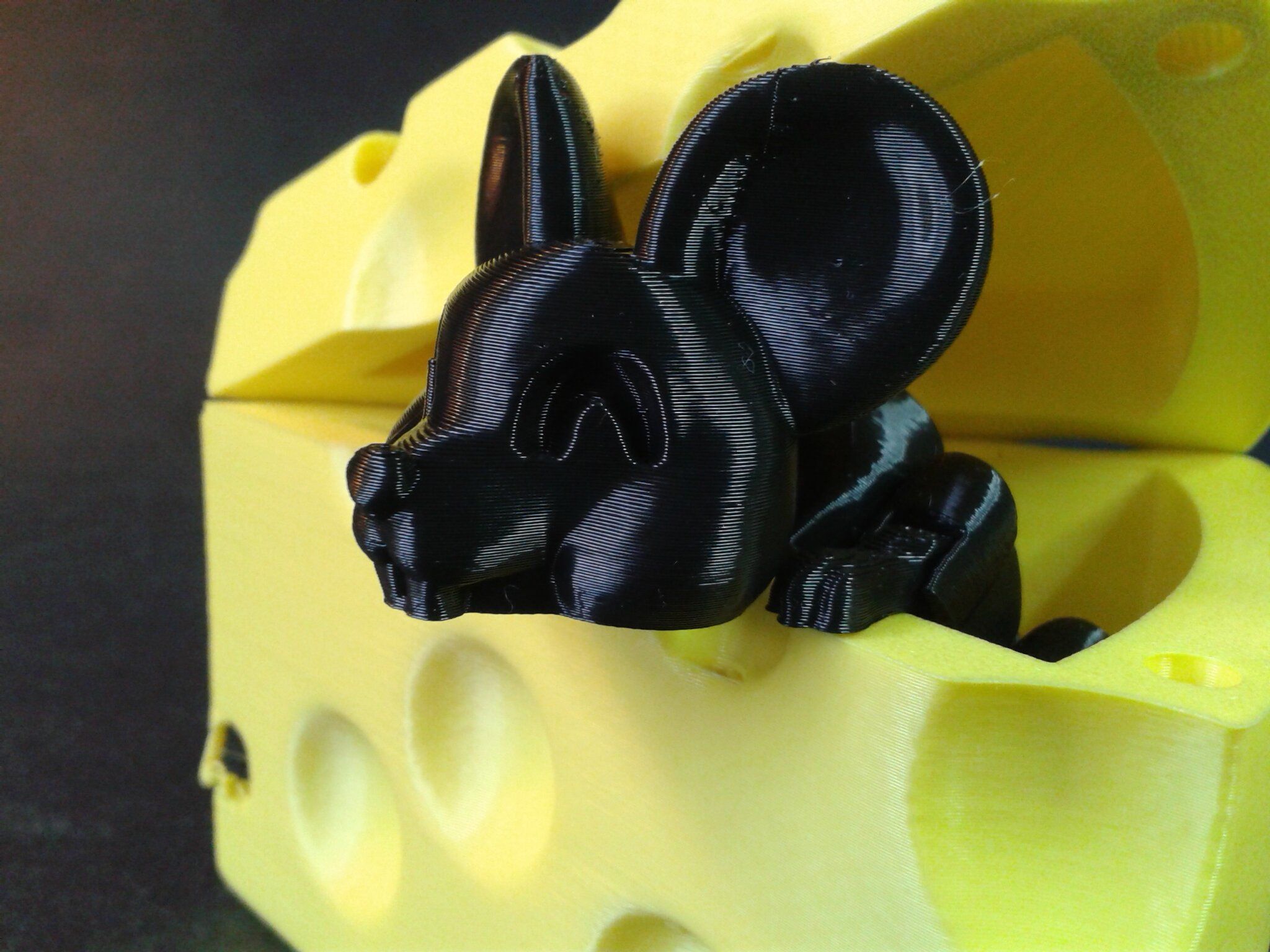
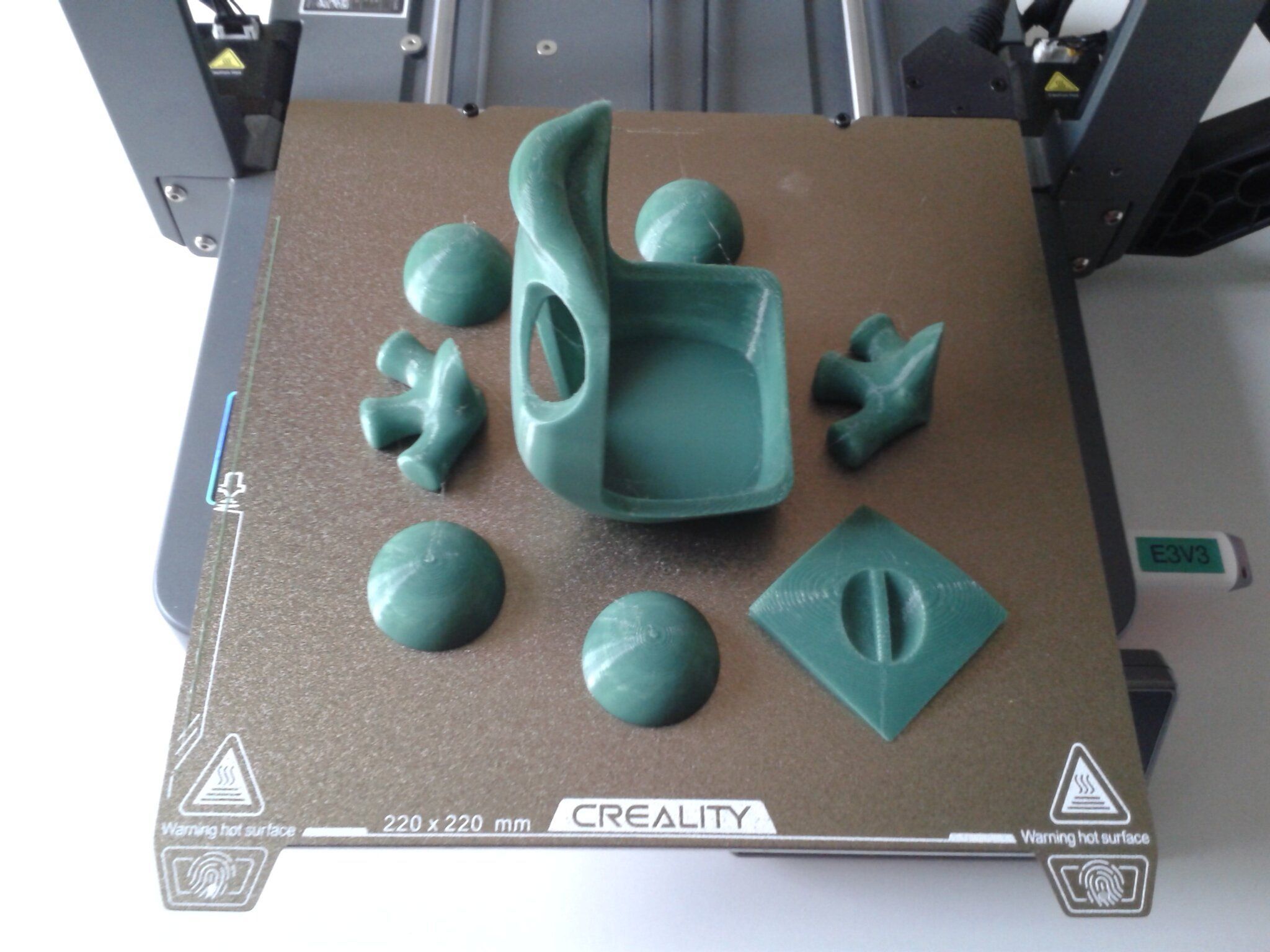
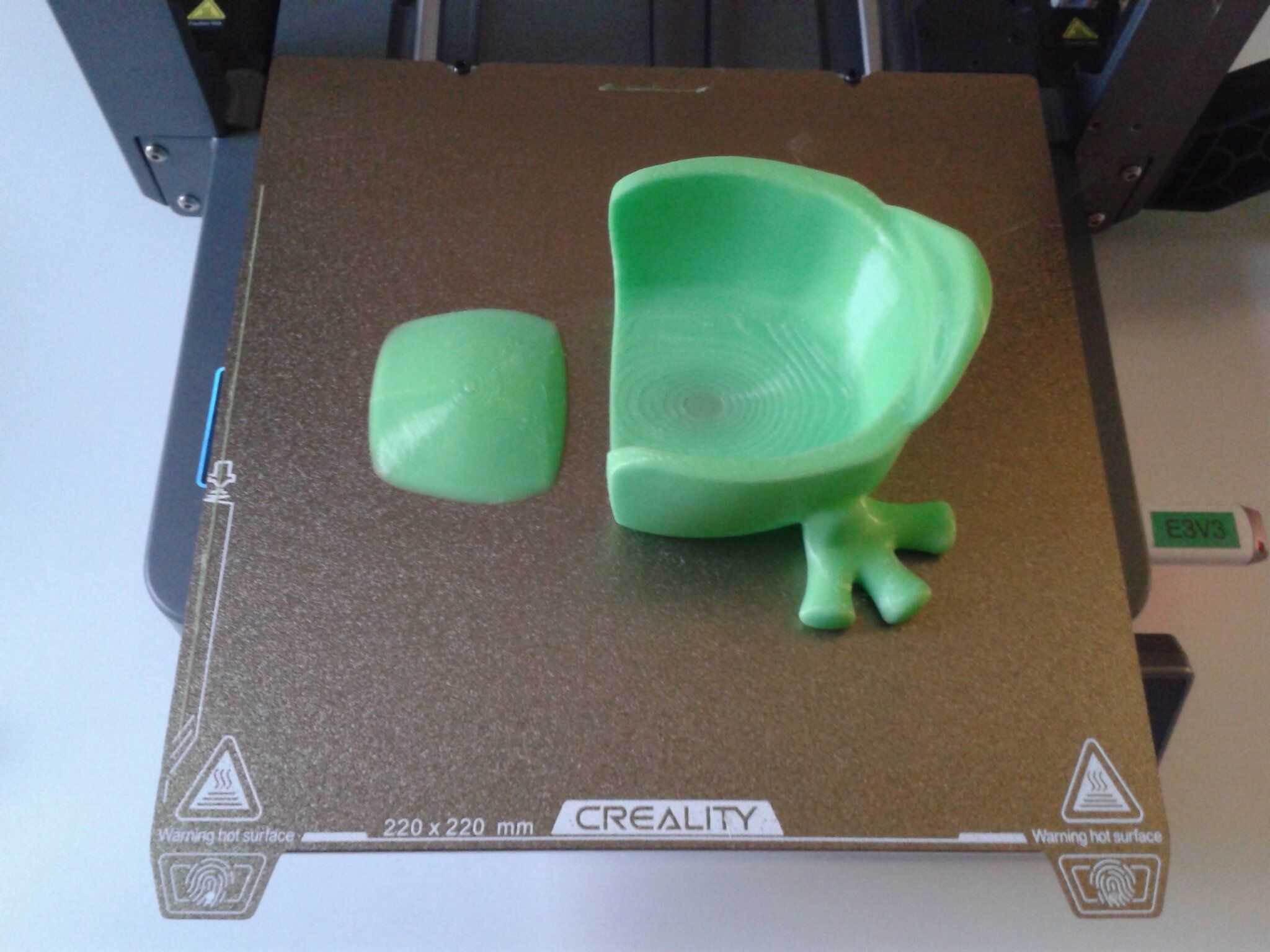
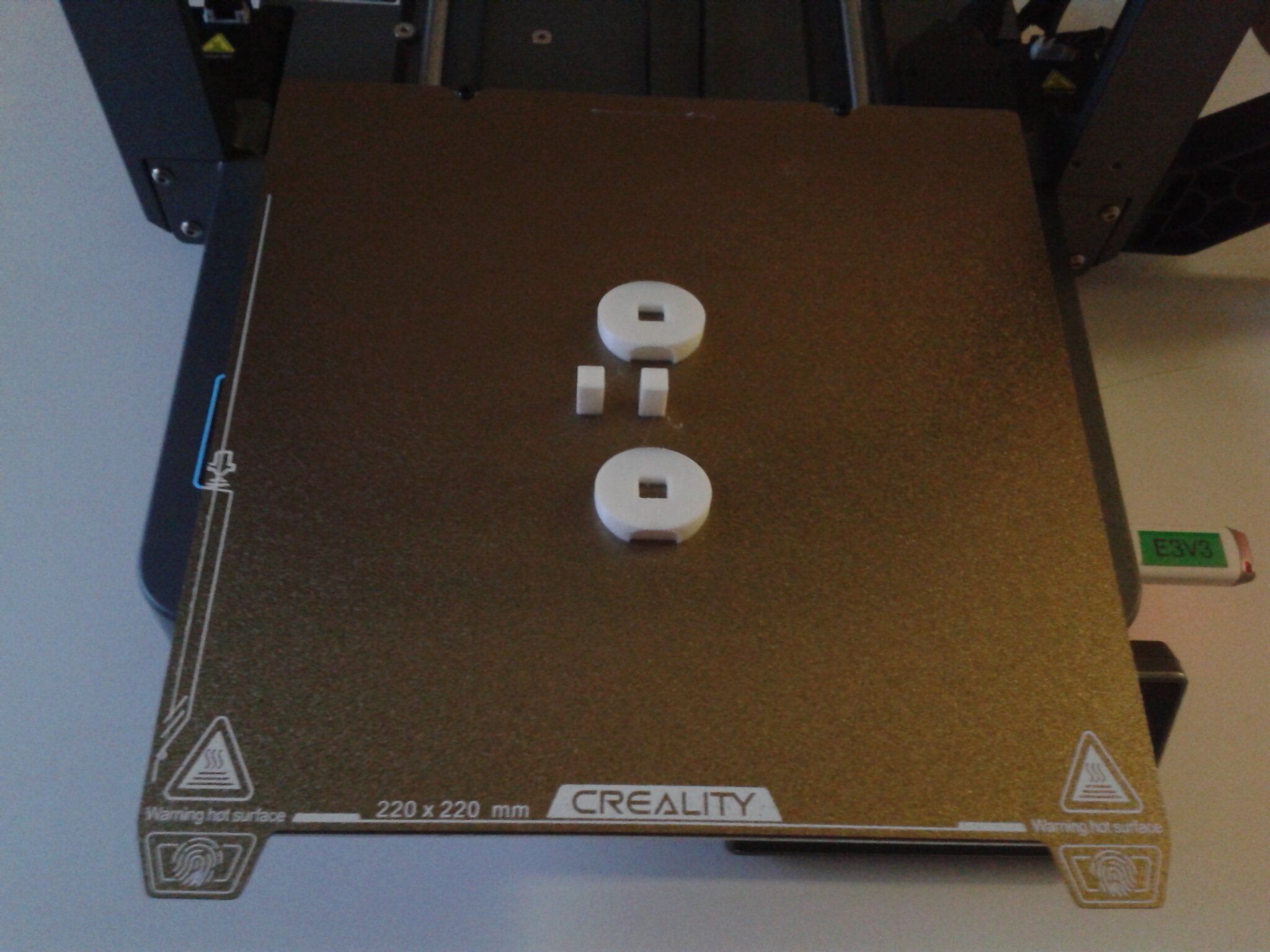
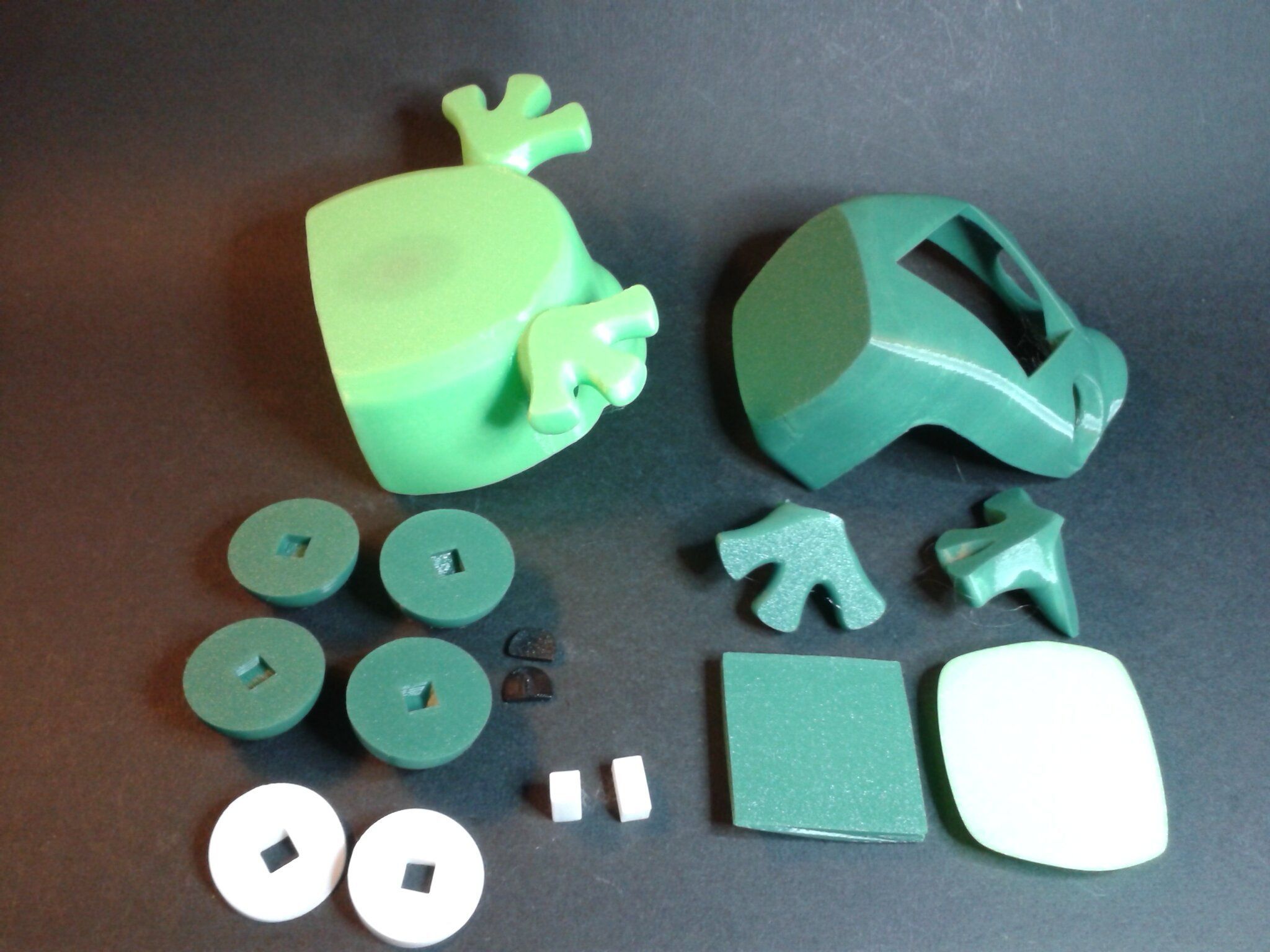
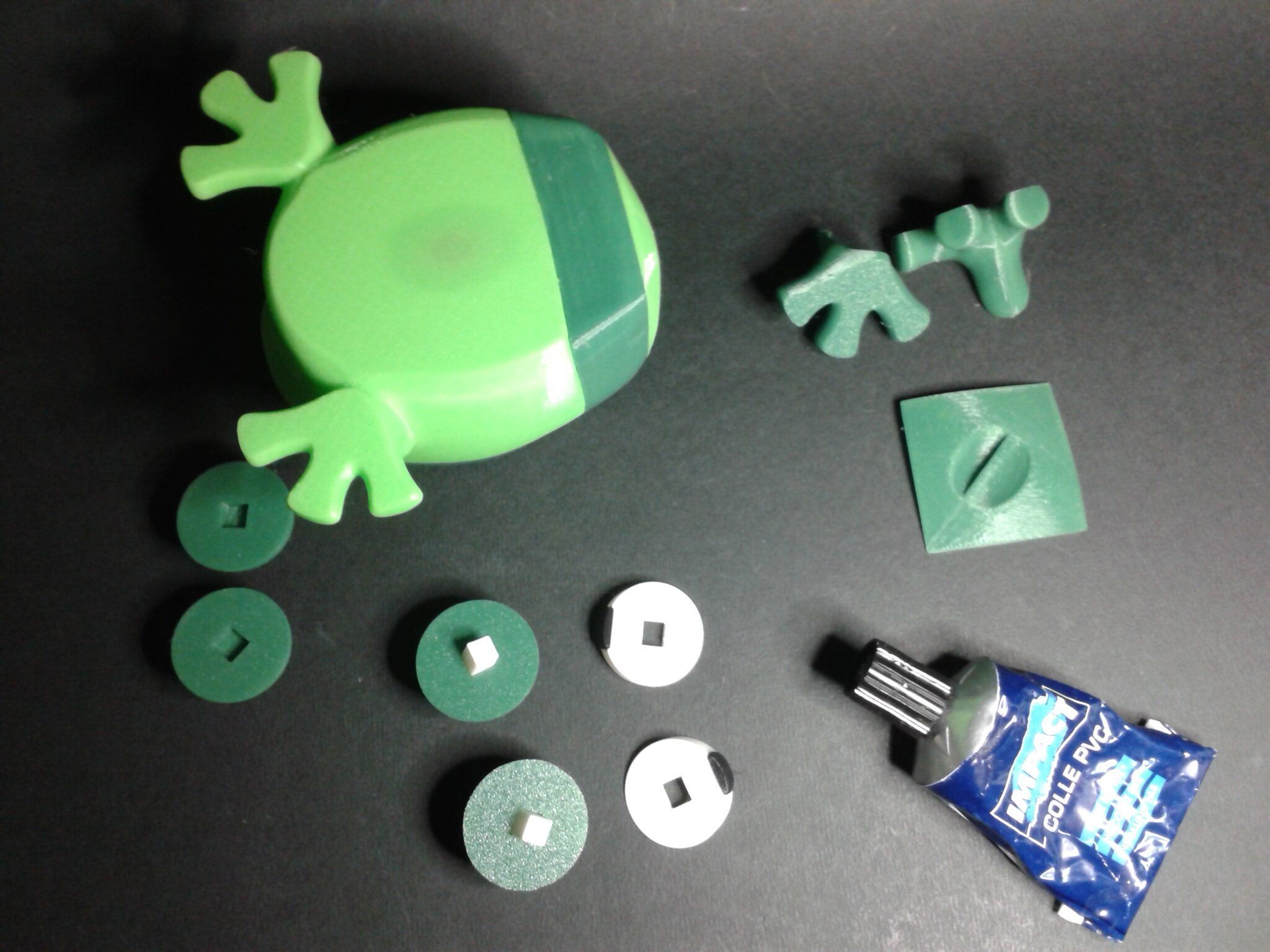
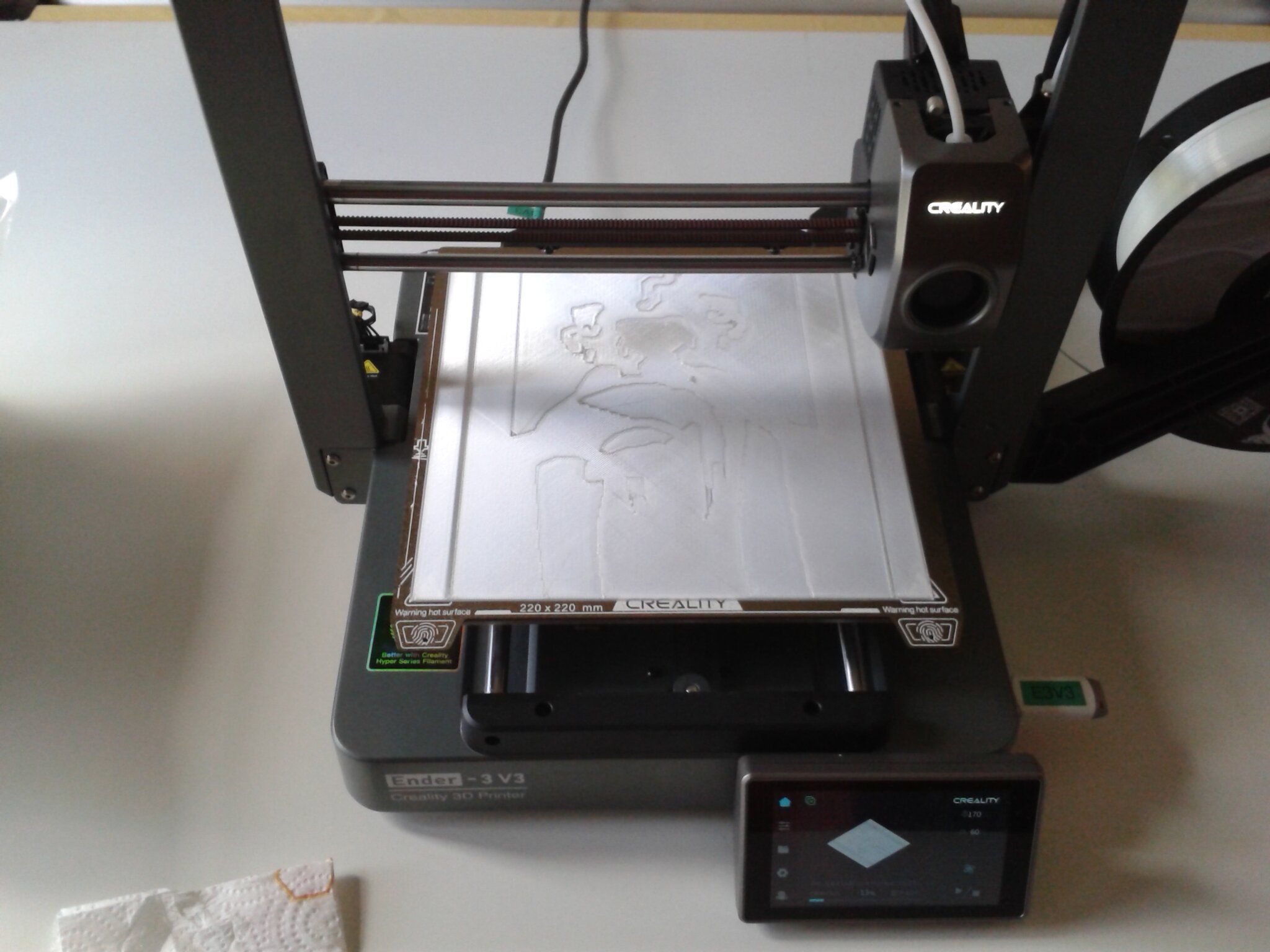
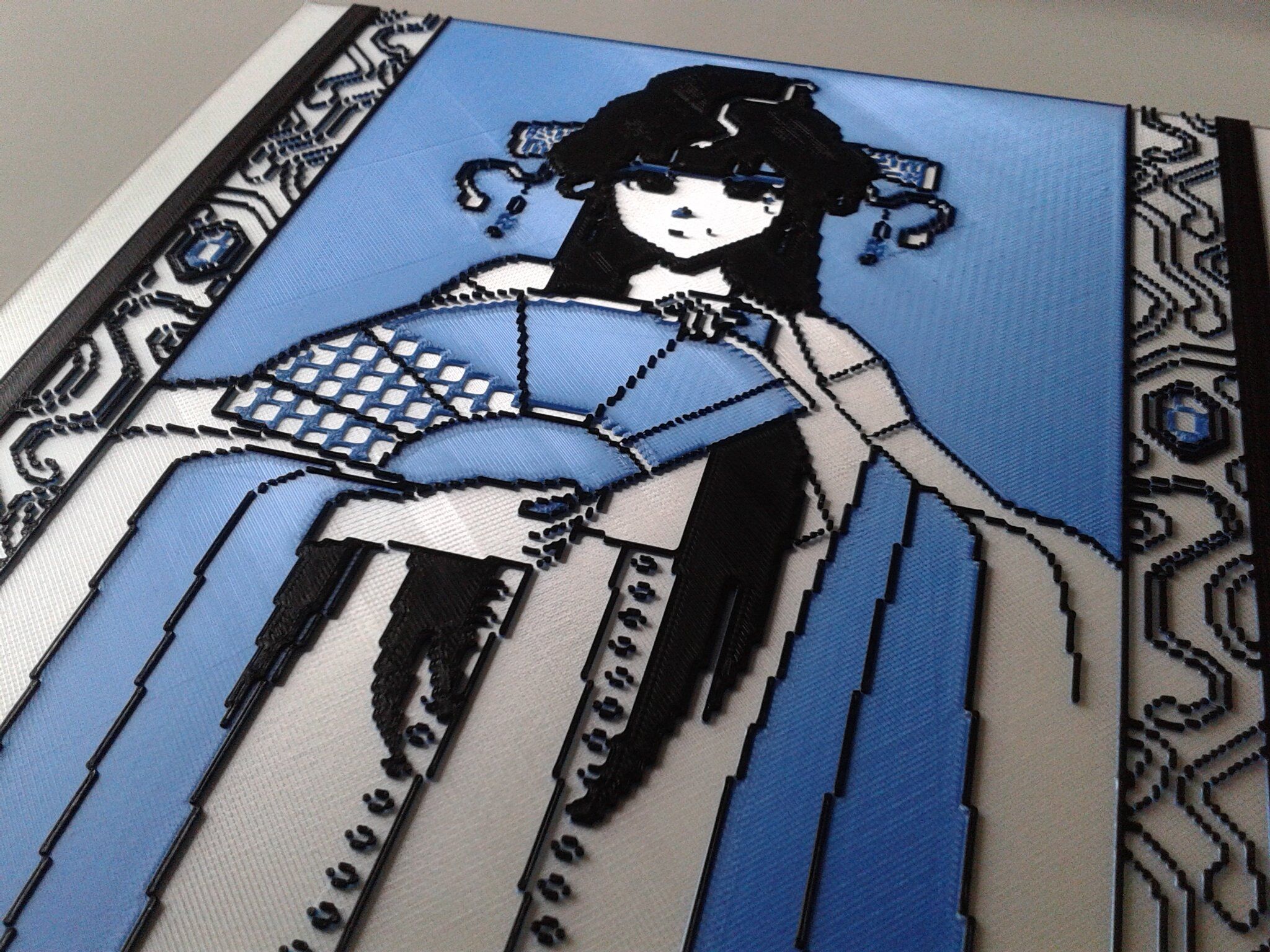
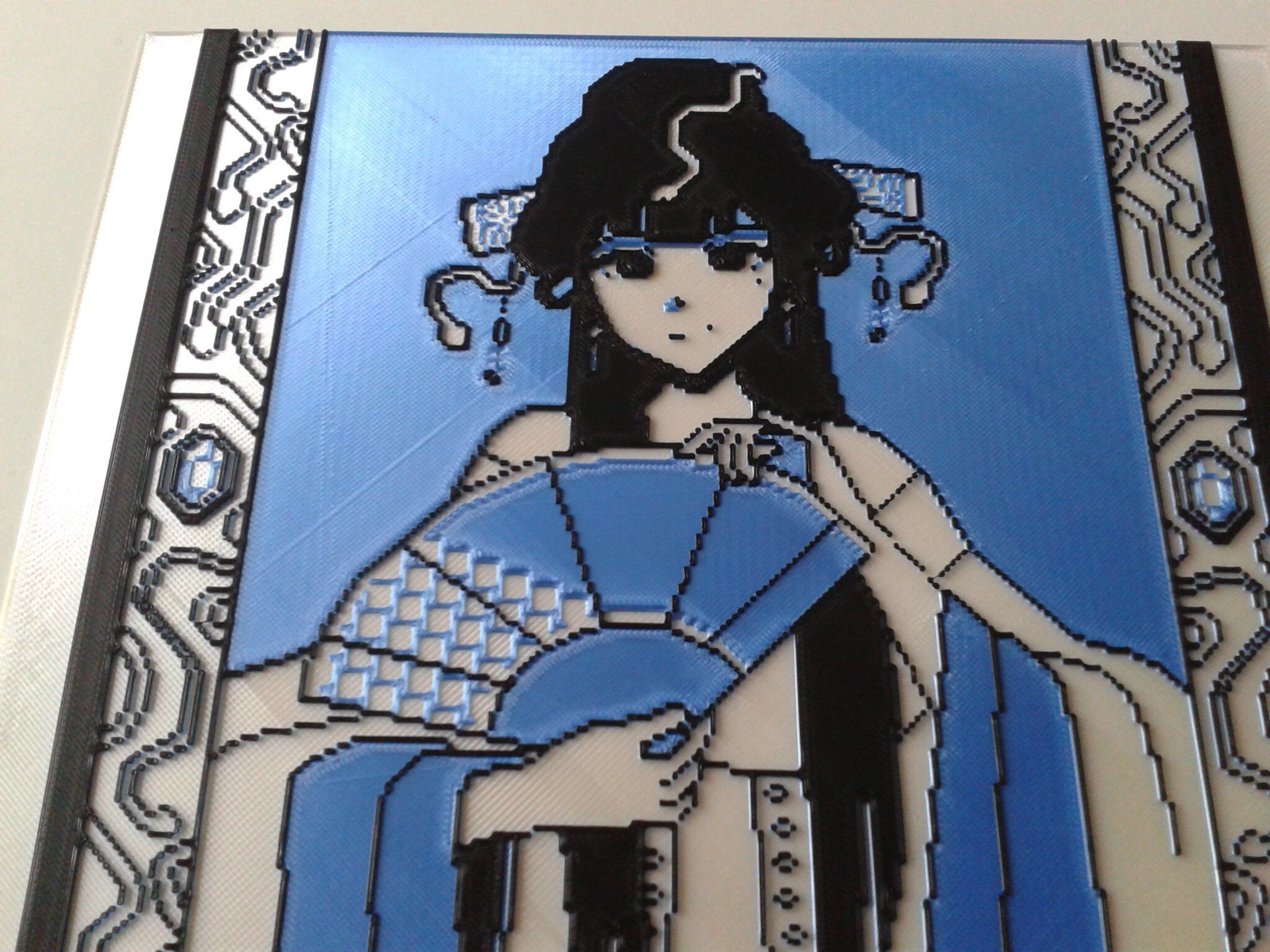
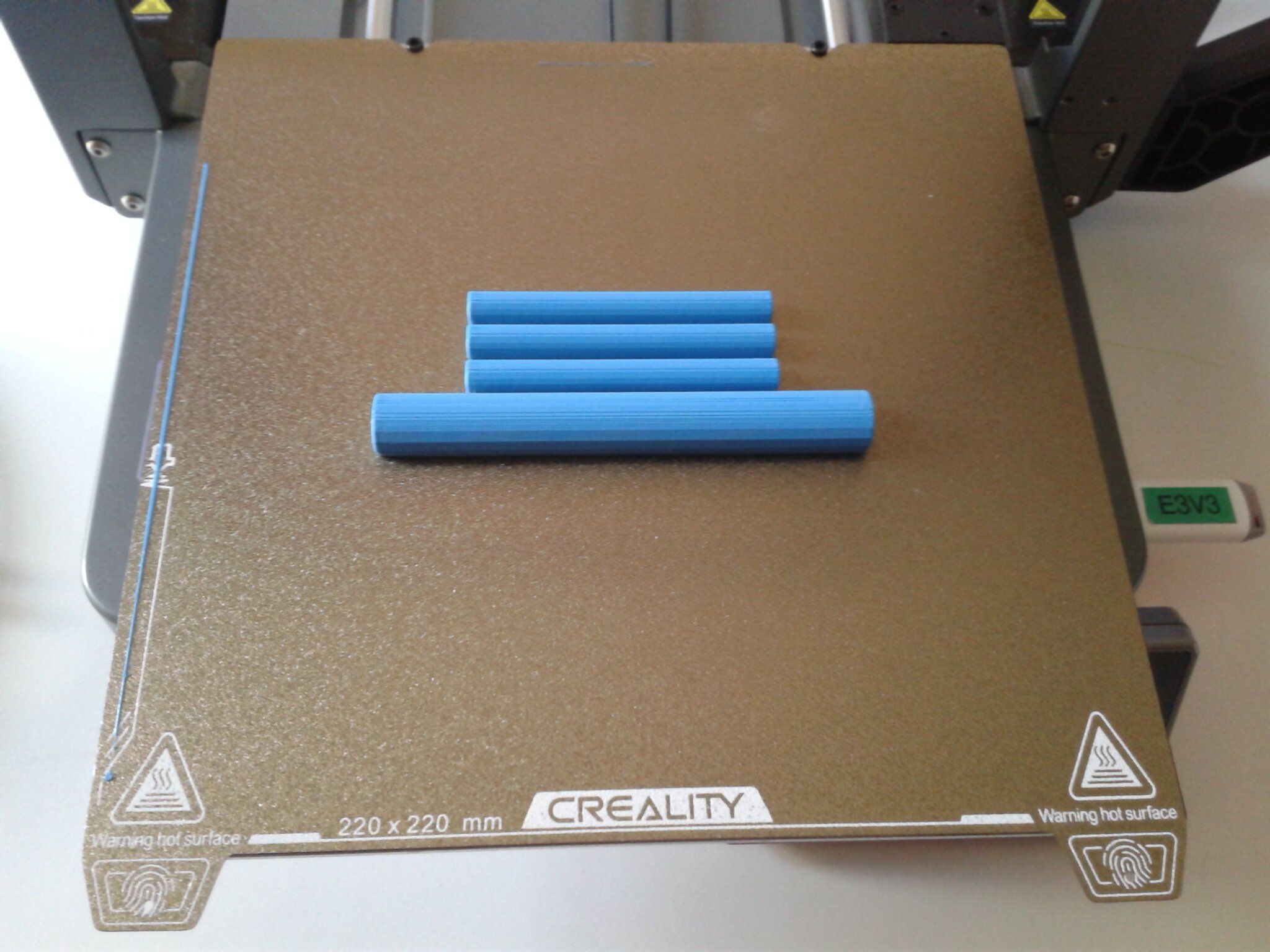
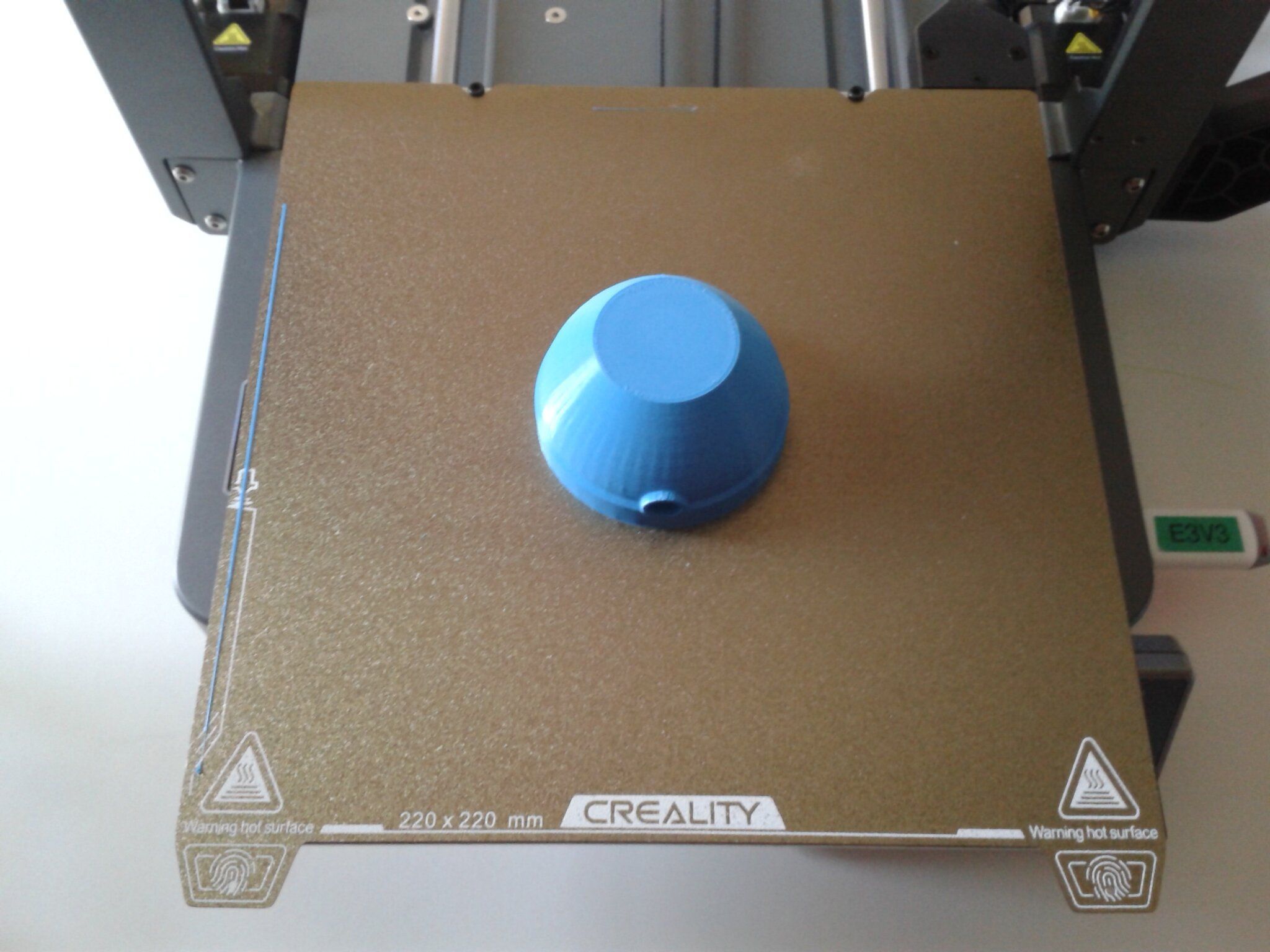
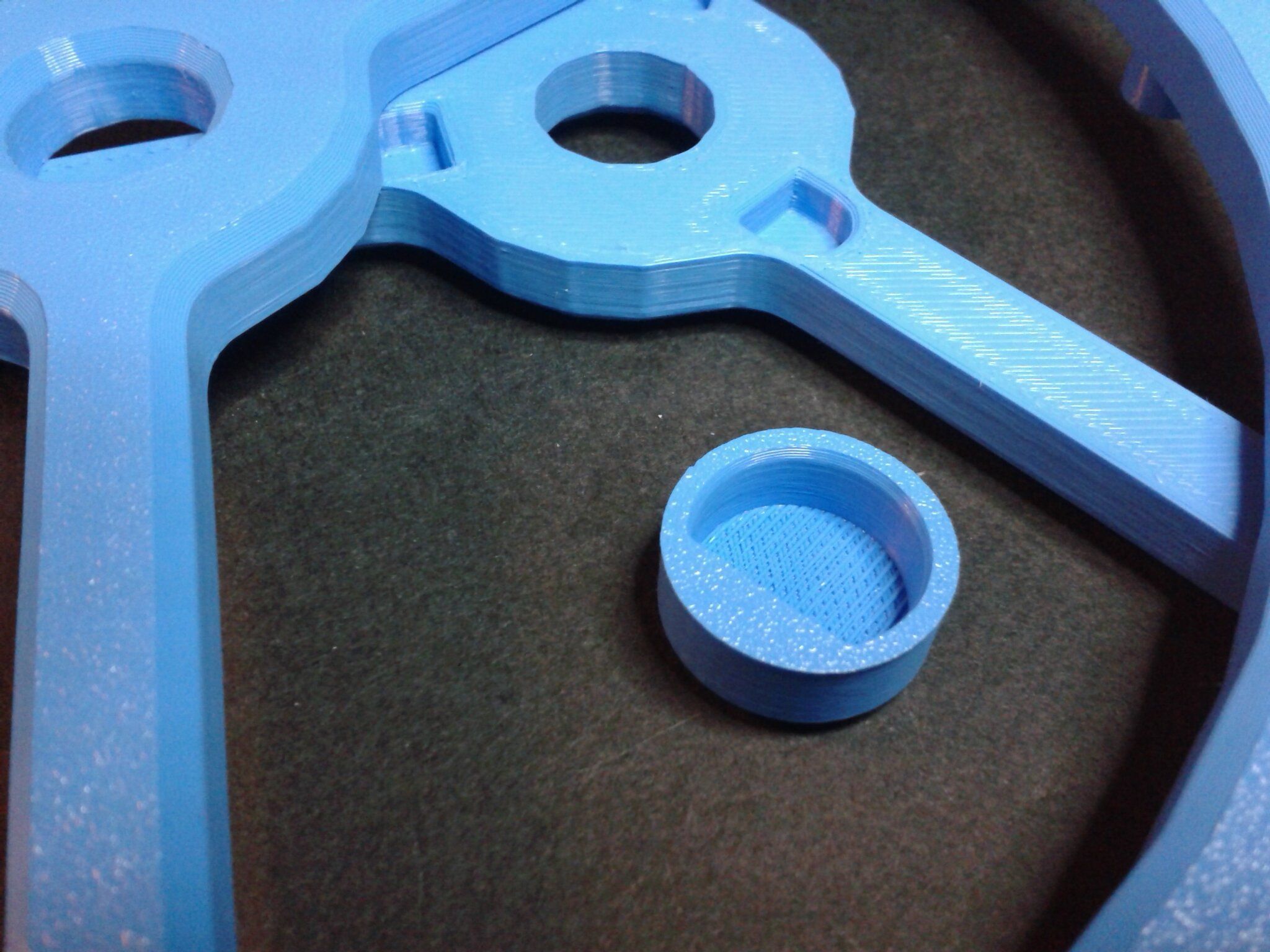
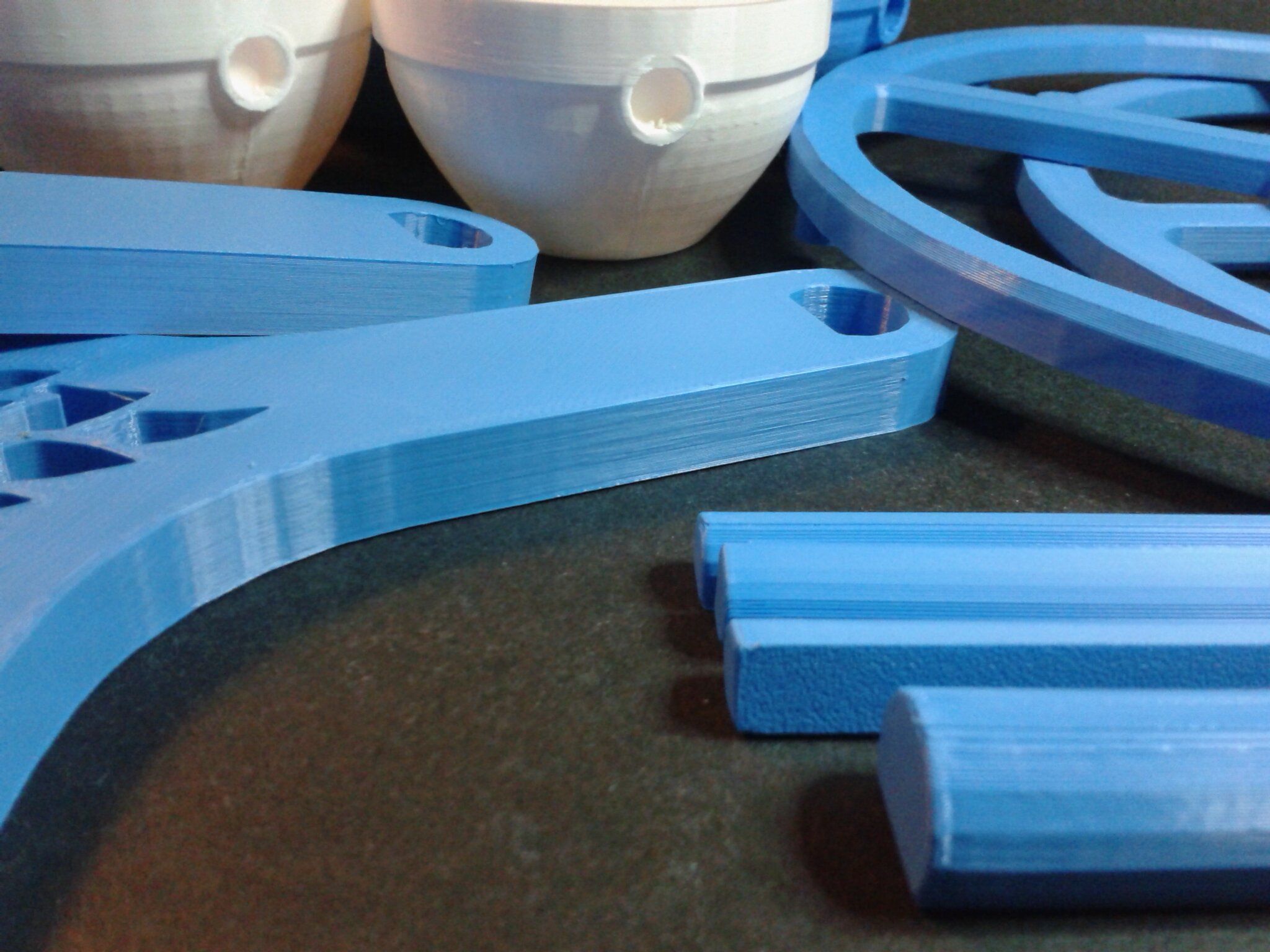
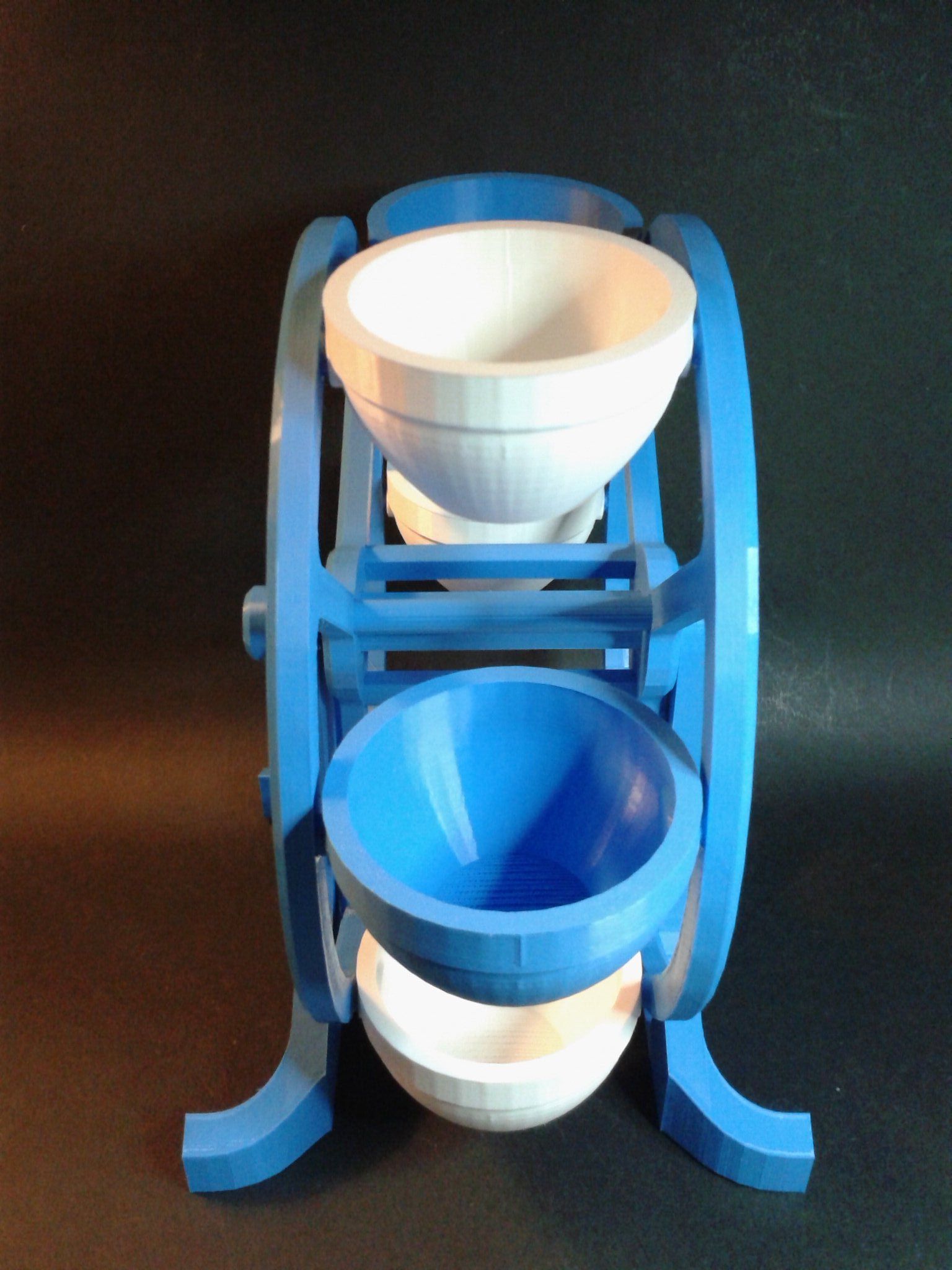
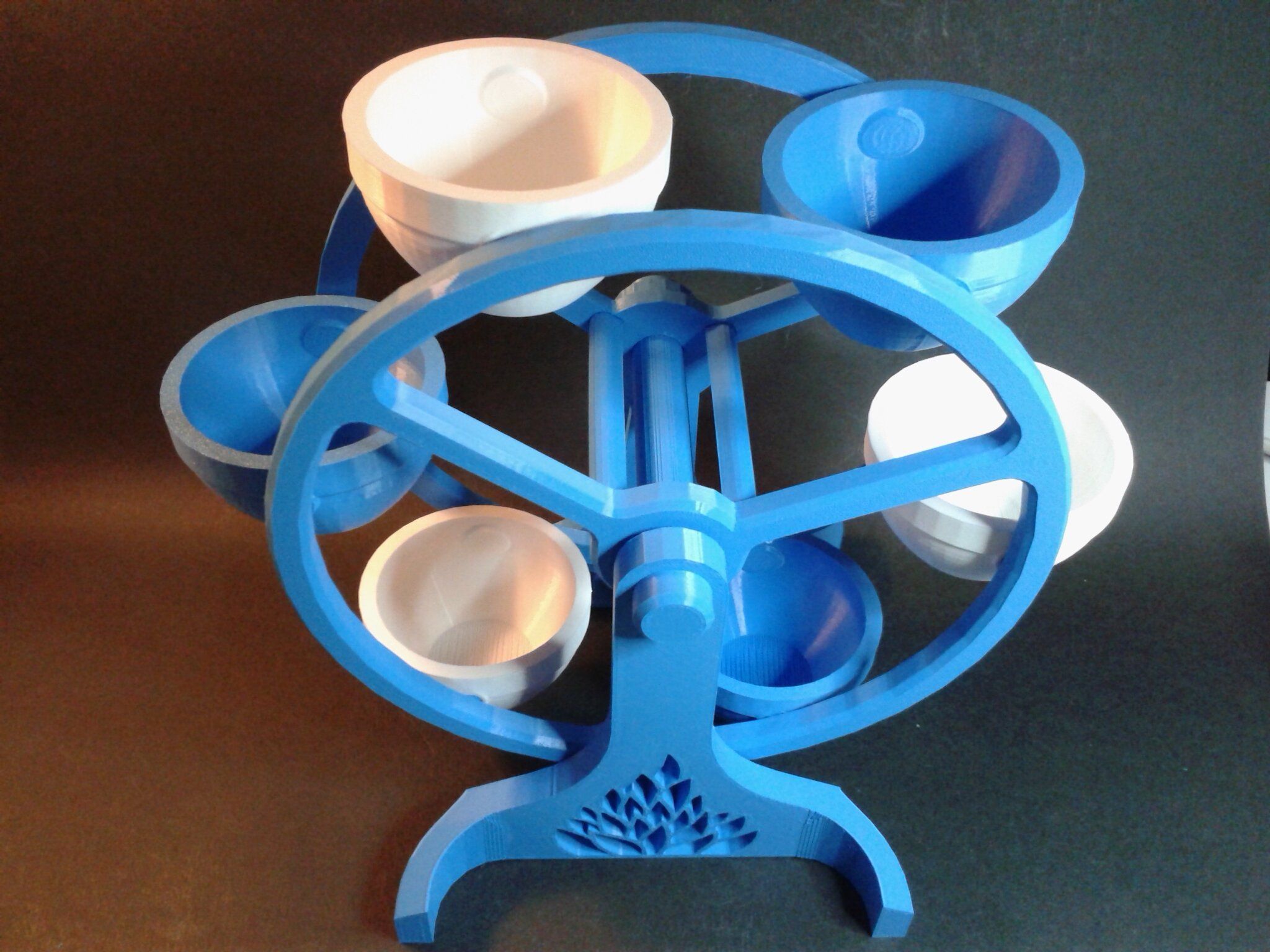
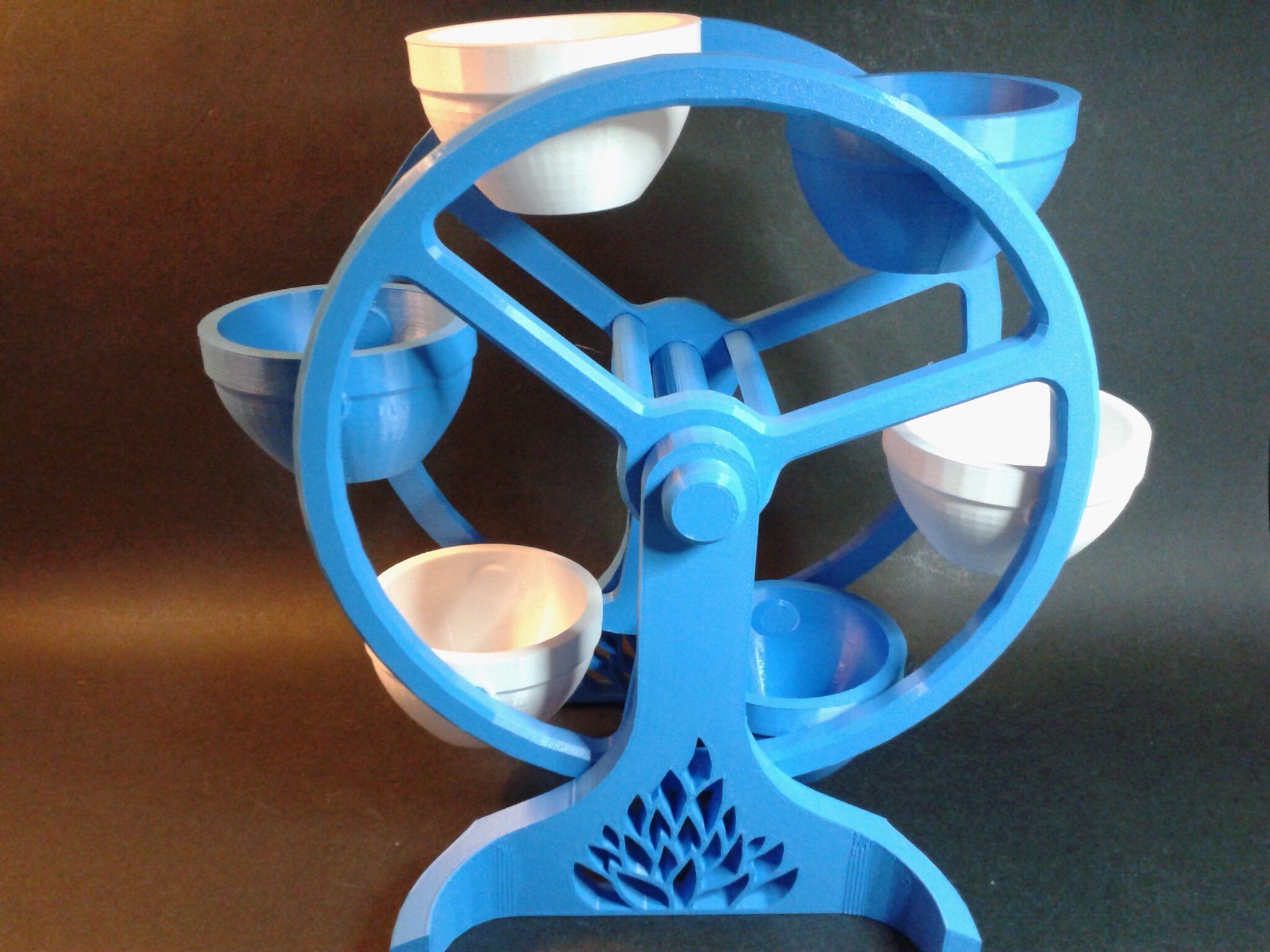
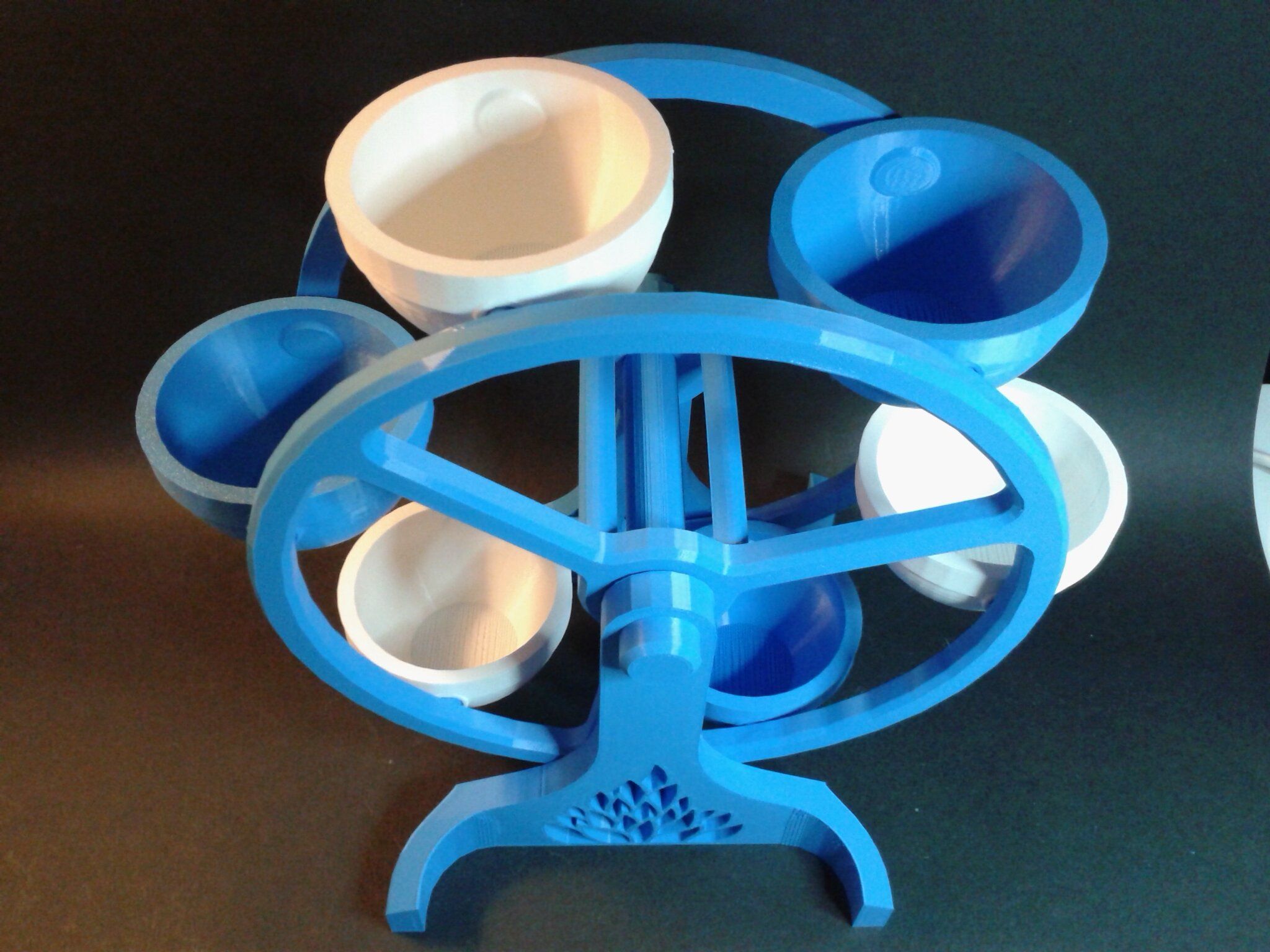
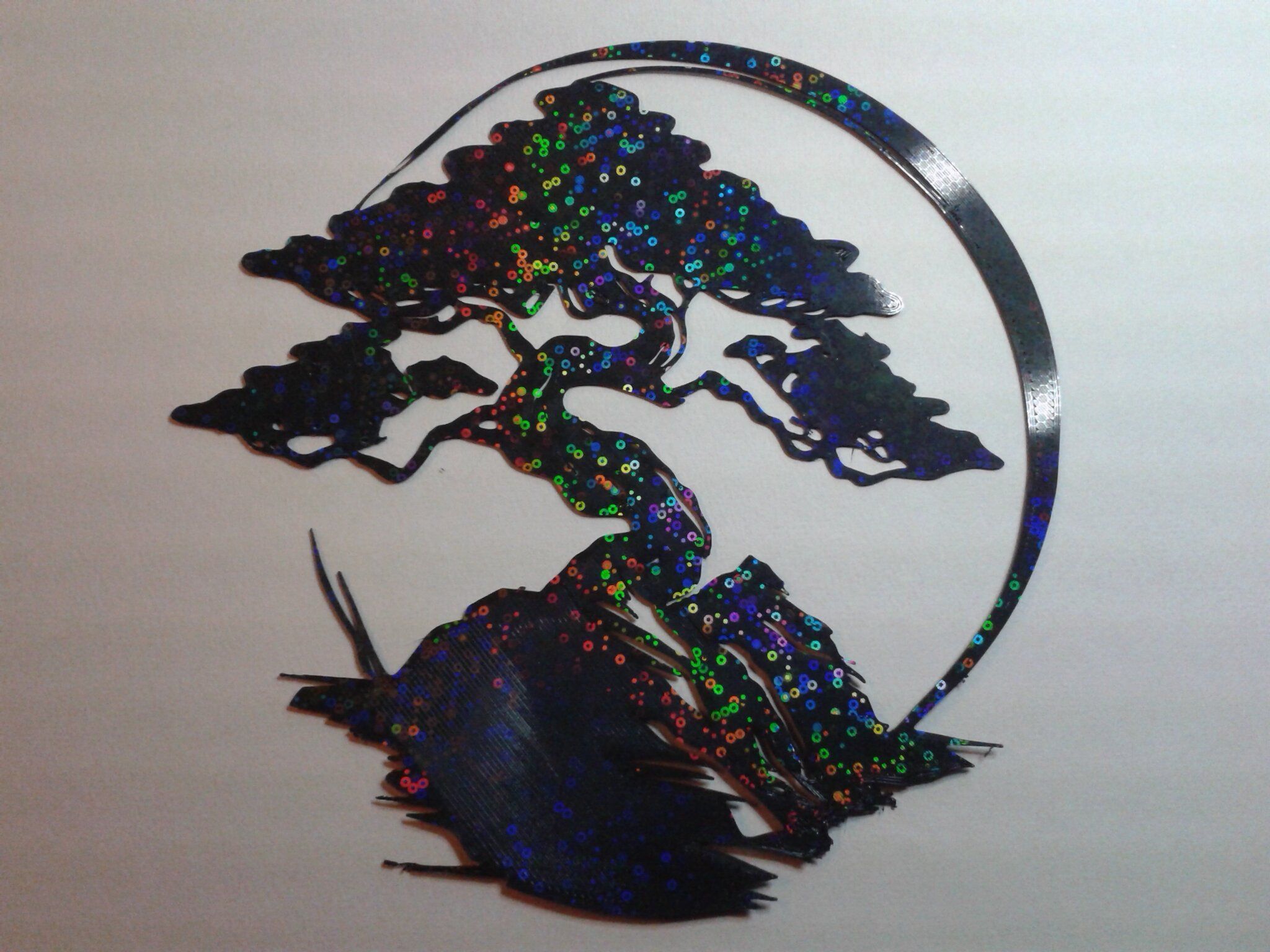
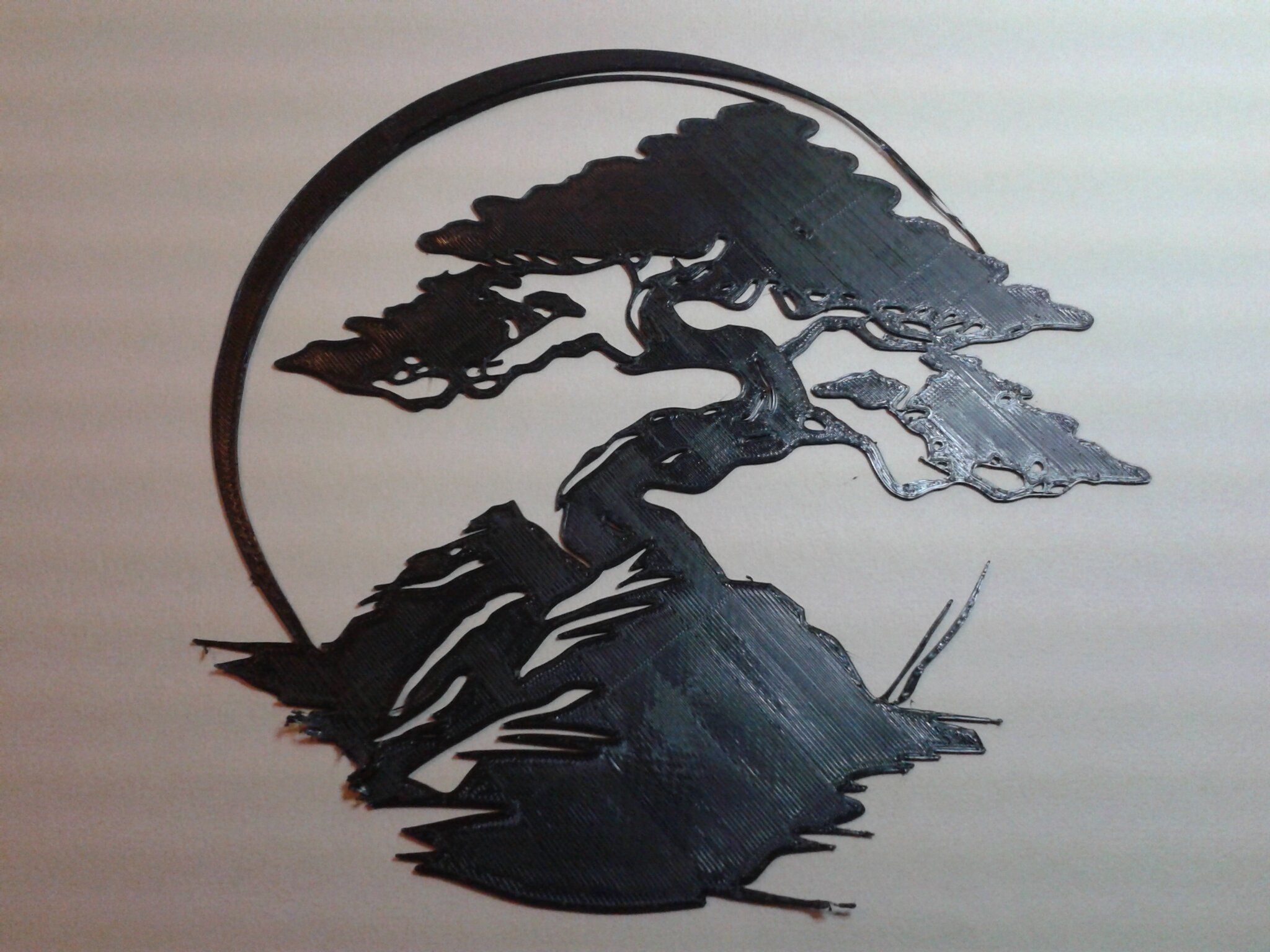
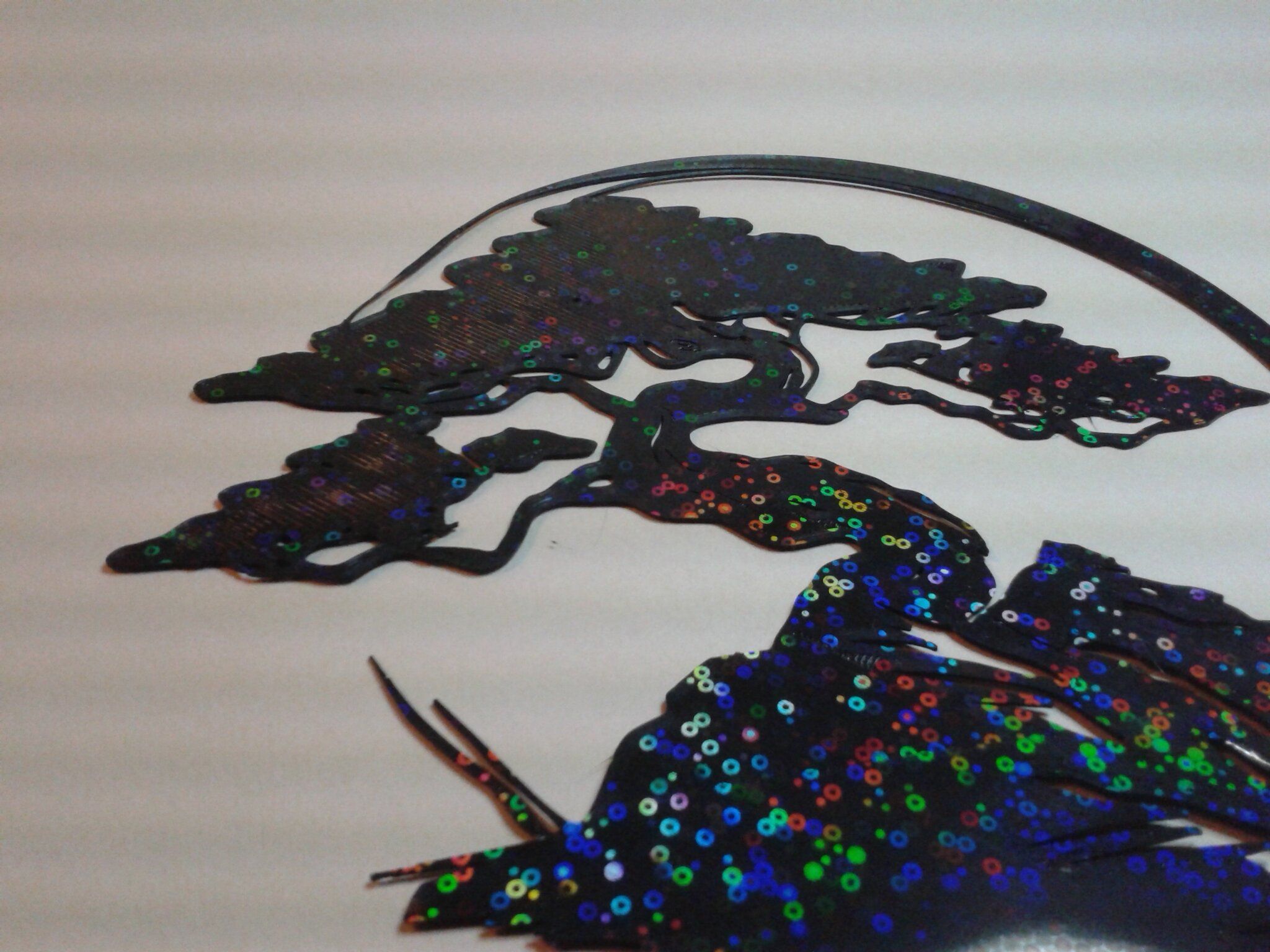
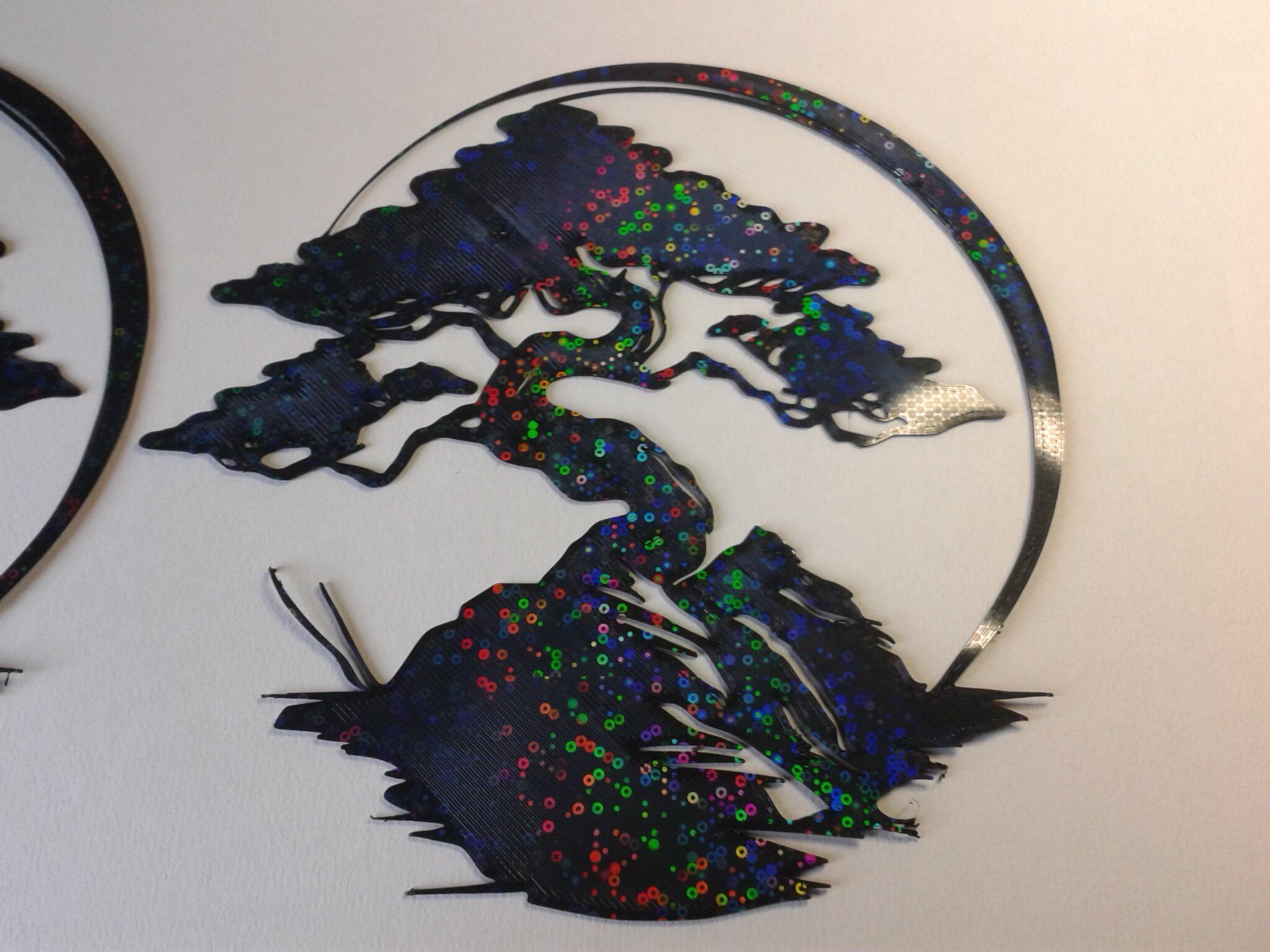
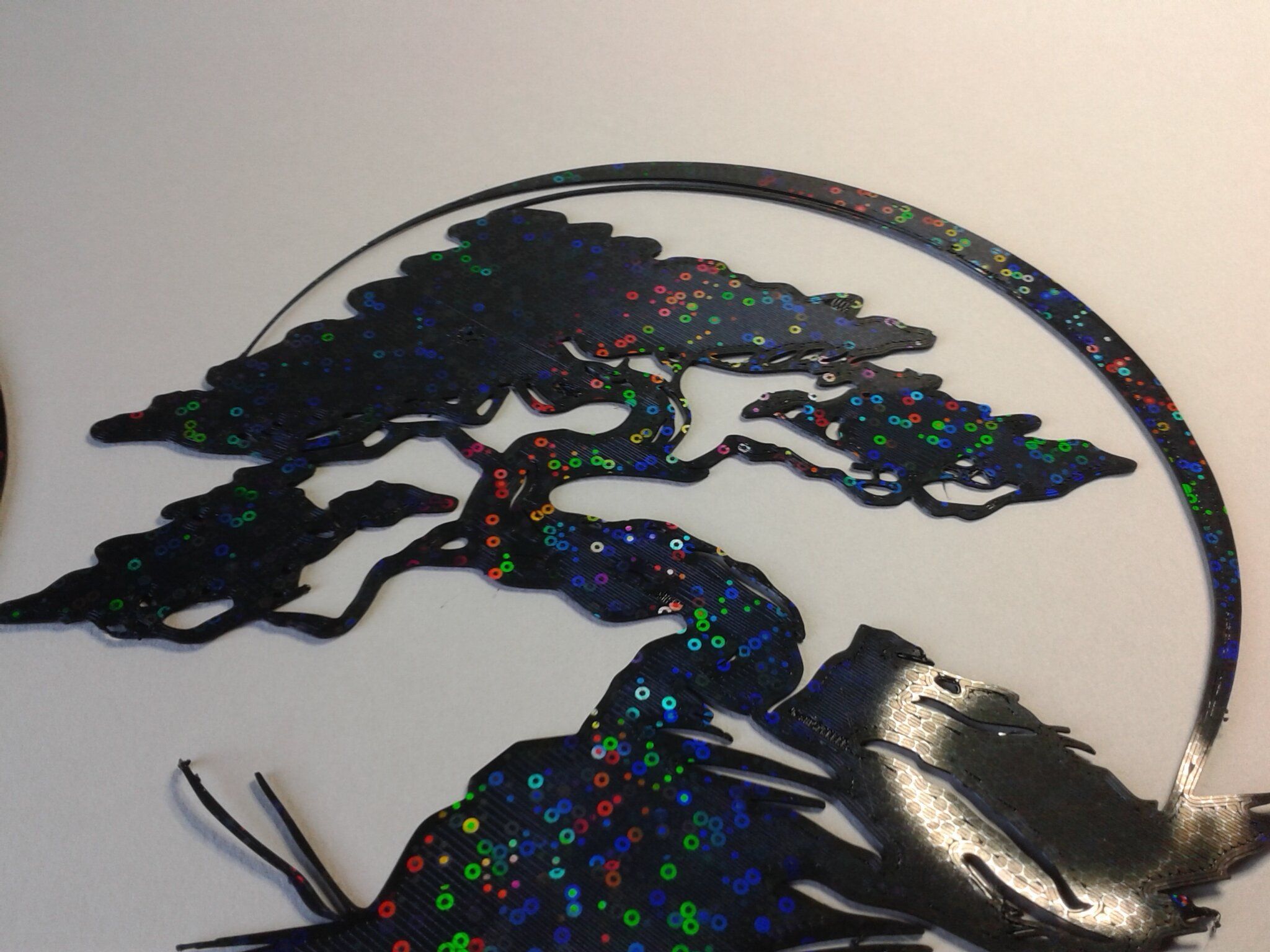
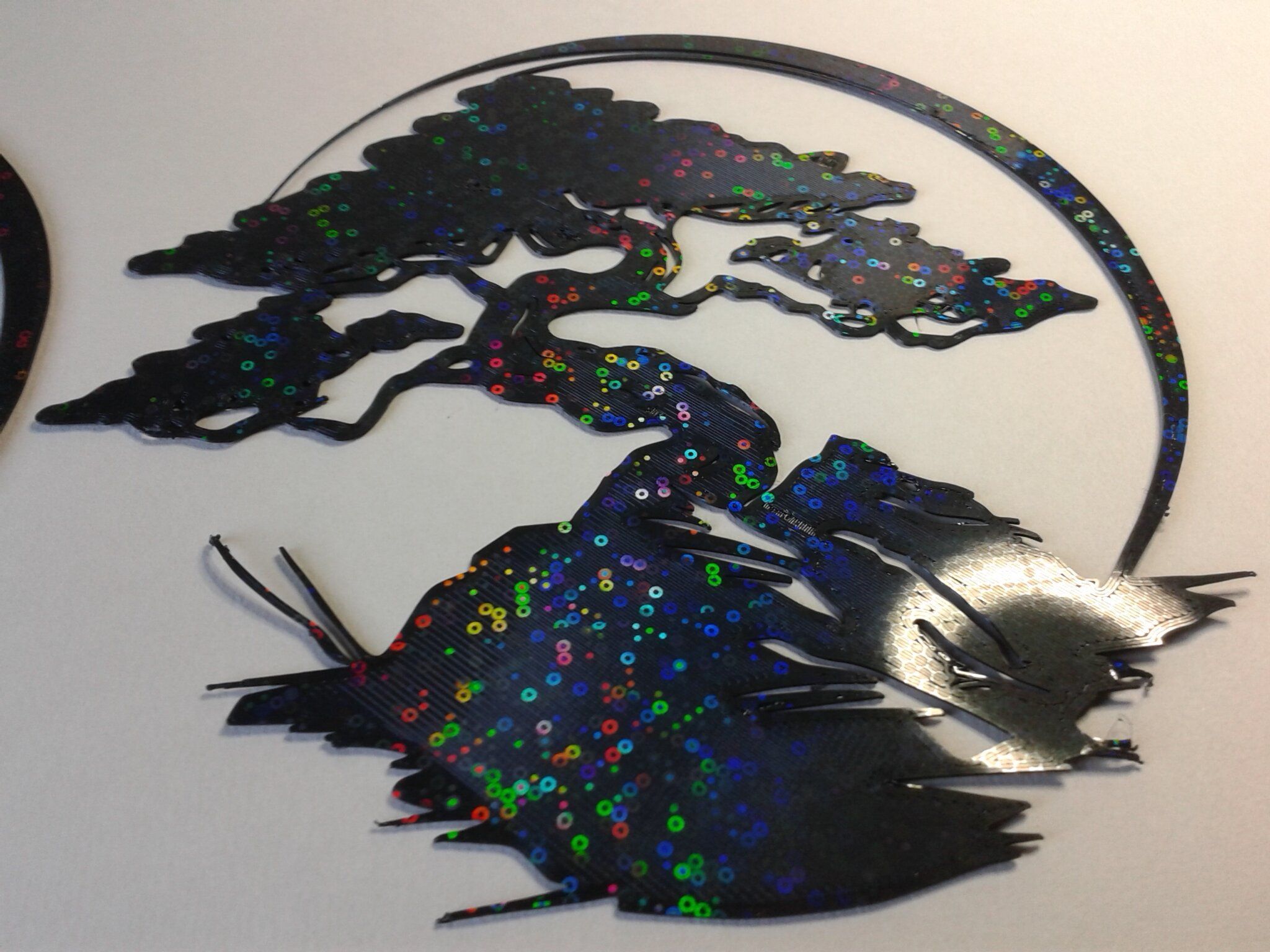
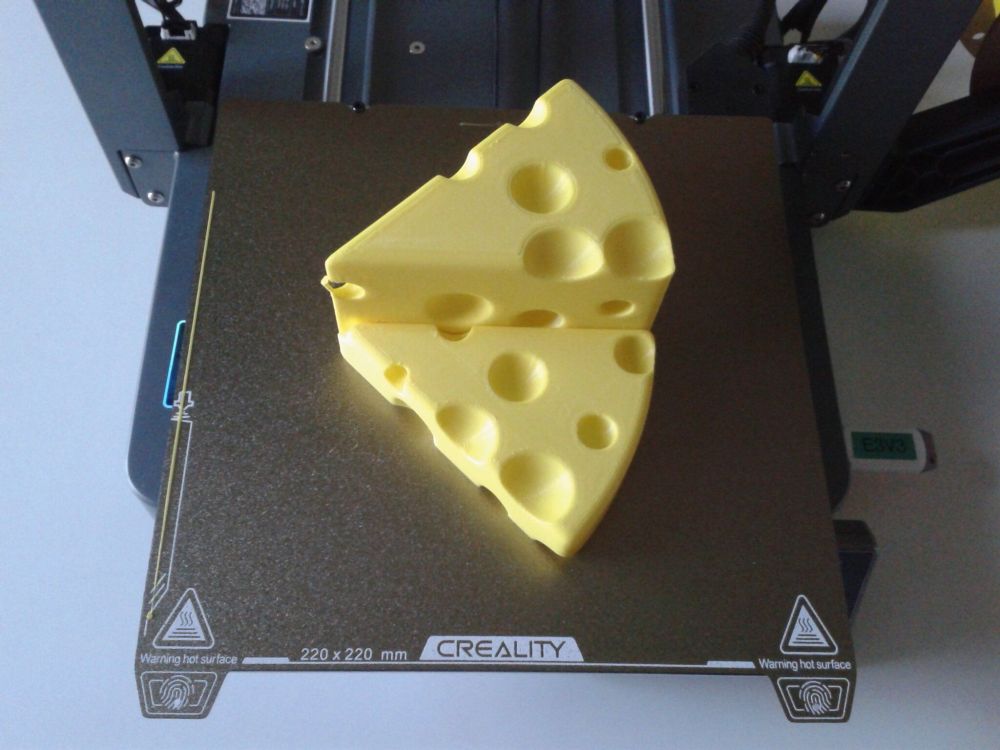
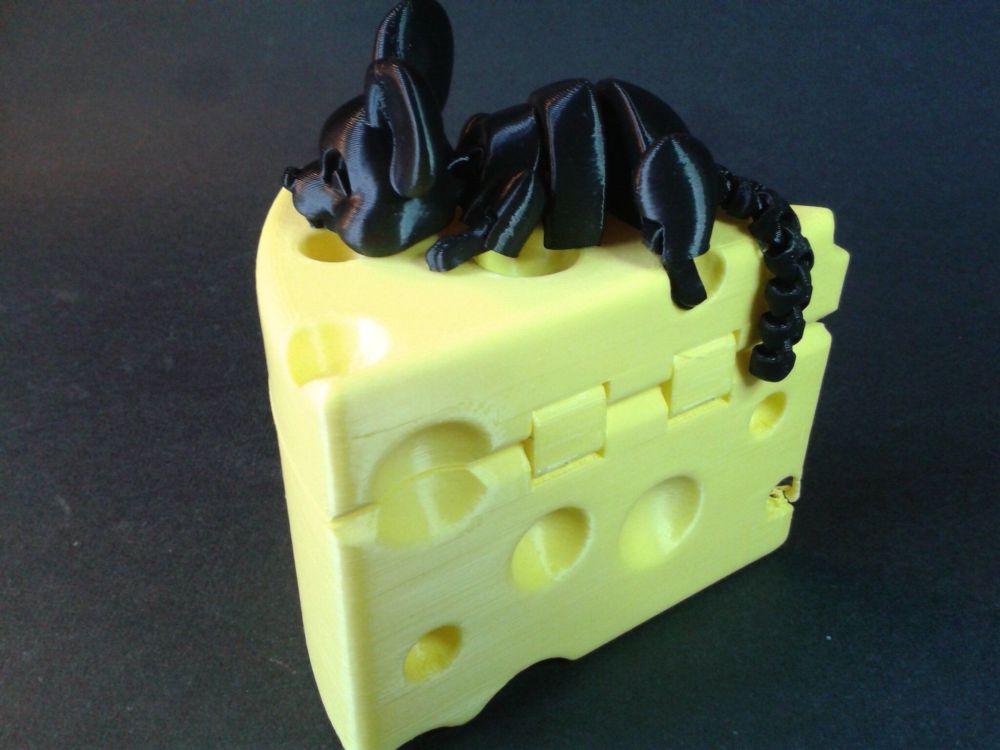
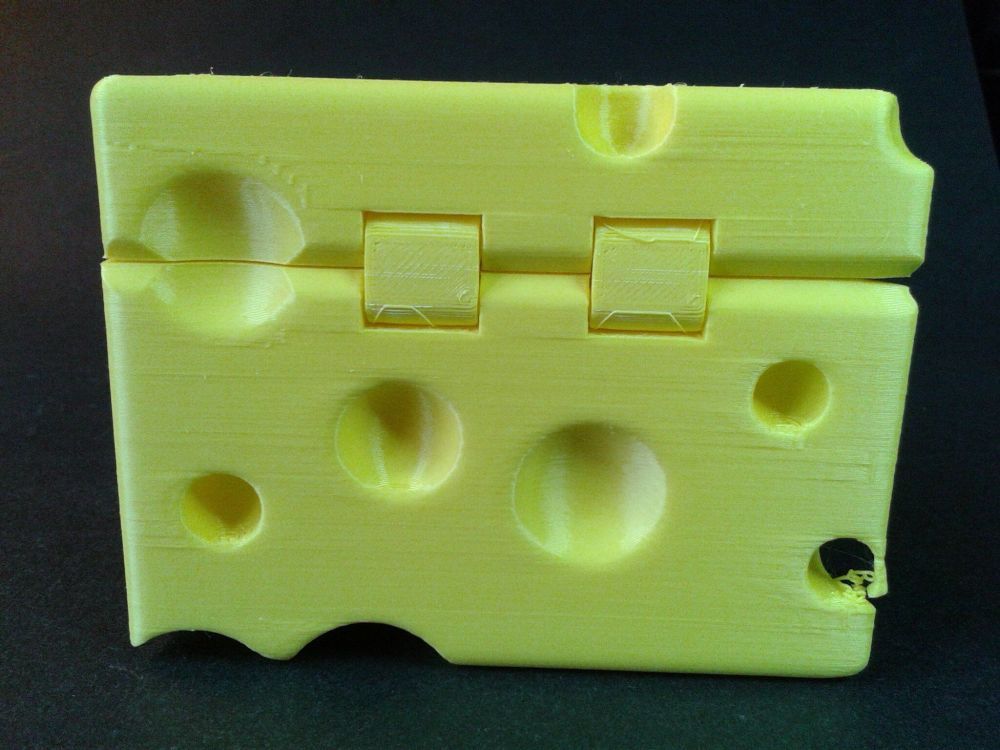
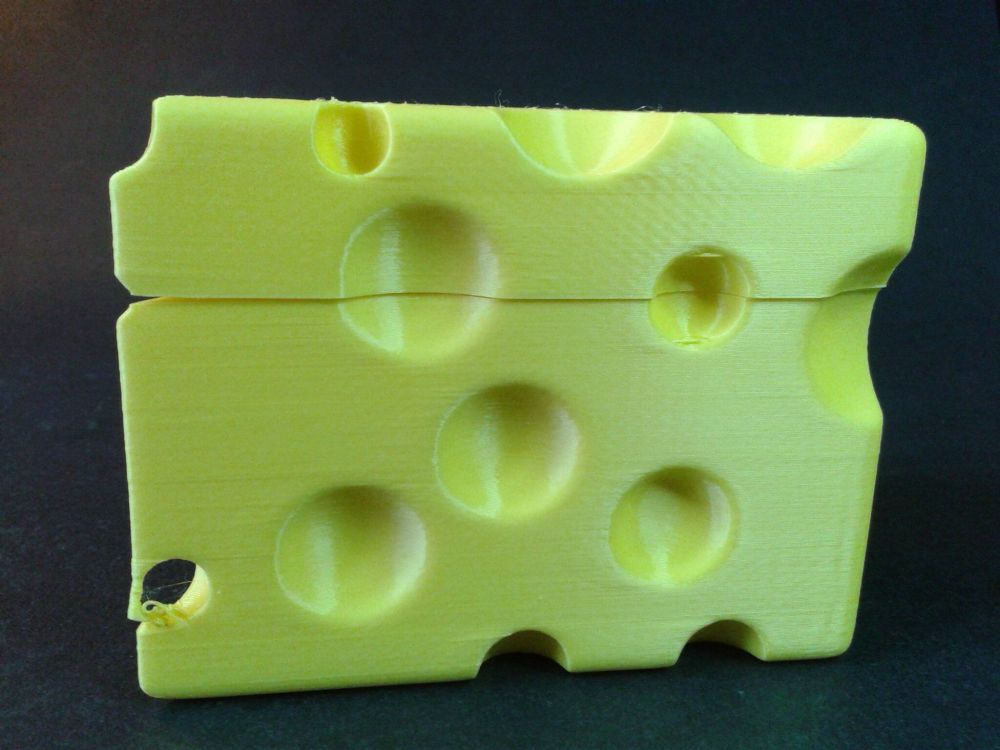
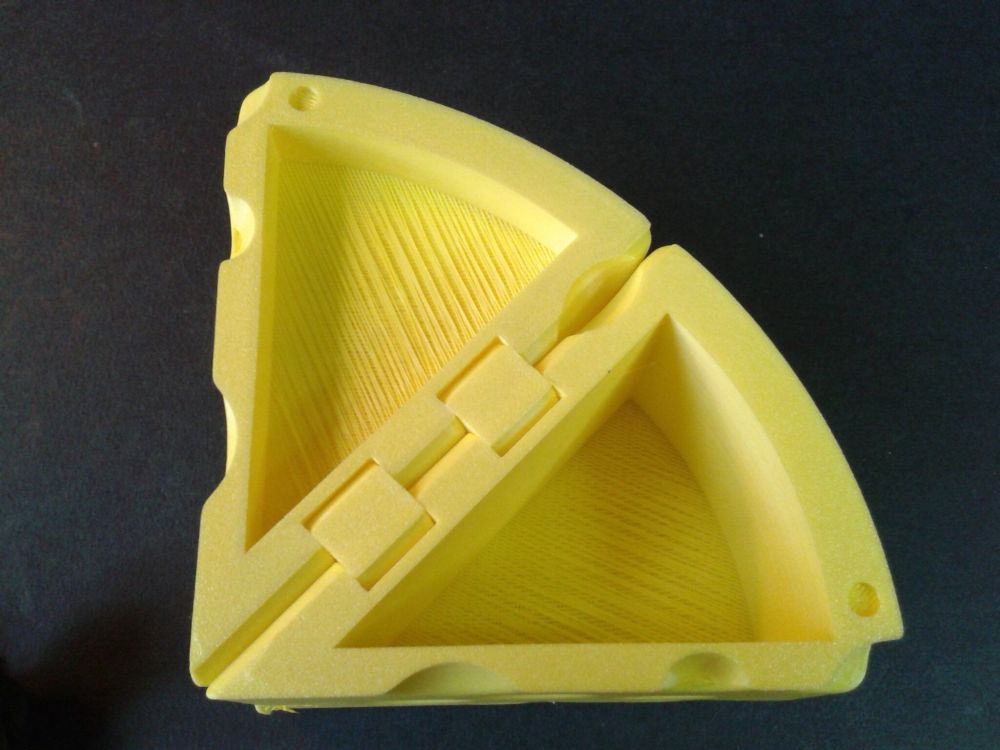
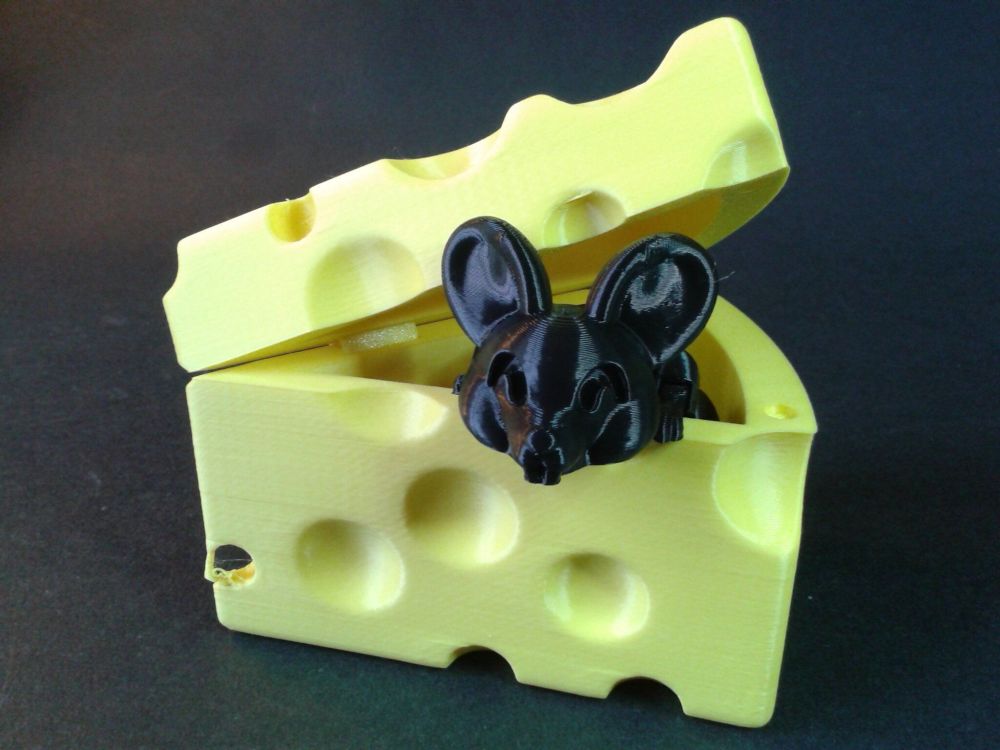
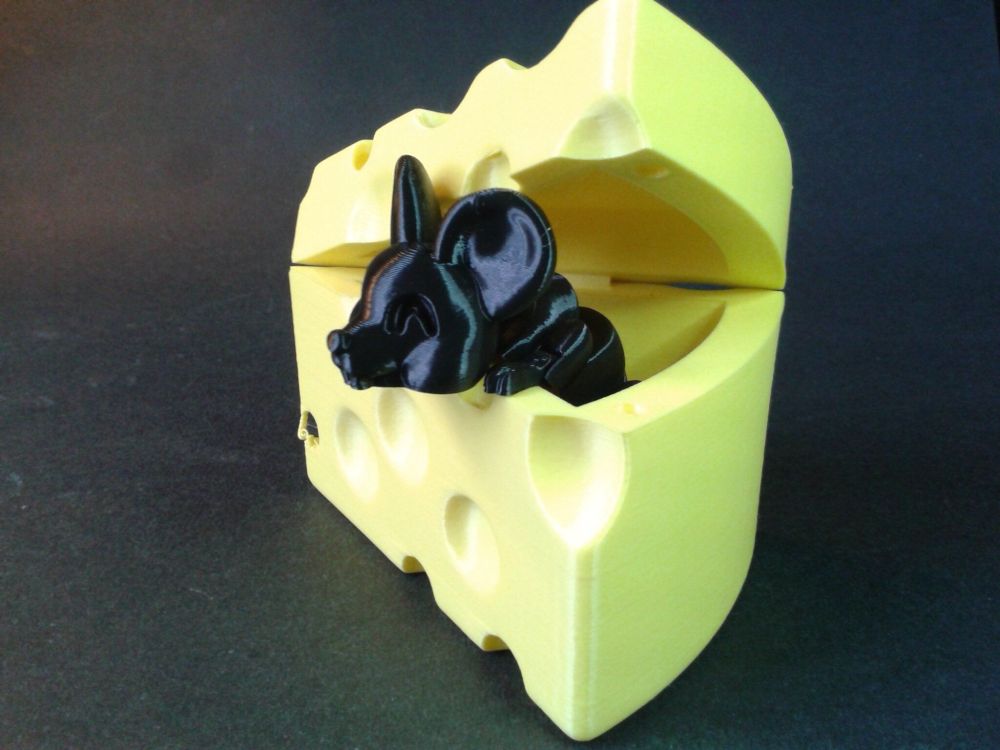
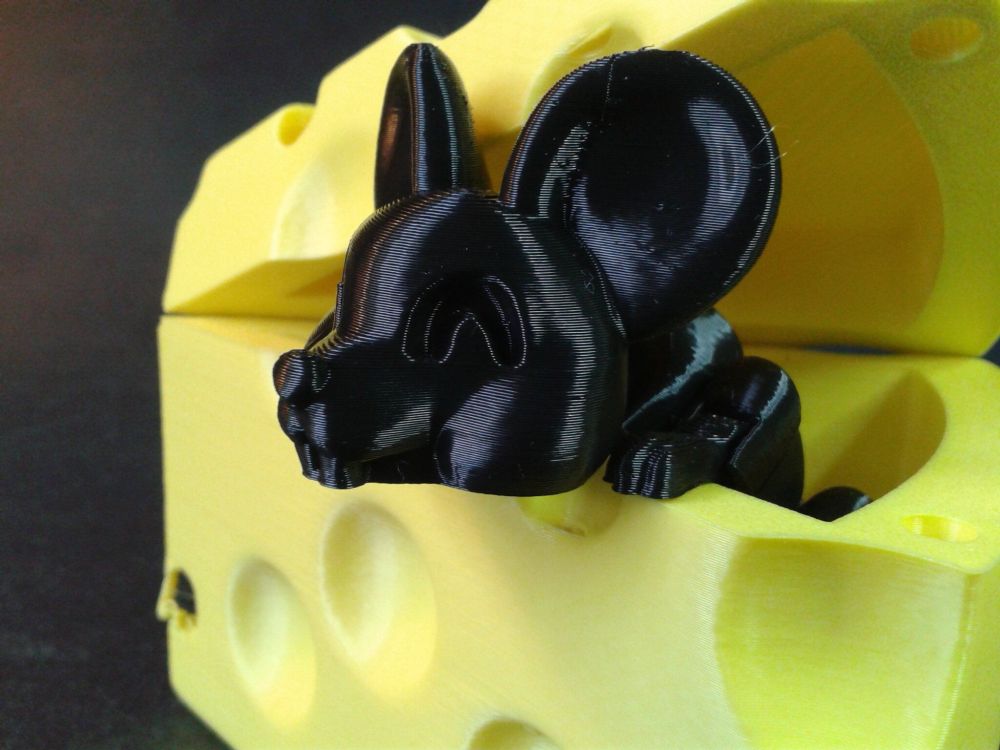
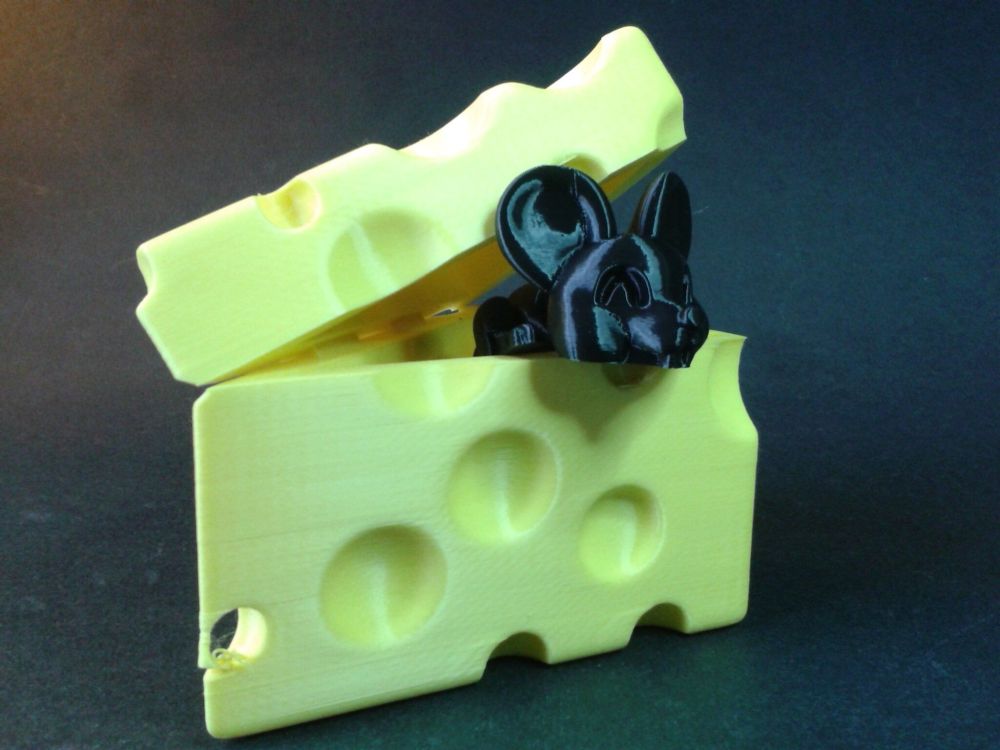
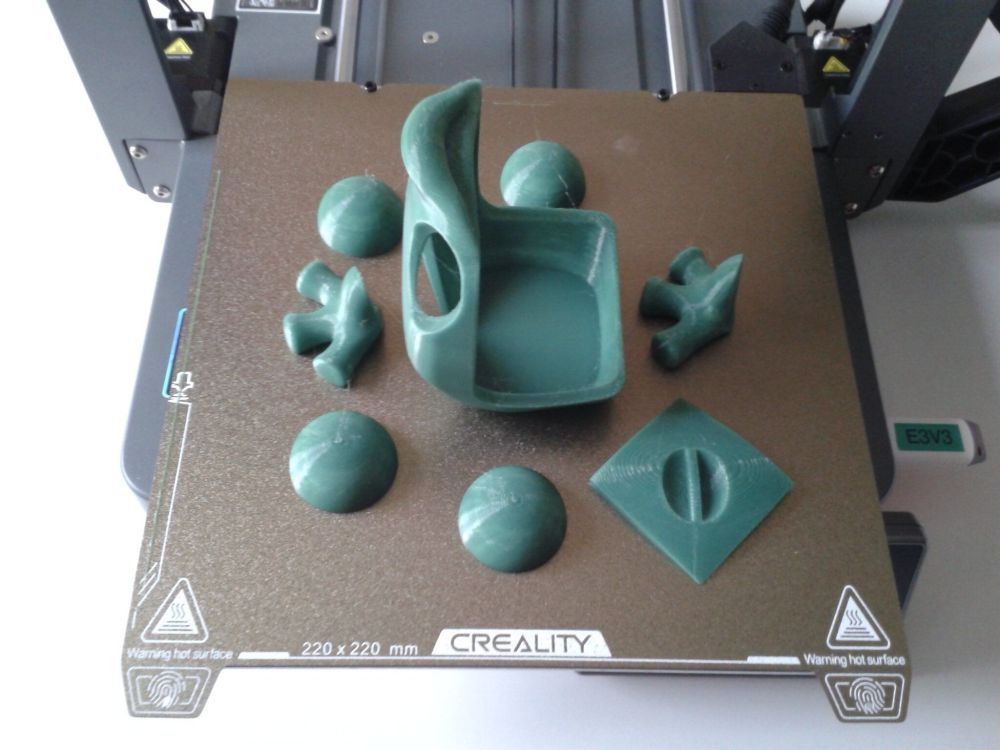
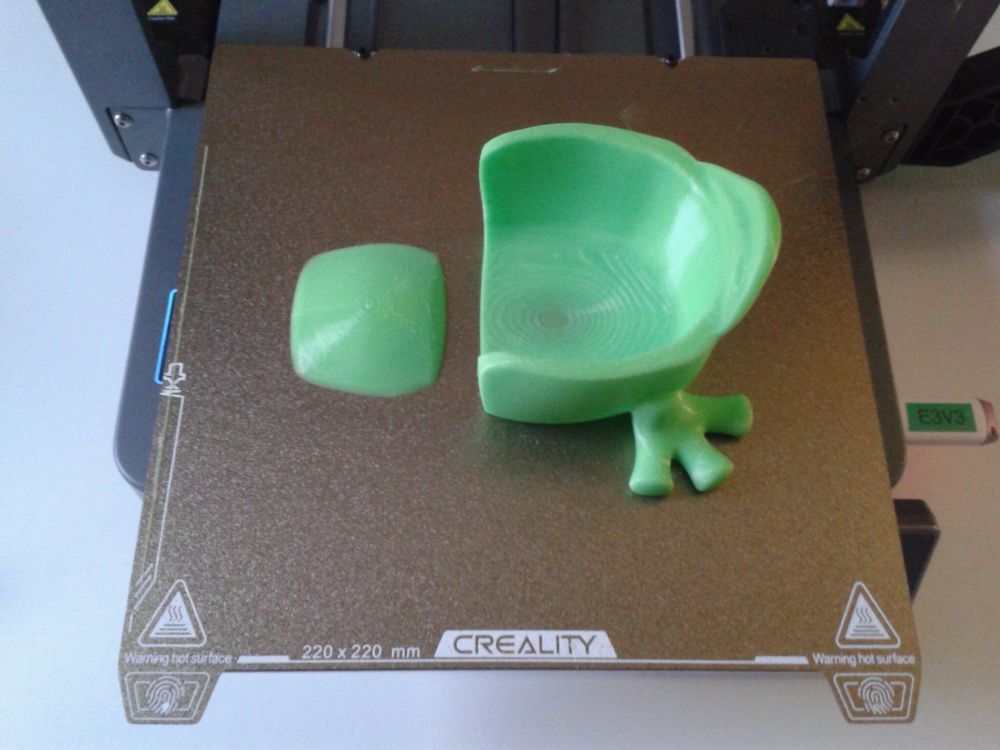
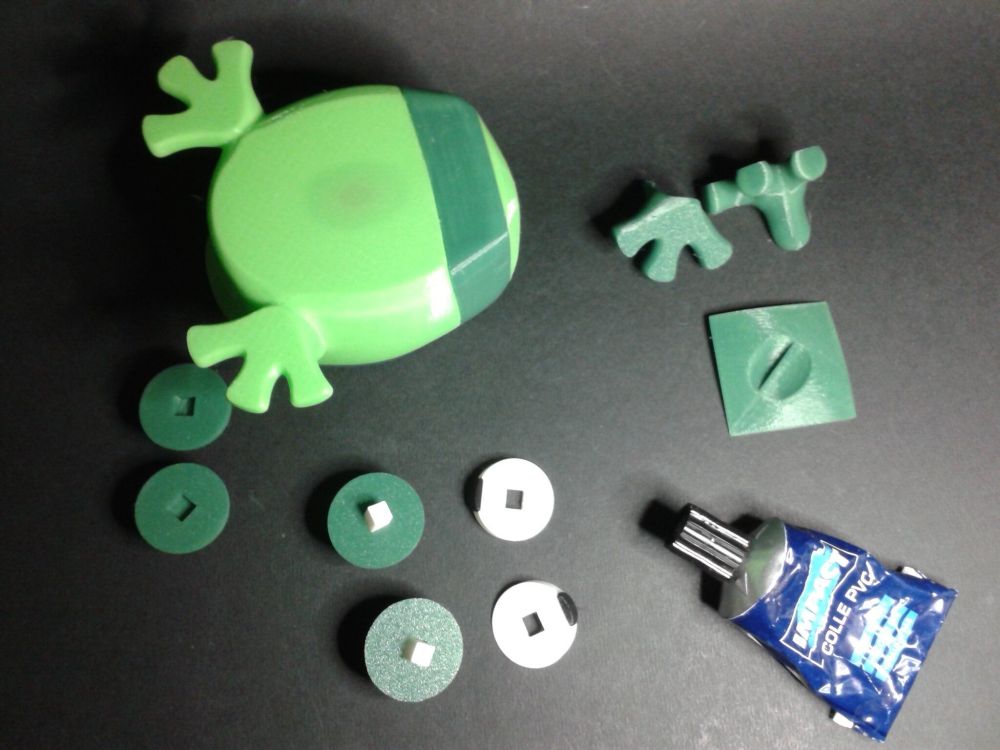
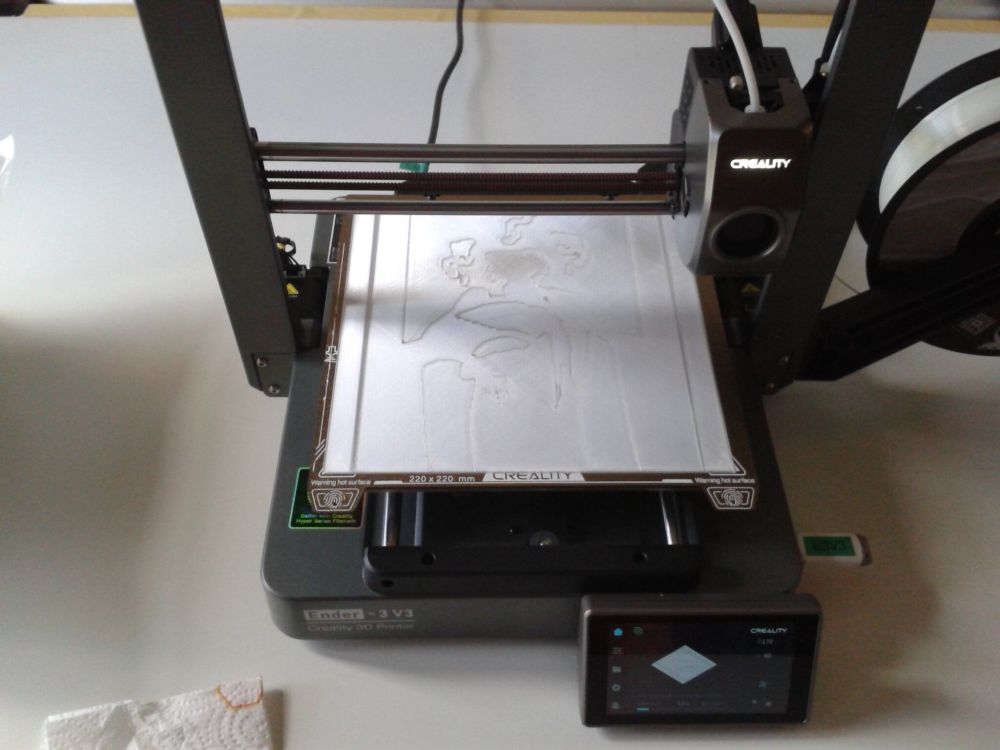
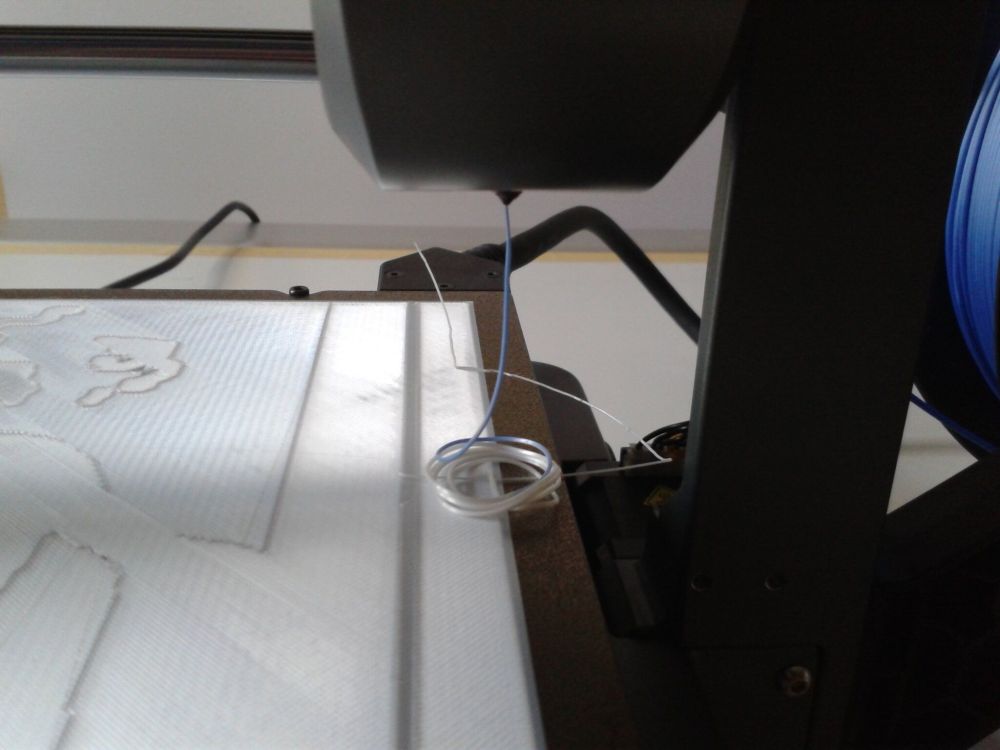
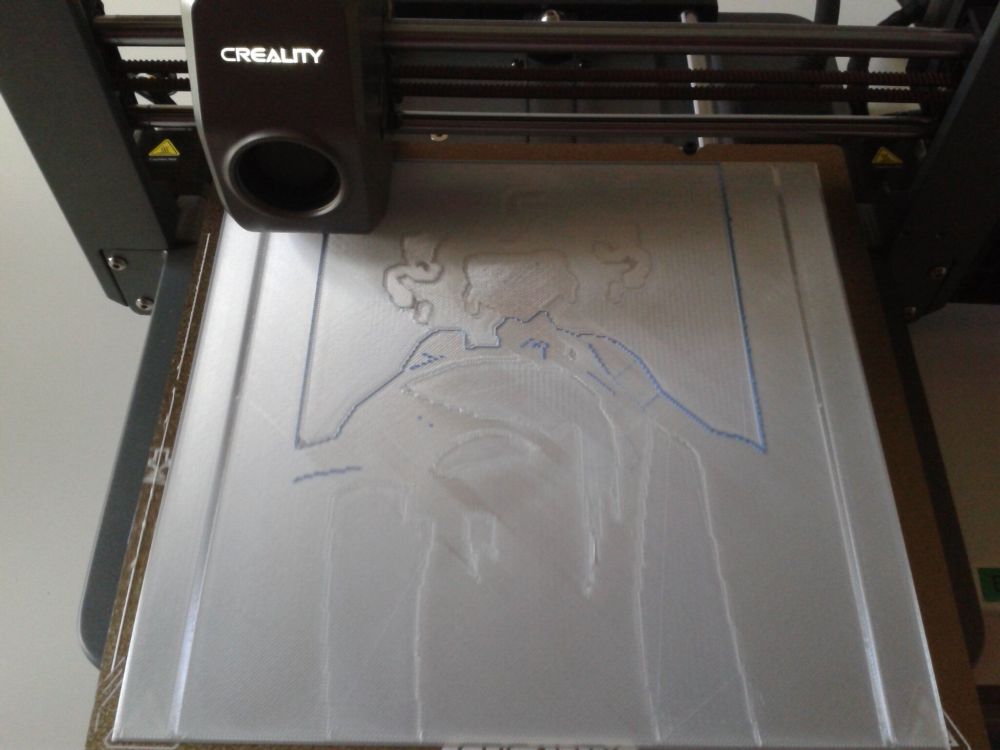
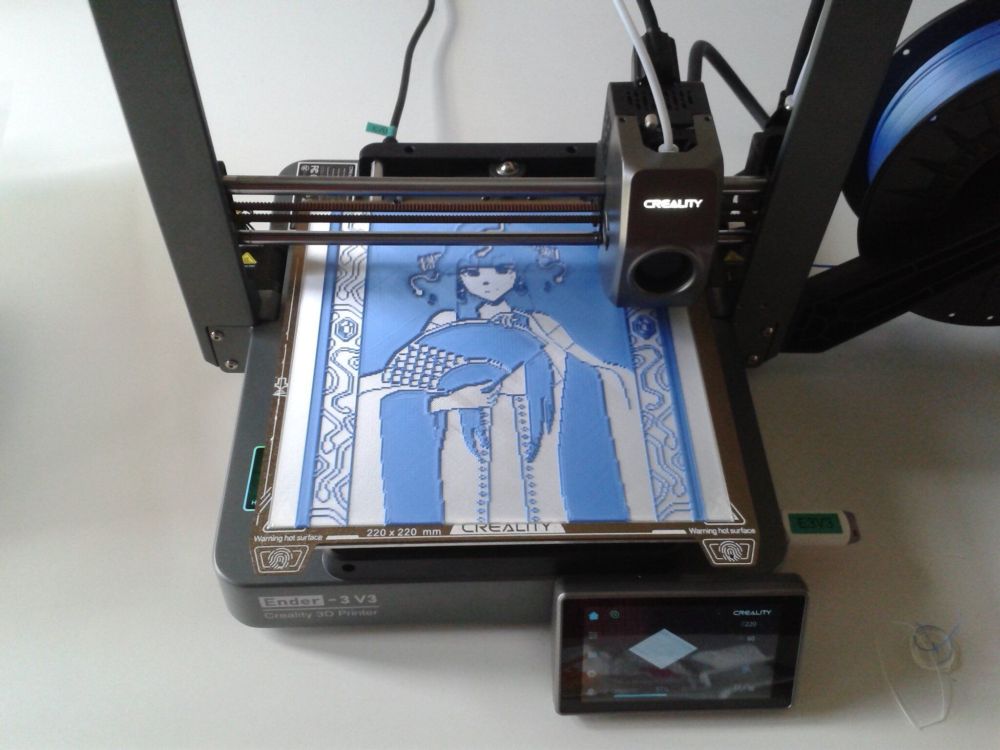
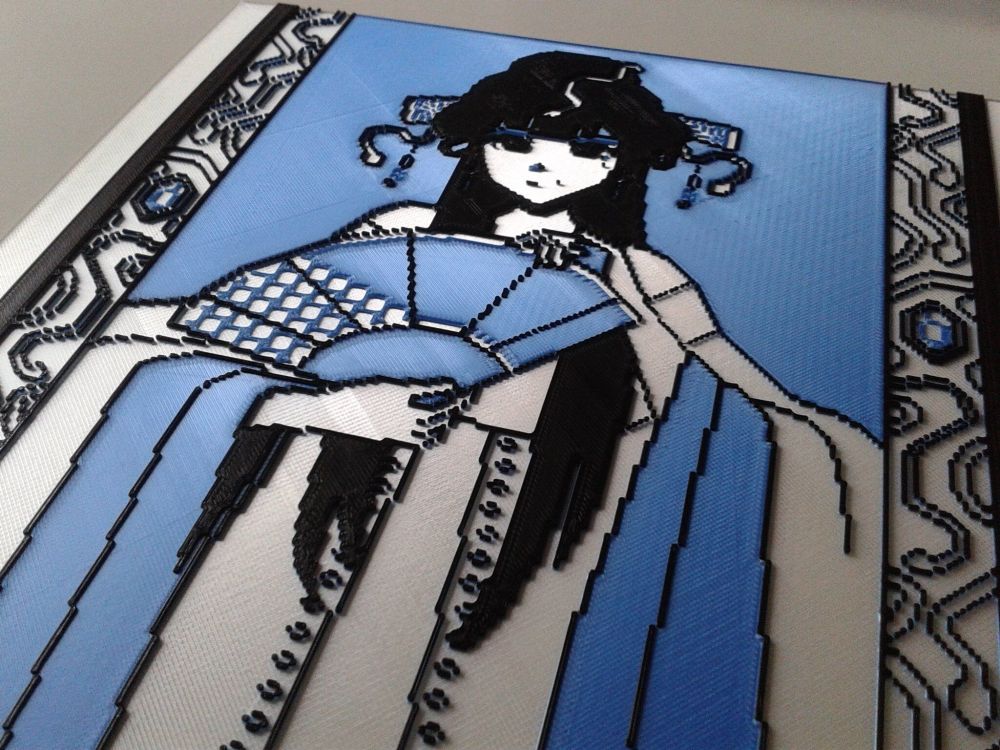
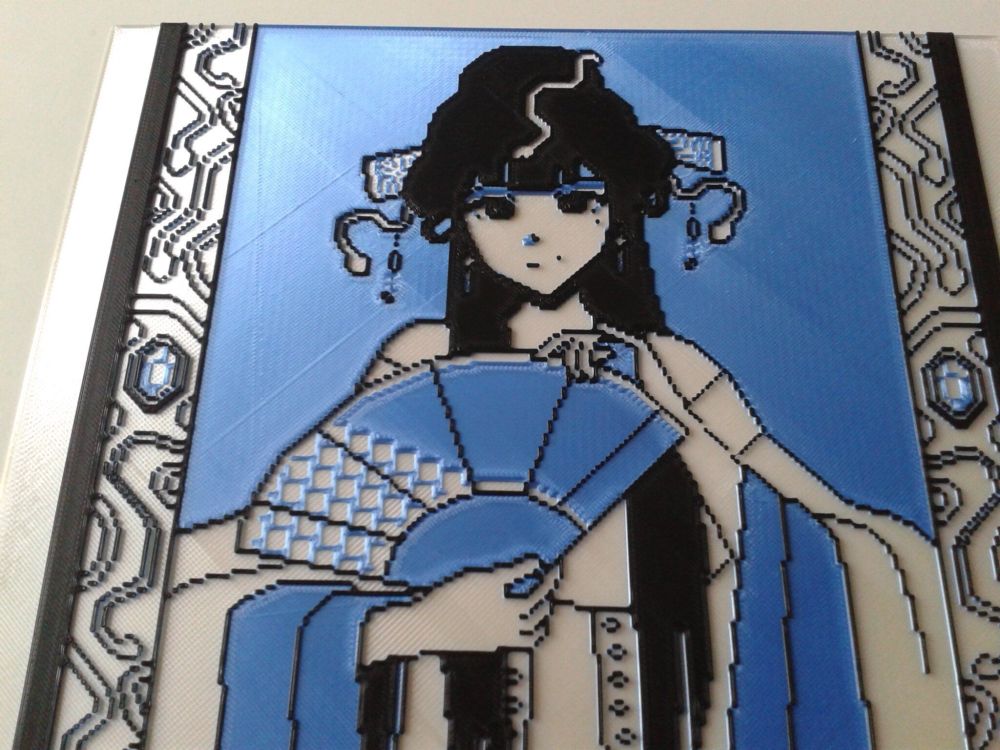
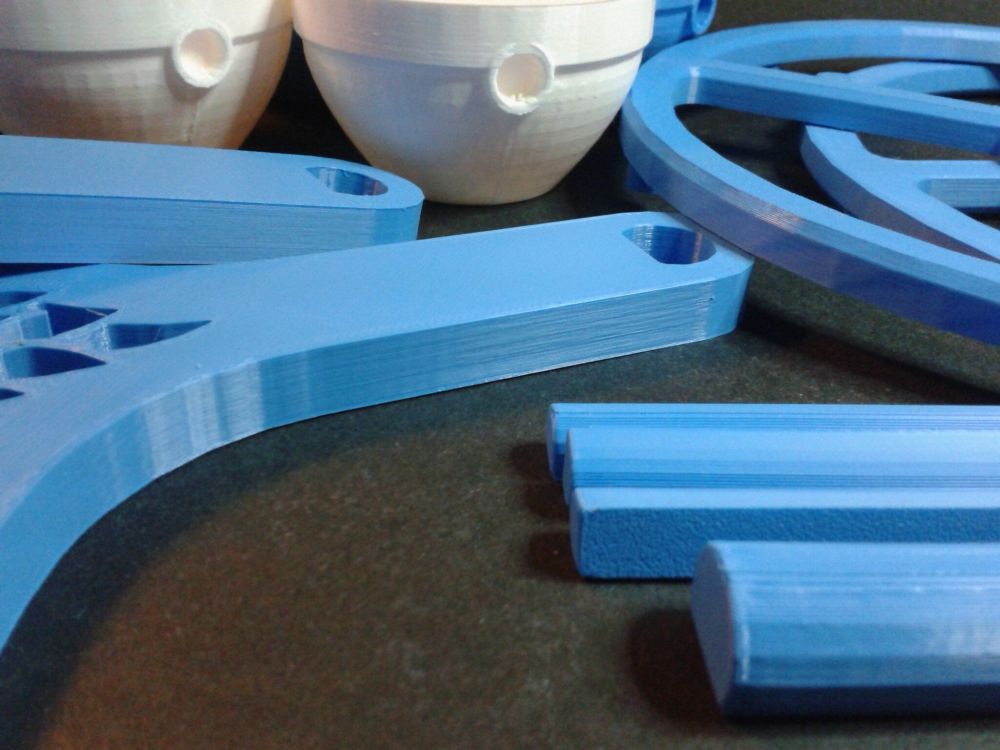
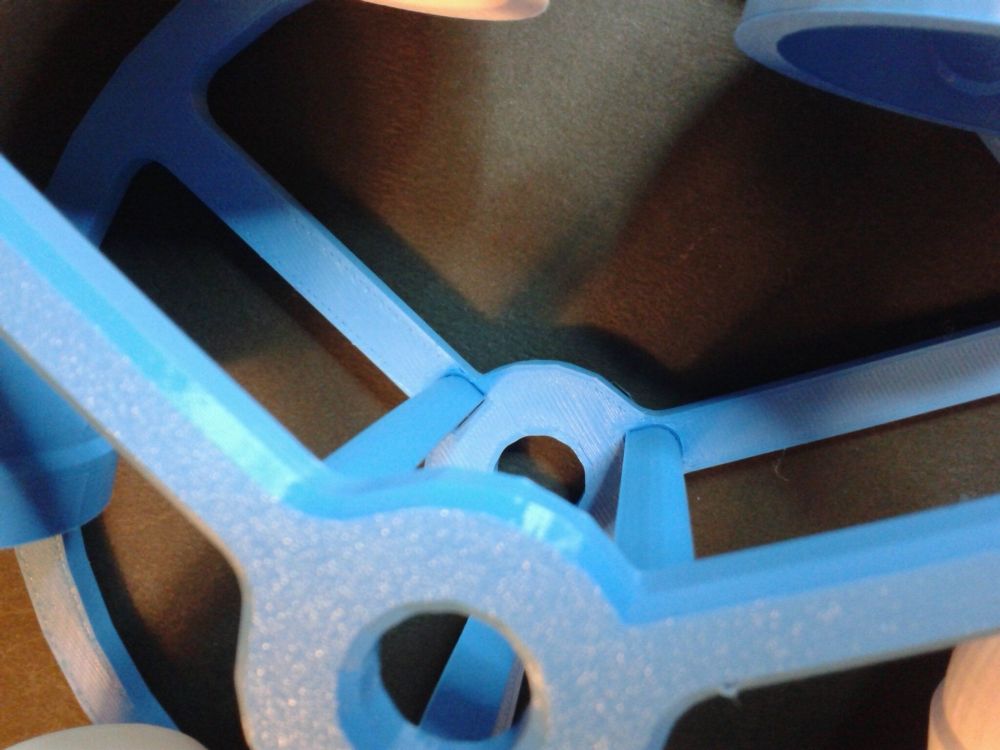
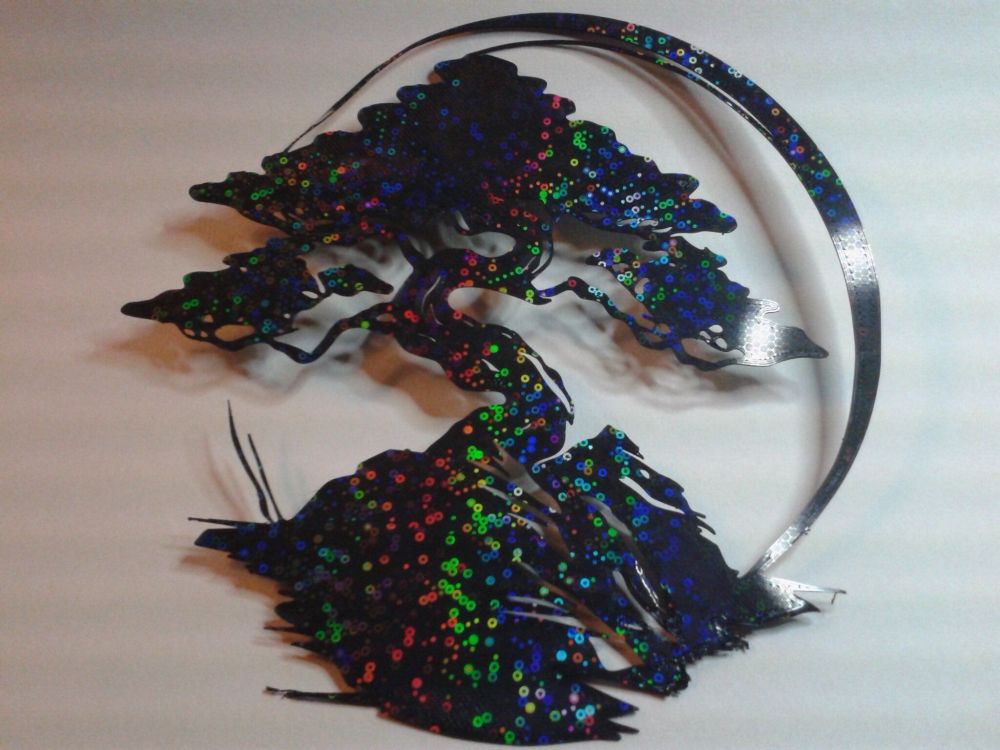
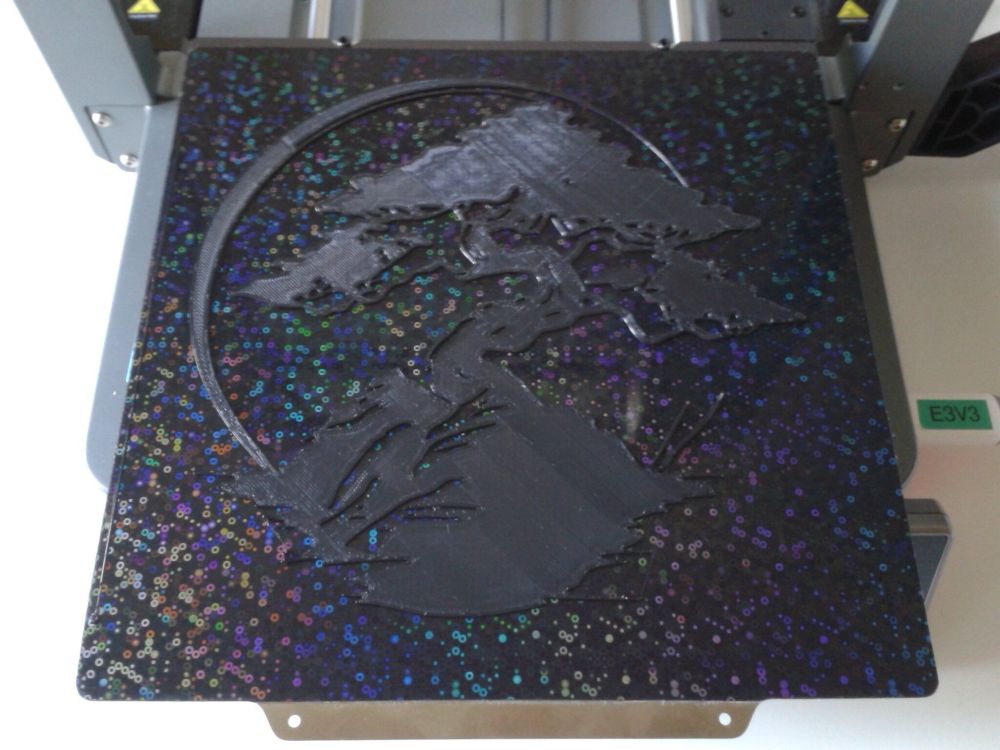
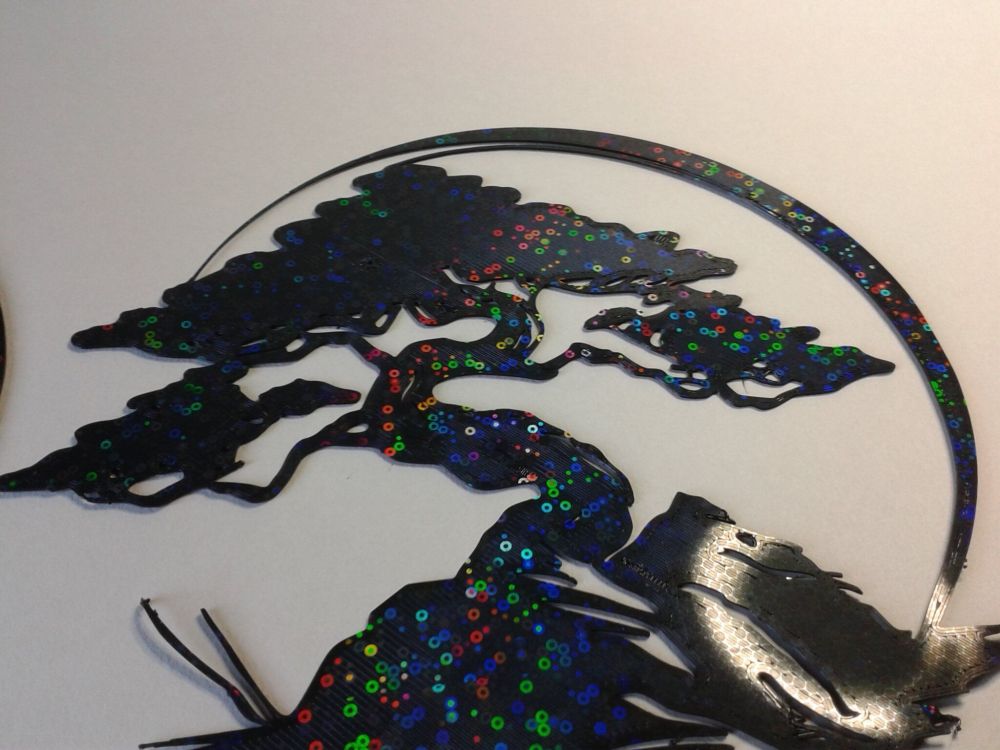
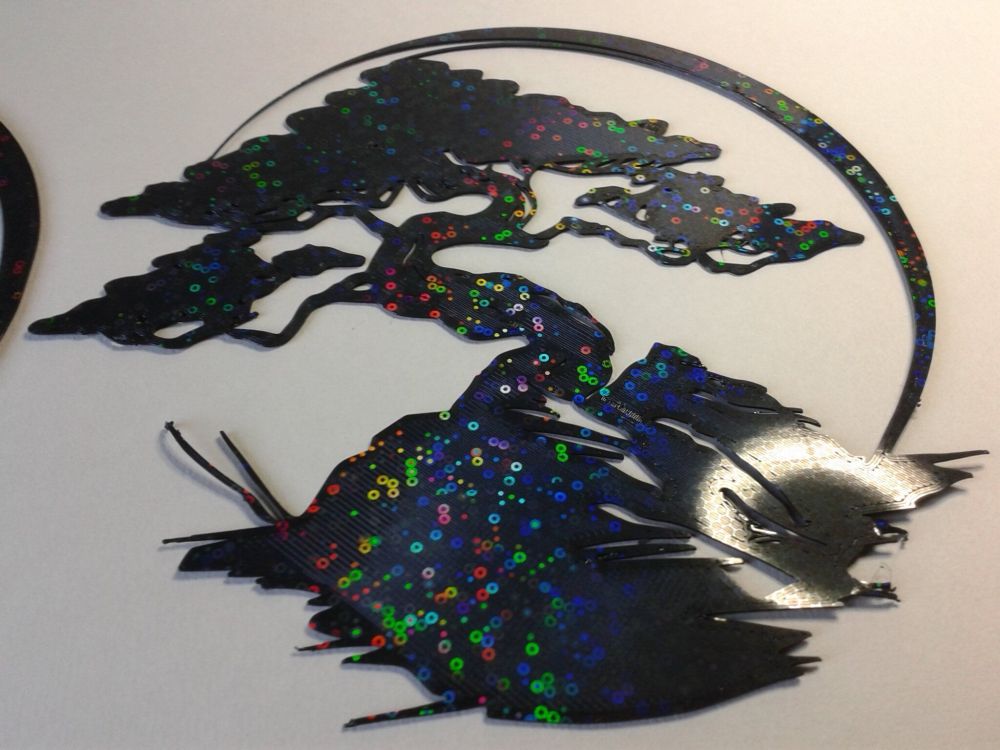
Autres impressions - (Acte V) - PLA (Le re-retour) "8 bit lady in a Hanfu dress by arts.of.win, 2 filament change" (un de mes modèles "2.5D" basé sur une image de Pixel Art de l'artiste arts.of.win) https://www.crealitycloud.com/model-detail/6622524552723896d6715427 (gratuit. ".gcode" et ".3mf" disponibles avec le modèle) Fichier "8 bit lady in a Hanfu - Dist01_save_2.3mf" Trancheur OrcaSlicer v2.0.0, profil "Ender-3 V3" (basé sur celui du wiki de Creality), Material "Generic PLA" (flow set to 96%), "Quality 0.20 mm". (embarqué dans le ".3mf") Il vous faudra modifier la macro RESUME pour éviter d'avoir 3 mm de filament extrudé juste avant la reprise lors des changements de filaments. (Voir ici) f96_8 bit lady in a Hanfu - Dist01_PLA_1h24m.gcode taille 4525052 (4 MB) md5sum d44a847ac4167f0795fa9a4d80ac4691 Filaments "CR-PLA Silk white Creality", "PLA Silk bleu ArianePlast", "PLA+ noir ArianePlast". (Total ~ 13,522m) ~ 01 h 40 m 57 s "Cheese Boxed Mouse" de "McGybeer" https://www.crealitycloud.com/model-detail/65915cdce2e06ecb765943c8 (Payant ~3.45 USD, gratuit si Creality Cloud Premium) ( le "Make" sur Creality Cloud https://www.crealitycloud.com/post-detail/6624b61352723896d67b5ce4 ) "Cheese-Box_v1.stl et "Mouse_v1.stl", échelle 100%. Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié ("Build Plate Adhesion Type" "none") Cheese-Box_v1-Ender-3 V3_0.4_Generic-PLA_2h29m.gcode taille 20623201 (19 MB) md5sum cc5c3bb1c3e7ae0513015d0240dedb16 Filament utilisé "PLA Yellow Polymaker" (~ 37,904m) ~ 02 h 31 m 32 s Mouse_v1-Ender-3 V3_0.4_Generic-PLA_1h1m.gcode taille 12729135 (12 MB) md5sum 6f229818aaff645704a600edafe090f4 Filament utilisé "PLA+ Noir ArianePlast" (~ 7,629m) ~ 01 h 01 m 15 s "Grenouille boîte, tirelire, décoration... " de @didoff https://cults3d.com/fr/modèle-3d/maison/grenouille-boite-tirelire-decoration (Payant 4€ + tva) Version boîte avec couvercle (sans l'ouverture pour un bouchon vissable en dessous) En quatre plateaux plateau 1 p10.stl // (x2) Noir - pupille oeil plateau 2 p01B.stl // Vert - Dessus avec ouverture couvercle p01Bb.stl // Vert - Dessus couvercle p02.stl // Vert - Patte arr. D. p03.stl // Vert - Patte arr. G. p04.stl // (x2) Vert - Haut oeil p05.stl // (x2) Vert - Bas oeil plateau 3 p08.stl // (x2) Blanc - Blanc d'un oeil p09.stl // (x2) indif - Cheville oeil plateau 4 p07.stl // Vert clair - Arrière p11.stl // Vert clair - Ventre sans ouverture Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié ("Build Plate Adhesion Type" "none") noir_p10-Ender-3 V3_0.4_Generic-PLA_1m.gcode taille 233962 (228 KB) md5sum 2539ed75b8a23e12e6d907a85131457e Filament utilisé "PLA+ Noir ArianePlast" (~ 0,162m) ~ 00 h 02 m 21 s vert_p01B_boite_ouvertur-Ender-3 V3_0.4_Generic-PLA_2h21m.gcode taille 22868636 (21 MB) md5sum d8271703d31090c8022da038e85f4980 Filament utilisé "PLA Pine Green Velleman" (~ 23,614m) ~ 02 h 22 m 45 s vert_clair_pas_douv_p07-Ender-3 V3_0.4_Generic-PLA_1h34m.gcode taille 16889104 (16 MB) md5sum 06c85e131cd214f06a86405af9cc7805 Filament utilisé "PLA Green Velleman" (~ 19,588m) ~ 01 h 36 m 27 s blanc_p09-Ender-3 V3_0.4_Generic-PLA_13m.gcode taille 1573501 (1 MB) md5sum 8b92cb50d4f4c0ba90987443d8d8c74b Filament utilisé "Hyper PLA white Creality" (~ 1,877m) ~ 00 h 14 m 43 s L'assemblage et collage Il me reste a passer sous un rapide coup de décapeur thermique pour enlever les dernier cheveux d'anges. "ferris wheel" de "kot vsapogah" https://www.crealitycloud.com/model-detail/635baba0b5ea283e5766d8d1 (gratuit) ( "Make" sur Creality Cloud https://www.crealitycloud.com/post-detail/66241b1866bb05cc887bac06 ) Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié ("Build Plate Adhesion Type" "none") Echelle 100% Ferris Wheel - Leg-Ender-3 V3_0.4_Generic-PLA_1h6m.gcode taille 6040640 (5 MB) md5sum 542fcb113cbf8a46d21aaf15c920cf53 Filament utilisé "PLA ciel ArianePlast" (~ 11,953m) ~ 01 h 09 m 49 s x2 Ferris Wheel - Wheel and Axle Cap-Ender-3 V3_0.4_Generic-PLA_58m.gcode taille 5385898 (5 MB) md5sum 3b107452ca977154a4850d546a16c1a2 Filament utilisé "PLA ciel ArianePlast" (~ 12,917m) ~ 01 h 01 m 03 s x2 Ferris Wheel - Pot-Ender-3 V3_0.4_Generic-PLA_40m.gcode taille 4713716 (4 MB) md5sum 58690d492e6190bdf74b40dff4445168 Filament utilisé "PLA/PETG/TPU ? ArianePlast/Creality" (~ 7,549m) ~ 00 h 41 m 03 s printfinish: false x6 Ferris Wheel - Axle and 3x Spacer-Ender-3 V3_0.4_Generic-PLA_21m.gcode taille 1953833 (1 MB) md5sum 17109f2f04c60577306a777b7bf7d780 Filament utilisé "PLA ciel ArianePlast" (~ 5,578m) ~ 00 h 22 m 50 s "Bonsai wall art" de "Lego74j" https://www.crealitycloud.com/model-detail/6620518a66bb05cc886d3759 ( payant ~0.49USD ) ( "Make" avec le ".gcode" du second tranchage sur Creality Cloud https://www.crealitycloud.com/post-detail/6624c45a52723896d67b8f18 ) Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié (Vitesse d'impression de la couche initiale 50 mm/s, débit 97%, "Build Plate Adhesion Type" "none") Imprimante "Ender-3 V3" (CoreXZ) Fichier bonsai.stl. échelle non uniforme (X 200,00 mm ou 112,6 %, Y 200,08 mm ou 112,6 %, Z 0,8 mm ou 8 %) Imprimé sur une plaque de construction magnétique Juupine avec une surface "circle PEY" https://fr.aliexpress.com/item/1005005649083477.html (qui permet d'obtenir un effet de diffraction de la lumière sur la face de l'impression en contact avec la surface de la plaque PEY) Photos du résultat d'impression d'un premier tranchage ( Vitesse d'impression de la couche initiale 100 mm/s, débit 100% ) avec quelques zones de défaut d’adhérence sur le plateau PEY et photos d'un second tranchage ( Vitesse d'impression de la couche initiale 50 mm/s, débit 97% ) avec là encore des zones de défaut d’adhérence sur le plateau PEY mais moins nombreuse et prononcées. "PLA+ noir ArianePlast"

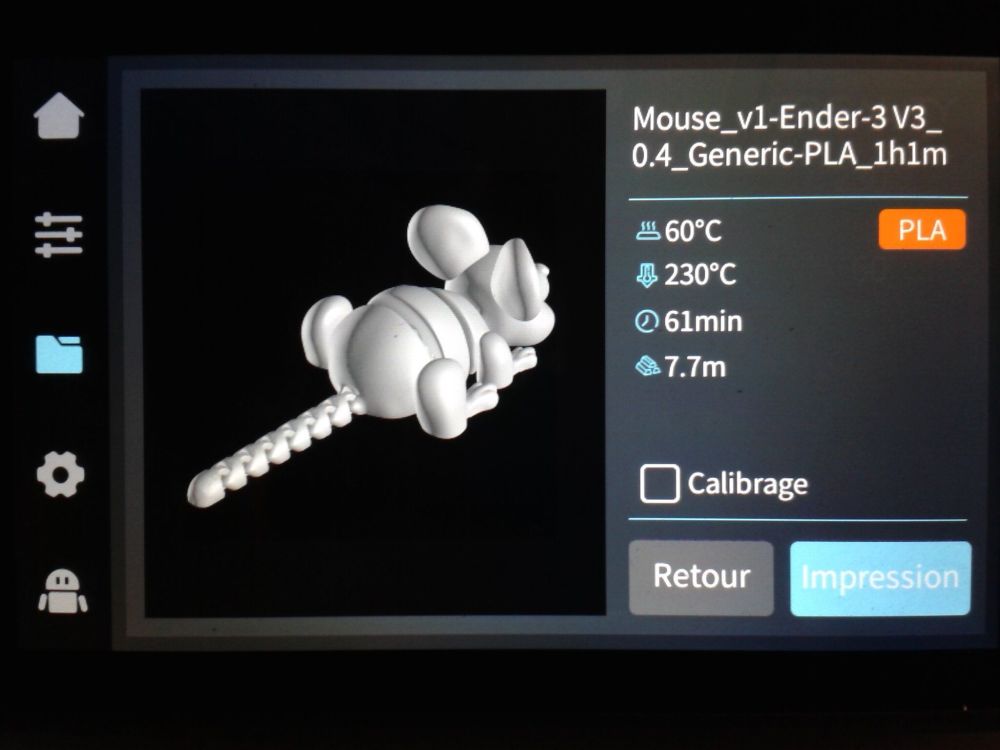




































































 1 point
1 point -
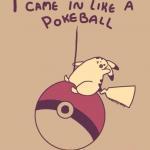
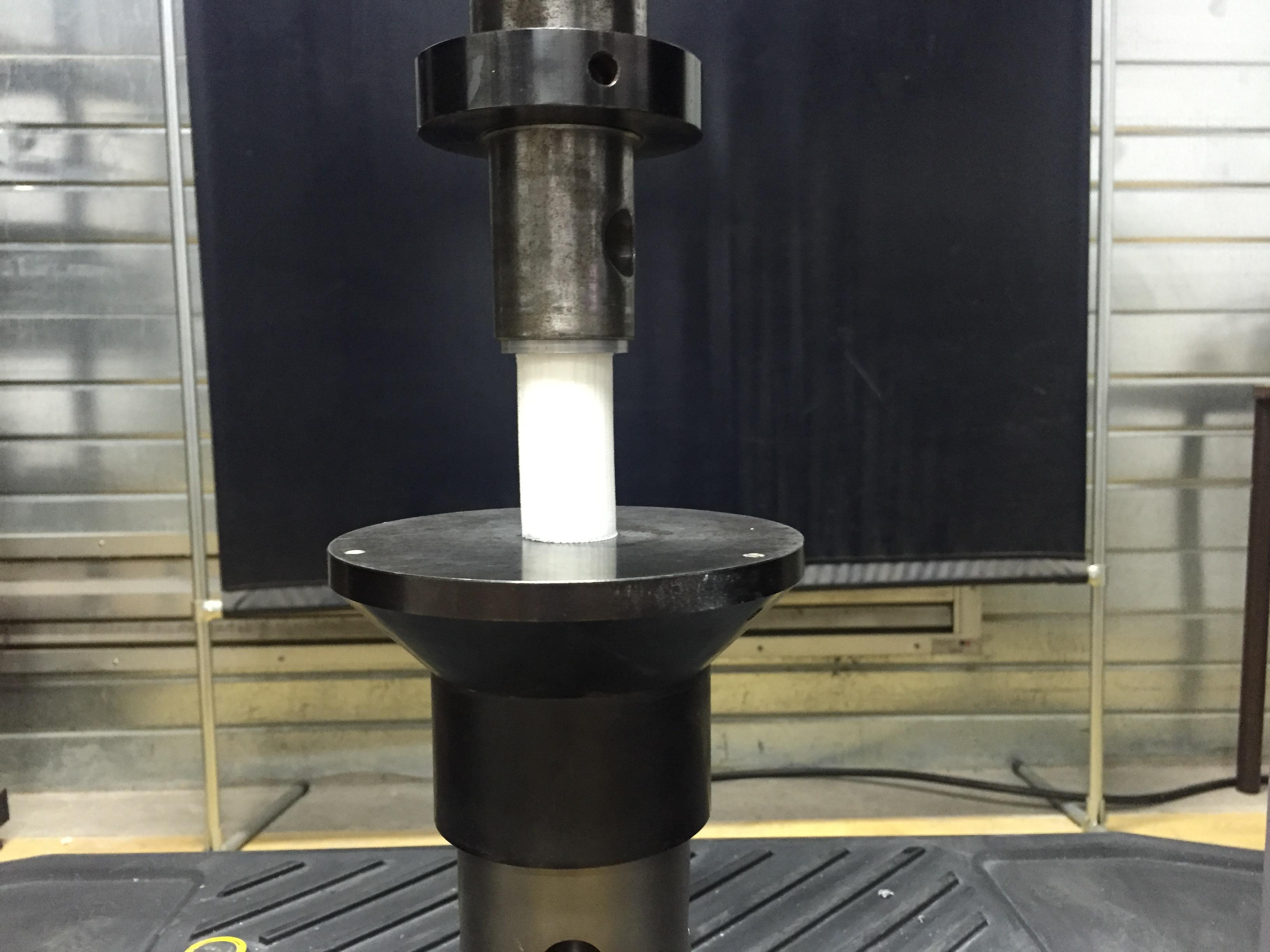
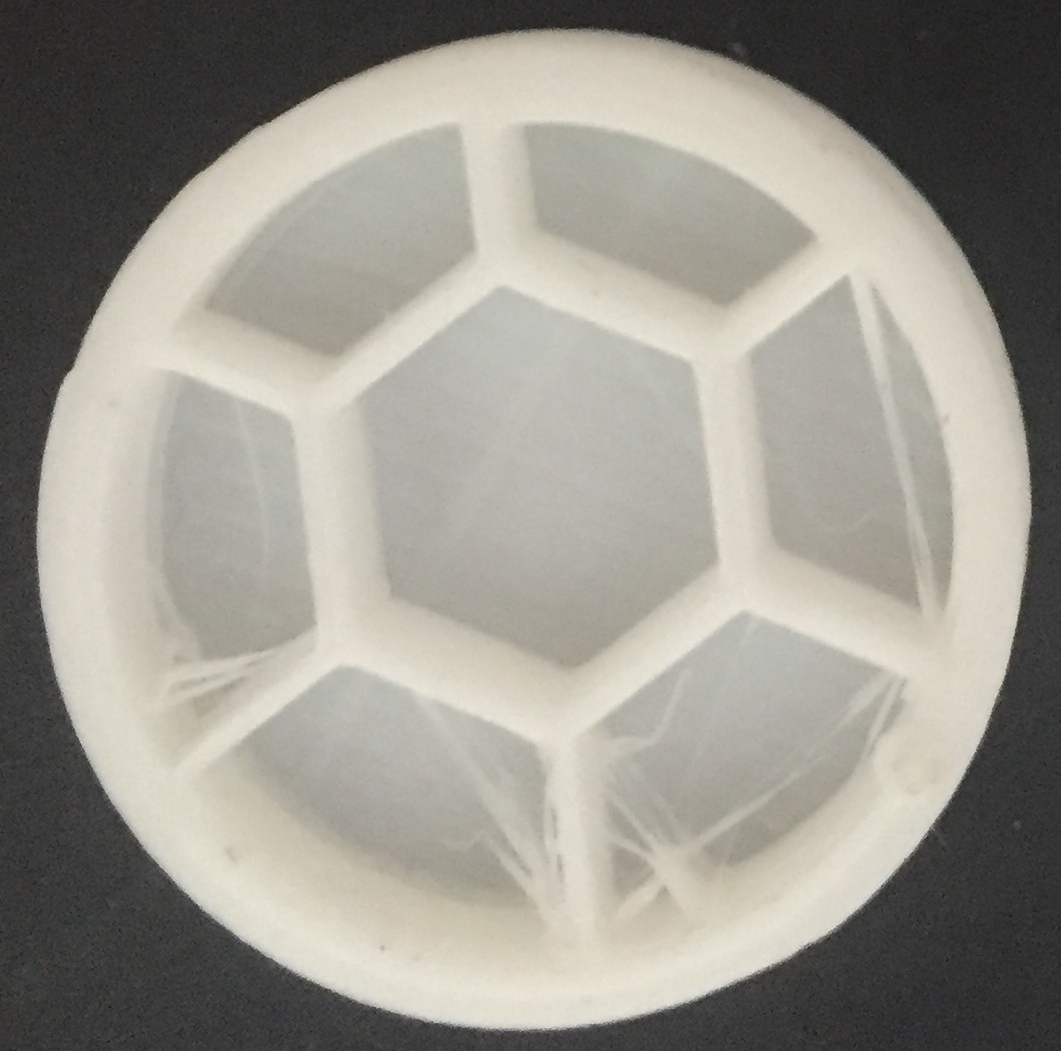
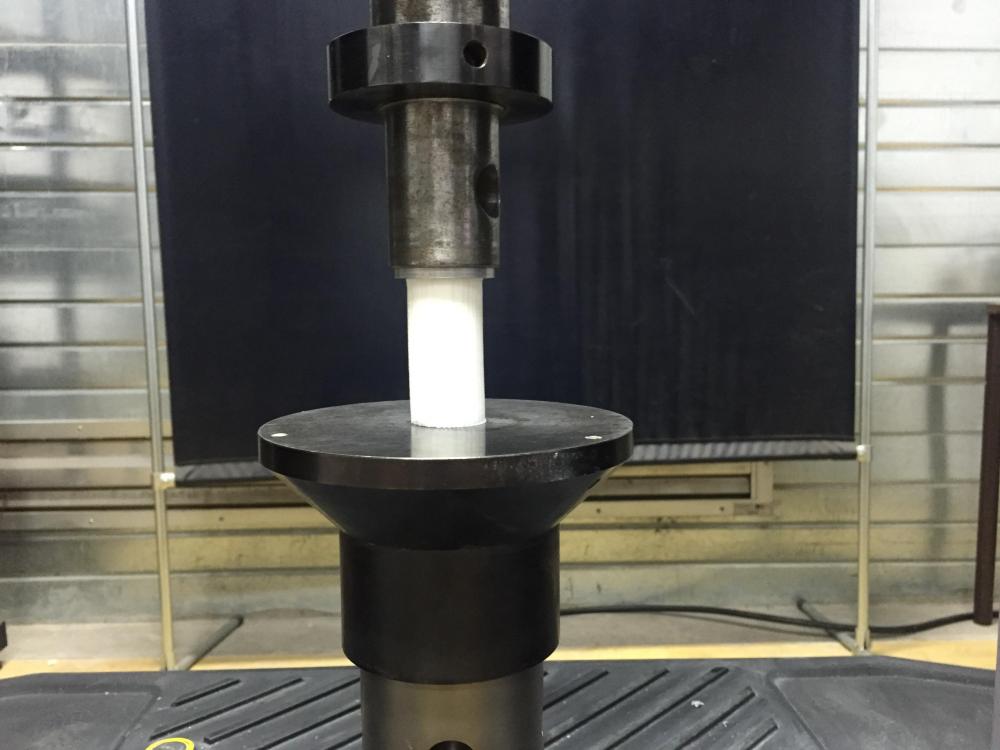
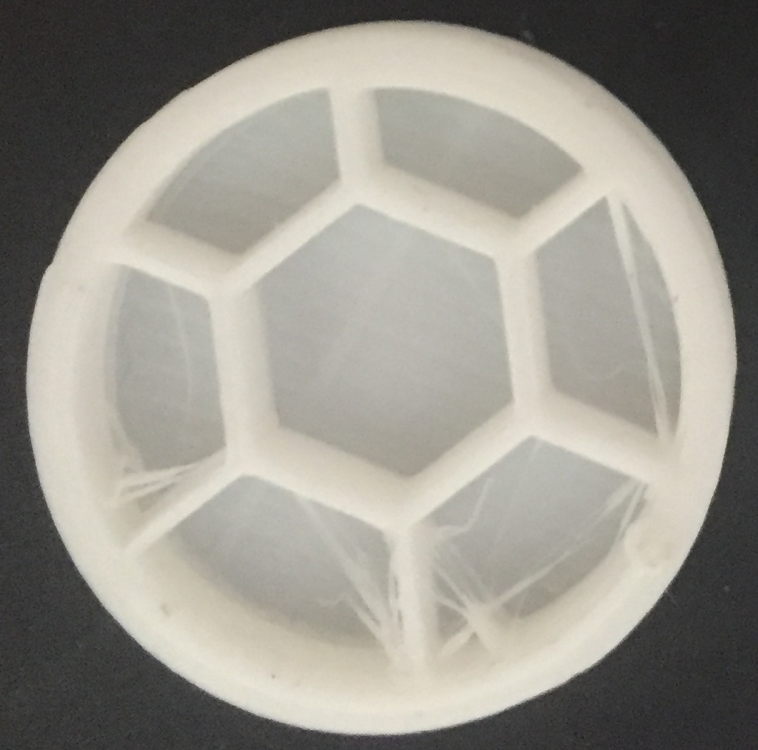
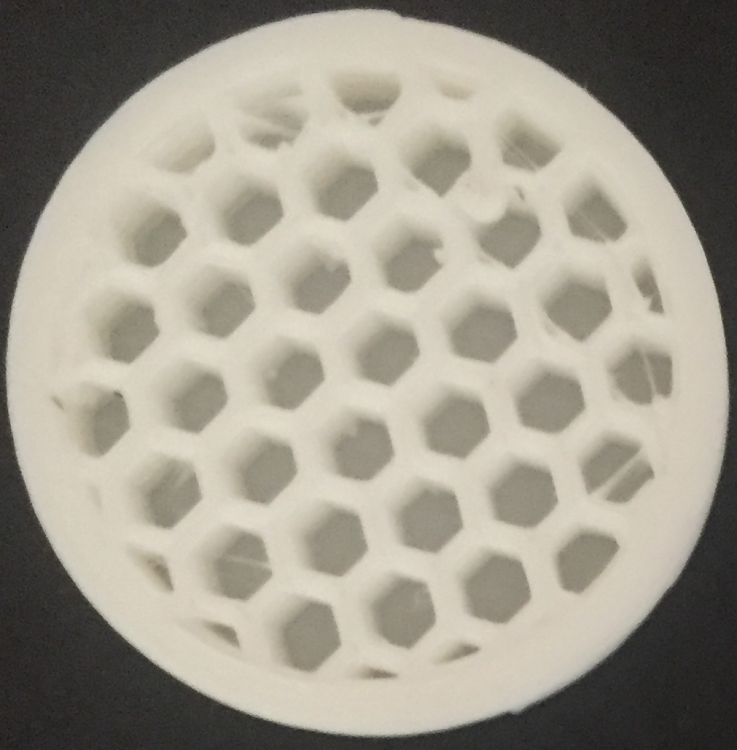
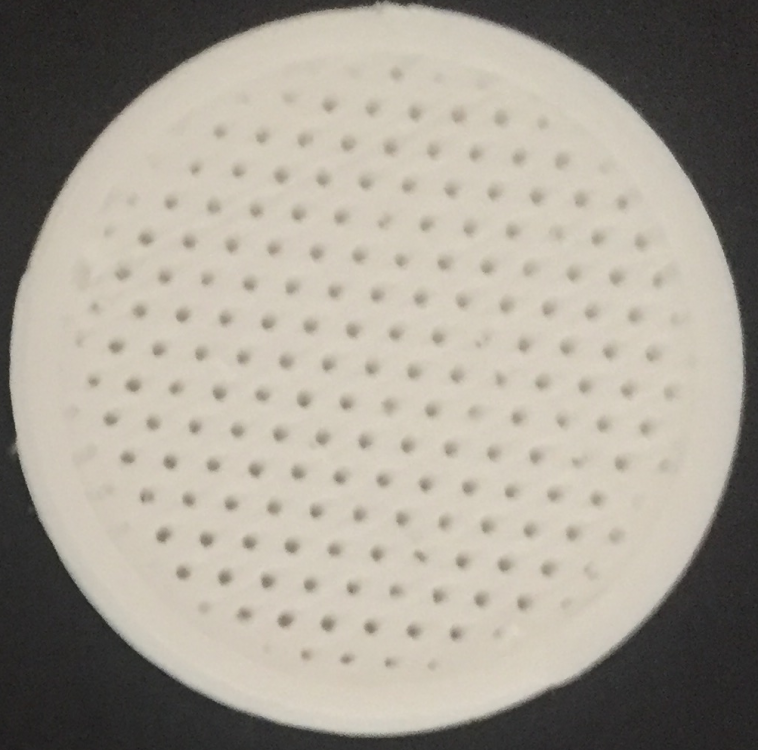
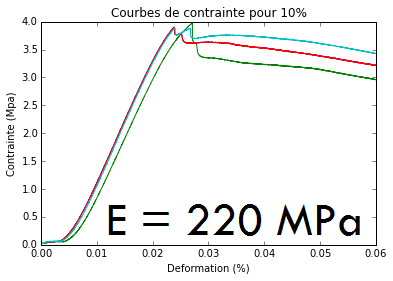
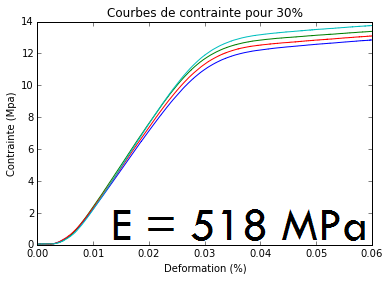
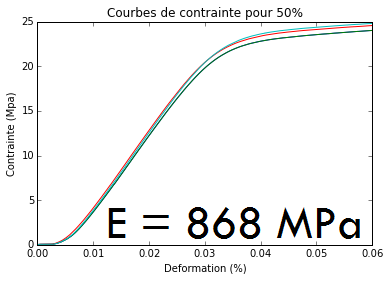
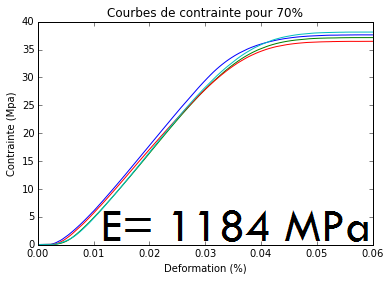
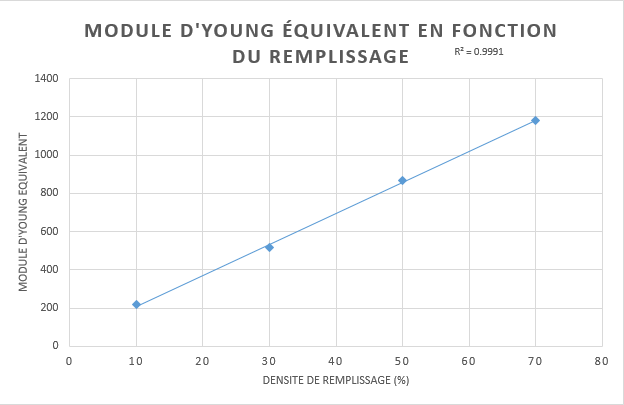
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point