Classement




Contenu populaire
Contenu avec la plus haute réputation dans 13/08/2024 Dans tous les contenus
-
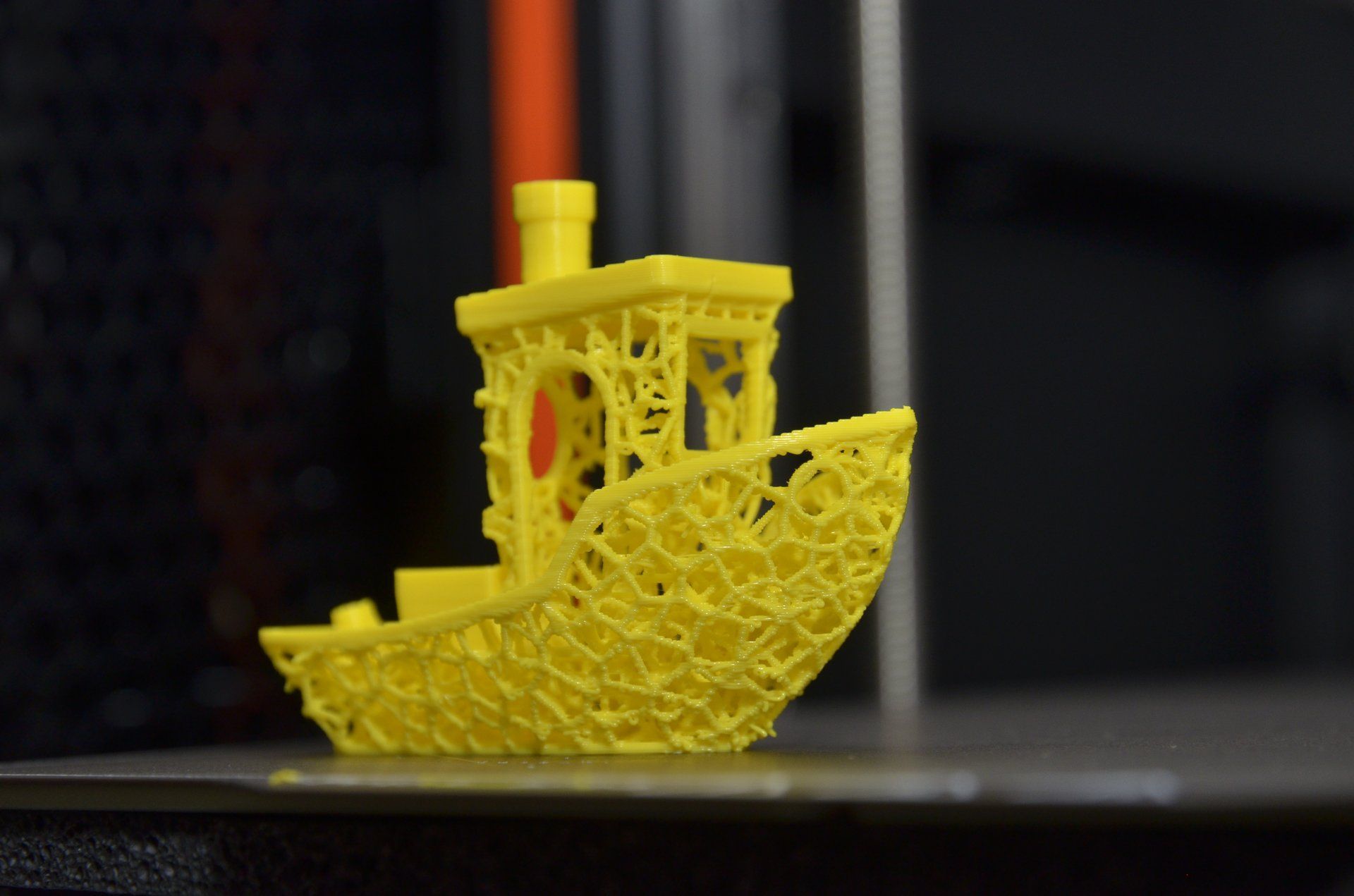
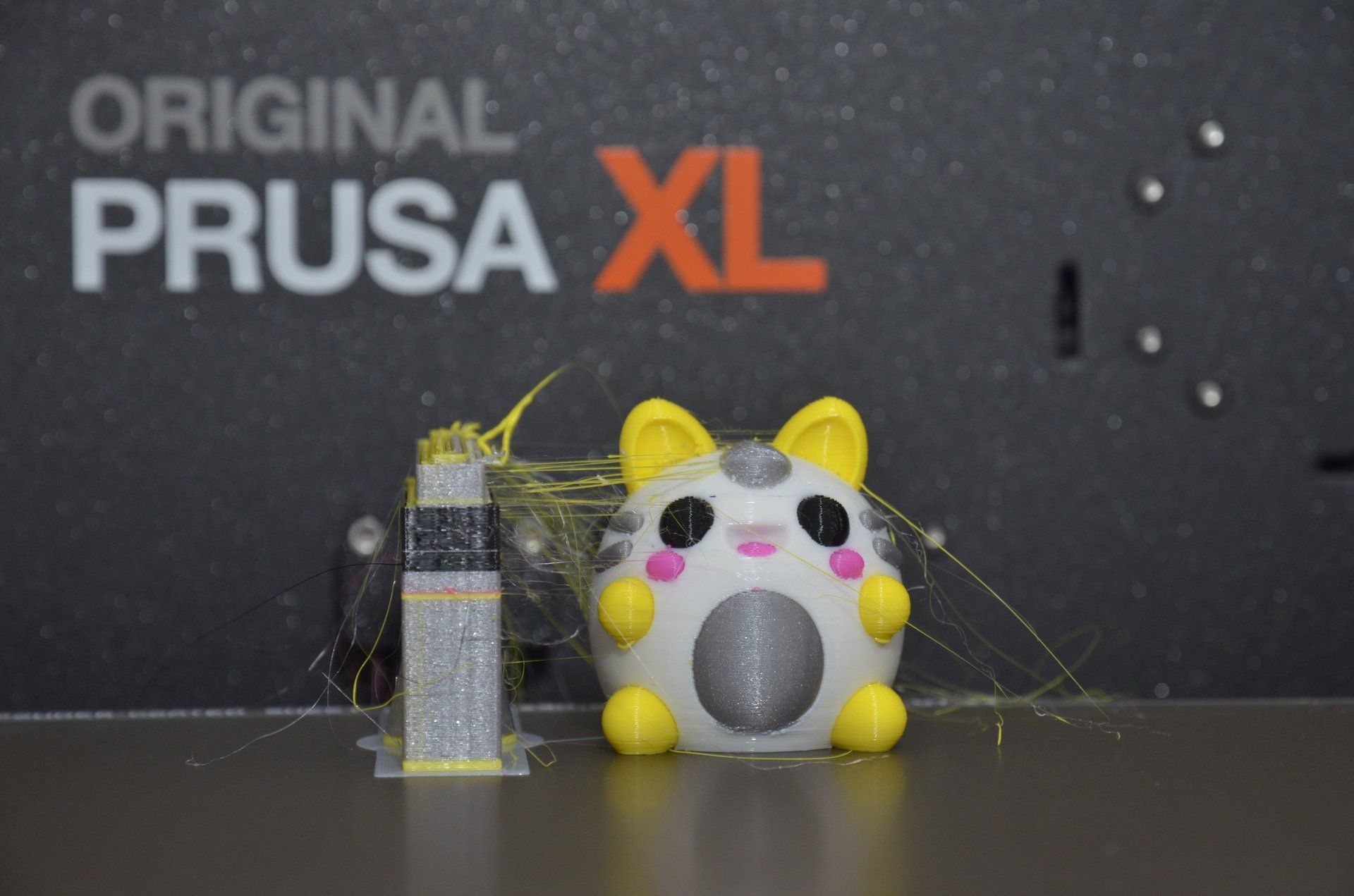
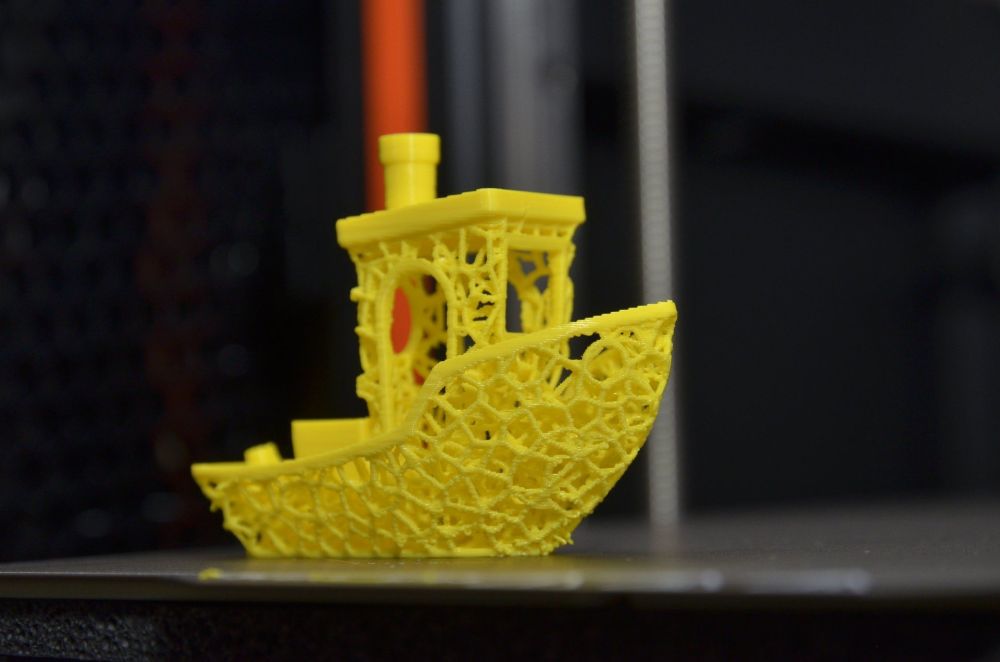
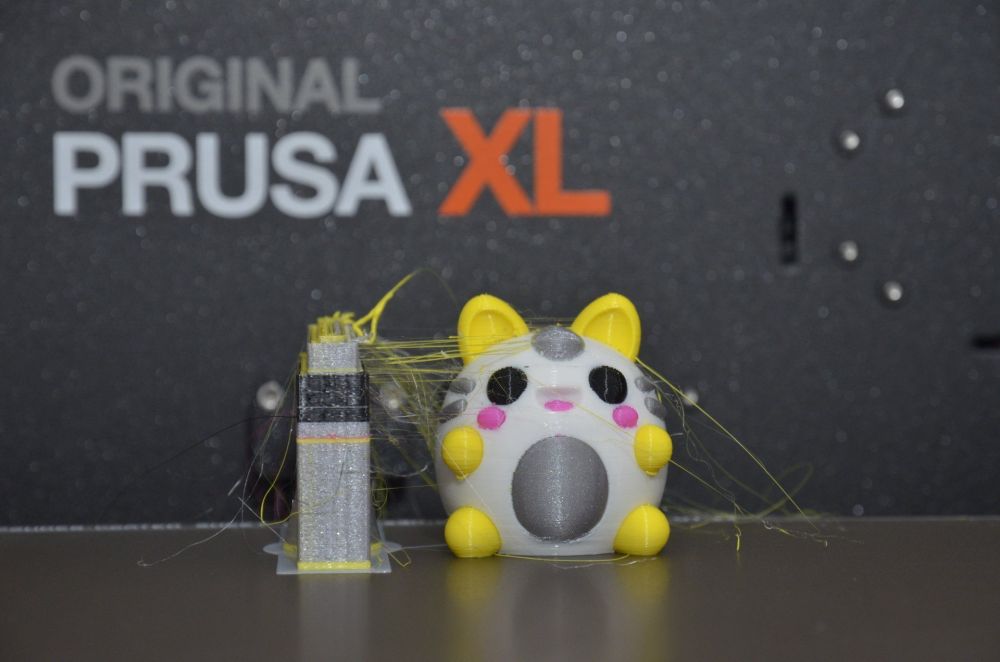
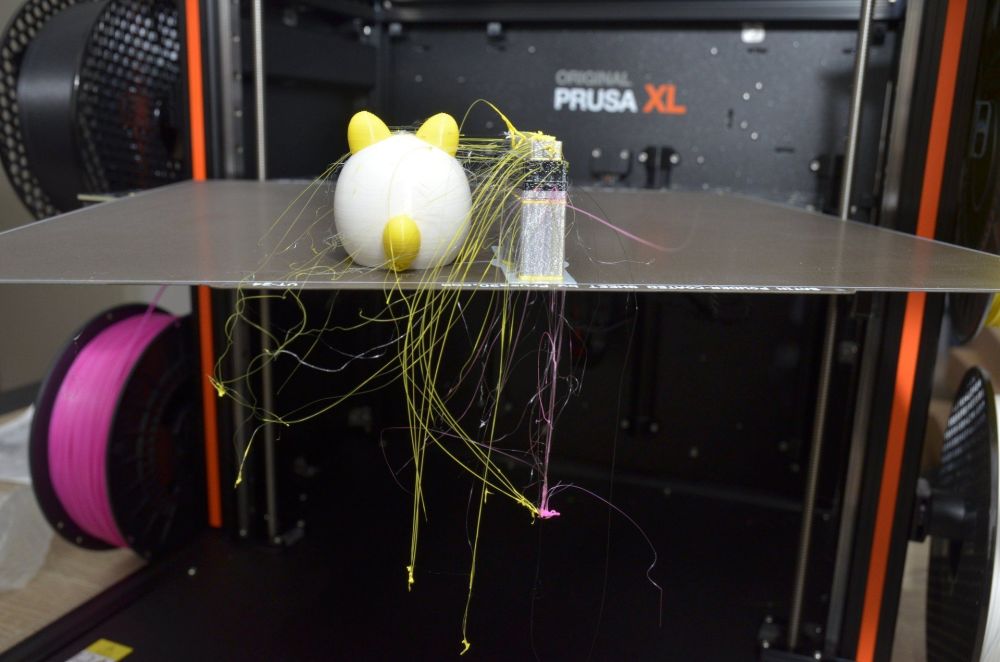
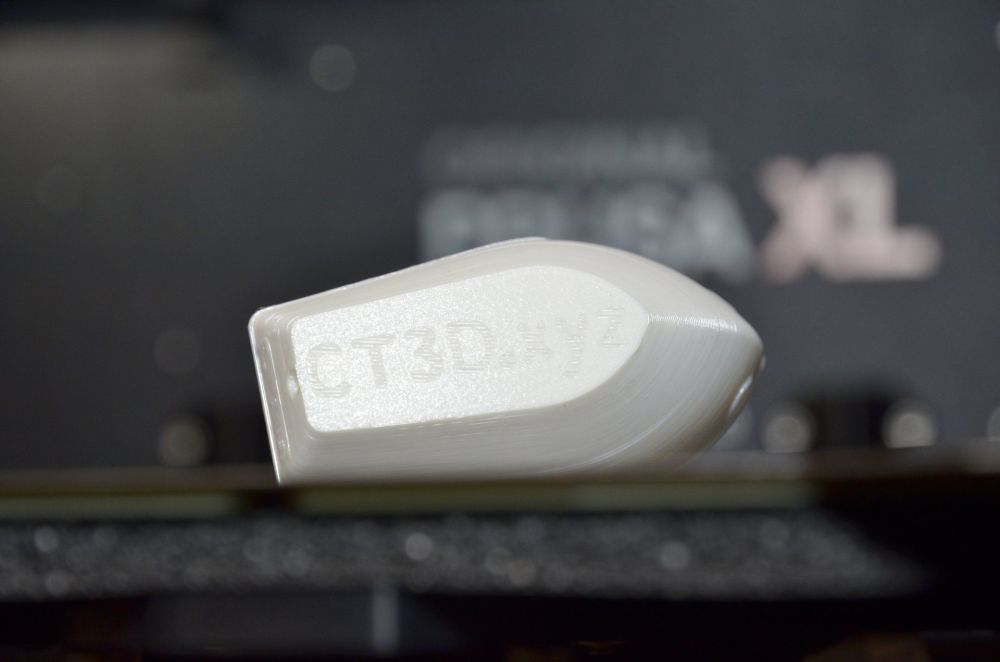
Hello, Allez j’ai quelques minutes pour vous faire un petit récap du montage. Ça va être un peu long car j’ai du retard et beaucoup de choses à dire. Je ne vais pas faire le classique photo-reportage des étapes de montage, cette machine est sortie il y a assez longtemps et en plus du manuel de montage détaillé, on trouve facilement des vidéos complètes du montage en temps réel. Il s’agit du modèle semi-assemblé. Ce qui ne veut pas dire qu’il n’y a plus qu’à visser trois morceaux ensemble et commencer à imprimer 20 minutes après, loin de là ! J’ai étalé le montage sur deux après-midi, du déballage à la première impression en passant par les calibrations, c’est donc faisable en une journée sans se presser. Le montage commence par la base du châssis sur lequel il faut fixer les profilés alu. On sent bien qu’on est dans un autre monde mécaniquement. Les pièces sont d’une qualité terrible, avec plein d’éléments usinés, rectifiés, anodisés. La précision est juste incroyable, les assemblages sont fermes et étudiés pour être le plus rigide possible. D’ailleurs il n’y a pas de jeu du tout, simplement parce que les profilés qui s’emboîtent doivent rentrer en force (un jeu de -0.2mm, oui oui, moins zéro deux millimètres). C’est à dire qu’il y a une sorte de tenon qui doit mordre dans le métal au fur et à mesure que l’on serre la vis, aidé par l’outil de mesure du couple de serrage. Ensuite on vient monter l’écran LCD. Il s’agit du même écran que la MK4 (celui qui m’avait fait quelques frayeurs lors du test de la MK4). Il faut faire passer un fil de terre ainsi que la nappe de l’écran par l’intérieur de la rainure des profilés, sur tout le pourtour du châssis depuis l'avant bas jusqu'à l'arrière haut. Oui les câbles sont très longs. Ce n’est qu’une fois arrivé à la carte mère que je me rend compte que j’ai pris un peu trop de mou au début et que le fil de terre est trop court… Allez hop on démonte et on recommence… Heureusement ça va beaucoup plus vite lorsqu’on l’a fait une fois. Puis vient la pose du le fameux assemblage CoreXY, puis des rails Z, puis le panneau arrière (avec l'électronique et les trois alimentations pour la version 5T), puis le plateau chauffant (ou plutôt le multi-plateau). Jusque là tout va bien, on suit les étapes tranquillement et méthodiquement et ça roule. Pro-tip : il est très pratique de bloquer les patins des rails Z à mi-hauteur le temps du montage, pour éviter d’avoir les supports du bed dans le chemin lors du serrage des vis. Et enfin les Nextruder. On commence par fixer les docks d’amarrage. Et bien c’est clairement l’étape noire du montage. On est censé serrer les docks de la même manière que les profilés, c’est à dire en mordant le métal. Le manuel précise qu’il faut serrer TRES FORT et que ça ne doit pas bouger d’un poil, il y a même une vidéo qui montre comment ça doit être rigide. Le problème c’est que pour la structure du châssis c’était des vis M4 avec une clé six pans longue et on était assisté par un outil de mesure du couple. Là il s’agit de vis M3 (clé six pans standard) et par dessus ça on est censé serrer ça en utilisant la boule et donc nos doigts musclés sur le côté court. Le tout en passant à travers la grille en nid d’abeille à l’arrière. Les 47 commentaires de plainte ne sont pas de trop, au moins on sait tout de suite que ça va pas être de la tarte. Pour procéder au montage j’ai utilisé une clé longue avec un manche (comme un tourne-vis), ça suffit pour du M3 et bien sentir l’effort appliqué. Certains commentaires recommandent des clés avec une poignée en forme de T, mais clairement le filetage va foirer avant d’avoir senti quelque chose. J’ai passé un bon quart d’heure sur le premier dock, en serrant plus que de raison à mon goût, sans obtenir la rigidité souhaitée. Ce n’est qu’au deuxième que j’ai trouvé une (la?) technique. Je cherchais absolument à rester bien perpendiculaire lors du serrage, alors qu’en mettant le dock en butée sur le haut (donc de traviole), par effet de levier le bas mordait beaucoup plus facilement dans le métal au serrage de la vis M3. En prime on voit très bien le dock se mettre en place. Et là, c’est rigide à souhait sans serrer comme un malade. A partir de là, il faut moins d’une minute par dock pour terminer le montage. J’ai remonté le premier dock suivant la même technique, et j’ai obtenu la même rigidité que les autres. Cette étape mériterait vraiment d’être améliorée. Après ça, on déroule le reste du manuel d’assemblage, et tout est fluide. Montage des accessoires, supports de bobine, antenne wifi etc... Attention c’est du micro-coax similaire à ceux qu’on trouve dans les ordinateurs portable, pour ceux qui n’en ont pas l’habitude c’est un peu technique à clipser car minuscule. Vient enfin le moment tant attendu, la première mise sous tension. Mon modèle était pré-chargé avec la version 6.0.0 du firmware, mais la version 6.0.4 (dernière en date) était présente sur la clé USB. Le « wizard » de calibration vous prend par la main et détaille chaque étape, dévisser ici, resserrer là, attention à retirer les doigts avant la prochaine étape où la machine se mettra en mouvement, etc... La calibration des offsets sur les cinq têtes prend environ 14 minutes, mais est entièrement autonome. D’ailleurs c’est perturbant à un moment, car la machine vient palper son Z0 en touchant directement le bed chauffant, sans steel sheet puisqu’il nous a pas été demandé de le mettre à ce moment là. Mais c’est fait pour, les capteurs de force ayant été contrôlé au préalable. Pour résumer, j’ai trouvé que le montage des éléments préassemblés était dans l’ensemble du niveau de qualité et de simplicité attendu pour une Prusa. Je l'ai trouvé plus dans l'esprit maker malgré tout, que le montage de la MK4 qui comportait plusieurs passages sensibles, tous préassemblés sur la XL. Petit bémol cependant sur la fixation des docks où on est un cran en dessous, avec risque de casse. Pour la calibration rien à redire, Prusa a effectué un travail remarquable de simplification, l’utilisateur n’a qu’à effectuer les actions demandées une par une. Désormais la machine est prête au service. Suite des essais (nouveau post qui risque d'être fusionné mais c'était plus pratique pour moi). Première impression, celle que j'avais annoncé sur ce topic il y a deux jours. Forcément on démarre direct avec 5 couleurs. Oh My GOD! Mais c'est quoi ça ?! Je pensais ces problèmes réglés depuis les dernières updates de Prusa, buse de 0.4 et PrusaSlicer 2.7.x alpha/beta ?! Franchement à cet instant, l'effet wow des premières manipulations sur la machine s'évapore. Bon je me dis, il n'y a l'air d'y avoir que le PLA Eco qui a un souci (jaune et le rose, Prusament pour le reste), il est peut-être humide. En plus en ce moment ça monte parfois à 75-80% d'humidité dans la pièce. Avant de tenter les grandes manœuvres, je fais un bête benchy sur une seule tête : C'est pas le plus beau benchy que j'ai vu, mais il n'y a pas de stringing. Je sais je n'ai pas testé avec le PLA Eco, mais au moment où j'ai lancé l'impression je ne l'avais pas encore incriminé. J'observe attentivement les phases de démarrage et je vois que ça bave pas mal, sur toutes les couleurs. Ca coule carrément des gouttes liquides sur le rose même. J'utilise le profil Prusament PLA, 230°C pour la première couche, 225°C pour les autres. Ca me semble bien trop élevée dans les conditions d'utilisations avec de long déplacements à vide lors des toolchange, mais ça passe bien pour une impression simple. J'ai fait quelques tours de stringing pour confirmer la chose, et j'ai même fait un benchy Voronoï avec le jaune à 200°C pour confirmer : Je n'ai pas eu le temps d'affiner la recherche de température, mais je suis étonné que le profil par défaut provoque ce genre de choses, ils sont habituellement conservateurs. Donc le coupable semblant avoir été trouvé => trop chaud, je relance le premier print à l'arrache à 200°C : Ouf ! J'ai ensuite testé un des G-Code préchargé sur la clé pour voir si le problème venait de mon tranchage : Apparemment pas, ça filoche aussi. Est-ce que c'est dû à la température ambiante élevée ? Ou bien parce que j'ai installé les chaussettes silicone ? Mystère. J'ai vu aussi quelque chose que j'avais déjà relevé sur les vidéos de démo de Prusa, il y a de l'huile qui coule du CoreXY sur le plateau : En effet les rails sont très (trop ?) bien huilés : En écrivant ce post, je m'aperçois qu'il y a une étape du manuel que je n'avais pas vue. Ca concerne le graissage des pins de centrage des têtes : Je ne l'ai pas fait, et j'ai effectivement remarqué des empilements de couches un peu irrégulières. Je vais m'occuper de ça et voir la différence. A+





 7 points
7 points -
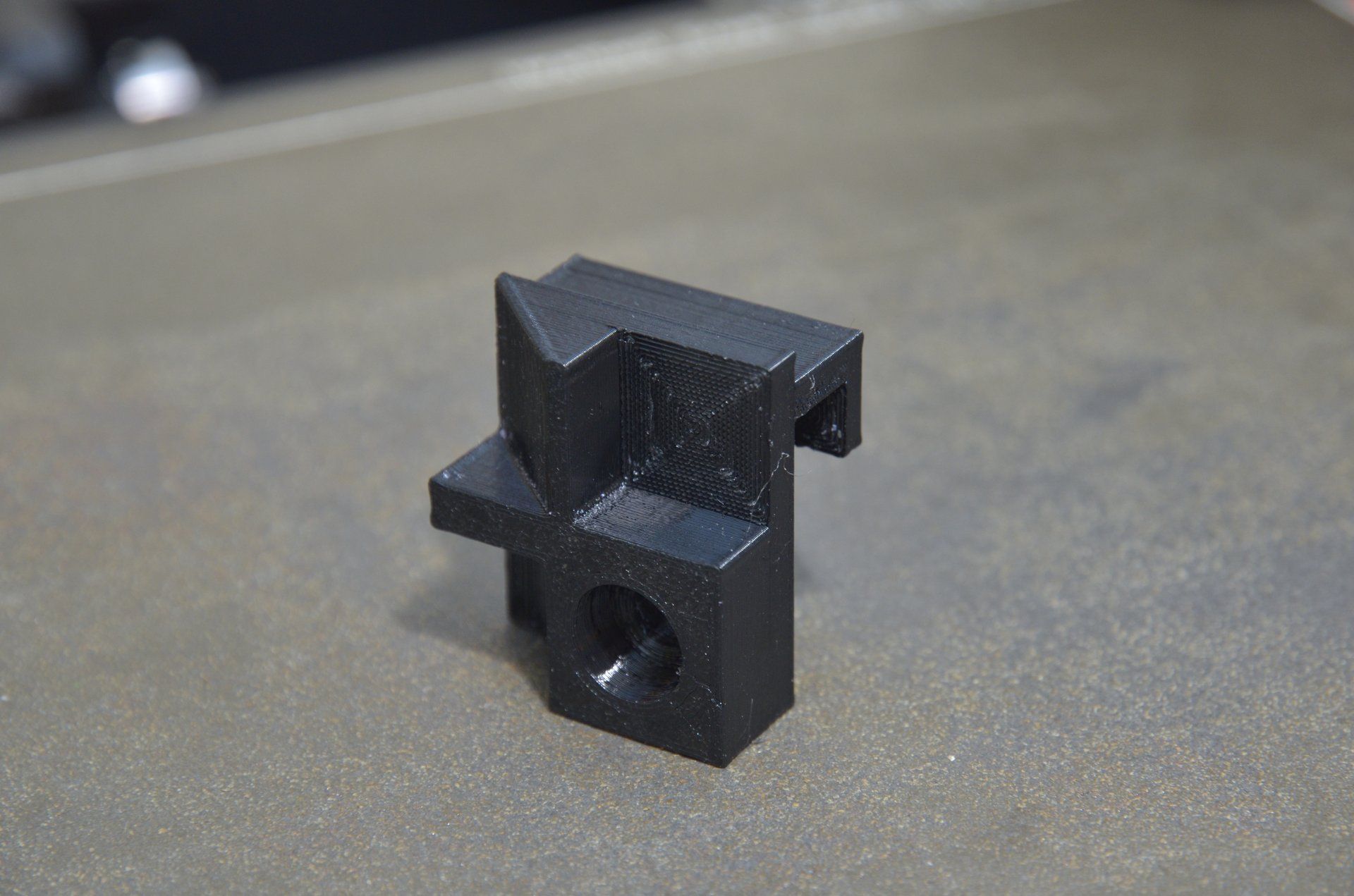
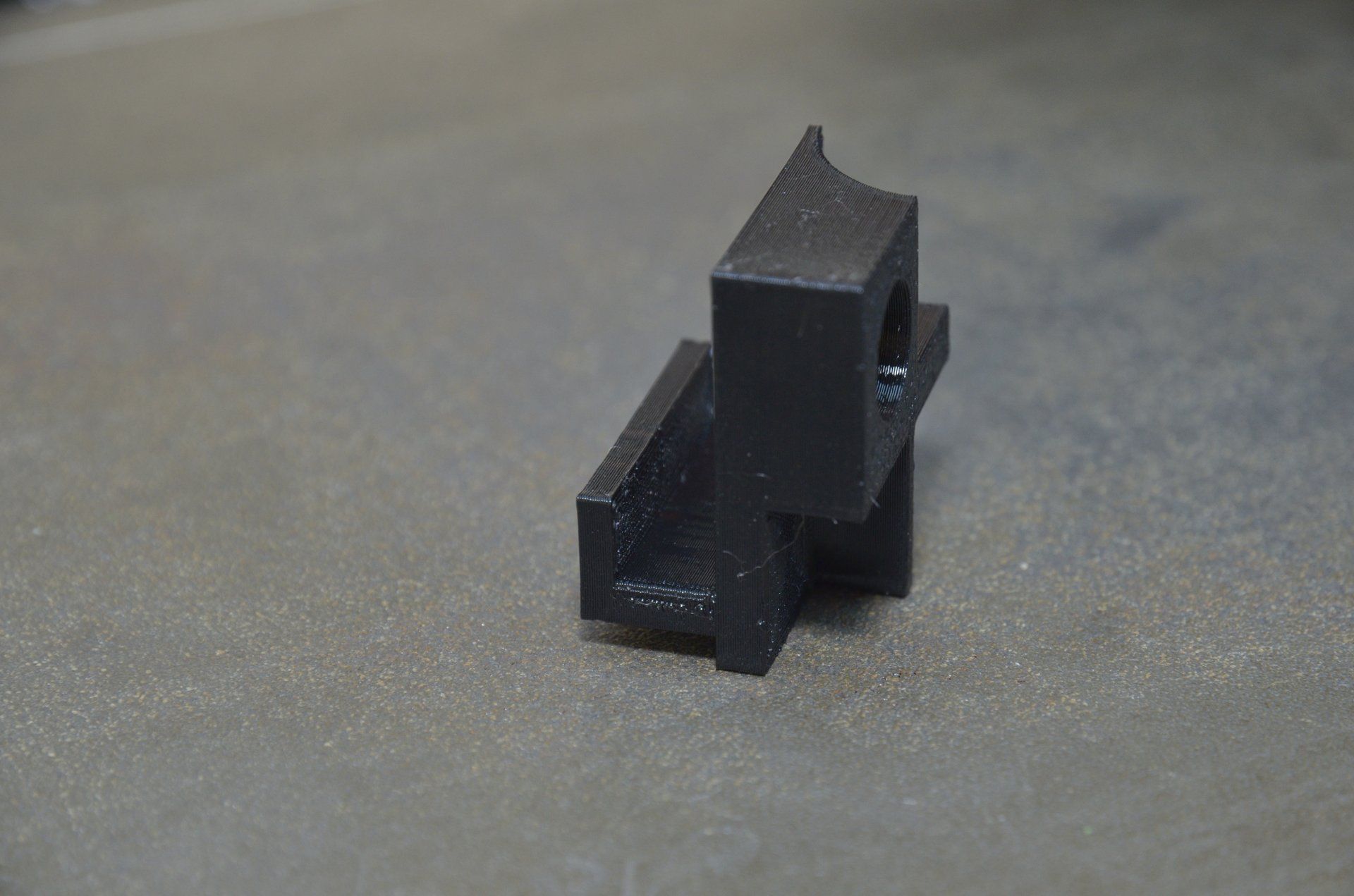
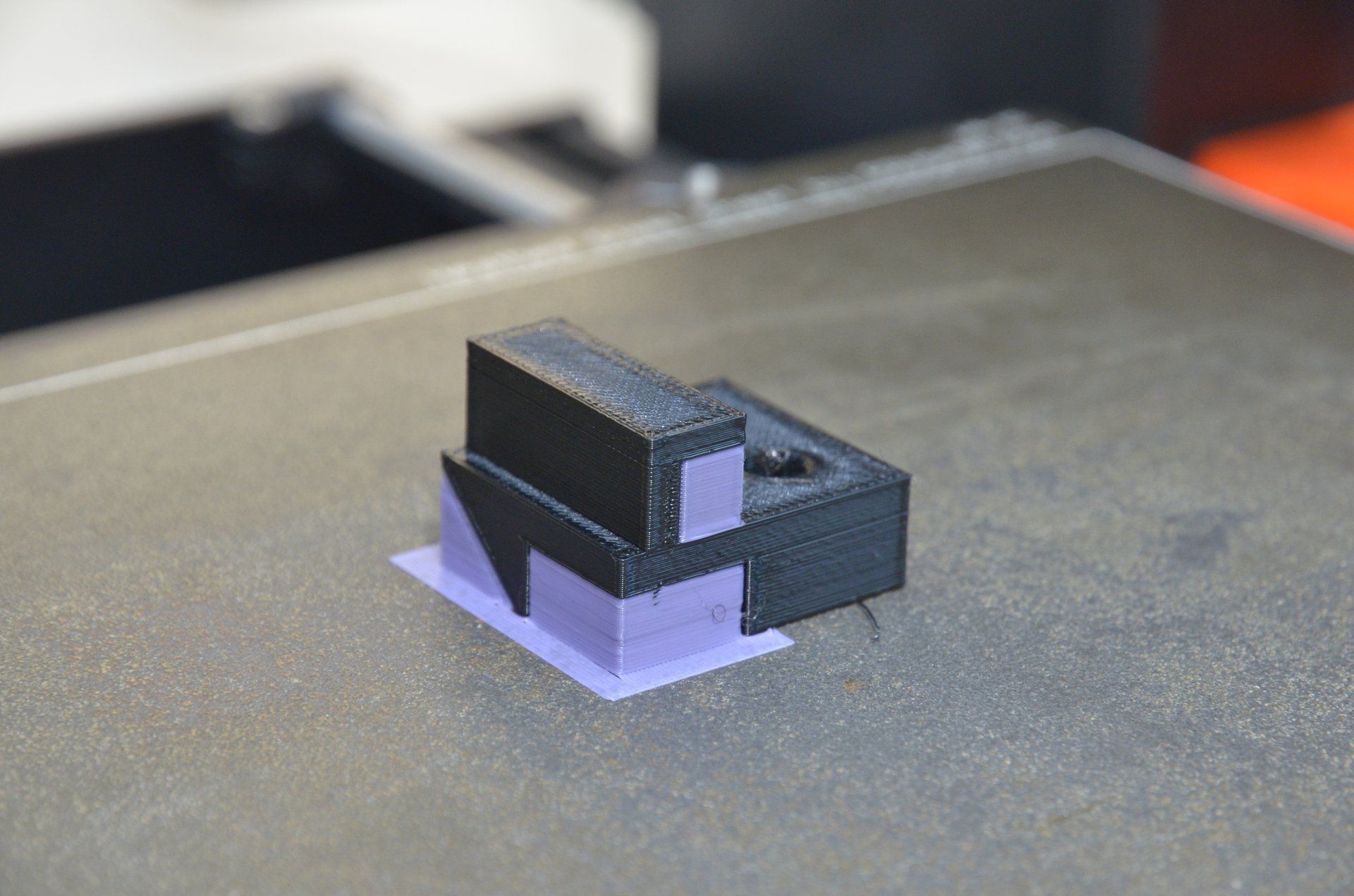
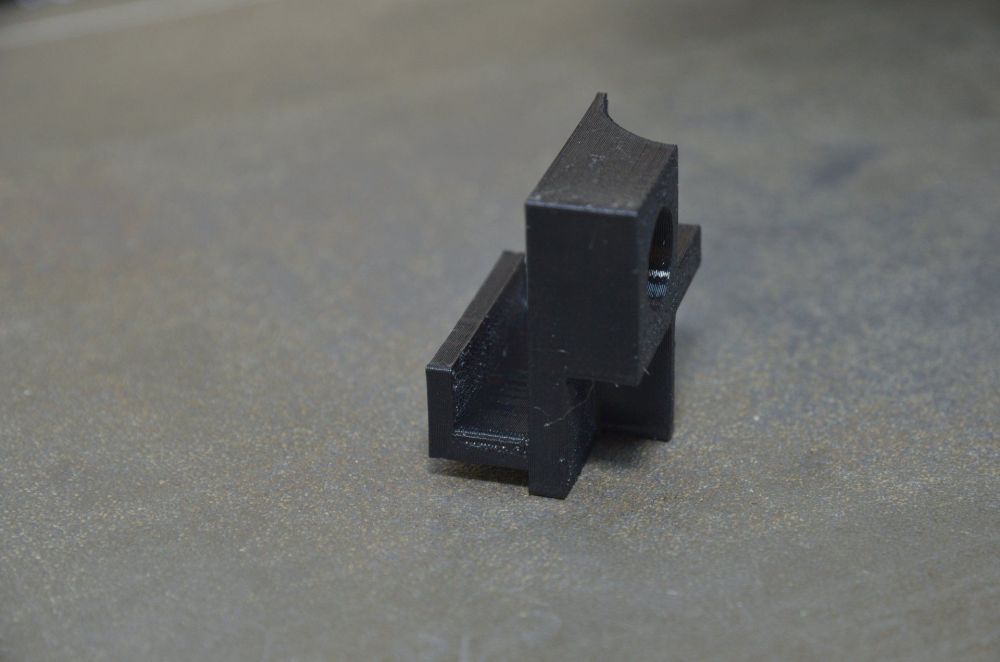
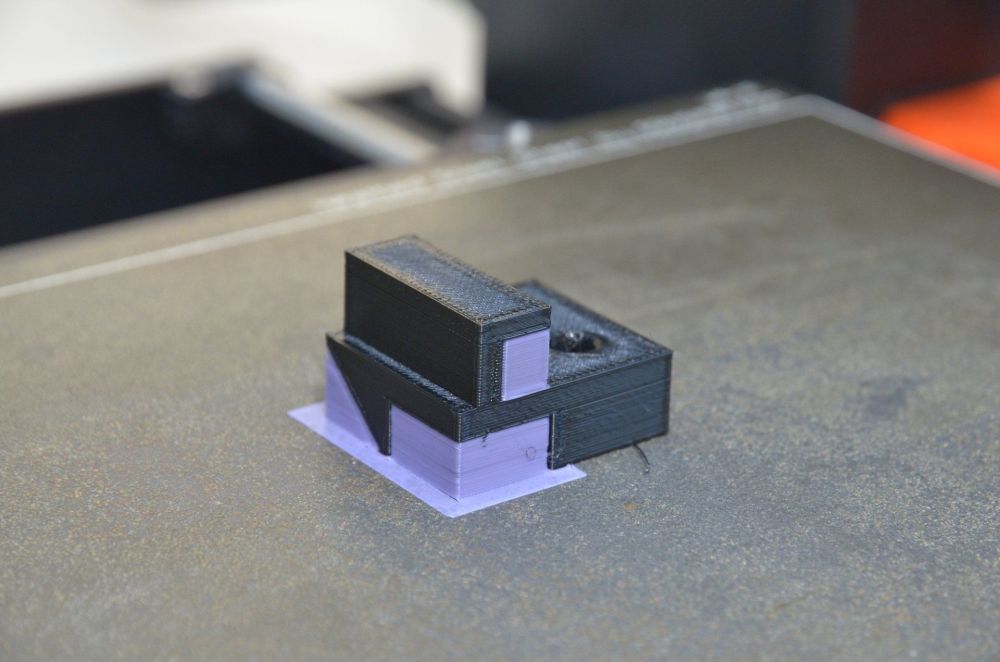
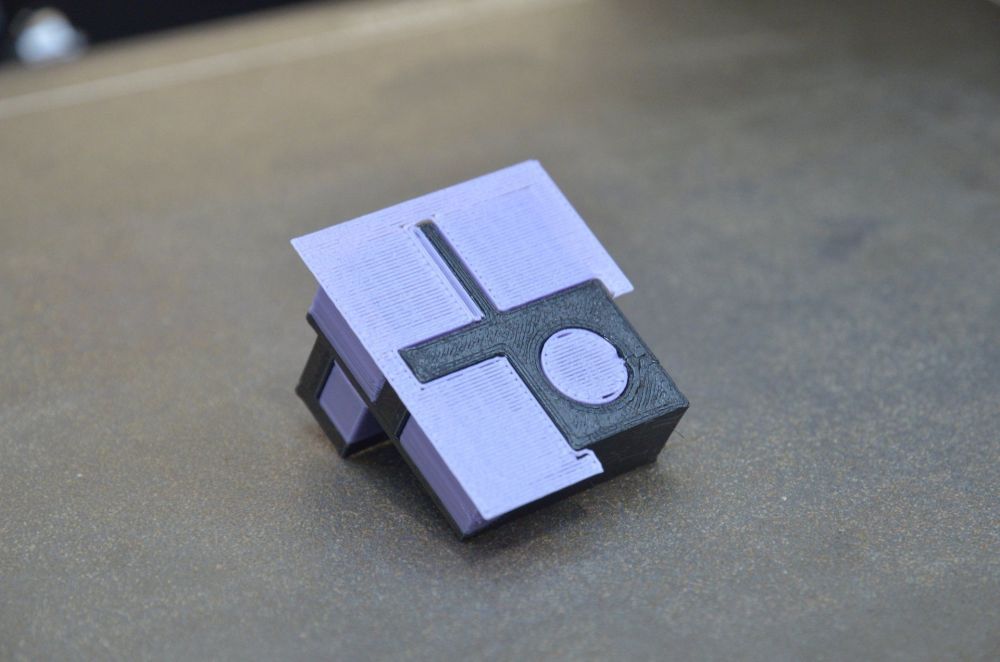
Hello, Alors "a priori" je dirais que ce n'est pas supporté, car aucun profil de filament TPU n'existe pour cette imprimante dans PrusaSlicer, même pas le générique. Je suis donc sorti des sentiers battus et j'ai forcé l'utilisation d'un profil TPU incompatible. Et tadaaa : En noir du TPU eSun 95A, en violet du PLA Eco Arianeplast => 100 changements de filament. J'ai dû assister la machine à deux reprises au tout début, sur les 2-3 premiers millimètres car le TPU n'entrait pas dans le Nextruder. Très simple à corriger, on ouvre la trappe, on déconnecte le bowden, on sort le fil on recoupe et hop la machine reprend comme si de rien n'était. Je pense que c'est dû à la chaleur, j'ai commencé ce test en fin de journée mais il faisait encore 32°C dans ma véranda. Au fil de l'impression, la température est descendue vers 26°C et je n'ai plus eu de problème du tout. Vue de dessous après démontage des supports : Test concluant pour moi.
 5 points
5 points -
petite avant première pour mon dernier design. L'engin fait un diametre de 230 mm, une hauteur de 550 mm, 96 diodes, 48 segments horizontaux Ce modèle m'a demandé beaucoup, mais alors beaucoup de travail, mais le résultat est satisfaisant, qu'en pensez vous ?3 points
-
Je surveille de temps le site américain de la FCC. Dernièrement j'y ai vu passer le test de conformité du CFS (identifiant Creality => 2AXH6 ) Tout n'est pas disponible, une demande de confidentialité ayant été faite par Creality pour ( Long-term-Confidentiality-Letter-7539159.pdf ) : block diagram schematics operational description Sinon on peut récupérer le manuel utilisateur (anglais seule la page 16 est en français ) : Users-Manual-7539180.pdf et quelques photos (internes / externes) : External-Photos-7539158.pdf Internal-Photos-7539162.pdf Rien vu pour le moment concernant la K2 plus elle-même… ça viendra peut-être (la dernière imprimante FDM de Creality testée par le FCC est la Sermoon M500 (un monstre, nécessitant un transpalette / chariot élévateur pour la déplacer )). Quelques notes: le séchage du filament est de type «classique» => dessicant (pas de chauffage interne donc) TPU dureté ⩽ 95A non compatible (notes point 5) not compatible with damp water-soluble supports ? ( non compatible avec les (filaments?) supports hydrosolubles) (notes point 5 damp PVa ou BVOH) le point 7 des notes déconseille l'utilisation de bobines carton (déformées ou dont les bords ne sont pas traités (avec quoi?))3 points
-
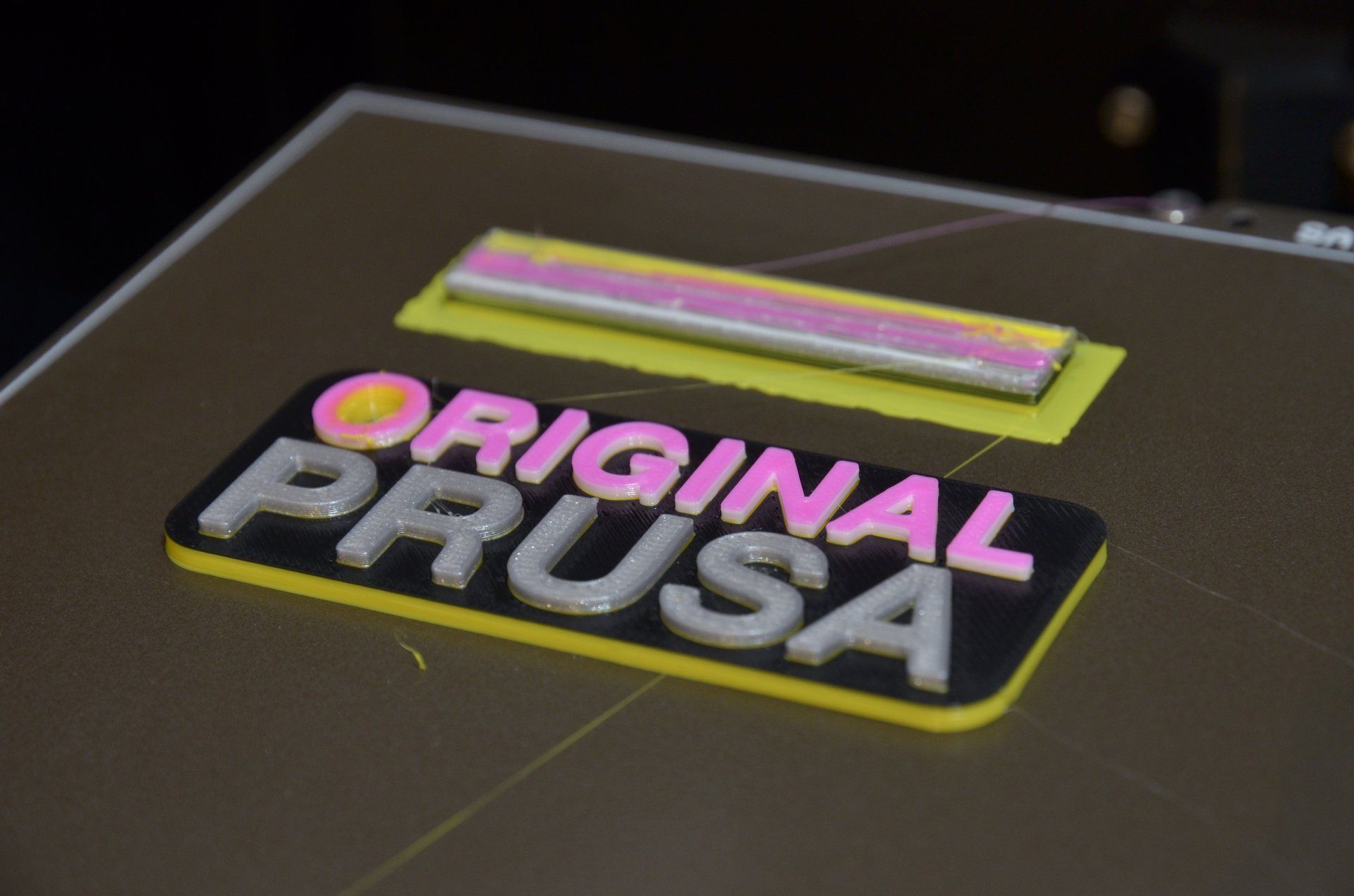
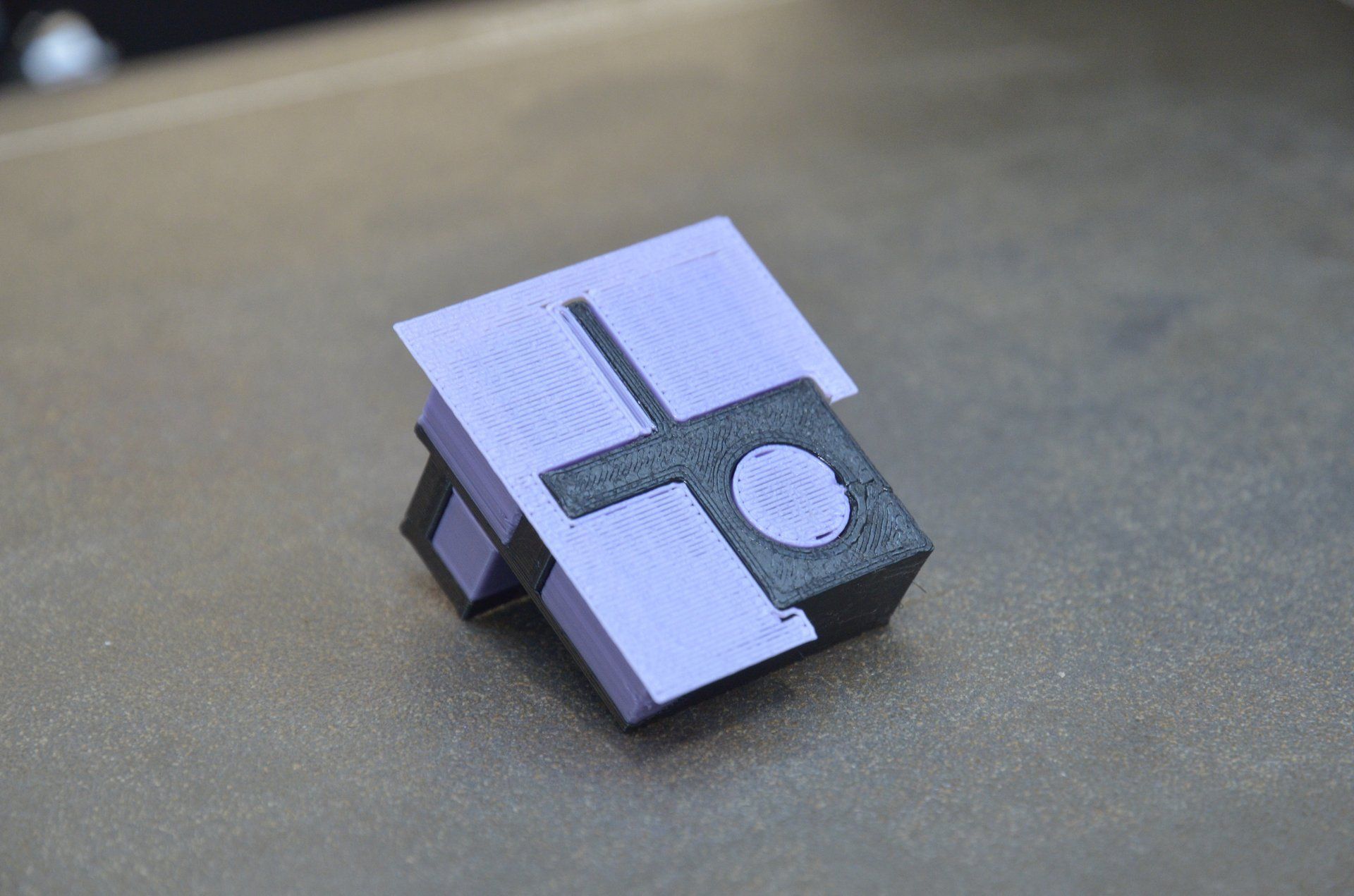
Je corrige une boulette, ce n'était pas du PLA Eco mais du PLA+. Oui, que la tour de remise en pression et rien d'autre. On peut aussi s'en passer mais sous certaines conditions. A gauche sans, à droite avec. On remarque des petites bavures ici et là. Ce n'est pas une purge à proprement parler. C'est une remise en pression, et accessoirement ça permet de capturer les petites crottes. Surtout si la tour est loin des docks, le voyage à vide peut-être long. Pour bien illustrer, voici une photo avec à gauche des tours de purges, des vrais, du MMU3, et à droite des tours de remise en pression de la XL : Toutes pour cinq couleurs. On voit bien que le MMU purge vraiment le contenu, alors que la XL se contente de remettre la hotend en pression.

 3 points
3 points -
C'est ça Yep 200 kilos de résine Jamg He pour une petite commande groupée
 3 points
3 points -
C'est valable pour bon nombre de choses Tant qu'on est pas trop maladroit

 2 points
2 points -
J'avais bien du mal, il y a très longtemps, à l'école avec les porte-plumes et leur plume sergent major pas vraiment prévus pour des gauchers mais heureusement, le buvard lui était universel2 points
-
Ils ont un brevet pour ça ?2 points
-
C'est un problème auquel j'ai été confronté à l'époque du développement de l'i3-RDx (idex). On a essayé plein de solutions, dont les boites à caca et les spatules. Le plus fiable reste la tour. En plus c'est plus compact comme déchet. Mais chez Stratasys sur les Fortus ils purgent dans un bac et une spatule vient nettoyer la buse, donc ça peut être une solution fonctionnelle malgré tout.2 points
-
Heureusement que ton garage est grand c'est bientôt la succursale de Pangolin Importation2 points
-
??? Cette rubrique qui se voulait humoristique au départ, a tendance actuellement à l'être de moins en moins, voire plus du tout, non ? Fatigue? Cerveaux en vacances? Autre?2 points
-
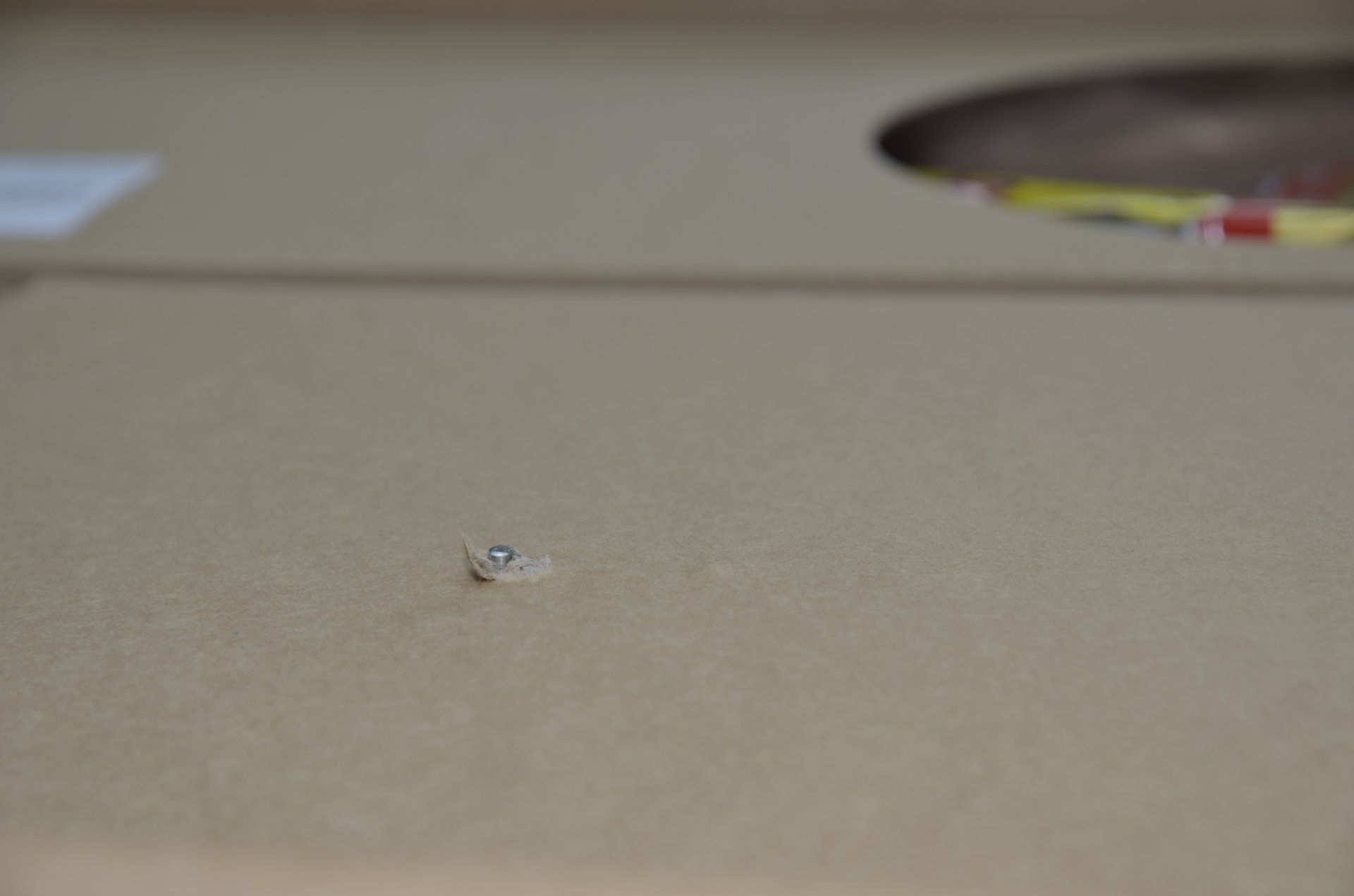
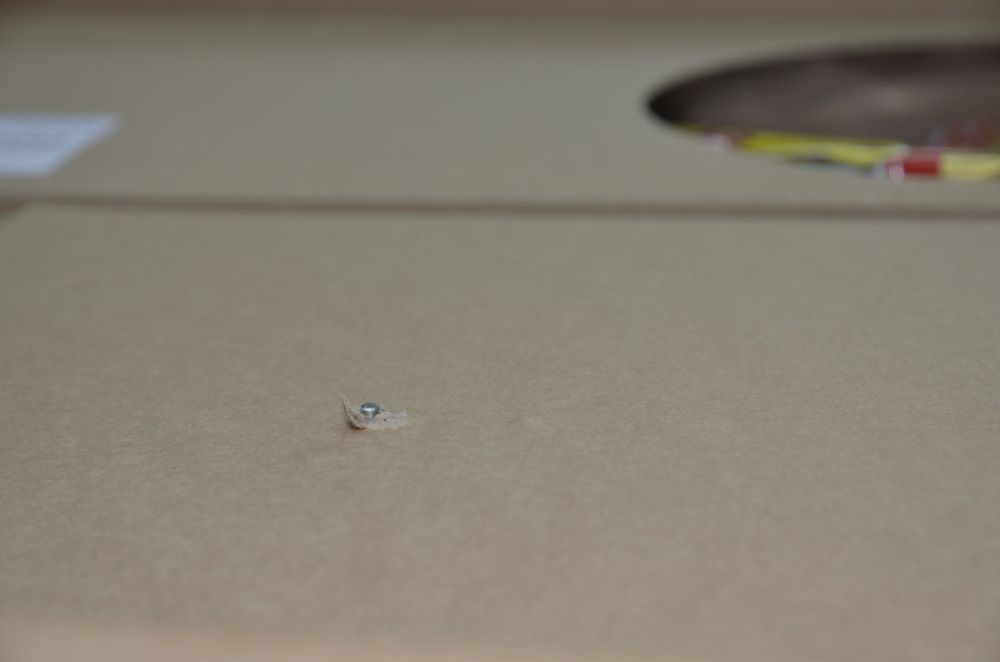
Hello, Sur ce topic nous allons aborder la découverte de la très attendue Original Prusa XL, équipée de cinq têtes. Le test sur le site https://www.lesimprimantes3d.fr/test-original-prusa-xl-5t-5-tetes-20241030/ Afin de lever tout ambiguïté, il s'agit ici d'une machine que Prusa Research nous a fait parvenir pour le test. Même si je peux comprendre les avis contraires, je n'en serai pas moins critique. Je suis parfaitement libre de mes propos et j'ose espérer que vous, lecteurs, puissiez avoir confiance en mon jugement. C'était important que je le précise. Après ce petit préambule, passons aux choses sérieuses, la GROSSE bête : Bon allez, la même en version un peu moins impressionnante : La Prusa XL en version cinq têtes (que j'abrègerai 5T par la suite) est livrée en deux cartons. Le principal contient toute la machine avec deux têtes, les trois têtes restantes sont dans le second carton plus petit. Il vaut mieux être deux pour déplacer le gros et même pour le vider de son contenu, j'ai réquisitionné ma moitié qui a transpiré tout autant que moi. Je vous le dis tout de suite, je n'attaquerai l'assemblage que demain. Pour le moment je me suis contenté d'inspecter le contenu que je vous montrerai plus en détails le moment venu. J'avais remarqué dès la livraison qu'une des deux poignées en plastique qui ornent deux côtés du carton principal était cassée. Chose semble-t-il tout à fait courante si je me réfère aux retours de nombreux utilisateurs. Rien d'étonnant avec un carton de 35kg ! Si l'on tire dessus latéralement pour le sortir du camion, ça casse net. Cela a même donné des idées à certains, qui ont modélisé la poignée pour pouvoir la ré-imprimer. Rien de grave en soi, le carton est en excellent état et ne semble pas avoir souffert de choc. Je commence par ouvrir le petit carton, composé de trois sous-cartons, rien à signaler. Ensuite j'ouvre le gros carton, et je m'attend à un emballage tout aussi impeccable, bien condensé et bien calé. Et bien j'ai été surpris ! Il y a un petit vide sur le dessus, quelque chose comme 2-3cm entre les sous-cartons et le couvercle du gros carton. On aperçoit au fond, l'emplacement réservé pour une boite de Haribo remplacée par un paquet mou, laissant le trou béant, alors que ce meme carton contient plein de petits sachets d'éléments individuels. Mais ils sont restés en place, laissant penser que le colis est resté à l'endroit durant le transport. Je remarque immédiatement qu'un des sous-cartons est percé par un des composants. Il s'agit d'un carton contenant une des têtes et la partie qui dépasse est un téton en métal. Lorsque je l'ouvre je remarque qu'il y a normalement deux trous prévus pour caler ces tétons (là encore du vide sous le couvercle), mais aucun des cinq cartons n'est aligné, et plusieurs présentent des marques de déchirure : C'est encore pire en dessous : D'une manière générale, il y a du jeu un peu partout dans les emballages. Mais a priori aucune casse, que du carton. J'avoue que cette Prusa XL 5T ne démarre pas sous les meilleures auspices. J'espère ne pas trouver d'autres surprises demain lorsque j'attaquerai son montage ! En attendant, n'hésitez pas à poser vos questions ou proposer vos idées concernant ce test, j'essaierai d'y répondre dans la mesure du possible. A très vite.



 1 point
1 point -
Sur le site de Volumic, vous pouvez voir cela : En réalité, sur cette prothèse toutes les pièces transparentes ont été injectées en PC cristal chez moi. En production, elles sont injectées en PA6-GF30% noir. Celles en PC cristal sont faites uniquement pour la promo du produit.
 1 point
1 point -
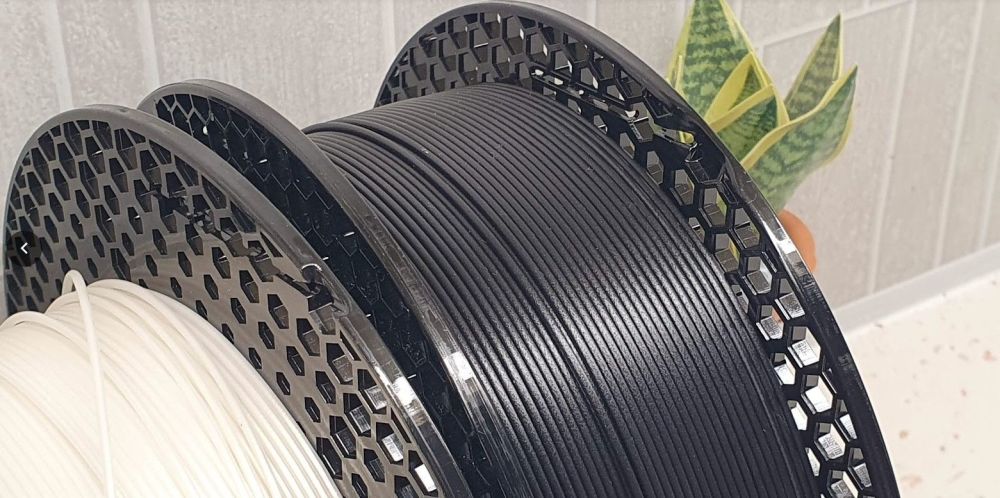
J'ai remarqué deux nouveautés sur les bobines récentes de Prusament : L'encoche pour le filament en bord de flasque a été adoucie Un tag RFID fait son apparition A gauche une ancienne, à droite une nouvelle. Dans le moyeu il y a un tag. Pour la première modif, il était temps. Le fil accrochait souvent dans cette fente, sans toutefois jamais bloquer, et heureusement. Je soupçonne d'ailleurs ce problème d'être à l'origine du passe filament bizarre de la Prusa MK4, officiellement là pour éviter de tomber des spires lorsque la bobine est neuve.

 1 point
1 point -
Bonne question. Un genre d'équivalent des fichiers ".3mf" ( qui n'est rien d'autre qu'un ".zip" d'une arborescence de fichiers qui respecte certaines spécifications) mais pour les graveurs laser. La difficulté, c'est que par définition un standard s'impose. Mais un standard n'est pas forcément une norme / une spécification. (Donc un standard peut être complétement loufoque et mal définie, il suffit juste que tout le monde l'utilise) Et je n'ai pas encore connaissance (mais je n'ai pas cherché) d'une spécification "open source" existante pour un format de fichiers utilisable sur différent logiciel ( libre ou propriétaire ) de contrôle de graveur laser. Edit > (Par exemple, XTool doit certainement avoir un format de projet pour son soft pour ces graveurs laser qui a ce que tu demandes, mais c'est son format propriétaire, donc difficile à imposer et à utiliser comme standard, car certainement pas le droit de l'utiliser sauf à payer une licence d'utilisation)1 point
-
Le cauchemar (nightmare) des microprogrammes ?1 point
-
Aucune idée du contenu mais franchement il est bizarre: Il manque une partie du carton :
 1 point
1 point -
Je confirme, généralement c'est en kilos (certains constructeurs continuent de me parler de litres mais ce sont des kilos généralement indiqué sur la bouteille), les résines que j'ai pu tester semblent avoir une densité entre 1 kilos = 0,9 et 1,1 litres, d'après mes expériences, la condition de stockage et la température semble aussi altérer ces conditions, j'ai déjà ouvert une bouteille de résine chaude avec de la résine qui a été projétée à l'expédition, mais théoriquement, on est censé avoir 1 kilos de résine solide au conditionnement, je serai curieux de comprendre le procédé de création de la résine UV Suffit de demander :
 1 point
1 point -
J'ai la chance d'être un gaucher contrarié (je suis souvent contrarié aussi mais c'est une autre histoire ) Ce qui m'a rendu par la force de choses ambidextre et j'avoue que c'est très pratique pour bricoler Mais de manière naturelle c'est quand même toujours la gauche (pour les mains) qui revient au galop1 point
-
Mon conseil avant de se lancer dans des modifications / «améliorations» serait d'abord d'utiliser l'imprimante stock et une fois maitrisée seulement alors se demander ce qui pourrait être ajouté, amélioré (ou pas). Mais bon, bien que ce ne soit qu'un conseil de bon sens, chacun fera ce qu'il voudra.1 point
-
Oui, il te suffit de suivre les manipulations décrites par @pascal_lb au début du sujet1 point
-
Bonne fête ! Je vais tout de suite, allez chercher un tire-bouchon spécial gaucher. Pour fêter cela avec une bouteille fraichement ouverte et afin de m'entrainer à être un poil plus ambidextre1 point
-
Zut ! Donc ce n'est pas le lot de calendriers 2025 pour les membres du fan club officiel et Patreon d'Isidon. Ha pour le fabricant de la résine, j'hésite entre "Jamg He" et "SUNLU"1 point
-
quelques jours de résine alors1 point
-
quelques jours de filament ?1 point
-
Bah... Bingo : Quand y'en a plus, y'en a encore : 10 colis identiques

 1 point
1 point -
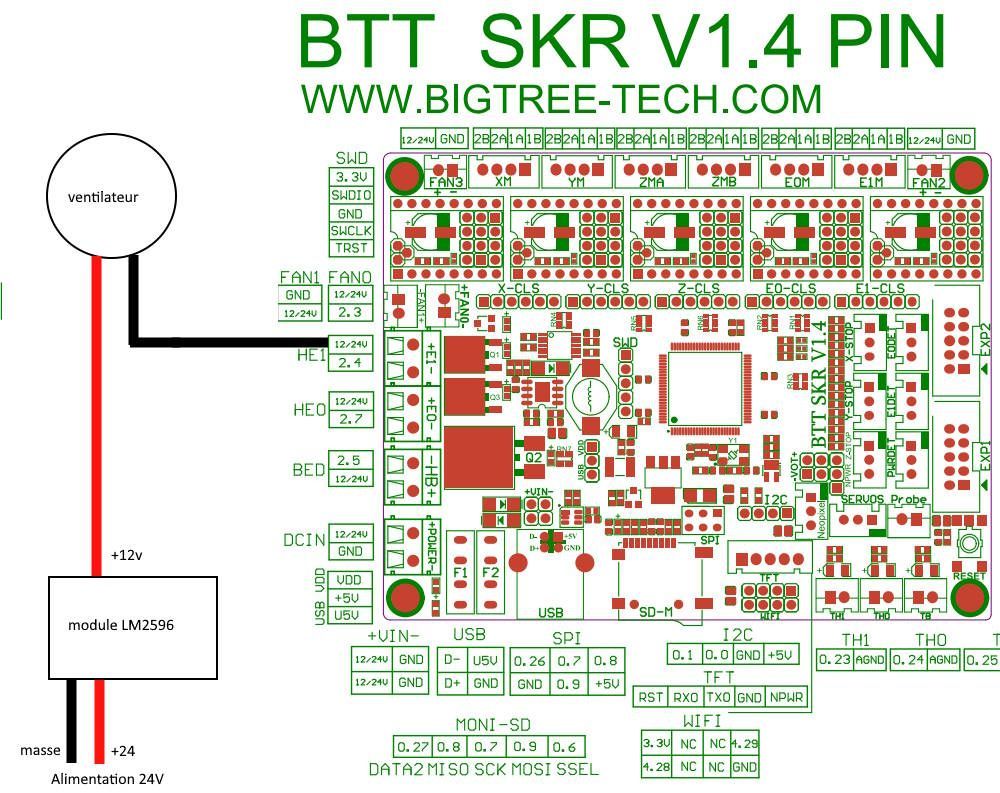
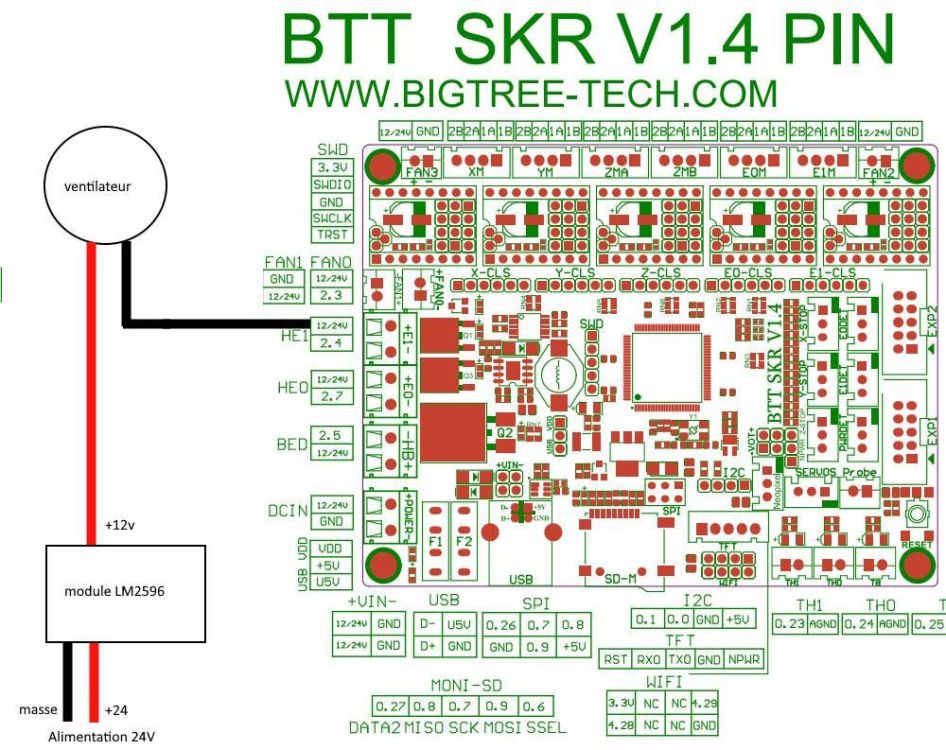
Salut, non, mais si ton ventilateur est un brushless, alors tu n'en as pas besoin, normalement. C'est une solution, en effet. Le branchement ressemblerait à celui-ci: Dans le fichier configuration.h, tu indiques que le type de thermistance: #define TEMP_SENSOR_CHAMBER Dans le fichier configuration_adv.h, tu déclares le ventilateur en décommentant: //#define CHAMBER_FAN // Enable a fan on the chamber #define E0_AUTO_FAN_PIN -1 il y aura sûrement des réglages à affiner, notamment ici: #define CHAMBER_FAN_BASE 128 // Minimum chamber fan PWM (0-255) #define CHAMBER_FAN_FACTOR 25 // PWM increase per °C difference from target peut-être commenter cette ligne, puisqu'il n'y a pas de système de chauffage: #define THERMAL_PROTECTION_CHAMBER // Enable thermal protection for the heated chamber Dans le Gcode de démarrage, tu indiques la température souhaitée dans l'enceinte: M141 Sxx oui oui. Tu peux prendre une alim pour une ender3, qui est de 360W, donc 15A. Les alimentations de la marque Meanwell sont réputées fiables
 1 point
1 point -
oui Ok, t'es beaucoup trop fort, oui c'est Phrozen1 point
-
oui oui Un nouveau !

 1 point
1 point -
alors, il existe un soft qui te dis si ta machine est compatible ou pas, mais il va te dire non, solidworks vise l'excellence et te dis oui si c'est une station de travail pro avec carte graphique pro. Mais ca marche bien avec une machine "gaming" enfin, il faut quand meme un peu de puissance, bcp de RAM, disques rapides, une tres bonne CG ici j'ai i7, 32 Go Ram, SSD M2, RTX 4070 et ca passe creme pour le moment. si tu arrivais à mettre en PLS fusion, y a des chance que ta machine soit un peu juste (quoique je mettais en pls fusion avec de simples maillages, mais je penses que dans ce cas, c'est un probleme d'optimisation)1 point
-
Sans connaître la config de ton PC il est impossible de te répondre, mais ces logiciels sont fait pour tourner correctement sur des stations de travail.1 point
-

From the album: Alain D.
1 point -
La carte contrôleur interne de la E3V3SE doit être flashée avec un firmware Klipper préparé pour les caractéristiques de la carte interne. Soit, comme avec la tablette SonicPad, ce firmware est fourni déjà préparé via l'interface du NebulaPad (qui lui fait tourner Klippy = l'ensemble des scripts Python permettant la communication avec le firmware Klipper flashé sur la carte contrôleur interne), il suffit alors de récupérer le fichier «klipper.bin» correspondant au modèle E3V3SE et de le transférer sur une carte SD formatée FAT32 de moins de 32Go pour réaliser ensuite flashage. Soit si ce n'est pas le cas, alors: préparer le firmware en se connectant en ssh sur le NPad (si c'est possible=> connaitre l'adresse IP du NP, connaitre le nom d'utilisateur et son mot de passe)), aller dans le dossier contenant Klipper (où est-il ?), préparer la config (make menuconfig), enregistrer cette configuration, préparer / compiler le firmware (make), récupérer à l'issue de la compilation le fichier «klipper.bin» ( situé dans klipper/out), le transférer sur la carte SD, mettre cette carte dans le lecteur de carte de la E3V3SE, allumer (le firmware klipper est très petit en taille, le flashage prend moins de trente secondes) Tout ceci n'est que généralités car je n'ai pas de E3V3SE ni de NebulaPad… En plus Creality a la fâcheuse manie d'utiliser pour le nom du firmware klipper (normalement / généralement klipper.bin), un nom qui souvent doit être différent entre deux flashages (form1.bin, firm3.bin, … firm999999999999.bin) Cela dit, le décalage de couches est peut-être (probablement) dû à autre chose que le firmware (tension des courroies par exemple) car c'est le signe de pertes de pas d'un moteur1 point
-
Salutation ! Je parle sans vraiment savoir, car même si j'ai une E3V3SE, je n'ai pas mis de NebulaPAD dessus. Le NebulaPAD est une option qui permet de passer d'un firmware marlin qui tourne uniquement sur la carte mère de la SE, a un firmware Klipper qui est un firmware réparti entre la carte mère de la SE et le NebulaPAD. ( dans le sens ou on peut dire qu'il y a deux firmwares. Un firmware client qui tourne sur la carte mère de l'imprimante et un firmware hôte qui tourne dans la carte mère du NebulaPAD )) Si tu n'as pas l'écran d'origine pour le brancher a la place du NebulaPAD, tu dois bien différencier le firmware sur la carte mère de la E3V3SE ( qui devra avoir un firmware différent de celui d'origine de la SE si tu veux l'utiliser avec un NebulaPAD ) du firmware du NebulaPAD. Donc si tu fais uniquement la méthode de flash du firmware prévue pour une E3V3SE et que tu restes avec la NebulaPAD alors c'est normale que cela ne passe pas, car le NebulaPAD a pris de contrôle de la carte mère de la SE. Il y a un donc un OS/un firmware, dans le NebulaPAD ( le NebulaPAD a un port pour y mettre une micro carte SD si on veut flasher le firmware du NebulaPAD manuellement) et pour que le firmware du NebulaPAD fonctionne avec la SE il faut aussi un firmware client dans la SE qui il me semble est flashé sur la carte mère de la SE via le NebulaPAD par le câble utilisé pour connecter le NebulaPAD sur la SE ) Et donc pour mettre à jour le firmware du NebulaPAD c'est via le port de carte micro SD sur le NebulaPAD et avec un firmware de https://www.crealitycloud.com/software-firmware/box/nebula-pad1 point
-
Si tu es débordé, ... n'hésite pas à déléguer ! Chinoise la marque ?1 point
-
Les grosses sociétés américaines sont coutumières du fait : déposer des brevets «vagues», l'office américain qui les «évalue» les accepte facilement. C'est devant un tribunal qu'ensuite la recevabilité (ou pas) se jugera Au moins en Europe, le dépôt de brevets est un peu plus complexe avant d'être accepté et si mes souvenirs sont bons ne peut concerner le logiciel. Donc avant de s'enflammer, attendons de voir et hâtons nous lentement. Expression émise comme la plupart des intervenants du Reddit ou le youtubeur ci-dessus: sans aucune légitimité ni expertise dans ce domaine mais le biais cognitif «effet Dunning-Kruger» me permet de faire un peu d'ultracrépidarianisme (je vous laisse recherche la définition de ces termes)
 1 point
1 point -
Oh, tu pinailles ! non ? Ils ont peut-être imprimé les éléments métalliques ? (Je pense surtout au ressort vert. )1 point
-
J'ai fait un essai pour incruster la plaque de laiton dans du bois, c'est assez joli (Comme je ne l'ai pas collé ça se relève un peu).

 1 point
1 point -
Tu en veux du teasing ? En voilà : Le montage est en cours, la suite au prochain épisode. Ca c'est du short !
 1 point
1 point -
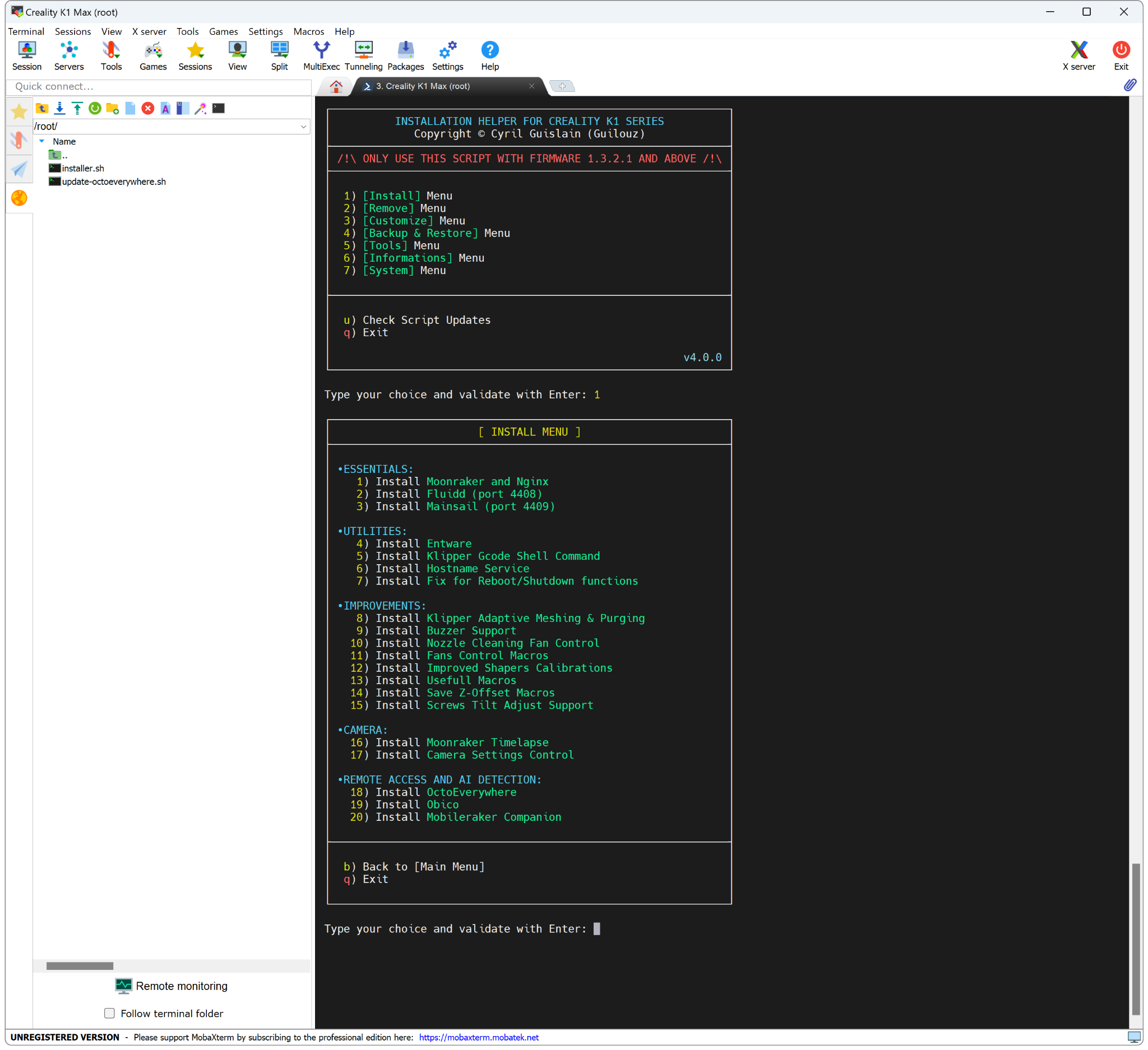
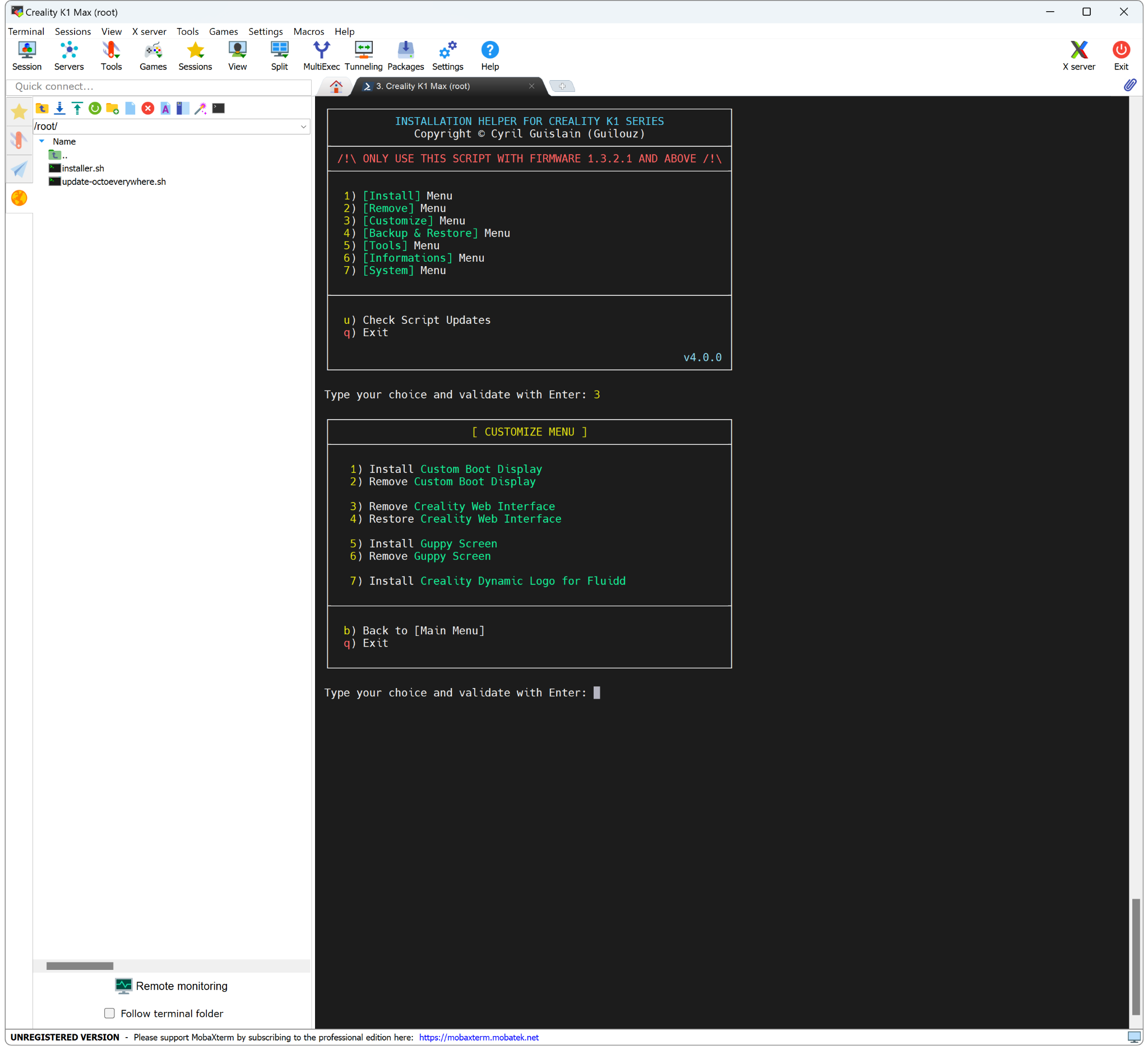
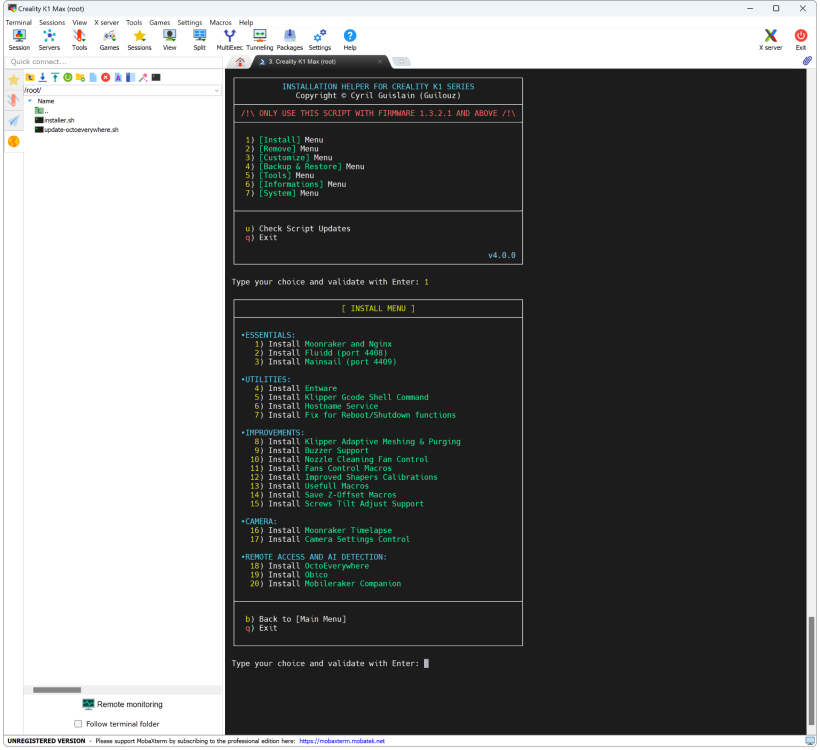
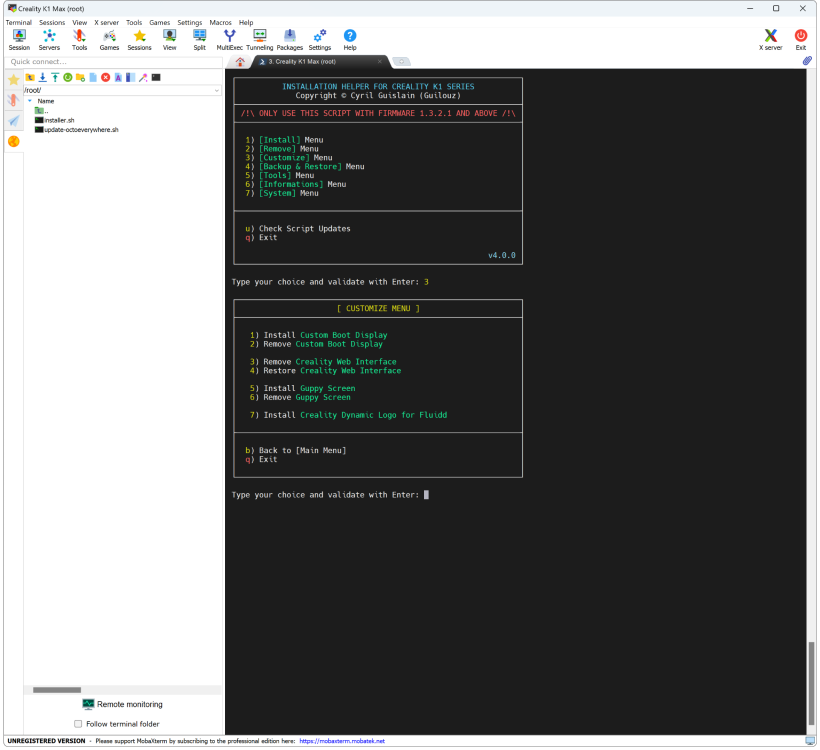
Je pensais l'avoir déjà partagé ici mais je me suis rendu compte que non. Je vous propose donc ici mon script d'installation pour l'ensemble des Creality K1. Il permet d'installer facilement les éléments suivants : Moonraker et Nginx (build officielle) Moonraker est un serveur Web basé sur Python 3 qui expose des API que les applications clientes peuvent utiliser pour interagir avec Klipper. Fluidd sur le port 4408 (build officielle) Fluidd est une interface Web Klipper gratuite et open source pour gérer votre imprimante 3D. Mainsail sur le port 4409 (build officielle) Mainsail est l'interface Web populaire pour gérer et contrôler les imprimantes 3D avec Klipper. Entware Entware est un référentiel de logiciels pour les appareils utilisant le noyau Linux. Il permet d'ajouter des packages à votre imprimante pour effectuer de nouvelles tâches ou fournir d'autres fonctionnalités que celles pour lesquelles elle a été commercialisée, ou simplement pour mieux exécuter ces fonctions. Klipper Gcode Shell Command (build officielle) Permet d'exécuter des commandes Linux ou même des scripts depuis Klipper avec des commandes personnalisées définies dans vos fichiers de configuration. Hostname Service Permet de changer le nom d'hôte de la machine (pour les firmwares < 1.3.2.20) Fix for Reboot/Shutdown functions Permet aux boutons Reboot et Shutdown de fonctionner sur l'interface Web Fluidd ou Mainsail. Klipper Adaptive Meshing & Purging Klipper Adaptive Meshing & Purging est une extension qui vous permet de générer un maillage uniquement dans la zone dont vous en avez vraiment besoin. Buzzer Support Permet de jouer des sons à l'aide du buzzer de la carte mère. Nozzle Cleaning Fan Control Permet de contrôler les ventilateurs lors du nettoyage de la buse. Fans Control Macros Permet de contrôler les ventilateurs de la chambre et de la carte mère via slicers. Improved Shapers Calibrations Permet de calibrer l'Input Shaper, la tension des courroies et de générer des graphiques. Usefull Macros Permet d'installer des macros utiles comme Bed Leveling et PID. Save Z-Offset Macros Permet au Z-Offset d’être automatiquement enregistré et chargé. Screws Tilt Adjust Support Permet d'ajouter la prise en charge de la fonctionnalité de réglage de l'inclinaison via les vis du plateau. Moonraker Timelapse (version modifiée pour les K1) Composant Moonraker tiers pour créer des timelapses d'impressions 3D. Camera settings Control Permet d'installer les macros nécessaires pour le contrôle des paramètres de la caméra. OctoEverywhere Le Cloud donne à vos imprimantes Klipper un accès à distance gratuit, privé et illimité à votre portail de contrôle Web complet depuis n'importe où ! Obico Obico est un plugin Moonraker qui vous permet de surveiller et de contrôler votre imprimante 3D depuis n'importe où. Mobileraker Companion (version modifiée pour les K1) Mobileraker Companion permet d'envoyer des notifications push pour Klipper à l'aide de Moonraker pour l'application téléphonique Mobileraker. Il permet également de customiser certaines choses : Install & Remove Custom Boot Display Pour installer un écran de démarrage personnalisé sur le thème de Creality. Remove & Restore Creality Web Interface Pour supprimer l'interface Web de Creality et la remplacer par Fluidd ou Mainsail sur le port 80. Install & Remove Guppy Screen Guppy Screen est une interface utilisateur tactile pour Klipper utilisant les API exposées par Moonraker. Il remplace l'interface utilisateur de Creality. Install Creality Dynamic Logos for Fluidd Permet d'avoir les logos Creality dynamiques sur l'interface Web Fluidd. Il y a également d'autres menus qui permettent de sauvegarder et restaurer les fichiers de configuration, de vider le cache ou encore d'afficher les informations système. Lien de mon Wiki: https://github.com/Guilouz/Creality-K1-and-K1-Max/wiki Lien de mon repo des changements des différentes versions de firmwares: https://github.com/Guilouz/Creality-K1-Extracted-Firmwares
 1 point
1 point