Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/09/2024 dans Messages
-
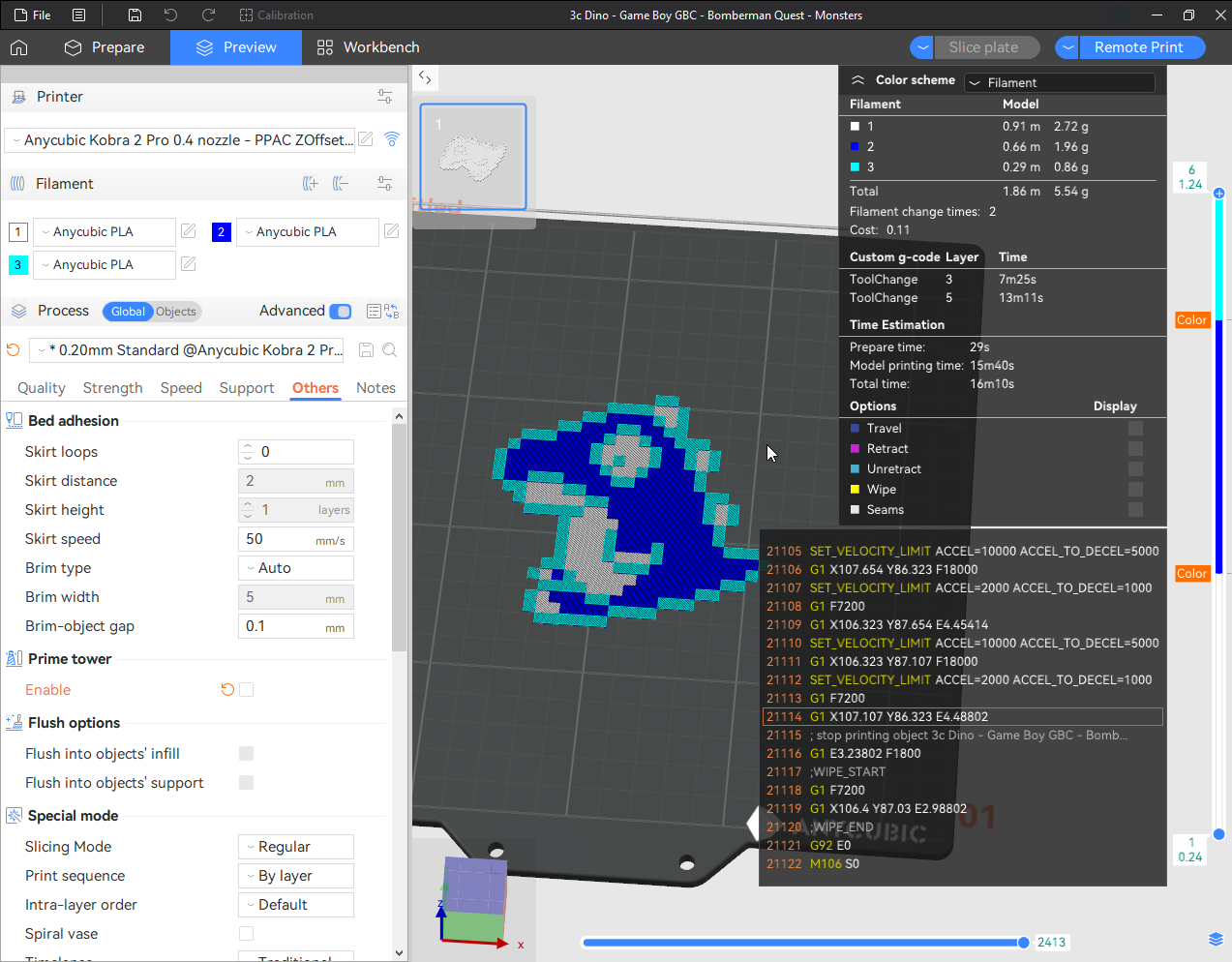
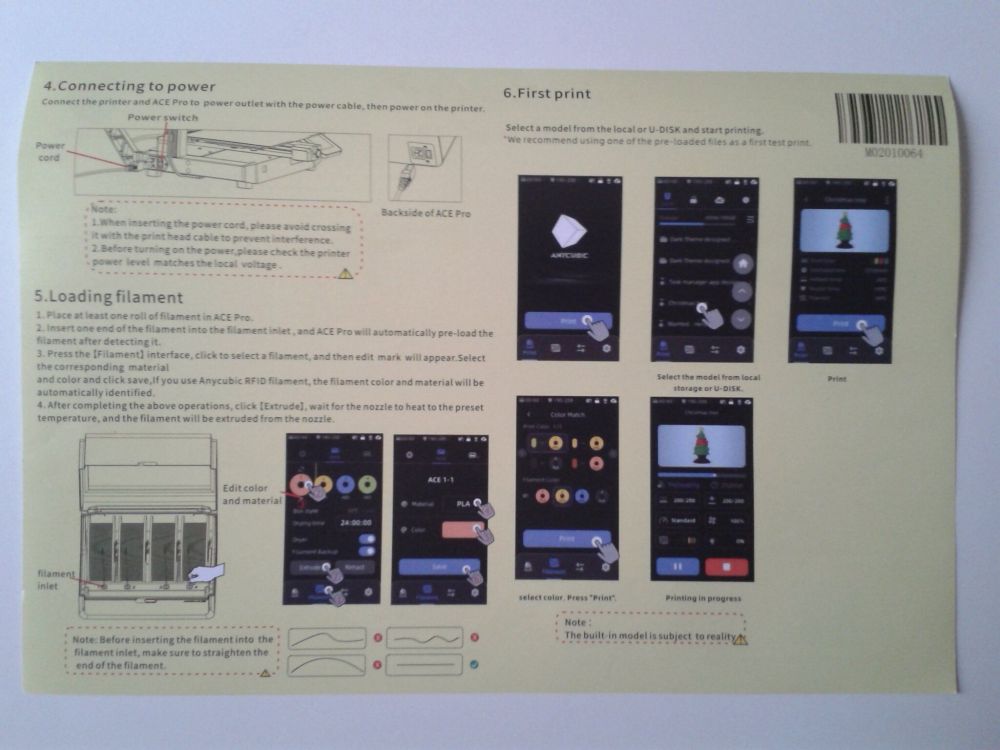
Test de l'imprimante 3D Anycubic Kobra 3 Combo avec son ACE Pro, par @PPAC ! https://www.lesimprimantes3d.fr/test-anycubic-kobra-3-combo-ace-pro-20240903/4 points
-
Bonjour, Petit retour d'expérience sur ma kobra 2 plus. ma sidewinder X1 commençant à fatiguer et devant produire pas mal d'exemplaires, j'ai décidé d'acheter une kobra 2 plus (volume légérement plus important que la SW X1), suite à une promotion sur 3Djake (359€). L'emballage est soigné et le montage, bien documenté, est relativement aisé après avoir retiré patiemment les 16 vis reliant la base et le portique. Comptez moins de 45 mn. Plus la calibration et le réglage automatique du niveau, très simple et efficace. Plus de réglages fastidieux avec une feuille de papier... Je passe les benchys. La qualité et la vitesse est là, analogue à ce qu'on peut trouver dans les revues et tests sur le net pour la série kobra 2. Rien d'exceptionnel mais c'est vraiment très correct pour des vitesses élevées. En ce qui concerne la qualité de mes prints, j'en suis plutôt content, après quelques réglages liés à la particularité des pas de vis. J'ai dû utilisé cura3D et le plug in "change to Z" pour limiter les vitesses d'impression et arriver à avoir des filetages solidaires. Je n'ai pas réussi à obtenir ces résultats avec le slicer anycubic. Disons que j'ai divisé le temps par deux par rapport à mon imprimante précédente sans vraiment chercher à optimiser la vitesse vs la qualité. Les moins maintenant . Elle est bruyante, surtout par rapport à ma SW X1. Le plateau est vraiement plus lent à chauffer que ma X1 qui a 5 ans ! Mais je suis surtout plutôt très décu par le fait que cette imprimante est peu pratique à exploiter, même avec le wifi. J'ai essayé de faire un print volumineux de plusieurs pièces via l'app cloud et il a foiré. Le même fichier via l'écran LCD a fonctionné. Il n'y pas d'interface web autre que l'app cloud (kobra unleashed existe mais nécessite de passer par le port UART de la carte mère) , pas de klipper ouvert. Pas de couplage possible avec octoprint, non plus. On ne peut même pas pré-régler la température du plateau depuis l'écran lcd sans lancer un print !!!! Le système de guidage du filament n'est également pas super bien conçu: lors de la détection de fin de filament, le filament n'est plus accessible. Il faut démonter le tuyau de guidage PETG au niveau de l'extrudeur en enlevant un petit clips bleu. Ce clips est délicat à retirer/remettre en place et peut même glisser à l'intérieur du bloc extrudeur !!! Le système se relance cependant correctement et on peut finir le print une fois le nouveau filament bien mis en place. Bref, une misère en venant de la SW X1... C'est en fait une imprimante fermée, qui ne laisse pas de place à l'évolutivité au niveau exploitation. Et les discussions sur les kobra 2 pro, max et plus sur le net ne présagent rien de bon quant au positionnement d'anycubic sur des moyens plus ouverts d'exploitation. Elle fait bien son job d'impression, elle est facile à calibrer mais si vous refusez de passer par le cloud (confidentialité, failles MQTT), vous risquez d'être frustré. Pour ma part, j'envisageai un autre achat pour d'autres raisons (alimentation par un système mutli-filament type ACE ou AMS) mais ce ne sera pas en tout cas du anycubic.3 points
-
Merci. Même si pour l'instant, je ne pense pas participer à cet évènement. Car je n'ai pas vraiment fait de modification sur ma Q1 Pro. Sauf si coller des yeux remuants sur la tête d'impression suffit Bonne chance à tous les participants.3 points
-
Comme il pleut, on bricole à la maison (je vous dit pas le bordel dans le salon...), le siège conducteur était pourri avec une bonne partie de la mousse manquante sur l'assise côté portière (comme beaucoup de siège, apparemment c'est leur maladie), recyclage d'un fauteuil de bureau après quelque ajustement et collage de mousse, le résultat est pas mal. En tout cas c'est bien plus confortable, je ne penche plus d'un côté comme avant. C'est con, j'ai pas pensée à faire des photos de l'état avant.

 2 points
2 points -
Salutation. J'ai préféré déplacer les messages hors sujet de ici. Les deux messages déplacés, se retrouvent donc comme premier et second message dans ce nouveau sujet. (Cela n'aide pas à la cohérence du fils de ce nouveau sujet. Mais j'ai trouvé cela plus simple...)2 points
-
@Kachidoki j'ai créé un autre sujet ici (les modérateurs peuvent supprimer les messages de ce post)2 points
-
Suite à cette annonce, j'ai vu passer des pseudos connus ici ( @hcl28, @pjtlivjy ).2 points
-
Merci pour la précision, 10/11h c'est plutôt cool pour voir un résultat rapidement, je ne pense pas changer les conditions d'impression pour être le plus fidèle possible à tes résultats. Sauf à doubler la vitesse de toute manière ça se terminera dans la nuit, ce qui m'importe c'est de pouvoir surveiller le début pour voir le comportement avant de laisser tourner tout seul un G-code custom. Je m'auto-flagèle de ne pas avoir vu la réponse hier soir déjà, j'aurais déjà le truc en main ce matin.2 points
-
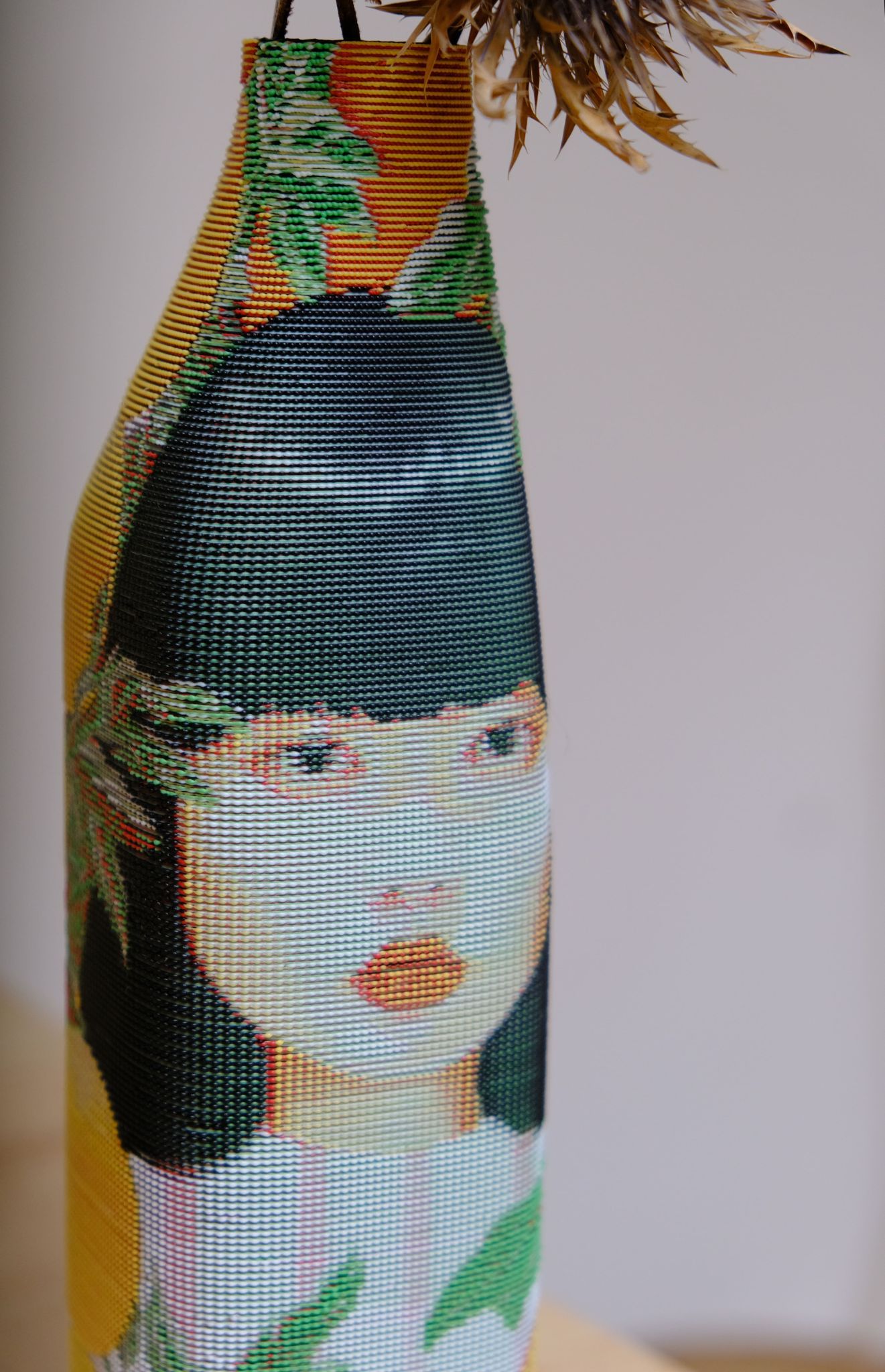
L’épaisseur de couche revient à résolution verticale et la fréquence des vagues à la résolution horizontale la version 5 couleurs sur printables https://www.printables.com/fr/model/991086-cool-5-colors-vase2 points
-
Tu feras certainement comme la plupart des personnes qui se sont posés les mêmes questions, au début ils ont pris des tas précautions et au fil des mois ils ont fini par faire comme la majorité des makers. On en reparlera dans un ou deux ans.2 points
-
yes c'est la magie du gcode artisanal lol on se voit demain avec tes photos je croise les doigts! je bosse sur d'autres trucs en ce moment je t'enverrais du Gcode a tester si ca t'interesse1 point
-
Ca peut être un stl par couleur, ou un stl contenant plusieurs volumes. Aucune idée de l'état de l'art des slicers sur ce point aujourd'hui, mais ça serait super intéressant si une palette de couleurs indexées peut être utilisée, un peu à la manière des hueforge, mais en 3D. On pourrait par exemple partir d'un scan 3D avec sa texture, réduire la palette au nombre de couleurs imprimables (5 sur un MMU ou une Prusa XL, et jusqu'à 16 avec des AMS). Mais si on pouvait utiliser la technique de @Vicckkky pour tramer un objet directement depuis la texture appliquée au stl, ça serait le pompon. La seule autre technique que je connaisse pour coloriser est la fonction "paint" des slicers. Il est possible de peindre à main levé, ou en remplissage intelligent en sélectionnant un angle, ou encore par volume si le stl contient plusieurs volumes. Certains dessins 3D se prêtent bien à la colorisation par "smart fill", comme des figurines stylisées ou des vases géométriques, et c'est du coup très rapide de modifier un modèle monochrome pour le rendre multi-couleur. Pour d'autres modèles comme des figurines détaillées, il faut passer par la case peinture à main levée, beaucoup plus fastidieuse mais qui a le mérite d'exister à défaut d'alternative plus simple. Ca s'appelle un bouvetage. Très utilisé dans le bois où deux planches collées à chant n'auraient pas du tout de solidité. Après la bonne vieille technique des imprimantes papier appliquée à l'impression 3D, on va bientôt rajouter les techniques de menuiserie.1 point
-
Salut, il y en a au moins 1 qui se rapproche très fortement de la configuration de @laffouine dans ce sujet.1 point
-
En effet c'est semble t'il une évolution a la SW X4 Plus après il semble qu'il est toujours des ressorts, perso la suppression des molette de réglage je l'ai toujours dit c'est pas forcement une force sur les bedslinger car si le transport malmène l'imprimante on est pas a l'abris de soucis et pour corriger un mauvais montage plus de galère. Je veux bien connaitre toutes les modifications la tête semble identique pourquoi ne pas avoir revue le fanduct ?1 point
-
C'est une bonne question à laquelle je n'ai pas de réponse: je n'en sais rien. Dans Fluidd ou Mainsail, normalement, on peut régler les affichages horaires en format 24H ou au format «bizarre» des anglais (avant midi, après midi (AM/PM)) mais je ne sais pas si ça joue sur cet affichage particulier.1 point
-
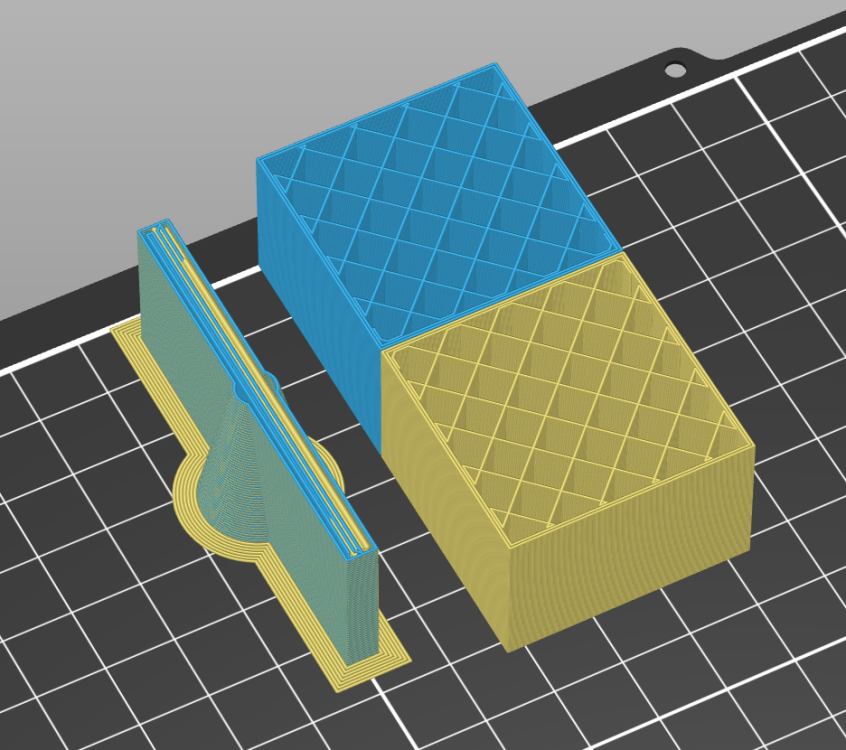
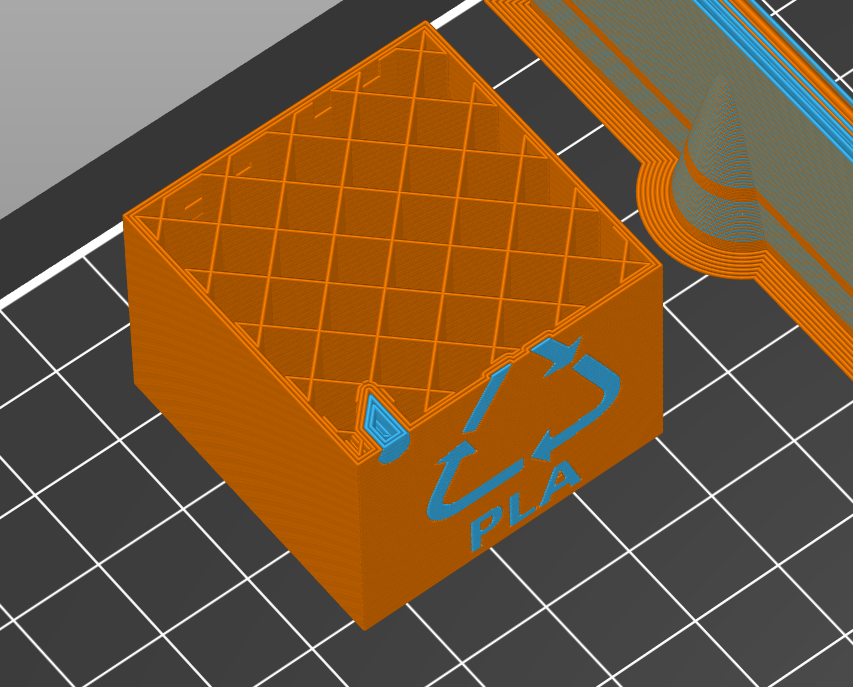
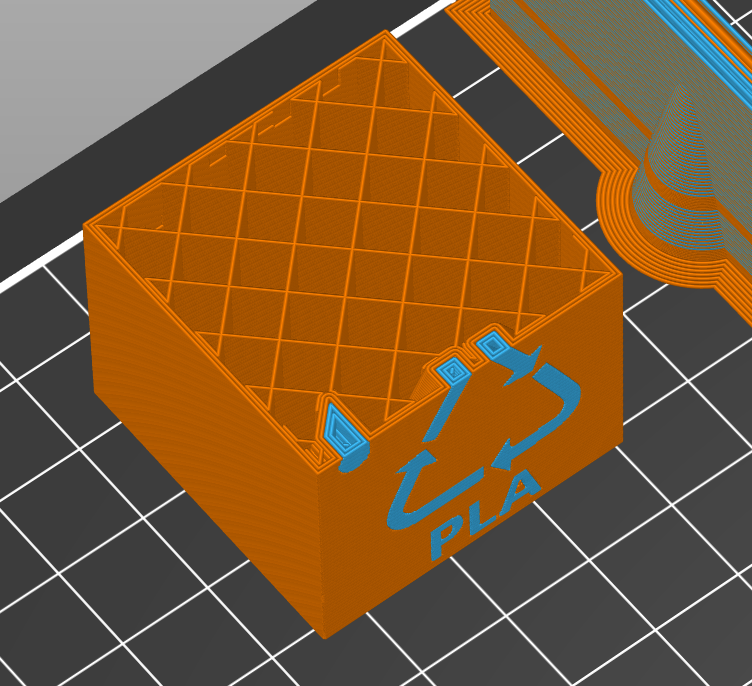
@electroremy Tes questions mériteraient un topic indépendant. Ce sont des questions générales sur le fonctionnement des impressions multi-couleur. Peut-être qu'un modo souhaitera déplacer cette partie ? Pas besoin de timelapse, le preview du slicer est là pour ça. Il n'y a rien de très compliqué, c'est une question de bon sens et tu as flairé les limites des systèmes multi-couleurs. Pour du multicouleur, la juxtaposition en XY de deux couleurs est pauvre en cohésion. Mais en Z c'est identique au monocouleur. Il faut imaginer ça un peu comme des briques. Si on empile les briques en colonnes, on va avoir deux structures solides chacune mais pas entres elles. Si on croise les briques alors là on peut bâtir une maison. Les slicers sont bêtes et disciplinés, si tu leur donne deux boites juxtaposés pour faire une plus grande boite en deux couleurs, il n'y aura aucune solidité mécanique. Il faut prévoir une fonction d'inter-blocage dans le dessin. Pour un logo ça fonctionne malgré que ce soit peu incrusté car il n'y a pas de contrainte mécanique, seulement le risque de sous-extrusion sera important si l'épaisseur est trop faible. Il vaut mieux prévoir d'incruster le logo plus profondément pour la la buse ne vienne pas déposer qu'un petit trait. Sur les deux derniers screenshots j'ai ajouté un "point", celui-ci utilise la fonction "peinture", et là le slicer est plus intelligent pour essayer d'incruster la matière. Ca fonctionne assez bien, mais il faut veiller à l'ordre des couleurs pour certaines superpositions. Pour les pièces sans remplissage, les principes ci-dessus s'appliquent, de trop petites extrusions et tu auras toutes les chances d'avoir des trous, pas assez de surfaces superposées et tu auras du "délaminage vertical". Le mode vase ne peut pas être multi-couleur, par design.
 1 point
1 point -
Actuellement existent deux serveurs Discord: le plus anciens non «inféodé» à la marque : https://discord.gg/V3zCGnRr le plus récent, initié par le développeur (du nouveau modèle ), CChen616 : https://discord.gg/mHVjwujU Sur le dernier, de temps en temps, CChen616 propose quelques «défis» permettant éventuellement de gagner des lots (principalement du filament). Le dernier «défi» consiste à décrire les modifications réalisées : https://discord.gg/v8Um2wYG?event=1279996588747522058 Je vais probablement J'ai participé à ce dernier défi1 point
-
OK Voici différentes versions de firmwares, compilés à partir de Marlin (V2.1.2.1 version stable et relativement récente). Le choix se fera en fonction de la version de l'écran: - écran TS_V19: (circuit imprimé de l'écran bleu) Marlin-2.1.2.1_U30ScreenV19.zip - écran TS_V12/V14: (circuit imprimé de l'écran bleu, marque V1.2 ou V1.4 au dos) Marlin-2.1.2.1_U30ScreenV12-14.zip - écran TS_V11: (circuit imprimé de l'écran vert) Marlin-2.1.2.1_U30ScreenV11.zip J'ai fait les hypothèses suivantes: - régulation par PID du lit chauffant (à régler via le menu PID) - initialisation de l'eeprom après le flashage du firmware. - l'input shaping est activé. En attendant de le régler (voir ici), il faudra ajouter la ligne M593 F0 au début du Gcode de démarrage - la reprise après coupure d'alimentation est désactivée. Il suffit de l'activer dans le menu adéquate - le linear advance est activé mais défini à 0 en attendant le réglage ( voir cette vidéo) - activation du babystep (petits déplacements): tu peux y accéder en cliquant sur l’icône paramètres (engrenage) puis la flèche centrale en bas de l'écran. Tu pourras régler la hauteur de la buse pour écraser plus ou moins la couche (voir cette vidéo en français pour mieux comprendre le principe) - vitesse de communication USB: 250 000 Si le firmware est correctement installé, tu devrais pouvoir te communiquer avec l'imprimante depuis Pronterface. Si tu envoies le Gcode M115, la date de compilation du firmware devrait être celle d'aujourd'hui.1 point
-
@laffouine c'est le touchscreen qui est le plus délicat à mettre en œuvre. Je ne suis pas sûr que les firmwares de @pommeverte mis sur le Forum soient compatibles Toucscreen, mais il te dira. En attendant tu peux partir sur ceux-ci de Creality. DWINEnder3 ProMarlin2.0.6.2HW4.2.7BLTouch.zip Dedans il y a le .bin pour flasher la carte mère, pour l'écran mettre sur la carte µSd le répertoire DWIN_SET. pour les deux cartes µSD formatée en FAT32 4096 (donc inférieure ou égale à 16Go pour windows) En tenant compte de la remarque de @fran6p pour le nom du firmware en .bin. Débranche bien la prise du Z-endstop qui ne servira plus avec le CRtouch. aussi retire le Z-endstop ou déplace le plus bas. Si cela fonctionne, tu ne pourras pas monter à 300°C avec le sprite pro. (faudrait recompiler un firmware compatible avec le Touchscreen) mais si besoin comme le Sprite pro a un heatbreak non traversant (fullmétal), tu pourras imprimer si nécessaire à 260°C sans aucun soucis. Faudra refaire les PID, et les steps/mm pour l'extrudeur, pour le sprite pro c'est vers 400 contre 93 précédemment.1 point
-
Merci beaucoup, cela a parfaitement fonctionné !!!1 point
-
Salutation. Merci à l'avenir d'éviter de créer plusieurs messages ou sujets pour le même problème. Ou au minimum faire le lien avec ton sujet pour centraliser les réponses à ton problème. Bon dépannage.1 point
-
4ème suicide d'imprimante Je lance l'impression, je me rappelle que j'ai oublié de mettre ma première couche à 0.28 pour du 2 couleurs donc j'annule de suite. La tête est bien en hauteur donc je me dis cette fois-ci que ça va aller. Je relance l'impression et... Au moins j'ai une belle vidéo à mettre pour le ticket.1 point
-
(ça fonctionne aussi avec Google Translate ou autre) Ca se passe ici : https://de.geekbuying.com/ Il suffit de renseigner le code germanylaunch au moment de payer et on a une remise immédiate de 7% dans la limite des 20€ maximum

 1 point
1 point -
Si tu veux détails avant tous sur papier la Mars 4 est la meilleur en résolution, mais très objectivement je suis incapable de voir l'amélioration de détail que l'on a sur une machine supérieur a 8K de résolution sauf si le plateau a une surface supérieur a 10". La Mono X2 a un volume supérieur mais ce limite a 6k si tu imprimer des figurine de des très petites tailles genre 3-4 cm la mars sera plus efficace si elles sont de plus de 10cm pas sur qu'il est une différence flagrante sauf si truffé de micro details. Le plus de elegoo c'est les pièce dispo a prix raisonnable, ce que j'aime moi sur la Mars 4 c'est le système de fixation sur boule a 2 axe de réglage qui a tendance a demander un réglage régulier.1 point
-
Merci, je teste ça dès ce soir ! En regardant le G-Code je crois qu'on est sur une résolution de 0.2mm en Z, mais c'est la technique de tramage qui donne cette impression d'épaisseur. D'ailleurs, je pense que c'est applicable aux autres imprimantes multi-couleurs. Au moins le MMU et l'AMS moyennant l'inclusion du g-code de changement de filament. Beaucoup de possibilités en perspective. Hâte de voir le résultat en vrai.1 point
-
Salut et bienvenue sur le forum, Lorsque tu flashes un firmware, tu dois avoir sur la carte µSD les fichiers project.bin et longer3D.UI . Si le firmware a été compilé à partir des sources Marlin, le fichier longer3D.UI sera créé à partir d'un fichier texte vide renommé (exemple de fichier à décompresser: longer3D.zip). Si tu es toujours bloqué, alors il te restera à flasher la sauvegarde du firmware d'origine disponible dans ce message (fichierAlfaWiseuX-Stock-Dump.rar ) avec ton STLink PS: tu vas dire que je suis curieux , mais tu es originaire de quel pays?1 point
-
Oui la vidéo avec le chercheur au Québec je l'ai regardée plusieurs fois. Le Mr est très pédagogique. Mais (parce qu'il y a toujours un mais...), il ne s'engage pas - ce qui est normal - et ne fait que des hypothèses. Il le rappelle lui-même tout au long de la vidéo : ils n'ont pas de données sur l'usage hors milieu professionnel. Forcément, tout est soumis à interprétation puisqu'aucune étude validée ne donne de conclusions avérées. Cette vidéo et les deux articles https://www.alveo3d.com/nanoparticules-imprimantes-3d/ - https://www.alveo3d.com/filament-pla-vapeur-toxique/ me paraissent être des sources assez complètes. Au risque d'être détesté, et à mon grand regret, ce que j'en ressors c'est : 1 - les COV sont plutôt "tolérés" (quantité faible et moins toxique pour le PLA, ce qui n'est plus le cas pour l'ABS), même si les précautions d'usage (aération + filtrage) sont préférables 2 - il y a et c'est avéré, des émissions de nanoparticules et ces dernières sont pas sympa du tout - y compris pour des choses graves, pas juste de l'irritation => à ce sujet je pensais jusqu'à récemment que seules les nanoparticules d'ABS étaient vraiment dangereuses. Il semblerait que pour le PLA aussi. Et idem pour les revêtements de poêle, les aérosols, le diesel, etc... Ce serait donc (sauf erreur de ma part), toute nanoparticules "humainement fabriquée" qui pourrait provoquer des maladies graves. Et c'est ça qui me bloque. MAIS 3 - il y a des choses pas cool partout. Ne pas en rajouter est du bon sens, mais est-ce vraiment pire de faire faire de l'impression 3D en plus de faire ses courses en ville avec les bagnoles... On ne sait pas. 4 - avec un usage raisonnable (à définir) et dans un environnement aéré (à définir), faire de l'impression 3D ne serait (conditionnel) pas hyper ultra dangereux. Mais c'est une hypothèse (c'est répété dans la vidéo) 5 - il existe des moyens de réduire les risques, en jouant sur l'exposition J'étais presque convaincu, et le point 2 m'a refroidi. Je n'ai pas fini de ruminer...1 point
-
Juste pour rappel, avec nos graveurs laser, il est fortement conseillé de ne jamais utiliser de PVC ou toute matière contenant du chlore. Et pourtant, je vois encore régulièrement des utilisateurs montrant fièrement leurs disques vinyles découpés (ce sont de bons candidats pour les Darwin awards ).1 point
-
Petite update sur ce projet. J'ai amélioré l'algorithme pour imprimer en 5 couleurs en convertissant une image RGB en CMYKW. J'ai utilisé la technique de conversion du papier de recherche intitulé "Color Uniformity Improvement for an Inkjet Color 3D Printing System" de Pei-Li Sun. Imprimé avec Prusa XL 5T. Quelques images ci-dessous


 1 point
1 point -
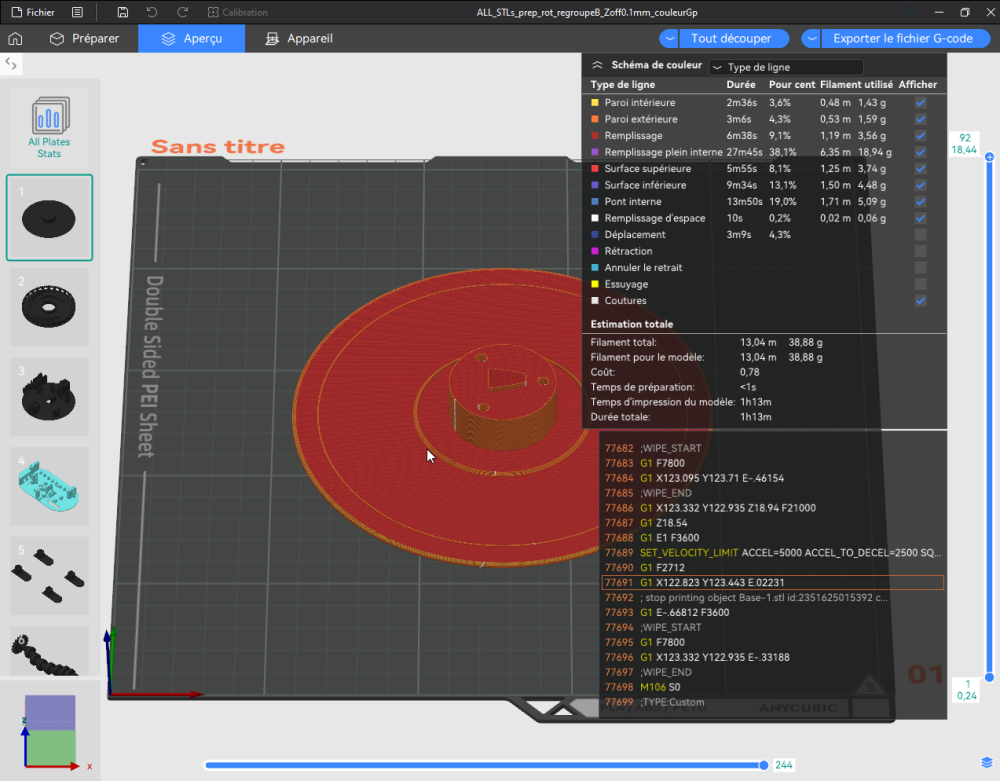
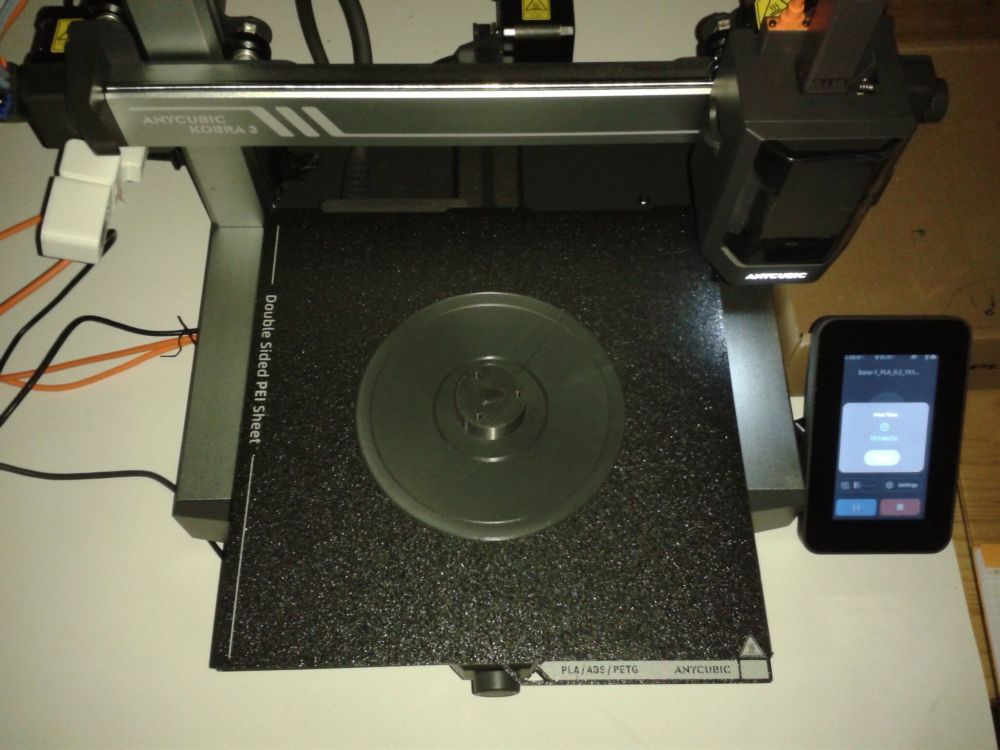
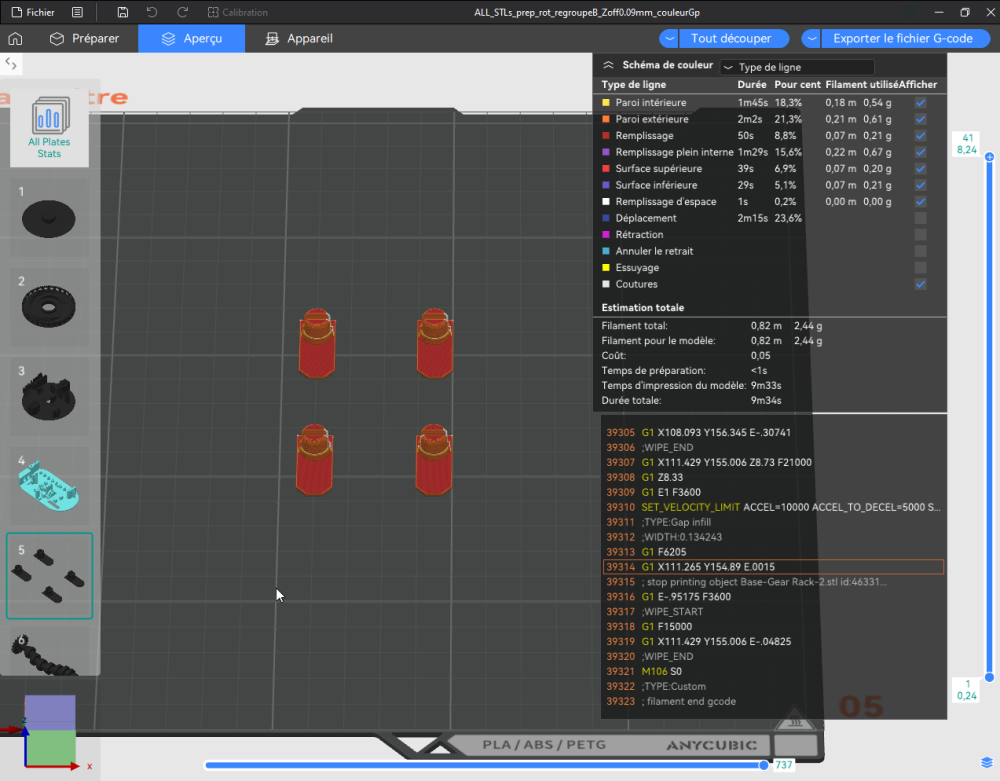
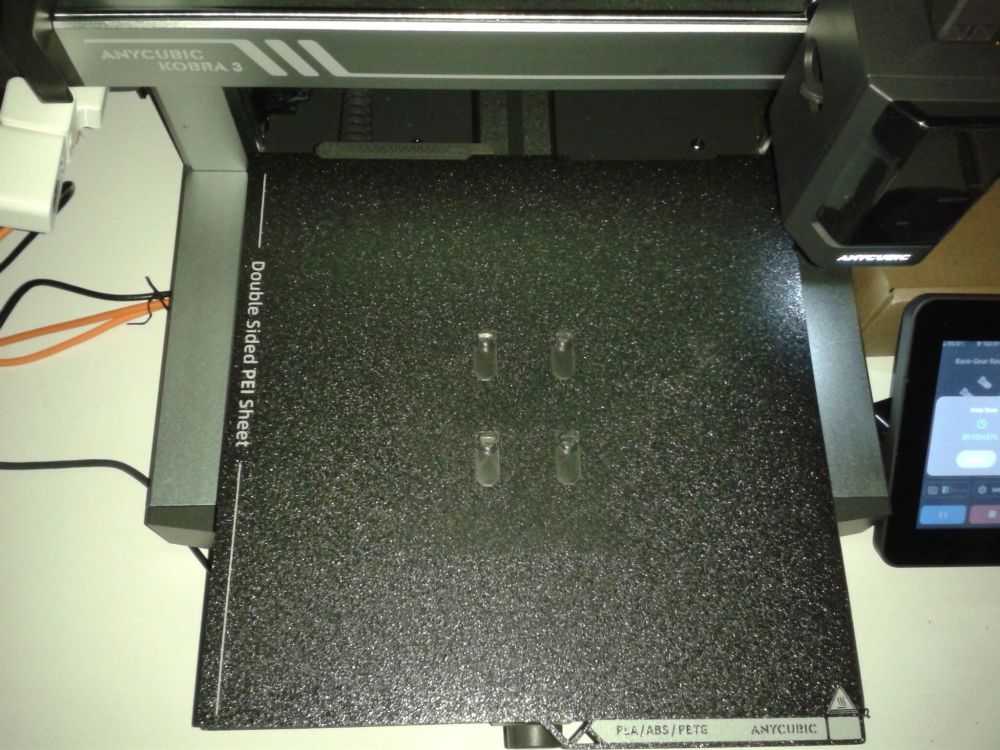
Aucun trancheur, à ma connaissance, n'est capable de donner un temps à peu près exact d'une impression. Le trancheur fait une estimation en utilisant les paramètres de tranchage utilisés (Slicer). Klipper lui utilise le fichier gcode tranché (File) pour lire au fur et à mesure le code, ce qui lui «permet» d'estimer, affiner le temps d'impression => la durée par exemple au tout début de l'impression est complètement absurde, ce n'est qu'une fois la première couche qui normalement s'imprime plus lentement que la durée va commencer à réduire. Le seul moyen d'obtenir des durées d'impression «dès le départ» à peu près justes est d'utiliser un post-traitement, par exemple avec klipper_estimator d'Annex-Engineering (ne fonctionne pas avec la cinématique Delta). Extrait : Cette discussion Reddit peut-être utile pour installer (utiliser l'url Moonraker pour récupérer le JSON des paramètres de l'imprimante).1 point
-
C'est bien 100 Hz en tapotant l'ACF. Sur la photo, ce qui m'amusait c'était le centre : Audio / Spectrum Anal. . . . .1 point
-
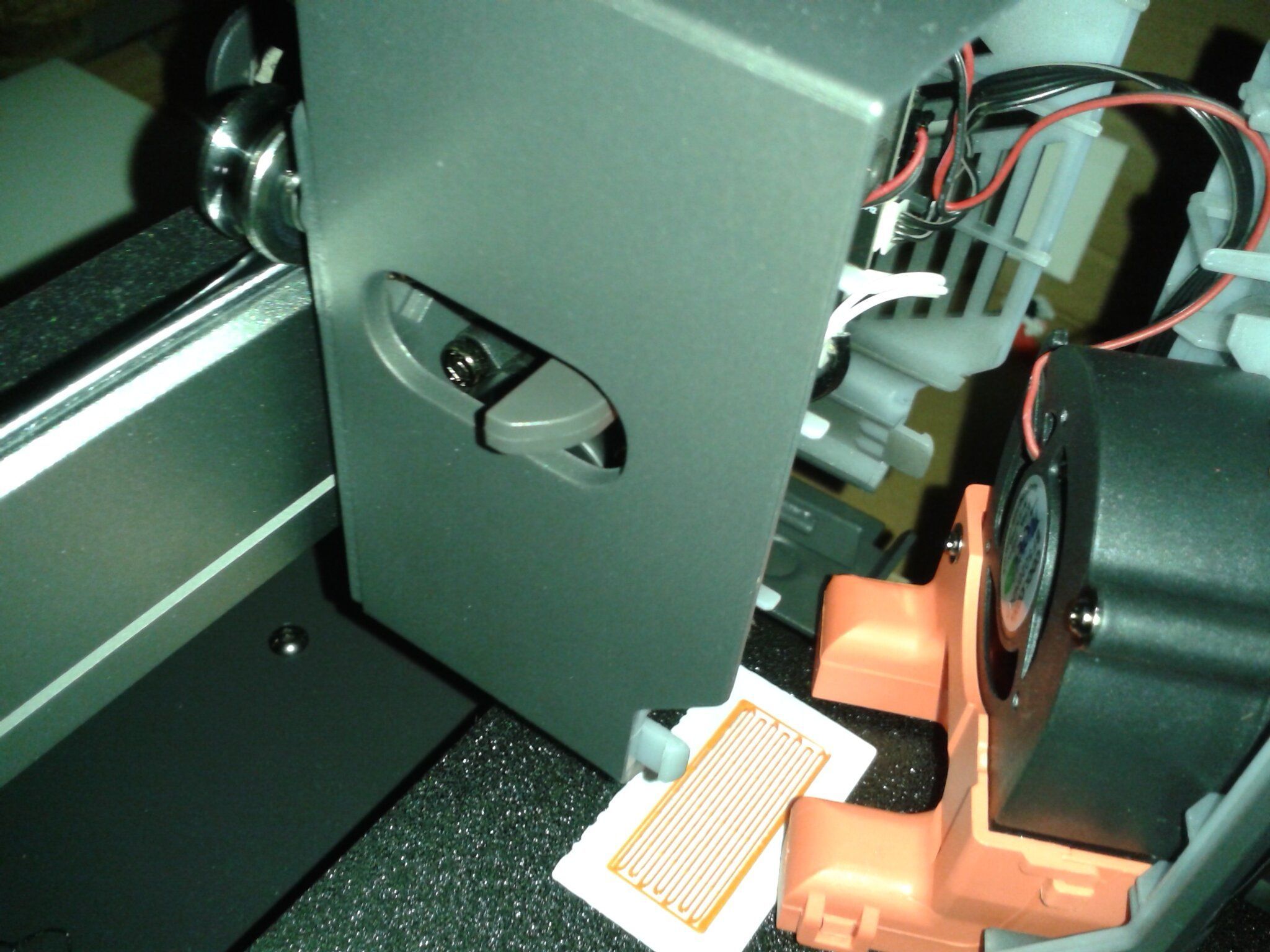
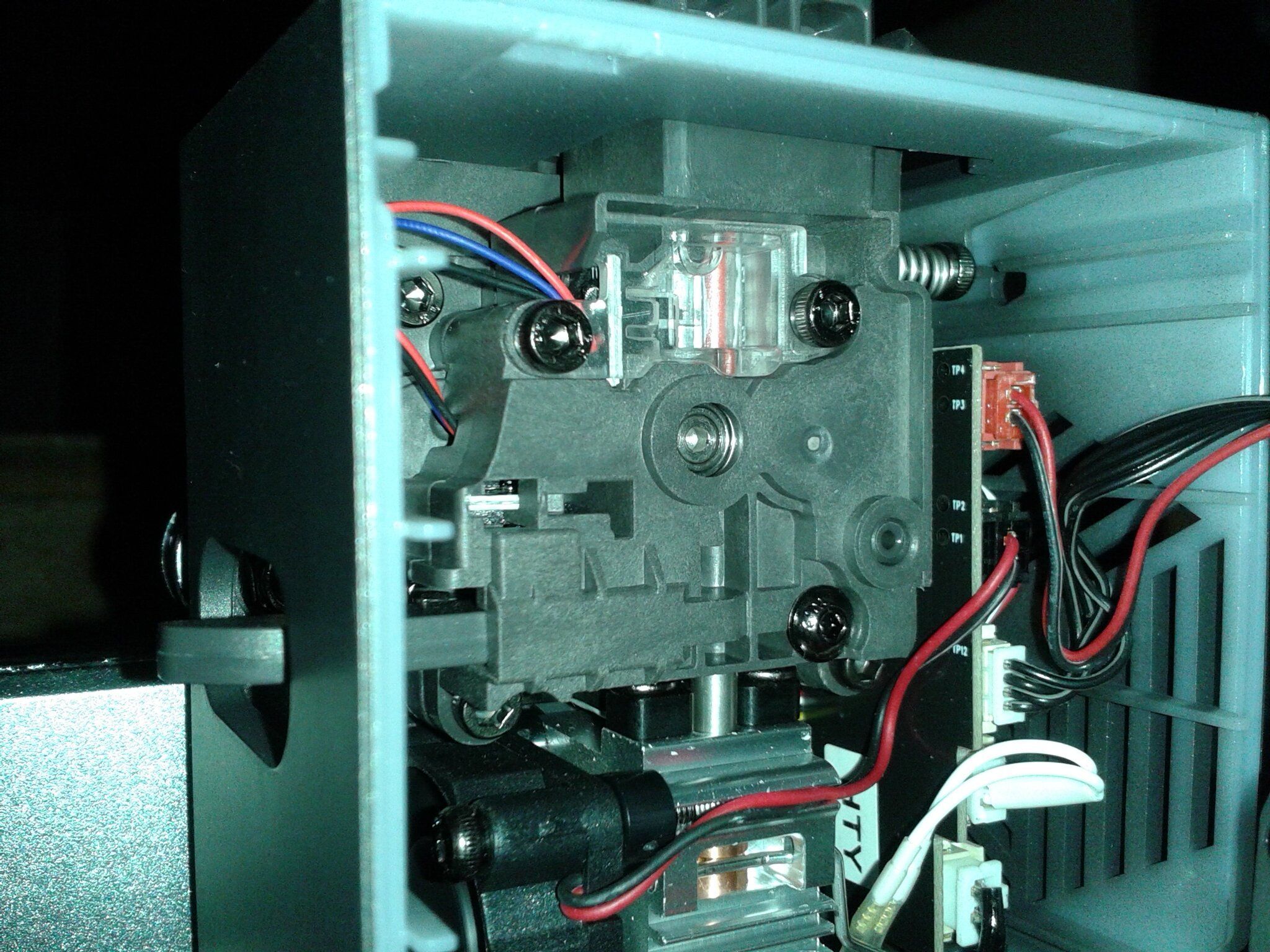
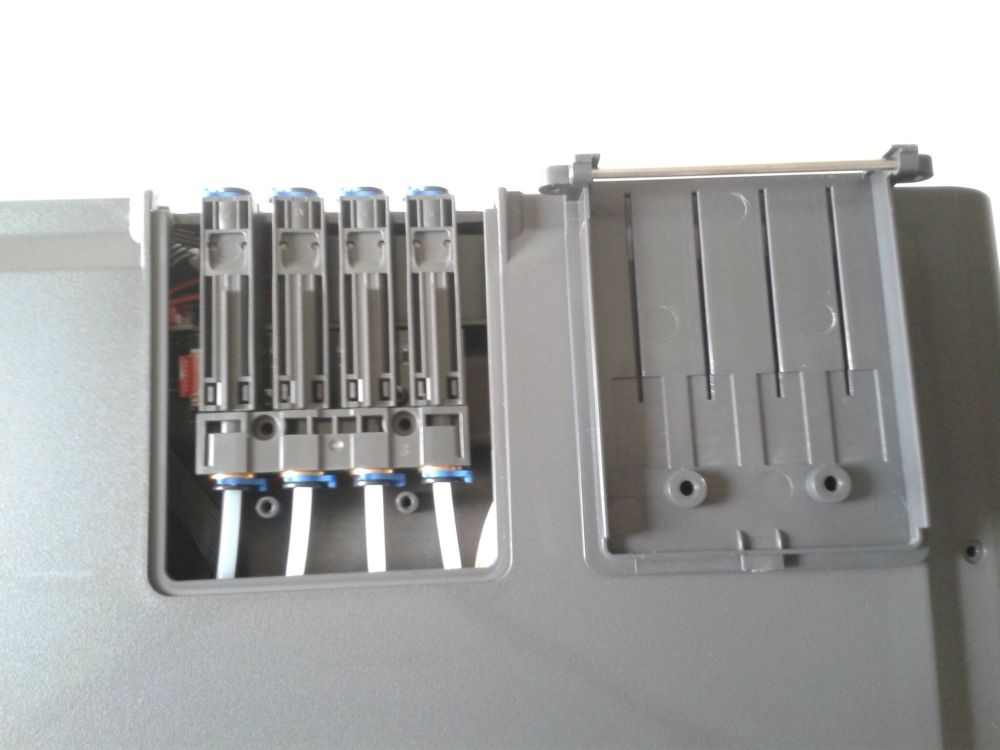
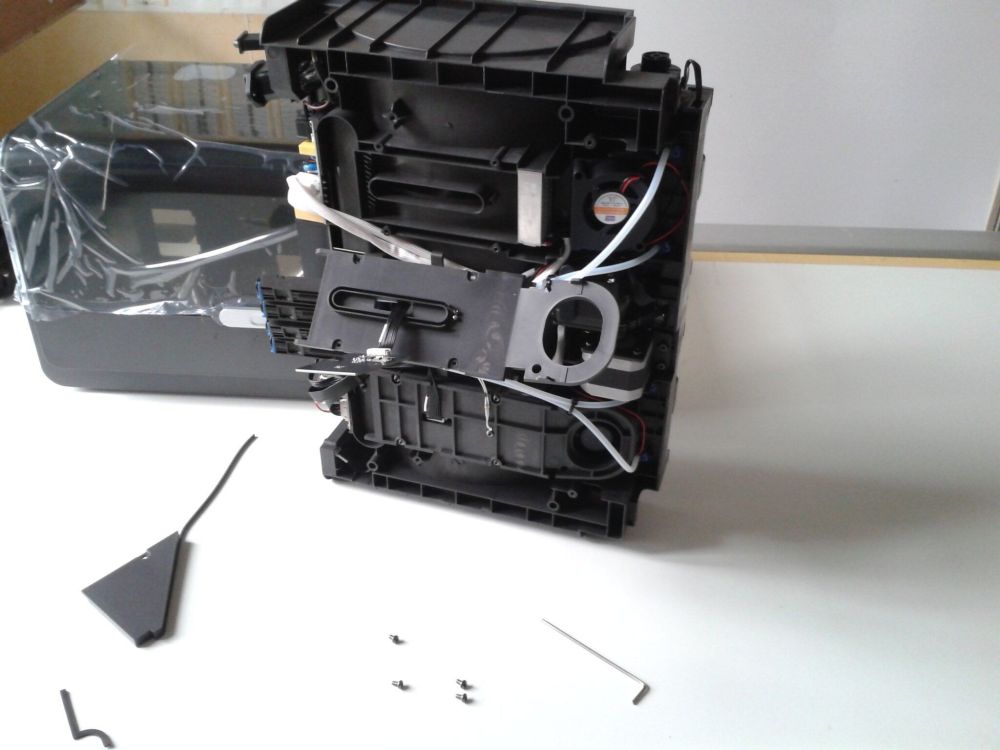
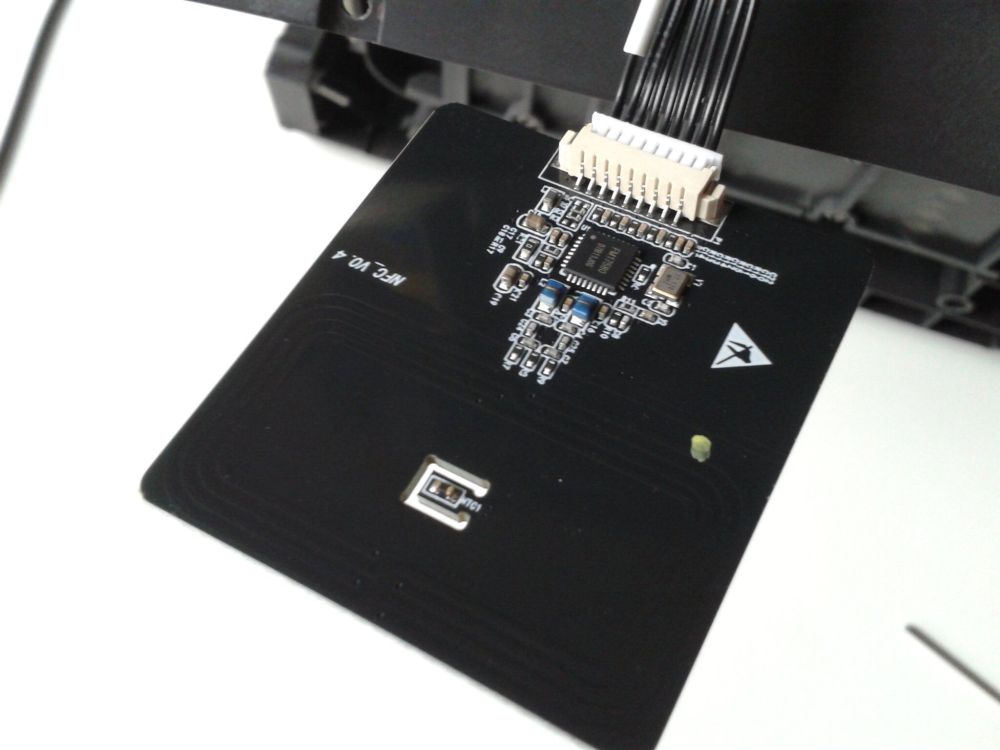
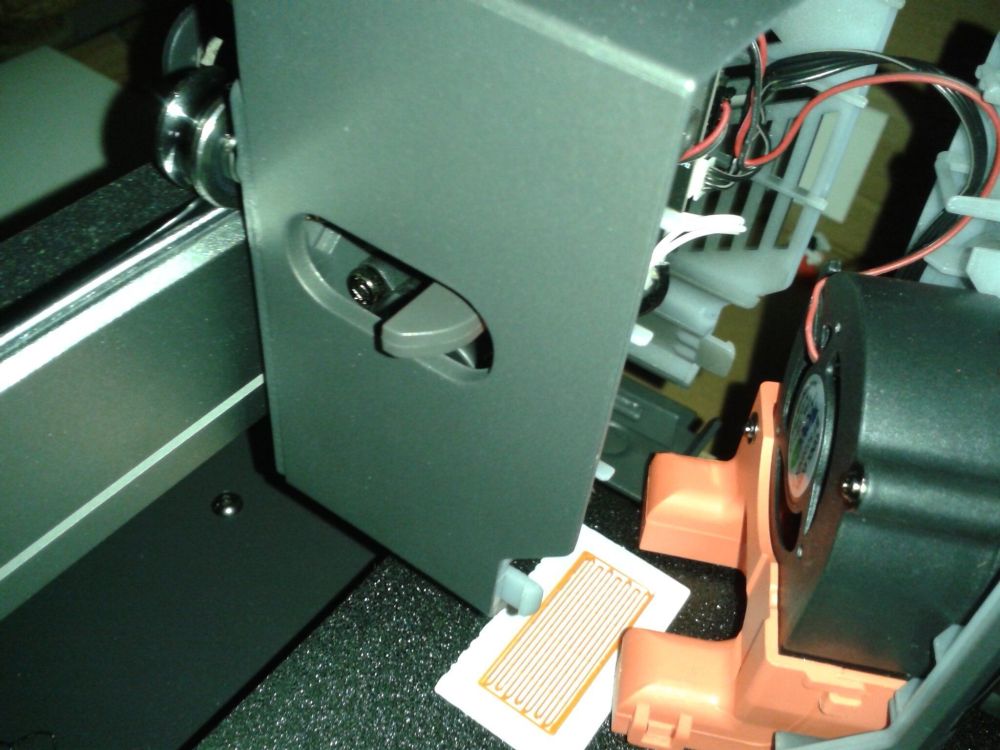
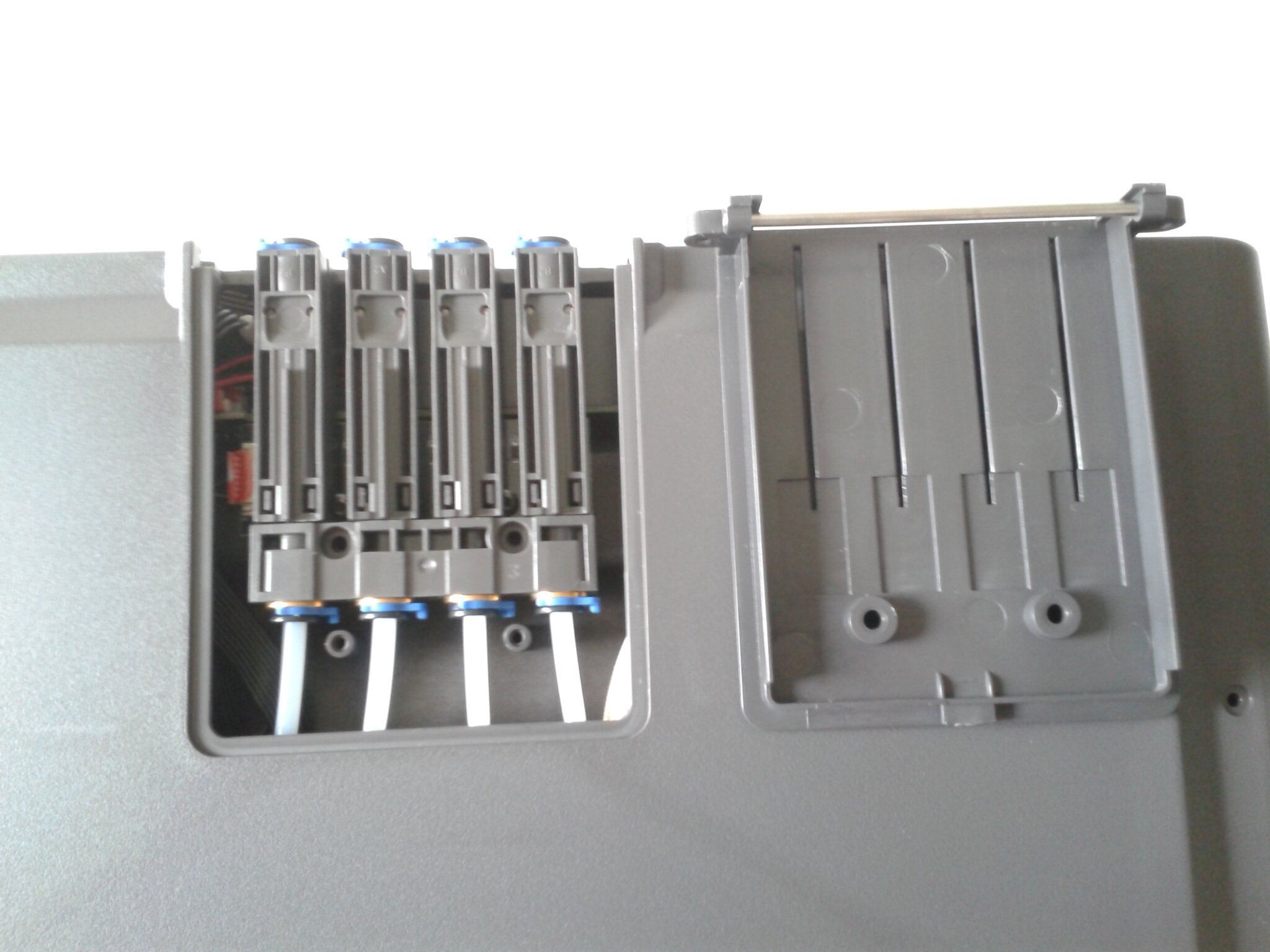
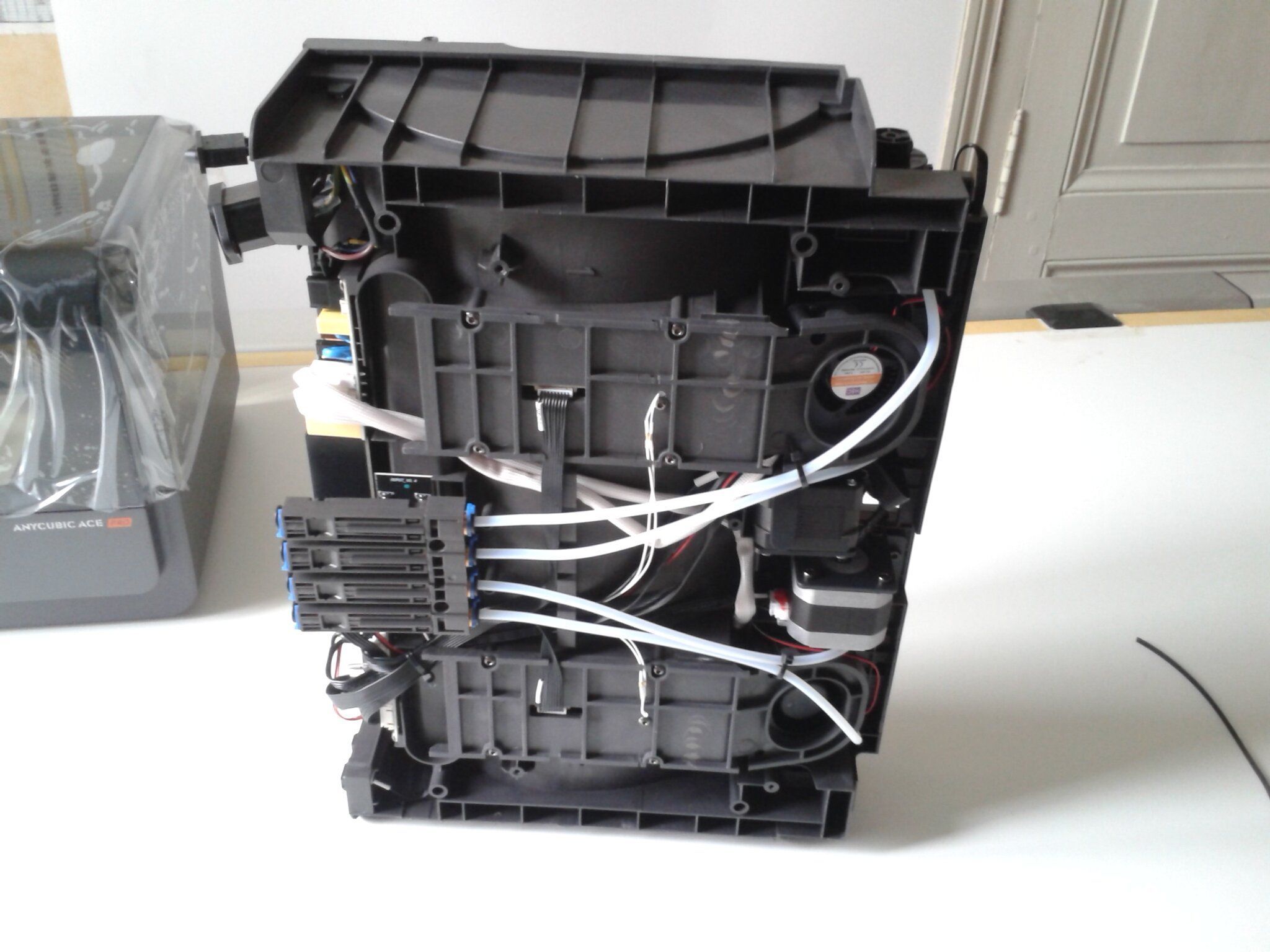
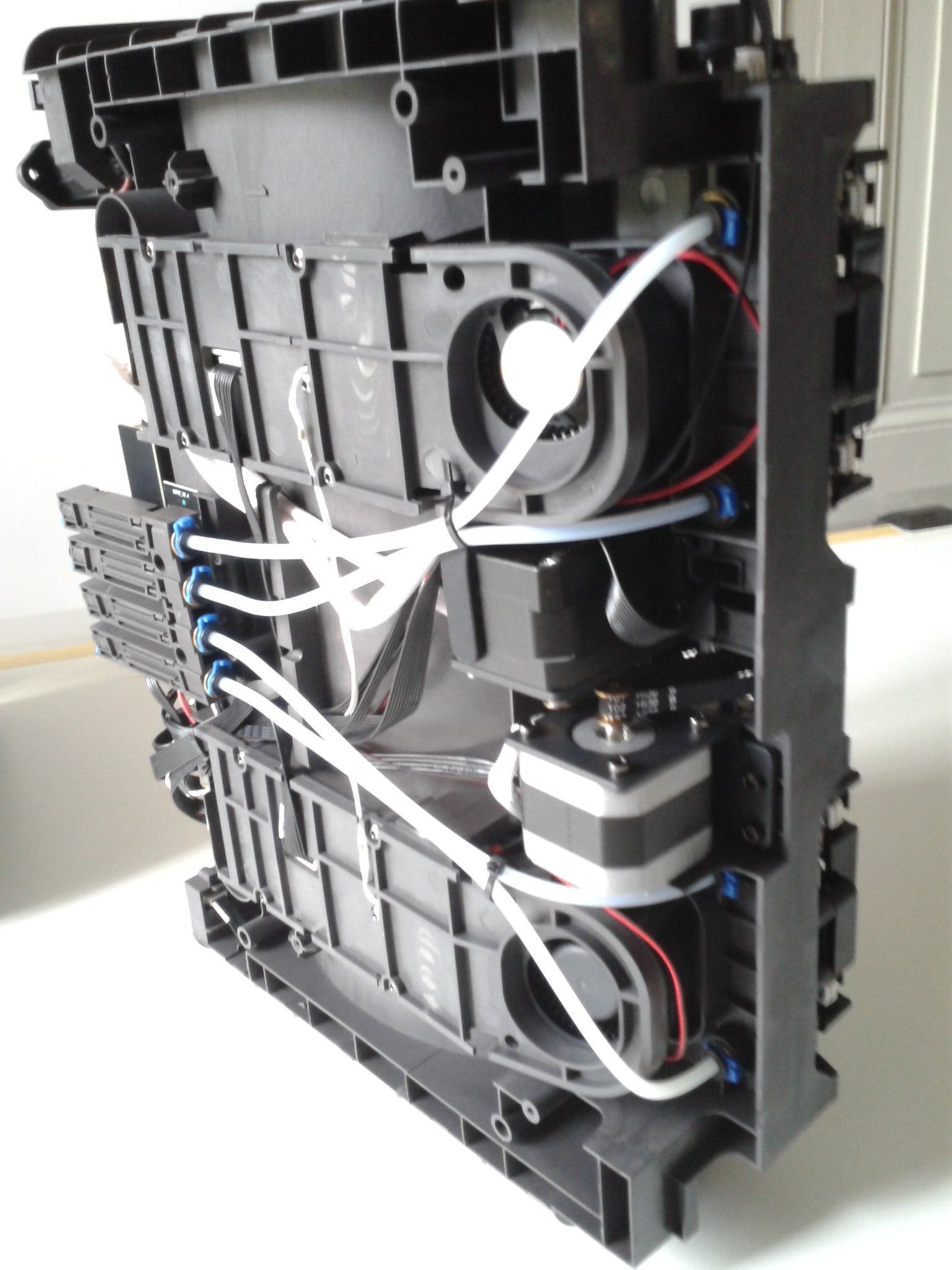
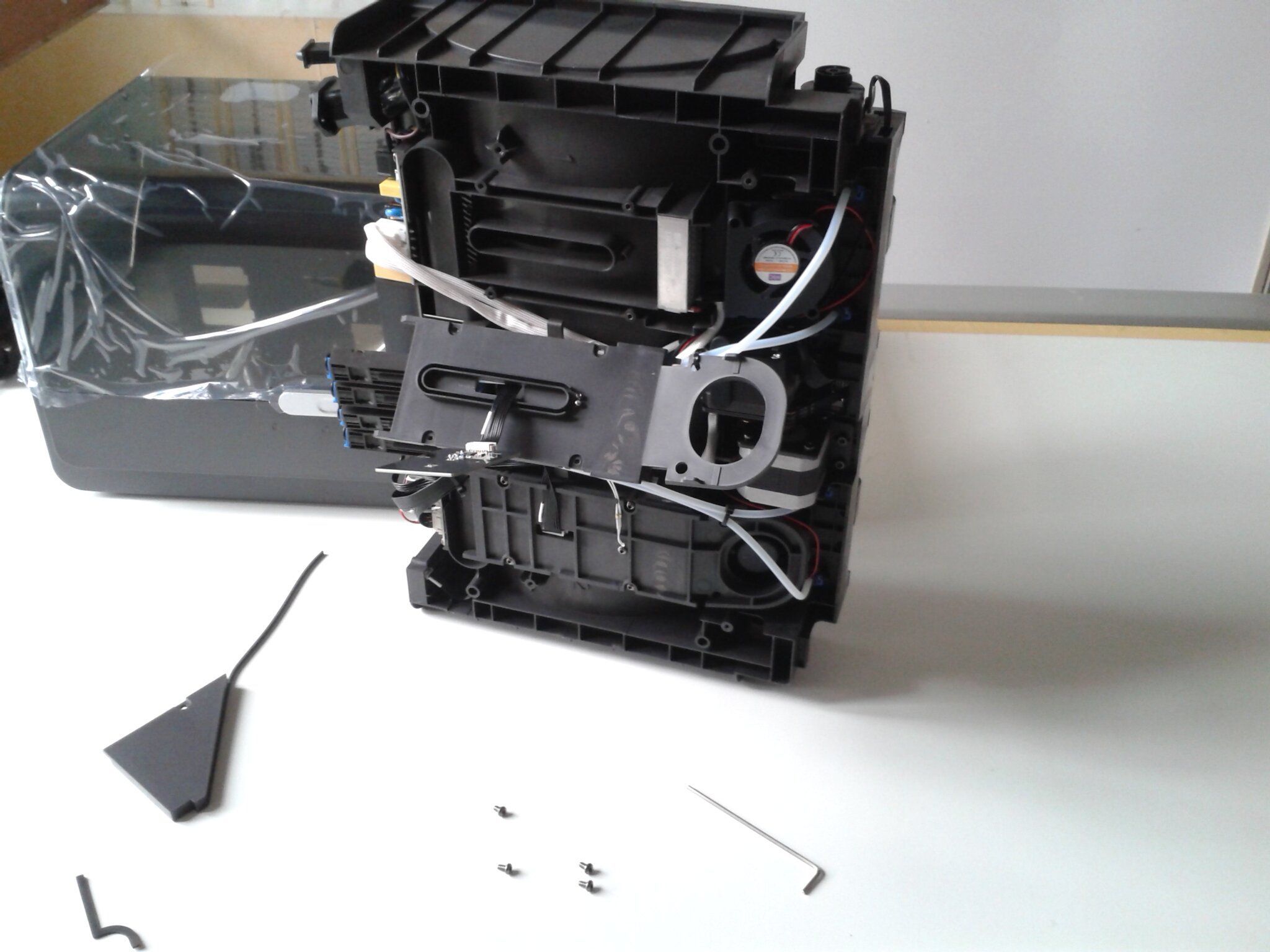
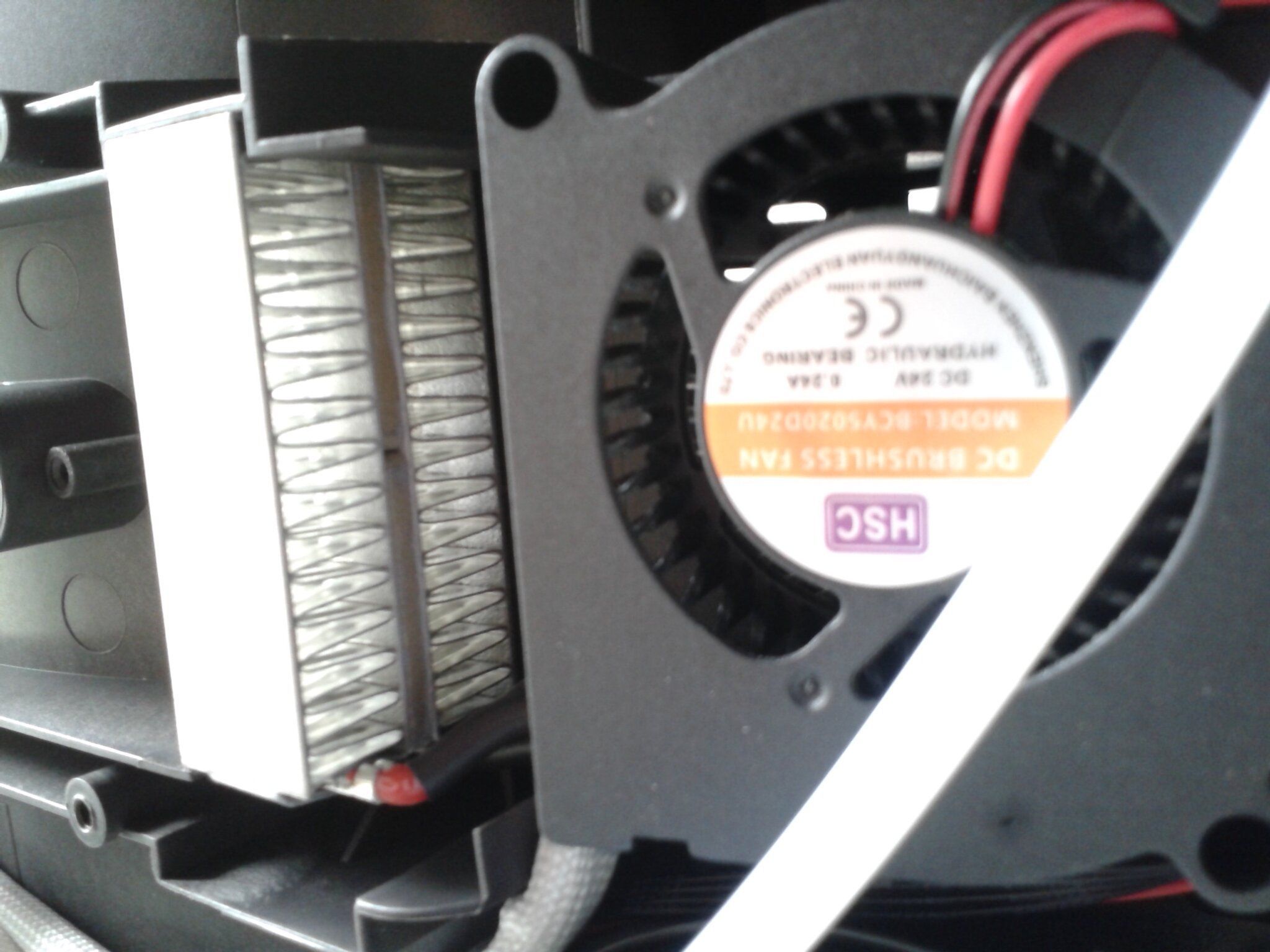
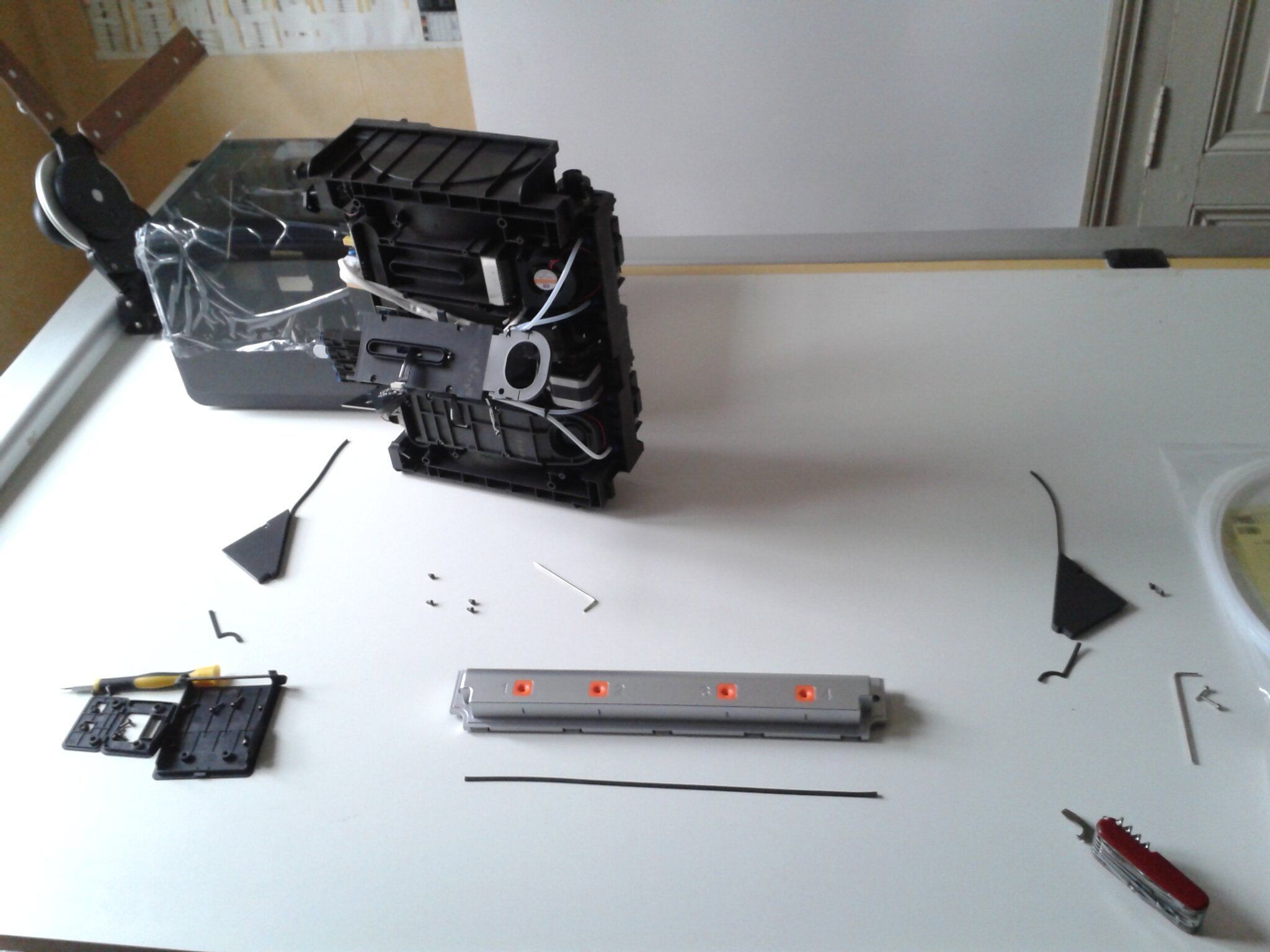
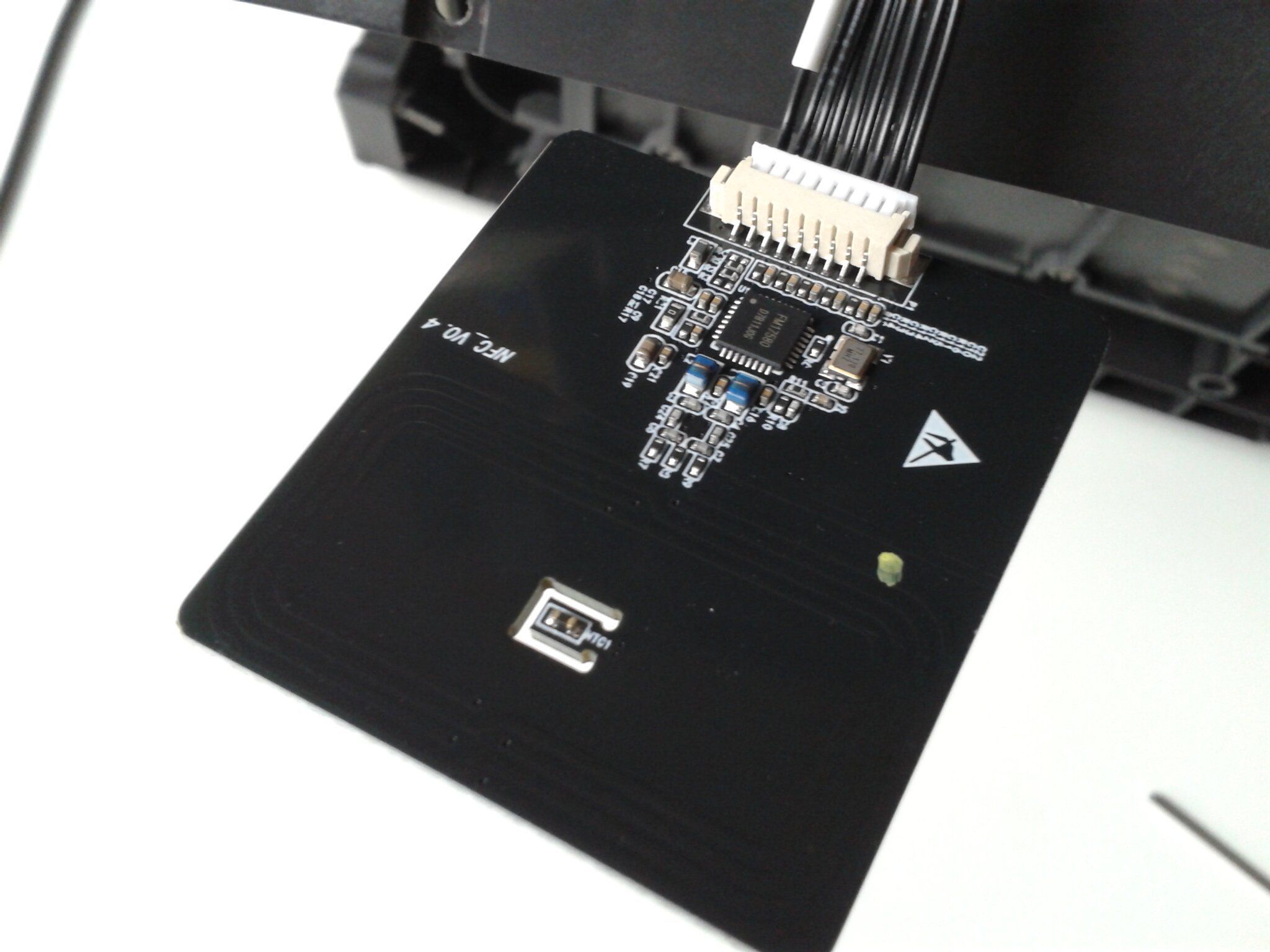
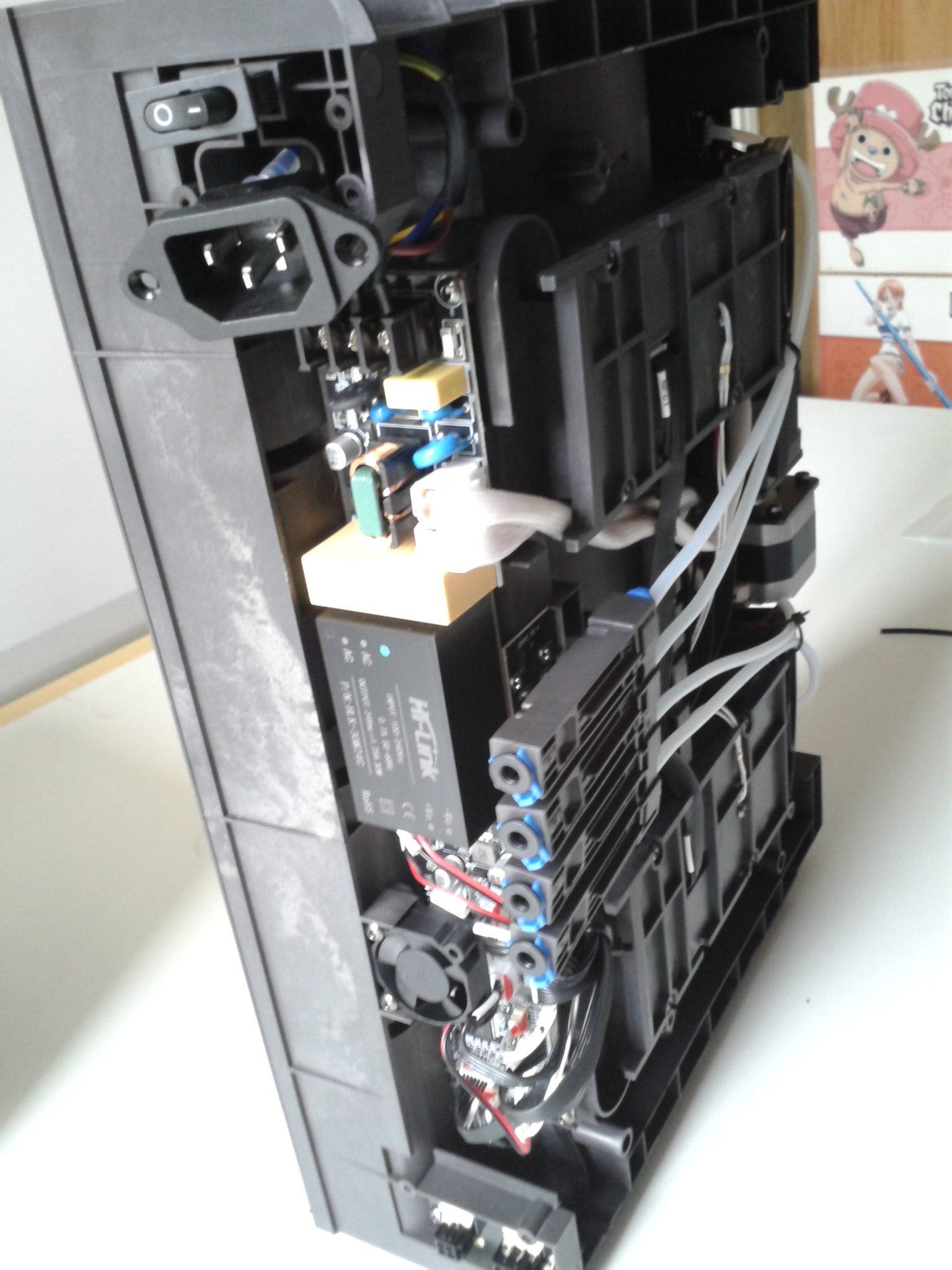
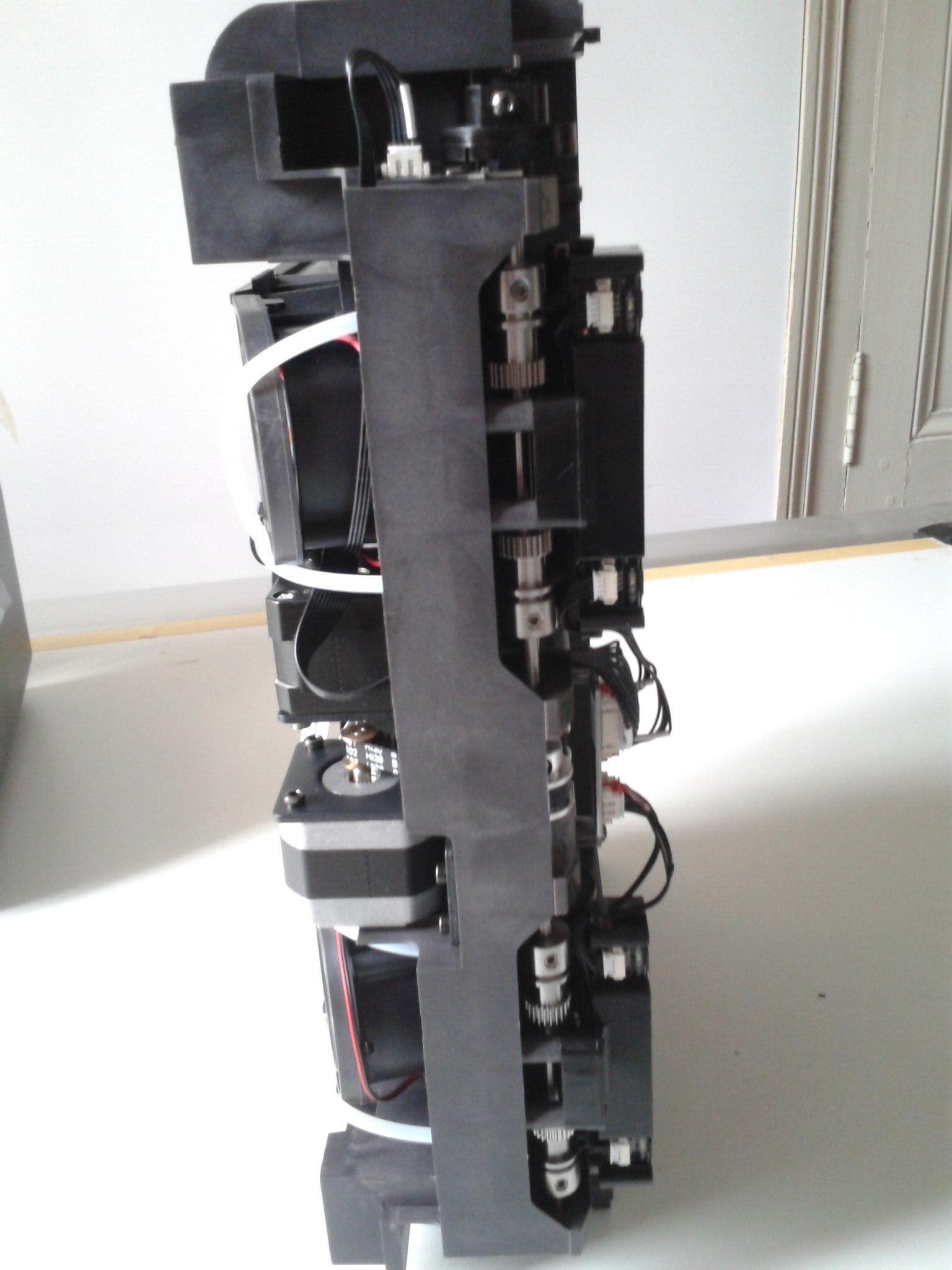
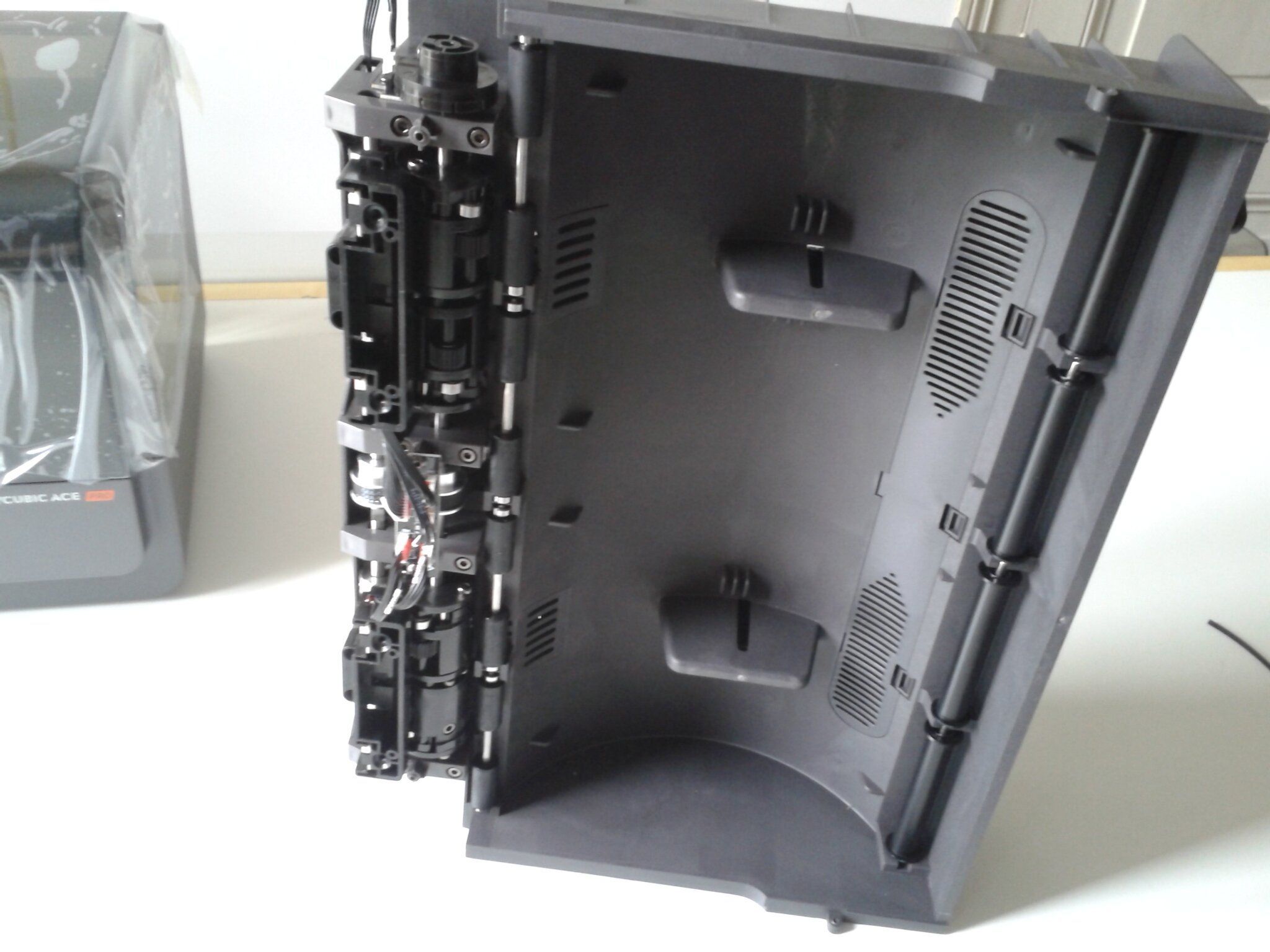
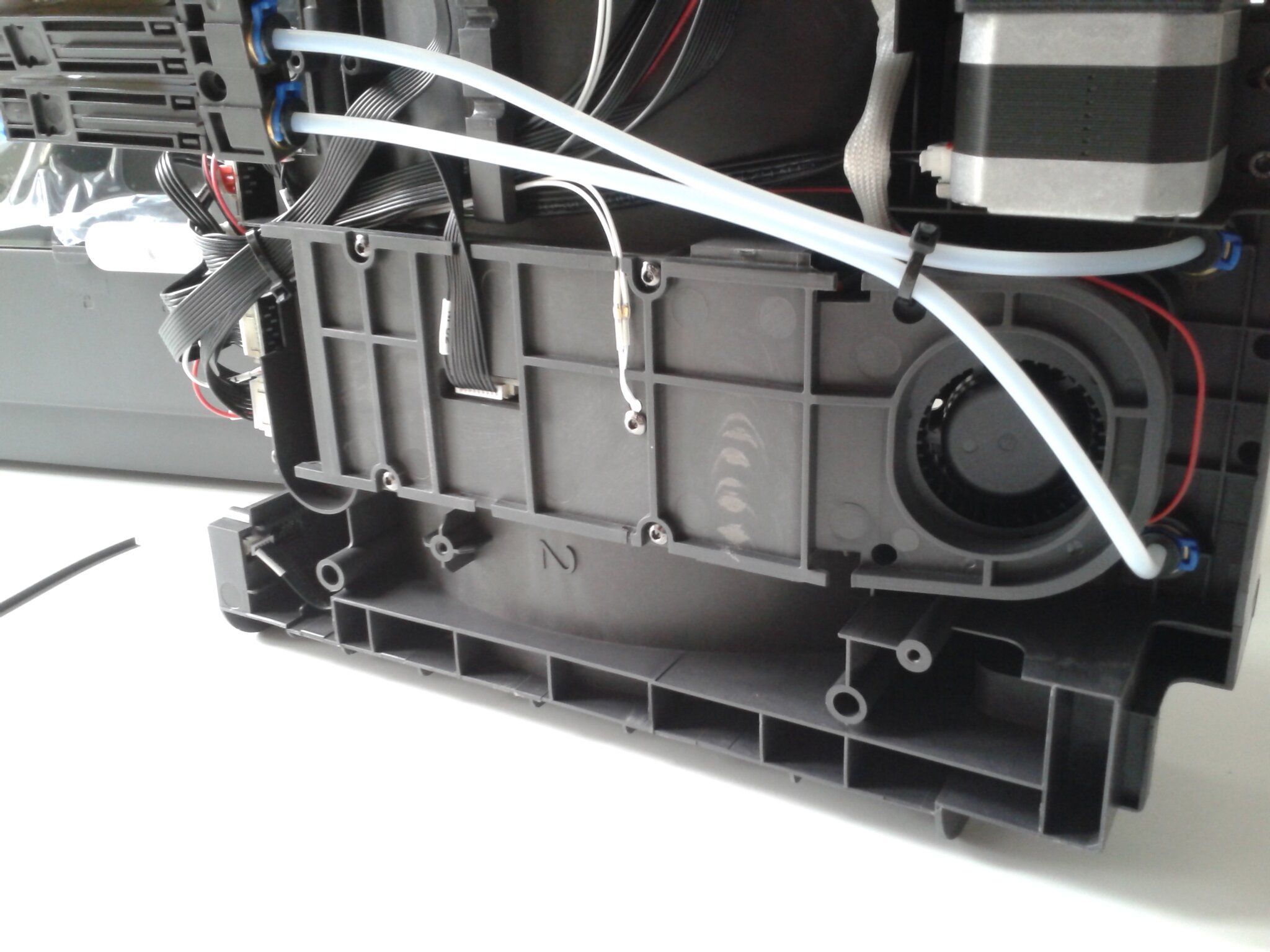
Cela m'a demandée bien plus de temps de démontage que je ne pensais, pour faire les photos, où il y a, il me semble, l'info que tu voulais… Déballage de l'ACE Pro seul fraichement reçu Démontage ( le début, c'est comme sur https://wiki.anycubic.com/en/fdm-3d-printer/kobra-3-combo/ace-pro-mainboard-replacement-guide ) Arrière 8 vis à enlever. (Une vis dont l'empreinte m'a bien fait galérer avant que je ne trouve un outil qui me permette de la dévisser.) Dessous 6 vis à enlever (avec deux de cachées sous les patins/pieds), et il faut enlever le cache du "buffer". ( Les "pistons" du buffer et si on soulève les "pistons" du buffer ) Intérieur ACE deux vis à enlever (à faire de chaque côté) pour enlever les deux caches triangulaires de chaque côté maintenu par ses vis. Deux autre vis à enlever (à faire de chaque côté) pour déclipser le cache avant Vus d'ensemble à cette étape Ce qui permet, si on bascule l'ensemble, et que l'on ressort/abaisse un peu la prise secteur et bouton marche/arrêt, d'arriver, en le tirant/basculant, à sortir la partie intérieure (jeu d'emboitement plutôt juste entre la partie intérieur et extérieur, il faut trouver le bon basculement de la partie intérieur à effectuer voir même légèrement forcer... ). De là si on enlève quatre vis de maintien d'un des caches sur le passage du flux d'air d'un des ventilateurs turbine. Pour le radiateur, il me semble lire "SV-PTC", 5 idéogrammes que je ne sais pas déchiffrer. "110VAC 100W" et sur la même ligne en plus petit "G574.5" Je n'ai pas démonté le cache pour regarder le second système de ventilation et chauffage, car sûrement le même. En bonus une photo d'un des lecteurs NFC que j'ai eu besoins de sortir afin de mieux basculer le cache pour mieux voir le reste. Cache en place . Cache retiré, lecteur NFC sortie . Voilà, j'ai pris quelques photos en plus, histoire de… , et maintenant, j'ai juste à tout remonter… avant d'oublier quoi va où et comment
























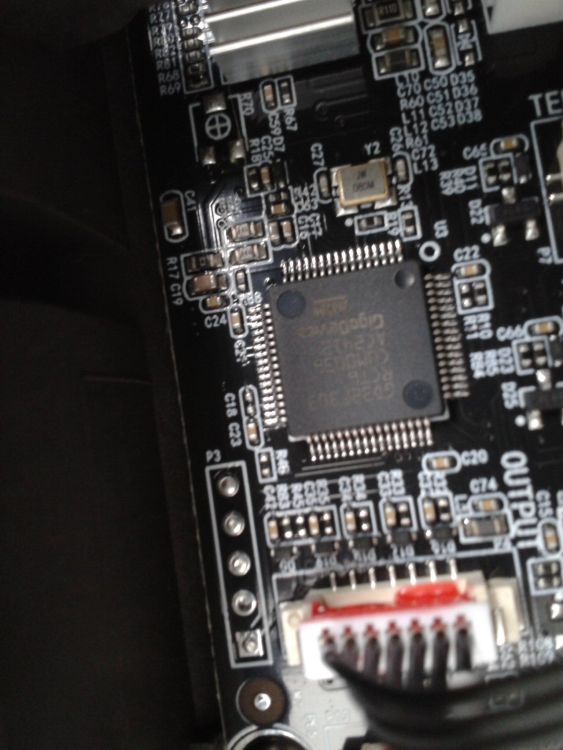



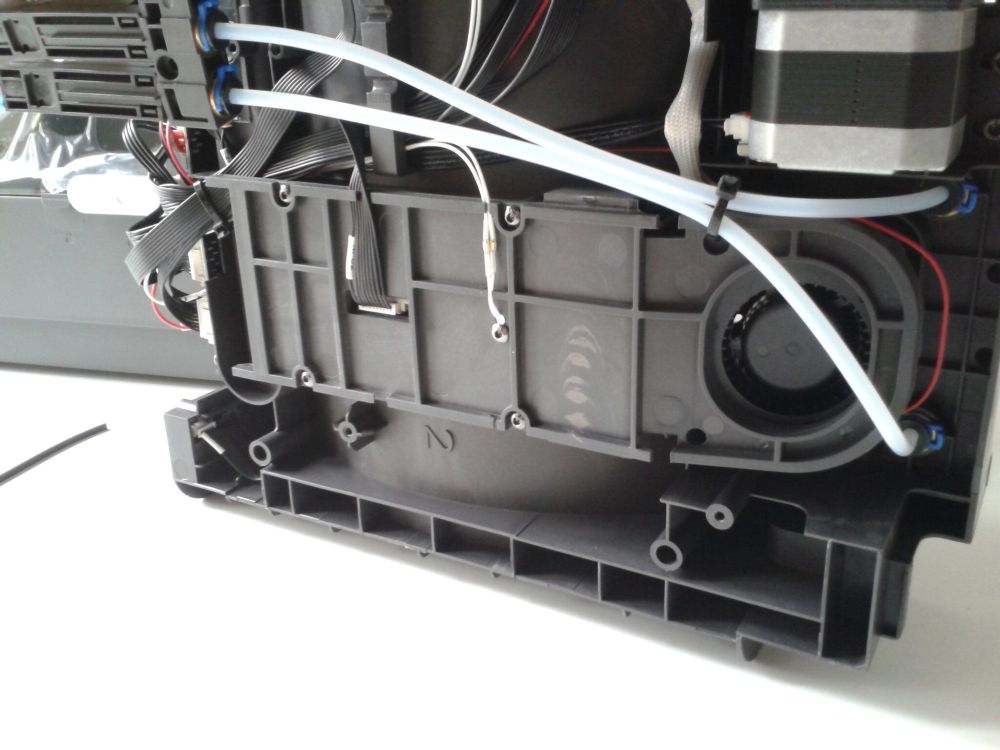


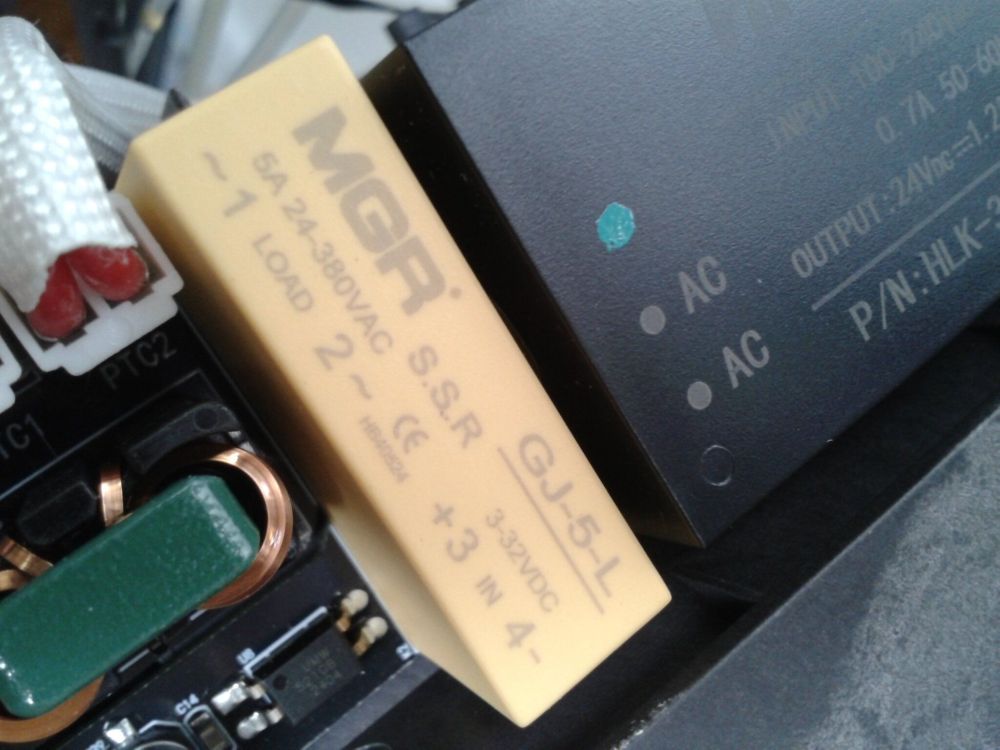















 1 point
1 point -
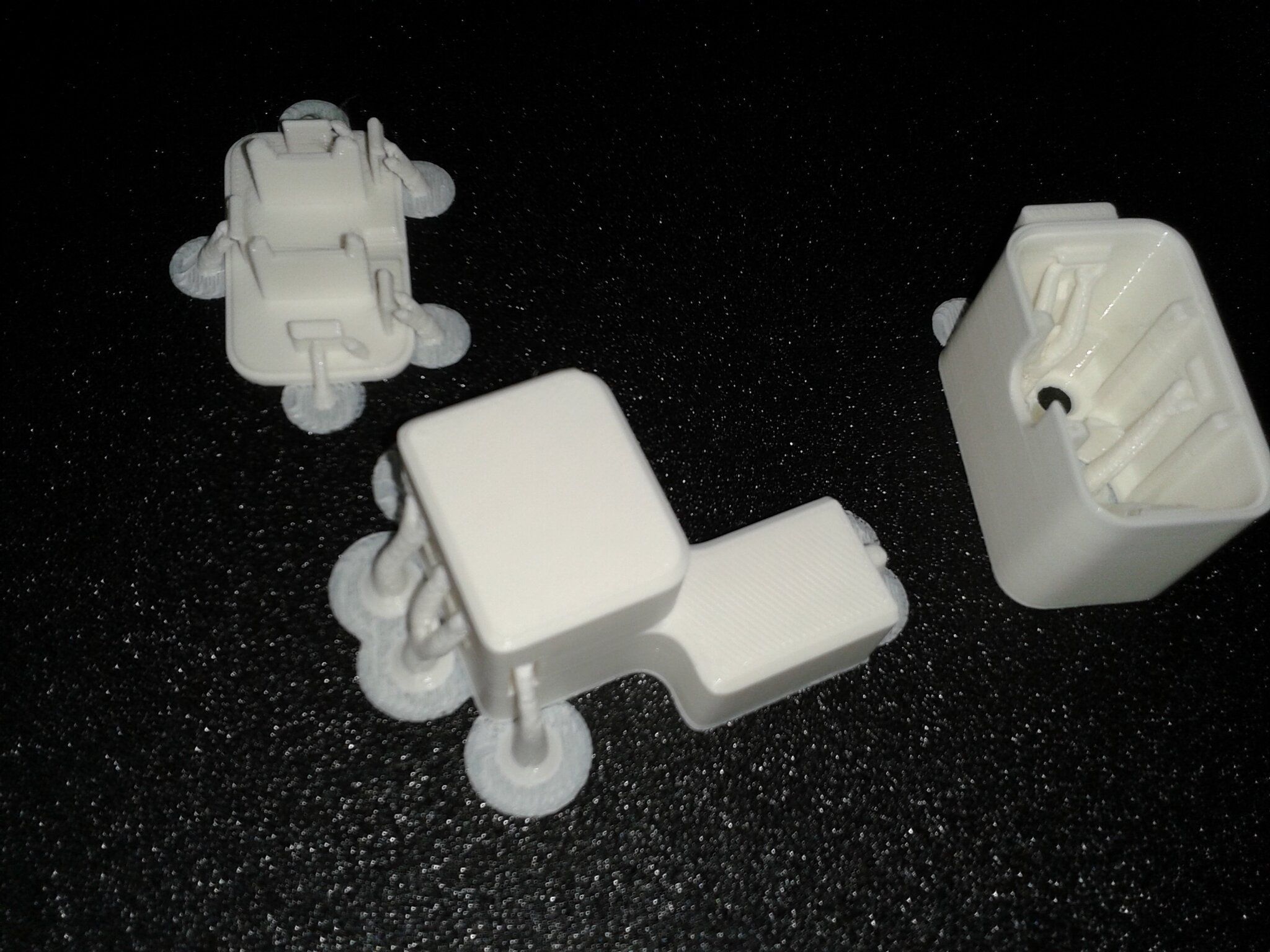
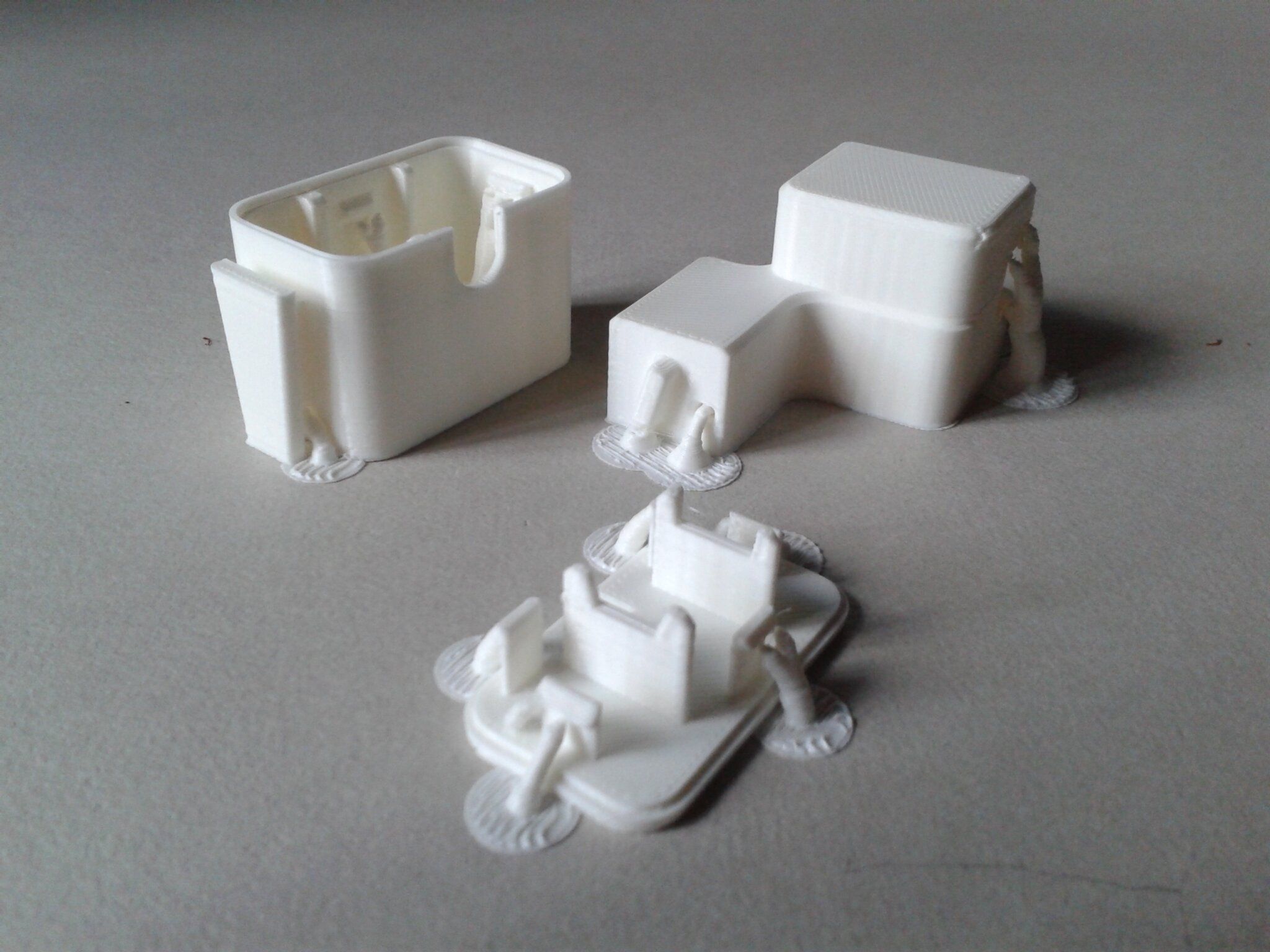
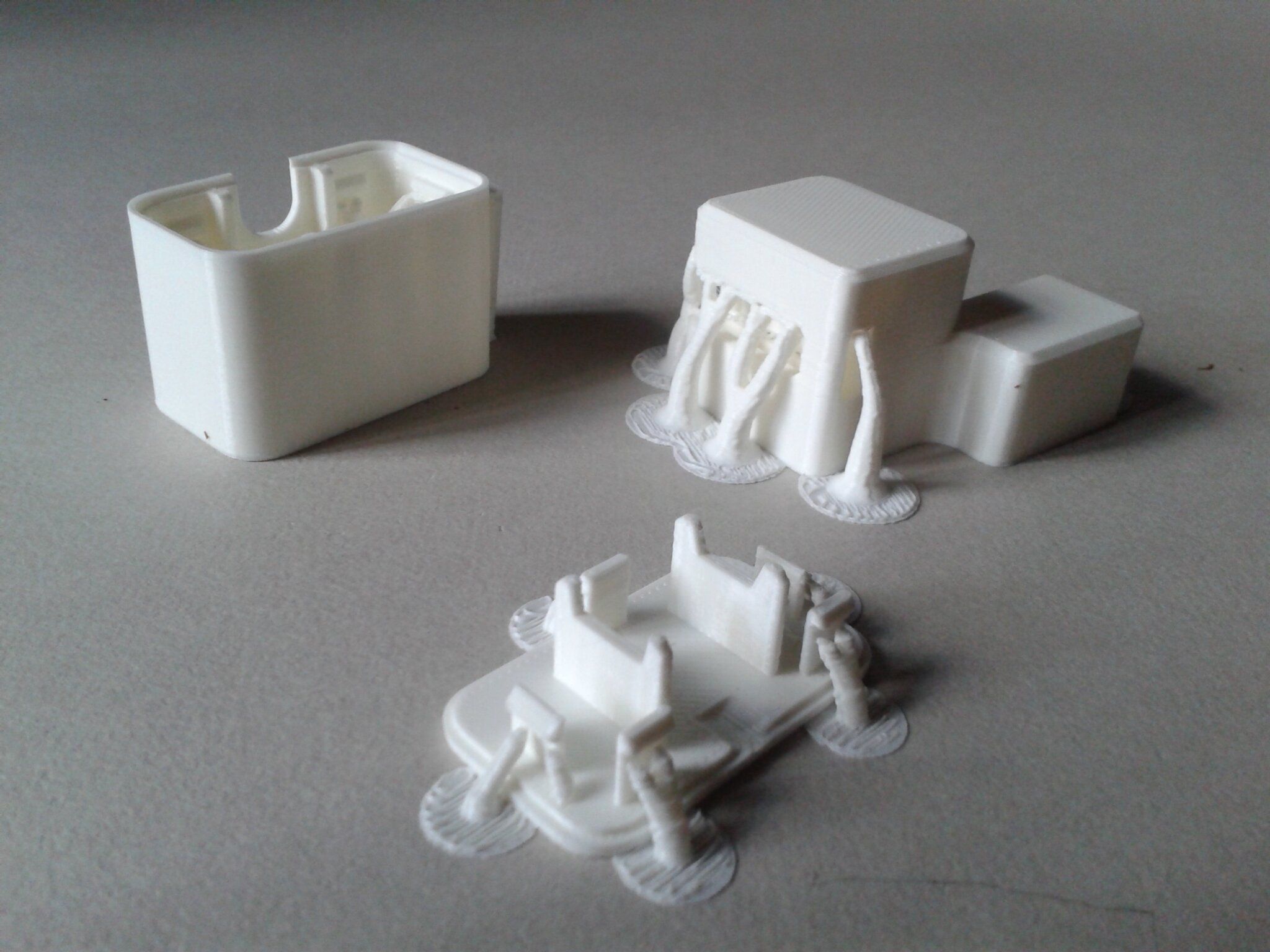
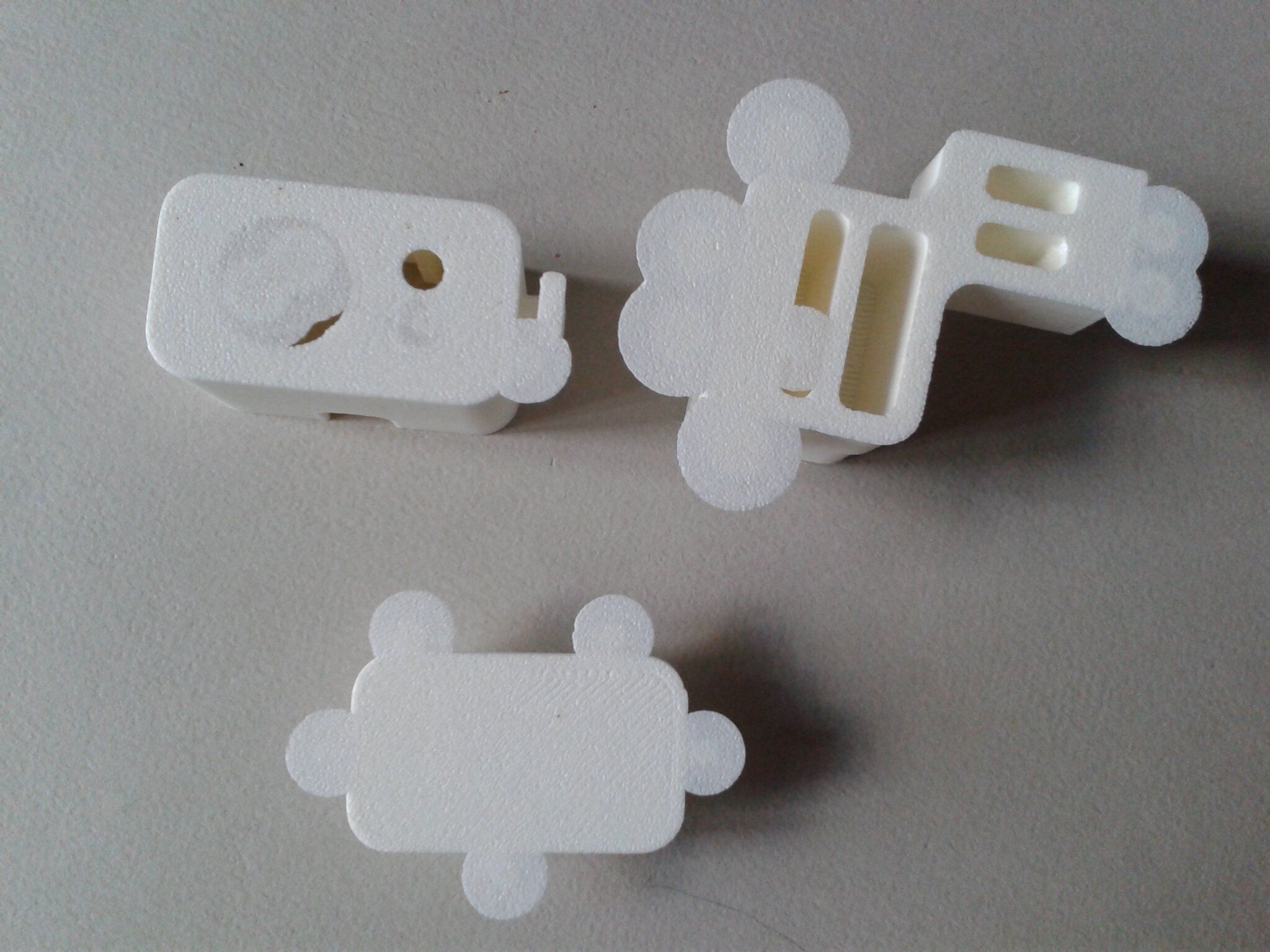
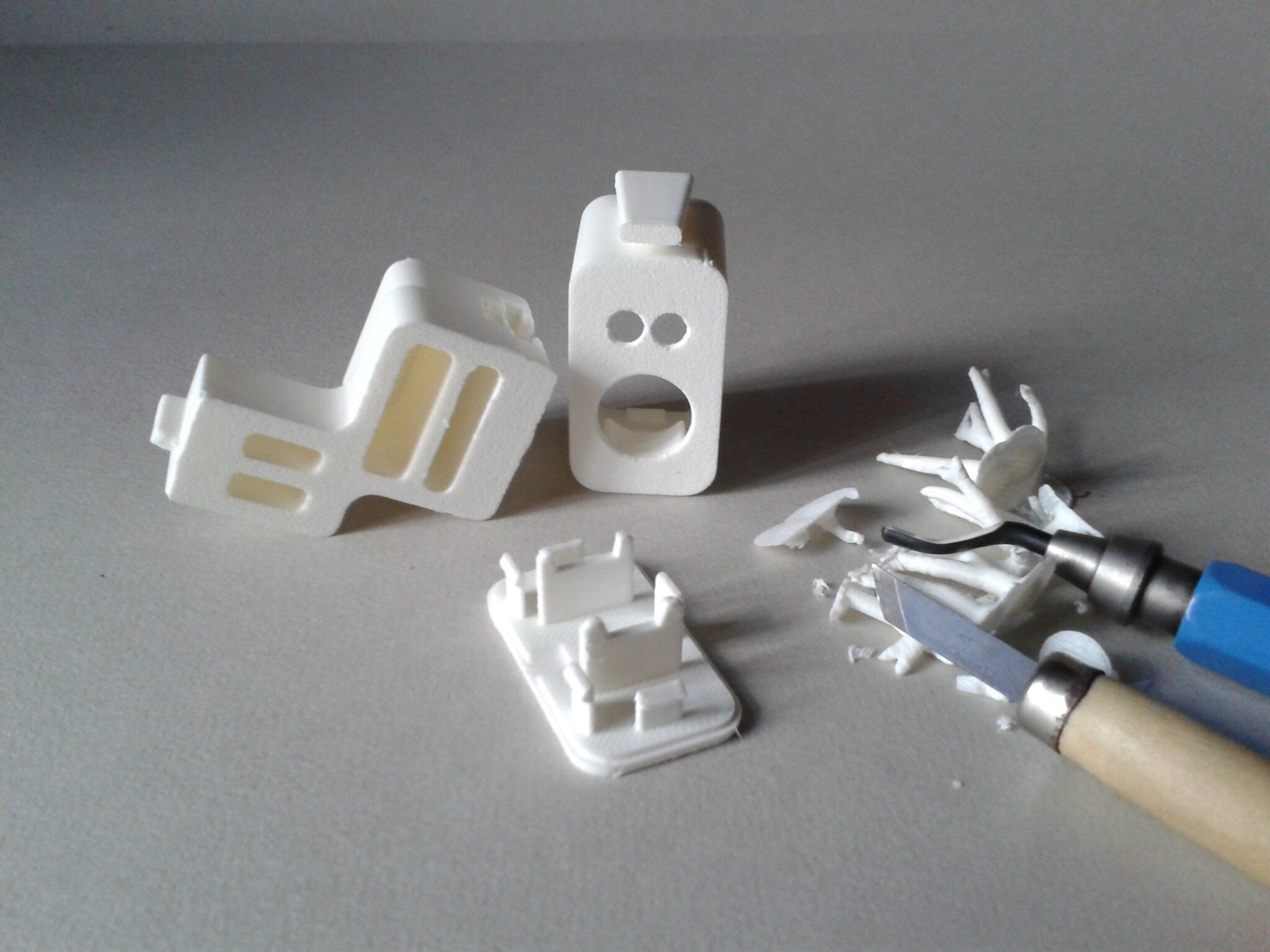
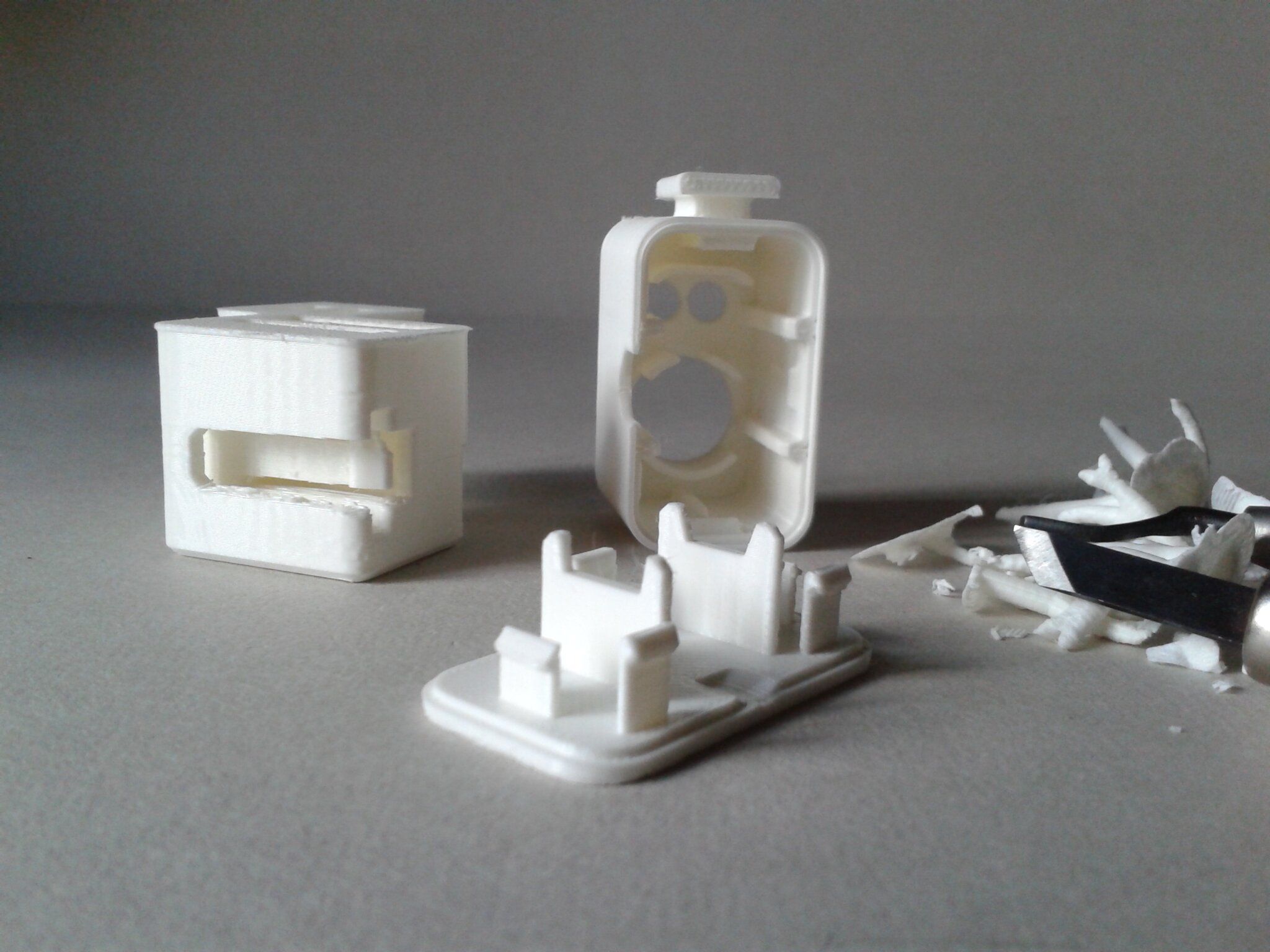
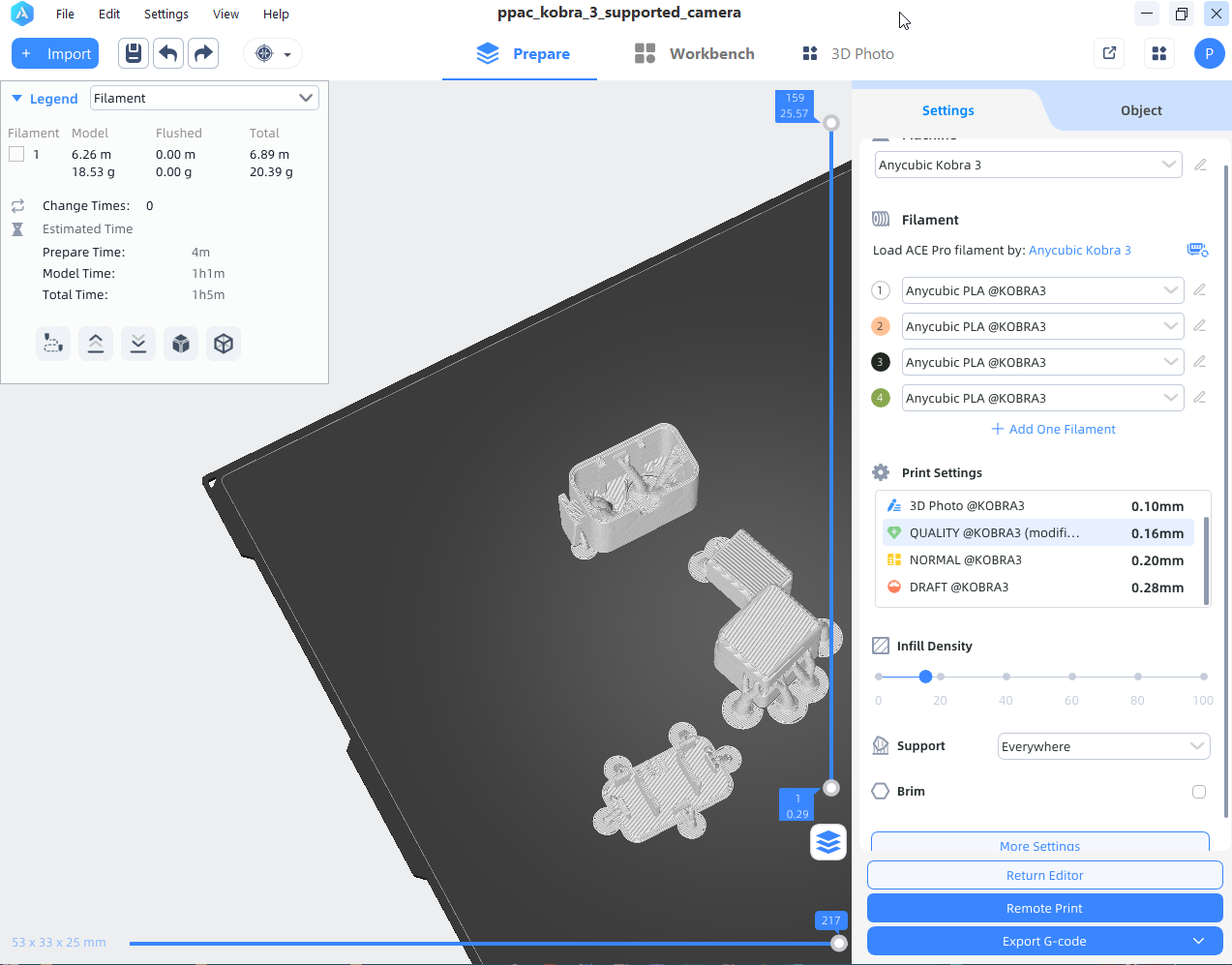
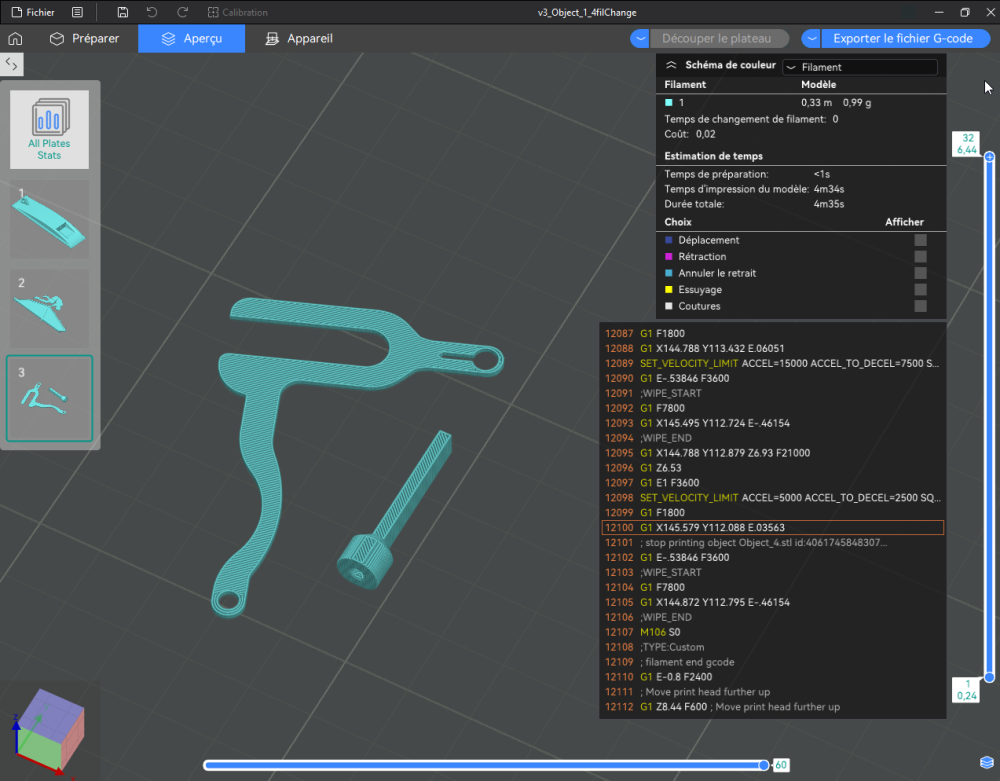
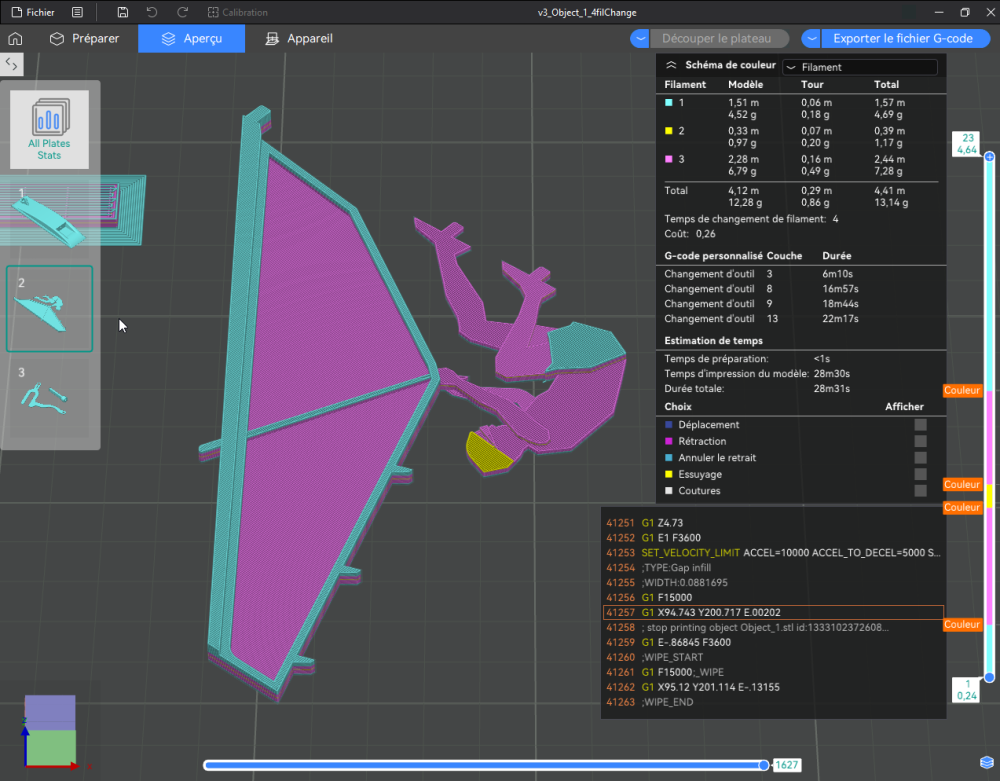
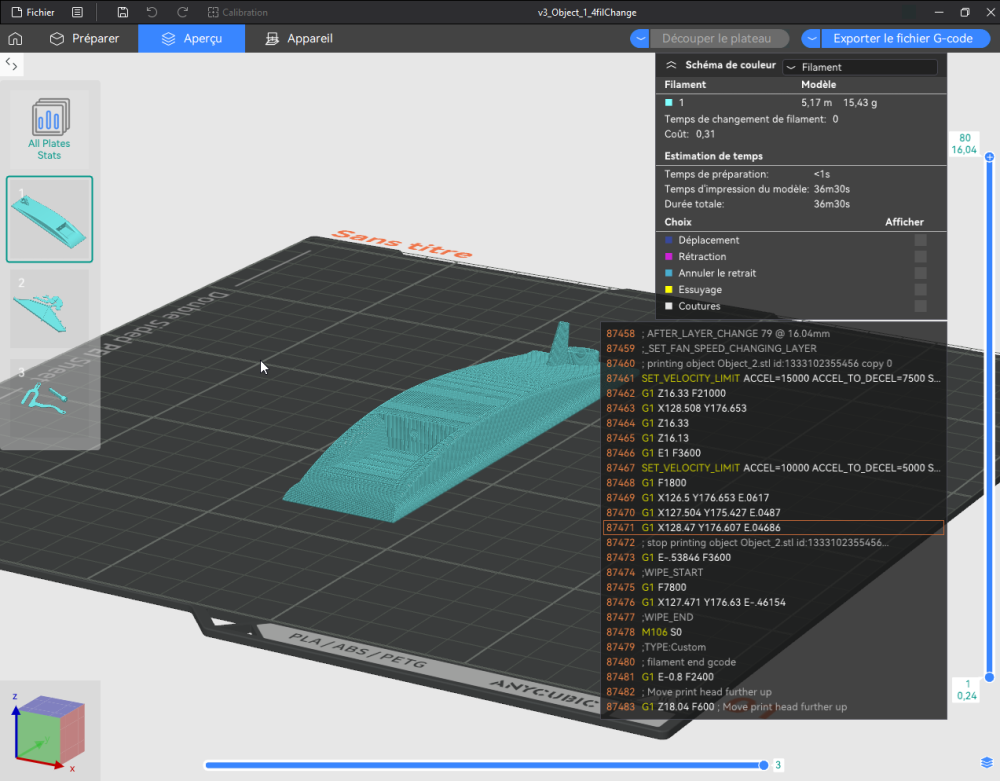
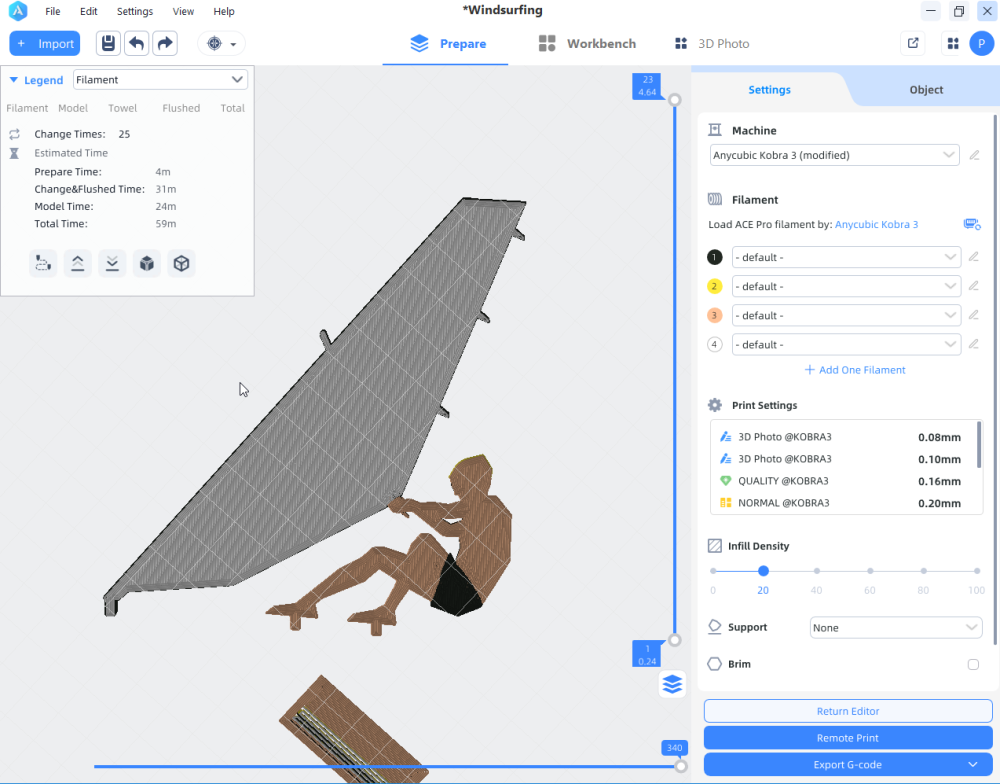
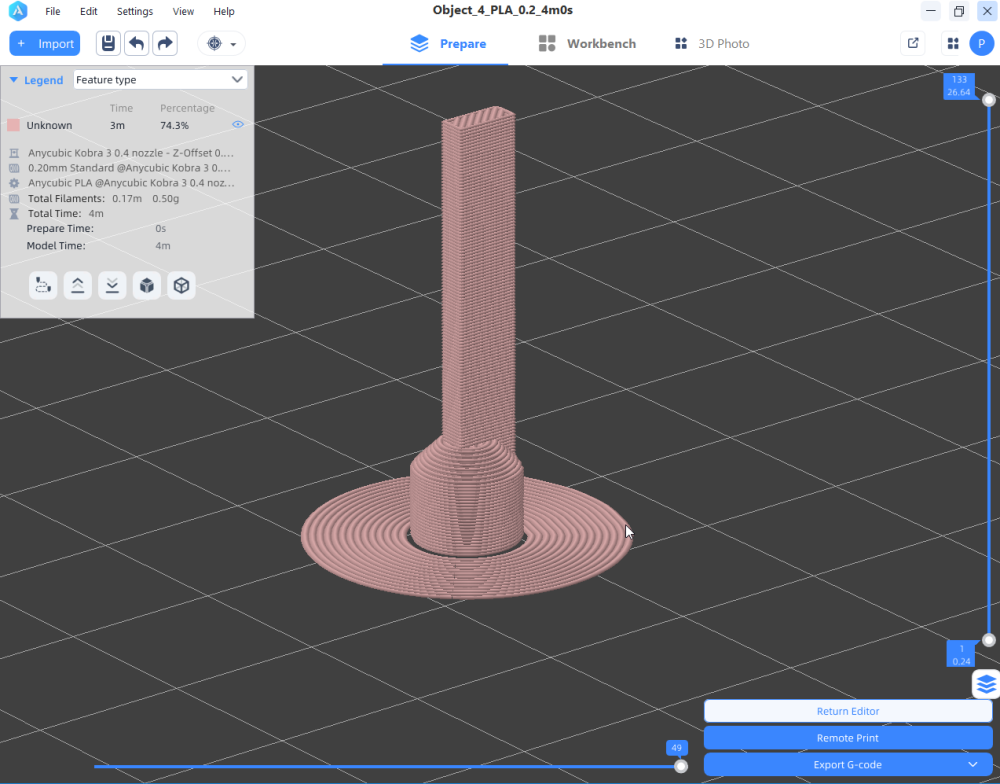
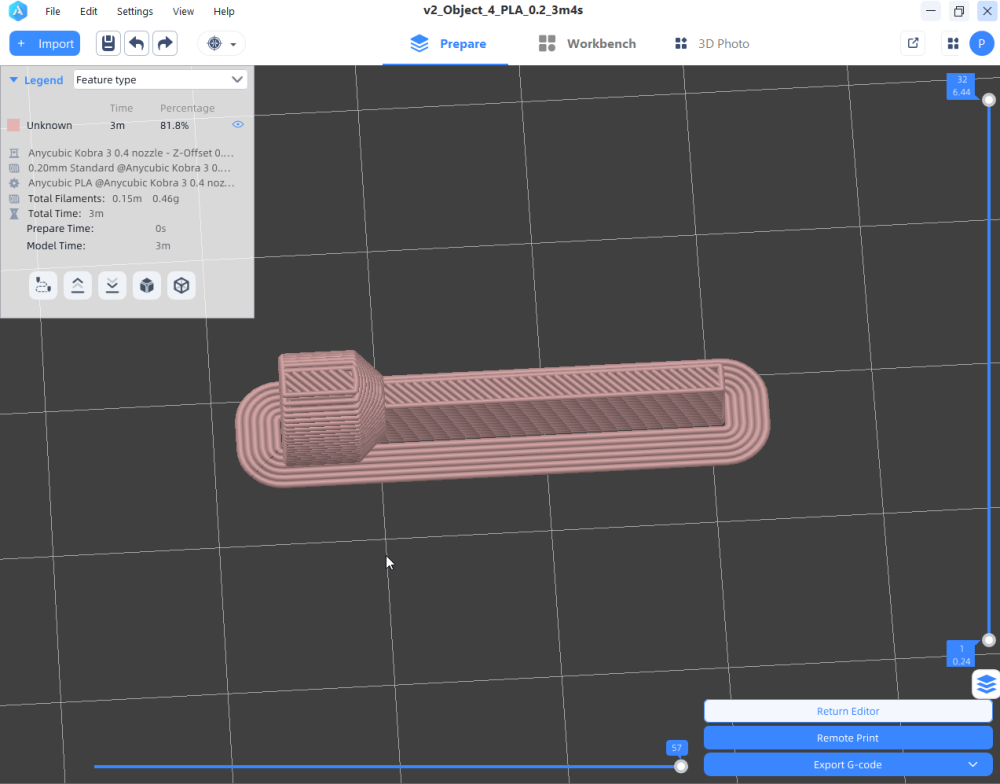
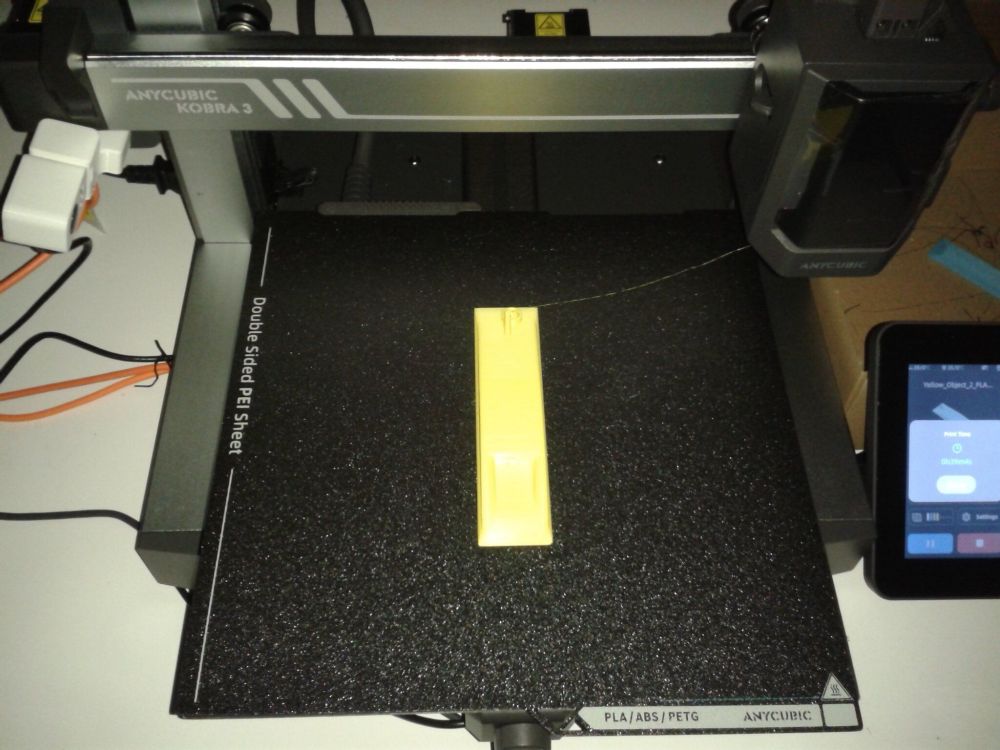
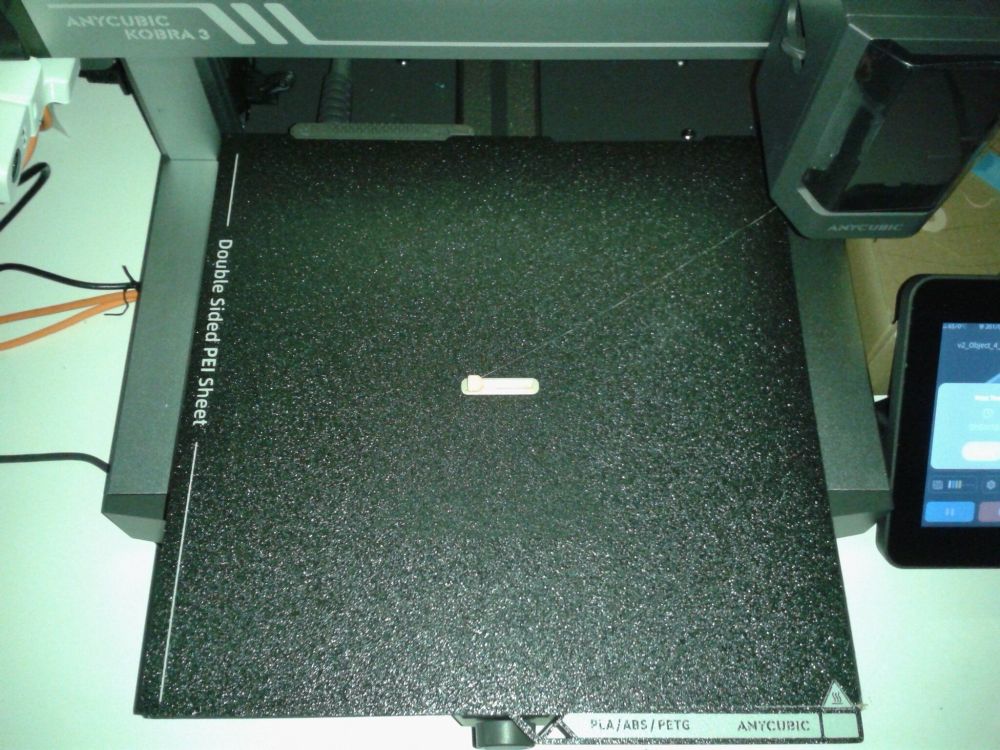
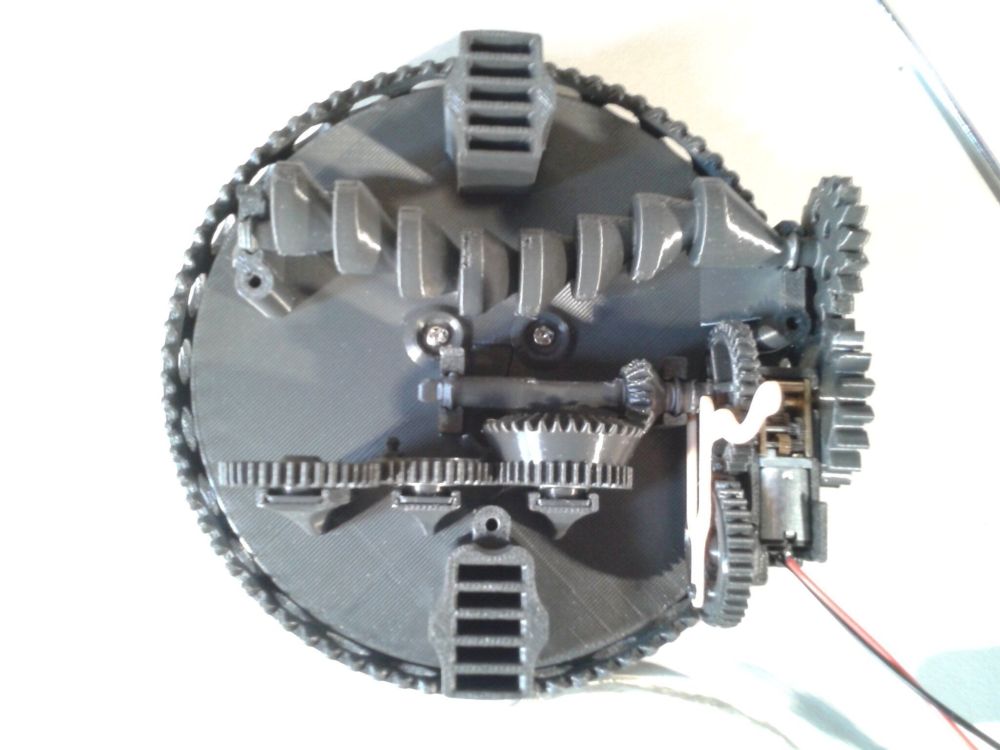
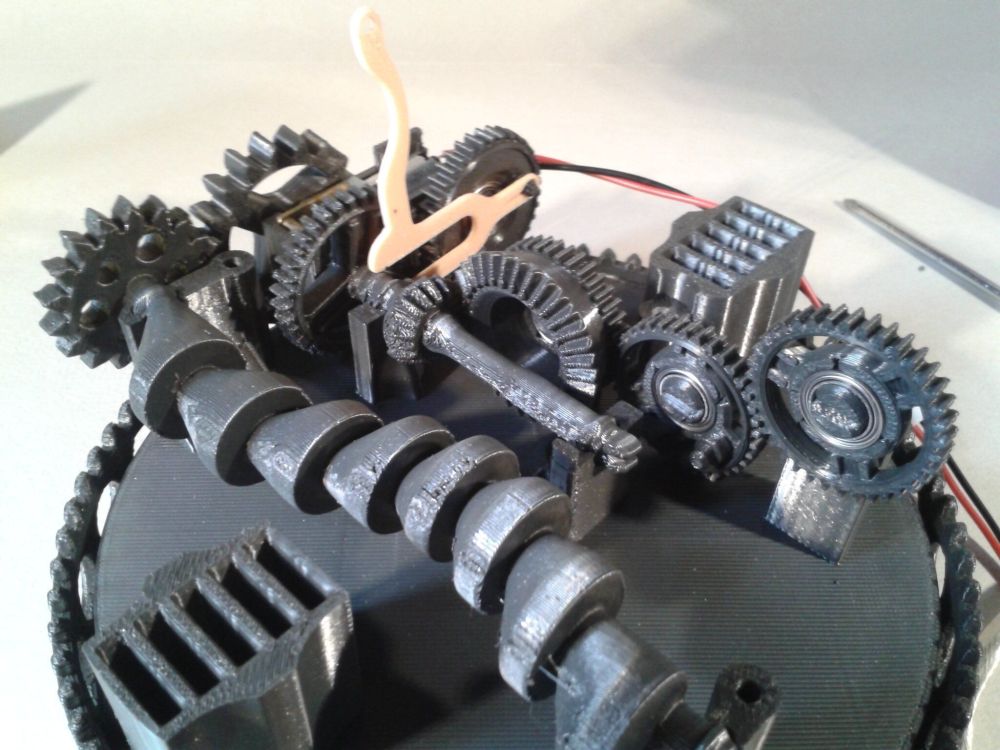
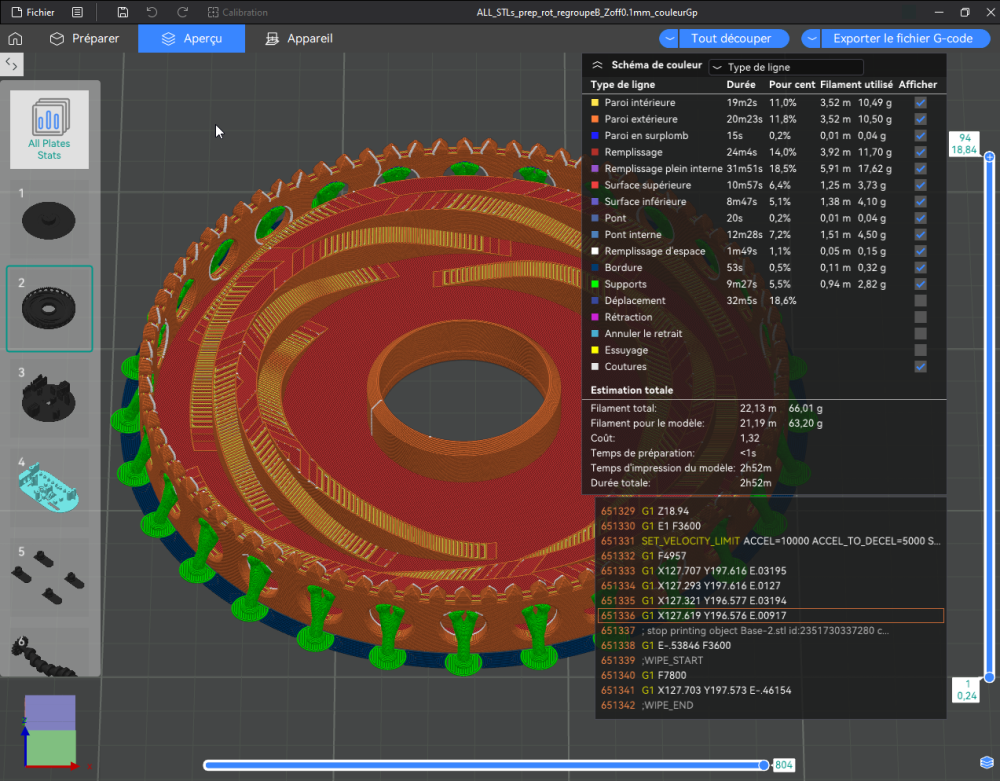
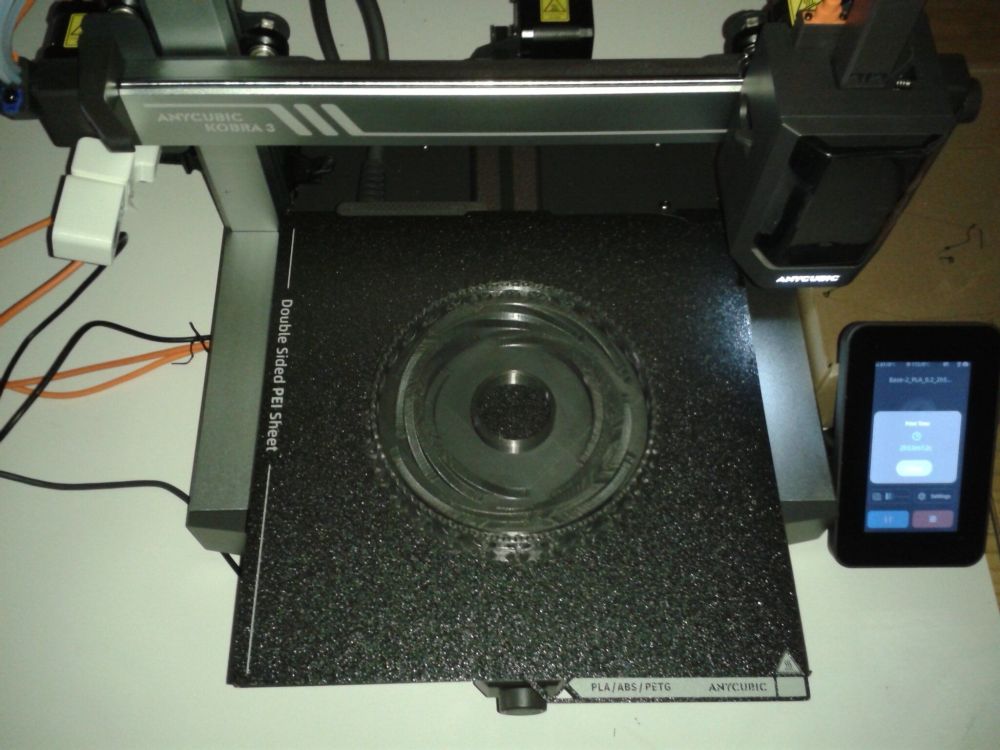
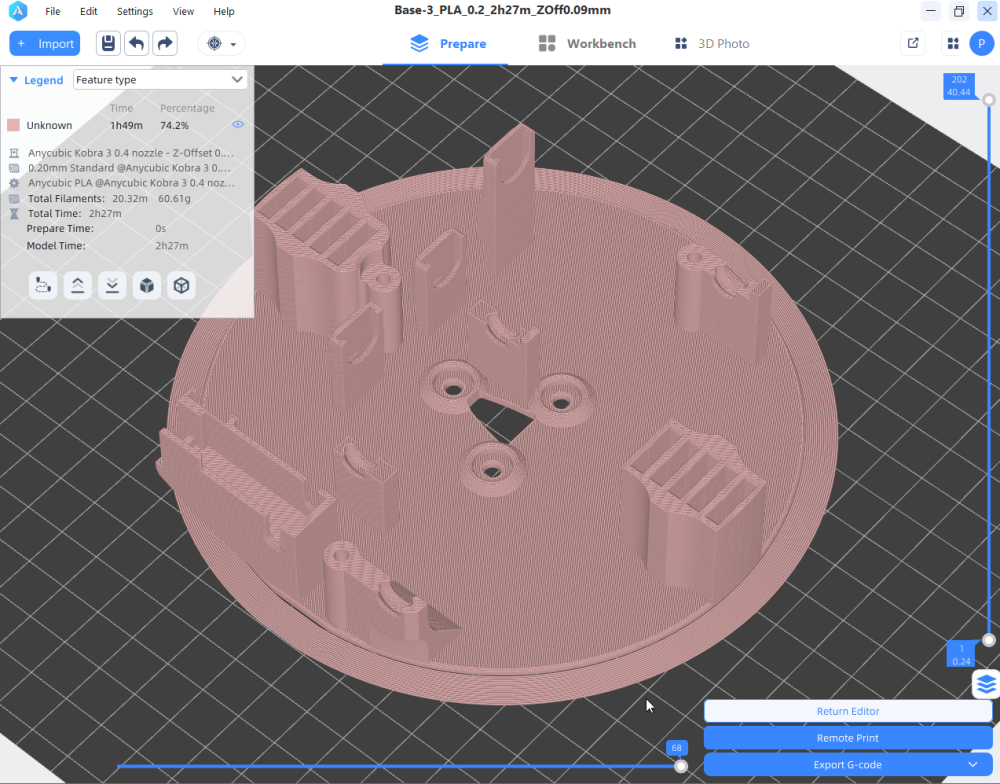
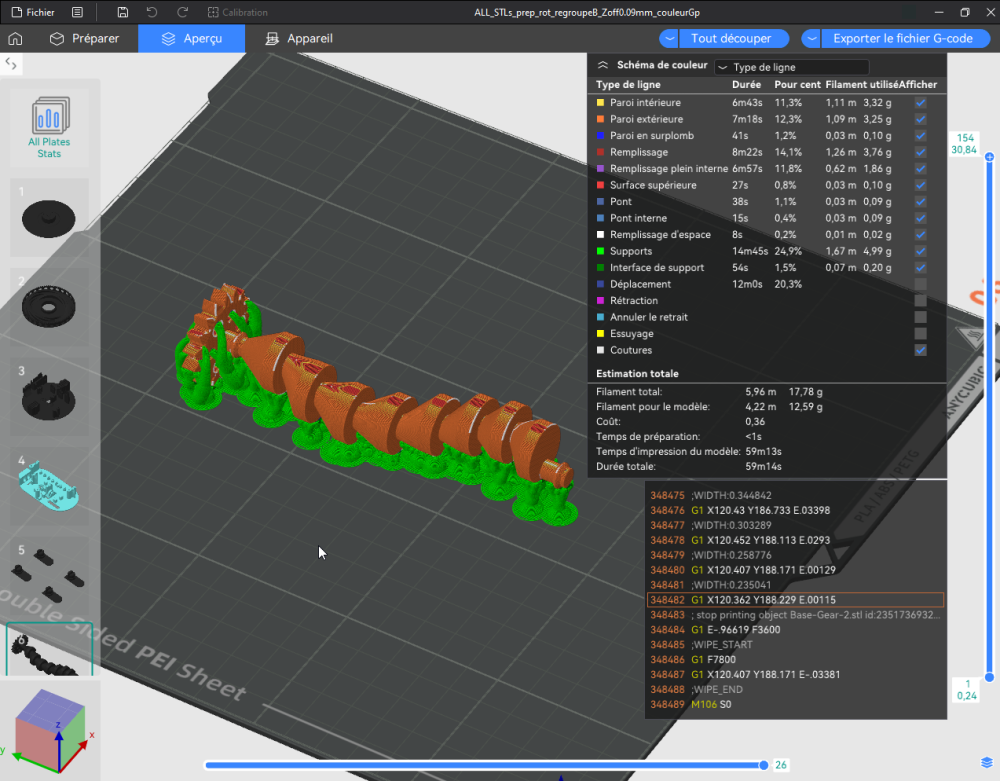
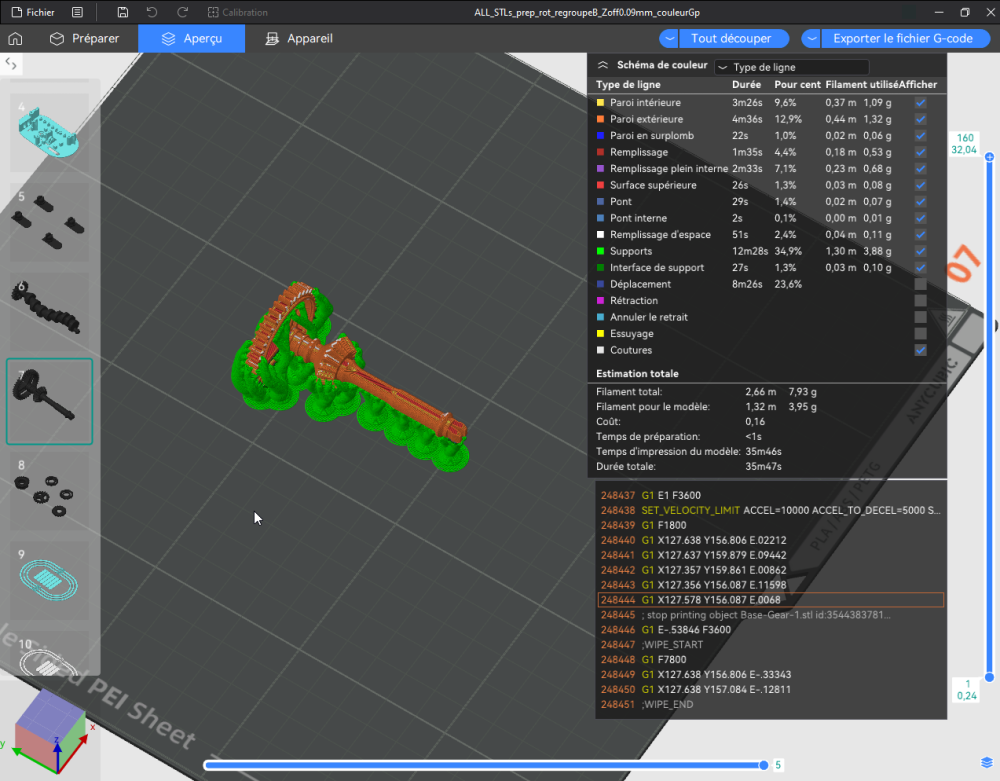
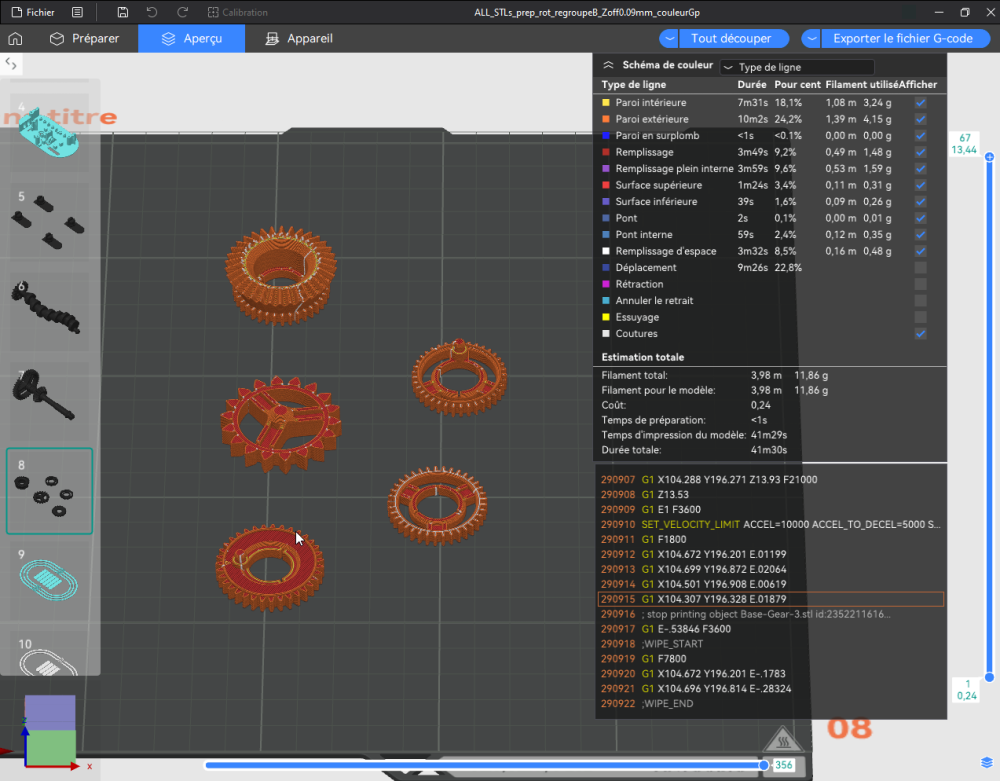
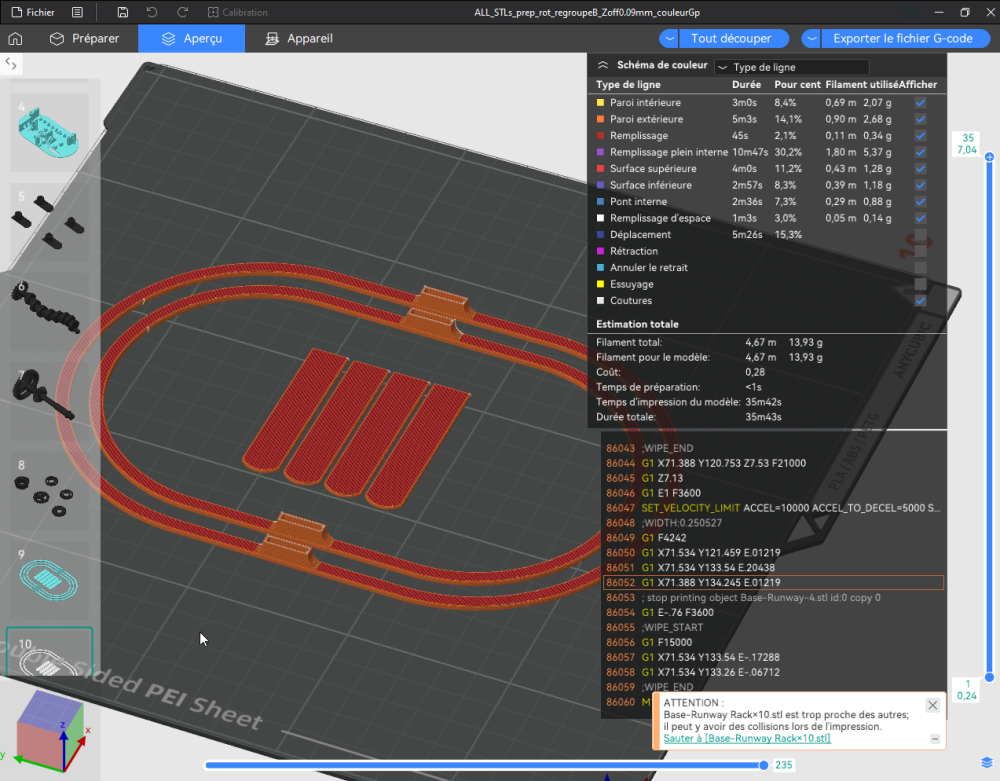
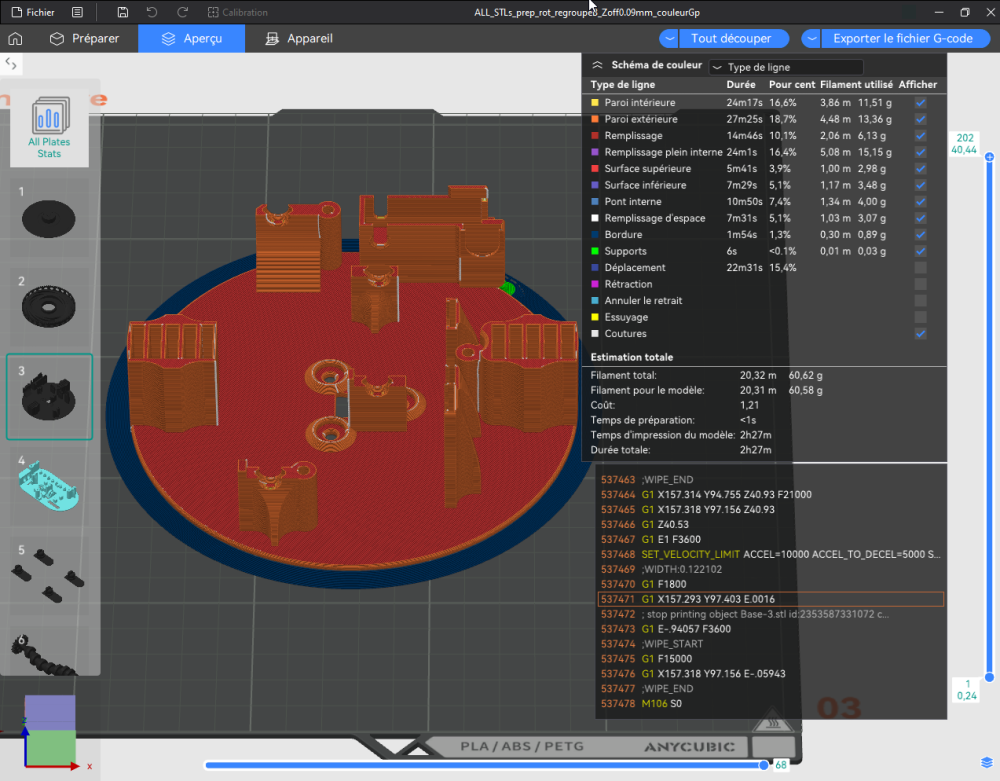
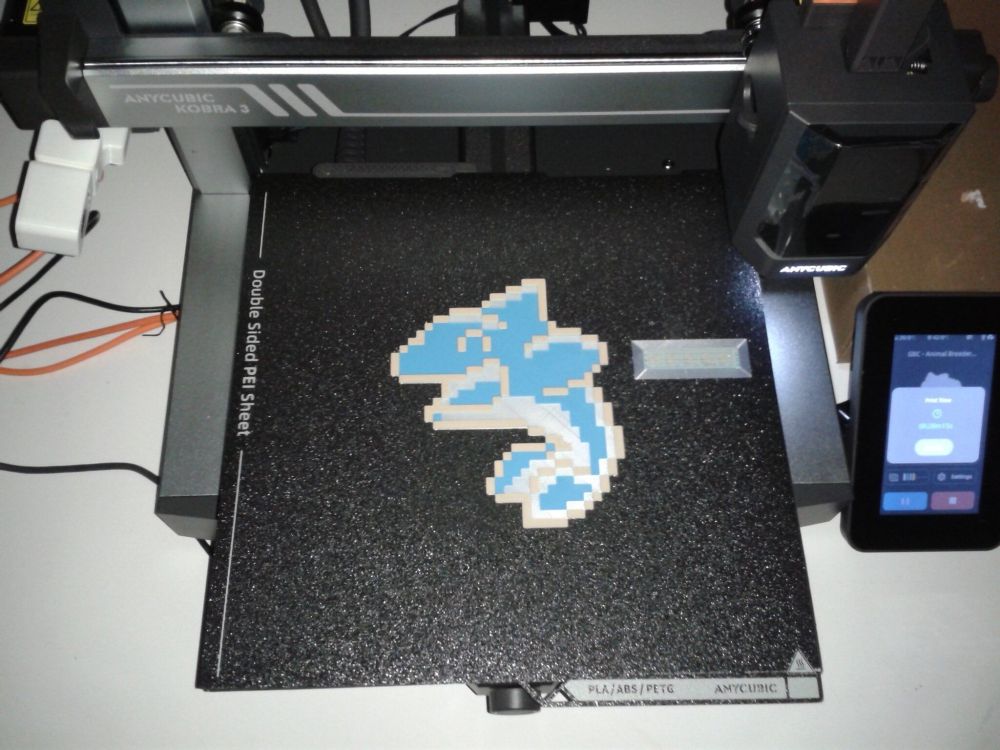
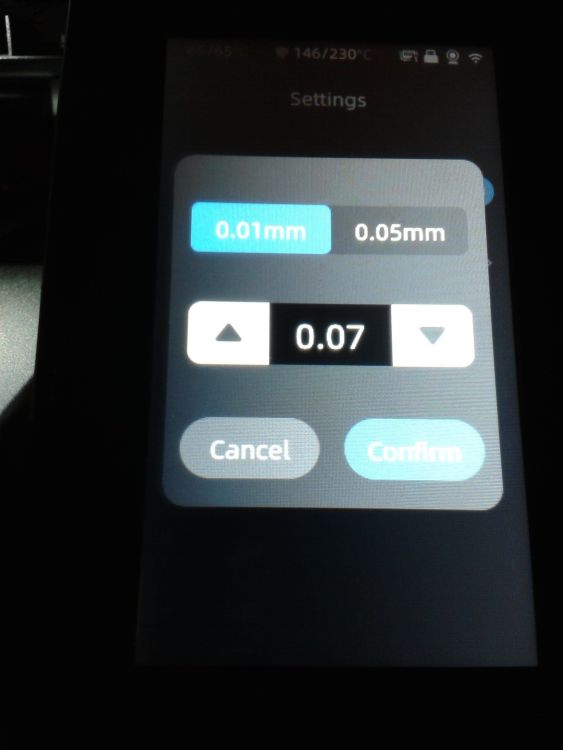
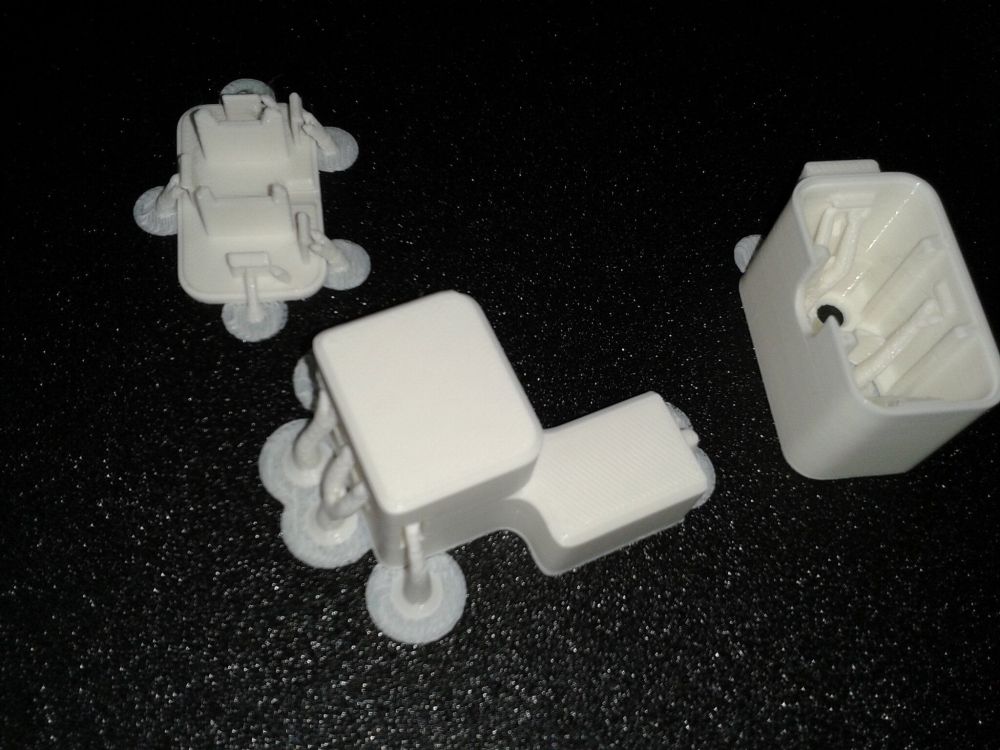
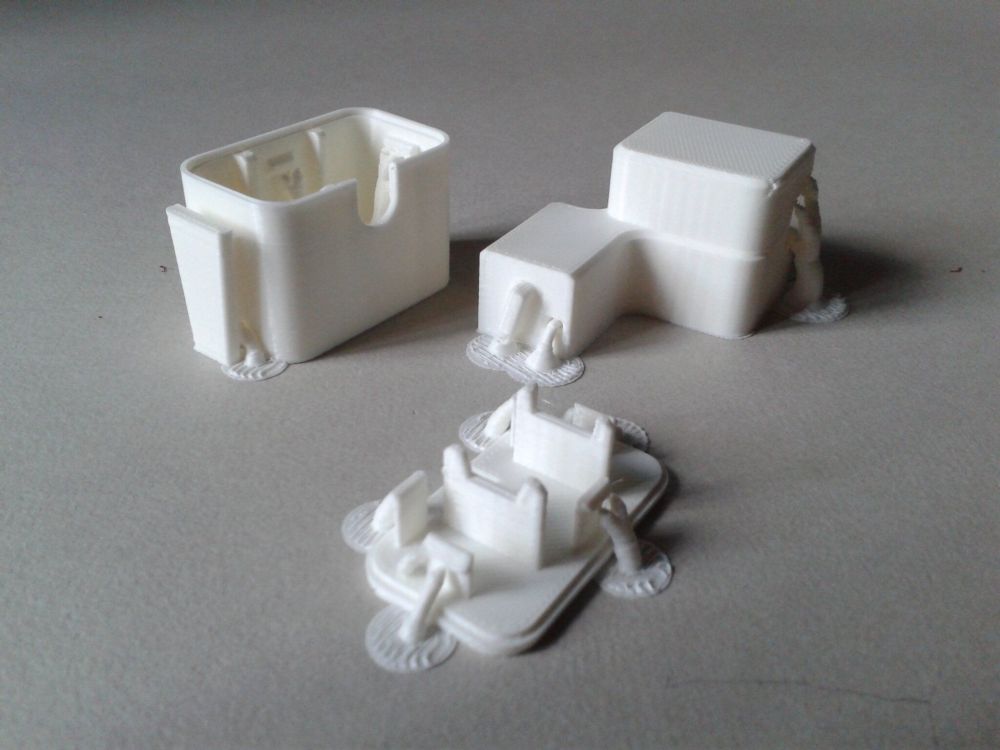
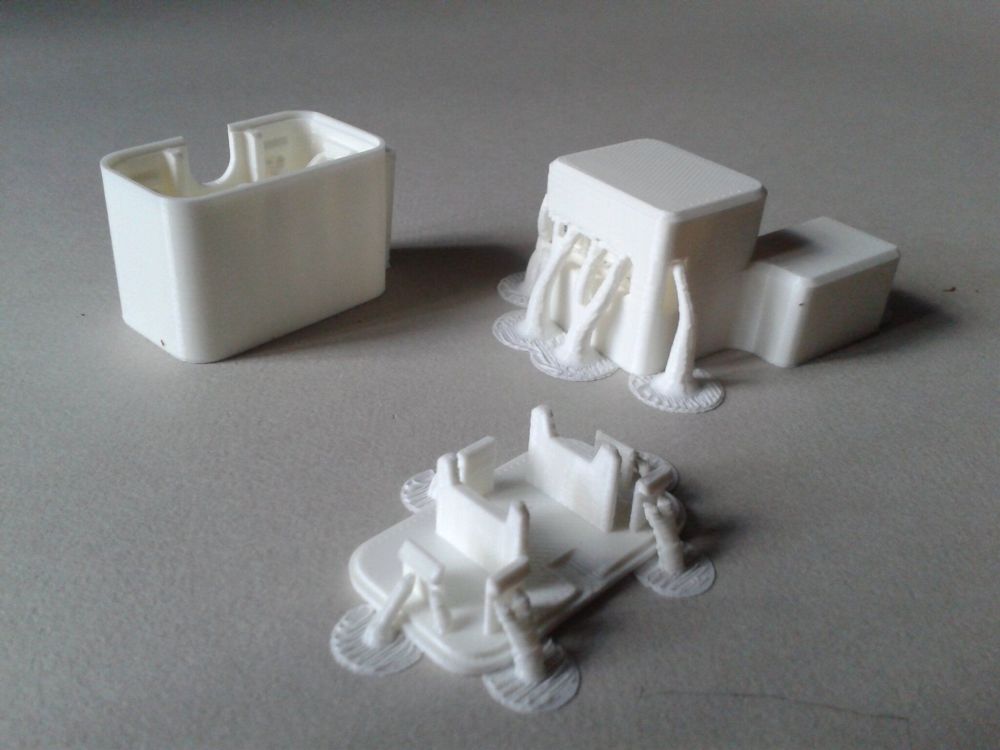
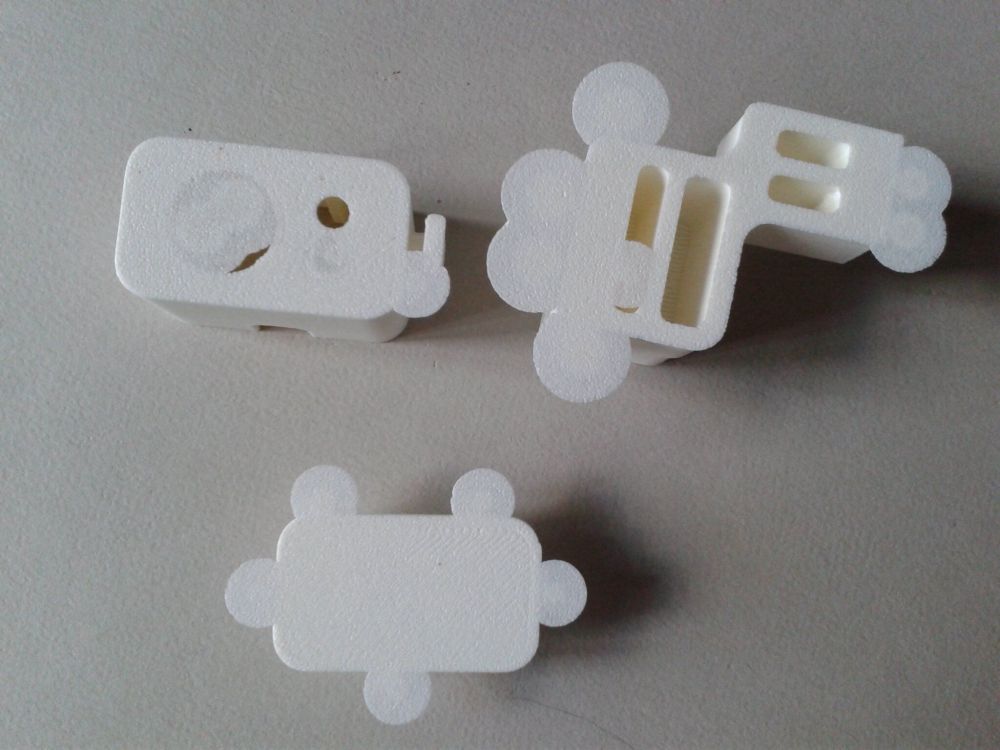
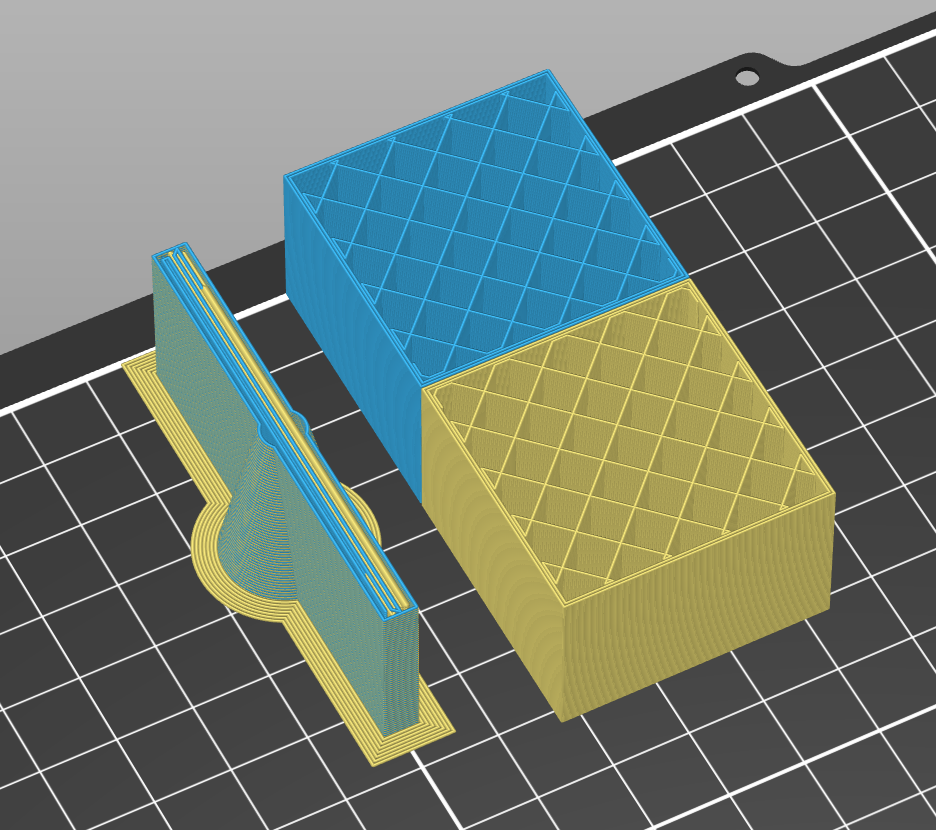
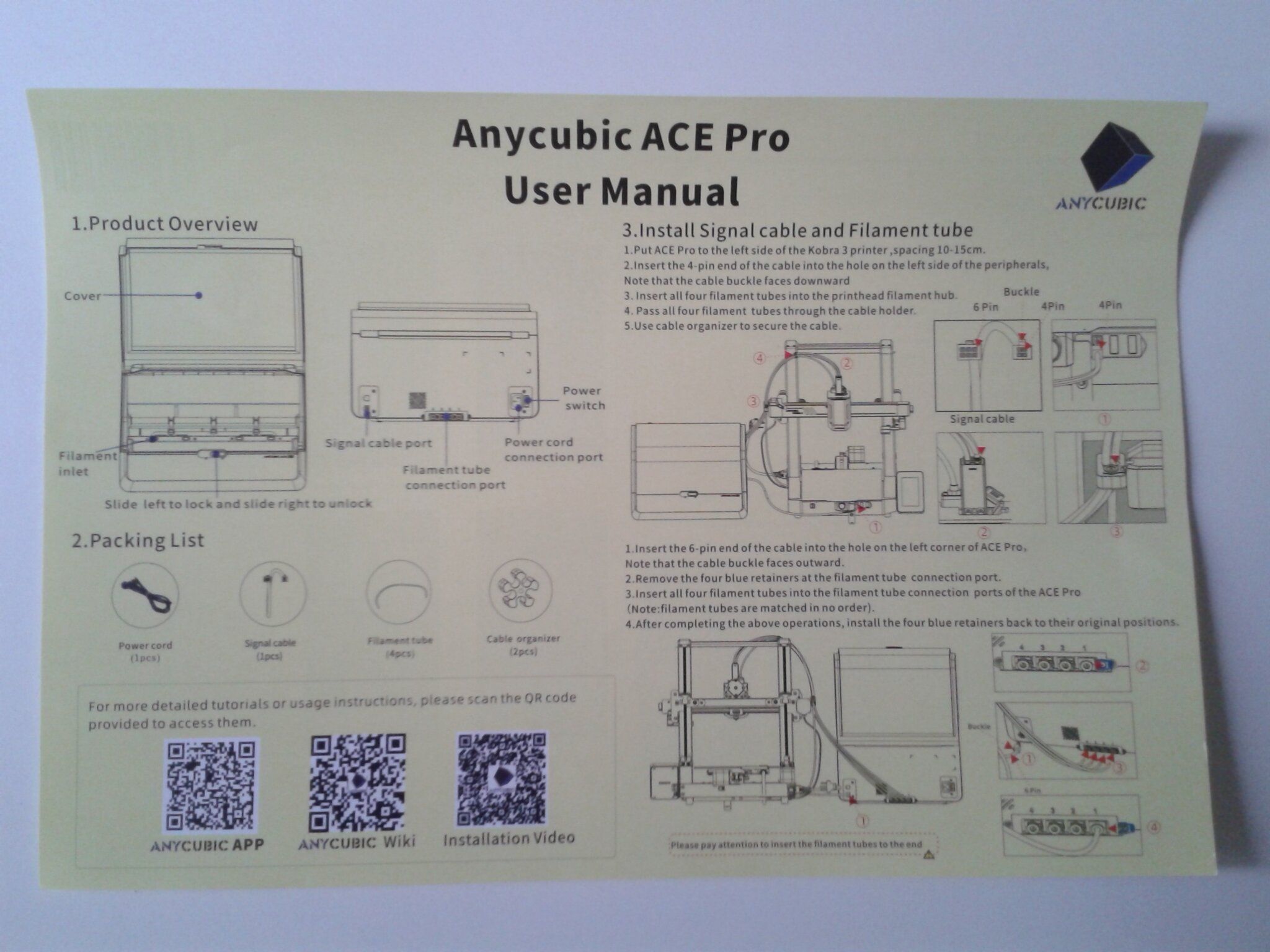
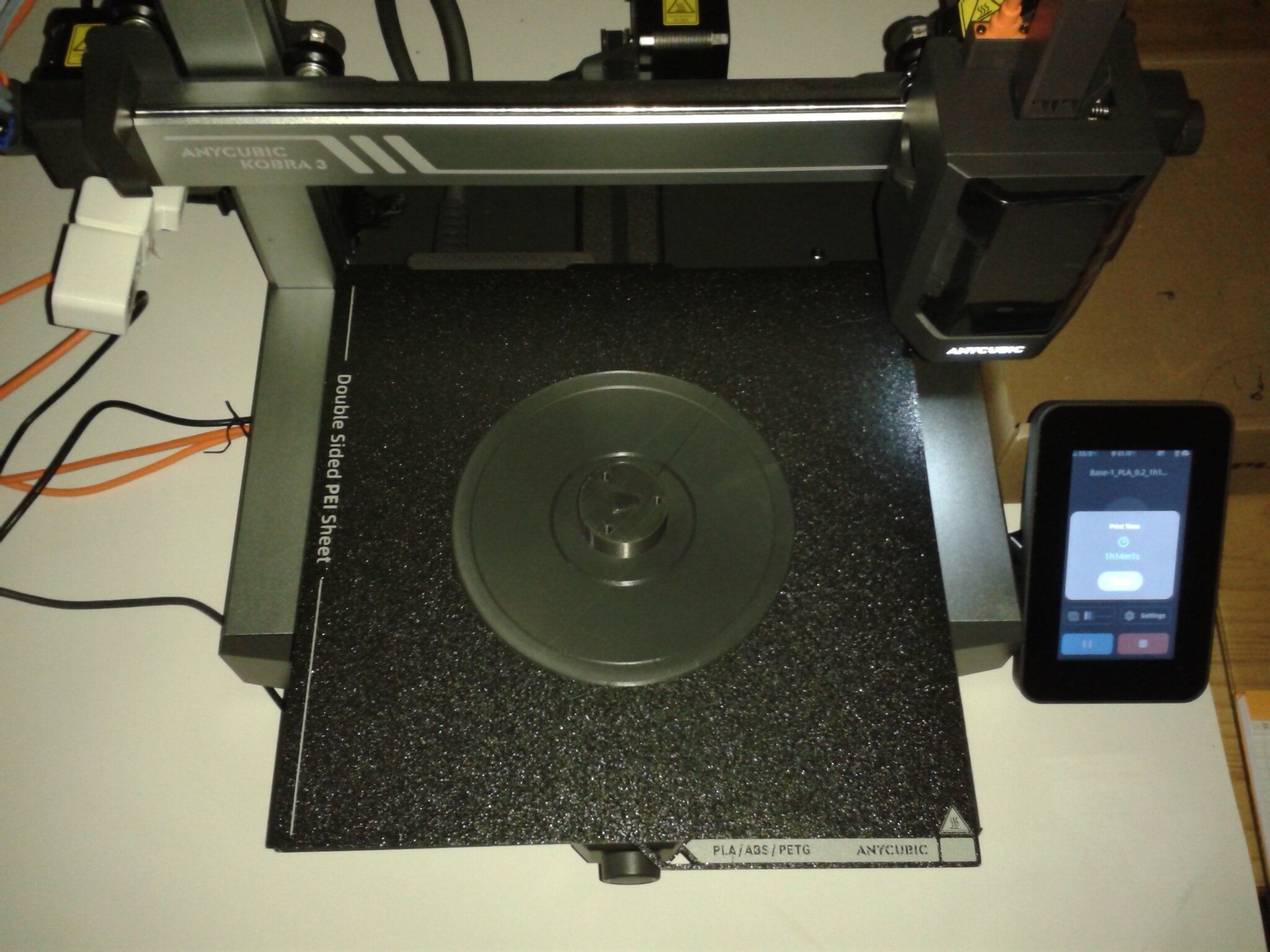
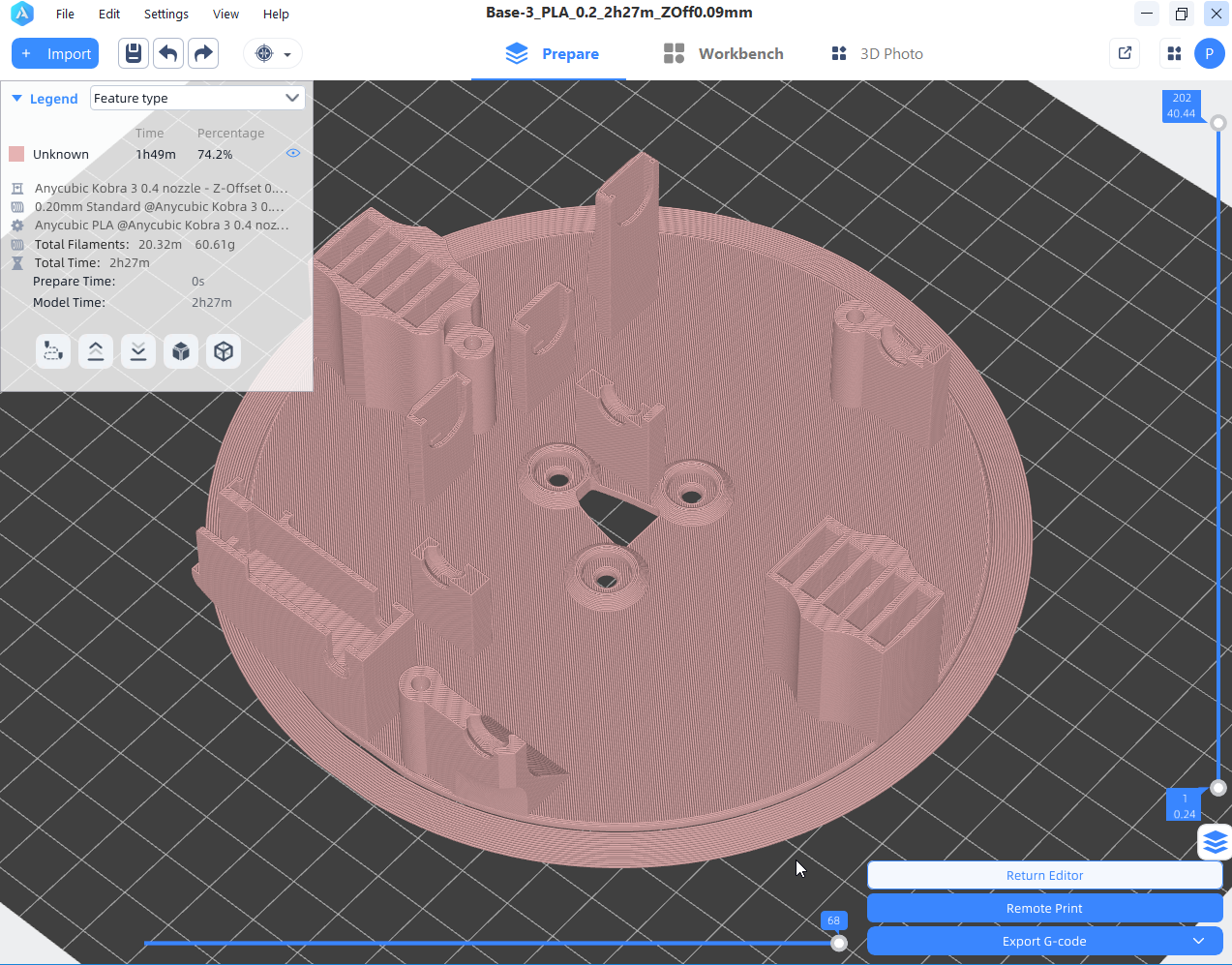
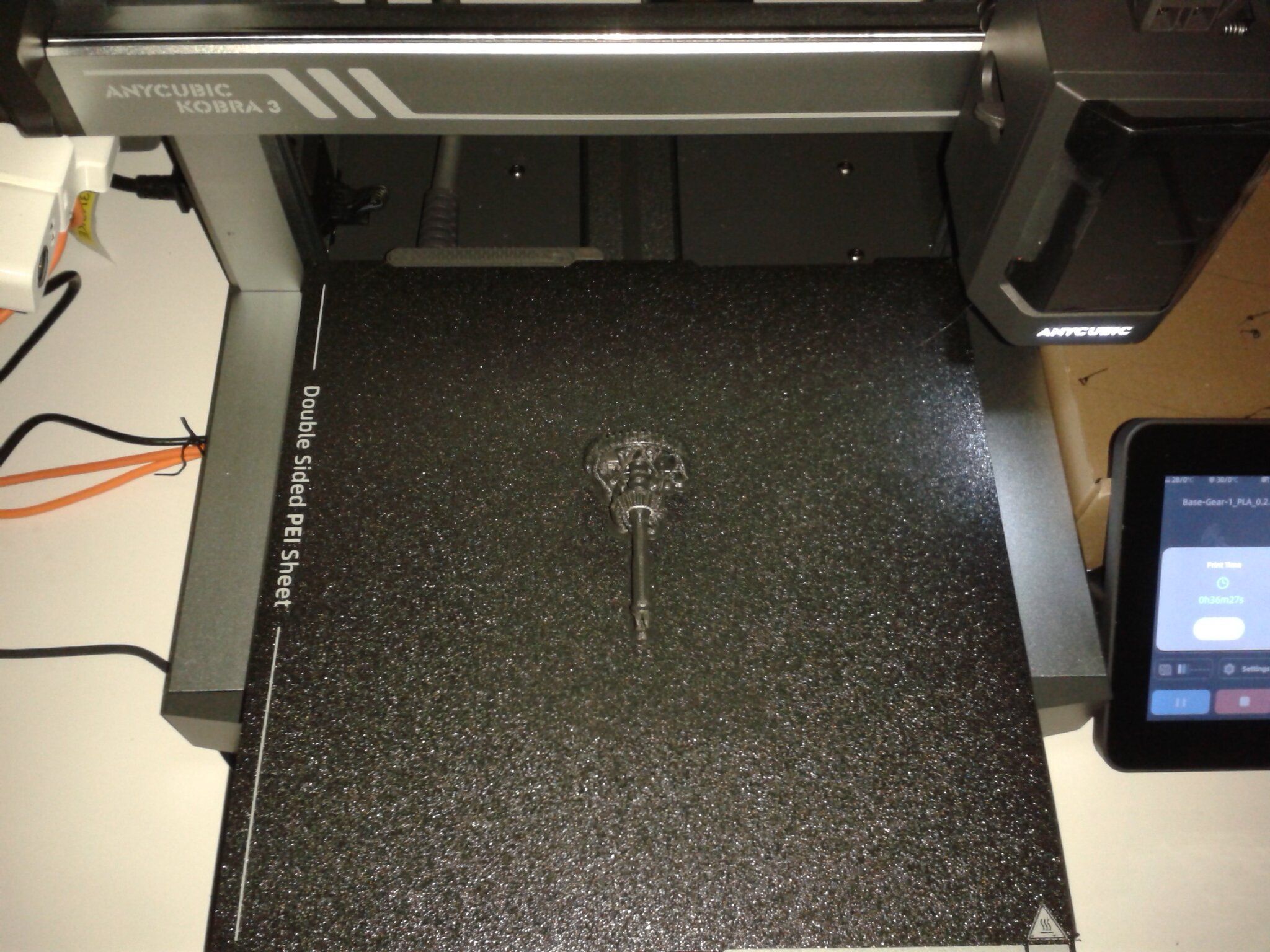
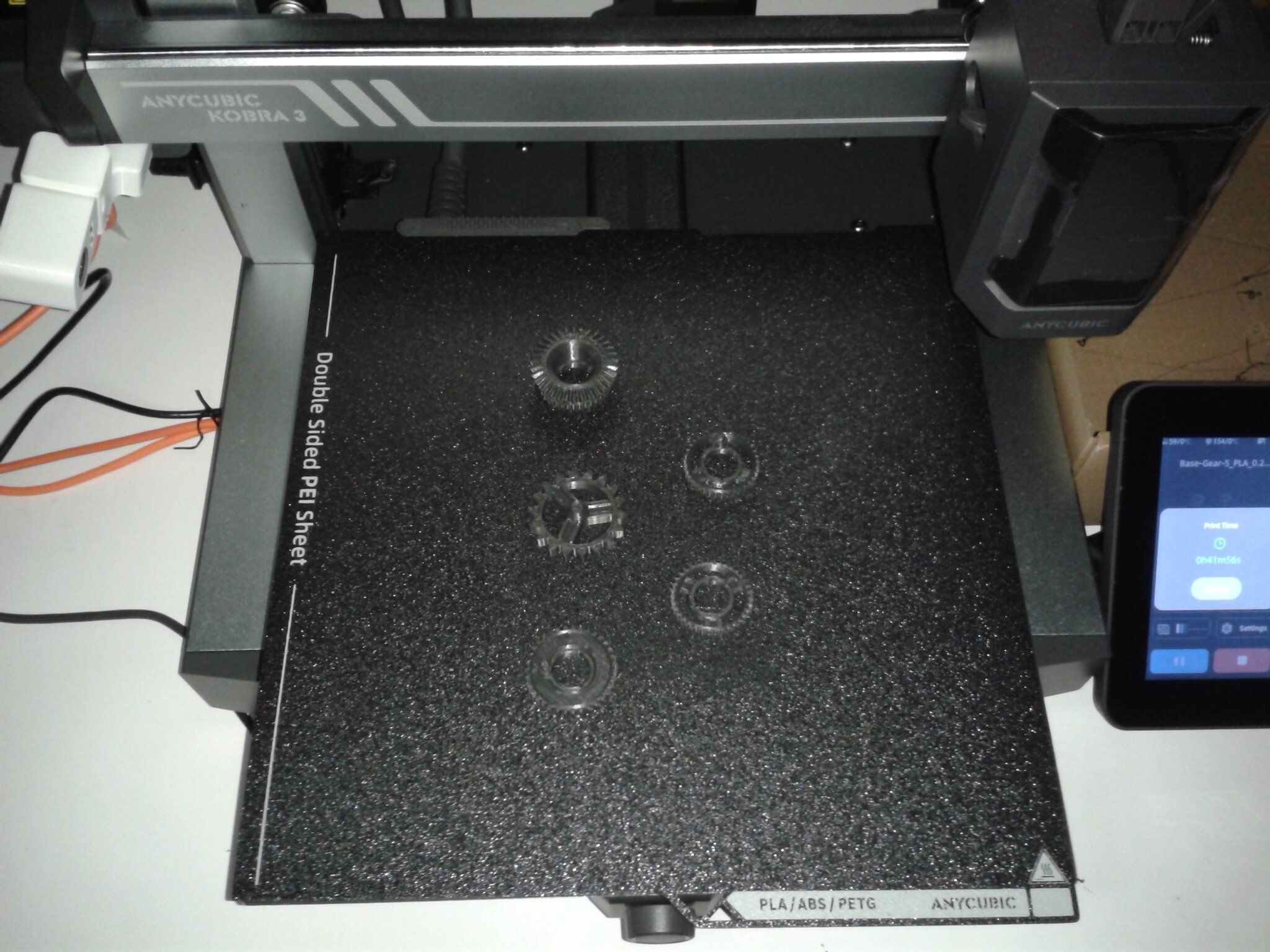
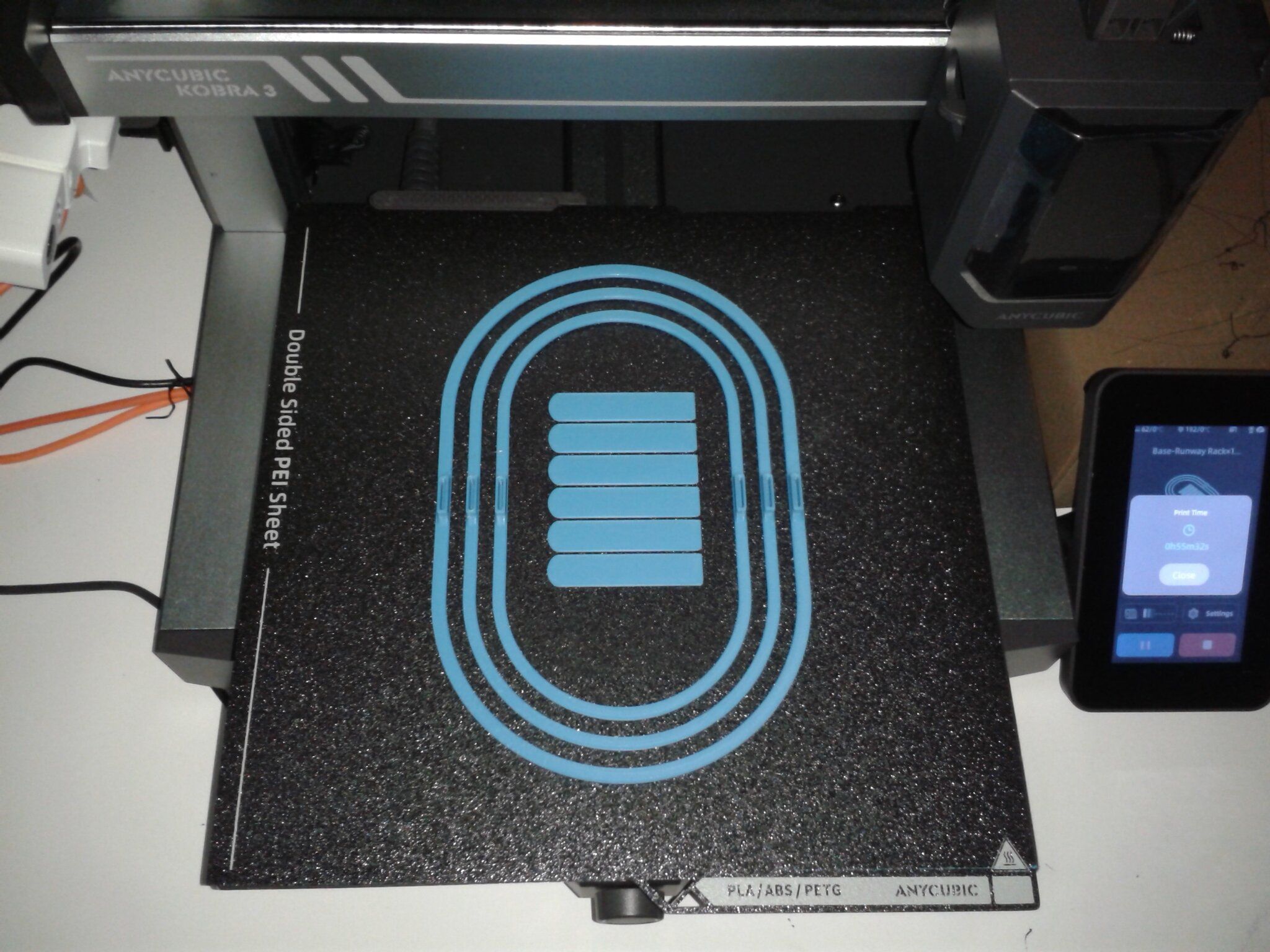
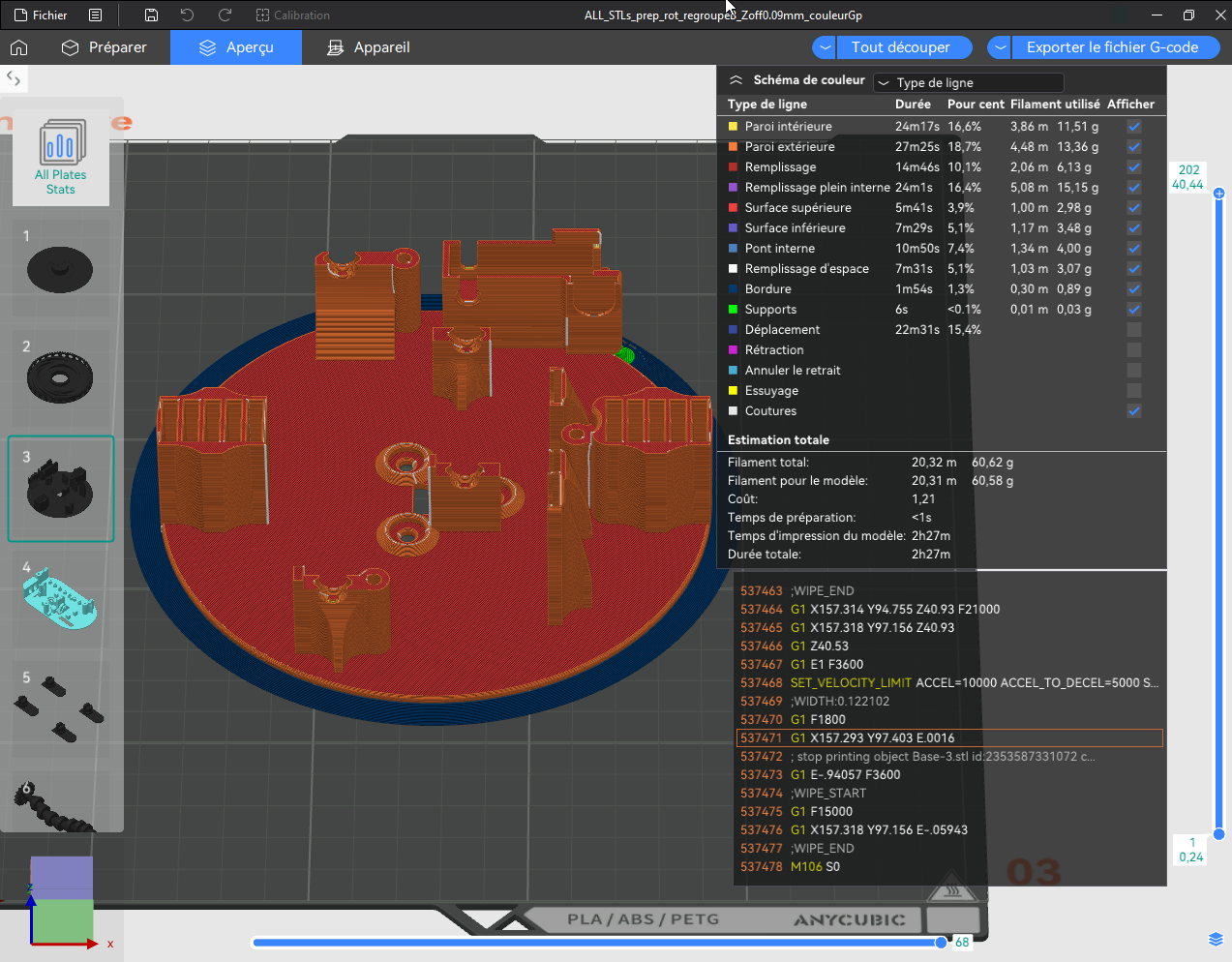
Sinon car je vais l'utiliser pour illustrer mon article de test, et aussi car j'ai gagné une carte-cadeau de 100 USD lors de la seconde partie du "Anycubic Motion Creative Kit Contest" ( malgré ma vidéo pas spécialement travaillée , mais en même temps, il me semble qu'il n'y avait que trois participants qui ont fait une entrée lors de cette étape. Code de carte-cadeau bien reçu le 12/09/2024) Mon impression de la version "Windsurfing" du "Anycubic Motion Kit" complété de son kit créatif associé (Sachant que j'avais gagné le kit lors de la première partie de cet évènement ) Filaments > PLA recyclé ArianePlast, PLA Yellow PolyMaker, Silk PLA+ White Anycubic, PLA Pantone "Peach Fuzz" Anycubic, PLA Pantone "Tropical Turquoise" Anycubic. Les éléments pour la base, communs aux différentes versions ( Préparer et tranché sous Anycubic Slicer Beta v0.2.0 et .gcode exporté, envoyé en impression distante via Anycubic Slicer v1.4.4 ) Pour la partie de la version "Windsurfing", je n'ai par imprimé le projet fourni car trop de changement de filaments pour pas grand-chose. Enlever les éléments d'une seule couleur permet de réduire grandement le nombre de changements de filament Mais, j'ai préféré, en plus de séparer en plusieurs plateaux, faire de simples changements de filament selon la hauteur pour réduire les nombre de changements de filament pour la partie initialement "Color painted" un élément raté. Je m'y suis repris à plusieurs fois pour le petit élément raté… là, c'est un poil fondu, il me faudrait revoir la durée minimale d'une couche dans le profil, ou en imprimer plusieurs en même temps pour laisser le temps à la couche imprimée de refroidir. enfin OK si avec une bordure d'impression ("Brim") ébavurage post-impression et assemblage ( avec plusieurs goute de lubrifiant sur chaque engrenage sinon cela coince comme je n'ai pas spécialement bien retravaillé les dents des engrenages en post-impression ) Assemblé Et la vidéo de l'ensemble en fonctionnement ( éventuellement couper le son, car j'ai laissé les bruits de fonctionnement plutôt "brut de décoffrage", car je n'ai pas bien retravaillé les engrenages ... )




























 1 point
1 point -
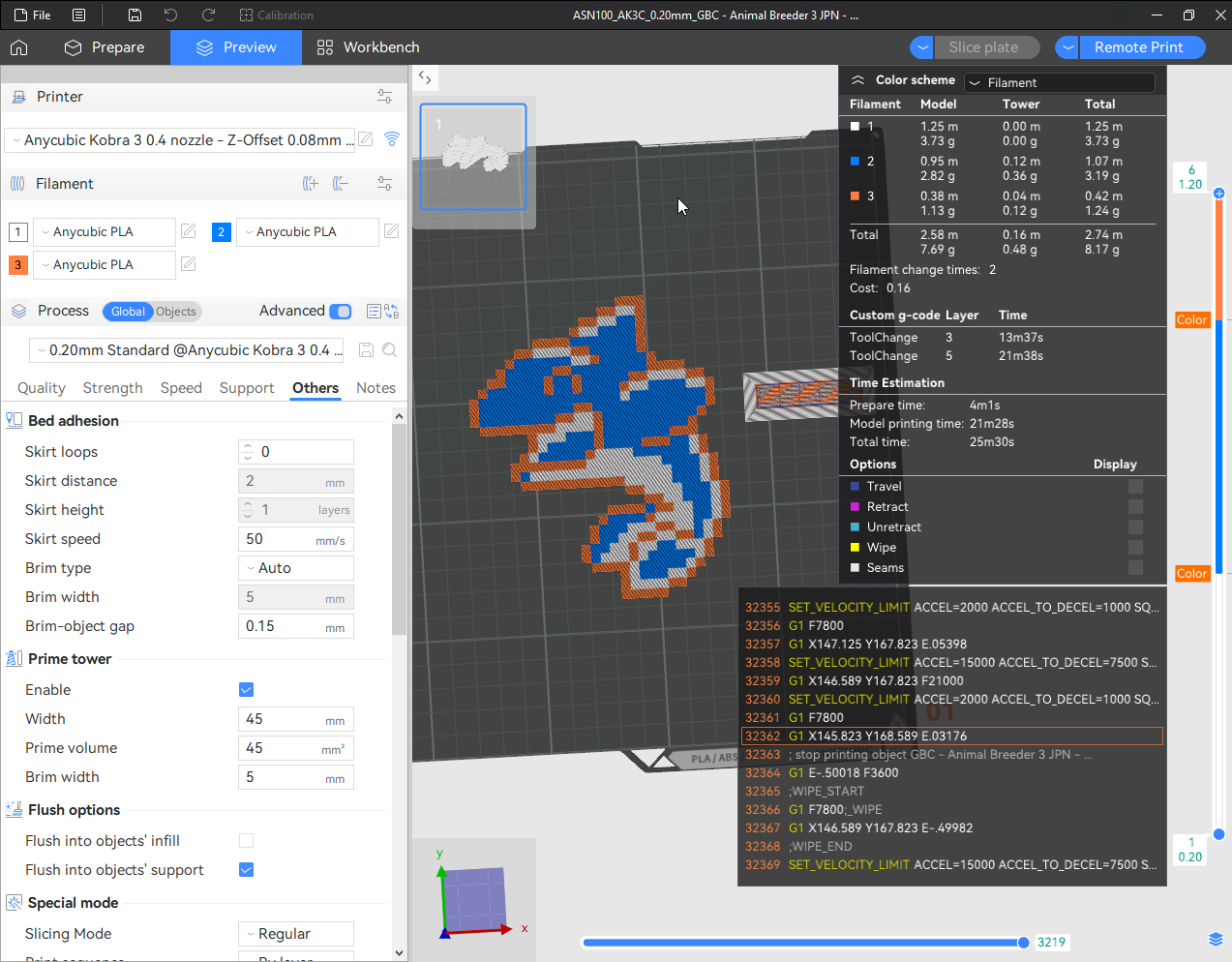
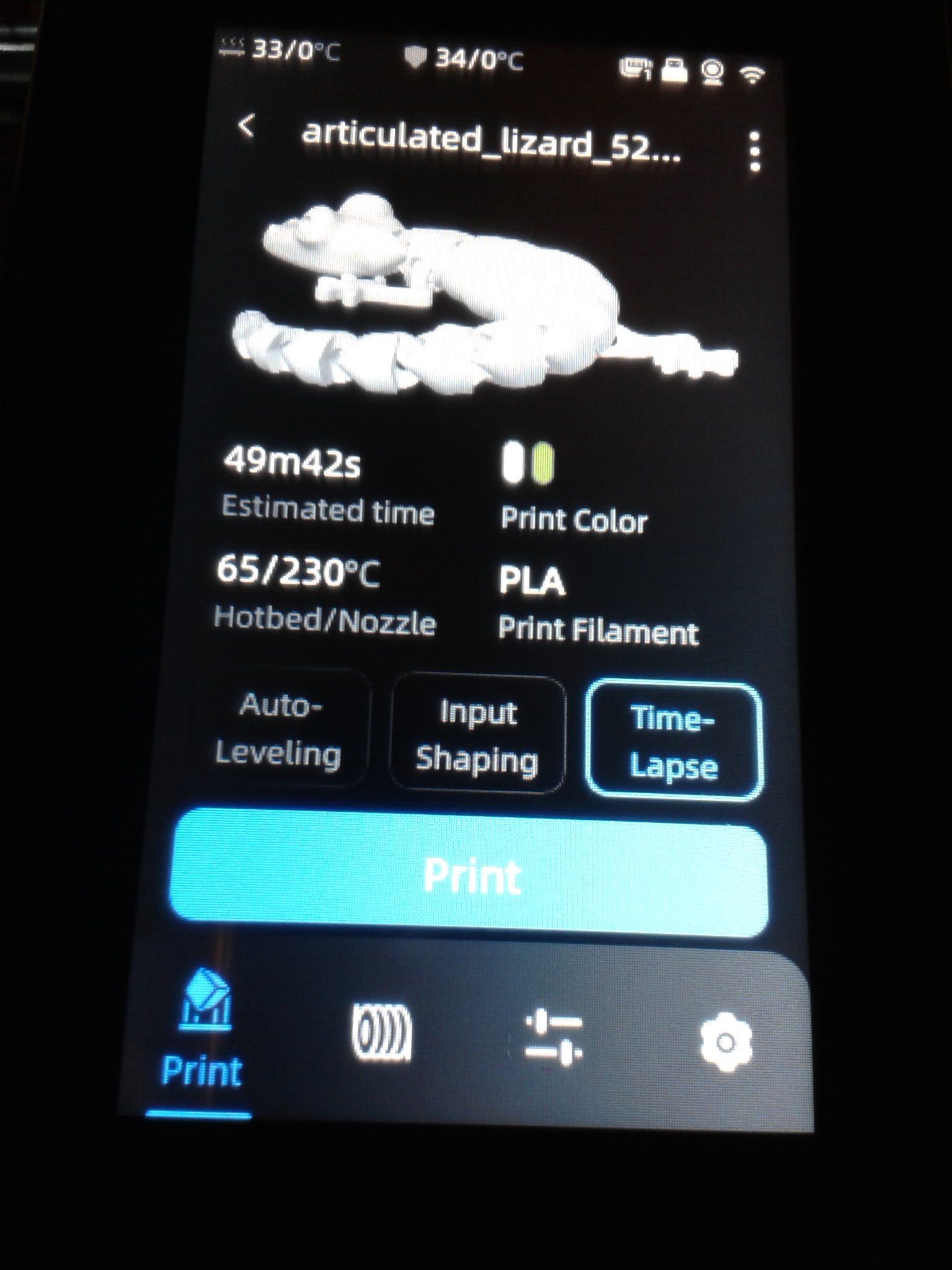
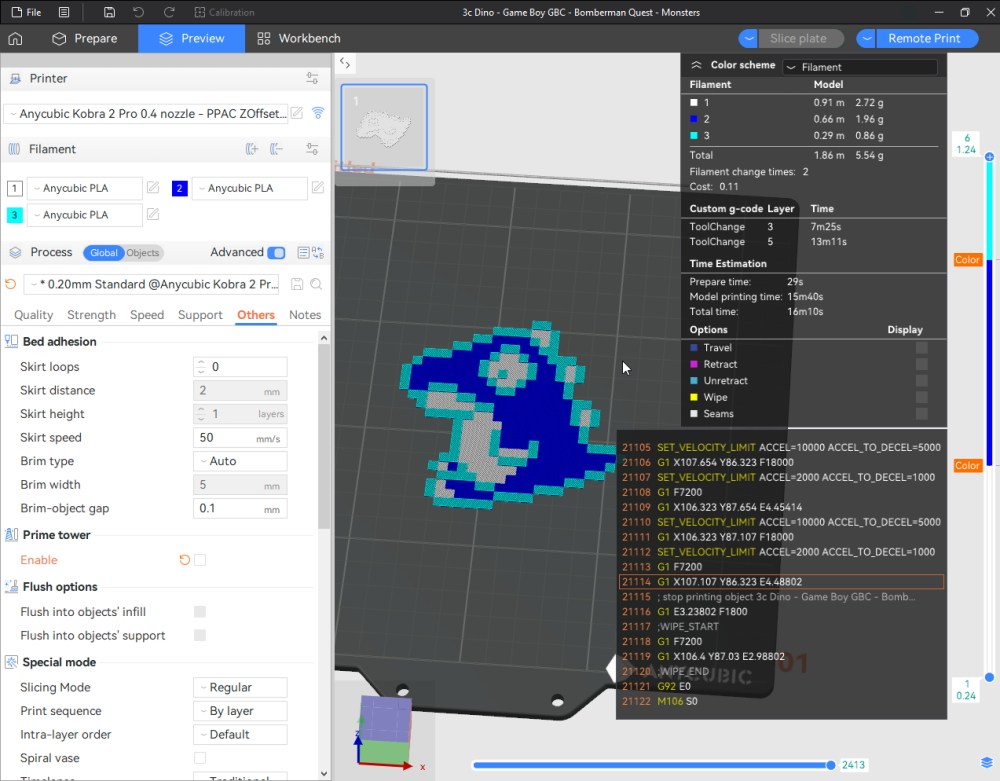
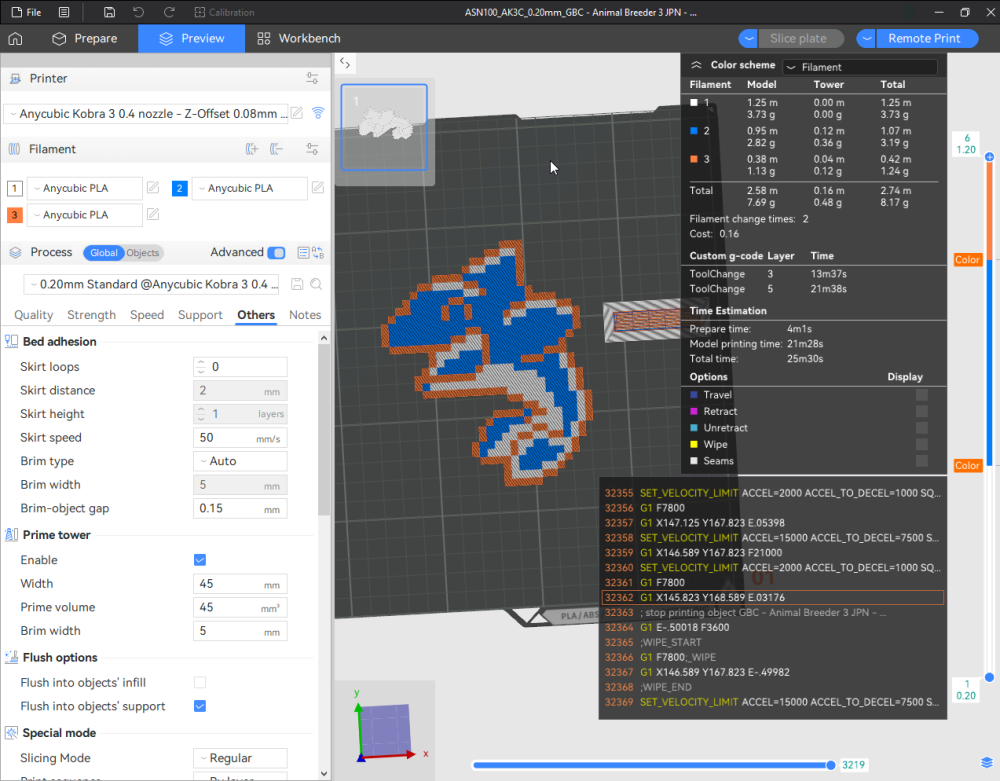
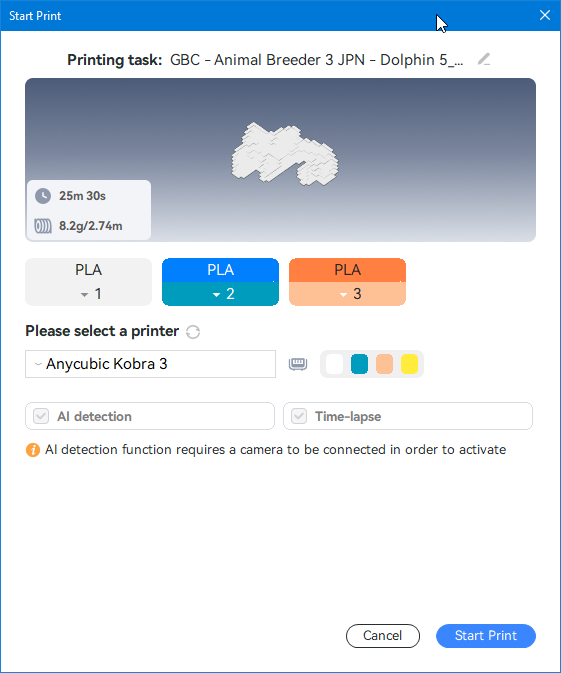
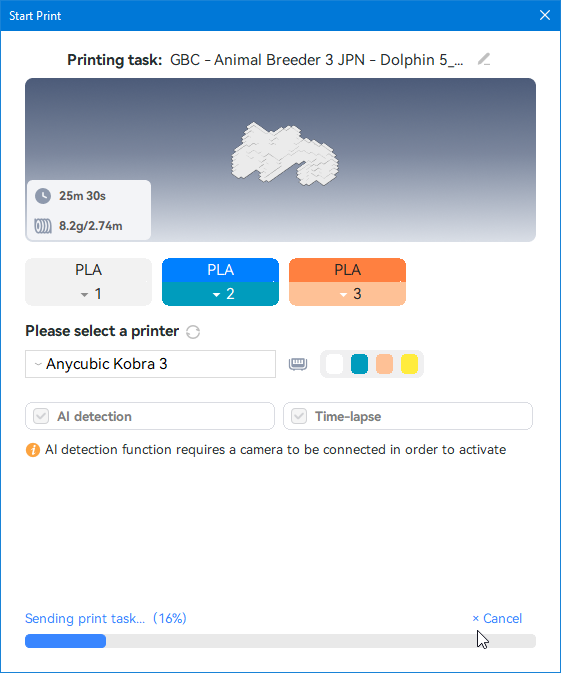
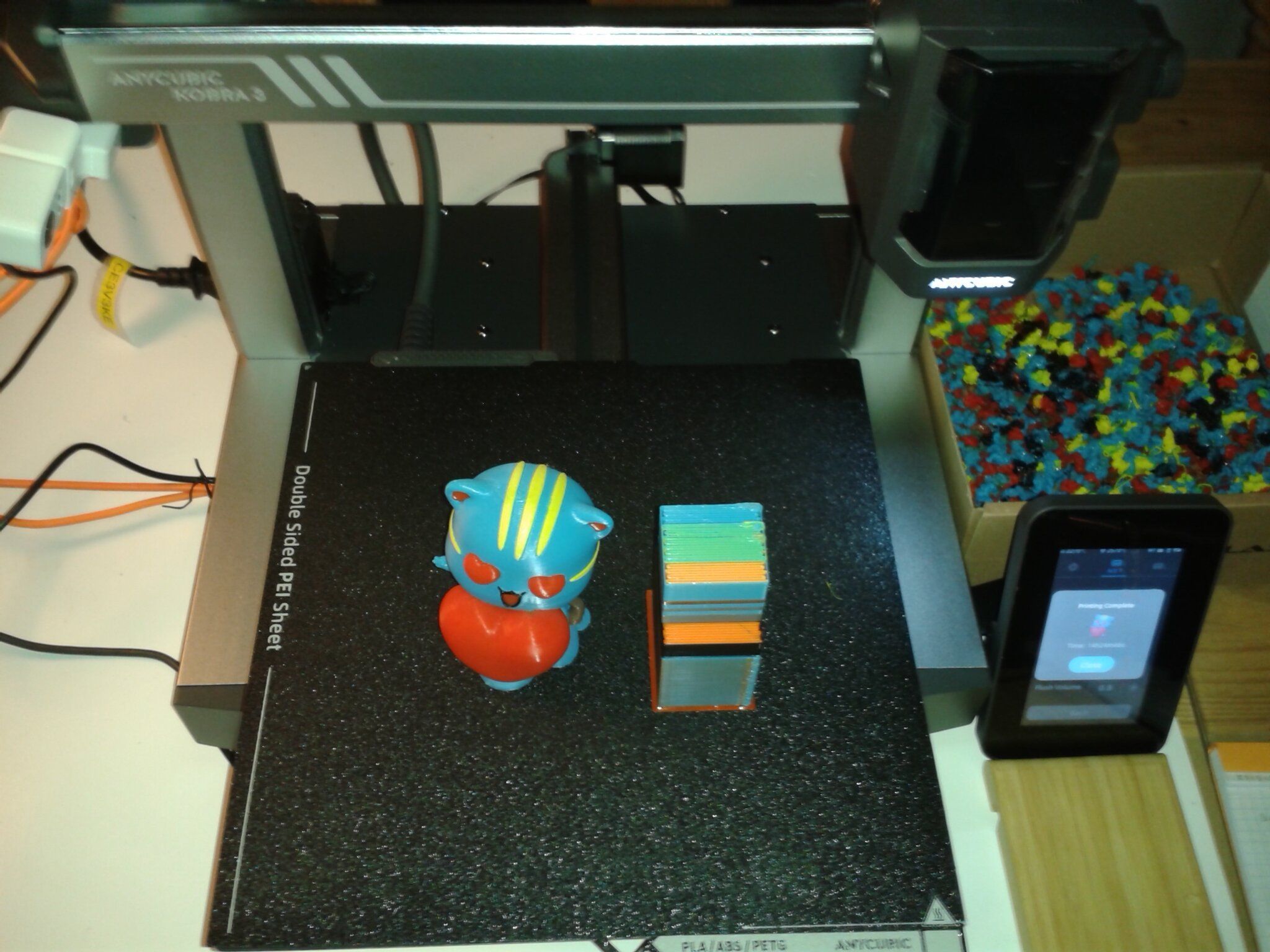
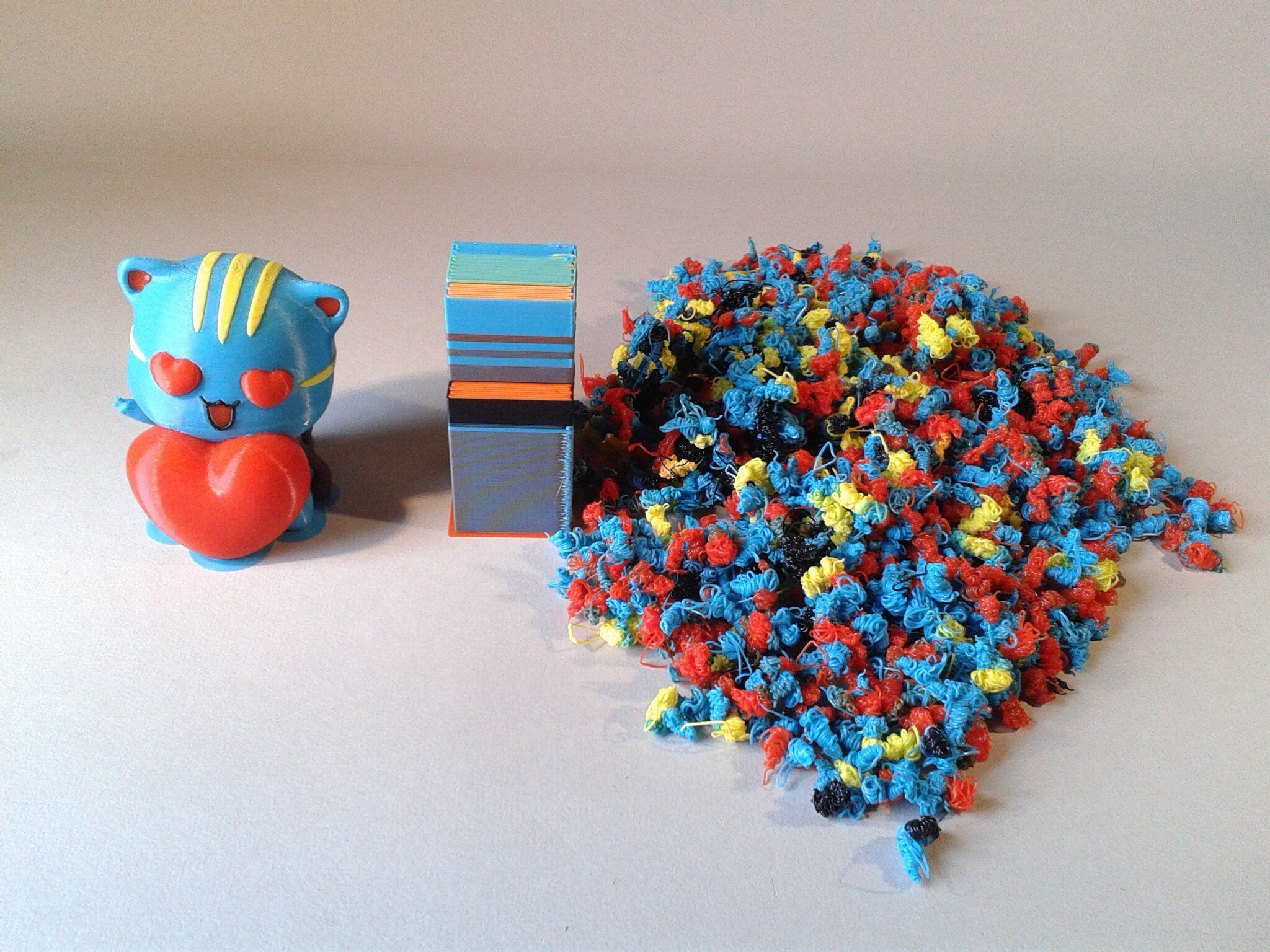
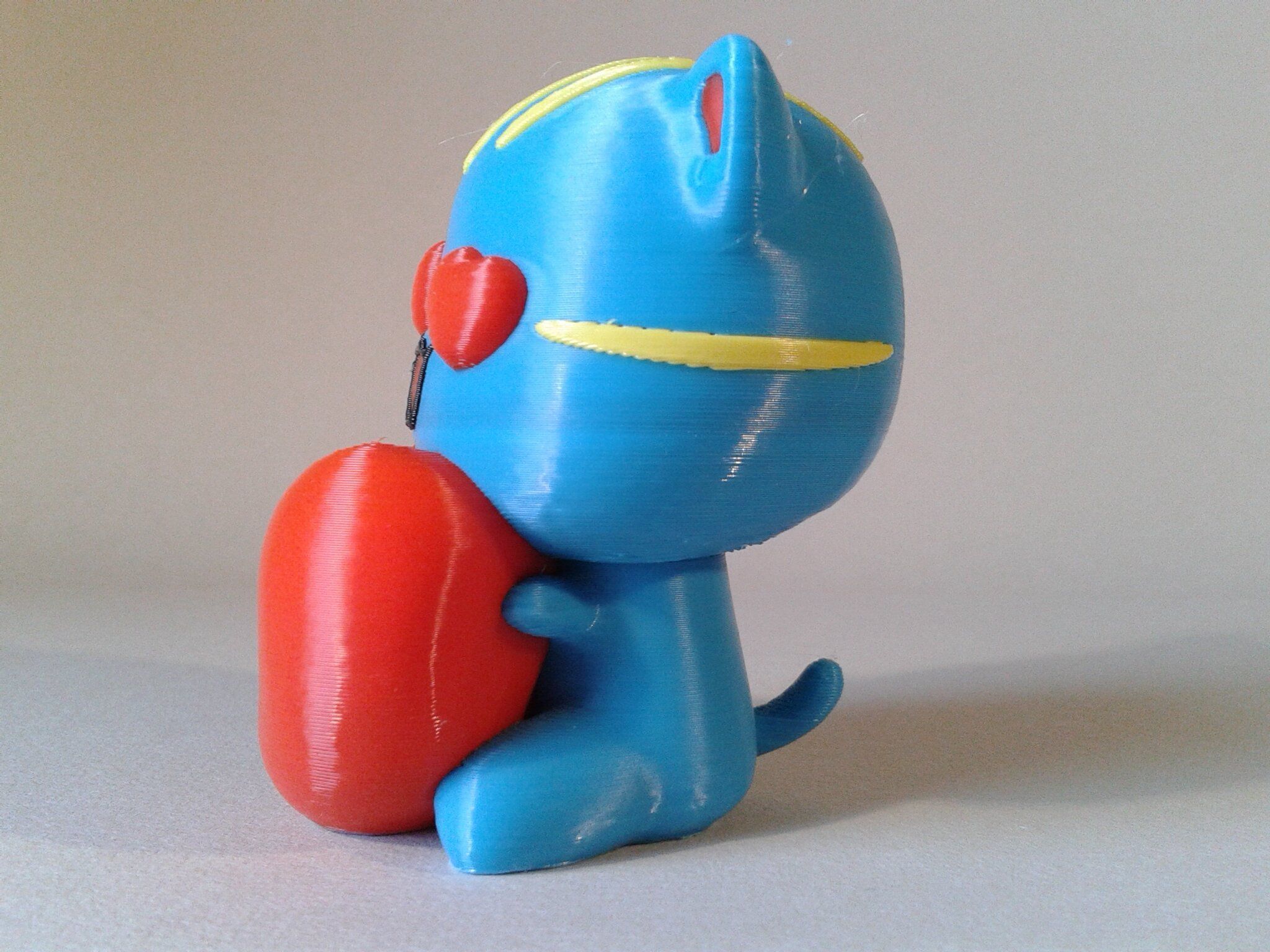
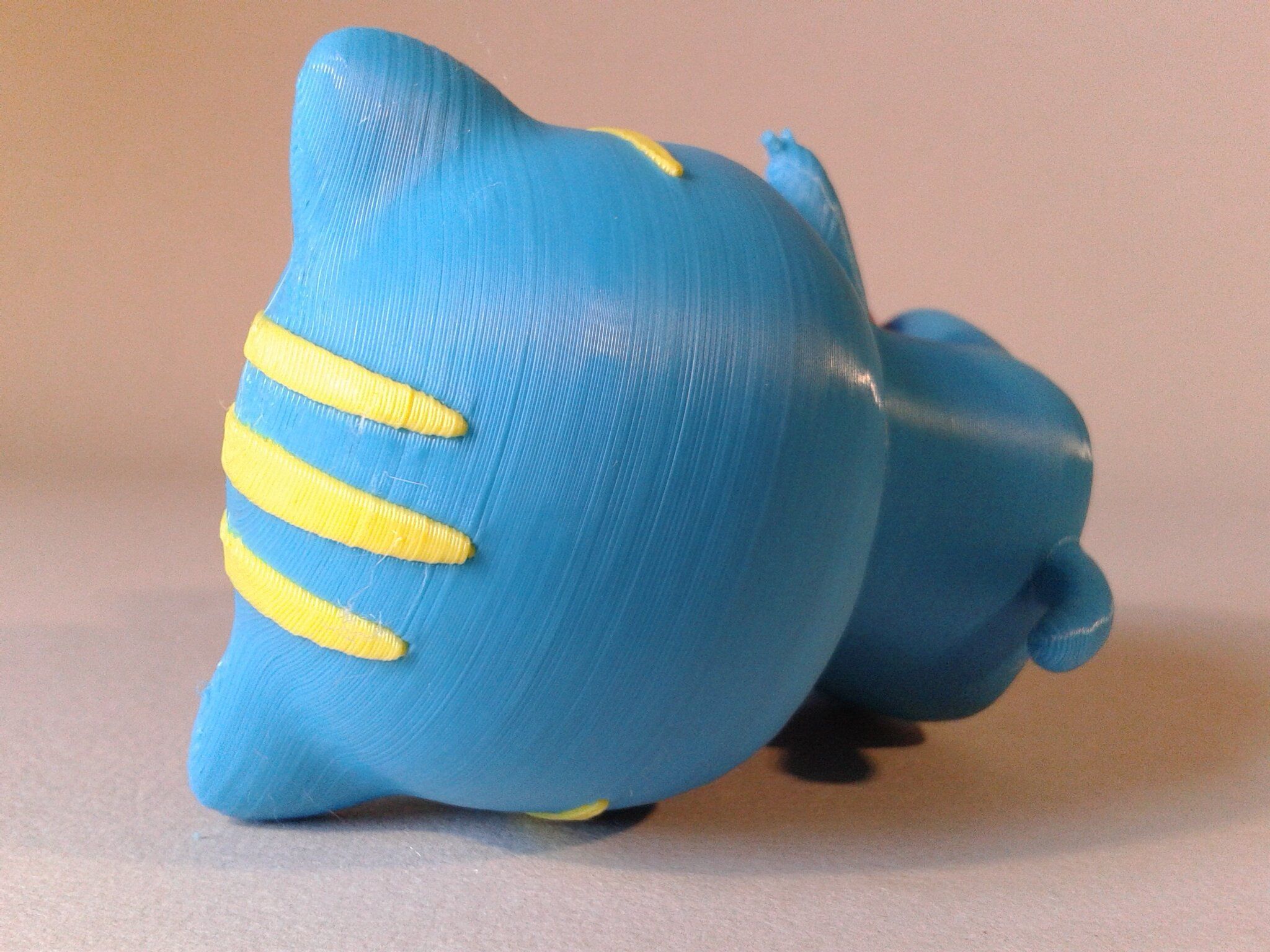
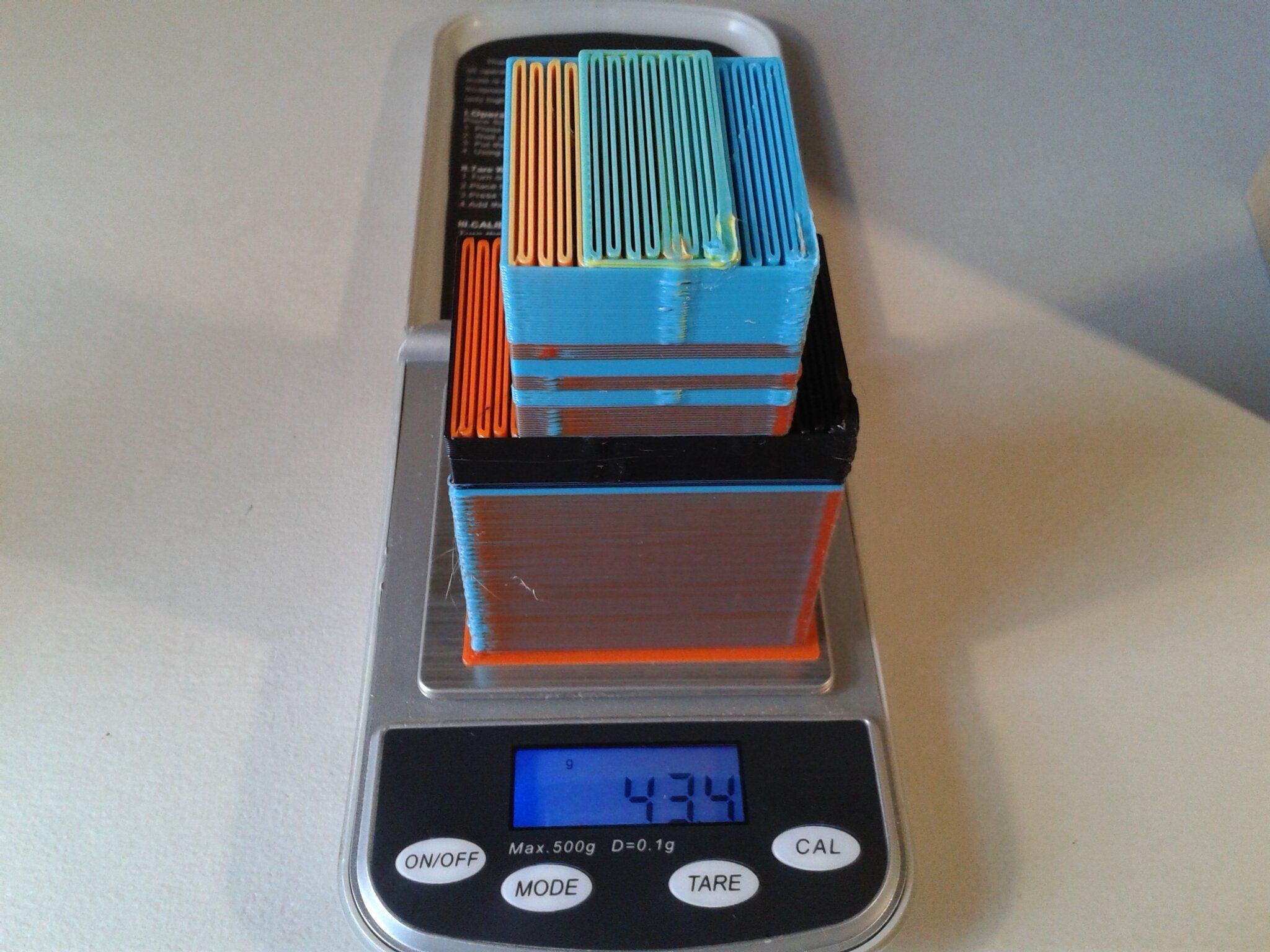
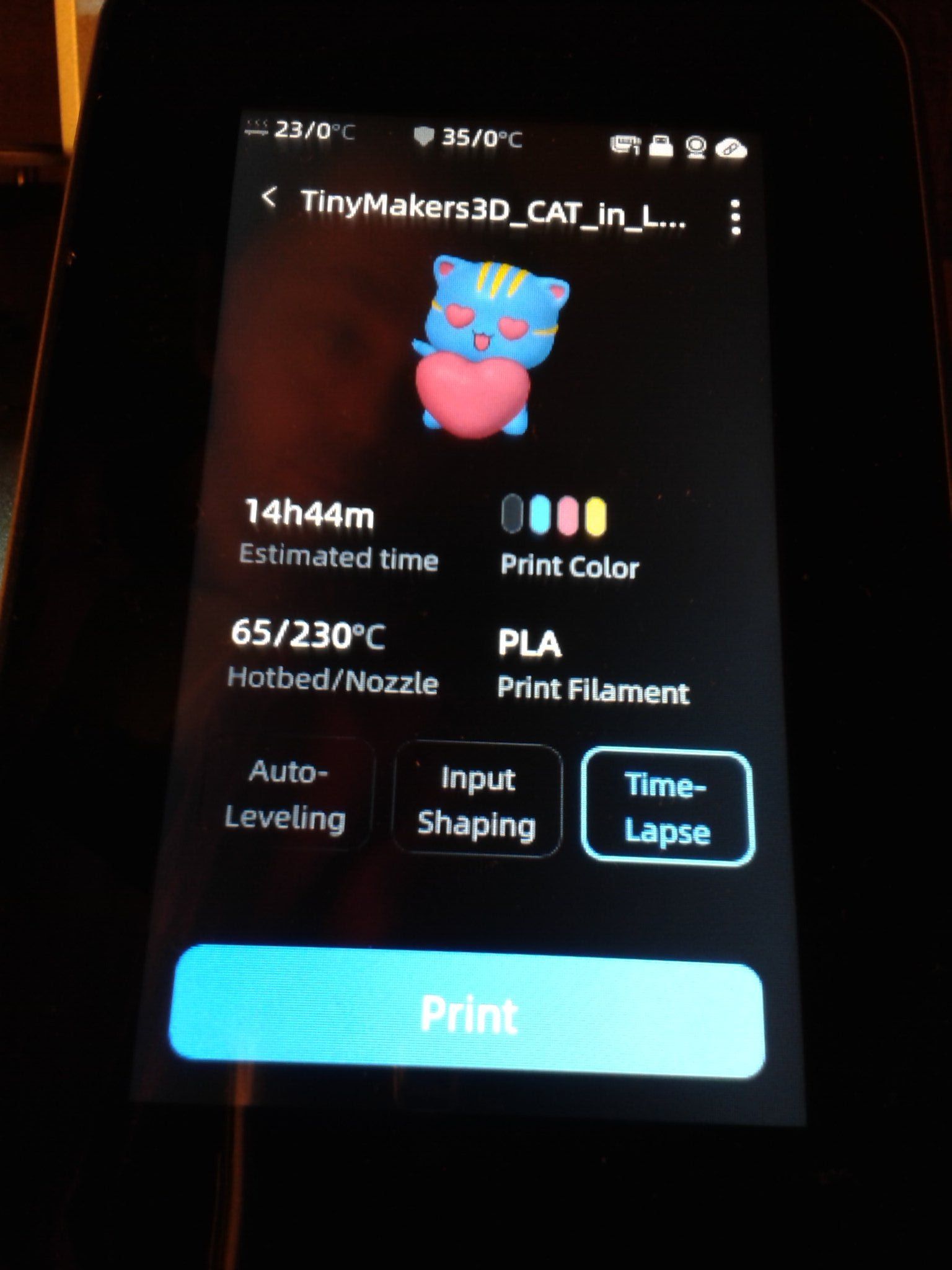
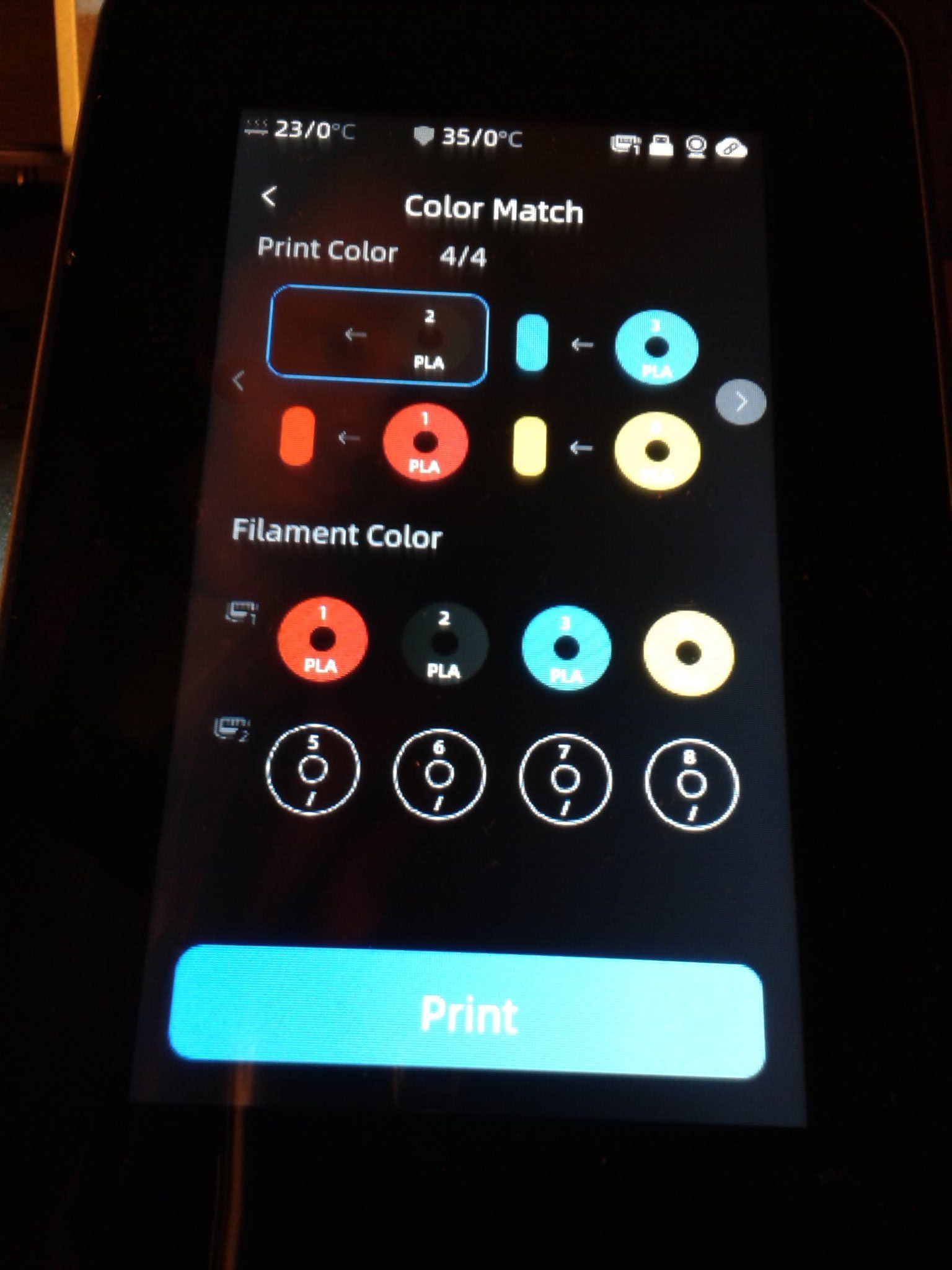
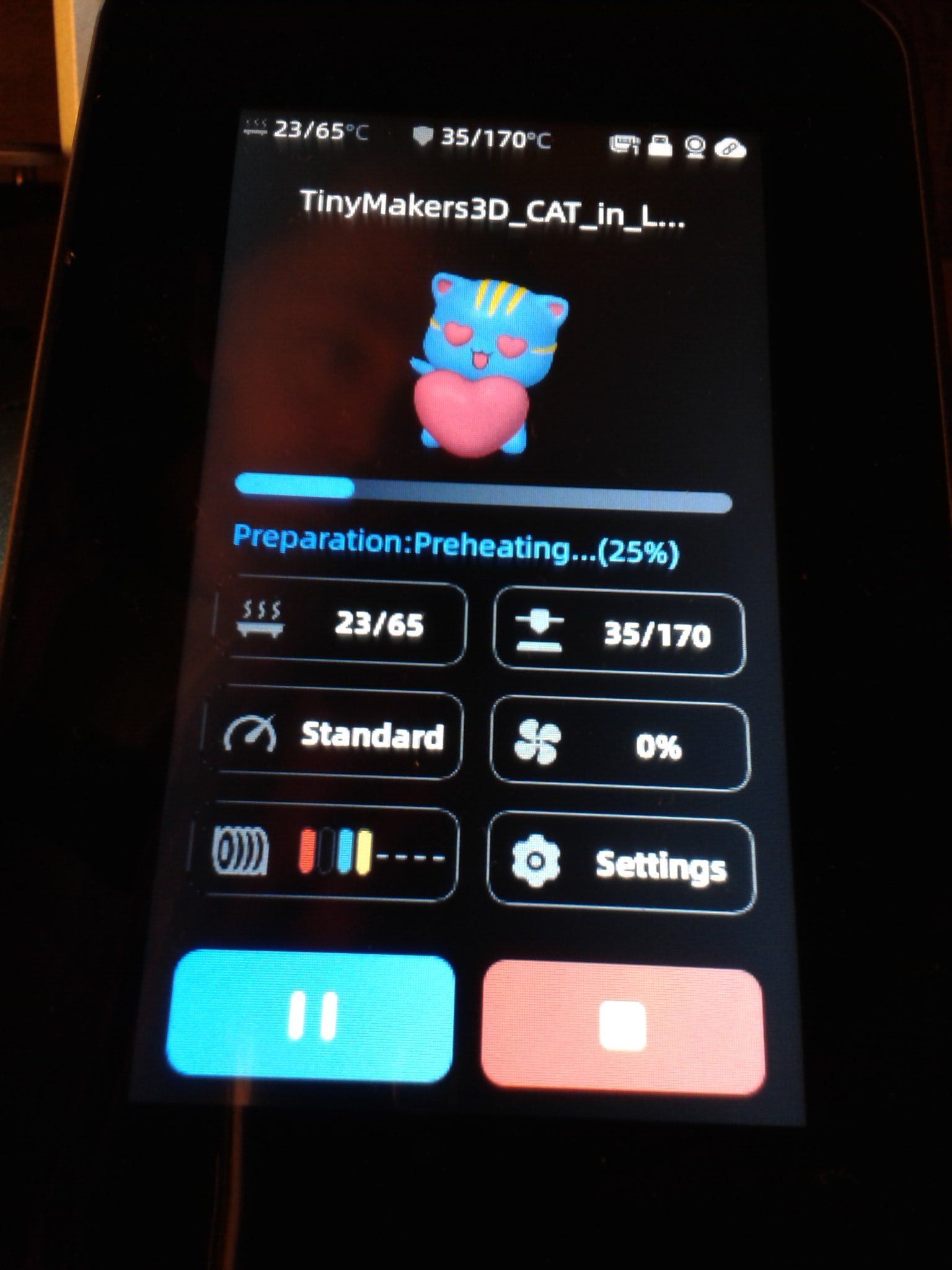
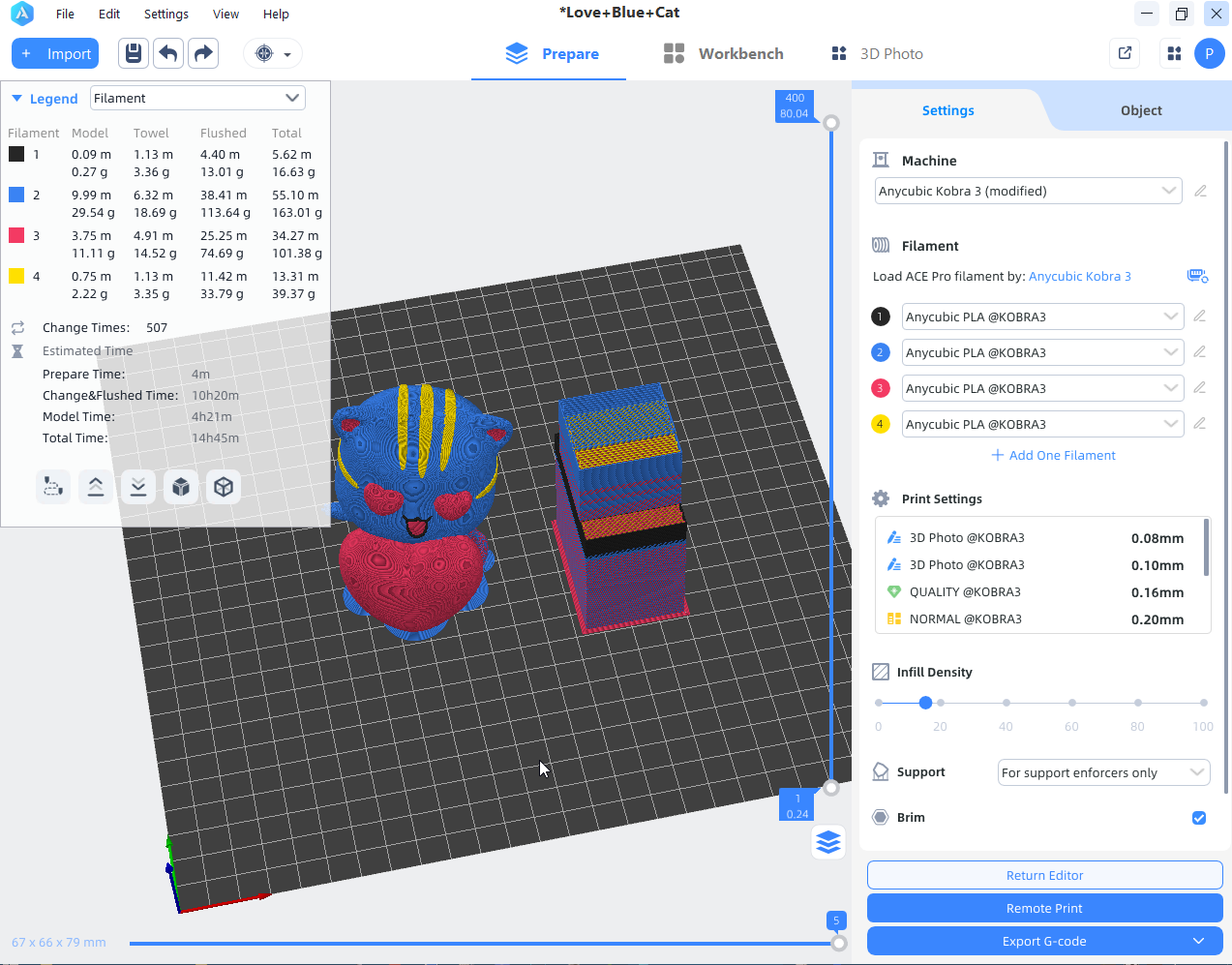
"Love Blue Cat - Multicolour" de "QuantumHacker42" https://www.makeronline.com/model/Love Blue Cat - Multicolour/3549.html Anycubic Slicer v1.4.4 (Win) Kobra 3 Combo ( Firmware > Kobra 3 v2.3.3.1, ACE Pro v1.3.80 ) Filaments > PLA Yellow PolyMaker, PLA+ Noir ArianePlast, PLA Pantone "Tropical turquoise" Anycubic, PLA Red Velleman. ( "Flush Volume" (ratio de volume de purges) ajusté à 0.7 au lieu de 1.0 en début d'impression. Puis, ajusté à 0.8 un peu après le début de la bouche quand j'ai constaté les contaminations par le filament noir sur les autres couleurs ) 507 changements de filaments ~ 14 heures 25 minutes d'impression ( ~43.4 g pour la tour de purge ~273.9 +/- 0.1 g, pour les purges + tour de purge objet ( avec encore les quelques supports à l'arrière, et le brim ) de ~ 46.7 g ) Et le timelapse ( Note à moi-même, retravailler mon fond de scène et mon éclairage pour faire un poil plus pro )
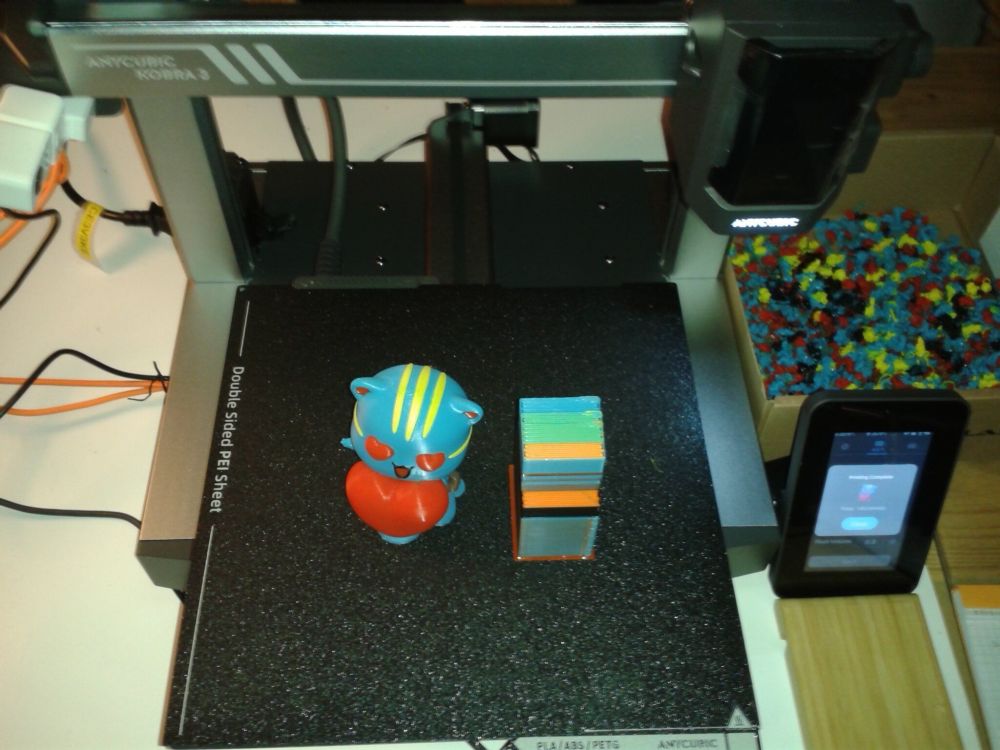



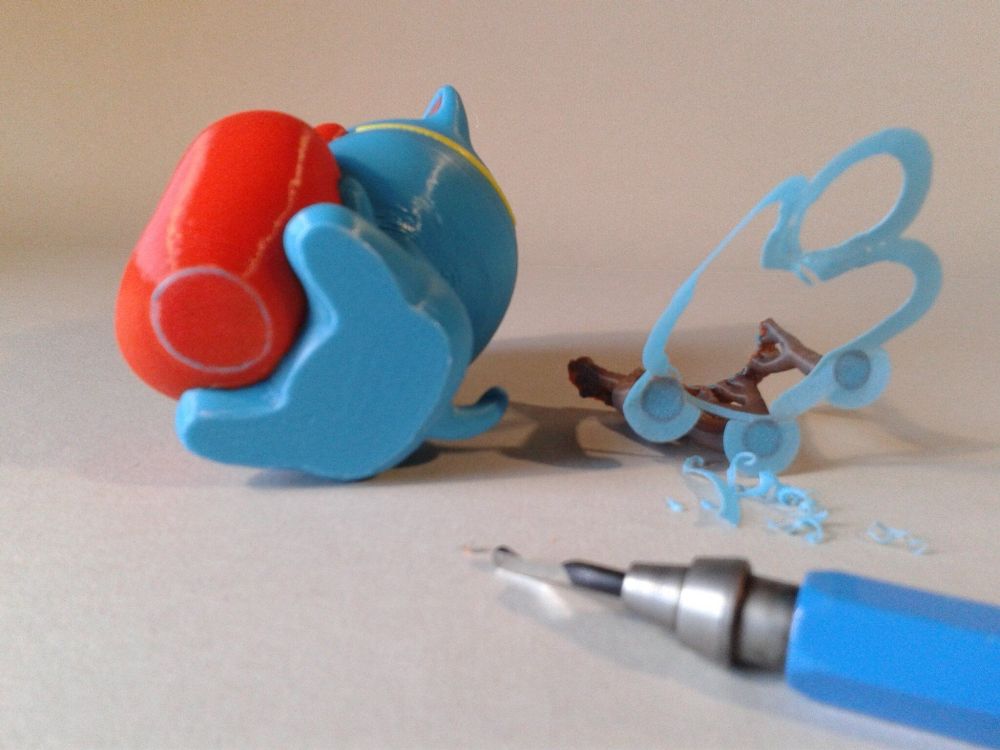












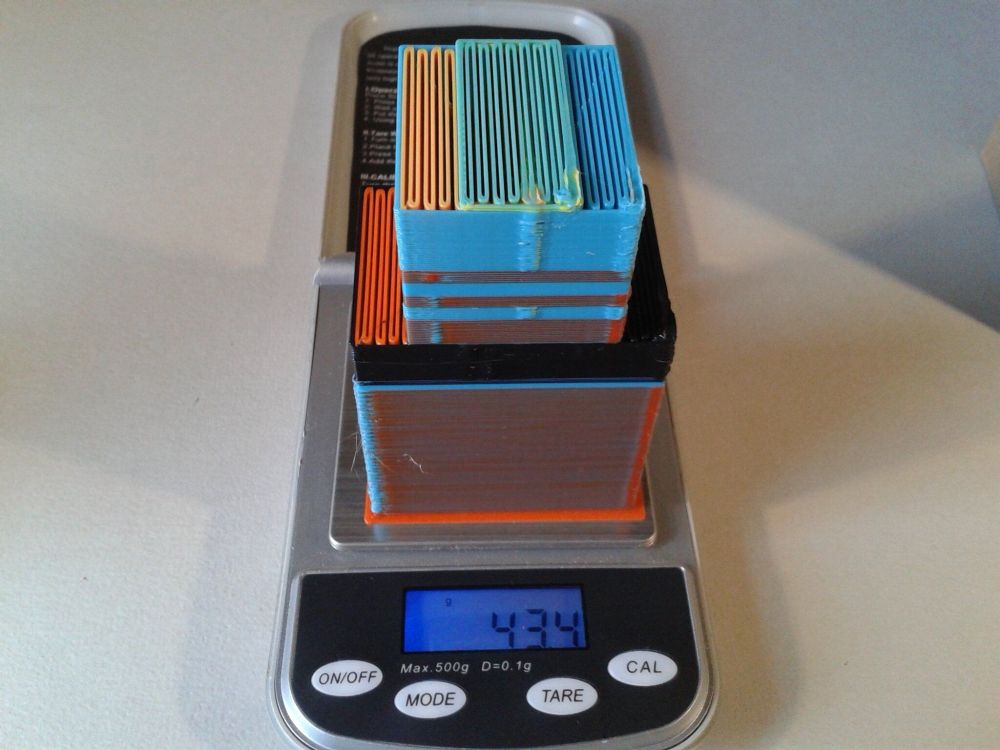

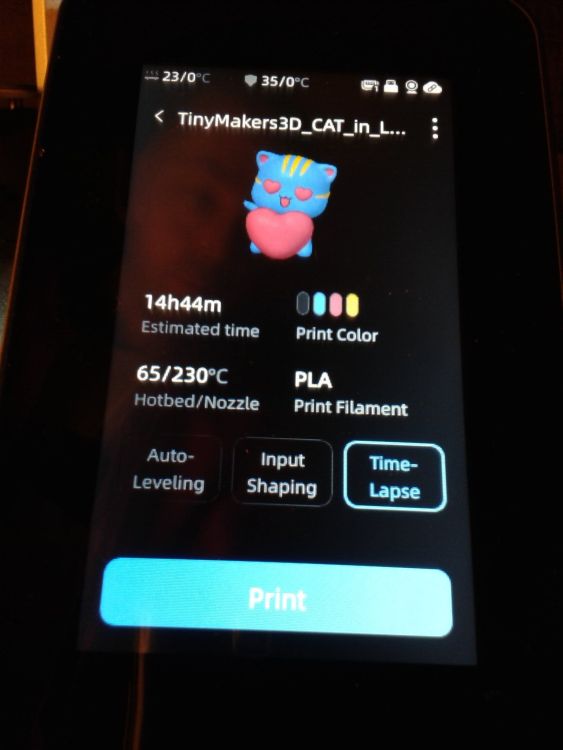
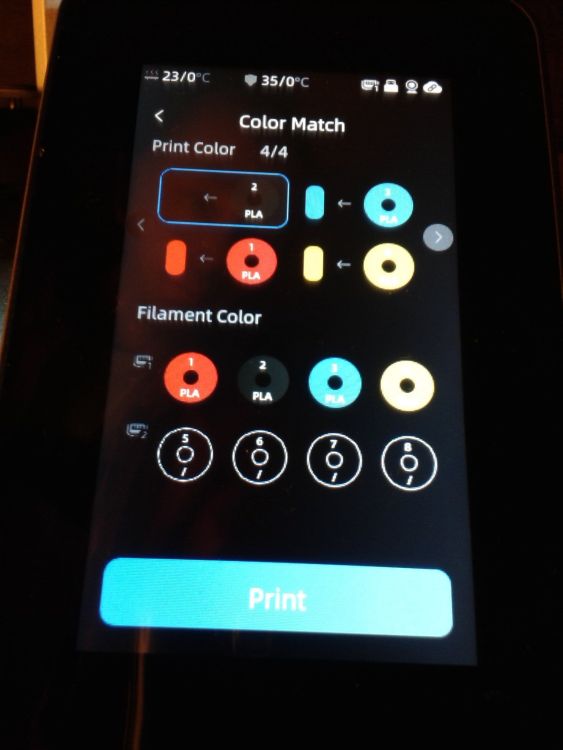

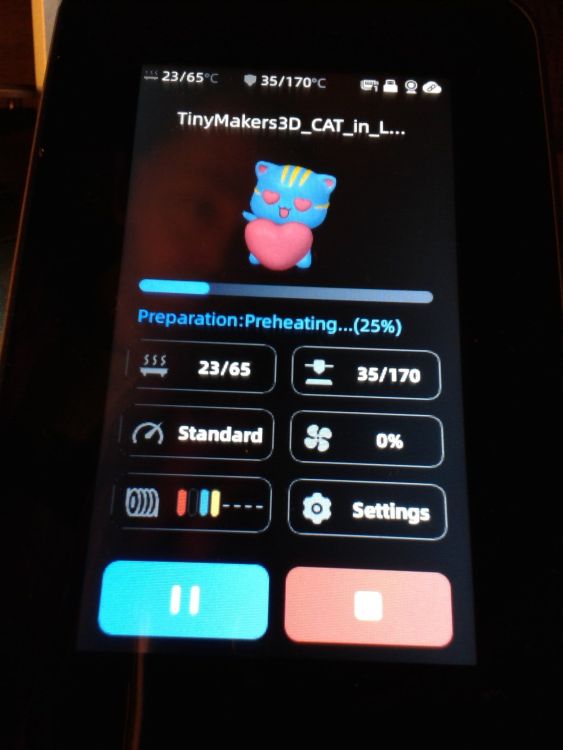
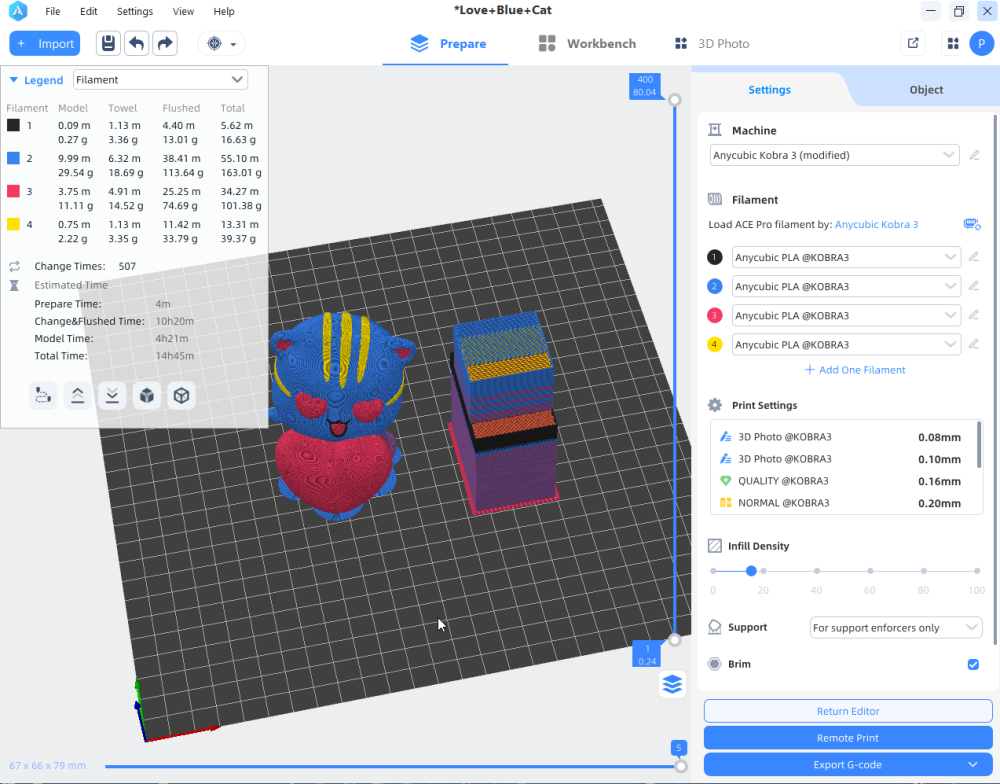 1 point
1 point -
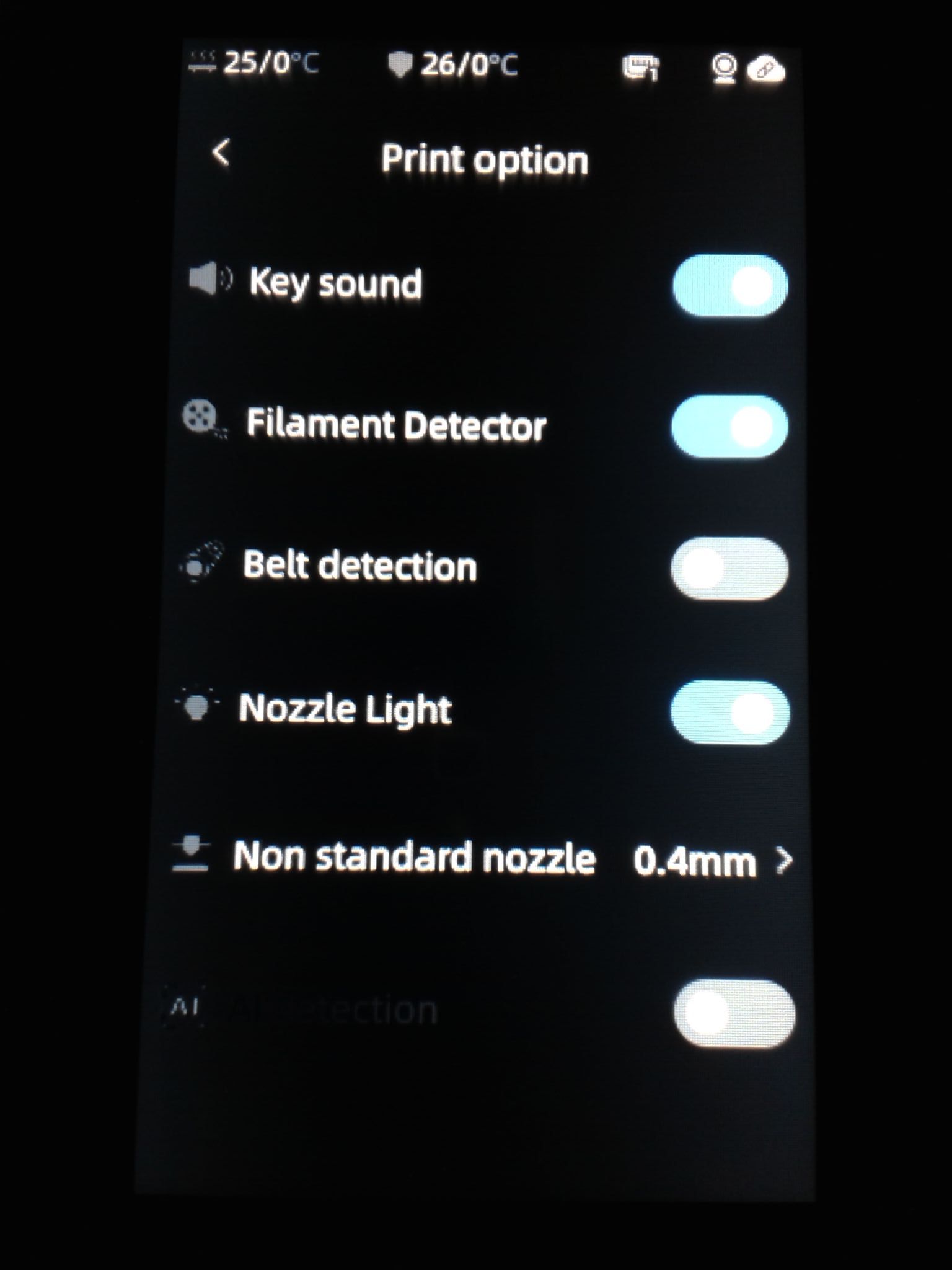
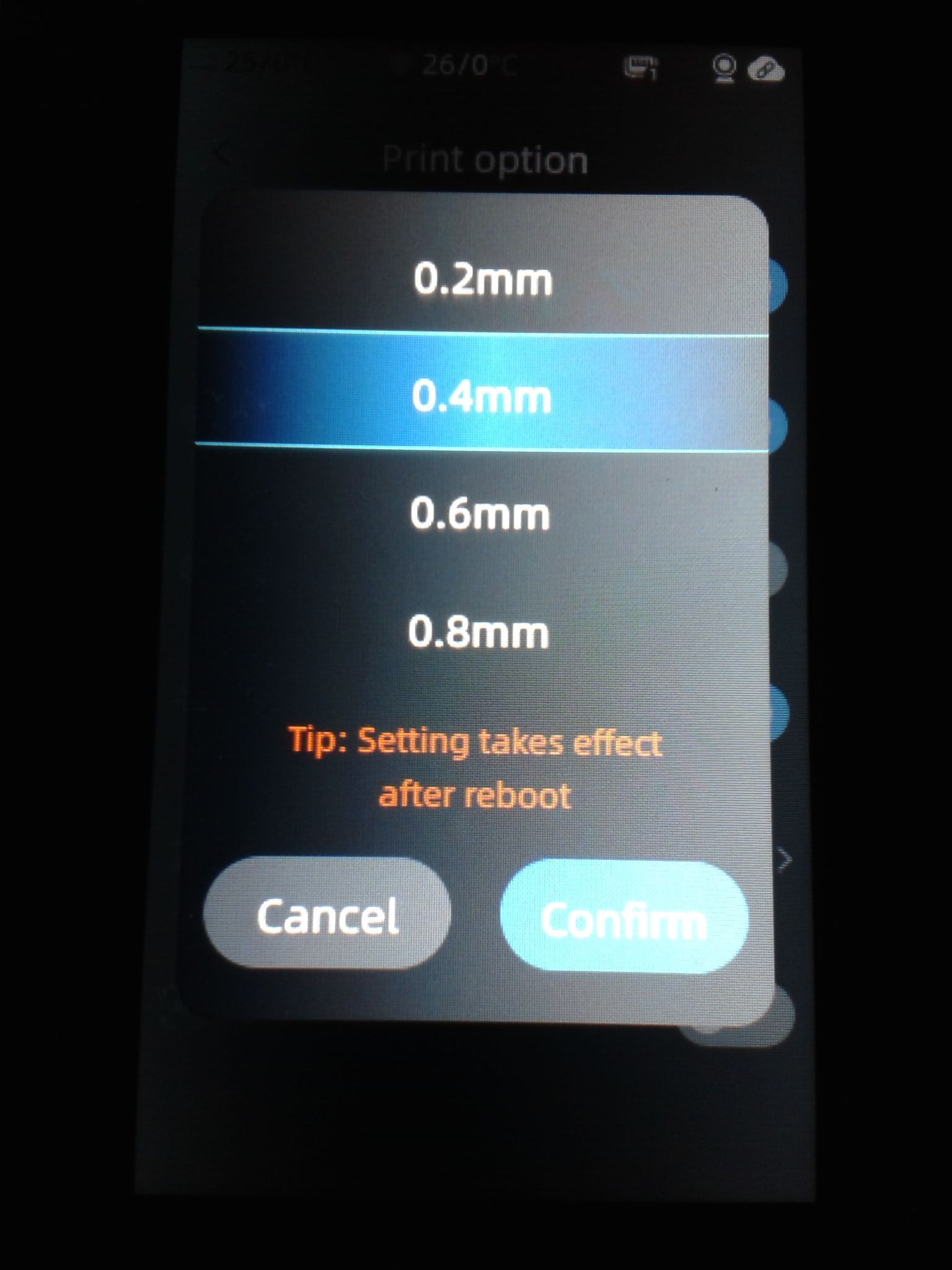
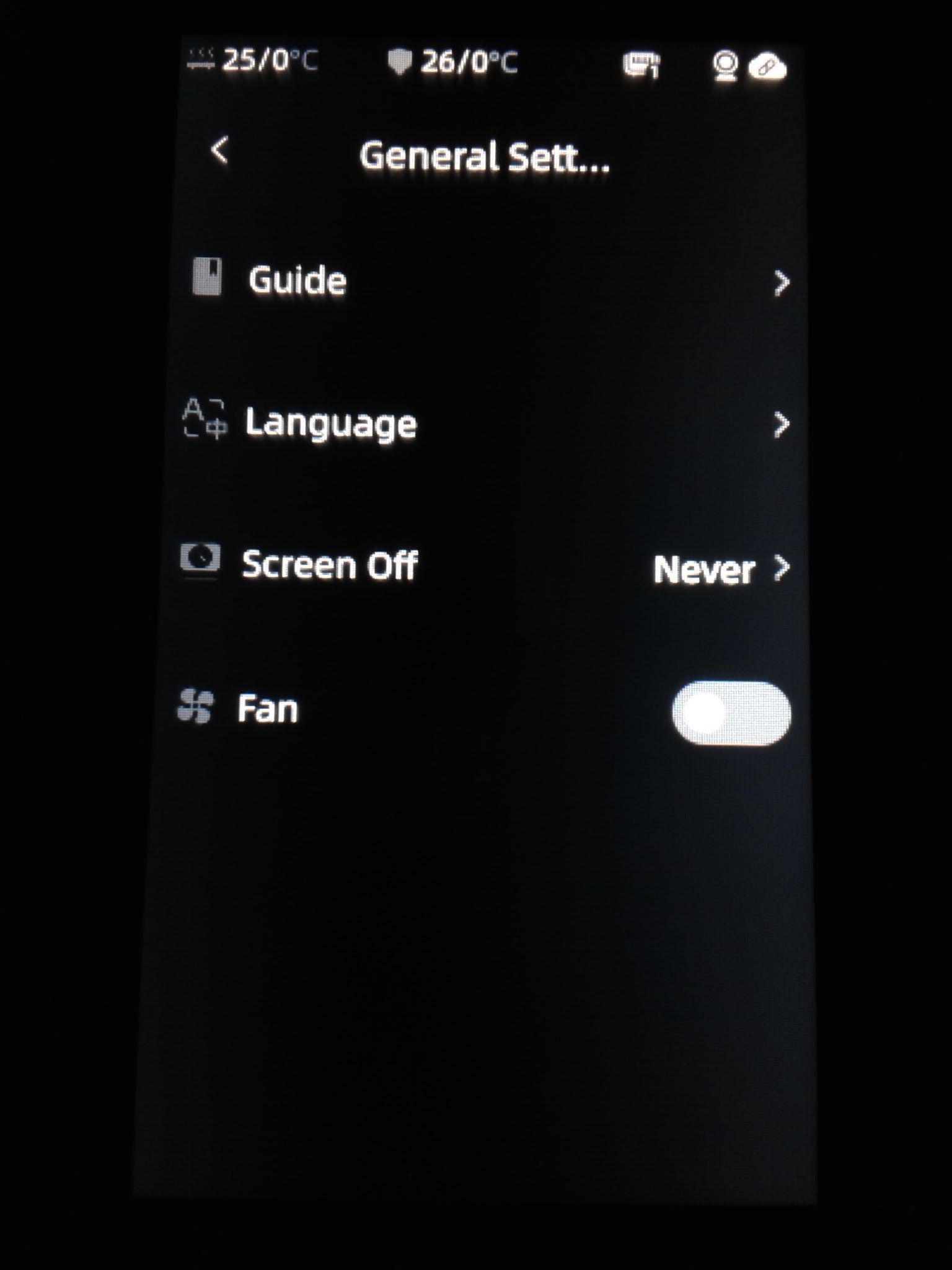
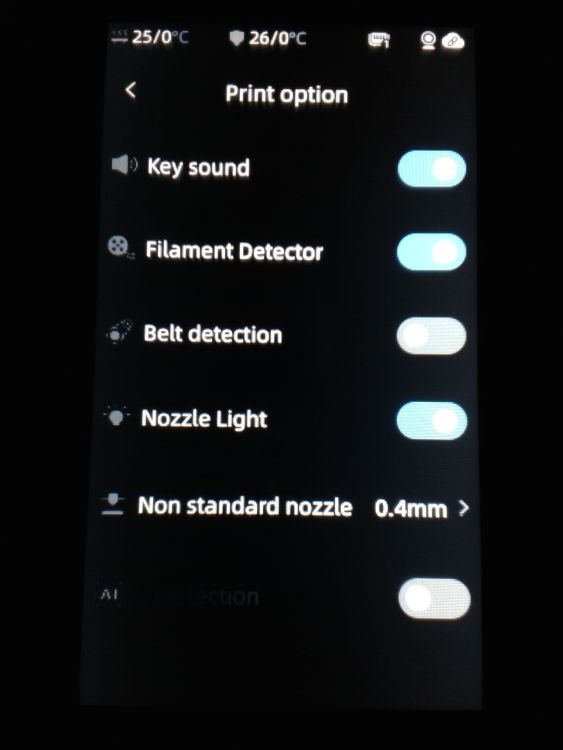
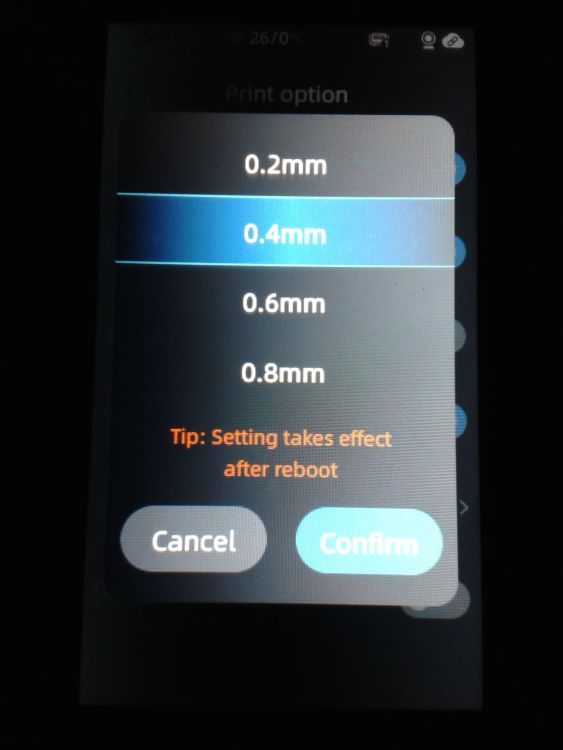
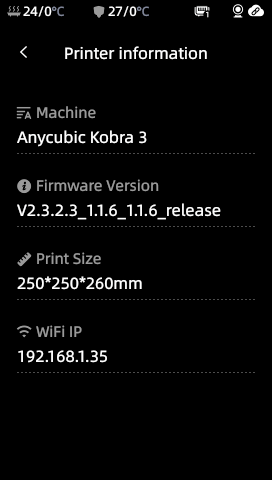
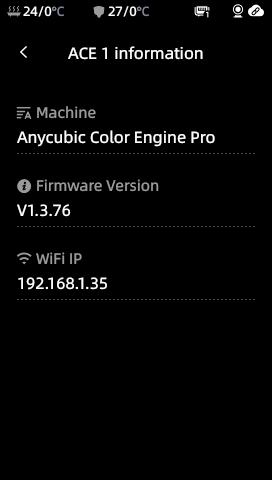
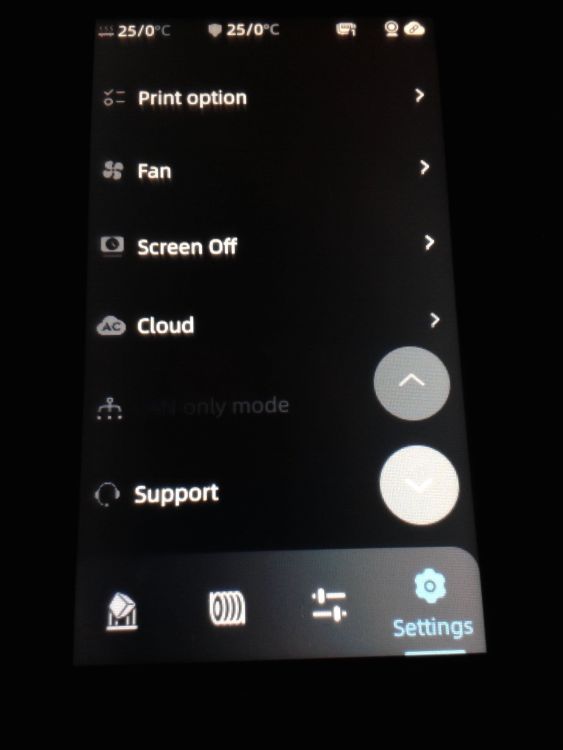
Pour faire le lien Sinon, j'ai un peu à contre-cœur (car perte de l'accès root et donc au revoir les belles captures de l'écran de contrôle. ) fait les dernières mises à jour. Kobra 3 (de v2.3.2.3 vers v2.3.3.1) ( bip. bip. et reboot ) ( On peut voir que le menu "Settings" est mieux organisé… et qu'il y a une notion de diamètre de buse ...) ACE Pro (de v1.3.76 vers v1.3.80)

.thumb.jpg.f97dffb3386a2fddd37d851412892e2f.jpg)
 1 point
1 point -
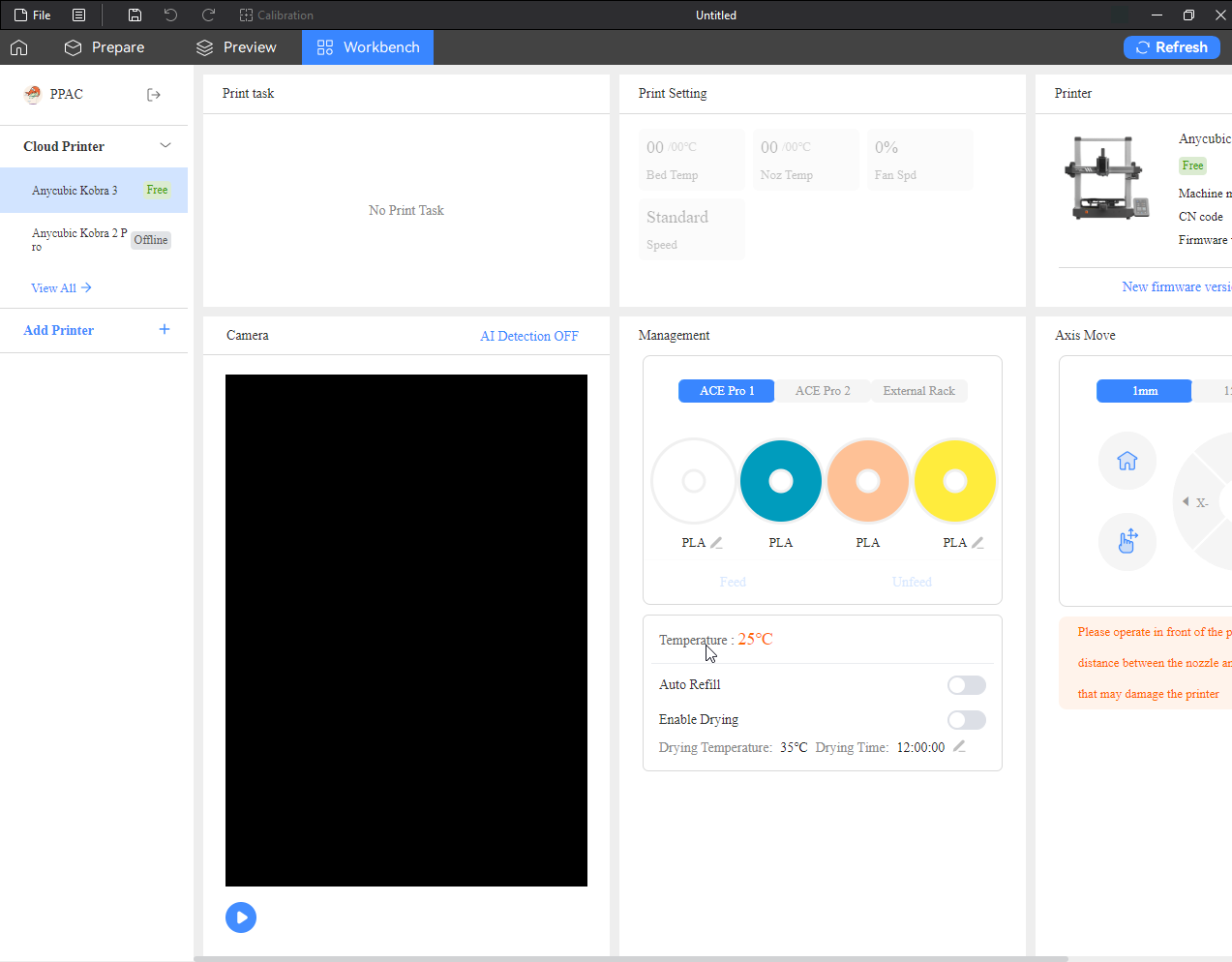
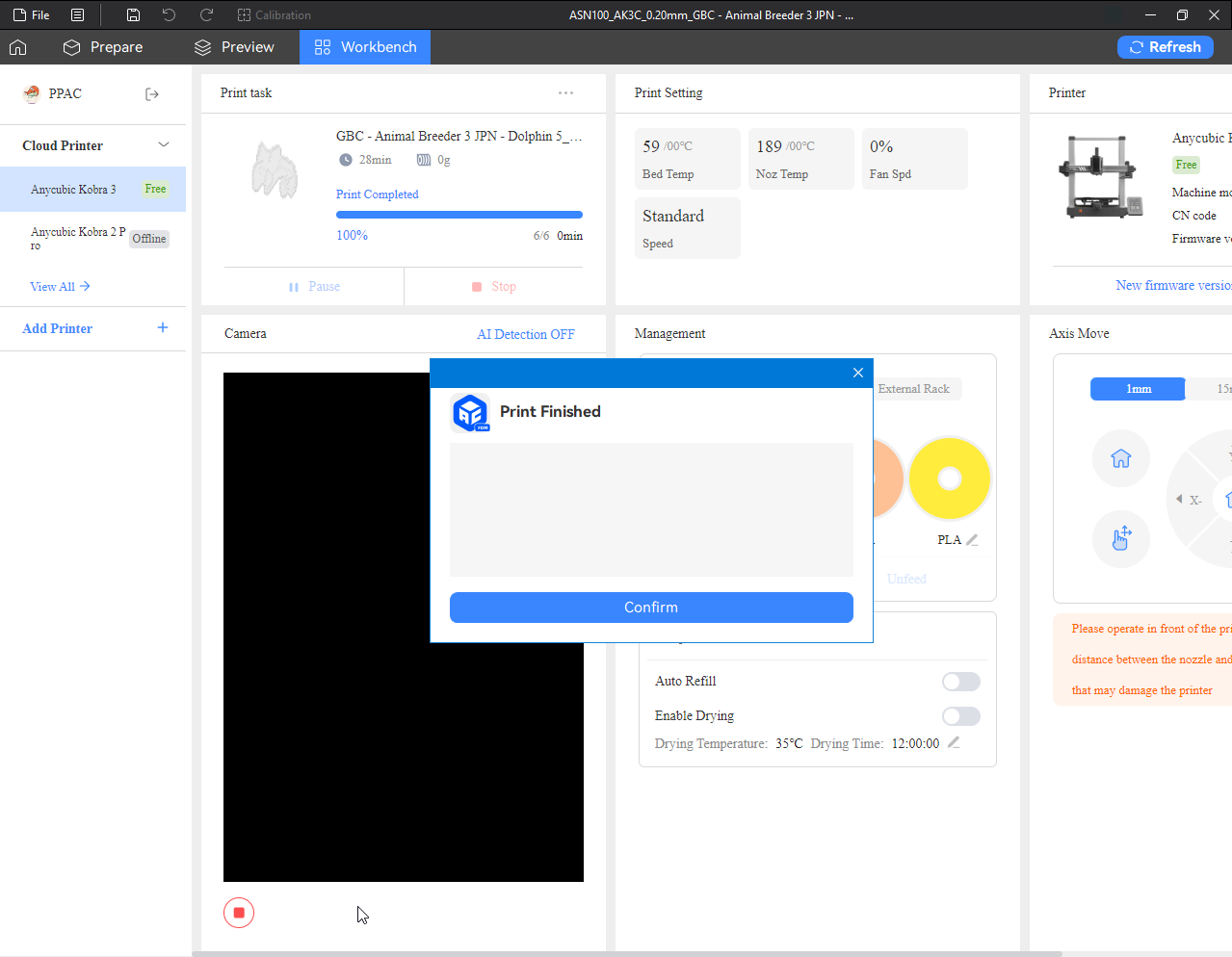
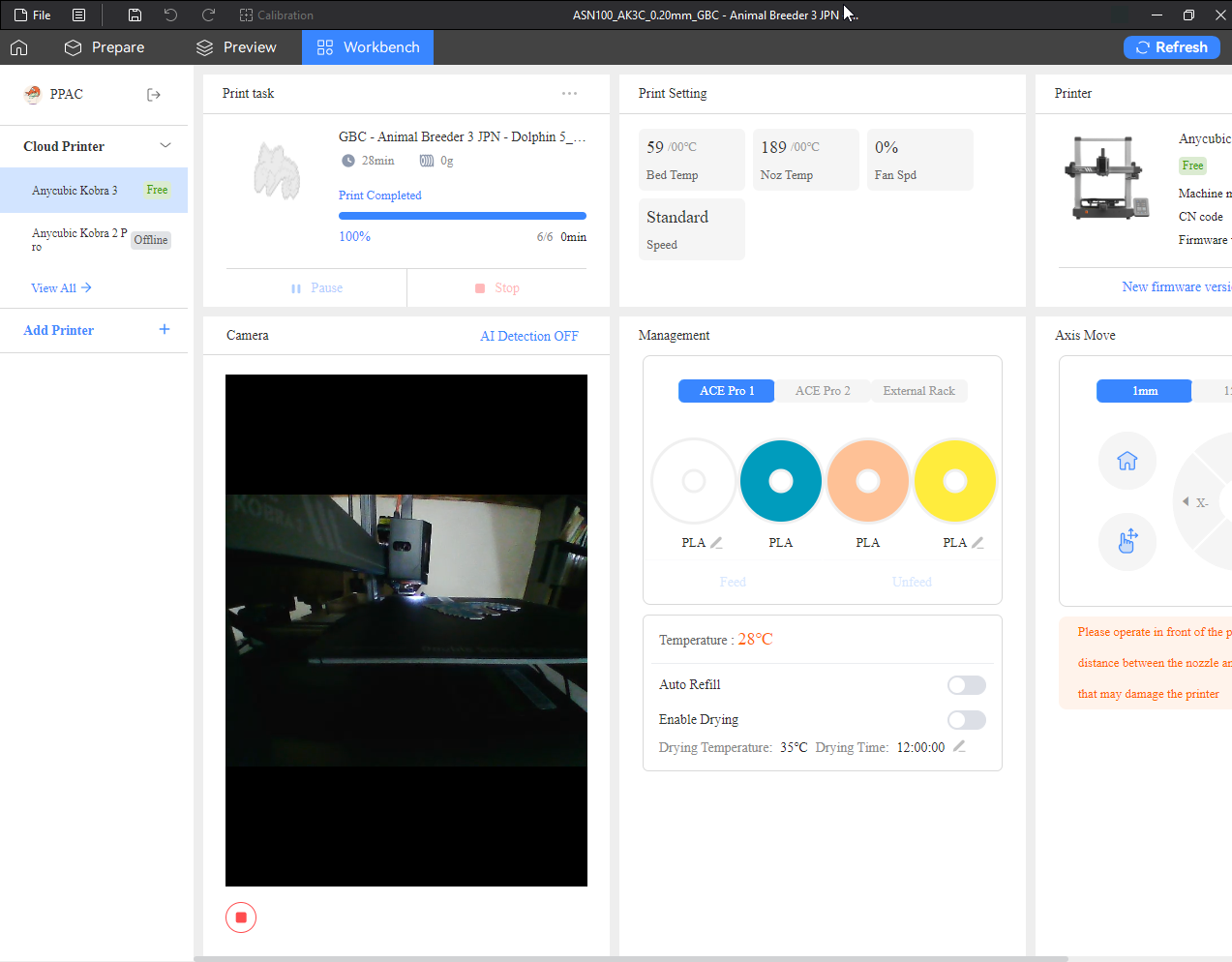
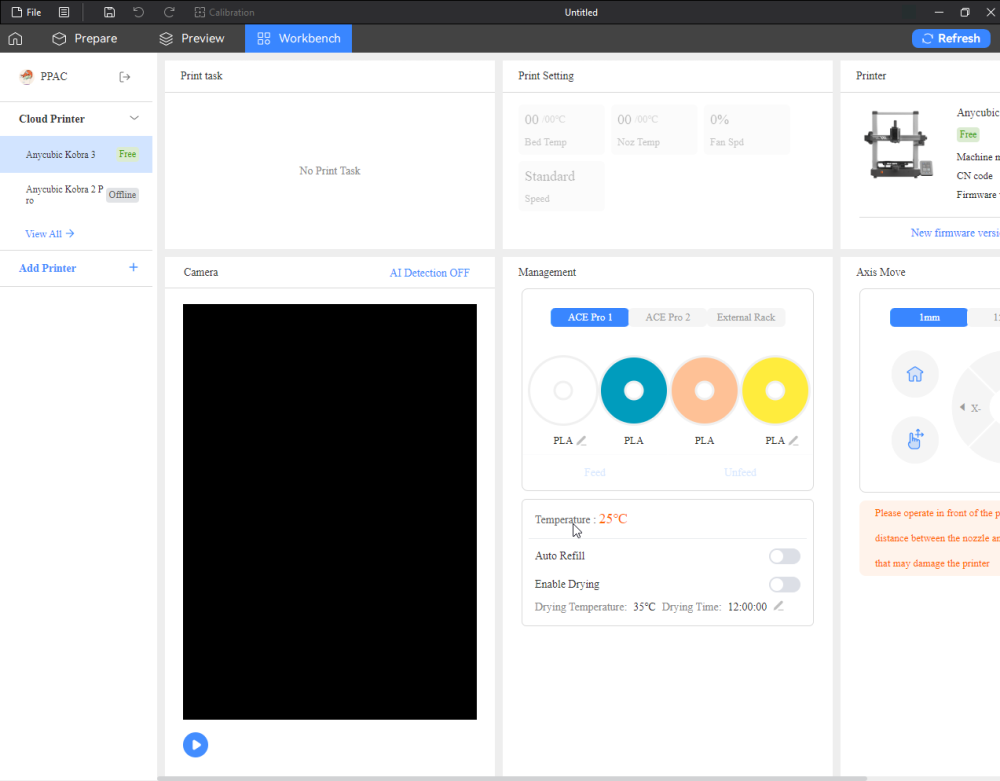
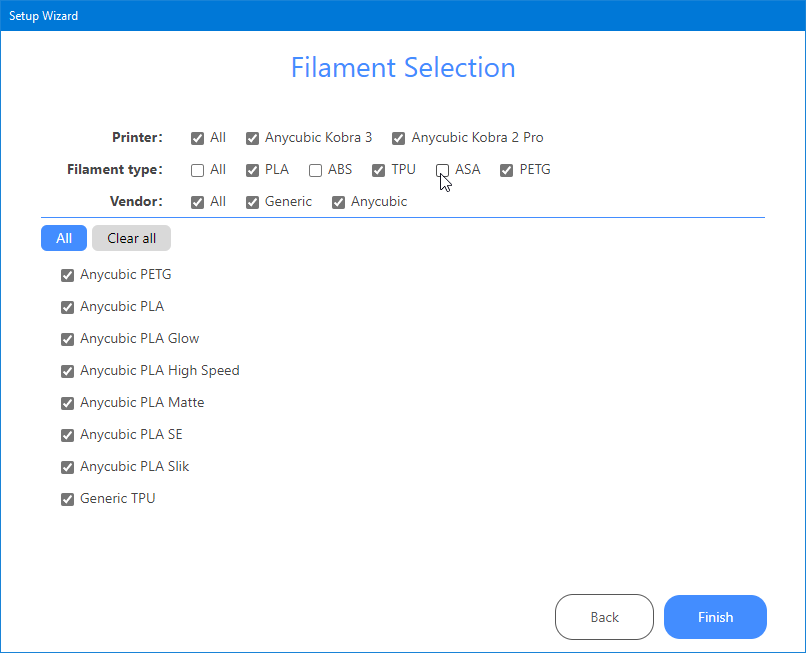
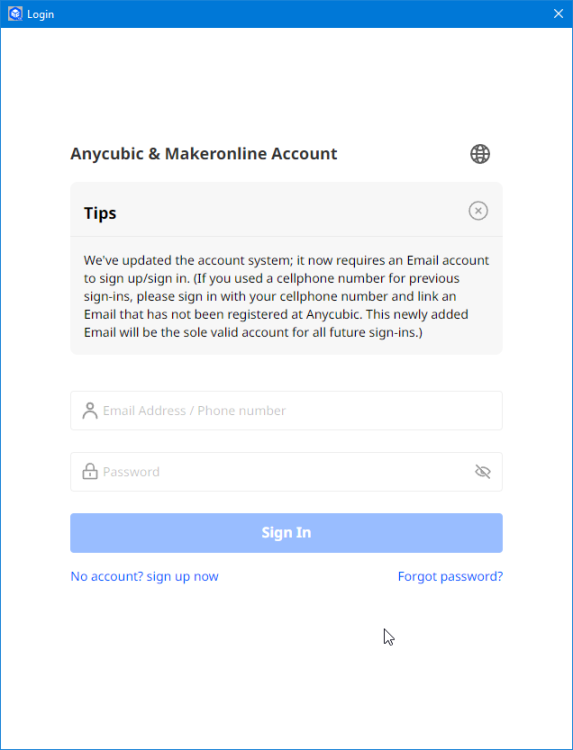
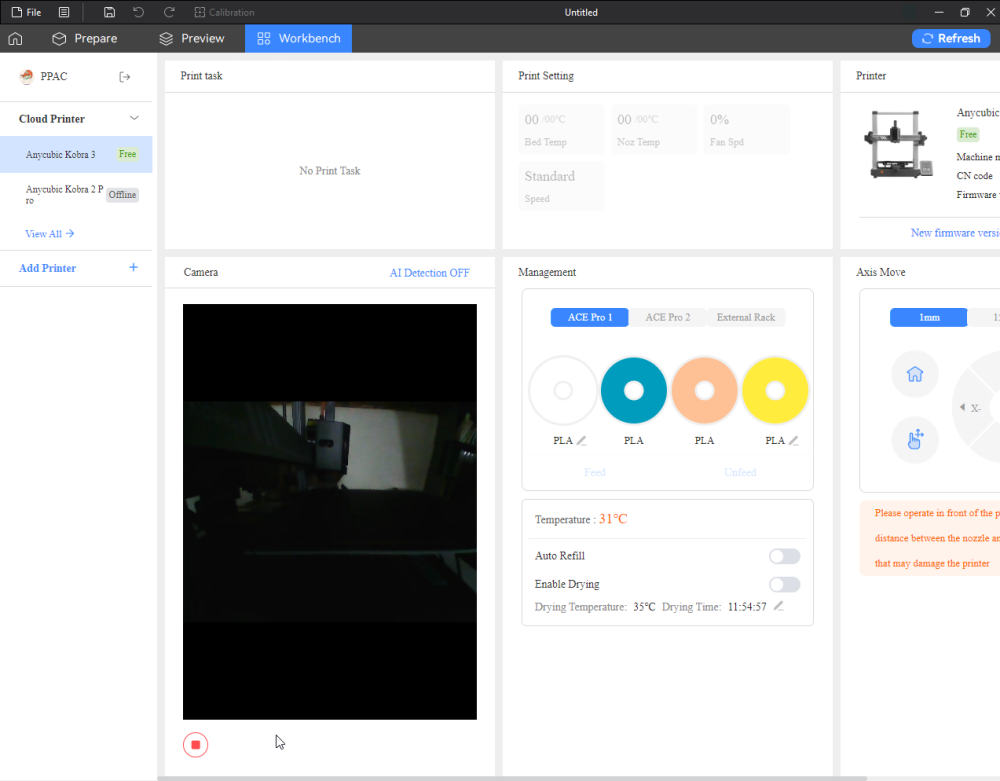
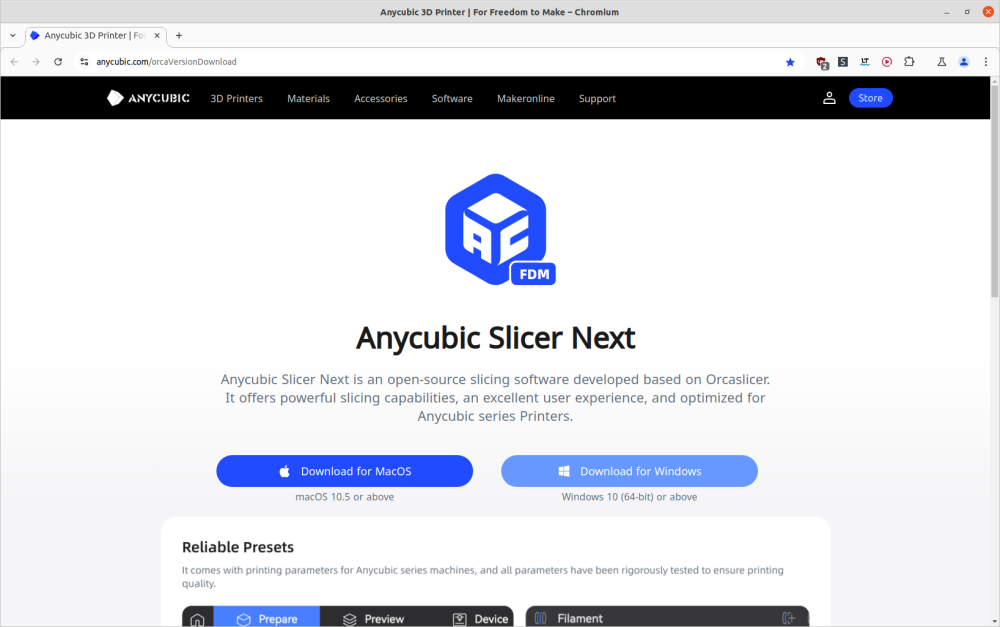
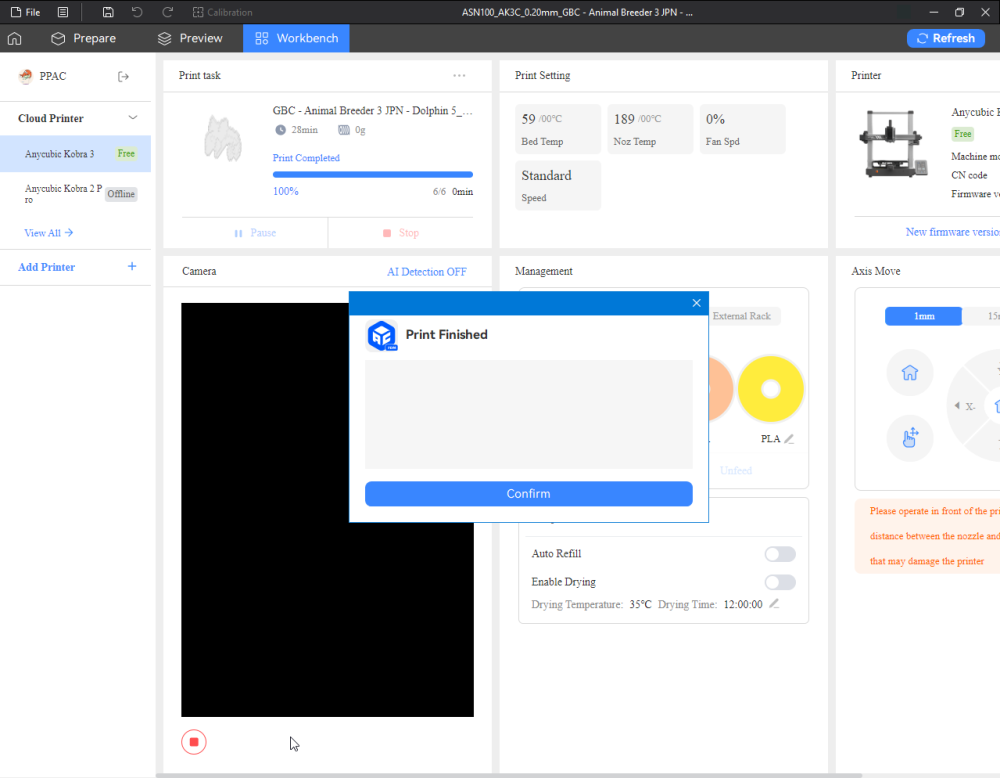
https://www.anycubic.com/orcaVersionDownload À cette date (2024-08-17) on obtient, pour la version Windows, un fichier "e988037ce177093ea847b52d1cd7801b.exe" (~76.0 Mo) qui installe un "AnycubicSlicerNext v1.0.0" ( Si on n'a pas fait attention et que l'ont essais un envoi d'impression a la Kobra 3, alors que l'on a fait une découpe avec un profil de Kobra 2 Pro ) Pour le choix des couleur, ils n'ont pas comme sous "Anycubic Slicer" v1.4.4 mis les pré-set des quatre PLA couleur Pantone... L'envoi d'une impression à l'imprimante, via le Cloud, est bien fonctionnel avec cette version. (étrangement je n'ai réussi à avoir le flux vidéo qu'une fois l'impression terminée.)


 1 point
1 point -
La P1S peut faire aussi bien et mieux que la P1P ! Tu peux lire le test pour t'en faire une idée en PLA : https://www.lesimprimantes3d.fr/test-bambu-lab-p1s-20230809/ A noter qu'il existe un kit pour transformer une P1P en P1S, si jamais : https://www.lesimprimantes3d.fr/test-kit-de-conversion-bambu-lab-p1p-vers-p1s-20231004/1 point
-
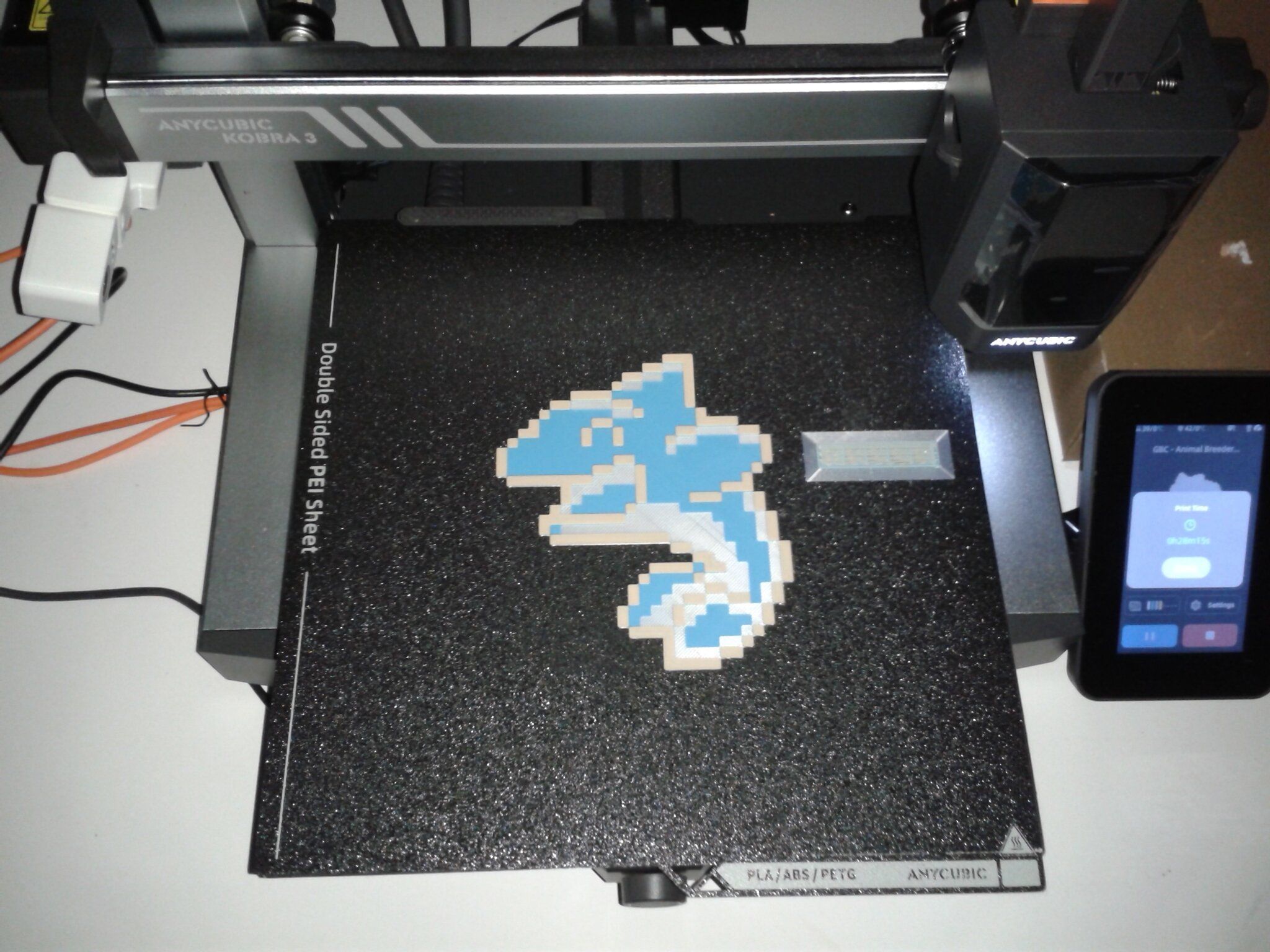
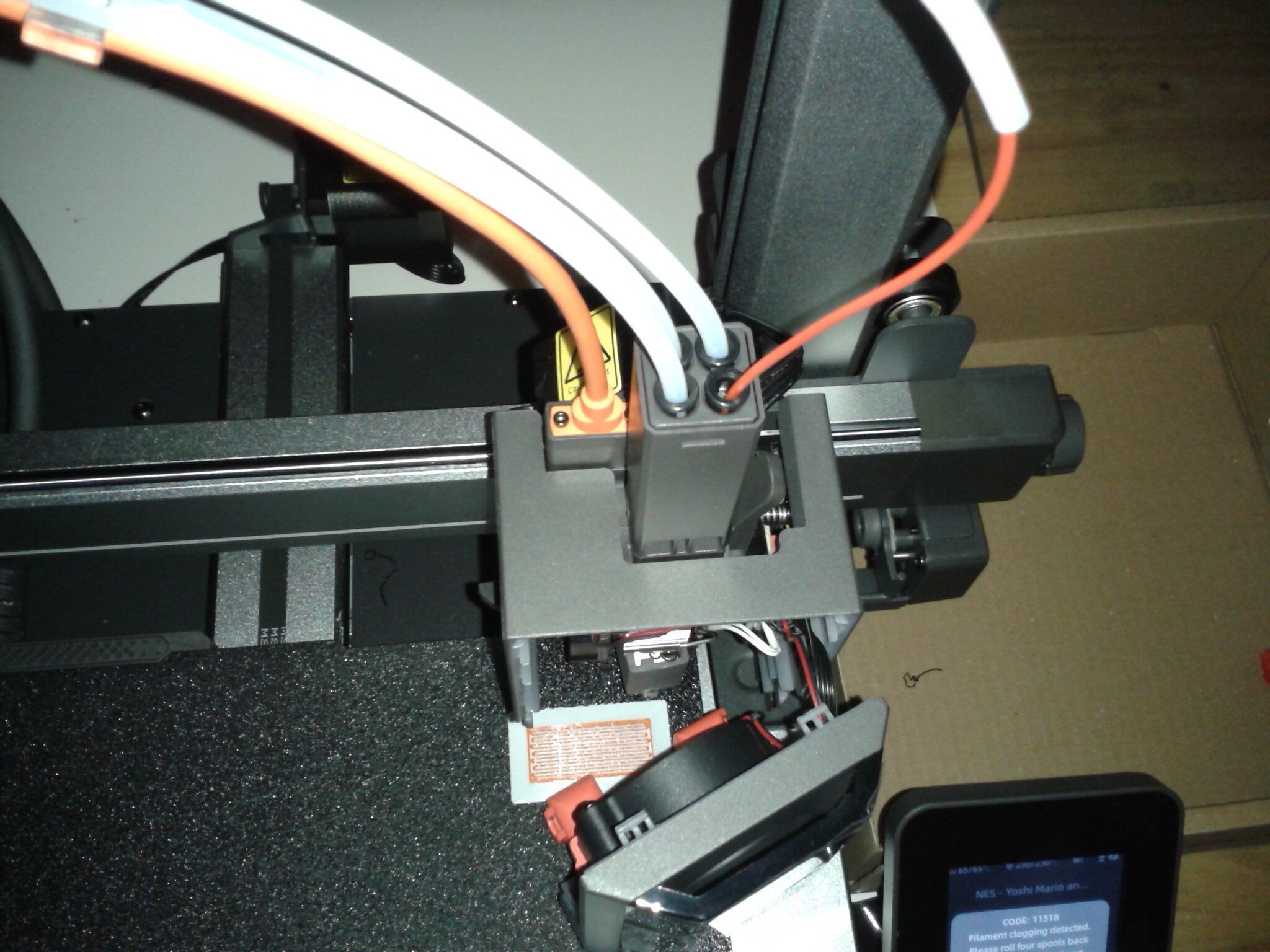
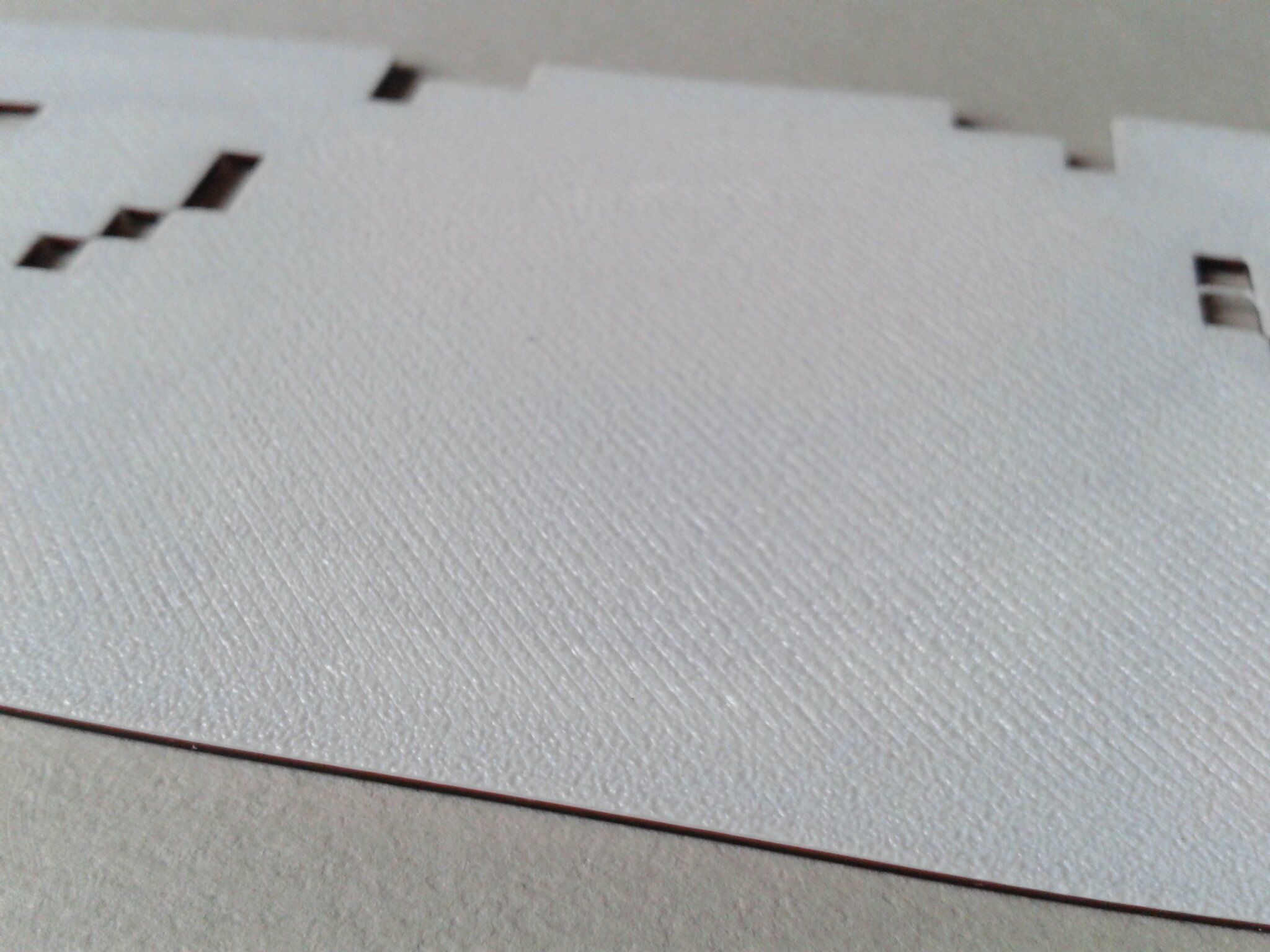
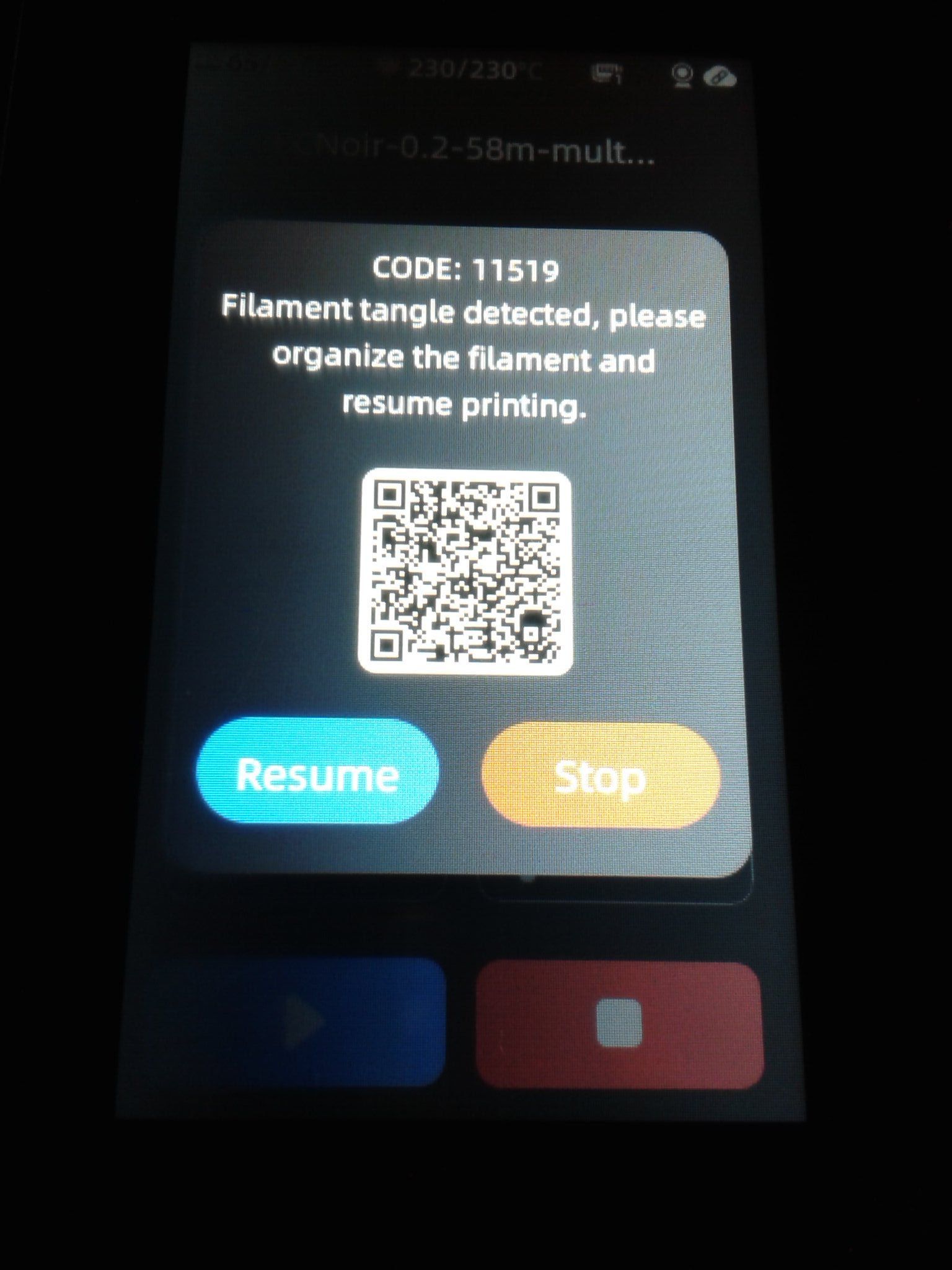
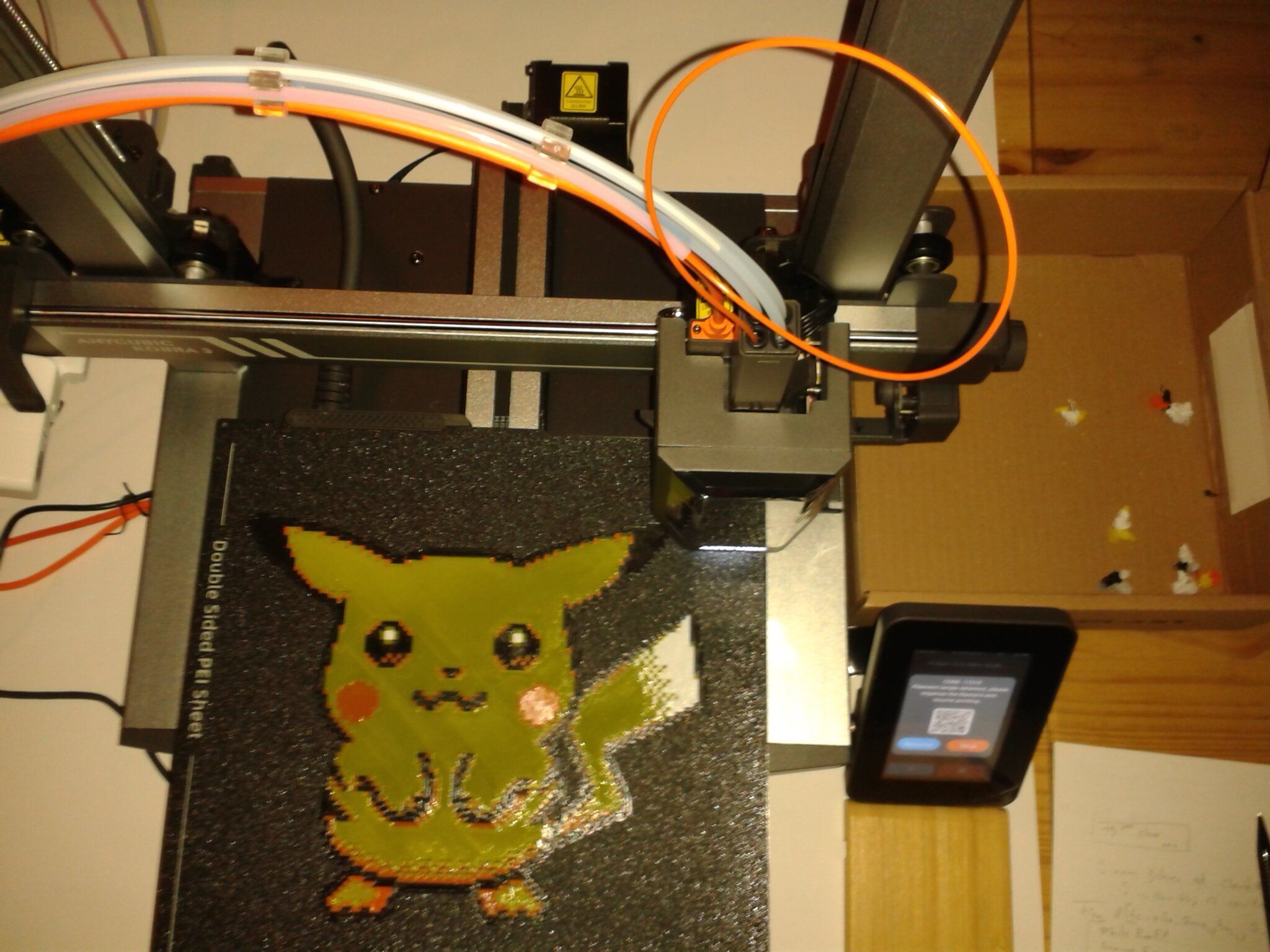
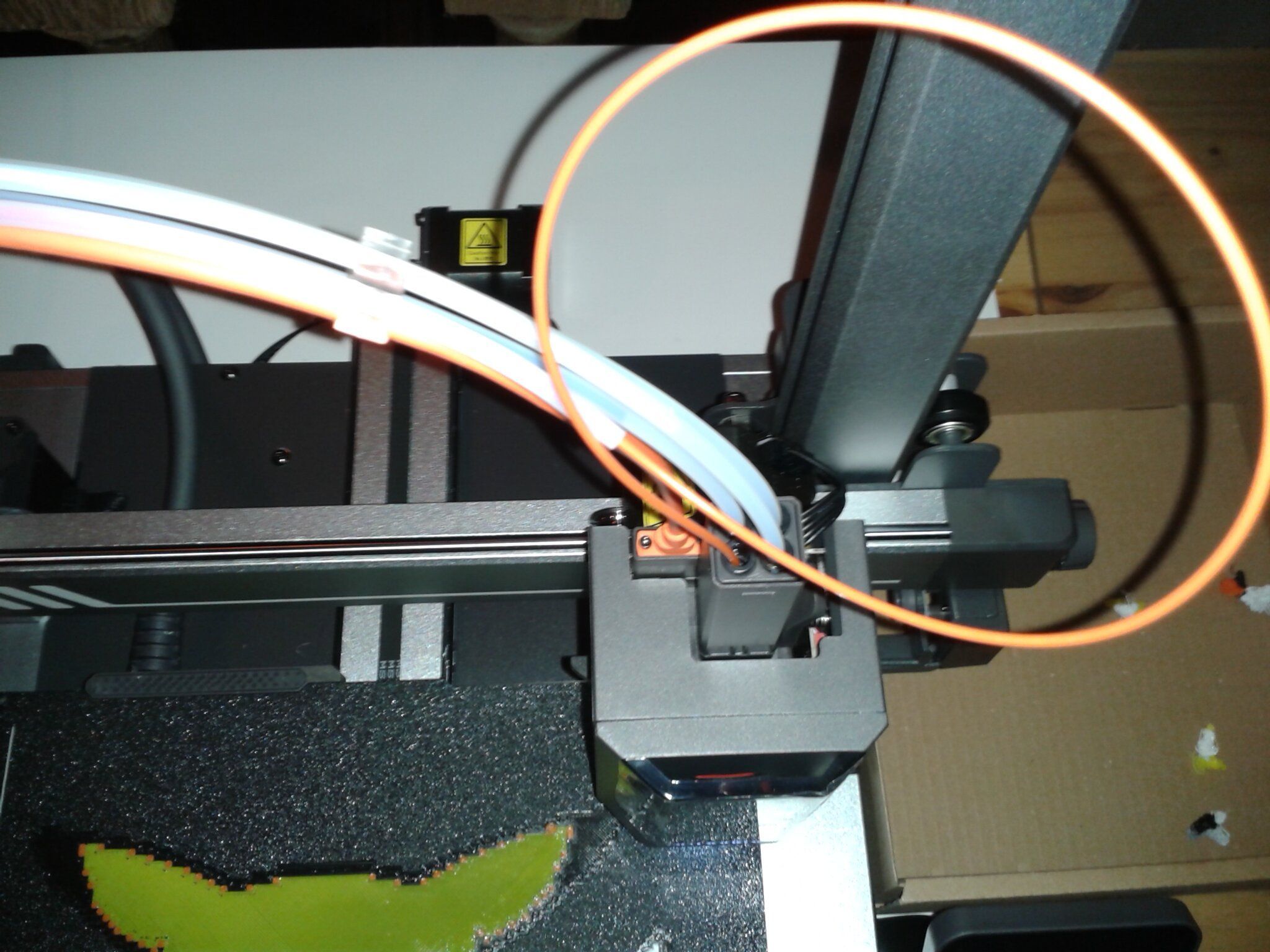
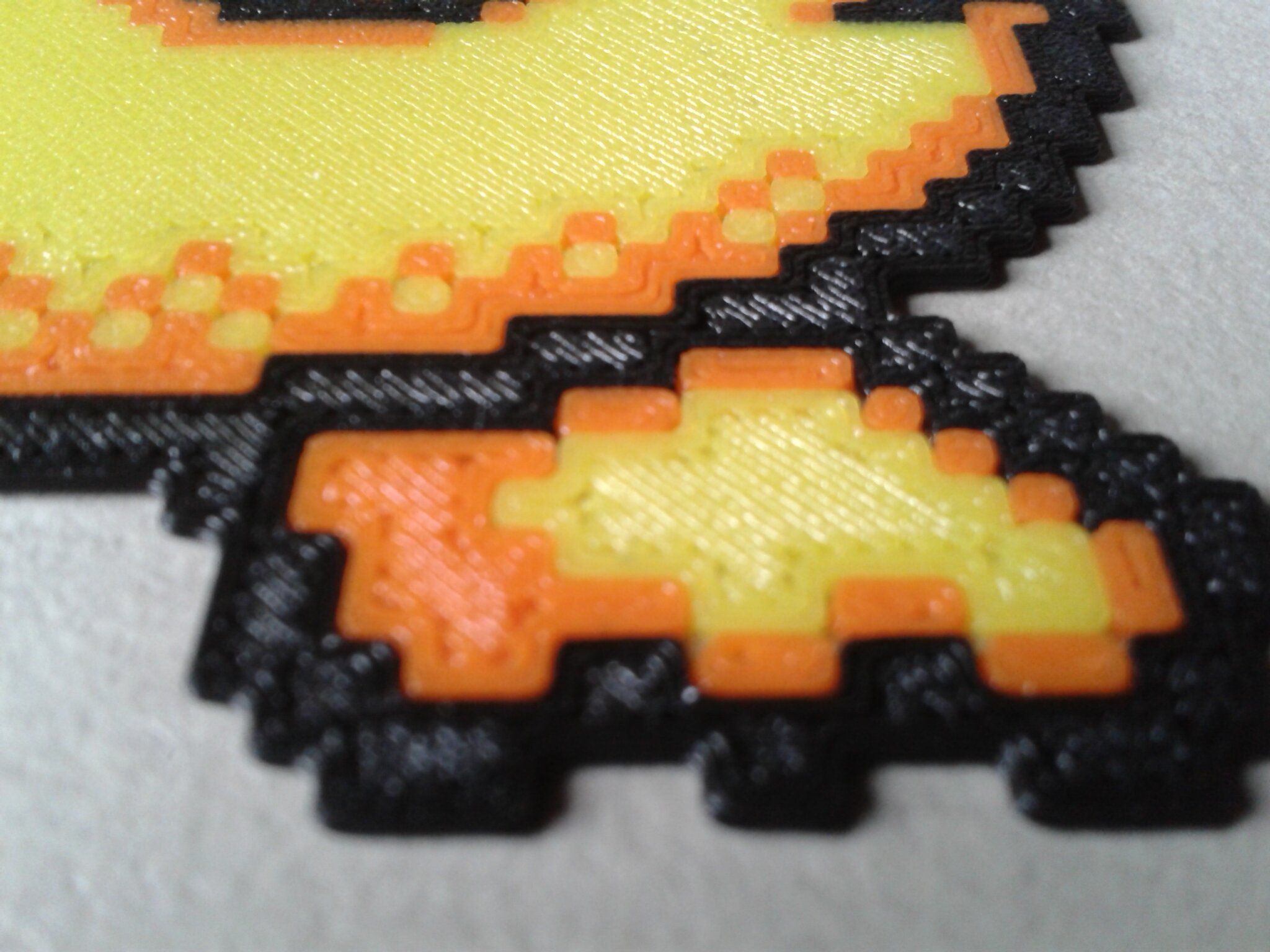
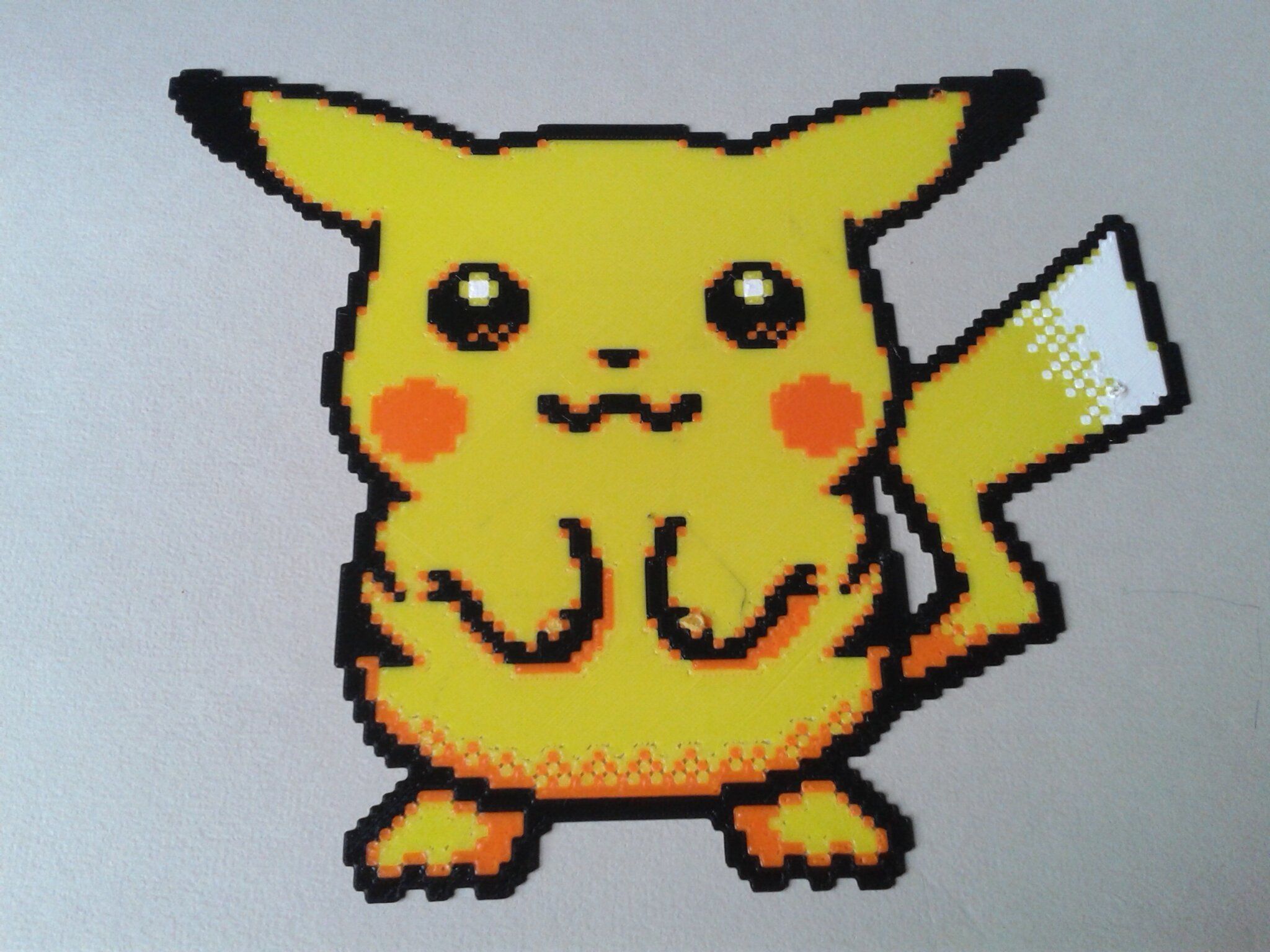
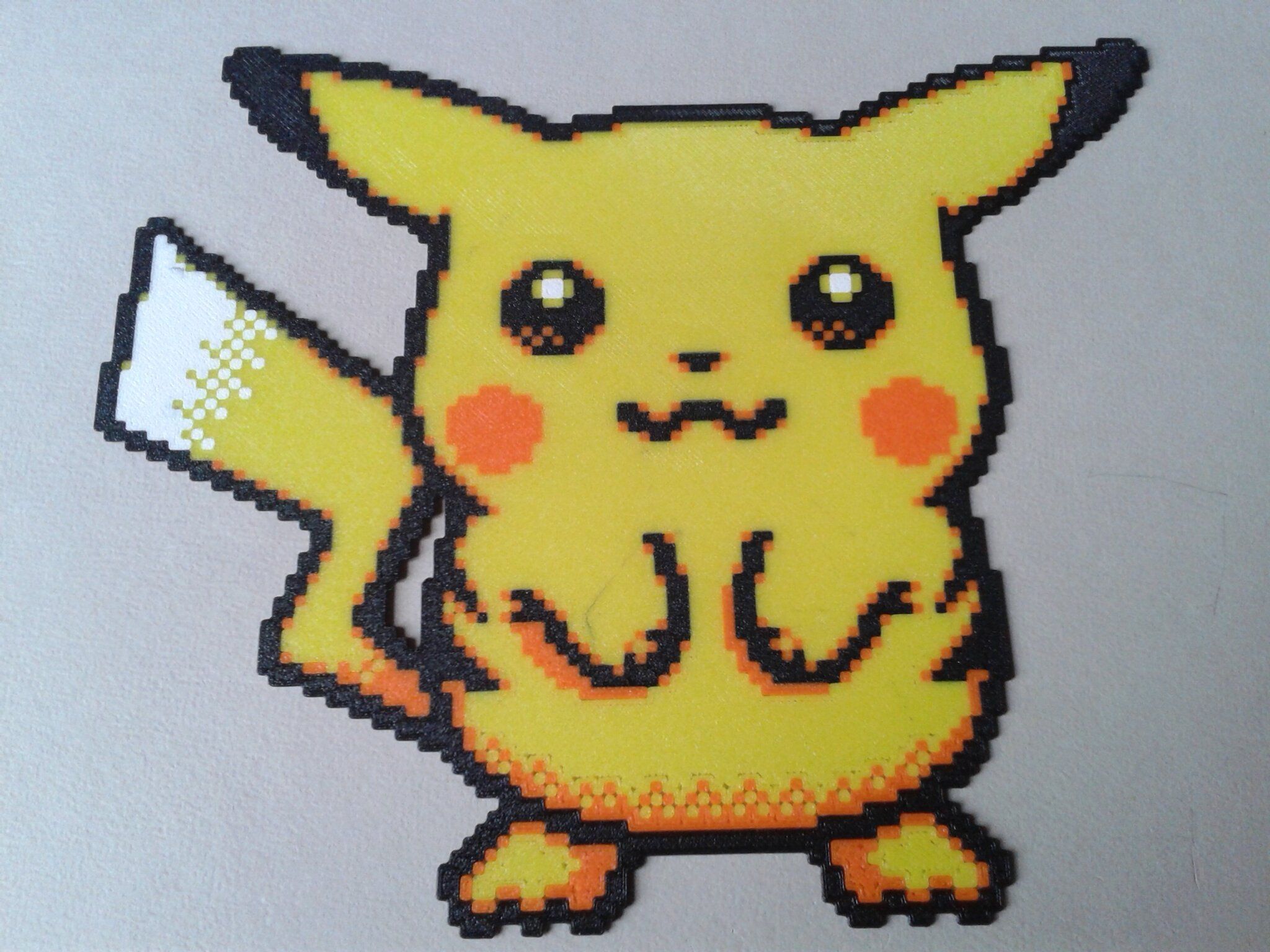
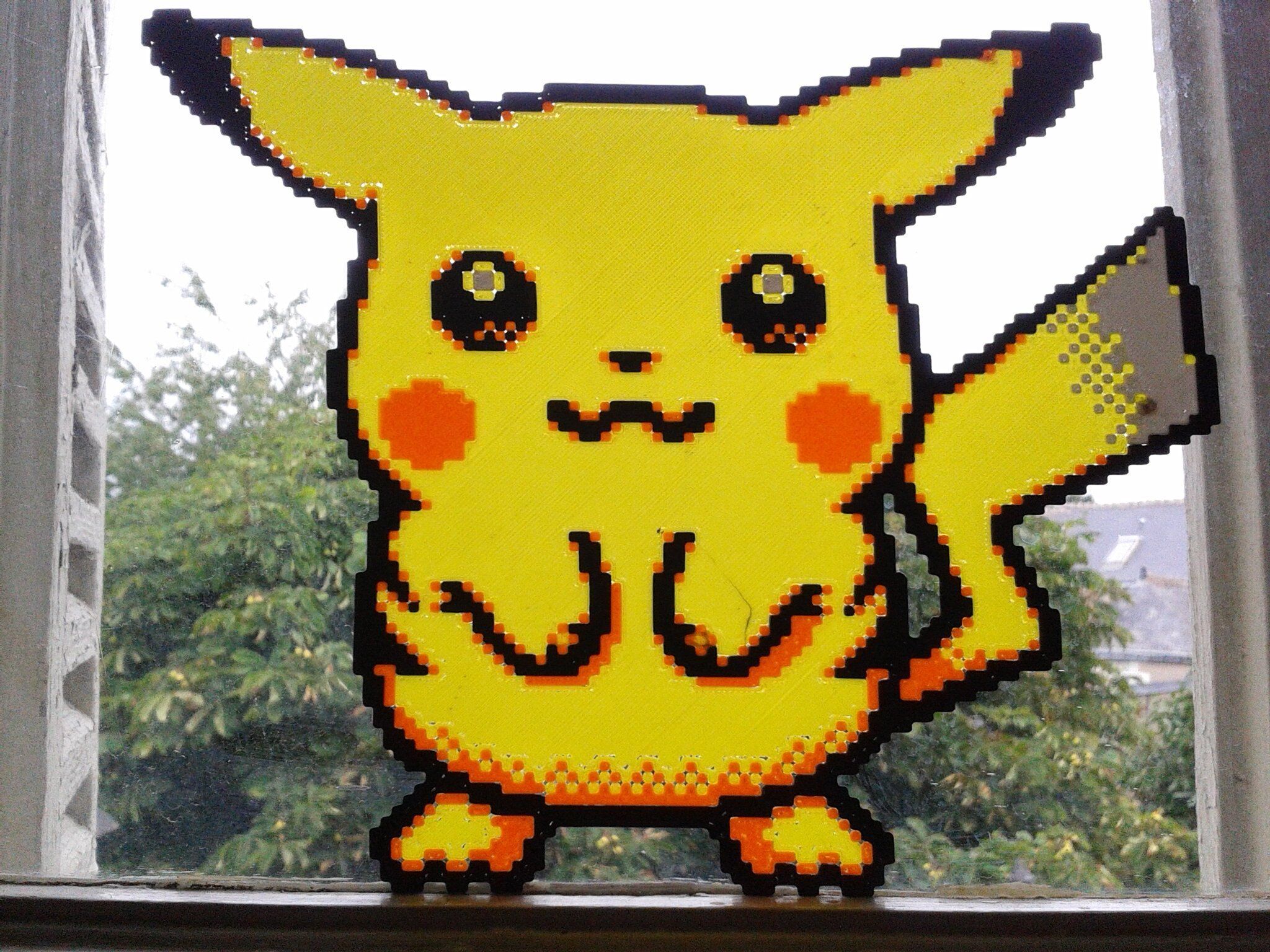
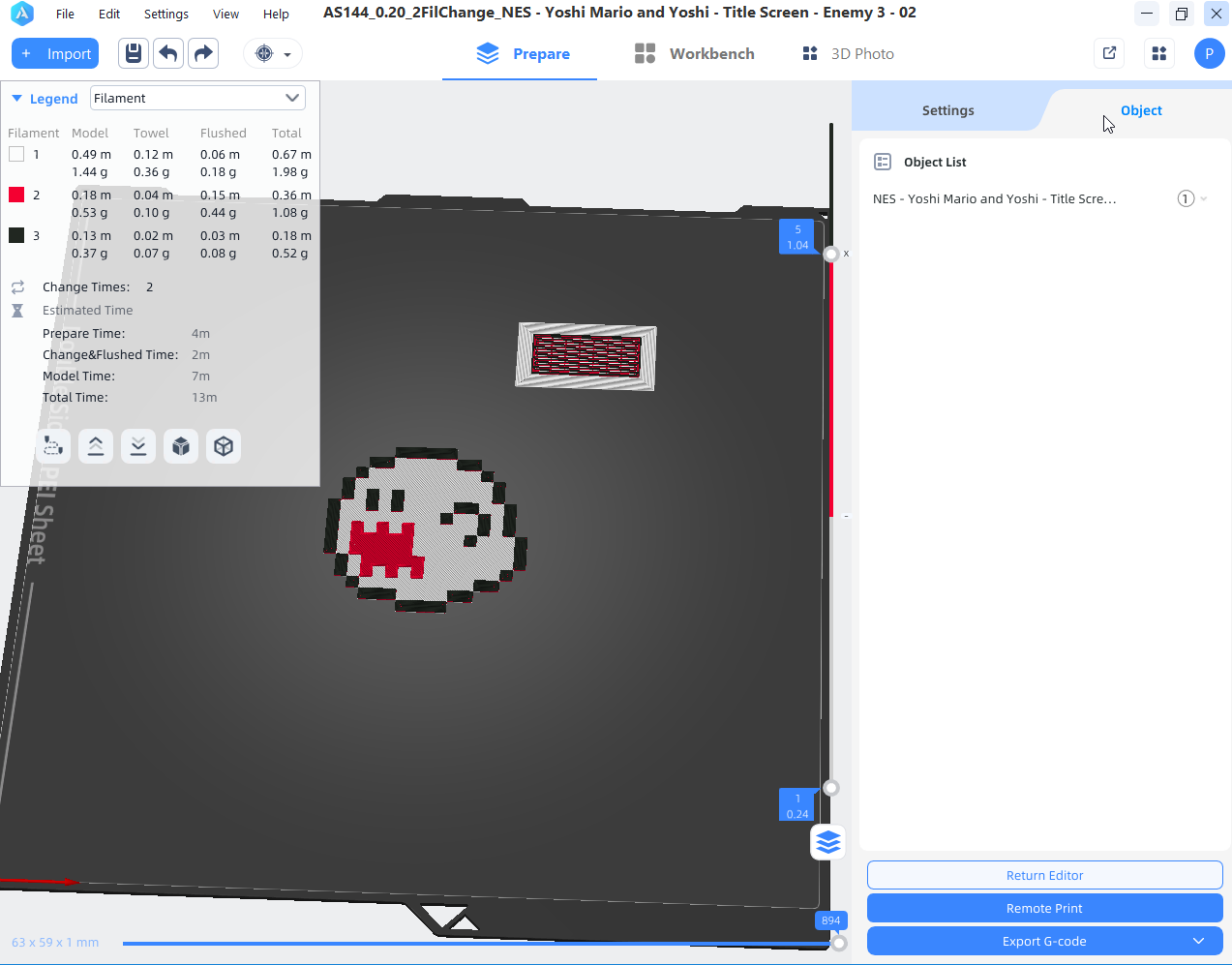
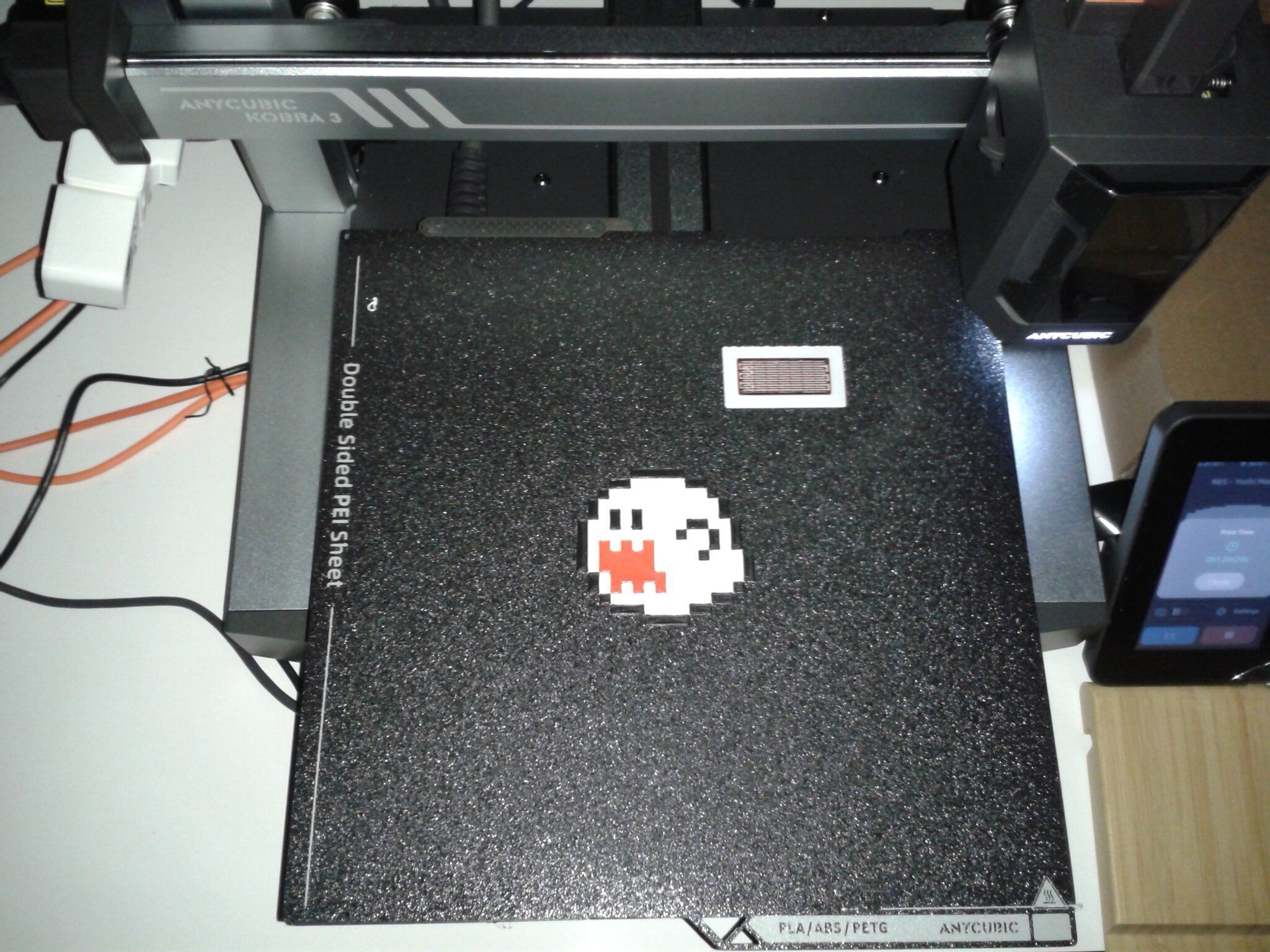
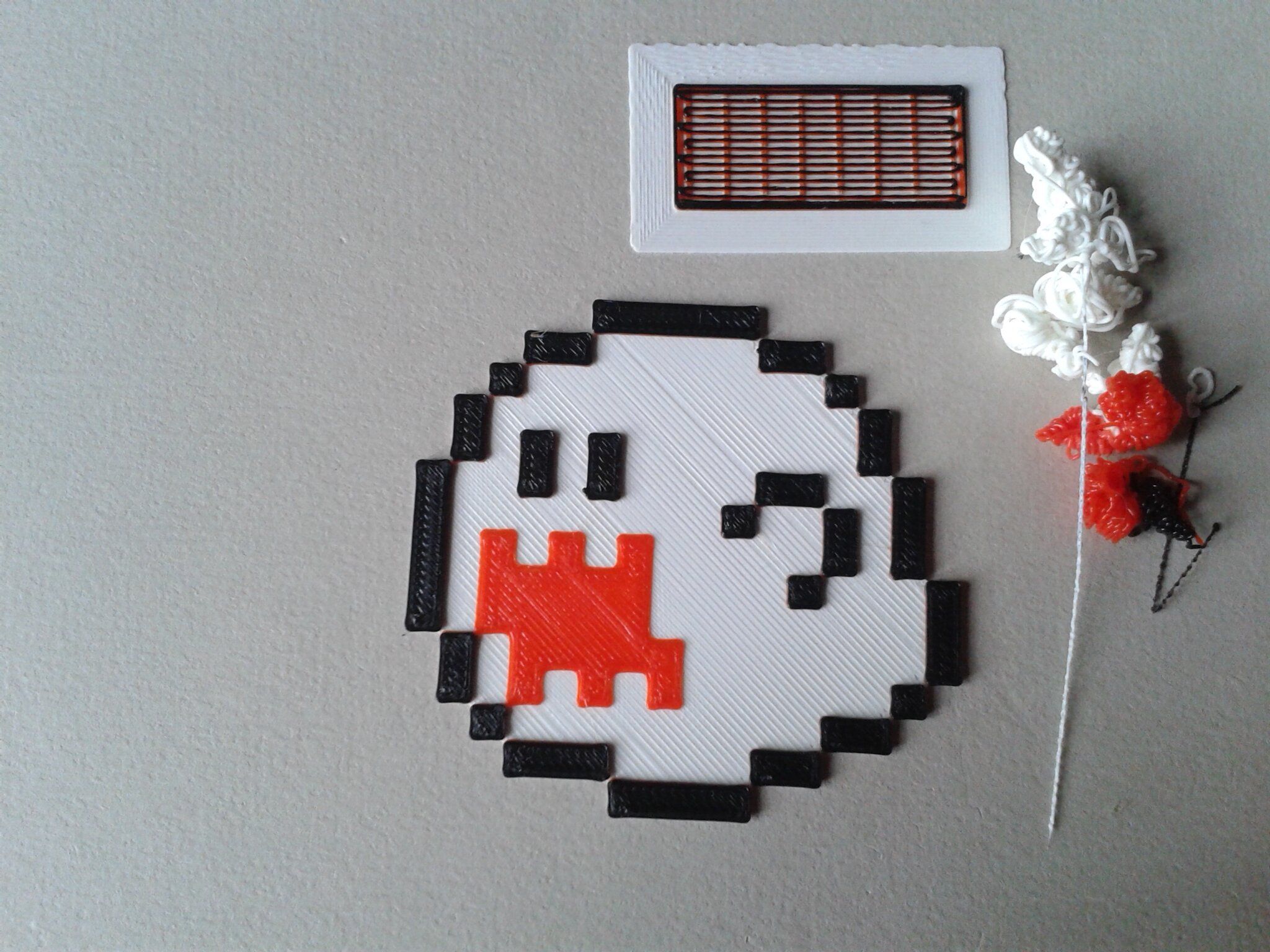
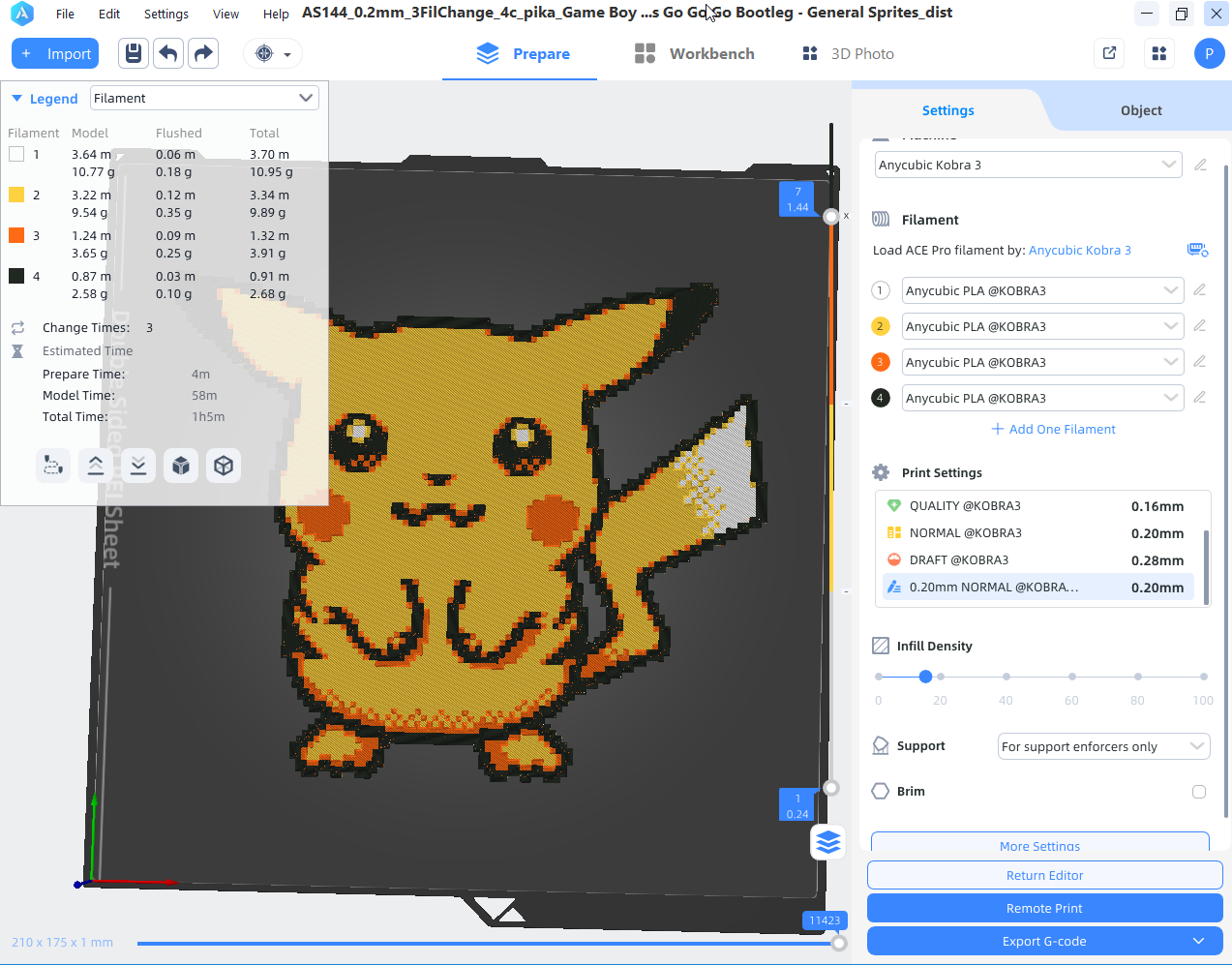
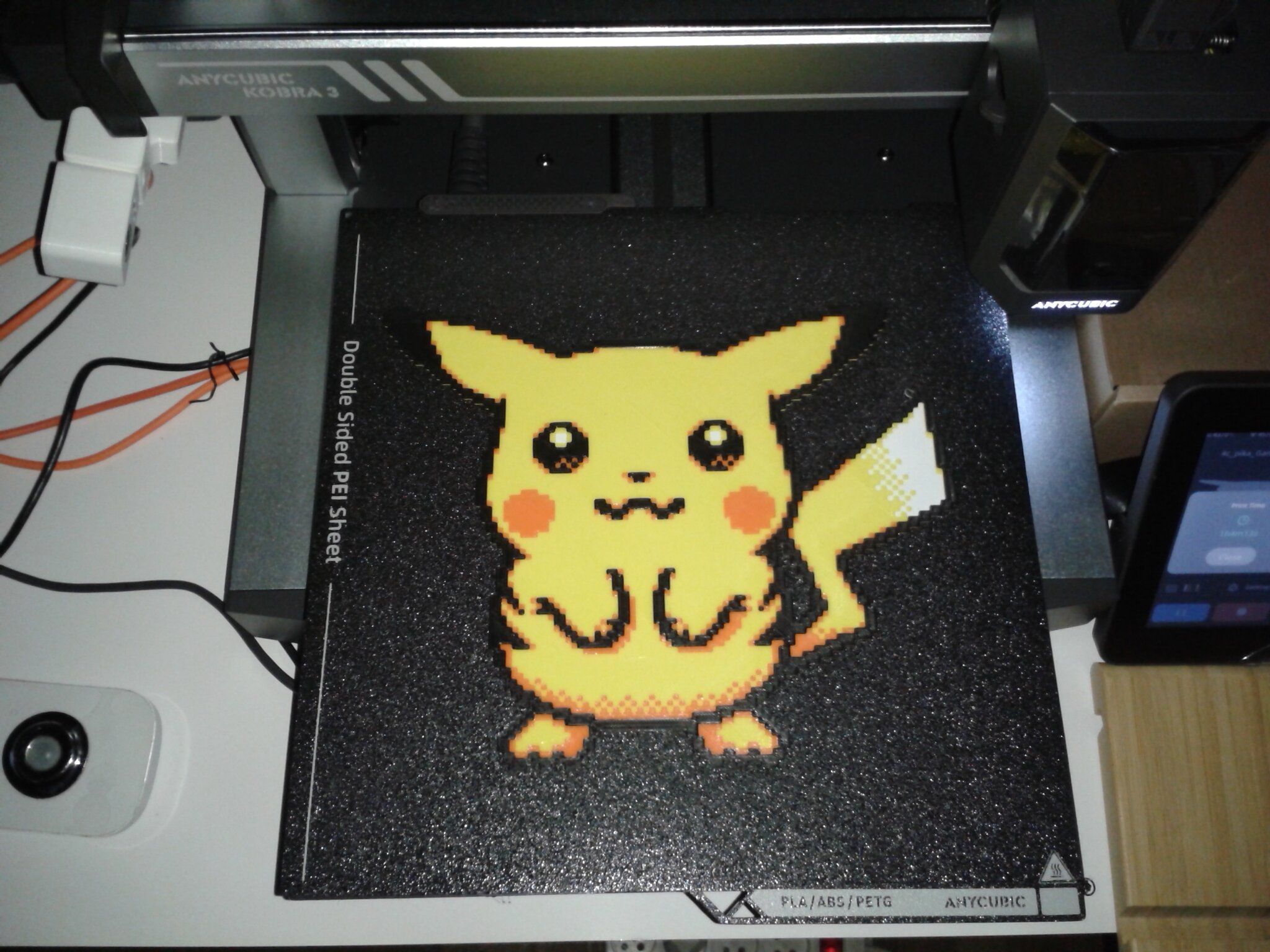
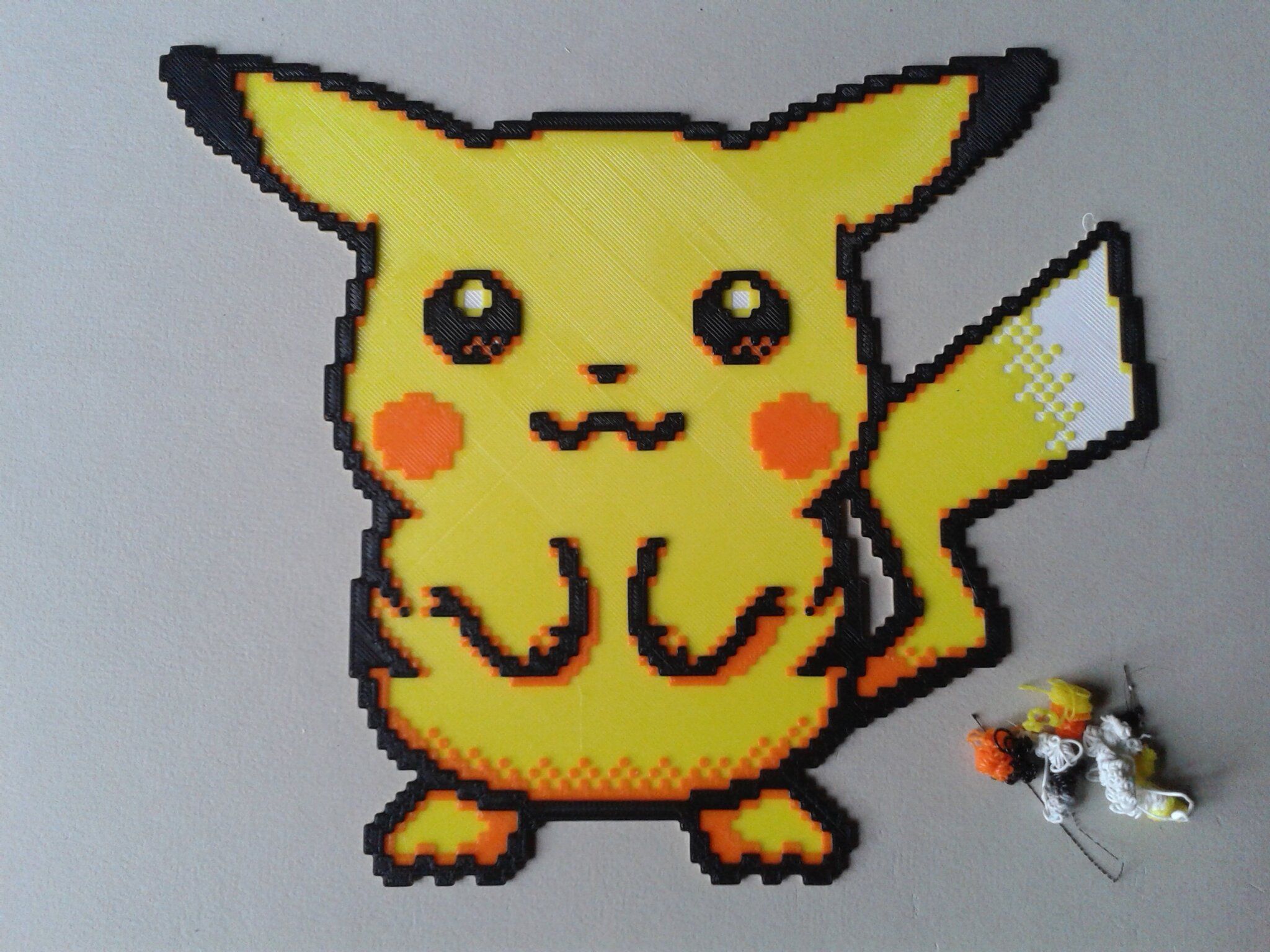
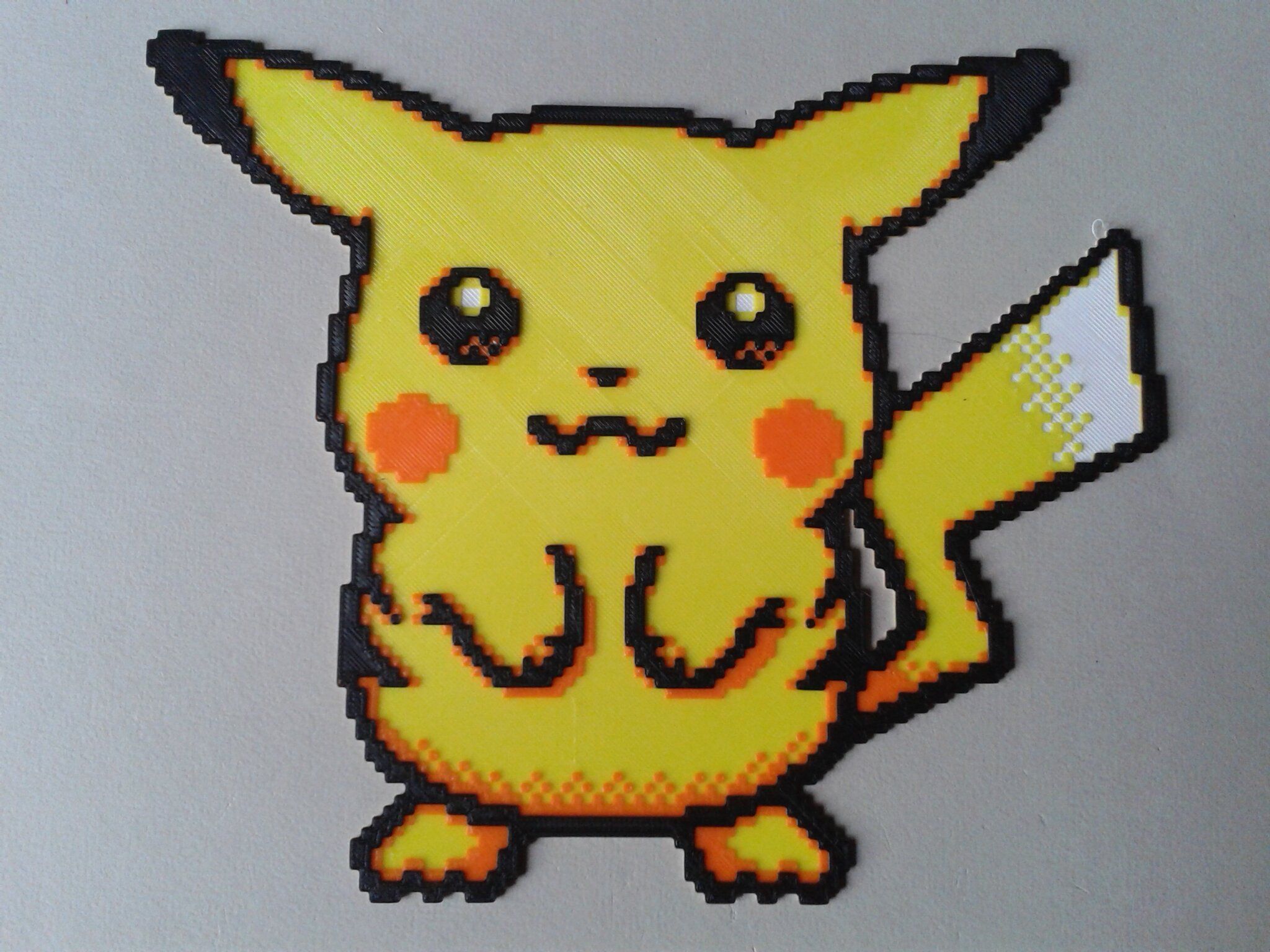
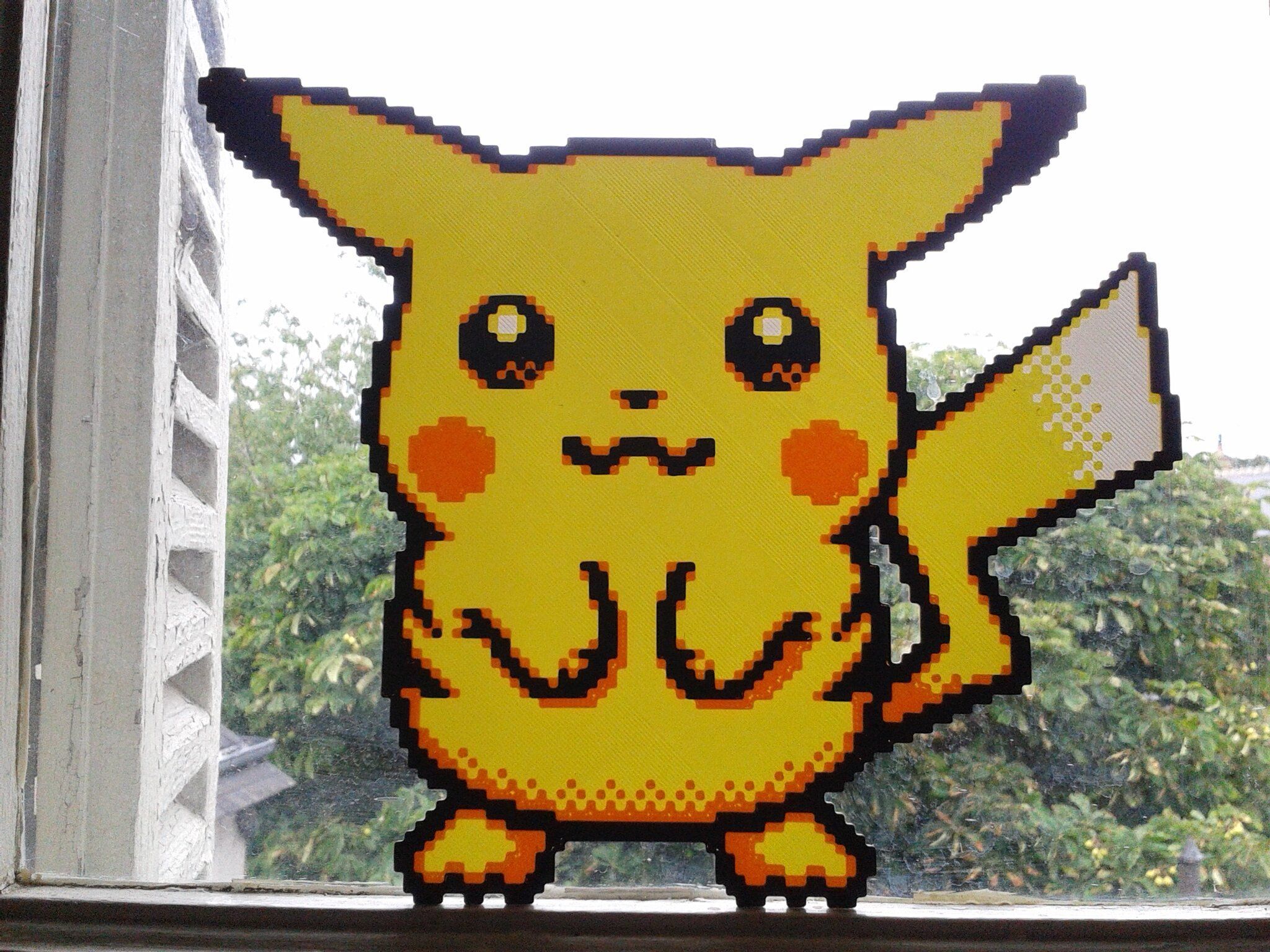
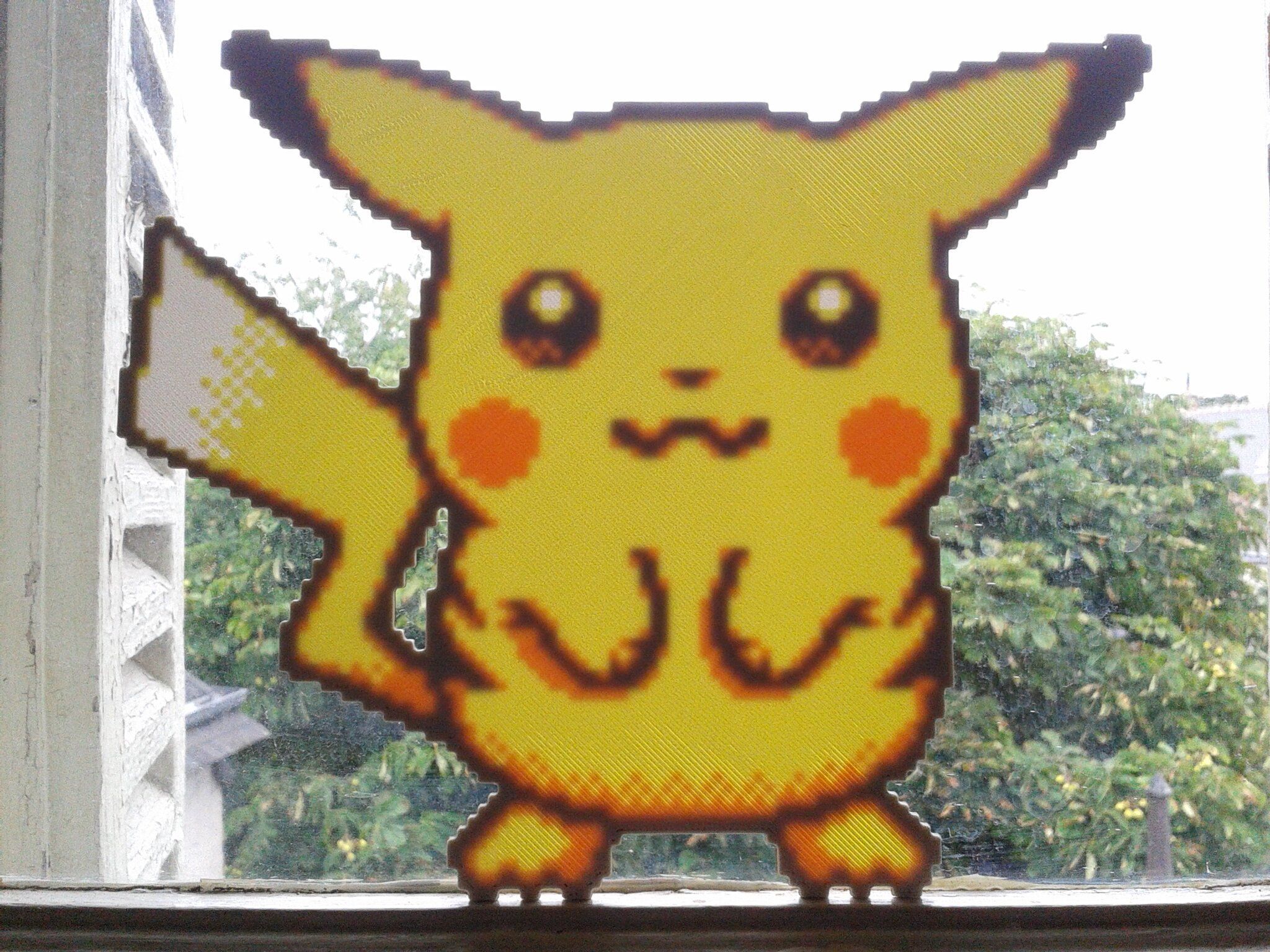
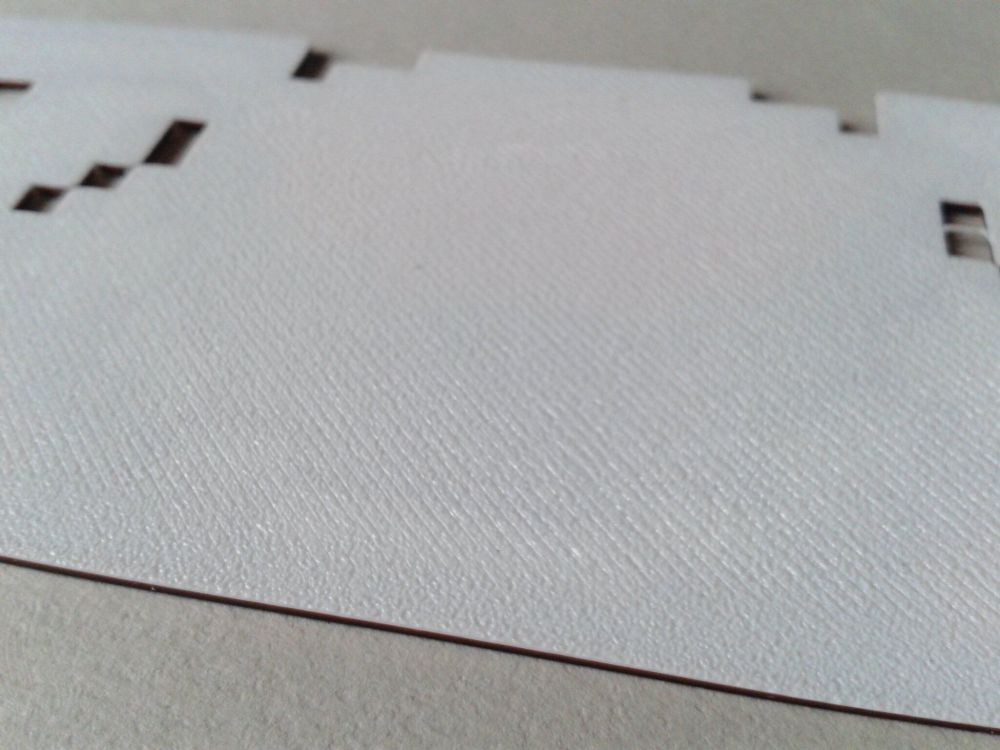
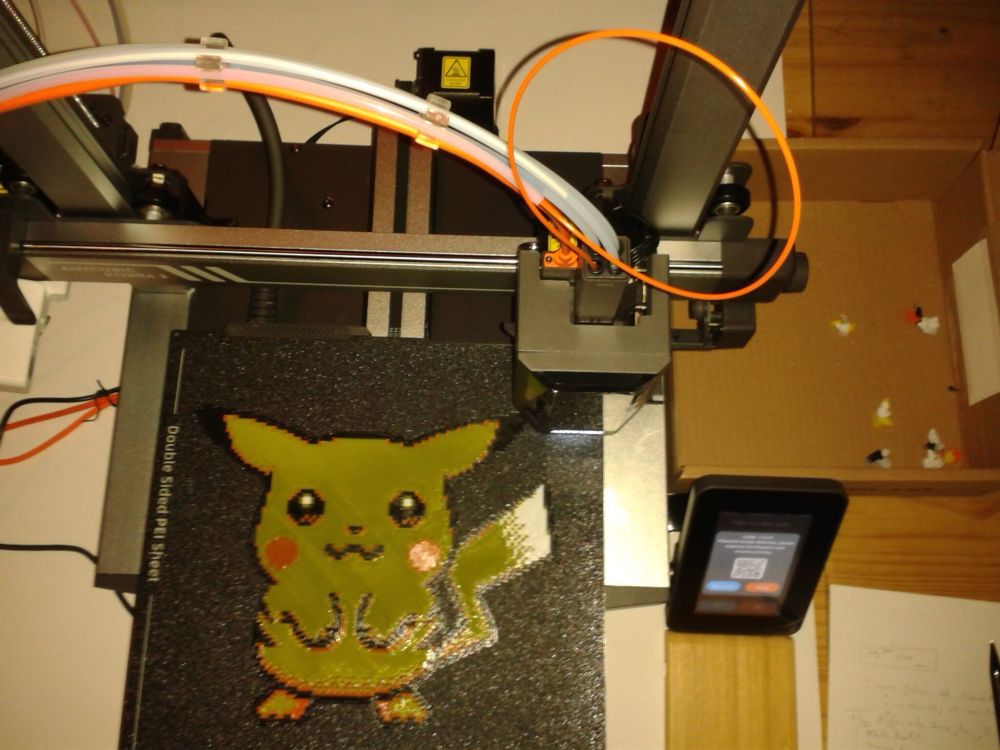
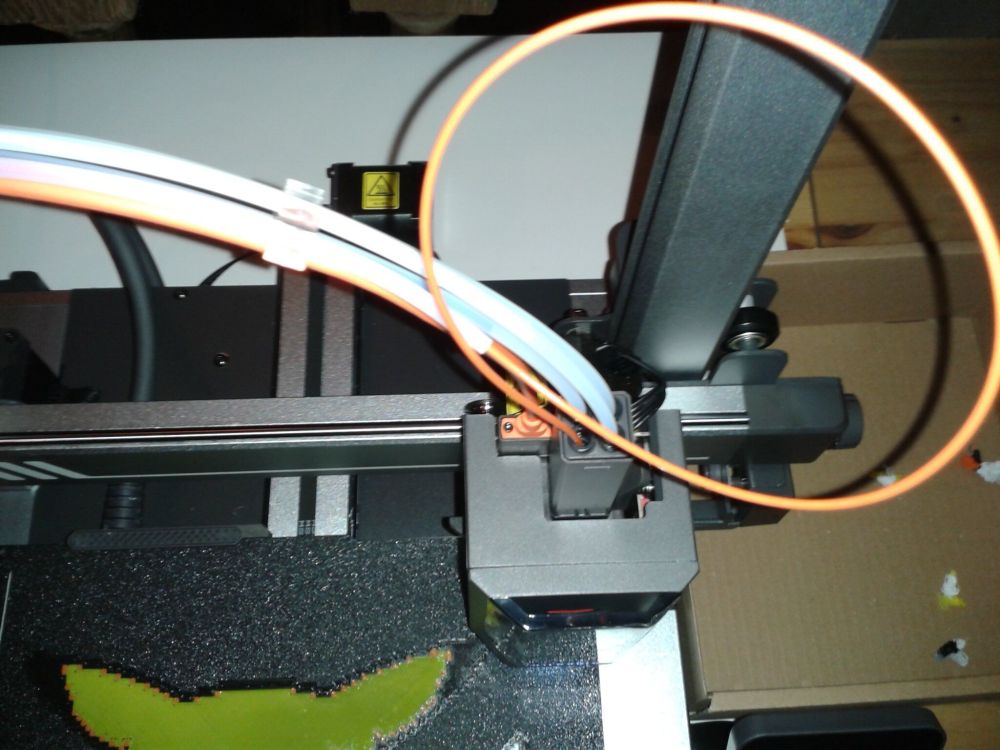
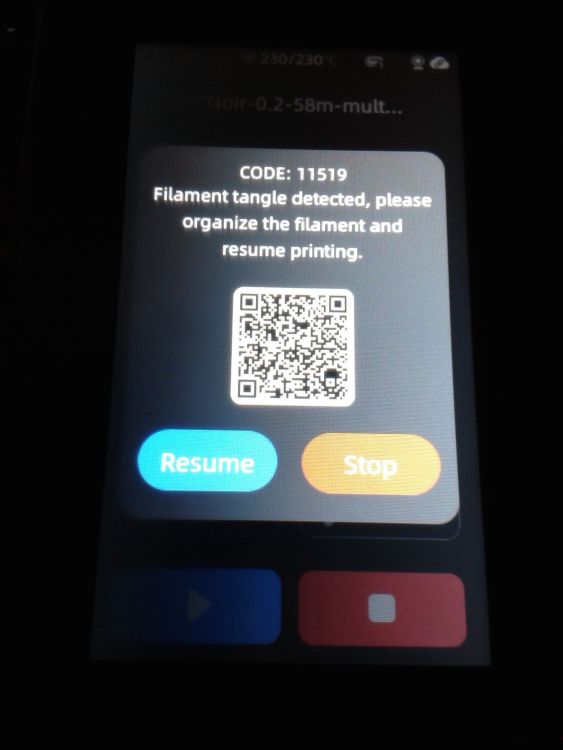
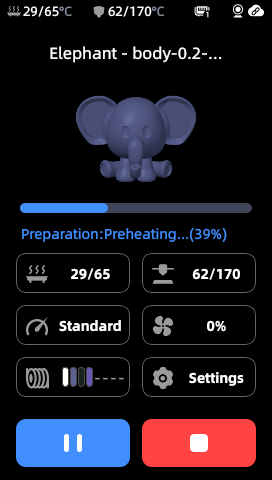
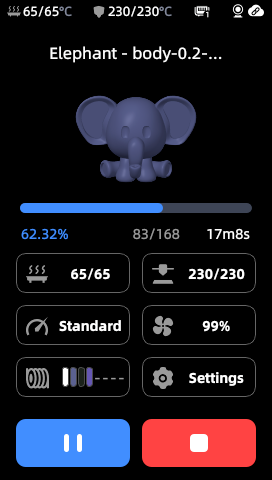
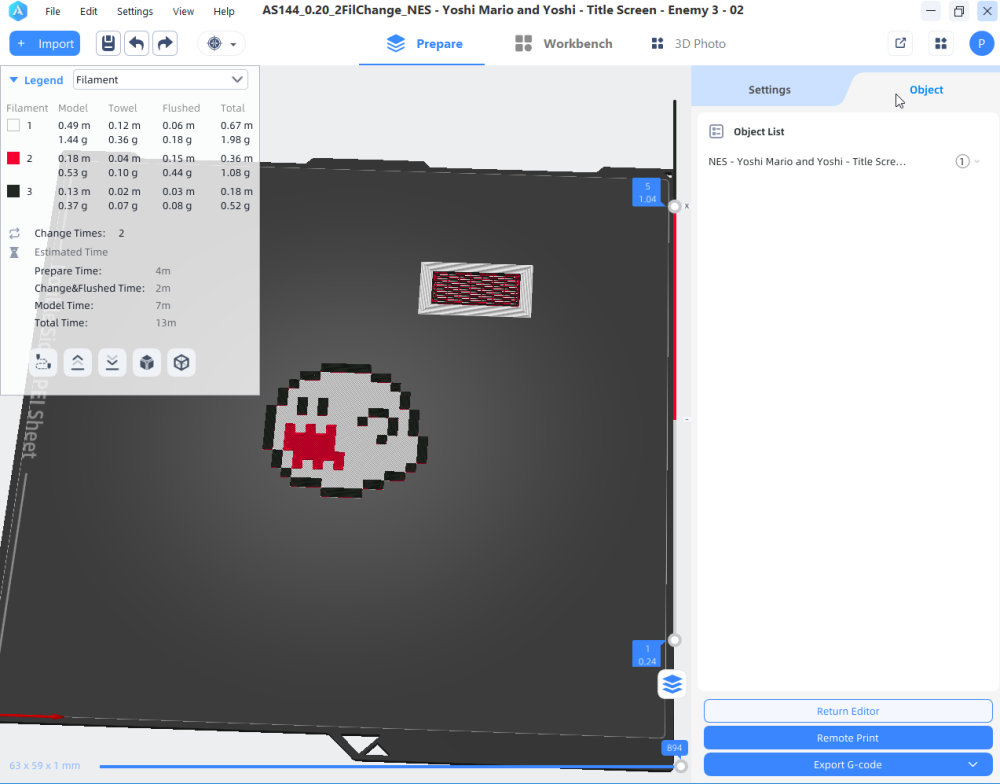
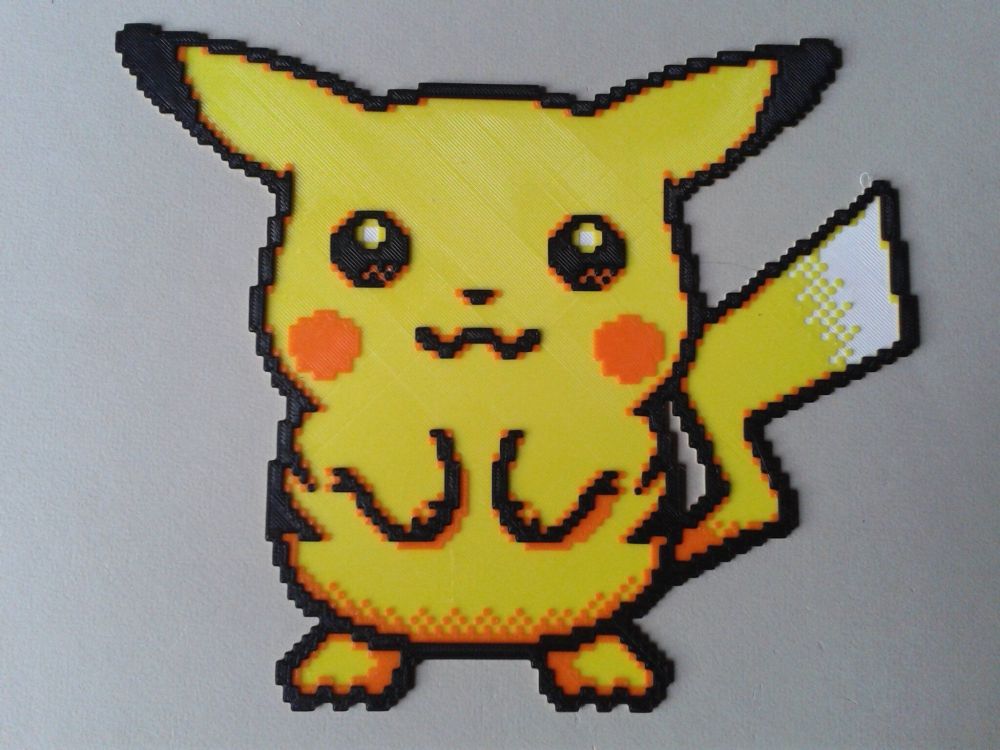
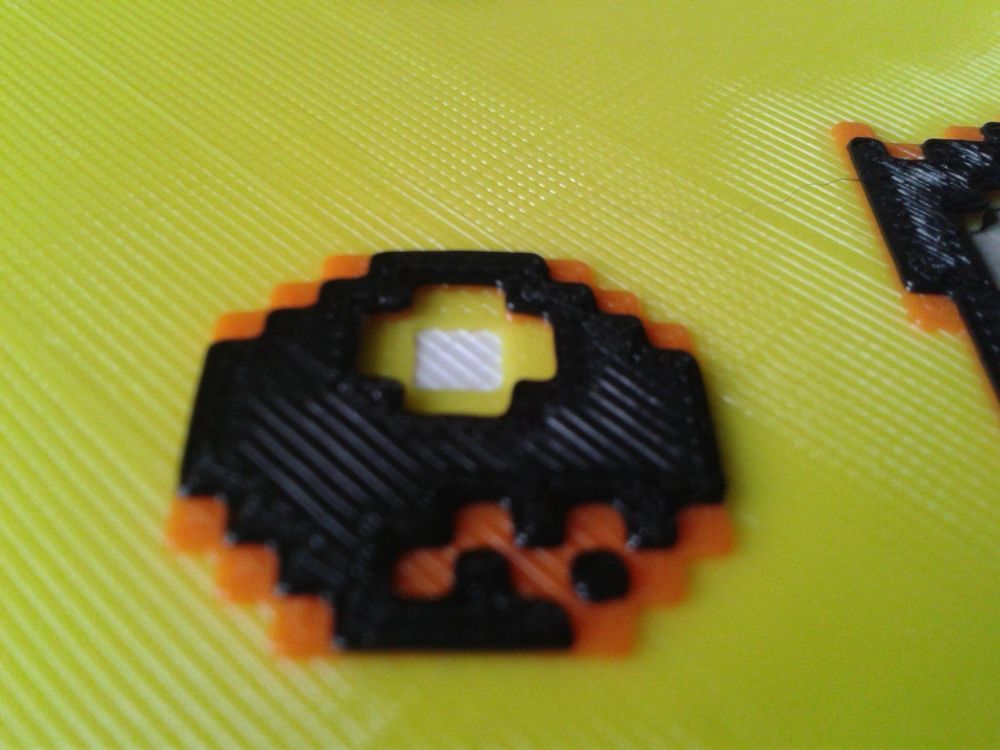
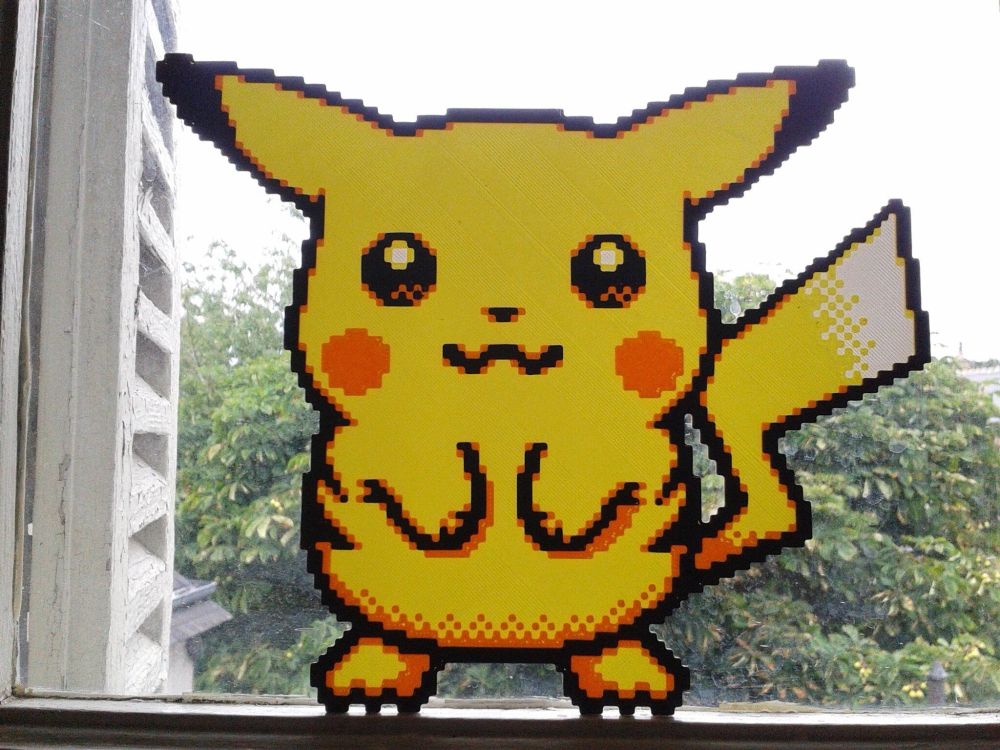
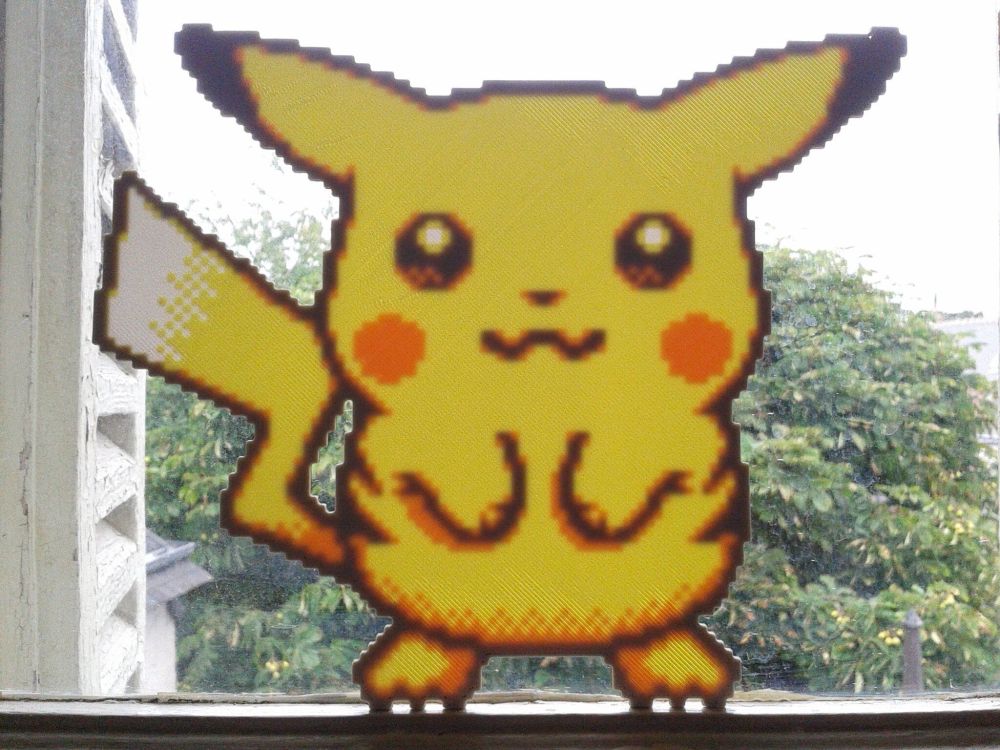
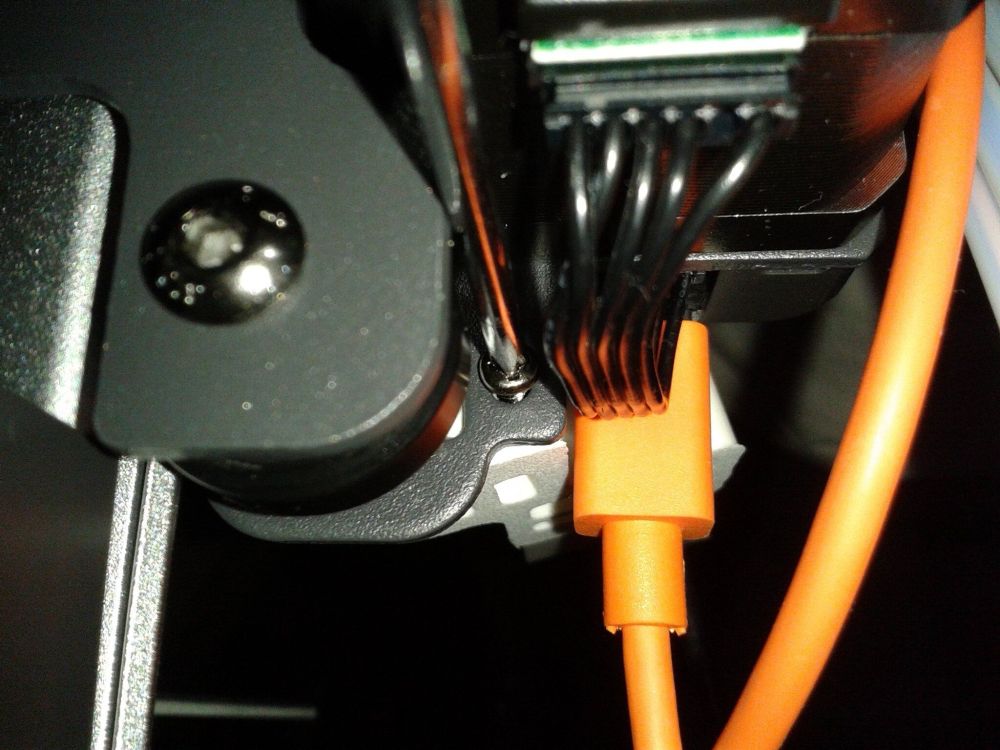
(J'ai une relativement vielle bobine de filament PLA Rouge Velleman qui est plutôt cassant... (il faudrait que j'essaie de la faire sécher)) Voici, lors d'une impression, le message d'erreur "CODE: 11518 Filament clogging detected. ..." Là, quand un filament casse dans le chemin entre l'ACE Pro et la tête d'impression ( Niveau comportement, c'est la même réaction que sur une pause. Donc la tête se park dans le coin en haut à droite, mais pas sur le système de purge, les températures cible ne sont pas modifiés) On peut voir, en sortie de l'ACE Pro, que dans le 1er tube PTFE, le filament rouge est cassé ( sûrement lors d'une tentative de rétraction par l'ACE Pro ) Et ce long morceau de filament, est engagé dans l'extrudeur, coté tête d'impression J'ai déconnecté le tube PTFE, utilisé le système pour couper le filament engagé( capot avant ouvert pour les photos), Mais, temps que l'on ne clique pas "Resume", le moteur de l'extrudeur est encore actif, donc on ne peut pas retirer le morceau engagé. Sauf dans une petite fenêtre de temps juste après avoir cliqué sur "Resume" où quand il y a affiché "Resuming" a l'écran, là, le moteur de l'extrudeur n'est plus alimenté et donc on peut tirer le filament hors de la tête d'impression (de manière à ce que le capteur de fin de filament soit déclenché). (Puis on reconnecte en vitesse le tube PTFE) et après réamorçage du filament dans la buse d'impression via plusieurs "flush" / "purges", l'impression continue. (Modèle https://www.makeronline.com/model/NES - Yoshi Mario and Yoshi - Title Screen - Mario Back, 2 filament changes/19561.html ) Autre type de message d'erreur "CODE: 11519 Filament tangle detected, ..." Là, quand l'un des tubes PTFE se déconnecte du "hub" de la tête d'impression. (Le ACE Pro détecte que bien qu’il "pousse","fait sortir" le filament, son "buffer" ne change pas d'état et il pense enchevêtrement du filament sur la bobine) Il suffit alors de reconnecter le tube PTFE et de relancer l'impression. (Car il m'a refait le coup de se déconnecter, peu de temps après, j'ai ajouté plusieurs morceaux de scotchs, pour "lier" tous les tubes PTFE entre eux juste avant le hub, histoire qu'il ne puisse plus se déconnecter du hub) ( Modèle https://www.makeronline.com/model/Pikachu, Pixel Art, "double-sided" (Multiple filament changes on same layer, requires ACE Pro)/17772.html )
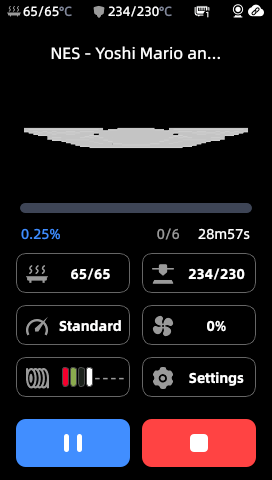
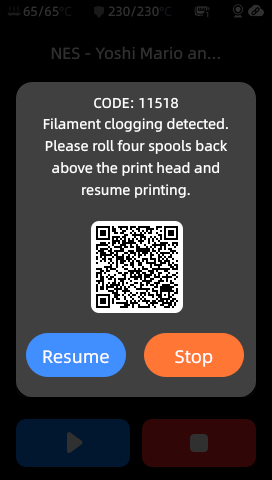
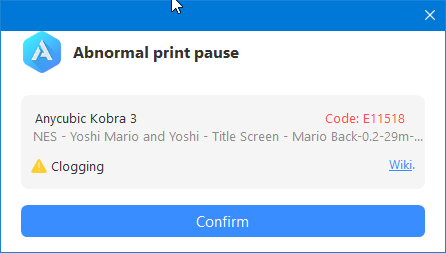


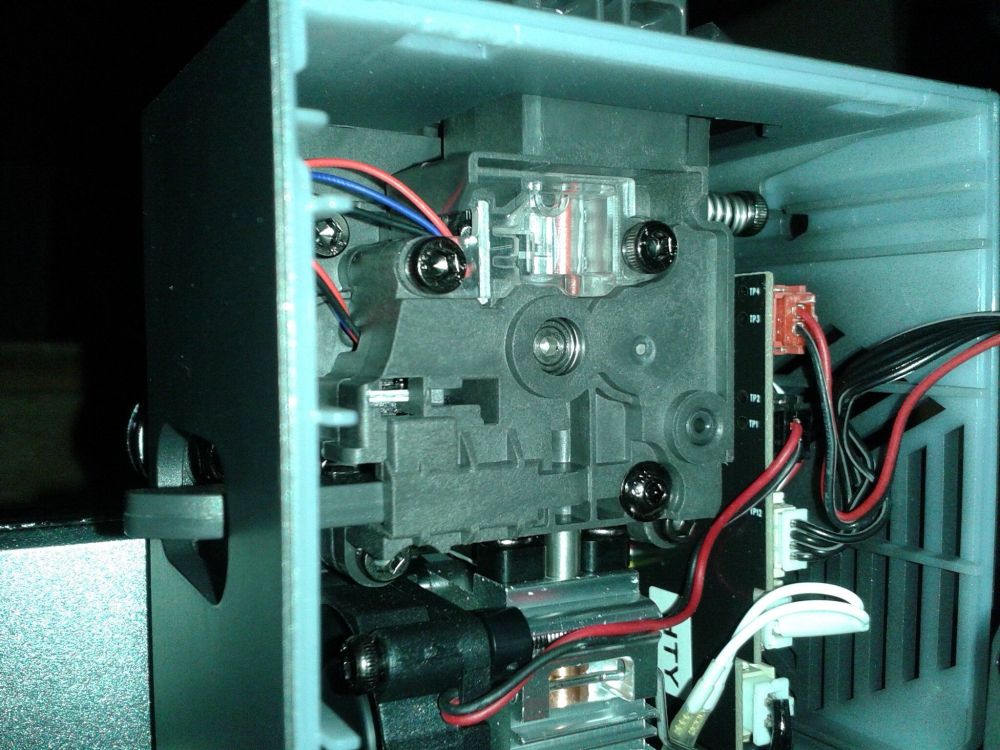





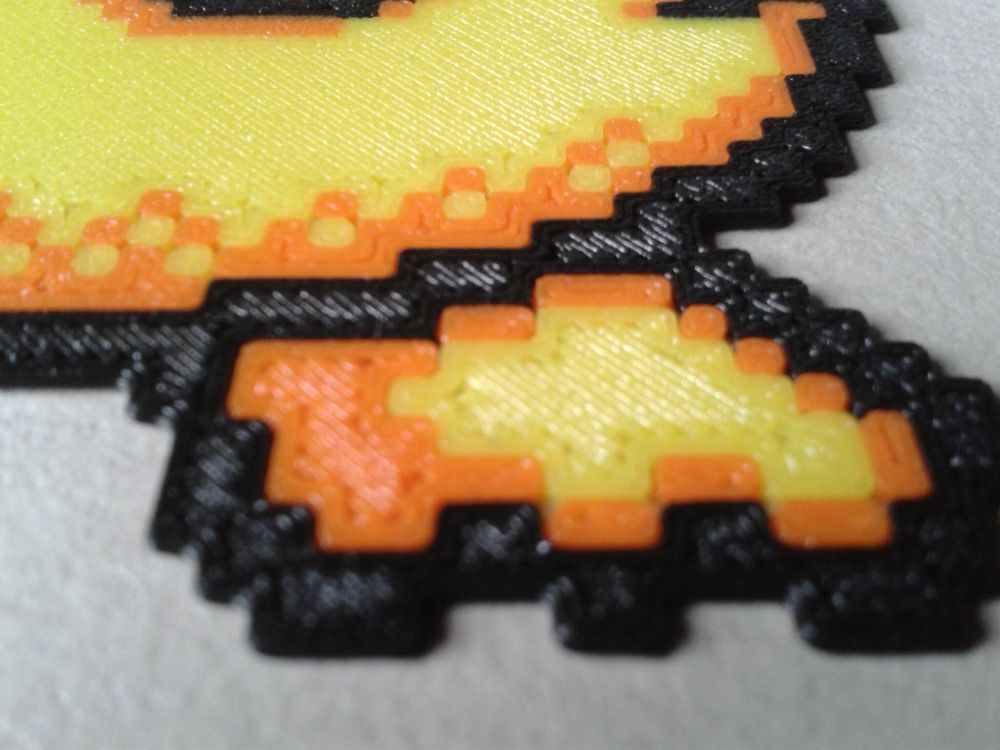

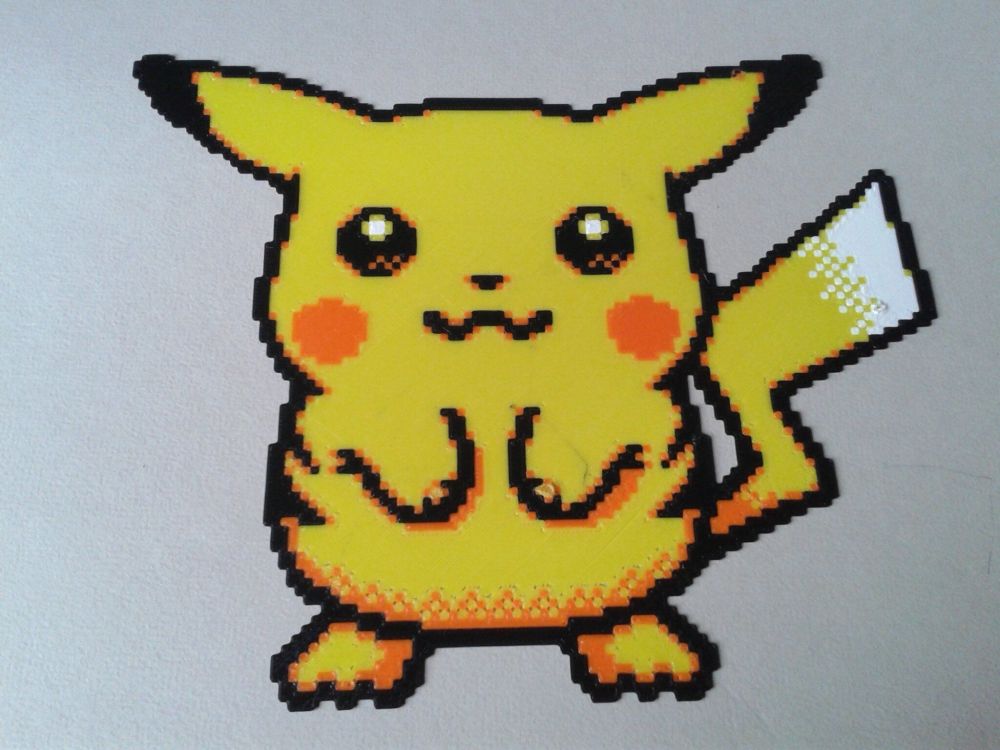
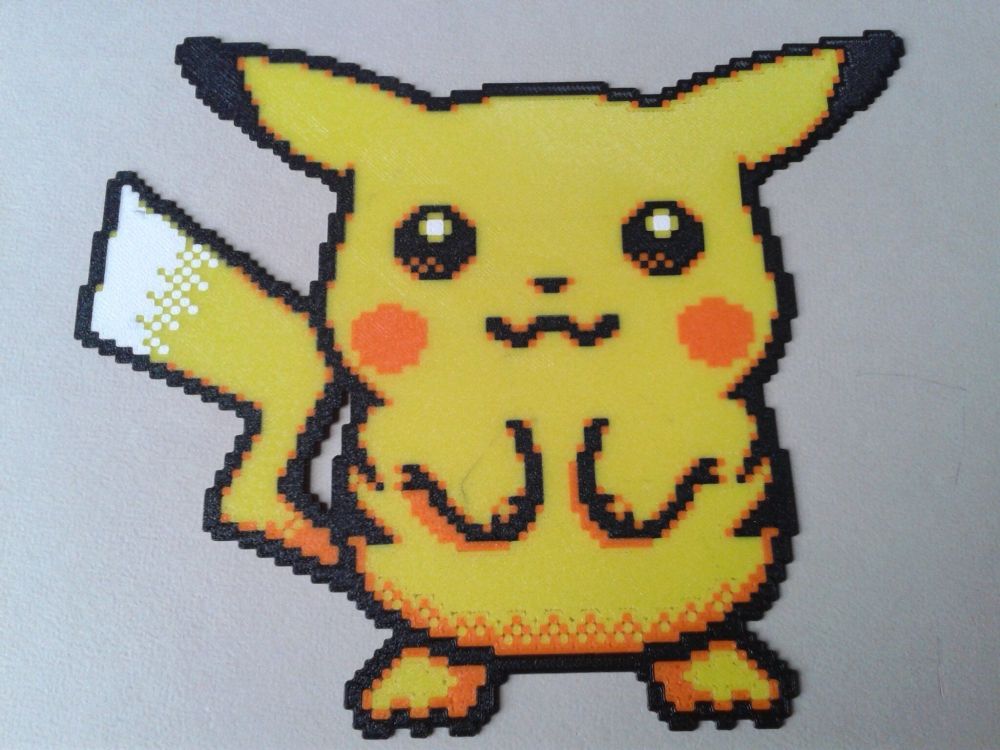
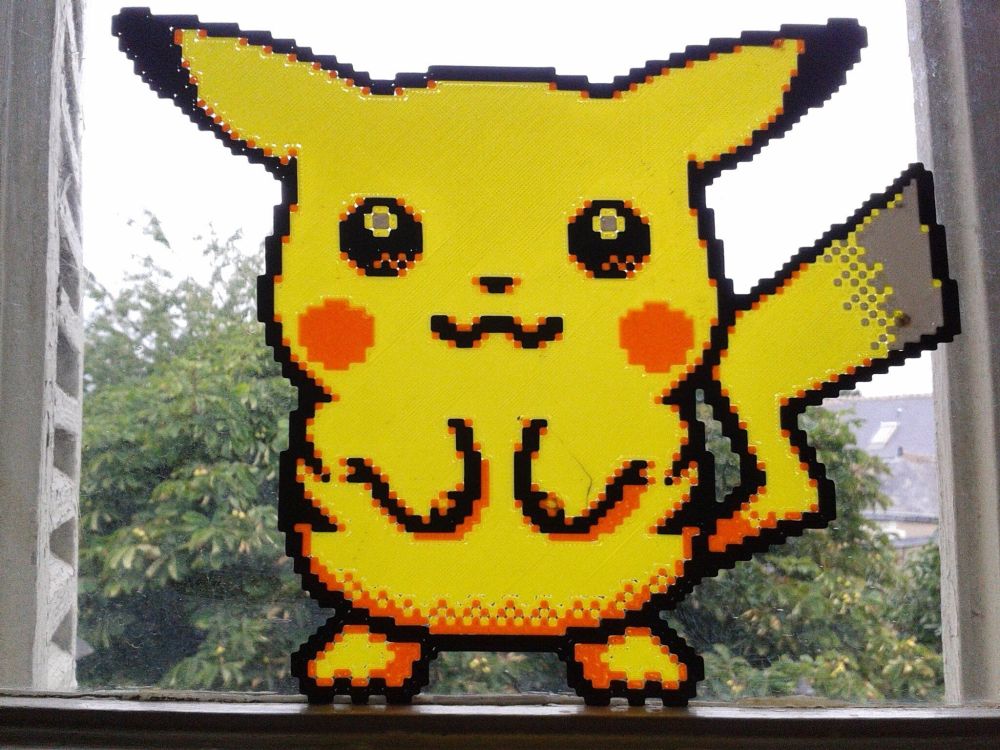

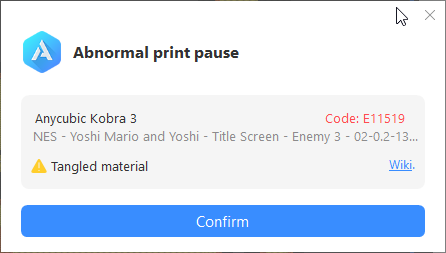 1 point
1 point -
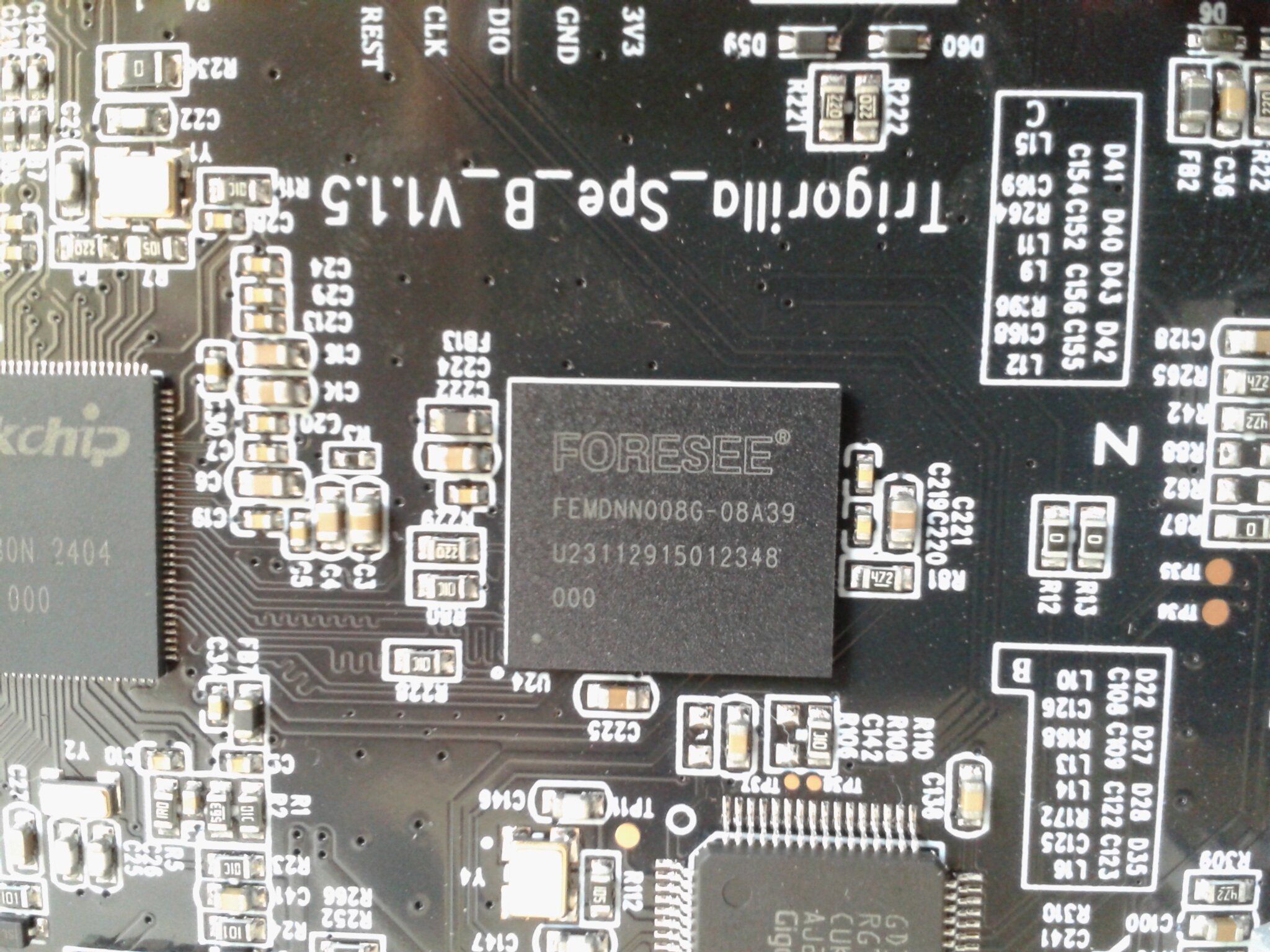
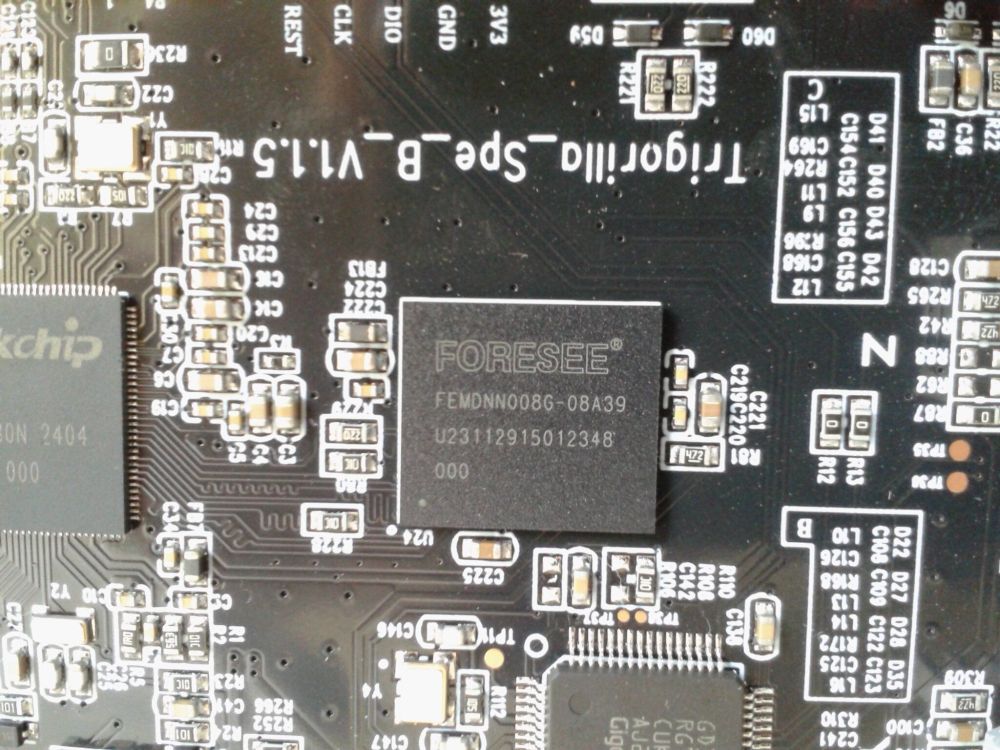
Merci. Malheureusement sur cette Kobra 3, la puce eMMC est soudé sur la carte mère. Et je vais éviter de la dessouder pour l'instant ( surtout que je n'ai qu'un "gros" décapeur thermique et donc je risque fortement de tout faire fondre/cramer ) Là pour l'instant, je ne vois que la commande 'dd' pour "attaquer" la eMMC depuis l'OS en exécution qu'il y a en place dessus. (Je ne pense pas pouvoir y installer de truc pour l'instant, il ne semble pas y avoir de gestionnaire de paquets type 'dpkg', ni même de 'wget' ou de 'git' pour aider… mais il y a bien 'curl') J'ai fait les images de presque toutes les partitions. (en cours de téléversement sur mon googledrive mais cela prend des plombes) (De plus, forcement, à tenter de faire une image non compressé d'une partition d'un poil plus de 4GB sur une clé USB de 16GB formaté en fat32 cela ne passe pas… root@Rockchip:~# dd if=/dev/mmcblk0p17 of=/mnt/udisk/dd_mmcblk0p17_useremain.img dd: writing '/mnt/udisk/dd_mmcblk0p17_useremain.img': File too large 8388609+0 records in 8388607+1 records out root@Rockchip:~# Je vais avoir à potasser 'man dd' ou retrouver comment on applique un 'gz' à la volée, pour faire l'image complète de cette partition éventuellement en plusieurs fichiers à assembler, ou avoir à formater ma clé USB en ext4 ou autre qui permet d'y mettre un fichier de plus de 4GB ... )
 1 point
1 point -
Je vais regarder pour te faire cela. j'ai du mal à savoir quoi te fournir, pour qu'il y ait tout ce que tu veux, sans forcément faire une image complète de la mémoire interne ... Je pense à une commande du genre dd if=/dev/mmcblk0 of=... Mais si tu as déjà une idée précise des partitions que tu veux alors dit moi. ( je me dis de qu'il te faudrait probablement seulement /dev/mmcblk0p8 a /dev/mmcblk0p17) Car je suis encore un poil perdu… ( par exemple il n'y a pas de commande 'fdisk' pour avoir une idée plus juste des tailles des partitions ) et dans un .zip (si tu as mieux ou plus pratique que de faire un zip dit moi) cela risque de me prendre du temps à le téléverser avec ma connexion ADSL si je fais une image de toute la mémoire interne. df -h ls -l /dev/block/by-name/ ls -l /dev/mmc*1 point
-
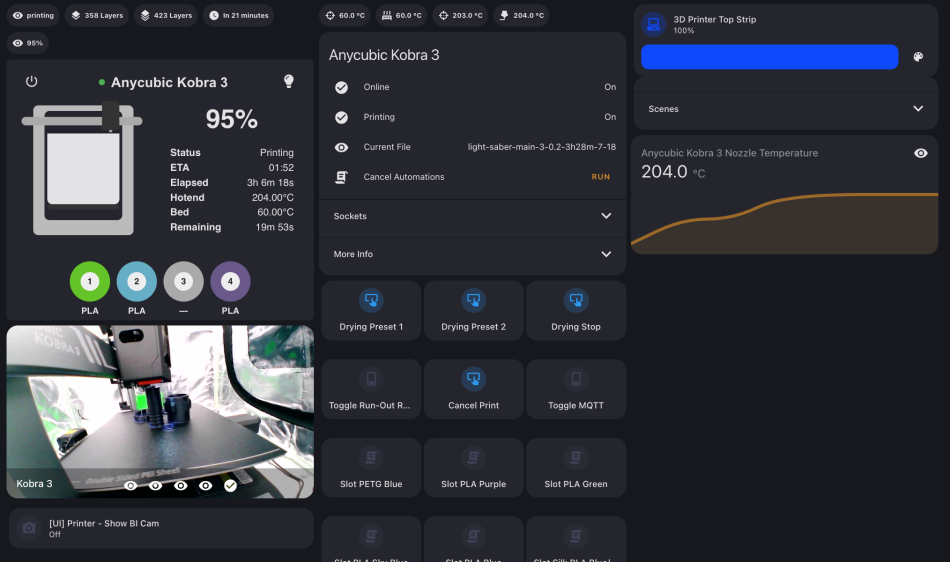
(je suis un idiot, forcément sans un 'sudo' devant 'adb connect 192.168.1.35' cela fonctionne moins bien…) et donc voila ! j'ai enfin accès a des infos sur l'OS ! Youpi ! cat /proc/cpuinfo uname -a root@Rockchip:/# uname -a Linux Rockchip 5.10.160 #1 Fri May 24 16:22:18 CST 2024 armv7l GNU/Linux root@Rockchip:/# env lsusb /userdata/app/gk/printer_mutable.cfg /userdata/app/gk/printer.cfg Edit > Il semble bien possible de configurer et d'activer un serveur SSH sur la Kobra 3, depuis cette connexion via le 'adb shell' en root a la Kobra 3. (mais comme /etc donc les fichiers des mots de passe, se trouvent sur une partition non modifiable, cf le résultat d'un 'df -h' et cf un essai de la commande 'passwd' qui nous dit que '/etc/passwd' ne peut être écrit root@Rockchip:~# passwd Changing password for root New password: Retype password: passwd: /etc/passwd: Read-only file system passwd: can't update password file /etc/passwd root@Rockchip:~# la méthode n'est pas facile pour un débutant, car il faut configurer (avec vi) le serveur ssh pour utiliser une clé d'authentification RSA de notre poste client afin de ne pas avoir de mot de passe à saisir pour se connecter en ssh ... ) J'ai fait un dépôt https://github.com/PPAC37/Anycubic_Kobra_3_-_OS_Study qui reprend la méthode décrite dans https://github.com/Bushmills/Anycubic-Kobra-3-rooted adaptée pour faire cela avec ma config réseau et ma distribution Linux Ubuntu 20.04. Et en adaptant à ma config Ubuntu le script proposé sur https://github.com/Bushmills/Anycubic-Kobra-3-rooted/wiki/other-perks j'arrive à faire des captures de l'écran de contrôle (mais par contre, je ne sais pas simuler/émuler des clics sur l'écran, donc il me faut aller physiquement y cliquer ... ) Exemple de capture fraichement réalisées
 1 point
1 point -
Youpi ! (Re Edit > Si si en fait Youpi ! ) Je viens de trouver (via une recherche sur github) un dépôt https://github.com/Bushmills/Anycubic-Kobra-3-rooted qu'il semble montrer qu'il est possible de se connecter en local a la Kobra 3 via 'abd' (Android Debug Bridge) https://github.com/Bushmills/Anycubic-Kobra-3-rooted/wiki/shell-to-Kobra-3 il me reste à tester si cela fonctionne encore avec le firmware v2.3.2.3_..... Edit > Et zut ... $ adb connect 192.168.1.35 unable to connect to 192.168.1.35:5555: No route to host Re Edit > je suis un idiot, forcément sans un 'sudo' devant 'adb connect 192.168.1.35' cela fonctionne moins bien… $ sudo adb connect 192.168.1.35 connected to 192.168.1.35:5555 $ adb shell root@Rockchip:/#1 point
-
Je ne sais pas exactement ce qu'il utilise comme "hub 8 vers 4" (hub de connexion des tubes PTFE de guidage, ayant 8 entrées et 4 sorties). Ni si c'est le "Hub pro" officiel ou non. Mais sur un message dans le groupe Facebook, il semble que l'impression en 8 couleurs (avec deux ACE Pro + un "hub 8-4" + morceau de tube PTFE en plus,) sois bien accessible. Enfin, ce n'est pas encore au top, car là dans l'essai un tubes PTFE se déconnecte du "hub 8 vers 4", en cours d'impression. Mais là pour moi plein de scotch partout pour bien fixer les tubes PTFE au hub devrait faire que cela ne se déconnectera plus. Message Facebook en question https://www.facebook.com/groups/kobra3printer/posts/1567455417452579 qui contient dans le post et commentaires des liens vers les vidéos coutres suivantes (part 1) où l'on voit rapidement l'installation (part 2) le fonctionnement https://youtube.com/shorts/-tiS282Rla0?si=4Rp4Zo6ME1myD8K91 point
-
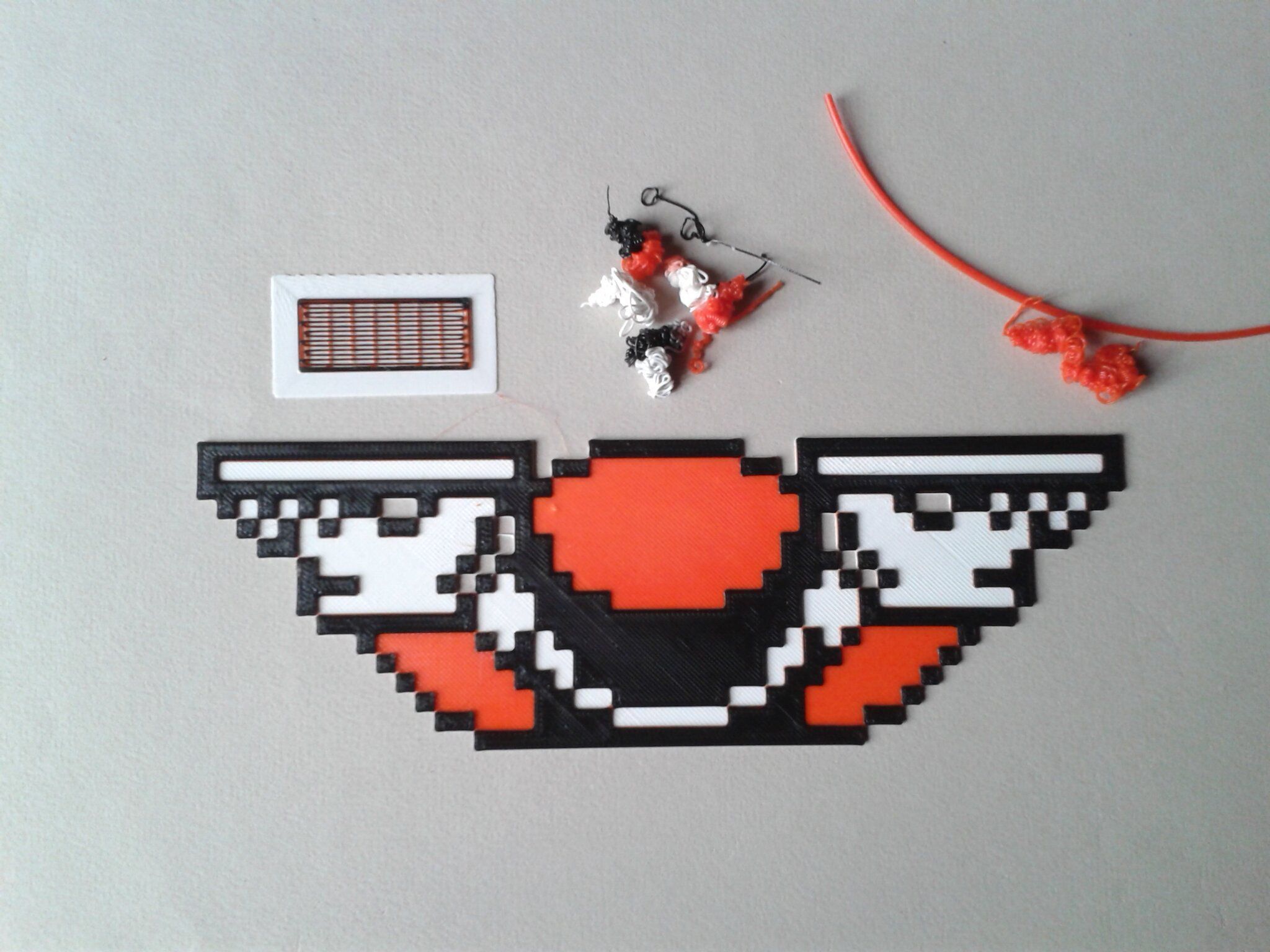
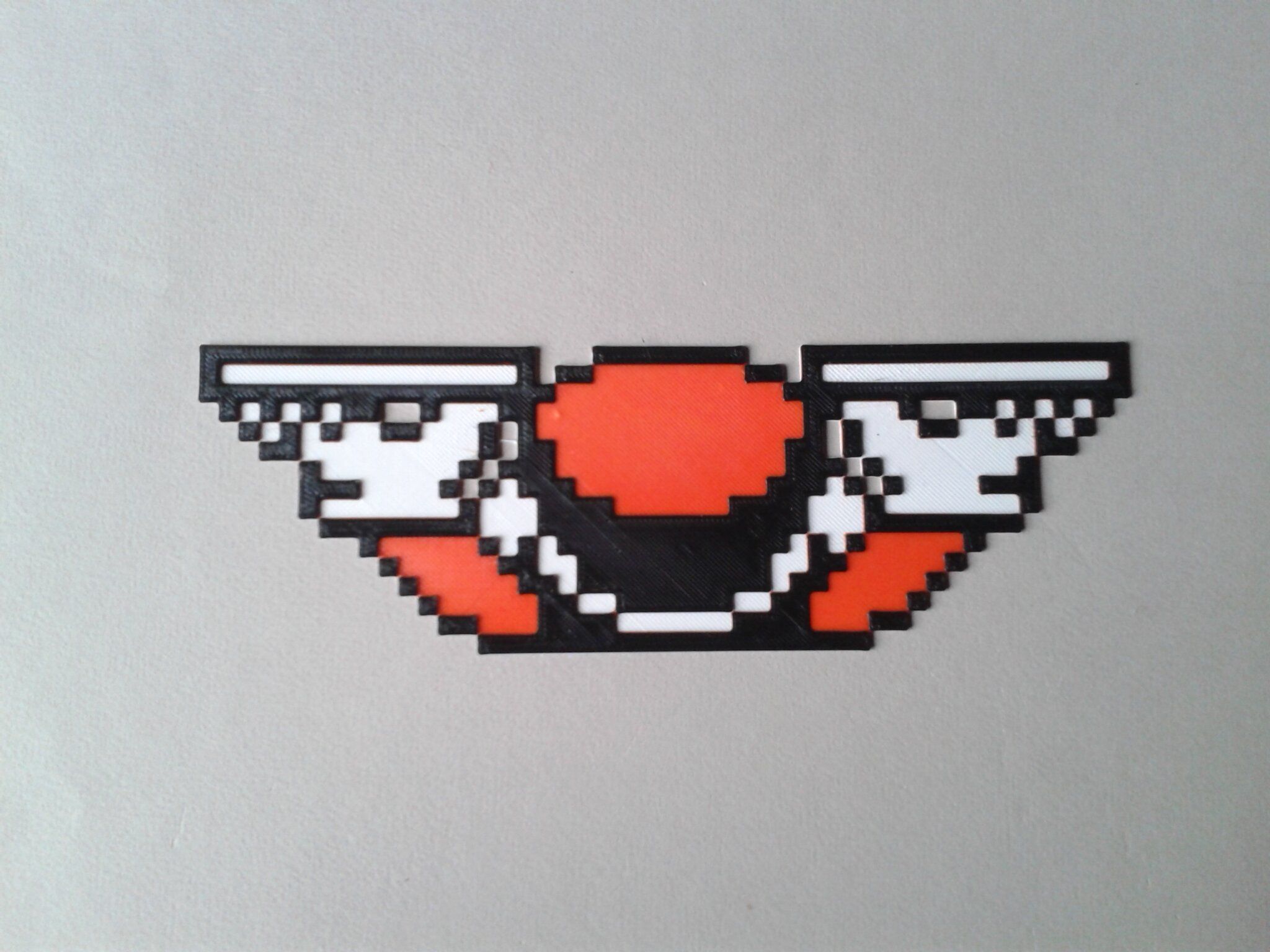
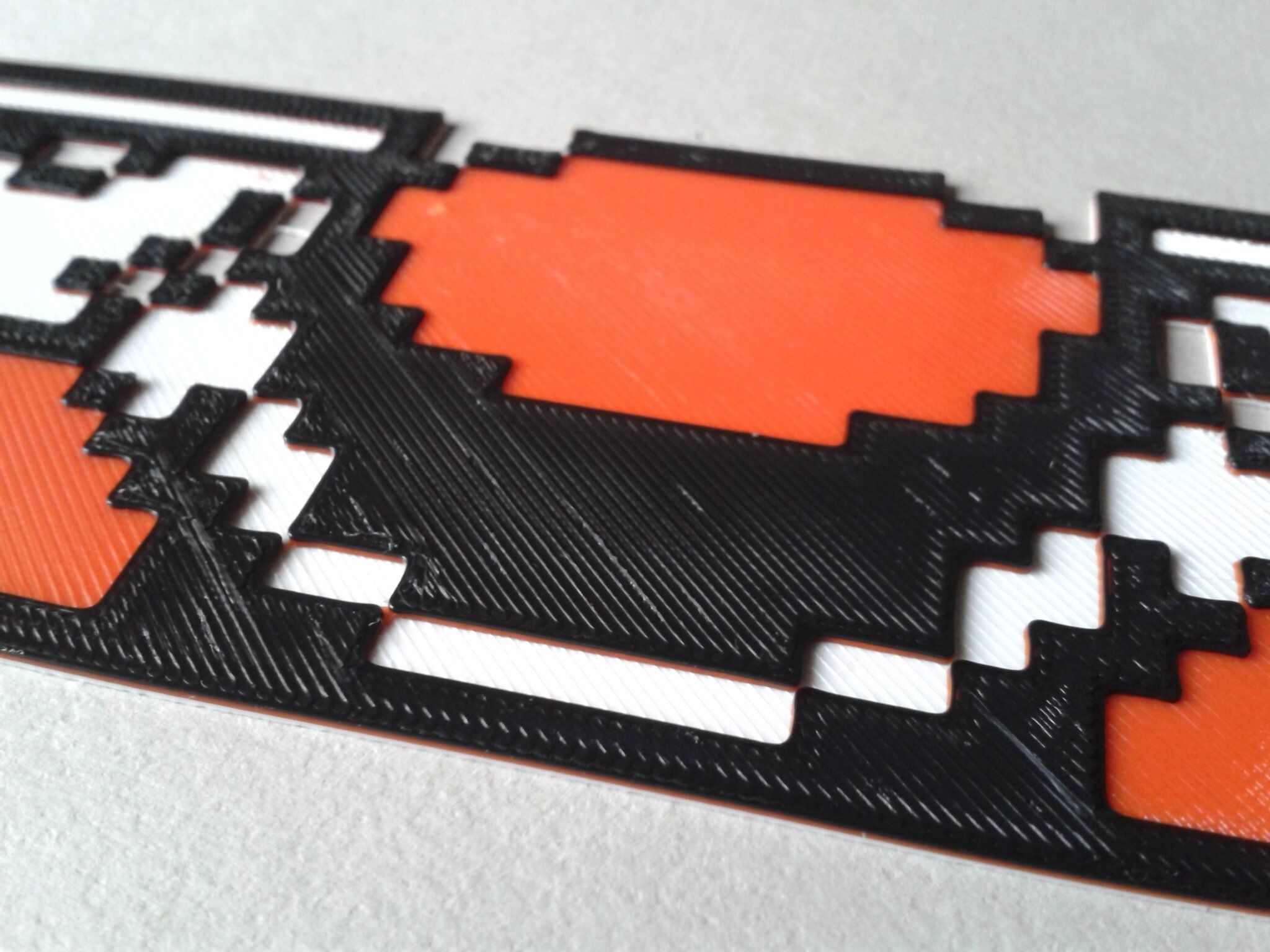
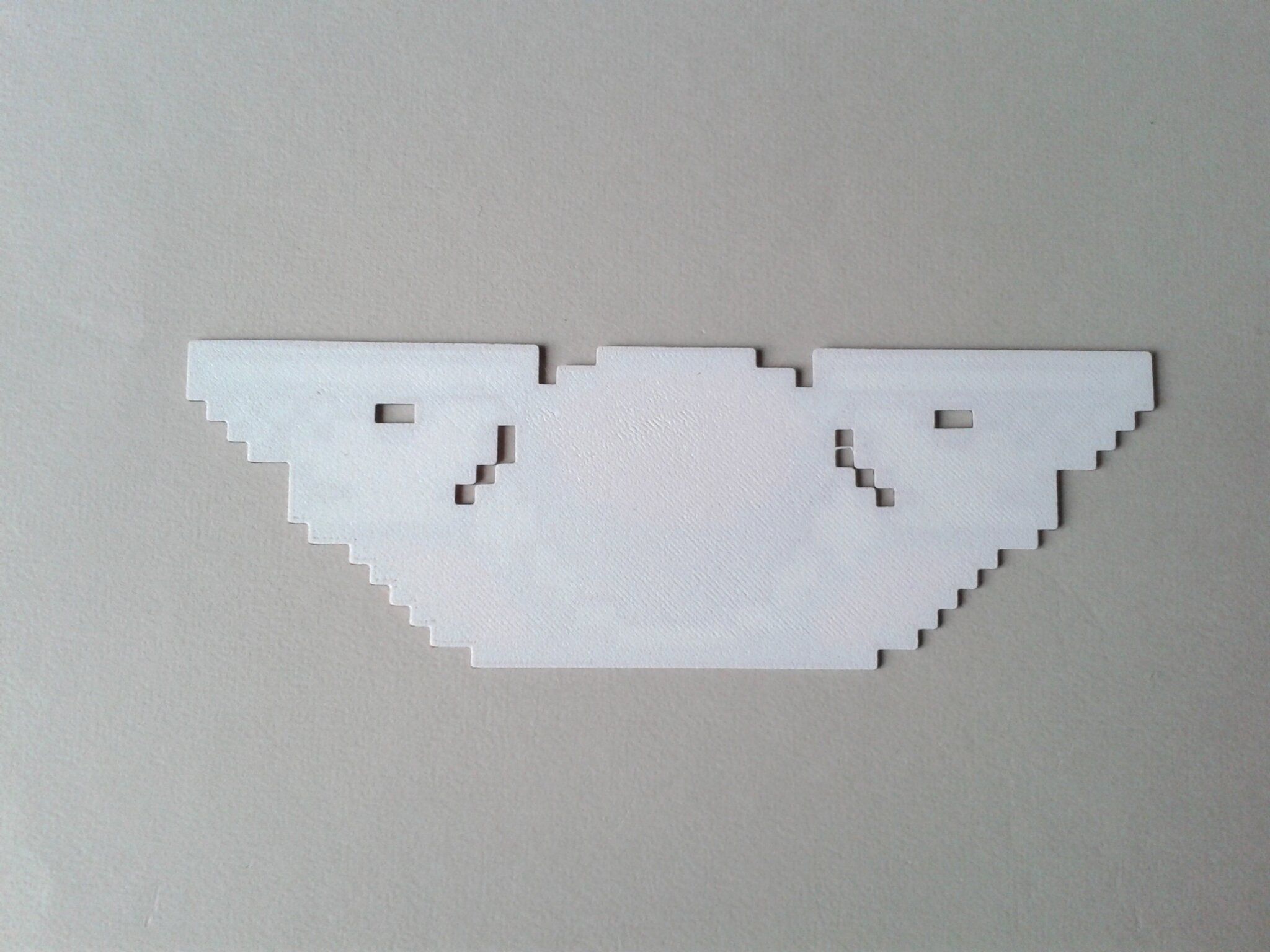
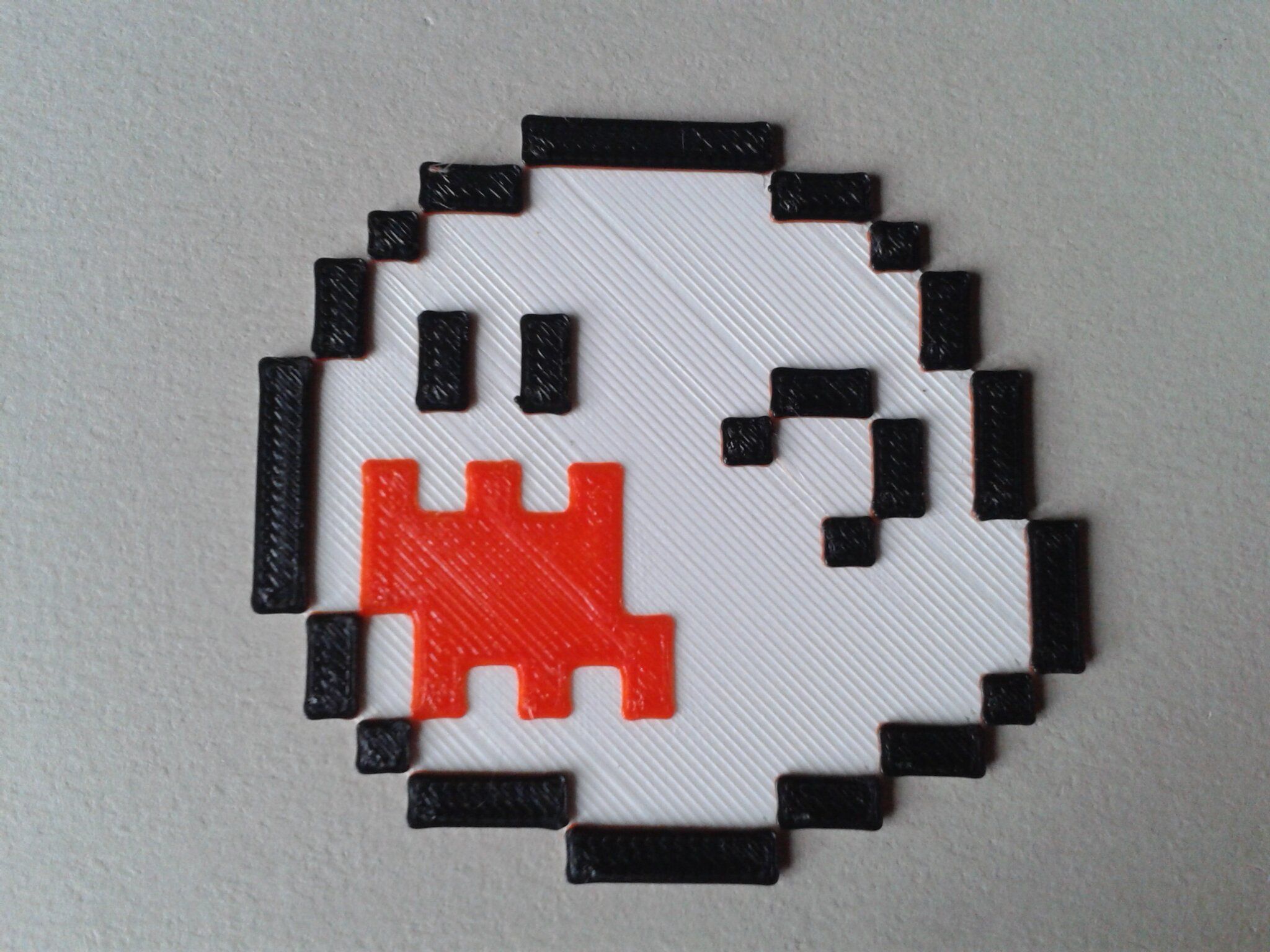
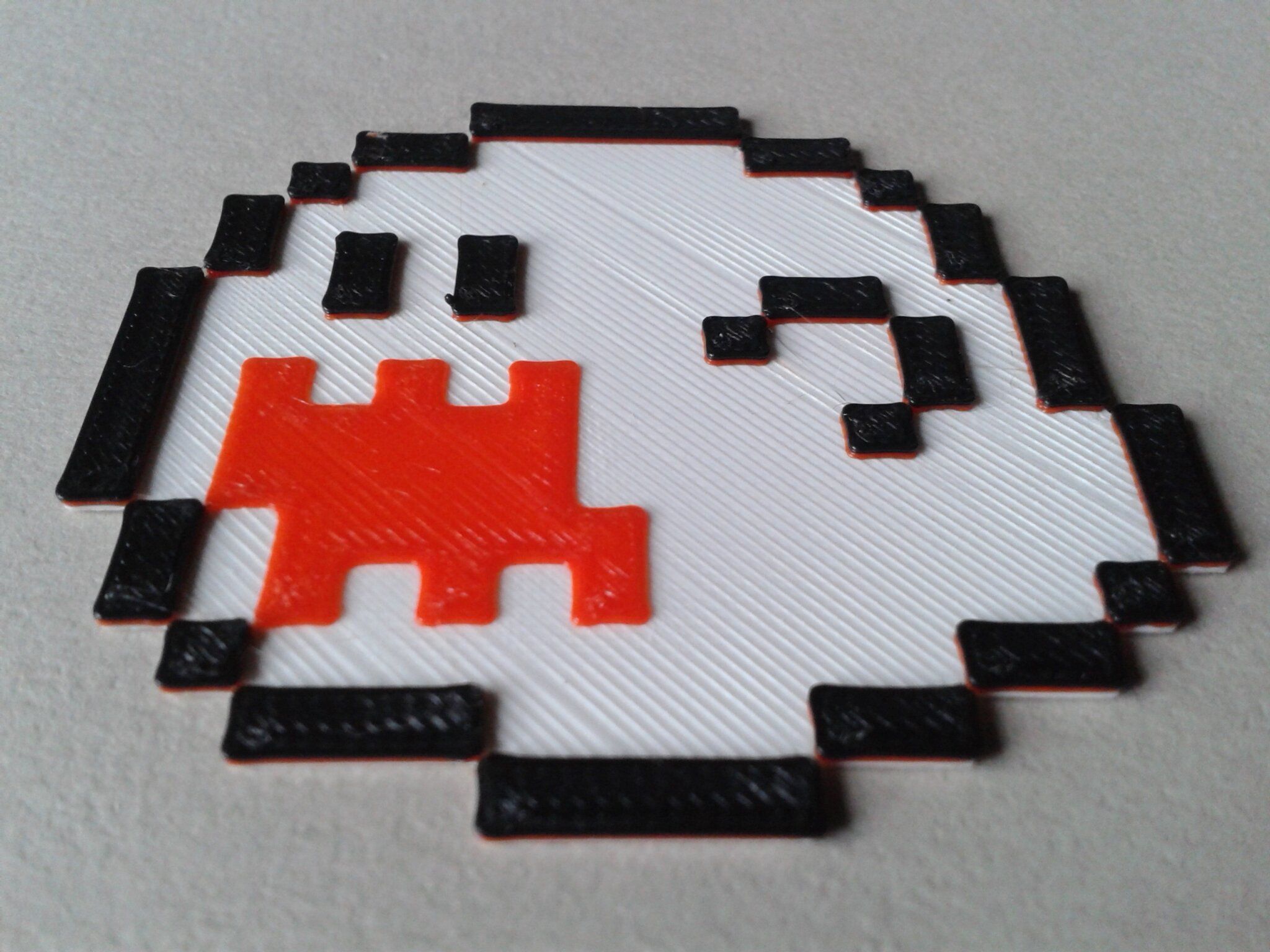
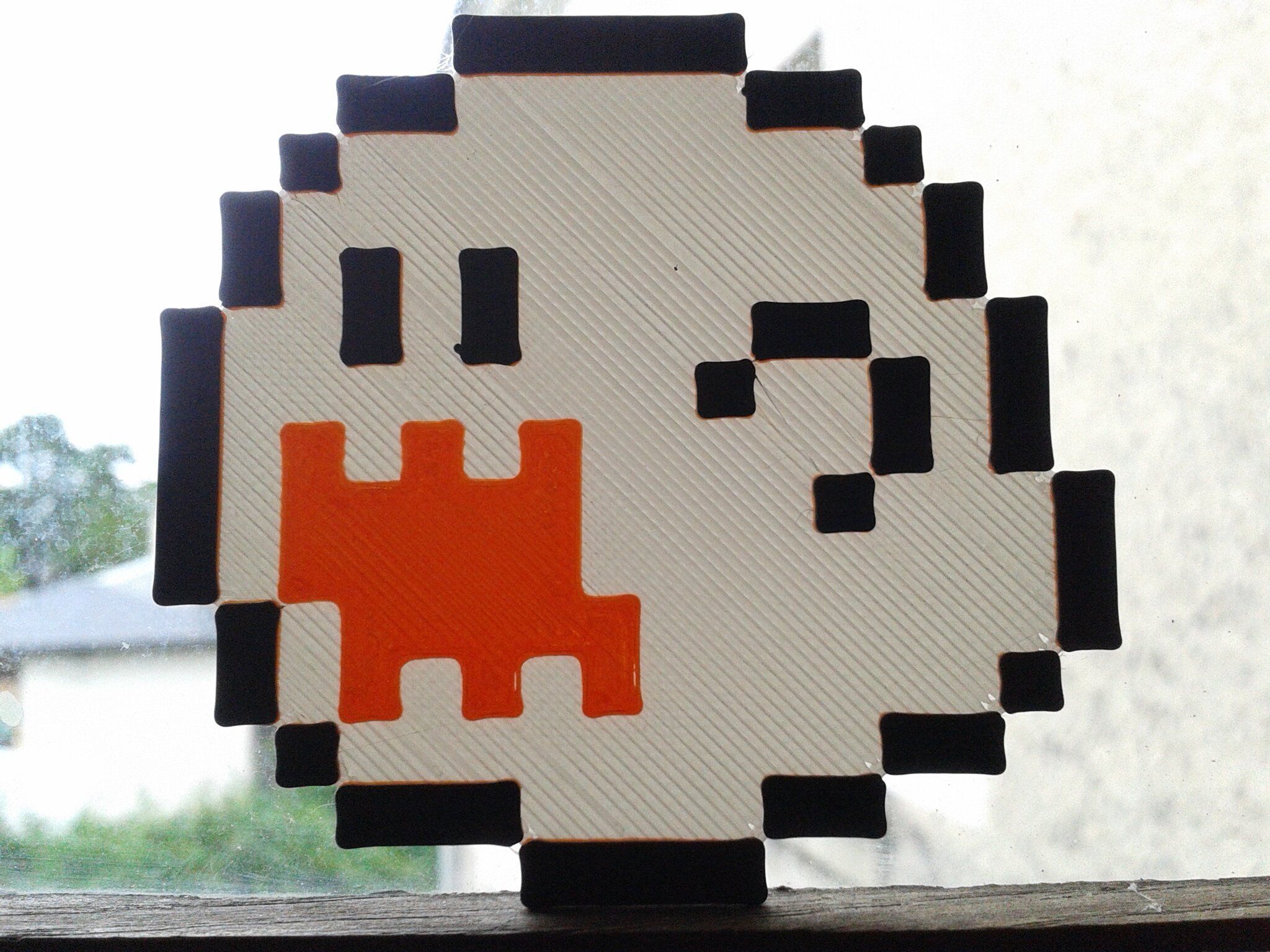
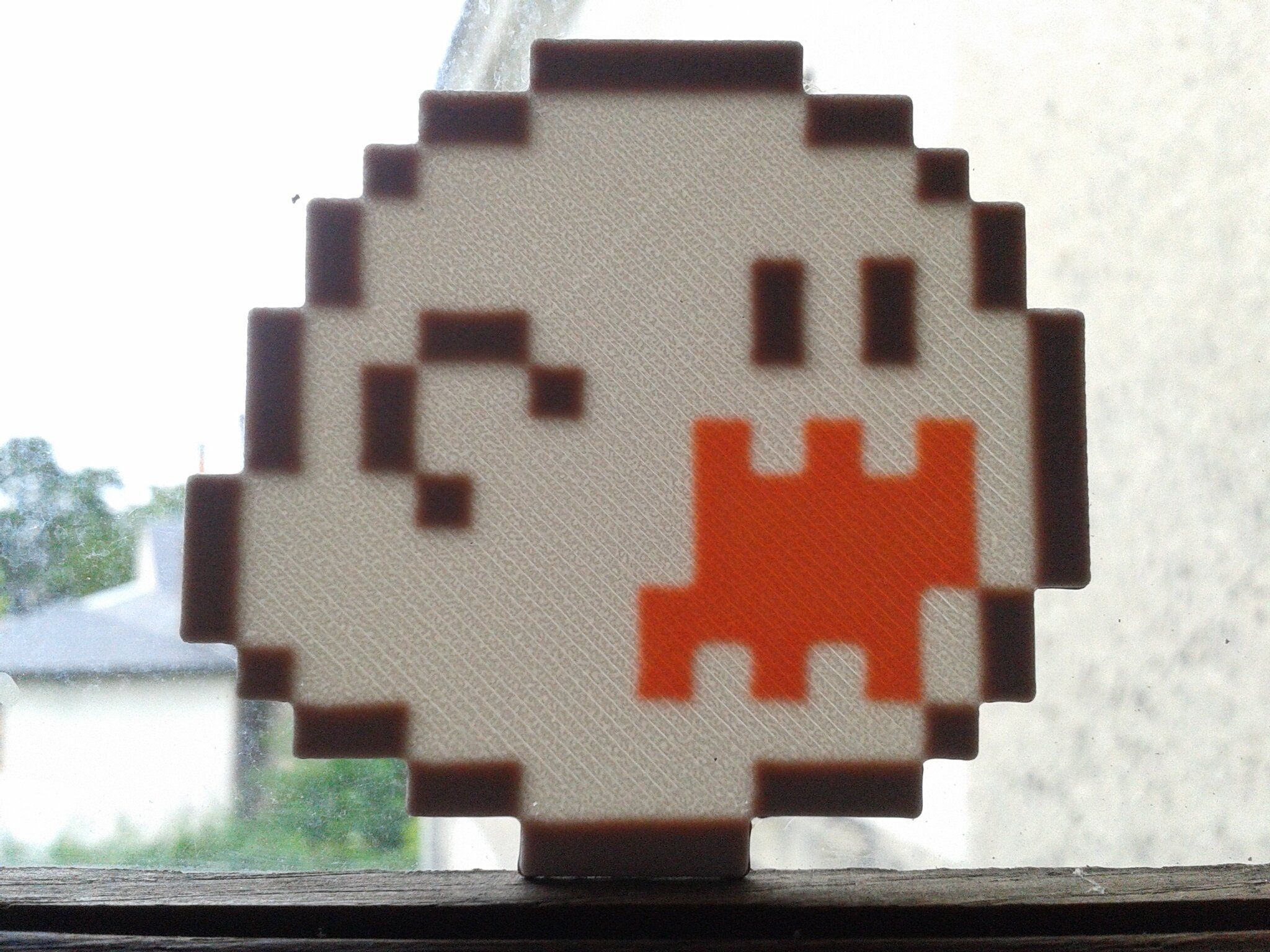
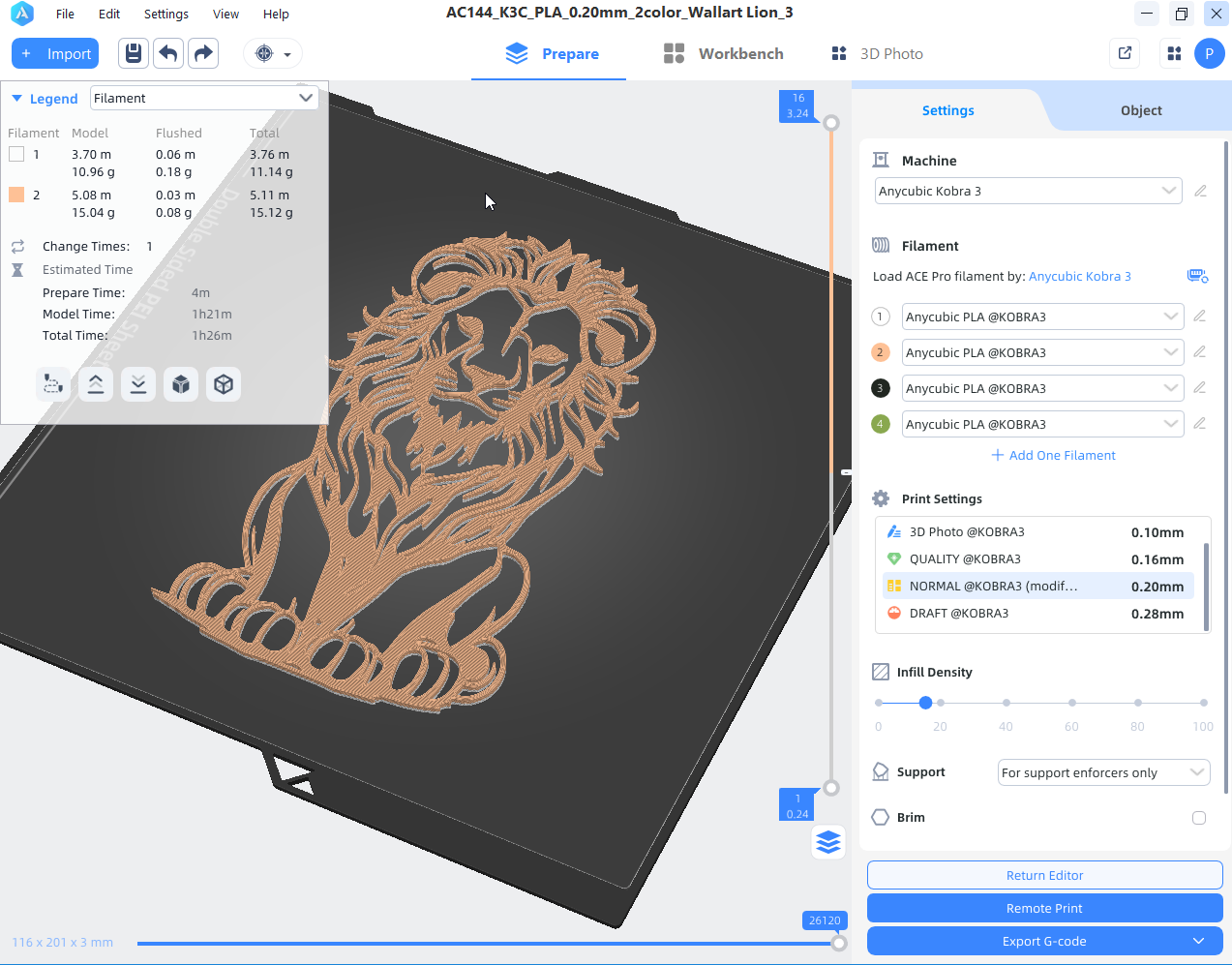
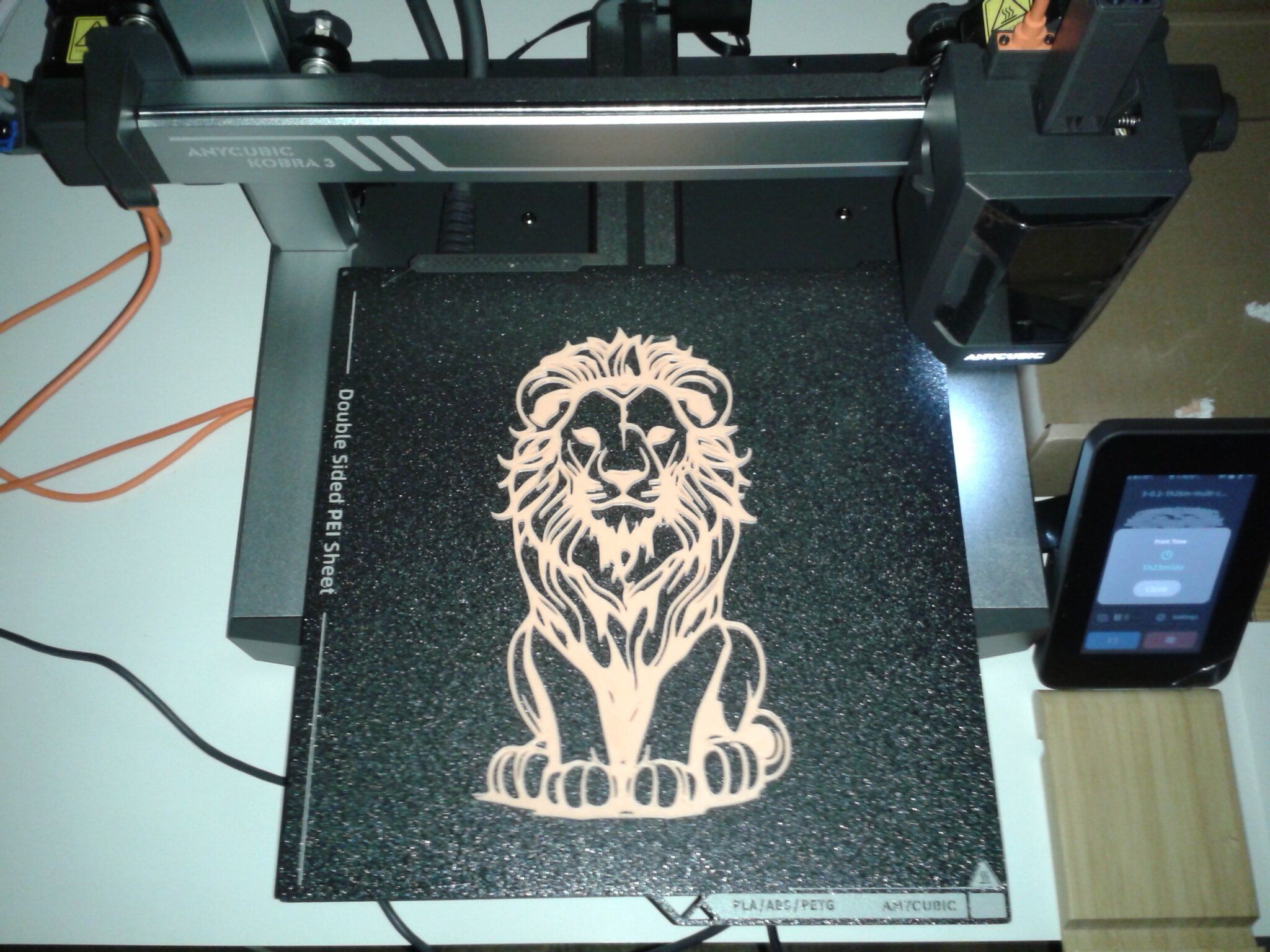
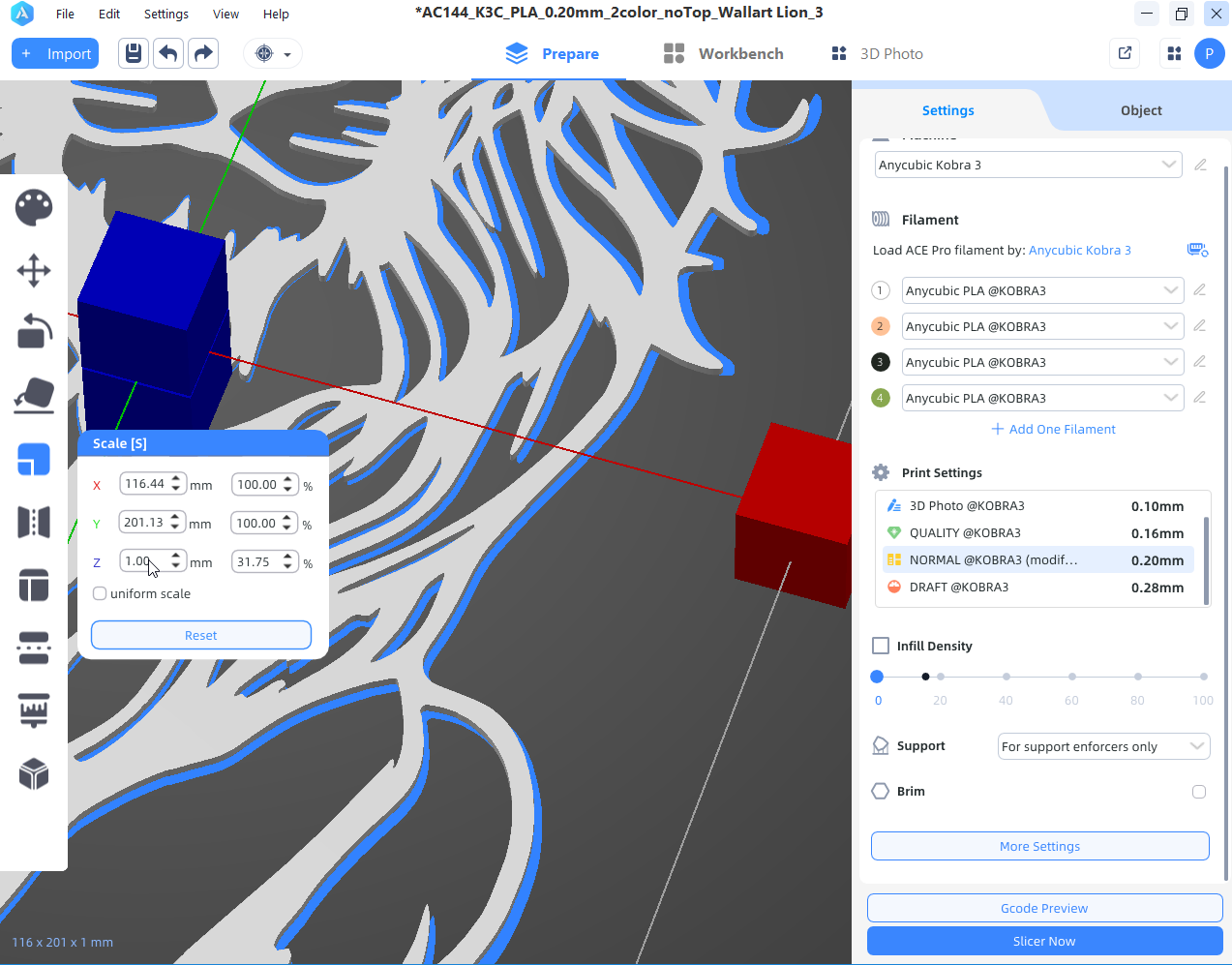
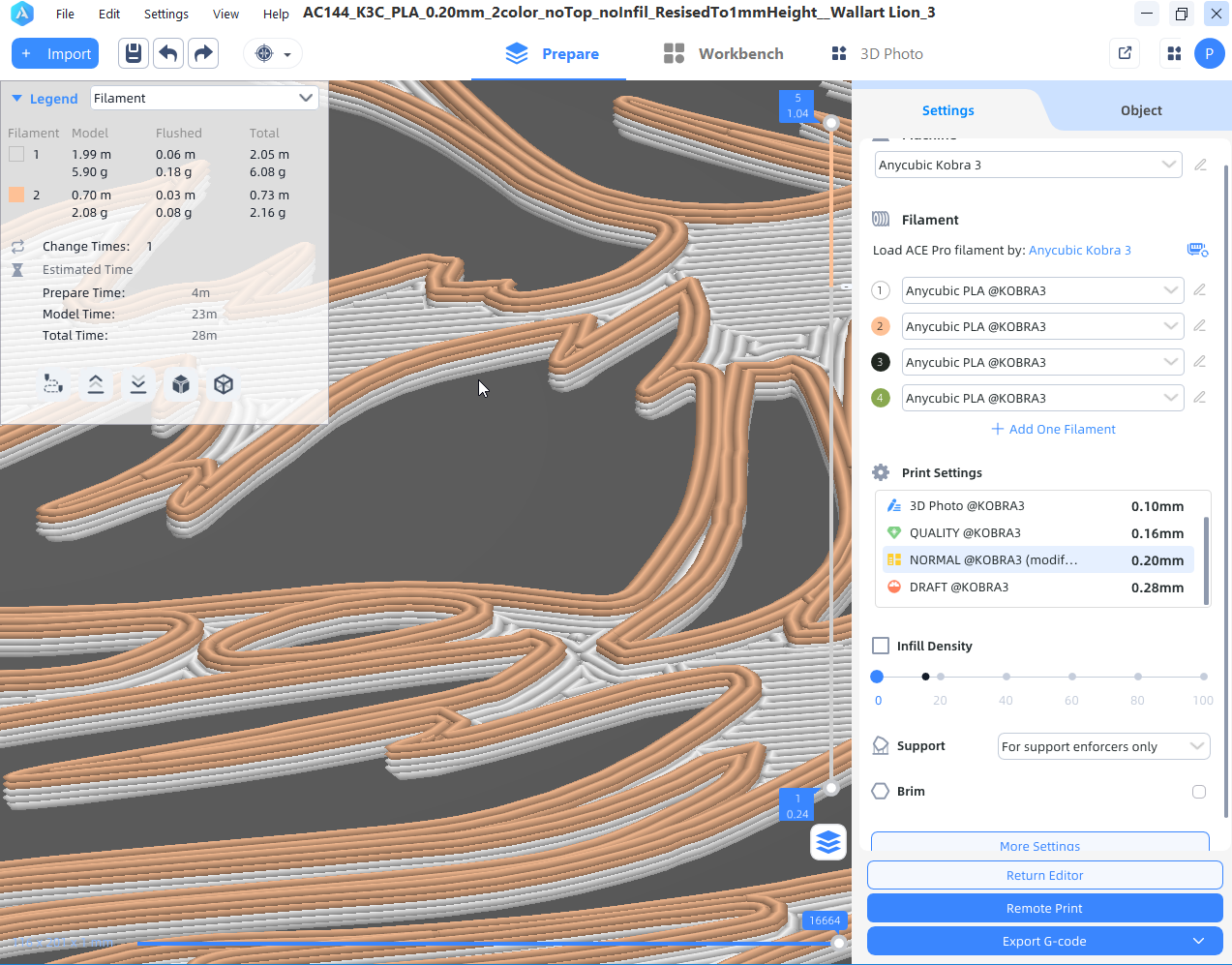
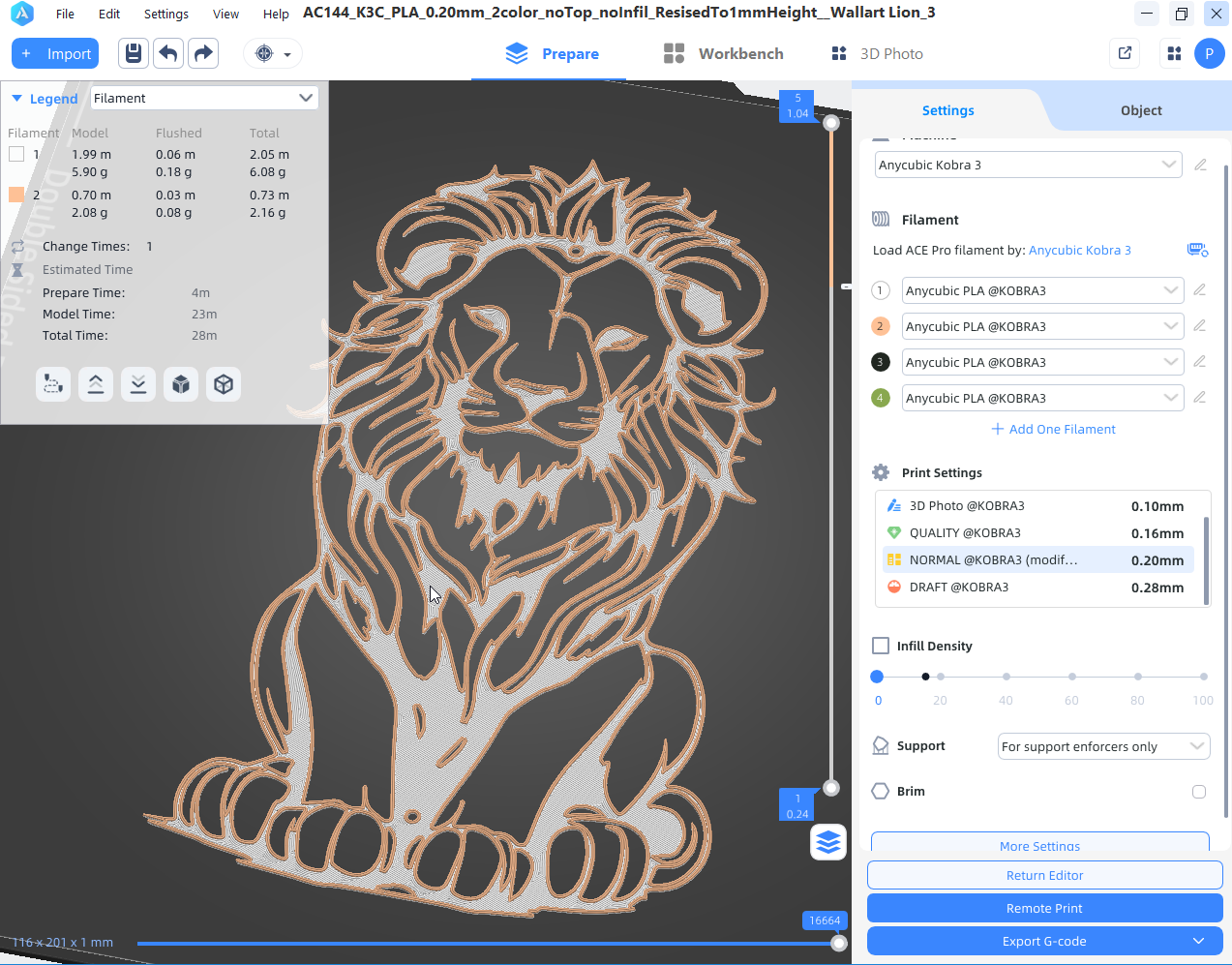
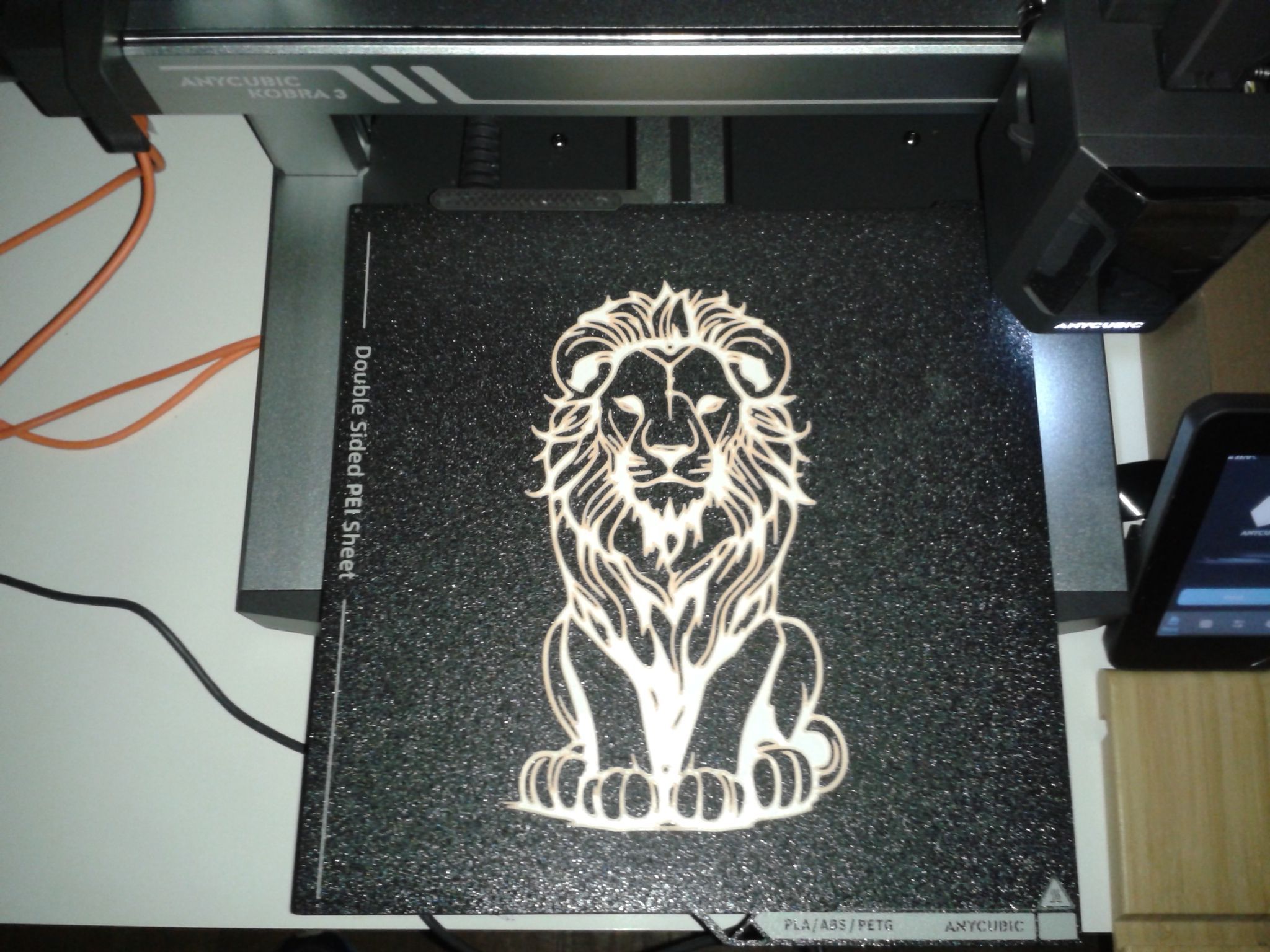
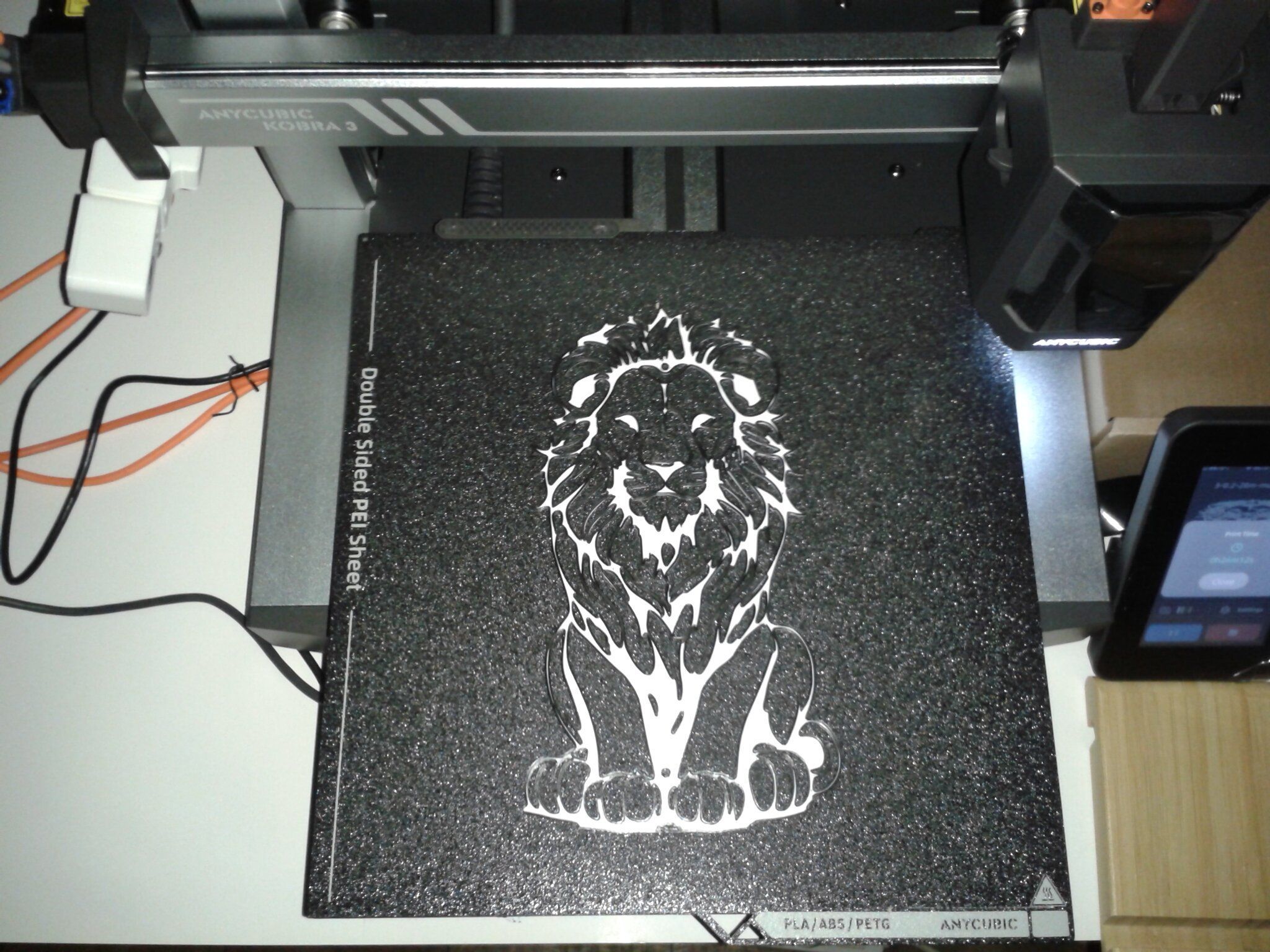
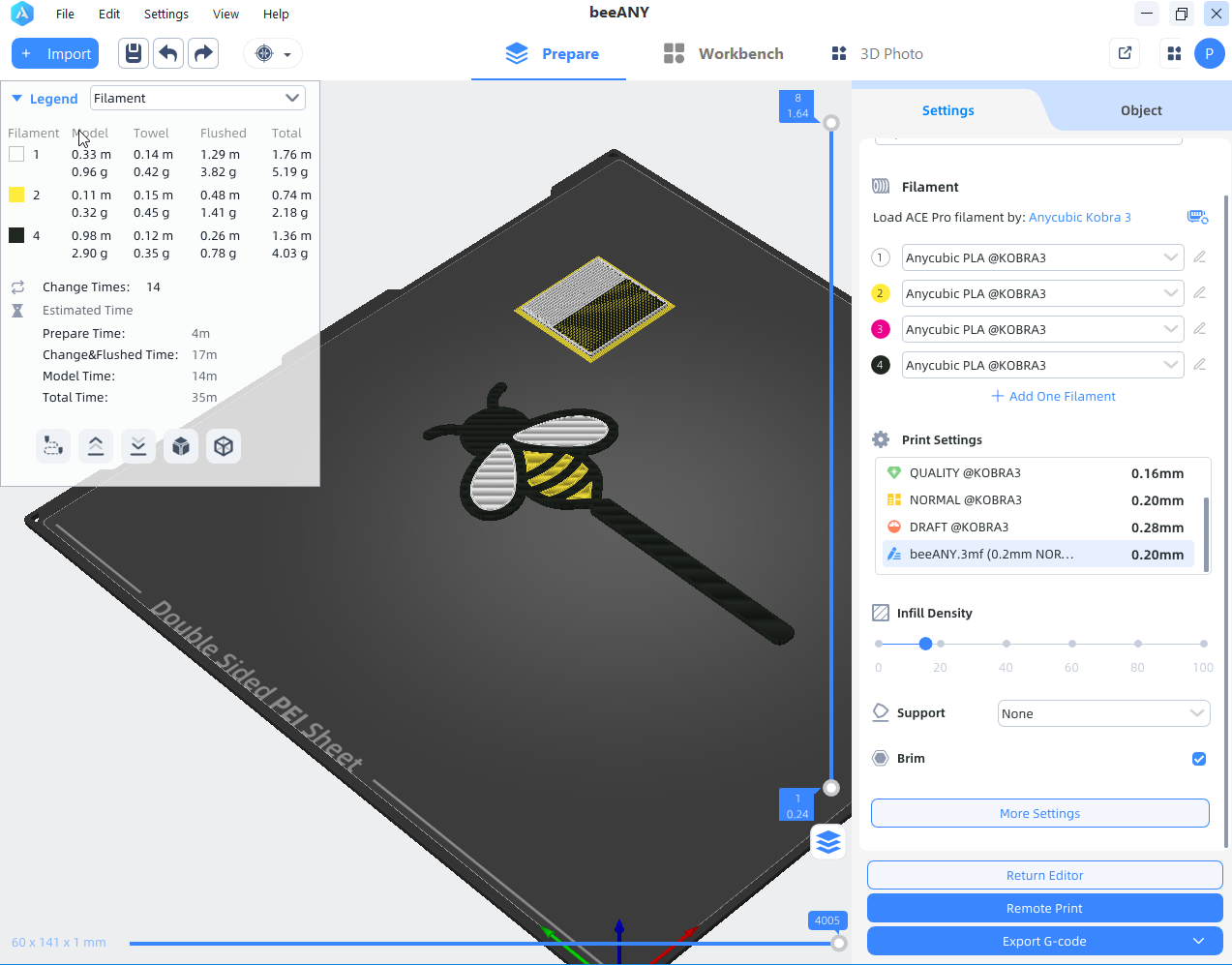
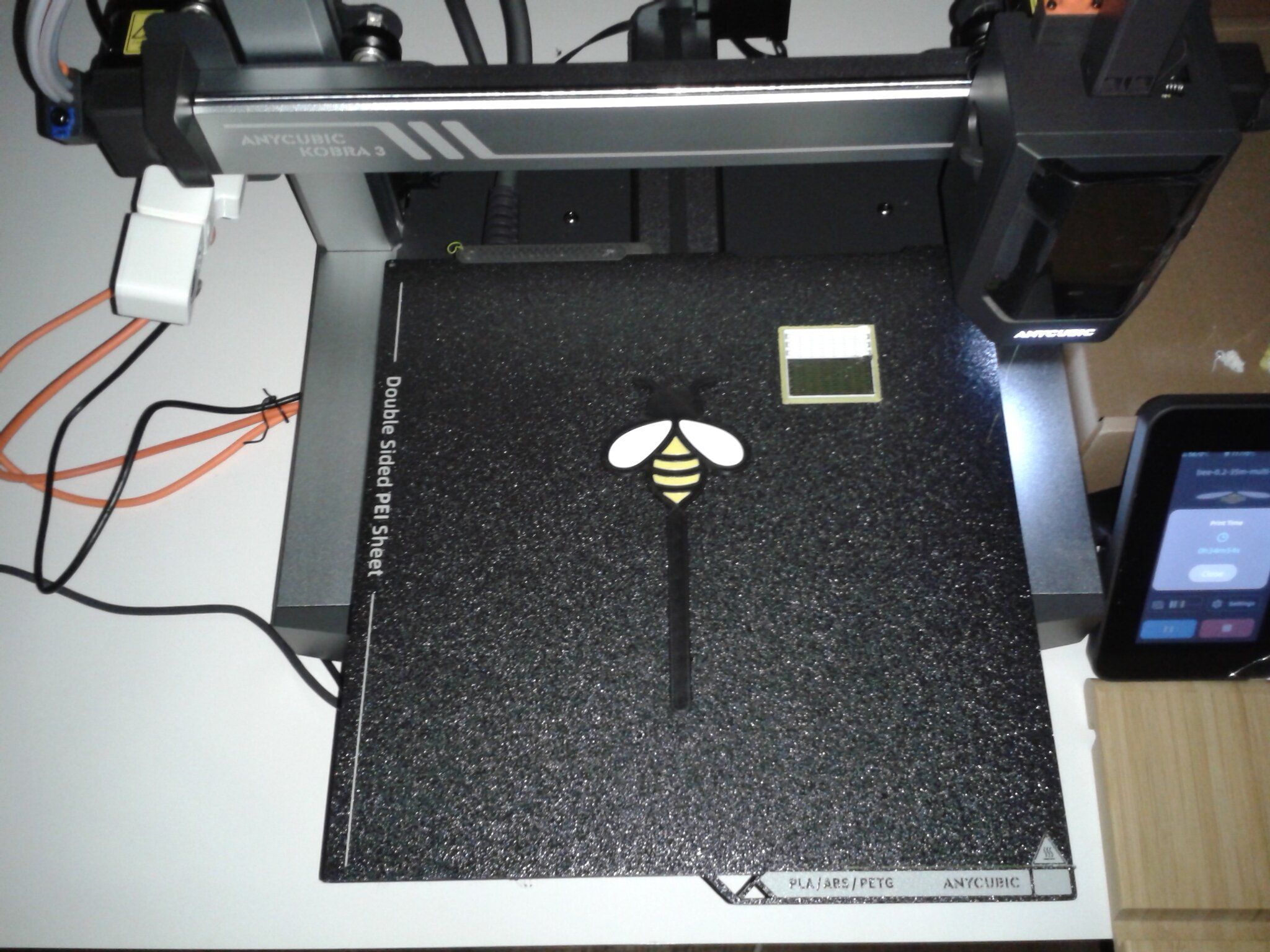
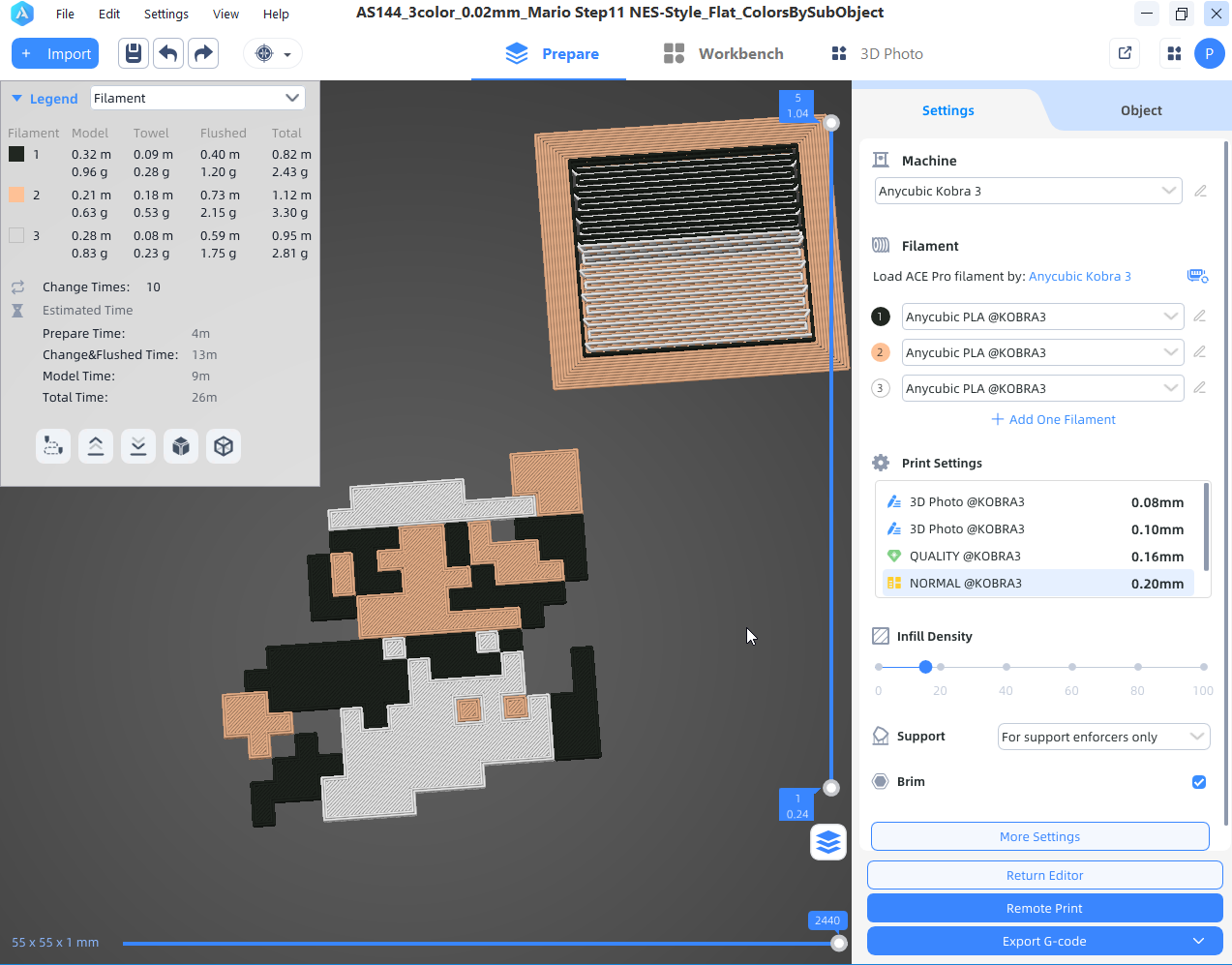
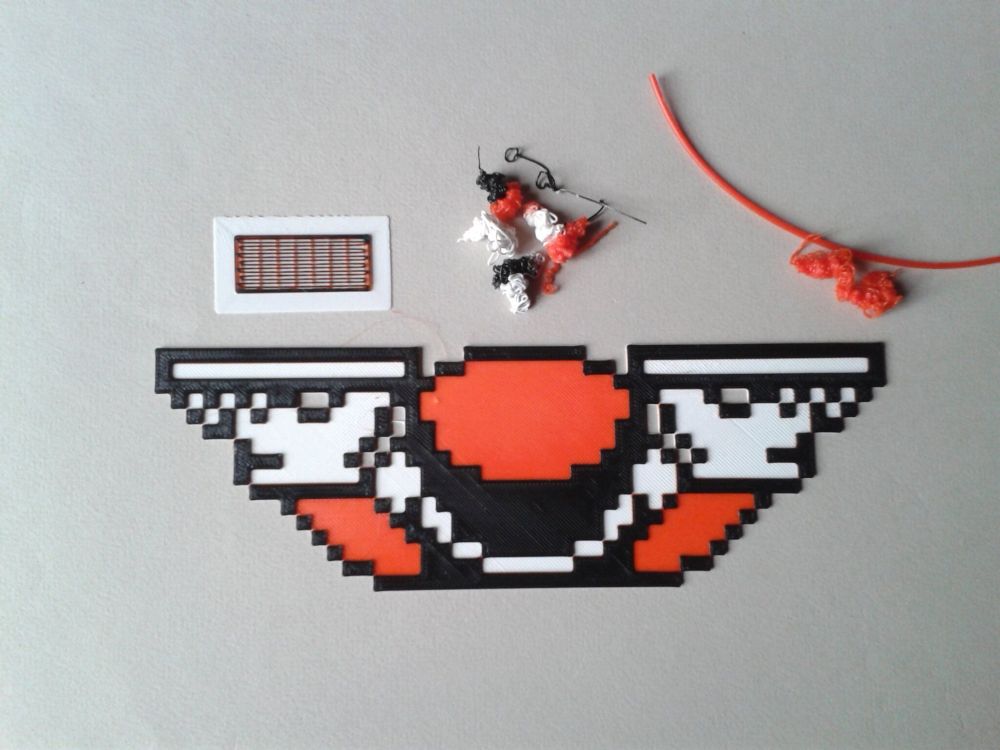
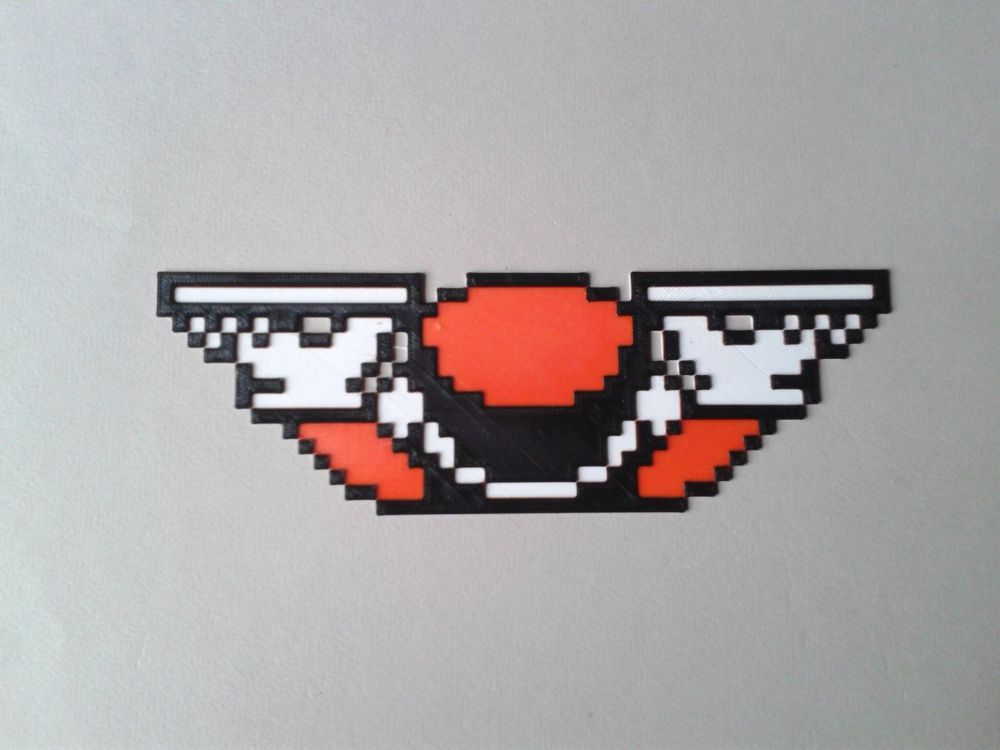
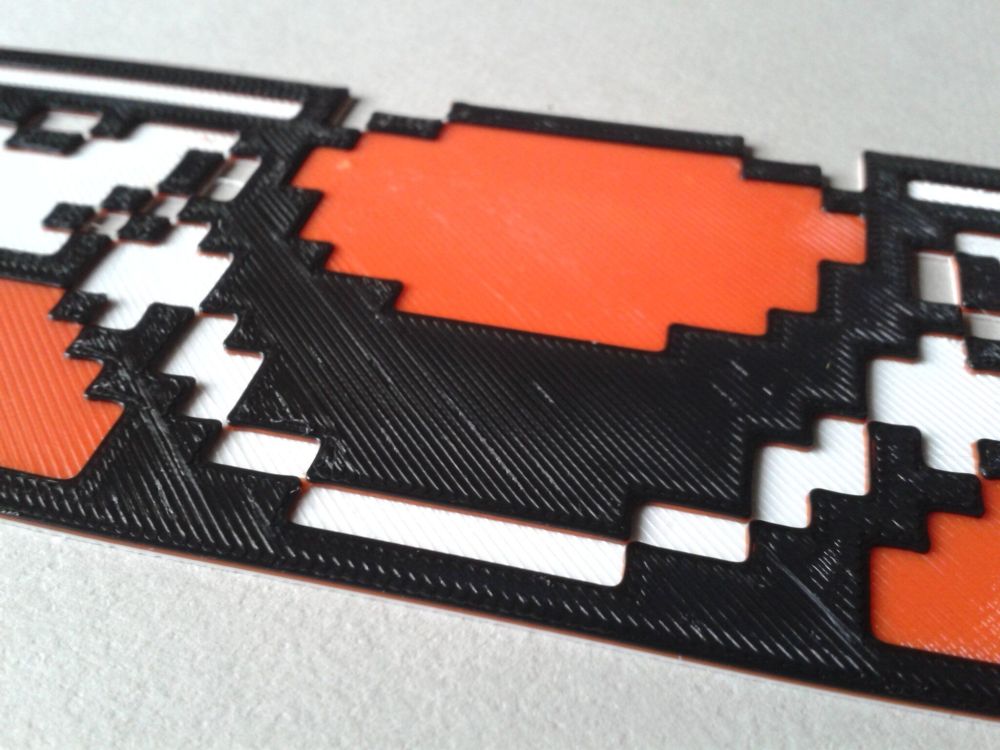
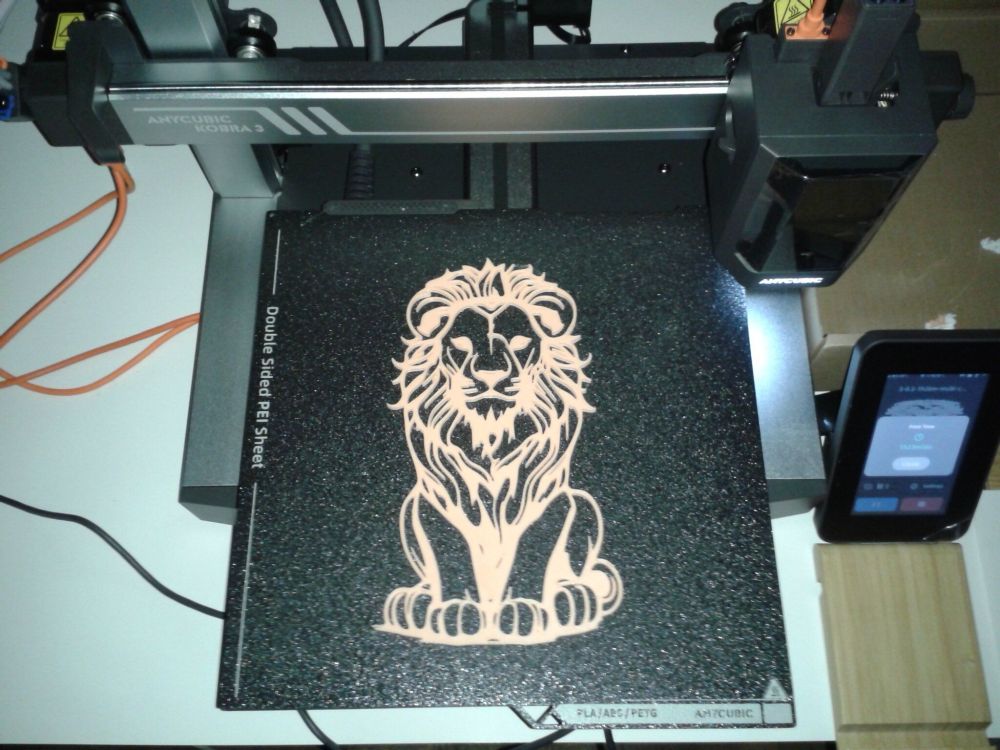
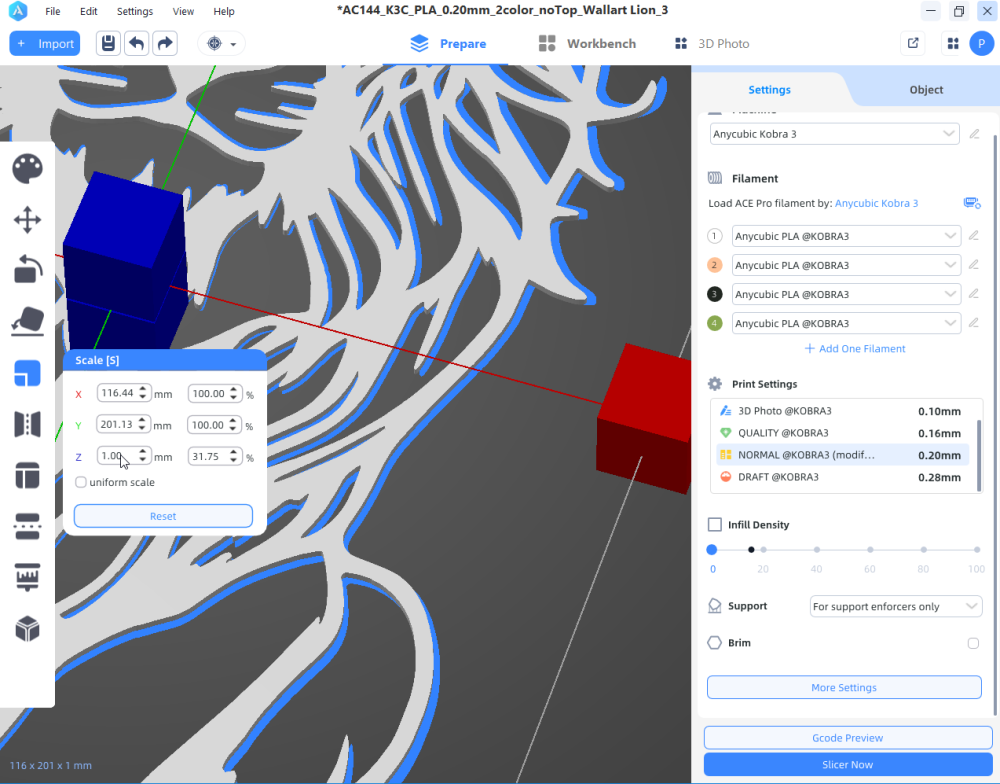
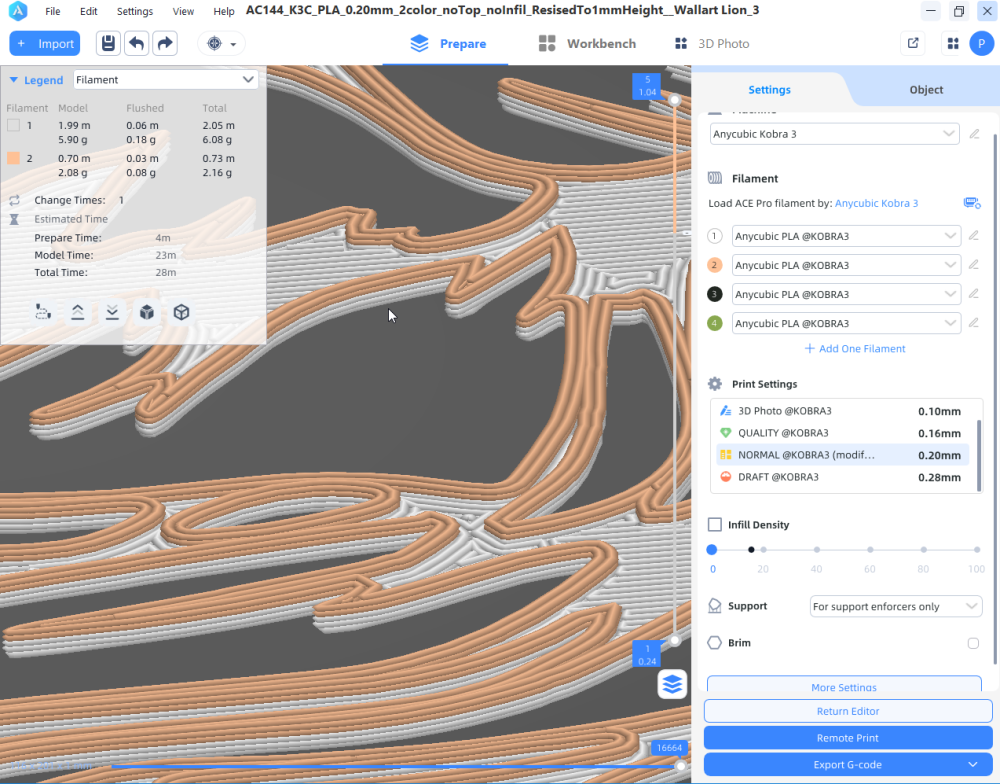
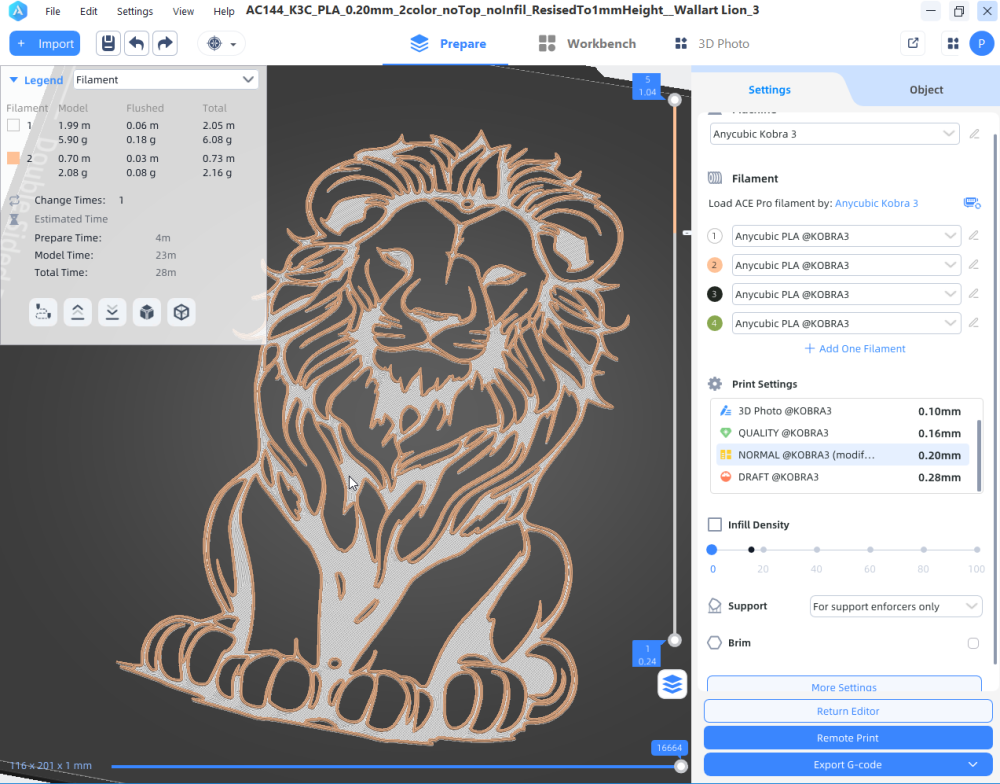
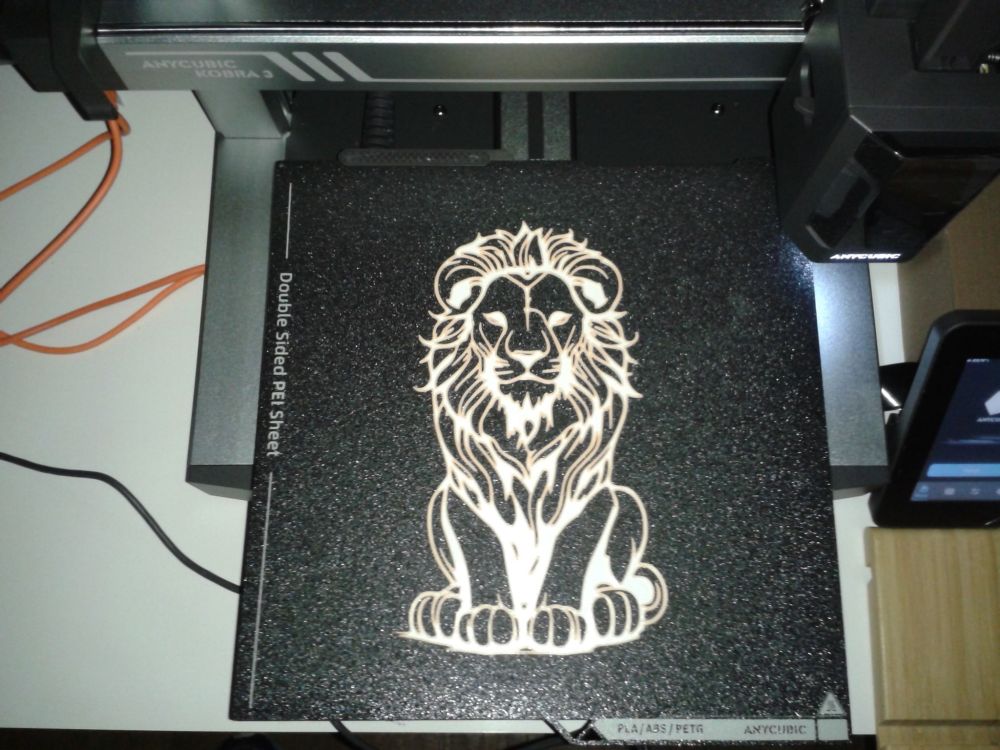
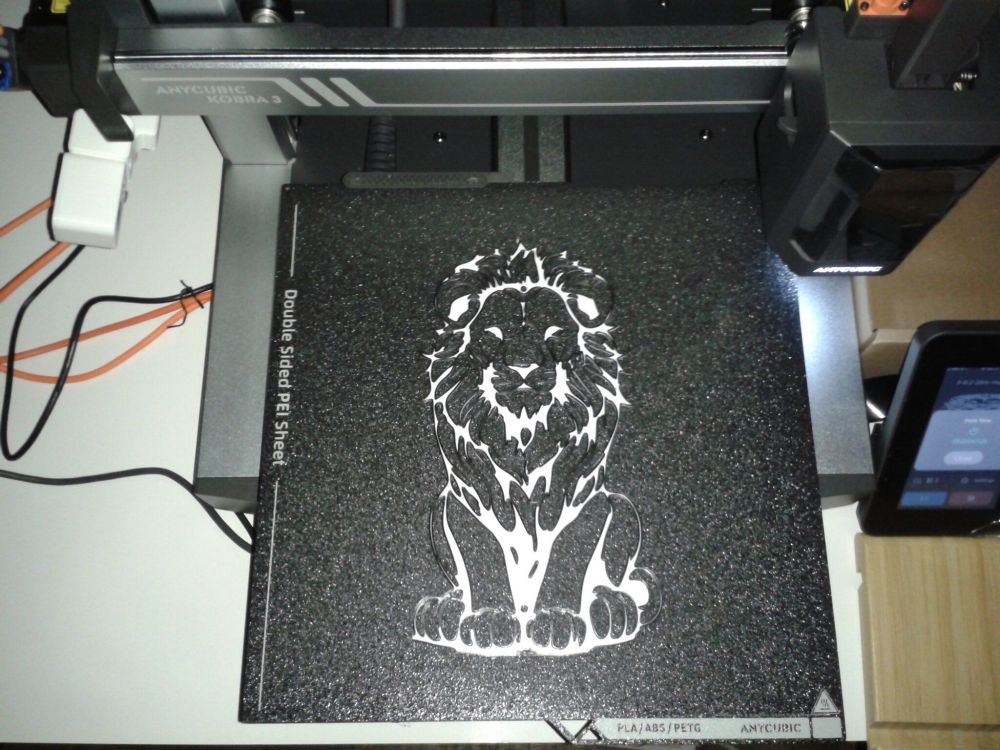
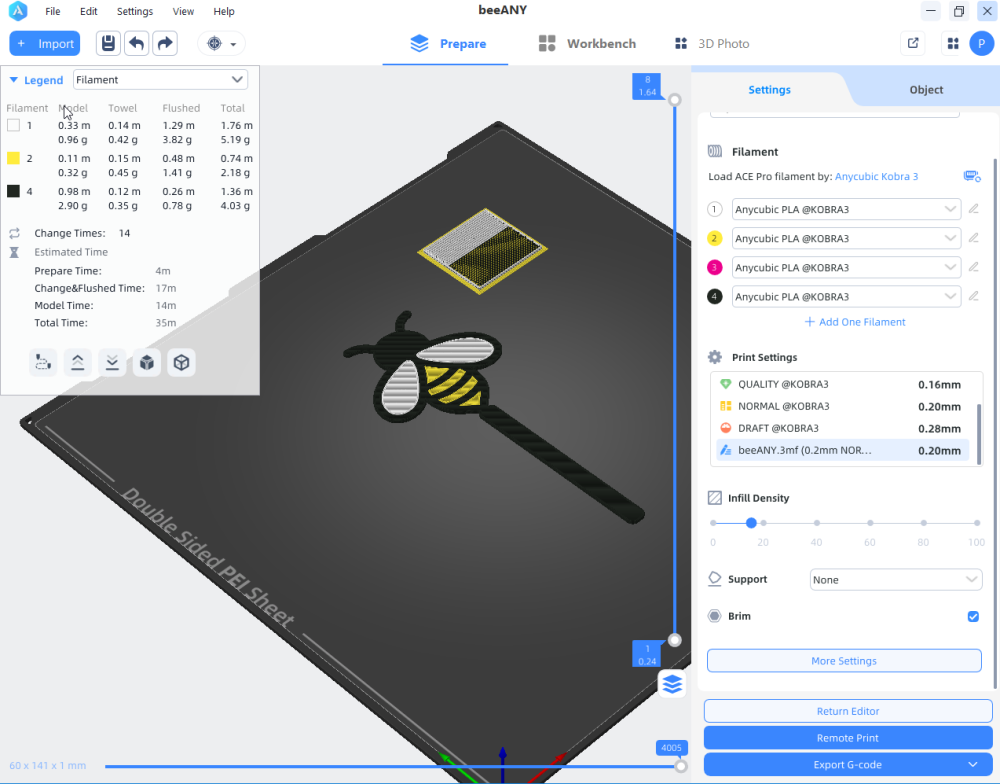
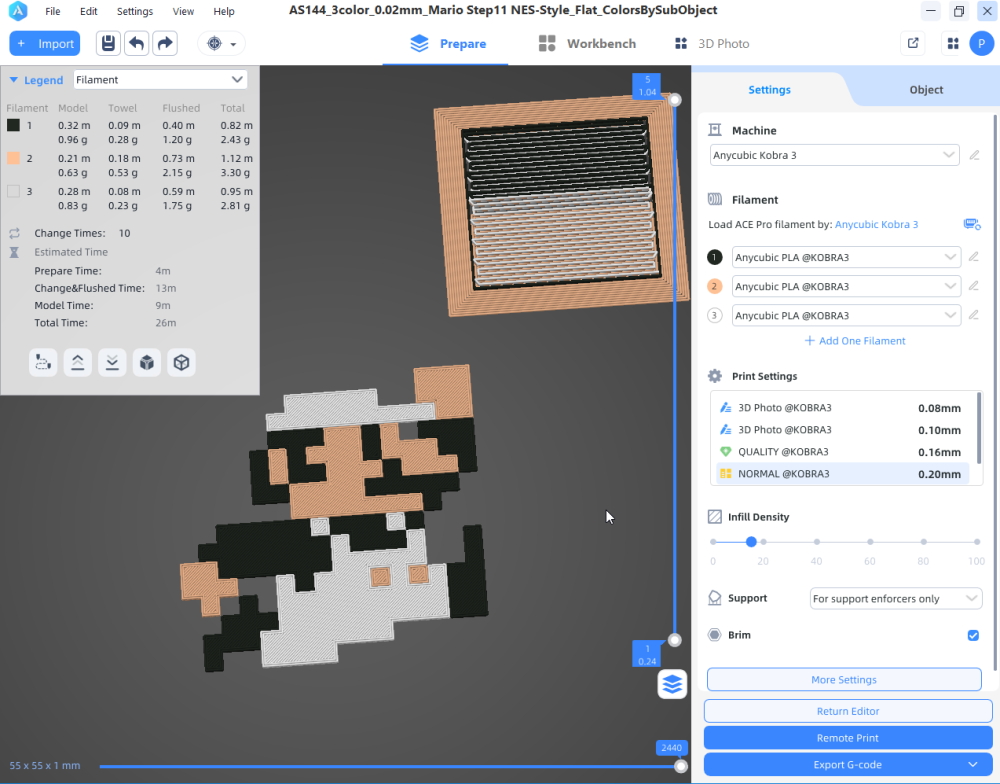
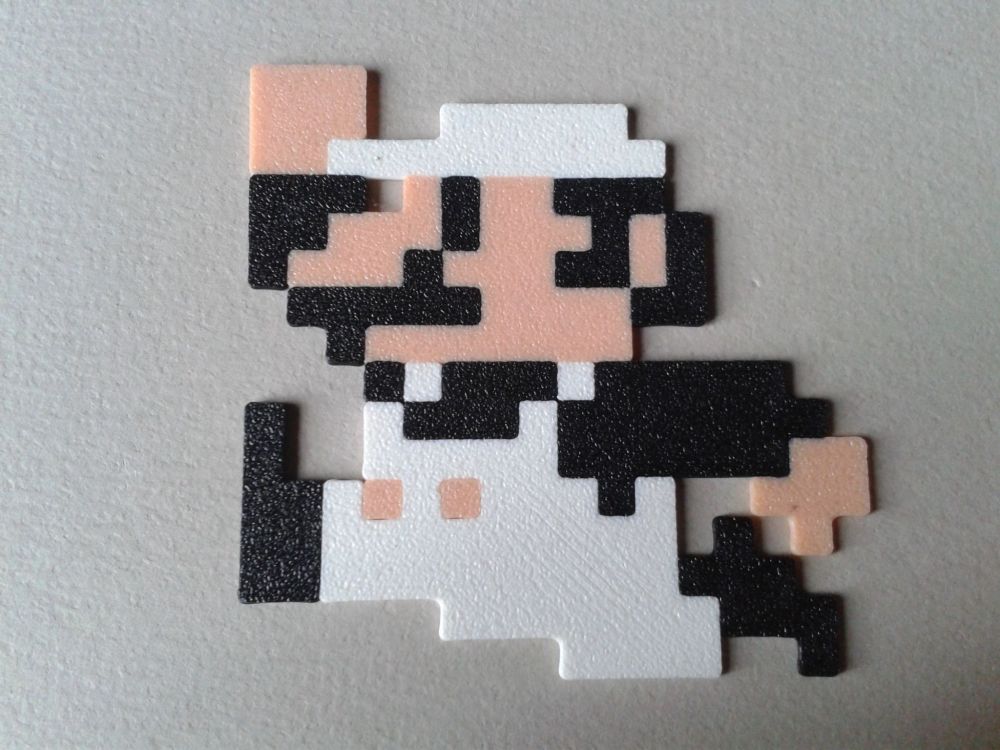
Depuis le reset, moi aussi le Z-Offset automatiquement déterminé semble bien mieux et stable. "Wallart Lion" de "Elcaspien" https://www.makeronline.com/model/wallart--lion/5268.html (Même modèle redimensionné de manière non uniforme en Z pour avoir seulement 1 mm de hauteur total, 0% de remplissage et 0 couche du dessus) Une autre impression du même fichier d'impression avec en second filament du PLA Noir Superposition des trois impressions pour voir ce que cela donne https://www.makeronline.com/model/nes---yoshi-mario-and-yoshi---title-screen---enemy-3---02---ghost,-2-filament-changes/17688.html "bee plant decor" de "Michele MM3D" https://www.makeronline.com/en/model/bee-plant-decor/17514.html https://www.makeronline.com/model/mario-step11-nes-style,-with-3-colors-(multi-color-by-sub-object)/2251.html https://www.makeronline.com/model/pikachu,-pixel-art,-3-filament-changes,-pocket-monsters-go-go-go-bootleg---general-sprites/17691.html

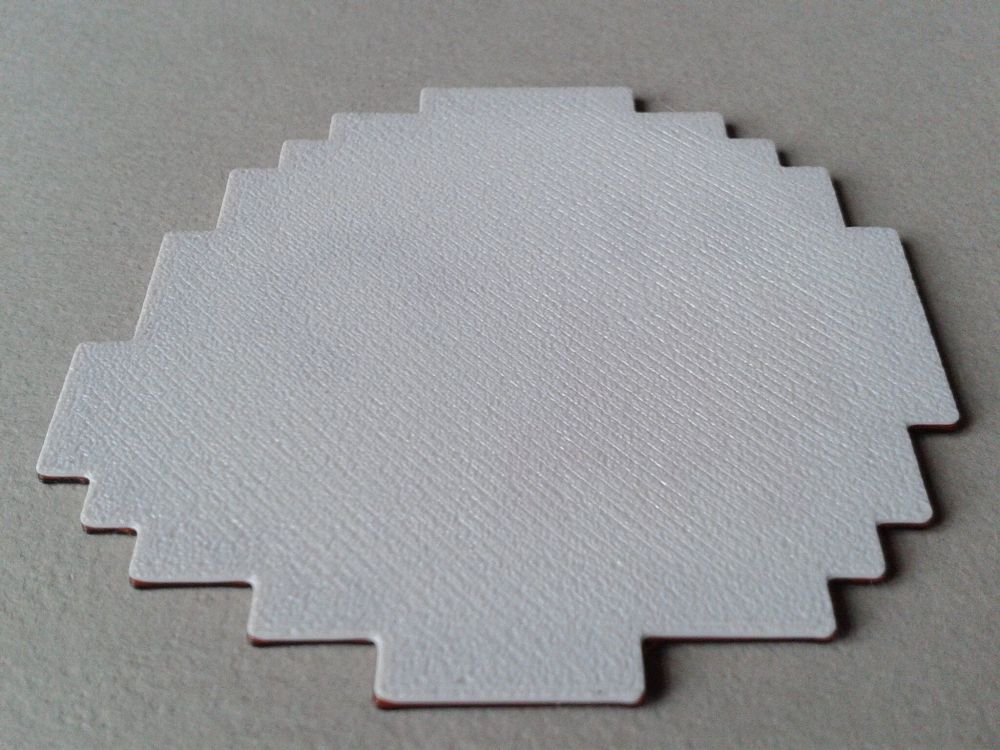
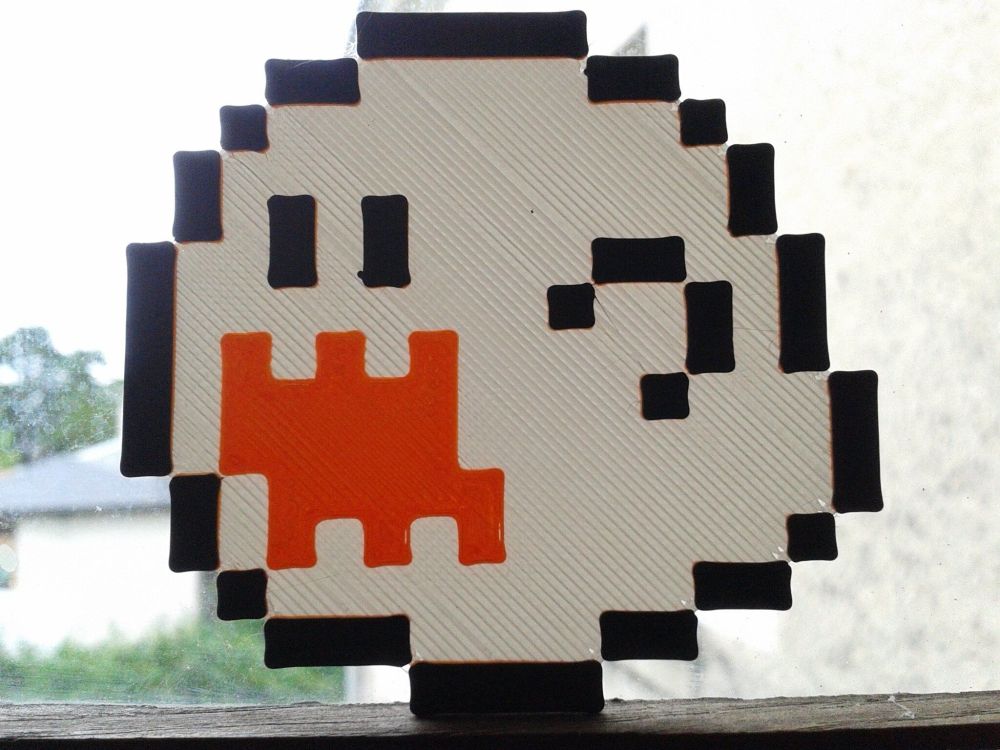

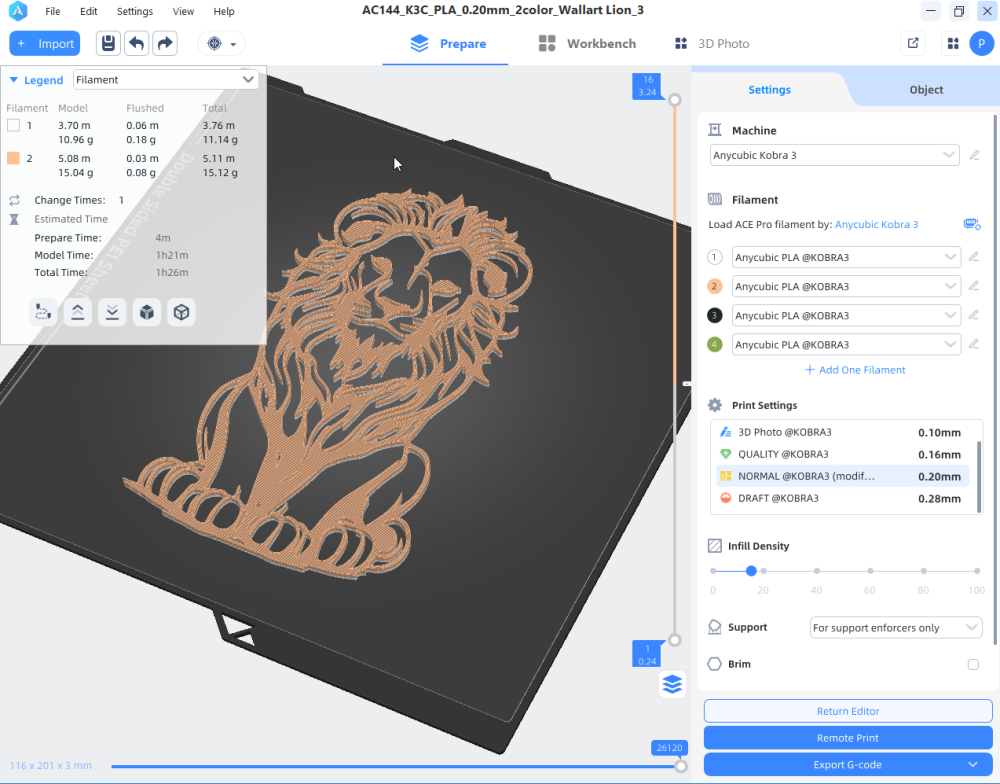






























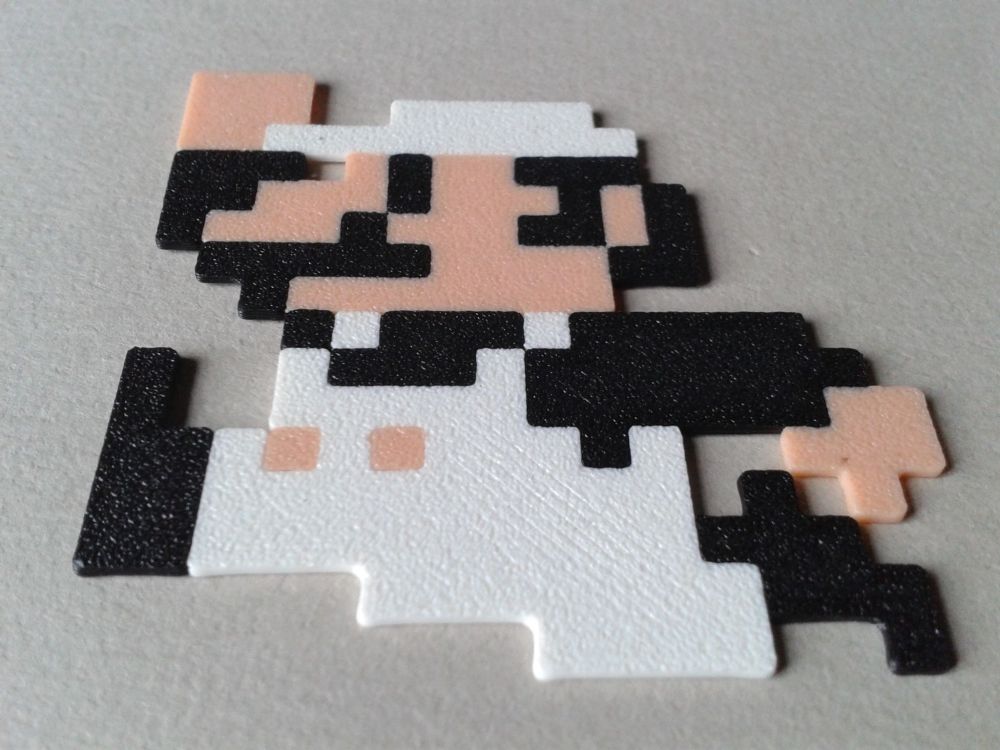

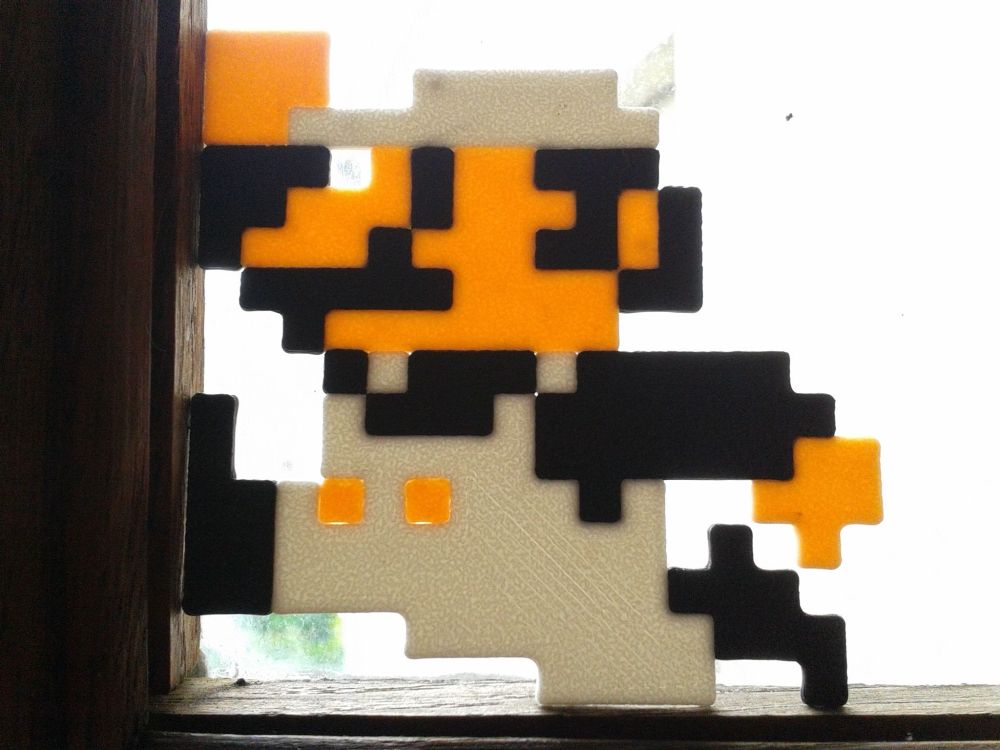
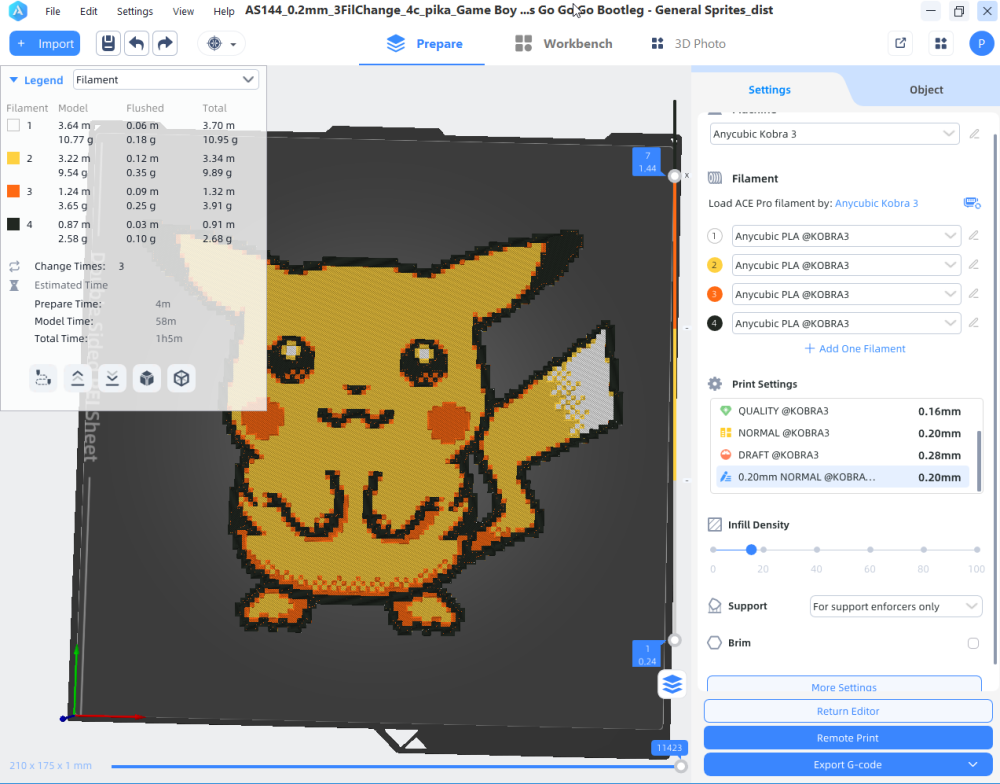




 1 point
1 point -
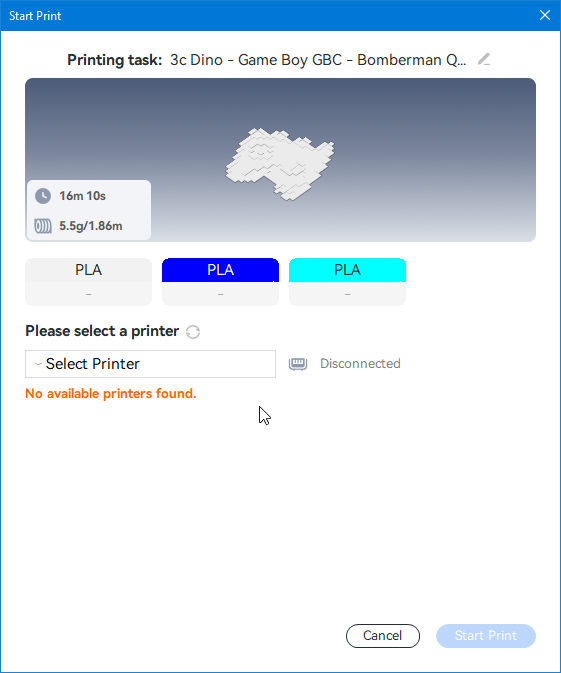
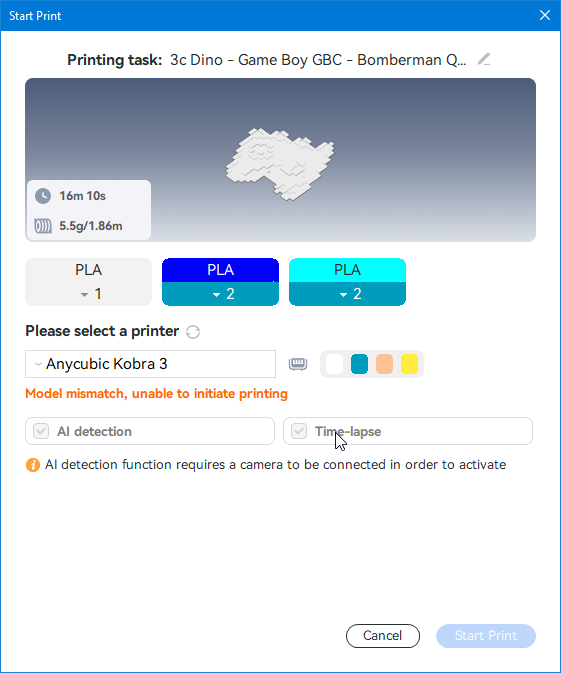
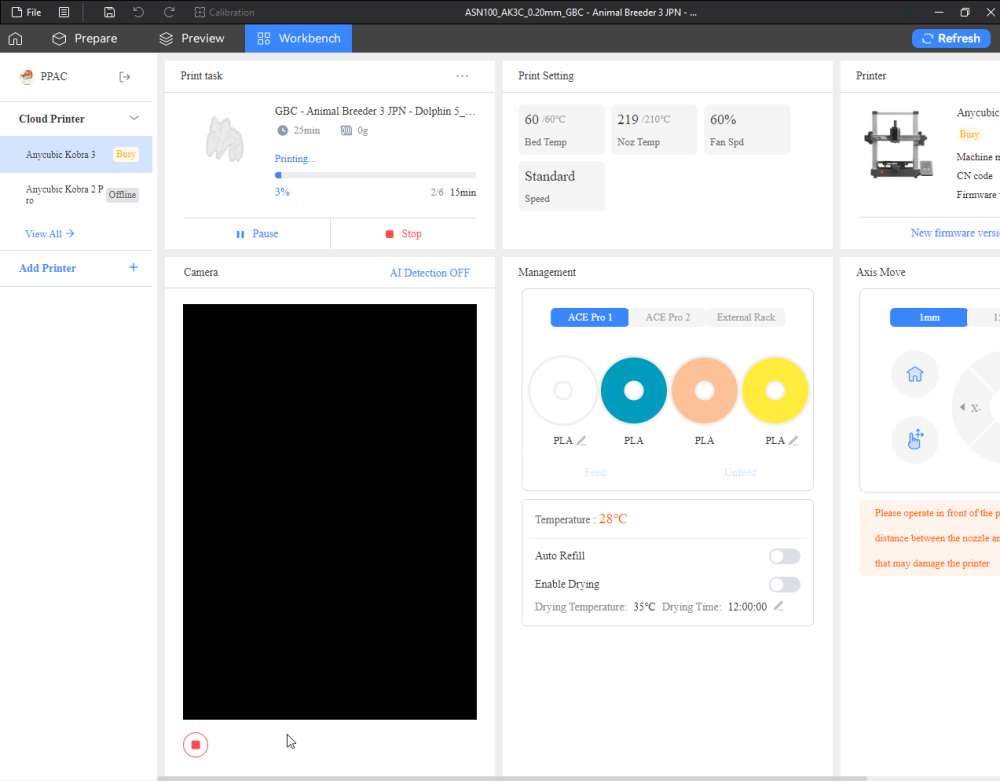
Pour moi aussi. C'est vide. Si je regarde sur l'écran de contrôle de l'imprimante, la liste des fichiers Cloud est vide. ( alors, que j'ai pourtant bien mon compte Anycubic Cloud de lié et des fichiers d'impression ".gcode" tranché pour la Kobra 3 et envoyé depuis Anycubic Slicer v1.4.4 visibles sur https://cloud-universe.anycubic.com/file ) ( ) C'est donc probablement la même chose que pour l'activation de l'option IA quand on a la caméra, ou de pouvoir allumer les LED de la caméra, c'est une fonctionnalité pas encore disponible avec le firmware actuelle. Mais je n'ai pas demandé au SAV pour vérifier. ( Et c'est la même chose sur ma "Kobra 2 Pro" En fait, il me semble que c'est depuis qu'ils ont corrigé une faille de sécurité sur leur cloud ... )
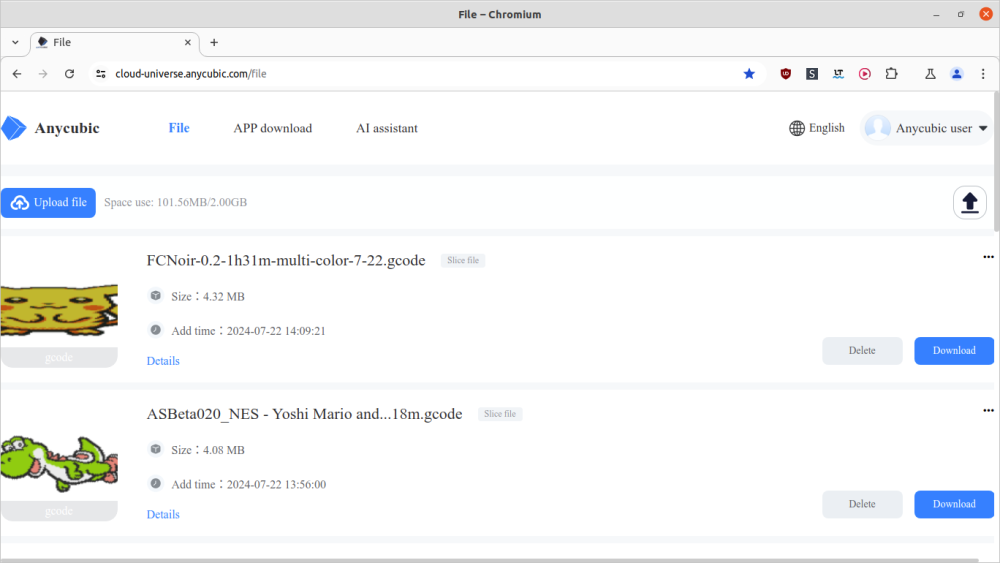 1 point
1 point -
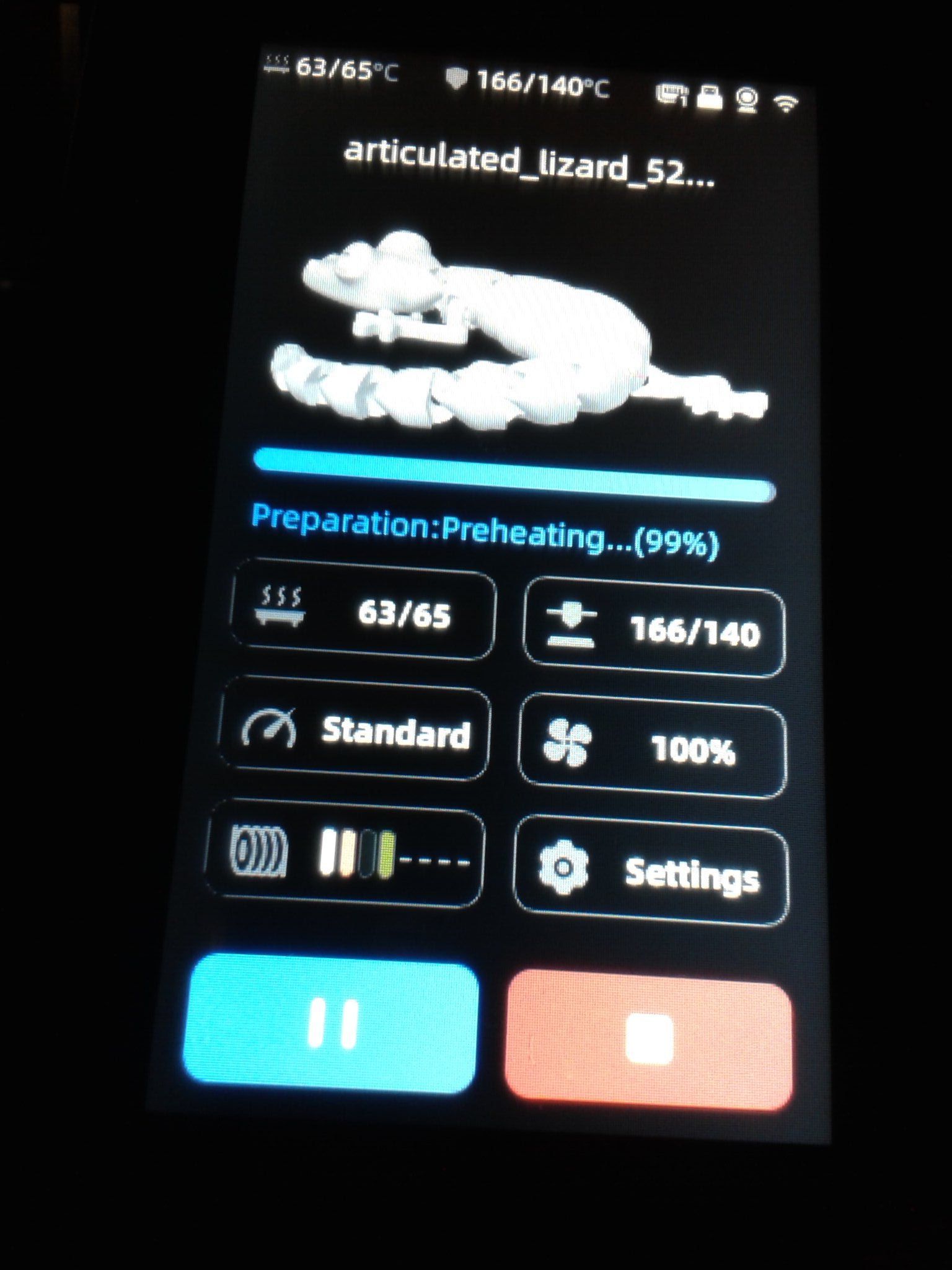
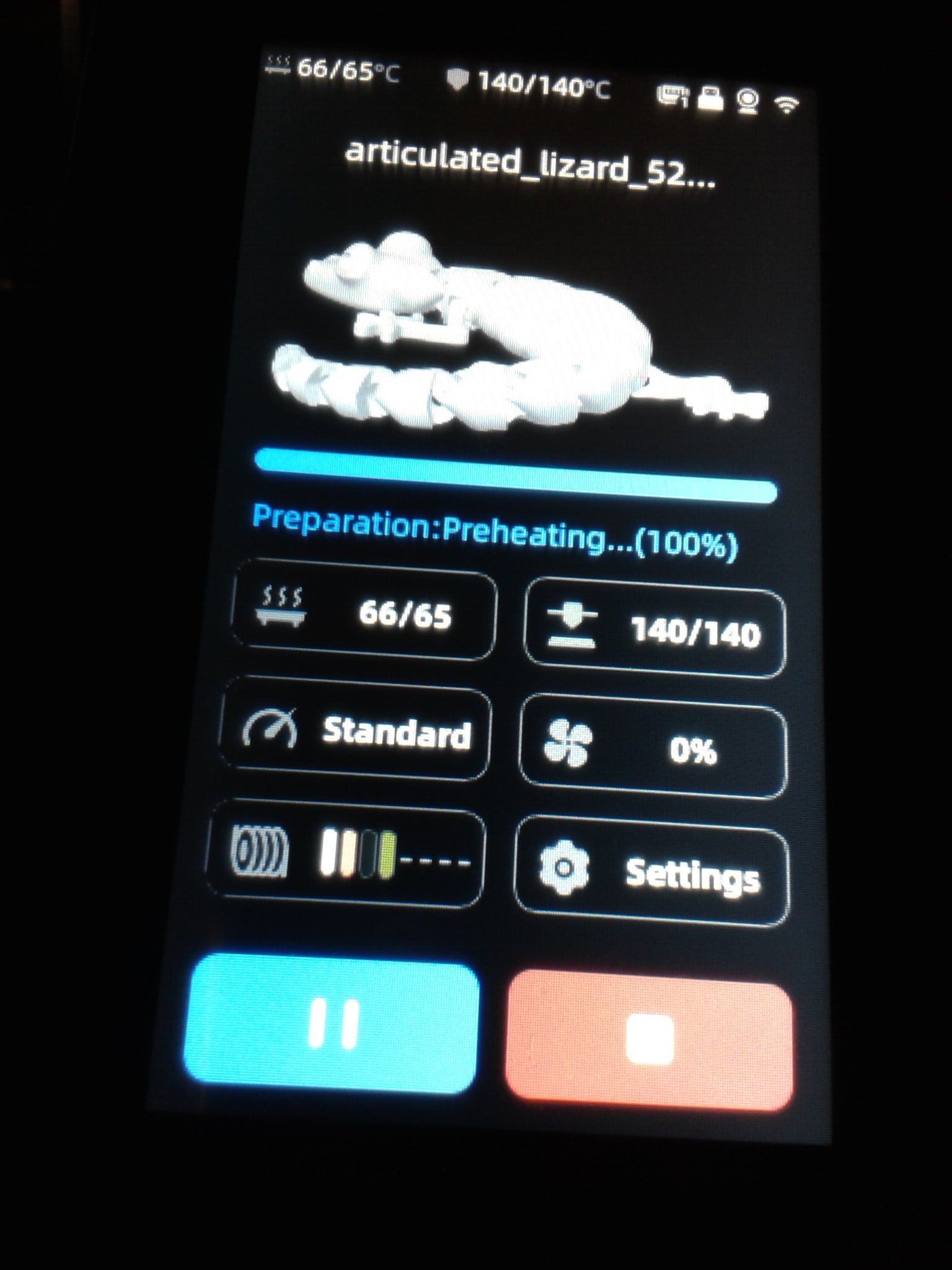
Ne pas modifier manuellement le Z-Offset (firmware V2.3.2.3_1.1.6_1.1.6_release) ( Merci a l'utilisateur Discord "w" qui a posté le message suivant https://discord.com/channels/966957505580236851/1230084715185442857/1262727644571762751 qui continent un lien vers un post reddit qui parle rapidement de cela.) Donc, en fait, il semblerait qu'il y ai un bug avec le firmware V2.3.2.3_1.1.6_1.1.6_release et version antérieur, qui, si on a modifié manuellement le Z-Offset via l'écran de contrôle, alors en début d'impression, cela ne fait plus l'étape de la mesure précise du Z-Offset (par de multiple palpage au centre du plateau, étape qui se fait normalement âpres l'étape de nettoyage du nez de la buse sur le patin de nettoyage "Heatbed Nozzle Wiper" en haut du plateau ). Le fait de faire un reset de la machine et de ne plus manuellement toucher au Z-Offset permet de retrouver cette étape de mesure précise du Z-Offset et de ne plus avoir à ajuster le Z-Offset en début d'impression. ( Mais en même temps, il ne faut plus toucher manuellement au Z-Offset pour ne pas risquer de retomber sur le bug qui fait sauter l'état de mesure précise du Z-Offset donc ) Depuis que j'ai fait une reset de la machine, j'ai bien identifié une étape en plus au début de l'impression et le Z-Offset automatiquement déterminé semble bien plus juste et constant ( là après reset de la machine j'ai quand je regarde un Z-Offset de l'ordre de 0.07 a 0.11 et la couche initiale me semble bonne. (Et je prends bien garde de toujour cliquer "Cancel" pour sortir du menu du Z-Offset, pour ne pas risquer de le modifier et risquer d'avoir de nouveau le bug) Exemple d'un début d'impression apré un reset (Buse sur le patin de nettoyage) (Multiple palpage au centre du plateau) (Buse sur le système de purge ) Alors qu'avant le reset de la machine j'avais un Z-Offset déterminé automatiquement de l'ordre de 0.65 a 0.75 et j'avais presque toujours besoins de l'ajuster de +/- 0.05 voir 0.20. ) Edit > Par contre, le paramètre de tranchage "Z-Offset" sous sons trancheur (quand il y en a un comme par exemple sous Anycubic Slicer Beta, Orca Slicer,) lui, on peut le modifier. (car cela n'est pas la même chose que le Z-Offset de l'écran de contrôle géré par le firmware )
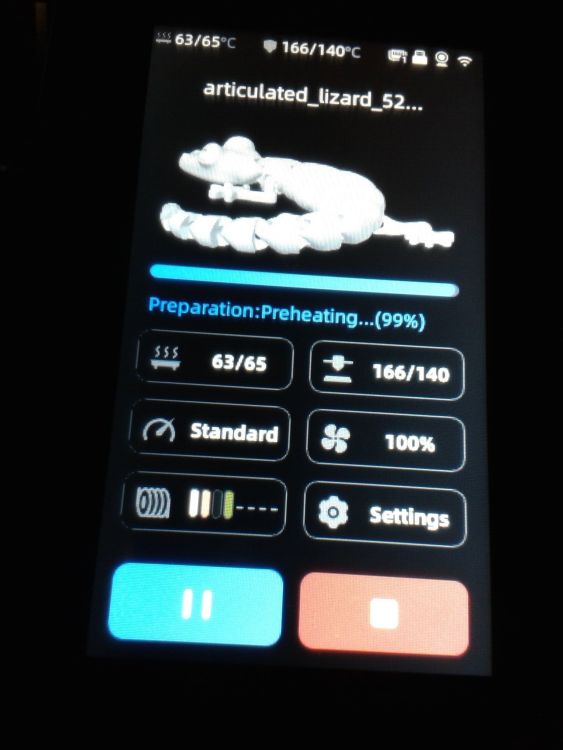


 1 point
1 point -
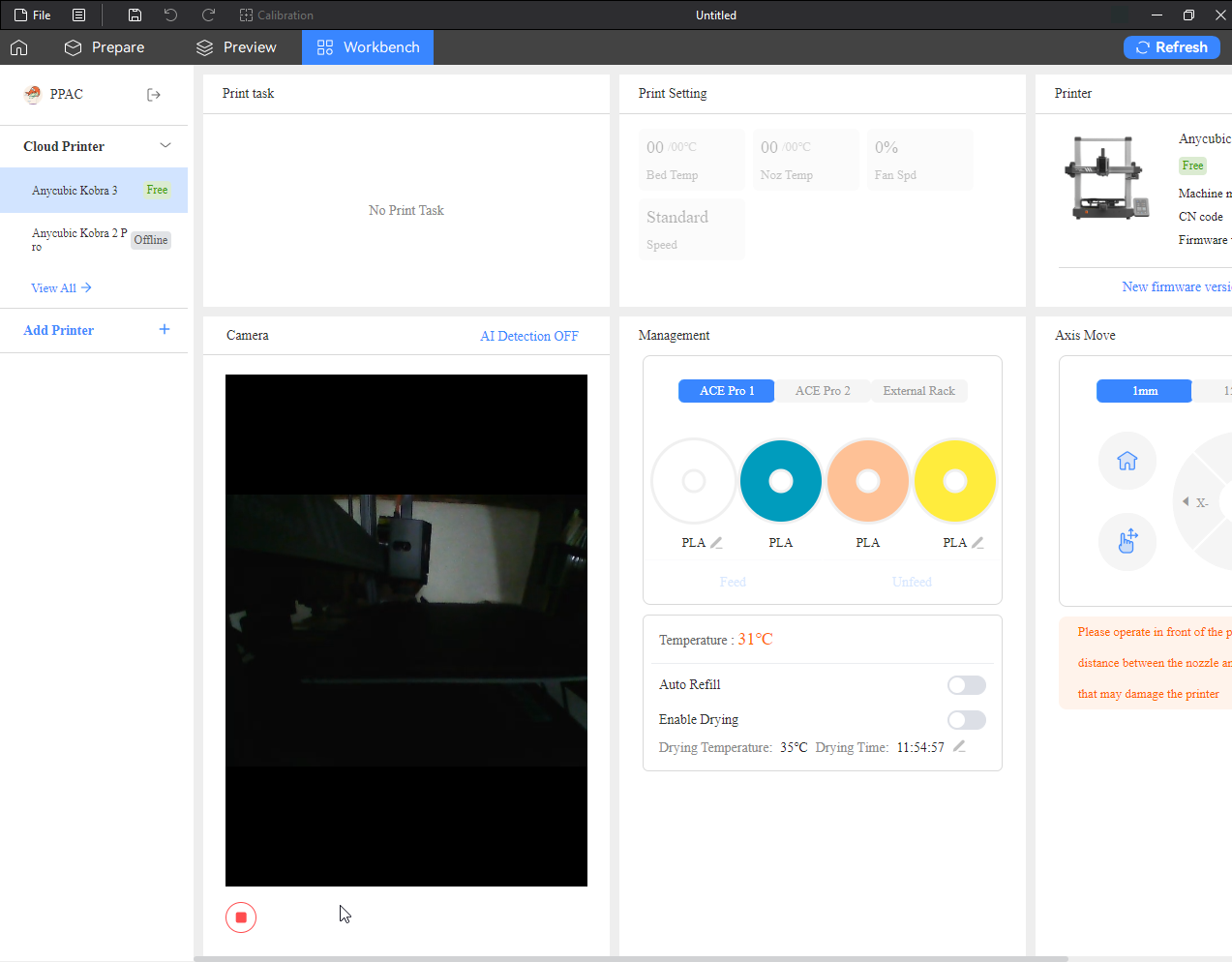
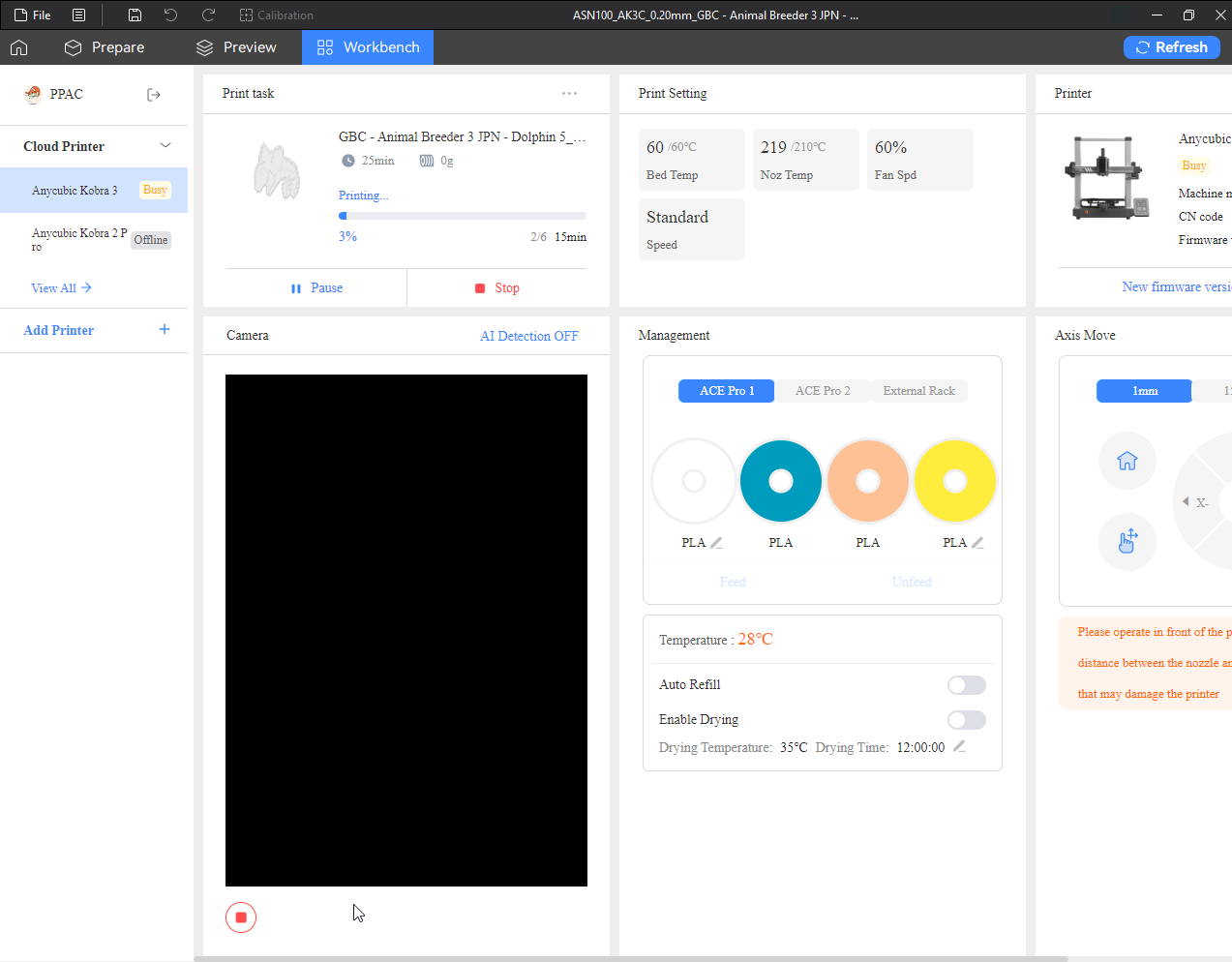
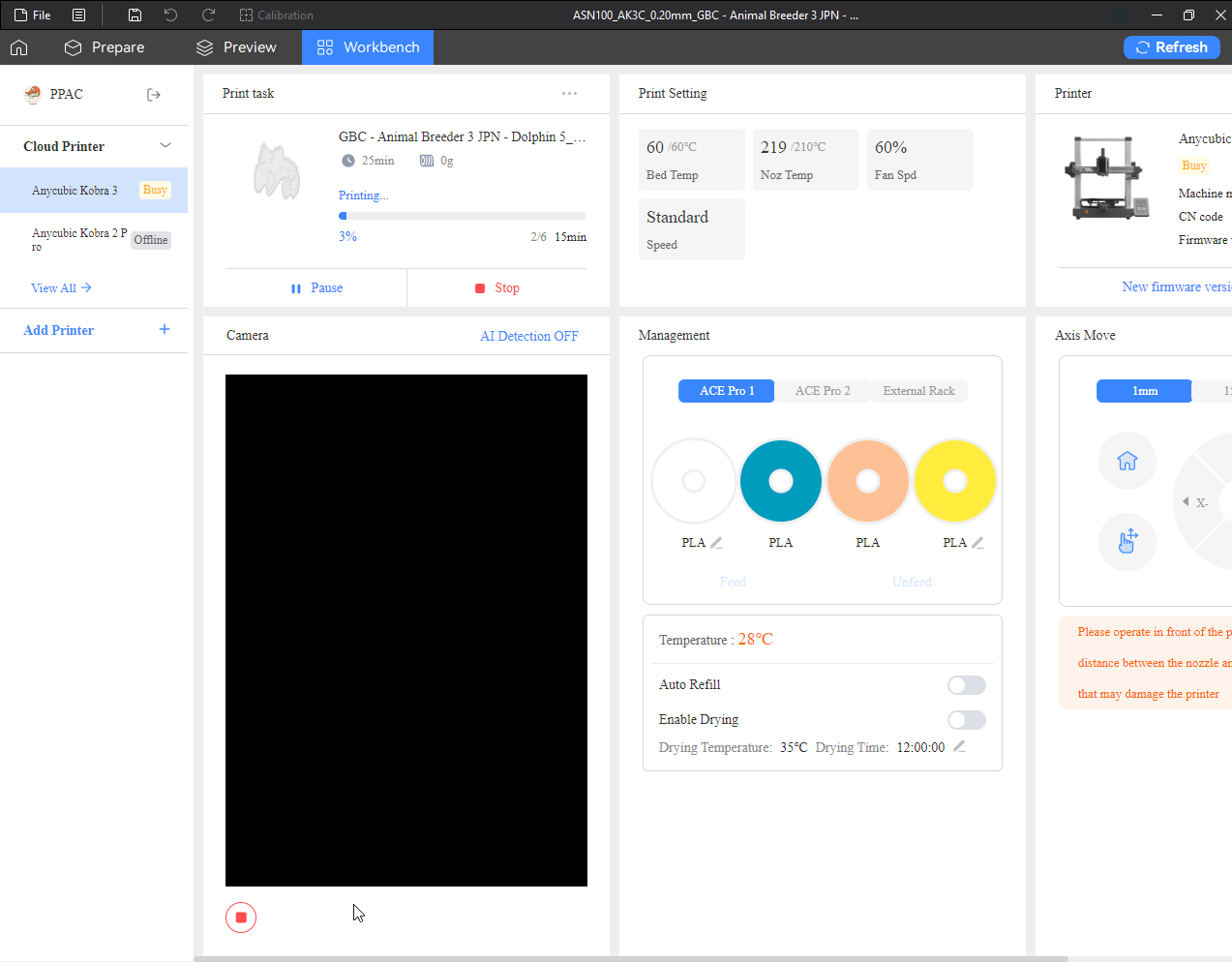
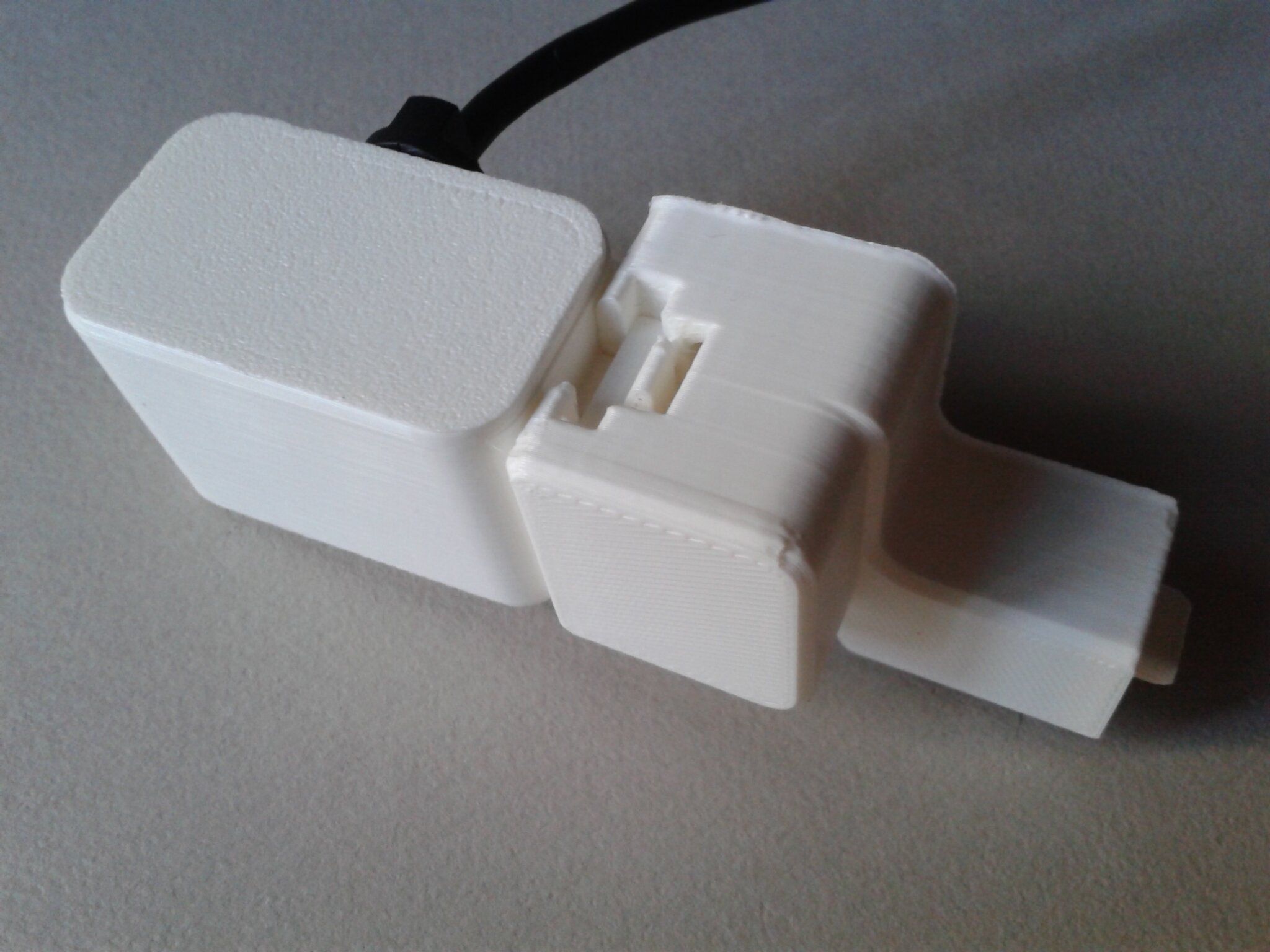
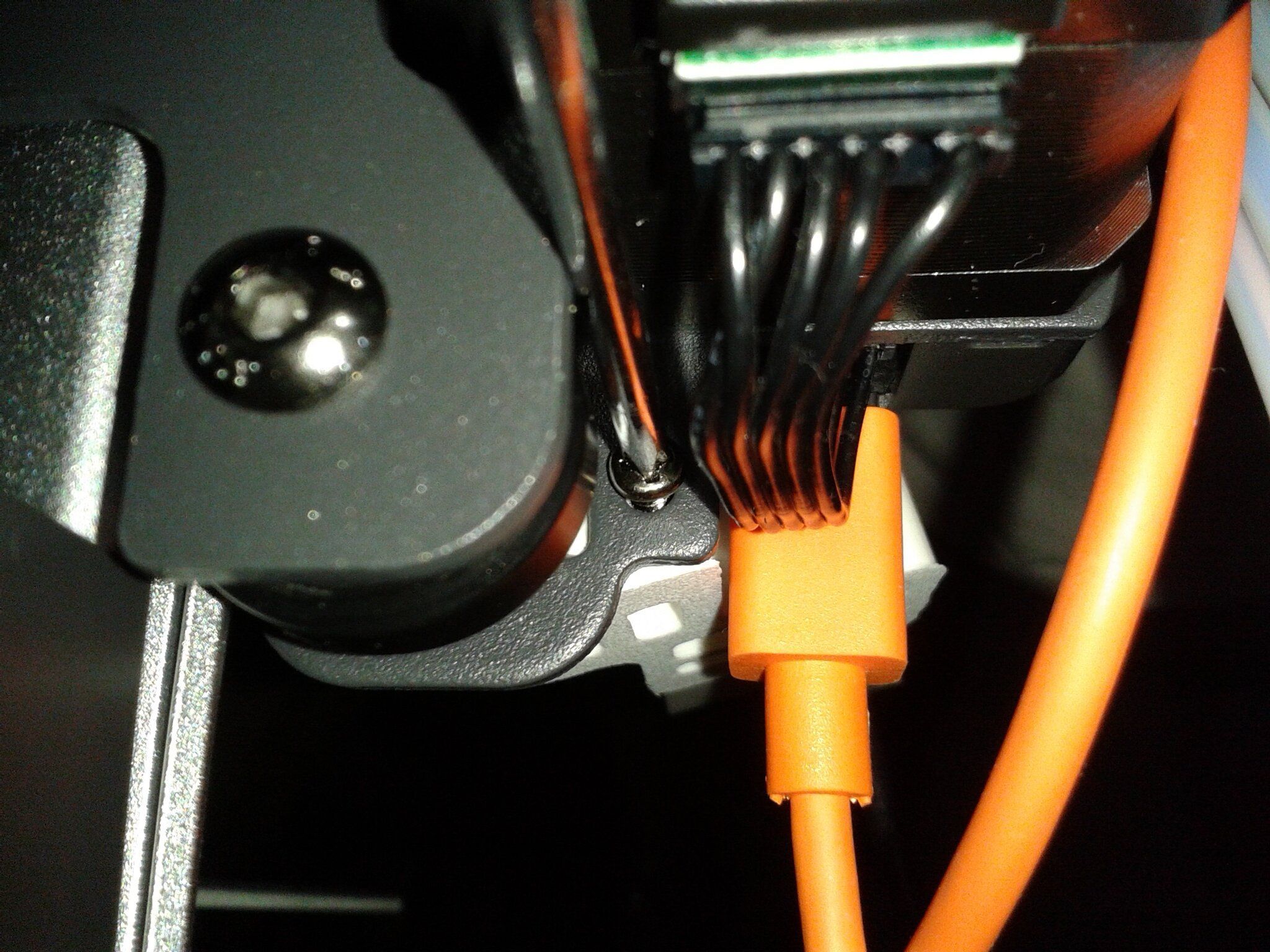
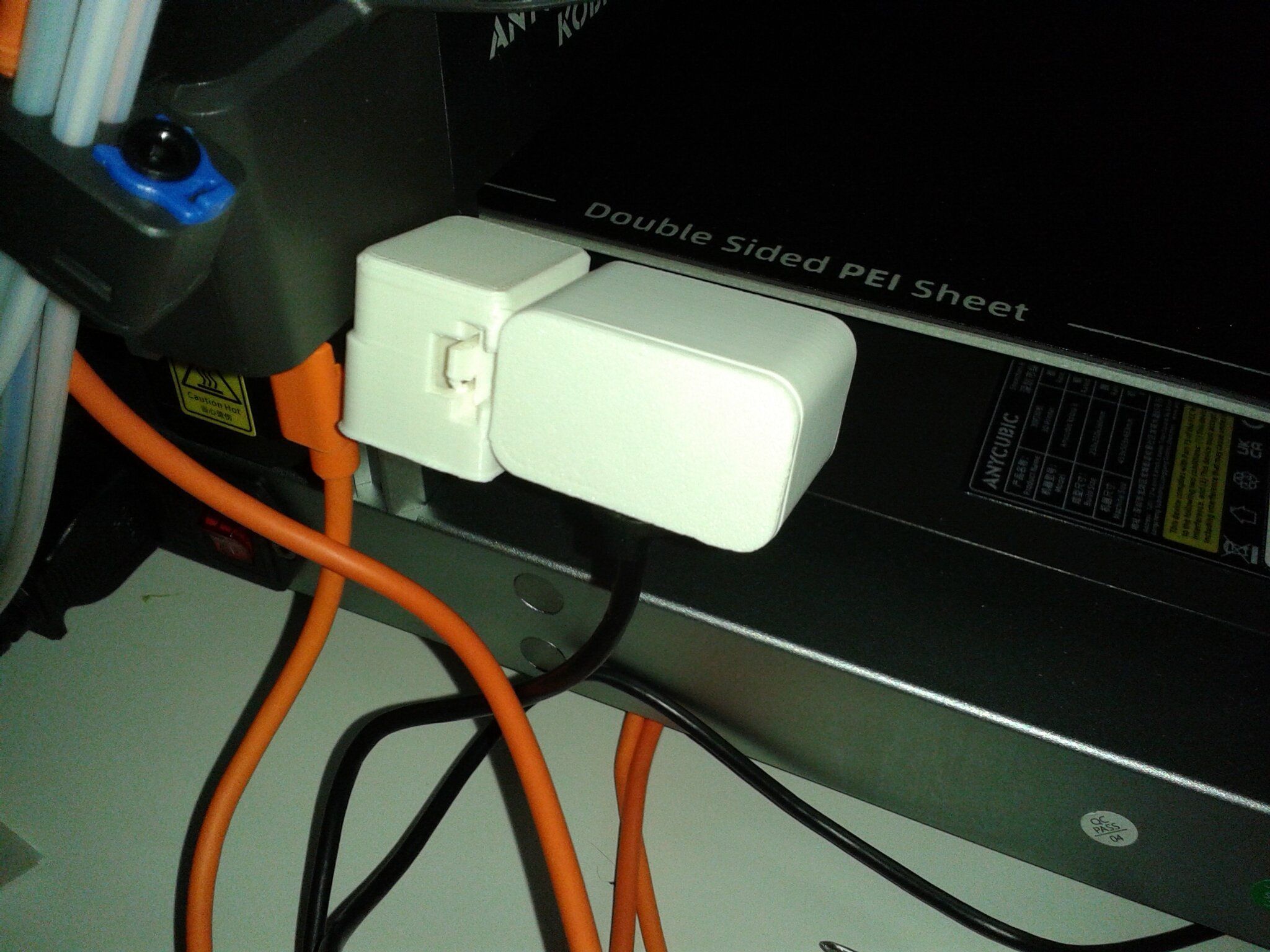
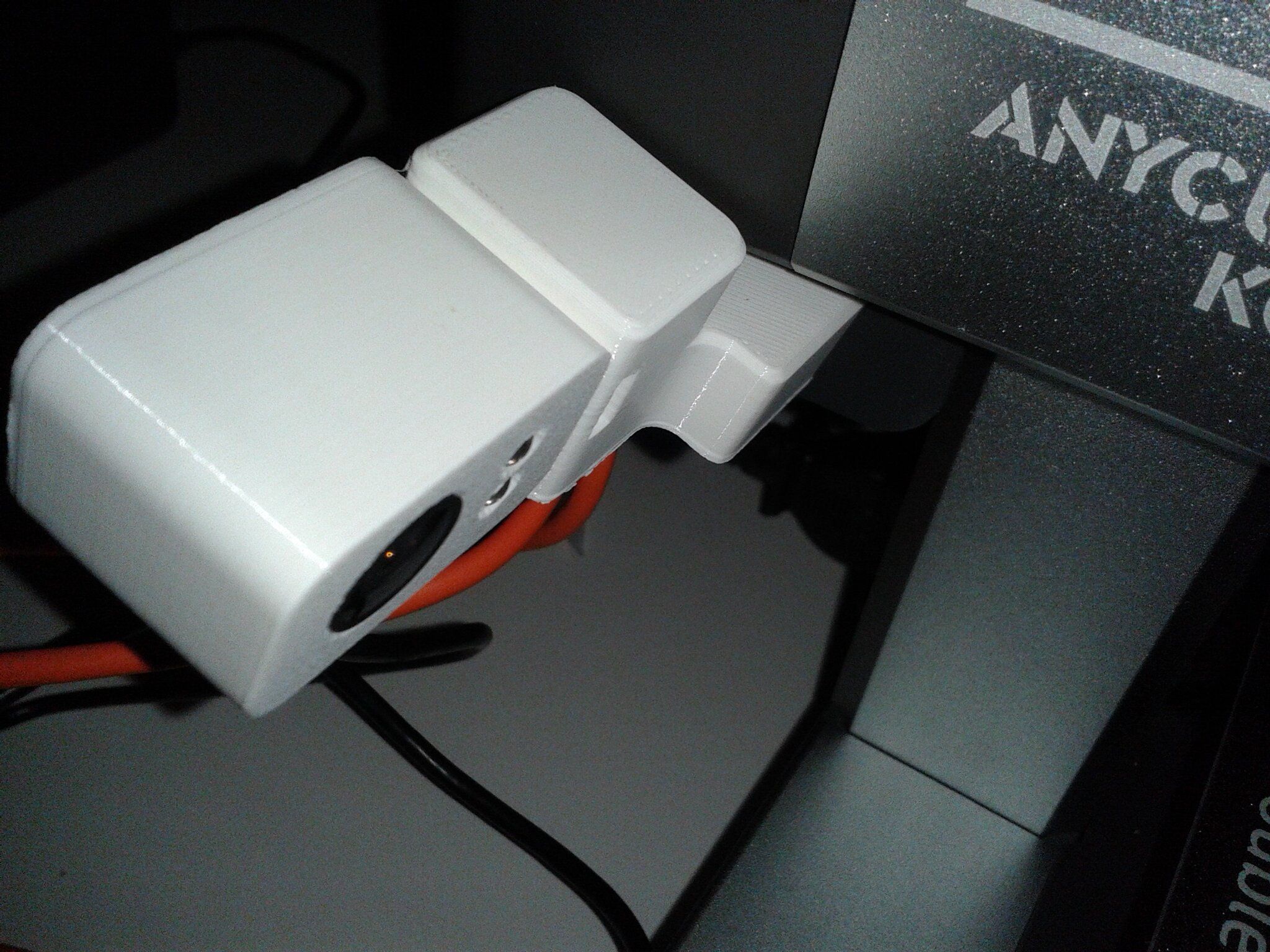
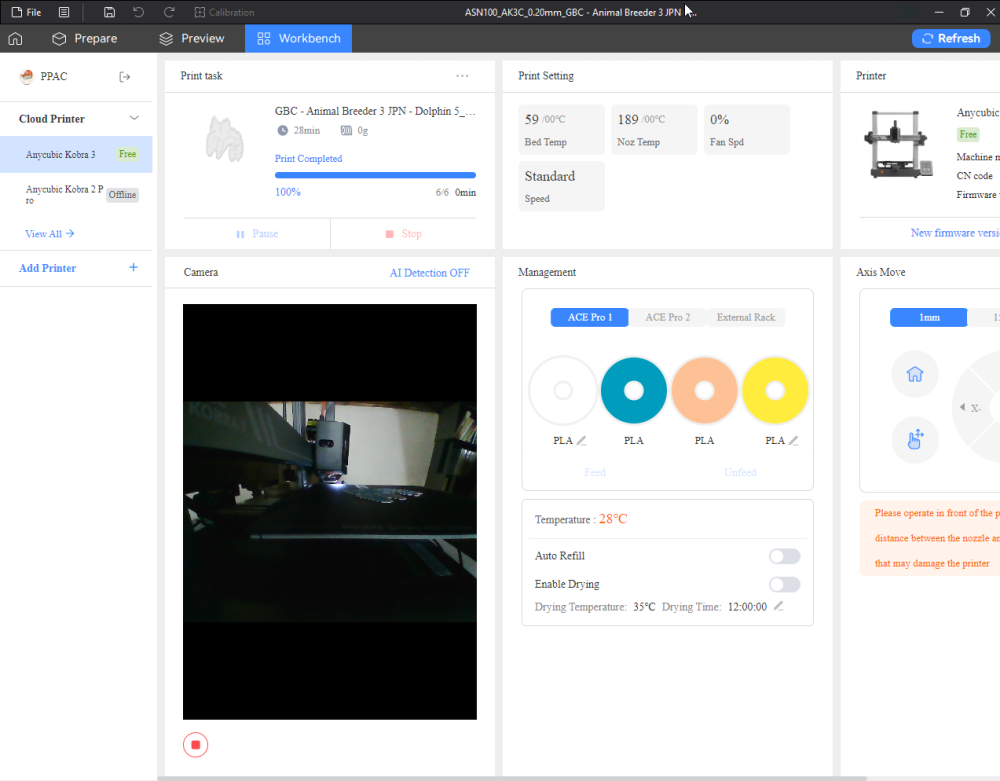
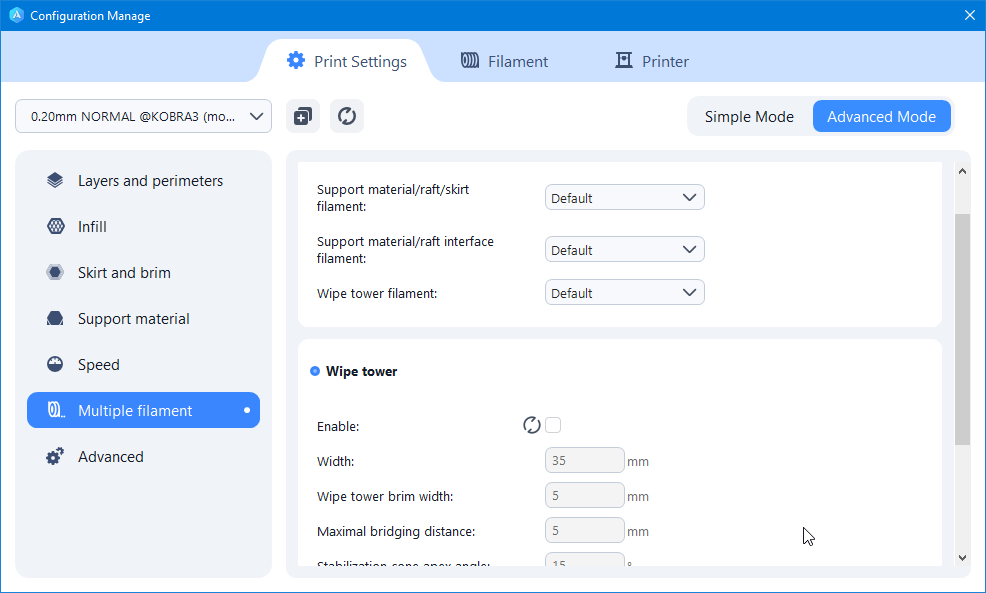
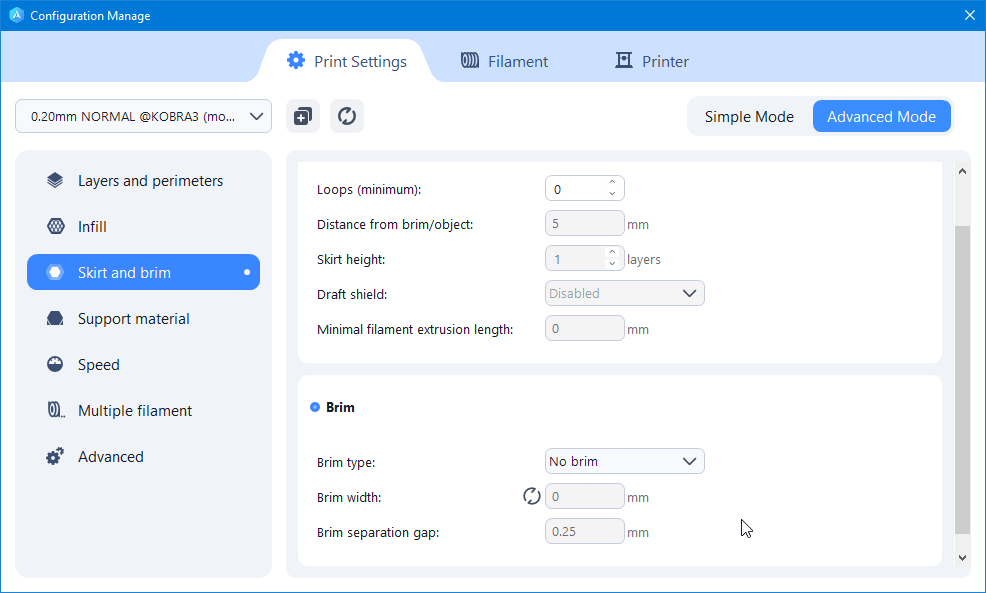
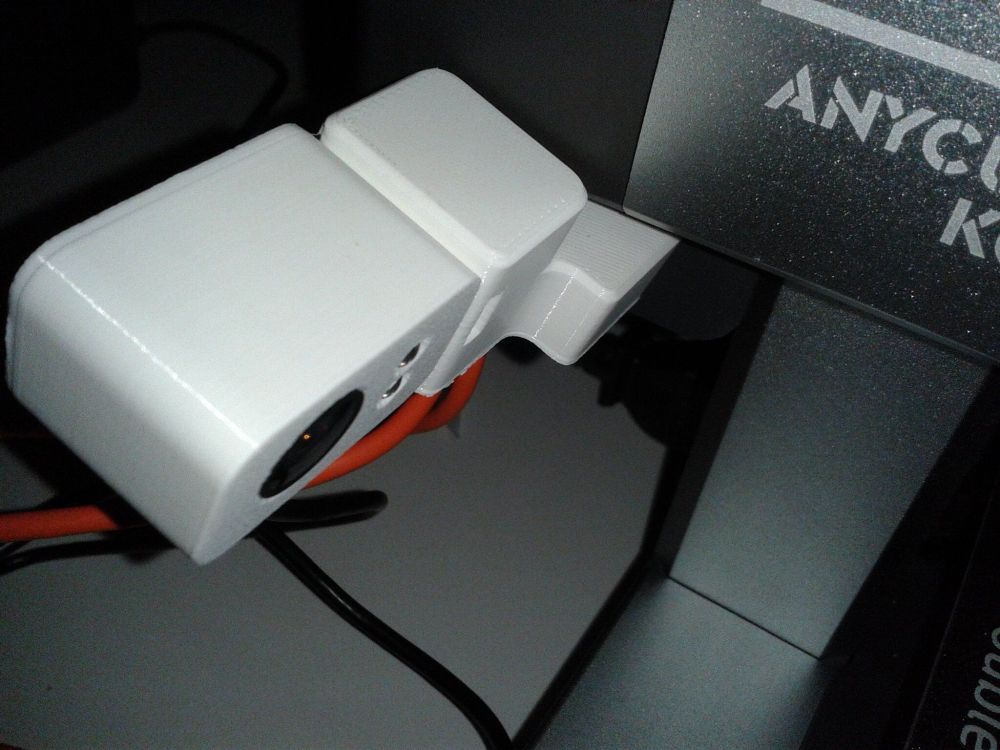
Je déplace (de mon commentaire précédant) et regroupe ici (dans ce commentaire) ce qui parle de La caméra officielle de la Kobra 3 Caméra fournie en cadeau avec ma commande, de ma Kobra 3 Combo. Réception de la caméra Impression du boitier et mise en place de la caméra officielle de la Kobra 3 Version du boitier de caméra imprimé "Kobra 3 Camera Mount (Improved Print File)" de "XP" https://www.makeronline.com/model/kobra-3-camera-mount-(improved-print-file)/17451.html Mise en place sur la Kobra 3 (cf https://wiki.anycubic.com/en/fdm-3d-printer/kobra-3-combo/camera-installation-guide ) Sur le wiki, il est spécifié que l'on doit utiliser le port USB le plus à gauche (celui juste à côté du port pour l'ACE ) pour y connecter la caméra sinon cela ne fonctionnera pas. Utilisation de la caméra officielle de la Kobra 3 Pour l'instant ( Anycubic Slicer v1.4.4 et firmware V2.3.2.3_1.1.6_1.1.6_release ) on peut voir le flux vidéo sous le "Workbenche" sous Anycubic Slicer ( il faut cliquer sur le bouton "Play" sous la zone d'affichage du flux vidéo pour activer la caméra. (Mais le flux passe par le cloud d'anycubic donc il arrive que l'on ai une perte du flux de temps en temps ) et/ou Sur l'écran de contrôle de l'imprimante, cocher "timelapse" en début d'impression ( Pas encore possible de demander un timelapse quand on lance l'impression en distant ) ( Il faut avoir une clé USB de connecté a l'imprimante pour en fin d'impression, retrouverer le fichier vidéo du timelapse sur la clé USB au chemin "/delayphoto/delay_photo.mp4". (Je n'ai pas trouvé si les vidéos sont ou non sauvé sur le Cloud d'Anycubic donc la clé USB semble indispensable, il ne semble pas possible de changer les paramètre du timelapse (qui ici est donc un hyperlapse, mais je n'ai pas testé de mettre des g-code étendus pour les timelapse lors de mes tranchage pour vérifier)) Mon premier essai de "timelapse" sur la Kobra 3 Combo, avec la caméra officielle. Oui, ce n'est pas top top, mais je n'avais pas pris le temps de suffisamment éclairé l'imprimante pour cet essai ) https://discord.com/channels/966957505580236851/1230084715185442857/1263654296881205340 ( La la capture d'écran c'est donc ce qu'il fait tourner sur un RPi et non sur la Kobra 3 ... ) " i've got only the camera plugged into a pi, running mjpeg-streamer turns it into an ipcam with led, brightness, sharpness controls etc "





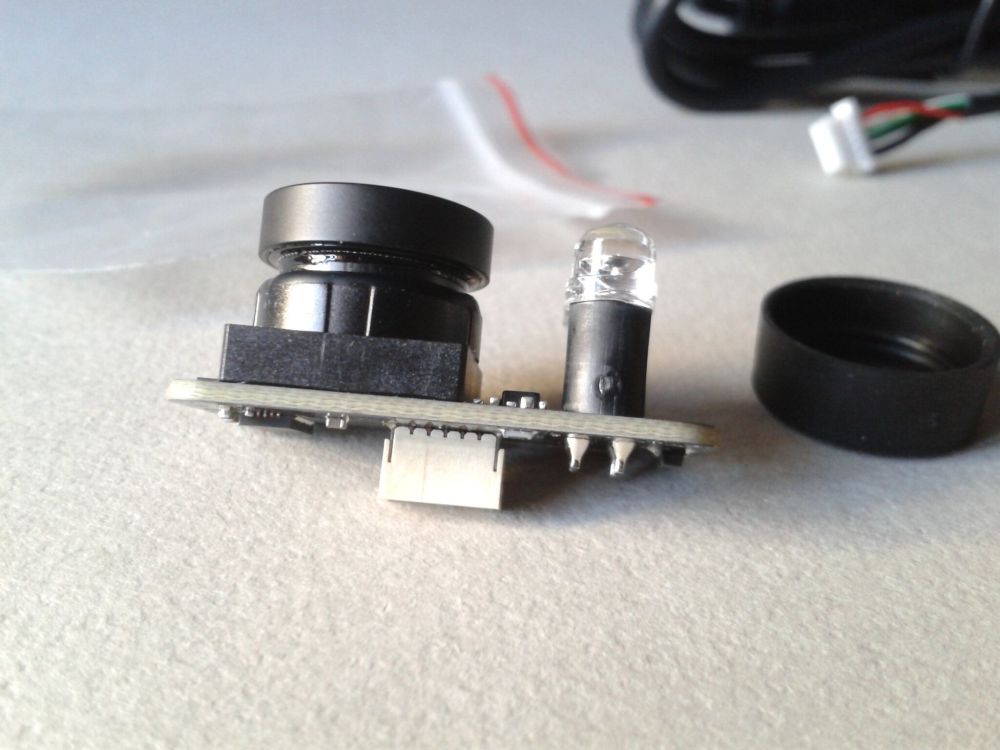





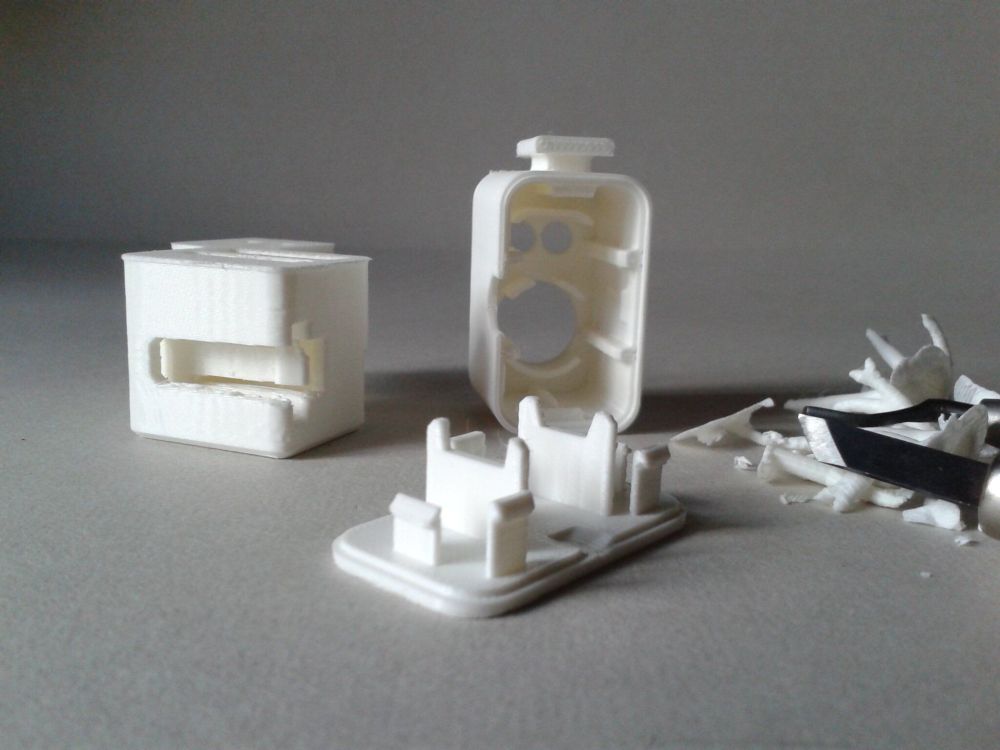
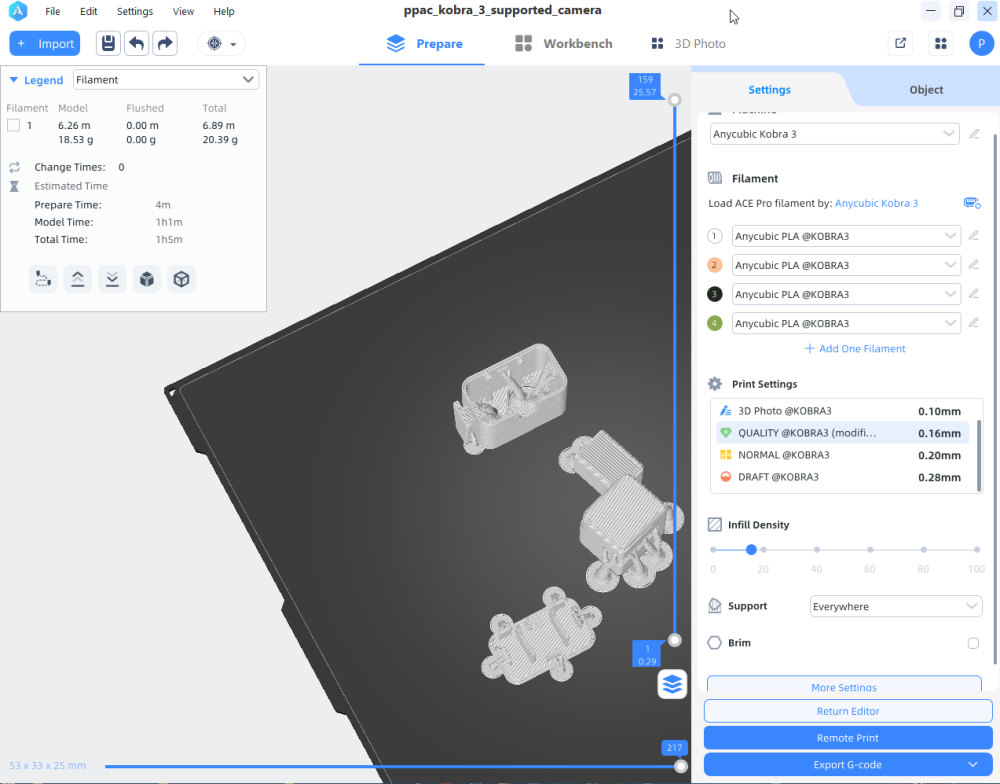




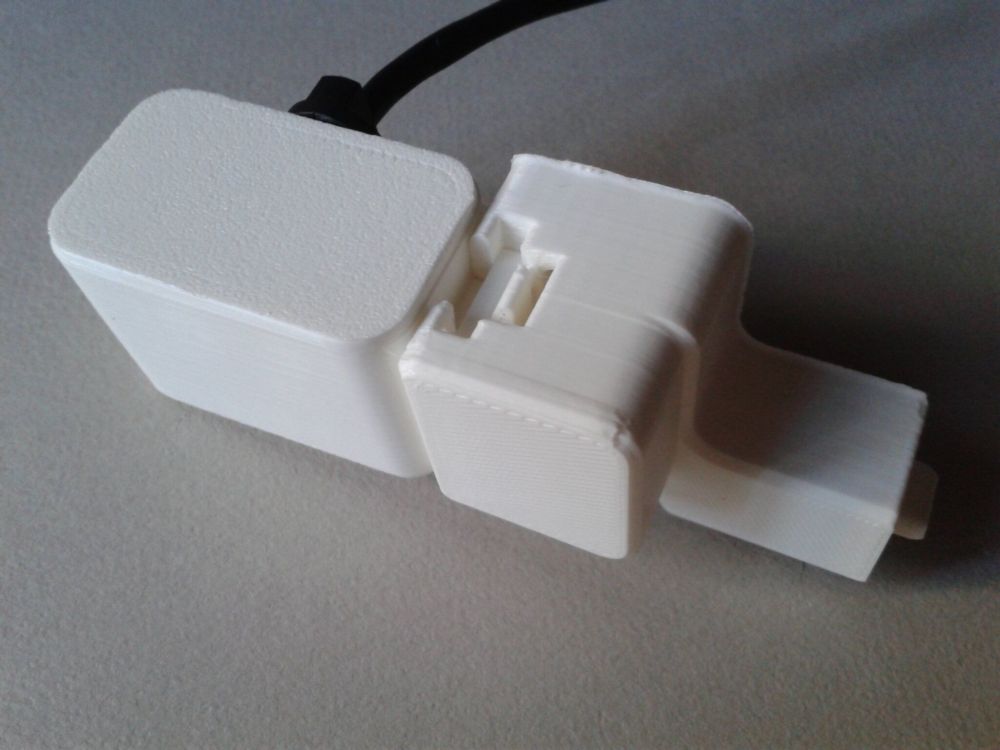

 1 point
1 point









































































































.jpg.c85ed789e18015143847c1fa7ee51bf1.jpg)