Classement
.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)



Contenu populaire
Contenu avec la plus haute réputation dans 29/09/2024 dans Messages
-
Jamais vu ni utilisé. Klipper peut être utilisé avec la cinématique dédiée, mais il est indiqué que la précision autour du point 0 n'est pas « idéale ». Ce lien (en anglais), succinct et daté, tente de comparer plusieurs cinématiques : cartésiennes, delta, polaire. L'intérêt est de n'utiliser que seulement deux moteurs pour effectuer les déplacements : un pour l'axe Z, l'autre pour le lit (rotation, déplacements en X et en Y). Reste à vérifier que les trancheurs actuels sont capables de gérer le système de coordonnées polaires (angle / distance par apport au centre (radius)).2 points
-
Inutile de modéliser, ça existe. https://www.thingiverse.com/thing:4699876
 2 points
2 points -
Montée de version en 1.1.7. À télécharger soit à l'ouverture de la précédente version qui signale ce changement, soit directement sur le Github.2 points
-
Pas trop tenté encore, j'ai print avec mais sans faire de comparaison et c'était pas dégueu. Tu peux regarder ce guide peut être2 points
-
En plus je le savais ... quel imbécile, je fais, heureusement que tu es là pour me corriger. Je suis confus.2 points
-
Salut, J'aurais plutôt dit: M412 S0 pour désactiver le détecteur de l'outil en cours (T0 ou T1) et M412 S1 pour l'activer M405/M406 concerne le capteur de mesure de diamètre du filament2 points
-
Désormais en plus de sniffer du PLA tous les matins, je me ferai un gommage exfoliant avec les chutes d'impressions afin de stimuler en profondeur la synthèse du collagène. Tout est bon pour tenter de rajeunir.2 points
-
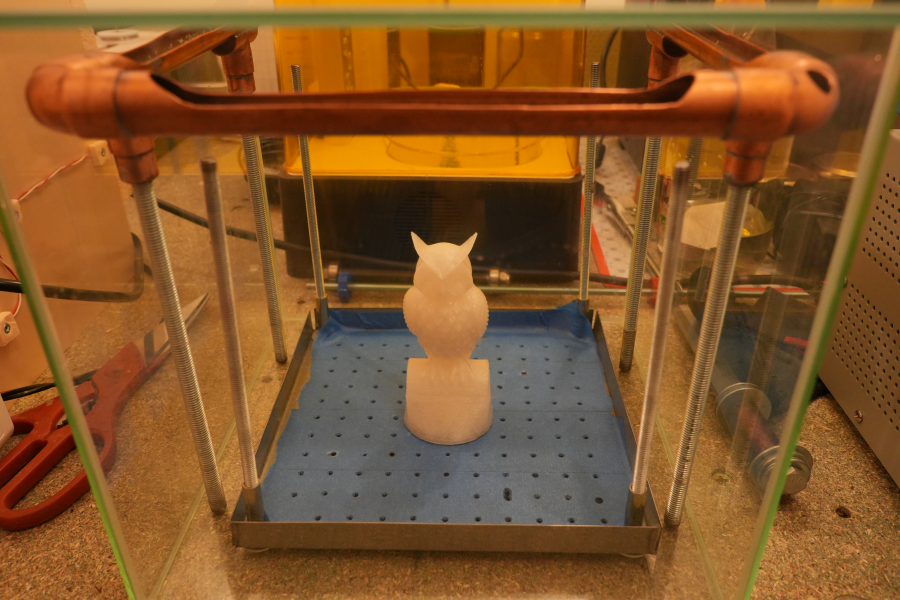
Bonjour, Cette année pour les Journées du Patrimoine, j'ai pu réaliser une pièce en aluminium à partir d'un modèle imprimé en 3D. J'ai utilisé le filament Polycast de Polymaker. Il s'imprime facilement, avec un peu de stringing - par rapport à ce que le fabricant préconise, j'ai baissé la longueur de rétraction, car sinon le filament est bouffé par l'extrudeur au moment d'imprimer les oreilles de la chouette (NB : j'utilise une Prusa I3 Original MK2s, l'extrudeur n'a qu'une seule roue crantée, le filament est plaqué dessus par un roulement à bille) Ensuite, j'ai lissé la pièce avec des vapeurs d'alcool isopropylique - c'est très long, je pense que j'aurai pu vaporiser de l'alcool isopropylique ou tremper la pièce dedans pour aller plus vite : J'ai ensuite confié à la pièce à un bénévole de l'Association des Amis de la Forge de Montagney, qui est un ancien fondeur à la retraite. Il a réalisé pour moi le moule dur en plâtre. Il faut laisser le moule sécher plusieurs jours, et ensuite le passer dans une étuve à 300°C, pour que la pièce imprimée en 3D se consume. Voici le moule obtenu : Avant la coulée, on réchauffe les moules (normalement, il aurait fallu une étuve sur place) Cette année, on n'a pas coulé du bronze mais de l'aluminium : Le modèle imprimé en 3D a bien été reproduit, avec quelques défauts d’aspect inhérents à la technique de moulage : (suite au prochain message) Comme c’est la première fois que nous coulons de l’aluminium, j’ai coupé la pièce dans le sens de la hauteur pour examiner l’homogénéité de la matière ; on retrouve quelques petits défauts mais la pièce est bien massive : Pour améliorer le rendu, deux améliorations sont possibles : - d’abord utiliser un plâtre spécifique - ensuite, juste avant la coulée, repasser le moule dans une étuve. L’industrie moderne utilise, pour la fabrication des pièces en aluminium, des presses permettant de faire du moulage sous pression ou des machines pour mouler sous vide. A bientôt













 1 point
1 point -
Uhm, perte de qualité sur la circonférence, "artefacts" vers le centre, je commence à comprendre pourquoi elles restent pour la plupart à l'état de prototypes En tout cas merci pour ta réponse super claire, je cerne un peu mieux ces bébêtes Boarf, avec un peu de courage en 1 semaine c'est plié Blague à part, j'avais cherché par curiosité comment fixer un plateau chauffant sur un axe rotatif et je suis tombé sur les "collecteur rotatifs", je ne connaissais pas du tout (même si j'imagine que c'est présent au sein d'énormément de systèmes) :1 point
-
J'aurais tendance à penser que c'est l'inverse : plus on s'éloigne du centre plus on perd en résolution Le moteur du plateau rotatif pilote un angle ; la portion de circonférence correspondant à un pas angulaire est proportionnelle au rayon. Donc plus le rayon est élevé, plus le "pas de circonférence" est grand. Il faut vraiment que la rotation du plateau soit bien démultipliée et sans aucun jeu. Il faut aussi que l'axe Y passe par le centre de rotation du plateau. Et que le zéro de l'axe Y corresponde pile au centre de rotation du plateau (mais ça peut se calibrer logiciellement). Ces deux aspects engendrent des problèmes qui s'amplifient lorsqu'on est proche du centre de rotation du plateau. Hum... ça n'a pas l'air d'être une si bonne idée que ça cette histoire d'imprimante polaire1 point
-
Ca fait déjà un bon moment que ce mécanisme est apparu dans d'autres slices. Voire cette vidéo : Déjà testé sur quelques modèles, çà enlève bien sûr en effet la "longue trace" fortement visible, mais çà laisse quand même dans mon cas des petites aspérités.1 point
-
J'en ai aussi eu une (achetée il y a longtemps, sans QR code à l'époque), aucun soucis à déplorer, çà vaut largement celles de chez Bambu. La désactivation se fait dans les options de l'imprimante Mais les nouvelles "Third Party" ont en général maintenant un QRCode Bambu.1 point
-
En insert, c'est quand mieux que du Botox !!! https://www.face-clinic-geneve.com/medecine-esthetique/acide-polylactique/#pourquoi A froid quand même !!
 1 point
1 point -
Il fait quel taille ? J'ai l'impression que ce n'est pas raisonnable ou alors pour des personnes expérimentées.1 point
-
Les fichiers sont maintenant disponibles sur cults 3D. J'ai finalement tout mis ensemble. Je n'ai pas inclus les moules de carrosseries, mais indiqué comment faire pour s'en procurer...1 point
-
J'ai failli répondre tout à l'heure que la carte originelle était aussi une BTT, mais j'avais peur de spoiler le projet. C'est possible que ça ne soit pas géré, ou pas correctement pour une imprimante multi-tête. C'était déjà le cas pour les ventilateurs que j'avais corrigé et fait intégrer dans le code de Marlin. Par contre pour la collision entre T1 et T0, as-tu bien réglé les limites pour chaque tête ? En théorie T1 n'a pas le droit de se déplacer au delà de sa limite, et donc de se cracher sur T0. Si c'est fait ça montre encore une fois que le code pour gérer du multi-tête n'est que partiel.1 point
-
Merci Puisque Marlin prends maintenant en charge le fonctionnement des imprimantes polaires, je vais essayer de me passer de Klipper (je réserve ma RPI pour mon projet d'imprimante Delta) D'après ce que j'ai compris, avant il fallait slicer de manière "normale" la pièce puis l'importer dans un logiciel de conversion avant de l'imprimer, mais il me semble que l'implantation actuelle du script dans Marlin permet de se passer de la "conversion", et d'utiliser n'importe quel slicer. 3 moteurs restent nécessaires (sans système complexe), l'axe rotatif compte pour le l'axe X mais l'axe Y reste indépendant1 point
-
Je vais tester ça, merci beaucoup Oui, bien sous Marlin j'ai oublié de le préciser désolé Effectivement, j'avais creusé dans le code mais j'ai rien vu qui permettait de gérer au choix deux modes de changement de filament J'ai bien l'impression que c'est pas encore faisable de l'automatiser proprement sans bidouiller le slicer (ou trouver le bon script pour forcer deux positions distinces)... Et oui, une vraie IDEX ! Appartenant originellement à @Kachidoki, avec la BTT Octopus de @fran6p ça devient à force un projet communautaire Mais bon je la dévoile pas encore, (très bientôt)1 point
-
Merci pour ta réponse Je parlais plutôt de la structure qui est moins rigide et plus abordable, d'ailleurs j'ai vu qu'il était peut-être faisable d'en faire une uniquement avec deux moteurs pour info : Pareil, je trouve que c'est pas la meilleure solution Je prefère que le plateau reste sur place comme sur cette machine : J'ai du mal à comprendre ce phénomène, plus on se rapproche du centre du plateau, plus on perd de détails, c'est bien ça ? C'est pour cette raison que certaines personnes impriment non pas au centre mais sur la périphérie du plateau ? Uhm, je n'y avais pas pensé, je vais creuser cette piste Je garde espoir, bon nombre de projets ont vu le jour ces derniers temps et le code "polaire" est maintenant directement intégré à Marlin depuis 1/2 ans je crois1 point
-
J'ai récemment remarqué que les formats court en 1:1 généraient plus de vues sur les réseaux sociaux... J'ai donc décidé d'expérimenter un peu avec la turntable du scanner...1 point
-
Regarde nos tests sur le site : https://www.lesimprimantes3d.fr/tag/test/ et sur la chaine YouTube : https://www.youtube.com/@Lesimprimantes3dFr/videos entre les Elegoo et autres marques d'imprimantes 3D résine pour te faire une idée.1 point
-
Bonjour l'équipe 3D ! J'espère que vous passez un bon Dimanche ? J'ai fait "au propre" le schéma de @fran6p, merci à toi Je n'ai pas les variables exactes de ce que fait chaque câble, et je n'ai repris que la platine, donc la molex 30 broches. Concernant les prises de tension, j'avoue avoir un peu la trouille (j'aime pas l'électricité) Je peux tenter de mesurer la continuité par contre, je vous ferais un retour (après tout, je n'ai que 3-4 fils à tester). @pommeverte : Ce n'est pas Powerpoint, mais un logiciel vectoriel disponible que sur Mac <Modération> Le PDF a été modifié, voir quelques posts plus bas pour récupérer la nouvelle version. </>1 point
-
Salut, à priori, c'est du Core XZ tout à fait standard avec 2 courroies: (photo tirée de cette vidéo)
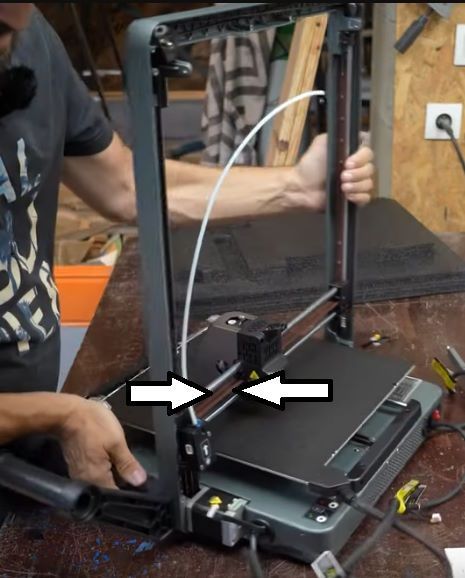 1 point
1 point -
Pas testé sur Bambu Studio, mais Il y a sur OrcaSlicer le même genre que j'ai testé mais il y a tellement de paramètres que je n'ai pas réussi à avoir un résultat probant1 point
-
Salut à tous, Pour vous partager une astuce pour empêcher Windows de se mettre en veille. Après plusieurs impressions loupées, à cause de ma mémoire de poison rouge car j'avais oublié de suspendre la mise en veille de Windows, j'ai trouvé une astuce pour ne plus avoir à y penser. Je vous la partage ici. Pour ce faire j'utilise le logiciel CAFFEINE. Je le configure pour qu'il se lance au démarrage de Windows avec pour instruction d'empêcher la mise en veille si le logiciel CURA est actif (Mais ca marche avec n'importe quel autre logiciel). Voici a marche à suivre : Téléchargez le logiciel CAFFEINE: https://www.zhornsoftware.co.uk/caffeine/ (C'est juste un .zip avec un fichier caffeine64.exe et CAFFEINE32.exe dedans) Dézipper le fichier CAFFEINE64.exe et placez le à la racine de votre disque dur (ou ailleurs si vous voulez, mais pour l'exemple ci après je considère que vous aurez un fichier c:\caffeine64.exe) Bien, il faut maintenant indiquer à Windows de lancer cette appli au démarrage de Windows avec la bonne commande. Pour ce faire il faut créer un raccourcis vers CAFFEINE dans le dossier approprié : => Avec l'explorateur Windows allez dans le dossier C:\Users\nonutilisateur\AppData\Roaming\Microsoft\Windows\Start Menu\Programs\Startup ou nonutilisateur correspond au nom de votre session Windows => Faite un clique droit dans l'explorateur et sélectionnez "Nouveau" puis "Raccourci" Dans la fenêtre qui vous invite à "Entrez l'emplacement de l'élément" indiquez C:\caffeine64.exe -watchwindow:CURA => Cliquez sur suivant, donnez le nom que vous voulez au raccourci et validez. Et voilà ! Après un redémarrage, CAFFEINE se lance et empêchera la mise en veille du PC si CURA est en cours d'exécution. Noter que cette astuce fonctionne avec n'importe quelle application, il suffit de modifier -watchwindow:CURA en remplacent CURA par le nom de votre logiciel. Bonne impression et A+ !1 point
-
Très beau test comme d'habitude par notre ami @PPAC1 point
-
Plus simple ? Il faut toujours trois axes, il y en a juste un qui est rotatif. Ce qui me surprend dans la vidéo, c'est de voir le plateau bouger à la fois en rotation et en translation. J'aurais pensé que le plateau ne faisait que tourner, et que la tête d'impression bougeait en X et en Z. Du coup la pièce est pas mal secouée (c'est un bedsligner en pire) Pour la qualité, on va retrouver le même phénomène qu'avec les platines vyniles : la qualité / la résolution va changer en fonction de l'éloignement du centre. Ce type de machine pourrait offrir un très bon rendu pour les pièces de révolution... sauf que le format de fichier STL approxime les surfaces courbes par des polygones - à voir si le firmware ou le slicer arrive à reconnaitre une surface circulaire. Ce qui aurait été innovant, c'est une imprimante 3D avec un 4e axe, pour permettre de l'impression non-planaire et/ou sans supports ou avec beaucoup de surplomb.1 point
-
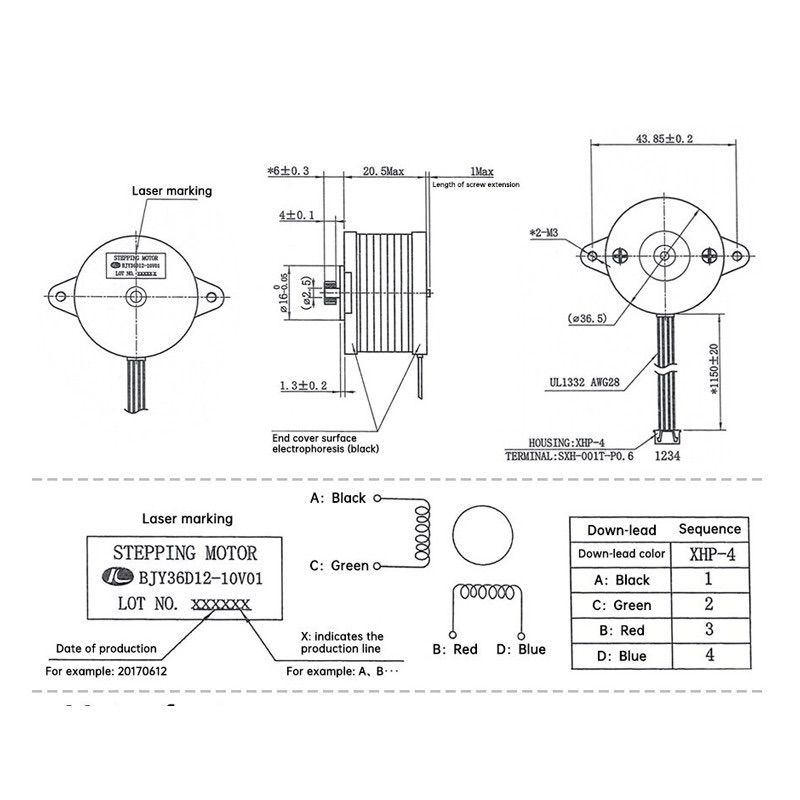
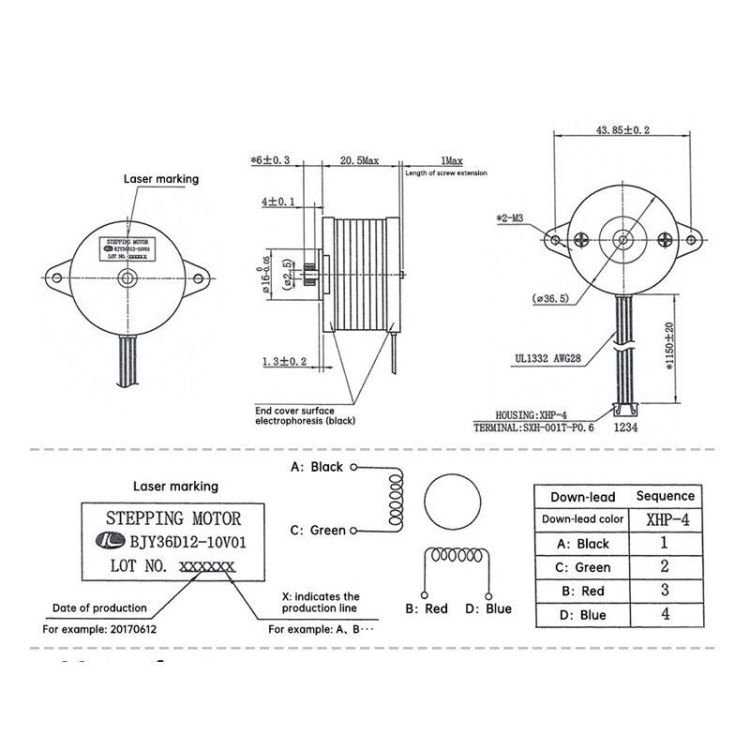
Le 17 mm ne colle pas du tout en termes de spécifications par rapport au BJY36D12-04V02 (04V13) monté par Qidi, ni le rated current, ni le holding torque, ni le winding inductance. J'ai trouvé ceci sur les moteurs BJY36D12. La carcasse semble bien être une 20 mm pour cette série.
 1 point
1 point -
Ca dépend des régions, certaines collectes brulent les ordures ménagères, dans ce cas là, c'est exactement le même schéma que les amener en déchetterie, le risque de pollution c'est quand c'est stocké/enteréé et qu'il y a un risque de ruissellement/pollution (puis il suffit de fouiller ces endroits là pour voir des ruissellements d'huile de vidange ou autre...) . Après le principe de la pollution, c'est comme d'habitude, si une personne fait les choses mal, ou si 600 concentrée au même endroit le font, le résultat n'est pas le même. Que ça reste gras, c'est normal si ça n'a pas été lavé, les résidus de résine non "affiné" qui font sécher sont plus épais que les bordures établies par des pixels d'1/20 de mm et sont affinées, et si ça n'a pas été lavé, bah ça reste une espèce de bouilli plus baveuse que tes pièces, le vrai risque, c'est qu'un effet de chaleur intense peut faire couler cette résine et la déstructurer (j'ai d'ailleurs même eu le cas sur des figurines que j'ai lavée avec des produits alternatifs (mr propre) qui après un an d'exposition ont commencé à "saigner" des coulures de résine. Je vais répondre aux deux Dans un premier temps, le lavage des supports dans un bac d'alcool permet de les dé-structurer, de les ramollir, de faciliter leur retrait et de limiter davantage les traces de support, en plus d'éviter d'en mettre partout, donc c'est dommage de se passer de cette étape. Tu peux toujours effectuer un pré-lavage. Dans mon cas j'ai un bac dédié à ça, sans doute un peu saturé, je met mes pièces dedans une ou deux minutes, j'enlève ensuite les supports, et si je dois poncer mes pièces ou autre, je le fais à ce moment là, (je ponce à l'eau pour éviter les traces blanches) puis je balance dans un second bac définitif à ultrason. Les moins hargneux se contenteront d'un pré-lavage au spray d'alcool IPA, tu pulvérise toute ta pièce au spray et tu laisses égoutter quelques minutes ce qui va déjà réduire pas mal la résine résiduelle. Le plus de résine résiduelle que tu as d'après moi, c'est celle qui reste sur le plateau, et celle qu'il y aurait à l'intérieur d'une pièce évidée, les supports en soi, après un pré-lavage en spray, ne sont pas une trop forte source de saturation. Ça peut dépendre de comment tu les les fais, et de ce que tu imprimes, ainsi que la fluidité de ta résine, mais la majorité de la résine "résiduelle" sur les supports va retourner à ton bac pendant l'impression1 point
-
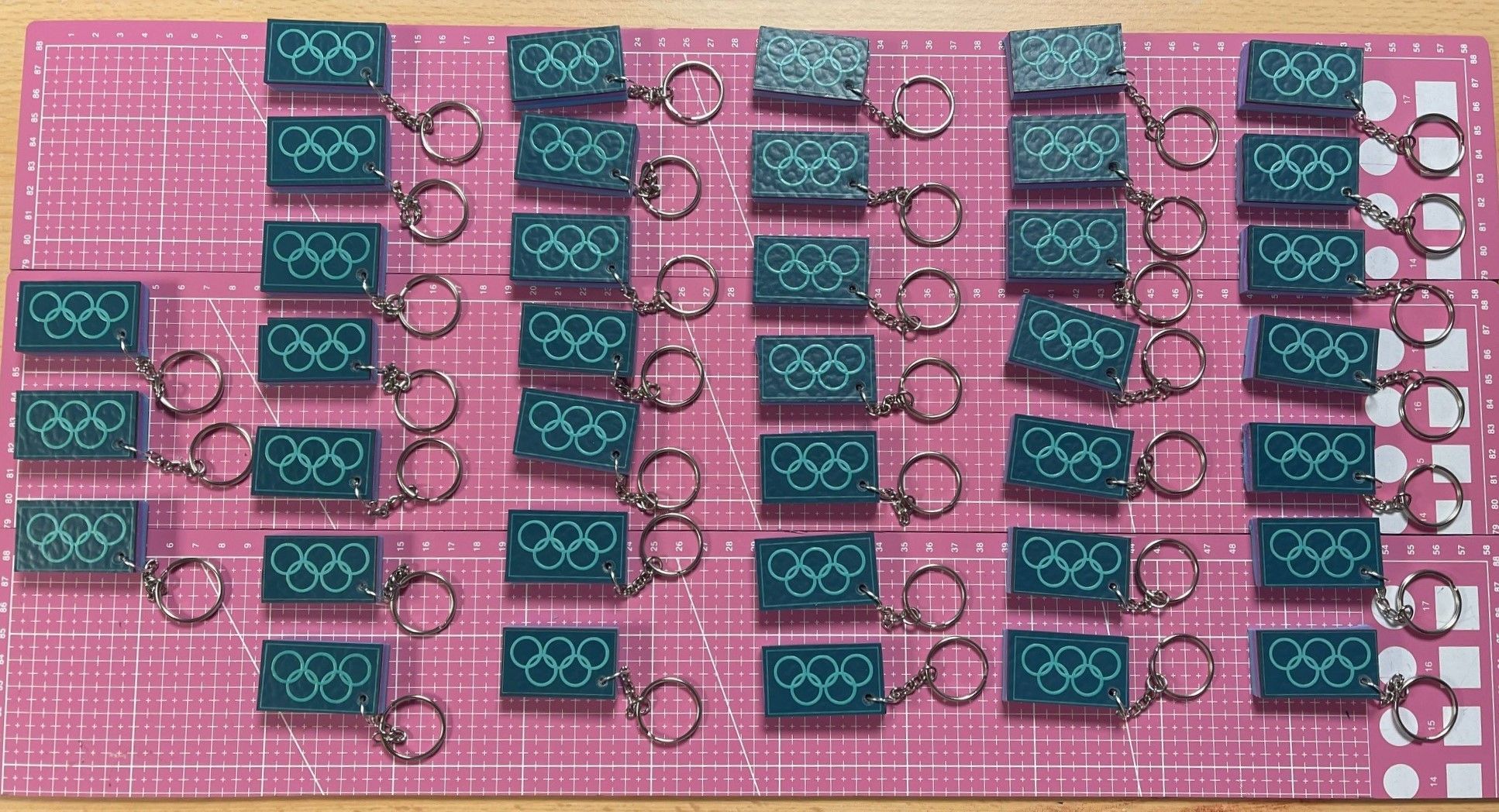
Les voici finis :
 1 point
1 point