Classement



Contenu populaire
Contenu avec la plus haute réputation dans 04/12/2024 dans Messages
-
Extrait de la licence de Klipper : C'est la licence GPL v3.0, le résumé indique tout ce qui est possible avec : Les permissions d'utilisation sont très «libres», par contre tout utilisateur, y compris un fabricant d'imprimantes, doit respecter les conditions : indiquer la licence utilisée préciser les modifications fournir les sources réutiliser la même licence Peu de fabricants la respecte alors qu'ils l'utilisent. Donc, non, un fabricant n'est pas tenu de payer pour l'utiliser (commercial use). Klipper est «rémunéré» via ses sponsors, contributeurs. La «marque» n'est protégée que par sa licence. De nombreux projets Open source sont la base de l'infrastructure numérique actuelle, ce que résume bien cet XKCD :

 3 points
3 points -
Pas plus pour Charlélie OK, je =>3 points
-
Merci beaucoup pour votre aide @PPAC et @pjtlivjy Je pense que j'ai la preuve irréfutable Malheureusement ce sera un changement d'écran pour moi. Avez-vous une idée de ce qui peut causer ca ?
 2 points
2 points -
@jcjames_13009 je crois qu'au stade ou on est déjà rendu, il nous faut établir un cahier des charges et prendre contact avec un cabinet conseil2 points
-
que ce soit les version Klipper de Creality mais aussi elgoo, Artillery, Anycubic (lui il est pire que les autres même d'accès SSH et Root), Sovol, ou de fabriquant de composant MKS ou BTT n'est un klipper opensource officiel, il utilise touts un Armbian ou autre système souvent obsolète dont le klipper est modifié pour utilisé des librairies non issue des repository officiel. Certain sont malgré tous plus ouverte que d'autre, quand on a l'accès Root et quelques connaissances ont plus de marge de manoeuvre. @bubus je vais te donnés mon avis, je connais bien plusieurs des machine que tu cite la. Déjà les Kobra 2 et 3 perso j'oublierais a ta place ces machines sont pas forcement super bien suivie côté firmware et en cas de soucis tu sera dans les corde car tous verrouillé on peux rien corriger. Pour les Elegoo Neptune 4 Pro et Artillery SW X4 Pro elles sont fabriquer sur une base commune a savoir une carte mère issue de MKS utilisant donc le même armbian MKS il y a quelques subtilité sur le brochage de la carte mère et la configuration klipper des 2 machines. La Série Neptune 4 Pro a par contre un avantage et des défauts, elle est encore plus bruyante que la SW X4 Pro qui est déjà pas silencieuse du tout, son système de guidage est moins optimal que sur les SW X4 Pro pour les axes X et Y, mais un projet Open Neptune existe et permet de mettre en place un Klipper OpenSource dessus . Les SW X3 Pro oublie les les X4 Pro sont largement meilleurs, il y a de grosse différence la carte mère 32bits est equipé de marlin pas de klipper, tu as les même type de nappe que sur les X1 et X2 qui sont sources éventuelles de soucis. Pour les créality Ender3 V3 Se et K3, la SE est a mettre en face de la SW X3 Pro la K3 en face des Neptune 4 pro et SW X4 Pro, la SE est sous marlin et a pas de capteur de fin de filament, mais fonctionne pas trop et quand on la trouve a moins de 160€ cela reste un choix cohérent, la KE est sous Klipper creality a une electronique différente des Neptune 4 et SW X4 mais très comparable en fonctionnalité. Il te reste un autre choix pas evoqué la Bambulab A1 mini trouvable a 199€ seul, si un volume de 180x180x180 te suffit cela peux aussi être un choix. Il s'agit de la marque dont @fran6p ne voulait pas dire le nom , c'est un logiciel fermé et si sur le principe je suis pas un fan de ces procéder la machine est fiable bien suivie c'est une évidence. Enfin j'ai réalisé le test de la SW X4 Pro et celui de la SW X4 Plus pour le blog j'utilise encore la SW X4 Plus régulièrement, j'ai eu aucune soucis sur les 2 machines que j'ai eu en test, mais il faut quand même noté que au vue des retour que j'ai depuis 10 mois sur ces machines les chaines d'assemblage font que certain on reçu des machines bâclé sur les chaines d'assemblages (plus sur la SW X4 Plus que Pro d'ailleurs), donc si reçoit une machine bien monter aucun soucis mais si bâclé sur les chaines de montage tu auras peut être quelques soucis au départ impossible de te donné un taux de retour negatif par rapport au volume vendu au totale par contre donc a prendre pour ce que c'est un retour d'info. Par contre on a mis pas mal d'infos diverse et varié pour les SW X4 Pro et Plus ici2 points
-
pas de souci de fonctionnement de mon côté mais l'extinction est un problème car si tu ne notes pas le poids, il ne le mémorise pas j'ai fais une pièce par emboîtement simple adaptateur creality axe.stl une vue de la pièce avec le nouvel affichage dans Qidi Studio
 2 points
2 points -
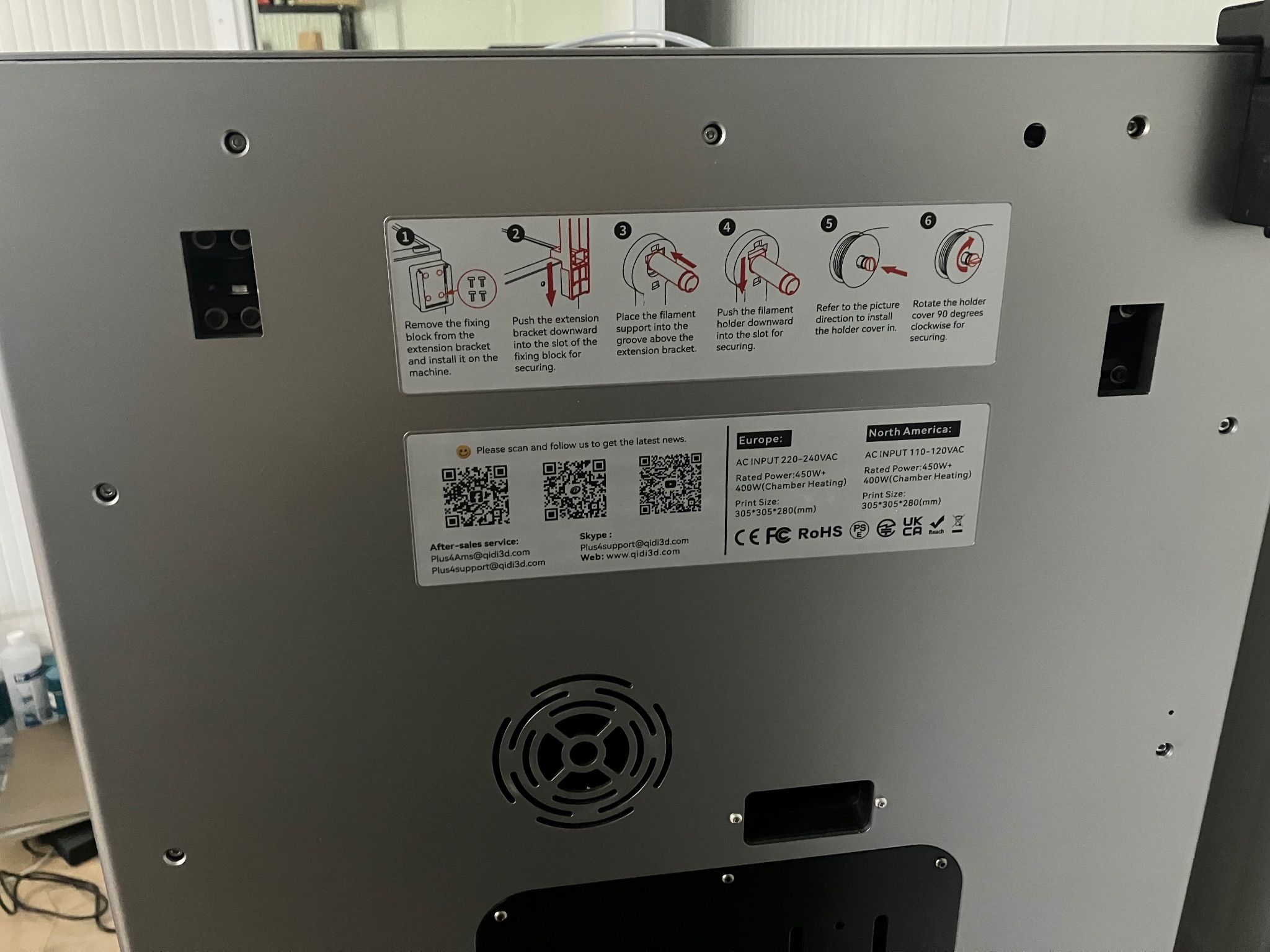
Avec la porte grande ouverte comme sur la photo ? Heureusement qu'on a appris à ne pas croire les publicitaires . OK, je =>2 points
-
bonsoir à tous, nouvelle version 1.10.01.50 disponible1 point
-
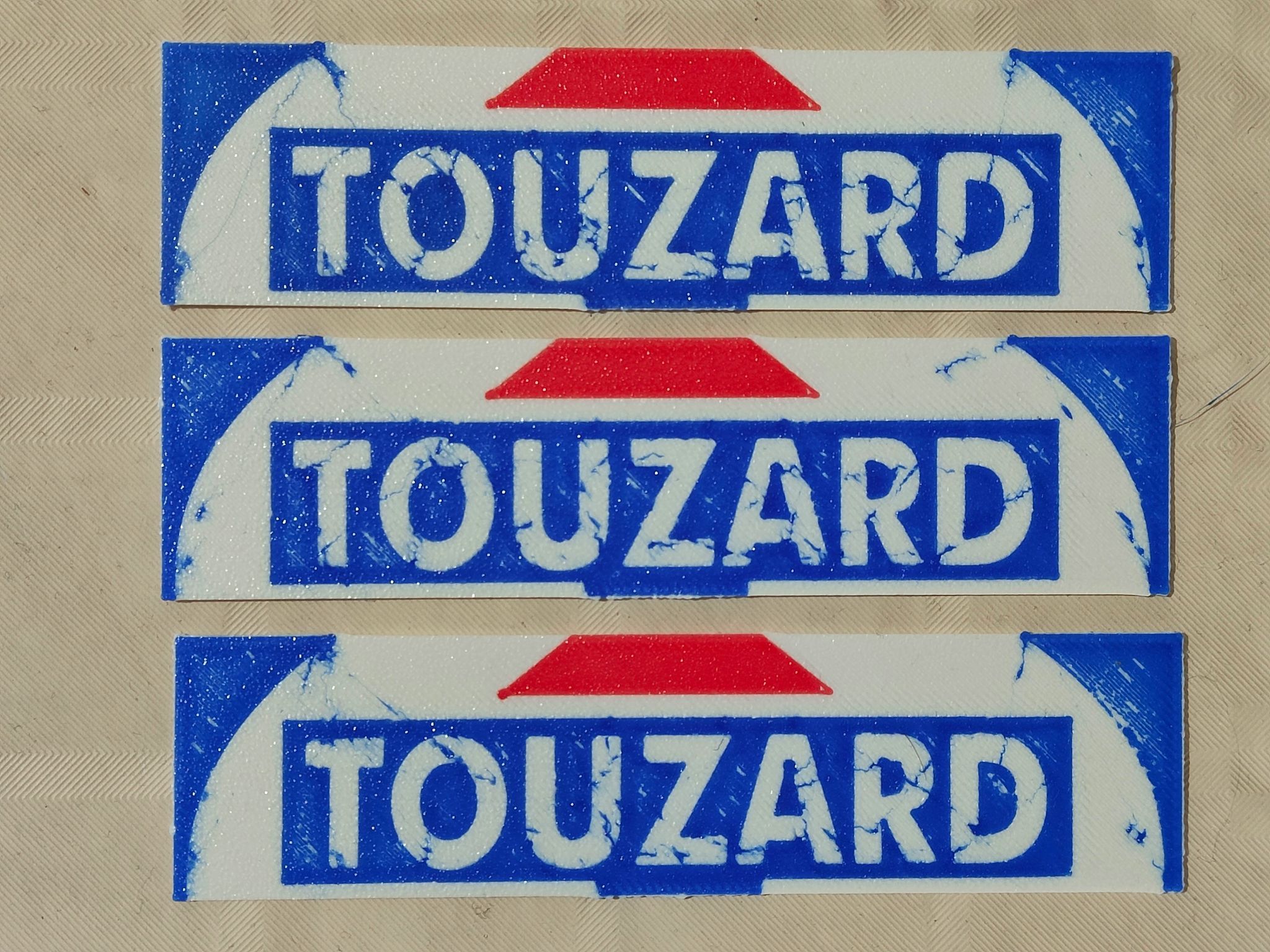
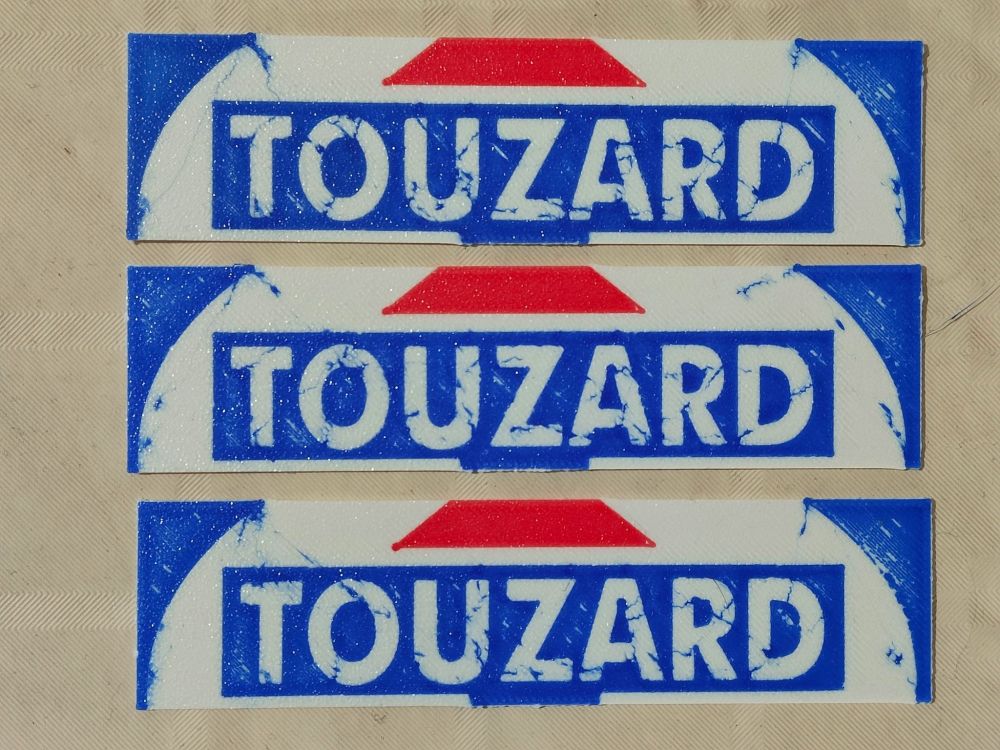
J'ai voulu changer l'enseigne de ma miniature 1/18 par celle d'un magasin d'ameublement de mon enfance au nom un peu particulier. Imprimée en plusieurs fois avec un STL par couleur pour utiliser la face contre le plateau. J'ai utilisé un vieux fond de bobine bleue, j'ai vu que l'impression était horrible (super humide ça crépitait à mort) mais il m'a semblé que par chance les bavures aléatoires pouvaient donner un effet peinture abimée/vieillie sympathique donc je suis allé au bout et j'aime beaucoup de résultat ! Le fourgon est trop neuf maintenant .
 1 point
1 point -
la voilà à la maison y as plus qu'as assemblé tous ça
 1 point
1 point -
Y a un moment, faut peut être essayer avant de trop réfléchir... Tout les filaments ne sont pas sensibles à l'humidité au même point... Quand on imprime du TPU ou du nylon, l'humidité est un vrai problème. Pour du PLA et du PETG, beaucoup moins...1 point
-
merci du partage de l'information @Poisson21 il va falloir lister les bobines compatibles pour éviter les mauvaises surprises !1 point
-
Faut pas penser que l'AMS ferait un bon stockage de filaments, à chaque ouverture l'humidité rentre, et même avec le plein de dessicant bah le taux monte petit à petit... Il vaut mieux y mettre les bobines qu'on utilise régulièrement et le plus souvent (PLA blanc/noir, ABS noir... A chacun de voir) et utiliser l'alimentation externe pour les autres filaments. Moins on l'ouvre (je parle de l'AMS ), moins on pollue l'intérieur... Perso j'ai pris un 2ème AMS (les soldes) et maintenant c'est rare quand je les ouvre...1 point
-
Il y a un Oxford dans les pays slaves ? Pas allé sur le KS. Avec quel filament faut-il imprimer cette boite pour que ça ne se déforme pas (100 °C) ?1 point
-
Ne pas oublier Marlin qui lui aussi a bien contribué au développement de l'impression 3D. Même licence, GNU GPL v3.0. Son intérêt reste encore d'actualité, car il ne nécessite qu'une carte contrôleur «simple», pas besoin de SBC supplémentaire comme avec Klipper. Le firmware des Prusa, c'est Marlin (pas Merlin qui lui est un enchanteur ).1 point
-
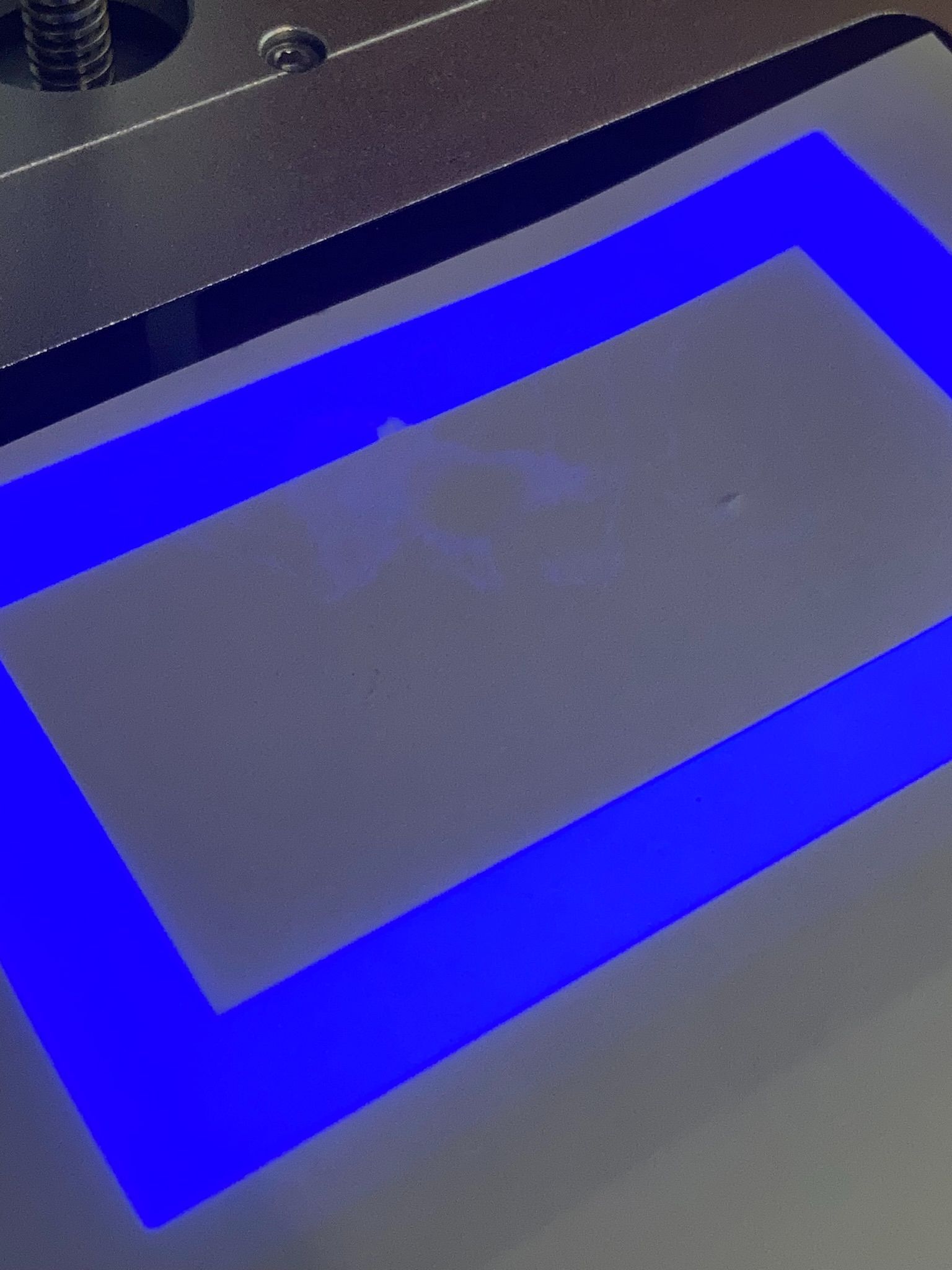
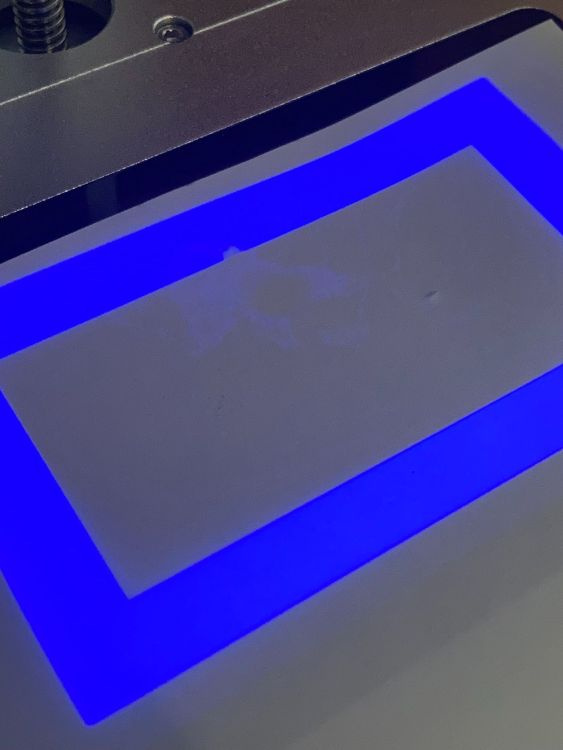
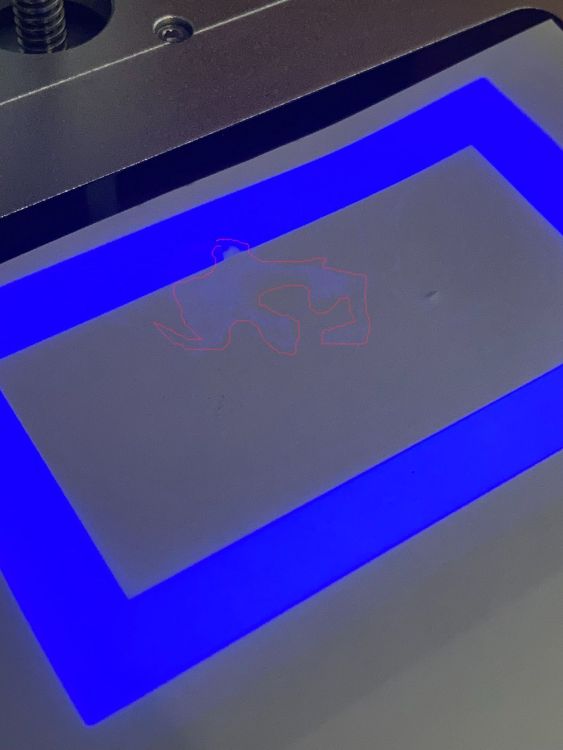
Usure naturelle, point de chaleur ou point de pression qui a abimé la zone, fuite de résine sur l'écran qui a etait exposé ( quand la résine est exposé elle chauffe ...), ... Pas exactement. Il y a plusieurs tests d'exposition, celui sur de la photo expose juste un cadre (le bleu = la zone exposée). Ici, c'est le fait que l'on distingue une petite anomalie du cadre exposé qui a un bord intérieur avec une sorte de tache. Et si l'on fait attention aux légères nuances, on peut remarquer que le défaut sur la zone exposé forme un ensemble avec une sorte de tache dans le rectangle centrale ( moins blanche que le reste du rectangle central qui devrait normalement être non exposé donc devrait être uniformément blanc ) Grossièrement cela donne l'impression qu'il y a de la résine UV qui a coulé sur l'écran et qui est encore sur l'écran et bloque les UV. Mais cela doit plus être l'écran qui a un problème...
 1 point
1 point -
Il y a plusieurs sujets sur ce forum qui expliquent ce qu'est ce firmware, par exemple celui-là :1 point
-
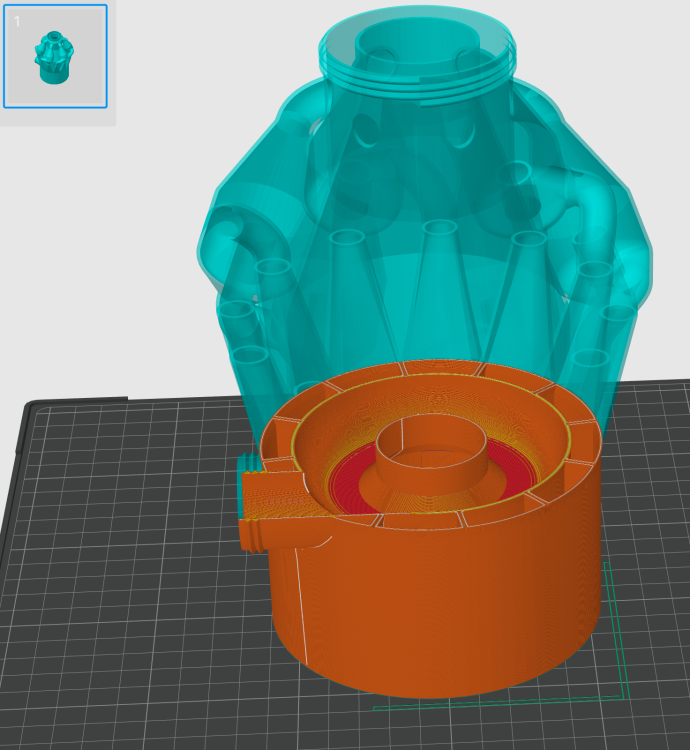
je trouve le nouveau mode visualisation très plaisant à utiliser, plus facile de comprendre la pièce et de se repérer
 1 point
1 point -
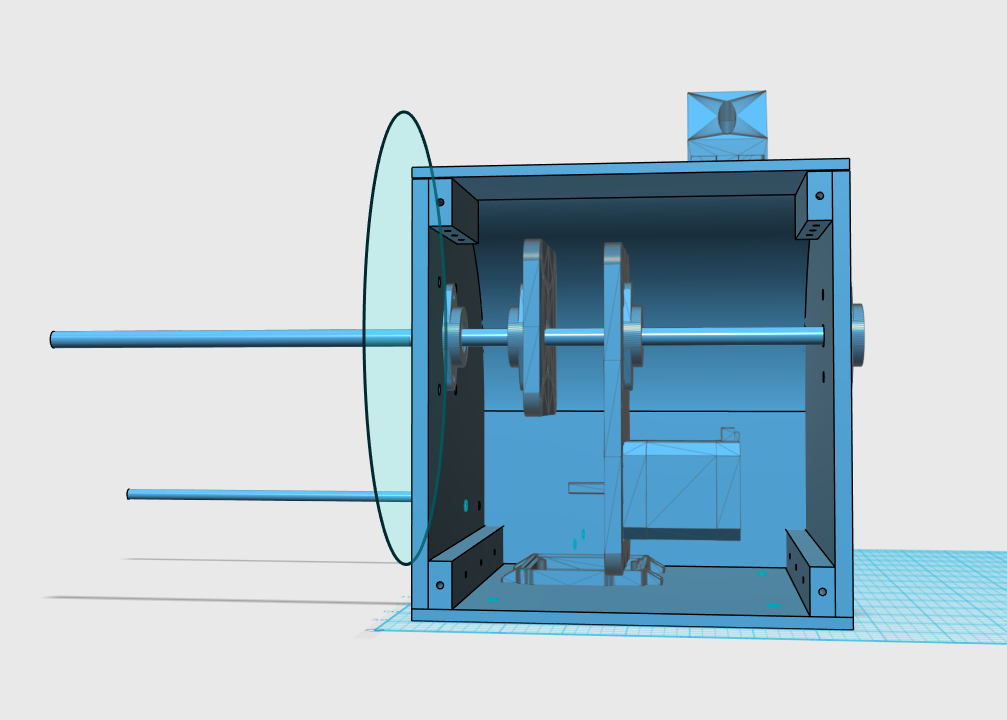
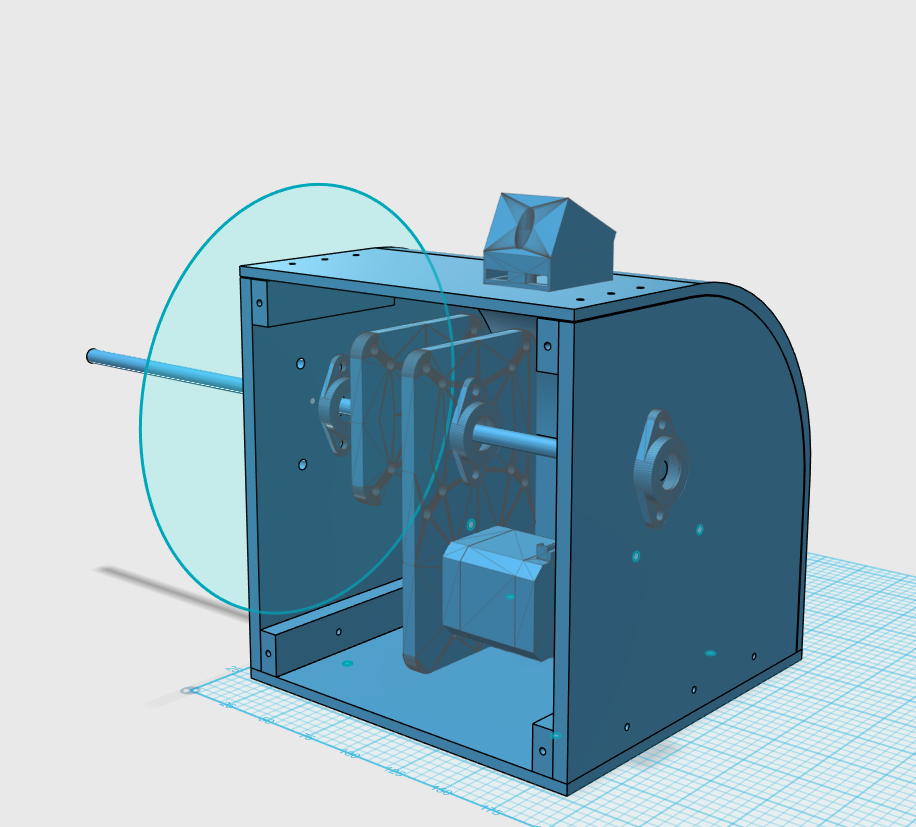
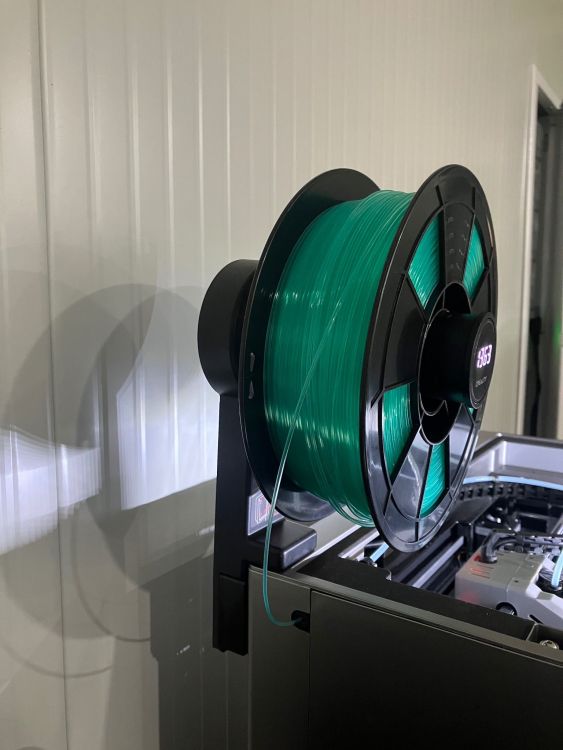
pour bien comprendre la différence de rigidité des supports de bobine entre la Q1 et la plus 4, 2 photos
 1 point
1 point -
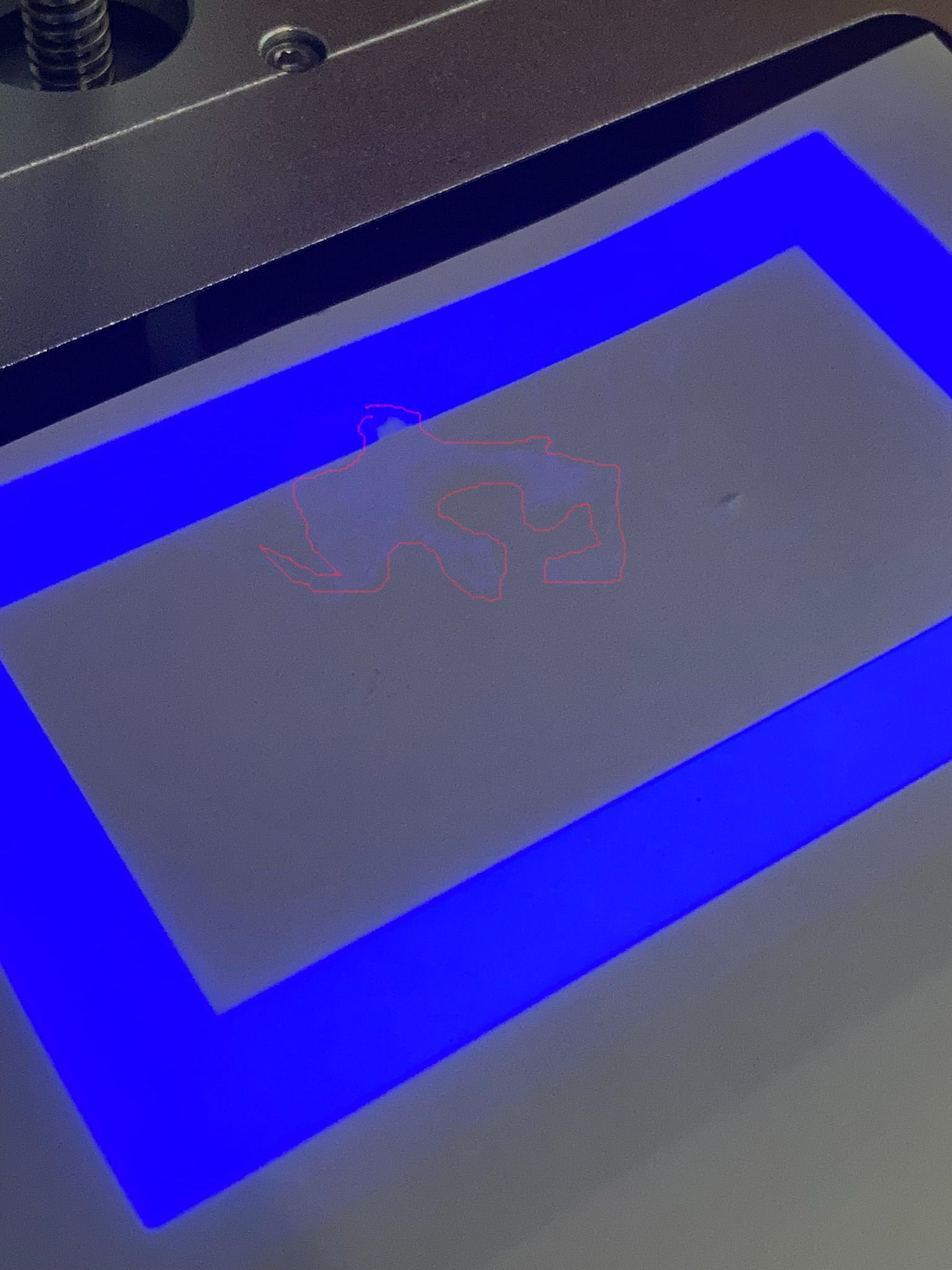
Salutation ! Cumulé avec cette histoire de trous qui traversent l'impression, je dirai définitivement un problème d'écran LCD de masquage. (et/ou éventuellement des poussières sur la source UV si c'est une dale de LED, mais moins probable qu'un écran en fin de vie) ( Le fait d'avoir un raft "non percé" mais avec des petits défauts peut-être dû à la diffusion dans la masse de résine des UV des couches sur-exposé. (la diffusion va grossièrement "boucher" les trous ... donc pas de trous, mais un défaut d'impression sur ses zones de pixels mort pour le raft ) ) Un "clean tank" ou une impression "a vide" (sans plateau ni réservoir de résine) avec une feuille de papier sur l'écran de masquage pour bien voir sans se prendre plient d'UV dans les yeux, serait le test pour vérifier le motif exposé / masqué par l'écran. Il me semble que la durée de vie d'un écran de masquage monochrome est de l'ordre de 10000h et c'est relativement commun d'avoir à le changer si ton imprimante a plusieurs années et donc un grand nombre d'heures de fonctionnement. En attendant, éventuellement voir s'il est possible de placer l'objet à imprimer hors des "zones mortes" de l'écran de masquage. (Penser qu'il y a une symétrie avec la vu sous le trancheur) pour continuer d'imprimer le temps de recevoir et de changer l'écran de masquage.1 point
-
Aucun Klipper provenant de Crealtiy n'est Open source à ce jour. Ce fabricant enfreint d'ailleurs les règles de la licence GPL. Le Klipper de Creality est certes plus proche du Klipper «officiel» que l'inspiration non avouée d'un autre fabricant d'imprimantes 3D qui a le vent en poupe actuellement. Il n'empêche que tous ceux qui demandent une aide sur les supports officiels de Klipper (Discourse ou Discord) annonçant que leur matériel est une Creality se voient renvoyés dans les cordes, gentiment, mais fermement . Ce n'est évidemment que mon avis, d'autres ne le partageront probablement pas.1 point
-
Je vois une solution simple : en mettant simplement la bobine de filament plongée dans un contenant rempli d'eau, ça doit le faire1 point
-
Les nouveaux sont en cours de livraison je pourrais vous dire ce qui change si il y a changement a la réceptions de ces derniers. Les supports tu peux ajuster leur remplissage, leur offset XY et même Z ainsi que la densité de l'interface des supports cela peu demander un ajustement en fonction de la pièce c'est vraiment aussi bien sur Cura que prusa, bambu ou orca. Creality Slicer etant un fork de Orcaslicer il reprend les mécaniques de Orca et Bambu slicer, a savoir un mode auto de support classique ou arborescent et un mode manuel pour les mode arborescent ou classique des supports. Le mode manuel est identique en gros a ce que l'on as sur Bambu et Orca ou tu peux indiqué par peinture les zone a supporté uniquement par exemple.1 point
-
Bonjour @bubus bienvenue chez les imprimeurs fous1 point
-
merci1 point
-
Salut Electroremy, en effet ton caisson est "rustique" mais efficace. Est ce que tu es encore en cours d'amélioration dessus ou bien est il tel que tu le souhaitais ? Ton idée de mutualiser un caisson qui répond à un certain de type de machine ou de matière utilisé (PLA, ABS ...) est bonne. Encore faut il qu'il se forme un groupe de personnes qui ont ce besoin en même temps, ce qui est plus compliqué. Encore bravo pour ton caisson fait maison !1 point
-
J'ai l'impression d'avoir les mêmes rouleaux que toi ! C'est quoi la différence avec les "nouveaux", possède tu une photo ? PS : Pour les RFID, j'ai lu qu'ils ont réussi à les 'reverse engineer'. On va certainement bientôt pouvoir créer nos propres puces RFID.1 point
-
bonjour @KpDp_3D oui j'en parlais dans un message antérieur mais il faut alors dissocier la fonction séchage de la fonction support d'impression pour les systèmes sèche linge tu en trouves maintenant mais le volume d'air humide à traiter est vraiment différent et c'est juste une application du principe de paroi froide mais pourquoi pas cumuler plusieurs solutions1 point
-
dans les nouveautés, un nouveau type de Brim plus de paramètres de réglage pour l'ironing, pour la couture, un nouveau mode d'affichage avec la coque transparente et enfin la correction de l'application Link pour Mac OS1 point
-
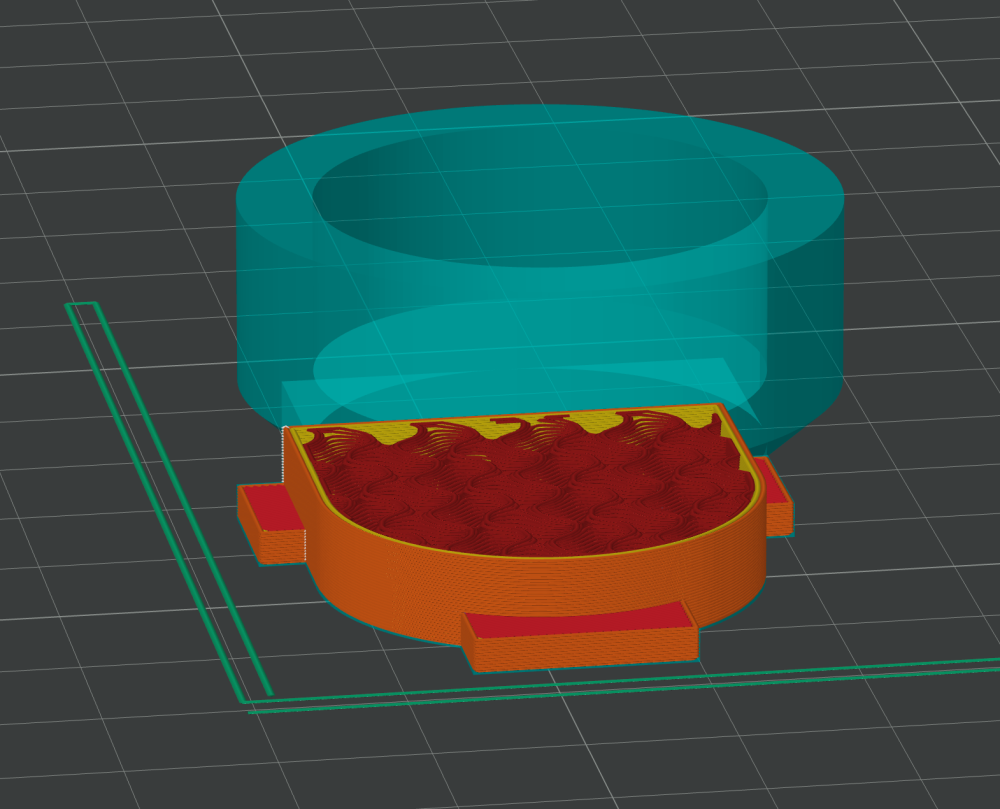
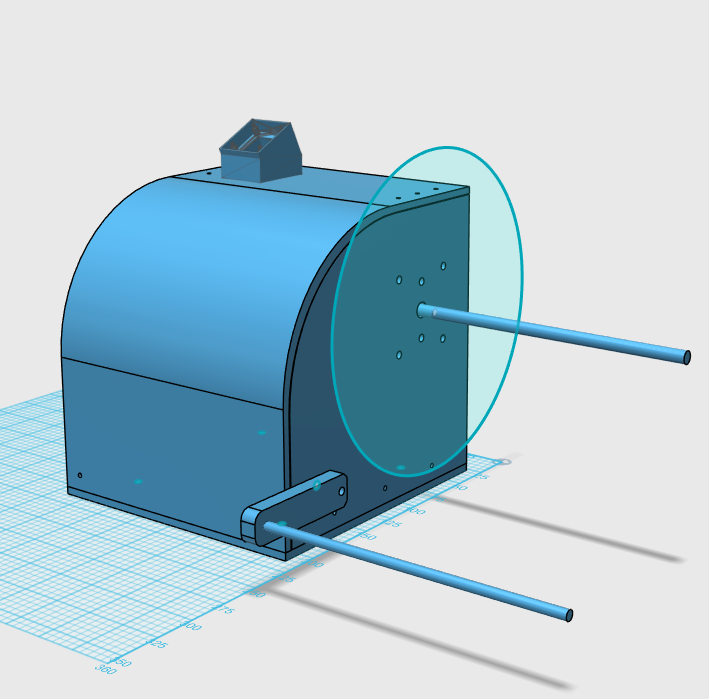
Bonjour, Je ne peux plus éditer mon premier message, voici quelques screeenshot de la modélisation en cours. je ne suis pas du tout un pro de la modélisation, je bricole encore sur 123d design, je n'ai pas encore pris le temps de me mettre à fusion.. J'ai quand même un doute sur la stabilité de mon assemblage une fois imprimé la prochaine étape va être de trouver la solution pour fixer le rouleau d'étiquette sur l'axe.
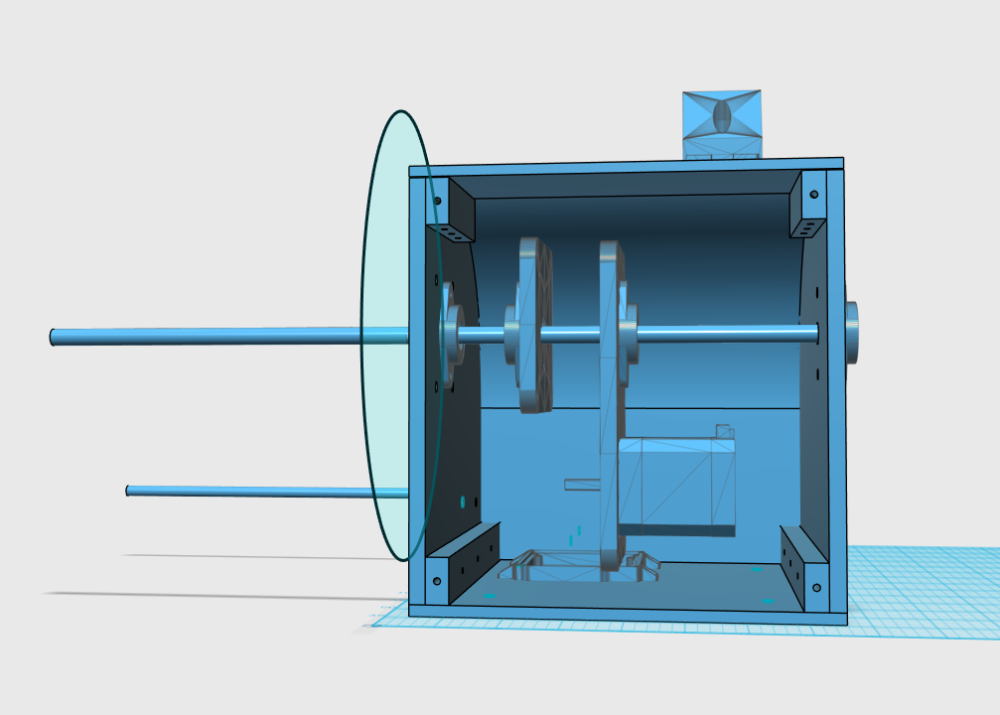
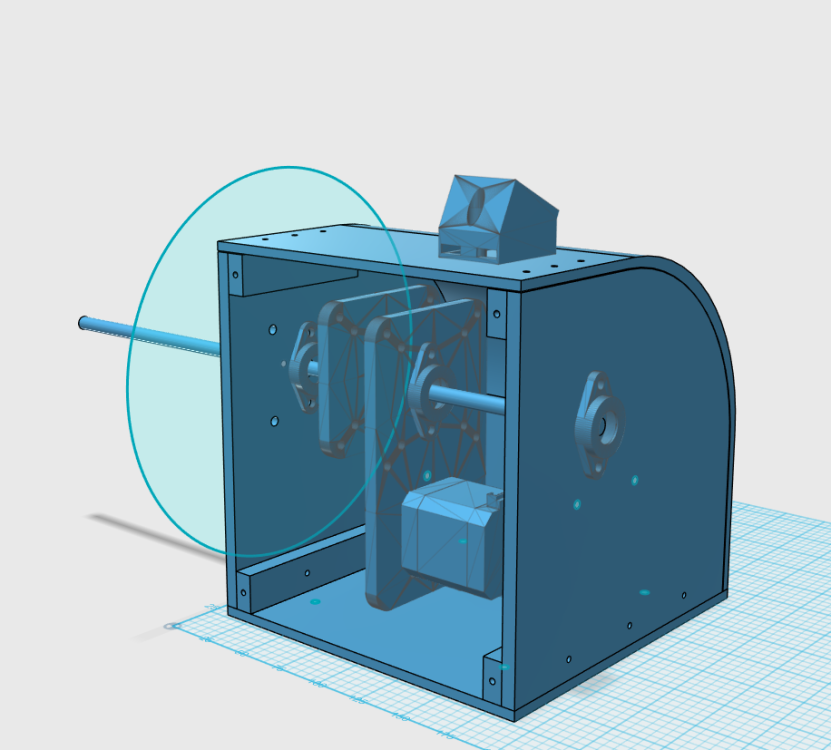 1 point
1 point -
bonjour @Olivier 62, tu peux utiliser CloudCompare avec un plugin appelé Poisson reconstruction de mémoire ... à vérifier le nom du plugin Cloud Compare sinon tu as Solid Edge qui le lit1 point
-
les dessicants fournis avec les bobines sont du jetable, à base d'argile, se régénèrent très très mal en général car ils se désagrègent si on veut être efficace il faut acheter du gel de silice avec indicateur de couleur comme celui utilisé dans le polydryer c'est beaucoup plus pratique1 point
-
la 2.4 n°2 probablement, c'est elle qui sert de beta testeur pour le reste de la meute1 point
-
@titi91 Pour l'armature il te faut un bon maillage, sinon tu risque d'avoir des problèmes au niveau des articulations (coudes, genoux...) Pour l'impression, tout dépend bien entendu de la position finale, mais en l'imprimant en une seule partie, tu vas avoir beaucoup de support et le résultat final risque d'être assez décevant... A titre d'exemple, si on prend le personnage dans sa position actuelle, voilà comment il faudrait le découper pour l'imprimer, avec surement d'autres découpes, les sabres notamment... Pour ma part, j'imprime avec une buse de 0.4 avec une hauteur de couche de 0.2 en général...
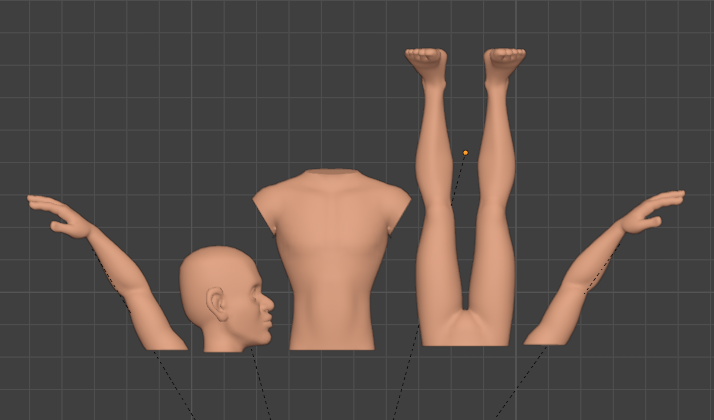 1 point
1 point -
bonjour @titi91 tout dépend de ta modélisation et de tes détails et du découpage des différentes parties en jouant sur la hauteur de couche, tu as déjà une belle amélioration de la qualité et du détail de l'impression quand tu imprimes en 0.08 après il ne faut pas perdre de vue que les temps d'impression explosent avec une buse plus petite1 point
-
@pjtlivjy Ah super, merci, comment j'ai pu le rater, j'en prends bonne Pour le moment, j'ai suspendu l'impression 3D avec le PLA-LW, car me faut imprimer des pièces pour me faire une balance pour le ajuster le CG de nos modèles. Pendant que ça imprime je joue du fer à souder, j'ai presque fini, après je vais me remettre à l'impression des pièces pour le AERON Bonne journée à vous tous @+ Jean1 point
-
je viens de refaire quelques tests en modifiant certains paramètres mais rien de convaincant au final c'est comme si ça me faisait 2 coutures mais mal alignées donc plus visibles1 point
-
Hello je sais que ça fait un moment mais je viens seulement de tomber sur ce sujet. J'ai eu ce genre de problème, peut-etre que cette solution pourra t'aider si la raison de ton problème a la même origine. A chaque fois que j'enlève la buse, soit pour la nettoyer ou pour la changer, je dois refaire un calibrage avant toute nouvelle impression. Je crois que c'est ce que d'autres personnes appellent le z-offset (désolée, je débute et je n'ai pas encore le vocabulaire). Sur la Flashforge 5M pro, un programme le fait automatiquement, pas besoin de papier et d'oeil de lynx Si je ne le fais pas quand la buse a été remise, la couche d'impression est incomplète, trop écrasée et les pièces sont "baveuses" comme sur ta photo. Voilà voilà, j'espère que ça pourra t'aider.1 point
-
Celui-ci je suppose, https://www.printables.com/model/178691-gnome-christmas-tree1 point
-
on a le temps de préparer un proto pour le Formnext 2025 pour prendre tout le monde à contrepied, the French Touch1 point
-
bonsoir @XeroXi87 le contrôle qualité n'existe pas chez la plupart des fabricants ... les exemples récents sont nombreux perso je la renverrai, une imprimante est censée imprimer correctement dès sa sortie de carton1 point
-
Dans la prochaine version de Prusaslicer, ce sera aussi le cas (actuellement en version alpha).1 point
-
bonjour @314r alors sous linux tu as Blender en plus tu / nous avons la chance d'avoir les supers tutos de @didoff sur ce forum ici et de @Yo' là ainsi que tout un tas de sujets dans la rubrique Dessiner / Modéliser en 3D1 point
-
Tu ne fait pas semblant pour une première imprimante ! Il y a plein de bons conseils ici, bonnes lectures et visionnages de vidéos...1 point
-
J'ai acheté celui-ci en 24V sur le site Amz... https://www.amazon.fr/dp/B0DD466Y77/ref=pe_27091421_487052621_TE_item Mais faire attention car leur câblage est inversé1 point
-
tant que l'on est à l'arrière, les serrages de blocage des poulies sont accessibles par l'arrière, il faut juste leur prévoir un petit bouchon en TPU pour un mieux clore le caisson
 1 point
1 point -
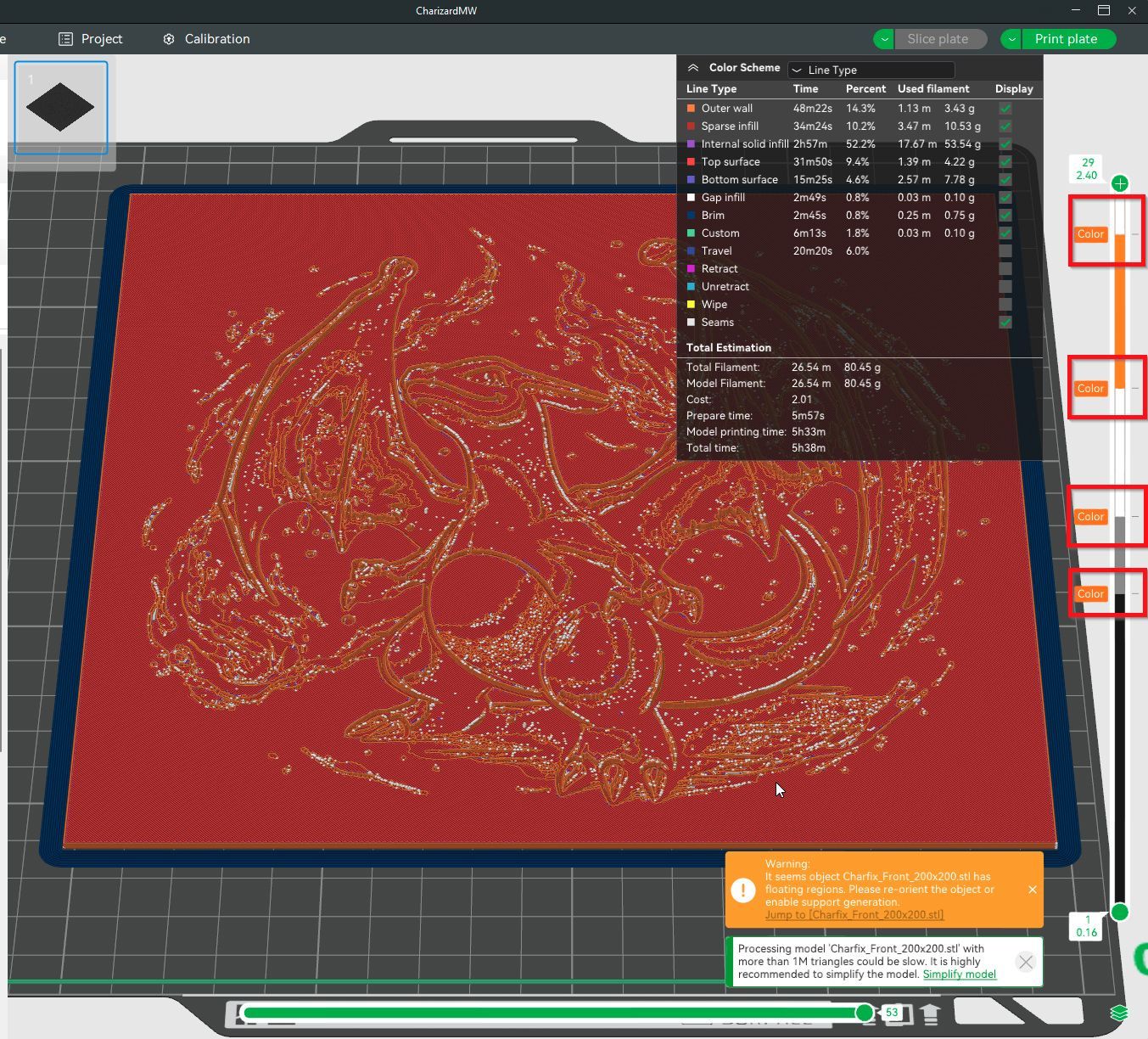
Le 3MF est réglé pour une impression avec AMS : Si tu le fais sans, il faut supprimer les changements de couleurs : Et mettre une pause à la place (clique droit sur le "+") :

 1 point
1 point -
@Fabonar et @divers avec une plug and print, tu fais le chemin inverse puisque tôt ou tard tu es obligé de démonter des parties pour comprendre et réparer1 point
-
Microsoft => Petite et molle1 point
-
Sous Cura c'est "Alignement de la Jointure" dans "Parois" , teste Aléatoire... mais ça dépend du type de pièce que tu imprimes1 point