Classement



.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)
Contenu populaire
Contenu avec la plus haute réputation dans 21/12/2024 dans Messages
-
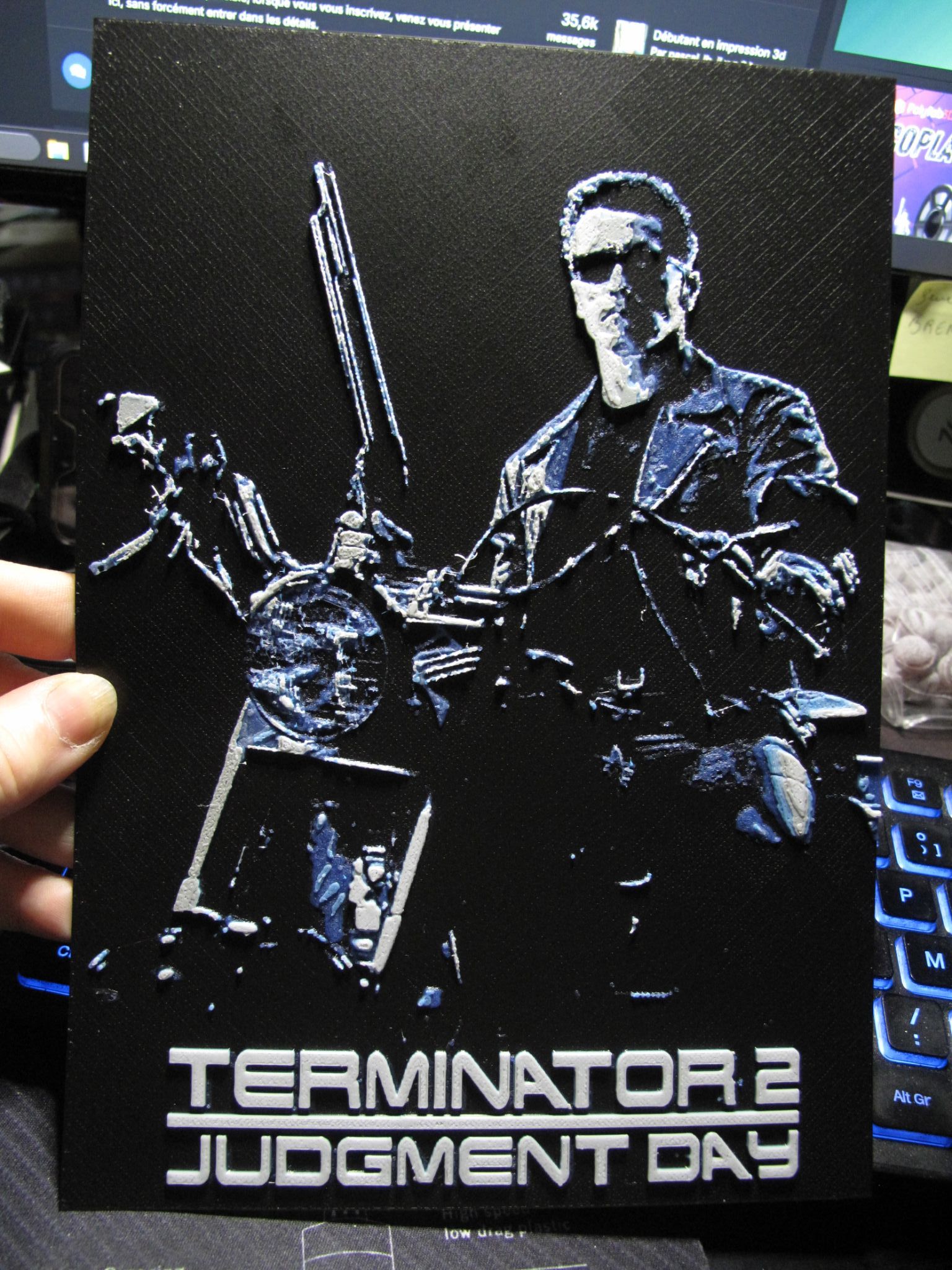
Un petit hueforge pour aller avec Swarzy et sa moto, j'ai encore des progrès a faire avec le logiciel mais je le trouve déjà pas mal. En tous cas, j'adore la politique de chez bambu, je viens de recevoir un mail avec un bon de réduction pour une commande passée en novembre... je l'ai reçu en 15 jours (normalement c'est plutôt 7 jours) mais j'étais pas pressée et je n'attendais pas de geste de leur part vue que je n'ai pas ouvert de ticket pour râler ou demander ou était ma commande lors de l'attente... Bon maintenant, faut que je fasse une commande avant le 4 janvier, ils sont malin , n'obliger à faire des commandes pas prévu...
 5 points
5 points -
Montage à blanc sans l'électronique, j'ai une pièce à réimprimer, j'ai un insert qui tourne dans le vide avec une vis bloquée dedans (c'est ma faute, j'ai visée la vis de travers...) et je vais surement réimprimer les cages qui maintiennent les rotules des "doigts" très légèrement plus petite (99%) pour avoir un maintient plus ferme, la ça bouge même visé à fond.



 5 points
5 points -
j'ai vérifié la largeur de passage, il va falloir plier les billets de 100 parce qu'avec des pièces il n'y aura jamais assez de place3 points
-
J'ai déjà eu le cas elle n'a pas voulu prendre de bobine d'un autre emplacement mais je ne sais plus si j'avais régler l'ams sur "filament de secours", l'imprimante m'a demander de remettre la bobine dans le même emplacement donc ne te casse pas la tête, tu met ta bobine dans un autre emplacement avec le réglage "filament de secours" coché, tu attend que ta bobine soit fini et tu verra si elle prend l'autre bobine si c'est pas le cas, elle va te demander de mettre une bobine dans le même emplacement, tu reprend celle qui est à côté pour la mettre dans l'emplacement demandé.2 points
-
Creality Print 6.0.0.1006 : https://drive.google.com/file/d/1aMe_RDIBvs0XdGxrD8zYUX-C61leafpK/view?usp=drive_link Release notes: Ici2 points
-
Entre High Quality et Optimal , les vitesses ne sont pas du tout les mêmes d'où aussi la différence de temps d'impression.1 point
-
J'y croyais pourtant, arrivé au niveau de le base des bois la bobine était vide, mais j'ai pas loins de 1m de PTFE, et ça a suffit à finir les bois...1 point
-
pas de bol @pleinair37 il était pas assez gras le cerf pas passé loin1 point
-
et non trop fastoche un recuit, faut pas se plaindre le PPS-CF c'est 6 à 12 h mais à 180 / 220 degrés ...filament très technique ces 2 là1 point
-
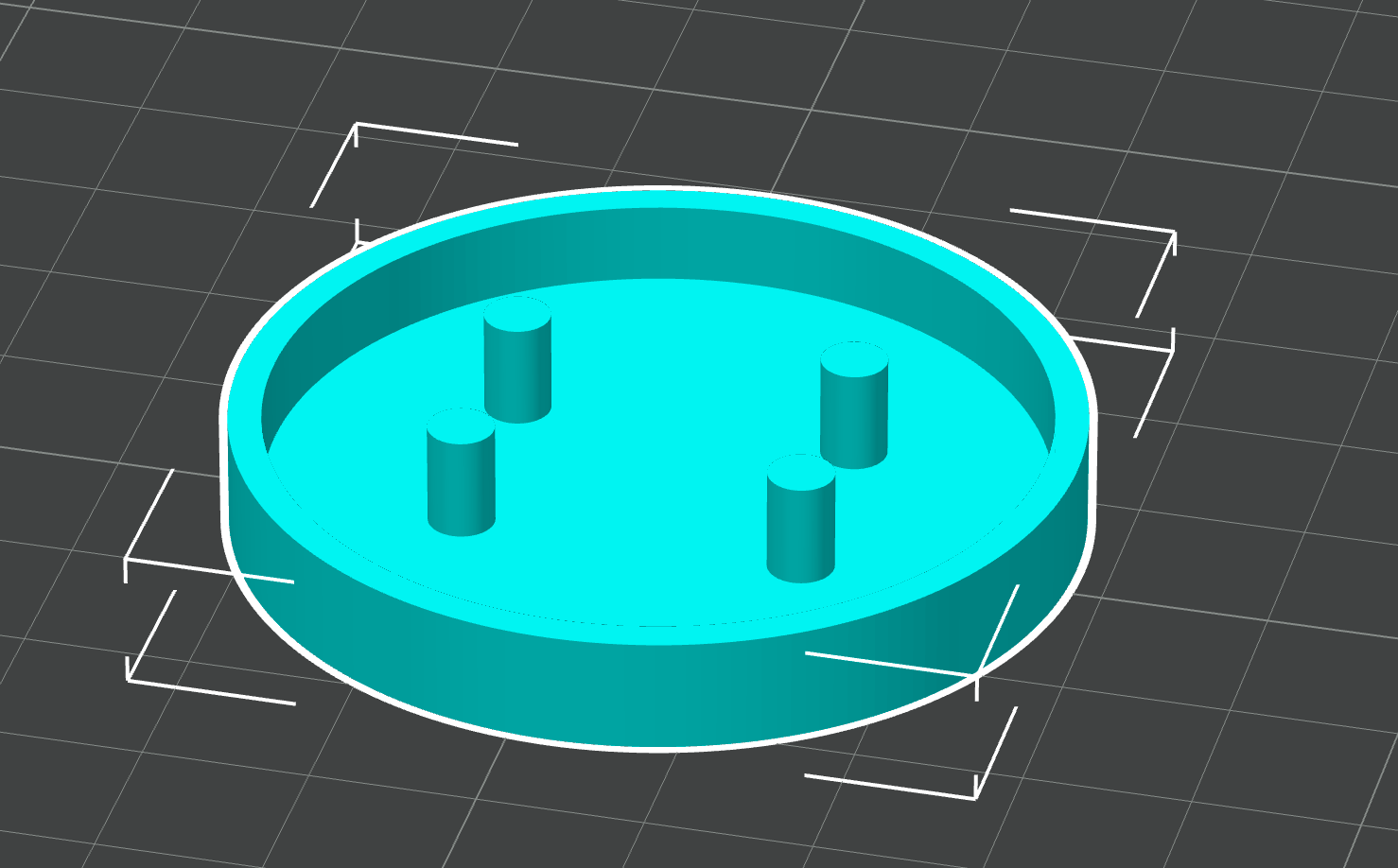
@xavax avec du Pla sachant que le couvercle a sa face visible imprimée contre le plateau, 0.16 ou 0.20 tu ne verras pas la différence1 point
-
le problème c'est la précision et puis 8 à 12 h c'est long et le post traitement c'est 6 à 12 h à 120 / 140 degrés1 point
-
Tu as déjà de bonne réponse et une idée du type de machine qu'il te faut je te dirais juste une chose oublie le côté gravure laser sur une imprimante sauf si tu es prêt a mettre le budget pour une snapmaker1 point
-
C'est pour ça, que la première modif qui à du sens, serait de mettre un vrai capteur de filament, genre BTT SFS (j'suis BTT fan boy), d'après mes recherches c'est assez " easy peasy", mais je vais attendre d'avoir fini d'amortir l'imprimante1 point
-
salut @solvato pour le multi filament beaucoup de choses vont sortir dans le premier trimestre 2025 donc es tu presser ou pas ? seconde question qu'est ce que tu veux imprimer ? quel type d'objet, quel volume ?1 point
-
Je pense que tu ne seras pas déçu si tu pars sur le combo P1S/AMS, c'est clairement du matériel qui fonctionne bien et avec une grande communauté donc pour les upgrades ça bouge pas mal. Après il y a pas mal de sujets sur le forum de gens qui souhaitent se lancer et qui se posent les mêmes questions que toi. Tu peux par exemple regarder ce sujet qui pourrait t'intéresser1 point
-
Elle est complètement Klipperisée . Pour Pronterface : non, ça ne fonctionnera pas (je simplifie, mais la communication ne s'établit pas via un port série comme avec Marlin). Pour tout ce qui concerne les calibrations / étalonnages avec Klipper (et pas que), le site de Ellis est un très bon point de départ, même s'il est en anglais1 point
-
Les écrans ne seraient pas différents ? Avec bouton rotatif pour la S1 et tactile pour la S1Pro => deux firmwares écrans différents.1 point
-
Bonjour a tous, depuis quelques jours je test le petit truc comme sur A1 sur ma X1C. il fonctionne plus bien (javais des probleme lors des pauses que je fait pour mettre des insères.) pour ce ceux que ca peu intéresser. https://fr.aliexpress.com/item/1005008203771090.html?spm=a2g0o.order_list.order_list_main.23.6e9d5e5b2avEVo&gatewayAdapt=glo2fra
 1 point
1 point -
Le SpacePi est le sécheur que j'utilise désormais le plus. Pour compléter @BO105cbs à propos de la sortie du PTFE : Sans ajouter un système bloquant le PTFE, celui-ci au fur et à mesure s'introduit de plus en plus à l'intérieur. Ça n'est pas forcément problématique, mais c'est « casse-pieds » . De nombreux dispositifs trouvables sur les sites proposant des modèles existent pour remédier à ce défaut.1 point
-
C'est une bonne question, quant au capteur de filament, il va vraisemblablement finir dans le caisson de l'imprimante j'y travaille. C'est dingue, je ne peux pas laisser une imprimante de série , bon après il va peut être que je me fasse à la Klippérisation, j'ai pas trop mal appris le Marlin, maintenant faut que je prenne des cours de Klipper. J'ai tourné l'imprimante pour le bien de la cause1 point
-
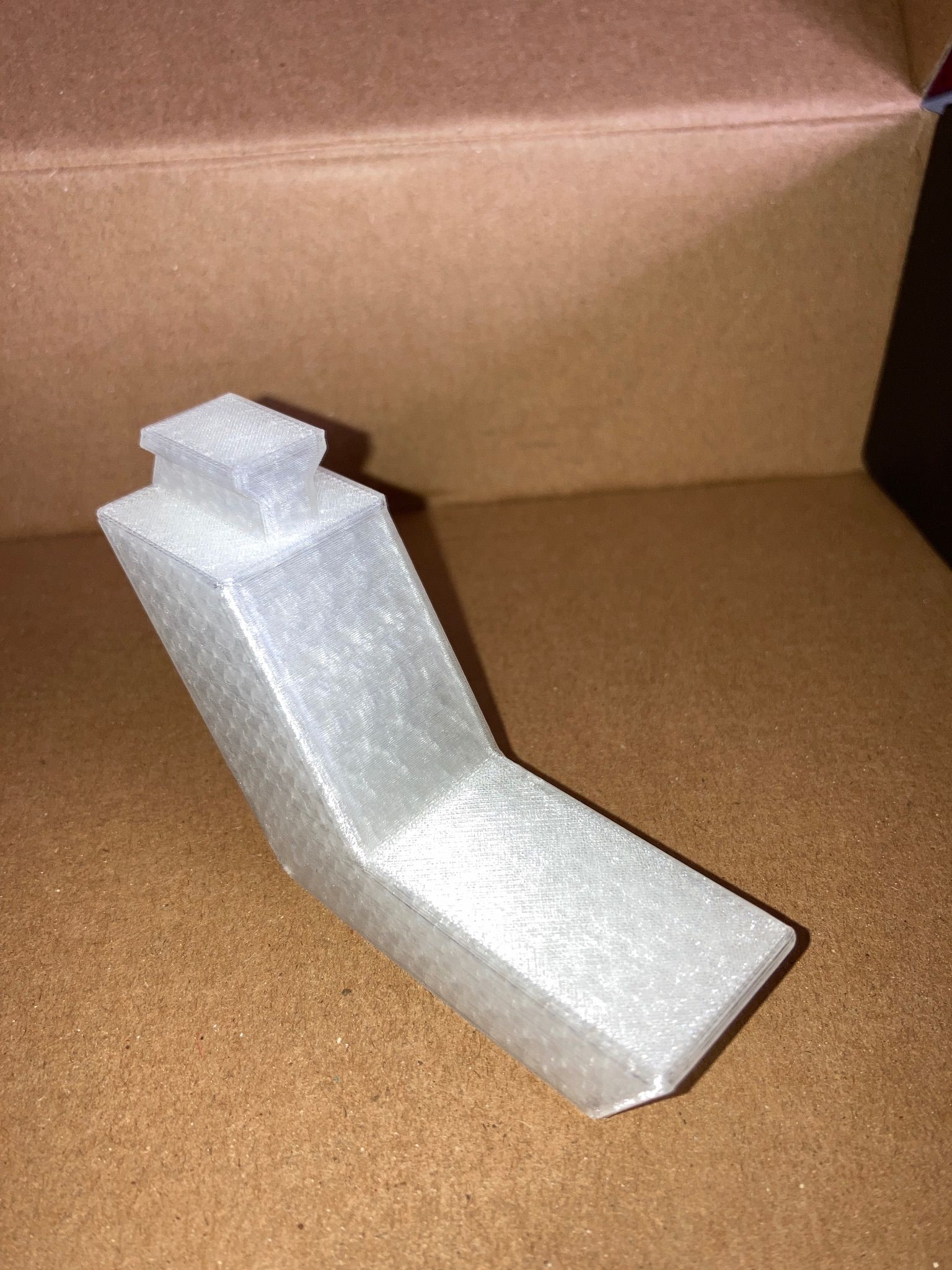
salut @V3DP sans que je puisse l'expliquer, j'ai l'impression que cela se produit quand il y a à la fois un changement de section important et un changement de de direction en quelque sorte comme là par exemple, lorsque l'on passe du fond aux bords, il apparaît un déformation vers l'intérieur et la pièce passe d'une orientation horizontale à une orientation verticale
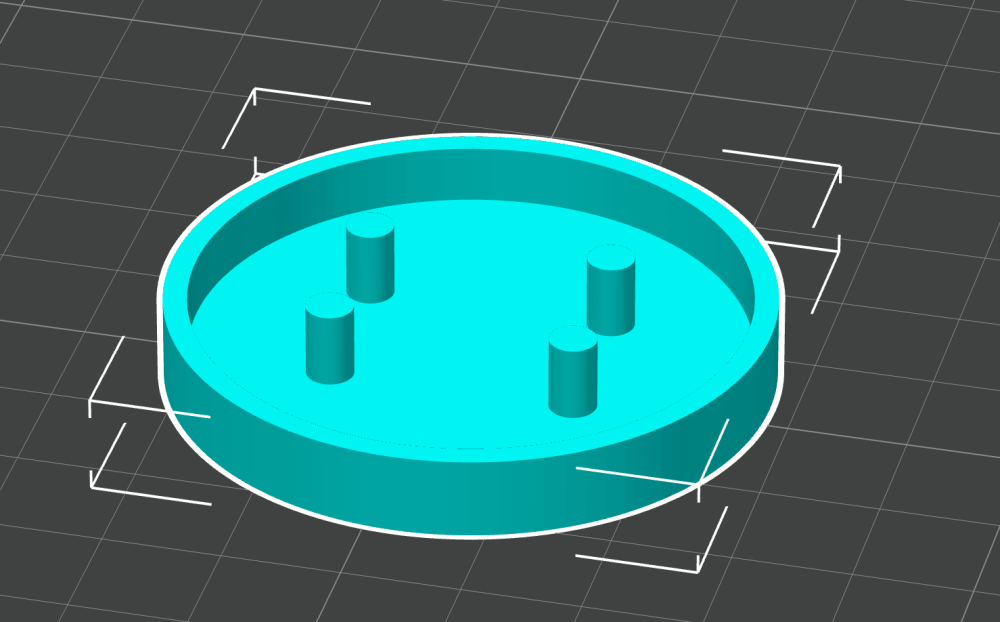 1 point
1 point -
Elle n'est pas vraiment posée, c'est un ensemble composé de 4 coins et quatre entretoises qui s'insère dans les coins, qui eux sont vissés dans la structure en remplacement des vis existantes. L'ensemble est bien ajusté (mes retouches entre autres) et ne bouge pas. La modif de ce matin après réflexion dans la nuit
 1 point
1 point -
Faudrait que j'enlève la puce alors... Oui, il s'agit de passer sur un même matériau, pas forcément la même couleur par contre. Donc si j'ai une autre bobine de PLA (Bambu ou pas) il va switcher dessus ? Je devrais donc avoir un msg qui me demande sur quelle bobine continuer ? Après, avec l'AMS classique c'est peut être pas évident de faire la manip que tu indiques en dernier...1 point
-
S'il s'agit du même matériau (pas la même couleur) et que tu as coché "Filament de secours AMS", la machine switchera dessus (vu par hasard sur ma machine) Si ce n'est pas le même matériau (PLA --> PETG par exemple), tu as de gros risque de non adhérence. Après, il m'est déjà arrivé de la faire manuellement : 1) une fois la bobine finie, je la remplace par une autre 2) j'introduis le nouveau filament dans le tube PTFE (via l'introducteur de l'AMS lite car je suis sur une A1 combo), pendant que l'ancien avance dans le même tube 3) je pousse à la main le nouveau filament derrière l'ancien jusqu'à ce qu'il soit pris par l'extrudeur 4) l'impression se poursuit sans aucun arrêt.1 point
-
bonjour @pleinair37 et si tu grugeais également pour la bobine Bambu en faisant croire à l'AMS que ça n'est pas une bobine Bambu ? n'ayant pas d'AMS je parle en théorie1 point
-
La garantie légale se transmet normalement aux futurs acheteurs... Ca se tente...
 1 point
1 point -
tu veux faire des économies il n'y a pas par hasard des vibrations engendrée par cette réhausse qui juste posée ?1 point
-
Bon une touche d'humour, je slice une pièce et hop je lance, pour moi ma K1C doit être comme ma 3ES1, une P.A.F (Print and Forget ), bref je l'entends travailler derrière moi, quand je me dis, ça devrais se terminer, alors je me retourne, regarde la machine travailler et ? Bah, YARIEN sur le plateau Pas pièce ! Que dalle, la hyène d'imprimante.... Bon après avoir regardé, il faut dire aussi qu'une imprimante 3D, imprime mieux avec du filament dans son petit extrudeur...... Bref elle est repartie avec du filament cette fois-ci.................... Petite info : Avec le "mods" de réhaussement, modifié par mes soins, le maxi atteint dans la chambre, tout fermé est de de 32 °C.. Tout fermé elle fait quand même un peu moins de bruit. C'est toujours insupportable, mais bon.1 point
-
@pjtlivjy Merci des infos, que je vais garder précieusement.1 point
-
Actuellement, le prix passe sous la barre des 80€ (79€40) avec le code BGRA396, valable jusqu'au 23/12/2024, 8H (heure française)1 point
-
Bonjour, Mon premier petit retour sur le Creality Space Pi PLus. Nouvellement reçu, il va fonctionner avec une K1C, Alors mes points positifs initiaux : Esthétiquement il s'accorde parfaitement avec la K1C ou toutes les K1 même Les informations distillées à l'écran sont plus que suffisantes Il fait support de bobine, ce qui est point presque positif. Facilité de chargement de la bobine et de sortie du filament. Alors mes points négatifs initiaux : Pour l'instant l'objet fonctionne avec du PLA, ayant pas mal de truc à imprimer avec cette matière. L'humidité dans une maison devant être comprise entre 50 et 60 %, les 52 % actuel ne nécessitant aucun séchage pour du PLA. Mes autres bobines étant toutes logées à la même enseigne, je verrais dans quelques jours lors d'impression en petg. Cependant j'ai essayé la chauffe pendant 1 heure, elle est rapide, mon TH n'a baissé que de 2% seulement. Il devrait y avoir une retenue au couvercle, pour lui éviter de tomber en arrière brutalement. La sortie du fil est étrange, là je parle avec ma K1C, le Space étant placé juste à coté, il est vrai aussi que cette machine moderne à un système de chargement du fil plus qu'archaïque, bref pour avoir le moins de contorsion possible du ptfe, un déplacement latéral du système de détection de fin de filament est presque nécessaire, l'idéal serait que le fil puisse sortir à l'arrière du space pi, comme ça le ptfe forme une courbe puis remonte formant une droite vers le détecteur. Voila mes premiers constats, je jugerai de son efficacité lors d'impression de petg et tpu à partir du début d'année prochaine. Bonnes fêtes à tous.1 point
-
ok, voici le dernier résultats avec du TPU, je vais tester sur du PETG normalement il ne devrait pas y avoir de soucis. Merci pour tout les conseils.
 1 point
1 point -
beaucoup on parlé de notion de gabarits, de validation de forme et pour bien comprendre ce qu'il est possible de faire aujourd'hui grâce à la notion de Pressure Advance de résonance, de compensation, de répétabilité, de moteur pas à pas à boucle fermée etc etc ... que l'on trouve dans les machines récentes on atteint aujourd'hui une précision qui permet beaucoup de chose un petit exercice réalisé début décembre à partir d'un modèle connu un serre joint avec filetage et taraudages, avec queue d'aronde, clipsage 5 pièces imprimées sur différentes imprimantes la grande pièce blanche en Abs transparent (sur la Q1 Pro, couche 0.2) en orange : du TPU (sur la Plus 4 en 0.12) en rouge du Petg (sur X-MAX3 en 0.24) le bouton traraudé en Abs transparent (sur Plus 4 en 0.2) la vis en PC transparent (Q1 Pro en 0.08) et tout cela se monte formidablement bien

 1 point
1 point -
Les francs c'était pour filer la métaphore .... Clovis, roi des francs, Soisson, vase ...1 point
-
Tout les axes sont faits et prêts... Et oui, pas de tour impliqué dans ces pièces de mon côté : juste des idées et des outils vraiment basiques...1 point
-
oui c'est tout à fait ça et n'en faire varier qu'un pour en voir l'impact mais ils nous restent une terrible inconnue dans nos expériences : la recette du filament puis le fait qu'à tout moment elle peut changer sans qu'on en soit averti et il faut reprendre les tests en professionnel, j'ai déjà 2 fois le cas à traiter et ça a remis en cause tout le process de fabrication qui en découlait et c'est pour cela qu'on se rabat parfois vers des marques plus chères mais à la qualité constante1 point
-
Je rejoins l'avis précédent sur le fait de repartir sur une bonne base maintenance avec nettoyage/depoussiérage/lubrification/vérification des fixations etc. Si les prints classiques sont sans accroc il n'y a pas de raisons que tu détectes quelque chose, mais tu auras toujours plus de chance de détécter quelque chose qu'en ne faisant rien. Et après effectivement voir avec une autre carte SD, en faisant toi même un test de coupure d'alimentation sur un petit cube par exemple.1 point
-
oui tout à fait c'est ce que j'avais d'ailleurs écris il faut aussi avoir conscience que cette tolérance varie en fonction de la hauteur de couche car on a des parois plus lisses1 point
-
exactement apres avoir regarder pas mal de vidéo ,pour moi le soucis c'est la filtration, les UV et l'encombrement du capot . Me reste a trouvé un bon film anti UV , la filtration au charbon actif y a plein de tuto pour du DIY et ca reviens a pas cher vu les tarif ou c'est vendu par les fabricant ça me refroidi1 point
-
Merci pour ta réponse mais l'imprimante est toute neuve, sorti du carton j,ai fait 2 impressions en noir pla mat = Nikel 3 impressions en bleu mat = Nikel 2 impressions en rouge mat = des traces blanches sur le dessous uniquement en rouge pla bambulab mais des traces que sur du rouge pour une imprimante qui viens de chine = coco = traces sur le rouge = ça va finir au goulag tout ca ceci dit je les ai effacé au sèches cheveux de ma femme (çà reste entre nous) que des petites pièces ... je débute en impression vous vous en souvenez plus mais c'est bluffant la qualité en pla !!!! il faut dire également que ces objets : 1 venait de la carte sd (grattoir ou faut visser la lame) et 1 objet de makerworld le tout imprimer sans modification des paramètres Dernière chose j'ai utilisé la même plaque sans la nettoyer / 7 impressions en tout faut la nettoyer quand ? quand elle est sale ! pas a chaque impression j’espère sinon je revends tout direct1 point
-
Aujourd'hui, j'ai découpé les derniers axes dont j'avais besoin pour le Zerda (encore une fois un template imprimé en 3D pour identifier les découpes et les méplats). J'ai l'intention de fixer les axes avec des grub screws fixées dans les bras. Je dois encore prévoir un template pour percer les bars pour les grub screws, et l'assemblage pourra commencer...1 point
-
Salutation ! La magie des matériaux plastique ? (Selon la température d'extrusion, vitesse de refroidissement…,) La magie des surfaces d'impression ? (Si elle n'avait pas été uniformément nettoyée avant impression ? genre si tu as utilisé de la colle en stick pour l'adhérence ? sinon IPA a 99.9% pour l'entretien de la surface d'impression, PAIC Ultra + eau chaude + éponge neuve pour le gros nettoyage/dégraissage de la surface d'impression.) ... Mais un rapide coup de flamme de briquet devrait tout remettre dans l'ordre. (La flamme doit être passée vraiment très rapidement pour ne pas brûler l'objet et il vaut mieux laisser refroidir si l'on veut repasser sur une même zone au risque de faire trop fondre l'objet) (Les traces blanches sur les matières plastiques sont souvent dû à une surface avec des micros reliefs qui diffusent la lumière dans toutes les directions. Le fait de rapidement passer une flamme ou souffle d'un décapeur thermique va faire fondre la surface et donc lisser les micros reliefs et faire disparaître les traces blanches )1 point
-
La stéréolithographie a aussi son best of. Quelles imprimantes 3D résine ont marqué notre année 2024 ? https://www.lesimprimantes3d.fr/meilleure-imprimante-3d-sla-resine-2024-20241220/1 point
-
Boulet c'est des liens pour la pro alors que j'ai une plus... https://www.artillery3d.com/en-eu/pages/download j'ai recupéré l'ISO d'origine la, ca devrais le faire1 point
-
Pour moi K2 plus combo expédié aujourd'hui (DHL Freight) ou/et numéro d'expédition pris ce jour: Livraison entre Noël et jour de l'an à suivre !!! ?1 point
-
sur Amazon, c'est du Anyone, j'utilise aussi du Flashforge, pas de souci de toxicité particulier, j'imprime jusqu'en 0.08 mm avec une buse de 0.4 mais tout les X heures, nettoyage en prévention Après toutes les marques n'utilisent pas les mêmes types de fibres et surtout elles ne sont pas enrobées dans le filament de la même manière et ça change beaucoup de chose1 point
-
c'est pour imprimer en mode vase je suppose1 point
-
Pour les boitiers je suis partie sur ceux la pour les emplacements d'origines, ils permette de garder le couvercle d'origine. https://makerworld.com/fr/models/459881#profileId-368227 Pour ceux en plus à l'avant j'ai prit ceux la (il me semble que c'est les même modèle que ceux que tu à cité) https://makerworld.com/fr/models/62638#profileId-65271 Et pour le ventilateur AUX, oui c'est (de mon avis) important de dévier l'aire pour éviter le warping même sur le PLA, j'ai celui la. https://makerworld.com/fr/models/249442#profileId-265746 un autre truc pas mal c'est une poignée qui permet de maintenir la porte ouverte pour le pla sans qu'elle ne bouge dans tout les sens, il y a plusieurs modèle soit tu change la poignée soit tu rajoute par dessus celle d'origine. J'ai celle la https://makerworld.com/fr/models/698630#profileId-627854 il y a celle la si tu veux remplacer ta poignée https://makerworld.com/fr/models/453771#profileId-361187 Ne te casse pas la tête à calibrer le filament, prend pla generic, ça fonctionne très bien.1 point
-
Alors j'avais une bobine PLA noir qui passait, et une bobine PLA de blanc qui ne passait pas parce qu'elle était plus large. Donc effectivement ce n'est pas forcément 100% compatible AMS en l'état. Mais par contre dans le pire des cas tu peux toujours faire imprimer une bobine réutilisable et transférer dessus. C'est pas idéal mais c'est une alternative qui peut le faire. Surtout que pour la qualité de leur filament, les plasturgistes français sont globalement plutôt bien placés en tarifs.1 point
-
N'aimant pas (mais pas du tout l'interface de Bambustudio / Orcaslicer), je préfère rester avec Prusaslicer ou Qidislicer. Honnêtement, je ne comprends pas pourquoi, à l'instar d'autres fabricants, ils persistent à réinventer la roue. Ils feraient mieux de proposer des profils de leurs imprimantes directement à ceux qui développent les trancheurs. Le temps utilisé à « développer » leur propre variation pourrait être réinvesti dans le peaufinage de ces profils.1 point