Classement

.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)

Contenu populaire
Contenu avec la plus haute réputation dans 11/01/2025 dans Messages
-
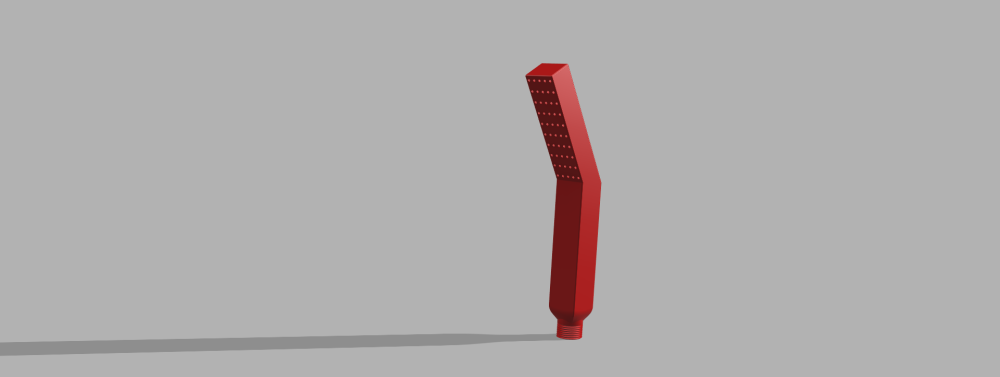
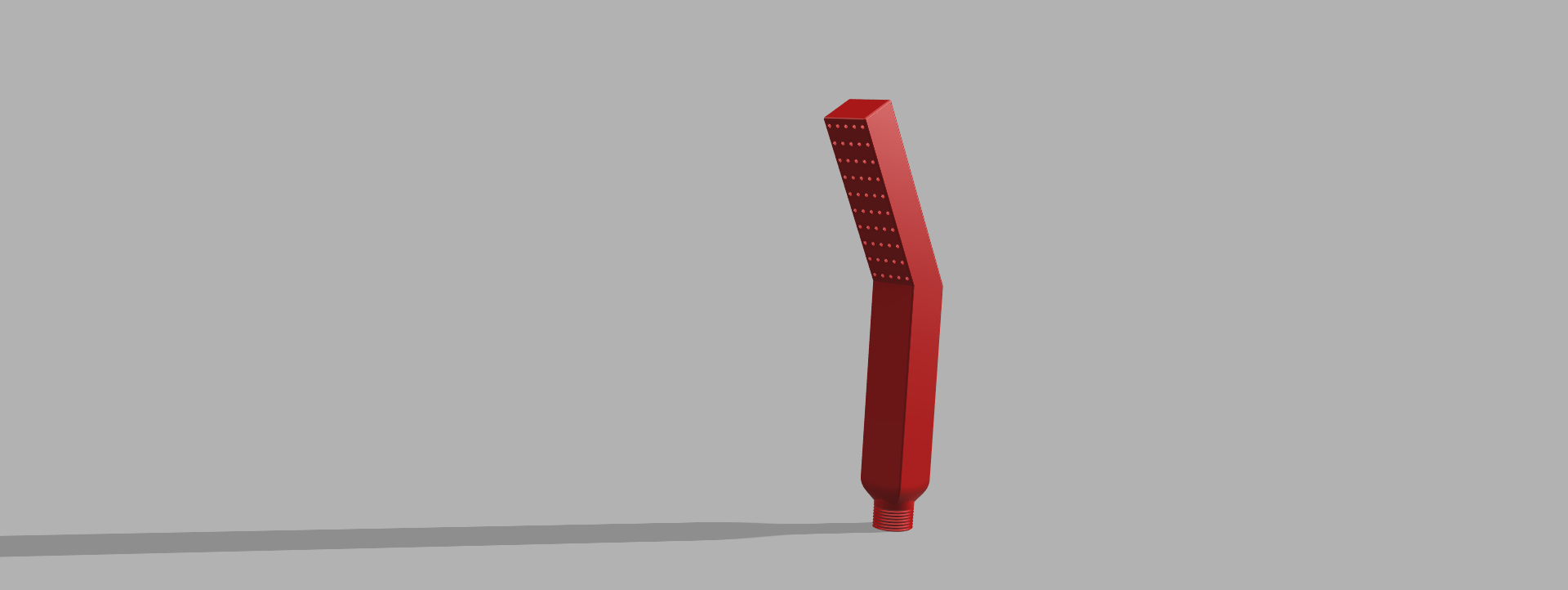
J'ai refais un "Pommeau de douche" en PCTG de chez ArianePlast Je vous mets une photo et une capture de Fusion car en noir ont voit pas grand chose https://makerworld.com/en/models/977986#profileId-951134

 6 points
6 points -
Oui, je viens d’édité le modèle, les trous était trop gros (2mm) passé à 0.5mm et j'ai aussi changé l'inclinaison afin d'évité les supports ça c'est l'ancien modèle, le nouveau est en cours d'impression, je referais donc un essai à là fin.
 3 points
3 points -
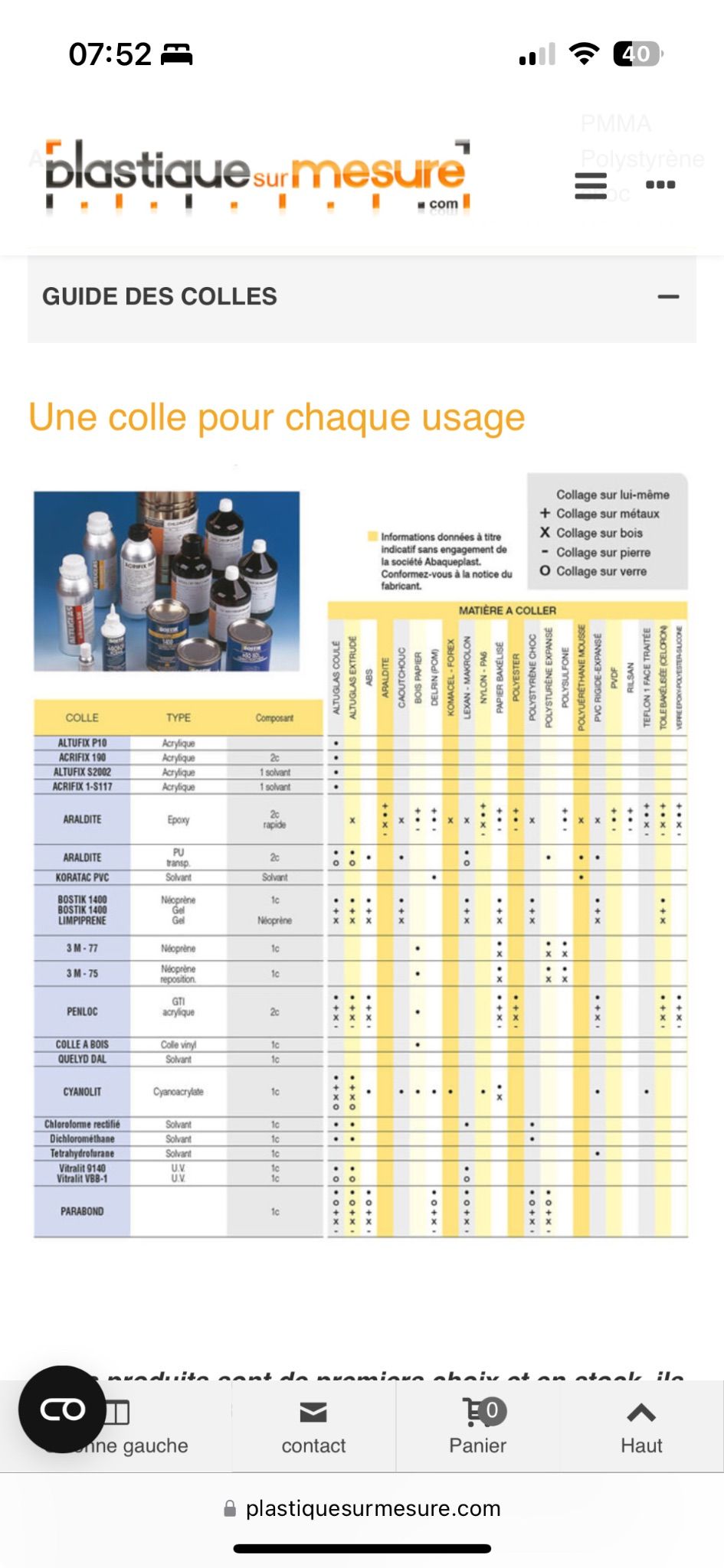
Bonjour @electroremy avez-vous vu en bas du lien donné plus haut par @pjtlivjy ? Édit : je redonne le lien de @pjtlivjy car la copie d’écran ci-dessous est peu lisible https://plastiquesurmesure.com/colle-a-solvant-chloroforme-rectifie/9023-chloroforme-rectifie-colle-a-solvant-1-litre.html
 3 points
3 points -
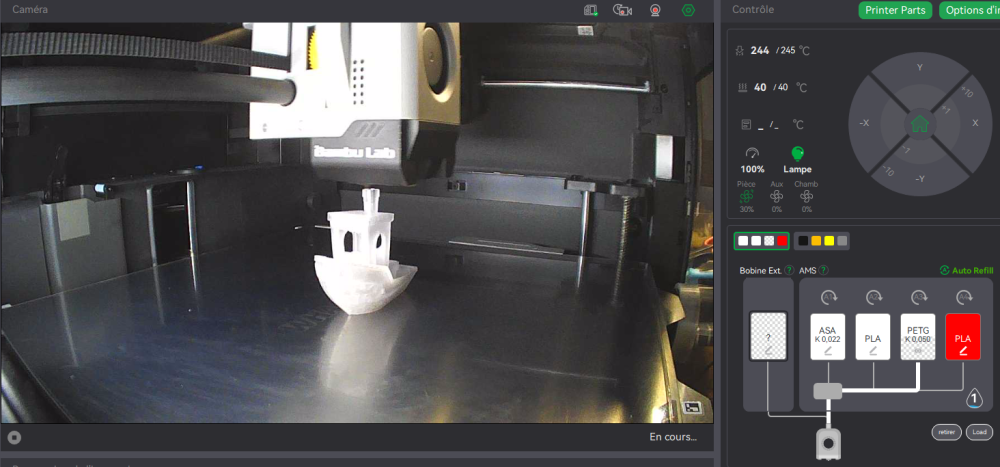
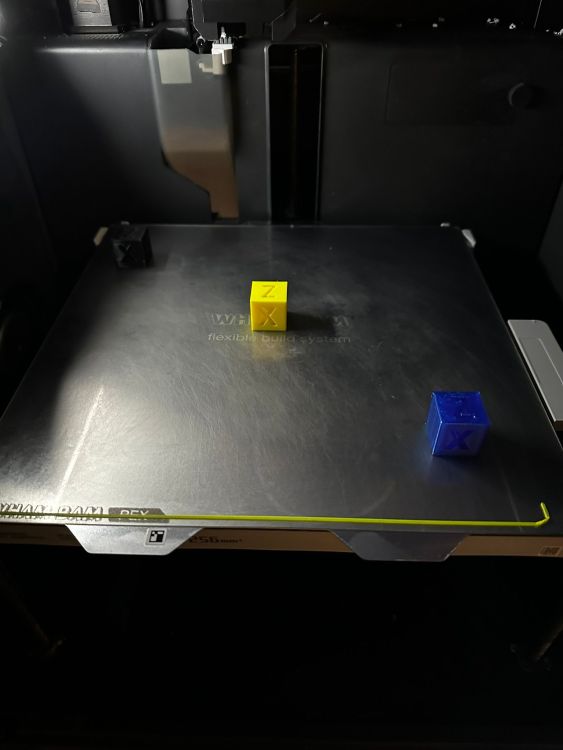
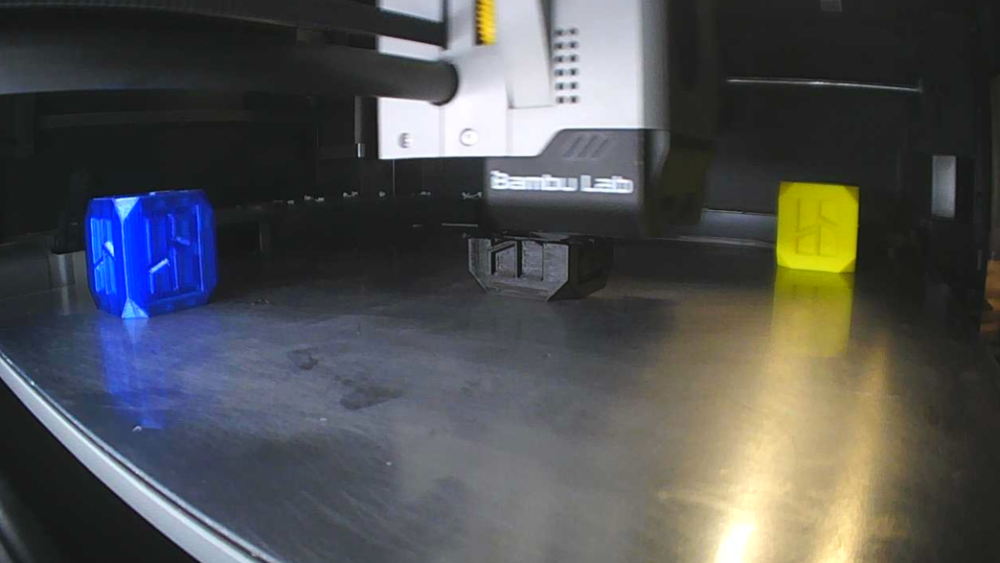
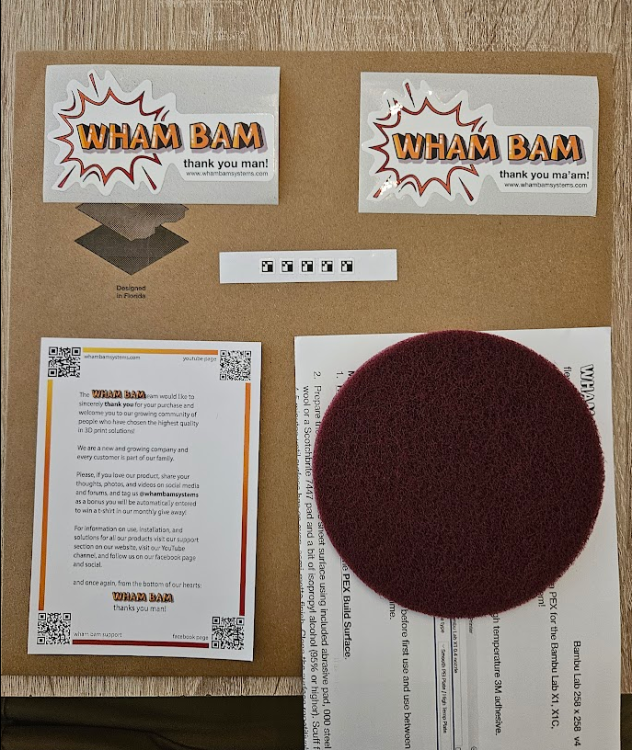
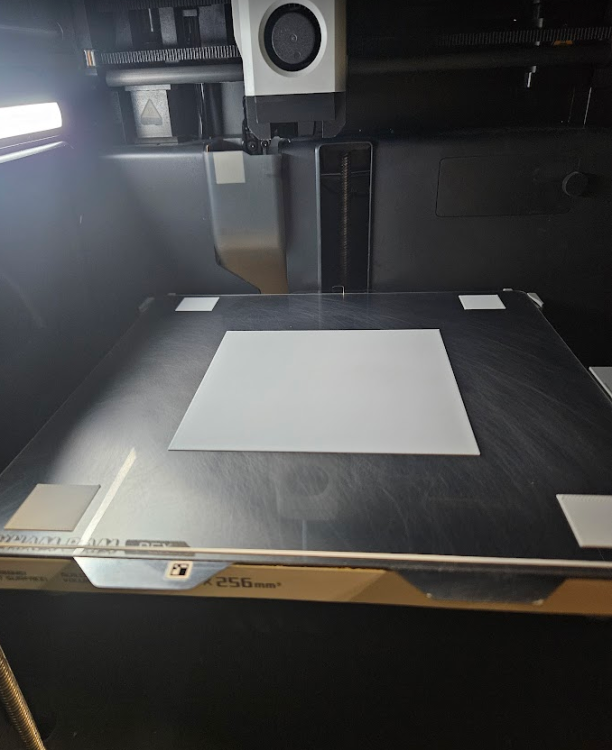
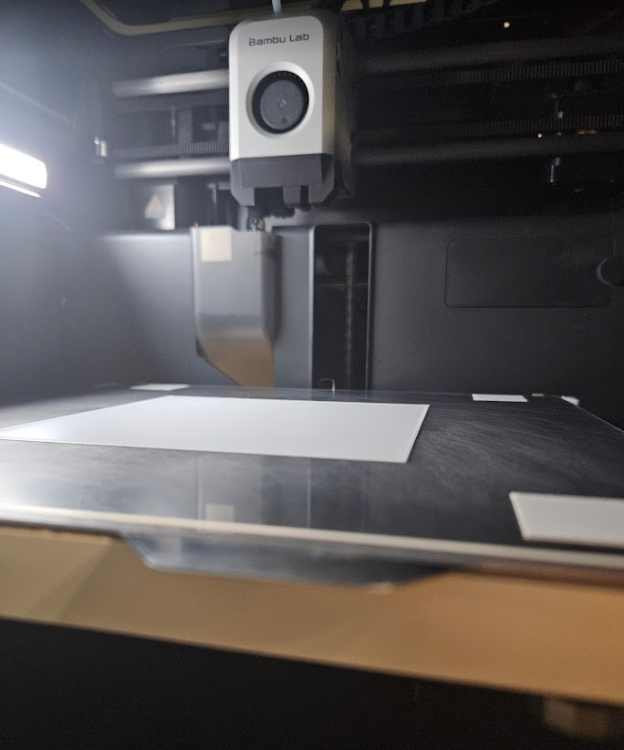
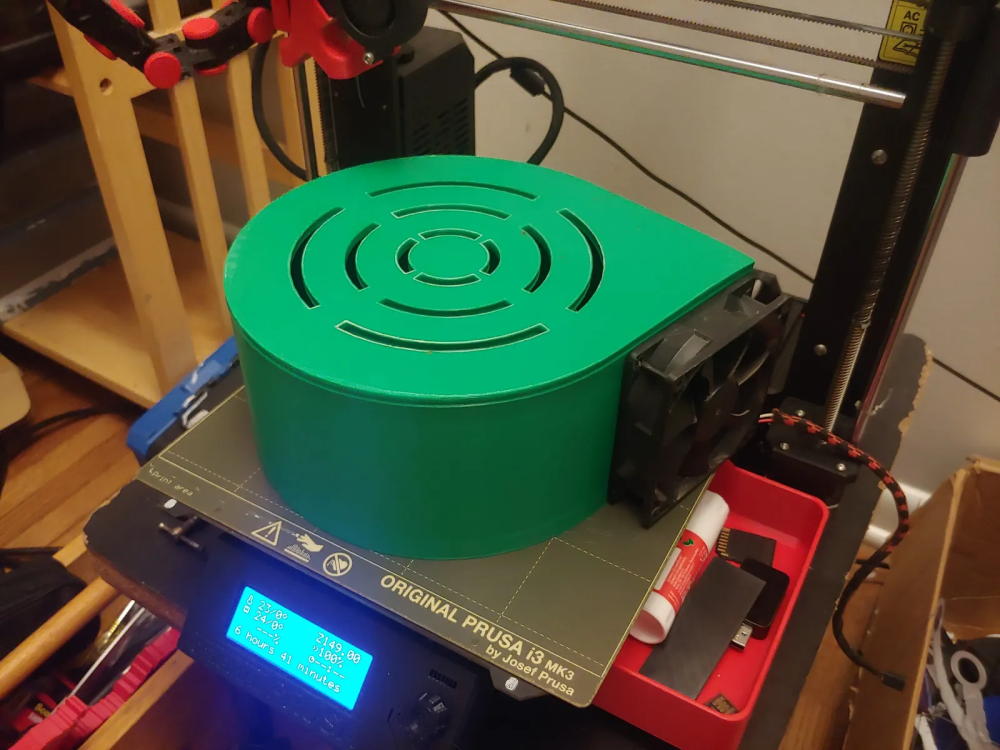
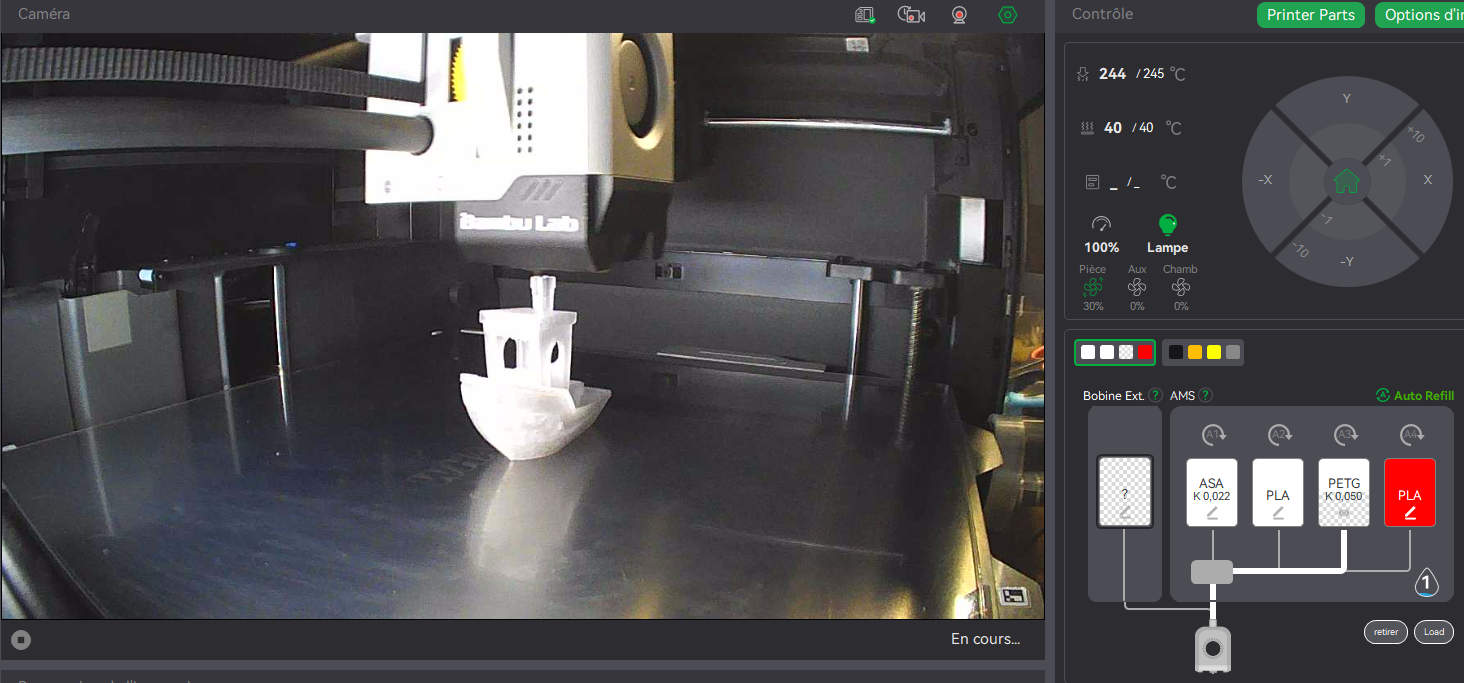
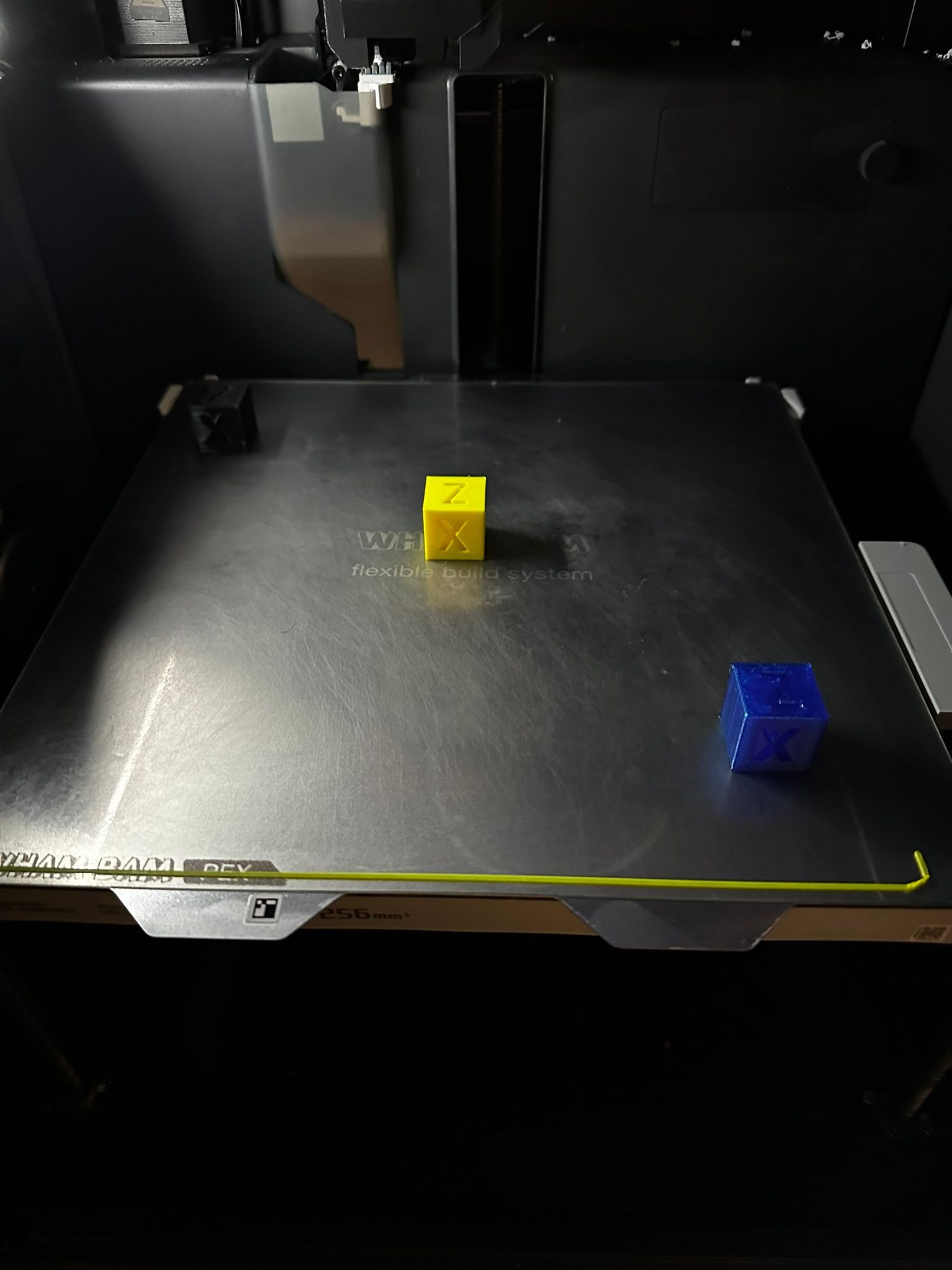
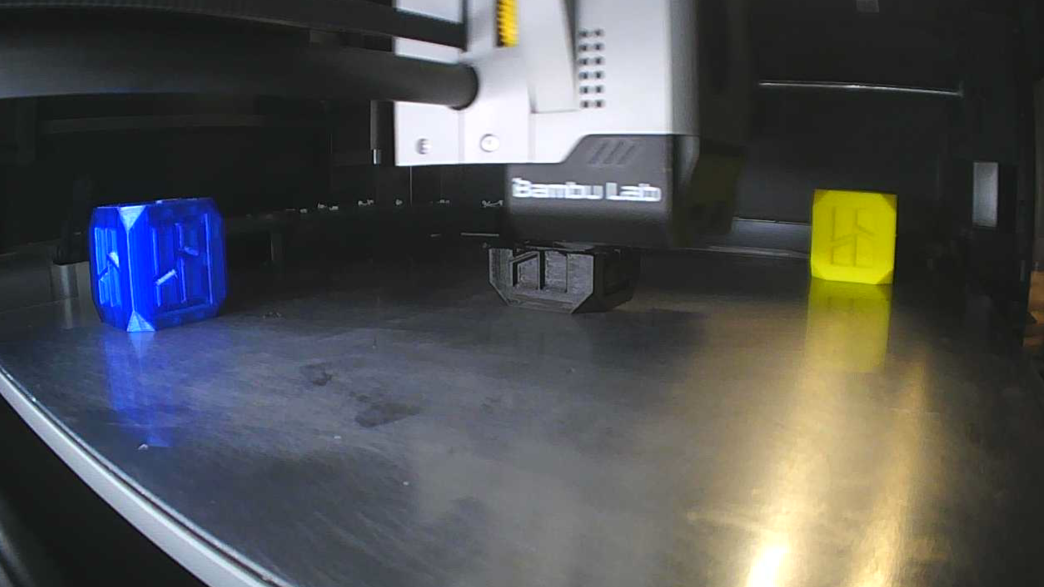
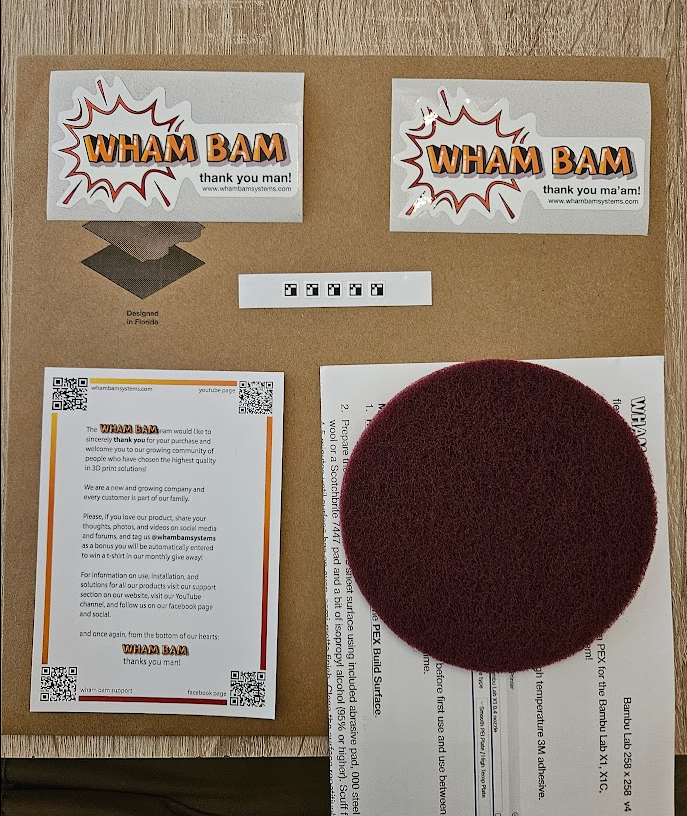
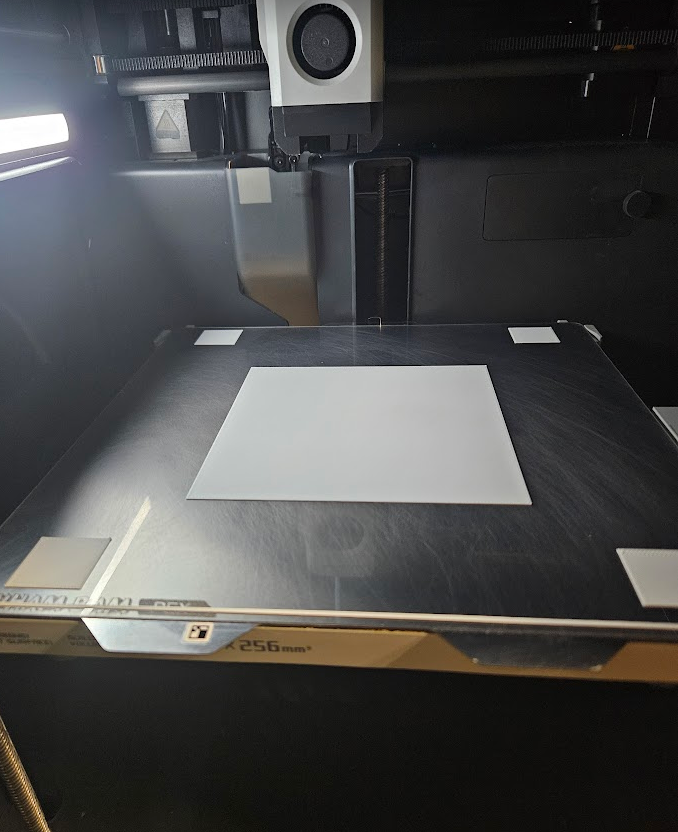
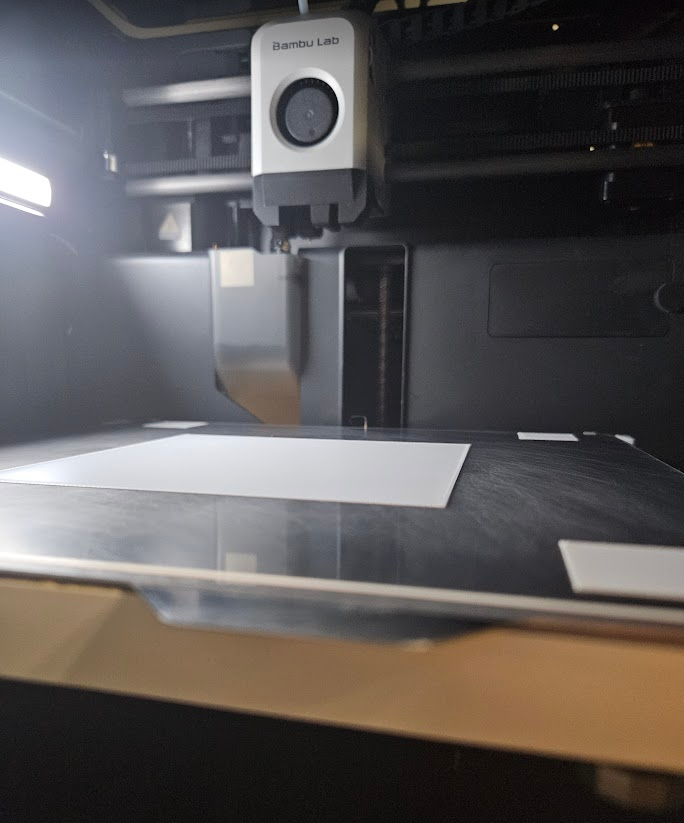
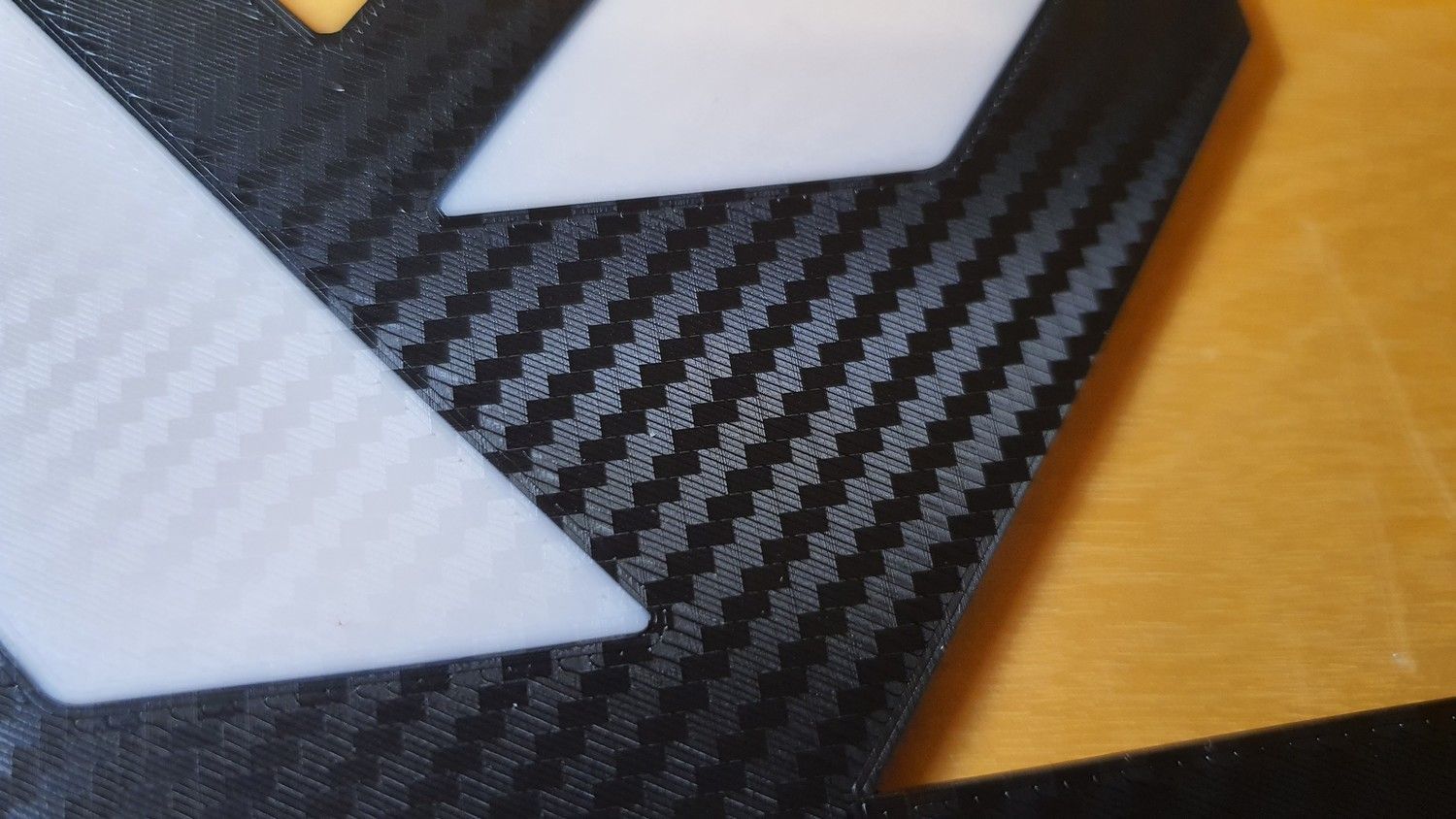
Hello, Comme on me l'a demandé, je me permets de créer un topic pour présenter et tester un plateau de chez Wham Bam : le fameux PEX. Le PEX est une sorte de "Super PEI", censé être plus résistant mécaniquement et chimiquement qu'un plateau en PEI classique. Vous l'aurez compris, c'est un plateau très utile pour les filaments dits techniques. Il existe des plateaux PEX WB (Wham Bam) pour quasiment toutes les tailles de lits d'impression, quelle que soit la marque de l'imprimante. Ce n'est donc pas une exclusivité propre à Bambulab. J'utilise ce plateau depuis juillet 2024, et dans 70 % des cas, c'est devenu mon plateau "all day". Le revêtement ressemble beaucoup à du Plexiglas ou, pour les anciens, à un plateau en PrintBite, auquel il fait plus ou moins penser. Les seules fois où j'utilise le plateau texturé d'origine, c'est pour des objets décoratifs nécessitant un aspect brillant ou pailleté. En effet, sur le PEX, le rendu est lisse, comme sur les plateaux Smooth PEI. Ce plateau a un pouvoir d'adhérence vraiment très élevé, ce qui peut aider à éviter le warping. Pour ma part, j'ai effectué pas mal de tests et réussi à réduire considérablement la température du plateau, au point de pouvoir imprimer différents matériaux sans problème sur la même surface. Mon record : imprimer du PETG Bambu à seulement 40°C. En dessous de cette température, cela commence à warper. Le Kit: Mention spéciale pour le PETG : d'après Wham Bam, le PETG et le PEI ont des structures moléculaires très proches. Par conséquent, ils recommandent de baisser la température d'extrusion du PETG sur les Bambulab, sous peine de faire fusionner la pièce avec le plateau, ce qui pourrait l’endommager. Une alternative consiste à utiliser de la colle pour créer une pellicule de protection entre la pièce et le plateau. Le reste du kit : Un pad pour effectuer de micro-rayures sur le plateau (à utiliser avec de l’alcool isopropylique, bien entendu). Des stickers QR Code pour les X1C/X1E. Une notice et une carte publicitaire. Comme vous pouvez le constater dans les paramètres de la machine, la température du plateau est réglée à 40 °C. Ci-dessous, une impression réalisée en PETG et en PLA+. Ici, il s'agit de trois matériaux différents : du PLA, du PETG et du PCTG. Ces trois matériaux proviennent de chez ArianePlast. Une autre série de cubes, cette fois-ci de chez Bambu. Et enfin pour terminer, des test d'ASA Un leveling: Et ici un Stealth Burner pour un projet de Voron 2.4 Tout a tenu sans colle, évidemment. Cependant, je recommande tout de même l’utilisation de colle pour les filaments techniques, afin d’être prêt à toute éventualité. Pour le prix on tourne dans les alentours de 50 aines d'euro TTC, et livrés depuis la Pologne. Si vous avez des questions, des astuces ou autre, n’hésitez pas à les partager.


 2 points
2 points -
Recyclage des tubes en carton des bobine Bambu pour en faire des boites empilables (modèle trouvée sur maker)

 2 points
2 points -
J'ai édité mon post le problème est réglé, sous Mac il y a des autorisations selon les appli et les dossiers je pense que c'est ça car j'ai réussit sur un autre dossier cible ... Une fonction qui pose plus de problèmes qu'il n'en résout. Merci à toi.2 points
-
c'est qu'il est parti du profil standard qu'il a modifié @xavax ça ne change rien, ton impression se fera bien en 0.08 mm avec une première couche à 0.162 points
-
le plus simple (enfin, c'est comme ça que je fais ...) c'est de faire un test https://github.com/SoftFever/OrcaSlicer/wiki/Calibration#Orca-Tolerance-Test2 points
-
Bonjour @bayard78930 pour l'instant, on a que ça ... co2 points
-
Merci les amis pour votre aide. Ma première couche était en profil par défaut à 0.5 mm. J'ai testé 0.53 sans changement apparent. J'ai refait mes calibrations deux fois pour m'assurer d'avoir deux fois la même valeur. J'ai fait plusieurs autres essais de première couche mais ce qui a vraiment amélioré les choses c'est de baisser ma vitesse à 30 mm/s et aussi, modifier l'angle des lignes de 45° à 30°. Le résultat est meilleur :

 2 points
2 points -
Les pneus ont été imprimé avec du Recreus Filaflex 60A. De ce que je peux voir sur mon bureau, cela pourrait bien marcher, donc j'ai hâte d'aller essayer cela sur de l'asphalte pour voir si cela fonctionne. Le backup sera des roues de Fantom EP-4WD re-release... Je dois encore fraiser les trous du châssis. Ce n'est pas compliqué, mais si on veut que tous les trous soient identiques, c'est juste une question d'avoir le bon outillage... Première itération. Ensuite une seconde, avec un outil de centrage et une façon de fixer le roulement au bon endroit... Il va être temps d'attaquer le sujet carrosseries. J'en ai prévu deux. La première est déjà là. J'ai commencé à travailler sur un bumper (spécifique à la carrosserie)... Les carrosseries seront montées avec des vis pour ôter le point faible en Z sur des colonnes utilisées avec des goupilles... J'ai prévu une pièce inférieure pour protéger l'avant du chassis... Ensuite, il ne restera plus qu'à gérer la partie arrière...2 points
-
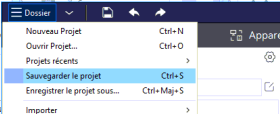
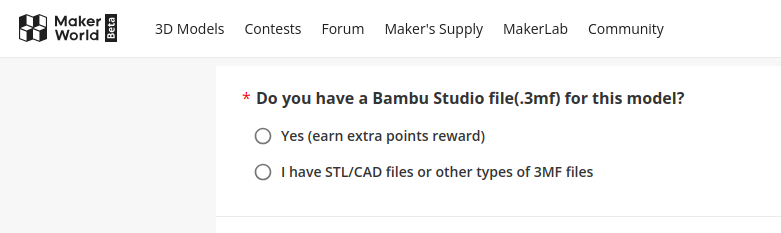
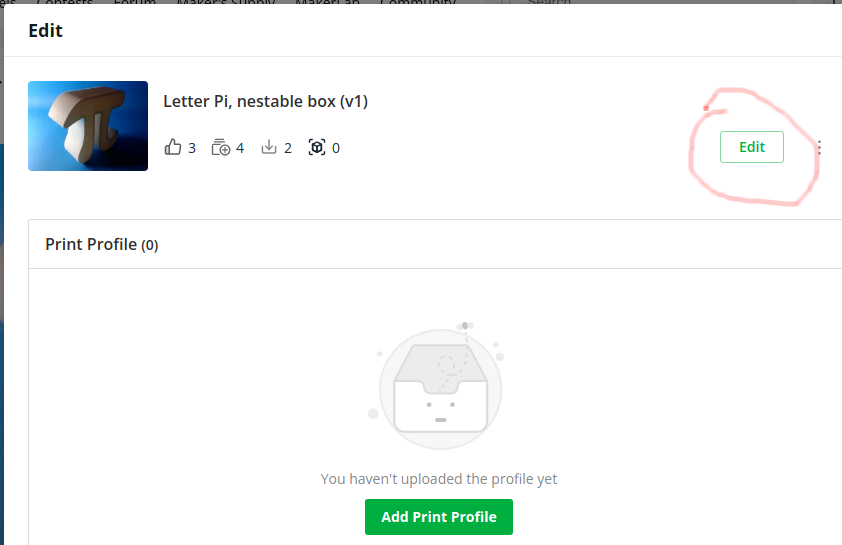
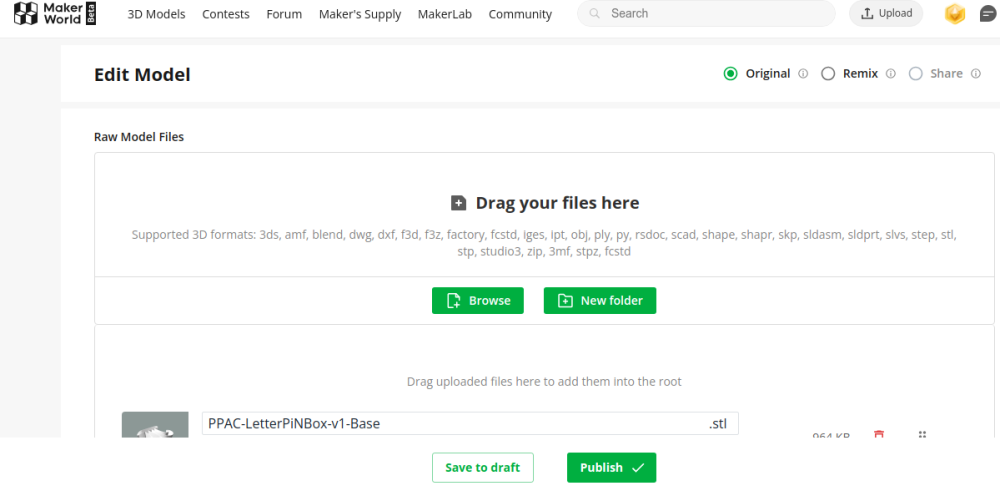
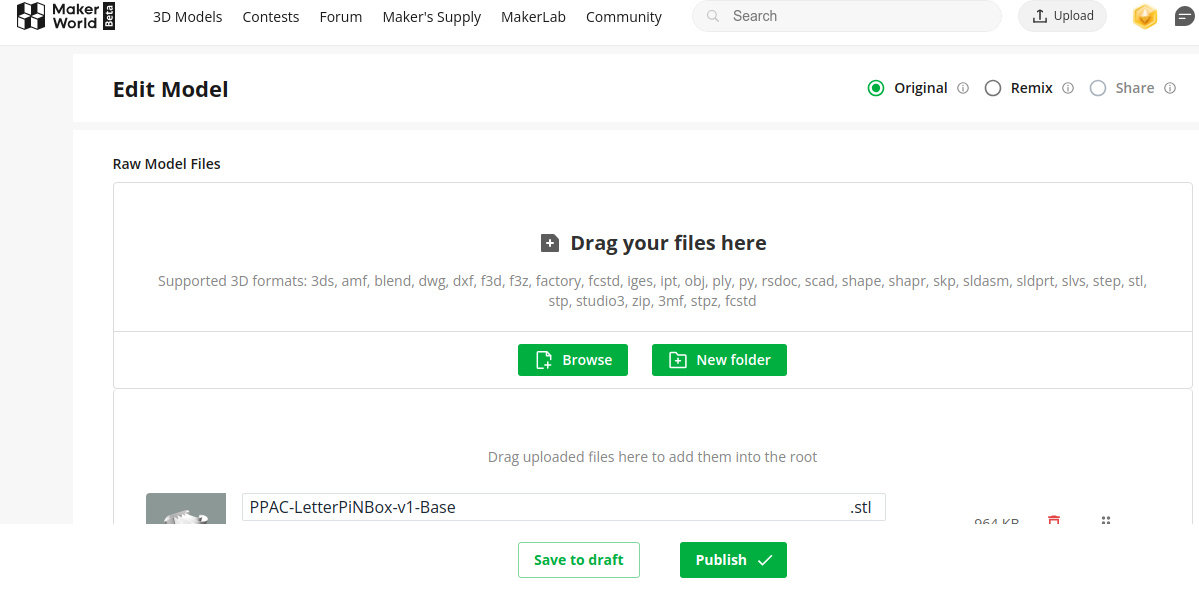
un .gcode.3mf c'est un export d'un résultat de tranchage d'un plateau d'un projet. Il te faut repartir du projet .3mf exporté de freecad, l'ouvrir avec bambu studio et "sauver le projet" ou "Enregistrer le projet sous" en .3mf (qui lui sera au format Bambu Studio ) Mais en principe sur MakerWorld quand on upload un projet, il demande tout au début de choisir entre mettre un fichier projet Bambu Studio .3mf, ou les fichiers de modèles 3D autre que .3mf ( ex .stl, .obj ) et si ensuite on "Edit" l'upload, là encore, on peut ajouter l'un ou l'autre ( Print Profile = projet .3mf au format projet Bambu Studio ), ou si on re clic sur le nouveau bouton "Edit", un autre format…
 2 points
2 points -
grand merci d'avoir pris le temps @Moucklee et de partager tous ces détails je viens de voir en plus qu'ils ont les dimensions de ma X-MAX3 ton retour d'expérience est d'autant plus utile que sur la chaine officielle Youtube wham Bam, ils explique que l'impression du Petg est délicate ... comme quoi !!!1 point
-
une autre version pour des imprimantes sans caisson @RT36 https://www.printables.com/model/309471-printer-bed-filament-drying-case
 1 point
1 point -
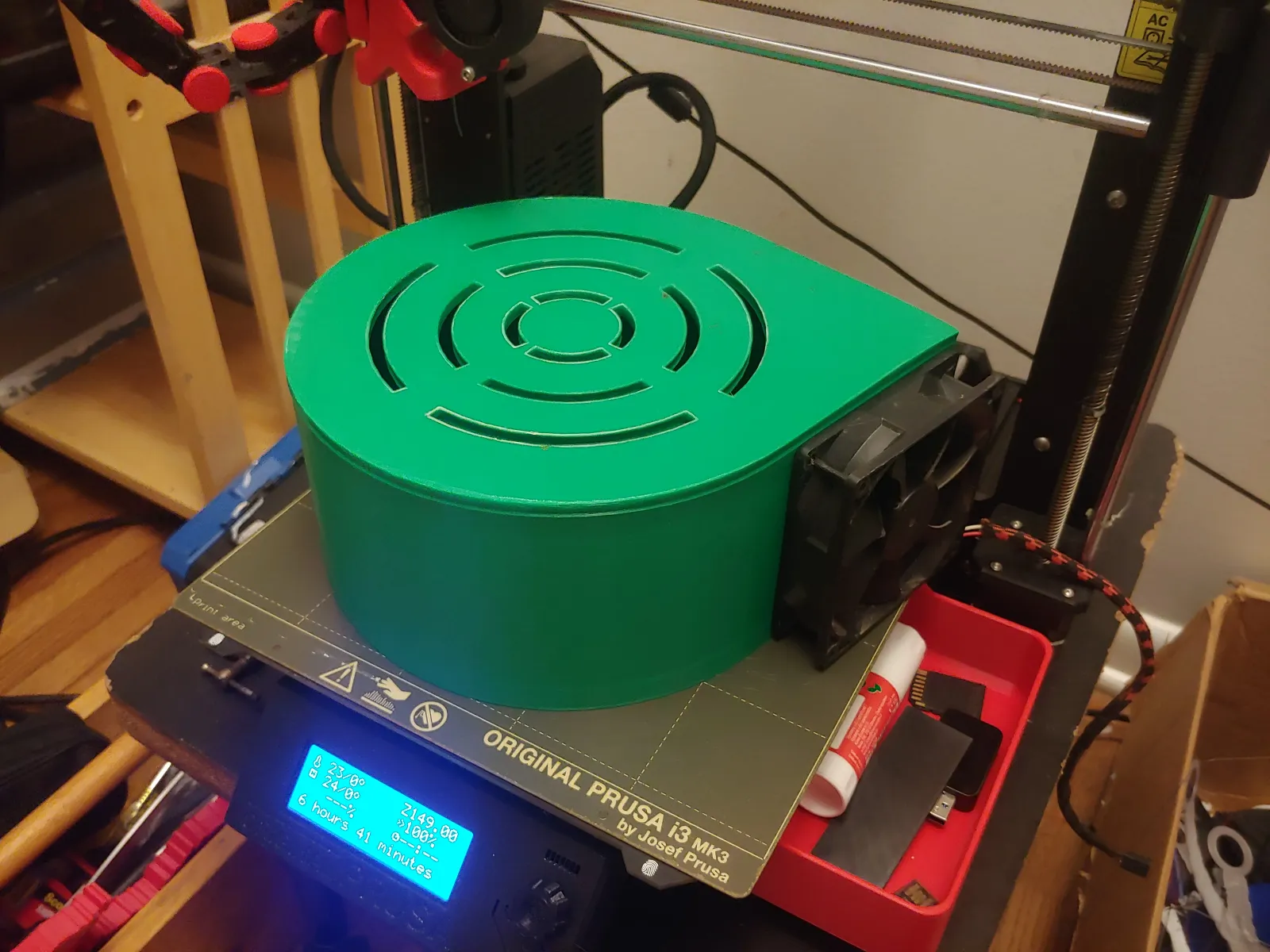
un autre moyen de sécher un filament sans sécheur, sans four et sans monopoliser son imprimante tout en étant green c'est de recycler une vieille imprimante ou une imprimante désoeuvrée avec un accessoire de ce type certains ont il essayé ?
 1 point
1 point -
Le sujet du nettoyage revient très souvent sur le tapis (du plateau ?), c'est vrai que c'est très important, sans rire. Je nettoie mon plateau toutes le 5 à 6 impressions au liquide vaisselle + eau chaude et entre chaque impression c'est avec de l'ethanol comme celui-ci : https://www.leroymerlin.fr/produits/chauffage-et-ventilation/poele-et-cheminee/cheminee-a-ethanol/ethanol-et-bioethanol/bioethanol-liquide-domestix-2-l-67400634.html Quand j'ai un mauvaise accroche, je sais que je dois emmener mon plateau à la cuisine (outillage personnel conseillé, sinon c'est des remarques qui pourissent le reste de la journée... ).1 point
-
petite impression du samedi sur la Plus 4, du PCTG rouge de Fiberlogy pour mon petit aspirateur Dyson
 1 point
1 point -
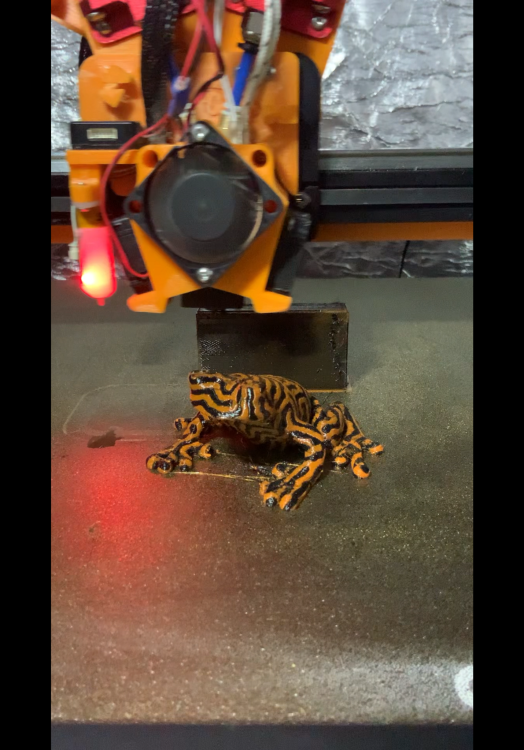
juste de passage ce week end chez moi avant de repartir en déplacement, une petite impression utile mais avec du PCTG de chez Fiberlogy pourquoi le PCTG, d'abord parce que je souhaitais un truc très résistant, j'ai cassé celui d'origine car une pièce métallique est tombée dessus et puis l'occasion de tester un nouveau filament ça s'imprime bien un peu comme du Petg mais avec un plateau à 90 degrés

 1 point
1 point -
Dans les commentaires on voit que l'auteur a modifié le profil de depart qui etait en 0,20. Il n'est pas reparti du profil 0,08
 1 point
1 point -
Ou d'enlever les sachets anti humidité de leurs petits pochons en plastic... Rigolez pas, ça m'est arrivé avant de mettre mes conteneurs de billes, et je comprenais pas pourquoi le taux d'humidité ne descendait pas...1 point
-
Top! Mille merci à ts les 3 pour vos réponses et explications. En effet, lorsque l’on a pas trop d’expérience, on n’osé pas modifier les réglages sans savoir. Du coup, si je peux me permettre, c’est quoi la protection lcd ? Que l’on voit sur la photo du menu... Pour les autres questions j’ouvrirai un autre fil.1 point
-
bonsoir @bayard78930 tu as aussi l'ironing qui va permettre de lisser certaines surfaces mais pas toutes car c'est une question d'orientation / à la buse. imprimer en couche de 0.08 mm améliore beaucoup l'état de surface1 point
-
Salut Oui et non. Tu peux utiliser différentes hauteurs de couches pour un même diamètre de buse. Mais avec certaines limitations. Par exemple tu pourra imprimer avec des hauteurs de couches plus importantes avec une buse plus grosse Pour les info sur la Kobra tu trouveras peut être ton bonheur là https://www.lesimprimantes3d.fr/comparateur/imprimante3d/anycubic/kobra-2-neo/ et là https://www.lesimprimantes3d.fr/test-anycubic-kobra-neo-20230222/ A+ JC Grillé par @pjtlivjy1 point
-
Pour les shores utilisés en général, sur des pneus mousses, on est entre 30A et 40A, sur les pneu de type cahoutchouc, ça va plus haut... Après, pour l'impression, j'ai fait du 100% concentrique (j'ai bien essayé avec des remplissage inférieur, mais soit ça fini pas le print, soit cela n'a pas une consistance normale pour un pneu). Je referais des essais de toutes façons. Une fois montés, cela semble gripper plutôt bien (entendre : mieux que ce à quoi je m'attendais) et en termes de consistance, sans avoir de shoremeter, cela semble assez similaire aux pneu mousses en Hard, mais au final seul l'essai en réel sur une piste me permettra de savoir si ça peut tenir la route au moins en loisirs (tout en ayant prévu un jeu de roues de Fantom en backup).1 point
-
Je suis passé avec le BTT SFS 2.0 et un tube PTFE Capricorn XS. J'arrive a imprimer du TPU 95A en gardant le capteur activé. Par contre, il arrive avec le réglage standard de l'encodeur d'avoir des fausses alertes et de partir en pause. En augmentant le paramètre de l'encodeur, ça passe. Pas de soucis sur la fonction fin de filament dans ce cas. Le montage du BTT est dans la même position que le capteur d'origine et j'alimente par le bas. Et je garde mes dry boxes.1 point
-
Oui c'est celui que j'avais vu en Décembre lors de mon premier post. Par contre je n'ai pas vu de retour d'expérience sur ce script. Comme le diable se cache dans les détails en impression 3D, si certains paramètres ne sont pas pris en compte, il vaut mieux le savoir pour corriger au besoin.1 point
-
comme malheureusement beaucoup de videos @bernardino celle-ci est imprécise ça vaut peut être le coup de lui envoyer un message je repense à une manipulation qu'un collègue à fait sur scanner Creality Predator, il faut connecter la poignée seule d'abord puis ensuite brancher le scanner sur la poignée, si tu connectes l'ensemble ça ne fonctionne pas1 point
-
@pjtlivjy on dirais que c'est le même produit, avec juste un logo en plus https://www.darty.com/nav/achat/ref/MC350228135.html et ils disent aussi que ça va jusqu'à 90C° ... faut maintenant trouver quelqu'un qui veut bien le commander & tester1 point
-
tu as raison de le rappeler @fran6p c'est la clé par contre ce qui est étonnant c'est qu'ils aient mis une valeur aussi basse pour le TPU, tous ceux que j'ai eu à imprimer font mieux que cela1 point
-
+1 @jcjames_13009 on arrive à allez plus loin en jouant sur la hauteur de couche, j'arrive 0 0.05 en imprimant en 0.08 mm, tu me diras et tu auras raison ça dépend du filament également et de la pièce1 point
-
Si la Vitesse volumétrique est bien réglée dans la section Filament du trancheur, c'est elle qui limitera les vitesses (TPU générique ≃ 4 mm³/s).1 point
-
@V3DP Salut et meilleurs vœux. Je n'ai pas testé . Il y a au moins un script Perl qui d'après son créateur permet de passer de Super/Prusaslicer (Qidislicer est basé sur Prusaslicer) vers Orcaslicer : https://github.com/theophile/SuperSlicer_to_Orca_scripts/ À voir donc.1 point
-
effectivement @Zeorymer sur nos imprimantes récentes, les résultats en 0.08 sont extraordinaires et ta figurine le démontre bien d'accord avec toi les filaments mattes gomment l'effet des couches1 point
-
Je n'avais pas vu ta réponse merci beaucoup pour ton aide je vais regarder !1 point
-
salut @V3DP j'ai fait une demande à Qidi hier, n'ayant rien trouver sur la toile1 point
-
Bonjour à tous et Excellente Année 2025 ! Je relance mon post, qui ne semble pas avoir trouvé de réponse à maintenant. Donc je cherche un moyen de migrer ma configuration de Qidi Slicer vers Qidi Studio ou Orca, sans devoir ressaisir toute ma configuration à la main. Si vous avez des pistes. Merci1 point
-
bonjour @PPAC merci effectivement tout à disparu merci encore, j'avoue que je n'avais jamais pensé à ça c'est pourtant simple, mais comme d'habitude j'imprime résine opaque, je n'y avais jamais prêté attention pat1 point
-
Excellente initiative, j'ai également quelques points à distribuer pour vous1 point
-
il y a un peu moins de 40 ans on jouer avec du mercure... une goutte dans la main qu'on écrasait pour en faire des plus petite, c'était le concours de celui qui en faisait le plus. Quand on y pense, on en a fait des conneries1 point
-
Bonjour, Je travaille avec essentiellement du PETG. Les paramètres Prusa sont température Bed 80 deg Buse 240 deg Vitesse 1ere couche 20 mm pas de ventilation dans une tente isolante avec le même plateau que toi sur une Ender5+. Le PETG n’aime pas les courant d’air. Vérifie que tu as bien réglé ton extrudeur en e-step (Marlin) ou rotation (klipper). Je fais mes réglages de Bed à température d’utilisation 80-240. Je retire les filaments , brosse ma buse et fait les réglages après.J’ai installé un séchoir à filament qui maintient la bobine à 50 deg. Si c’est un problème d’humidité le séchoir en principe le réglera. J’ai eu ce problème aussi ,maintenant c’est réglé. J’espère que ces informations t’aideront. Cordialement
 1 point
1 point -
50 ans plus tard @pjtlivjy à résolu la question que je me posais sur ces statuettes qui passait du bleu au rose suivant la météo : pluie ou soleil ... exemple à la meme époque il y avait du chlorure de cobalt dans les jeux de chimie, du permanganate de potassium pour changer l'eau en vin, du soufre en fleur pour les volcans1 point
-
Oui c'est bien pratique, j'ai trouvée ça sur Maker, j'en ai imprimée pas mal (gros et petit) car on a toujours un tas de câble qui traine....1 point
-
Via un clic droit sur un plateau ... Edit > Ho zut alors, il manque "l'indispensable" logo Creality, en primitive de test Sinon les outils de calibrations sont via le menu "⌄" (flèche/chevron vers là-bas) de la bar de menu. (c'est malin d'utiliser un symbole pour éviter les problèmes de traductions, mais pas pour expliquer... )
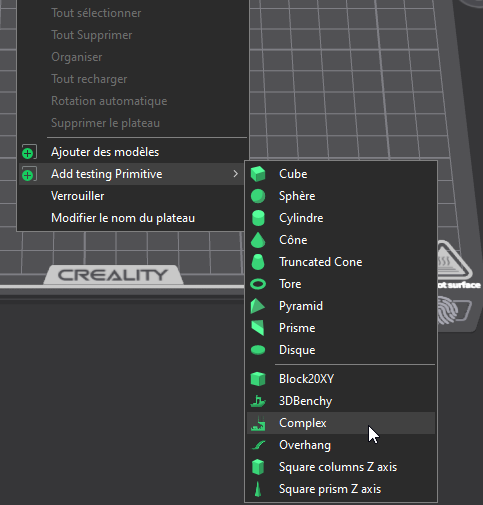
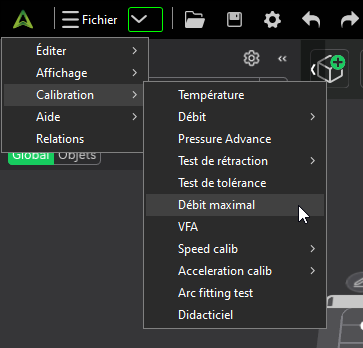 1 point
1 point -
Le marketing fait vendre ! Merci pour le complément d'info en tout cas, je ne connaissais que de nom cette entreprise.1 point
-
Si la pièce est soumise à des contraintes, il vaut mieux l'imprimer debout pour augmenter la solidité des perçages, Il te restera des supports à mettre, mais rien d'insurmontable, de plus les perçages seront nets. Ne pas oublier d'activer l'interface de support.1 point
-
La déception est à son comble, je ne garderais que l'instruction de ce cours1 point
-
Salut, Étant utilisateur au travail d'une X1E, qui a donc l'écran tactile, quand j'ai acheté ma P1S perso, j'avais aussi pour objectif de prendre cet écran, que je trouvais pratique. Mais ayant pris le temps de la réflexion, et beaucoup lu sur le net à propos de celui-ci, j'y ai finalement renoncé, car, il n'apporte vraiment rien de plus que ce que tu peux déjà faire via ton slicer directement, pour ce prix, même si il reste correct. Pour moi c'est du tuning ce truc, plus qu'une réelle amélioration indispensable. Désolé de ne pas avoir répondu à ta question de base, mais vu que tu abordais ce sujet, je trouvais toute fois intéressant d'y contribuer à ce propos, et pourquoi pas te motivé à le revendre, vu tes premiers retours1 point
-
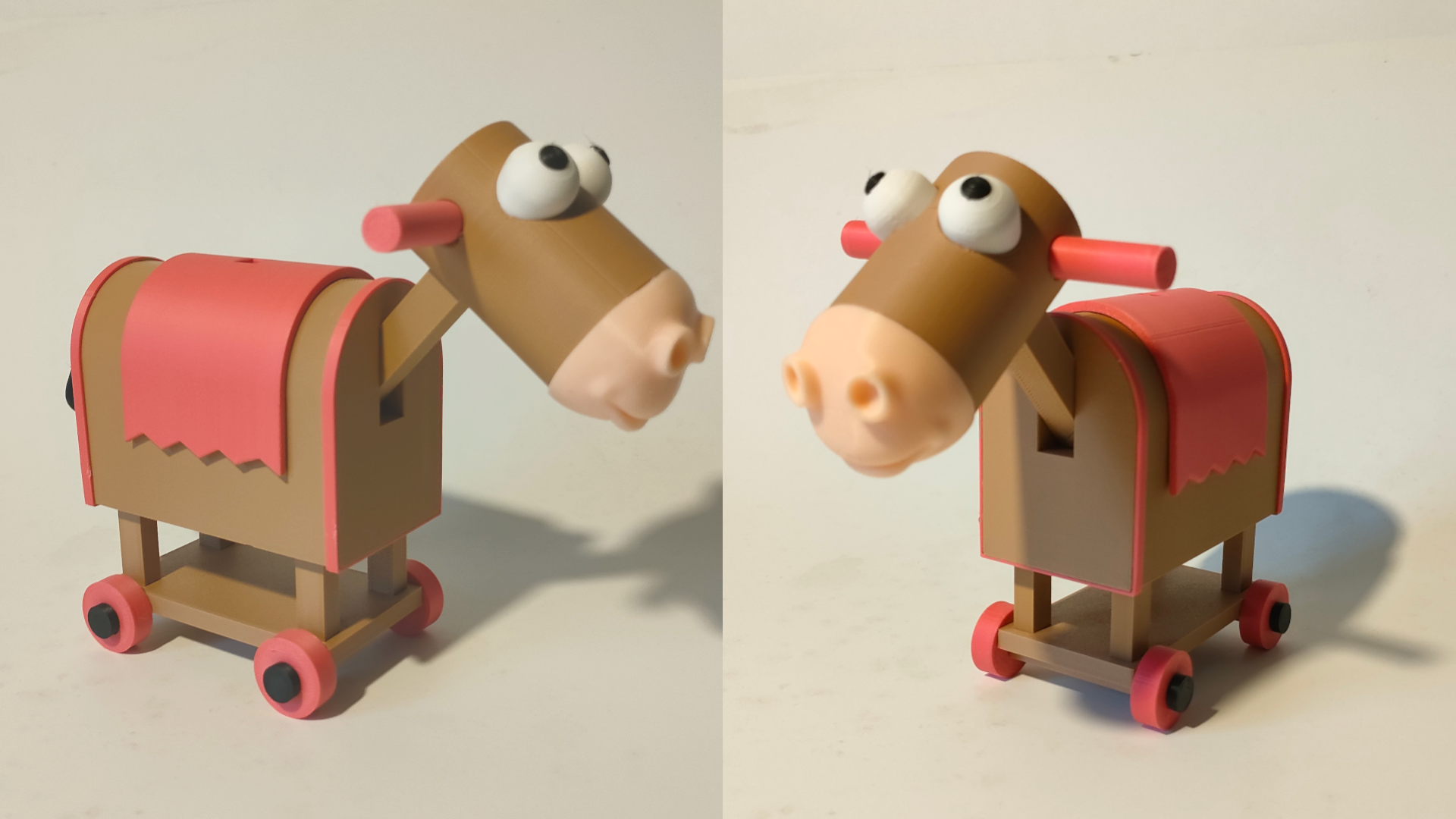
Bonjour à tous, Voilà un modèle que j'avais commencé l'année dernière : Je viens de terrminer l'impression du cheval, encore beaucoup d'éléments à assembler...


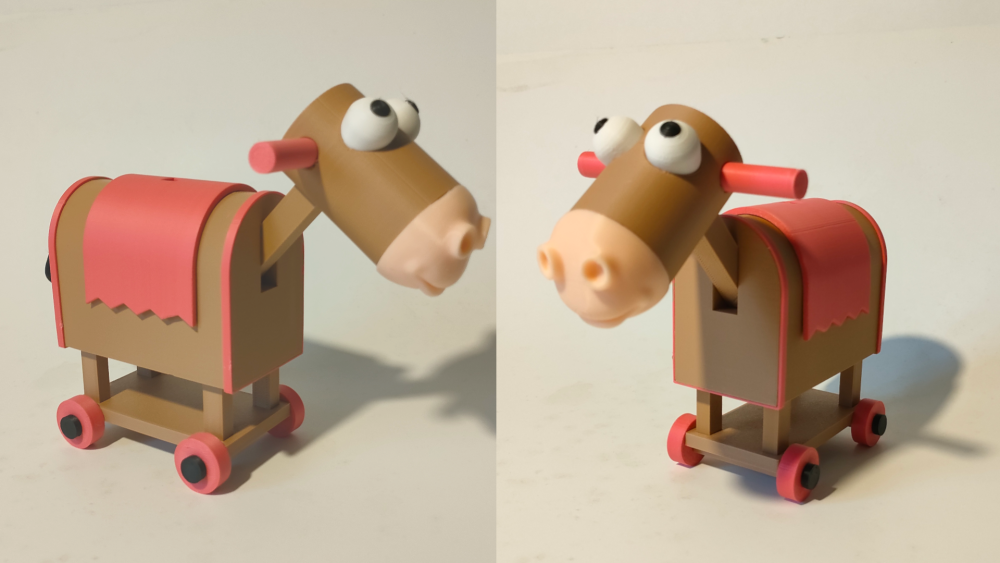 1 point
1 point -
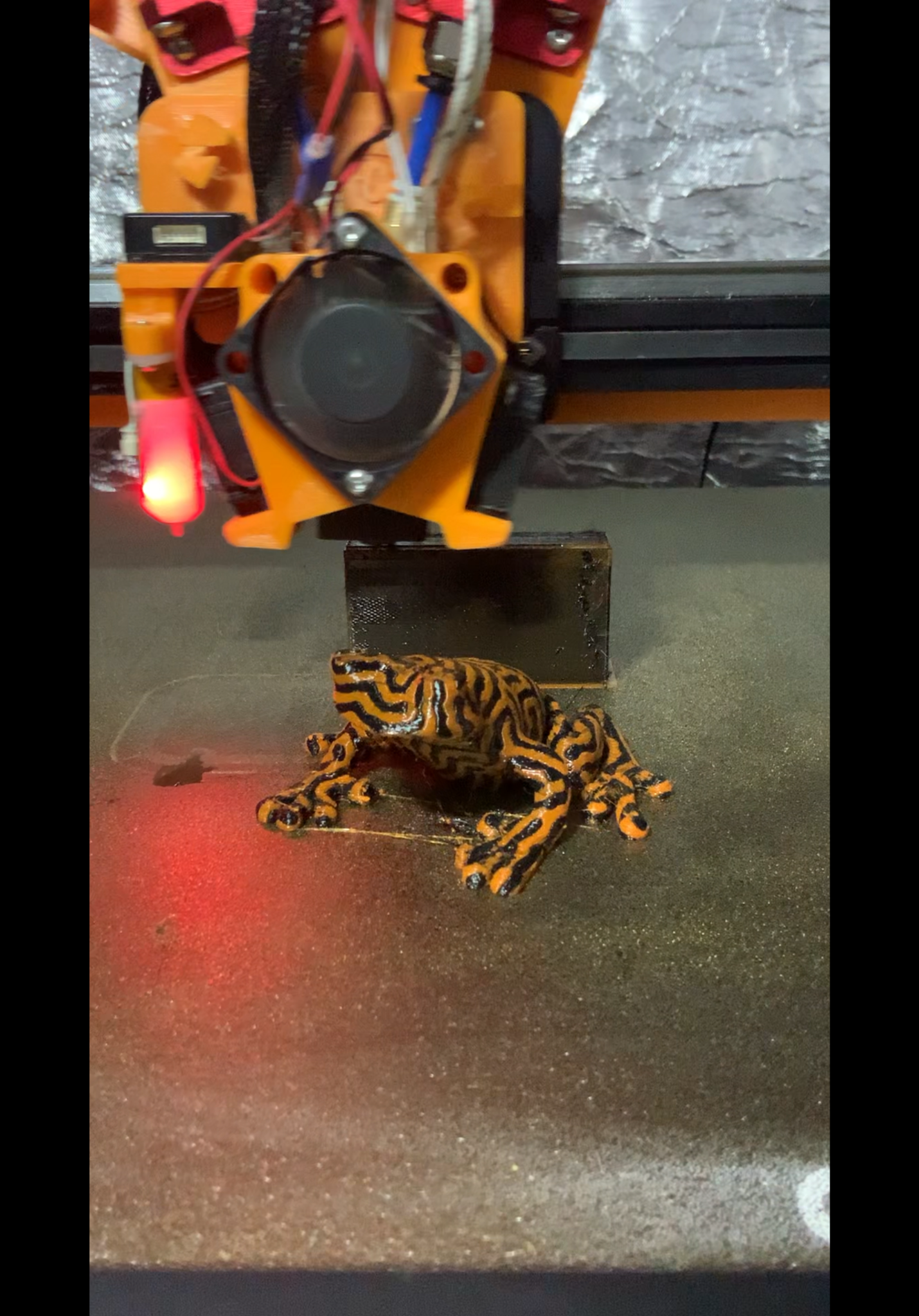
Salutation ! En pistes, je pense à la distance de lavage insuffisante et/ou tension du FEP insuffisante. (ou simplement usure du FEP ) ( Je dirais de tenter une impression où litho en verticale comme tu le fais, mais largeur de la litho dans l'axe X (pour éviter de voir le motif des voxel de l'axe X (cf une droite approximée sur un quadrillage de pixels se retrouve "cassé" en plusieurs morceaux de droite (cf https://fr.wikipedia.org/wiki/Algorithme_de_tracé_de_segment_de_Bresenham ) , si la droite n'est pas dans l'un des axes du quadrillage des pixels (ou pile dans la diagonale des pixels) et donc on a ce petit motif de nuance de relief vertical qui se répète uniformément ) et l'ensemble placé au milieu du milieu de l'axe Y ( pas au centre de l'axe Y pour profiter d'une zone moins usée du FEP et pour avoir moins de déformation du FEP possible lors du décollement d'une couche, donc essayer d'éviter le point central du FEP qui se trouve étirer à répétition et donc se déforme et peut ne pas se détacher de la couche si distance de levage insuffisant et car le plus loin du cadre du réservoir de résine ... ) Mais je peux me tromper et c'est peut-être une exposition un poil trop basse et/ou une température de l'environnement d'impression/ de la résine trop basse.
 1 point
1 point

























.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)