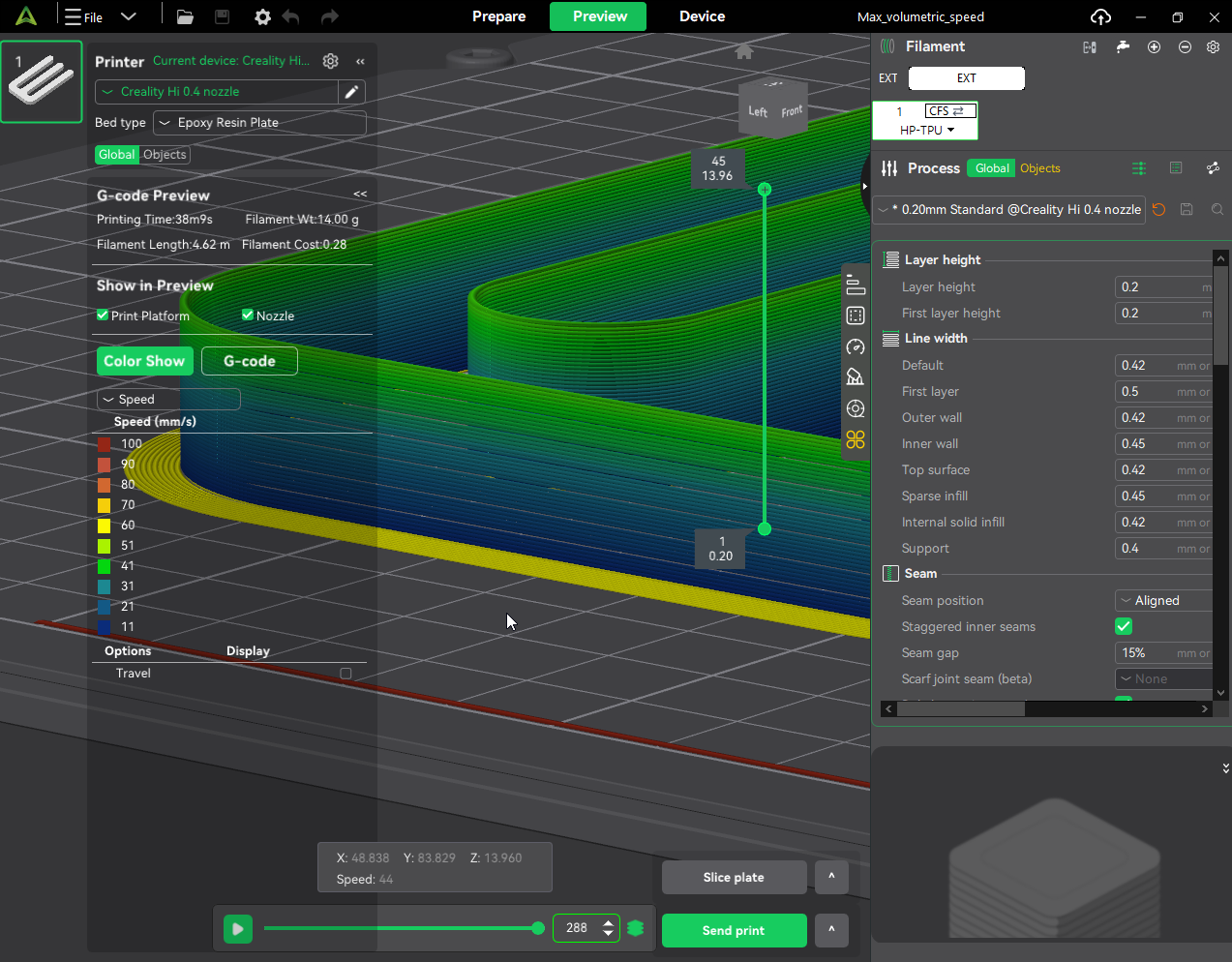
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/02/2025 dans Messages
-
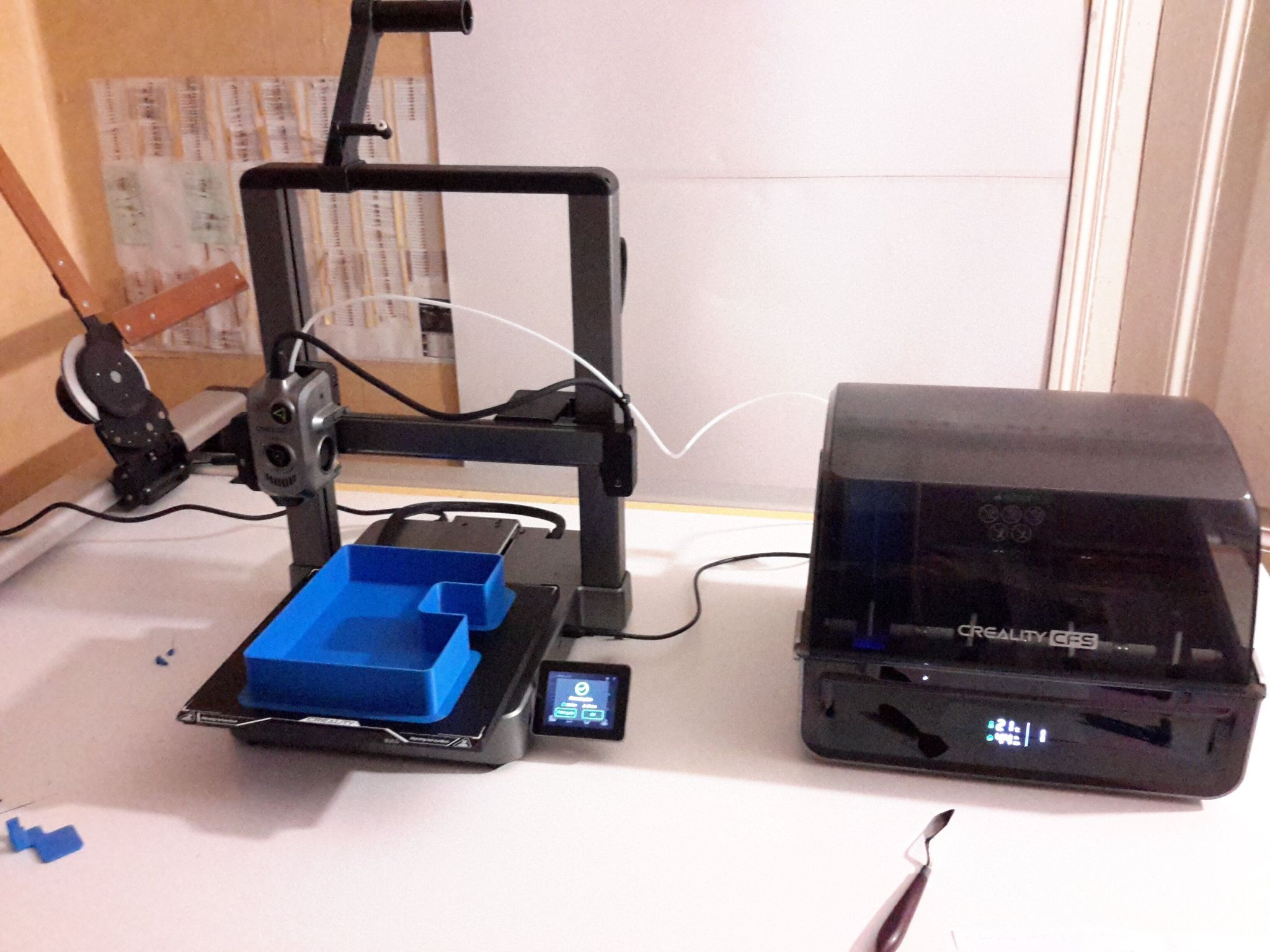
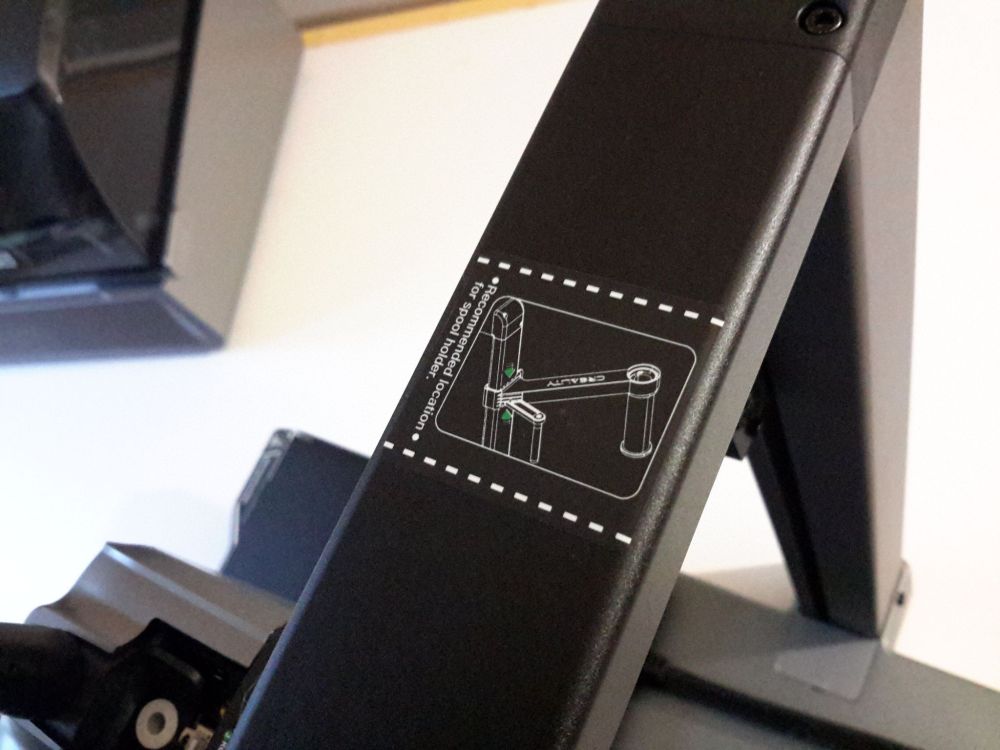
Salutation ! J'ai eu le plaisir, d'avoir en test, alors qu'elle était encore sous embargo médiatique, la "Creality Hi Combo". "F018" est le nom de code de la "Creality Hi". Imprimante de type "bed slinger". Volume d'impression de 260 x 260 x 300 mm Le "Combo" signifie qu'il y a de fournis avec la machine un boitier CFS ("Creality Filament System"), solution multi-filaments de Creality, qui peut contenir quatre bobines de filament et permet des impressions avec changement automatique de filament. Maximum, quatre CFS connectable pour arriver à 16 bobines. Liens Liste de lecture "Creality Hi related tutorial" sur la chaîne YouTube de "Creality After-sale" https://www.youtube.com/playlist?list=PLW9O3eZmo5E1x7Om3kV8lSPKbLIECOgjD (Actuellement 2 vidéos au 09/01/2025) sur Creality Cloud Au 09/01/2025 Creality Hi - Unbox & Setup https://www.crealitycloud.com/post-detail/677f2b8c06c912fef1158073 Creality Hi Combo - Unbox & Setup https://www.crealitycloud.com/post-detail/677f2c2f06c912fef1158607 Site officiel de Creality https://www.creality.com/ Manuel, Firmware et trancheur pour la "Creality Hi" sur Creality Cloud https://www.crealitycloud.com/product/details/Creality-Hi-6756b781cf9a40b968cb4b73 Site de vente officiel de Creality https://store.creality.com/ Support Creality Service après-vente via mail cs@creality.com Support technique via le forum de Creality https://forum.creality.com/ Support technique via le "Chat" de "Customer service" de Creality Cloud https://www.crealitycloud.com/ ( en bas à droite l'icone "Customer Service" ) Page sur le Wiki de Creality Creality Hi https://wiki.creality.com/en/cr-series/creality-hi Manuel de la "Creality Hi" https://wiki.creality.com/en/cr-series/creality-hi/user-manual CFS https://wiki.creality.com/en/cfs Discord "Creality" (invitation https://discord.gg/X46pNjdPBM ) "Creality Cloud - 3D Printing" ( invitation https://discord.gg/gn32hQSCMm ) Sur le comparateur "Creality Hi : fiche technique, tutoriel, test et prix imprimante 3D" https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/hi Sujet de discussion sur la Creality Hi alors qu'elle était encore sous embargo médiatique Creality Hi : nouvelle imprimante compatible CFS (multi-couleurs) L'article de test sur le blog Creality Hi Combo, le test // lien à venir quand l'article sera fait et publié
 3 points
3 points -
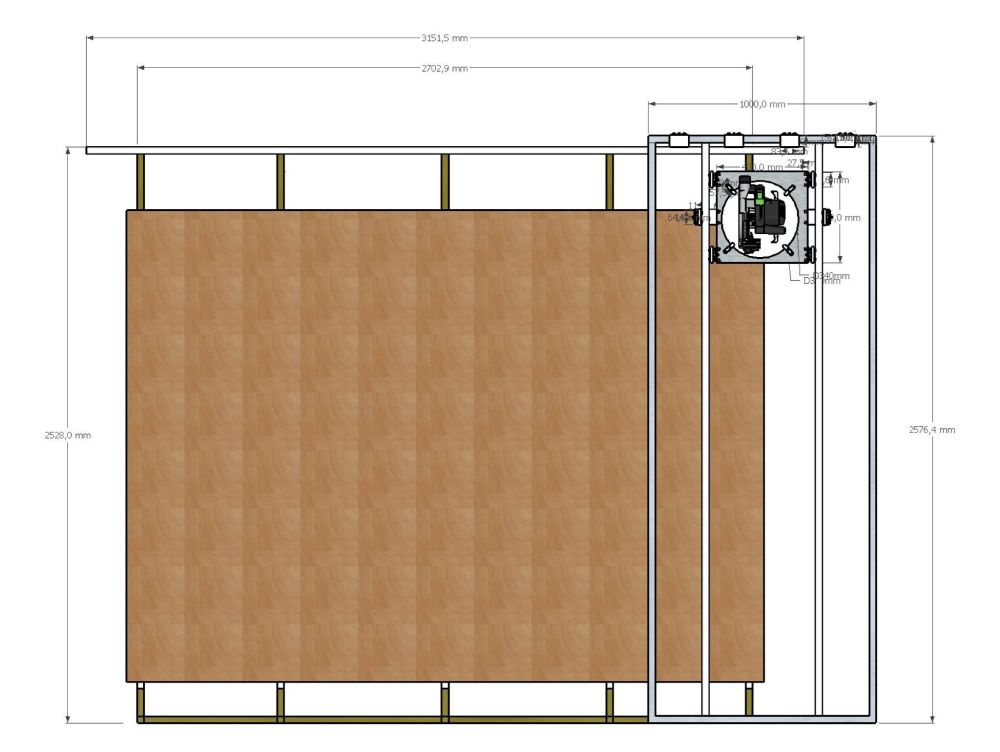
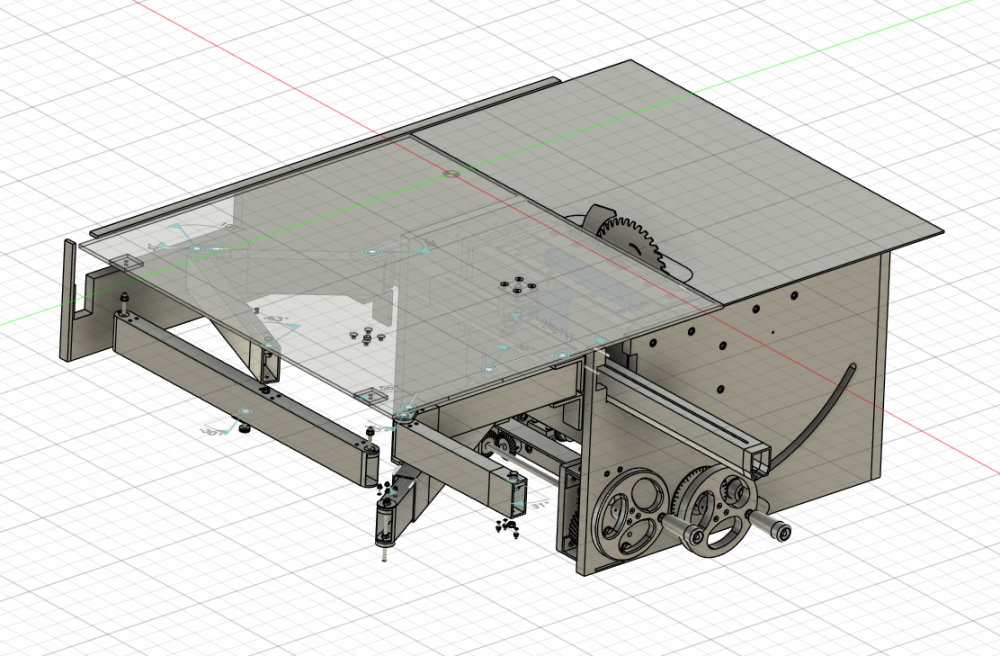
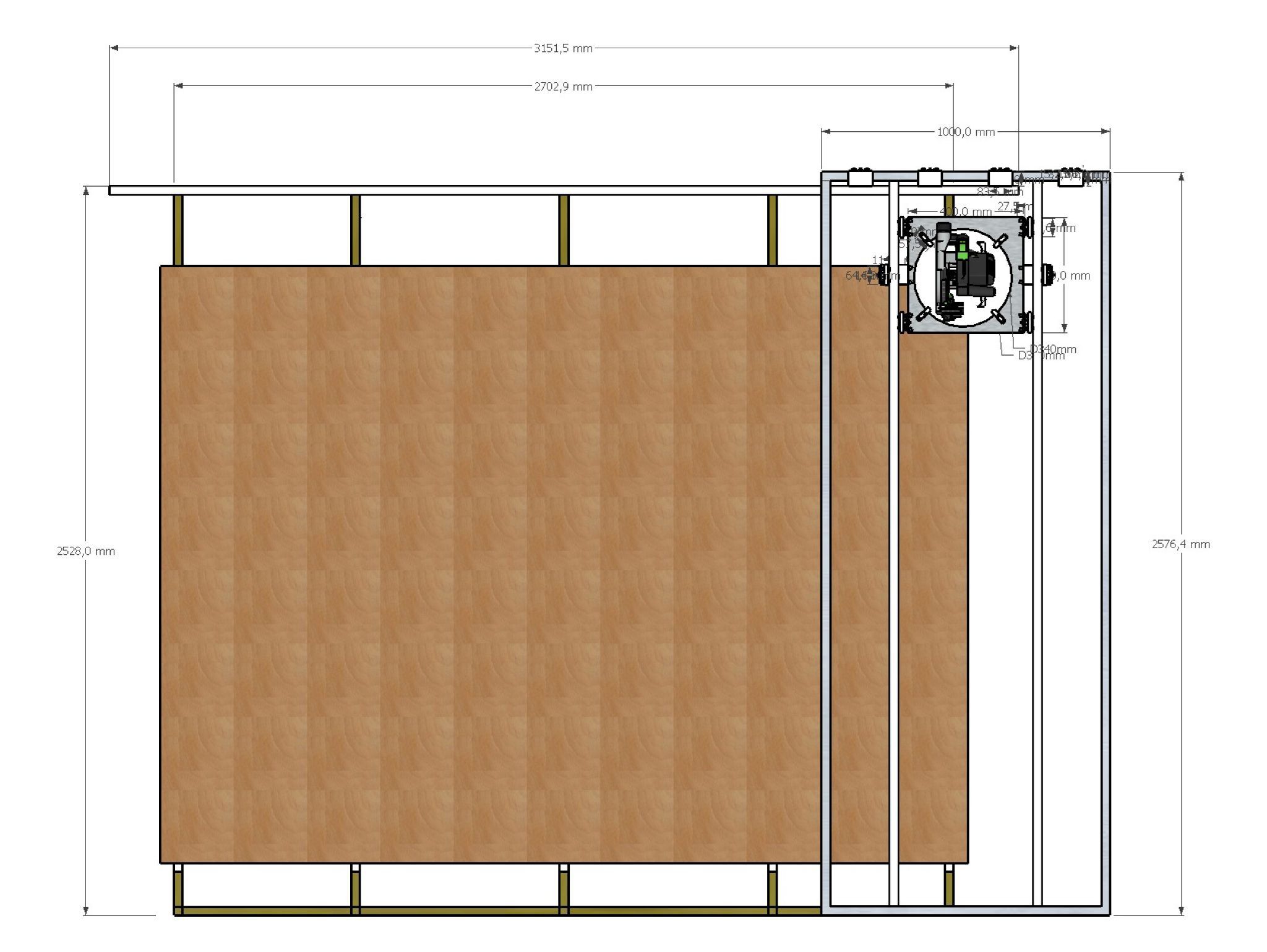
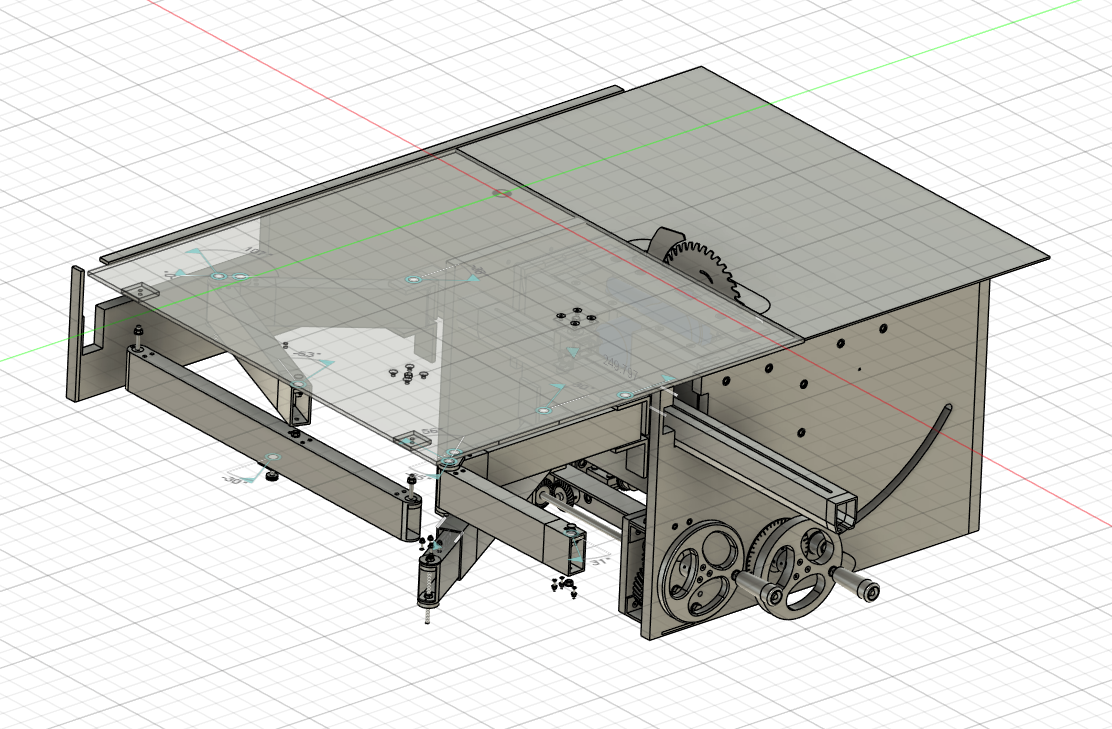
C'est pas faux Alors, par où commencer ?! Il était une foi ... bon ok, j'arrête là. 59 ans de dur labeur en un message c'est impossible ! Passionné par tout ce qui touche à la technique méca, électricité, électronique, le son (écoute), image (salle ciné à la maison), CAO/DAO (Photoshop, Fusion, Archicad, Sketchup, ...), on me dit très bricoleur pro, j'ai construit 1 maison (des fondations à la toiture) et rénové 3 autres, j'ai construit m'a CNC (table de 110cm*80cm, h=13cm, pour bois/Alu) piloté pas CNCjs et Arduino Mega. Je suis curieux de tout !!!! J'aime savoir et comprendre !!!! mais aussi partager quand mes compétences le permettent. Scie mural pour grand panneau de bois (270cm * 200cm), coupe H et V Etude d'une scie sous table avec pantographe en cours de réalisation un gros besoin de pièces techniques en ALU (CNC) et impression 3D



 3 points
3 points -
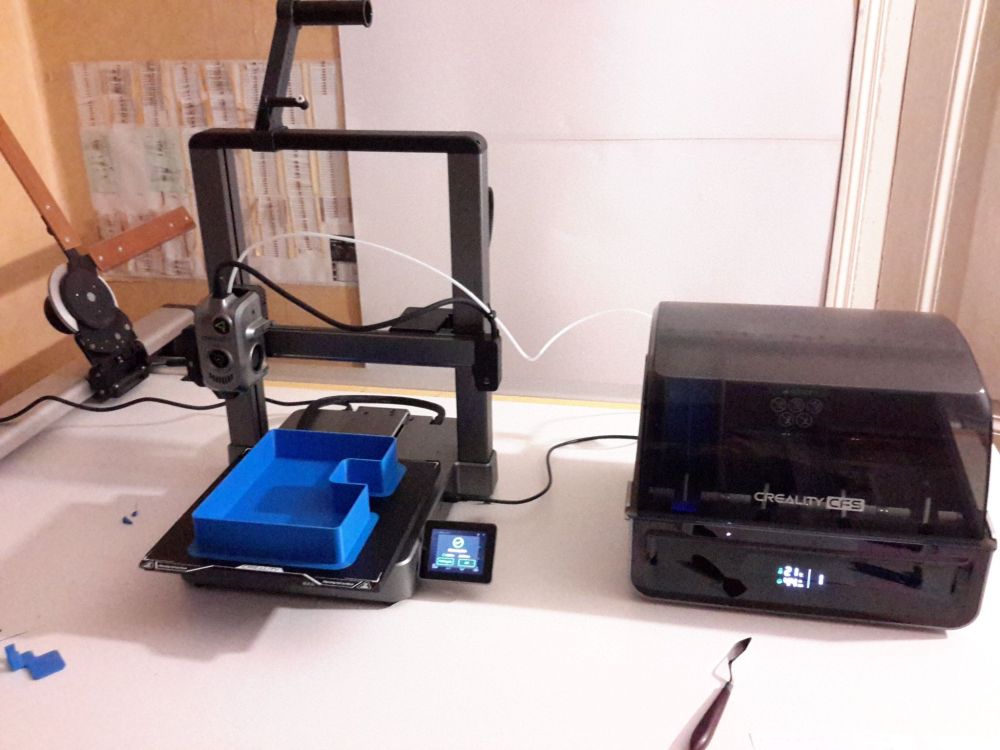
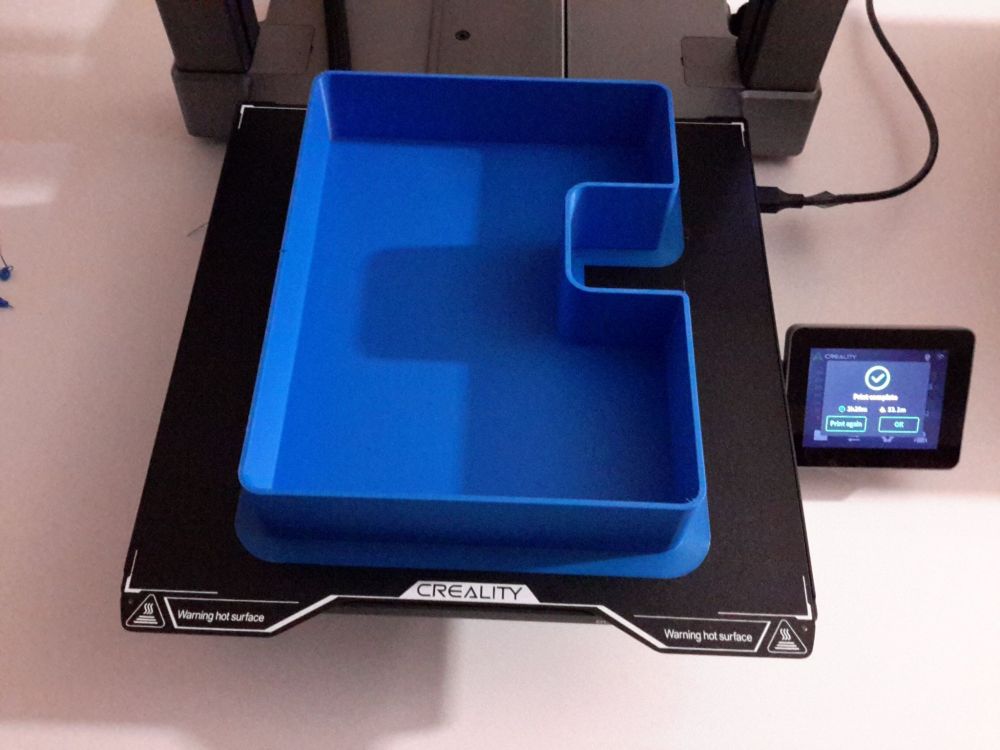
Hello la compagnie......... Pour le moment que du PLA, de toute façon, je n'ai que ça pour le moment, mais d'ici peu j'ai des choses à faire dans d'autres filaments. Après de nombreux test de torture, je suis passé à la réalisation de pièce pour un ancien projet. Pour moi, cette machine est vraiment dingue, la qualité, etc... Voila quelques photos de mes impressions avec la PLUS4.
 3 points
3 points -
Bingo ! Dans le second carton il y a quatre bobines de 1 kg de filaments "Soleyin Ultra PLA". Ha ! Presque ... ! "Creality .." (Il manque deux lettres a mettre a la place des deux points) Bingo ! Une "Creality Hi Combo" Ajout > Et voici le sujet de découverte, déjà bien avancé, qui était jusqu'à présent dans une section "Top secret"

 3 points
3 points -
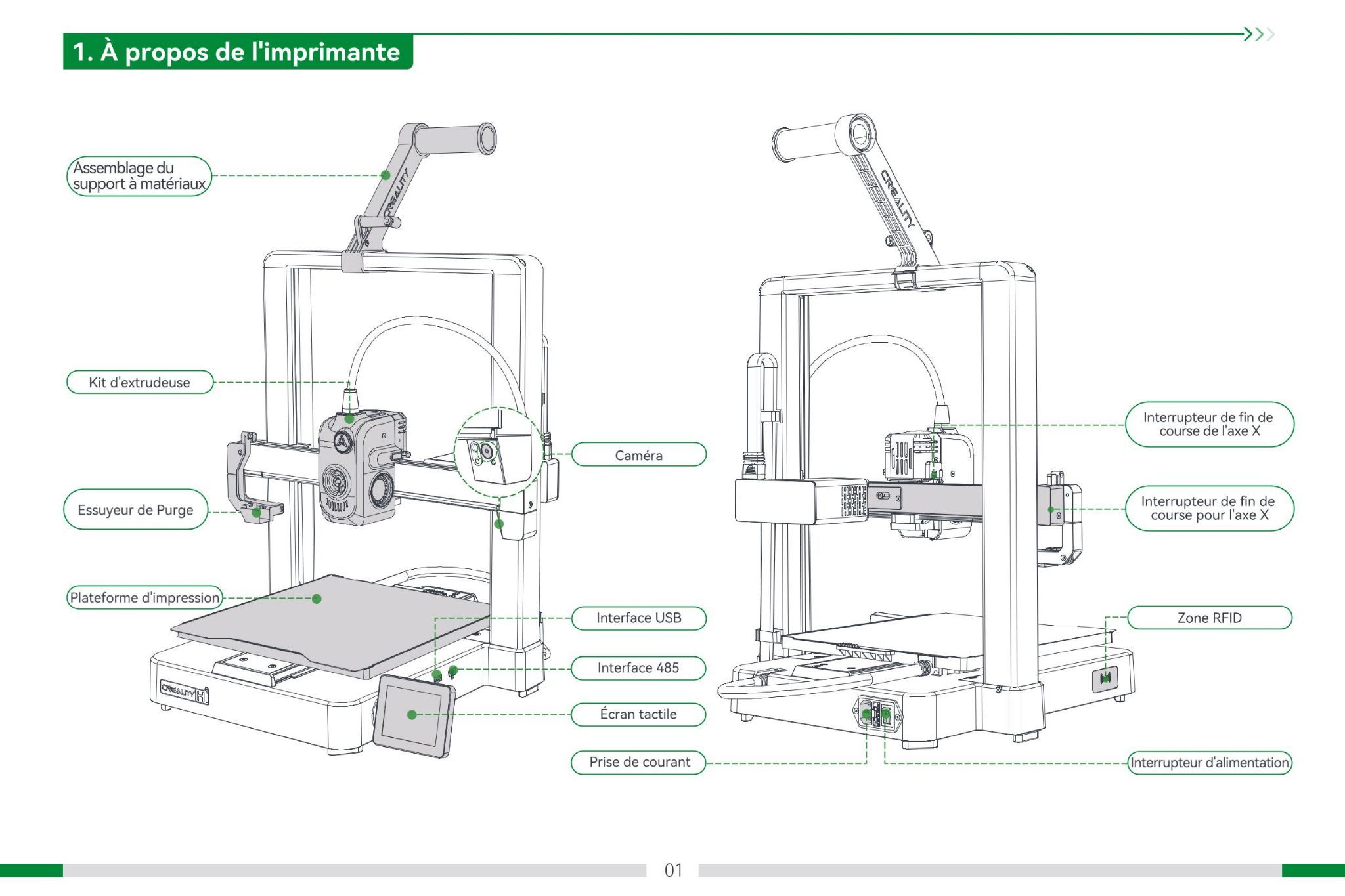
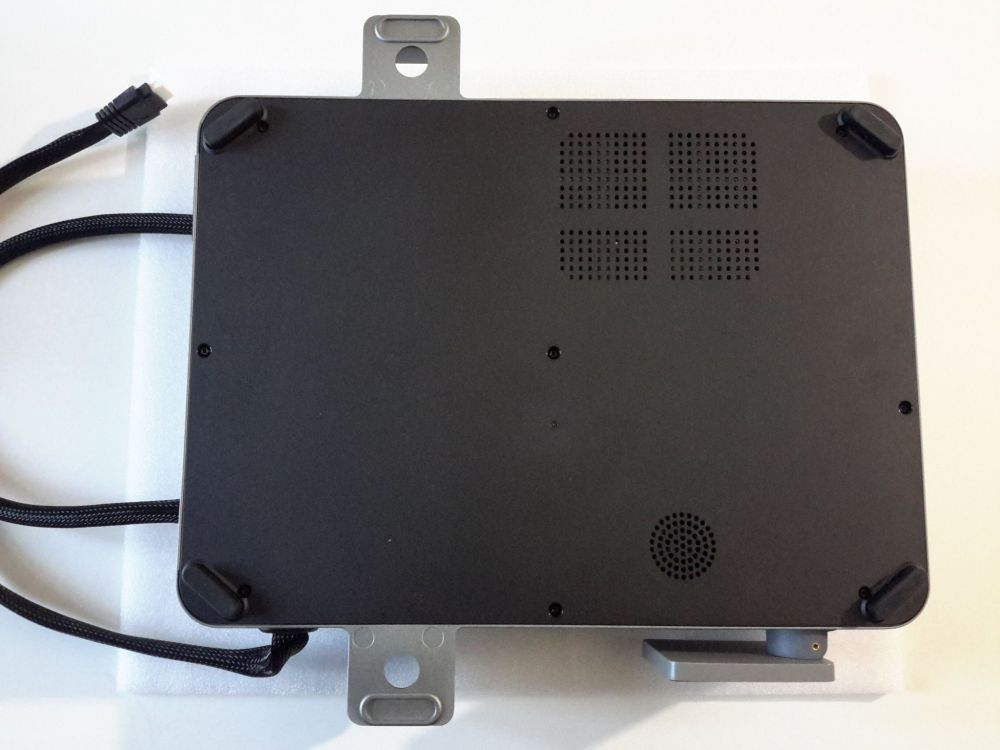
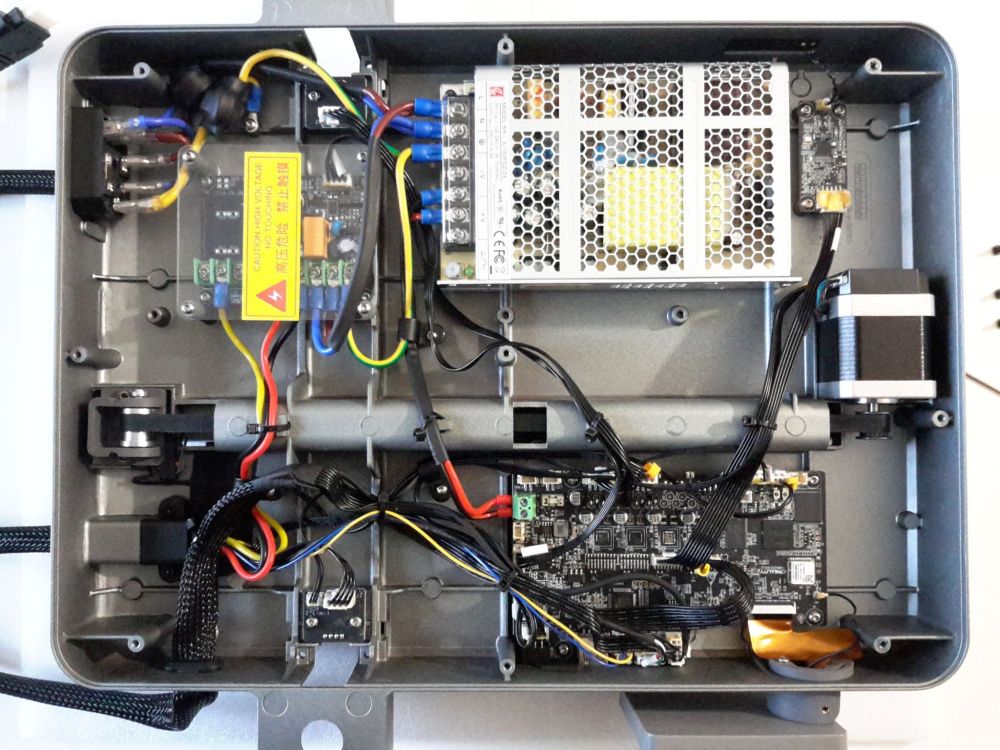
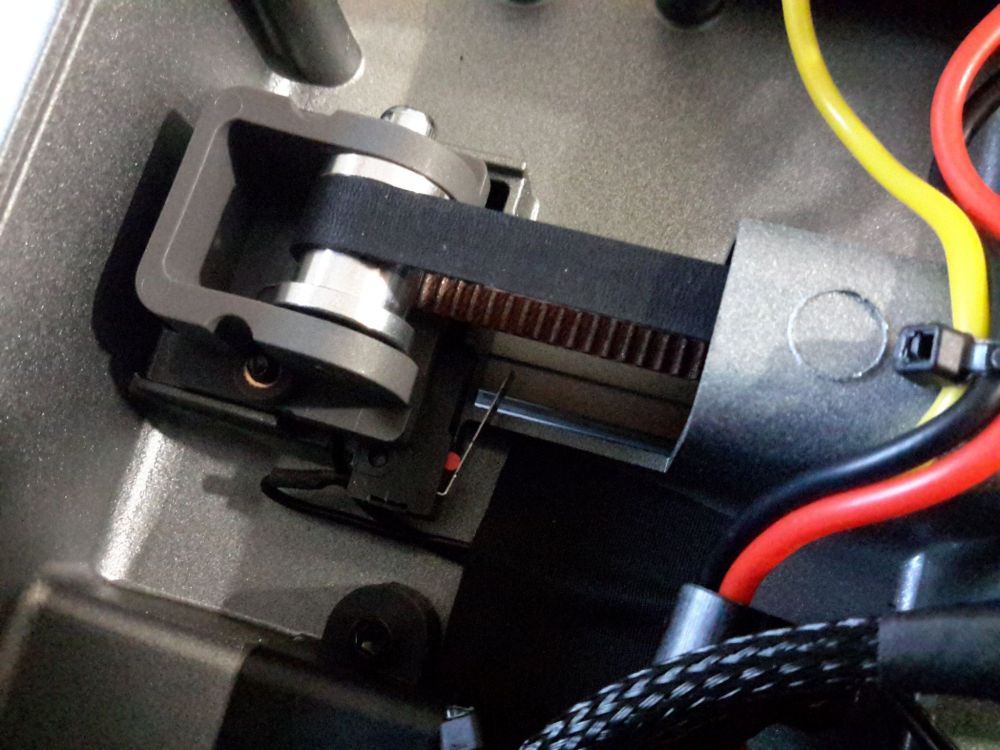
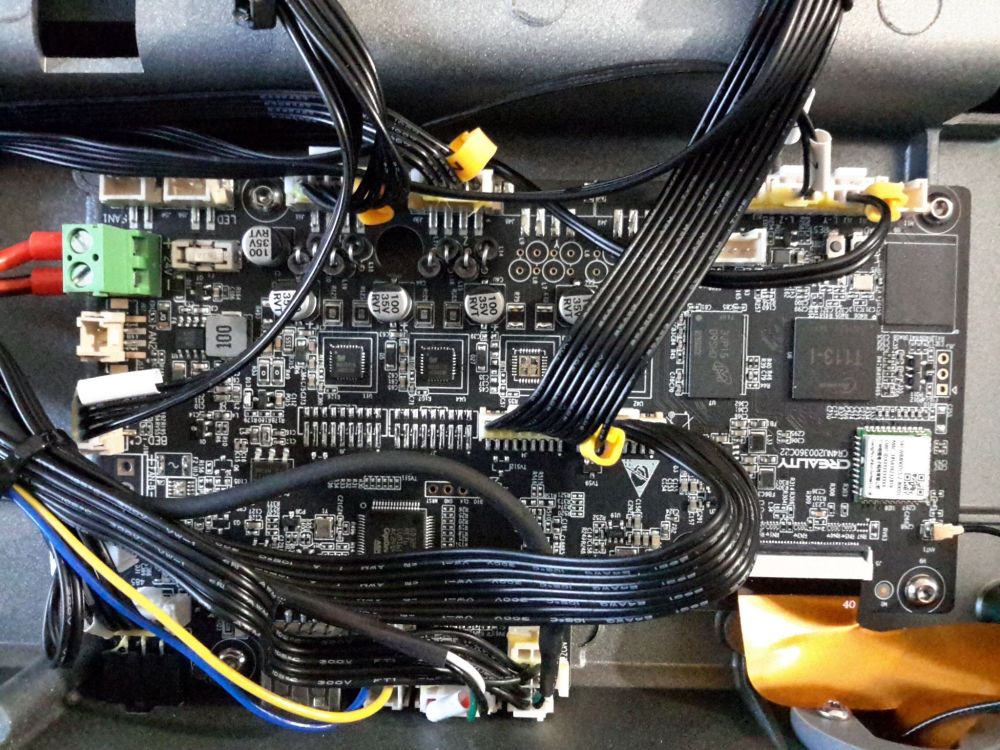
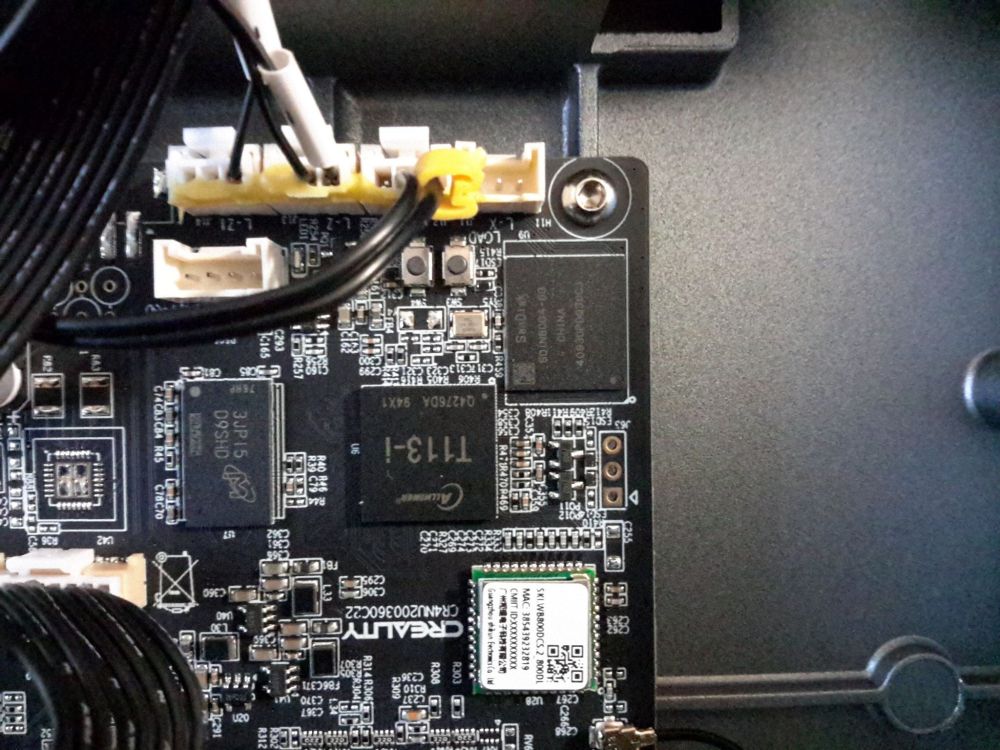
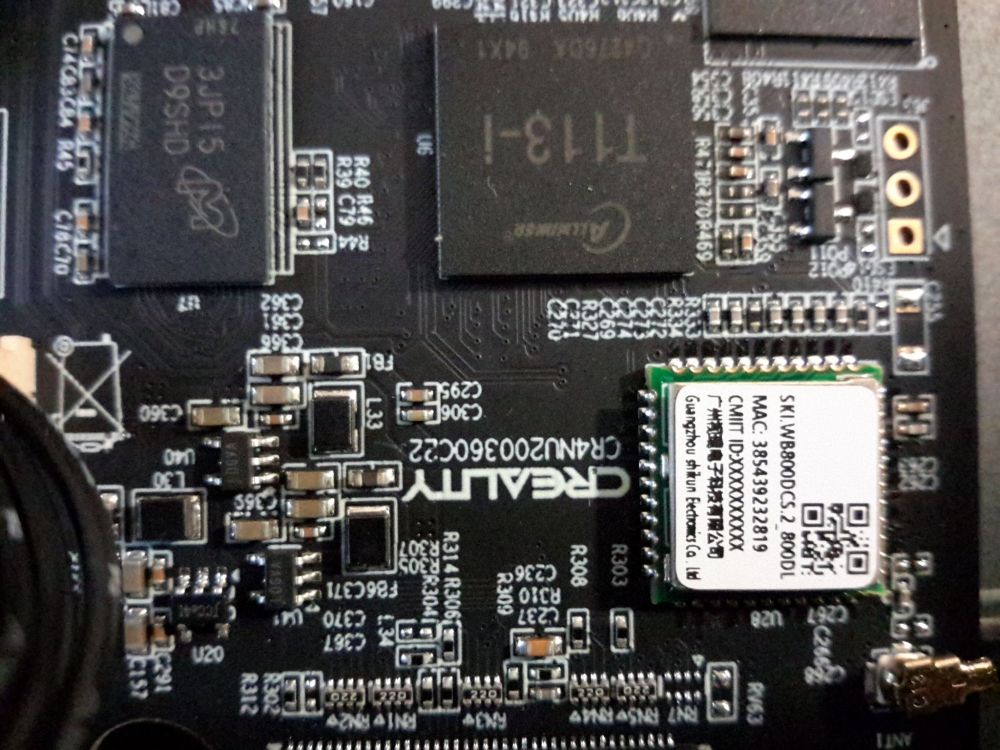
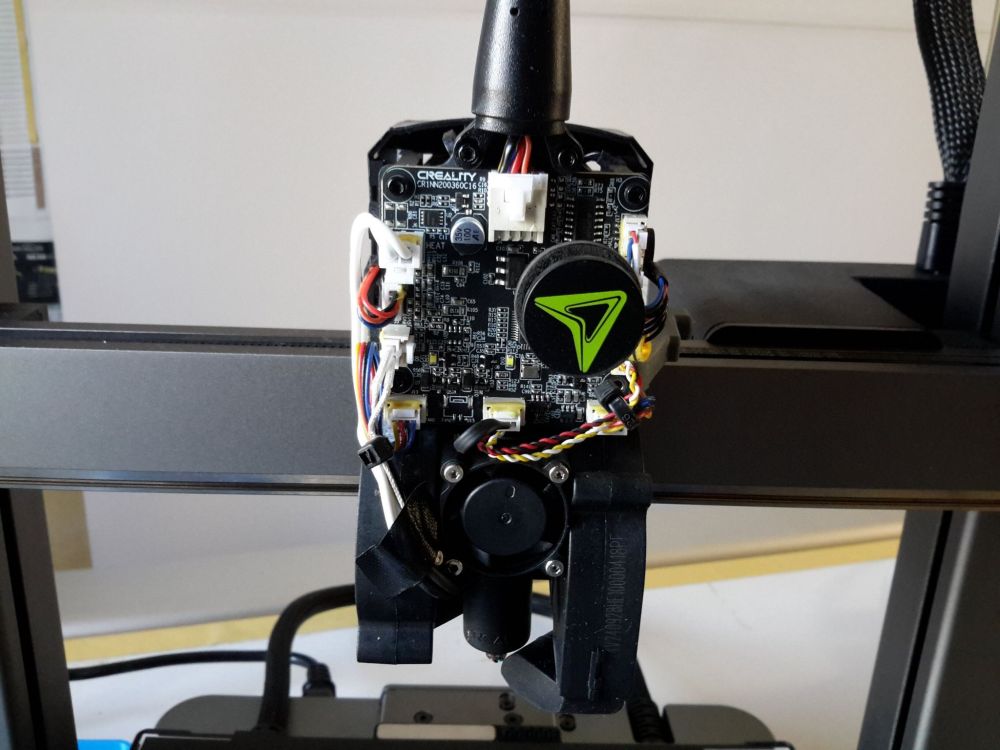
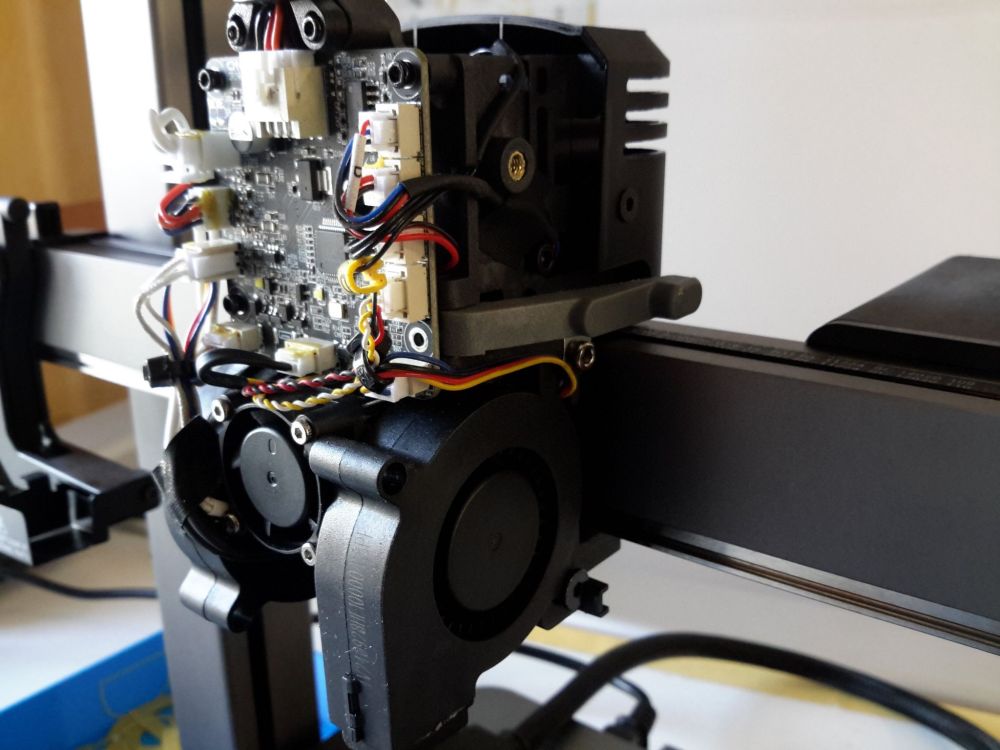
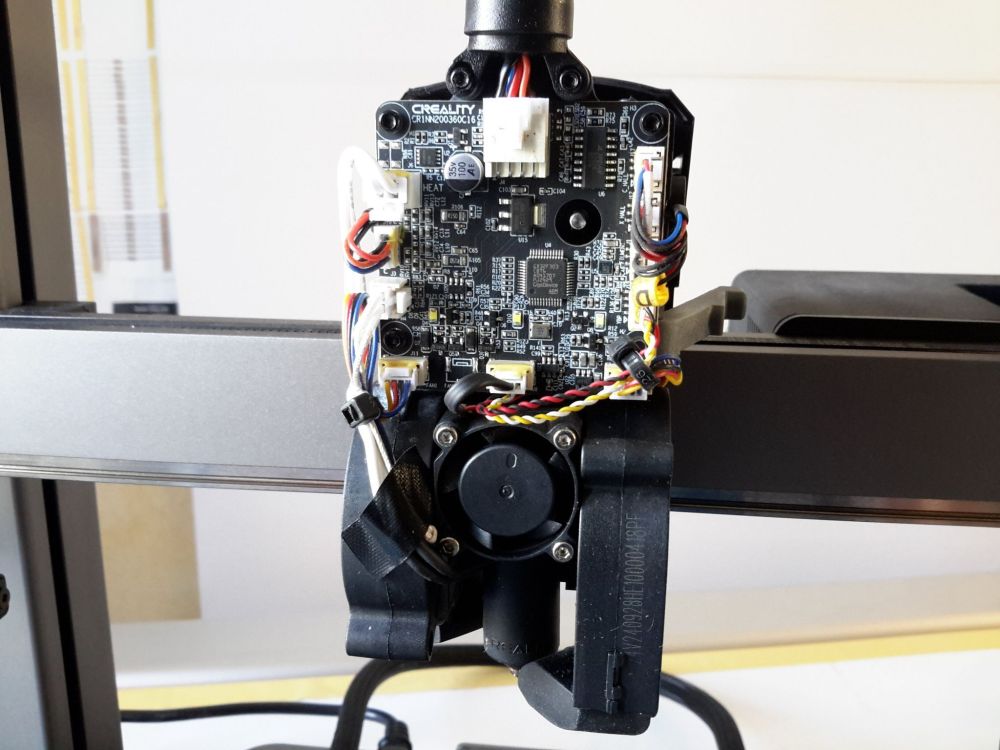
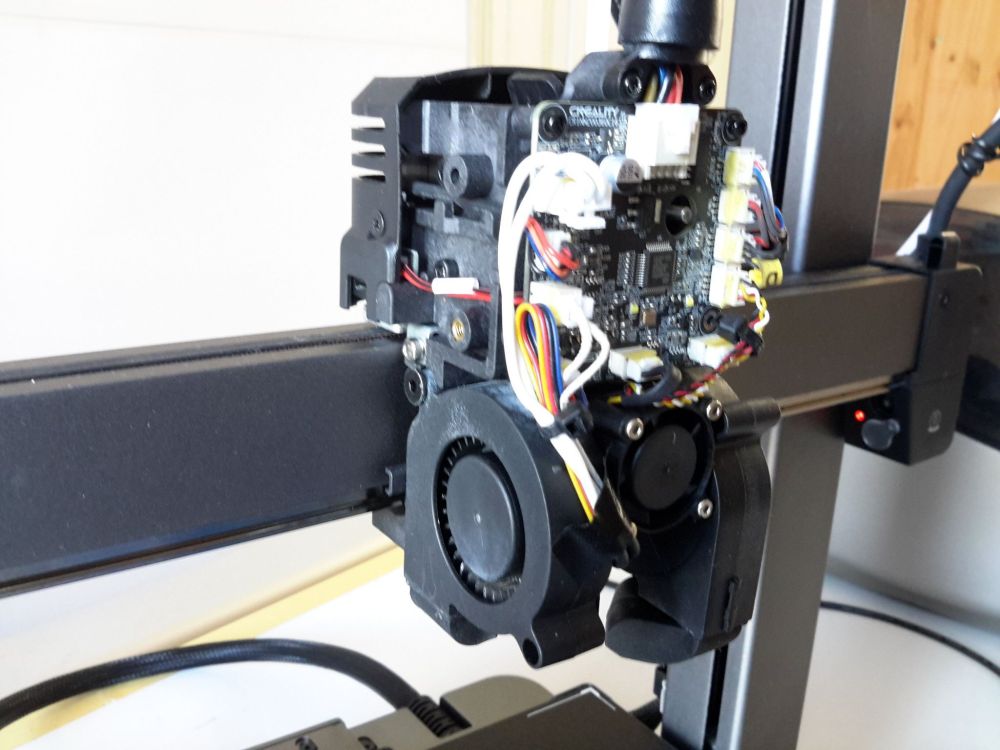
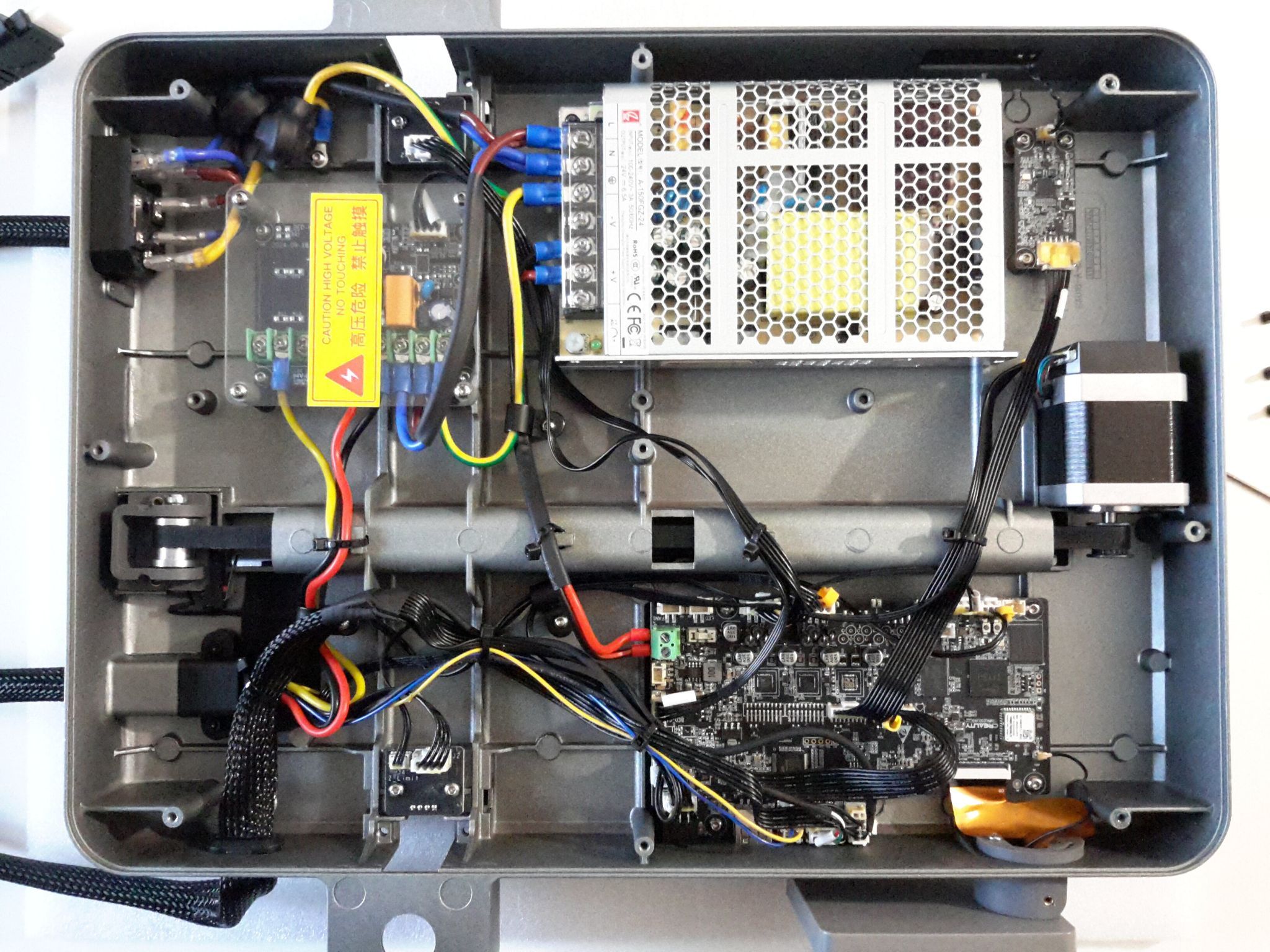
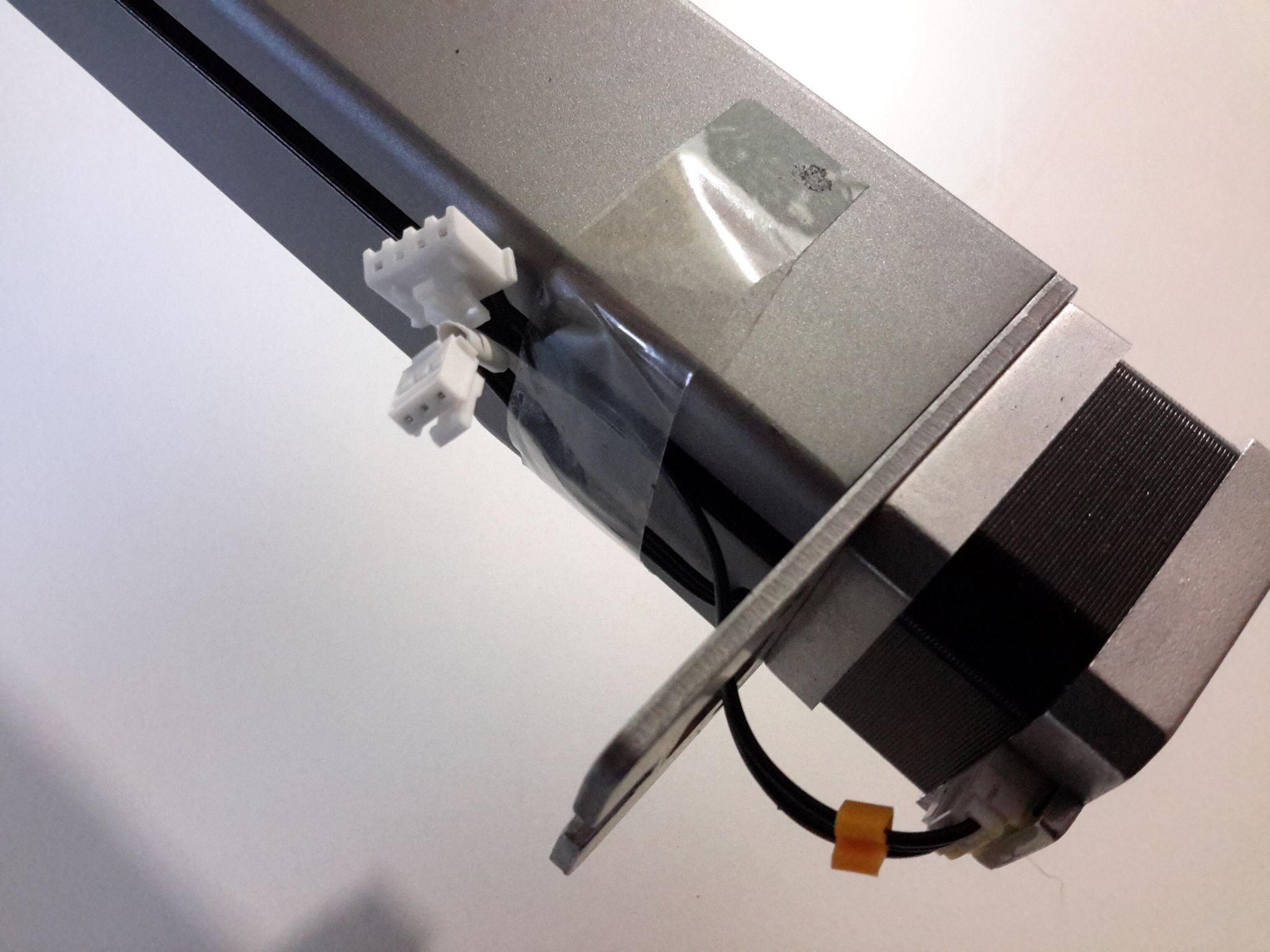
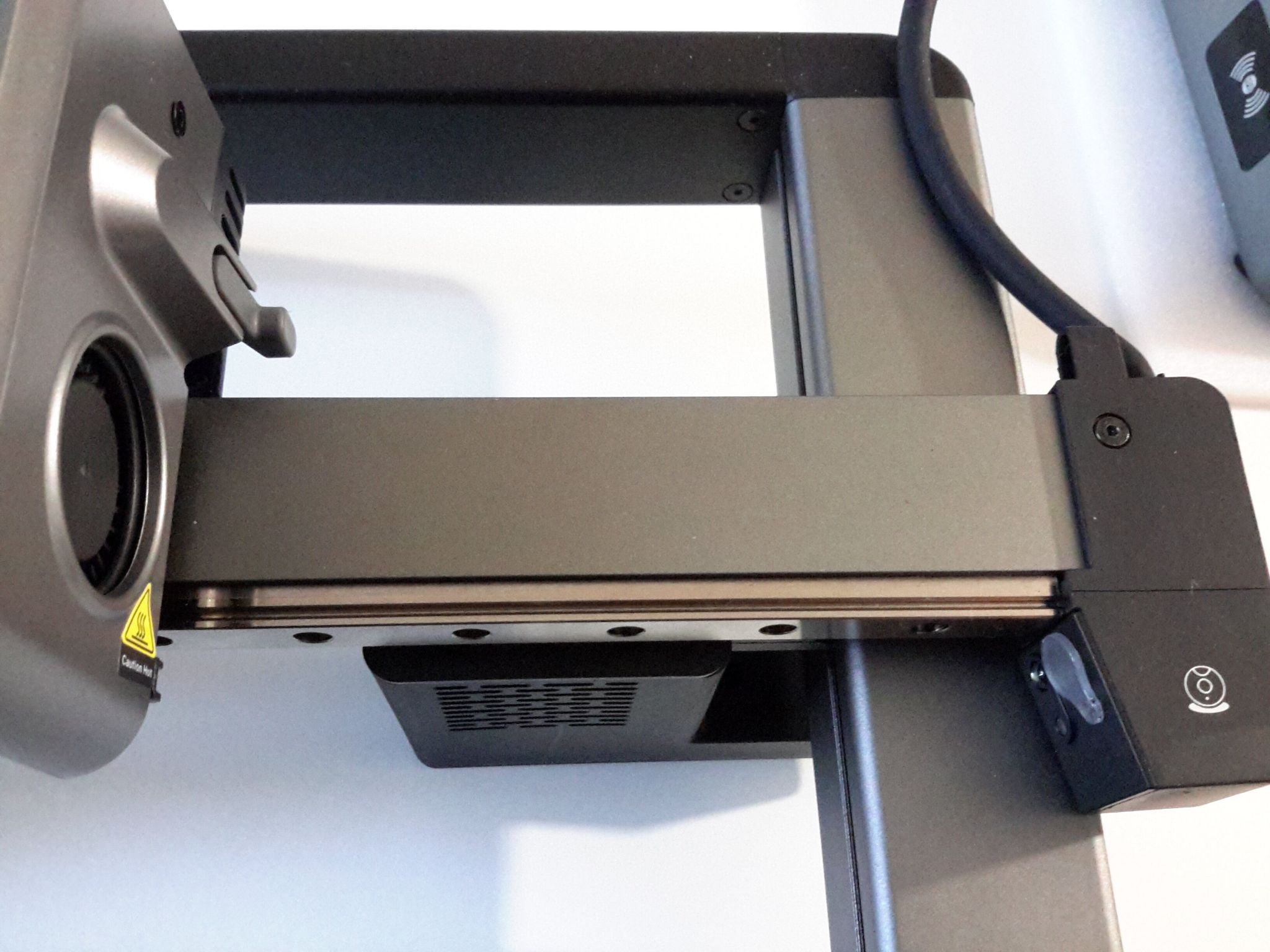
Détails matériels (hardware) - Creality Hi Photos en vrac
























 3 points
3 points -
voilà une nouvelle imprimante qui interpelle par son volume 400 x 400 x 400 mm et sa rapidité 700 mm/s, voici la Ender 5 max voilà la vidéo officielle de présentation les caractéristiques sont disponibles : ici pour ceux qui veulent un grand volume pour pouvoir imprimer Pla, Petg et Tpu, des choses bien intéressantes sur cette imprimante vendue 799 € ou 866 € avec le caisson qui permet plus de possibilités2 points
-
n'hésitez pas à participer amis et collègues du forum je continue avec un filament méconnu et exotique ... c'est le seul filament du marché à ma connaissance ou l'on trouve à la fois 20% de fibre de verre et 10% de fibre de carbone ... exotique car il est produit au Maroc, du moins par une filiale Marocaine d'un groupe Français ! il a une particularité c'est que le filament lui même qui est un polyamide 6 a subi un traitement breveté appelé Skin Protect qui préserve le nylon de l'humidité méconnu car en fait personne ne comprend à quoi sert ce filament si mélanger de la fibre de verre et de la fibre de carbone est une combinaison connue dans le domaine du composite, ce qui est originale c'est d'avoir utilisé une formulation de PA6 avec une température d'utilisation inférieure à 47 degrés qui est sa TG (la température au delà de laquelle il devient caoutchouteux) beaucoup de PLA tiennent mieux en température
 2 points
2 points -
je suis repassé en 1.1.1.7 et le cfs indique toujours 1.1.32 points
-
La Elegoo Centauri Carbon est maintenant disponible en précommande le tarif plein est de 412.99 € et l'offre de précommande à 329.99 € Il ne faut pas oublier pour ceux qui n'impriment qu'en PLA, PETG et TPU qu'ils commercialisent également la version Centauri (non fermée) au tarif plein 299,99 € et en précommande à 239,99 € A ma connaissance, les seules différences par rapport à la Carbon en dehors qu'elle ne soit pas fermée c'est le lit qui chauffe à 100° au lieu de 110° et l'absence de la caméra Edit. Je viens de trouver une autre différence, la Centauri n'ayant pas de tôle de coté, le support bobine et le détecteur de filament sont à l'arrière de la machine

 2 points
2 points -
La réduction fonctionne sur l'imprimante qui passe à 426 euros. Par contre, livraison en Suisse +280 euors , je vais chercher un frontalier pour me la faire livrer chez lui. Je vous donne des nouvelles quand je la recois.2 points
-
La tour de température n'existe pas dans les calibrations de QidiStudio Tu peux utiliser Orcaslicer qui lui propose plus de calibrations.2 points
-
La mise en butée sur le support du plateau avec le jeu de blocs de fraisage va rendre le support du plateau parallèle aux points d'appui dans le fond du caisson. Mais pas le plateau en lui même et surtout ce n'est pas par rapport aux guidages mécaniques qui font les déplacements X et Y. C'est une première approche pour dégrossir l'écart Le plateau est monté sur ressorts compressés par 4 vis qui le relient au support. Donc tu peux avoir très bien réglé le support du plateau, mais avoir ton plateau légèrement de travers. Je viens de faire un mesh bed leveling sur ma X Max 3 juste libérée, j'ai un peu moins de 2/10eme entre le point le plus haut et le plus bas (un coin comme par hazard...) mais sur un plateau de 330 * 330. Pour moi c'est plus que suffisant pour imprimer sans soucis avec la compensation du bed mesh. Pas la peine de comparateur, la procédure que je t'ai indiquée permet de faire le réglage avec la sonde de la machine.2 points
-
enfin @trotro ton plateau est à 105 pas à 100 et Prusa indique obtenir 55 degrés pas 50 quand au lien, il n'y a rien de concret et ils avaient déjà été donné, juste des affirmations, rien n'est montré ! explique nous en quoi diffère cette gestion active et intelligente, de la gestion d'une paire de ventilateurs avec un capteur de température présente sur nombre d'imprimantes ou sont les impressions en ABS ?2 points
-
après il faut relativiser @JDL61 un bed mesh avec un delta de 0.2879 permet d'imprimer sans souci2 points
-
Il semble que le plateau ne soit pas de niveau, indépendamment de sa planéité et que le coin avant gauche soit trop relevé. Sur mes X Max 3, je peux jouer sur 4 vis sous le support du plateau pour régler l'horizontalité du plateau par rapport aux guidages. Il faut implémenter la section screws_tilt_adjust dans le printer.cfg avec les bonnes valeurs pour les positions des vis et le filetage. On lance ensuite la macro SCREWS_TILT_CALCULATE et on va récupérer le nombre de tours à faire sur chacune des vis. Perso j'ai modifié mon plateau et imprimé des molettes avec un cran par minute pour faciliter la mise à niveau. En le faisant plusieurs fois, on arrive à avoir un plateau horizontal. Après on peut faire un bed mesh leveling.2 points
-
Et oui c'est bien ça. Je ne sais pas encore trop ce que je vais en faire. Peut-être tester un timelapse avec mon reflex, peut-être créer quelques raccourcis pour le MMU3 sous forme de touches physiques. Wait'n'see.
 2 points
2 points -
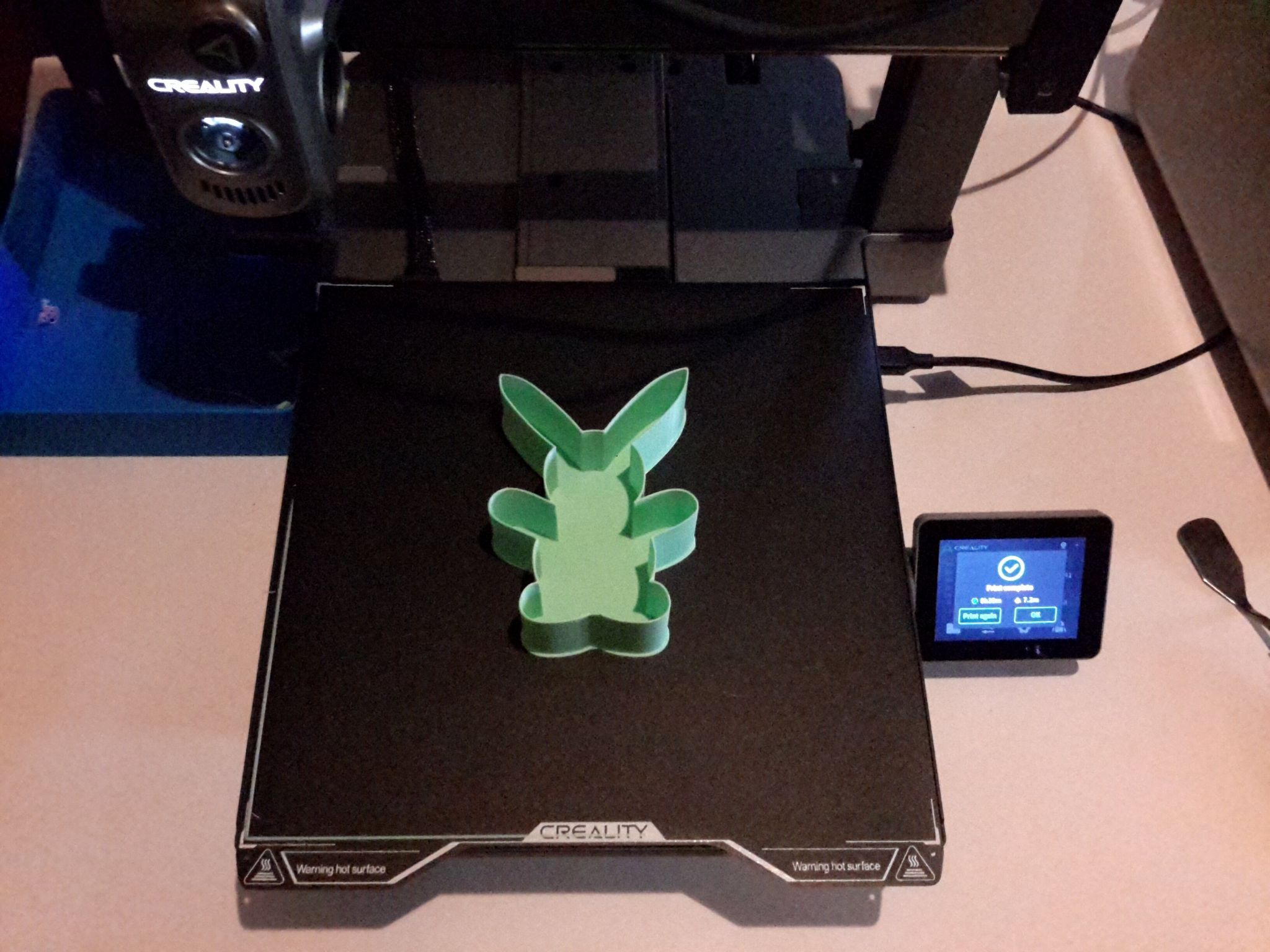
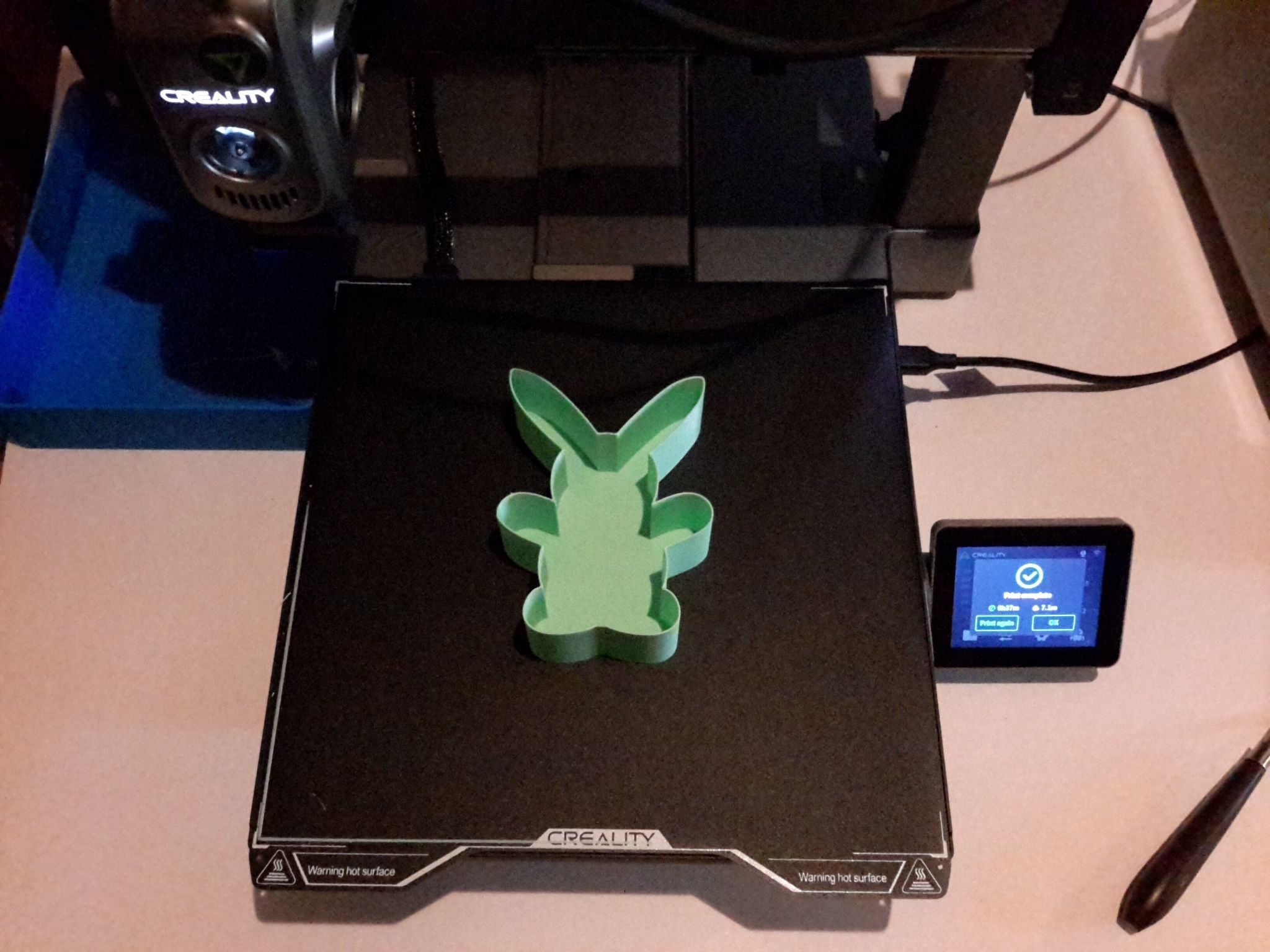
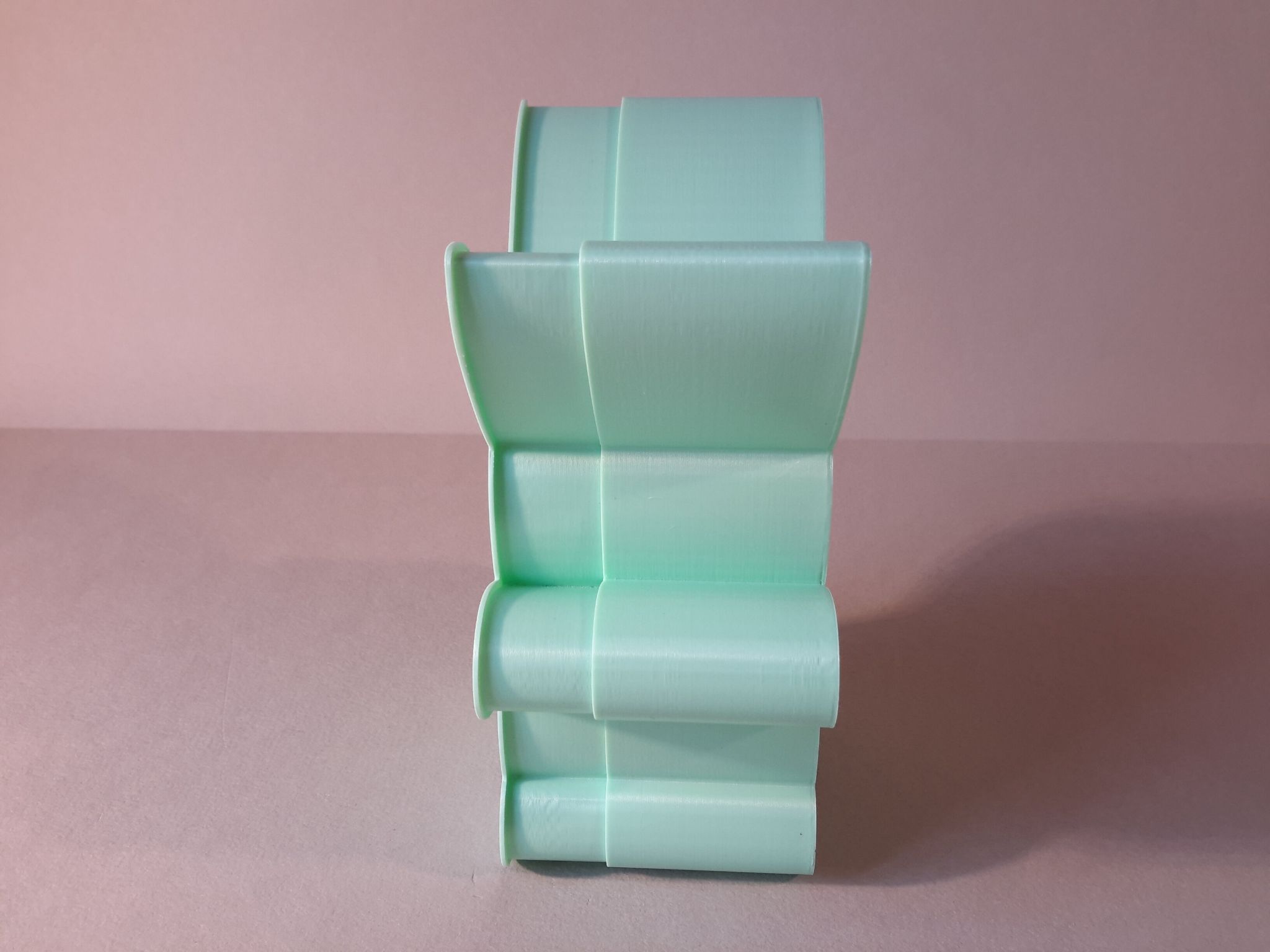
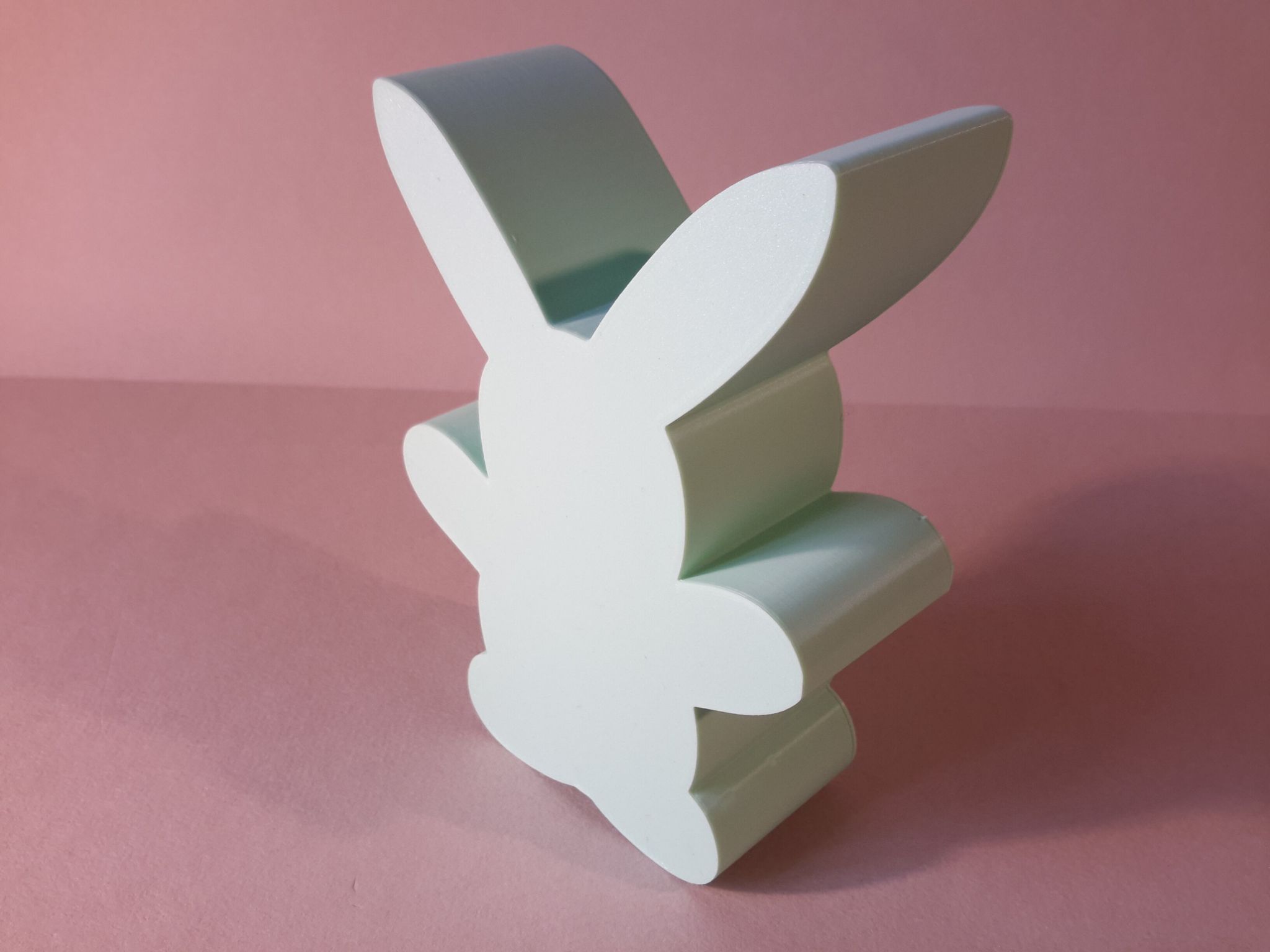
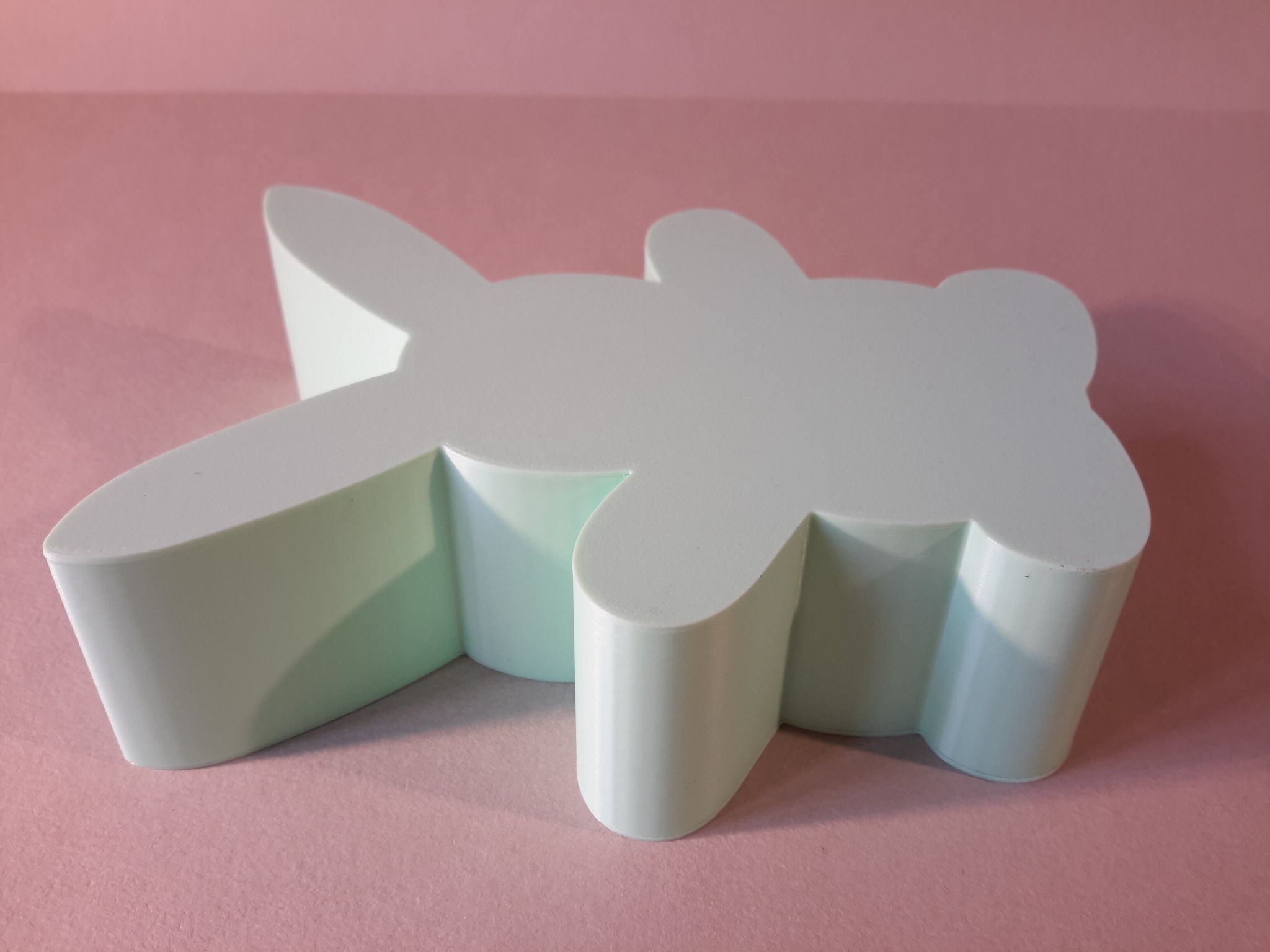
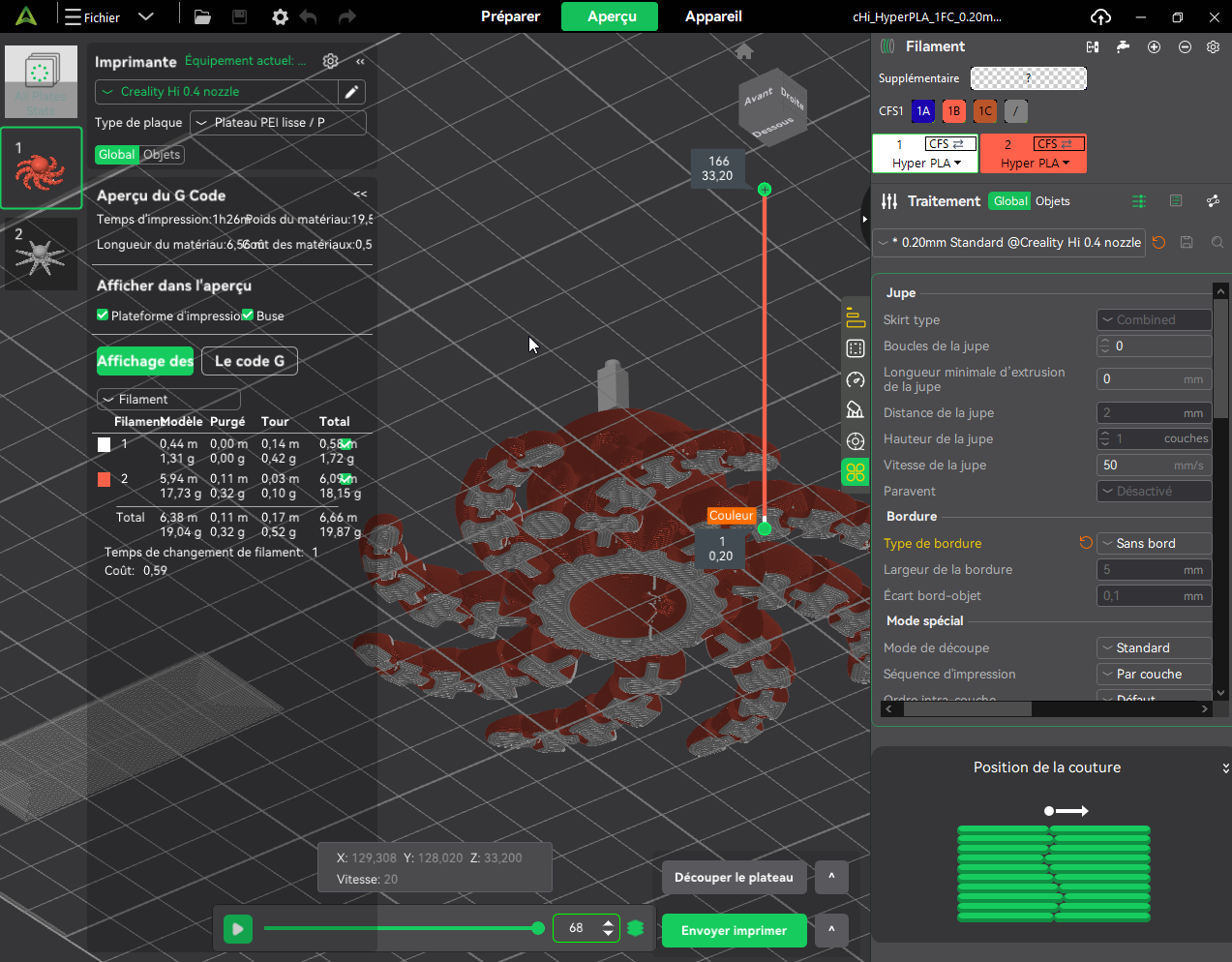
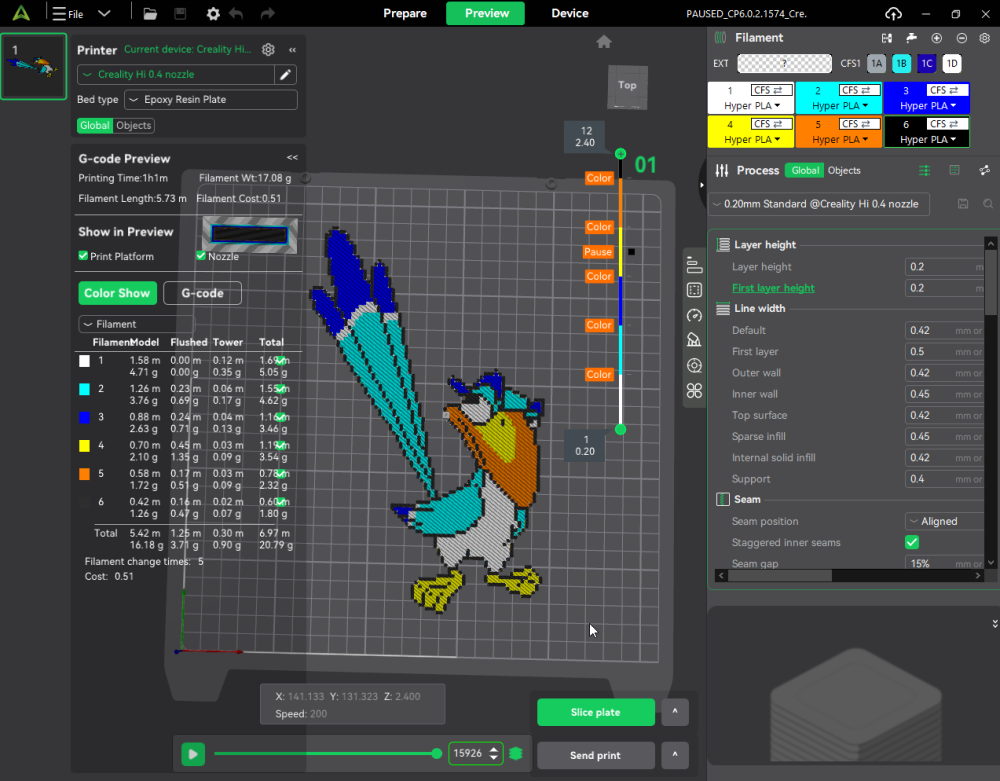
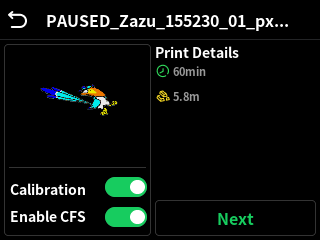
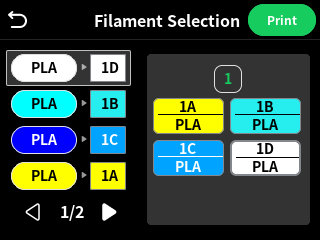
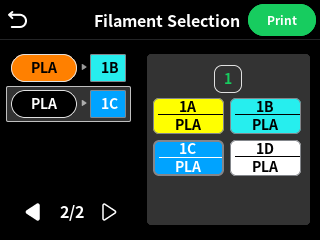
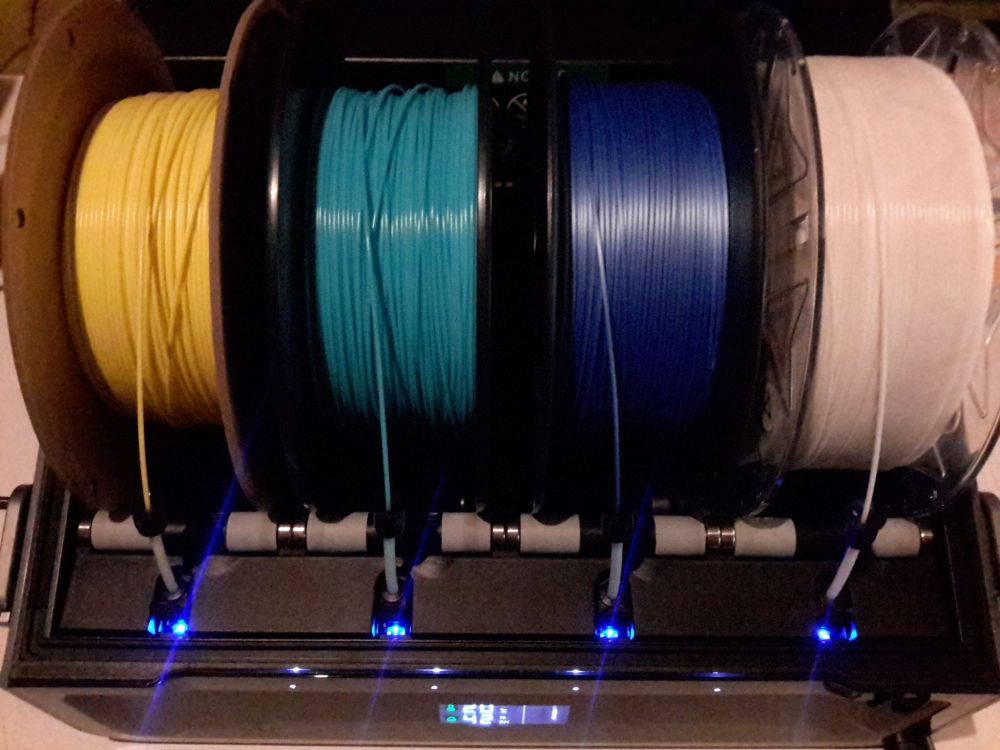
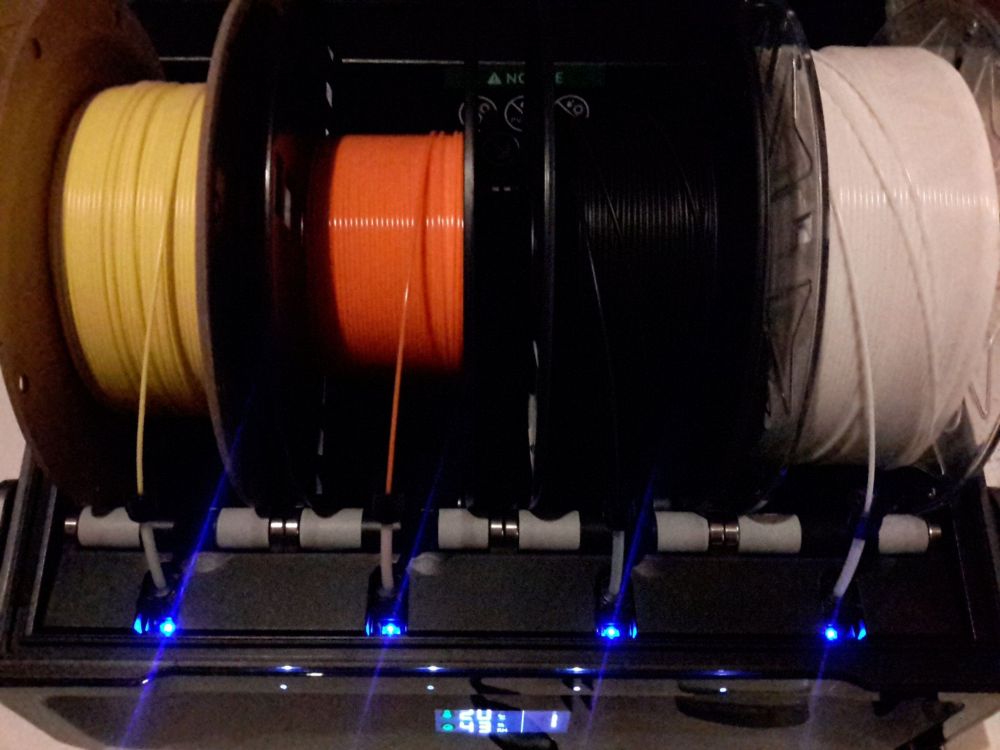
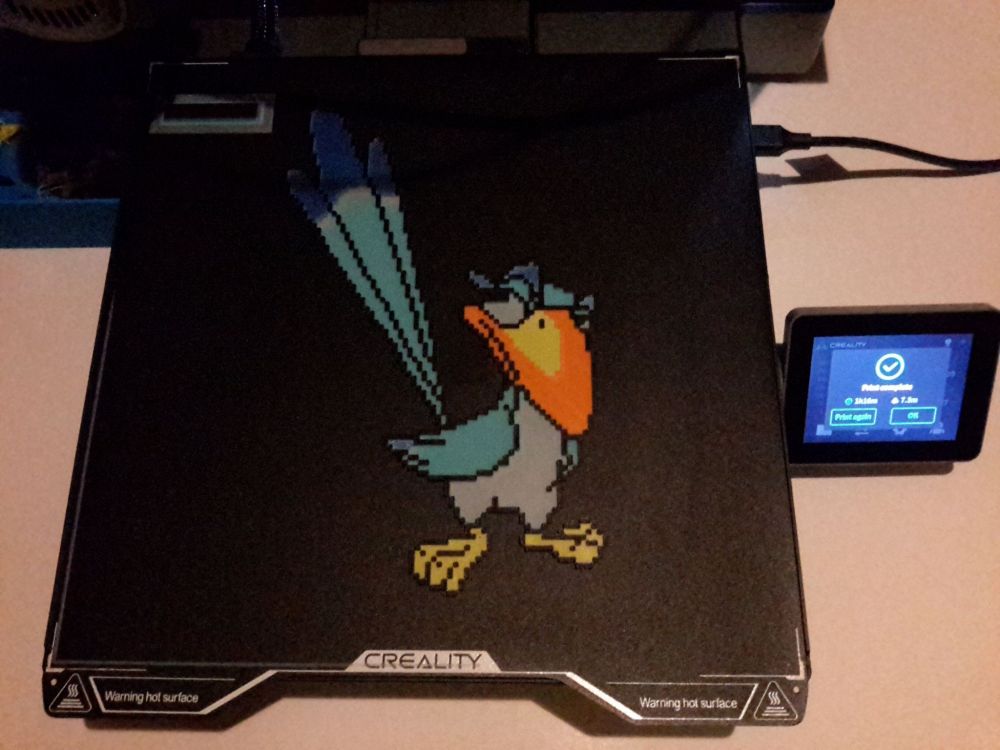
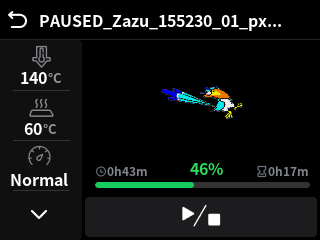
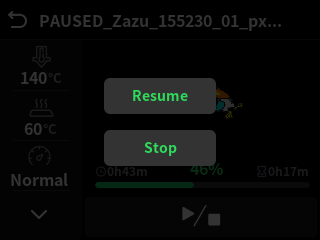
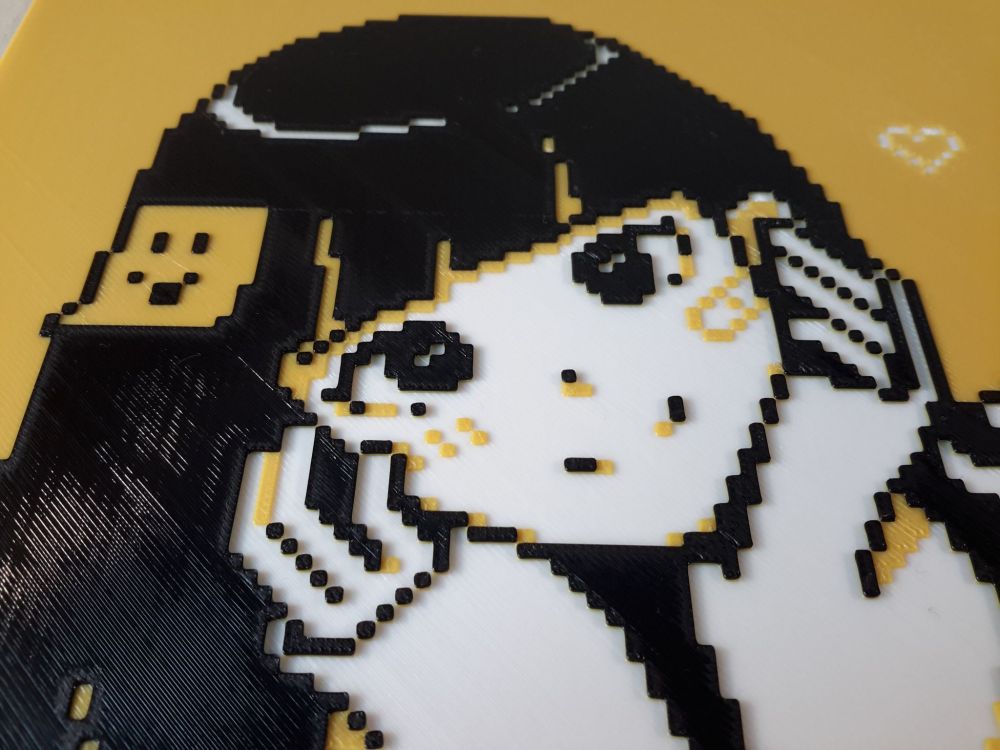
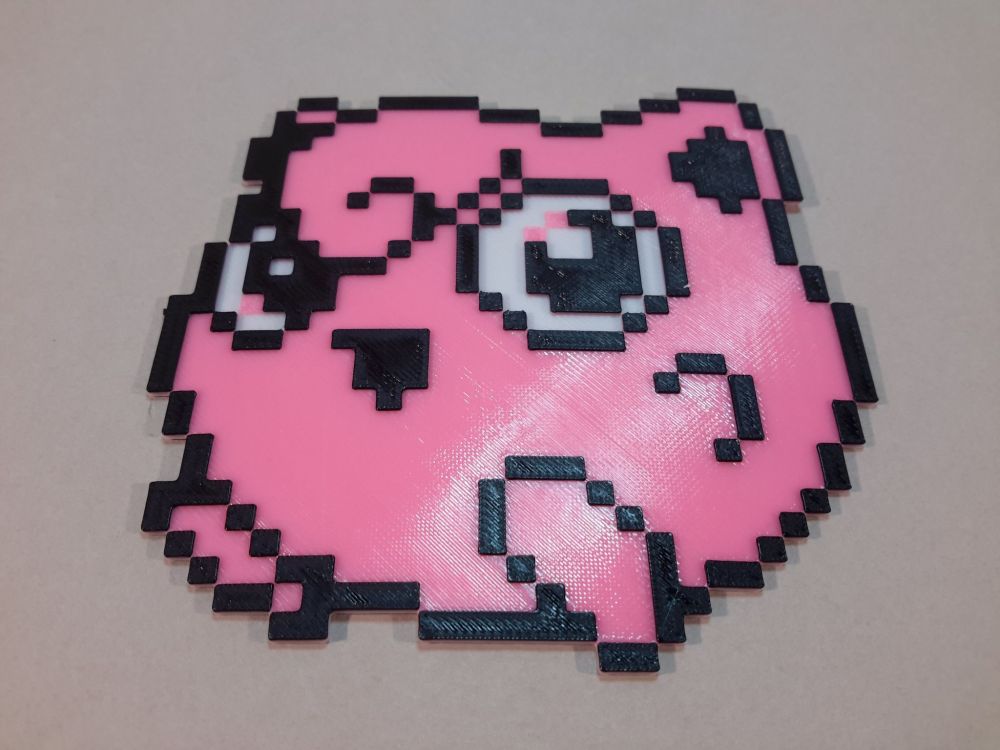
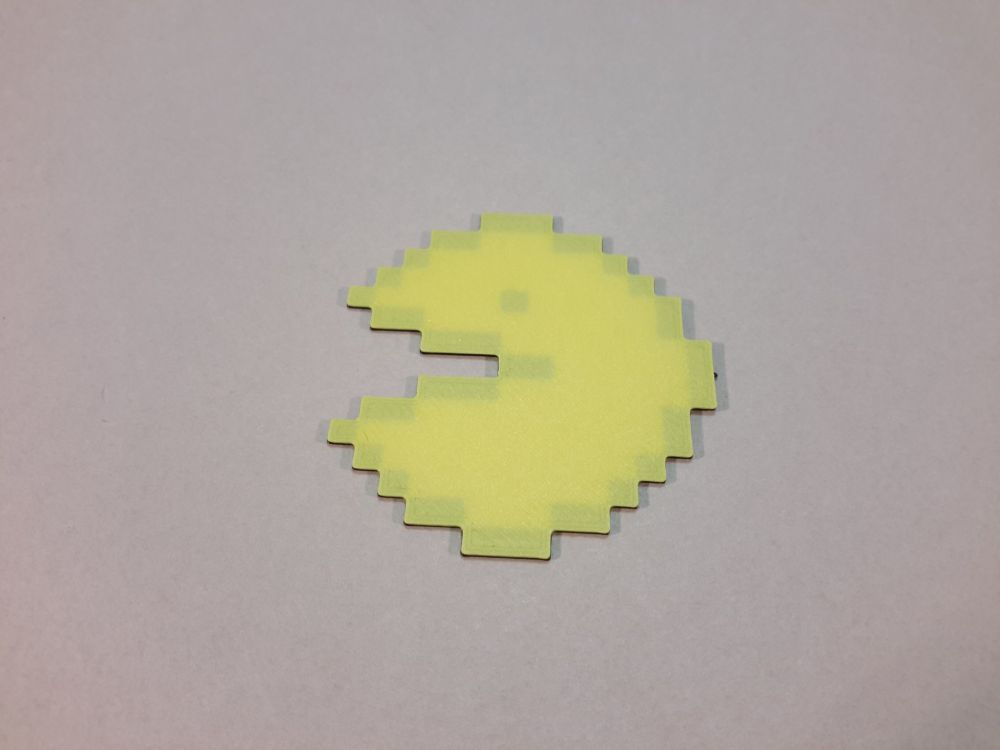
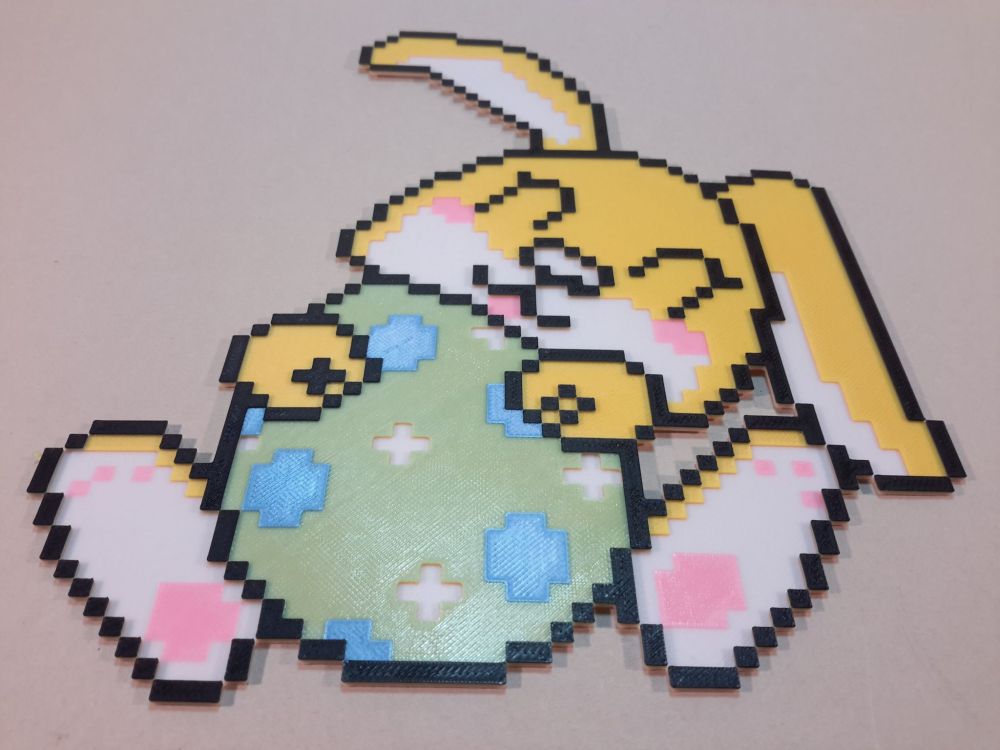
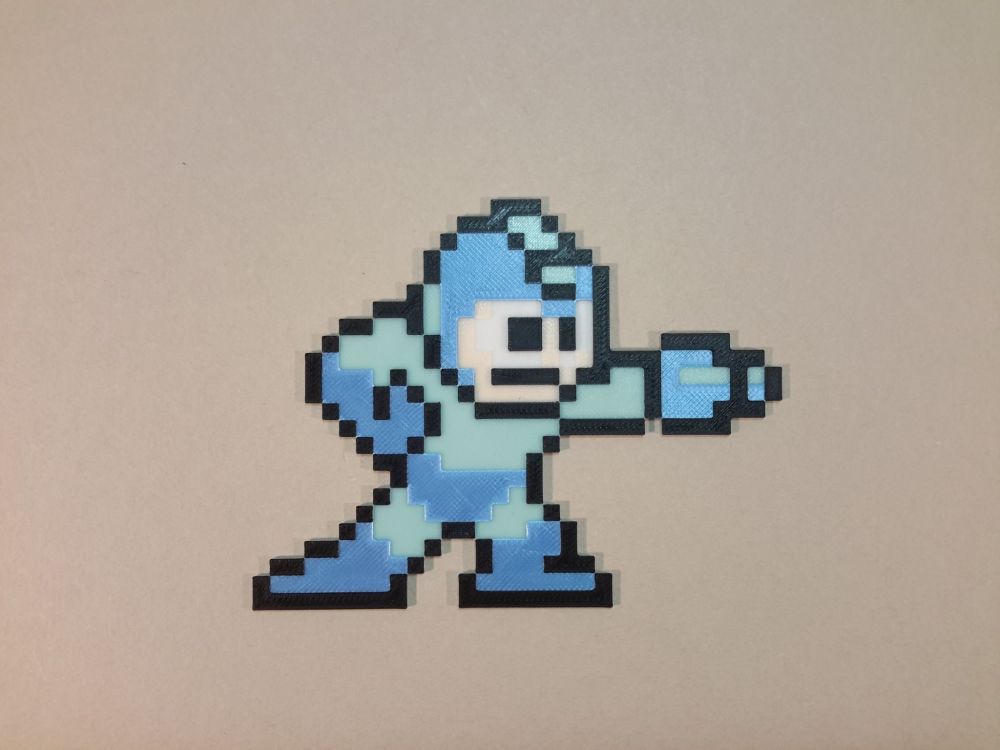
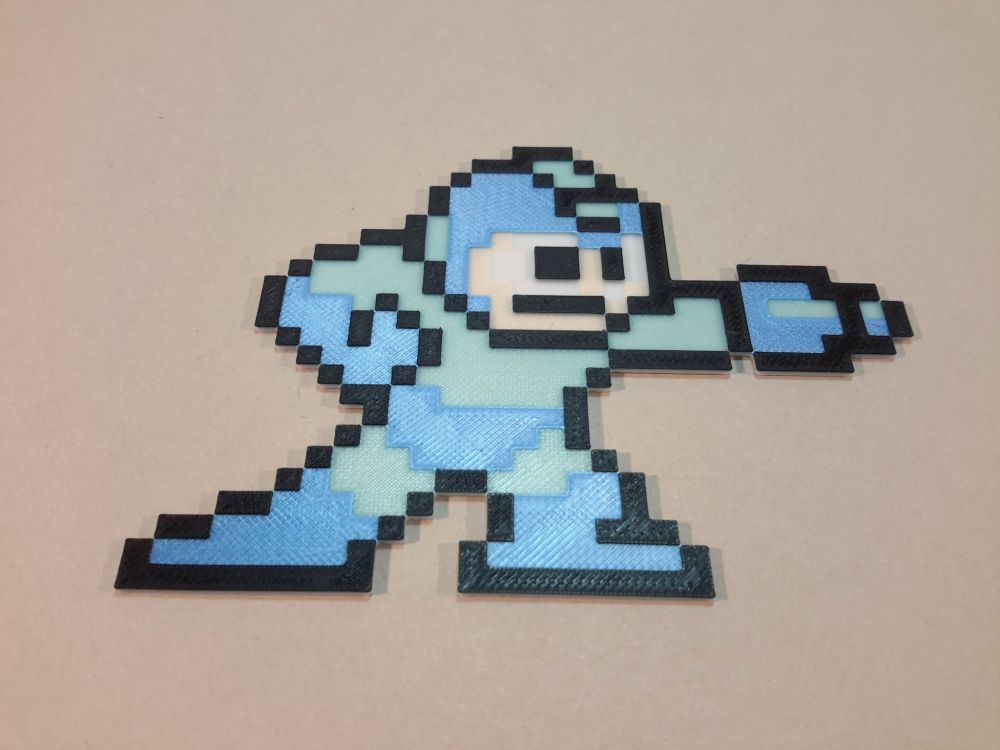
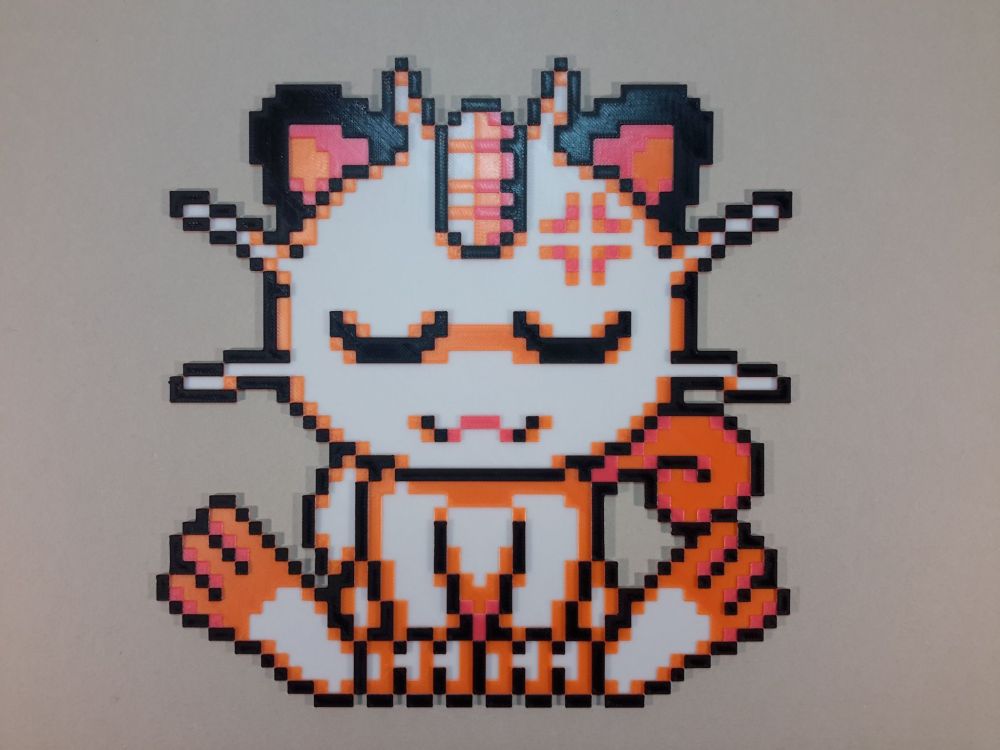
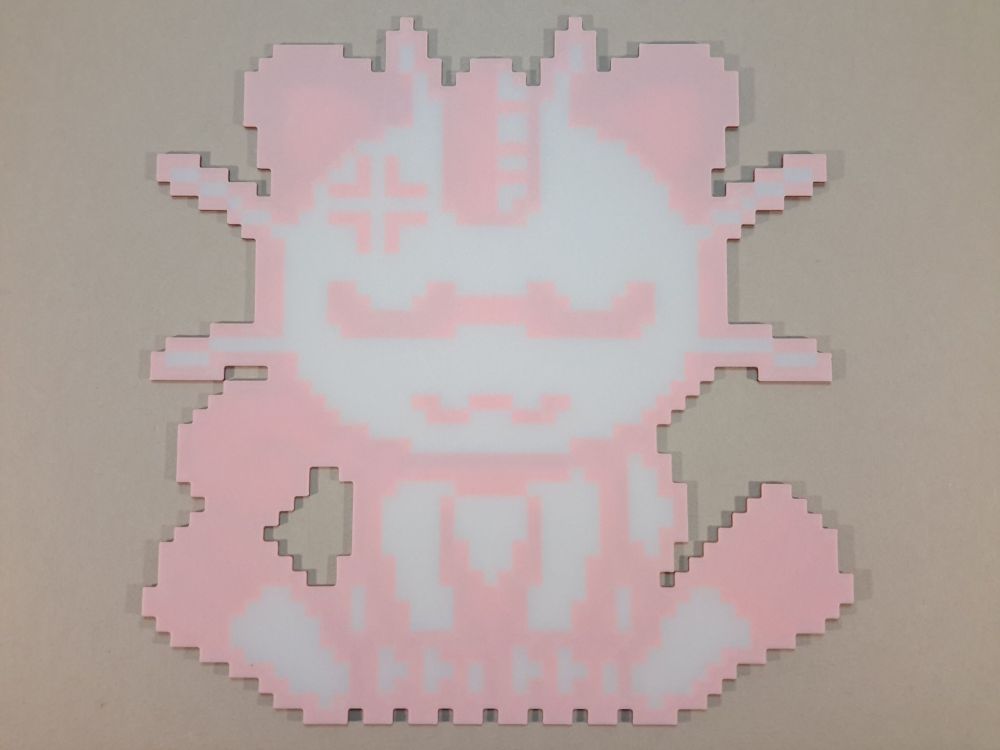
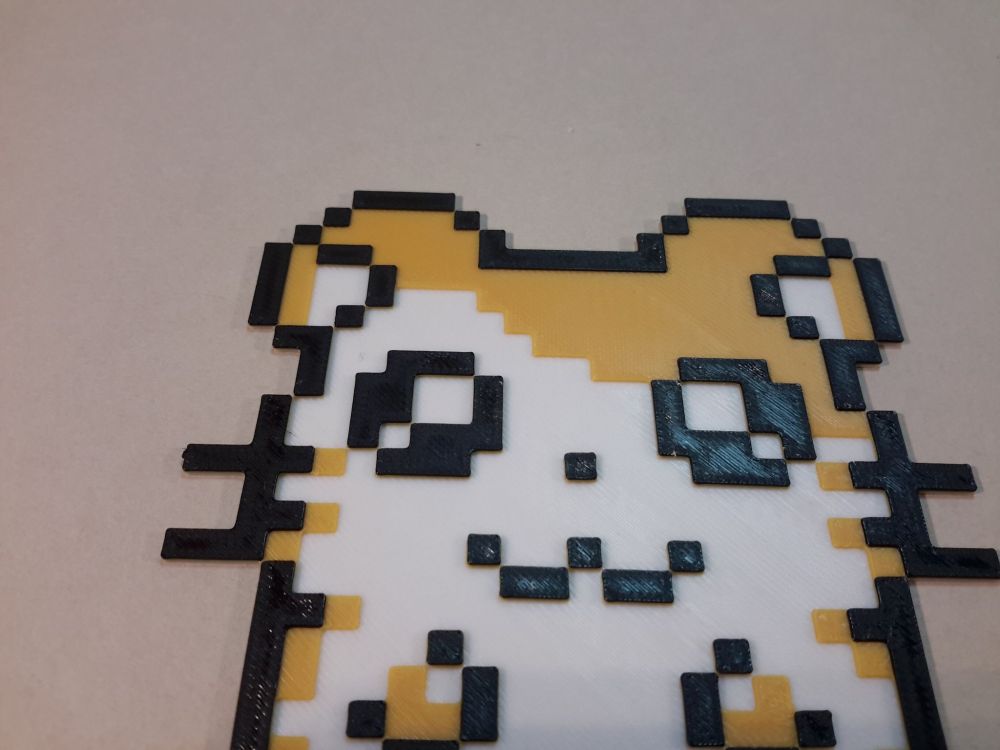
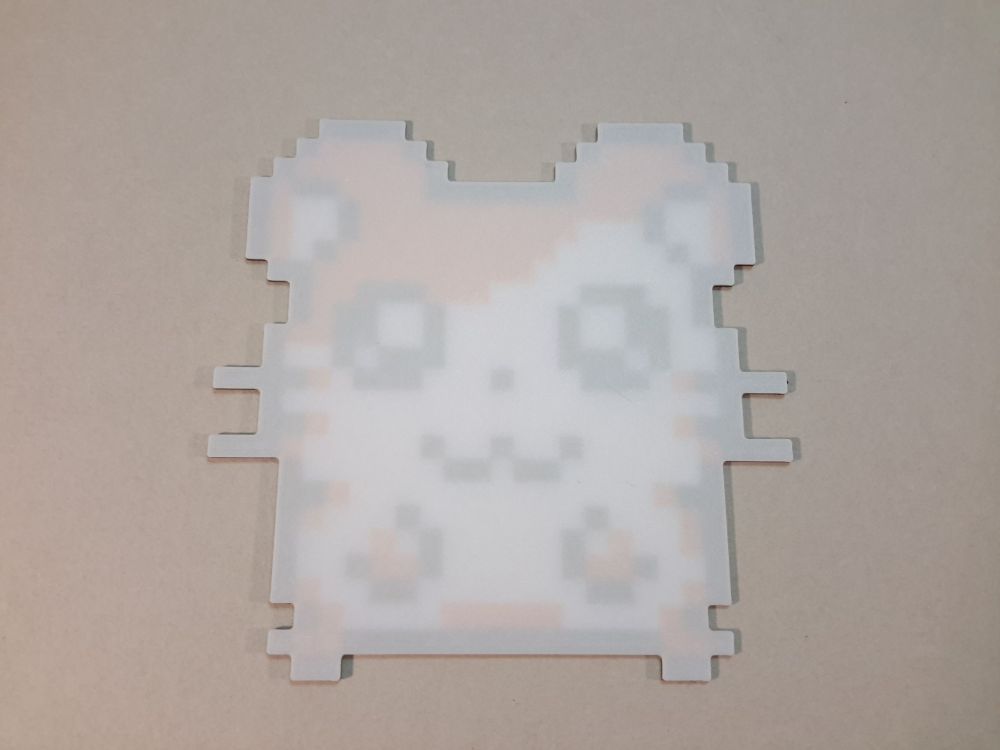
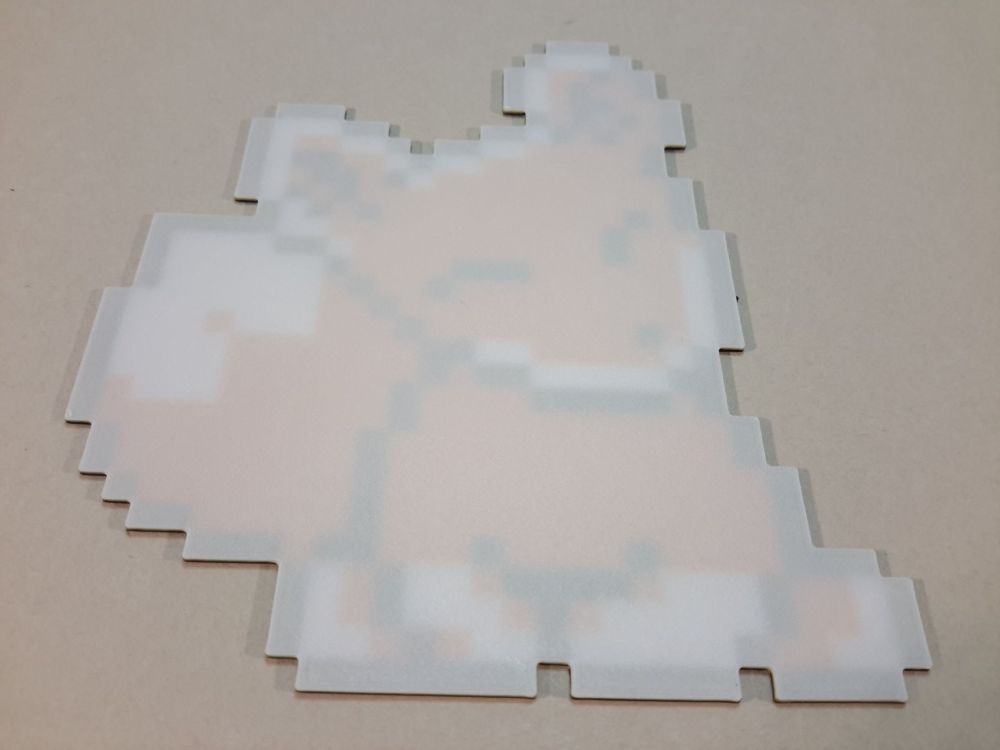
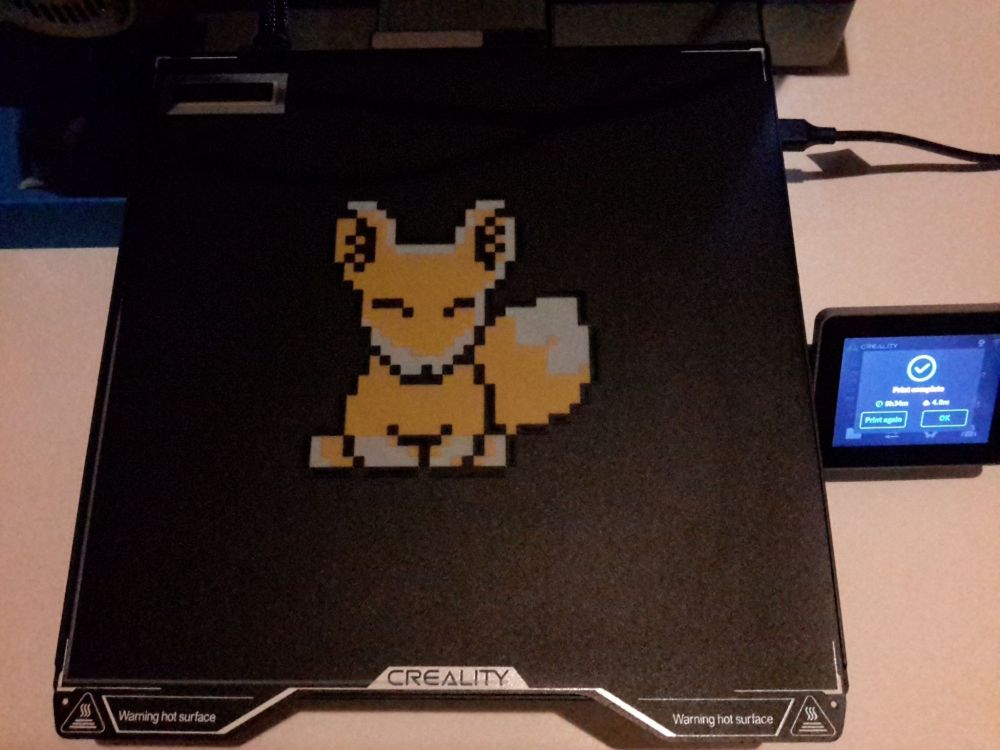
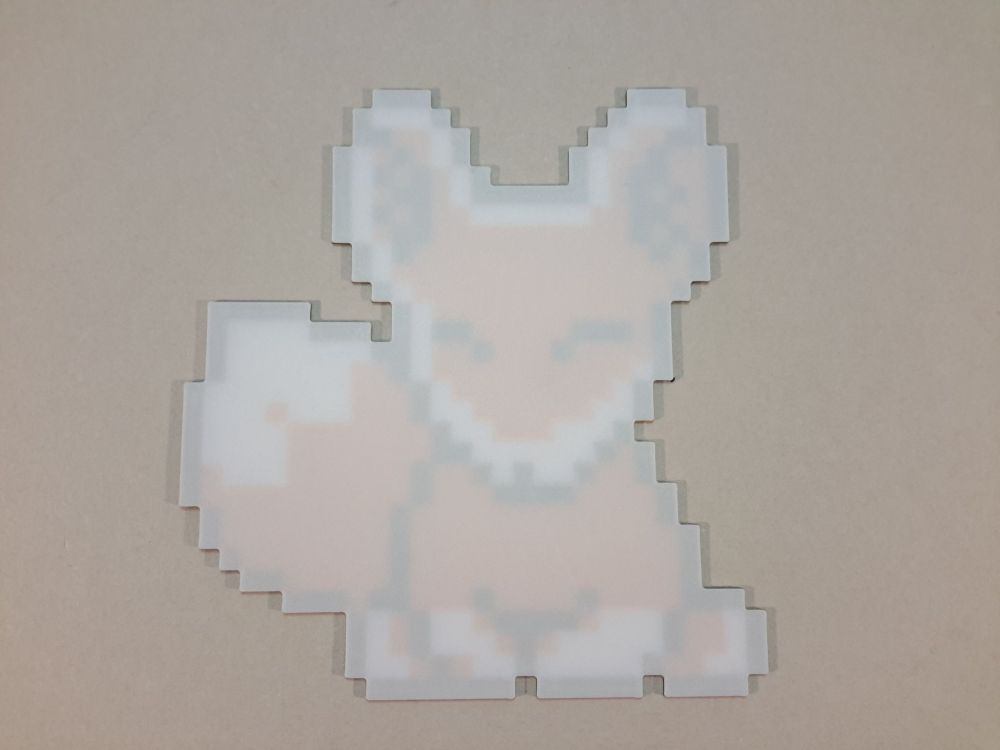
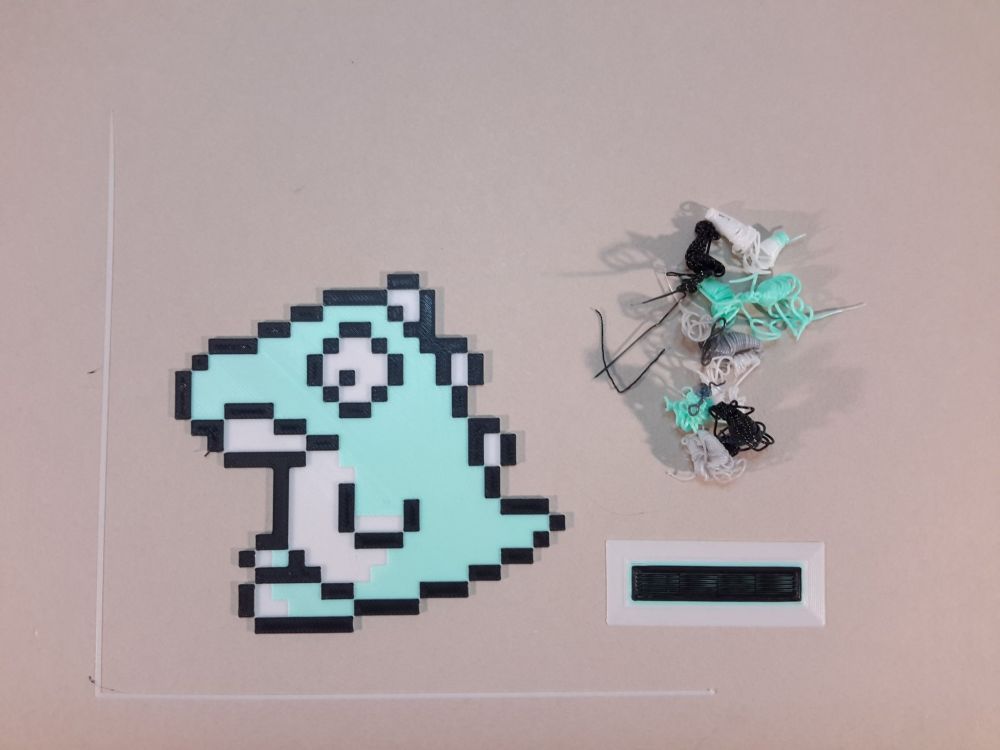
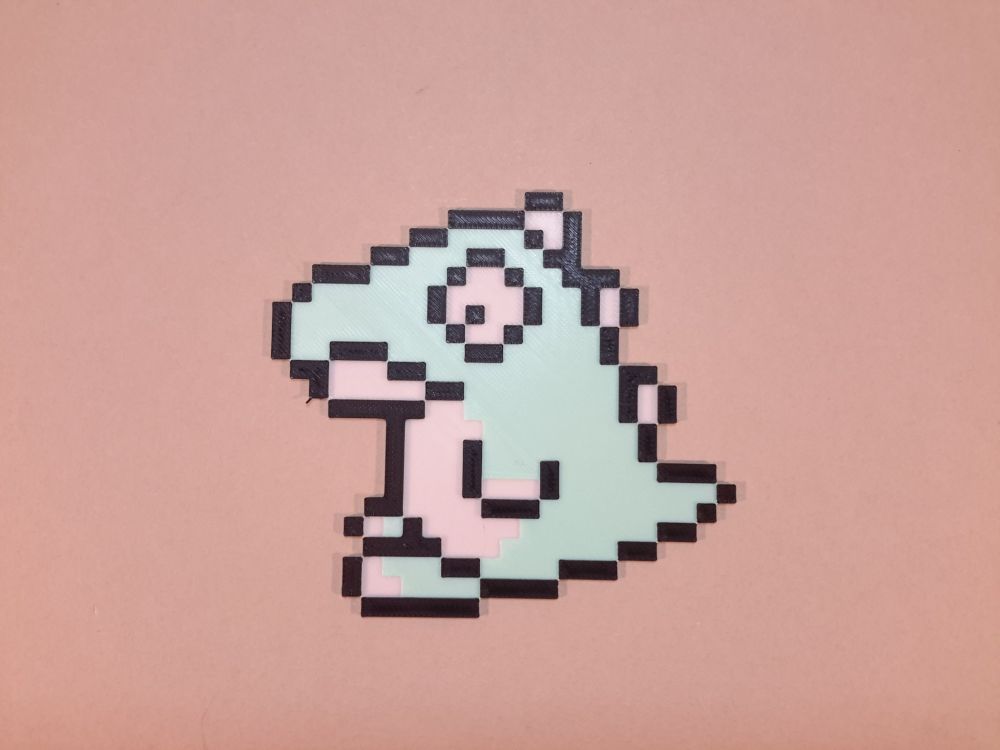
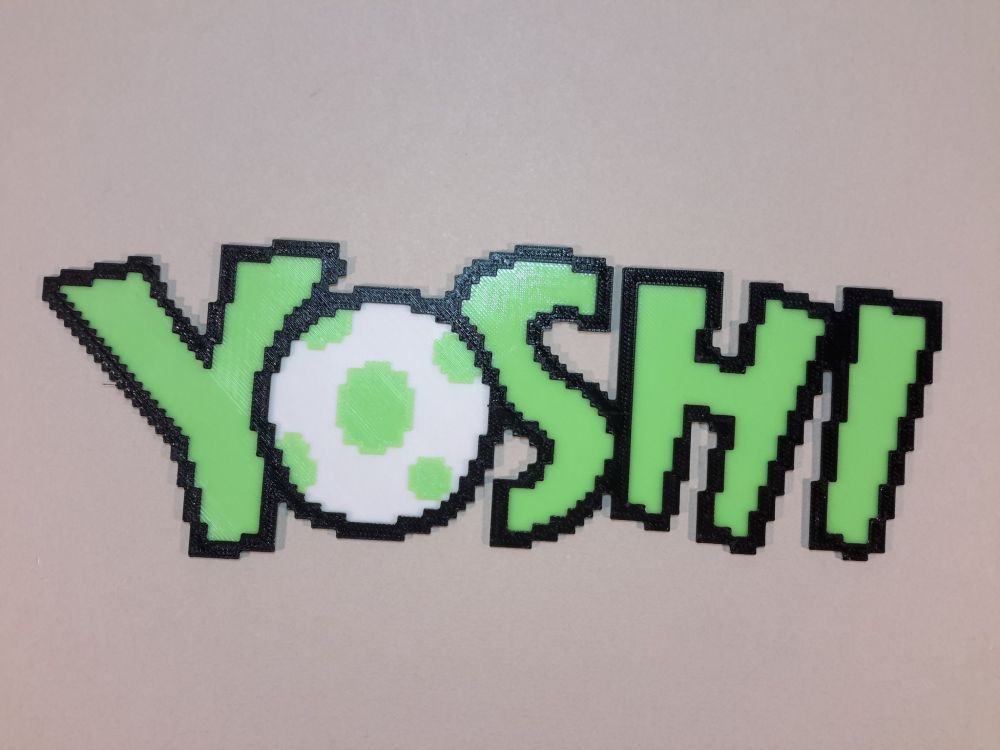
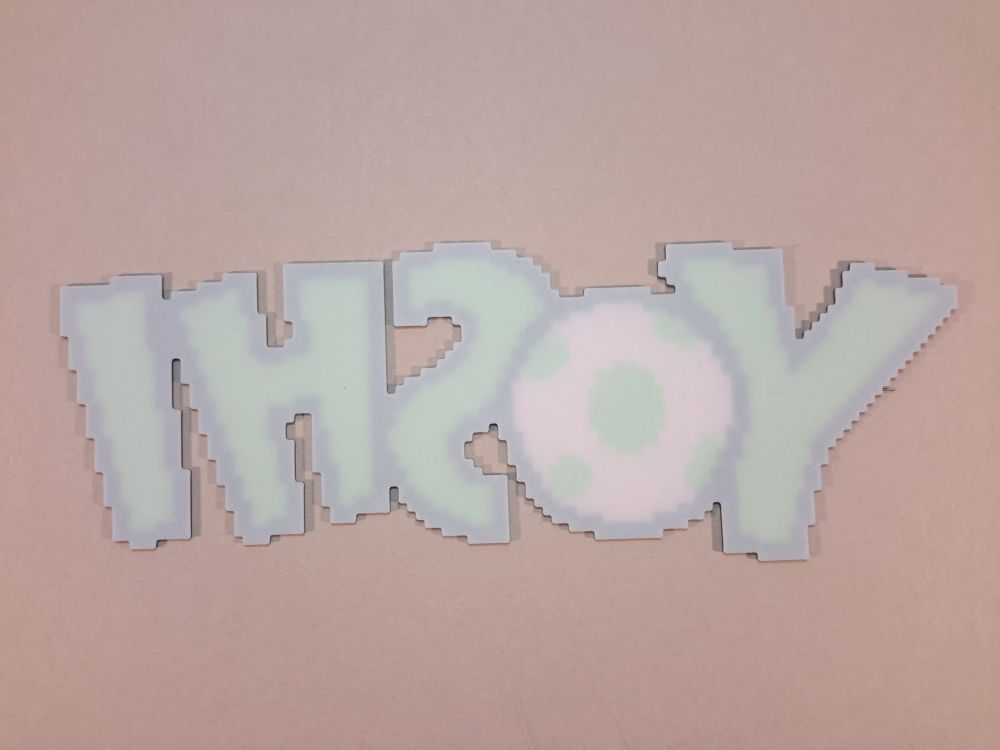
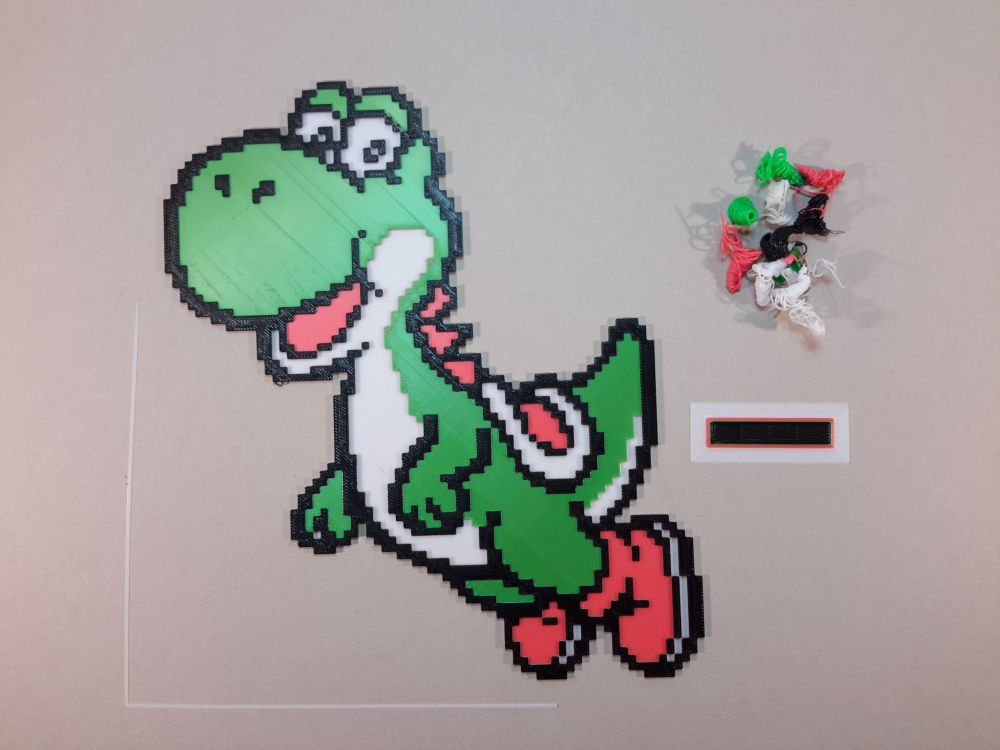
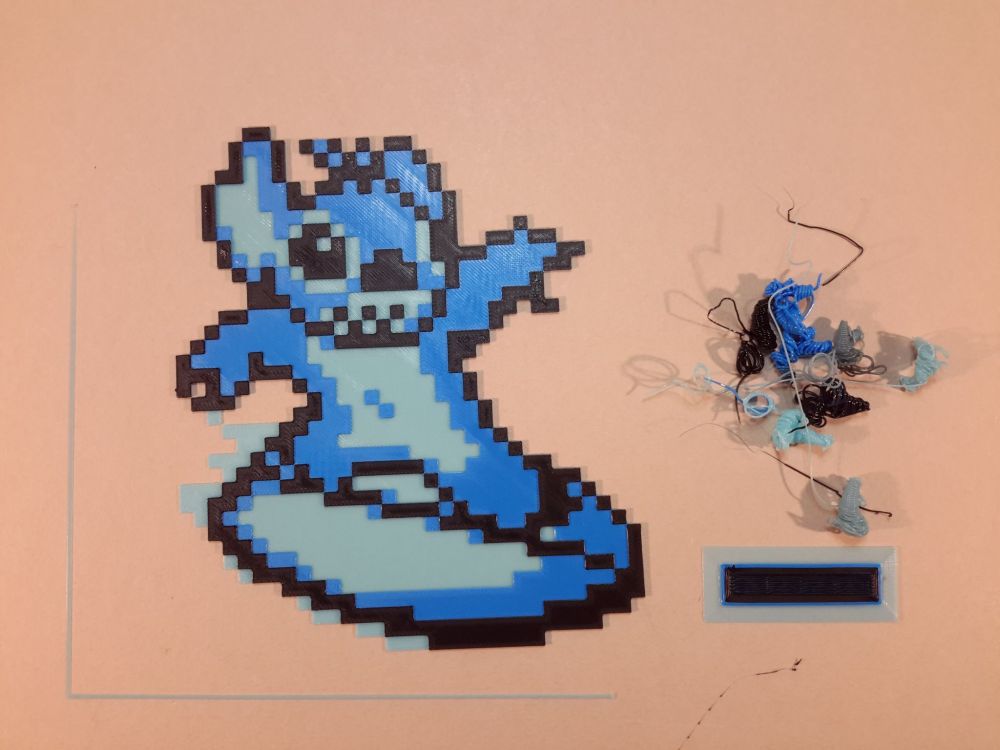
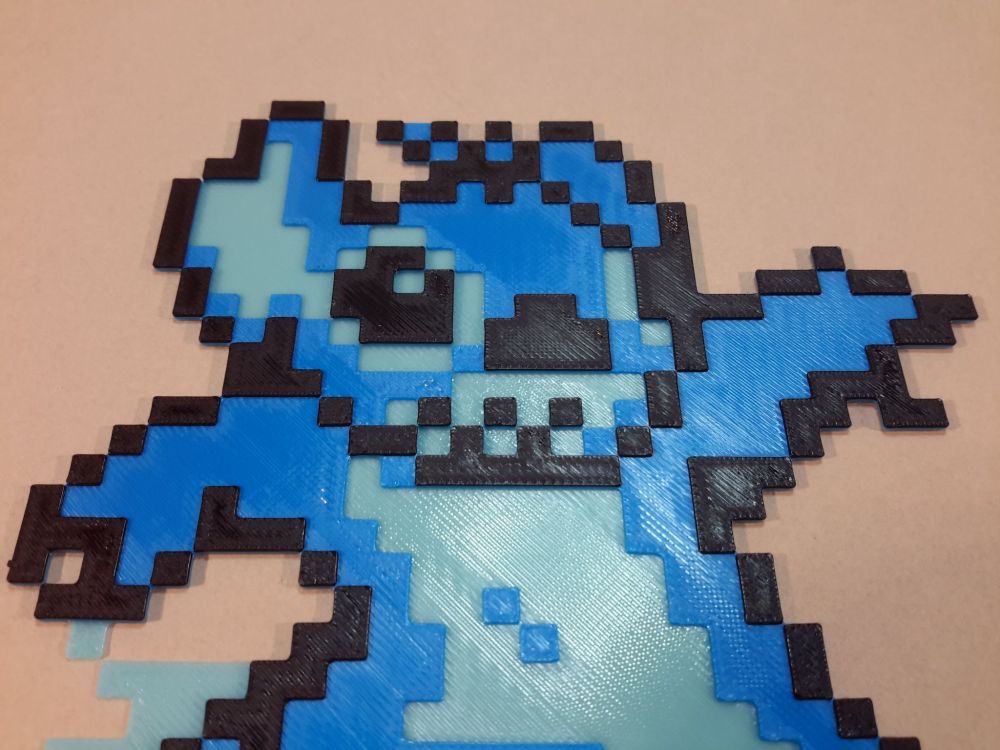
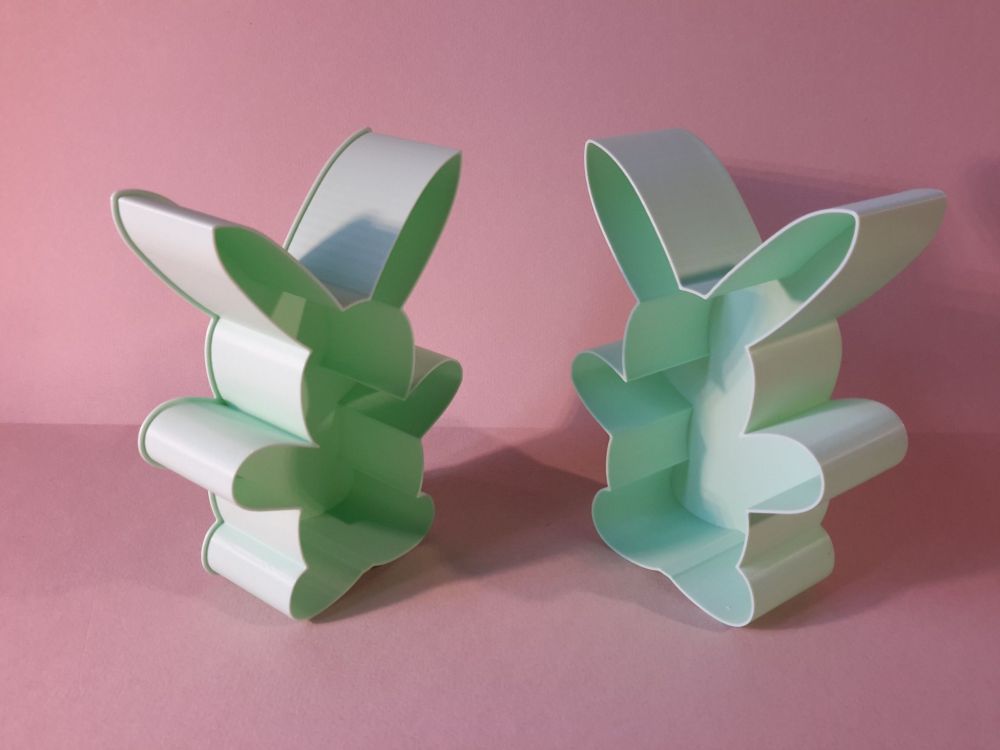
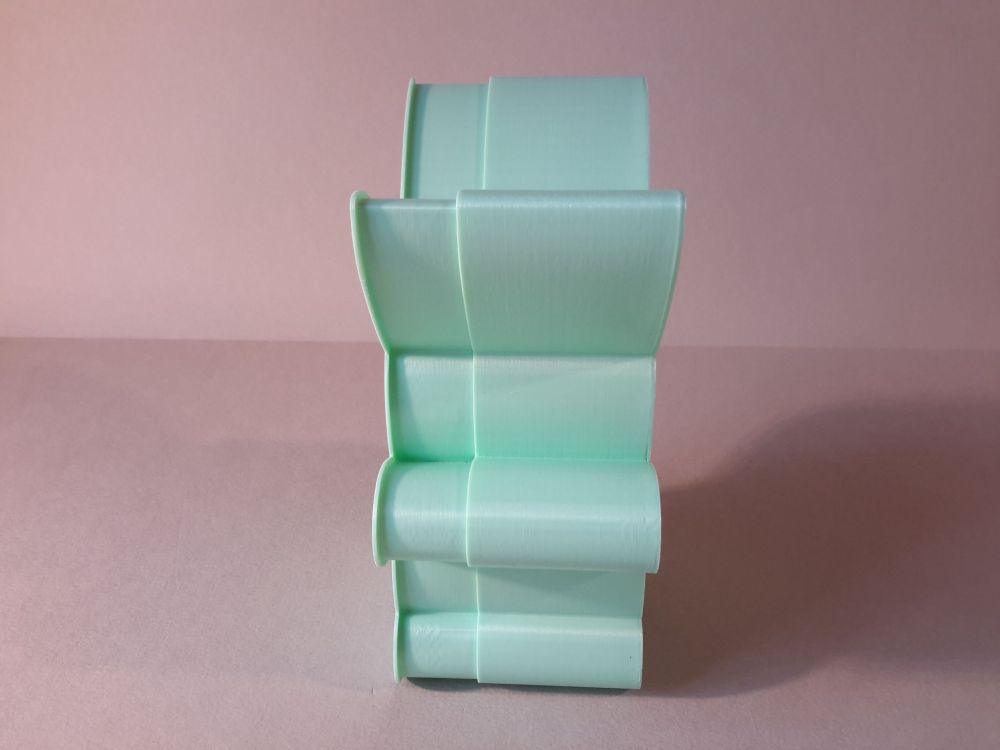
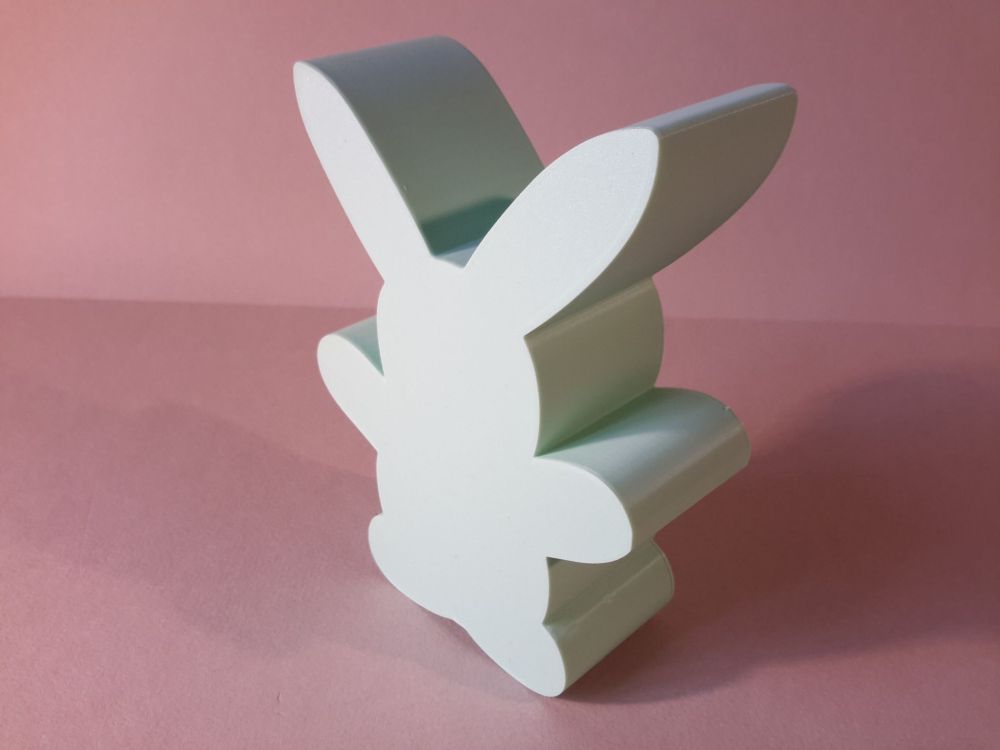
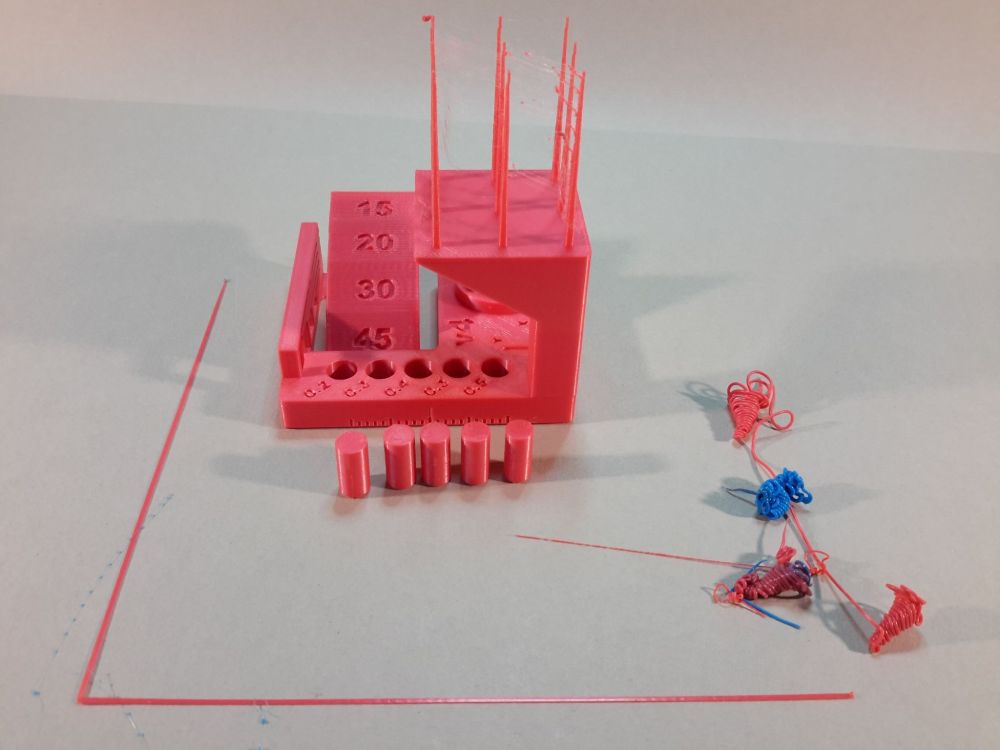
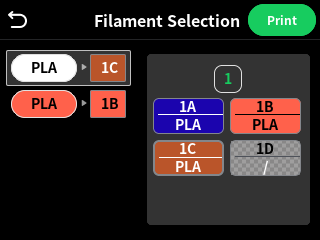
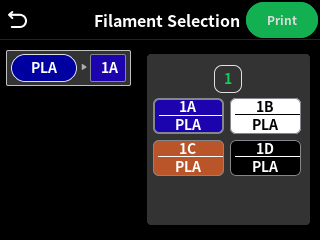
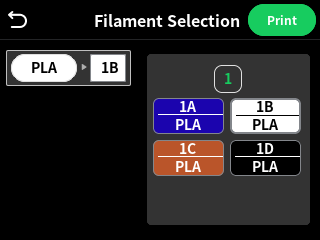
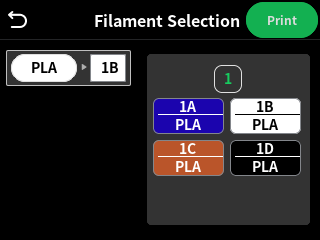
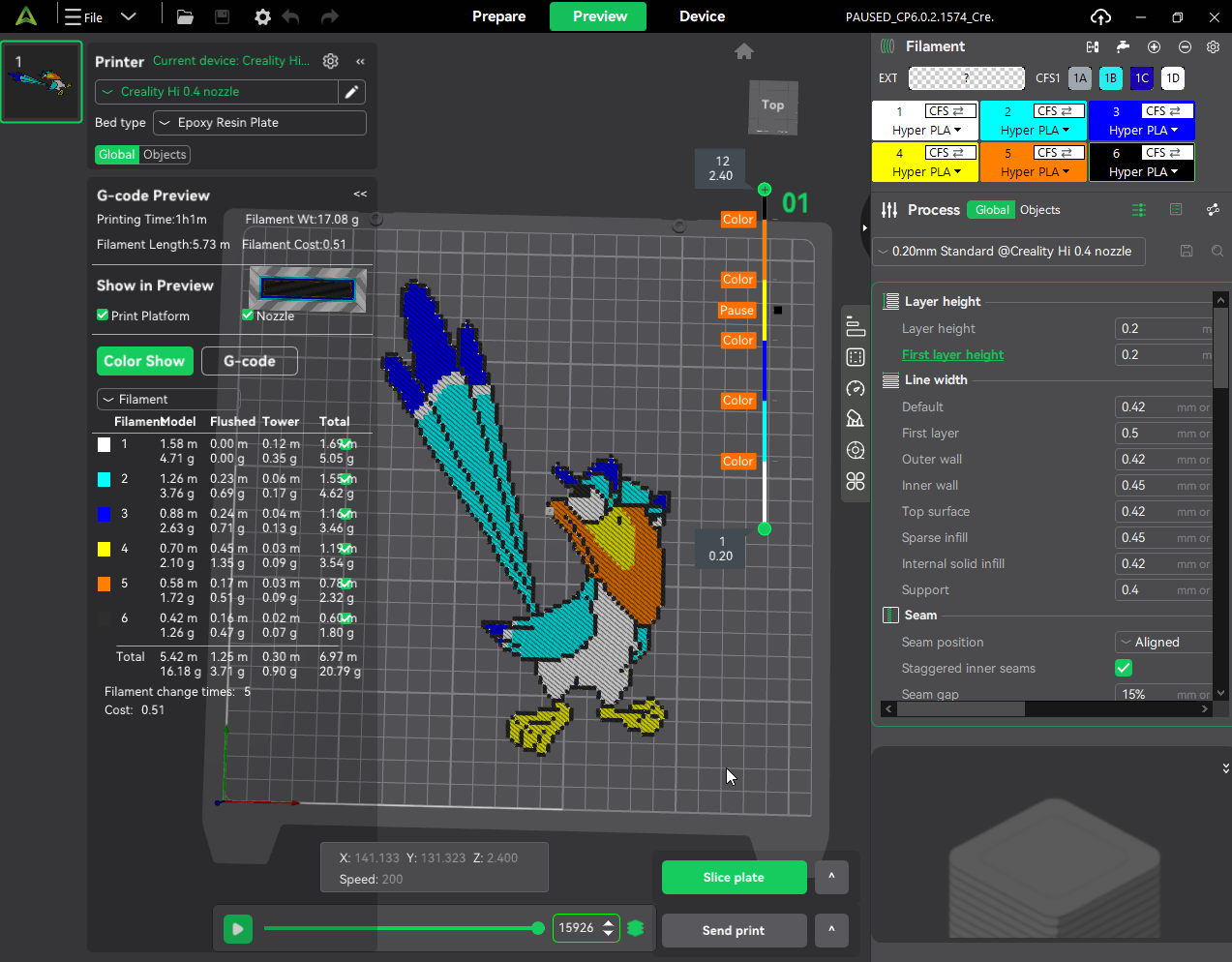
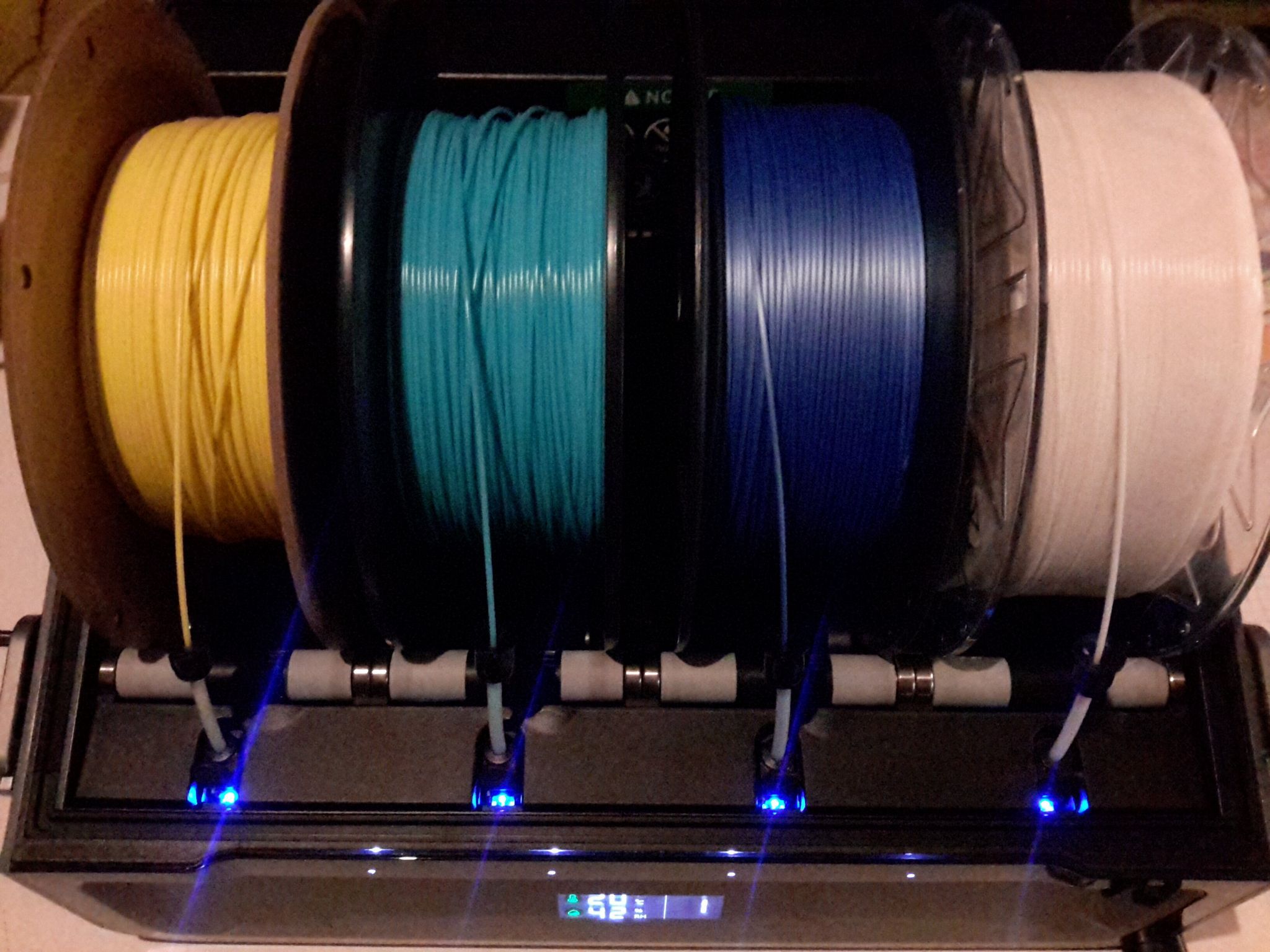
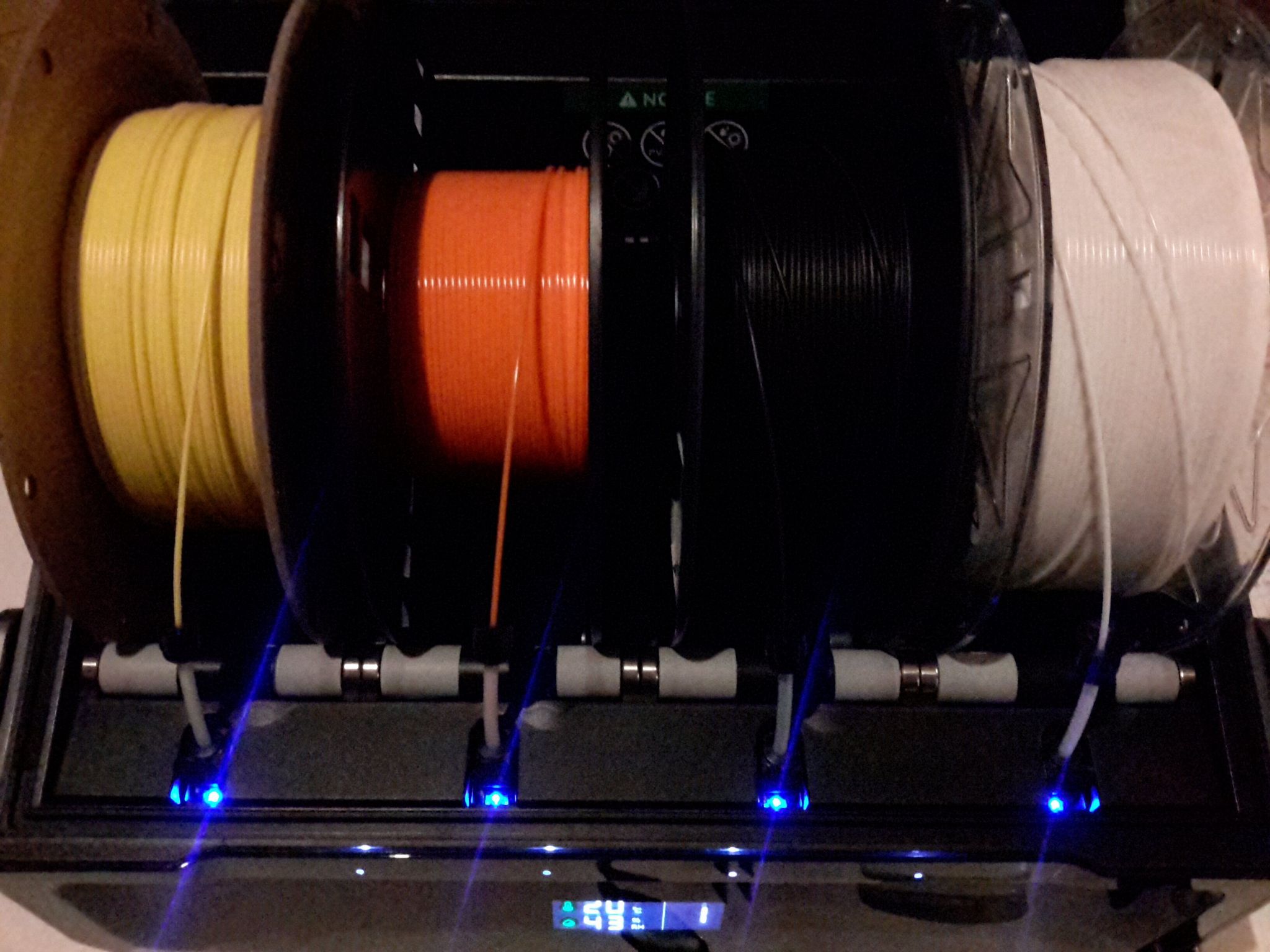
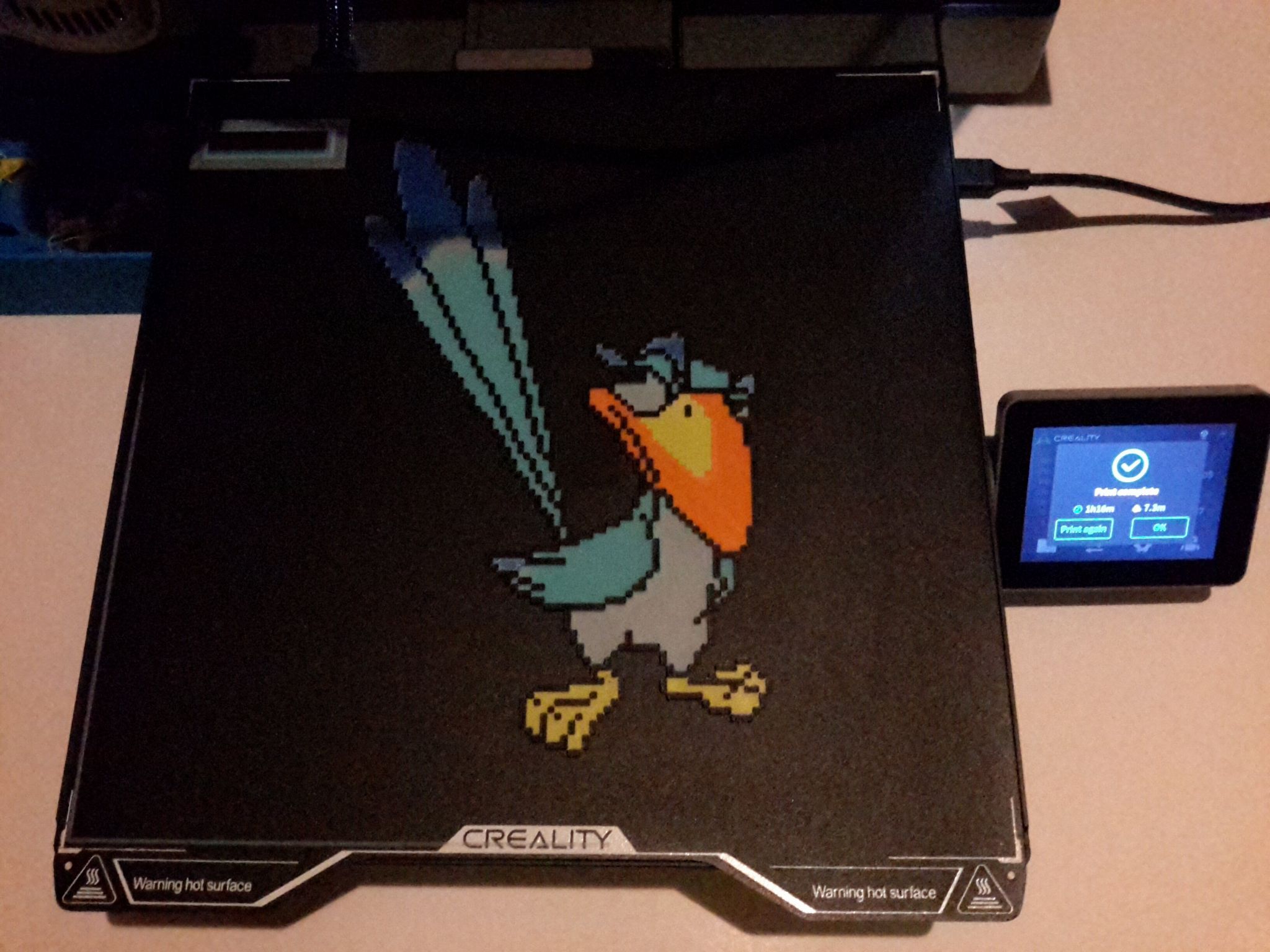
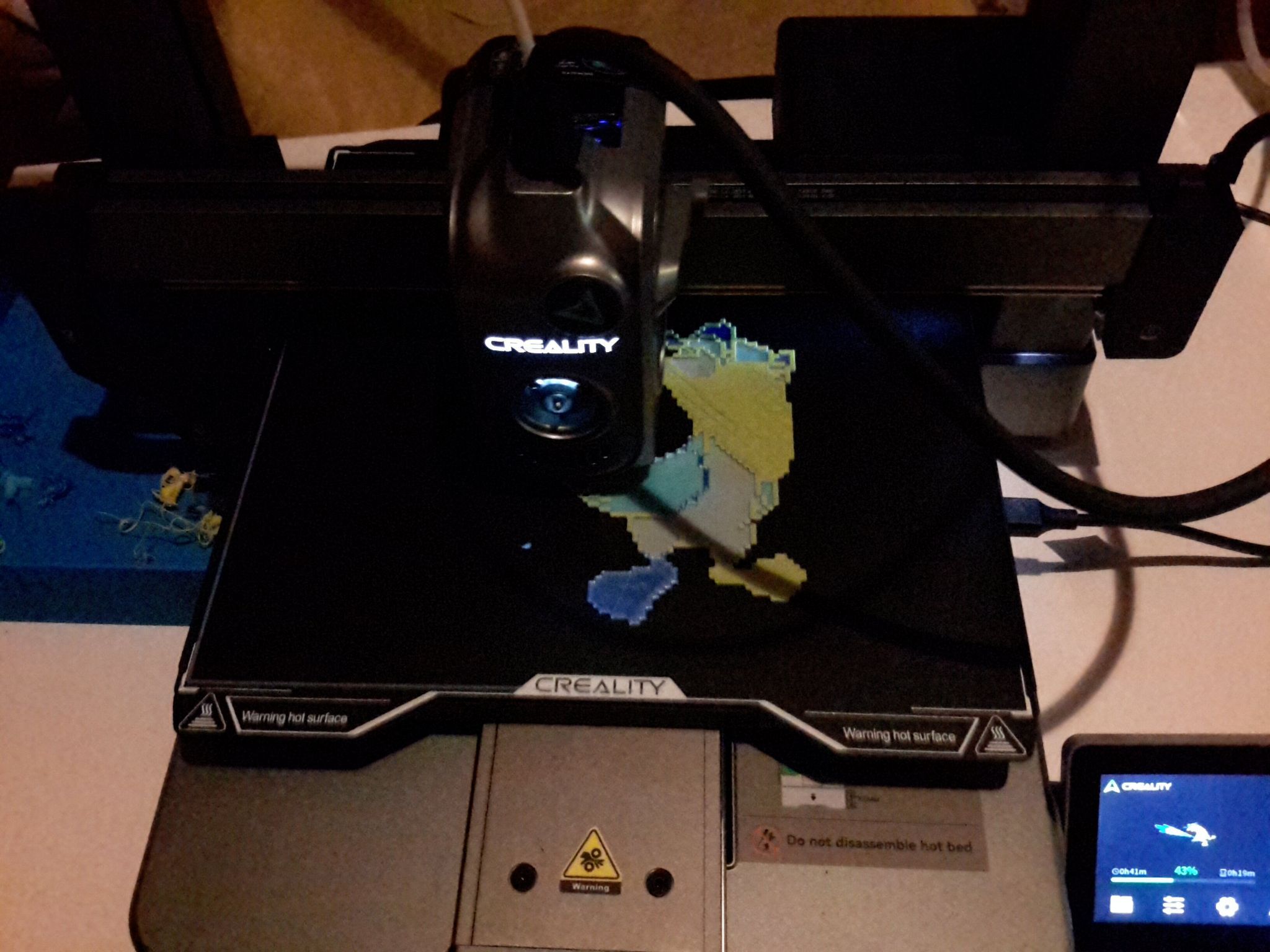
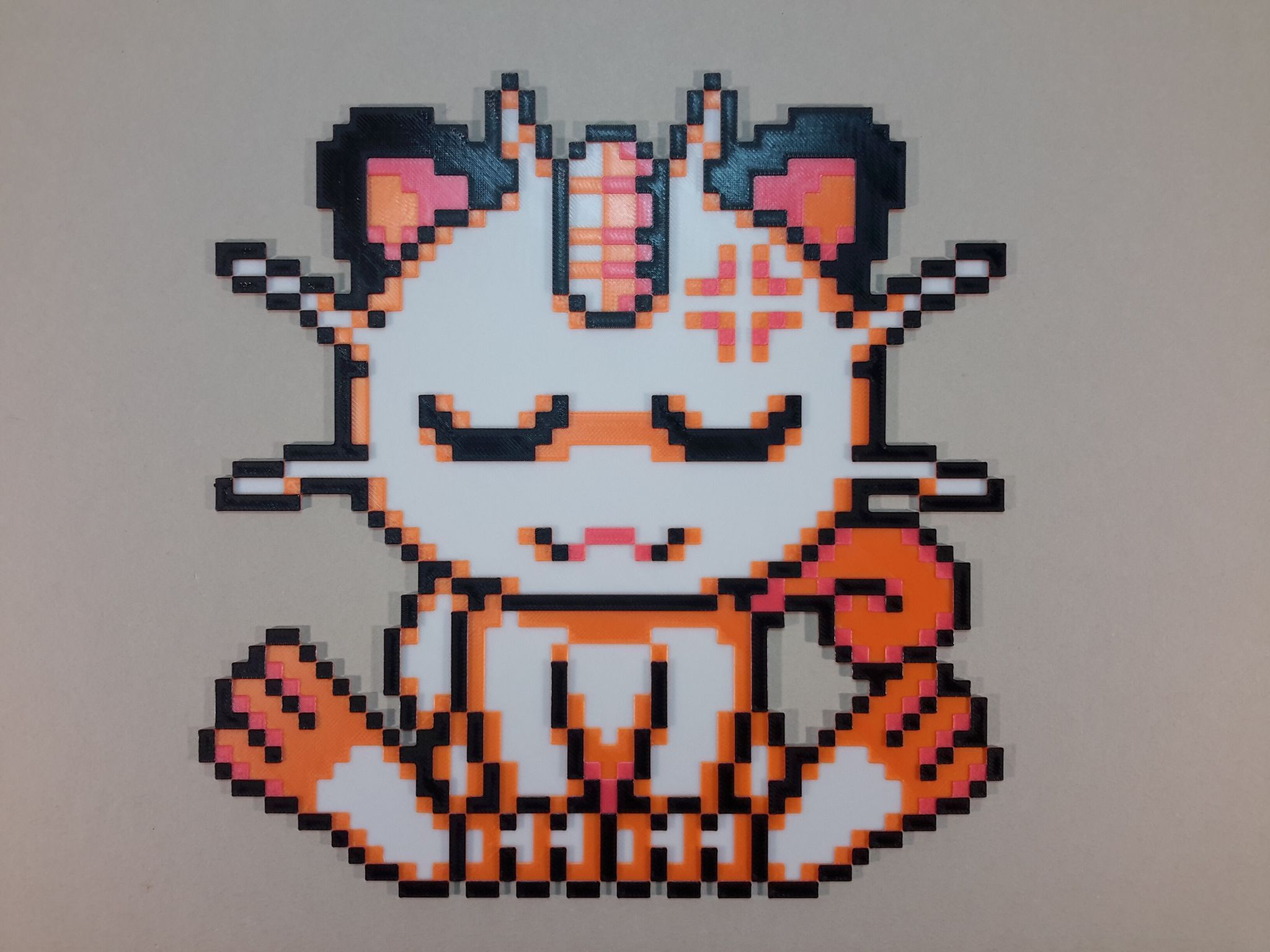
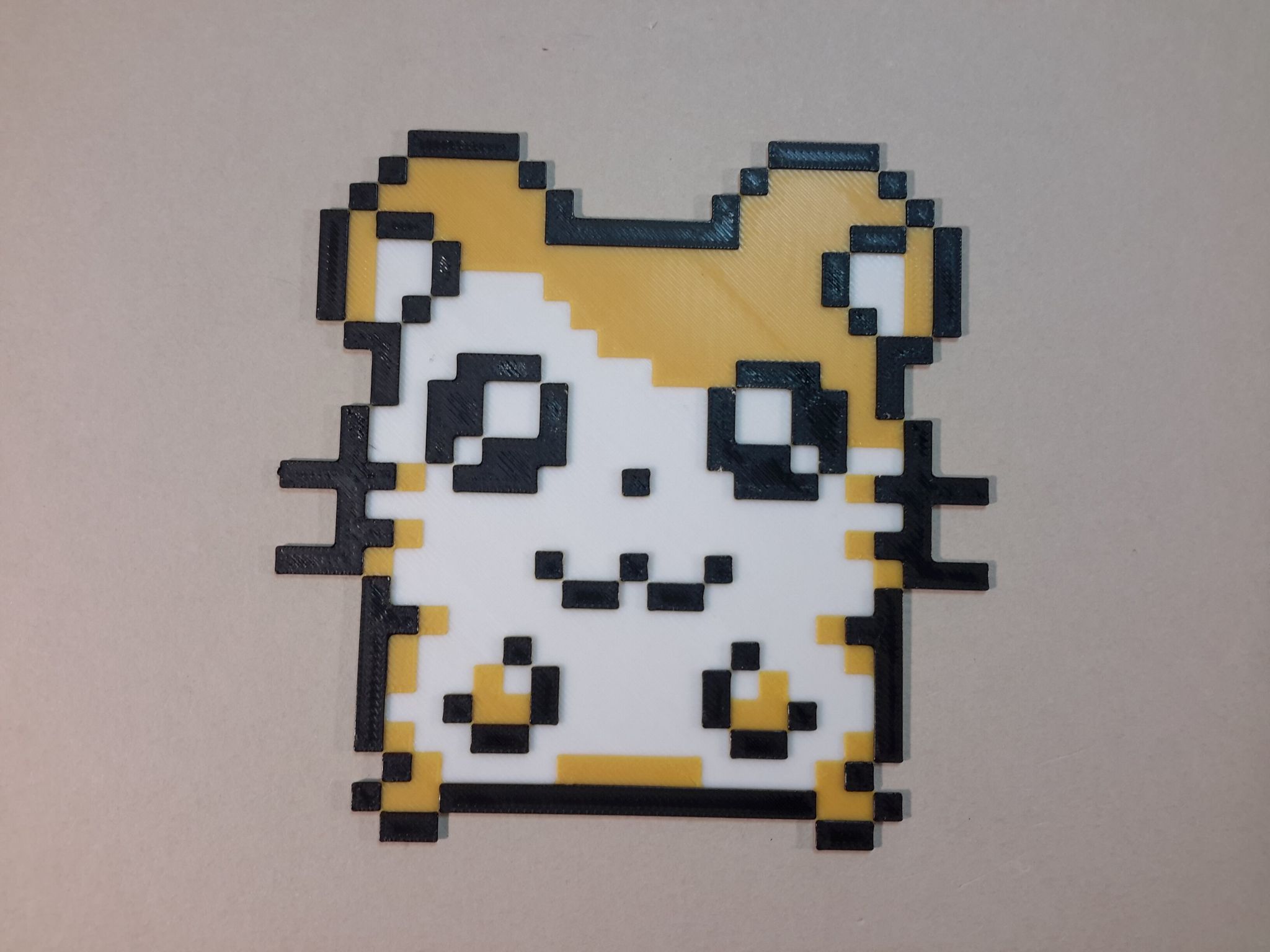
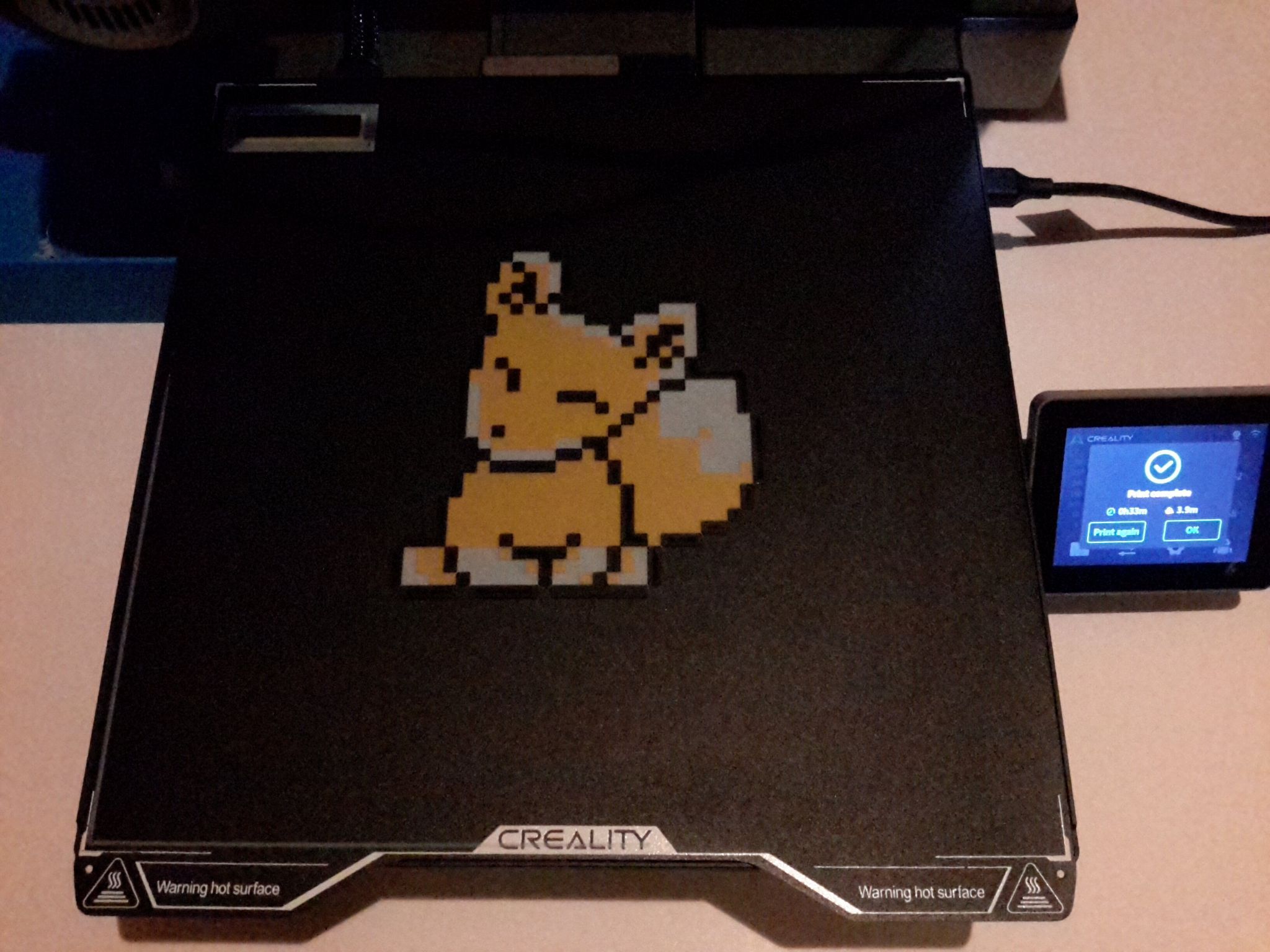
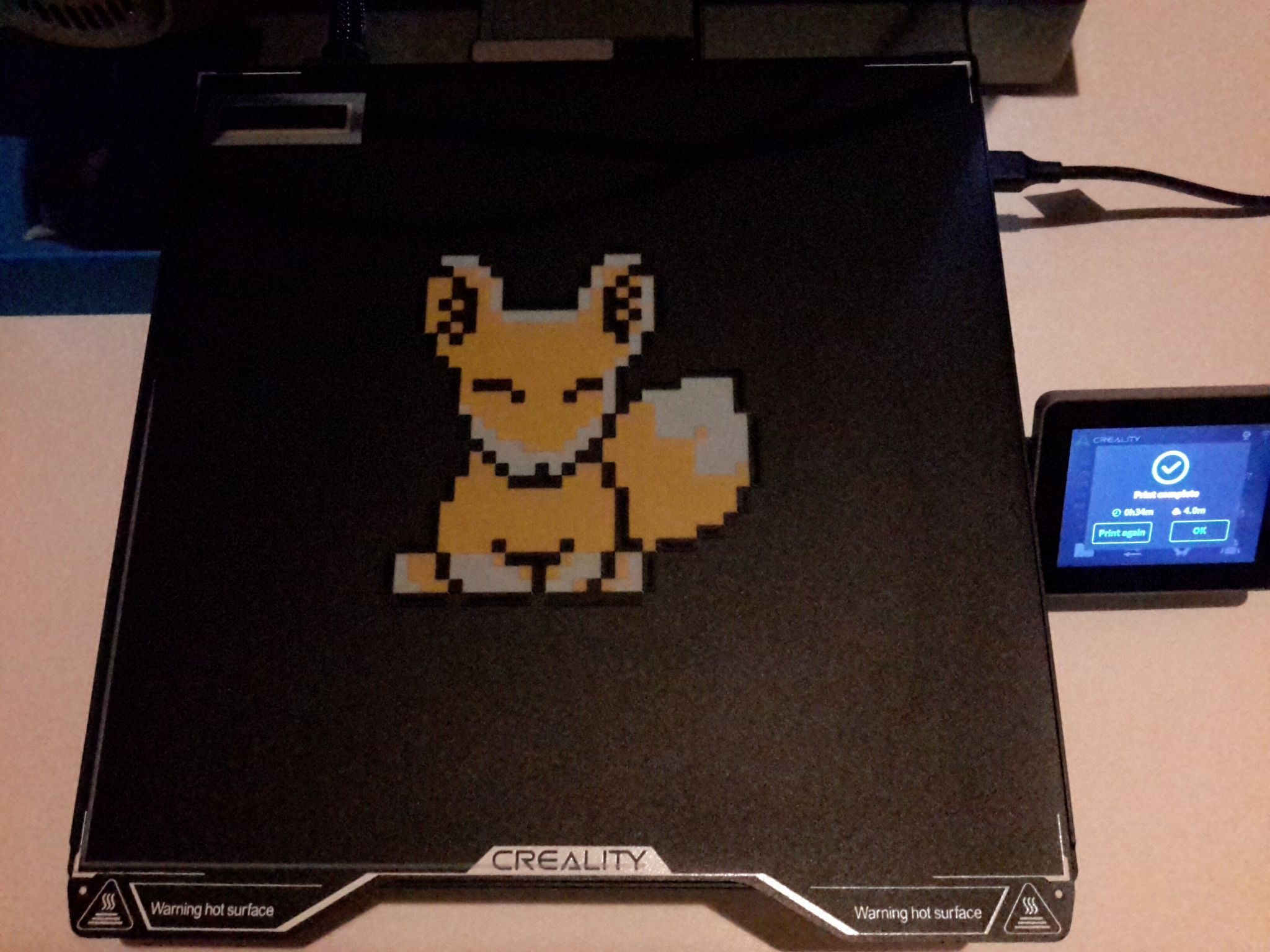
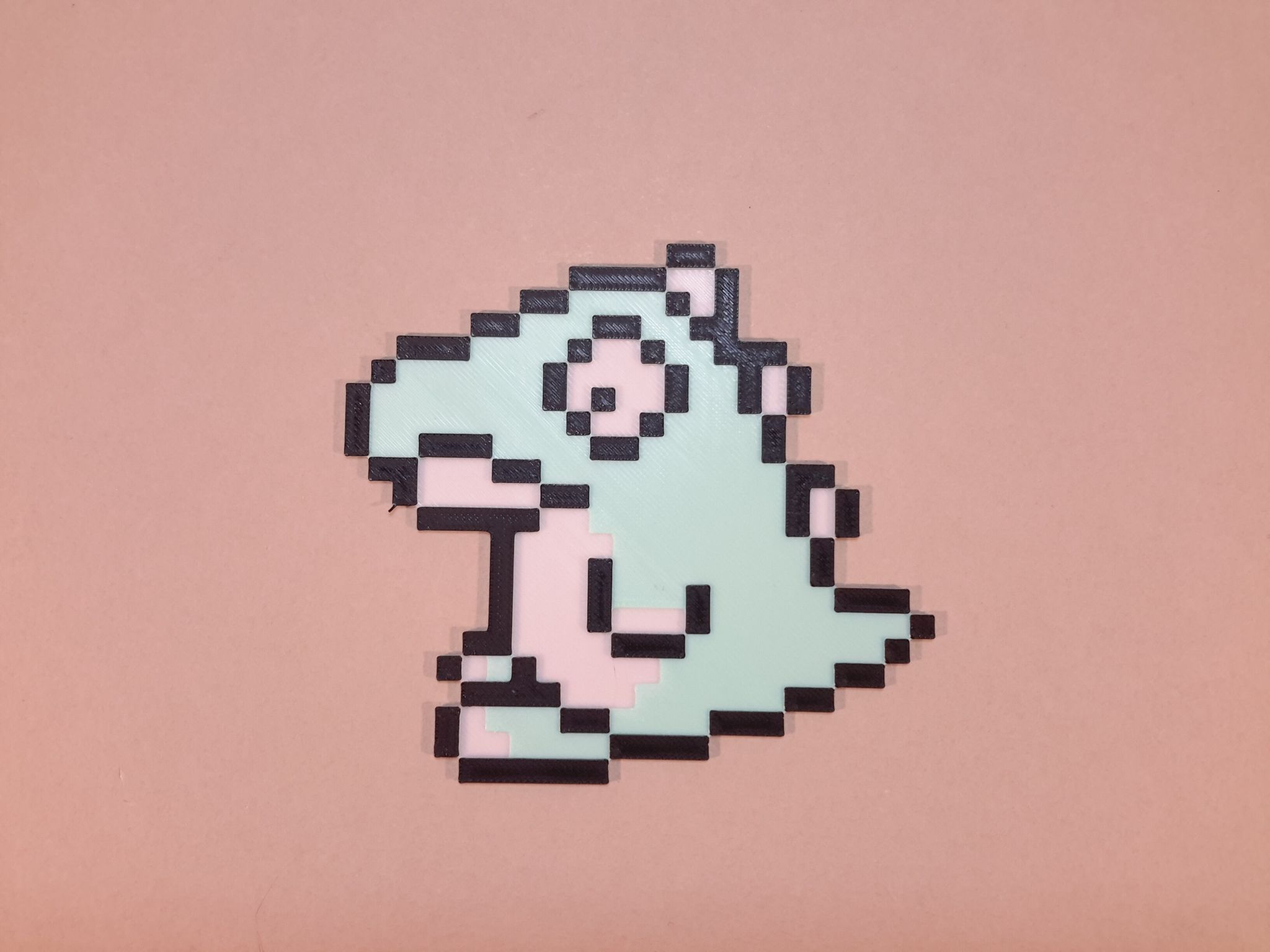
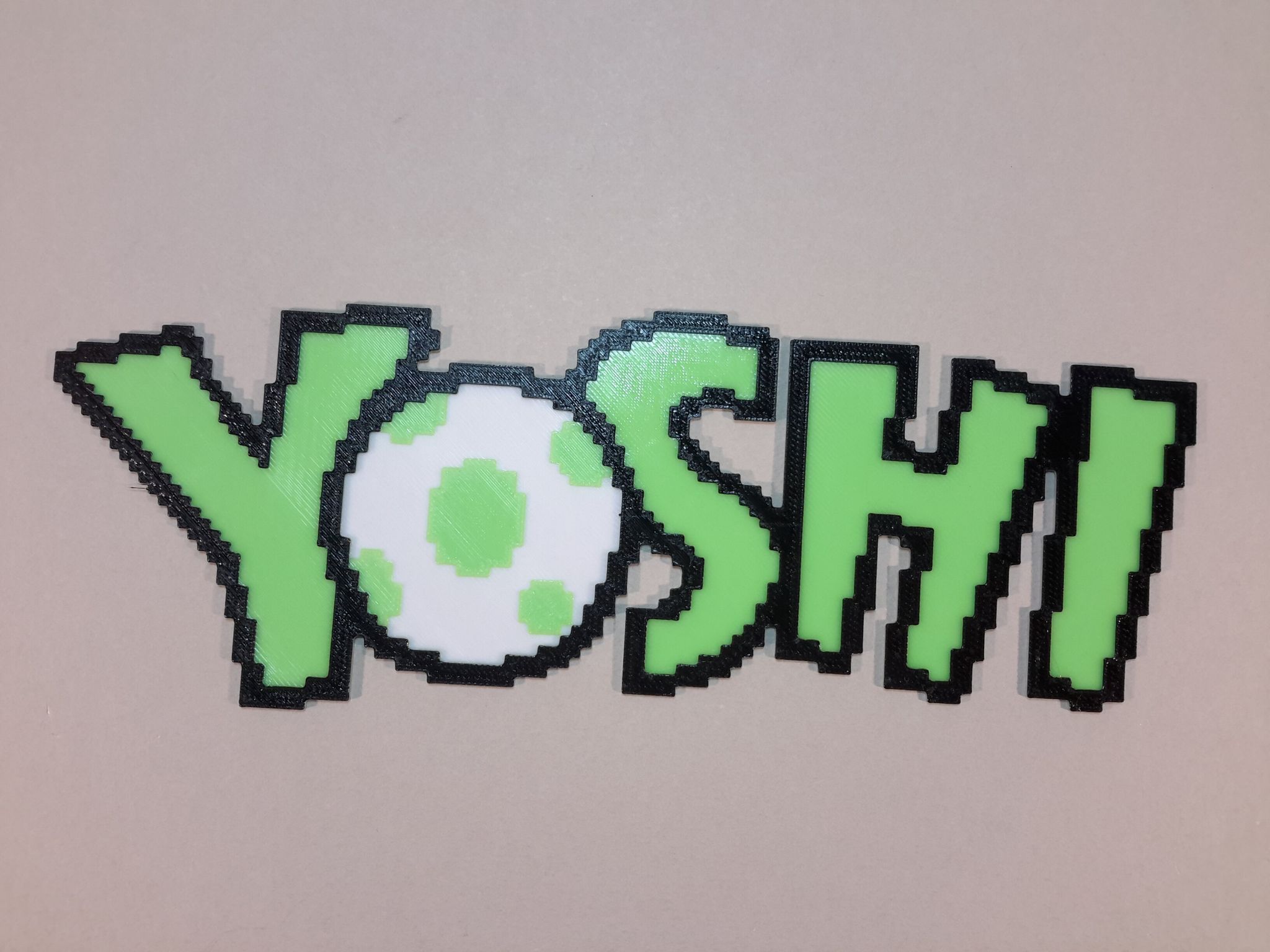
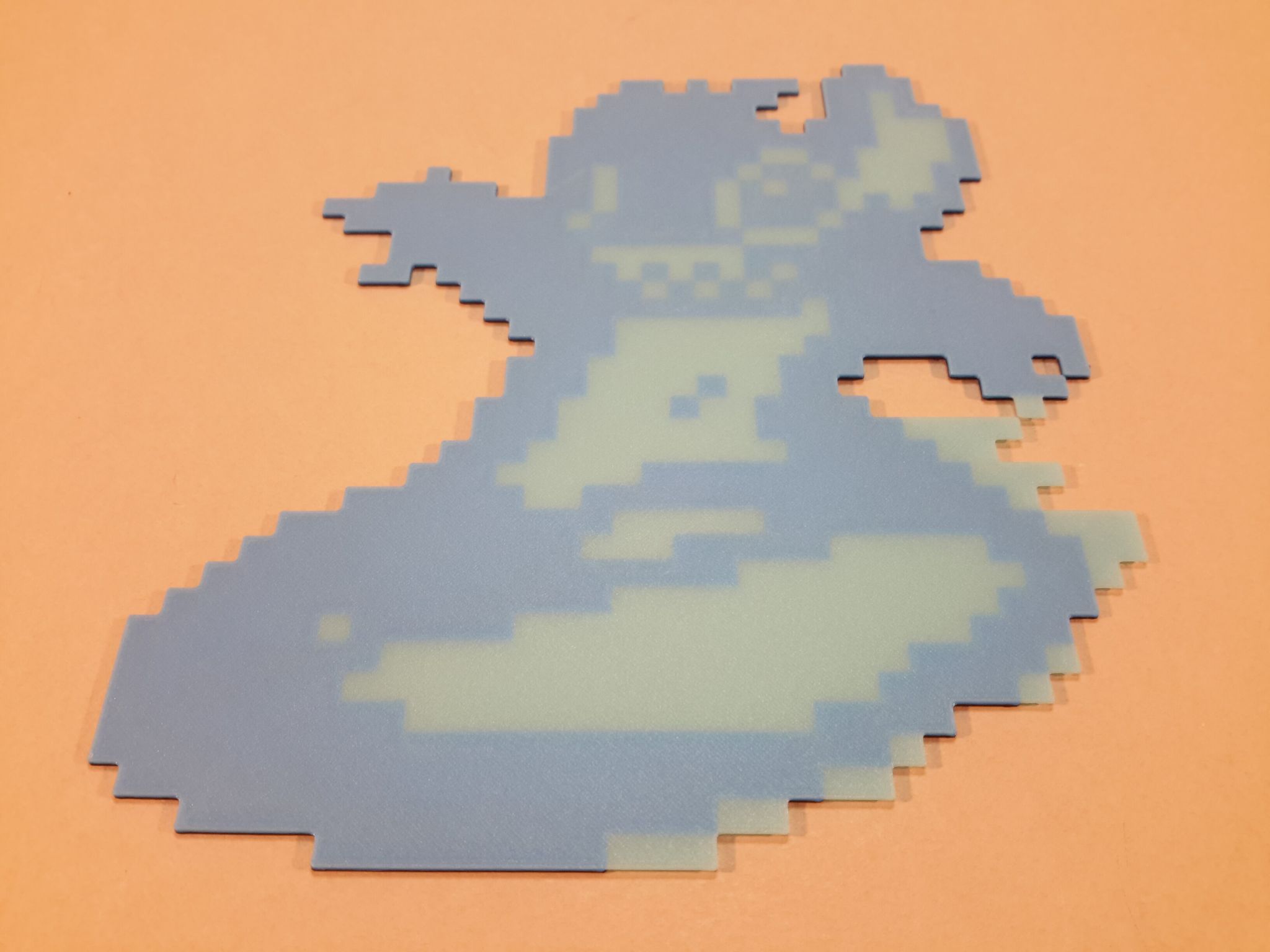
Autres impressions - (Acte V) - PLA (le re-retour) Zazu from The Lion King, with 5 filament changes https://www.crealitycloud.com/model-detail/6608650427545665e2d88d38?file3mf=679a584cb0f06136c77c7851 ( Pour arriver à imprimer 6 couleurs avec un seul CFS, l'astuce ici, c'est d'avoir un modèle ayant des changements de couleur dont on connait l'ordre pour selon cet ordre définir un ou plusieurs même "slot(s)" du CFS pour différentes couleurs. ( Ici, il faut remarquer que j'utilise le slot "1B" à la fois pour le "PLA bleu clair" et le "PLA orange", et le slot "1C" à la fois pour le "PLA bleu" et le "PLA noir". ) et pour ne pas avoir à tout le temps surveillé l'impression, d'avoir une pause bien placée, pour lors de la pause, au bon moment, changer physiquement la/les bobine(s) dans le/les "slot(s)" défini(s) pour plusieurs couleurs différentes. Photo du CFS au début de l'impression donc avant la pause, puis photo de l'état de l'impression un peu avant la pause, et photo du CFS après la pause. Lors du changement de bobine utiliser le levier de l'entrée filament du "slot" pour en plus de déclencher le capteur de filament (led Bleu témoin de l'entrée) suffisamment pousser le nouveau filament dans l'entrée filament afin qu'il soit pris par la roue d'entrainement et bien directement entrainé plus tard ... (Photo à refaire, on ne voit pas bien le levier ...) Puis continuer l'impression Mais forcement, il faut un modèle qui si prête et faire un fichier d'impression dont on connait l'ordre d'impression des couleurs donc des changements de filament. C'est globalement la même méthode qu'expliqué dans mais plus simple ici, car ce modèle utilise des changements de couleurs au changement de couche, et il n'y a donc pas à définir l'ordre d'impression des couleurs dans une même couche. ) Filaments utilisés > Hyper PLA RFID White Creality, PLA Light Blue Velleman, PLA+ Silk Bleu foncé ArianePlast, PLA Yellow Polymaker, PLA Orange Eryone, PLA+ Noir ArianePlast. Stickers and luv, by arts.of.win, with 2 filament changes https://www.crealitycloud.com/model-detail/662909ce4360beb027399f2e?file3mf=6793b257b0f06136c7442bfa Filaments utilisés > Hyper PLA RFID White Creality, Soleyin Ultra PLA Strawberry Milk, PLA+ Noir ArianePlast. How does it feel to be an ancient artist, by arts.of.win https://www.crealitycloud.com/model-detail/66179594e84d7688f536d60e?file3mf=6793b4c8b0f06136c7444489 Filaments utilisés > Hyper PLA RFID White Creality, Soleyin Ultra PLA Light Green, PLA+ Noir ArianePlast. Oh how nice it is to be a cat, by arts.of.win https://www.crealitycloud.com/model-detail/66290b5c4360beb02739a5a9?file3mf=6794a8d4b0f06136c74bf619 Filaments utilisés > Hyper PLA RFID White Creality, Soleyin Ultra PLA Almond Purple, PLA+ Noir ArianePlast. Girl on a nice Hanfu dress, by arts.of.win https://www.crealitycloud.com/model-detail/6617a02fe84d7688f536f1df?file3mf=67950573b0f06136c74f36a0 Filaments utilisés > Hyper PLA RFID White Creality, Hyper PLA Gold Creality, PLA+ Noir ArianePlast. Fall in 2-bit love, by arts.of.win, with 2 filament changes https://www.crealitycloud.com/model-detail/66141e47e84d7688f52acba2?file3mf=679505a3b0f06136c74f38b0 Filaments utilisés > Hyper PLA RFID White Creality, Hyper PLA Gold Creality, PLA+ Noir ArianePlast. Pokemon Rondoudou, with 2 filament changes https://www.crealitycloud.com/model-detail/6608682b27545665e2d89c19?file3mf=679a50d3d552d7da2af25f3a Filaments utilisés > Hyper PLA RFID White Creality, PLA Pink Velleman, PLA+ Noir ArianePlast. Pikachu, Pixel Art, 3 filament changes https://www.crealitycloud.com/model-detail/66d6fc4f49f18c44856b8c18?file3mf=679a5341b0f06136c77c436e Filaments utilisés > Hyper PLA RFID White Creality, PLA Yellow Velleman, PLA Orange Eryone, PLA+ Noir ArianePlast. Pacman, with 1 filament changes https://www.crealitycloud.com/model-detail/660e702f0c8bfd186f991f53?file3mf=679a5a2db0f06136c77c8c36 Filaments utilisés > PLA Yellow Polymaker, PLA+ Noir ArianePlast. Happy Easter Bunny, with 5 filament changes https://www.crealitycloud.com/model-detail/66038f549f5b3ffd11fda307?file3mf=679a5d51b0f06136c77cadb8 Filaments utilisés > Hyper PLA RFID White Creality, PLA Pink Velleman, PLA Yellow Velleman, PLA Light Blue Velleman, PLA+ Silk Bleu foncé ArianePlast, PLA+ Noir ArianePlast. Mega Man, with 4 filament changes https://www.crealitycloud.com/model-detail/6605c0f3ea64b75dcb07eb10?file3mf=679a5e72d552d7da2af2983e Filaments utilisés > Hyper PLA RFID White Creality, PLA Skin color Velleman, PLA Light Blue Velleman, PLA+ Silk Bleu foncé ArianePlast, PLA+ Noir ArianePlast. Pacman Ghost (pt2), with 2 filament changes https://www.crealitycloud.com/model-detail/6608635fea64b75dcb123278?file3mf=679a6522b0f06136c77d02e5 Filaments utilisés > Hyper PLA RFID White Creality, PLA Yellow Polymaker, PLA Orange Eryone. GBC - Bomberman Collection - 1, 3 filament changes https://www.crealitycloud.com/model-detail/679ad60ab0f06136c7812b14?file3mf=679ad60ab0f06136c7812b19 Filaments utilisés > Hyper PLA RFID White Creality, Soleyin Ultra PLA Rosehip, Soleyin Ultra PLA Strawberry Milk, PLA+ Noir ArianePlast. GBC - Bomberman Collection - 2, 3 filament changes https://www.crealitycloud.com/model-detail/679b6902b0f06136c784b04a?file3mf=679b691eb0f06136c784b13a Filaments utilisés > Hyper PLA RFID White Creality, Soleyin Ultra PLA Rosehip, Soleyin Ultra PLA Strawberry Milk, PLA+ Noir ArianePlast. Meowth, Pixel Art, 3 filament changes https://www.crealitycloud.com/model-detail/679ccc40b0f06136c78fa7fe?file3mf=679ccd07b0f06136c78fb063 Filaments utilisés > Hyper PLA RFID White Creality, Soleyin Ultra PLA Rosehip, Soleyin Ultra PLA Strawberry Milk, PLA+ Noir ArianePlast. Hamtaro, Pixel Art, 2 filament changes https://www.crealitycloud.com/model-detail/679cdf34b0f06136c7905636?file3mf=679cdfc5d552d7da2afa1d56 Filaments utilisés > Hyper PLA RFID White Creality, Hyper PLA Gold Creality, PLA+ Noir ArianePlast. (Ignorer le message d'erreur, le capteur de fin de filament a l'entrée de la tête d'impression s'était coincé en fin d'impression, juste insérer un bout de filament l'a décoincé) GBC - Animal Breeder 3 JPN - Fox 0, 2 filament changes https://www.crealitycloud.com/model-detail/679c21fbd552d7da2af84bde?file3mf=679ce34cb0f06136c7907b44 Filaments utilisés > Hyper PLA RFID White Creality, Hyper PLA Gold Creality, PLA+ Noir ArianePlast. GBC - Animal Breeder 3 JPN - Fox 1, 2 filament changes https://www.crealitycloud.com/model-detail/679c2395b0f06136c78b81f6?file3mf=679ce3e5b0f06136c7908151 Filaments utilisés > Hyper PLA RFID White Creality, Hyper PLA Gold Creality, PLA+ Noir ArianePlast. Yoshi 01, 3 filament changes (at-layer-change) https://www.crealitycloud.com/model-detail/679e360fb0f06136c79b6bc4?file3mf=679e368eb0f06136c79b71d6 Filaments utilisés > Hyper PLA RFID White Creality, Soleyin Strayberry Milk, CR-PLA Fluo-Green Creality, PLA+ Noir ArianePlast. Yoshi Title Screen, 2 filament changes https://www.crealitycloud.com/model-detail/679e382ab0f06136c79b831d?file3mf=679e384ad552d7da2afe71ed Filaments utilisés > Hyper PLA RFID White Creality, PLA Green Pea Velleman, PLA+ Noir ArianePlast. Dinosaur monsters from Bomberman Quest, 2 filament changes https://www.crealitycloud.com/model-detail/679d331cb0f06136c793b7c8?file3mf=679e38f6b0f06136c79b8b97 Filaments utilisés > Hyper PLA RFID White Creality, EN-PLA Jade Green Creality, PLA+ Noir ArianePlast. Stitch, Pixel Art, 2 filament changes https://www.crealitycloud.com/model-detail/679e7adeb0f06136c79e9bbe?file3mf=679e7b18b0f06136c79e9ec3 Filaments utilisés > PLA Light Blue Velleman, Hyper PLA Blue Creality, PLA+ Noir ArianePlast. ...



















































 2 points
2 points -
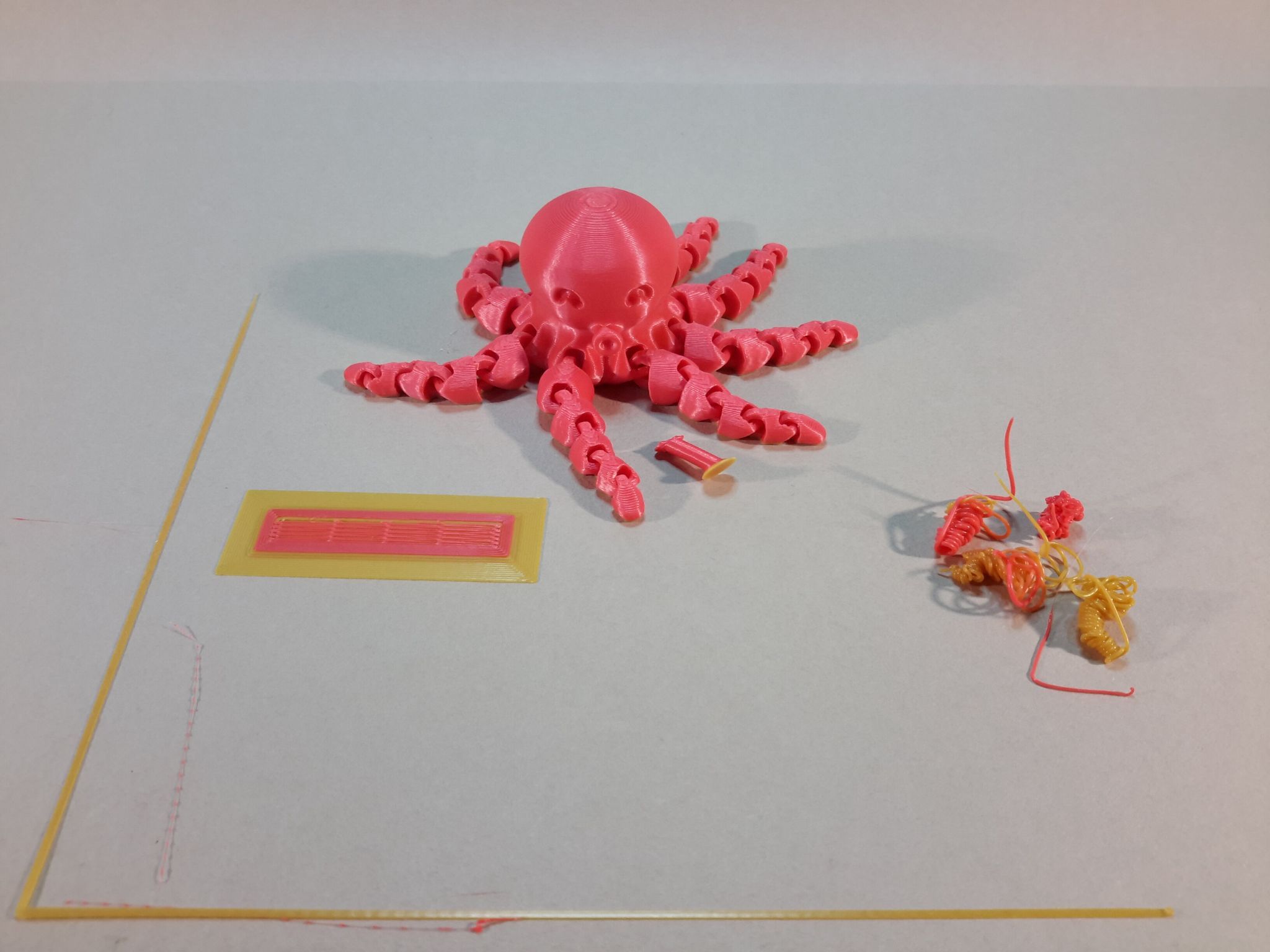
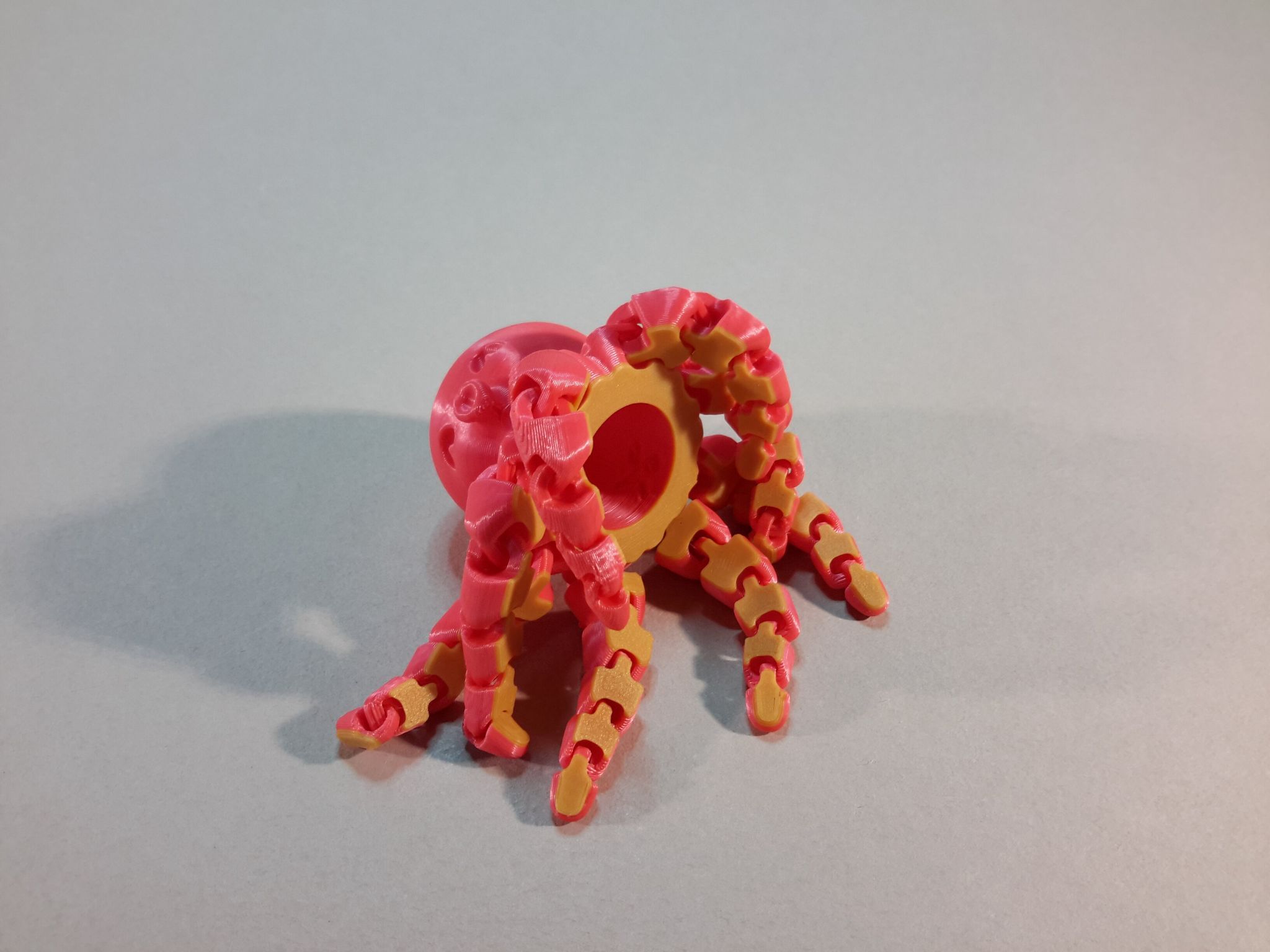
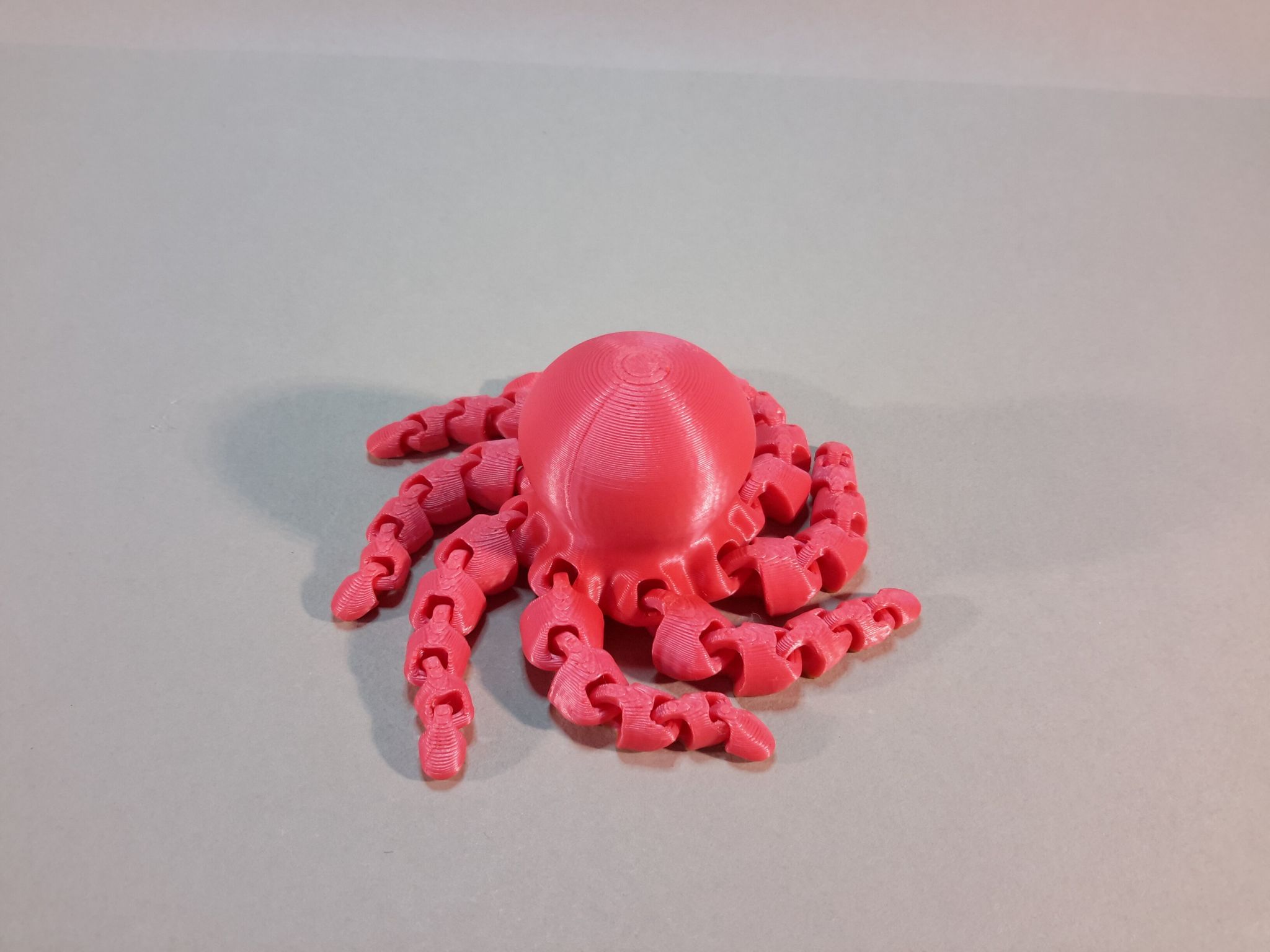
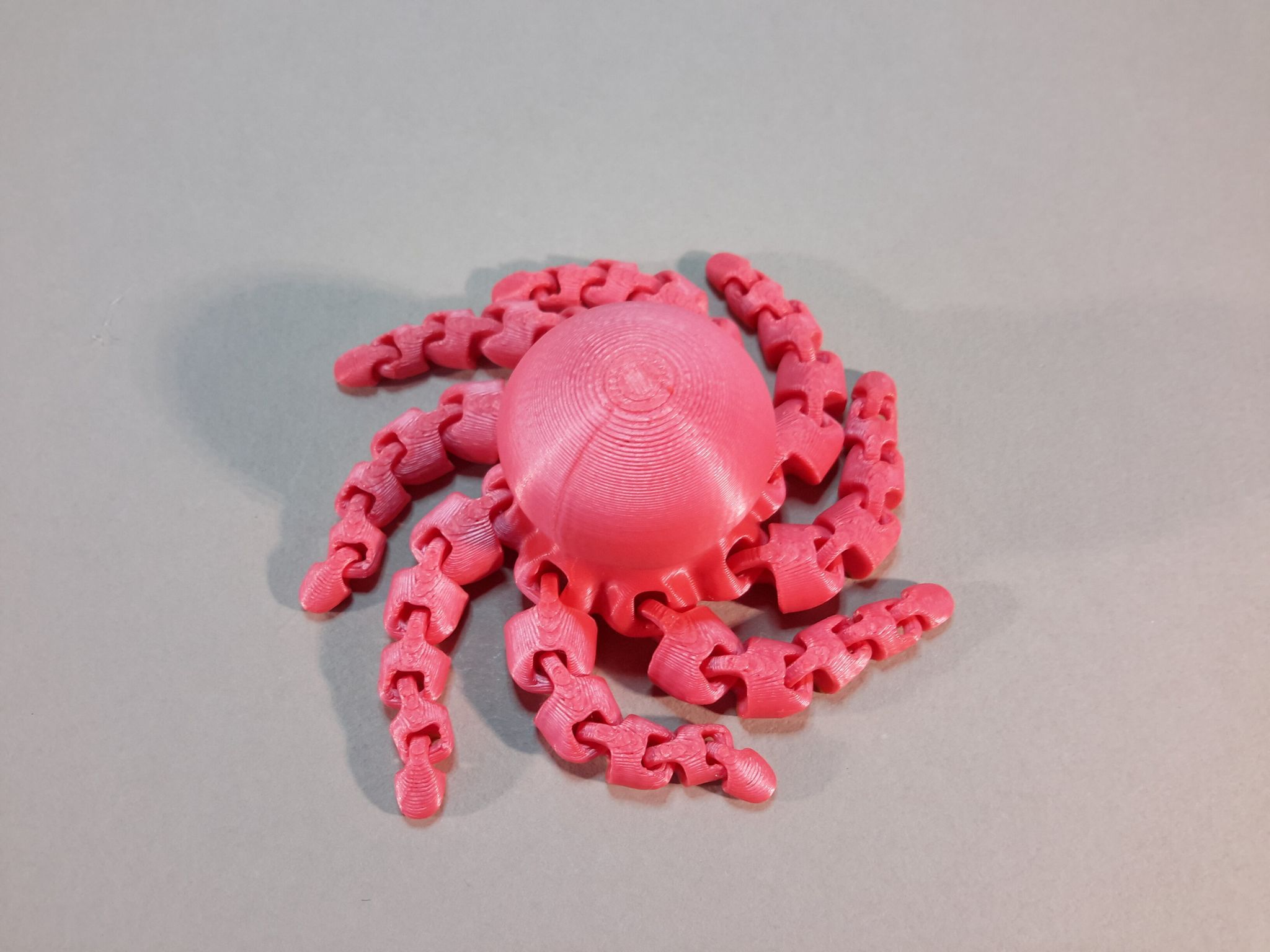
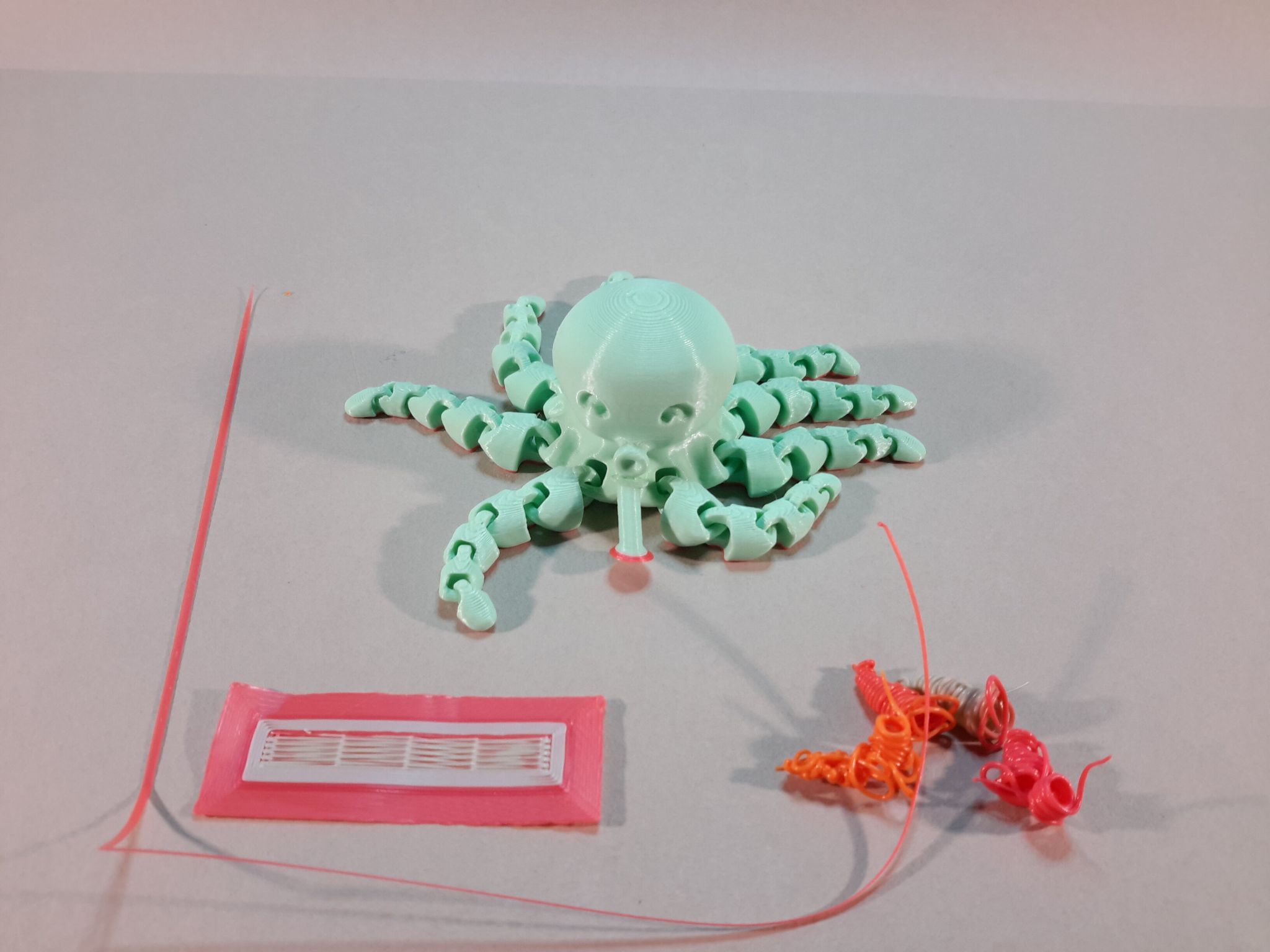
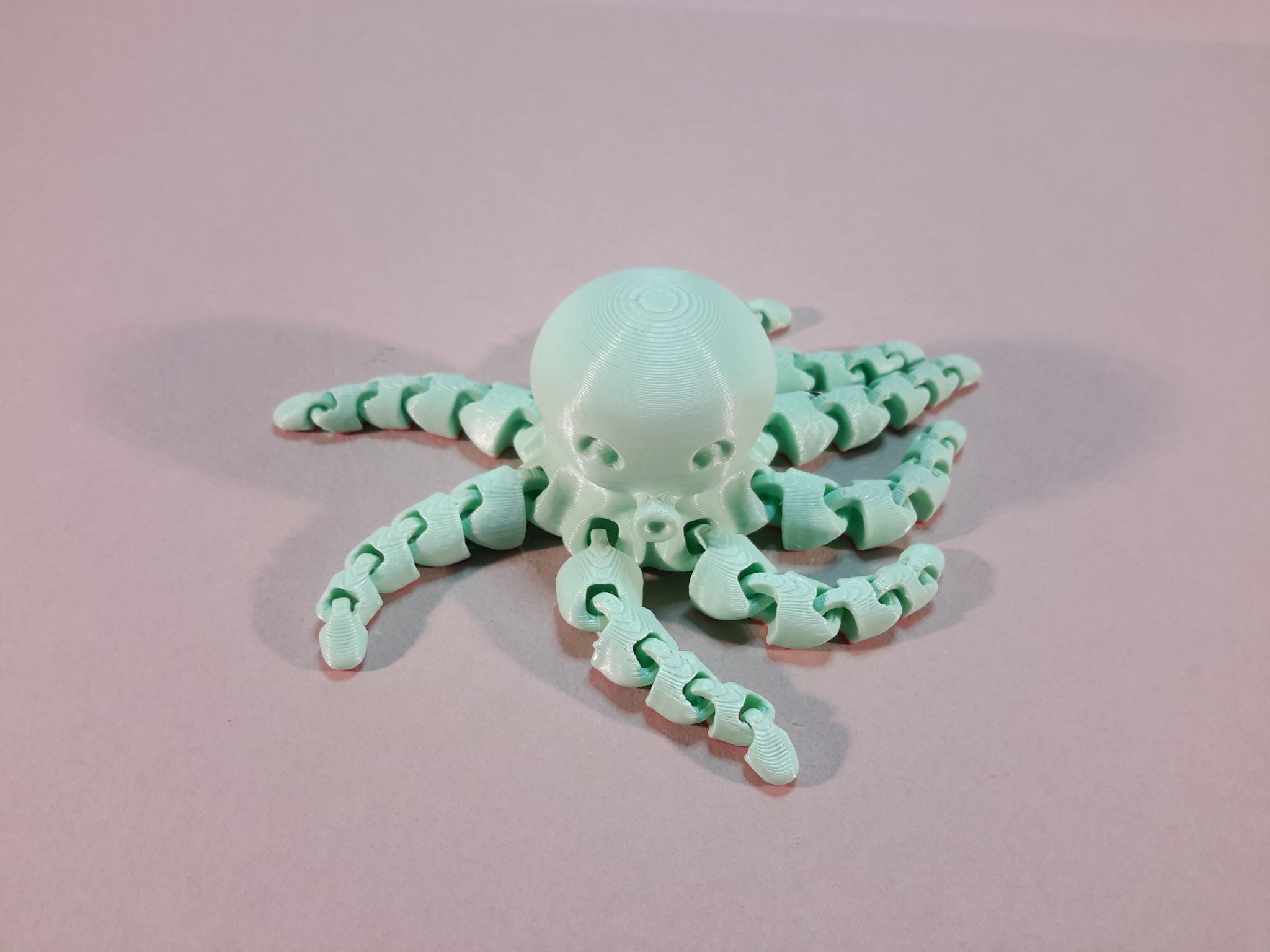
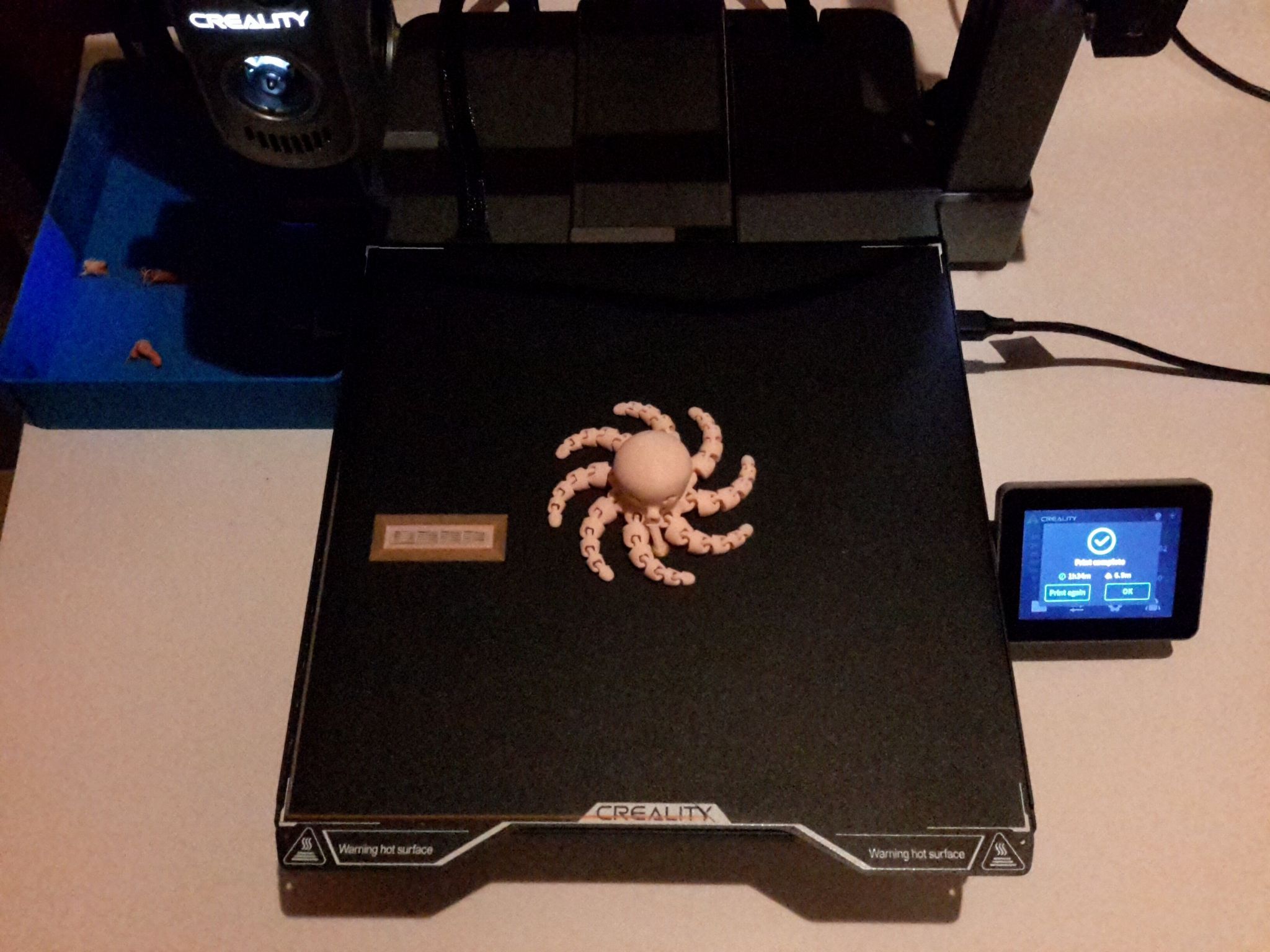
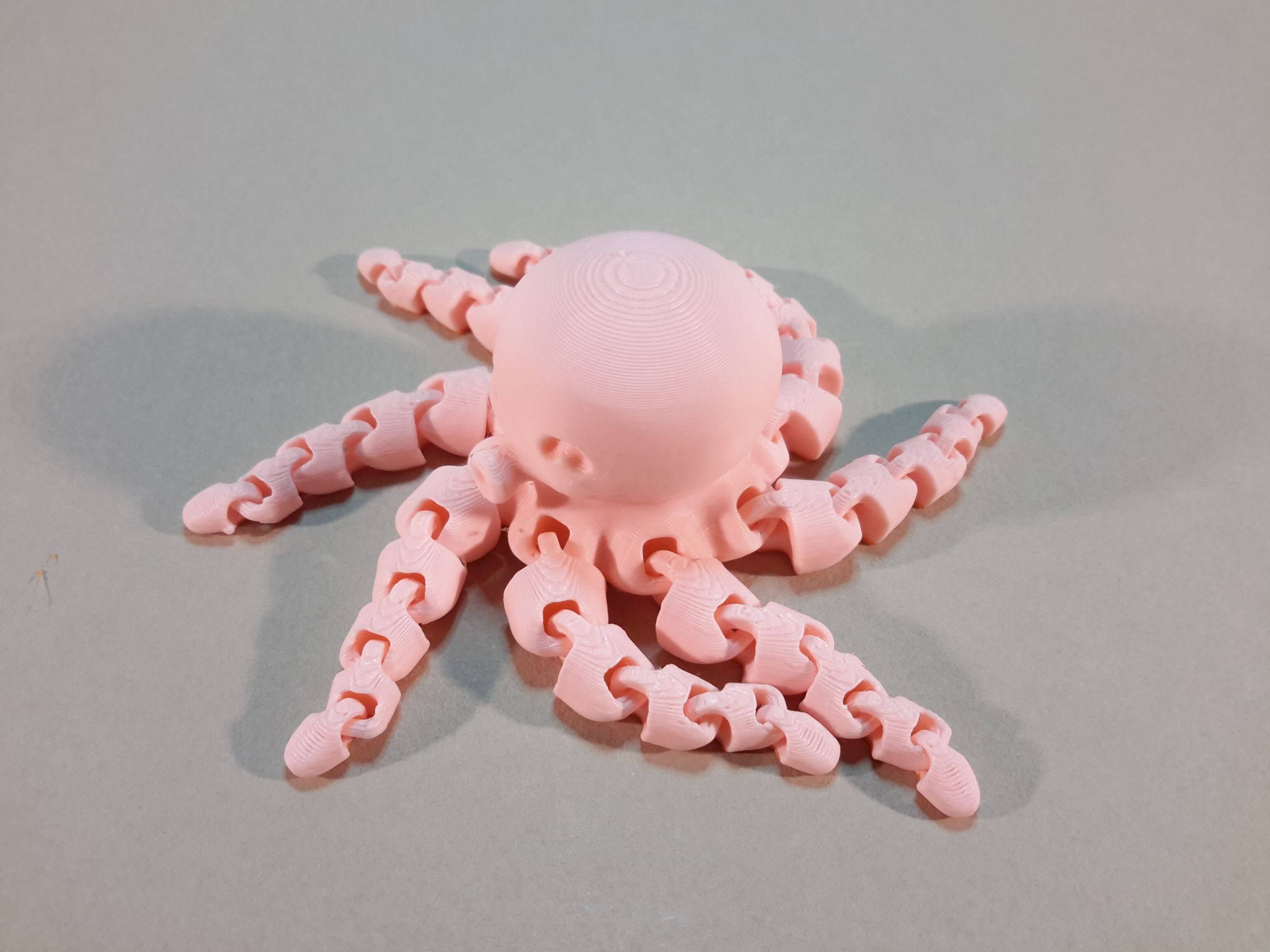
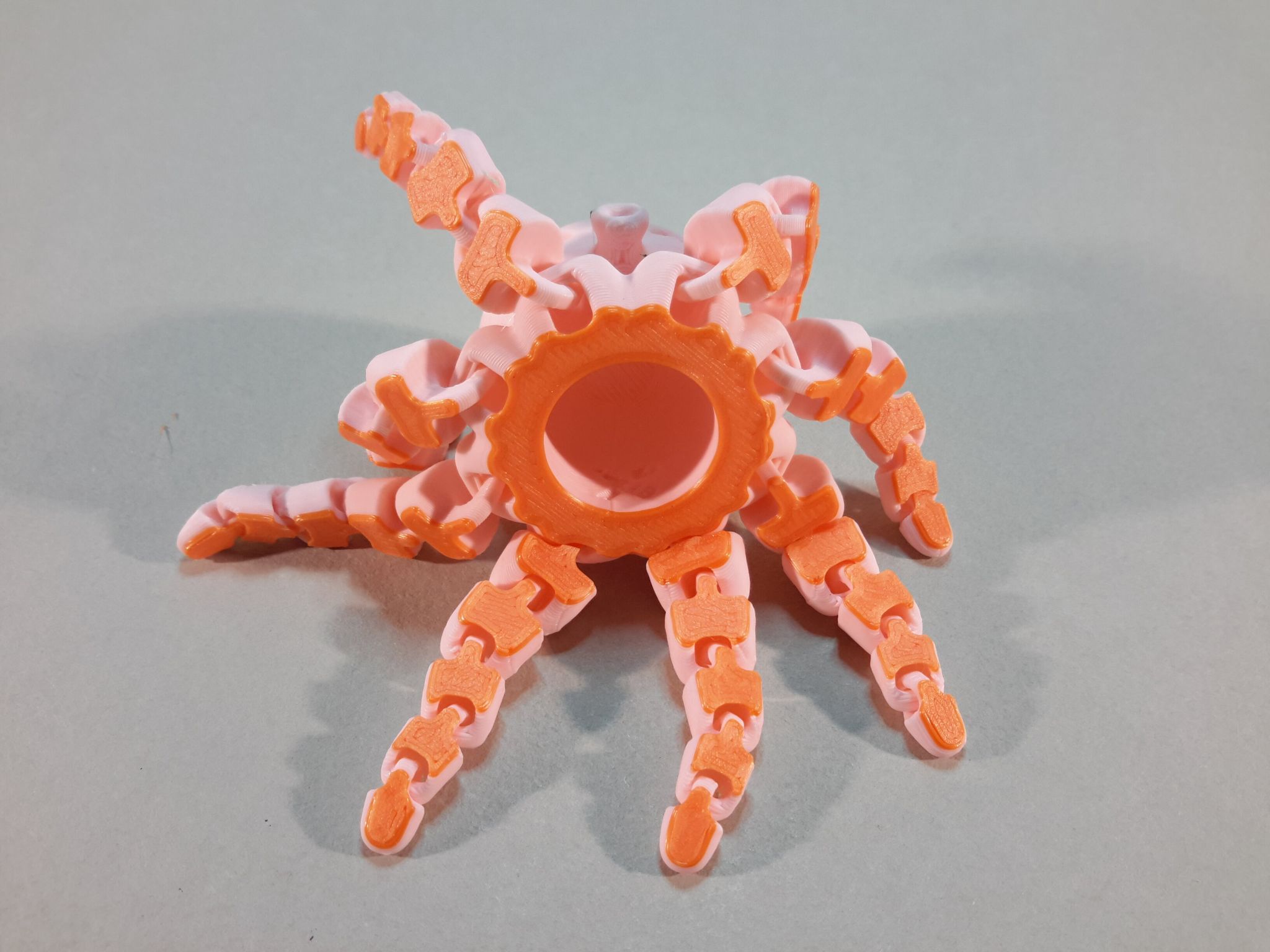
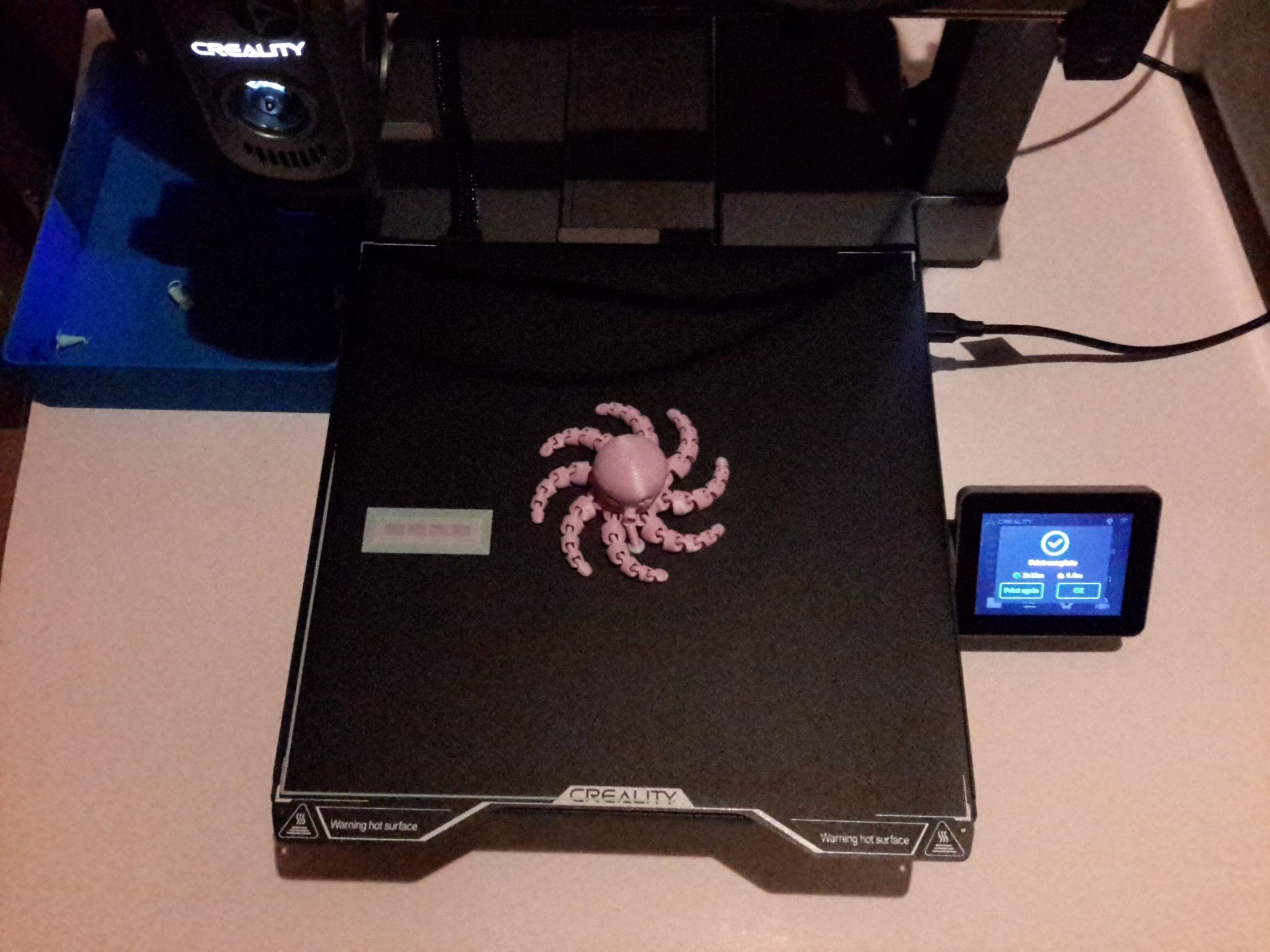
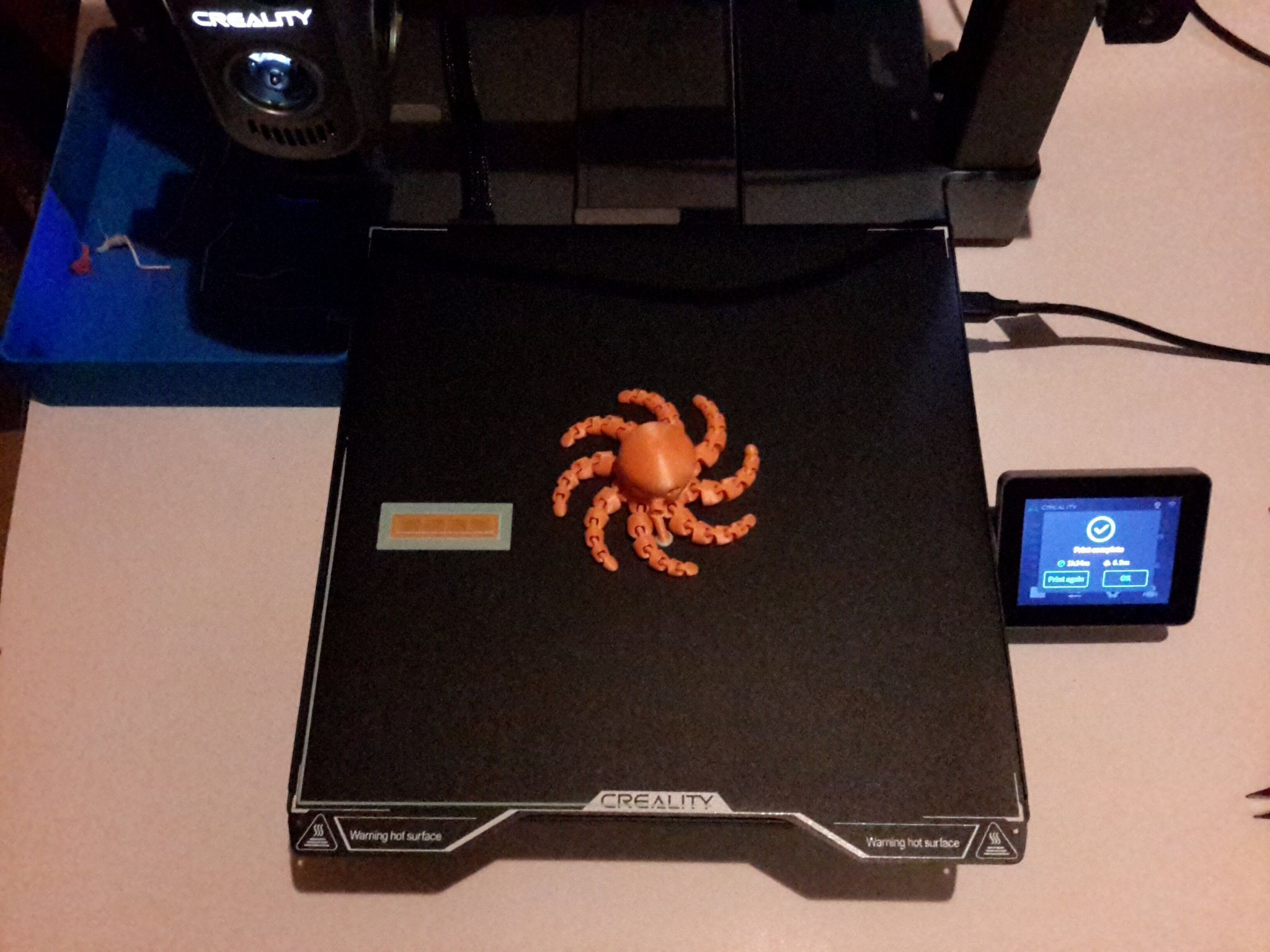
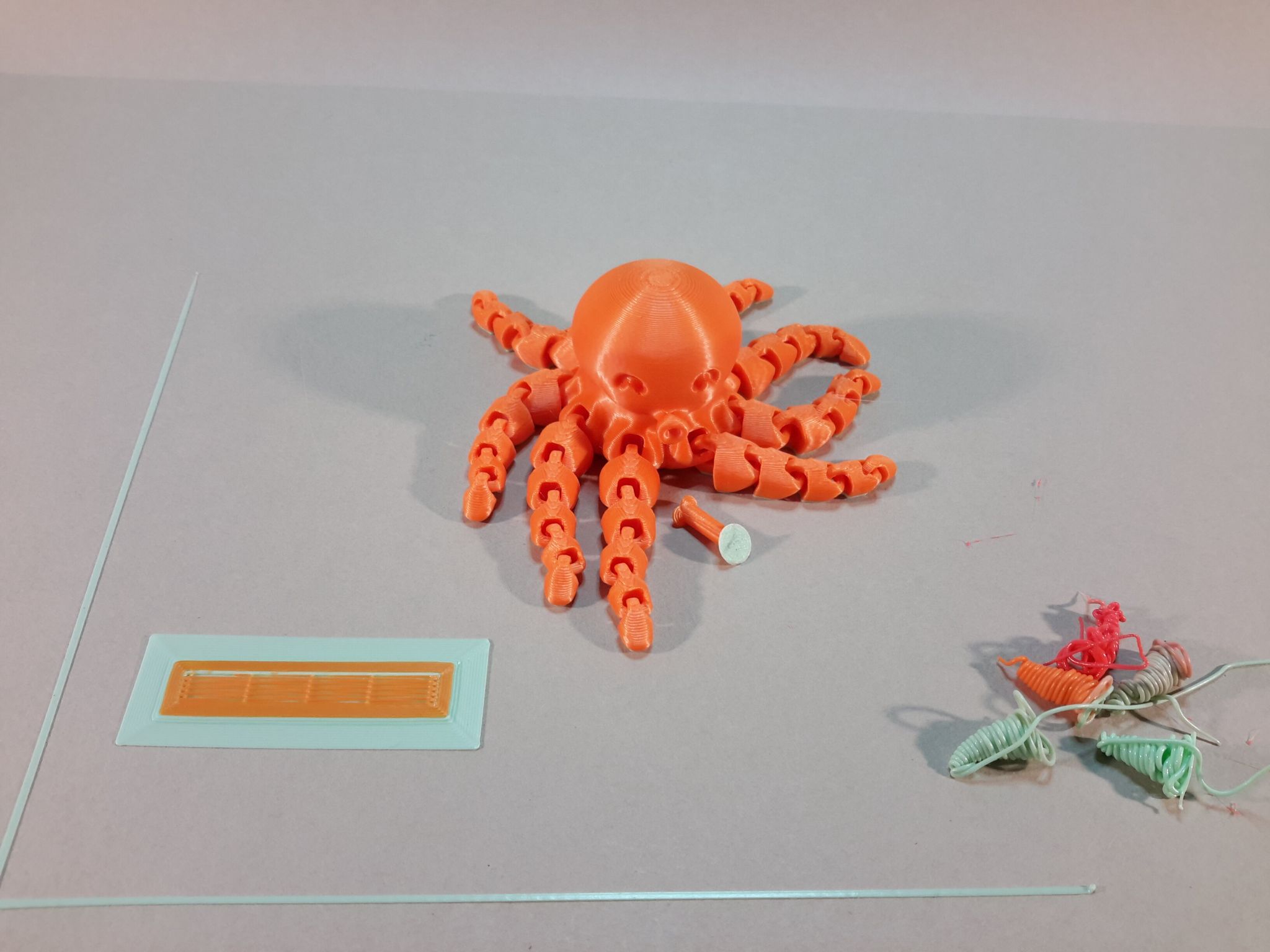
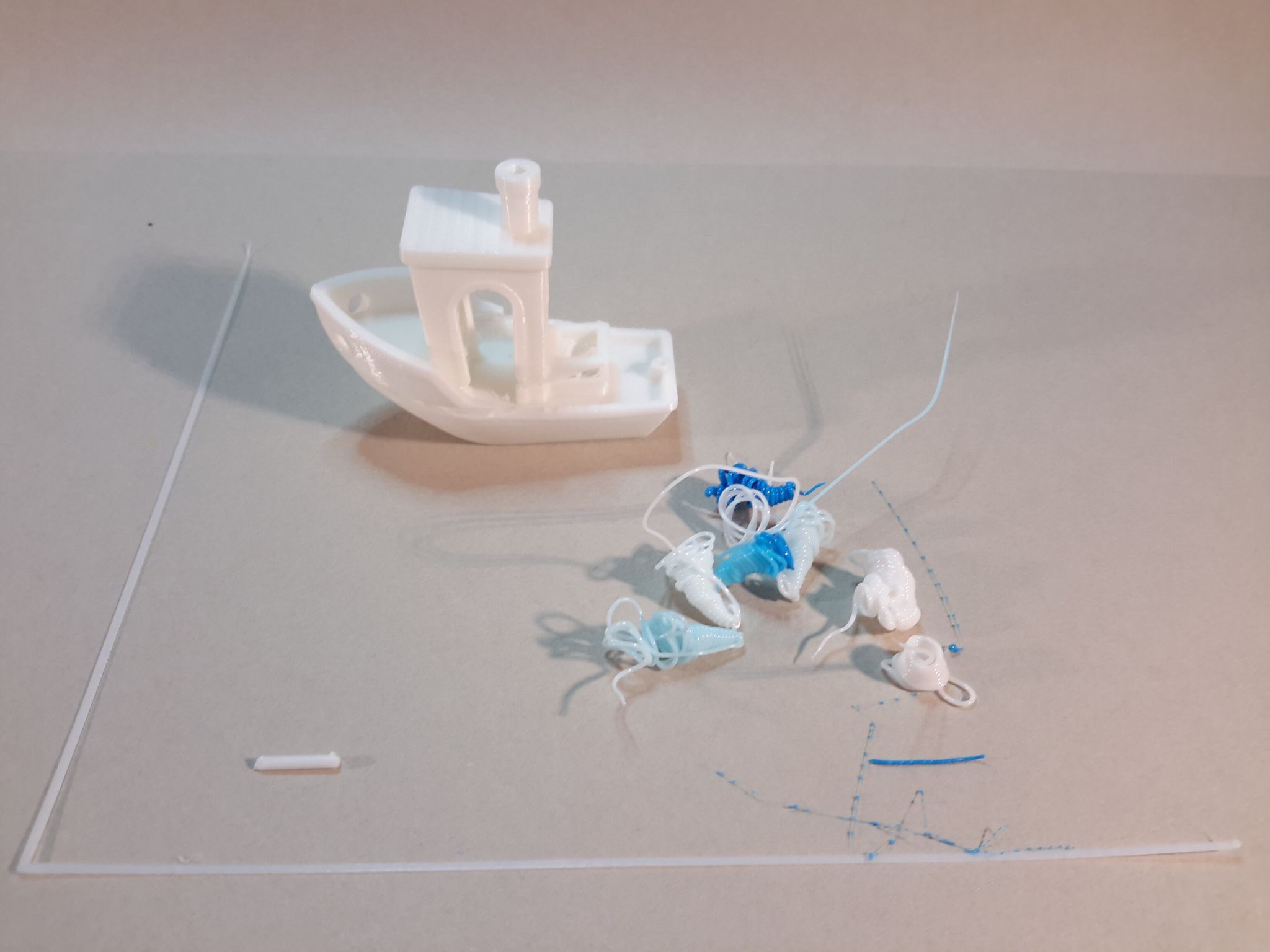
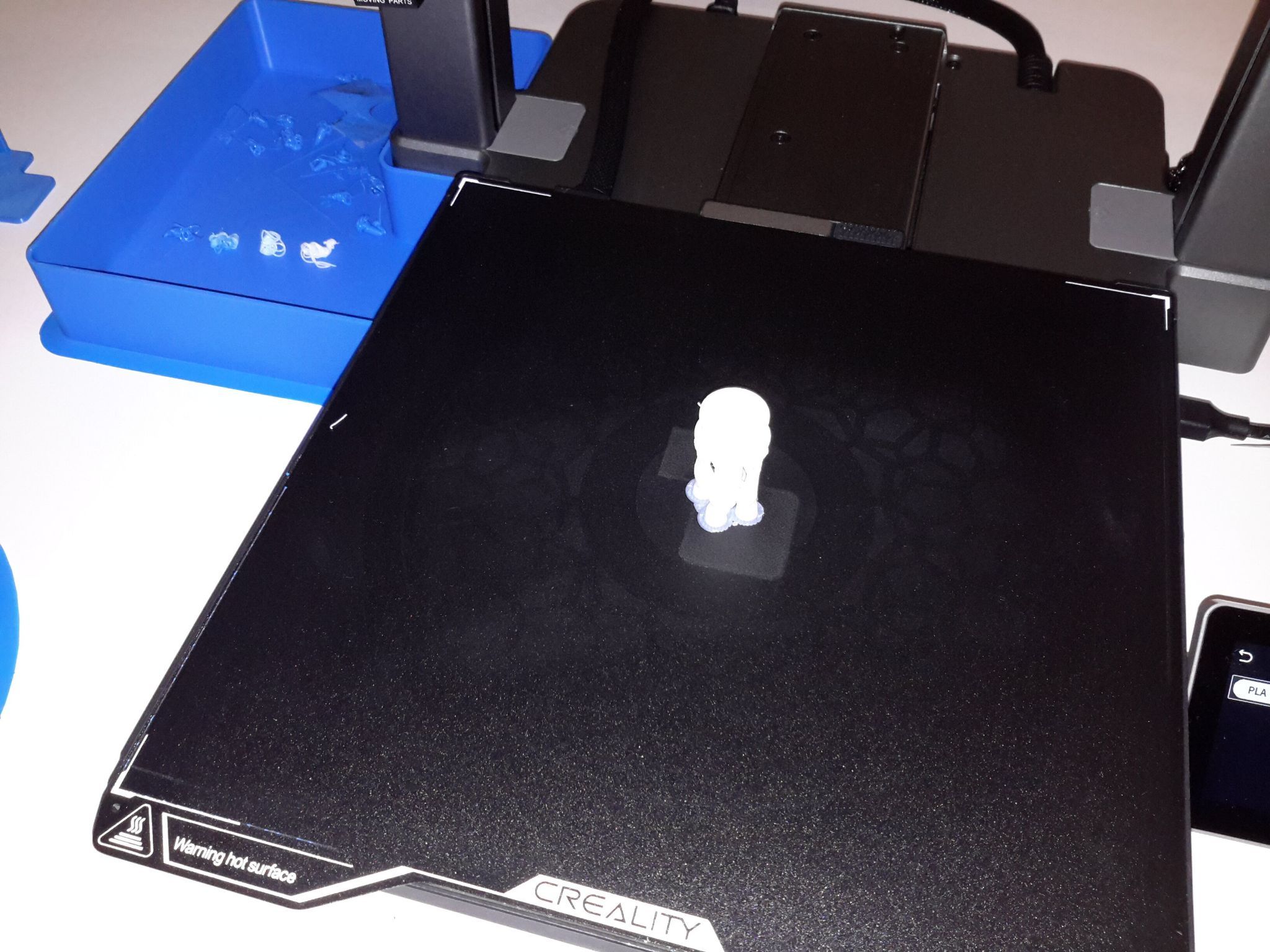
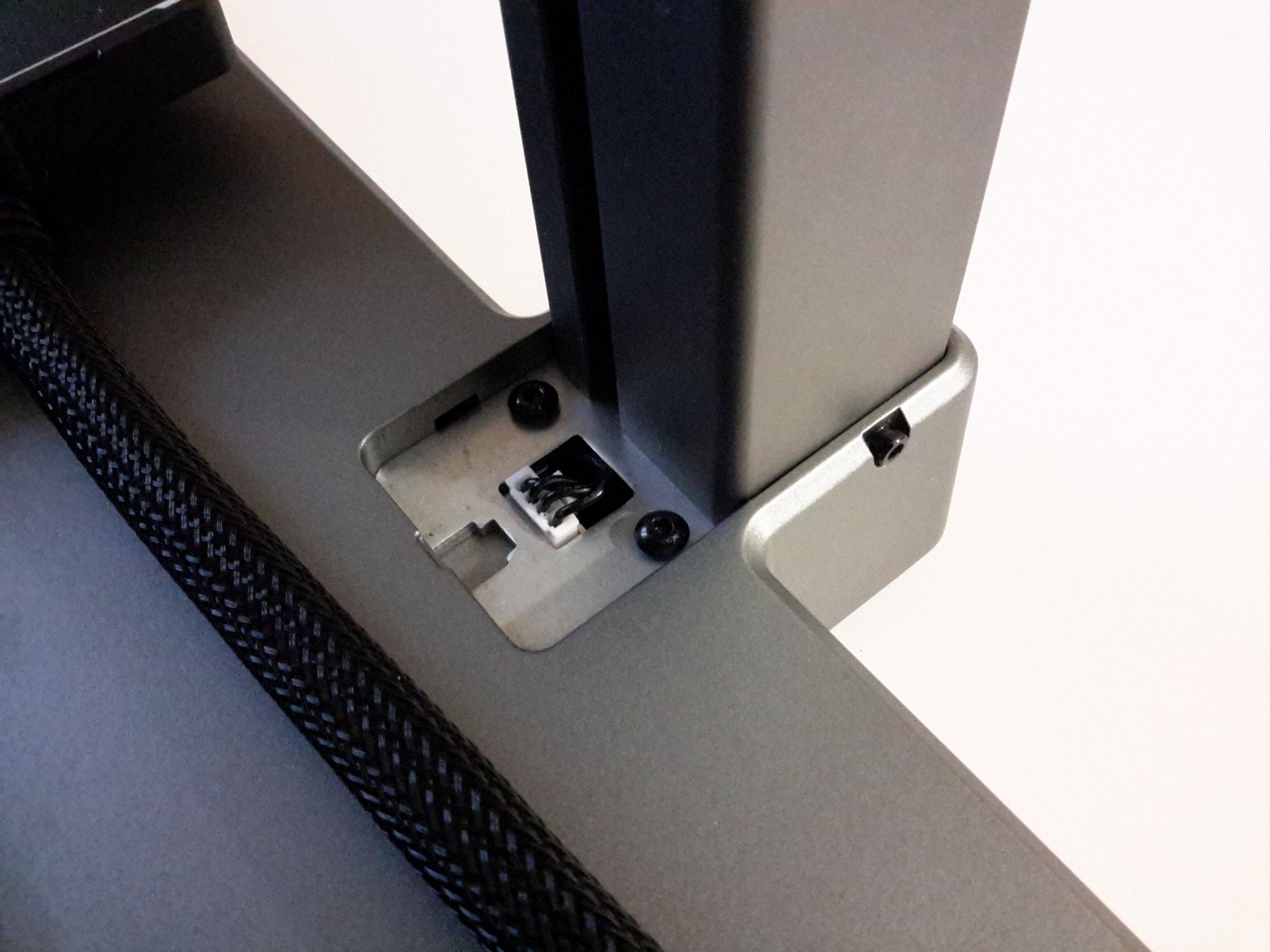
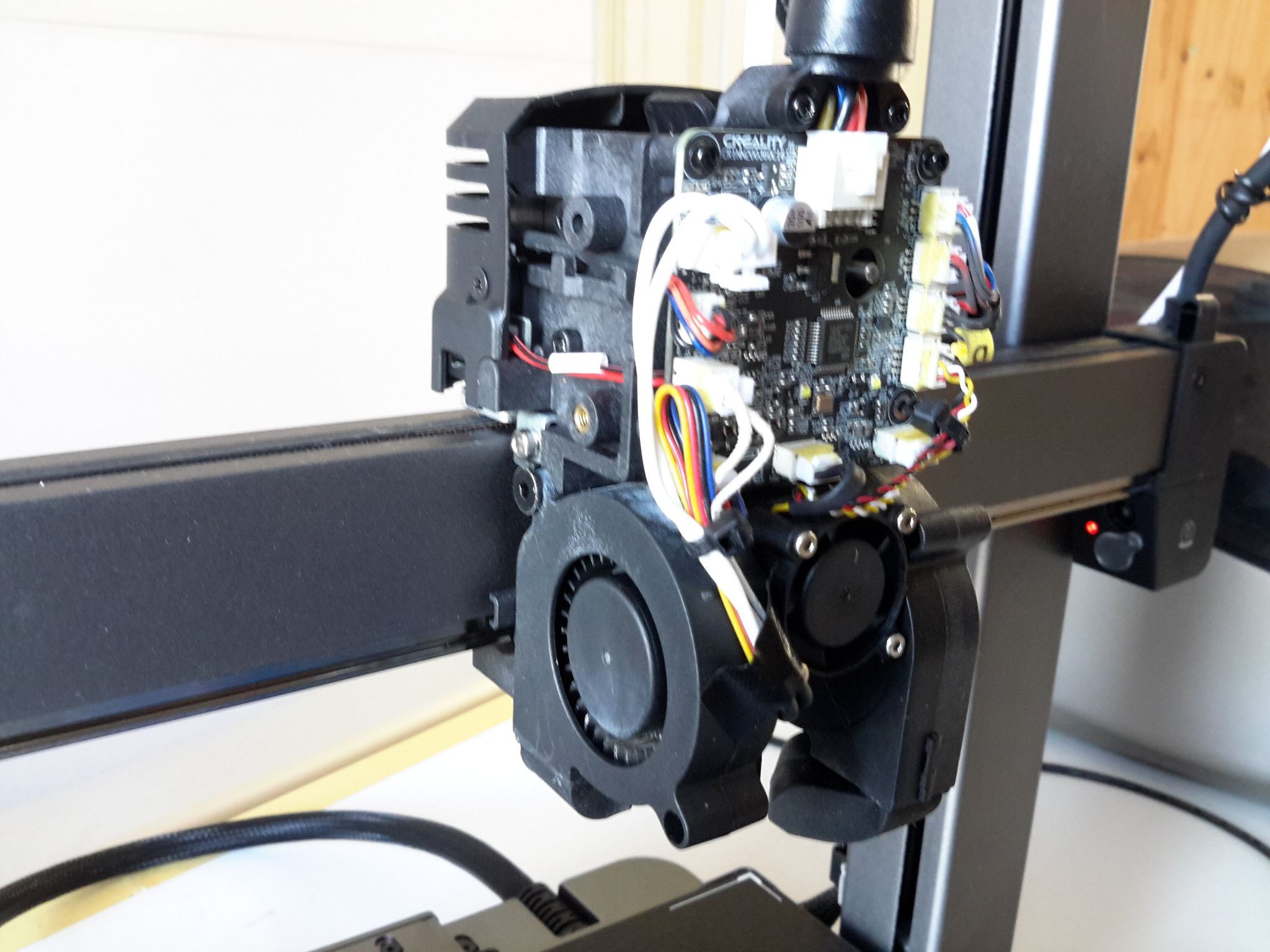
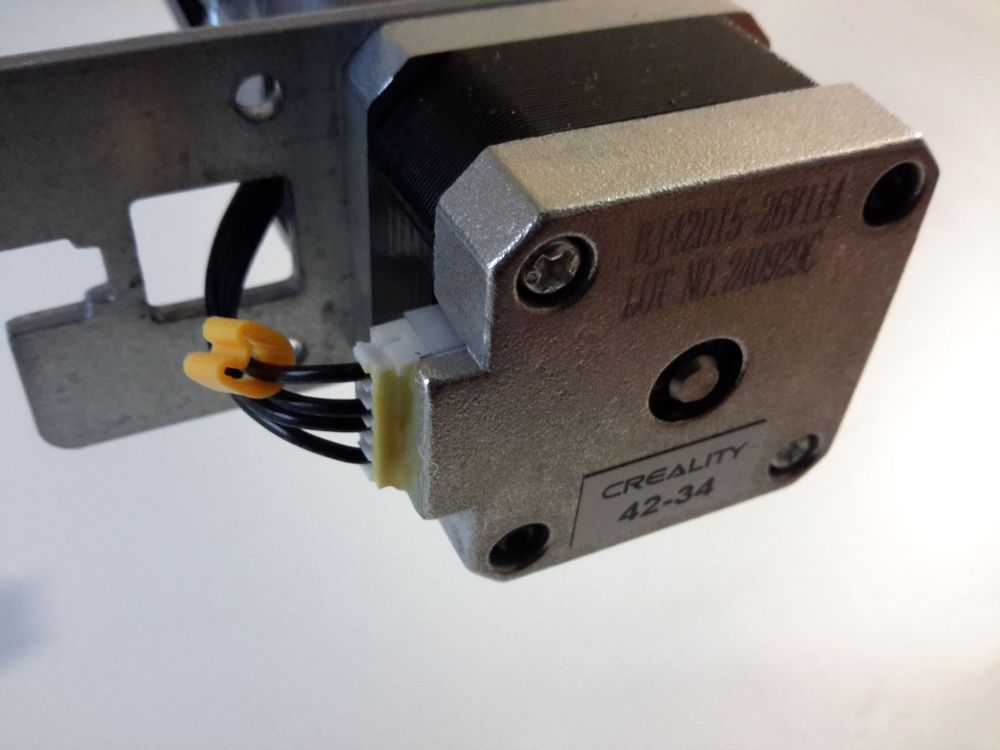
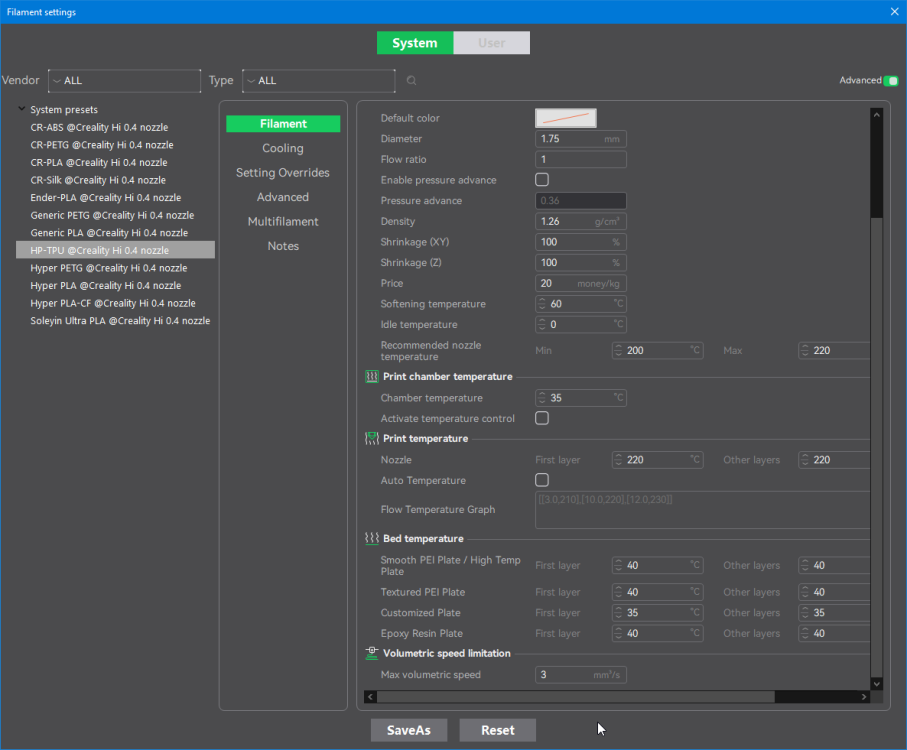
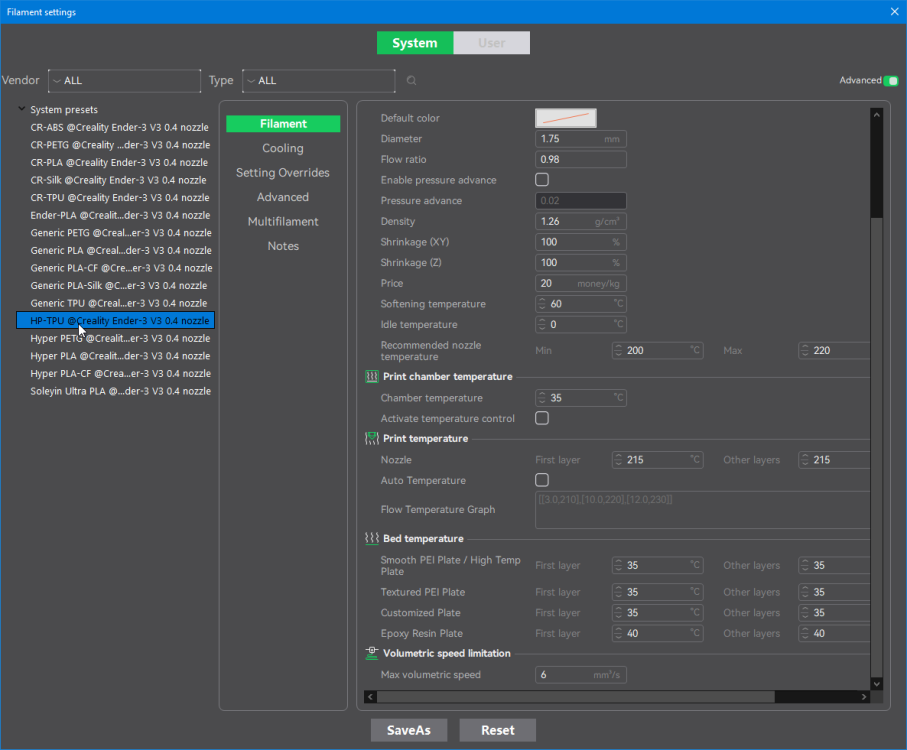
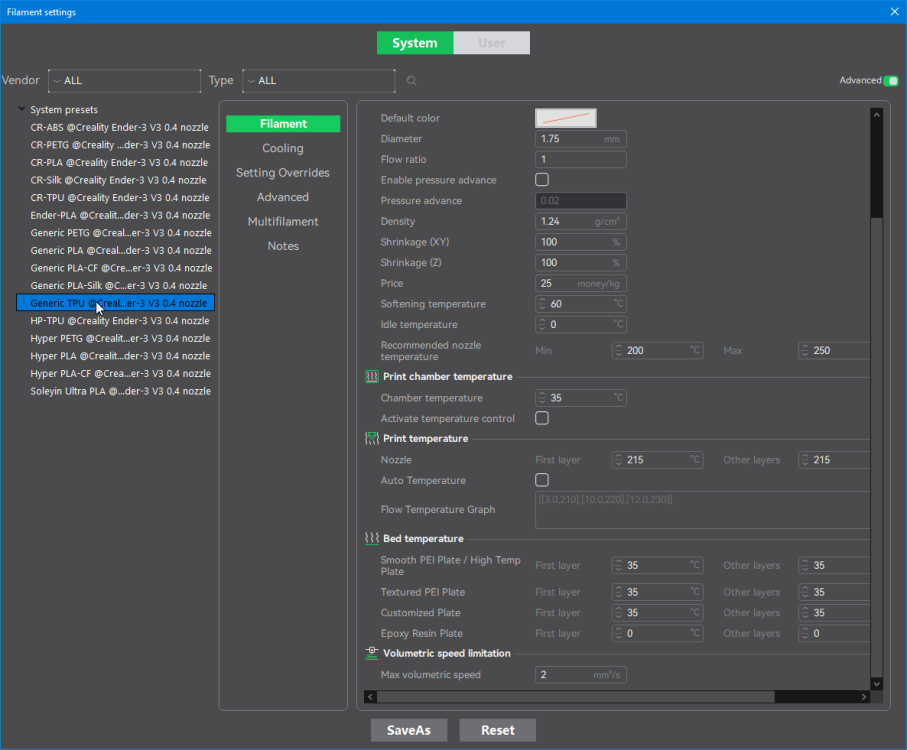
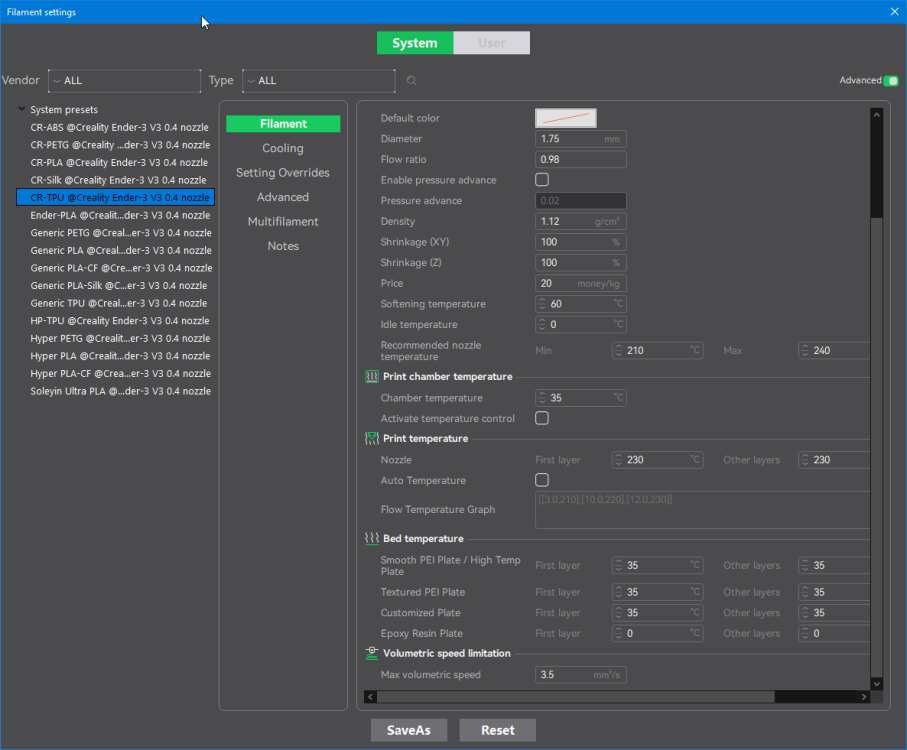
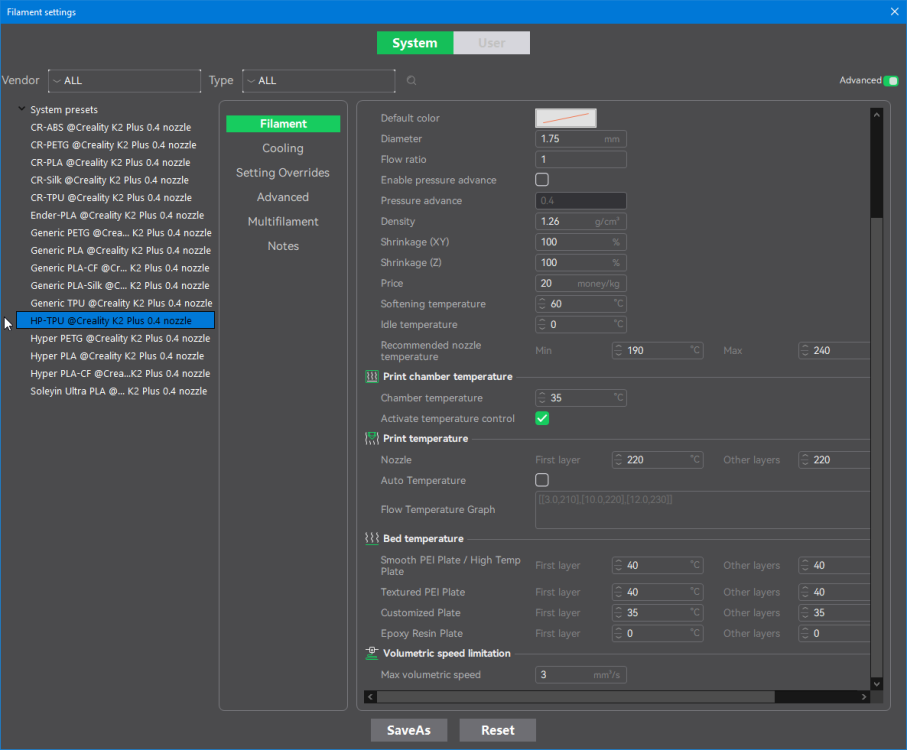
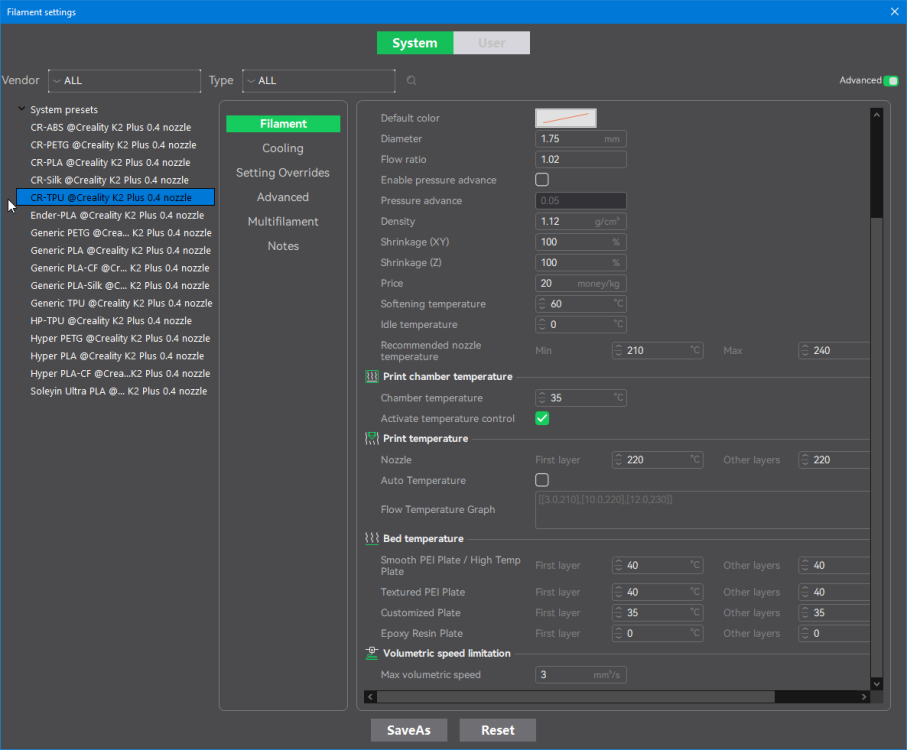
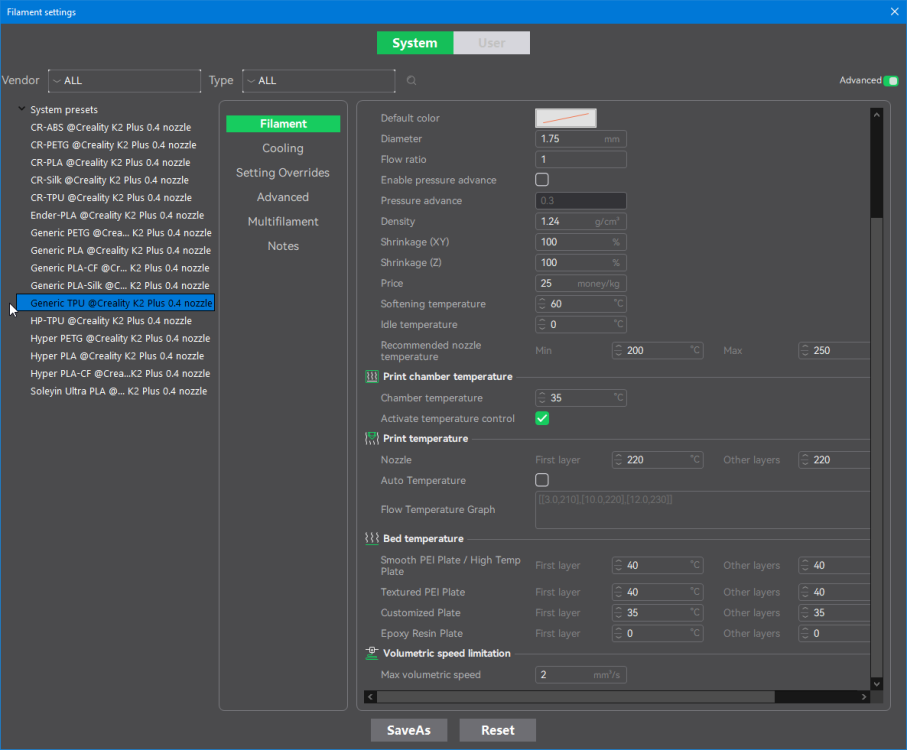
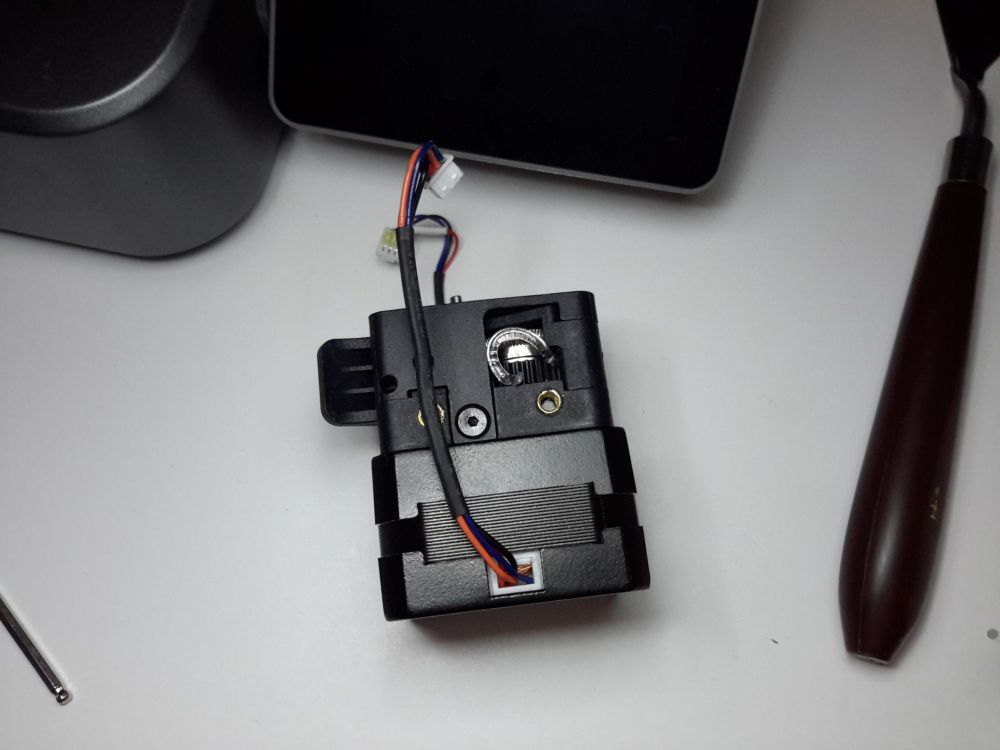
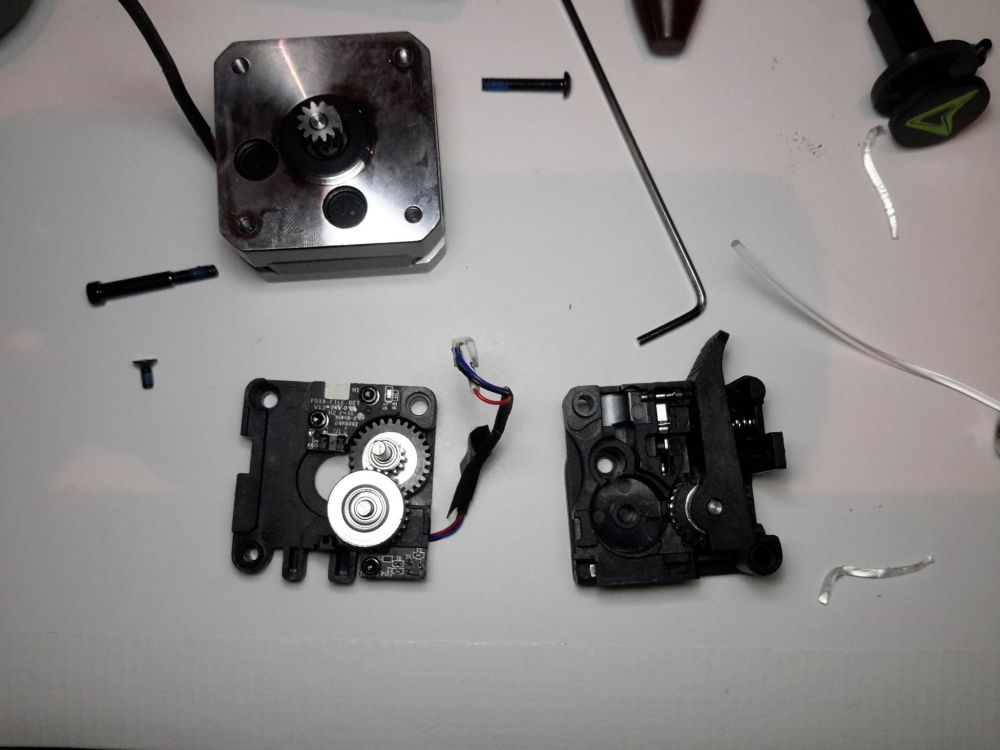
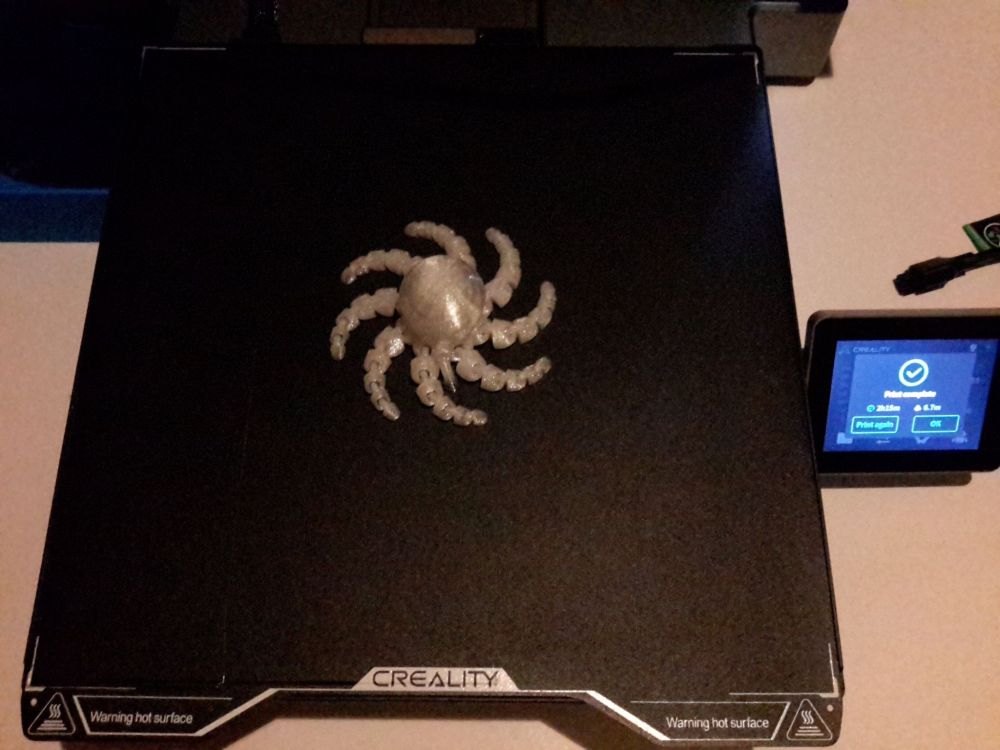
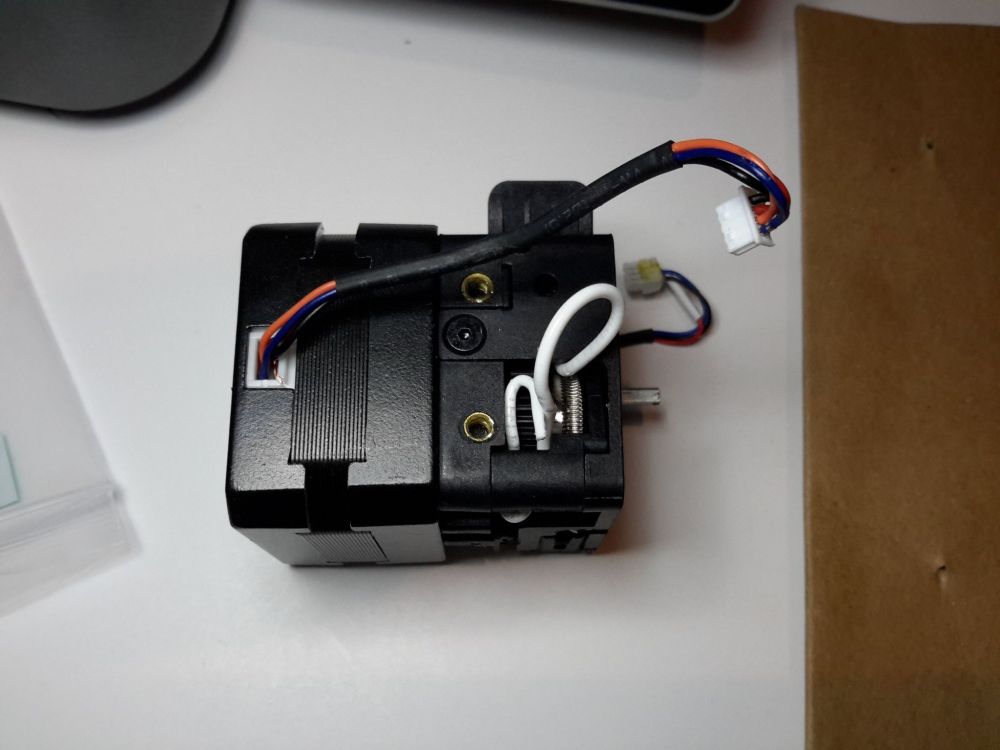
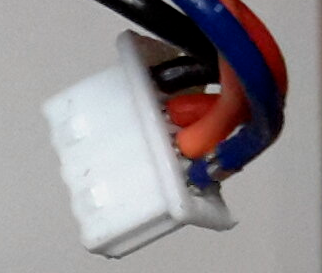
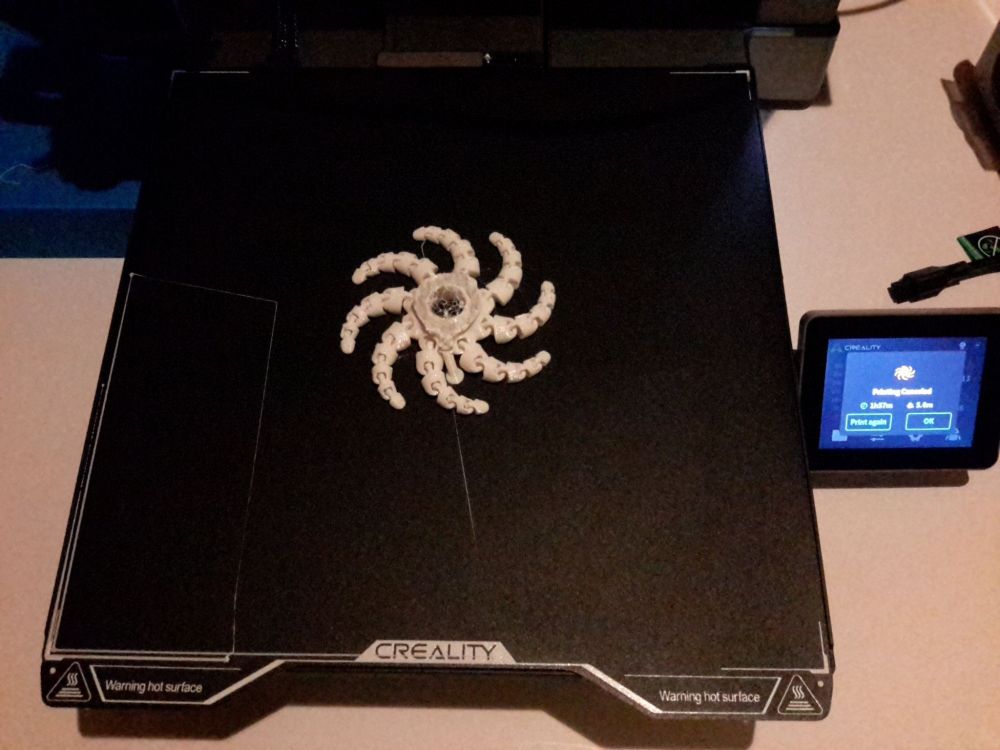
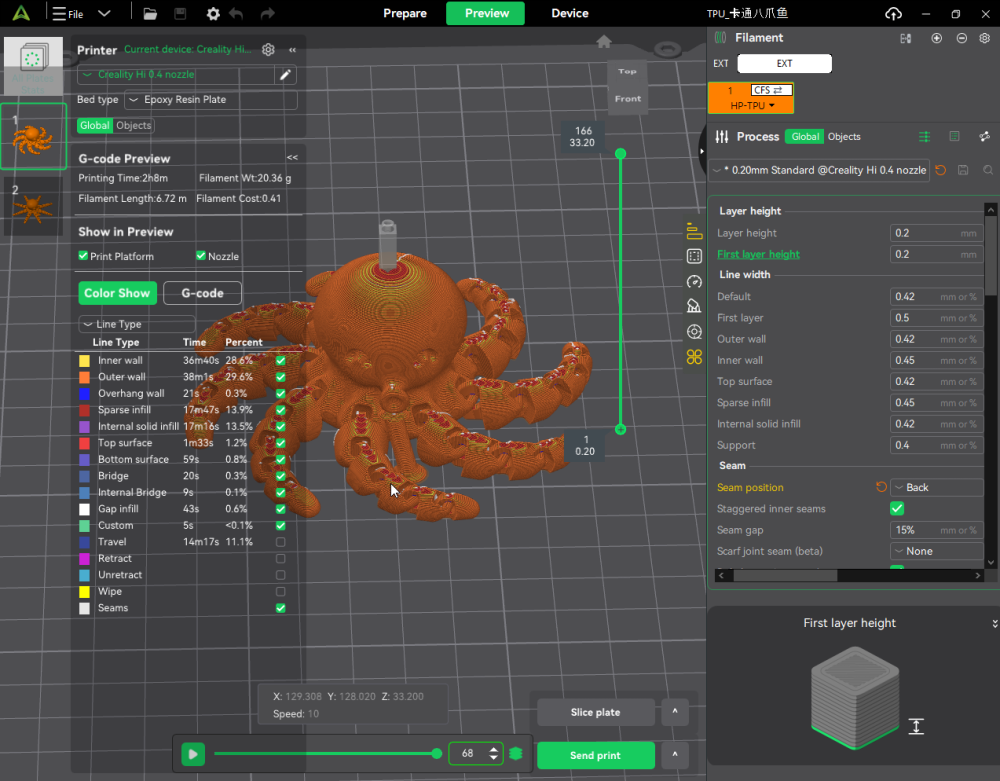
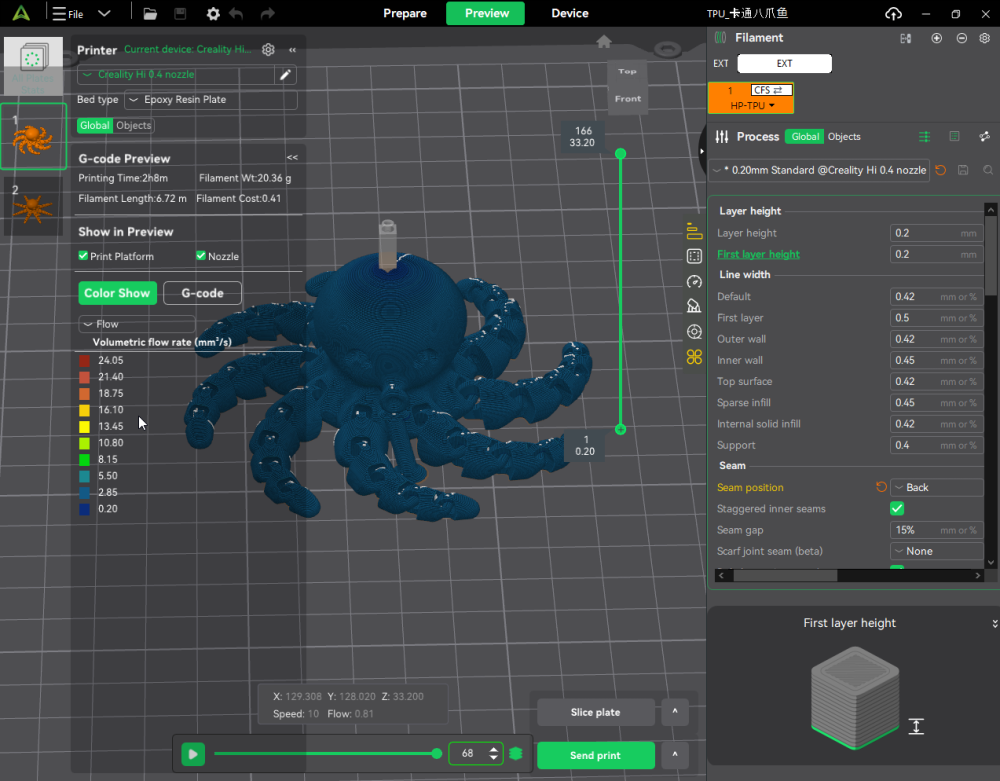
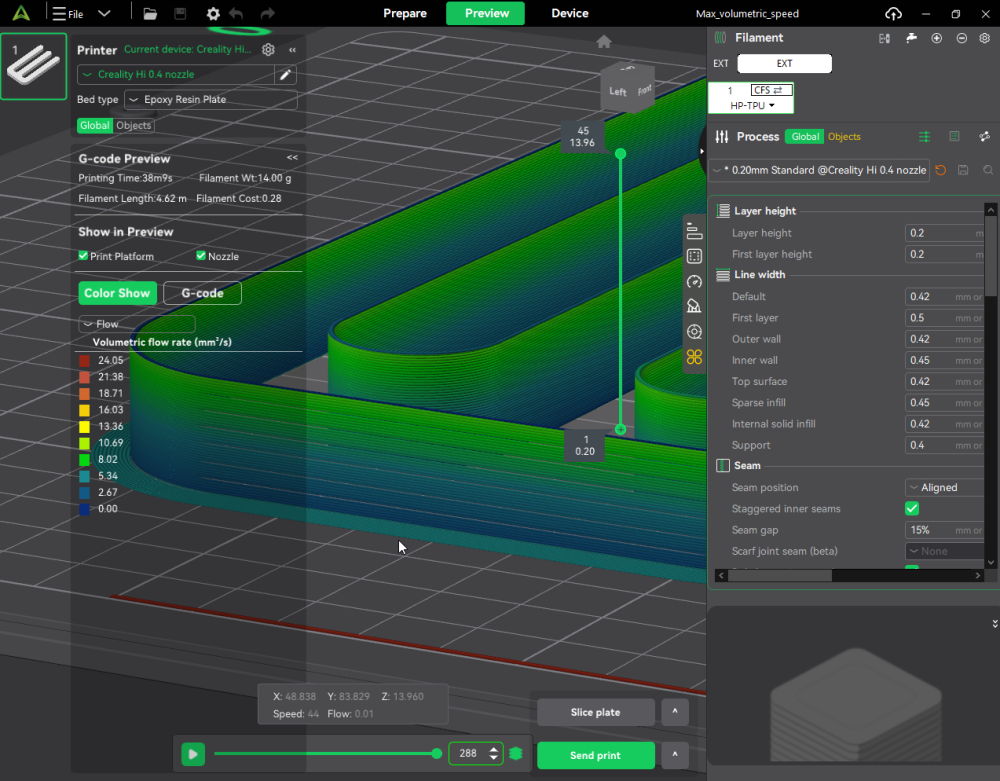
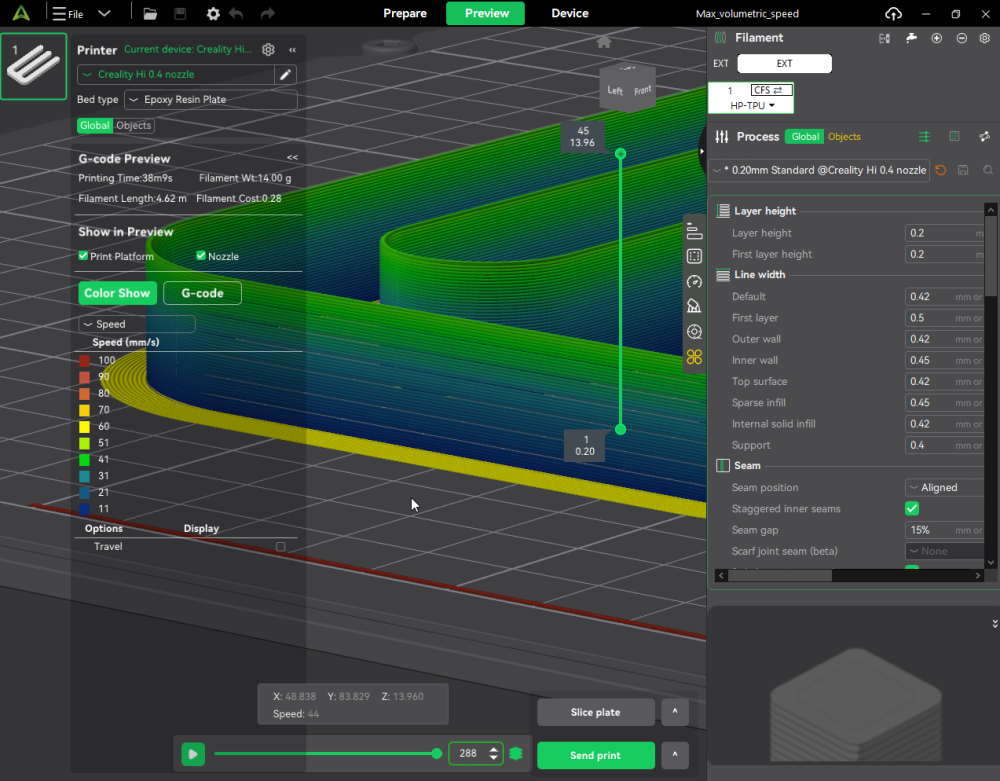
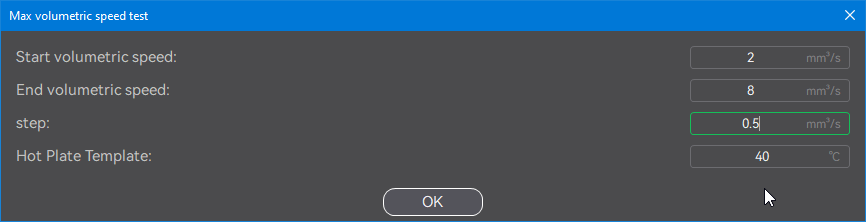
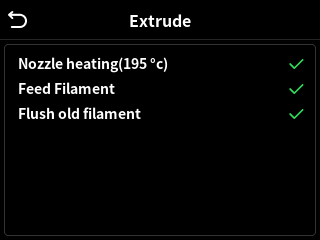
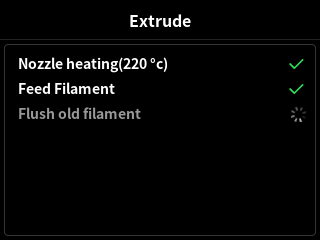
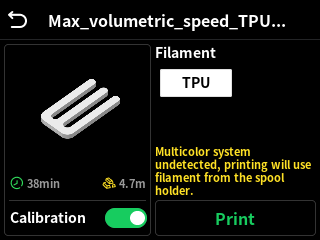
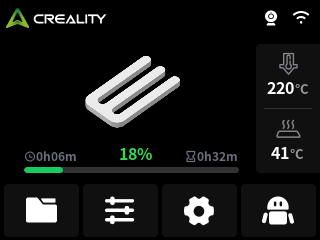
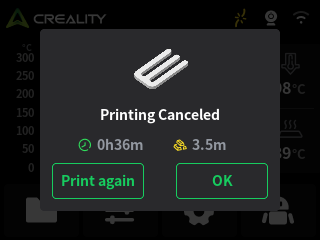
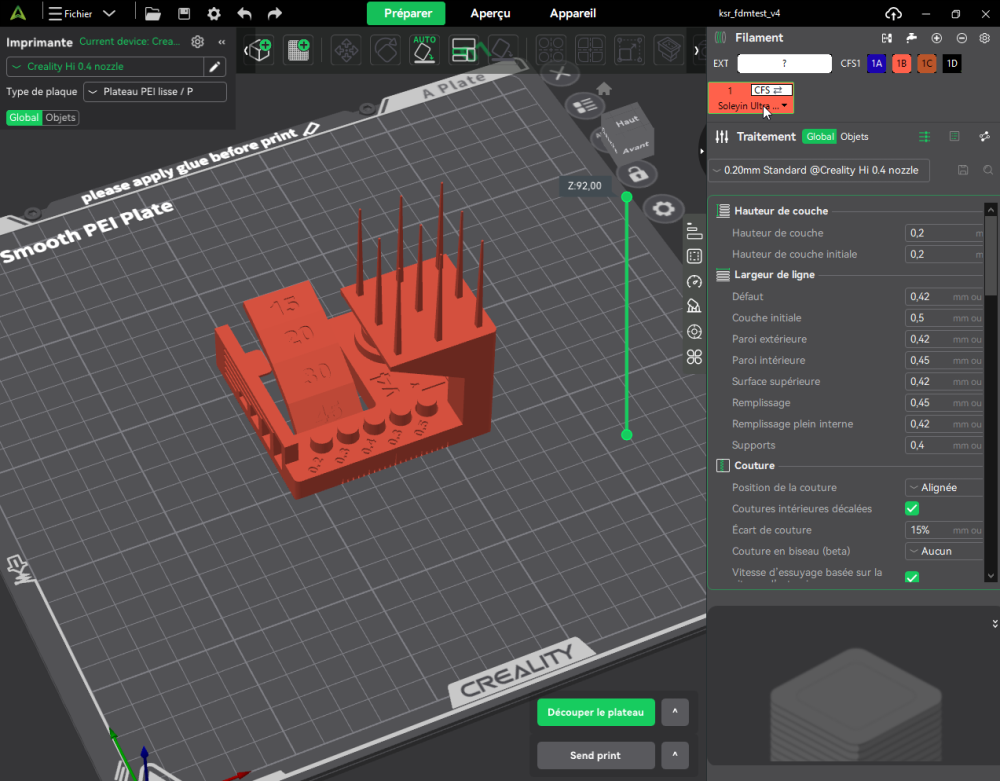
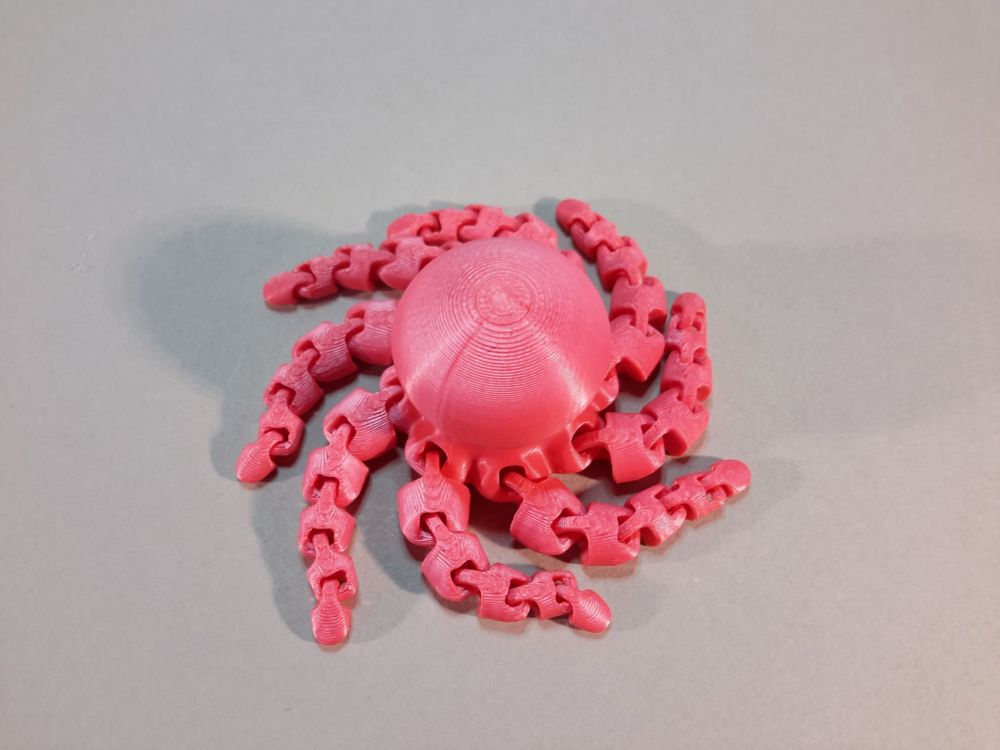
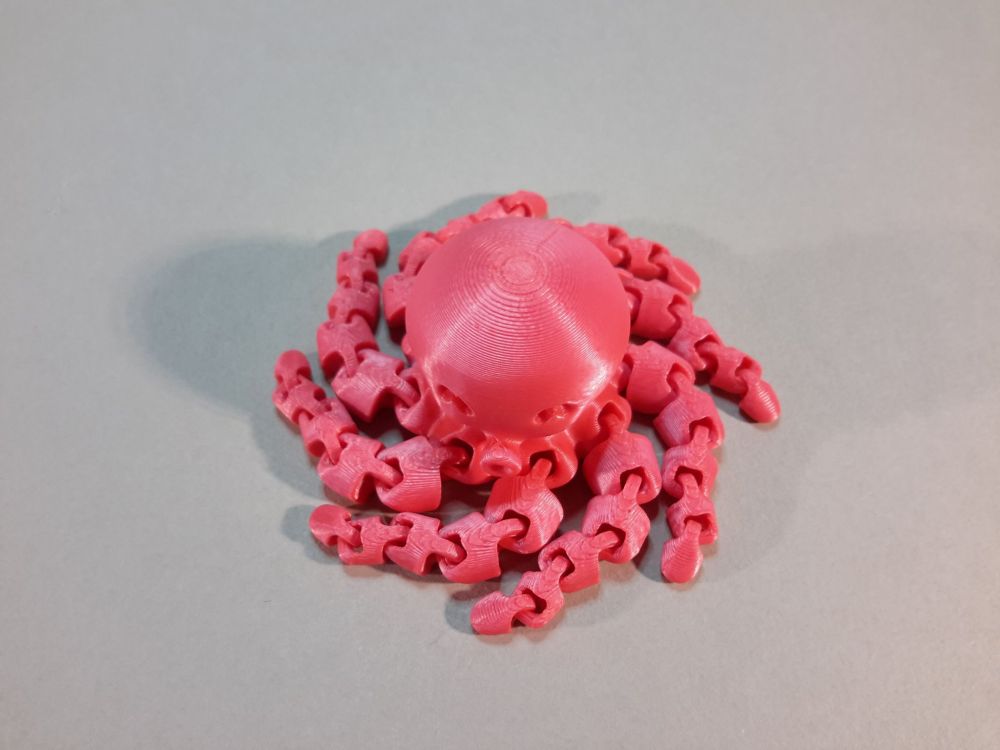
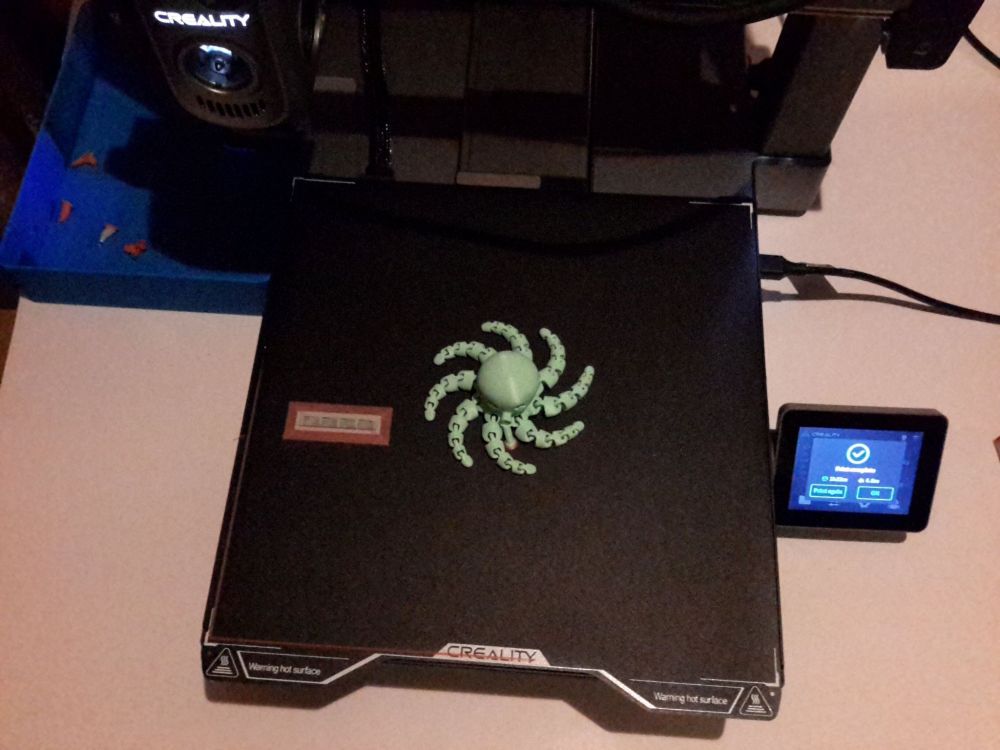
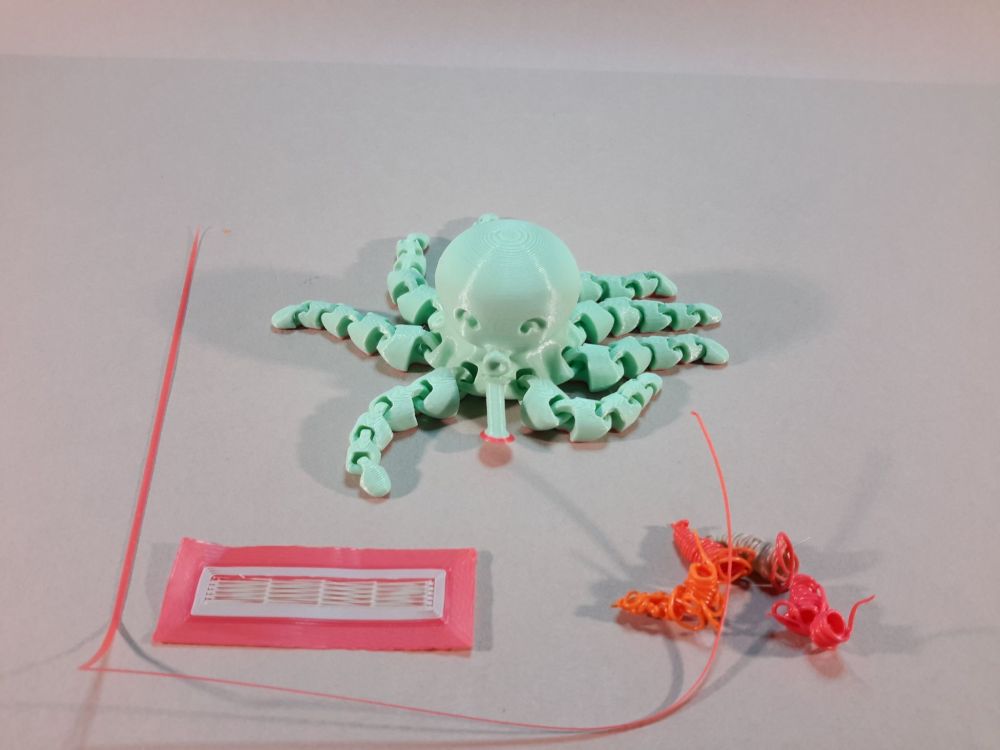
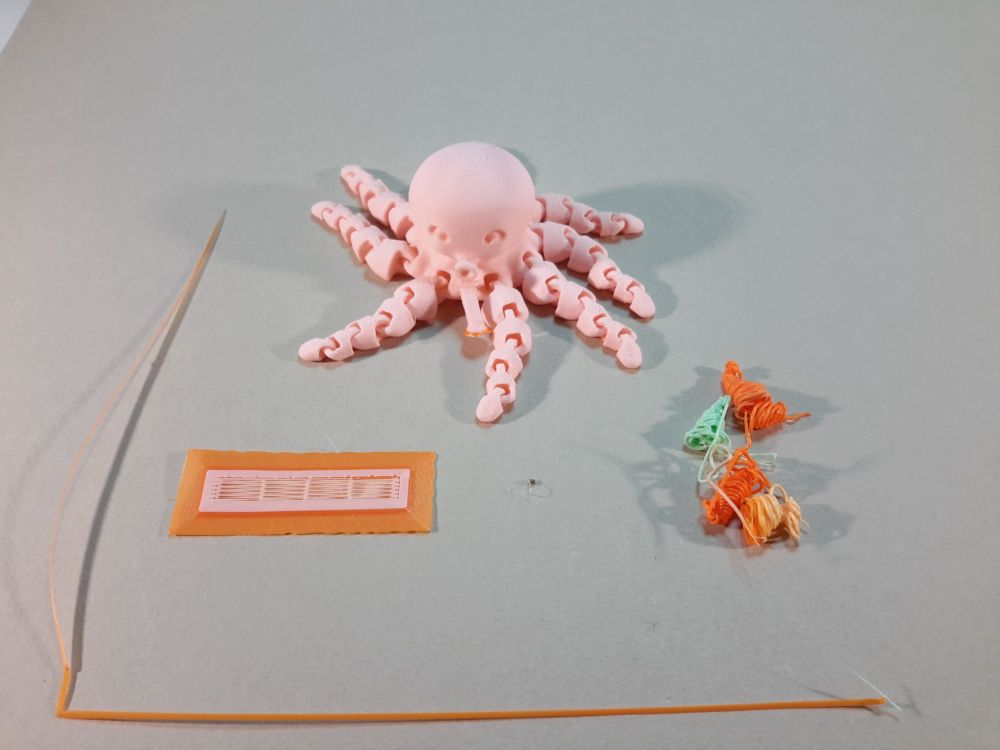
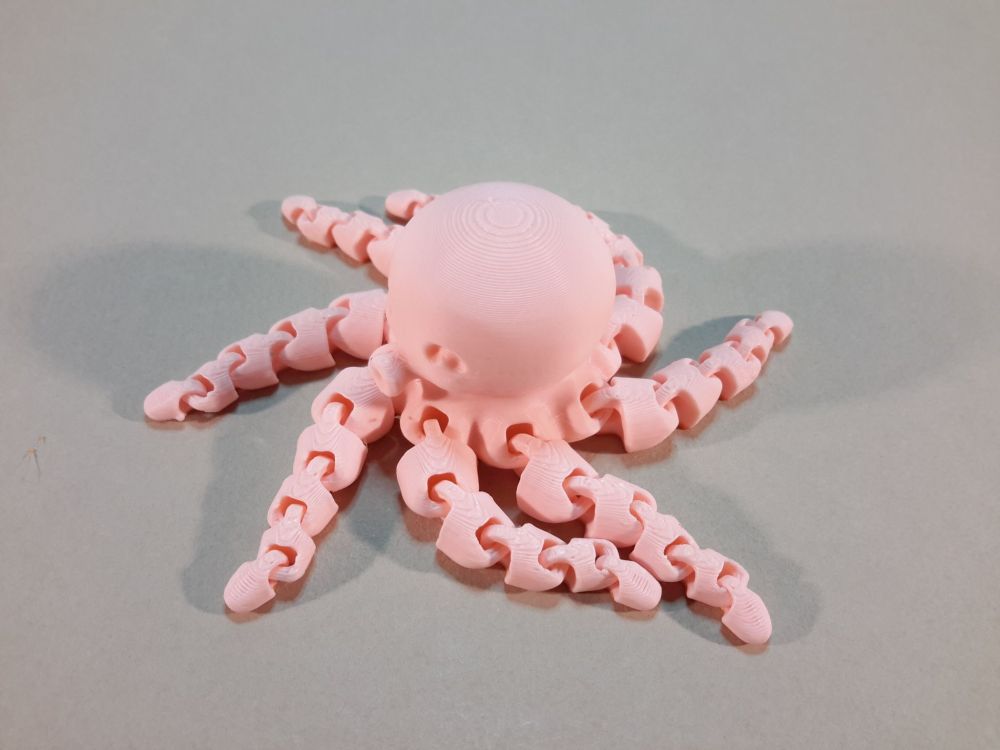
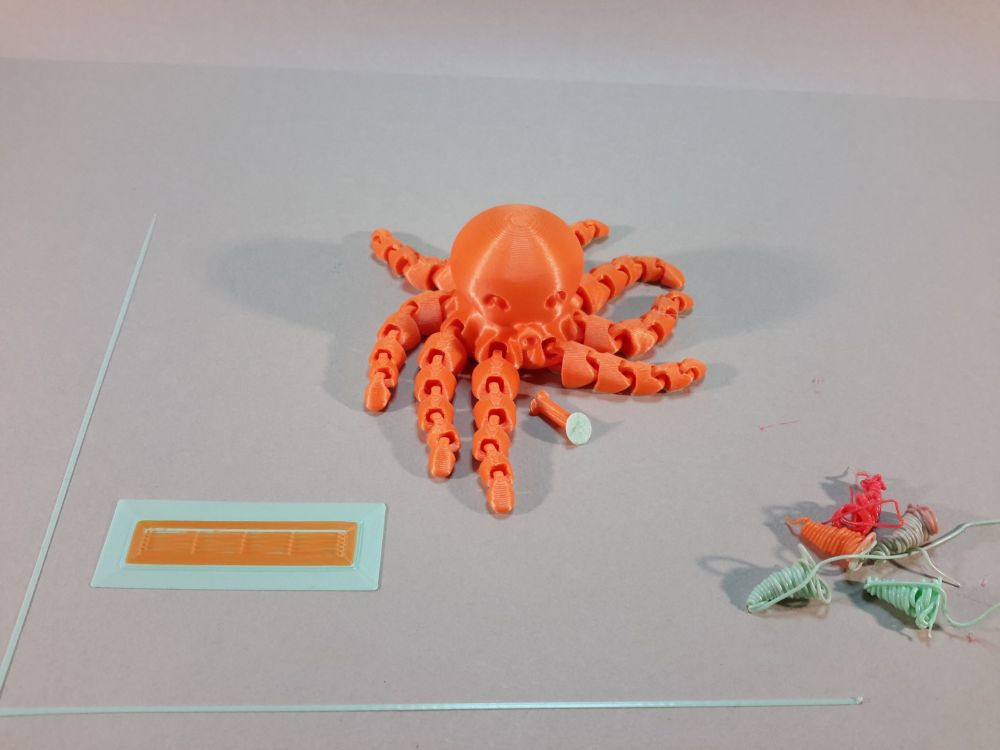
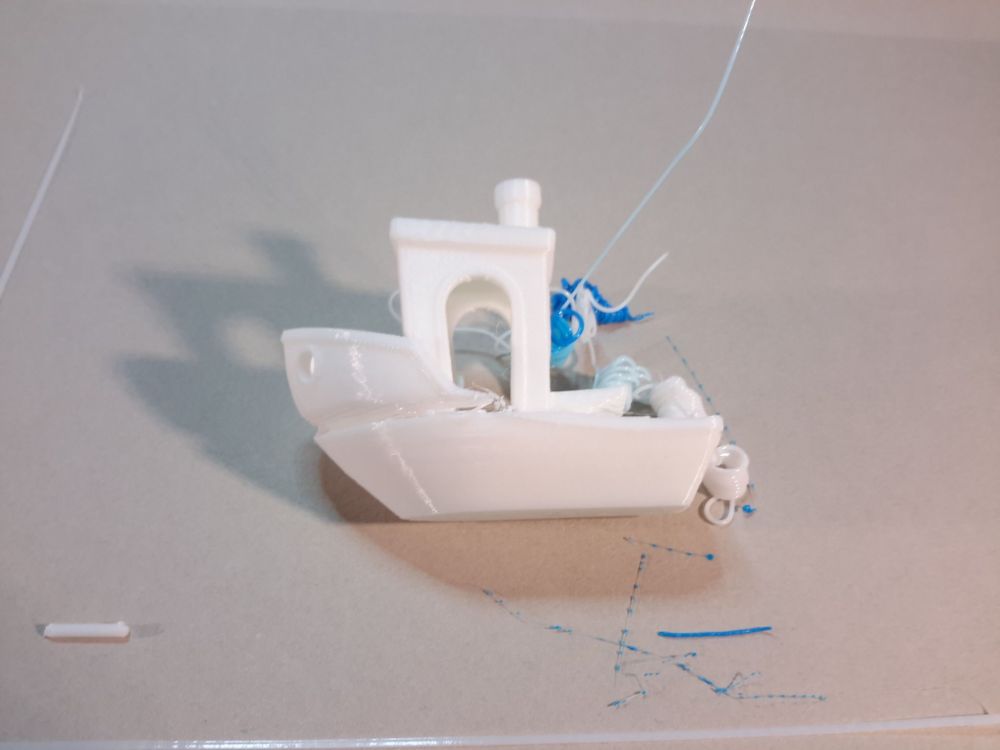
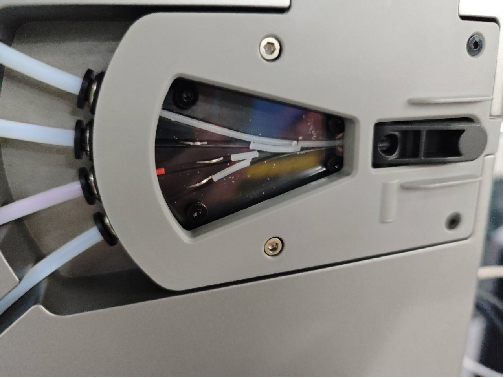
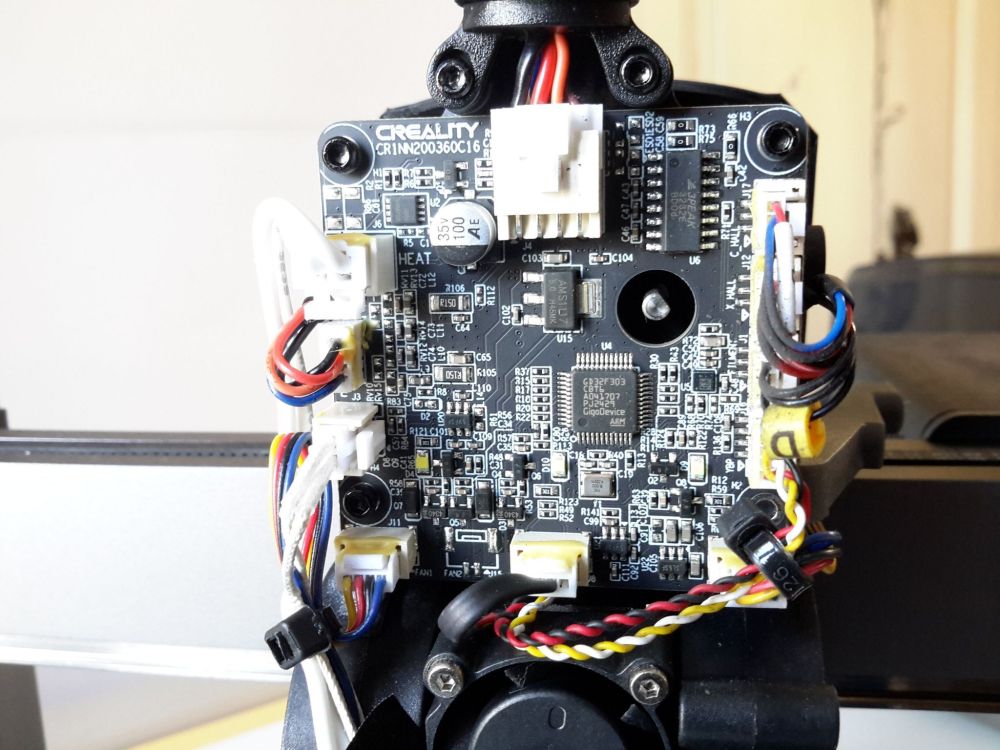
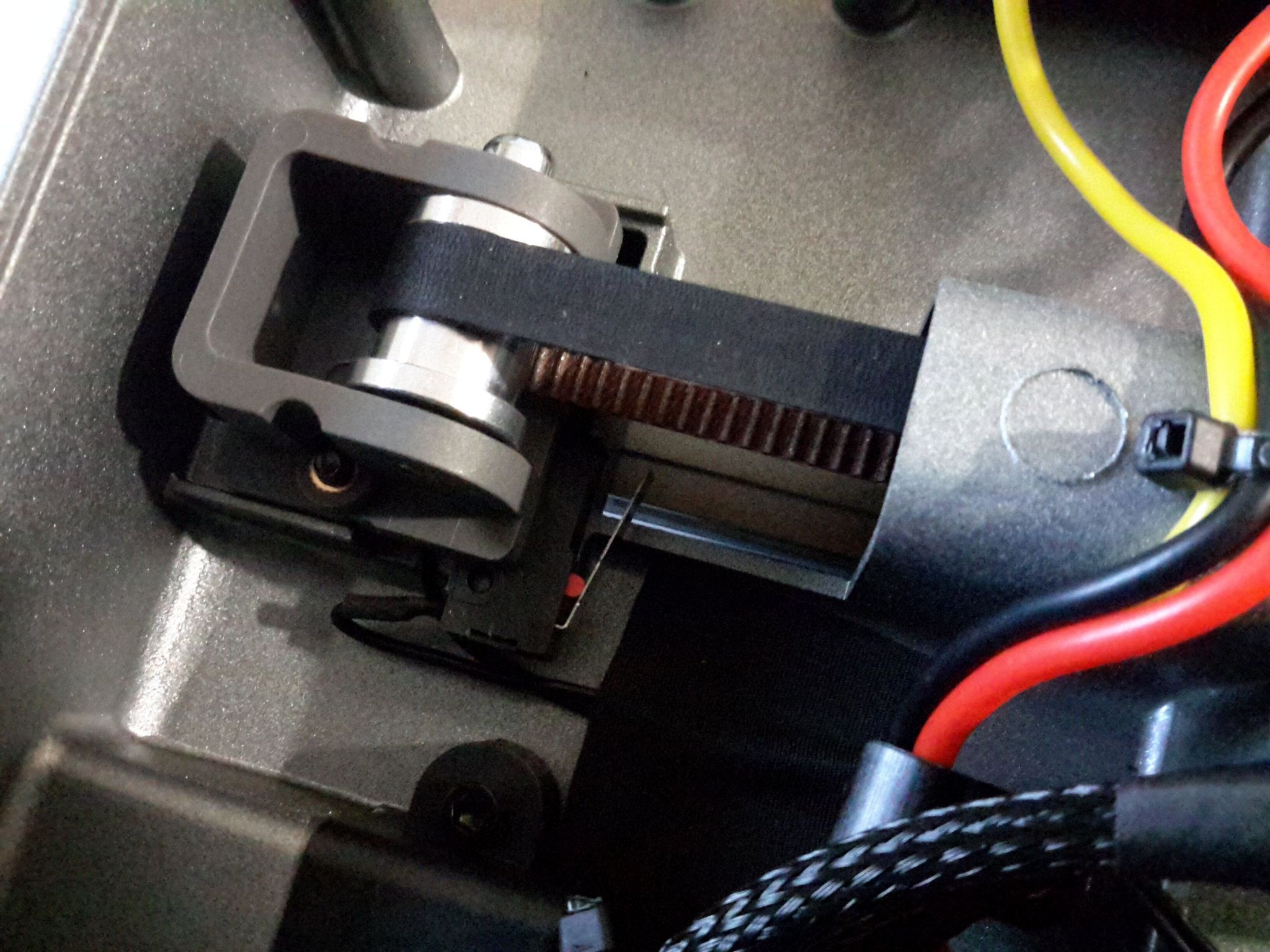
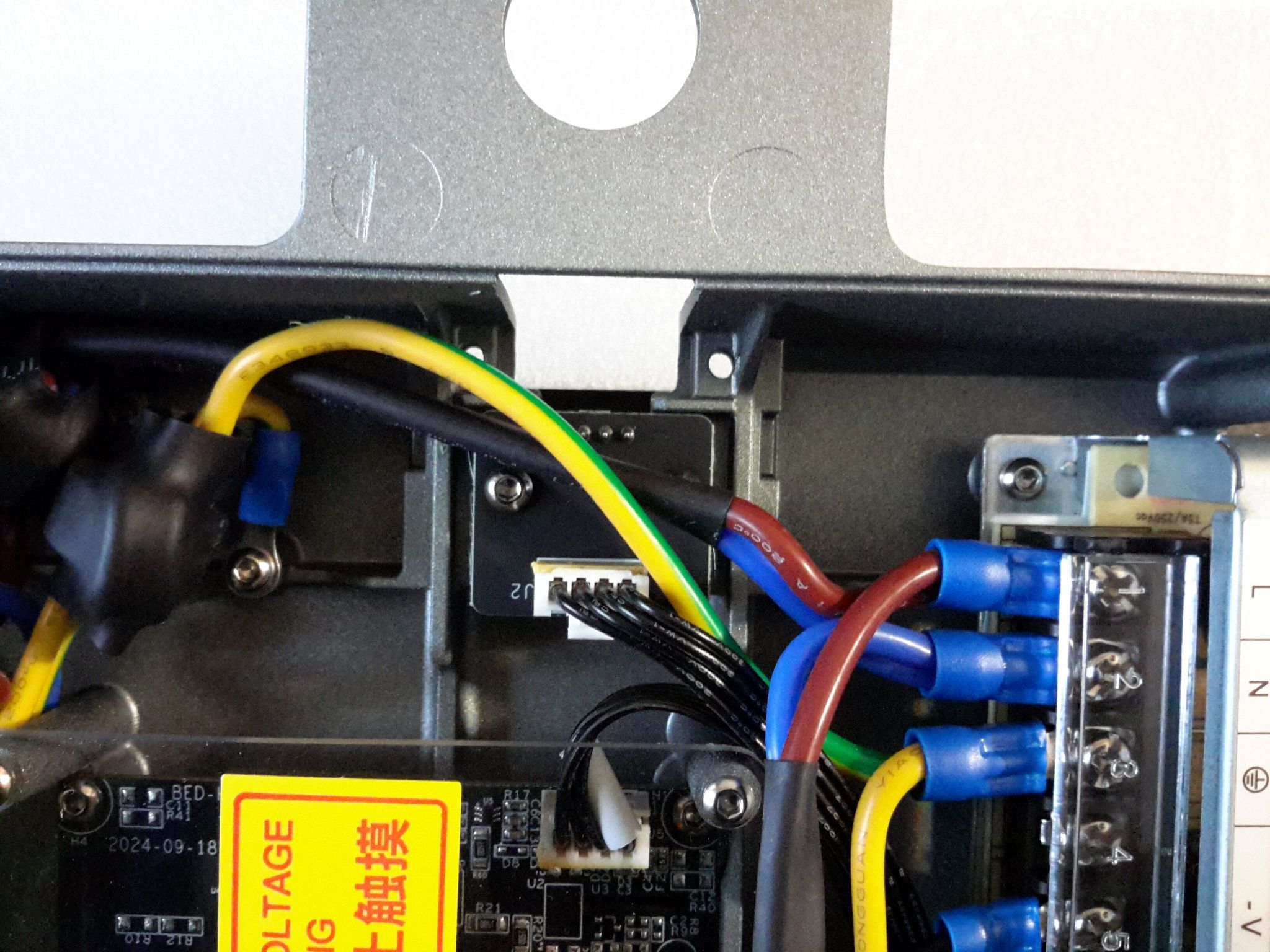
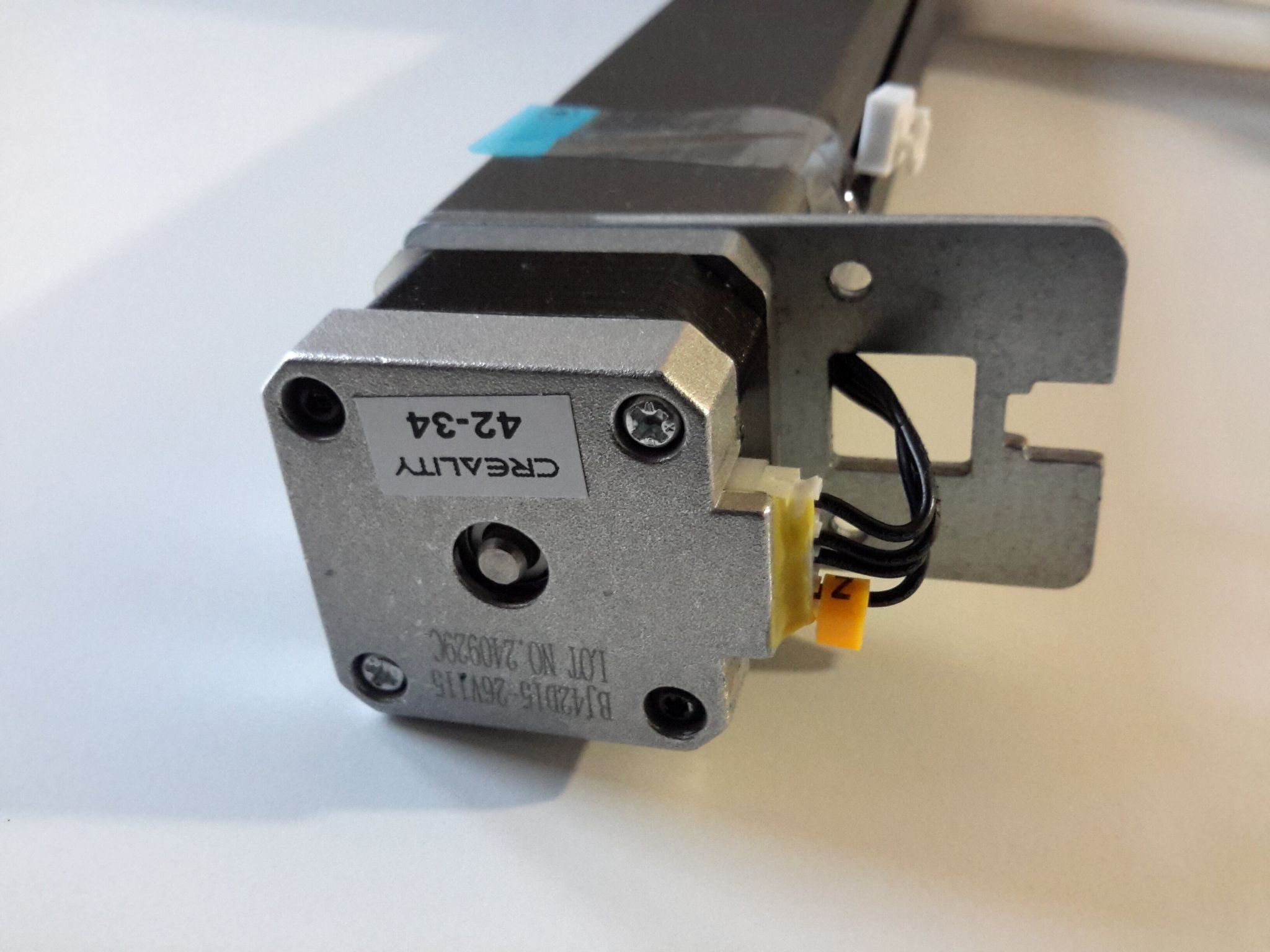
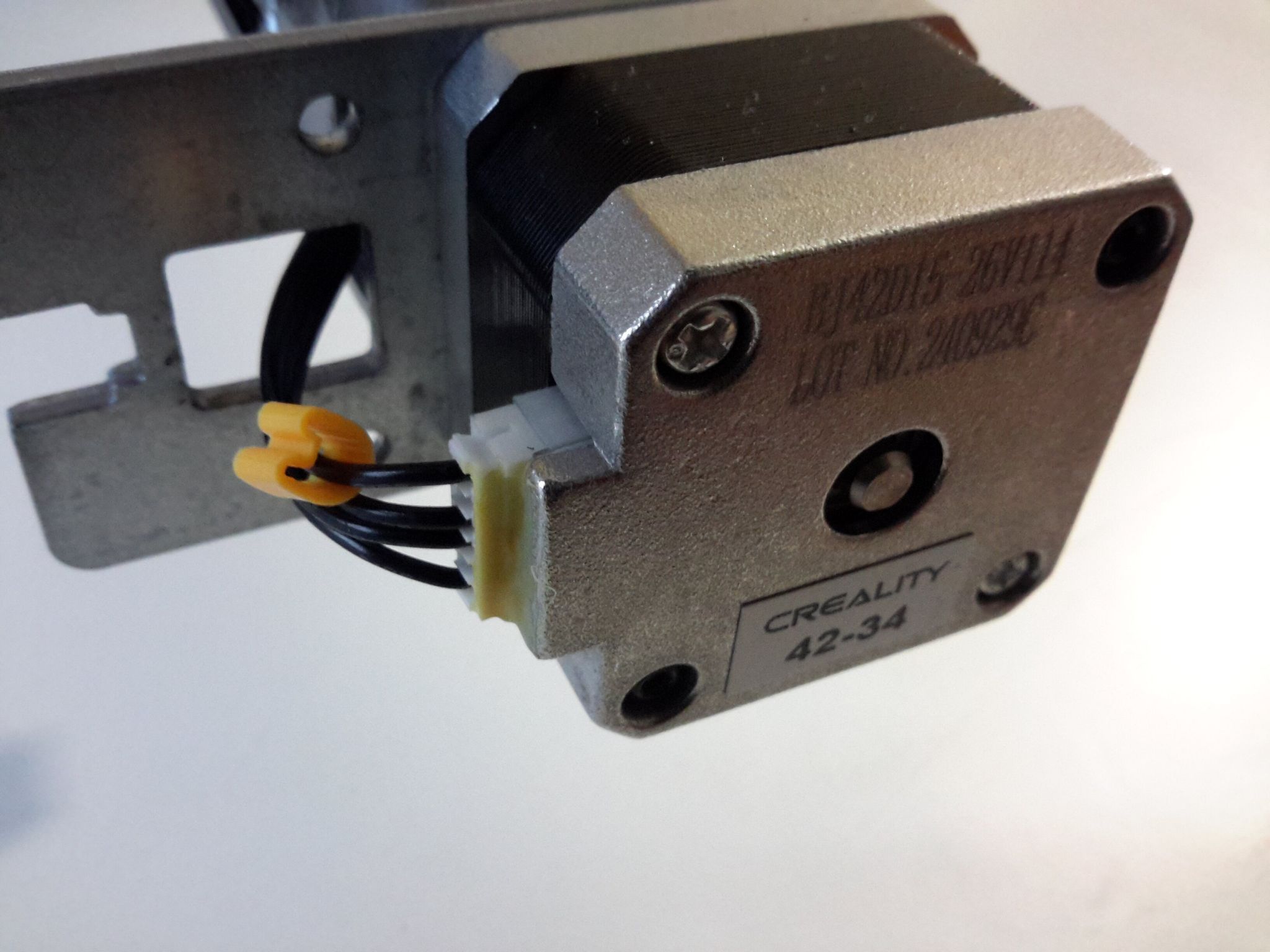
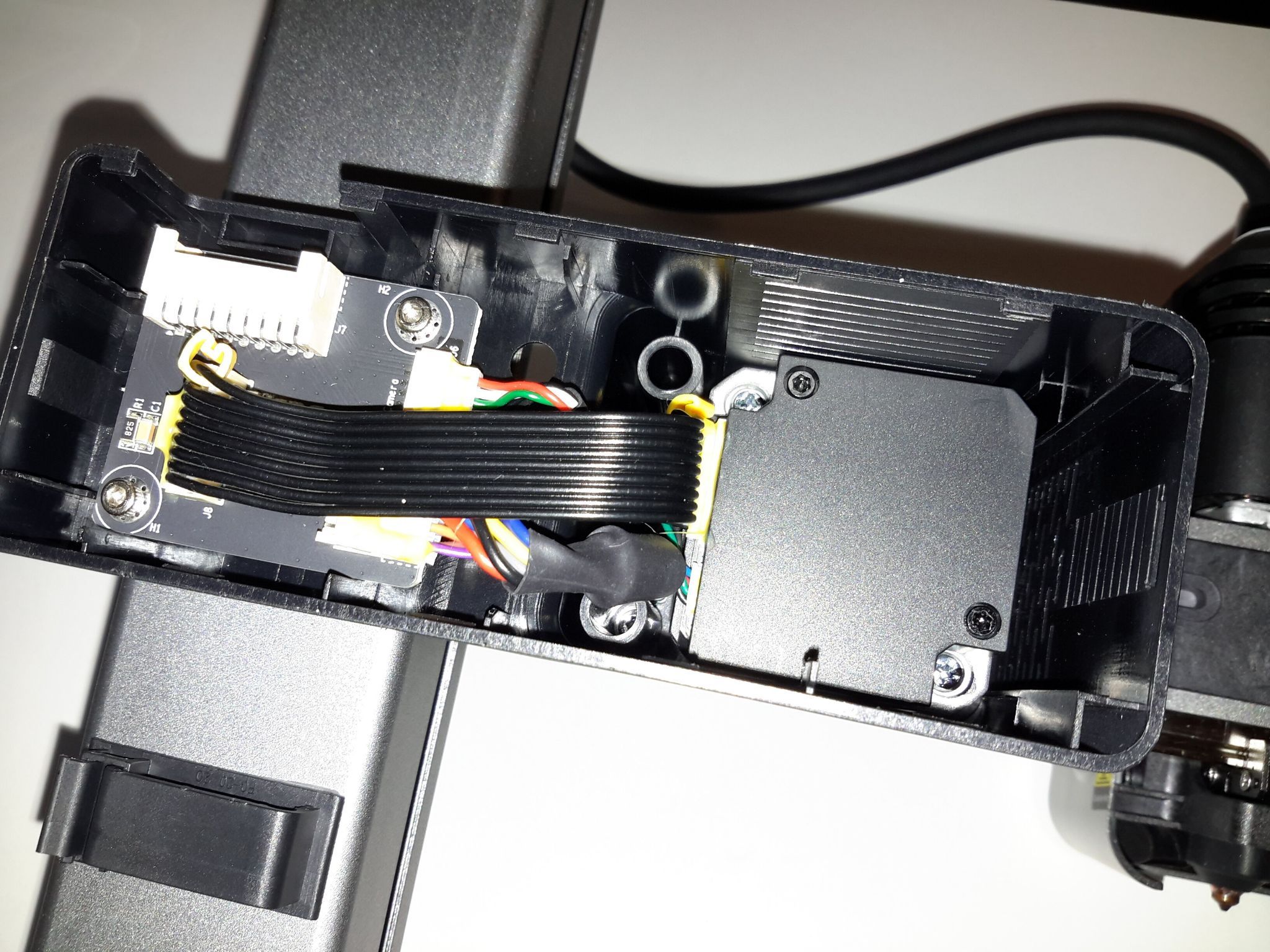
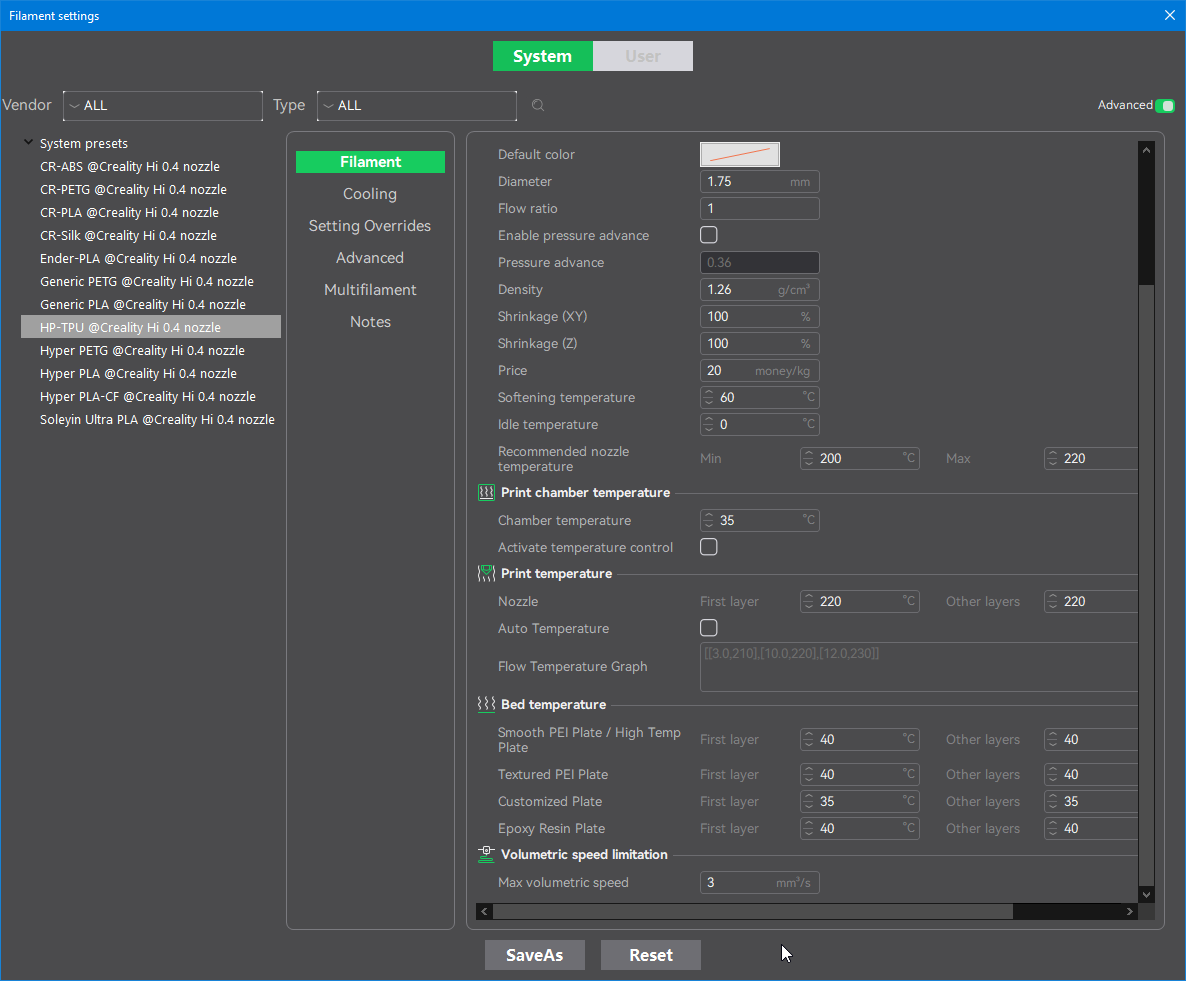
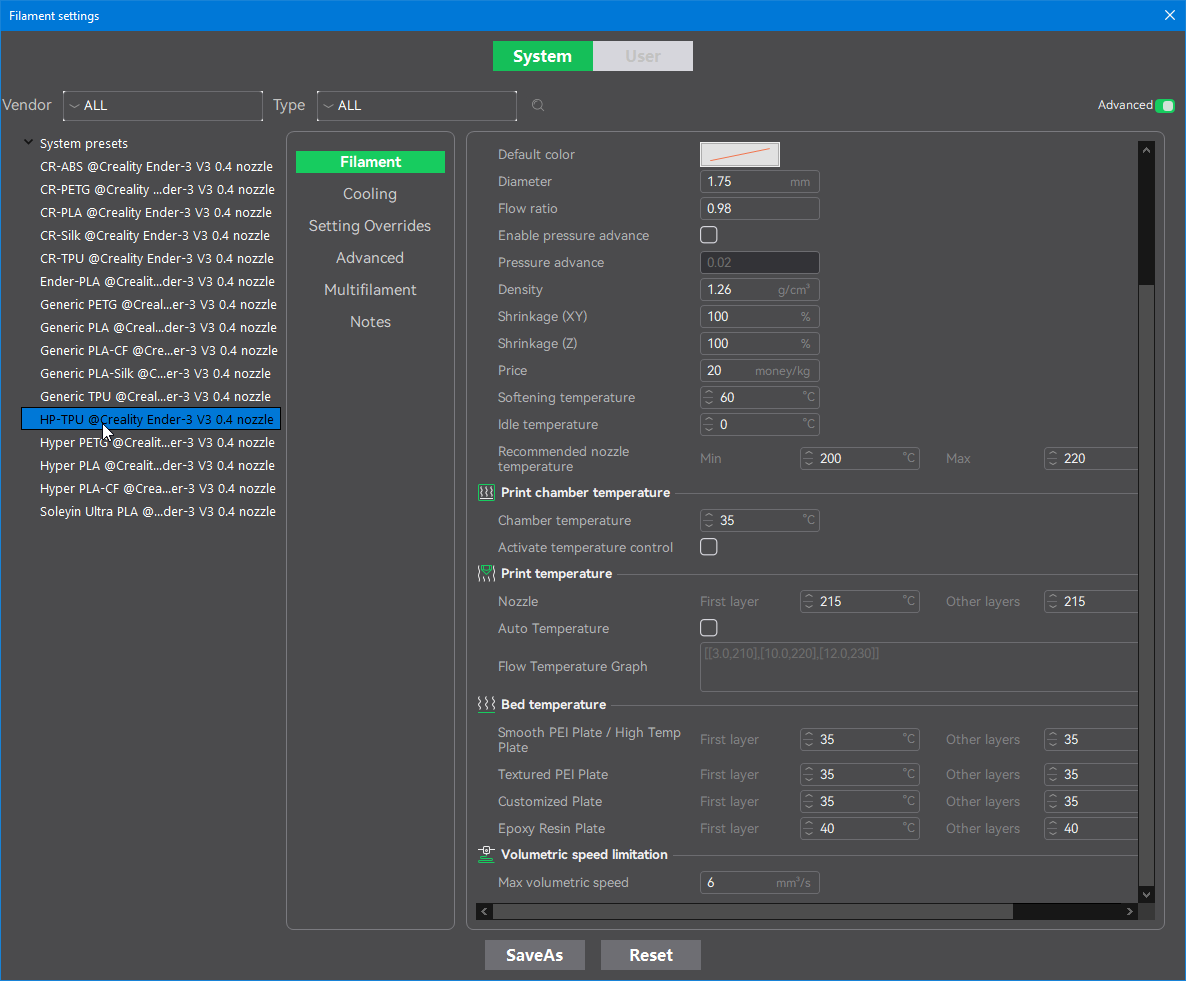
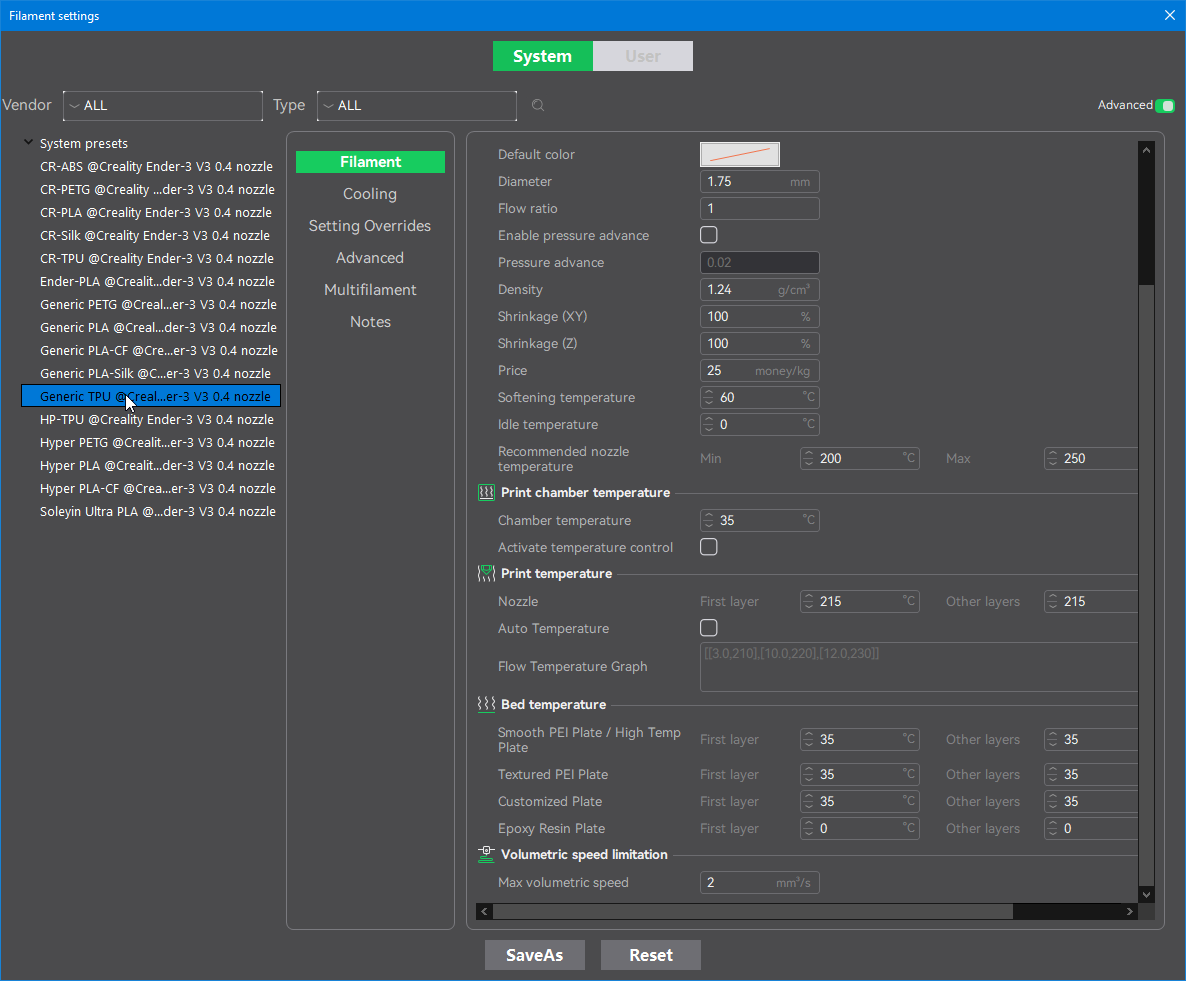
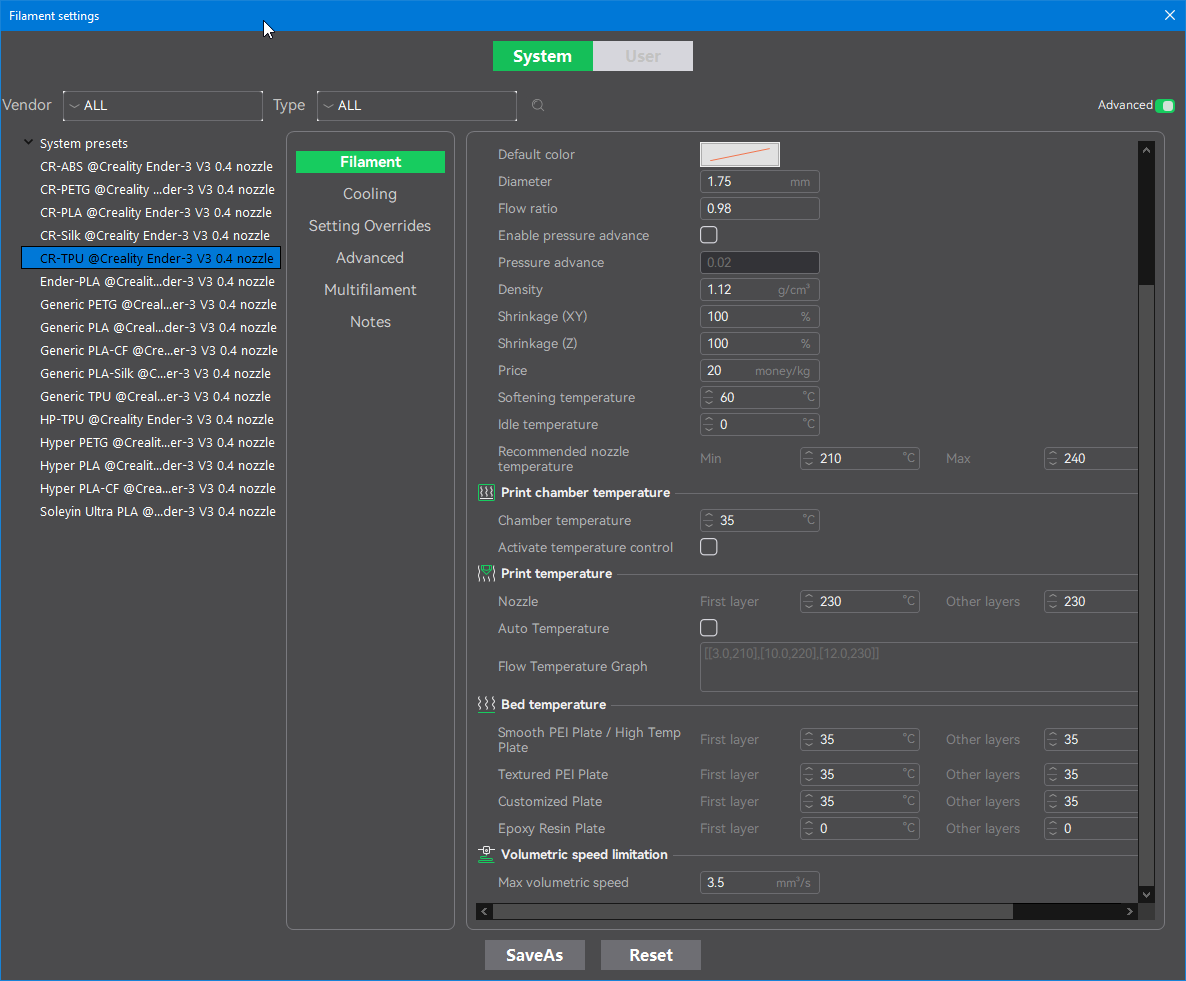
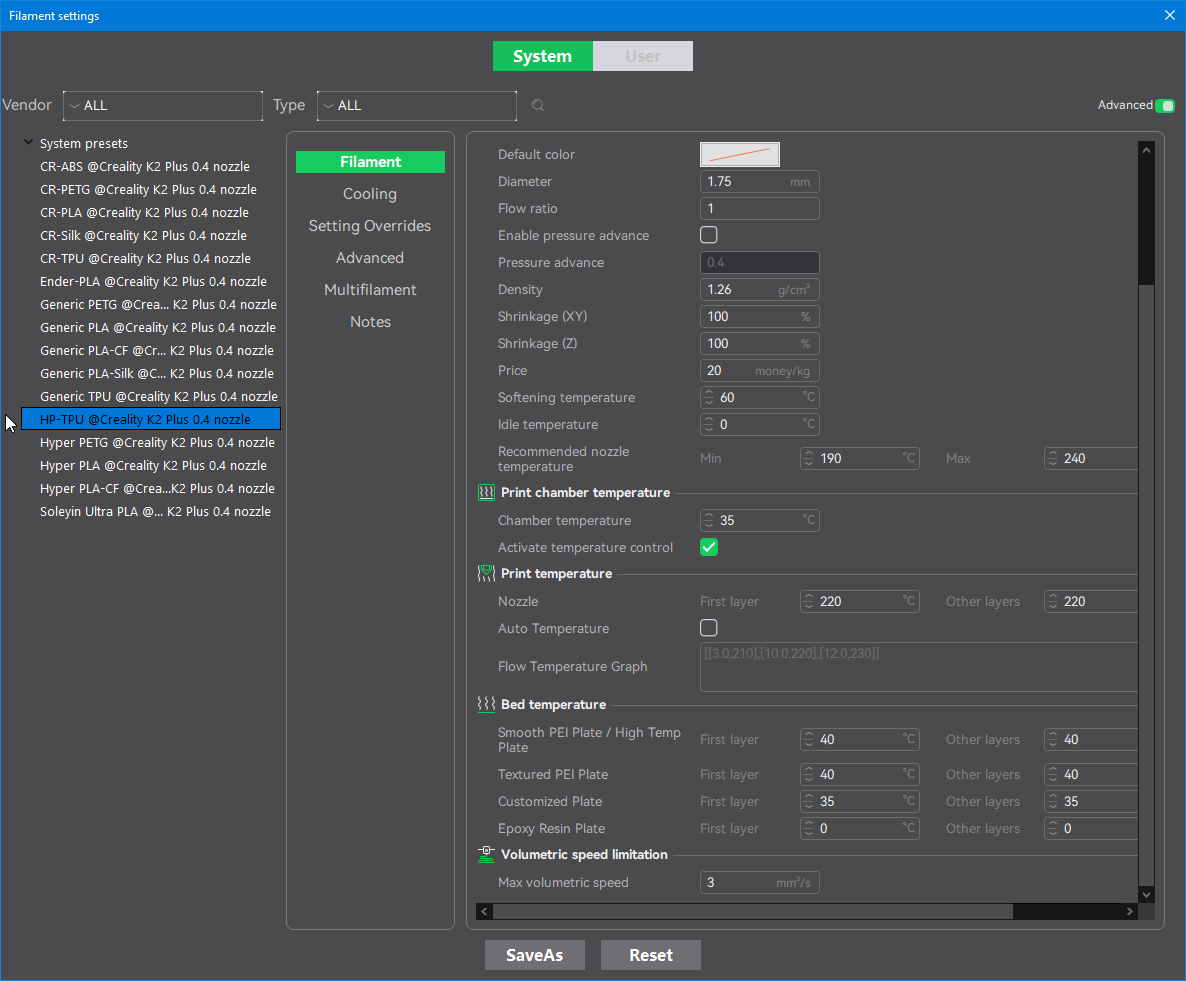
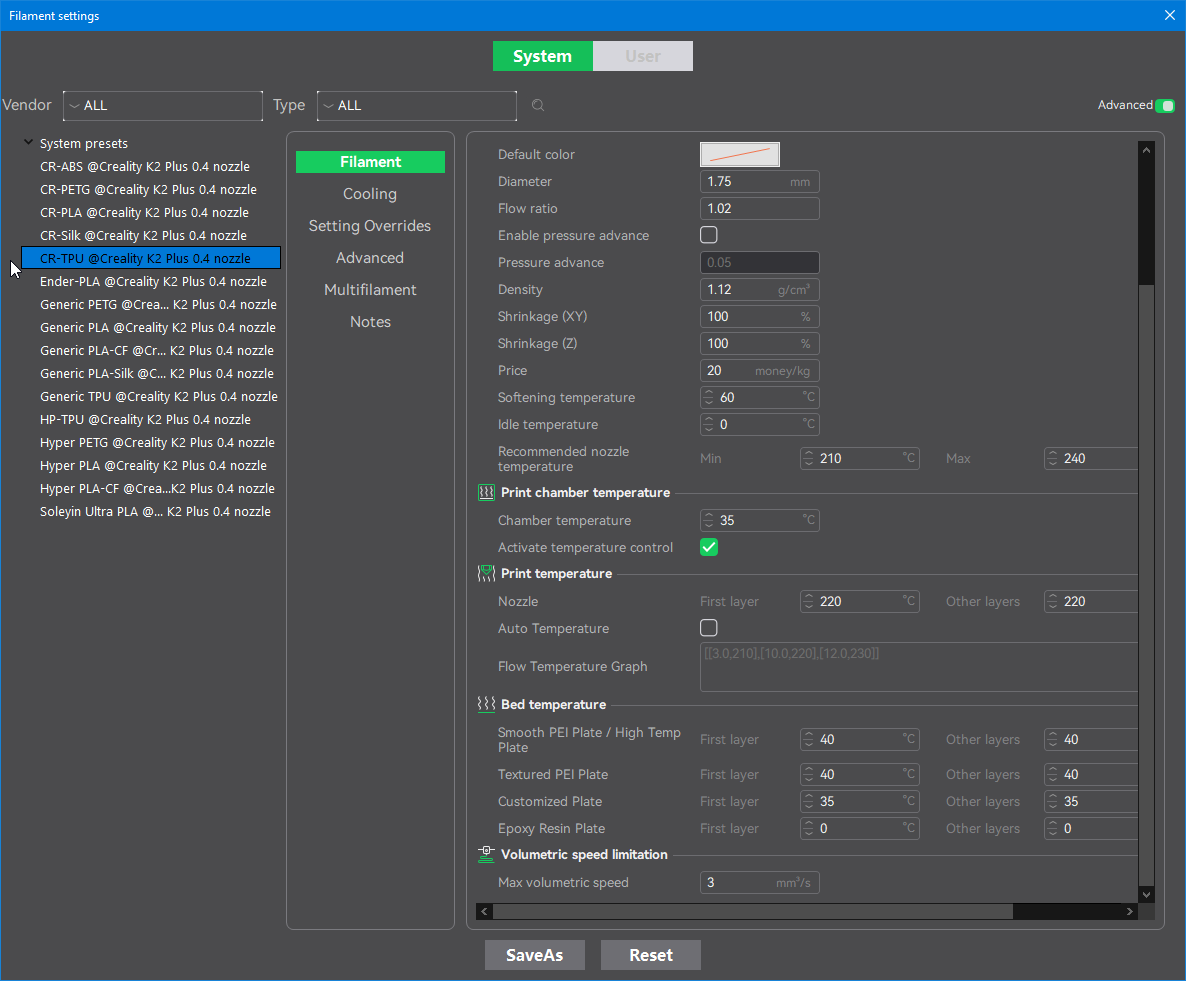
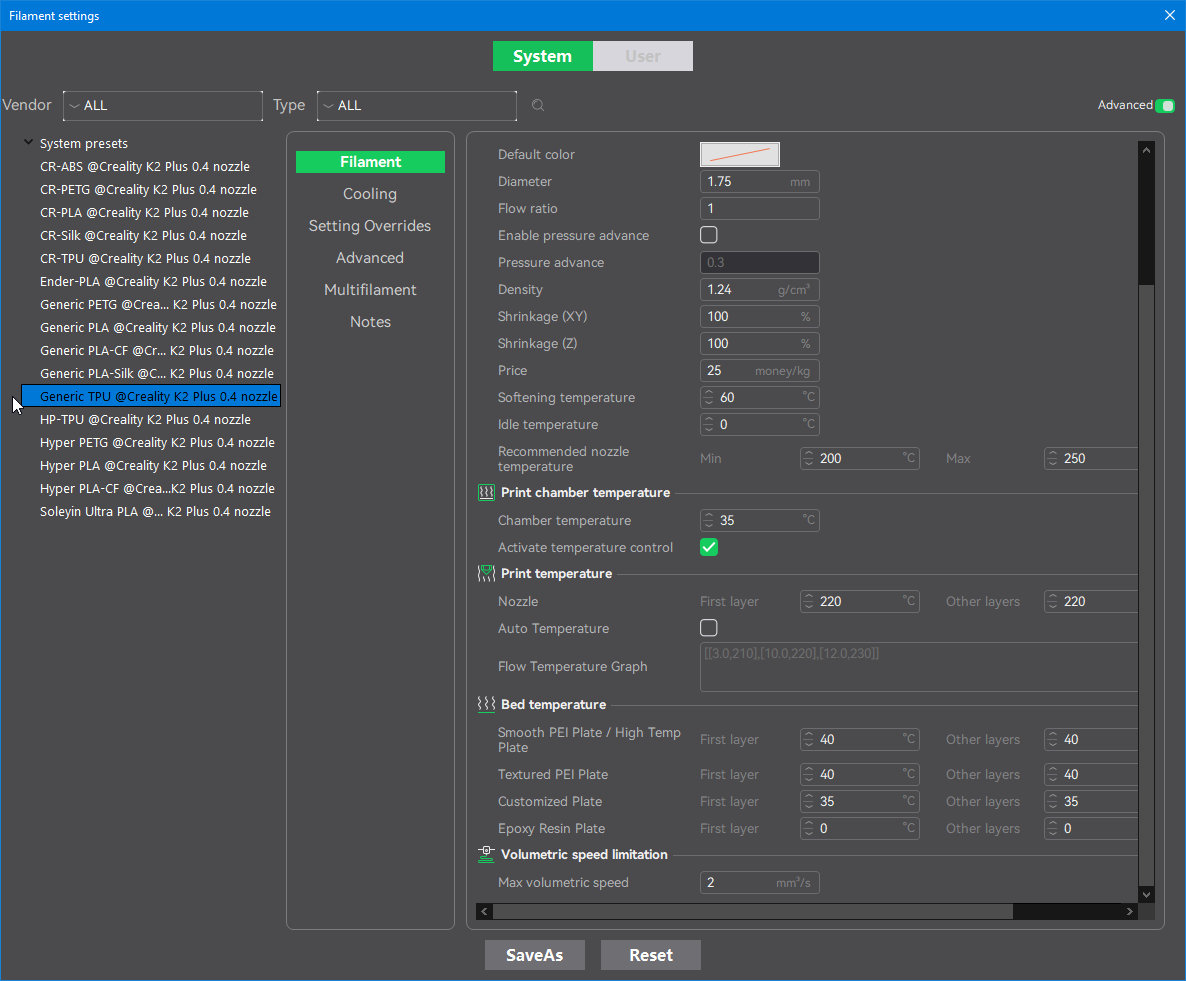
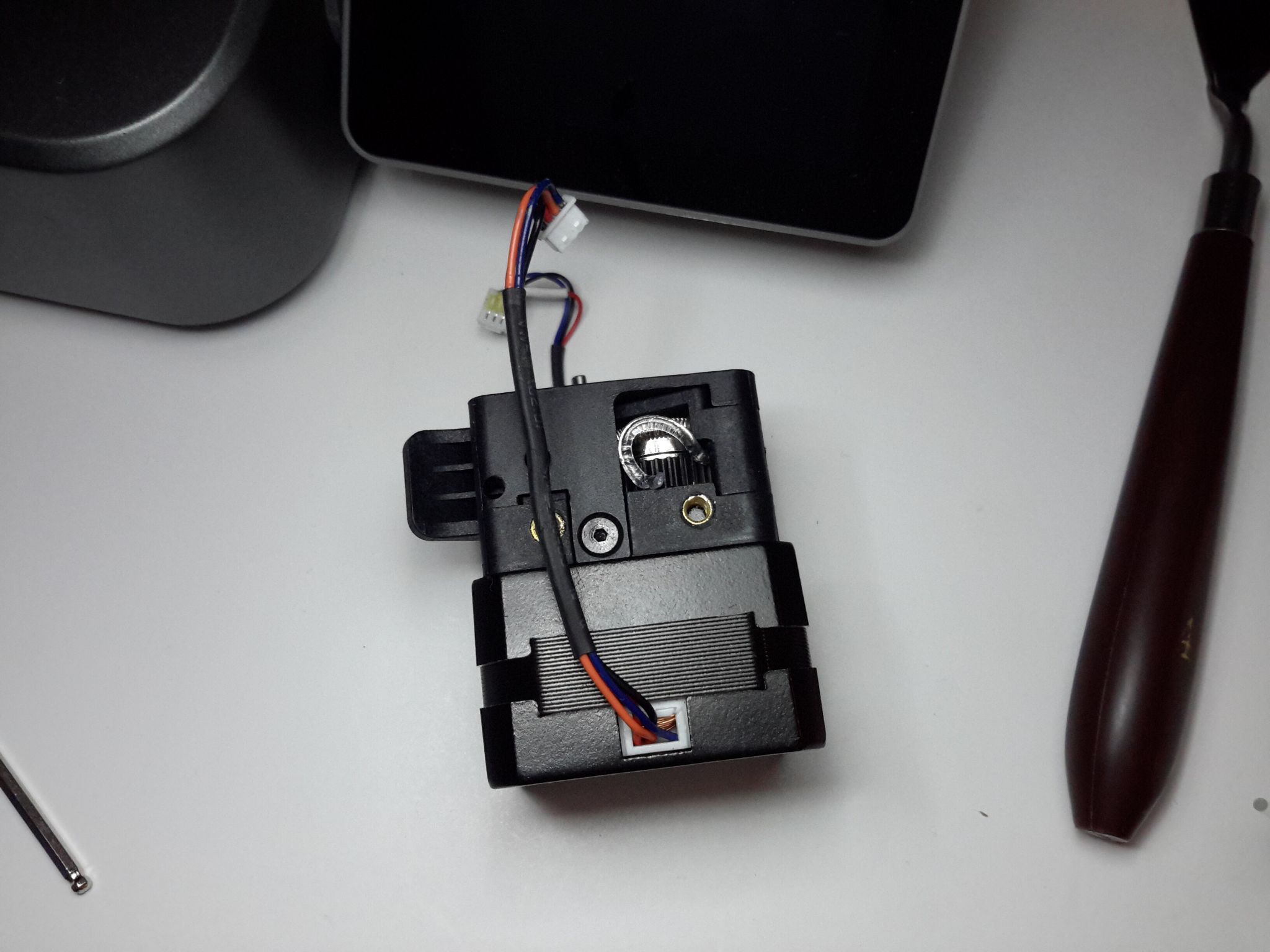
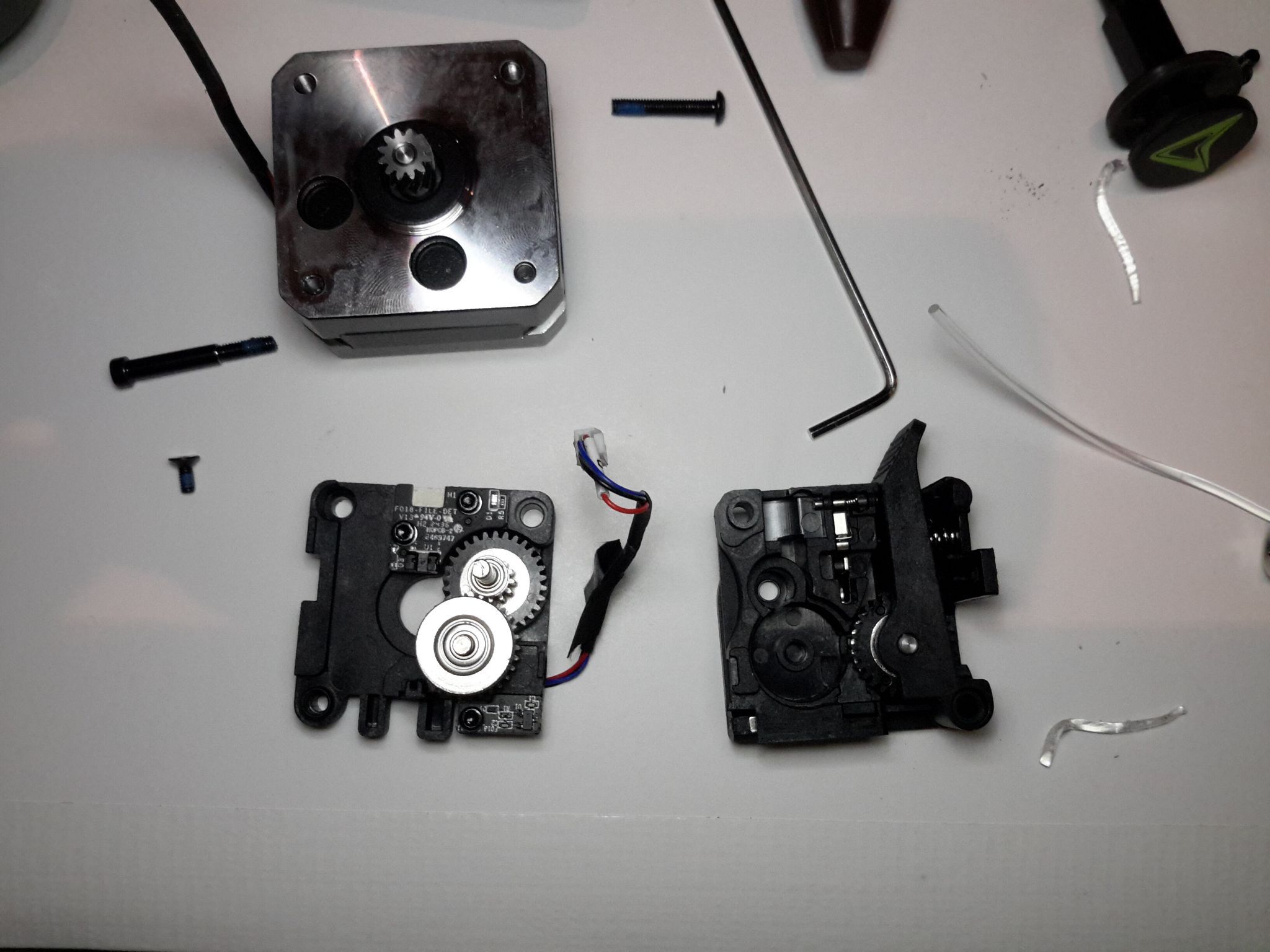
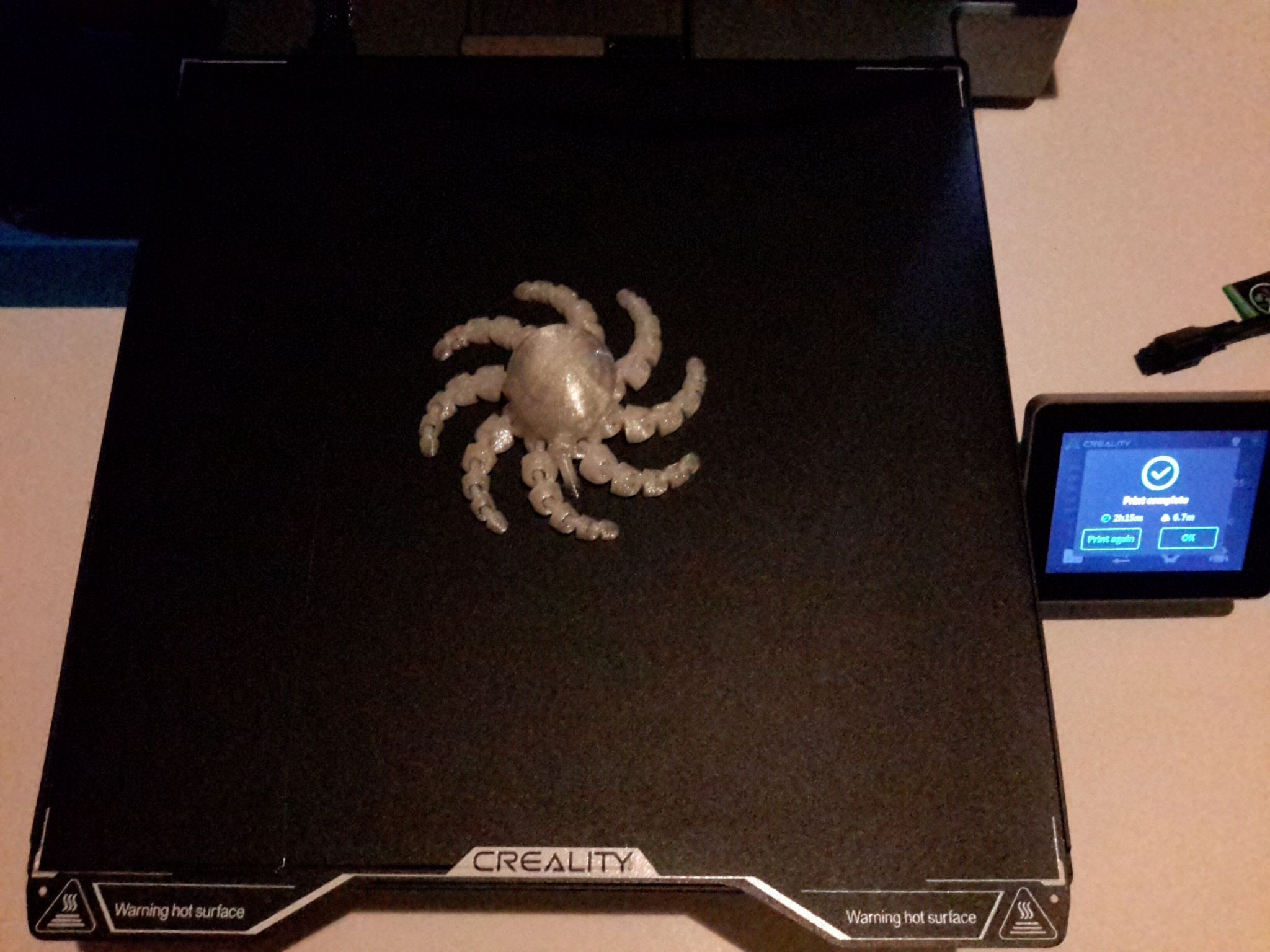
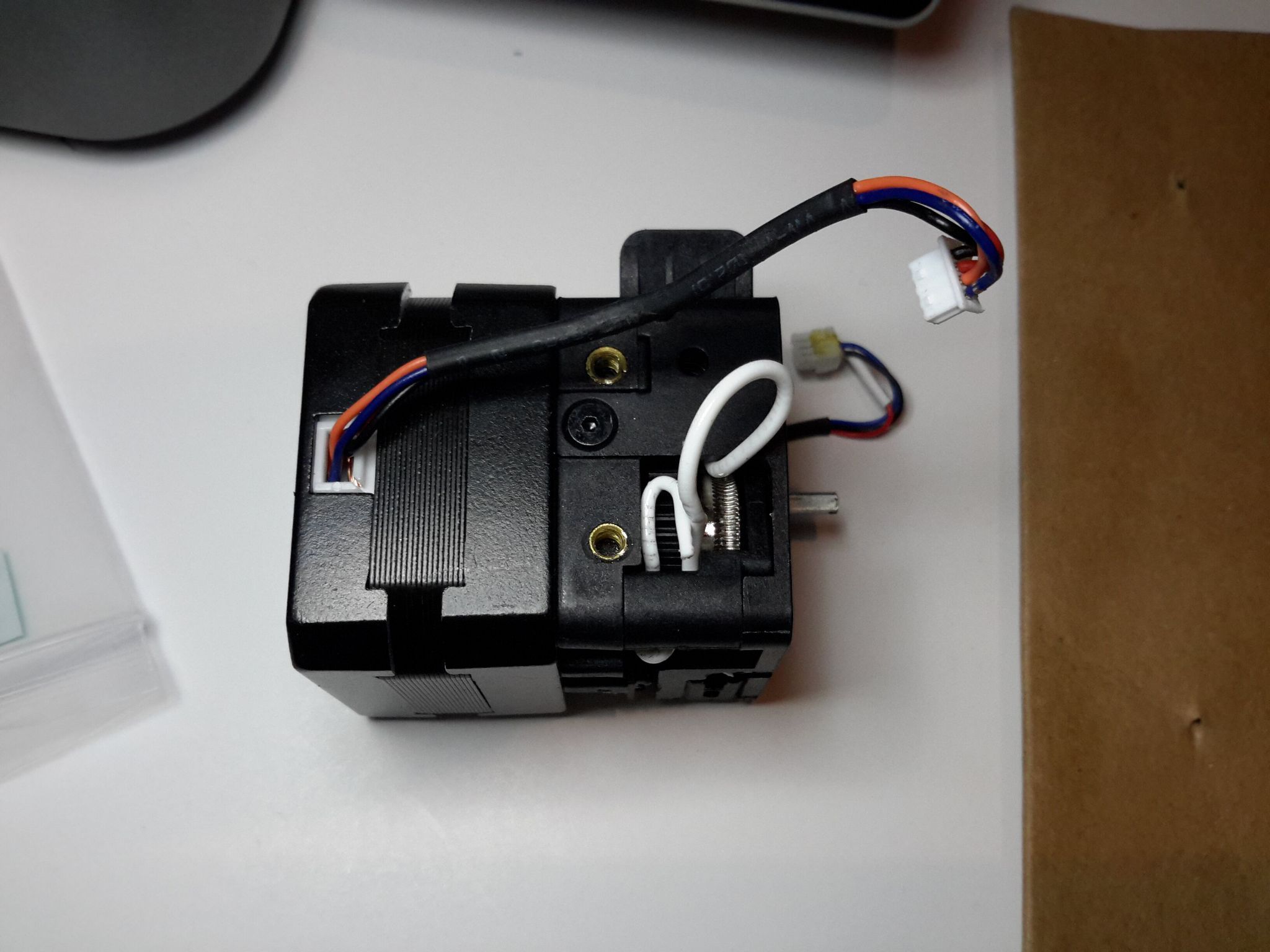
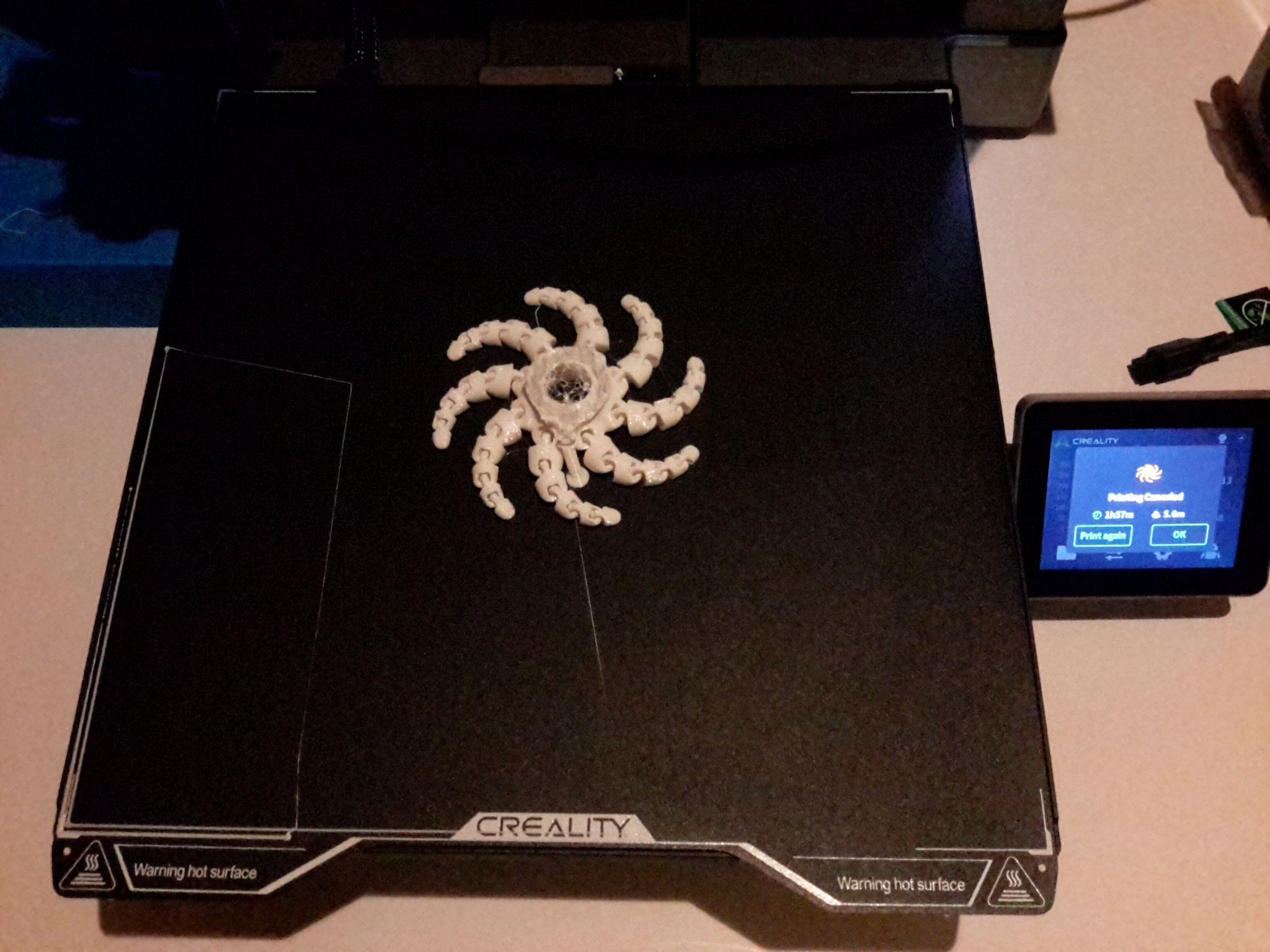
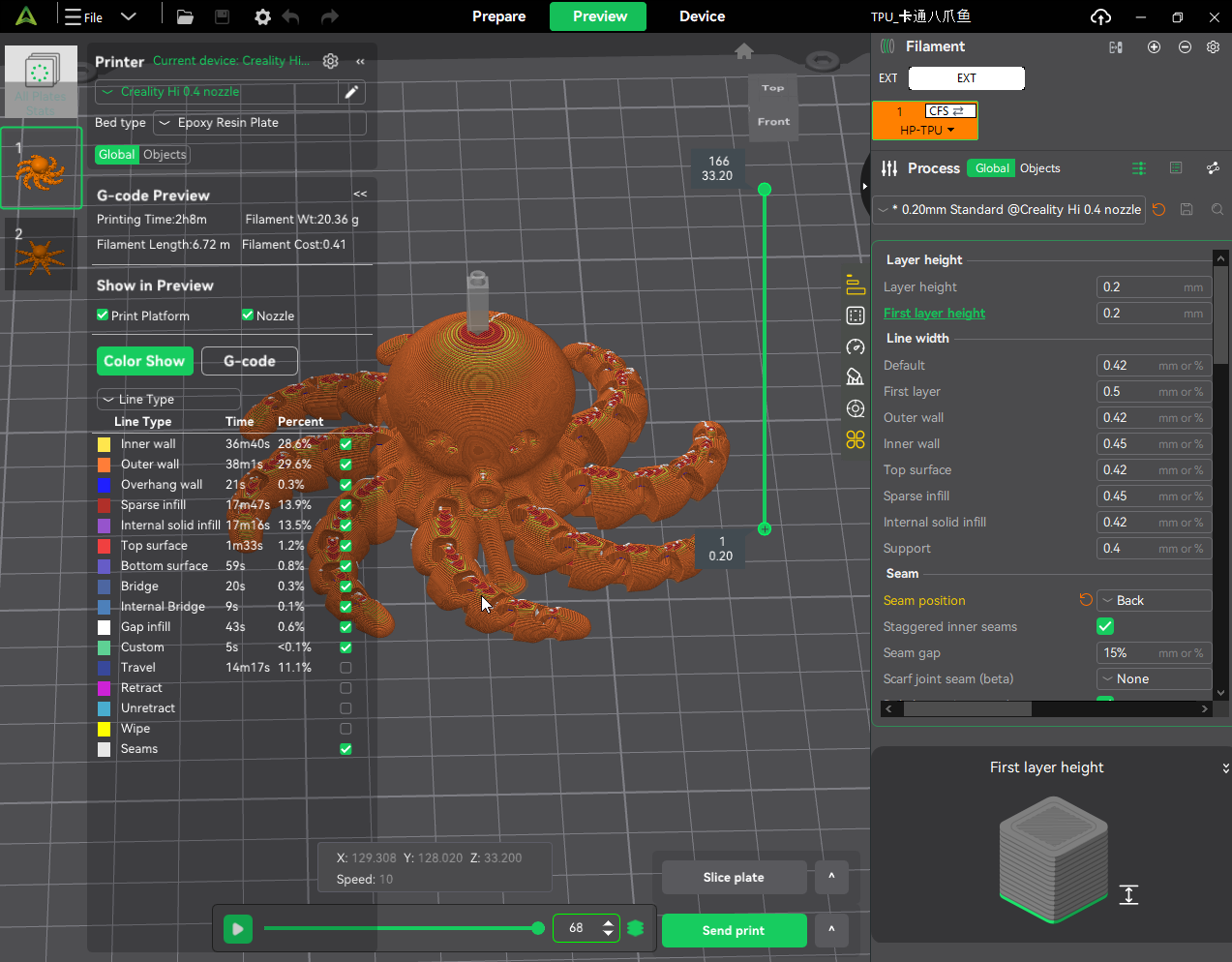
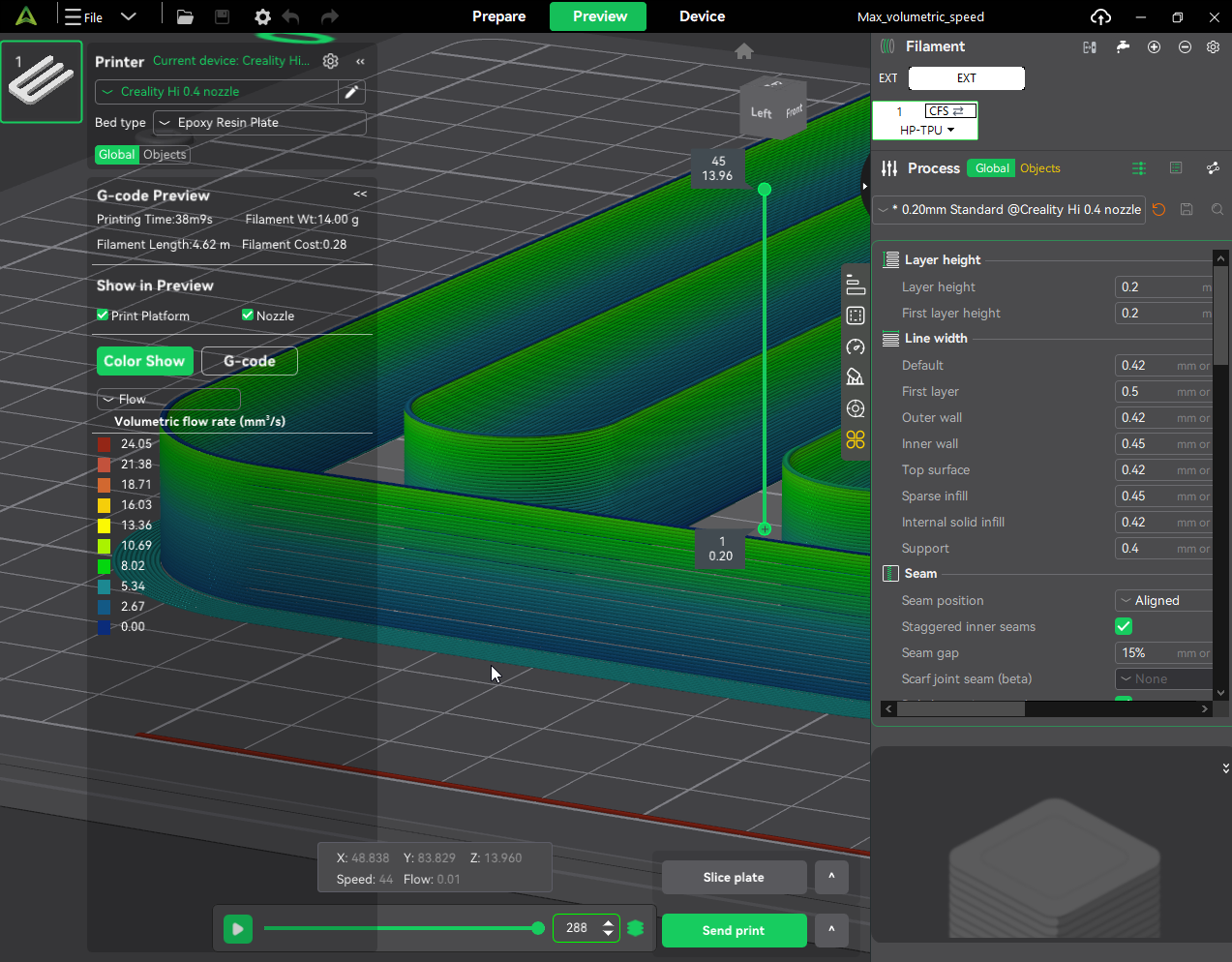
Autres impressions - (Acte IV) - TPU-95A Depuis le porte-bobine uniquement, car incompatible avec le CFS. Sans passer le filament dans le connecteur PTFE sur le porte-bobine, ni le tube PTFE de guidage jusqu'à la tête d'impression, pour réduire les frottements qui pourraient étirer ce type de filament élastique. Pour le seul profil TPU du HP-TPU associé à la Creality Hi 220°C pour la buse ( ce qui me semble un peu bas pour du TPU que j'imprime habituellement plutôt à 230 voir 240°C) 40°C pour le plateau. (pour un plateau en résine époxy) MVS ("Max volumetric speed") a 3 mm³/s ( Pour la K2 Plus, le profil (pour un plateau PEI texturé) HP-TPU > buse 220°C, plateau 40°C, MVS 3 mm³/s, CR-TPU > buse 220°C, plateau 40°C, MVS 3 mm³/s, Generic TPU > buse 220°C, plateau 40°C, MVS 2 mm³/s Ender-3 V3, le profil (pour un plateau PEI texturé) HP-TPU > buse 215°C (qui me semble un peu bas, je dirai d'utiliser plutôt 230°C), plateau 35°C, MVS 6 mm³/s, CR-TPU > buse 230°C, plateau 35°C, MVS 3.5 mm³/s, Generic TPU > buse 215°C (qui me semble un peu bas, je dirai d'utiliser plutôt 230°C), plateau 35°C, MVS 2 mm³/s ) Avec la machine que j'ai eue en test, mes essais avec du HP-TPU et du CR-TPU en utilisant le profil filament HP-TPU (buse 220°C, plateau 40°C, MVS 3 mm³/s,) m'ont donné plusieurs bourrages et blocage du filament TPU juste avant la sortie de l'extrudeur (au chargement du filament et a l'impression). Cumulé avec le fait qu'il n'y ait d'associé à la Creality Hi, qu'un seul profil TPU pour du HP-TPU Creality avec une vitesse d'extrusion volumétrique maximal de 3 mm³/s (très lent) Pour moi, la Creality Hi ( son extrudeur et sa buse "unicornK2P" ) ne semble pas être le meilleur choix pour imprimer du TPU. Il me faudrait re-tester avec une buse neuve, car j'ai tenté le TPU après avoir déjà imprimé ~ 120h majoritairement du PLA et un peu de PETG. Mais, en l'état et ayant d'autres machines ( comme la Ender-3 V3 ) avec lesquelles j'imprime sans difficulté du TPU, personnellement, je n'utiliserais probablement pas la Creality Hi pour imprimer du TPU. Car je n'ai pas spécialement envie de refaire de nouveau un démontage/remontage de l'extrudeur ( https://wiki.creality.com/en/cr-series/creality-hi/clogged-extruder ) pour enlever un morceau de filament TPU coincé dedans. Chargement (1) HP-TPU > OK Il ne semble pas possible de modifier la mise en chauffe ni la température d'extrusion (même en modifiant le profil matériau) ni de décomposer (délais de chauffe/refroidissement si trop chaud, fait des mouvements sur l'axe X pour se placer sur le système de purge et éjecter la purger) quand on clique sur "Extrude". J'aurais aimé avoir la possibilité depuis les menus de l'écran de contrôle, de faire séparément la mise en chauffe de la demande d'extrusion, et cela, sans déplacement X pour éjection de la purge. Mais je remarque que pour le TPU, la vitesse d'extrusion des purges est bien plus lente que celle du PLA. Impression d'un test de MVS ( de 2 à 8 mm³/s ) HP-TPU transparent Creality > KO. Échec vers ?50% de l'impression, bourrage extrudeur. Démontage extrudeur et engrenage pour extraire le morceau de filament bloqué, remontage ( cf https://wiki.creality.com/en/cr-series/creality-hi/clogged-extruder ) Chargement (2) HP-TPU > OK Impression "Cute mini octopus" tranché pour du HP-TPU ( MVS 3.0 mm³/s, 220°C) > OK Chargement (3) CR-TPU Blanc > KO. Bourrage extrudeur, démontage, remontage. (Mais là, je n'avais pas complétement démonté les engrenages de l'extruder, juste tirer un peu rageusement sur le filament qui dépassé ...) Chargement (4) CR-TPU Blanc > KO (en fait, il restait un petit bout de filament de précédent bourrage). Bourrage extrudeur, démontage complet engrenages, remontage. Chargement (5) CR-TPU Blanc > OK. Impression du même fichier d'impression tranché pour du HP-TPU de "Cute mini octopus" > Échec vers 90% bourrage extrudeur, démontage complet engrenages, remontage. // FAIT voir ici. A FAIRE > Refaire un essai avec du CR-TPU avec un profil filament modifié ( buse 230°C, plateau 40°C, MVS 2 mm³/s) et passer par l'interface web Fluidd pour faire le chargement du filament de manière décomposé ( permet de définir la température de la buse, attendre la chauffe, puis demander une extrusion dont on peut modifier la distance à extruder et la vitesse d'extrusion ) Le problème, en plus du temps passé pour démonter et remonter, c'est qu'à force de déconnecter, reconnecter les tout petits connecteurs, ont augment le risque de les abimer. Ici, heureusement, vu et corrigé avant de remettre en fonction, on peut remarquer que le fil bleu du moteur de l'extrudeur n'est pas bien enfiché dans son connecteur. On voit le bout en métal serti sur le bout du fil bleu un peu sorti du connecteur, preuve qu'il n'est pas bien enfoncé dans le connecteur.


 2 points
2 points -
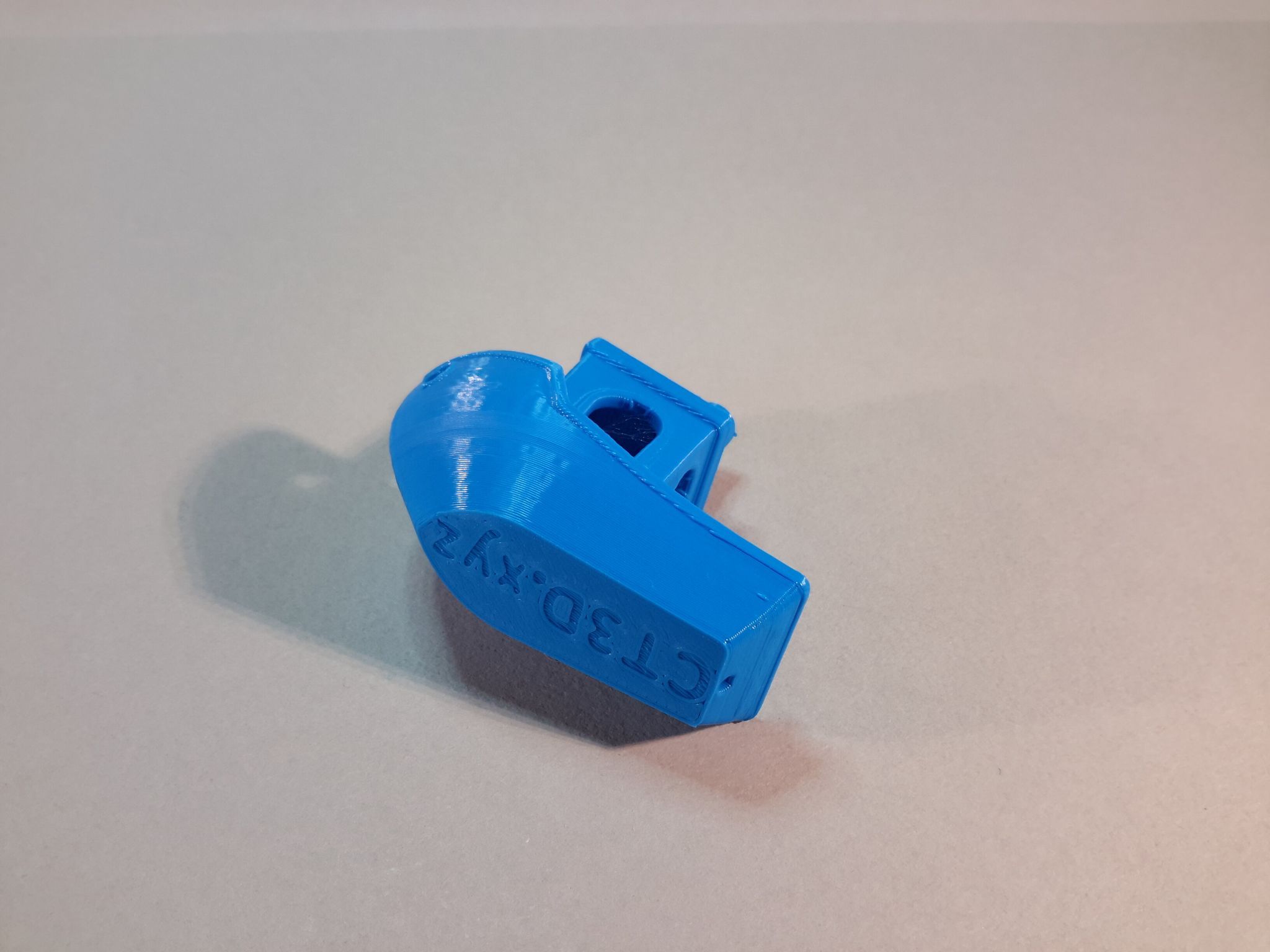
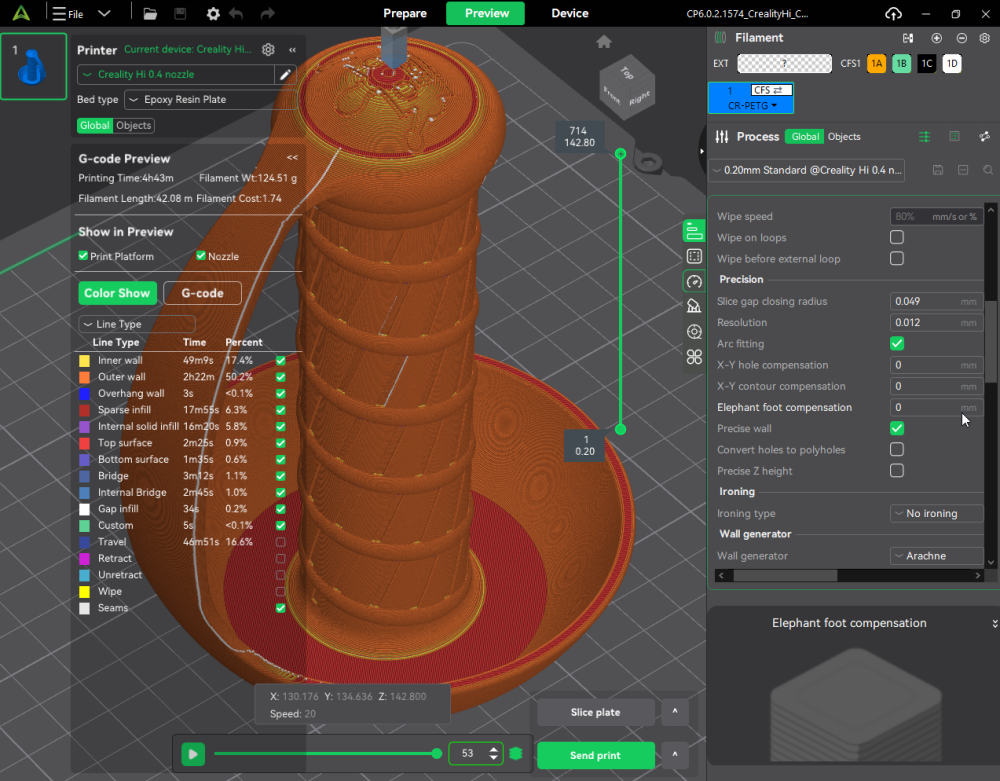
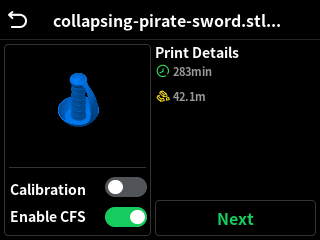
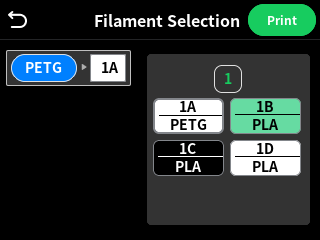
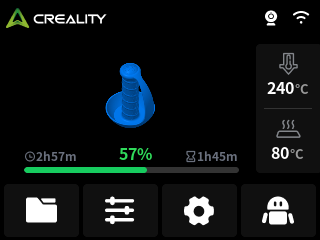
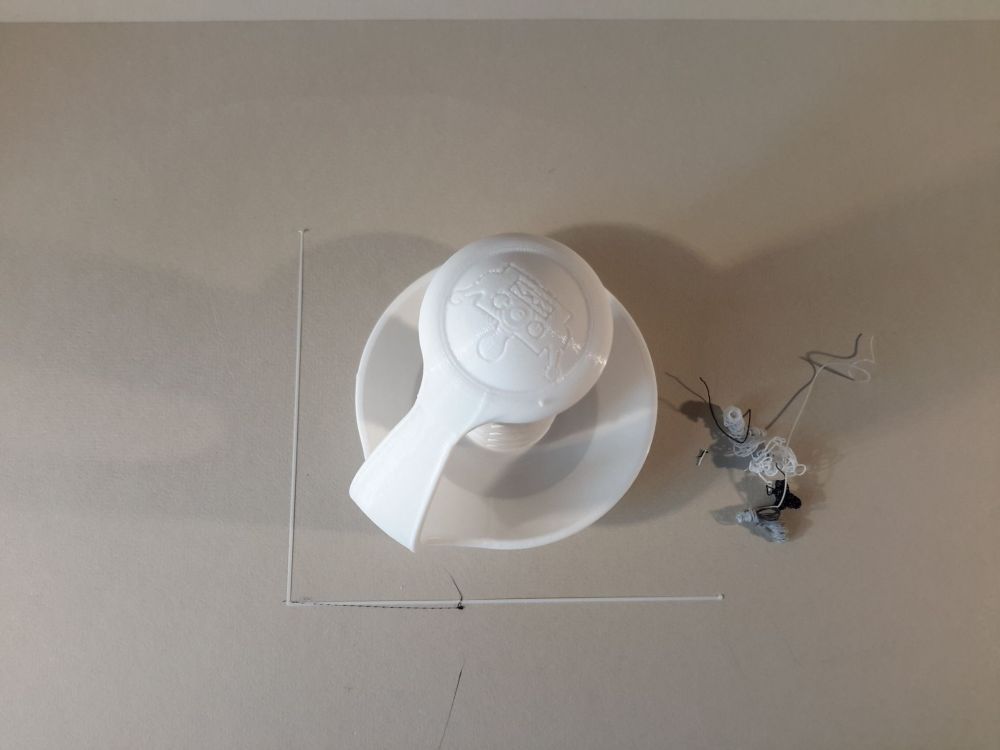
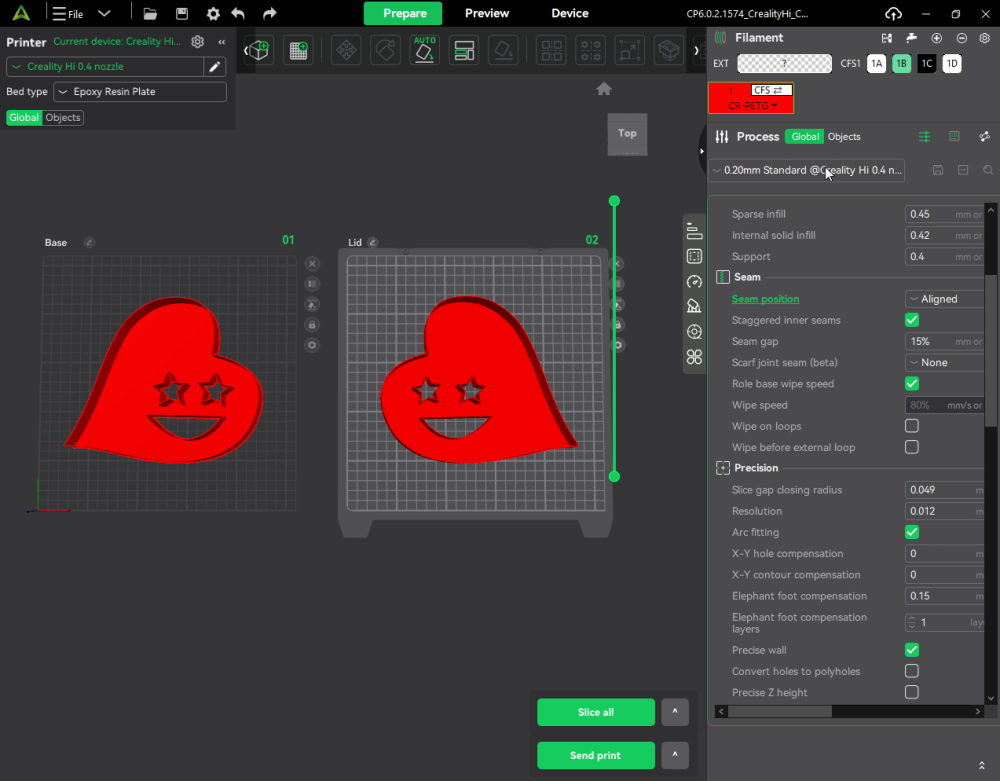
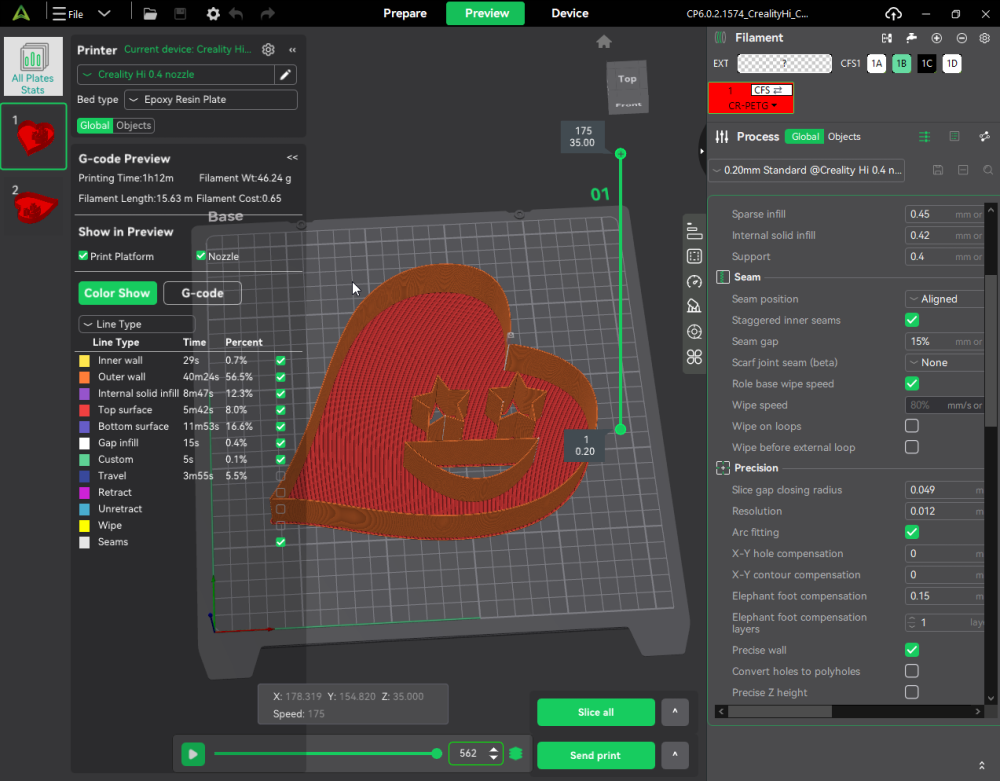
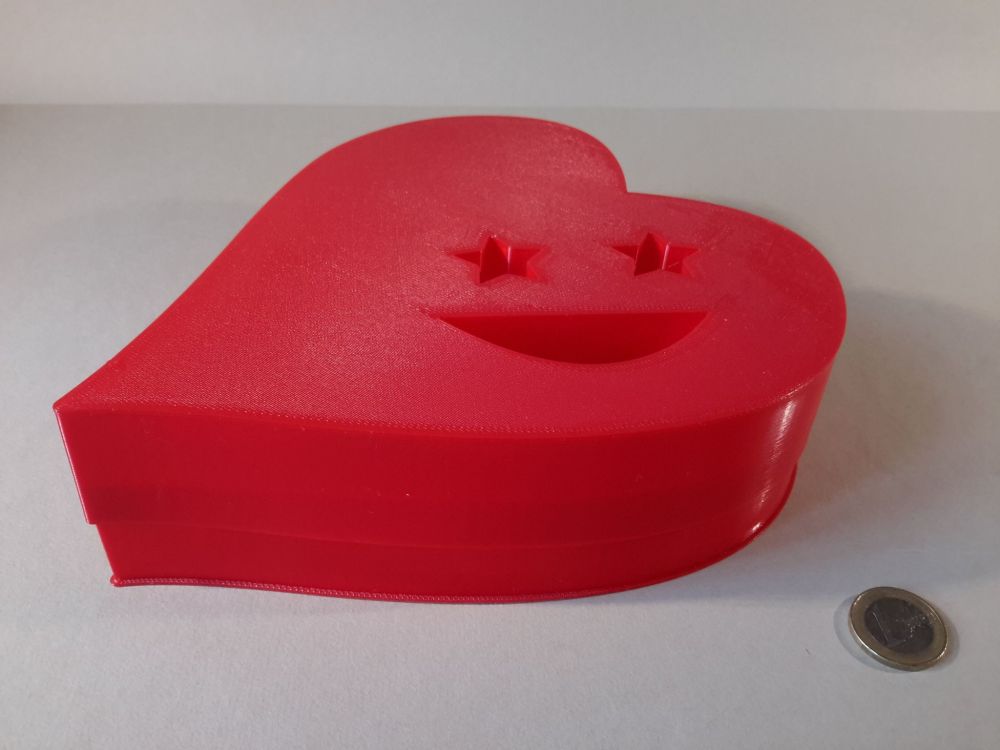
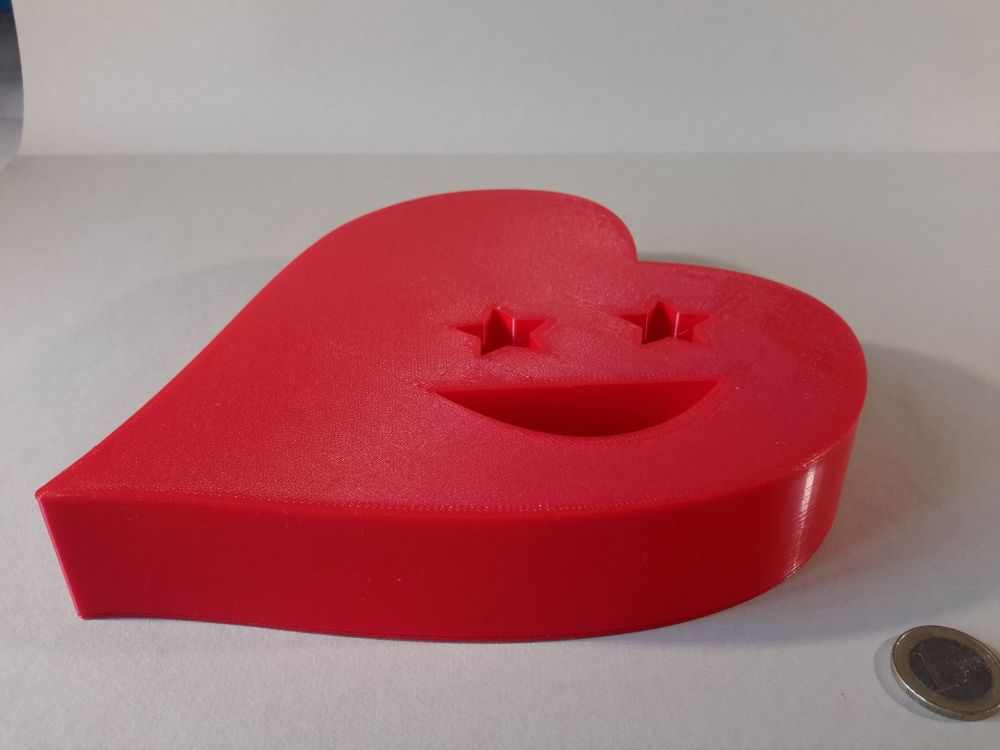
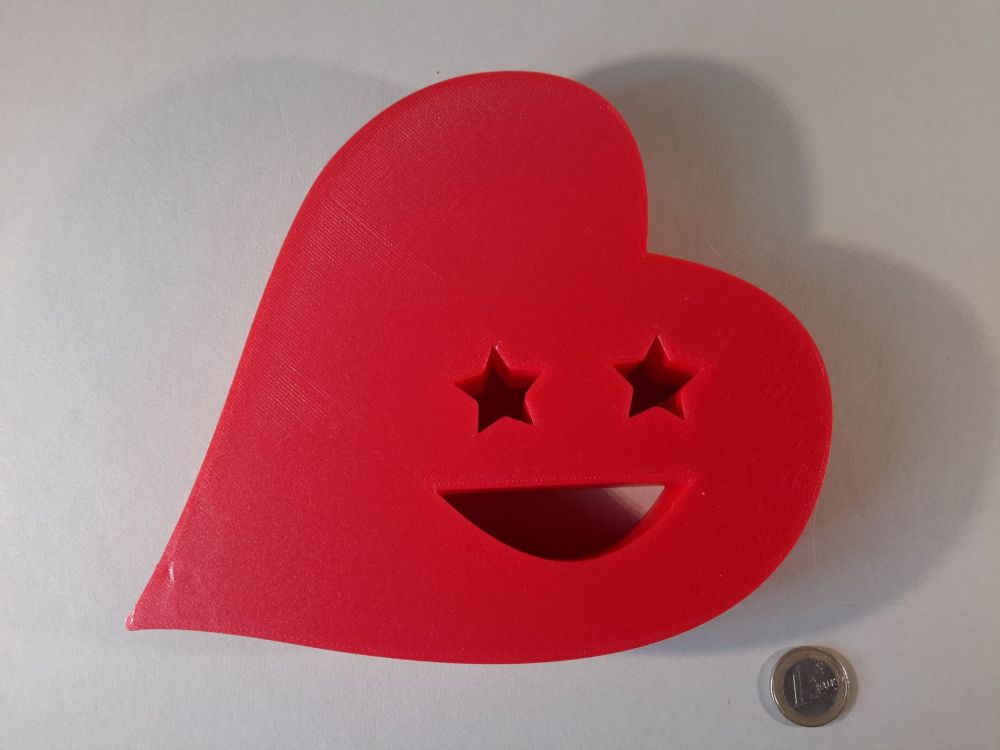
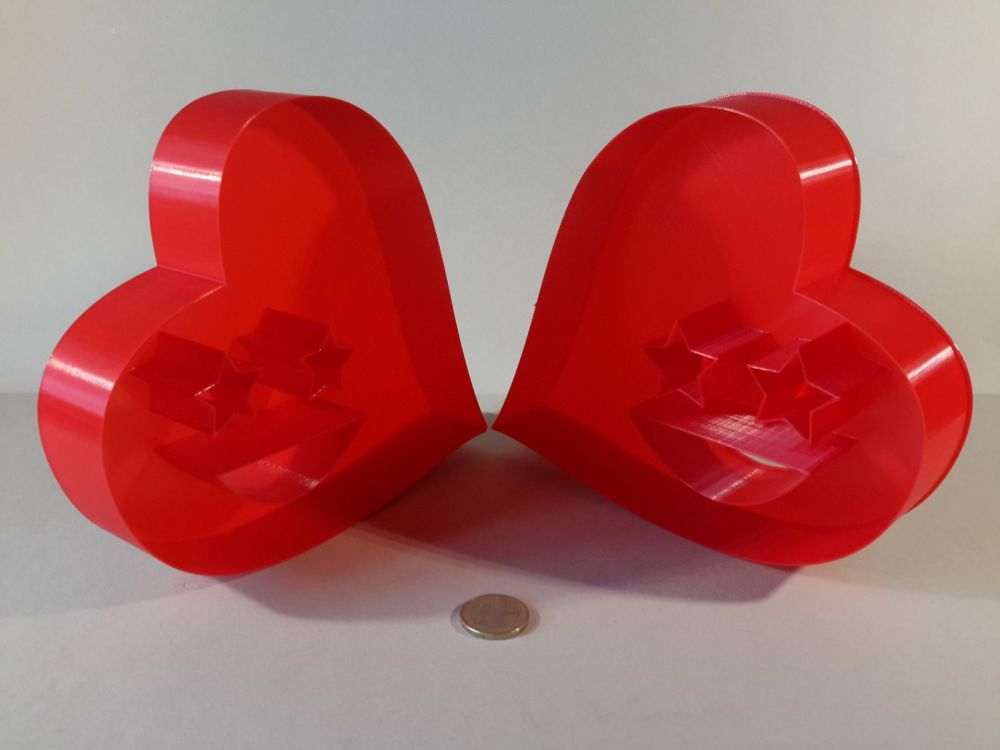
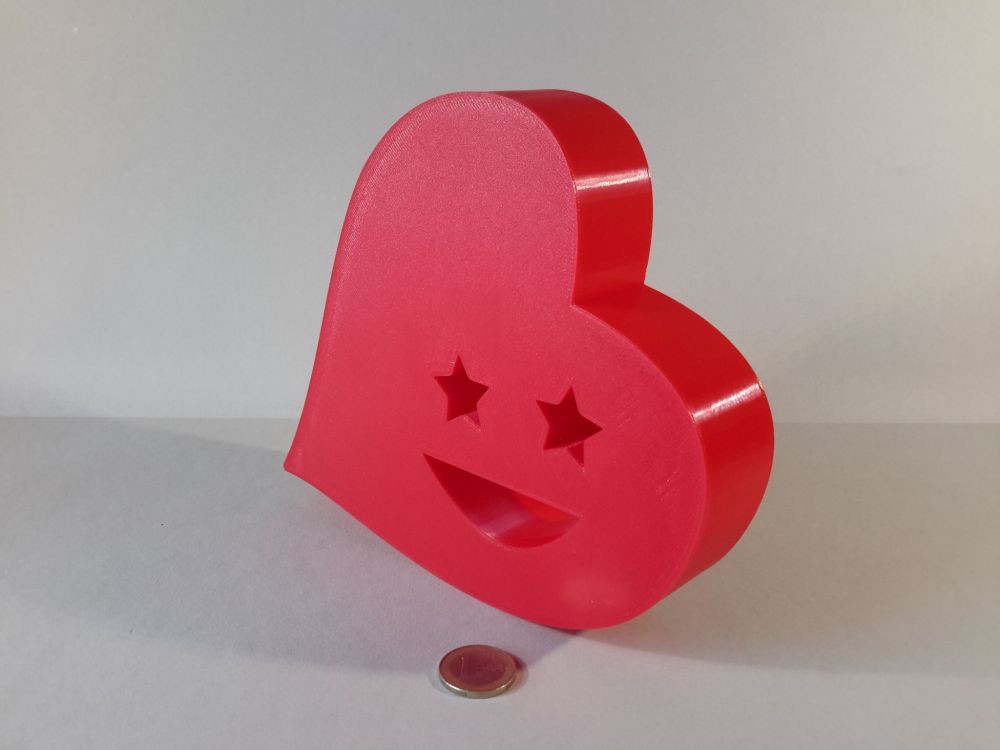
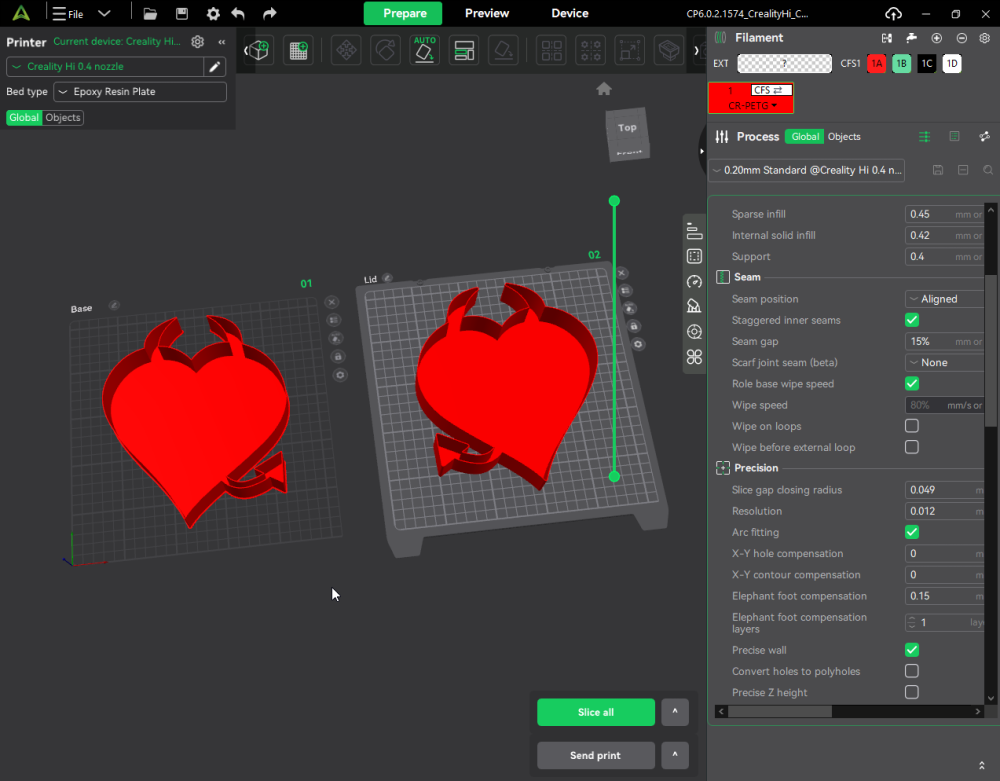
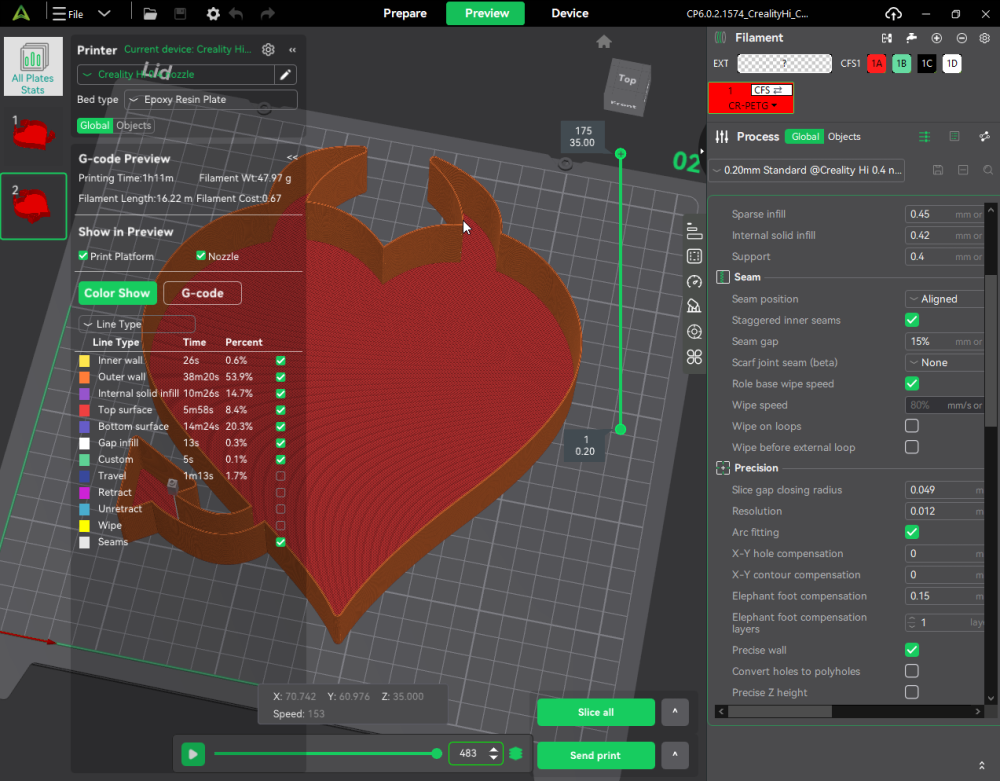
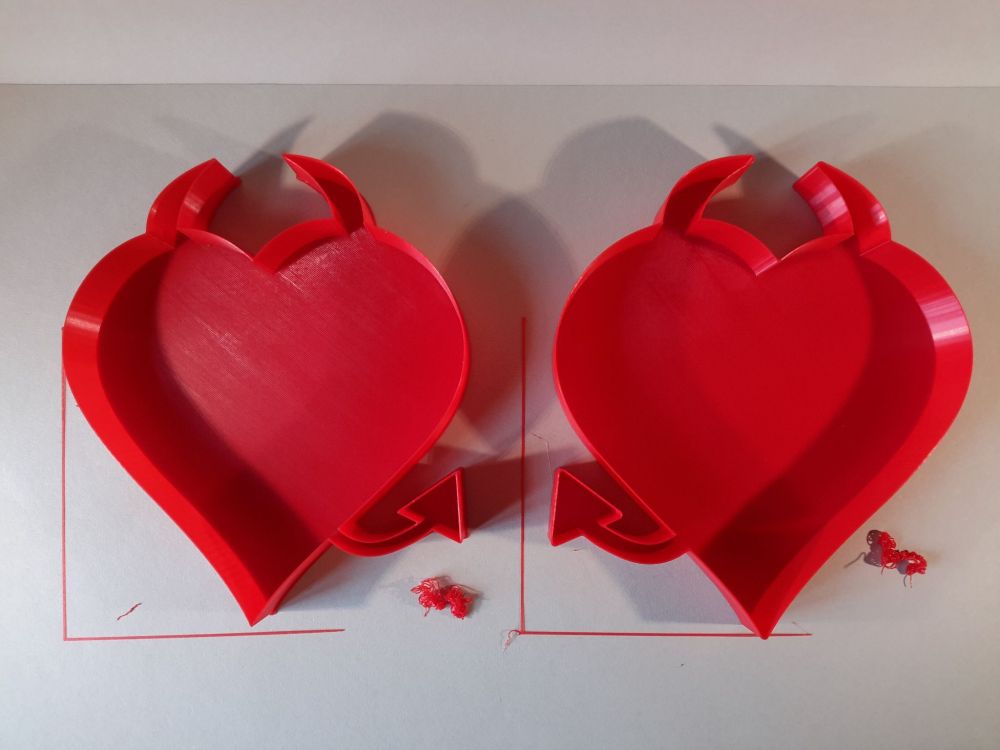
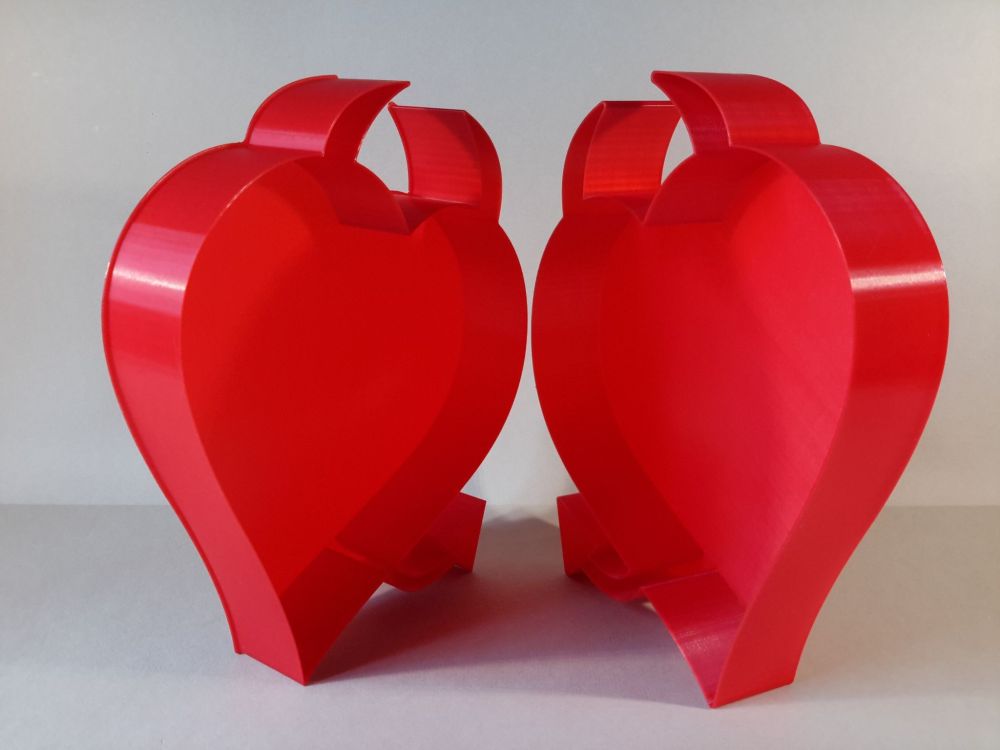
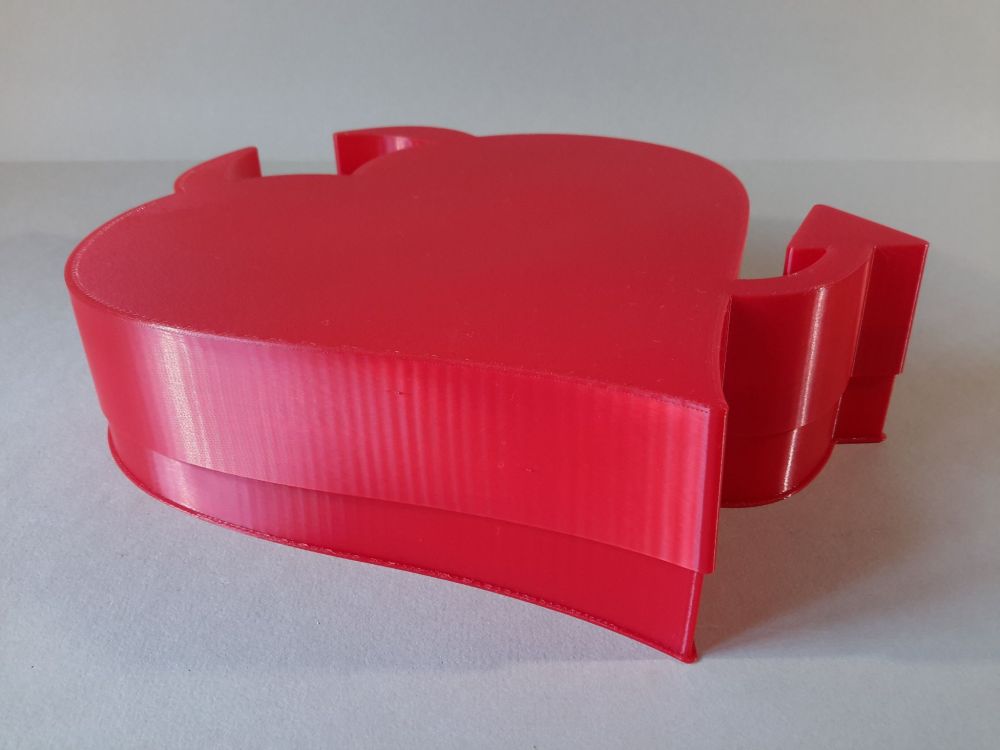
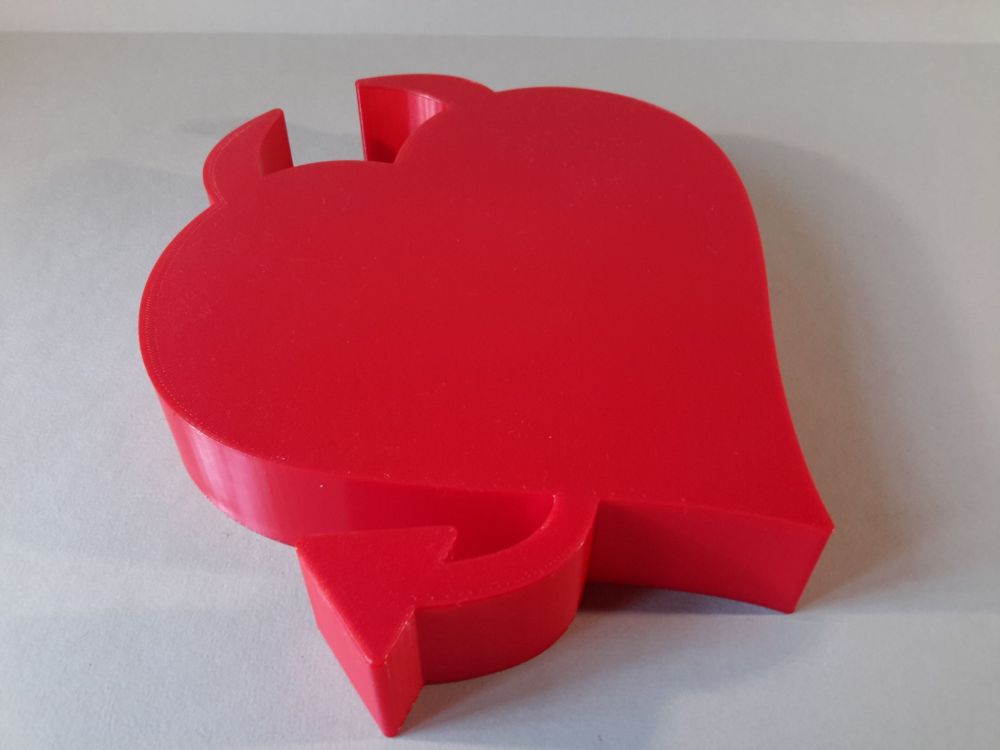
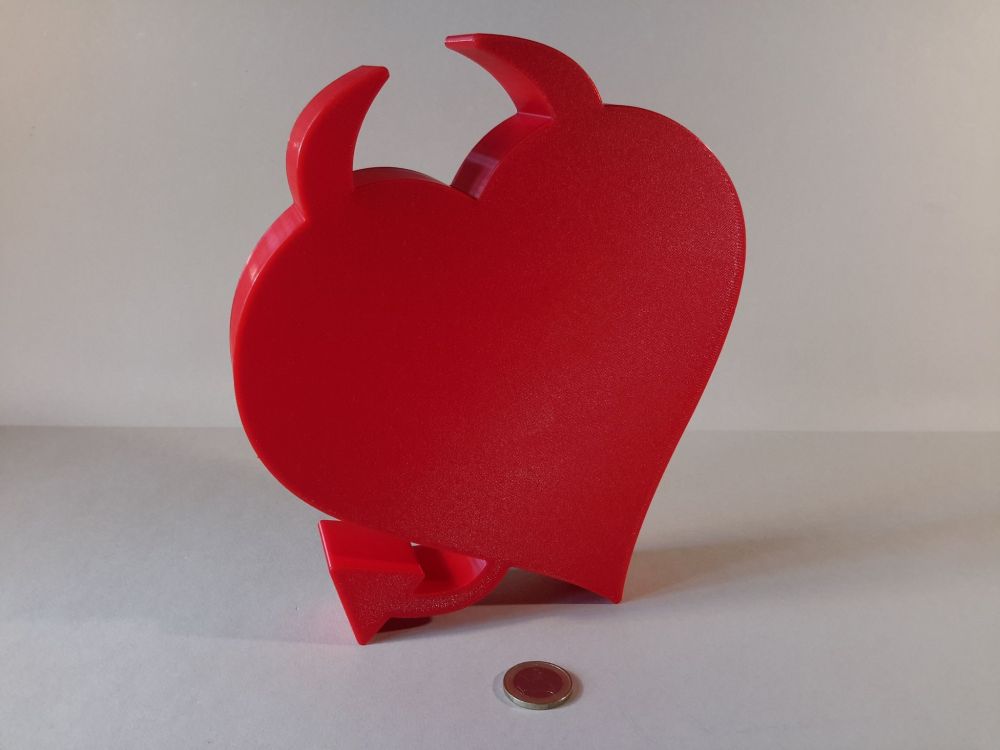
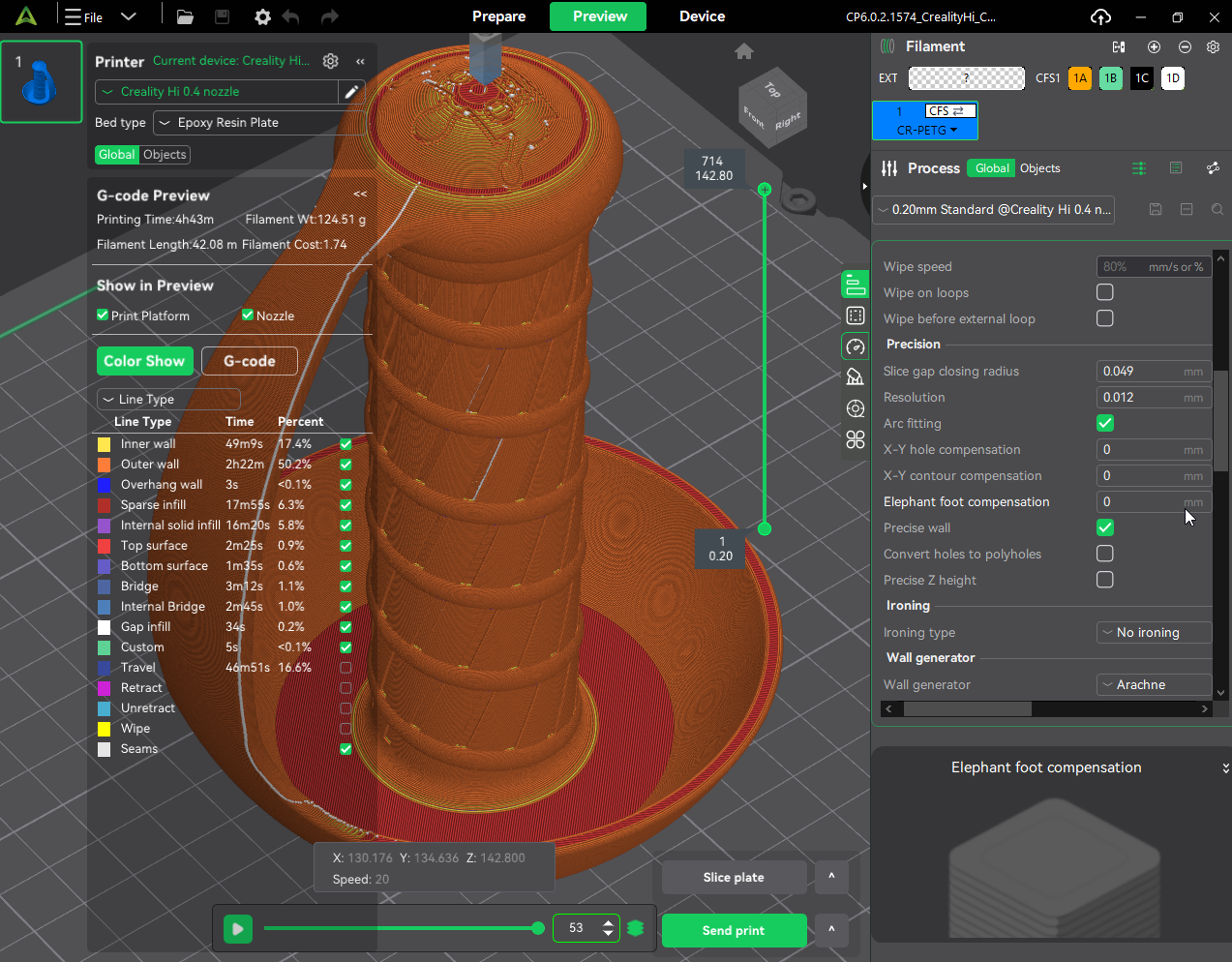
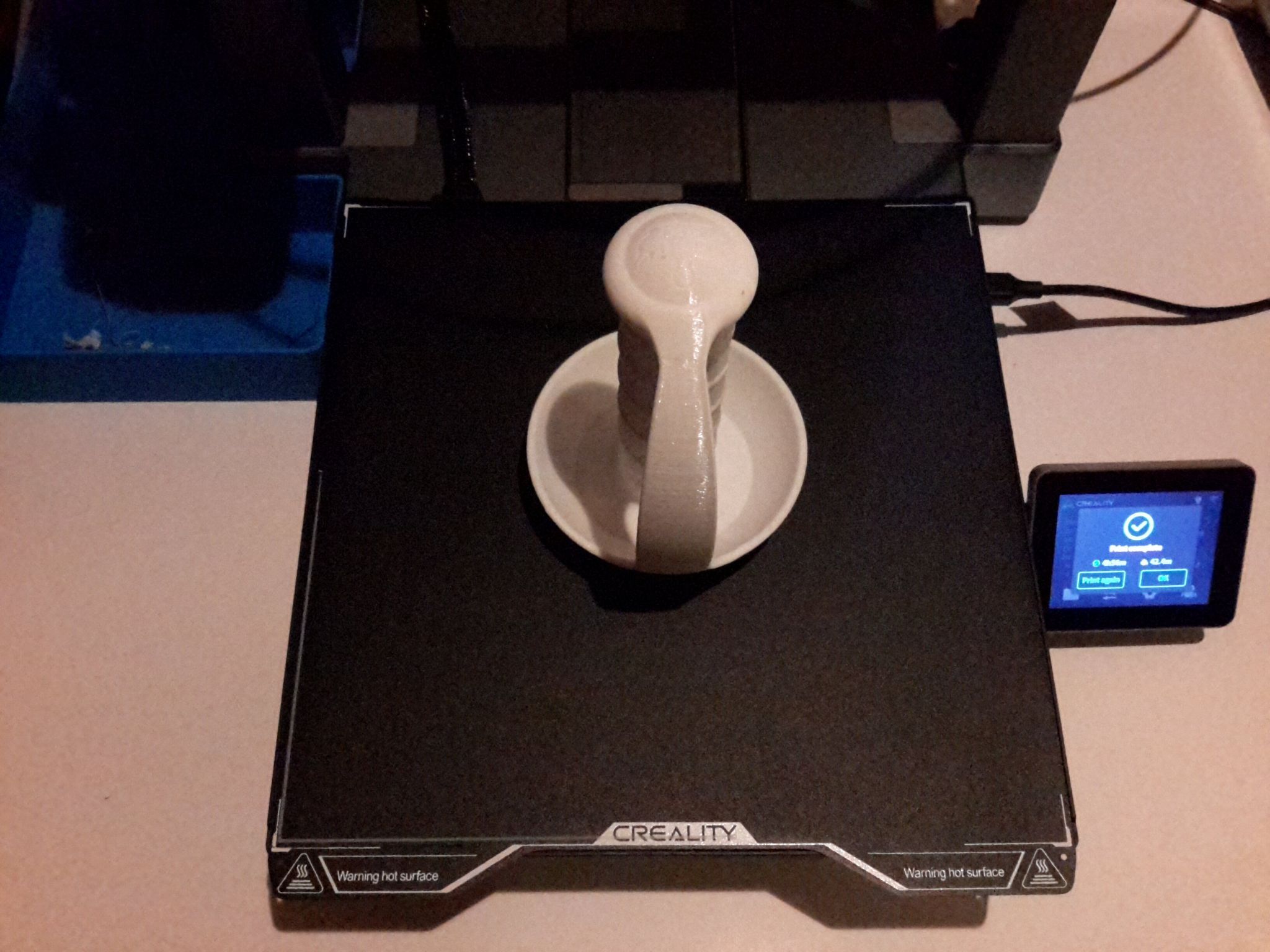
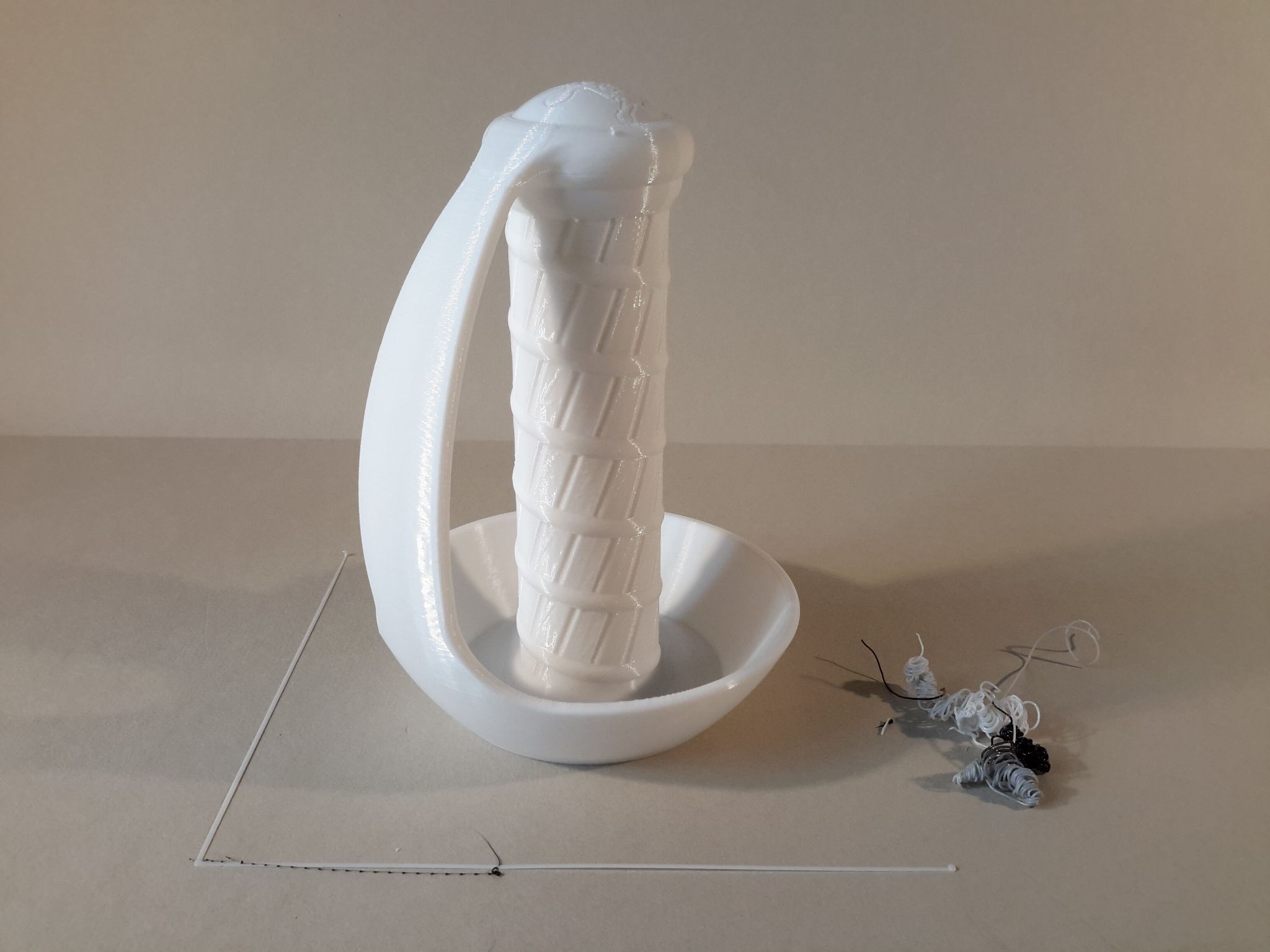
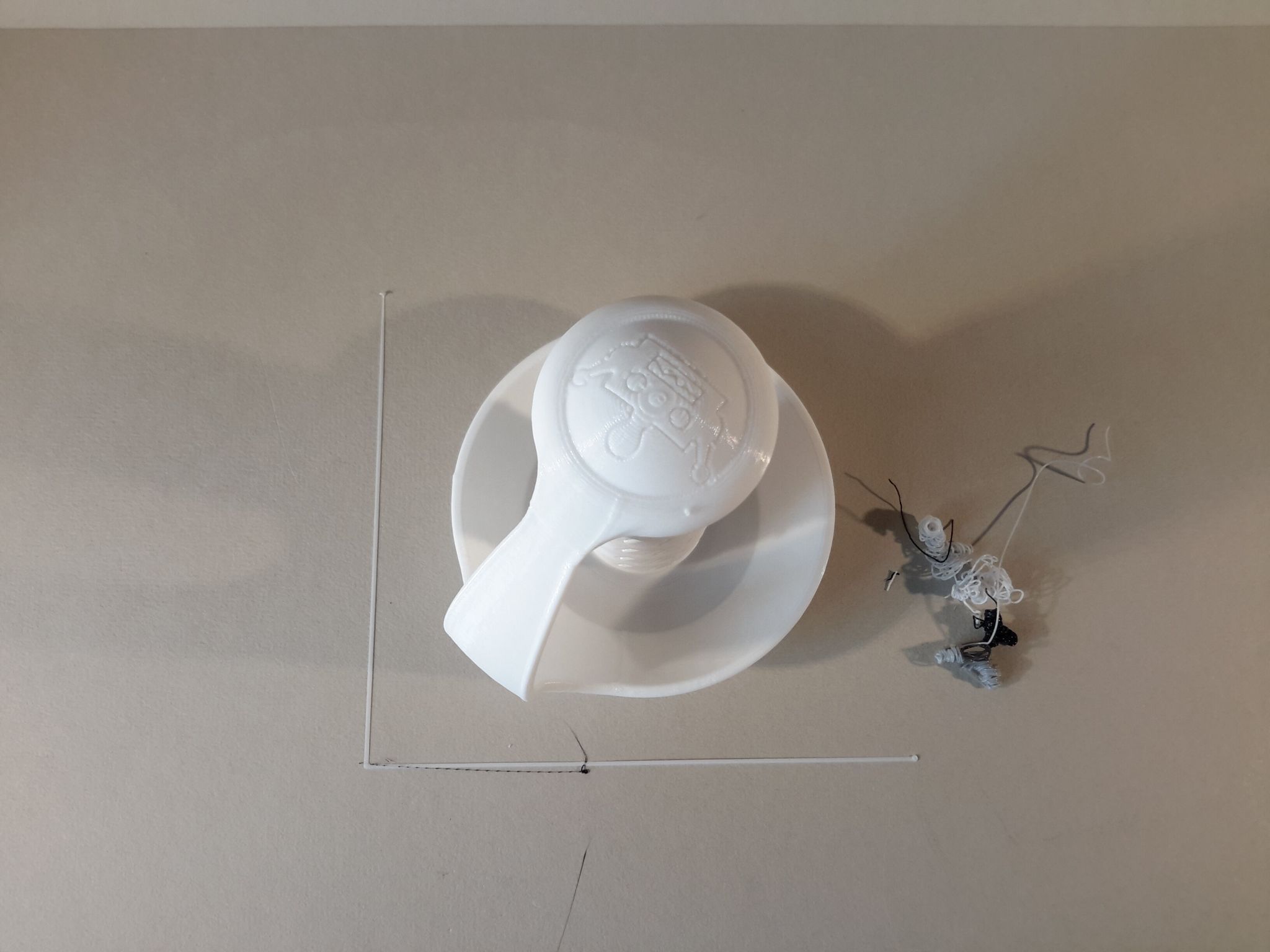
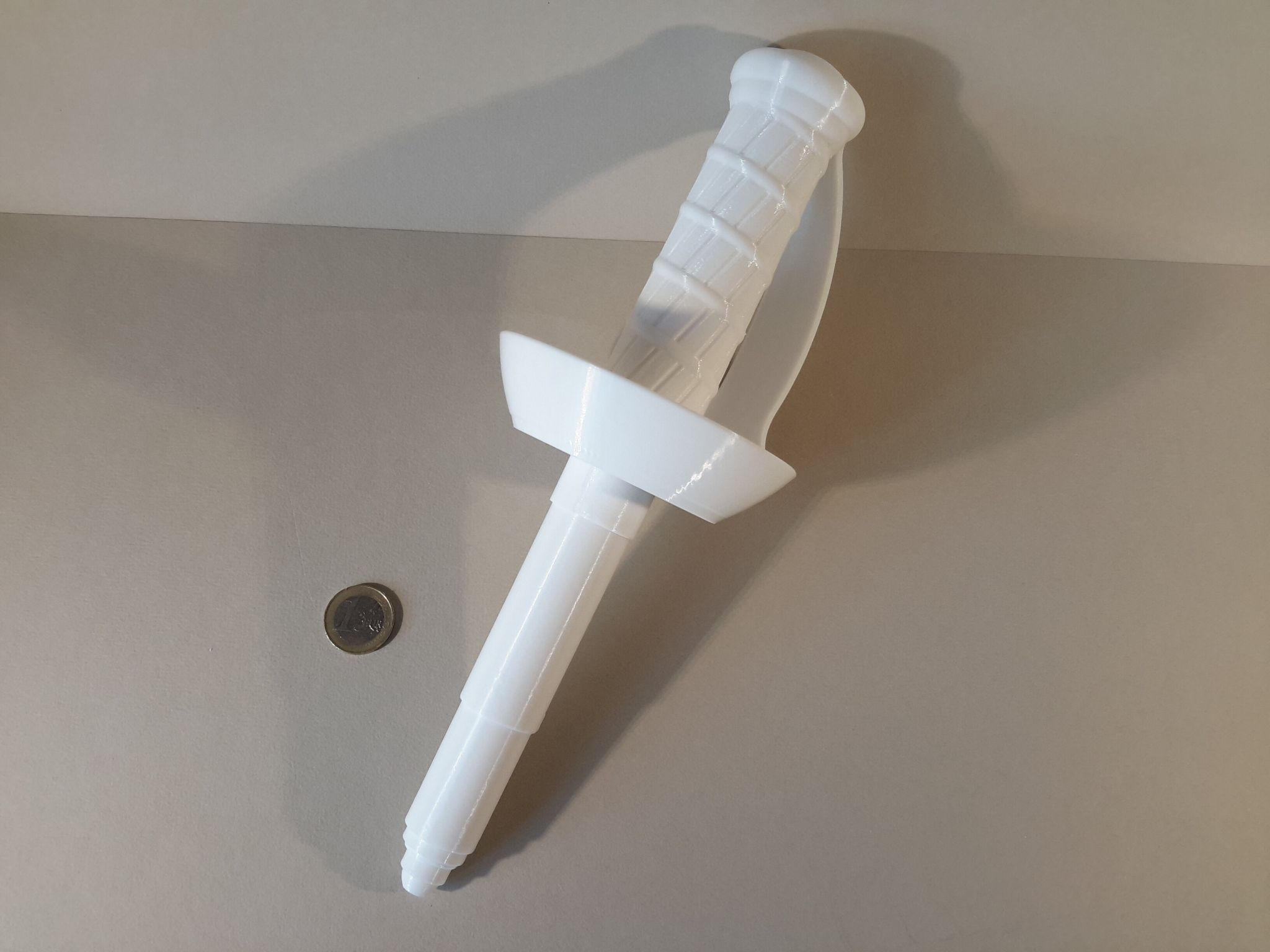
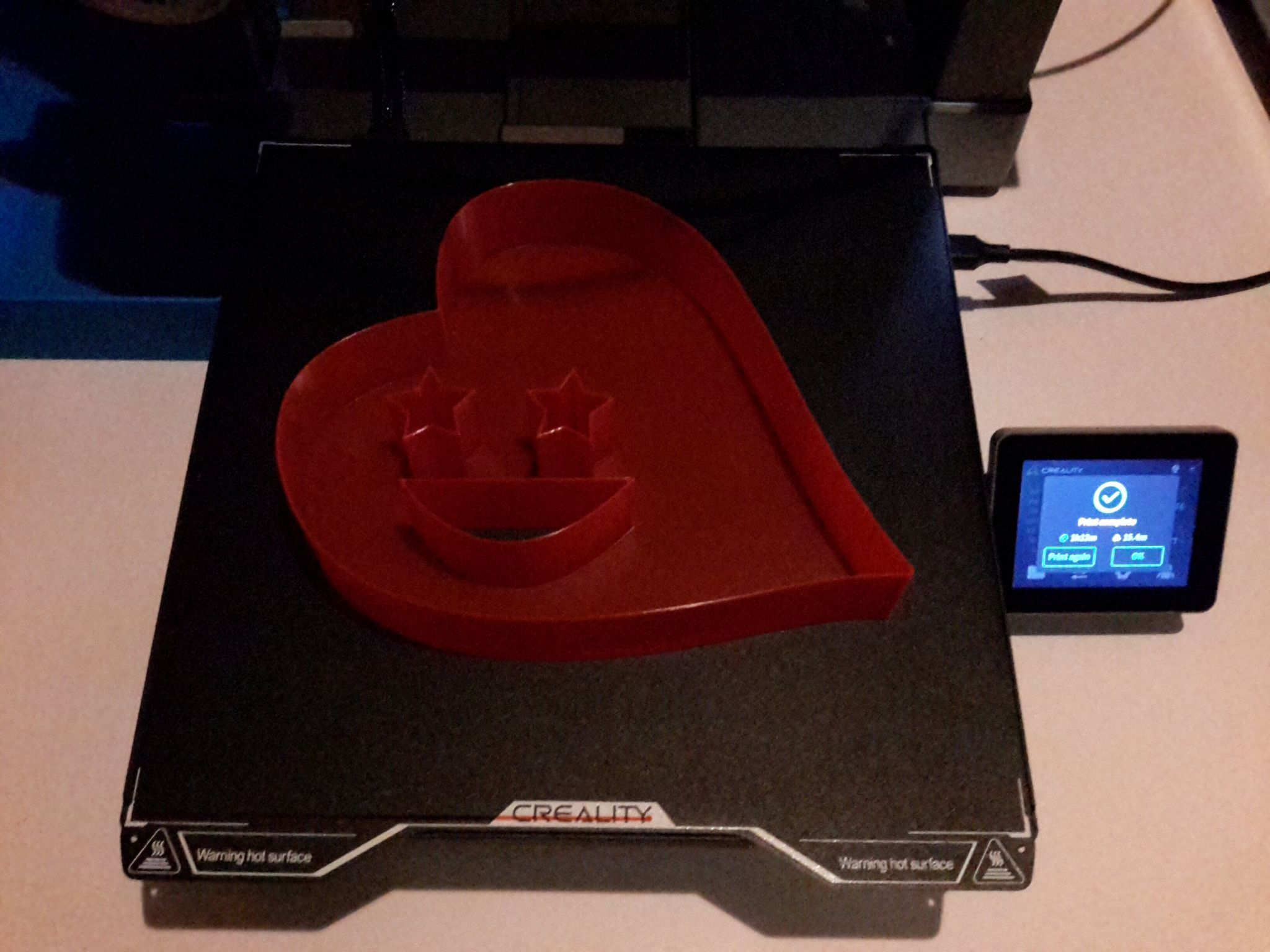
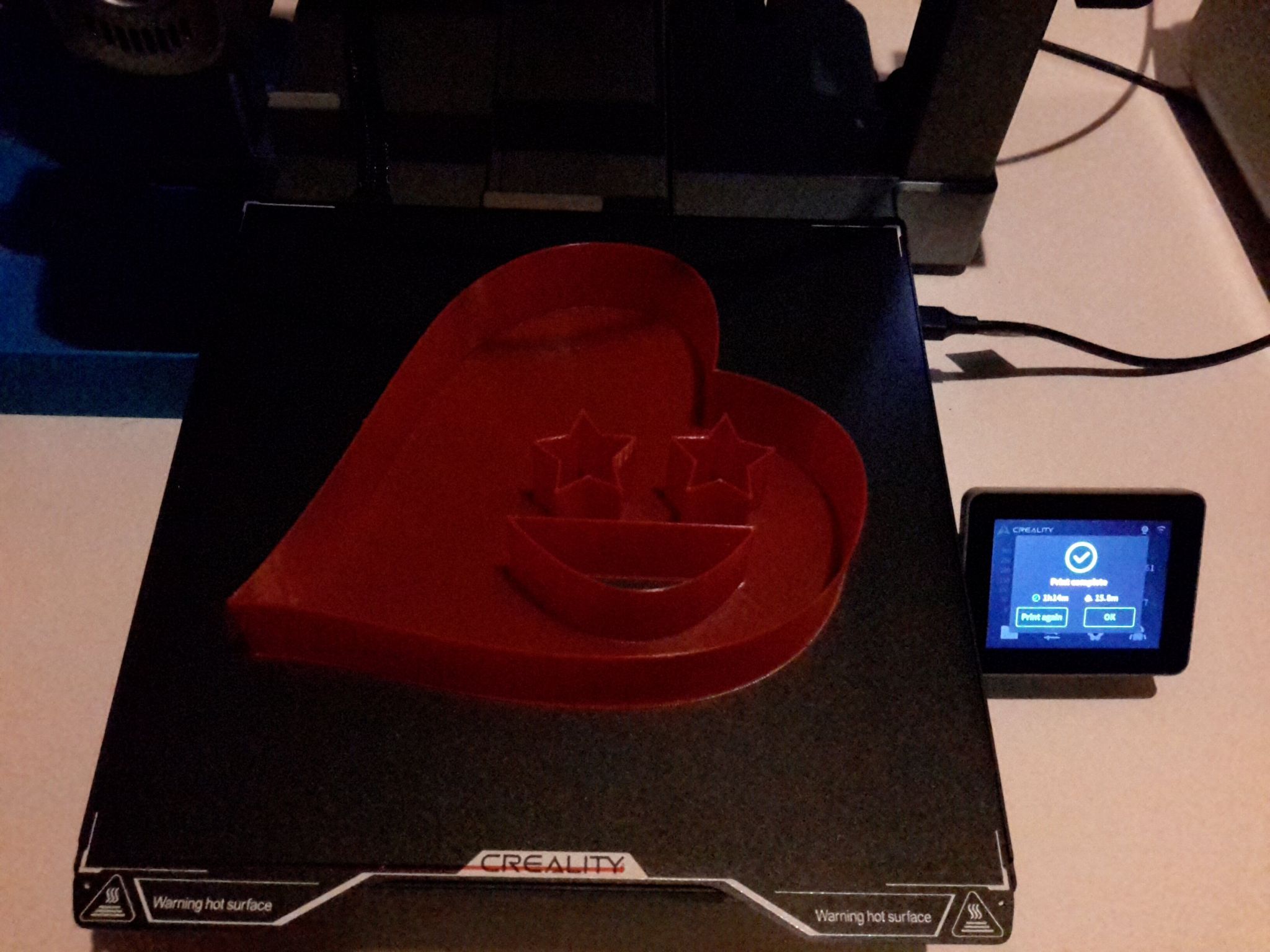
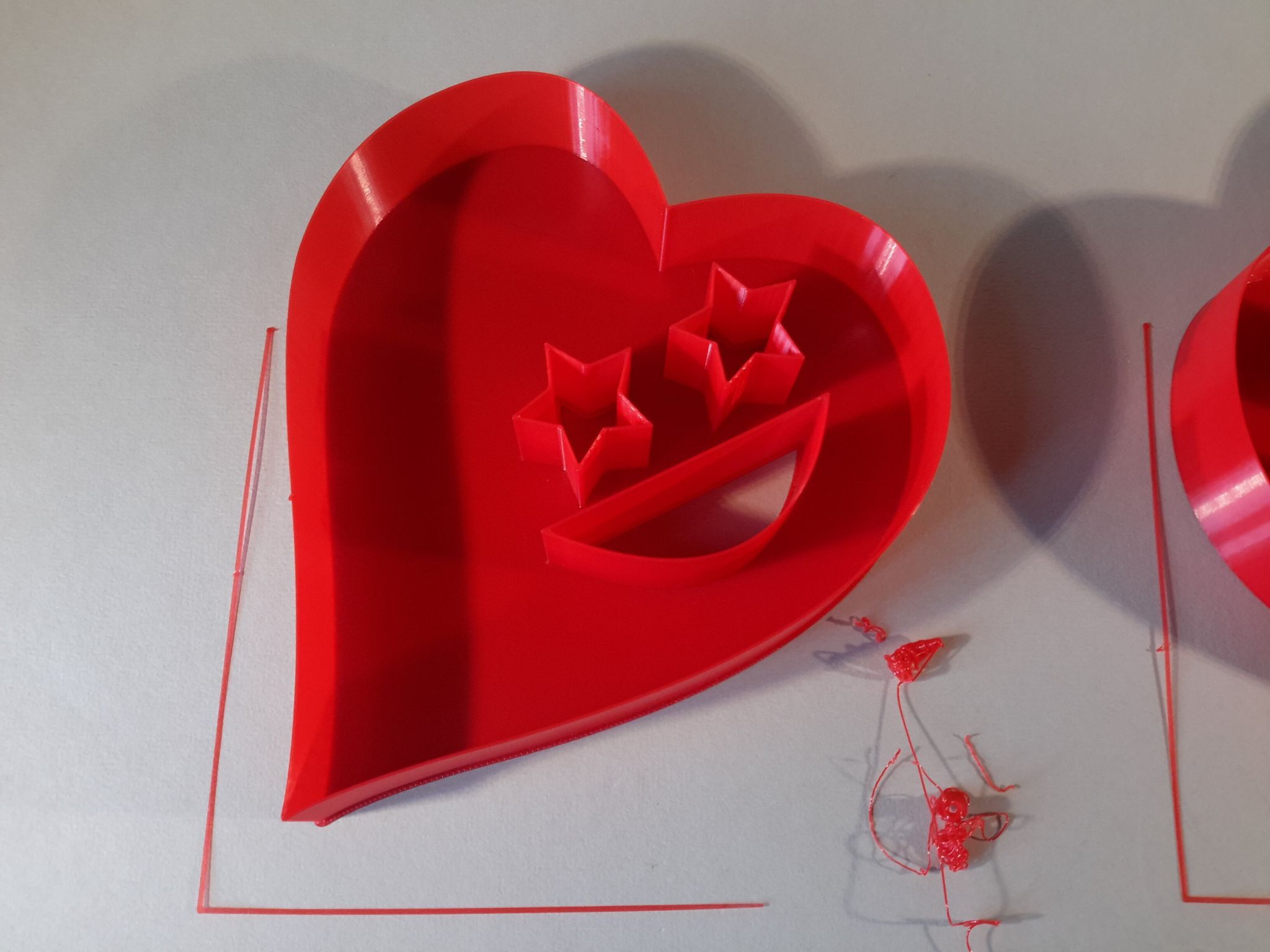
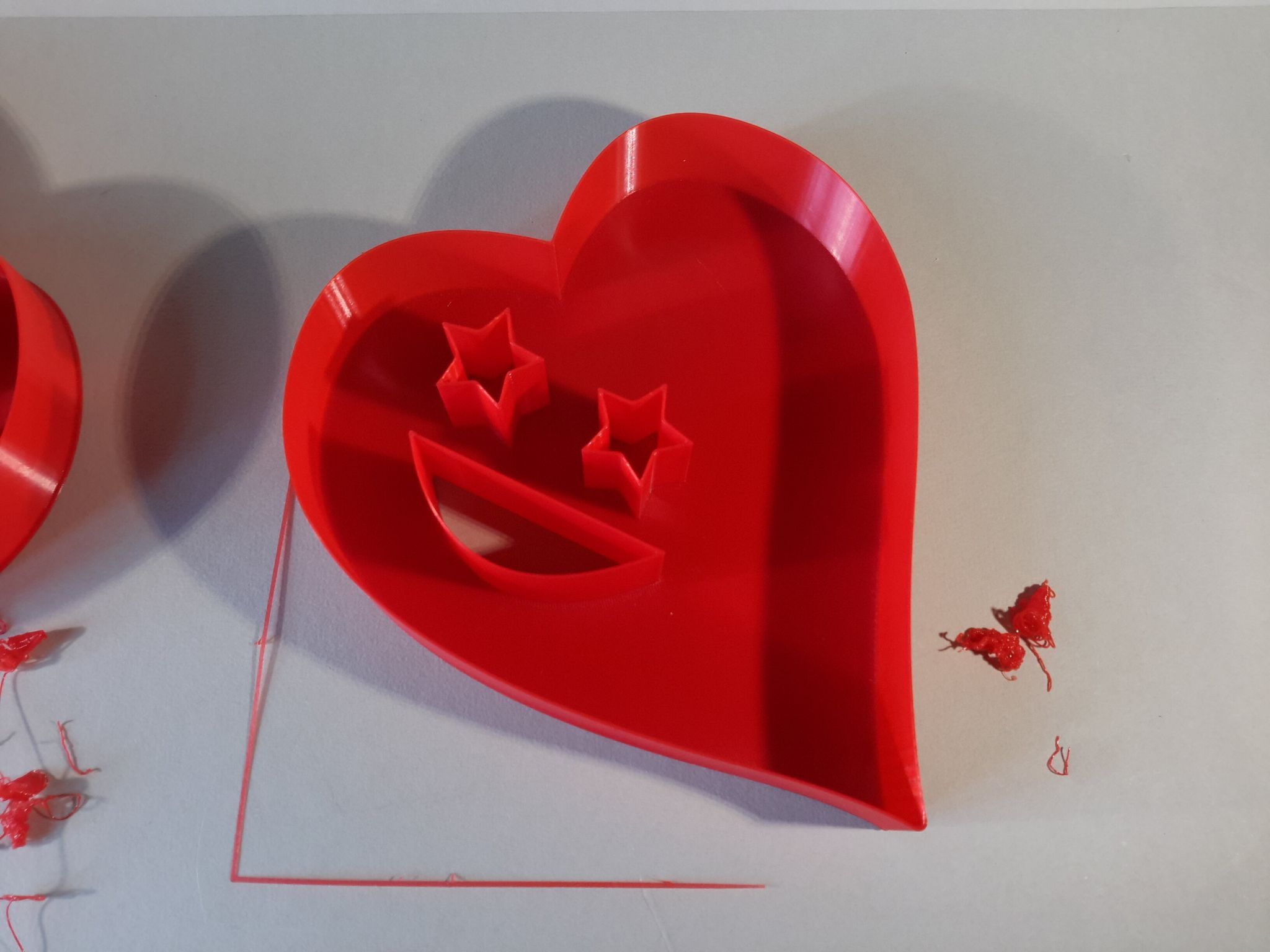
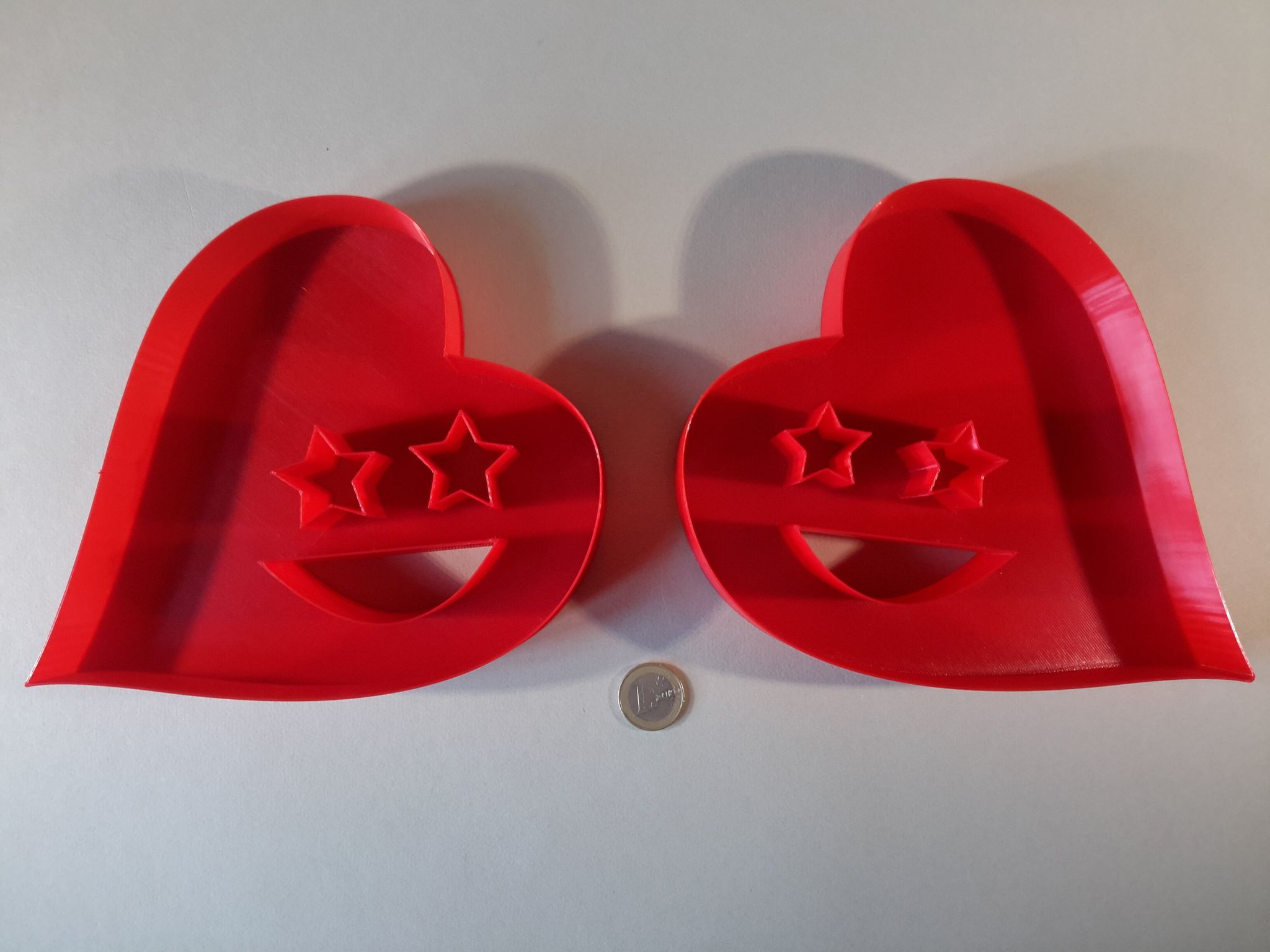
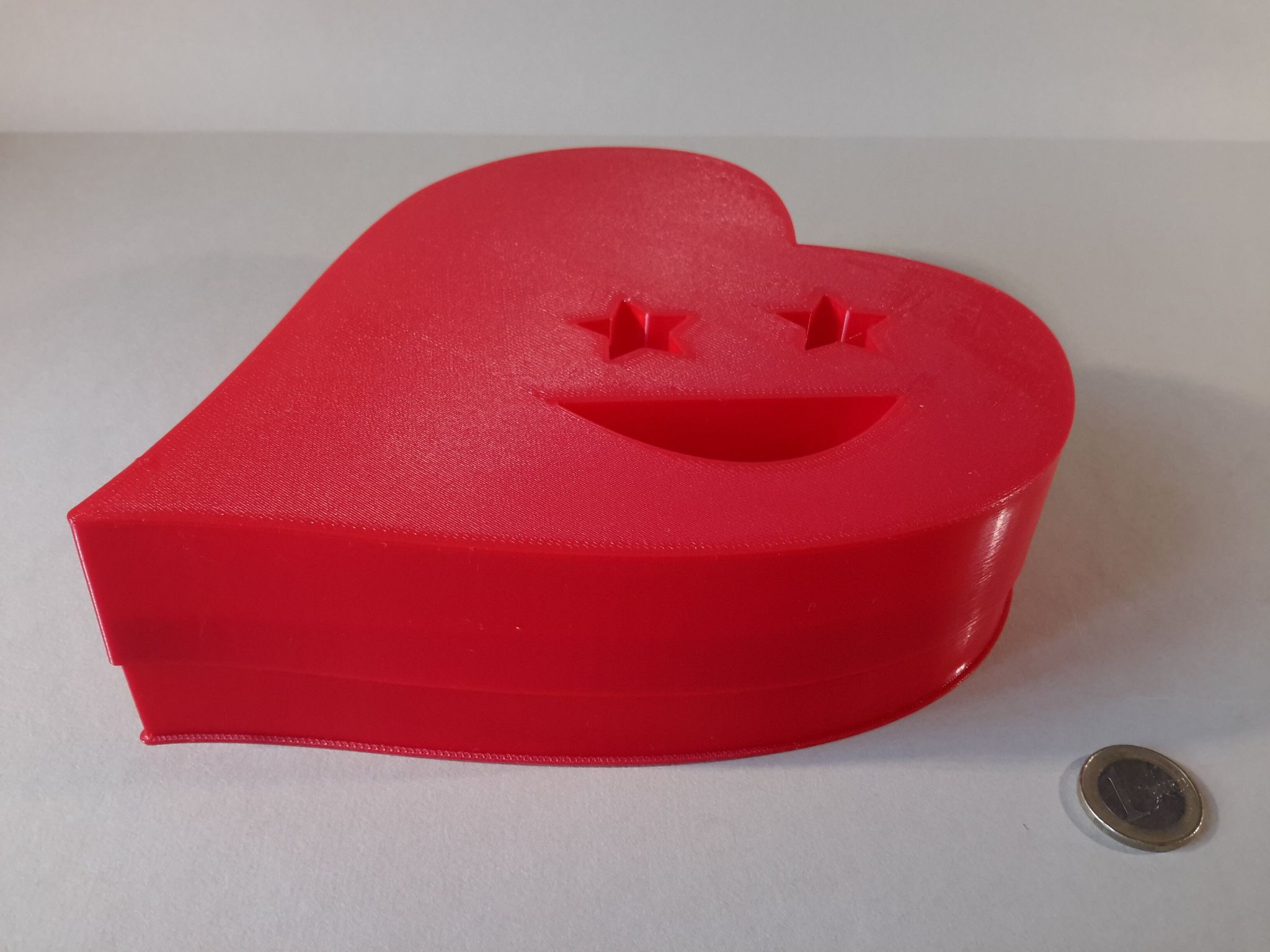
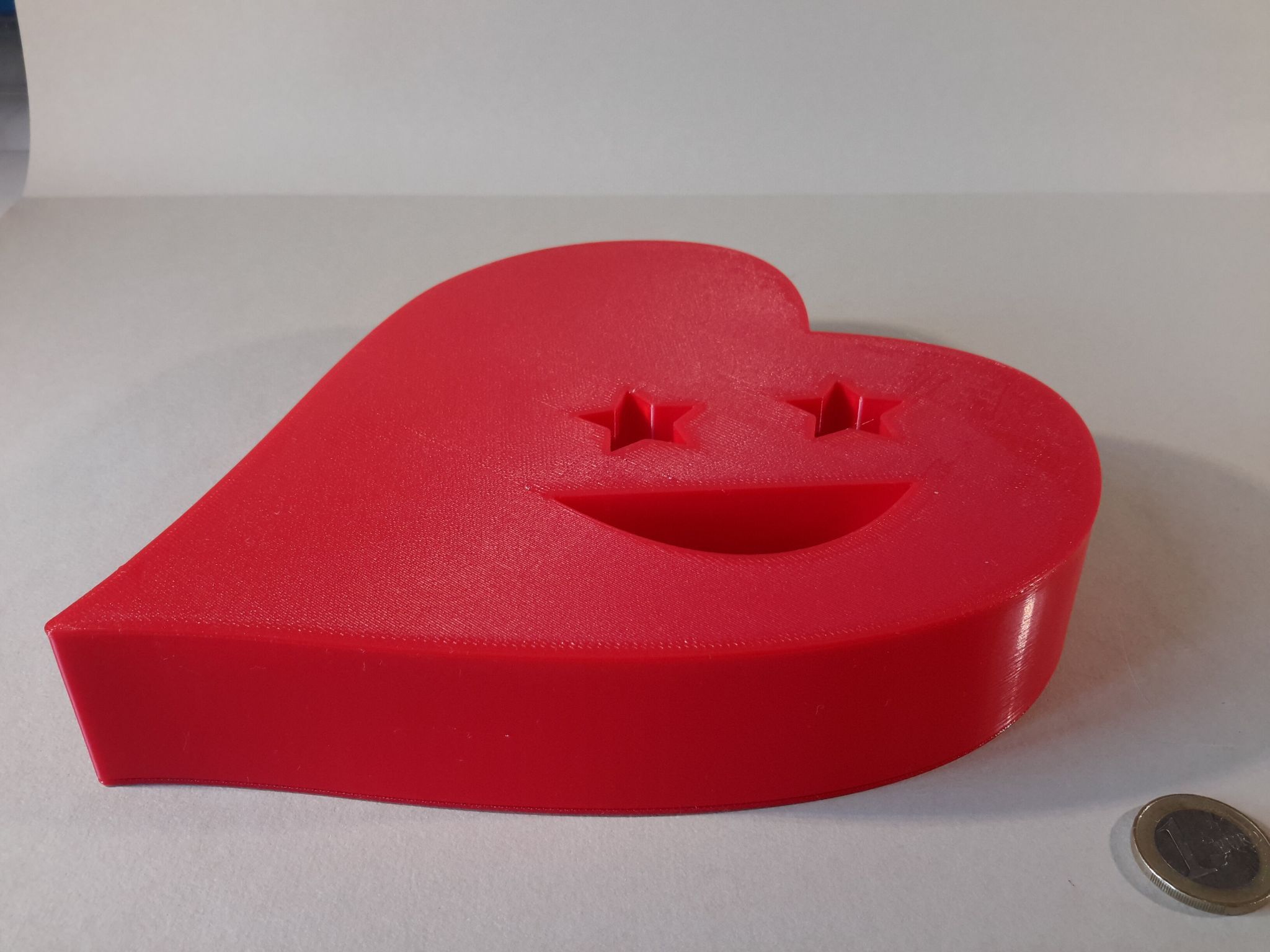
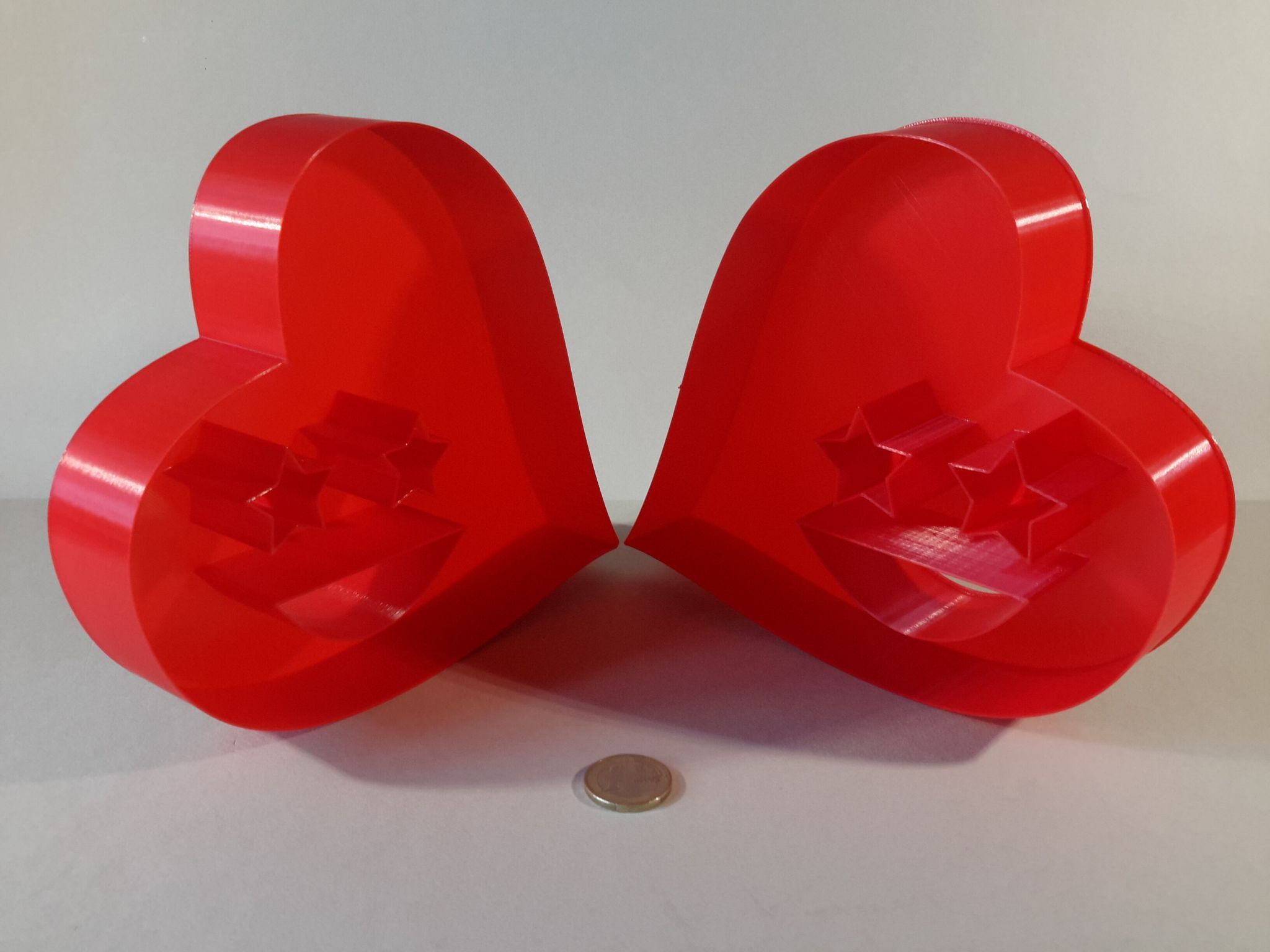
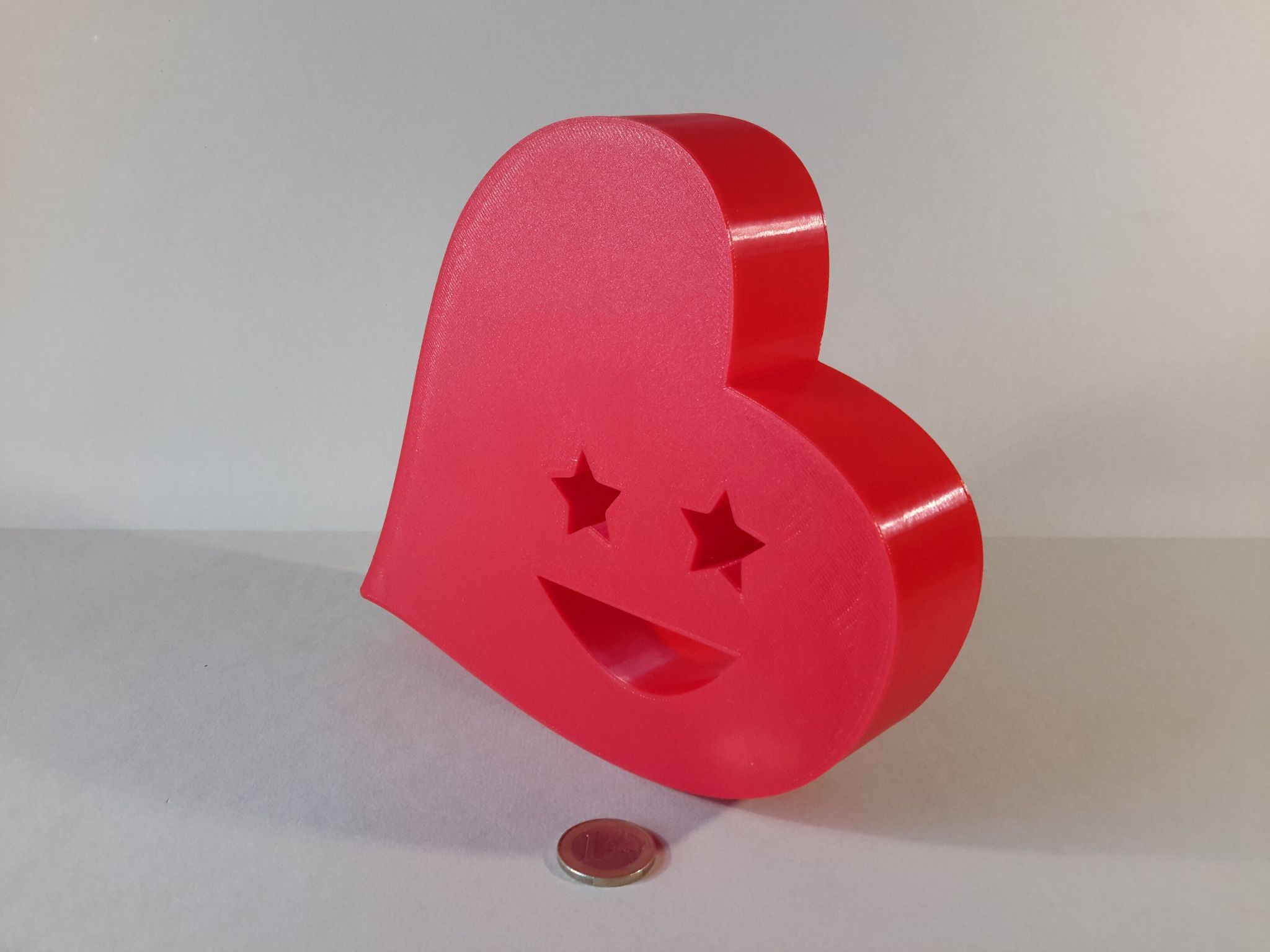
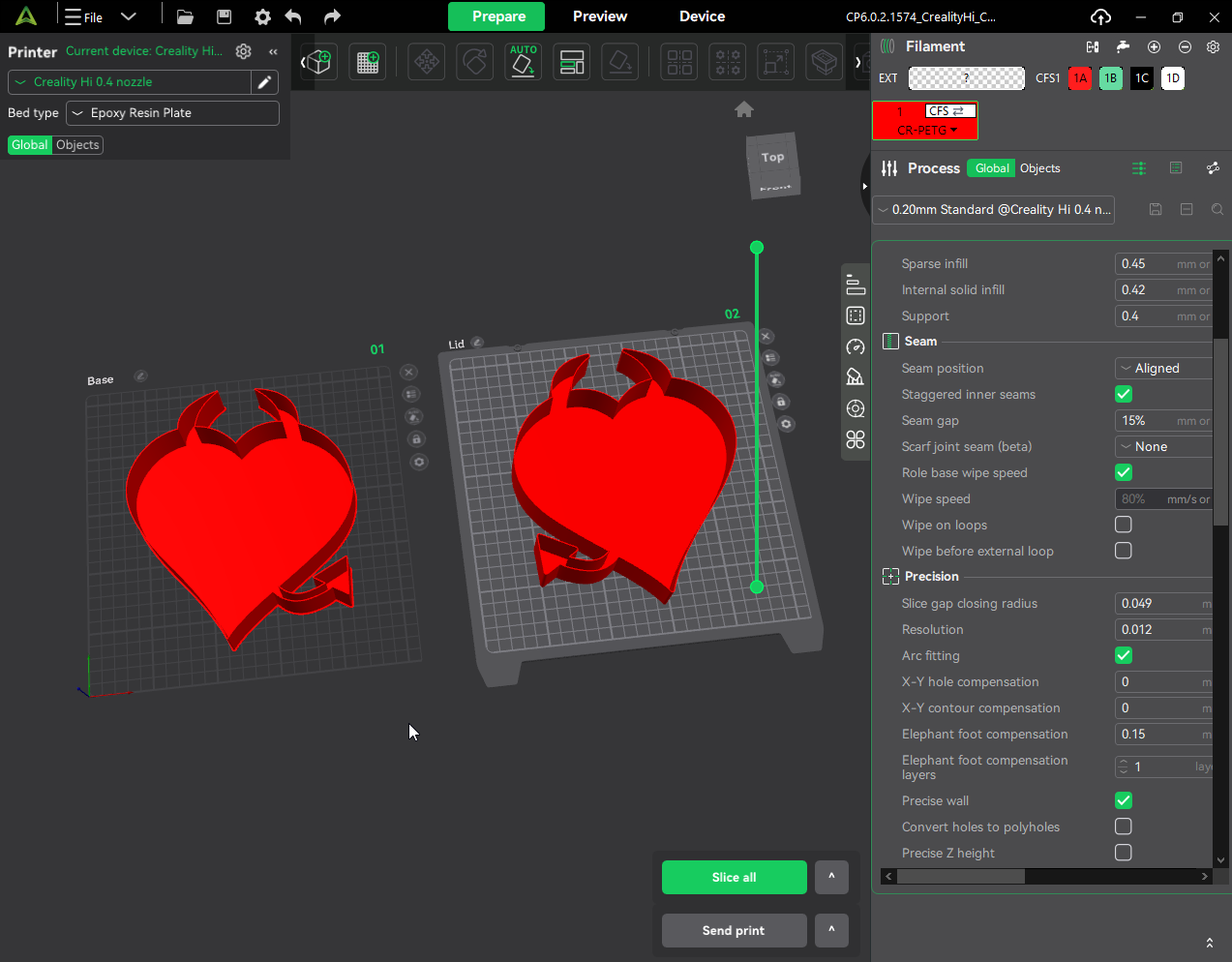
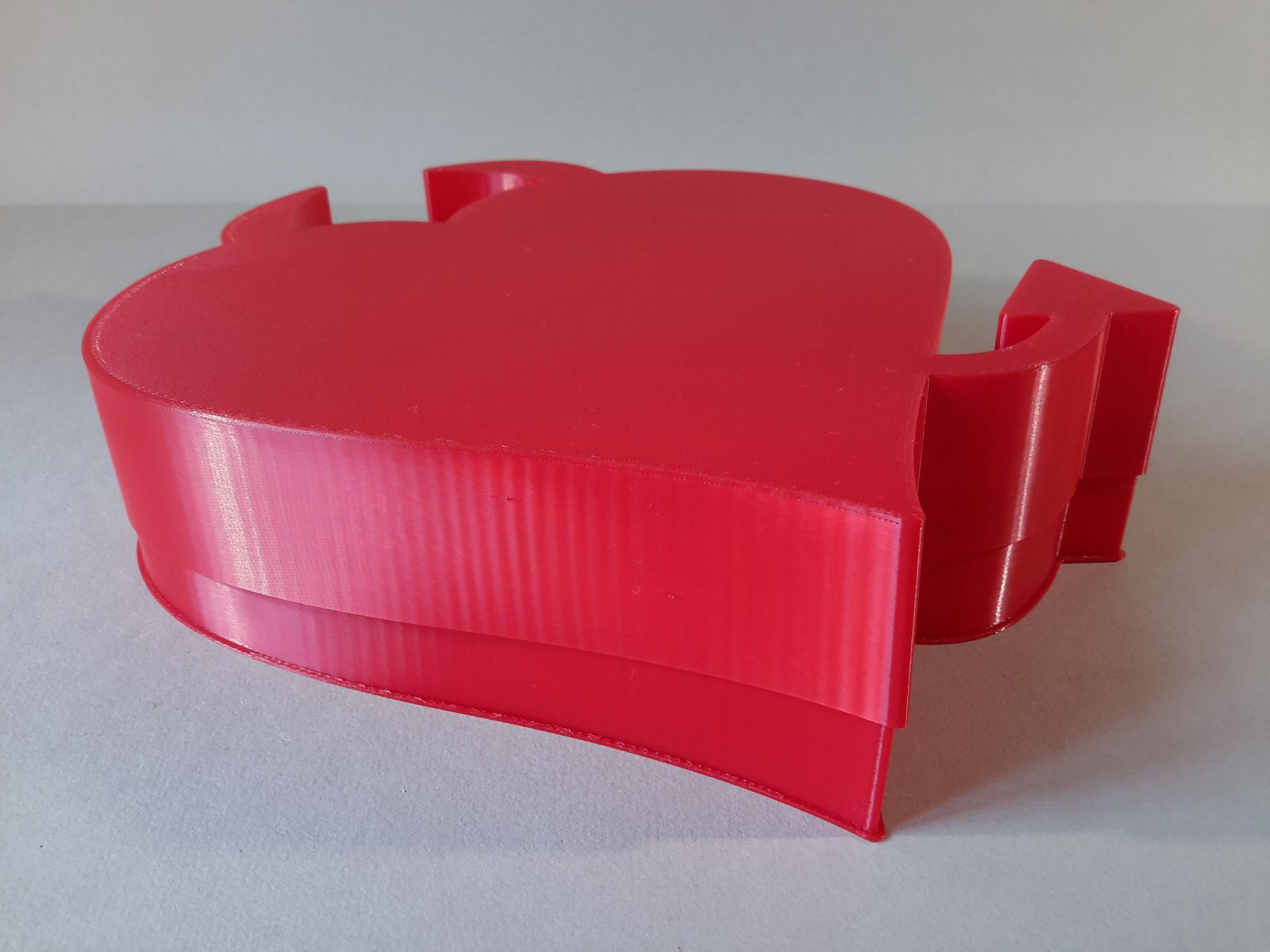
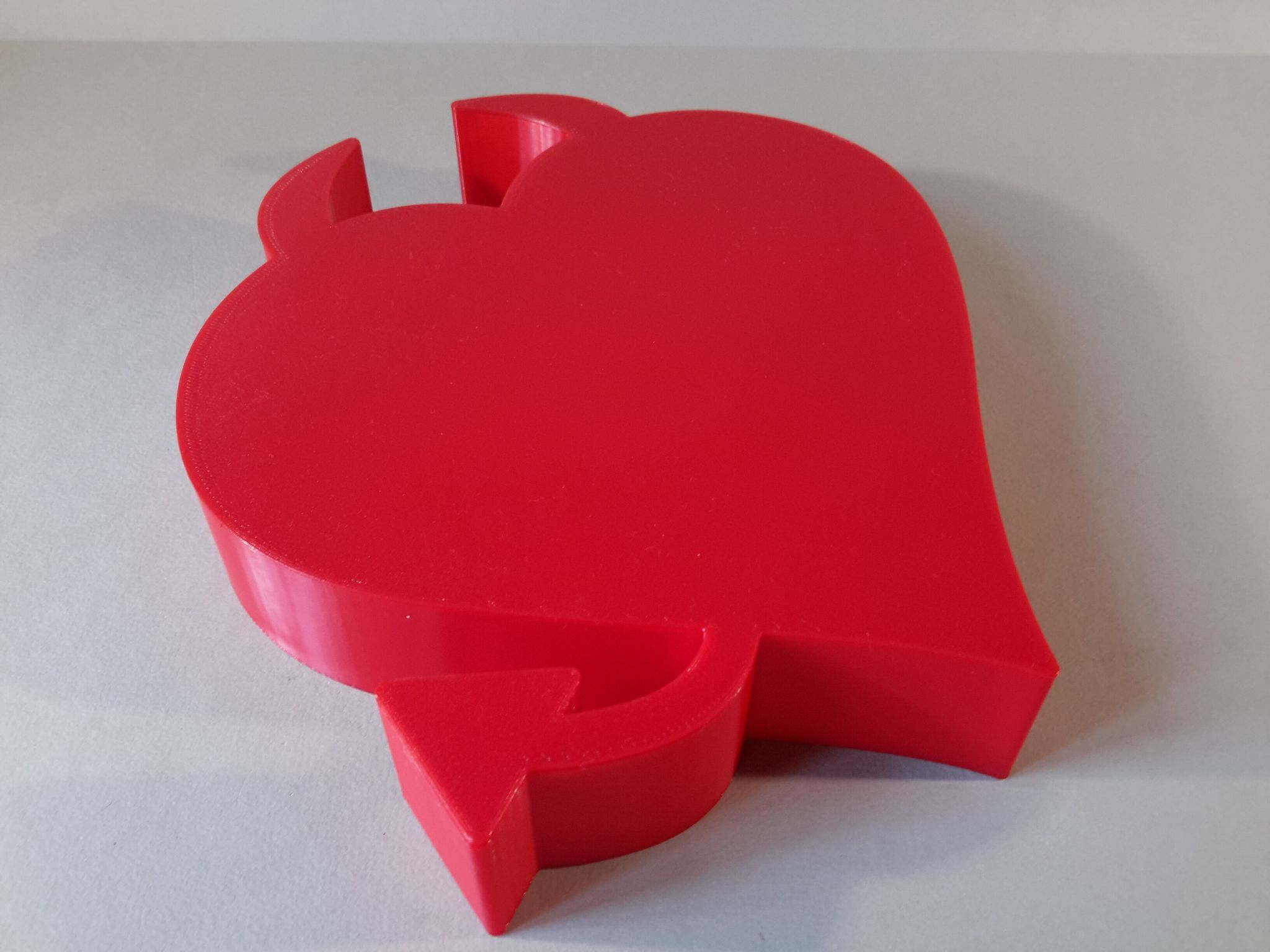
Autres impressions - (Acte III) - PETG Collapsible Pirate Sword https://www.crealitycloud.com/model-detail/66e4bae5bc2db6b0bf72764f?source=26&file3mf=679a843eb0f06136c77e5c6a de Voldamorse CR-PETG White Creality ( buse 240°C, plateau 80°C, Max volumetric speed 16 mm³/s ) // Elephant foot compensation 0 mm ( au lieu de 0.15 mm ) Fluffy Hearts Lo T, nestable box (v3) https://www.crealitycloud.com/model-detail/64041a57649714242877f04b?file3mf=679a7b2dd552d7da2af316e4 CR-PETG Red Creality // No-Brim Fluffy Hearts Lo S, nestable box (v3) https://www.crealitycloud.com/model-detail/64041a583c984d3618e46fef?file3mf=679a7addb0f06136c77df6e2 CR-PETG Red Creality // No-Brim
















 2 points
2 points -
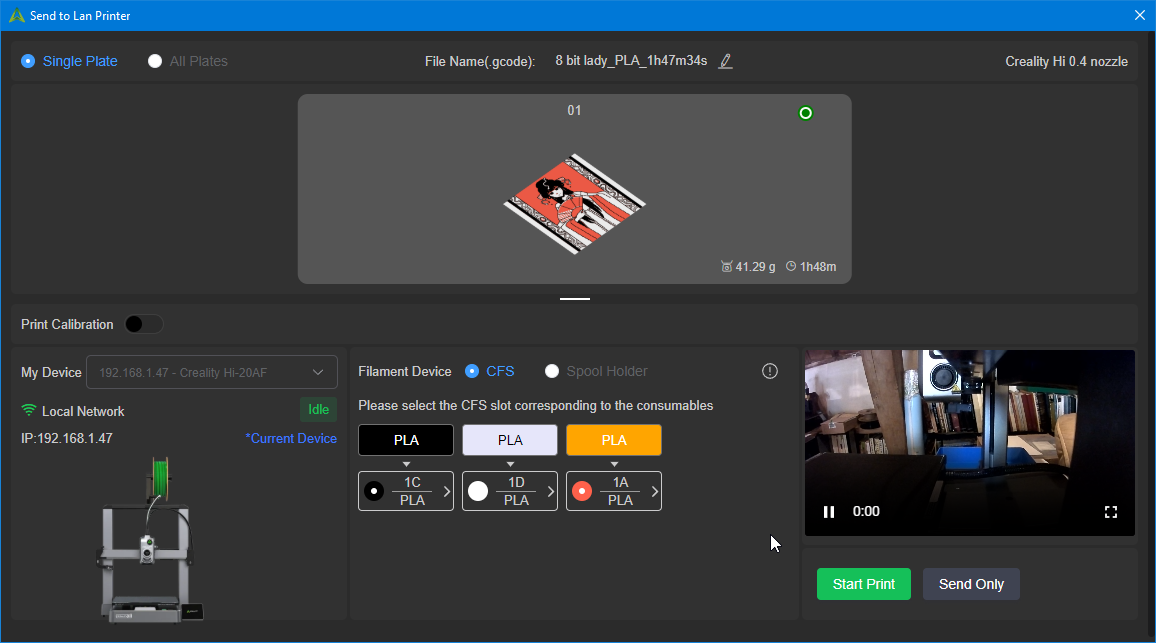
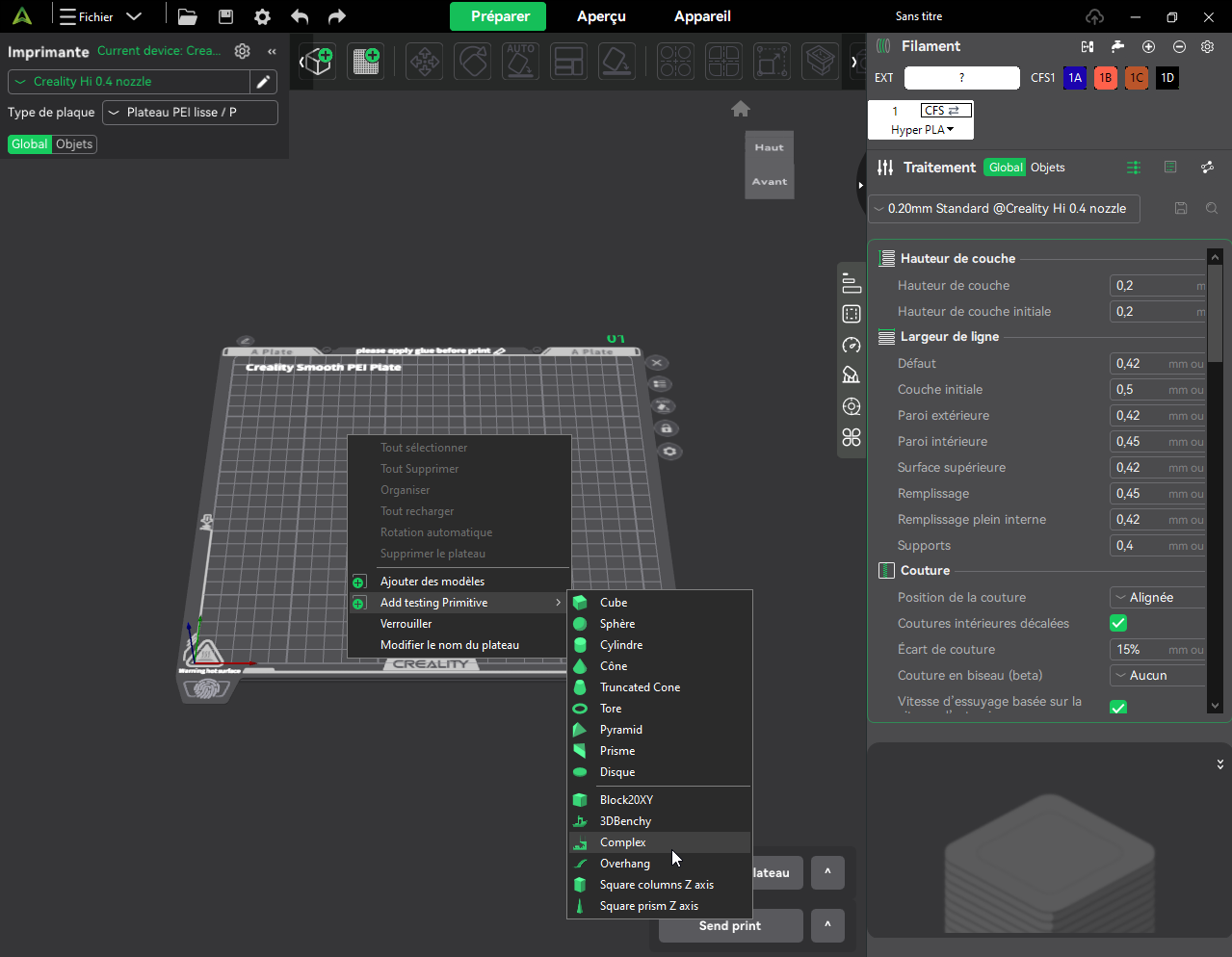
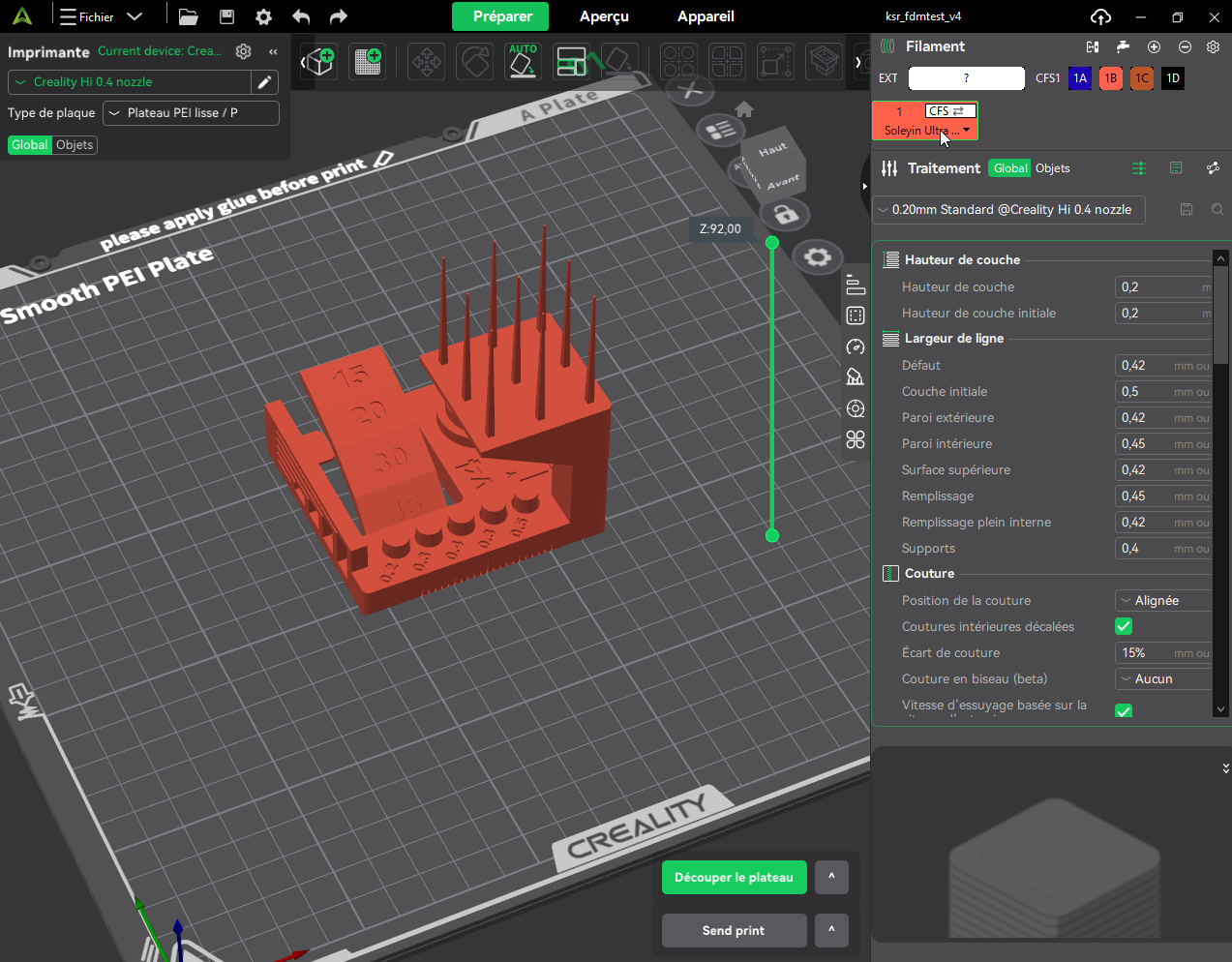
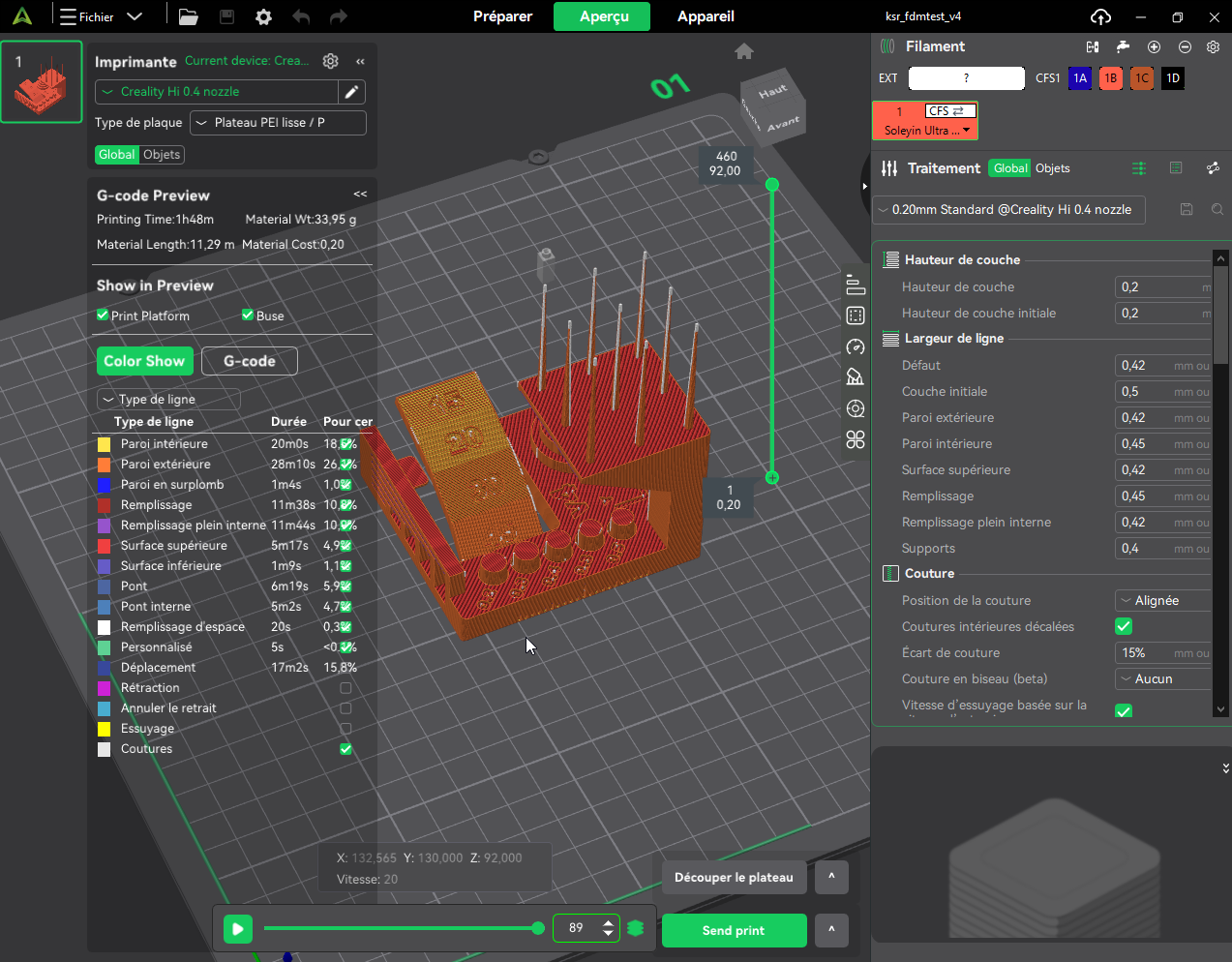
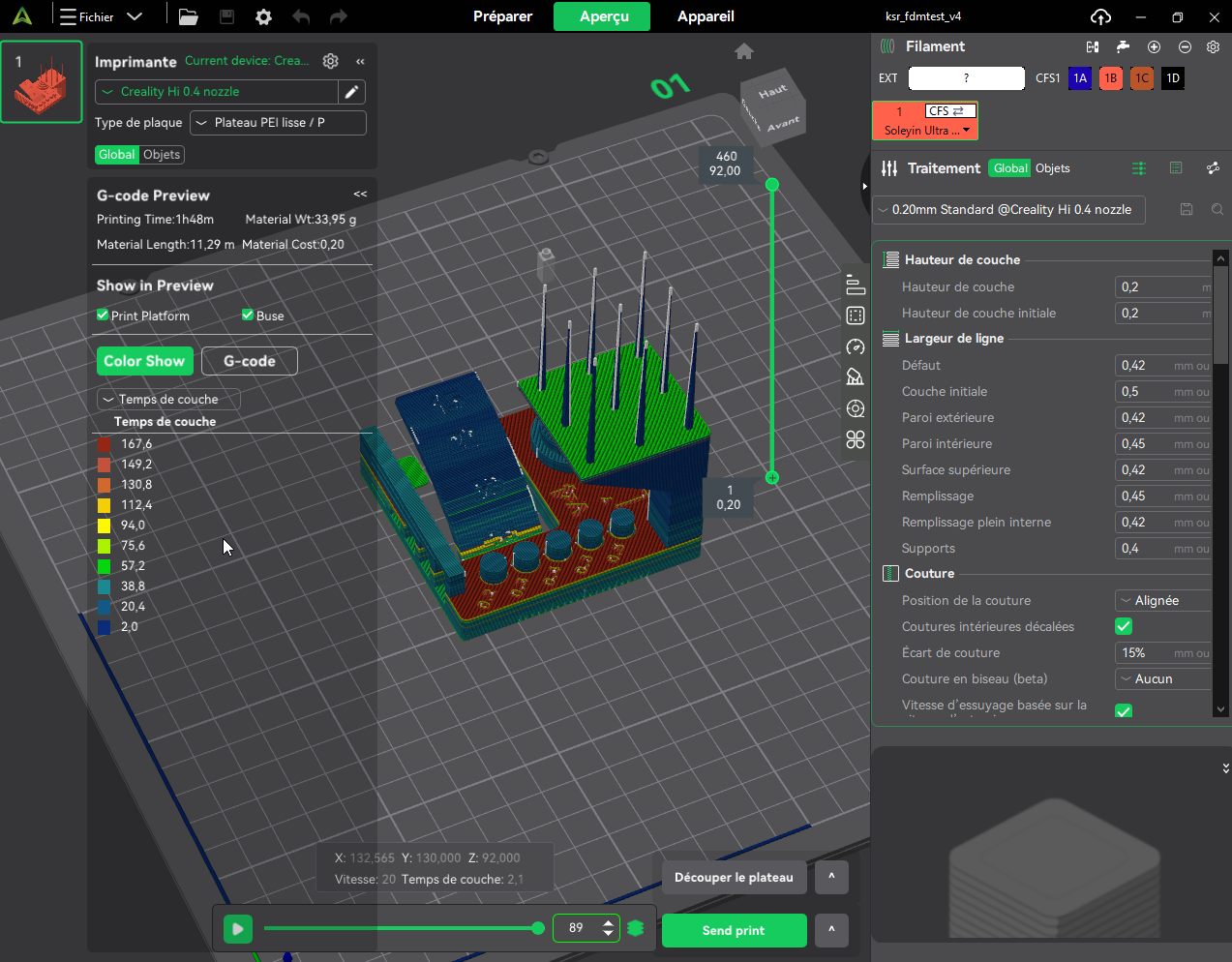
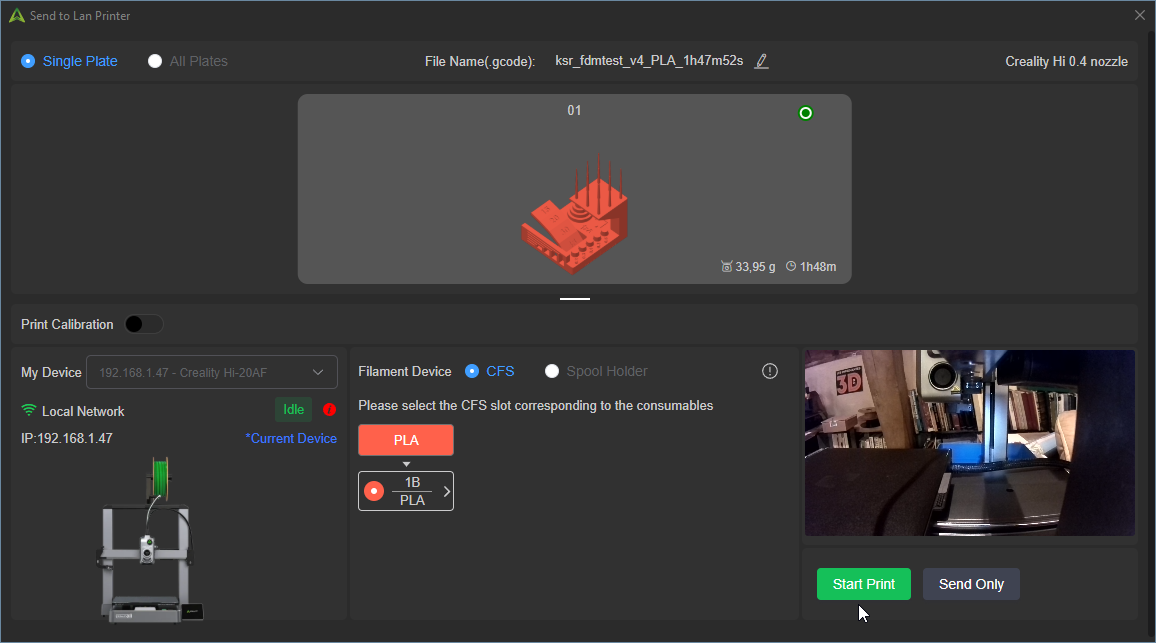
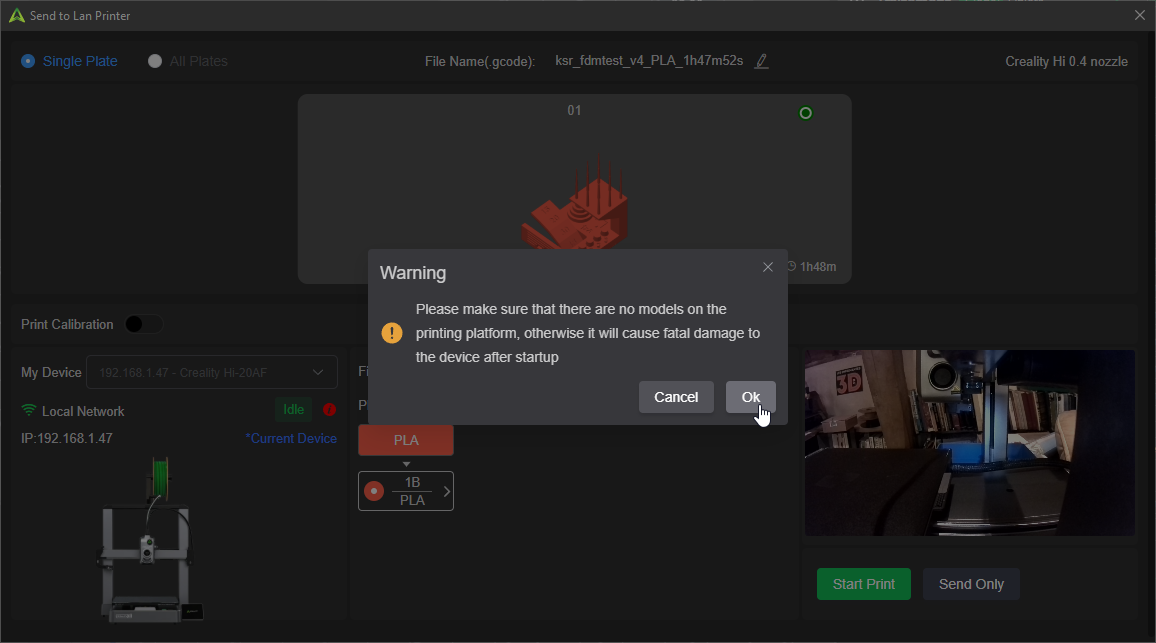
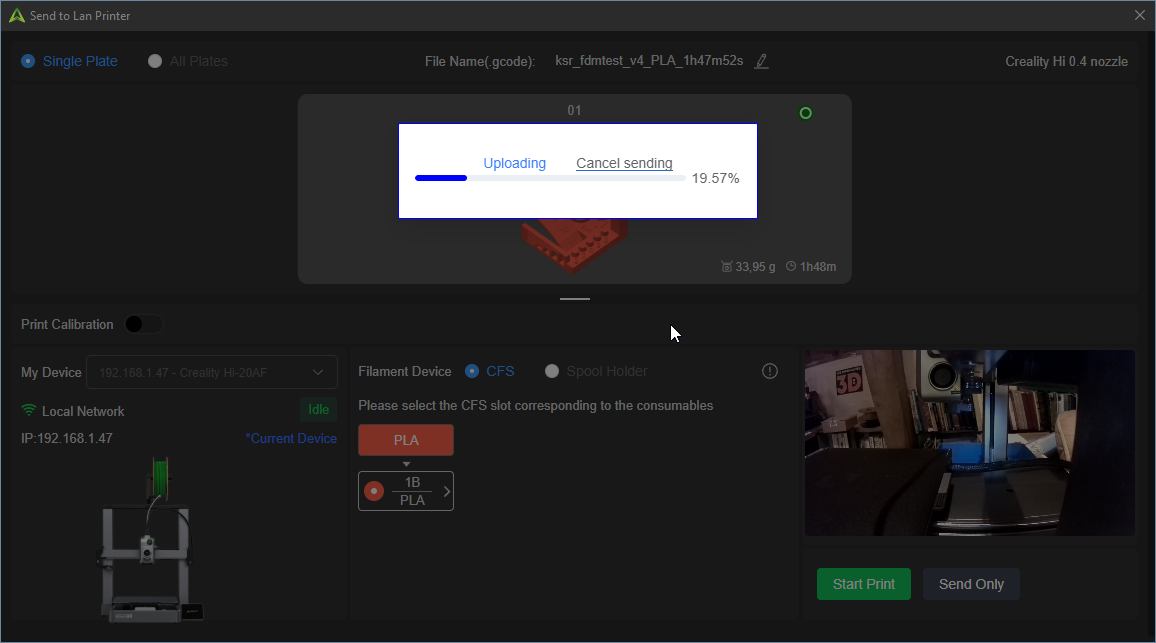
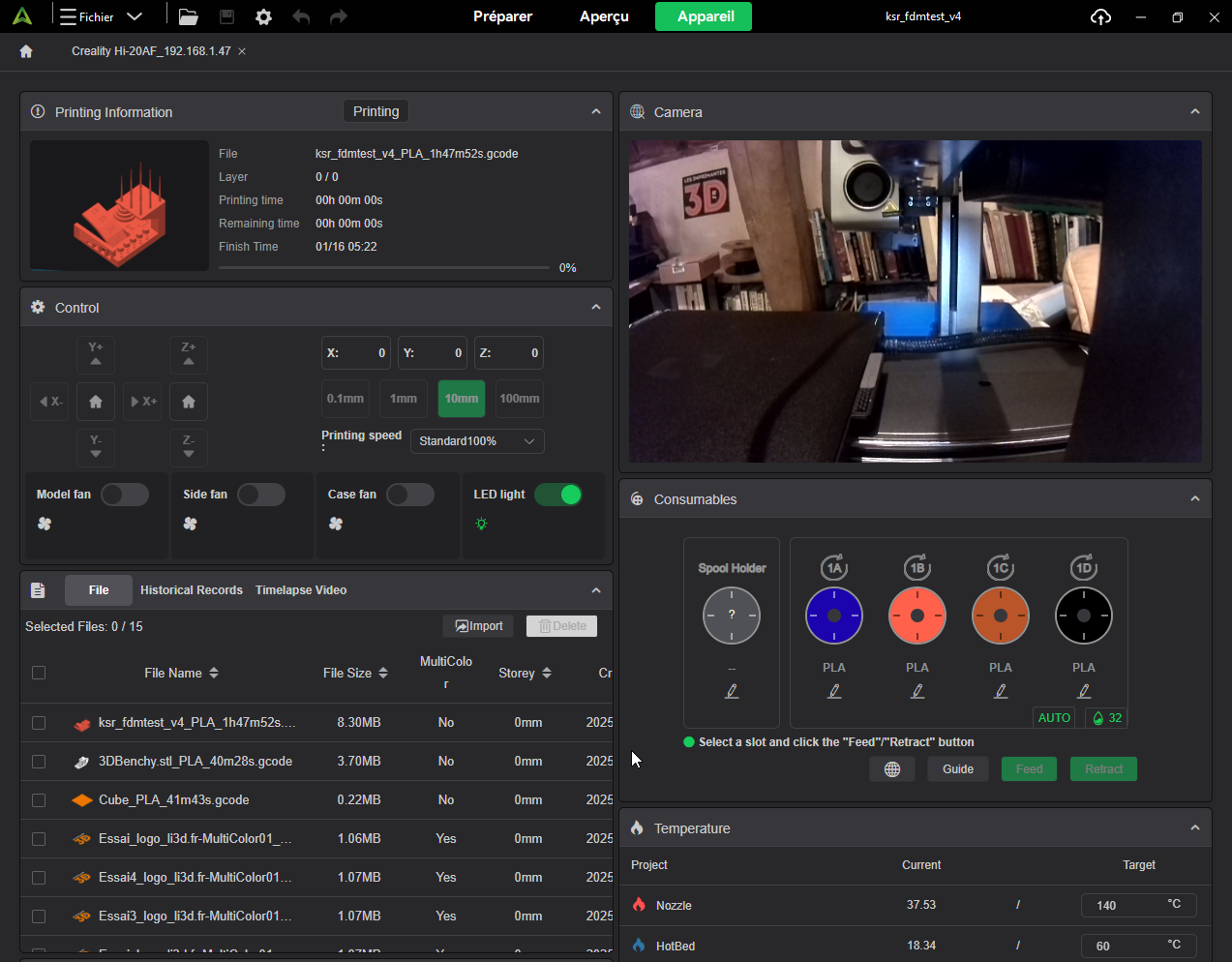
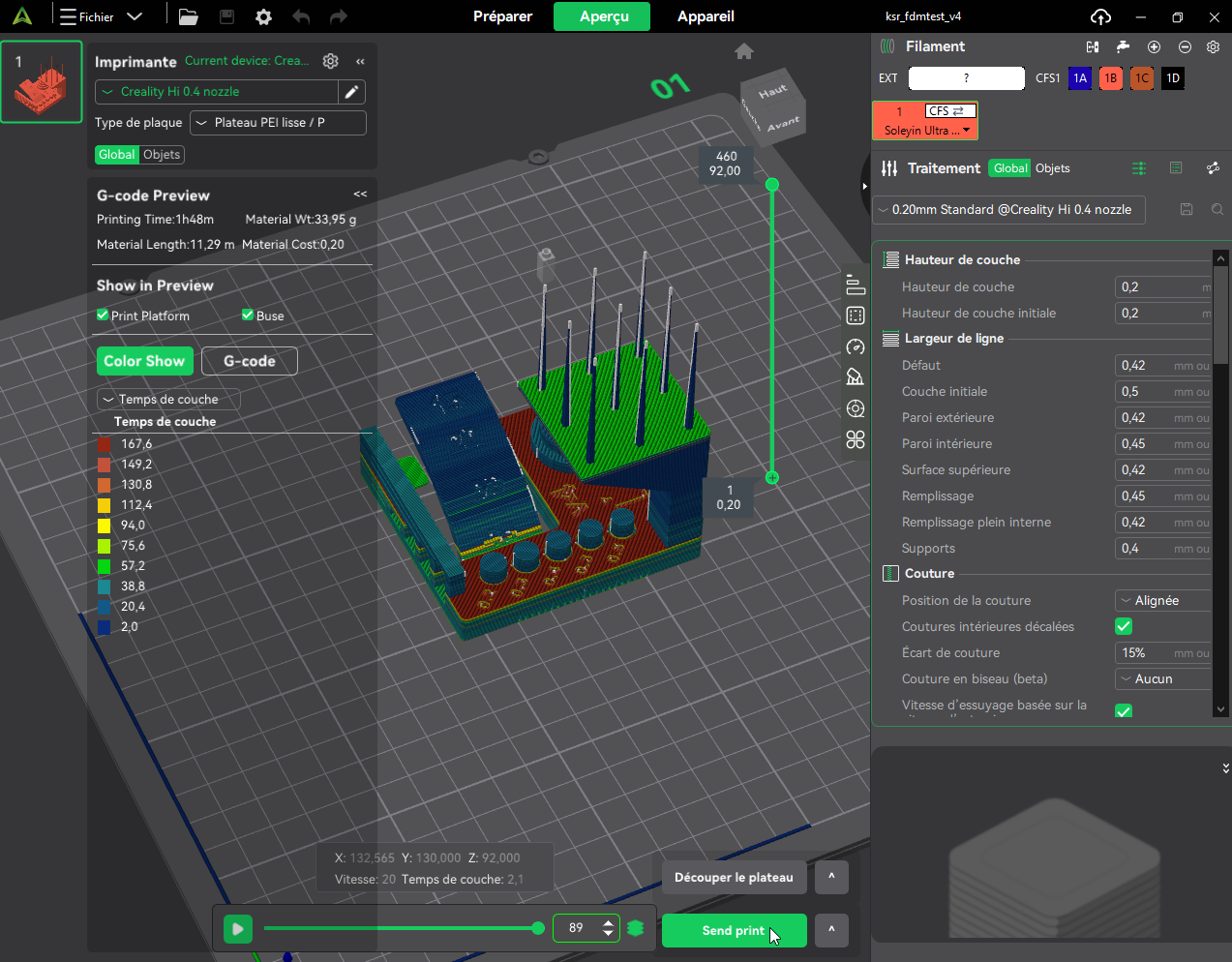
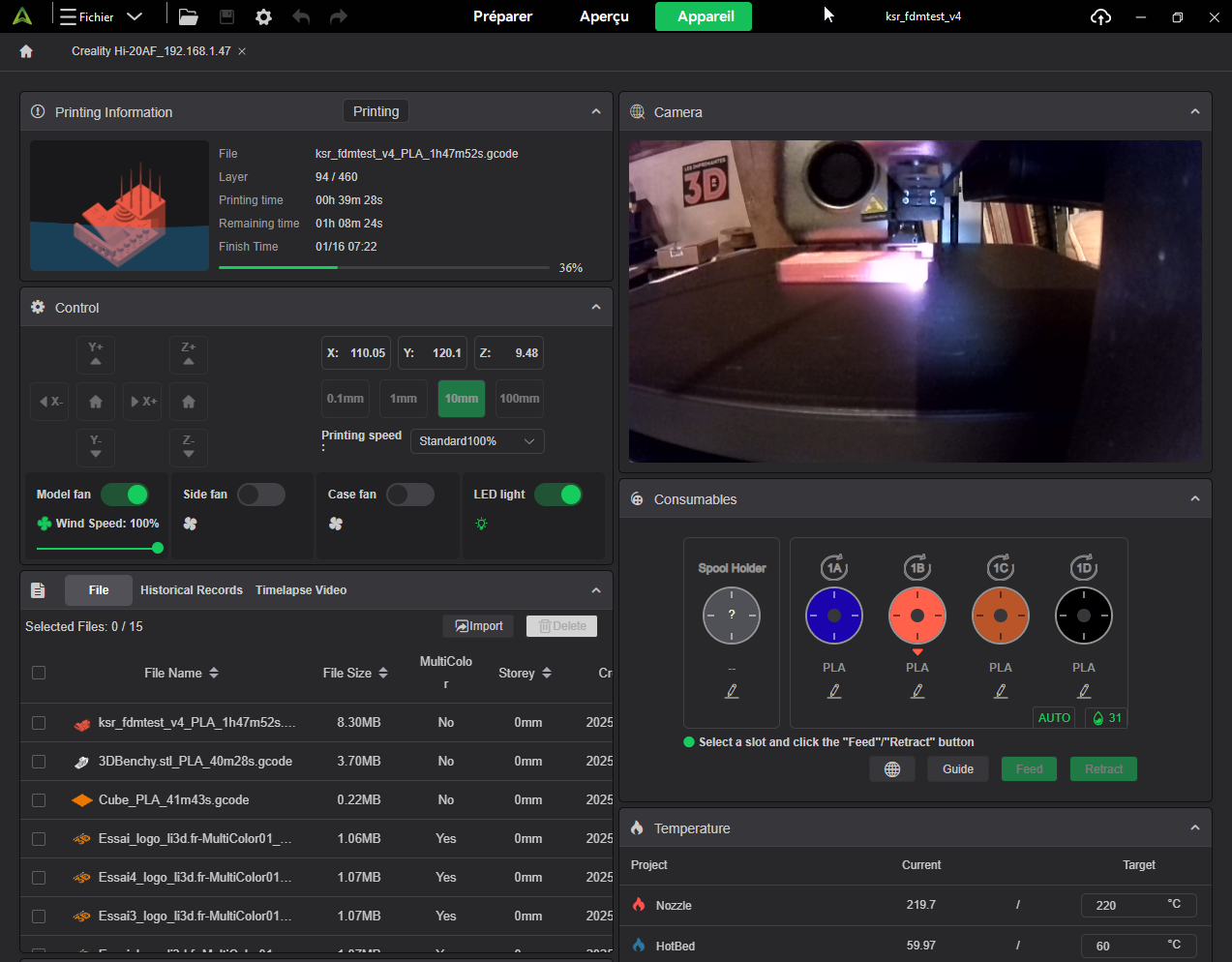
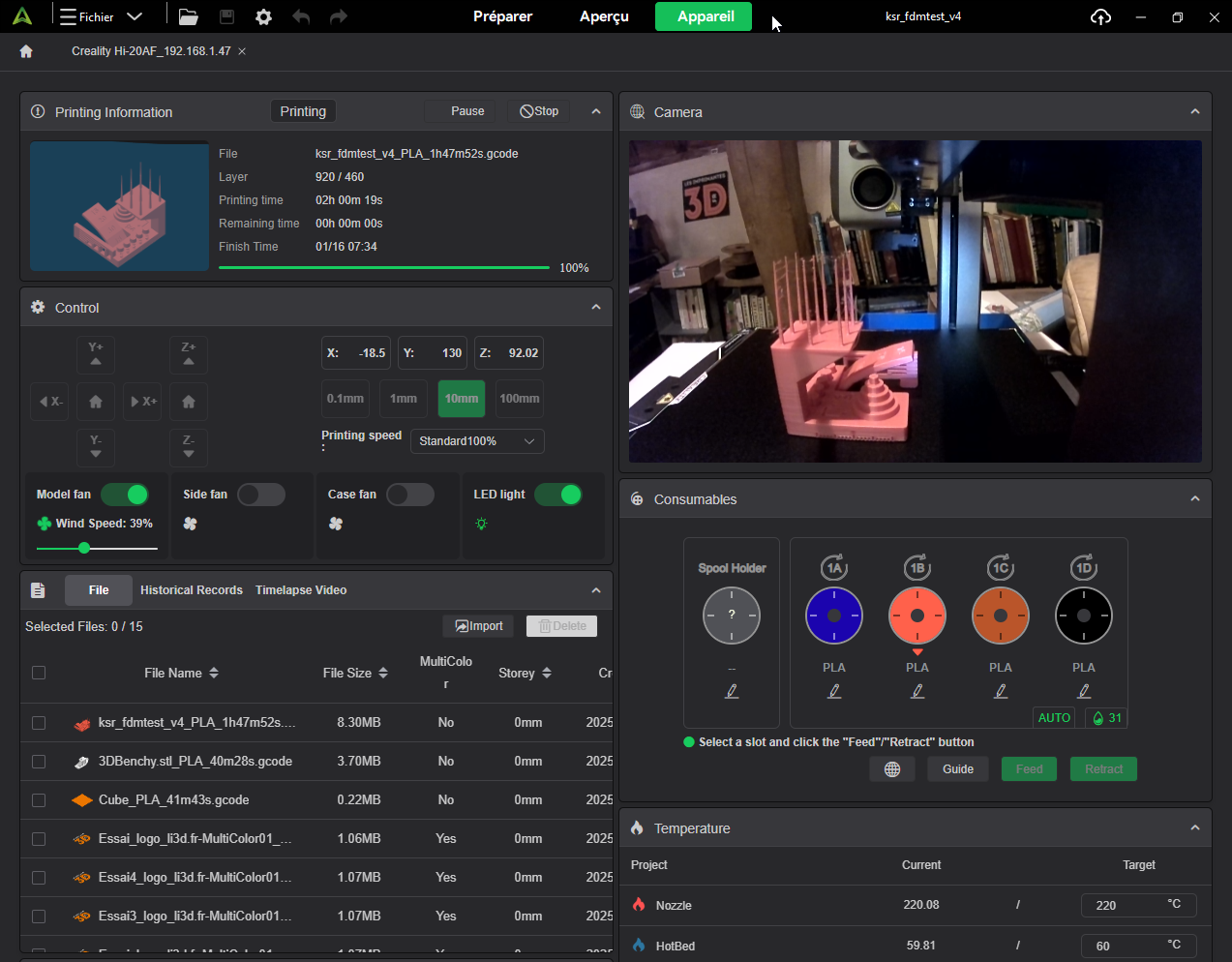
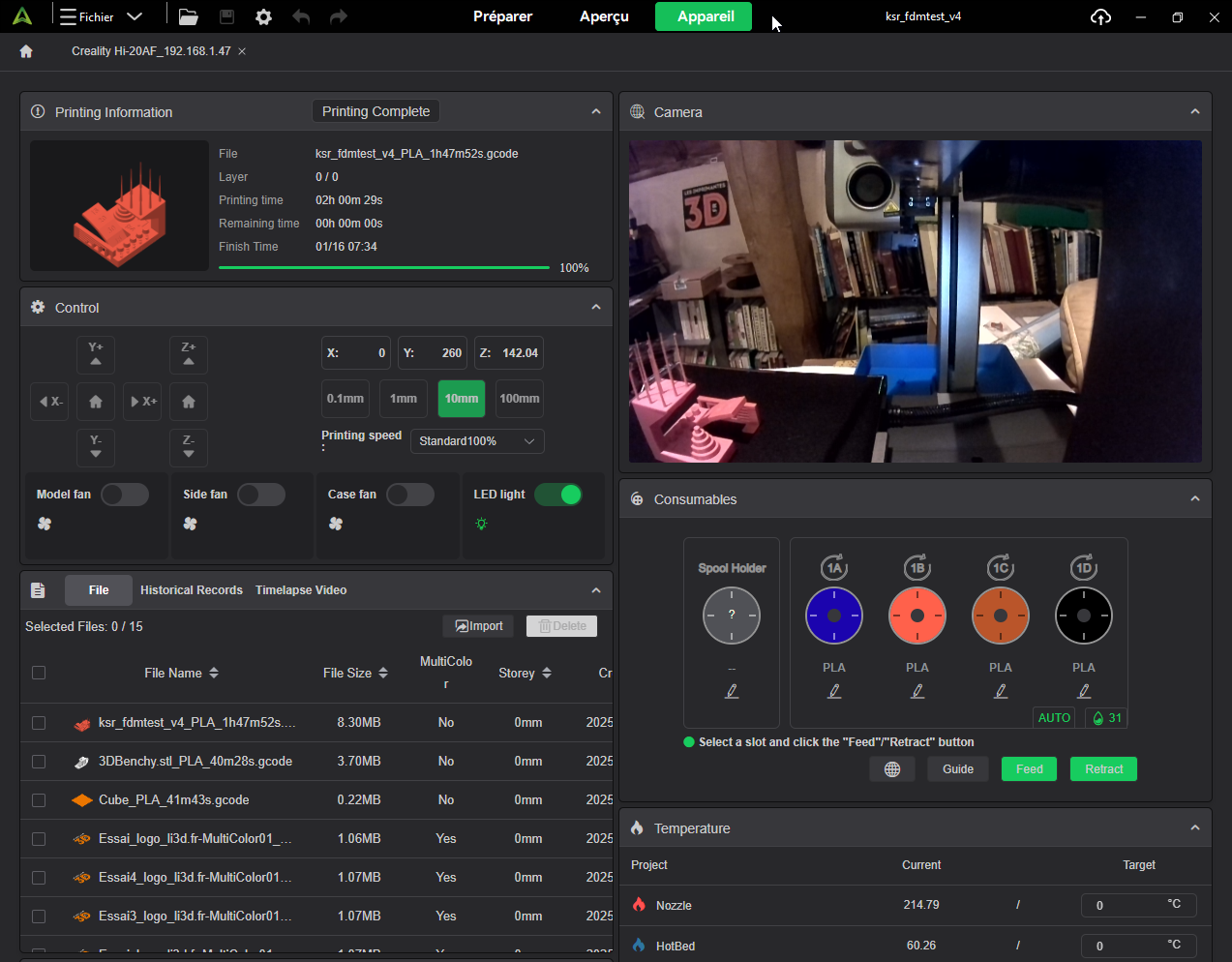
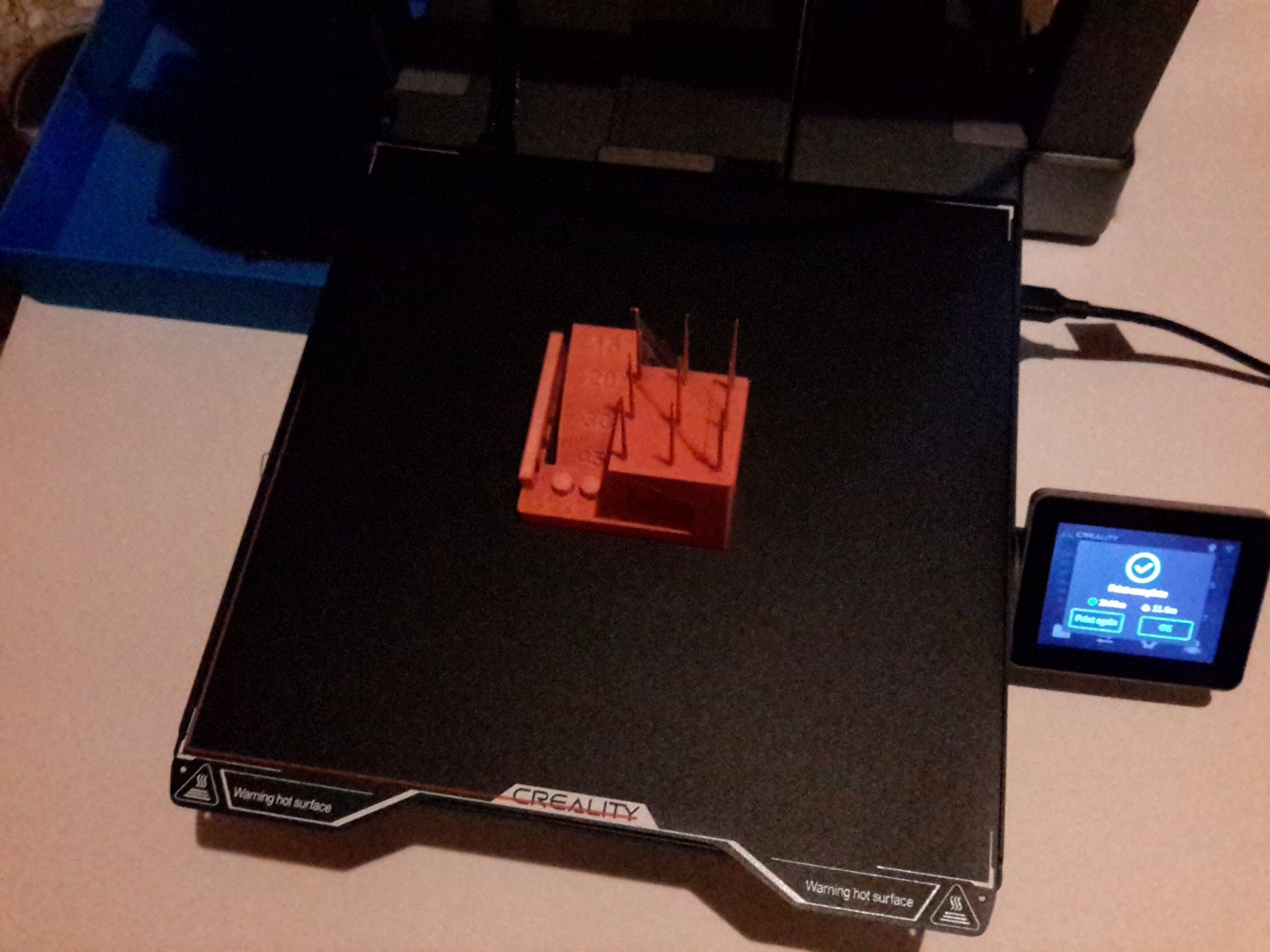
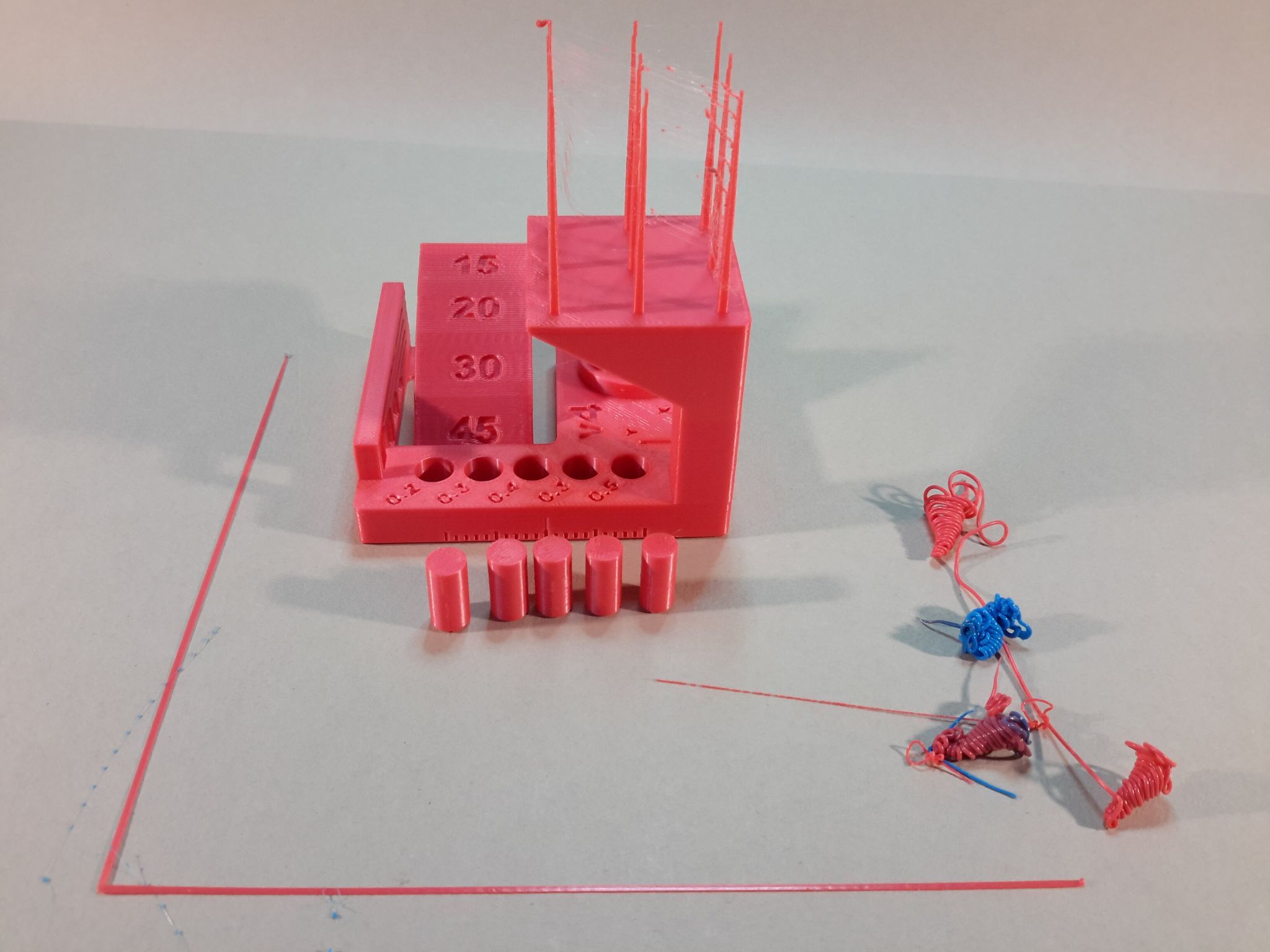
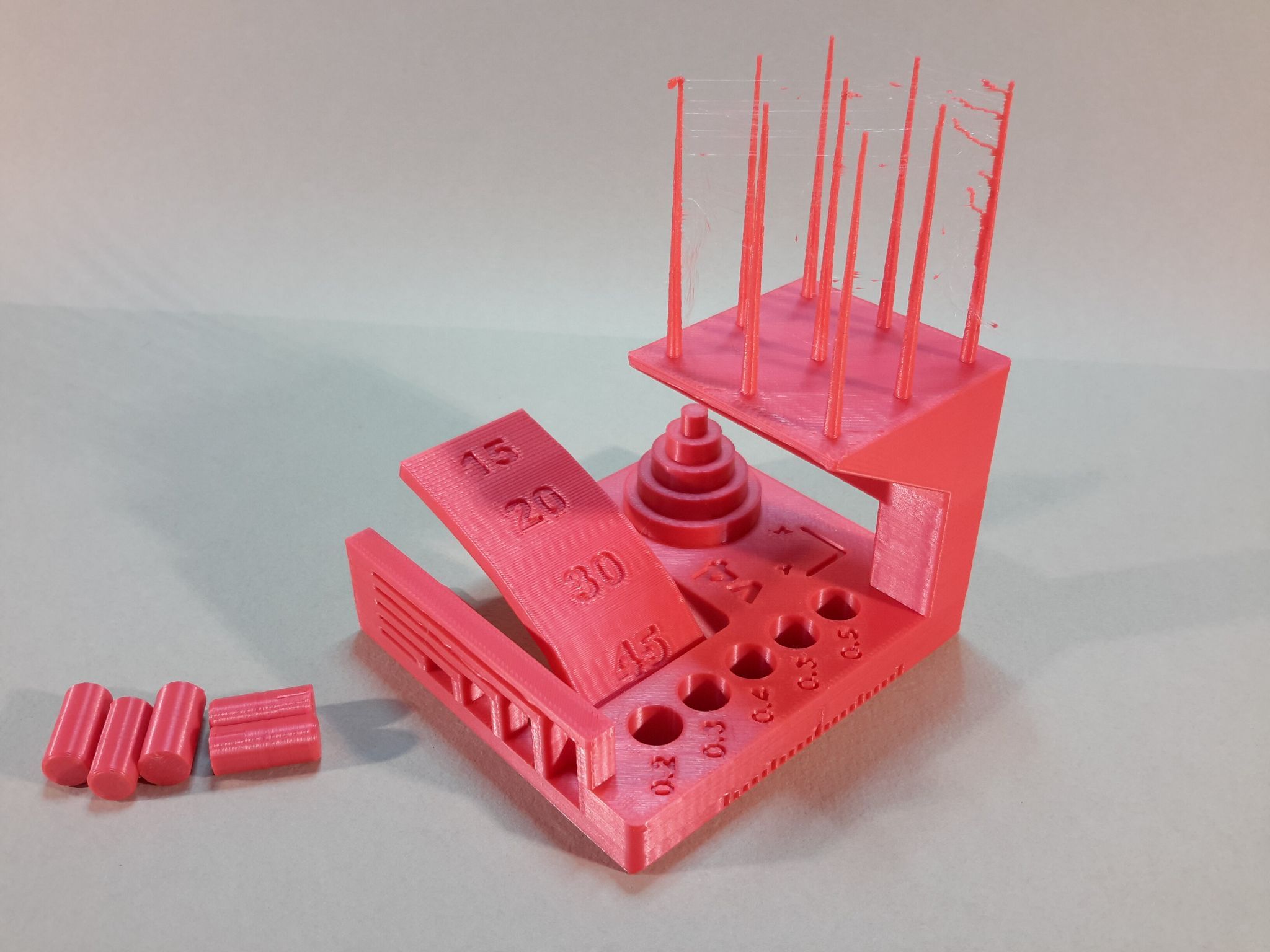
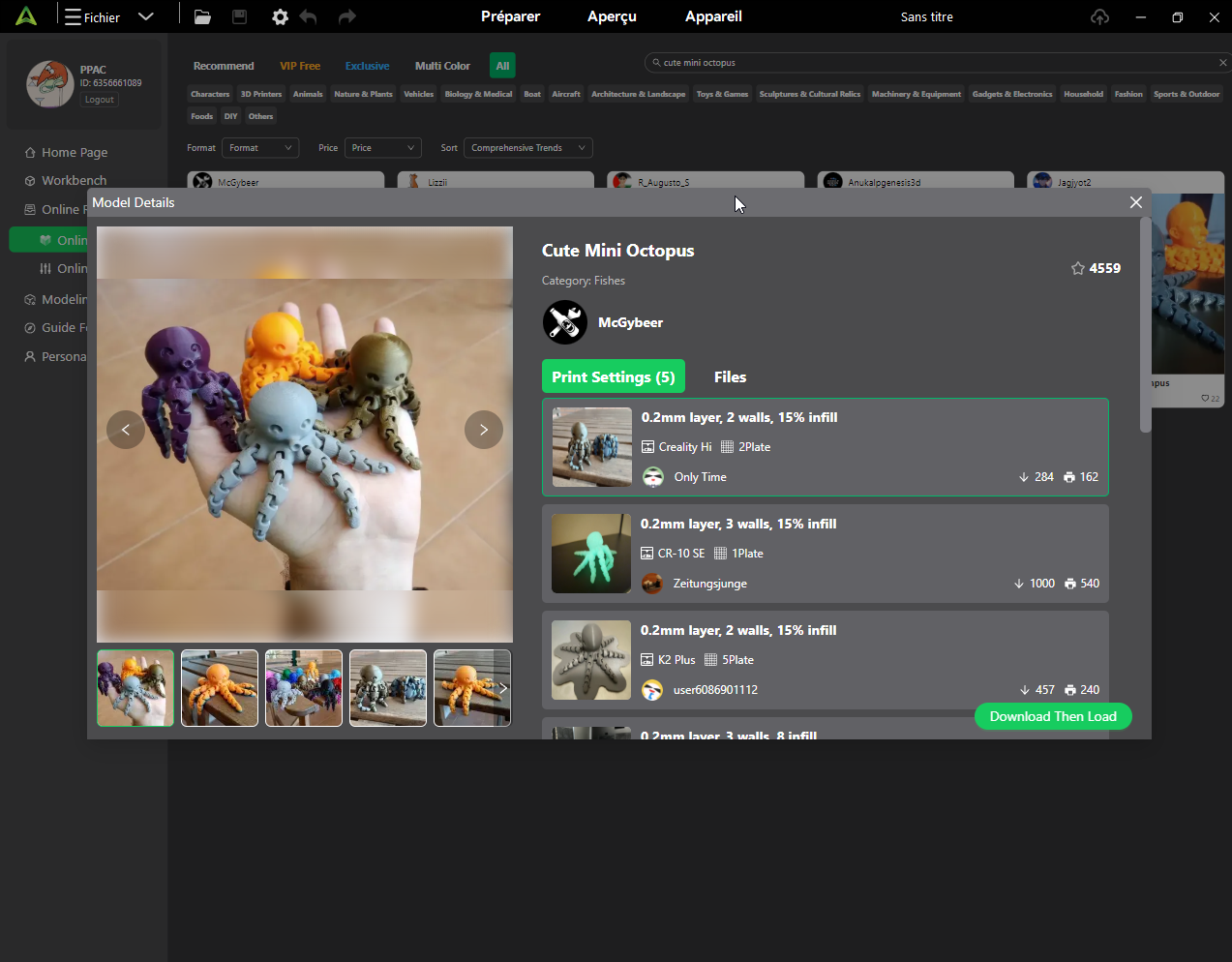
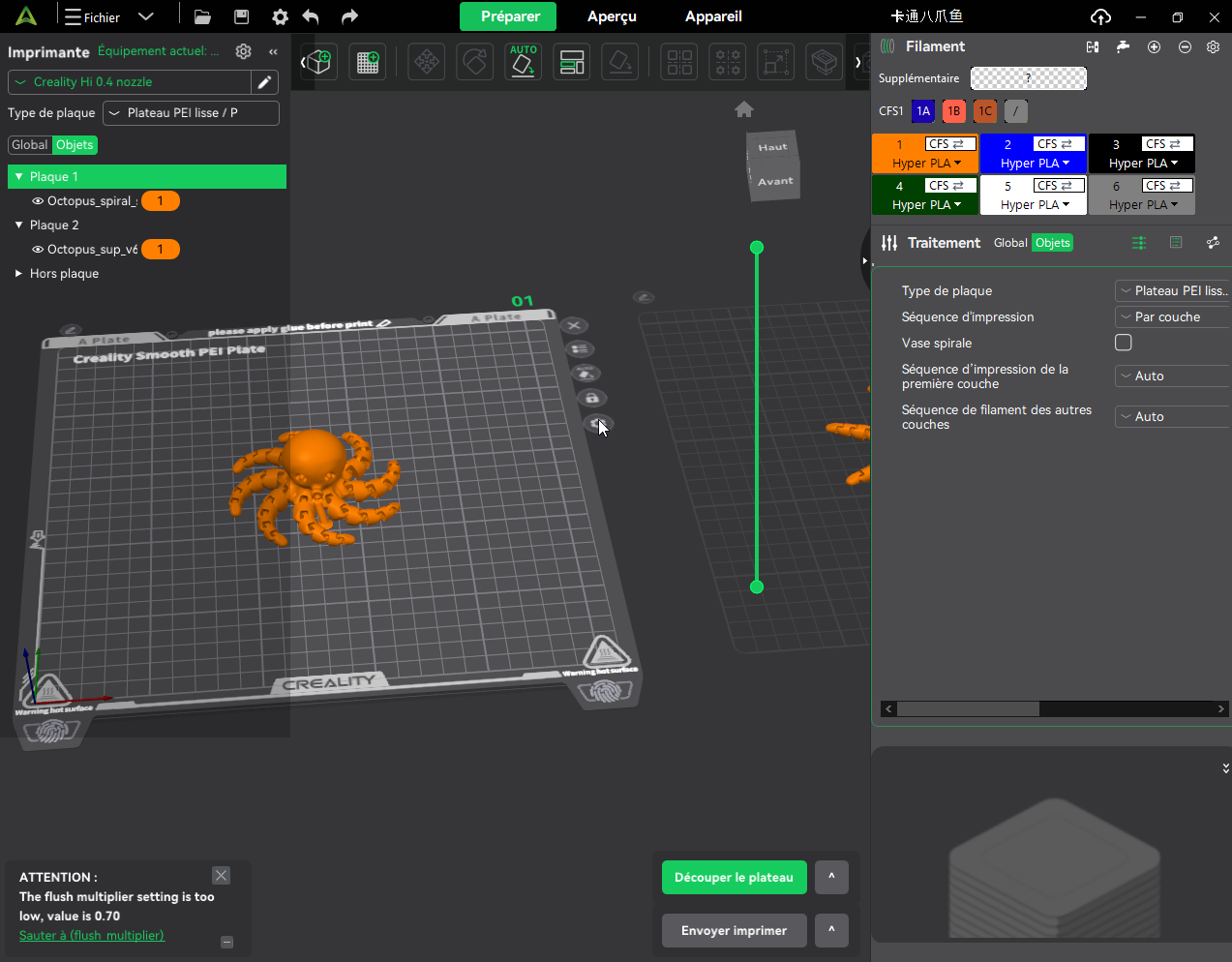
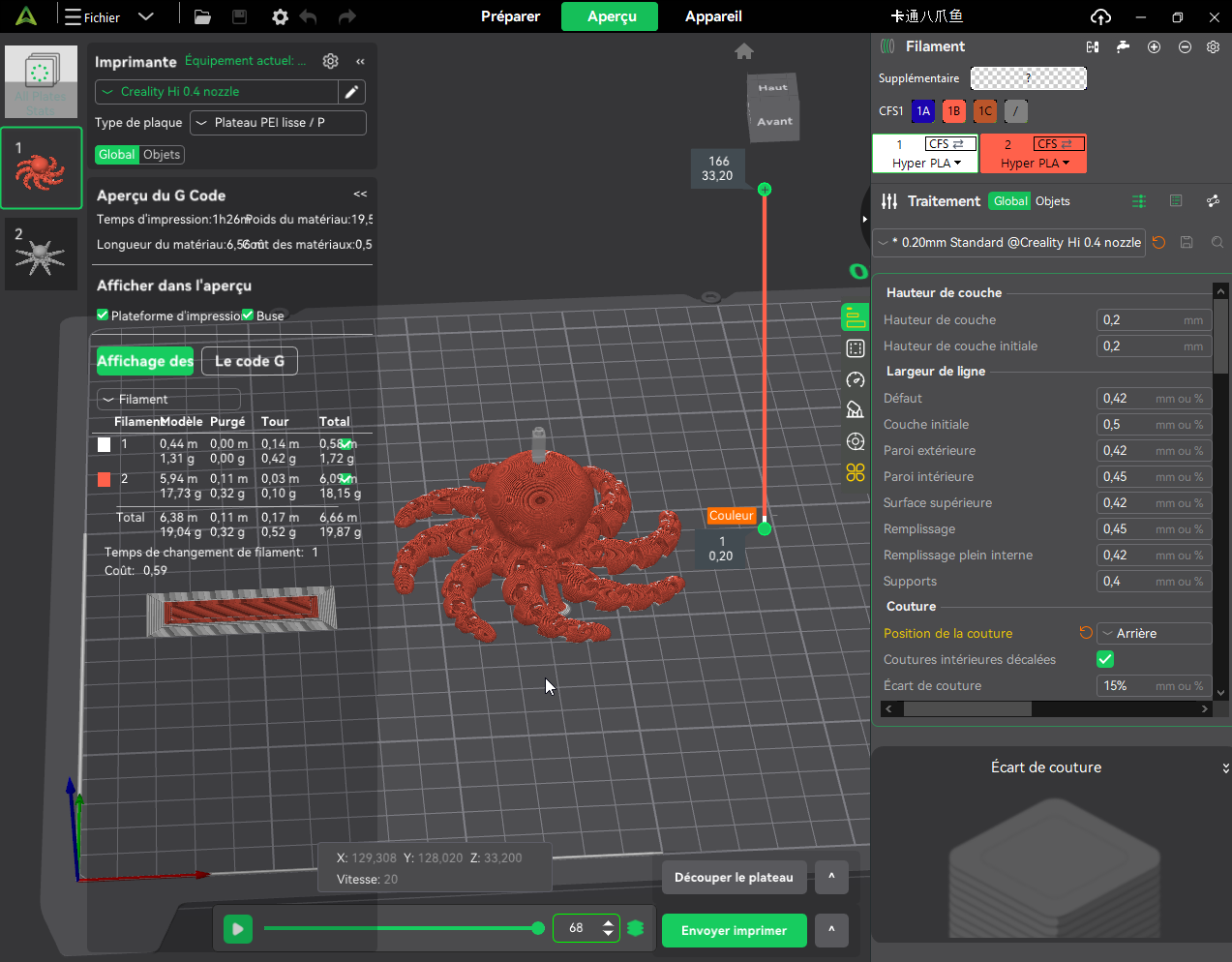
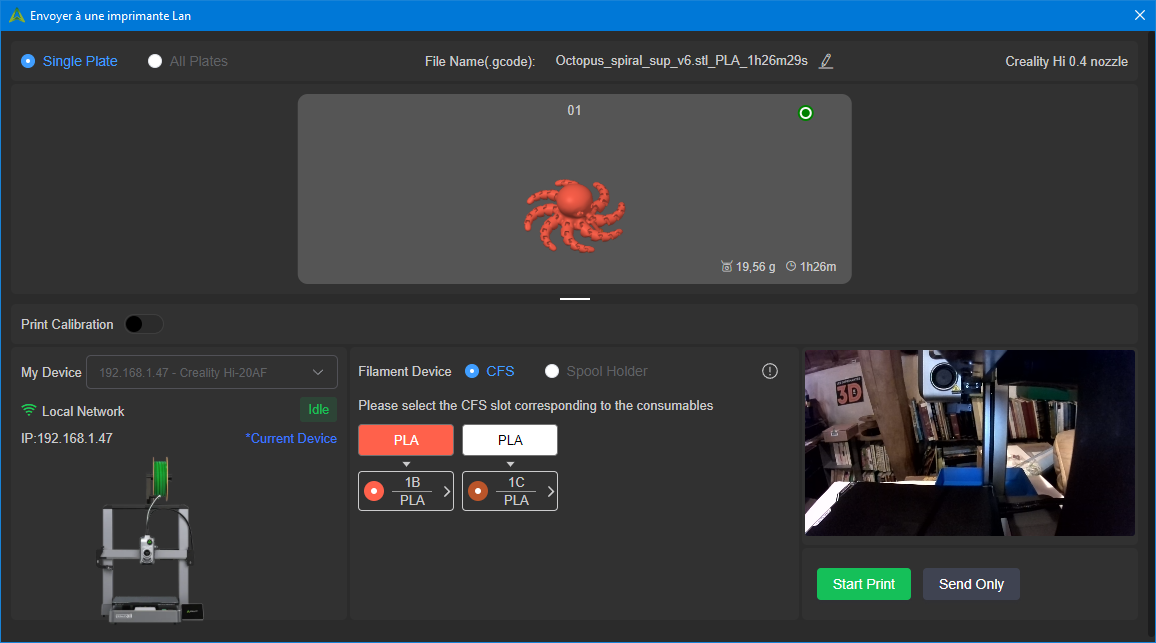
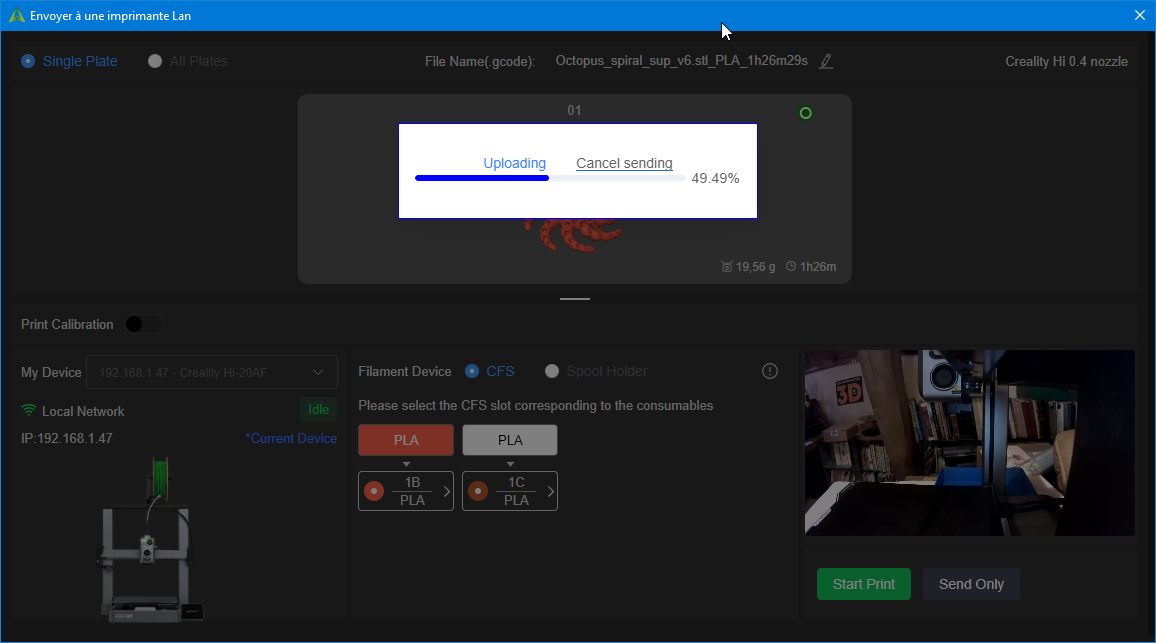
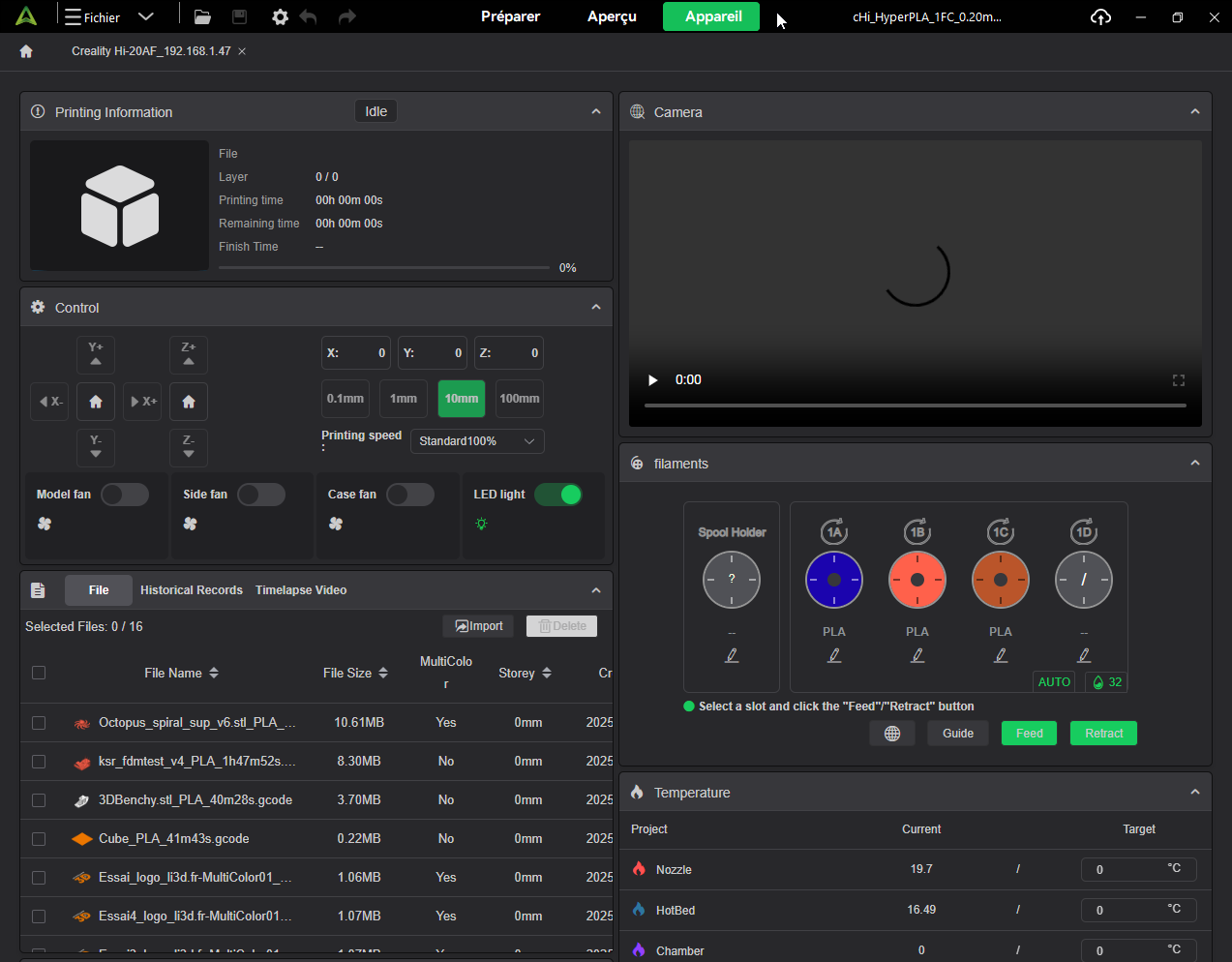
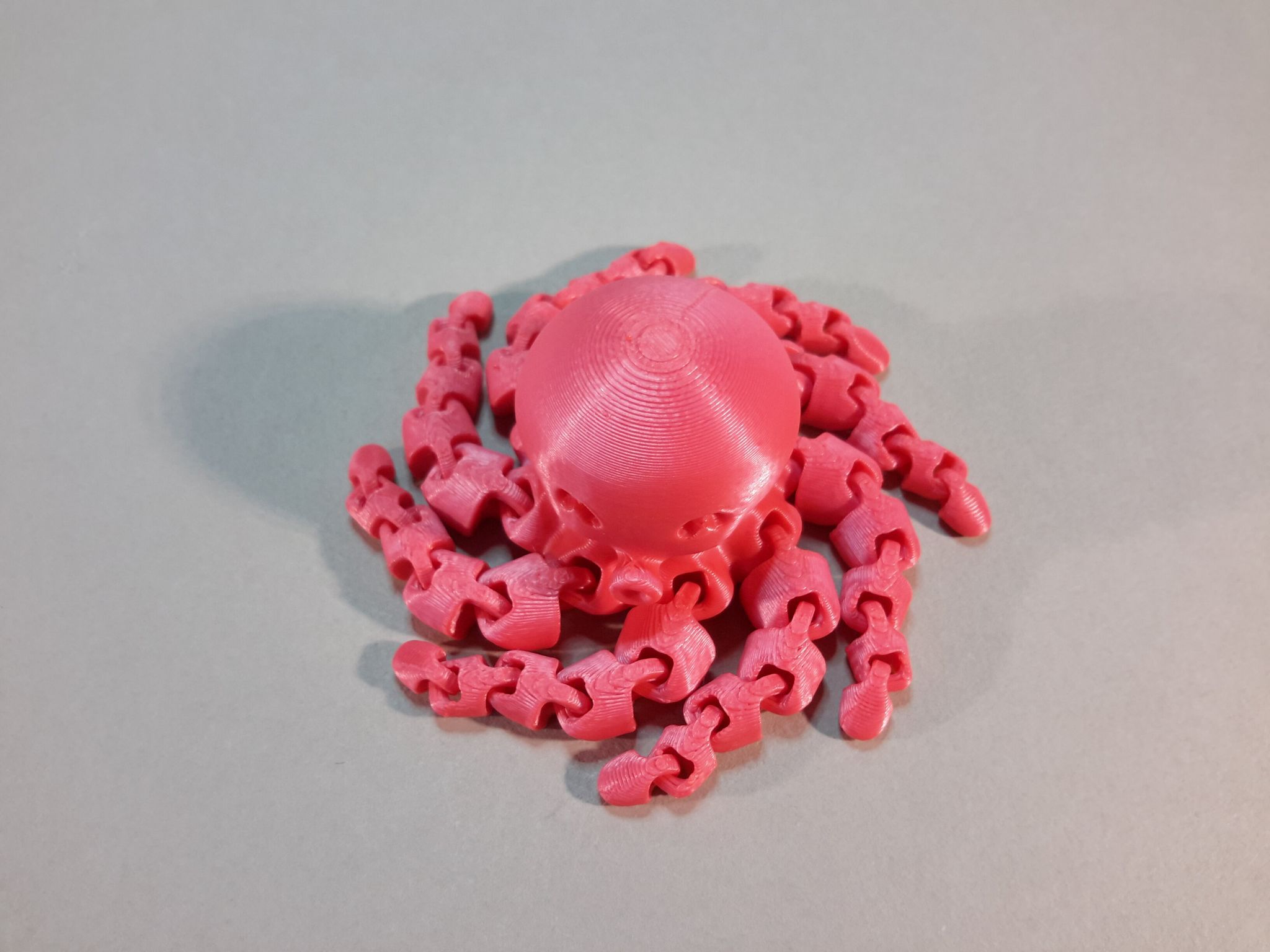
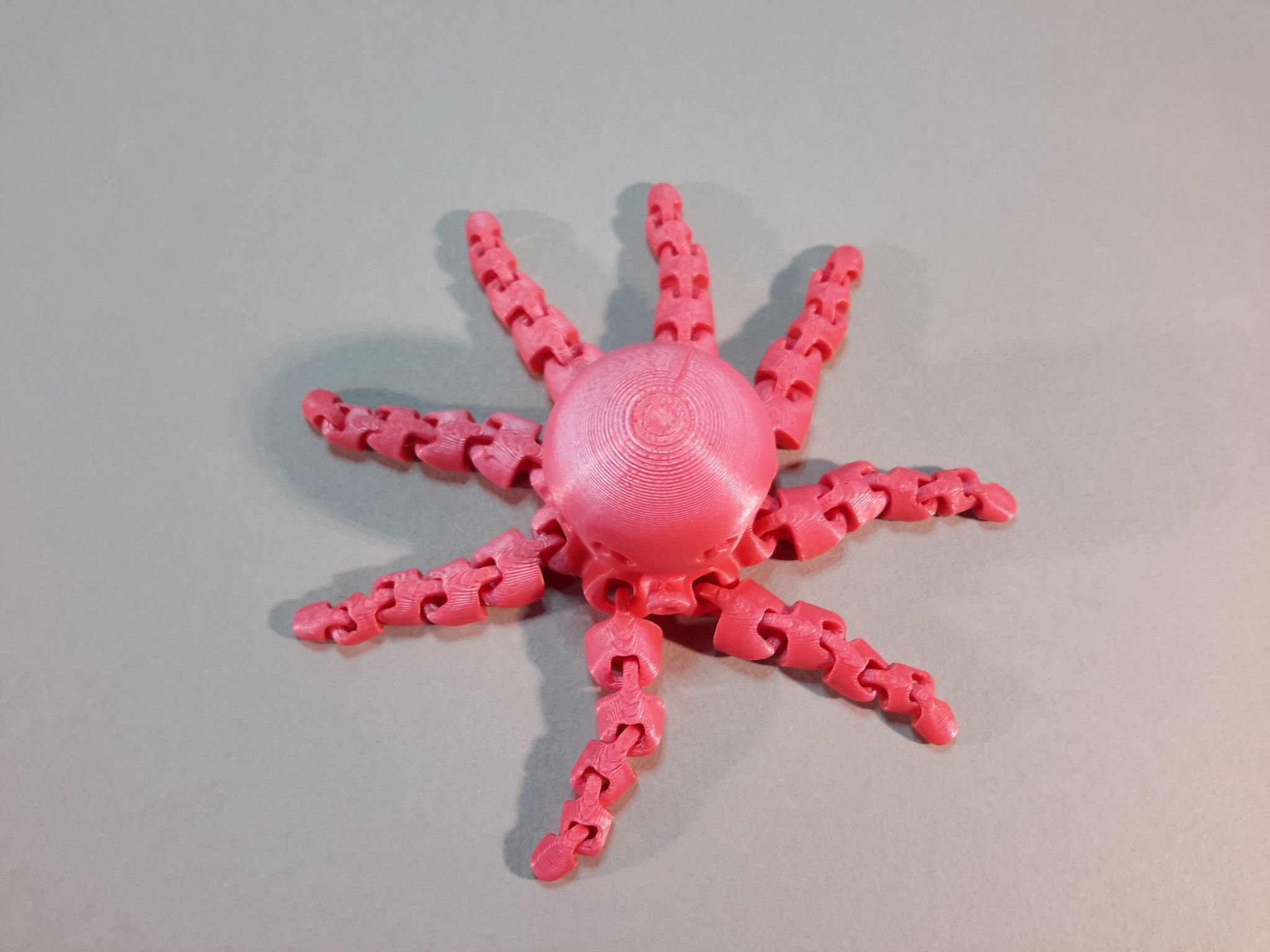
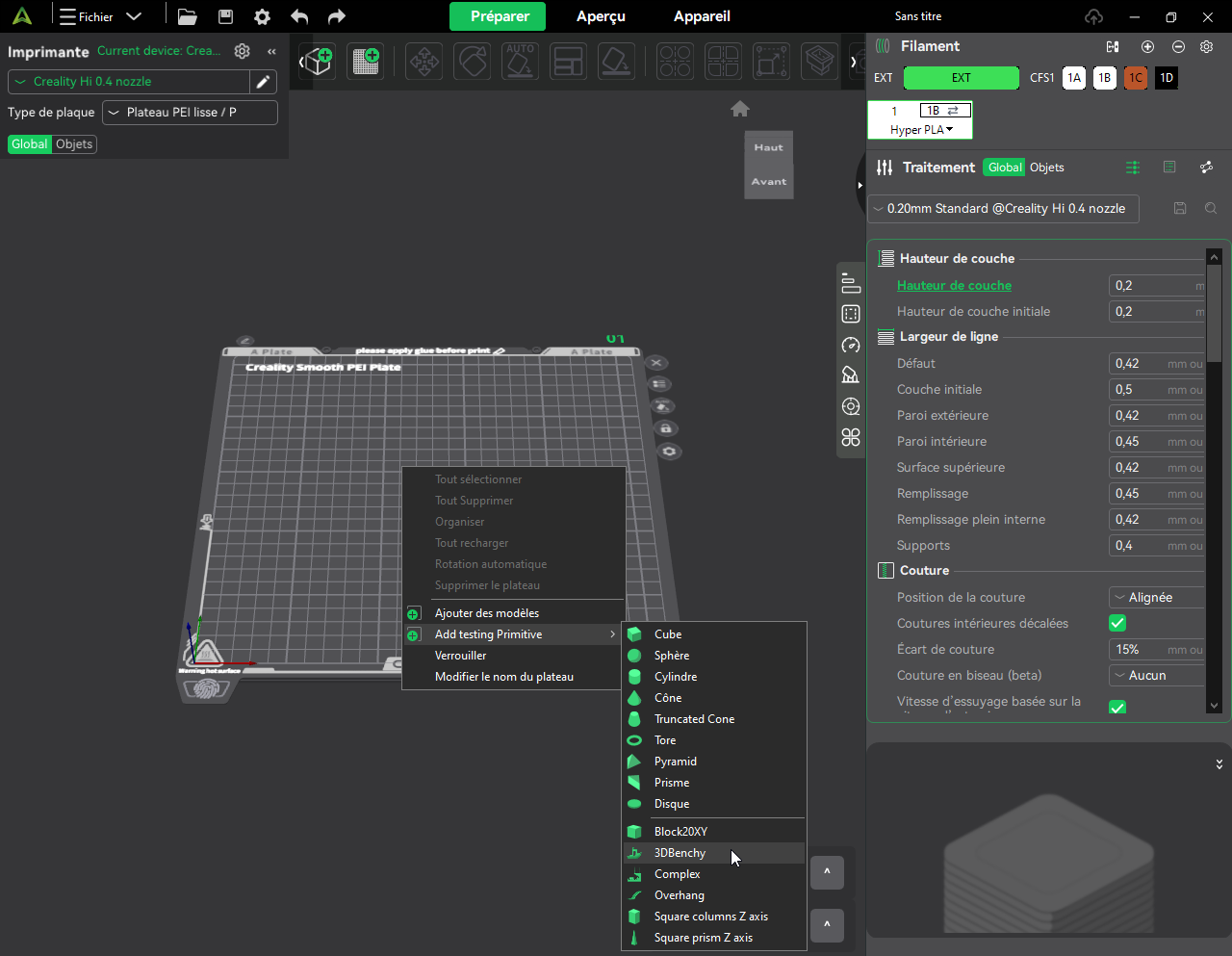
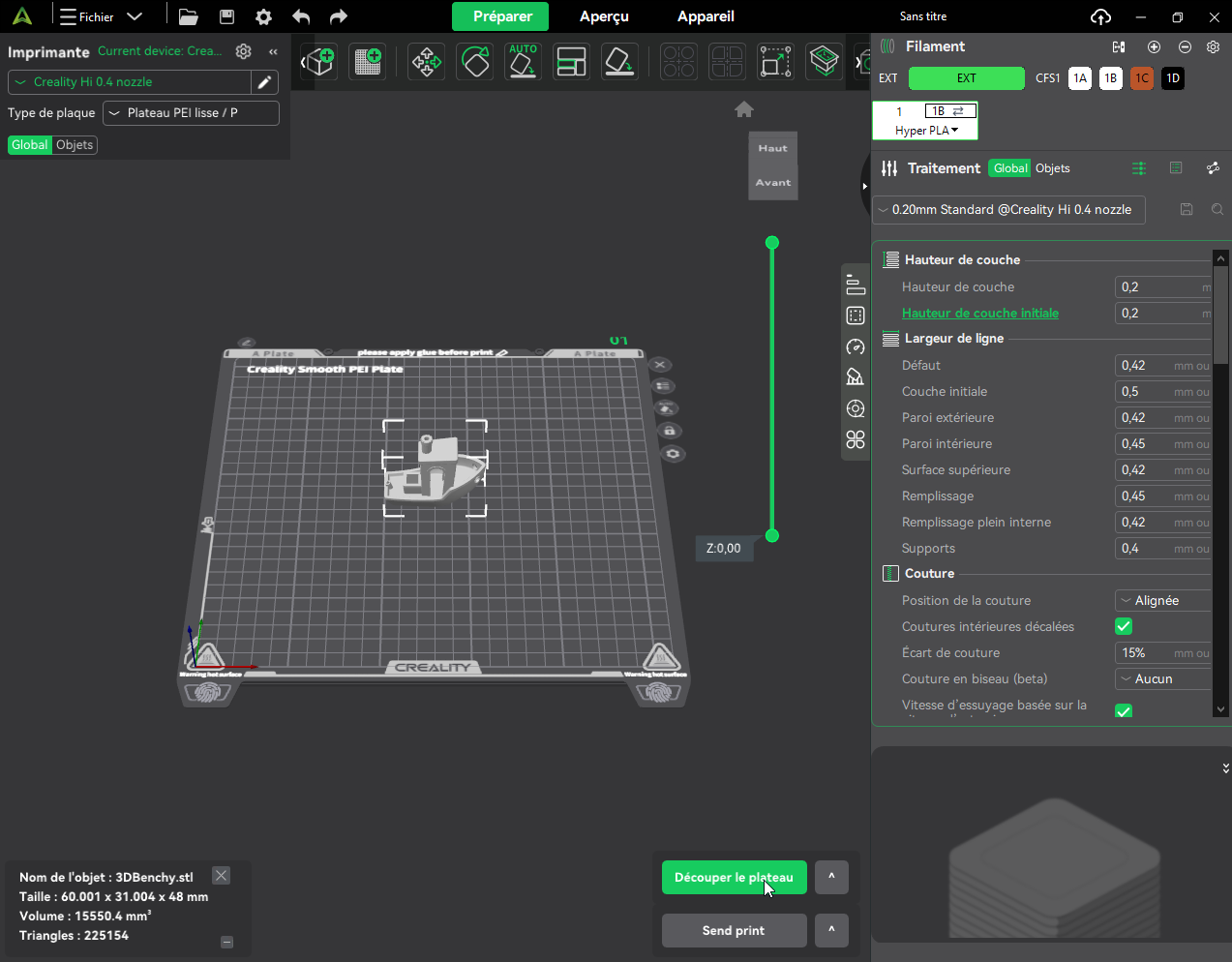
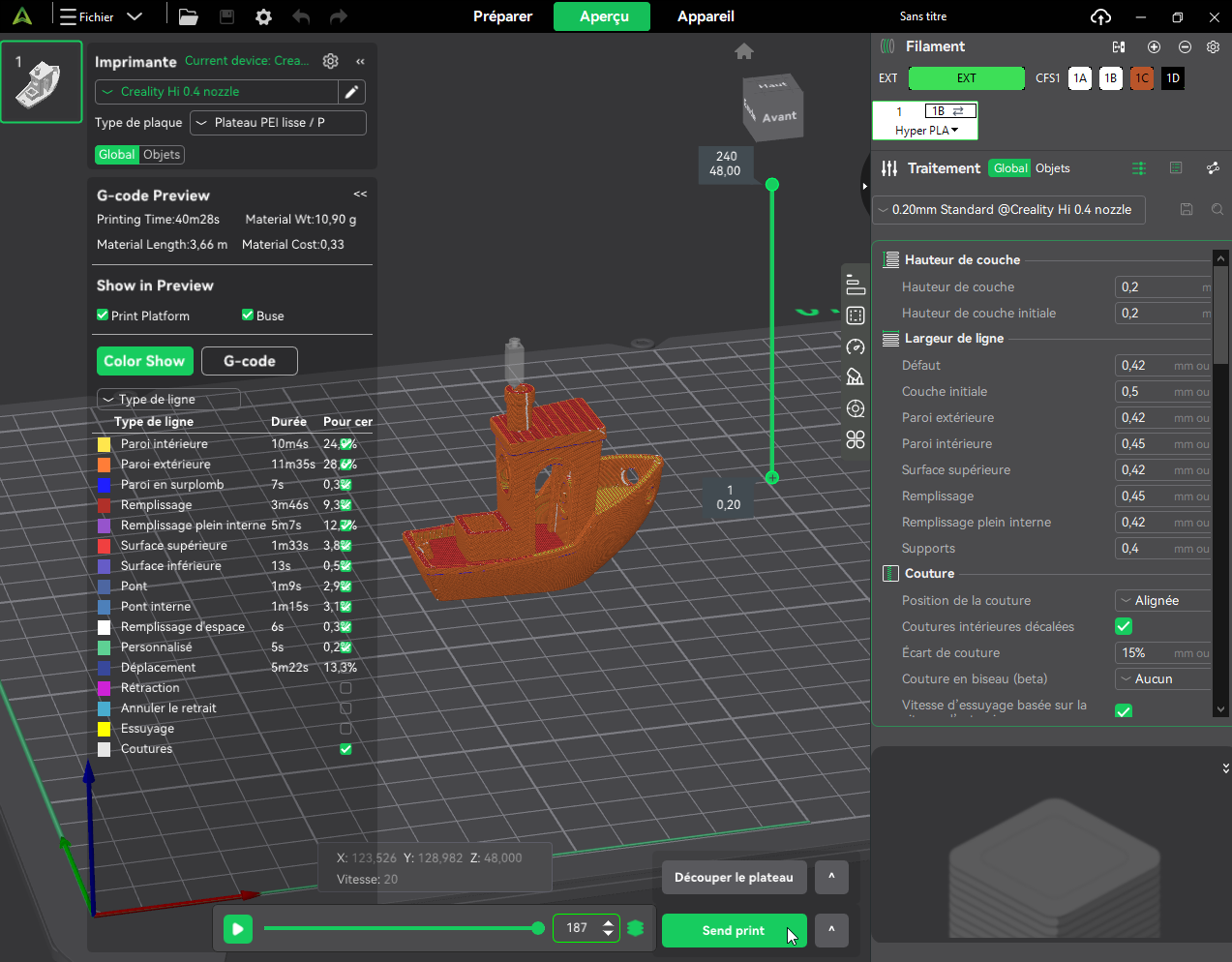
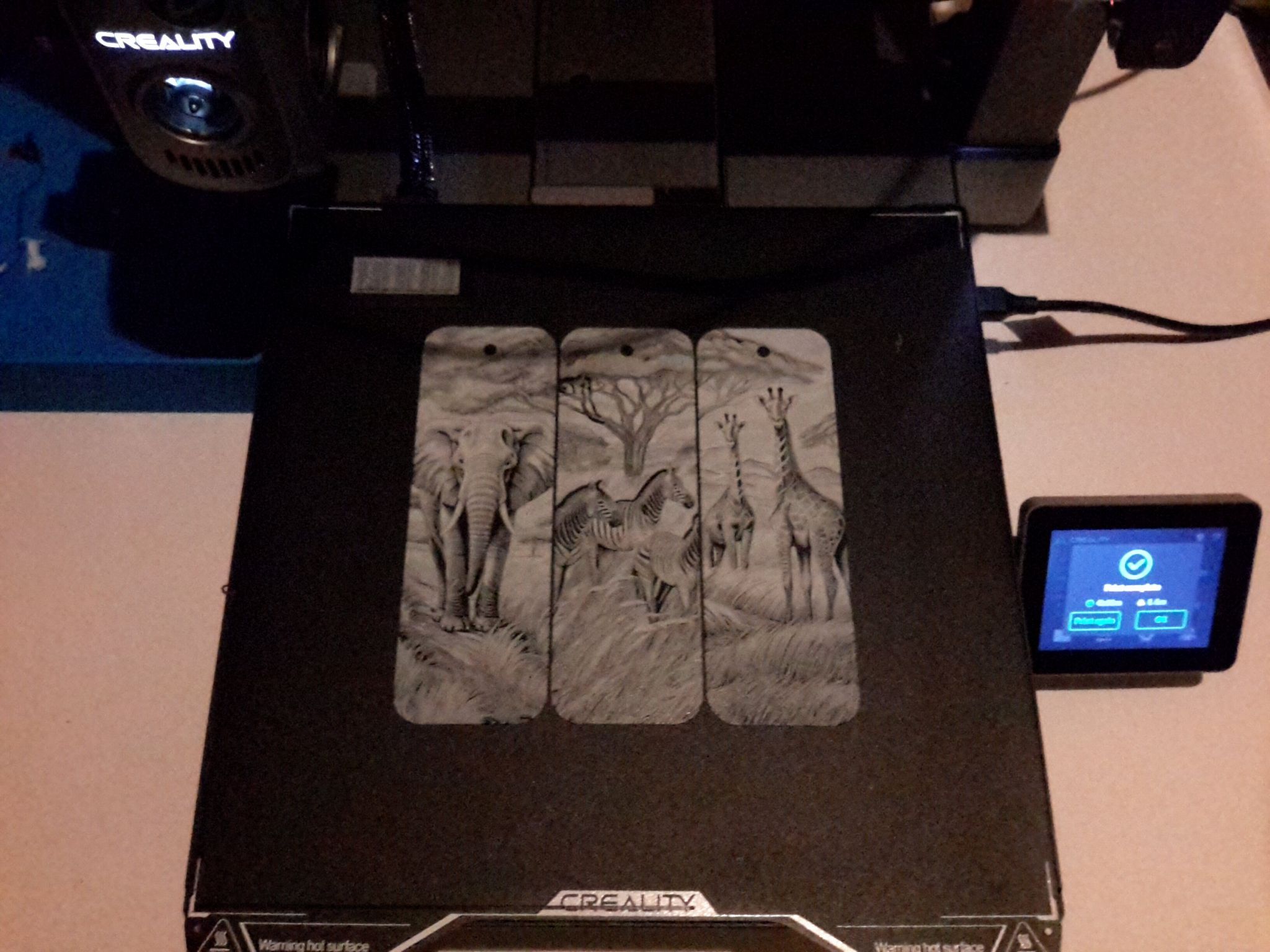
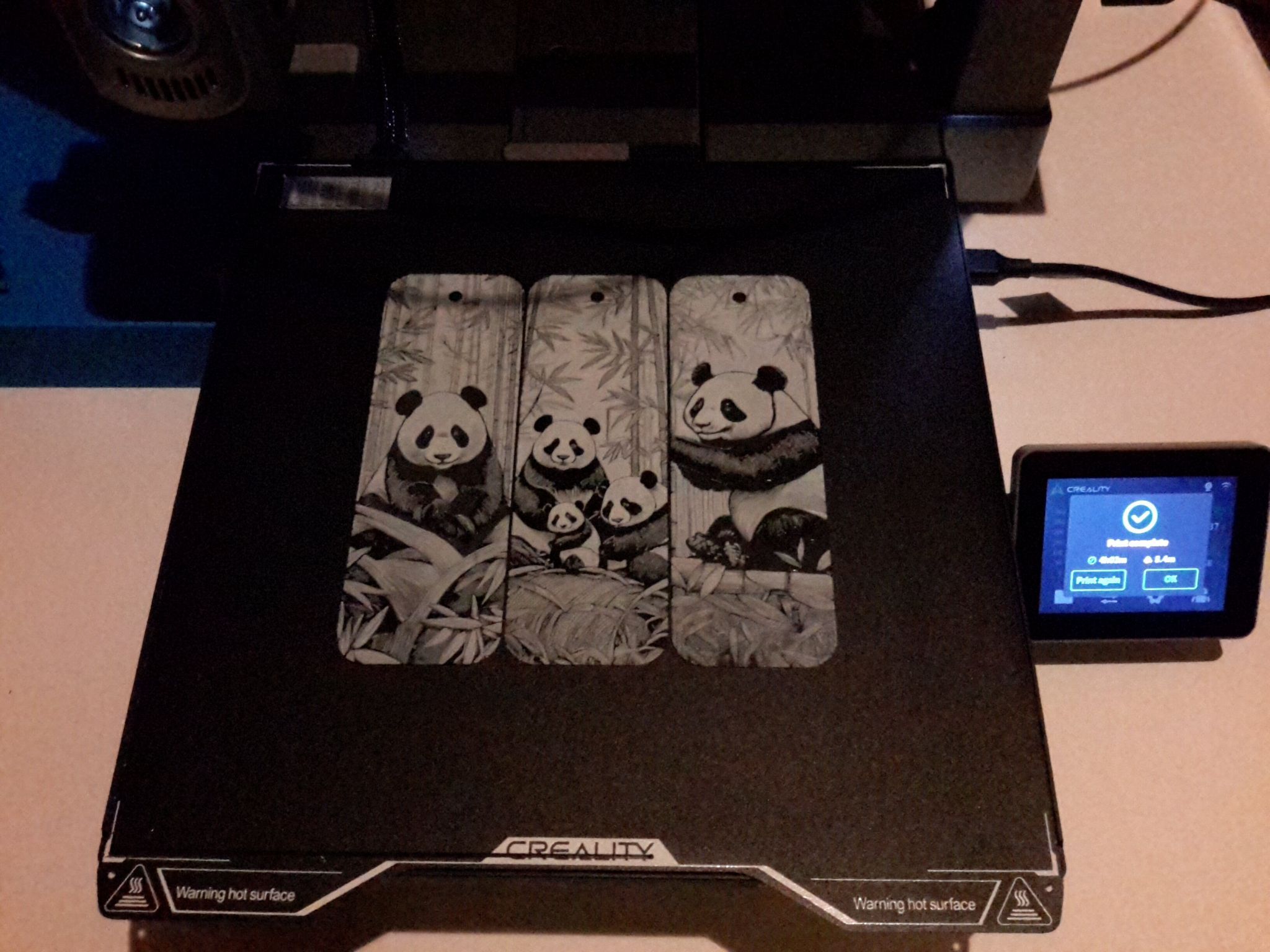
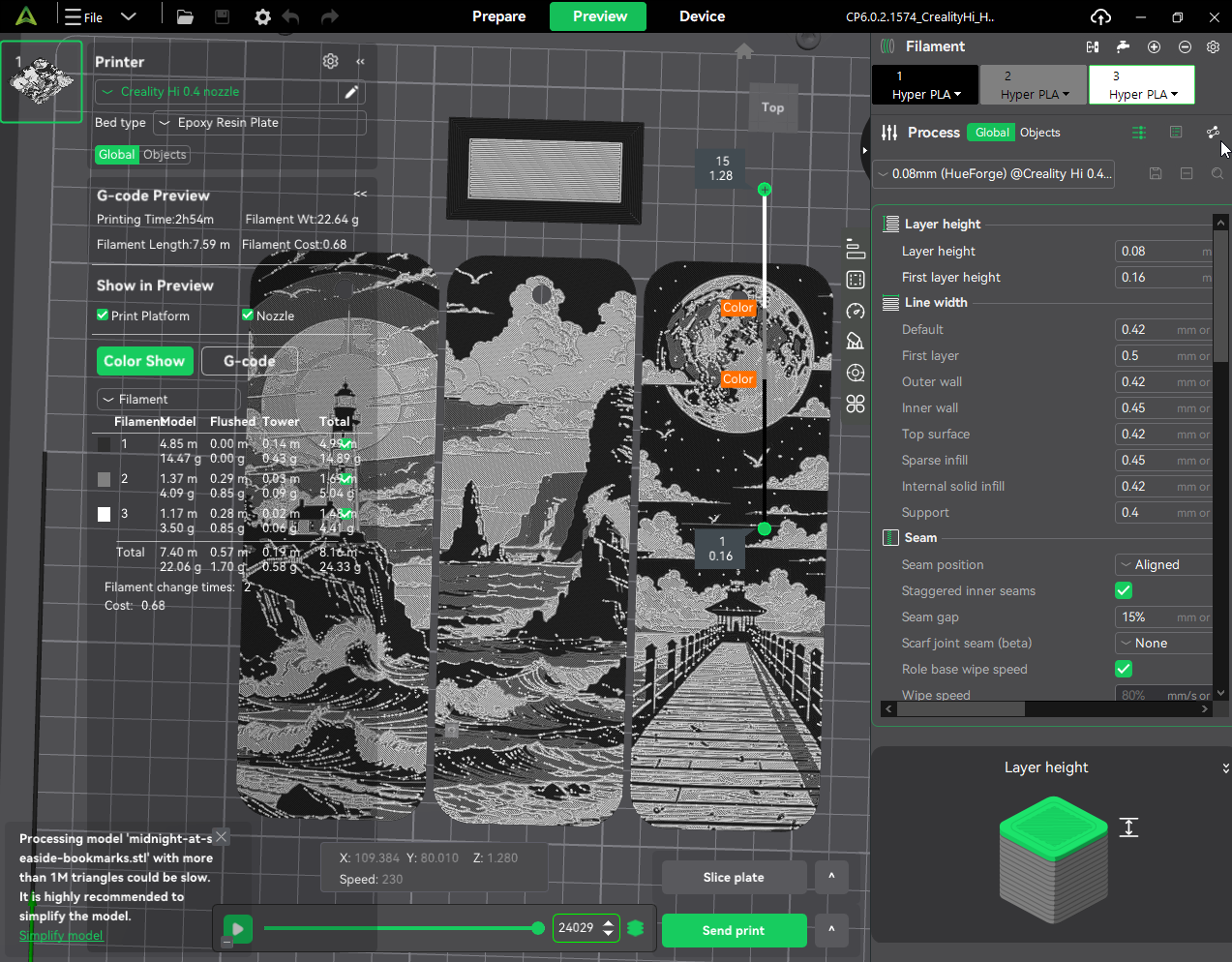
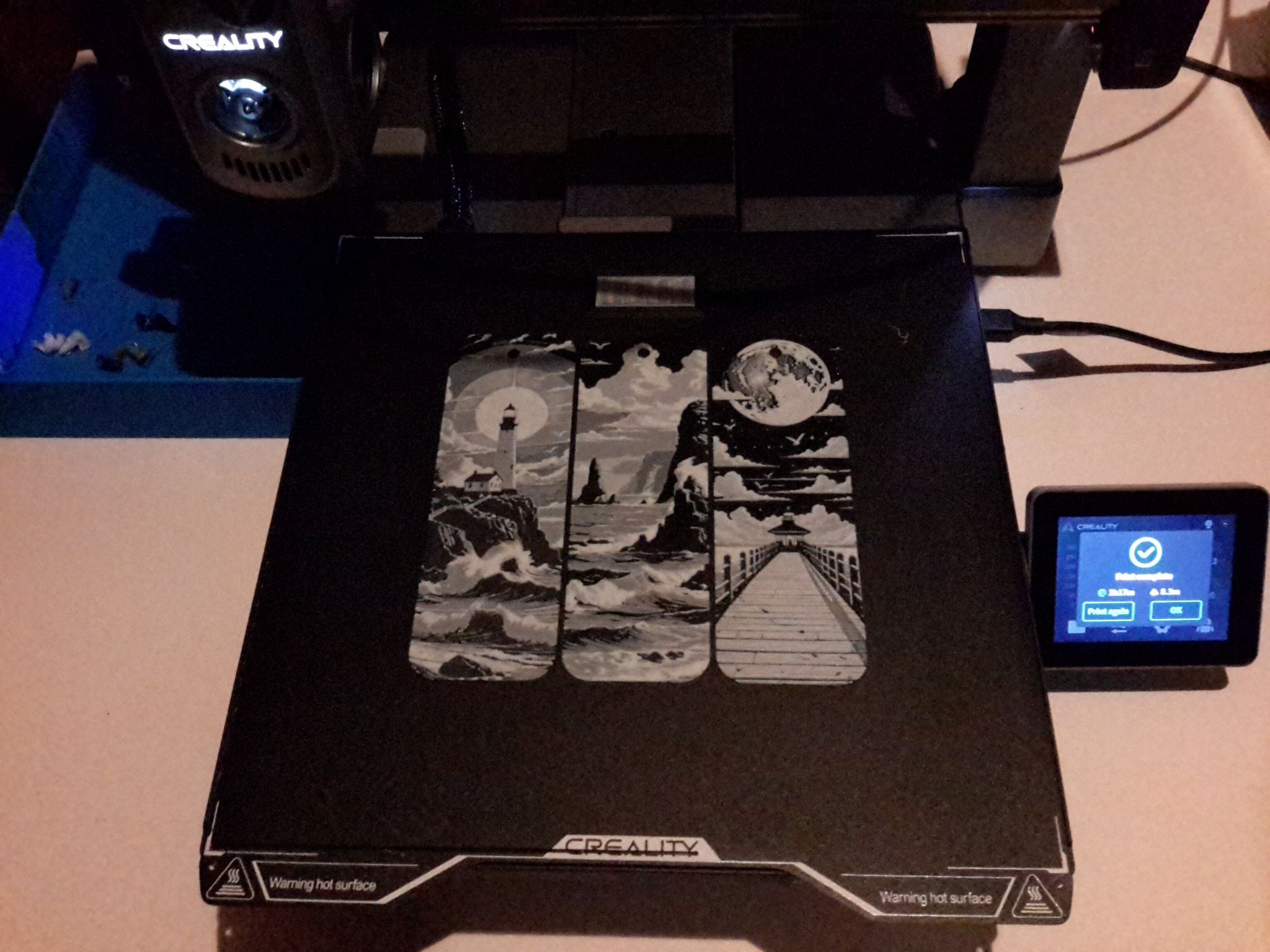
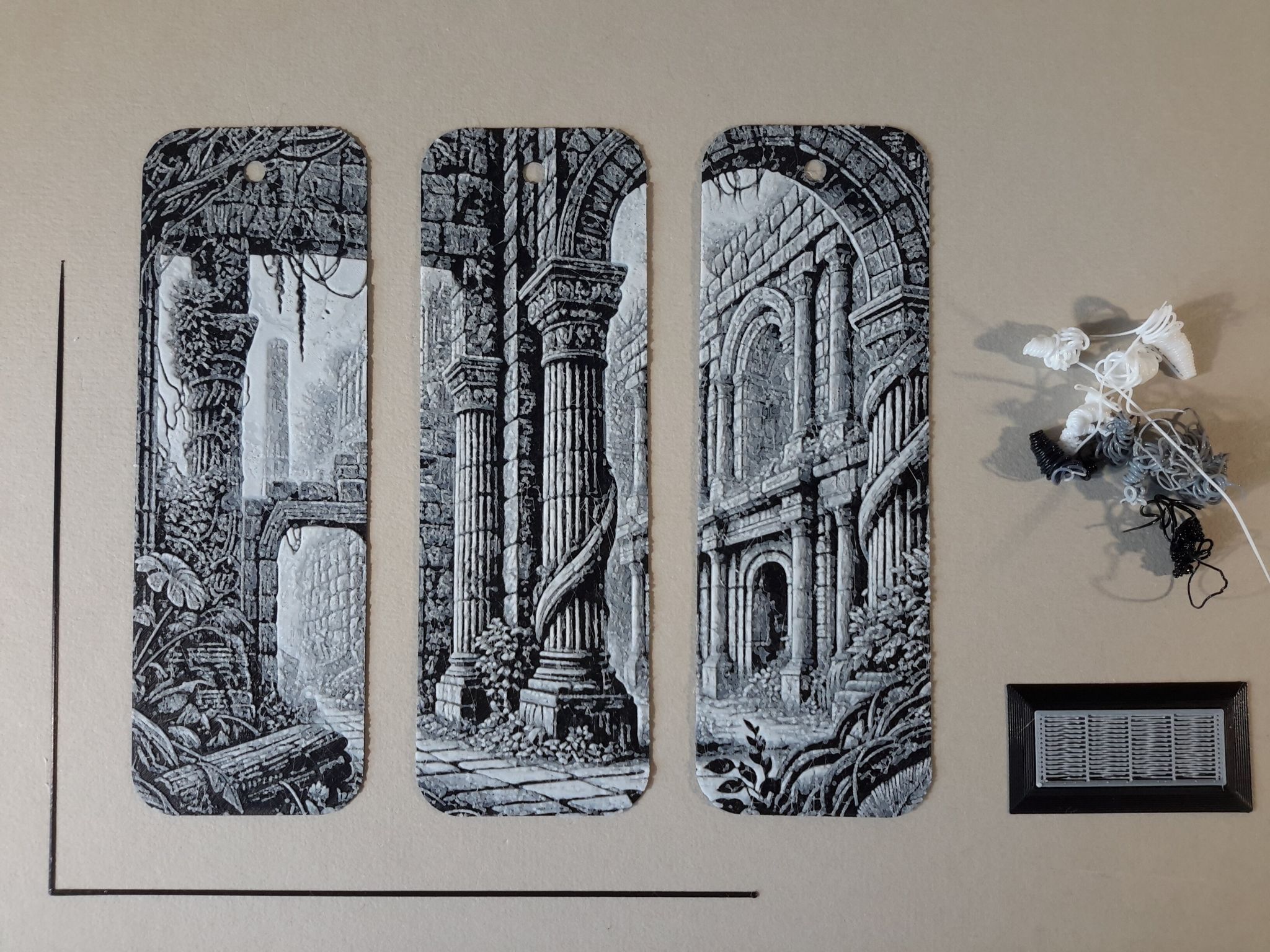
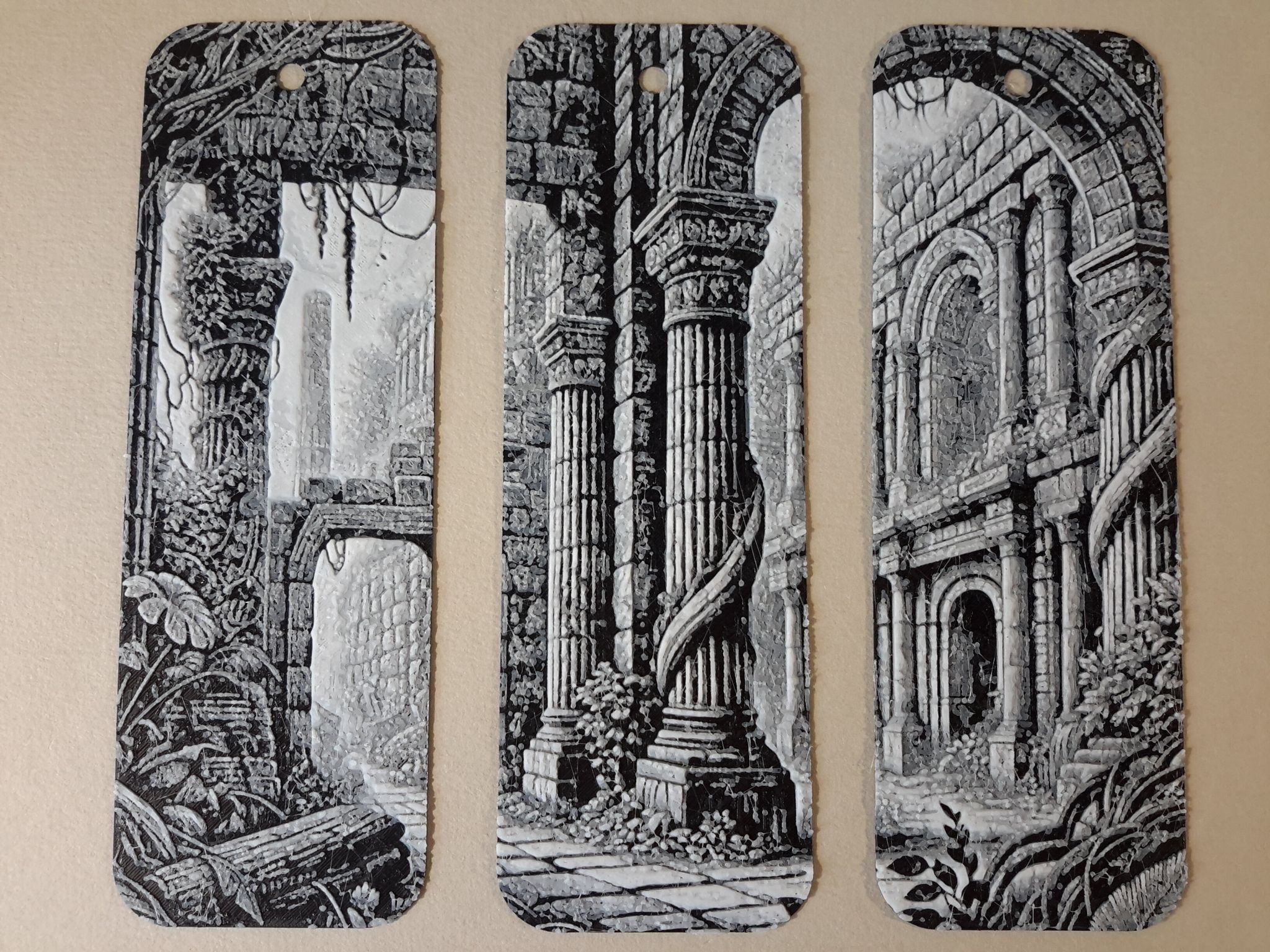
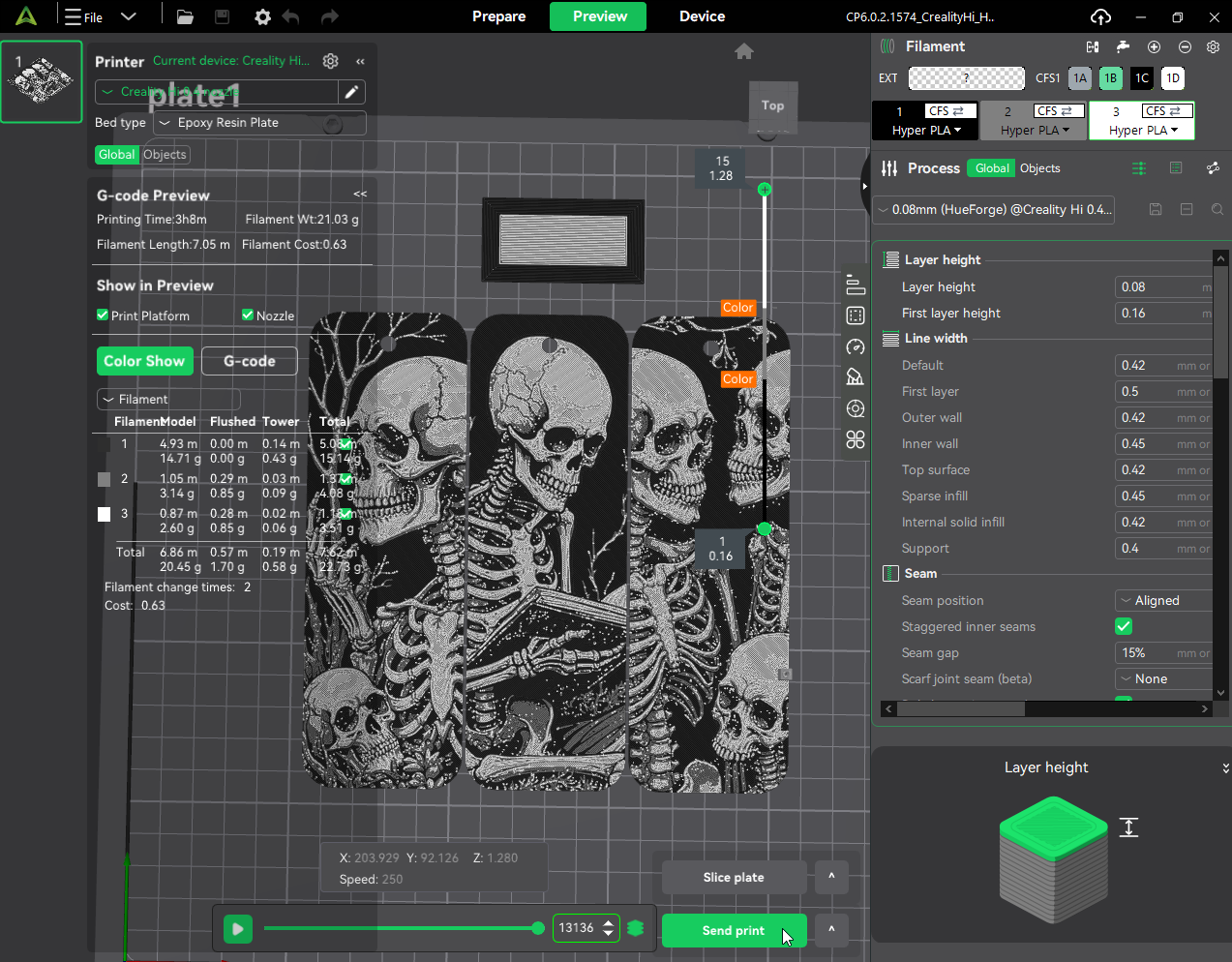
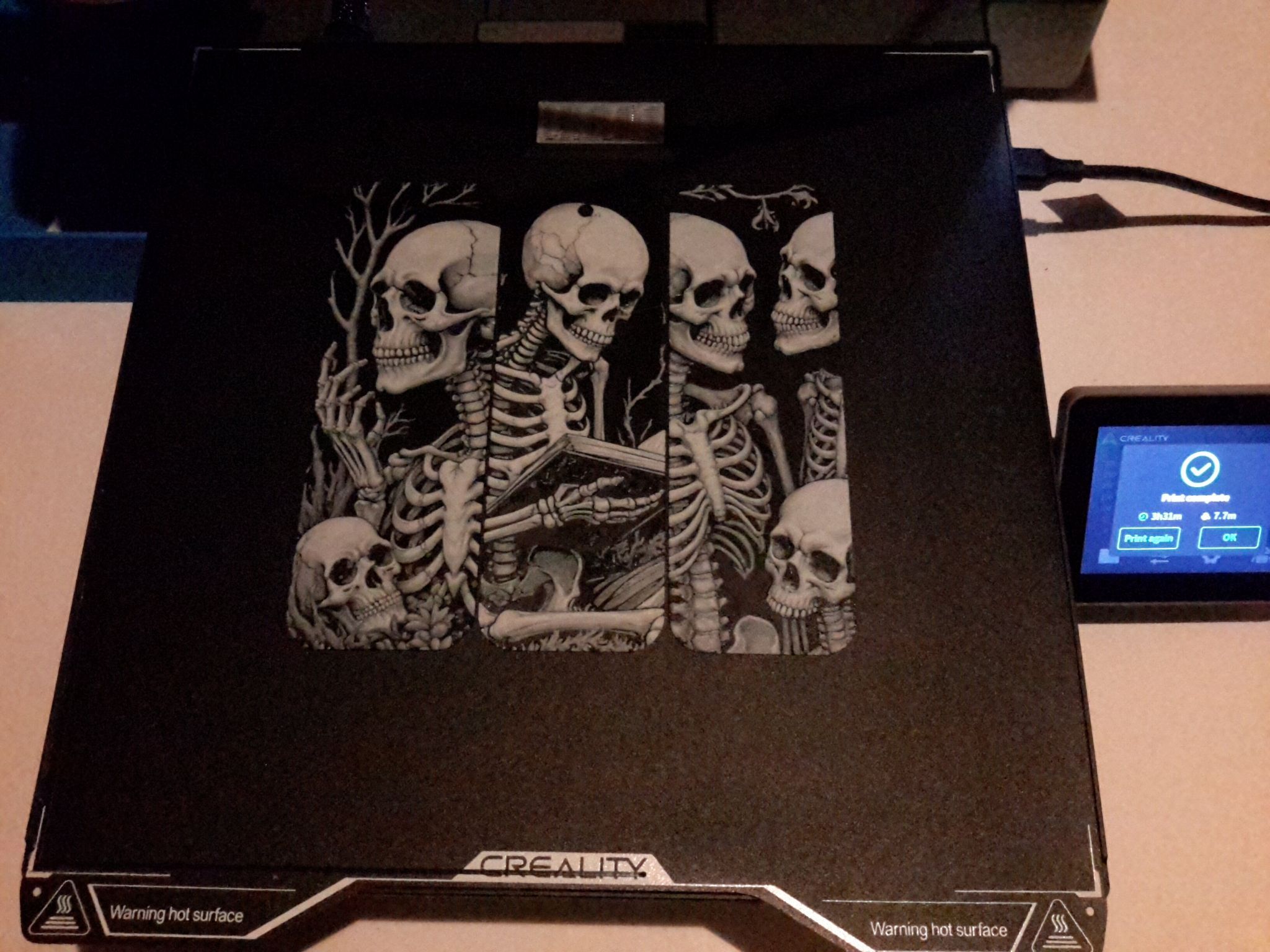
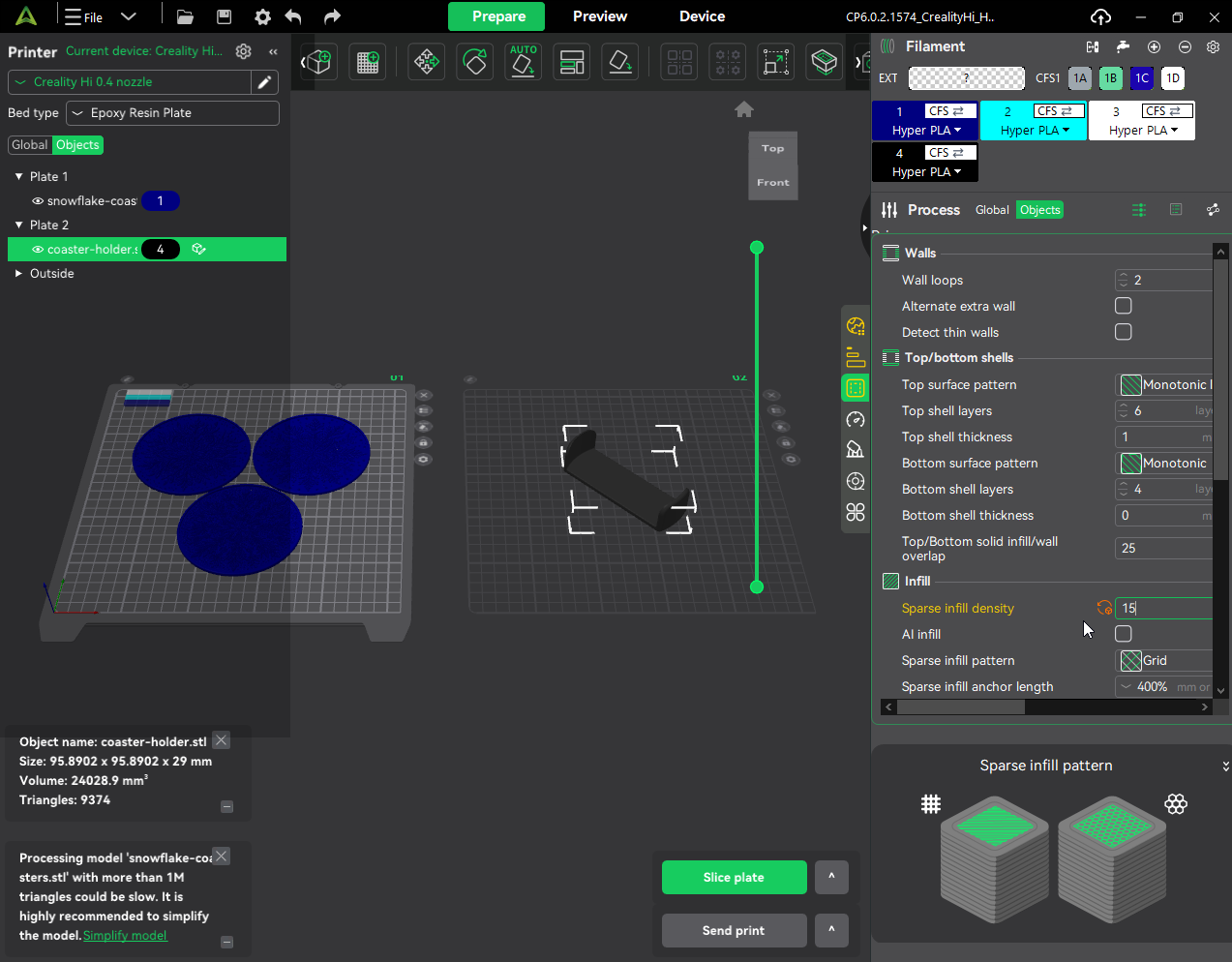
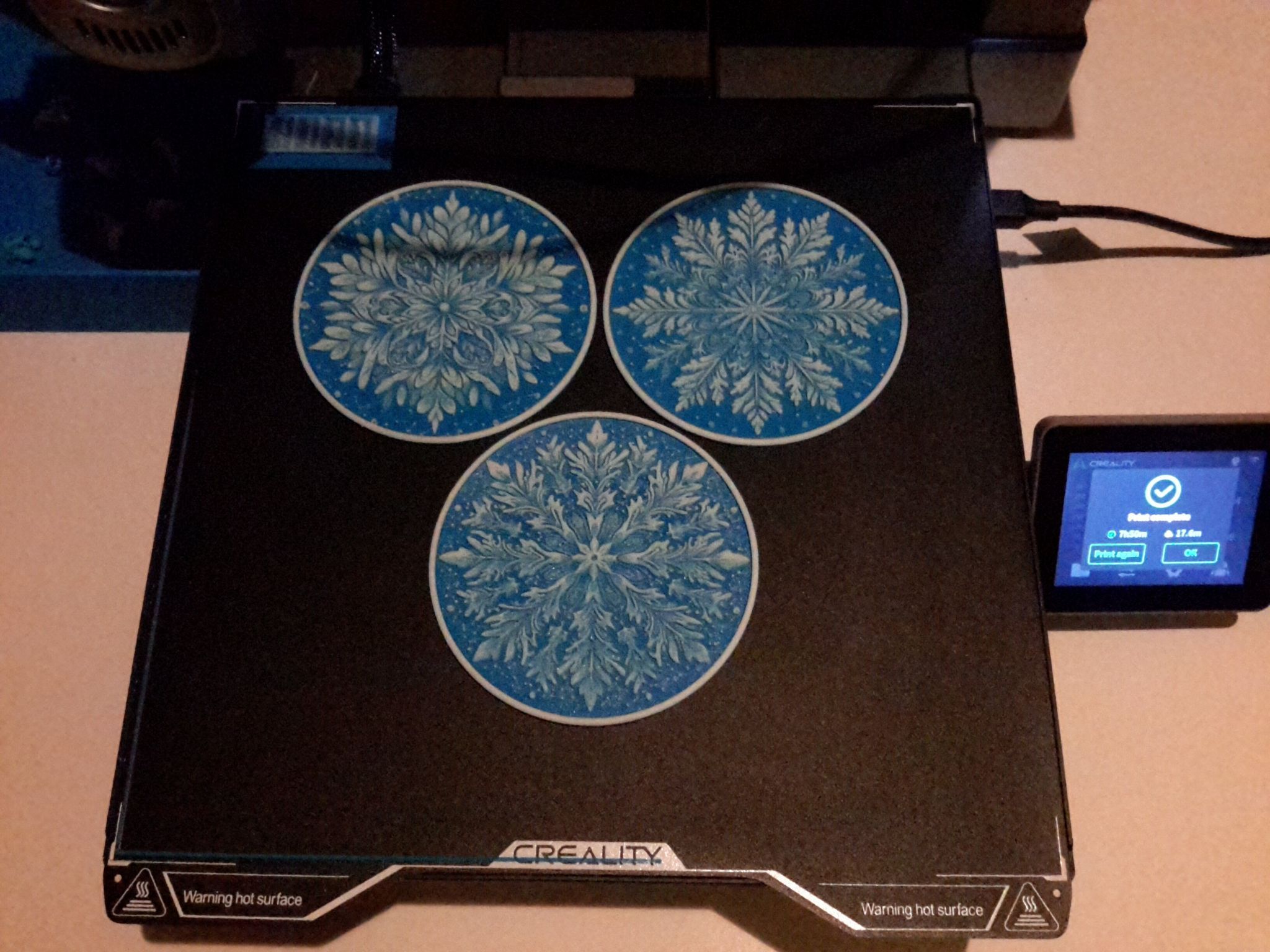
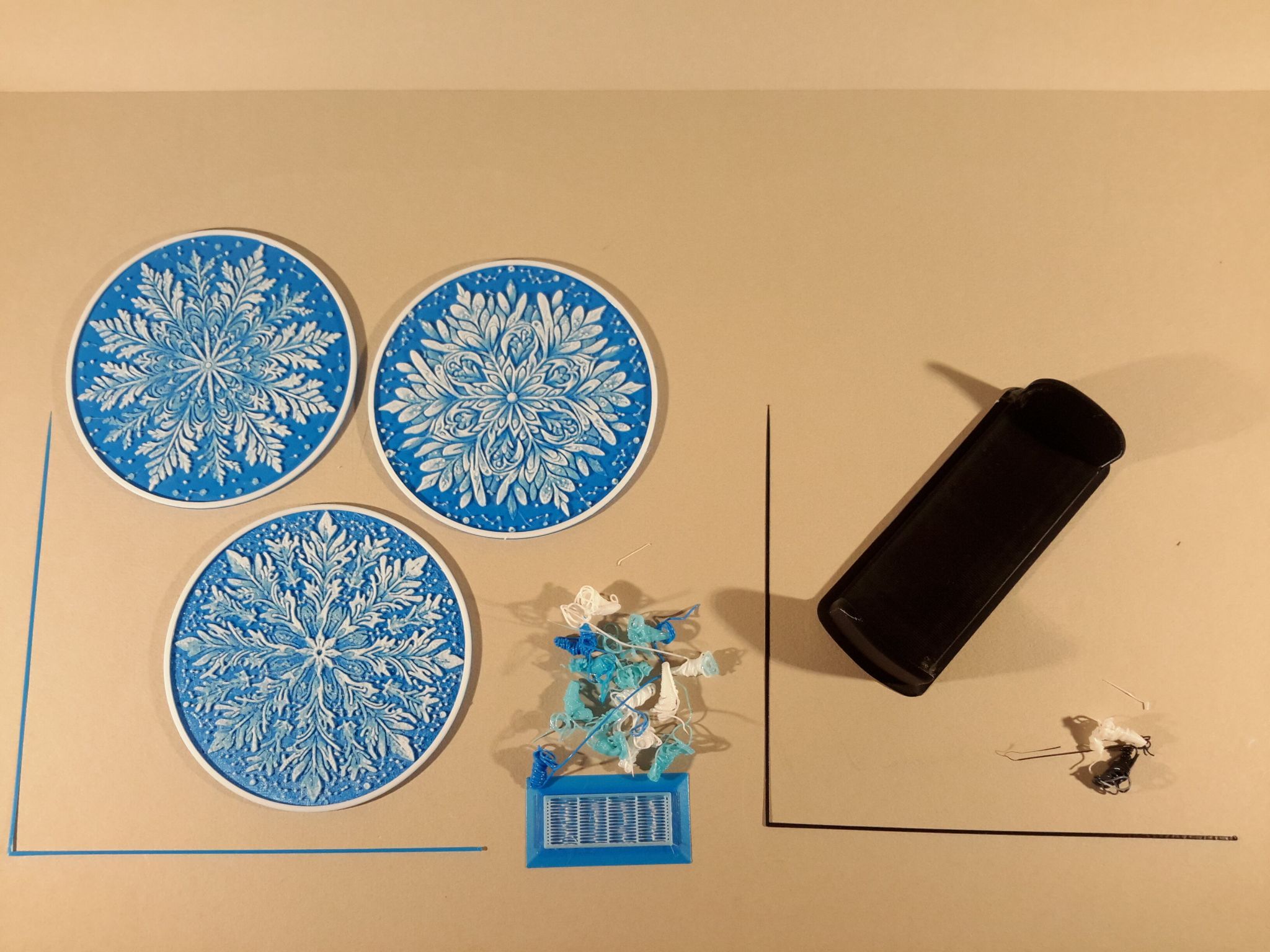
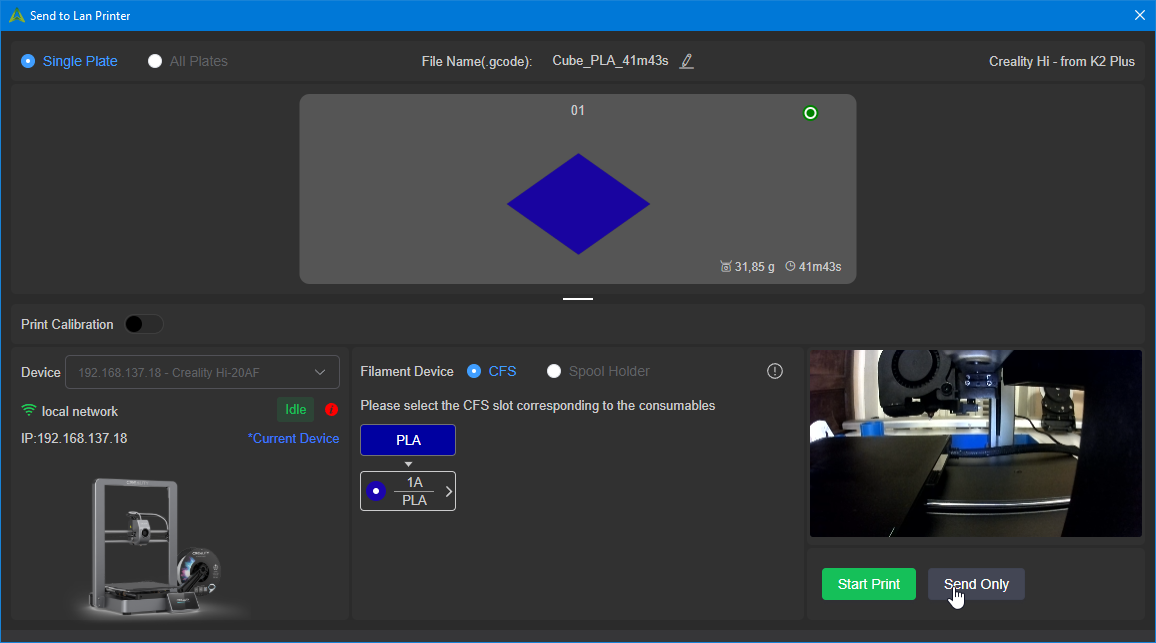
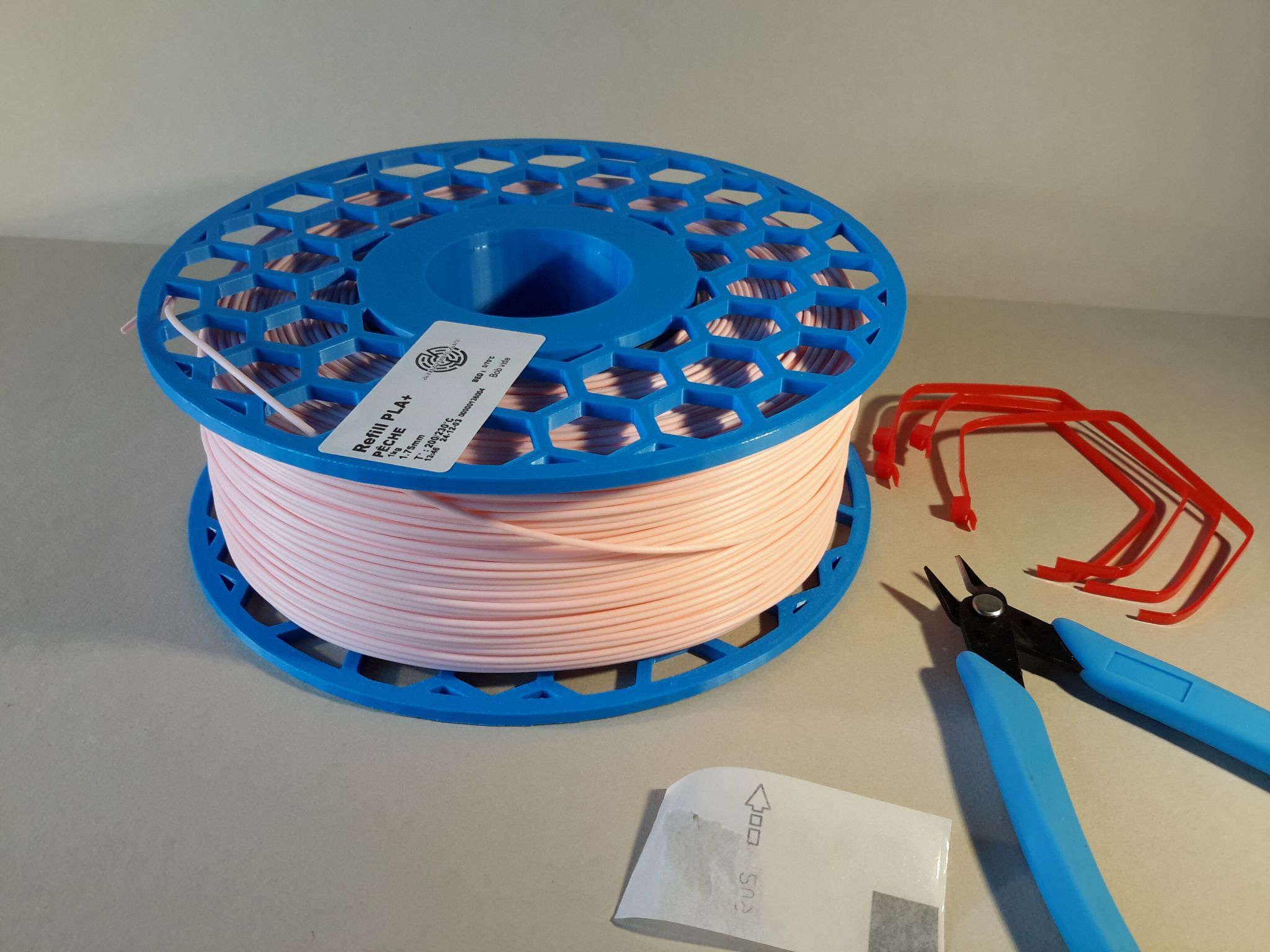
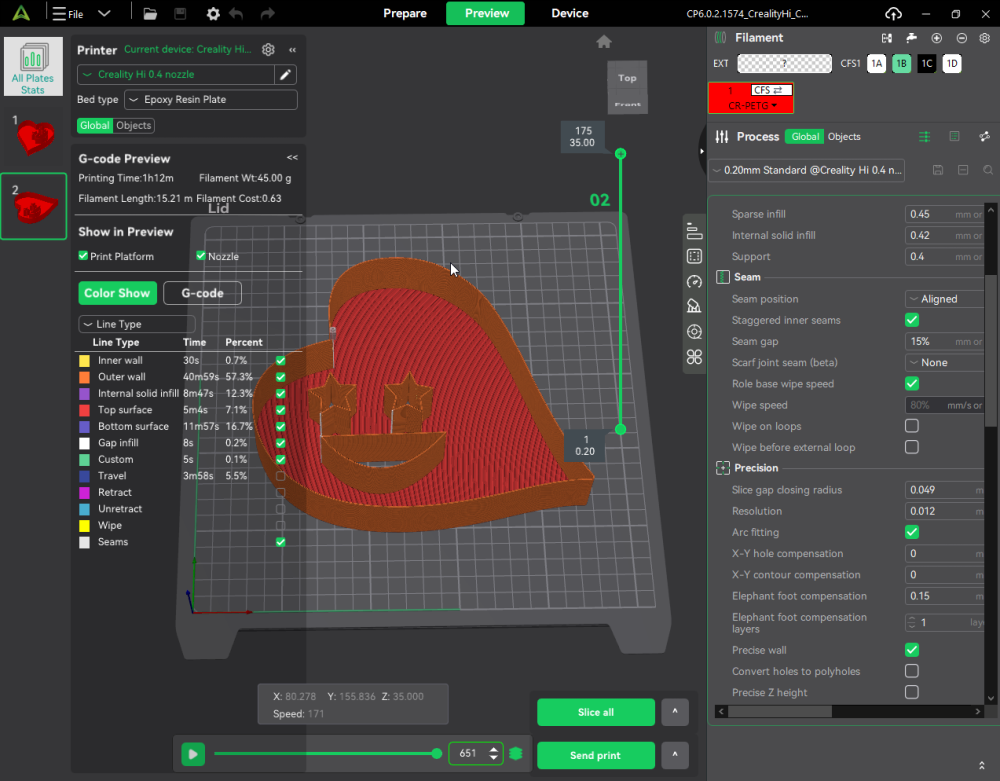
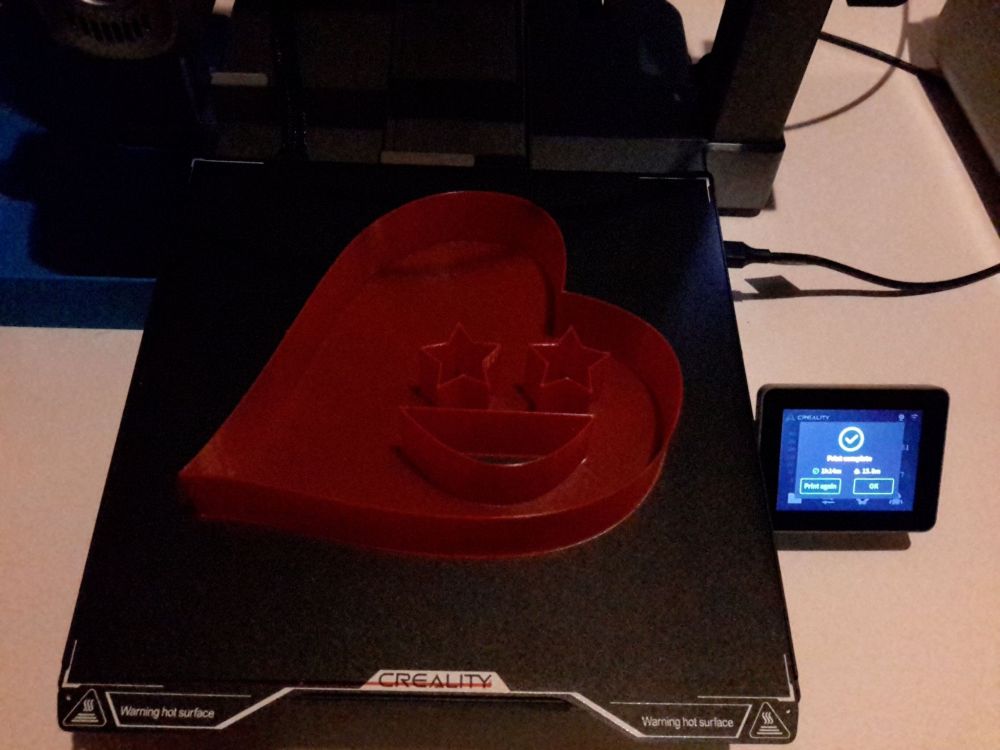
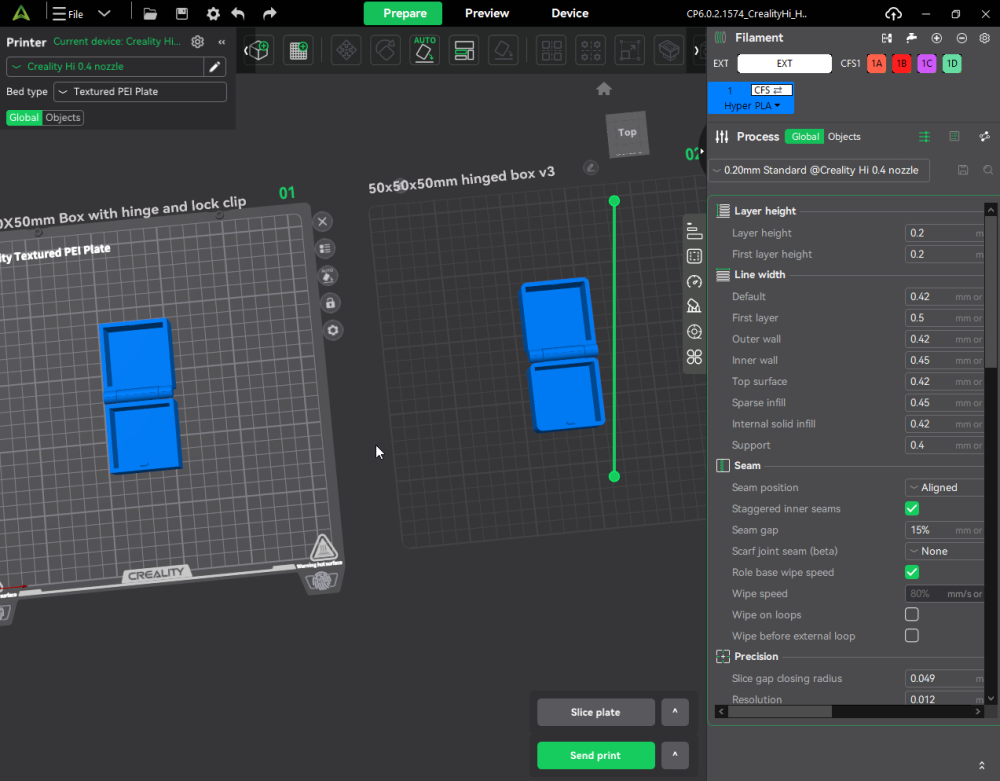
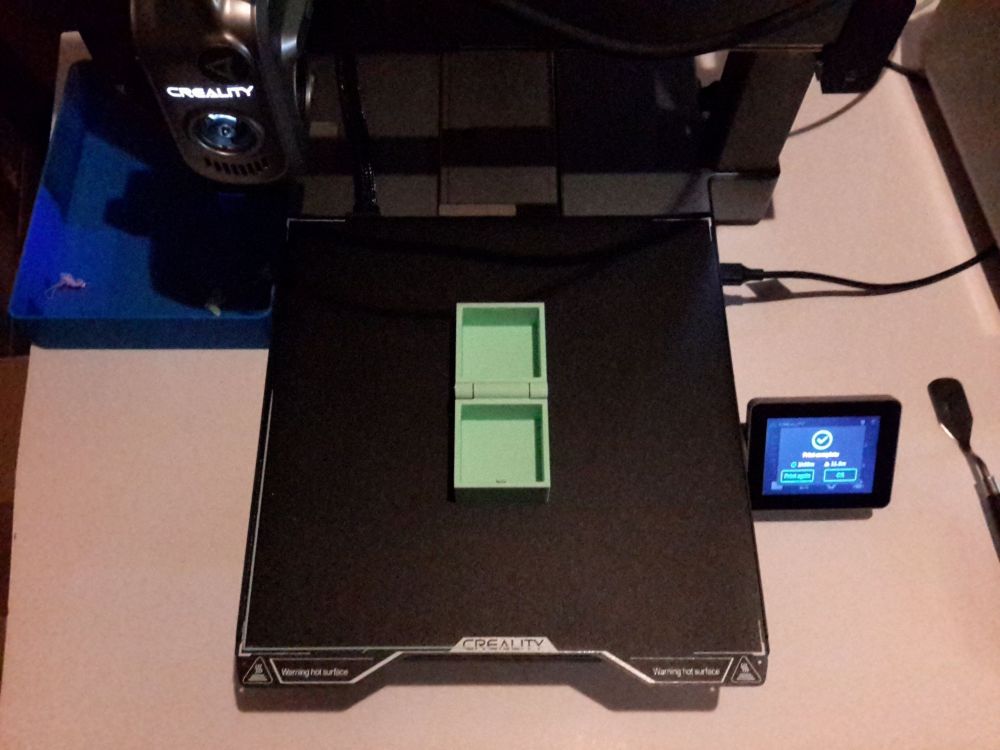
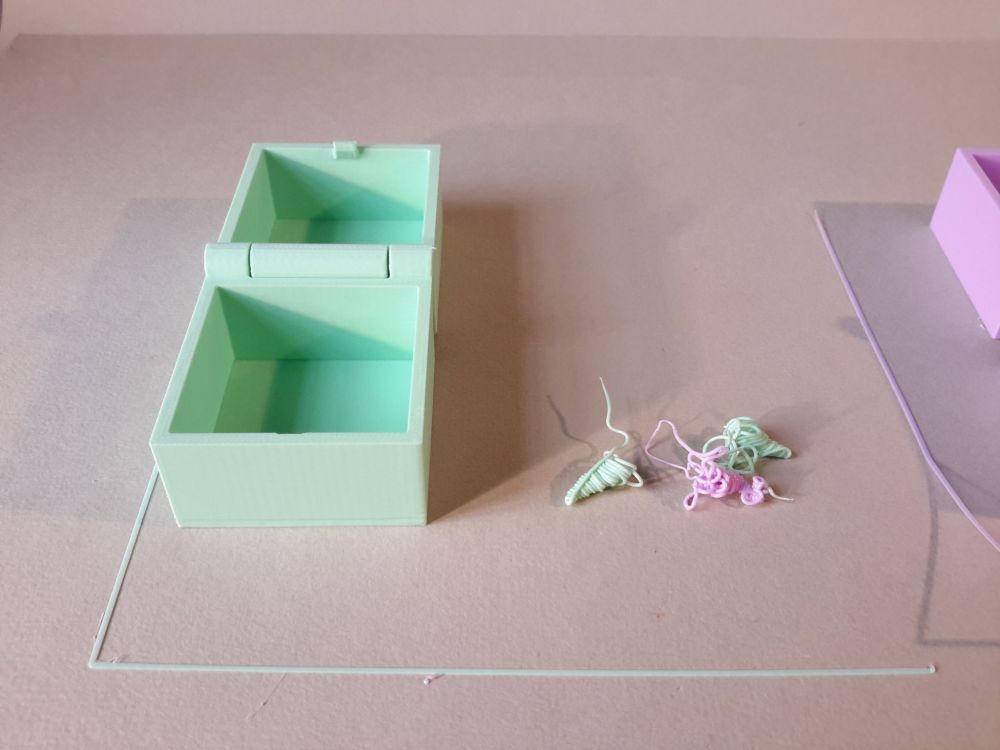
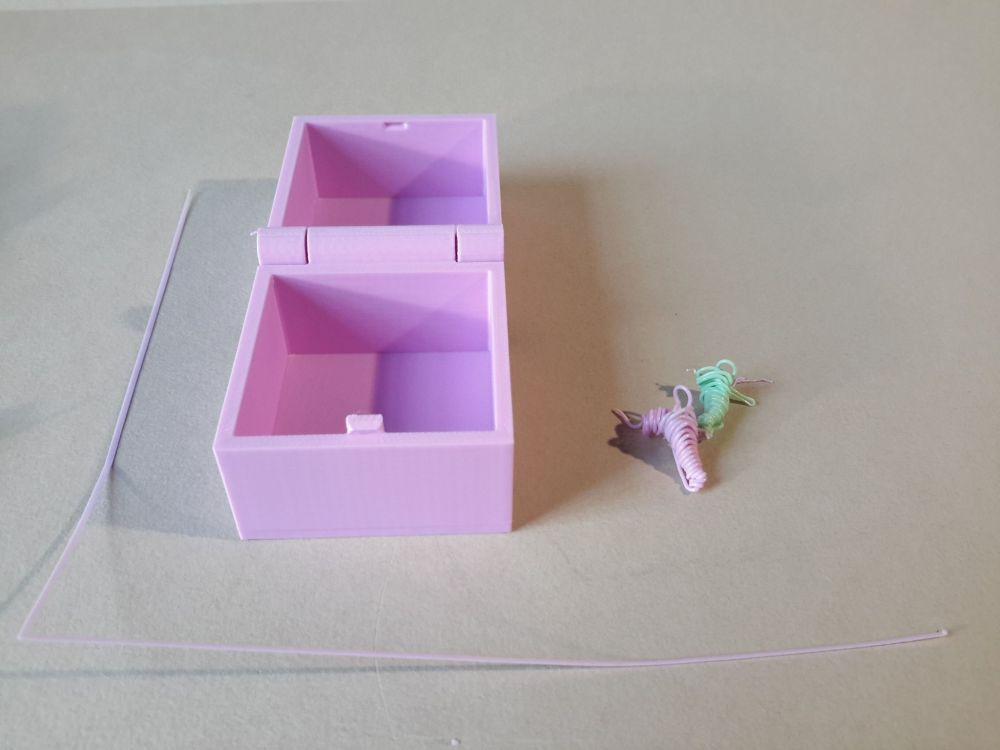
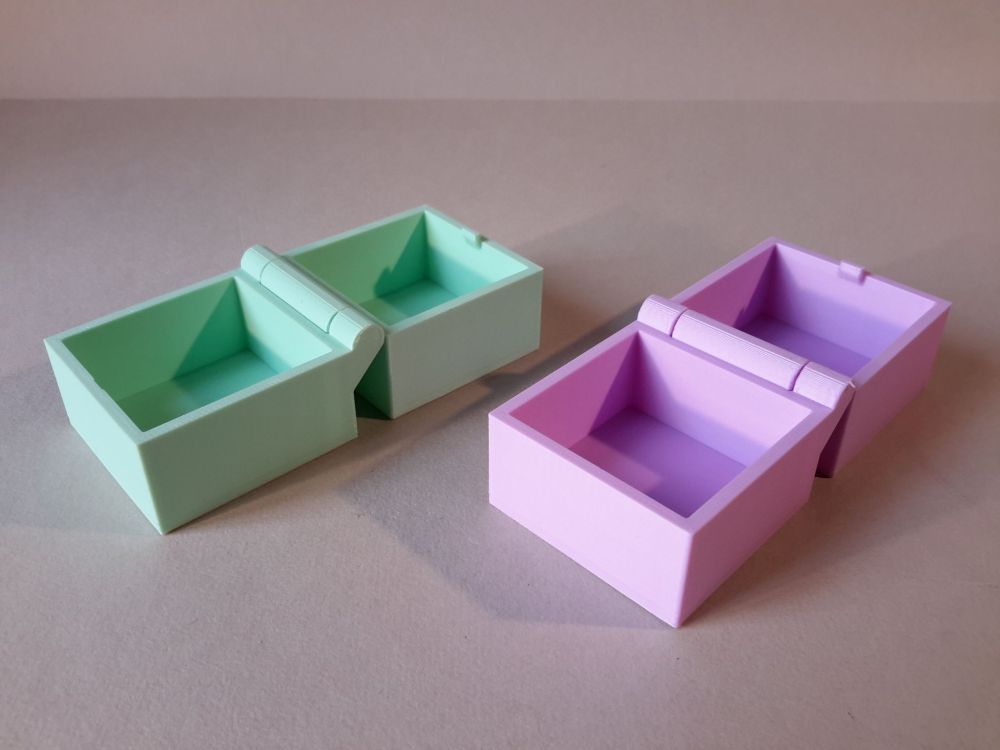
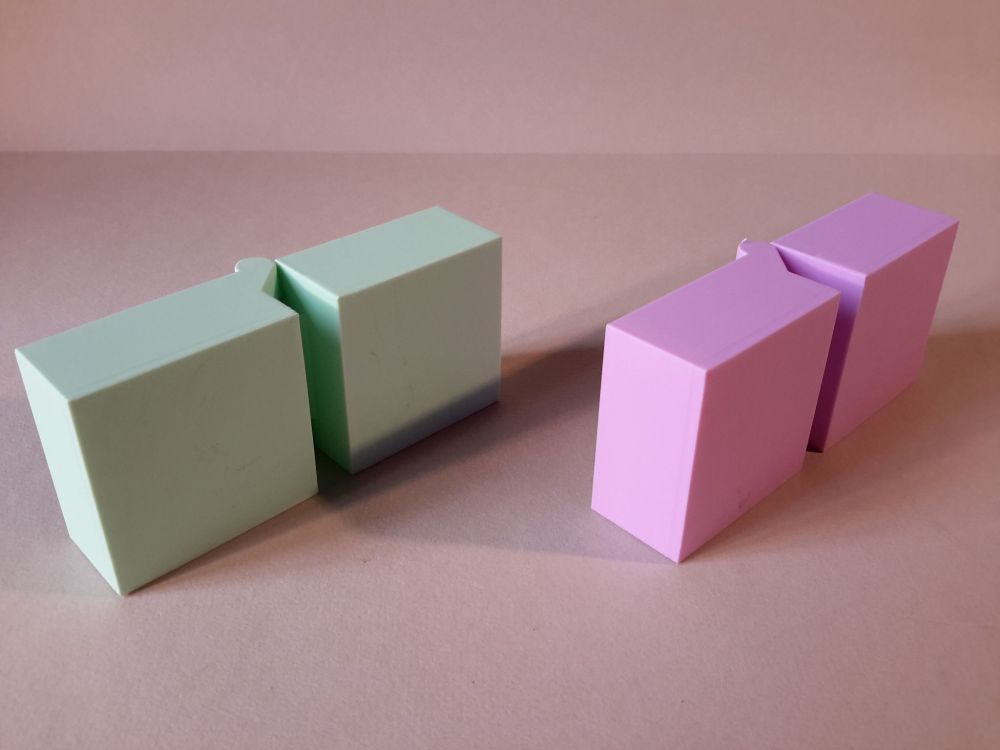
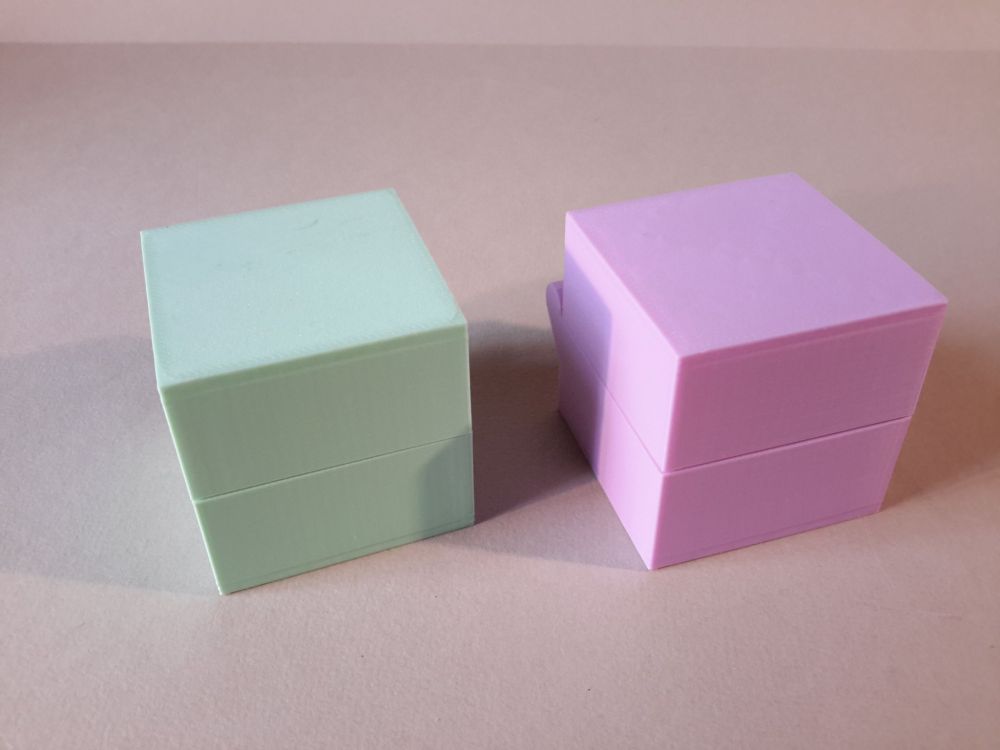
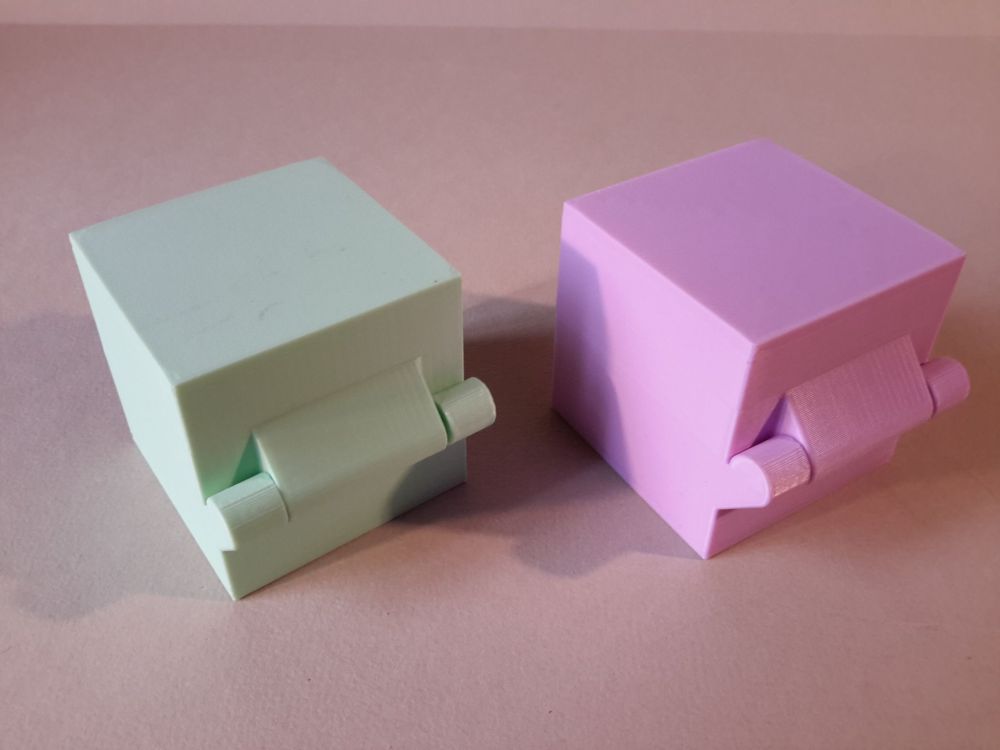
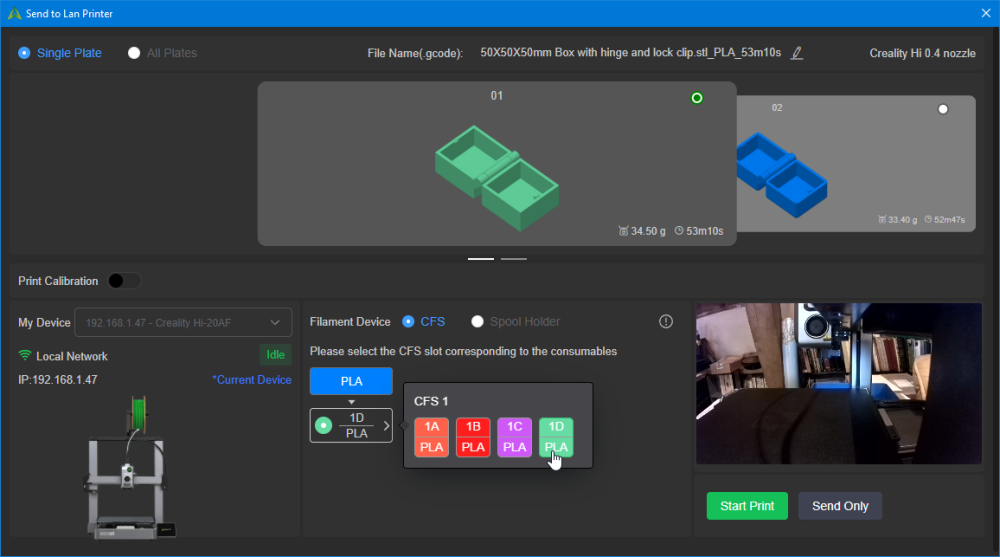
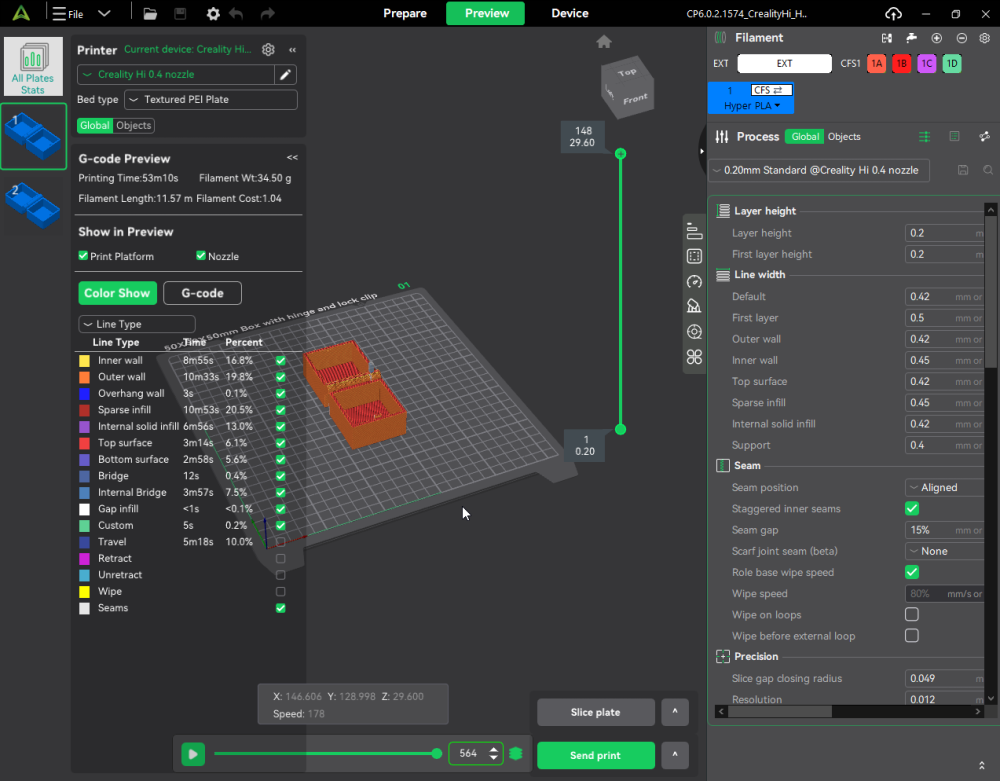
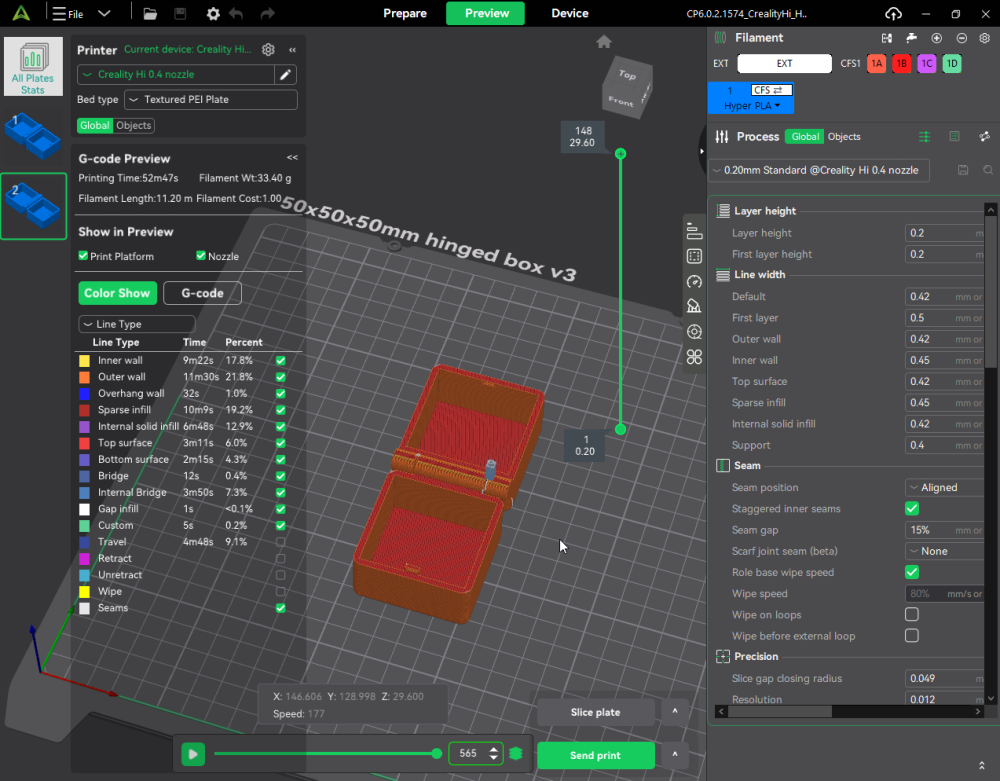
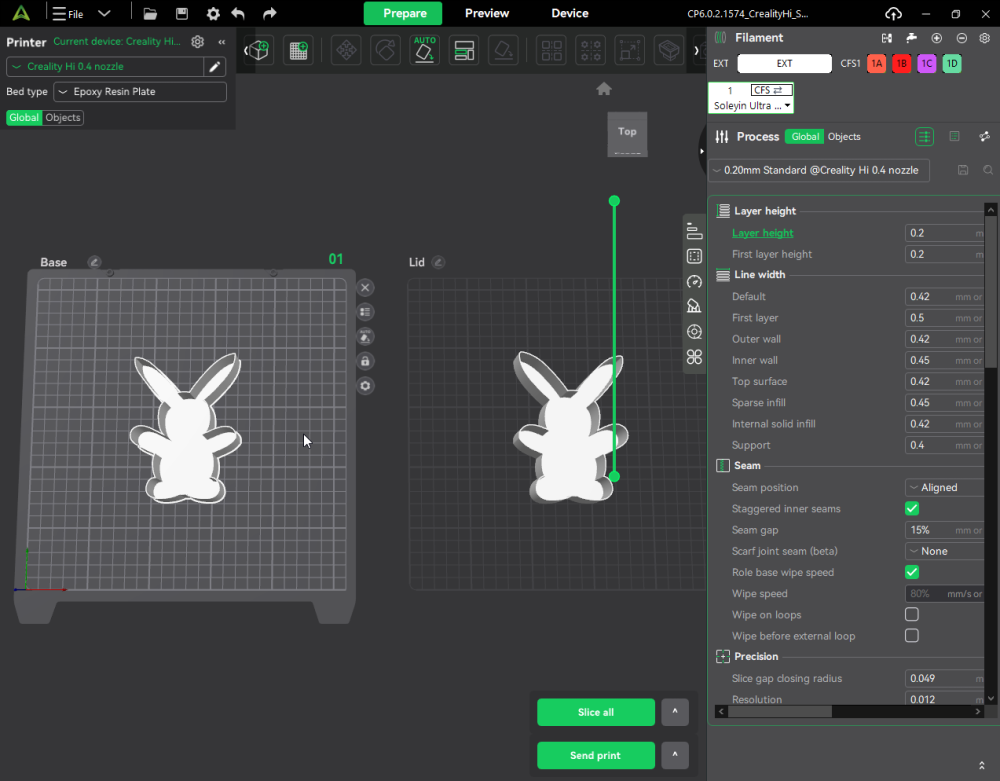
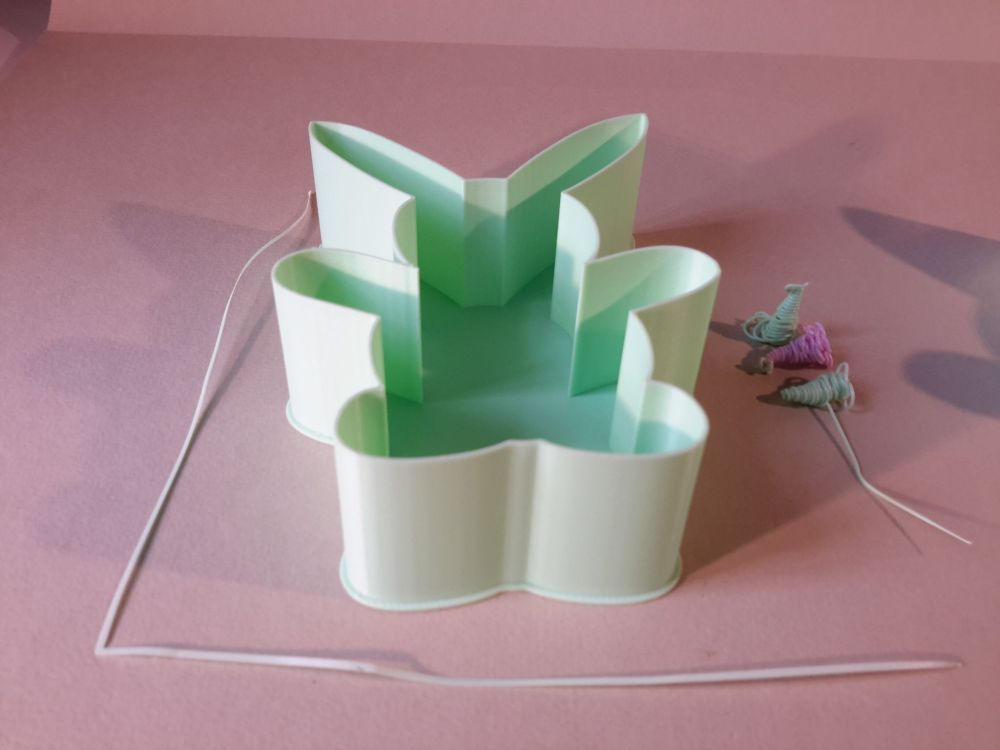
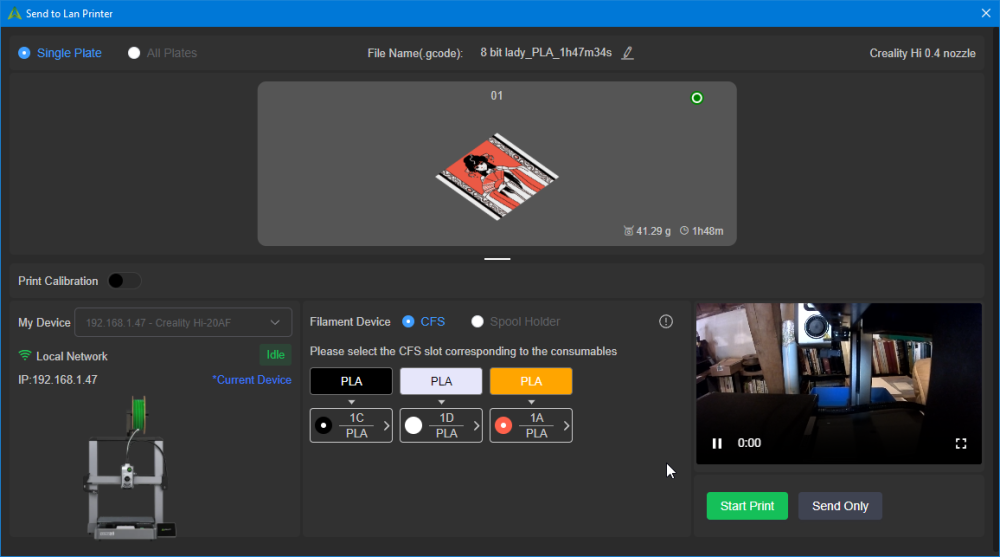
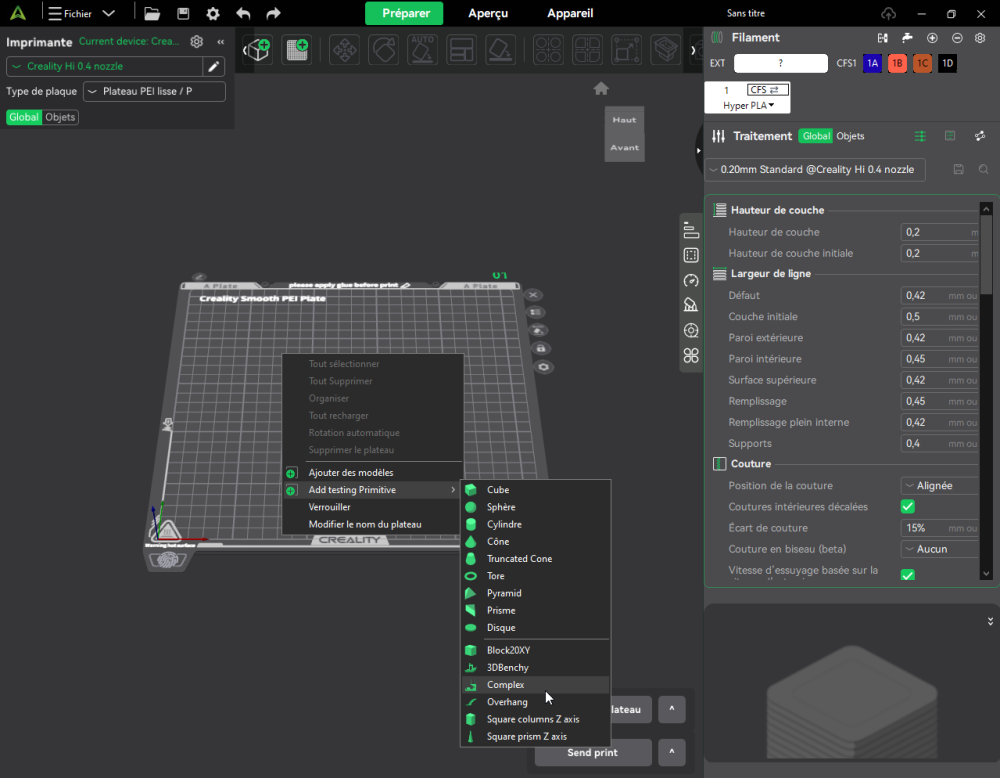
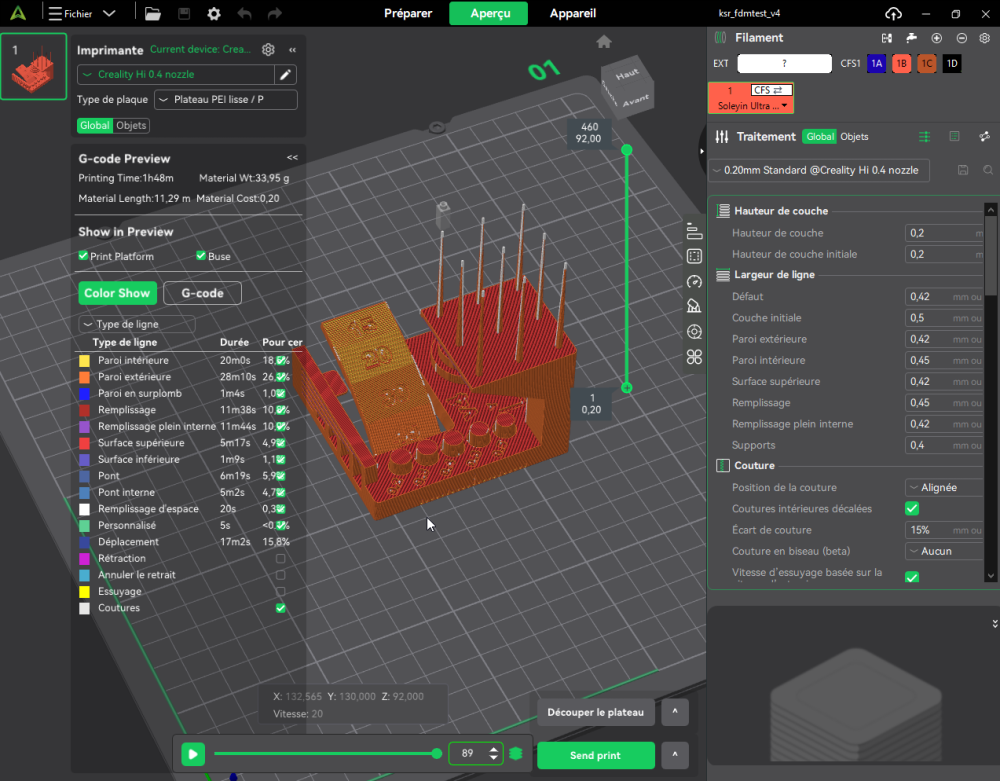
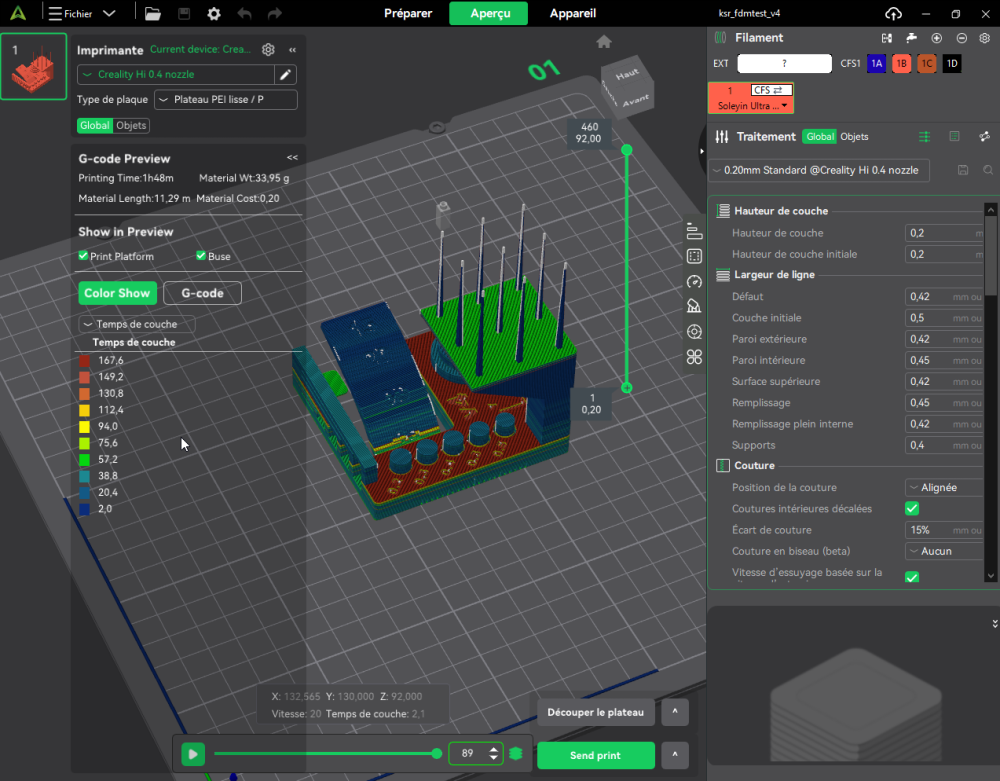
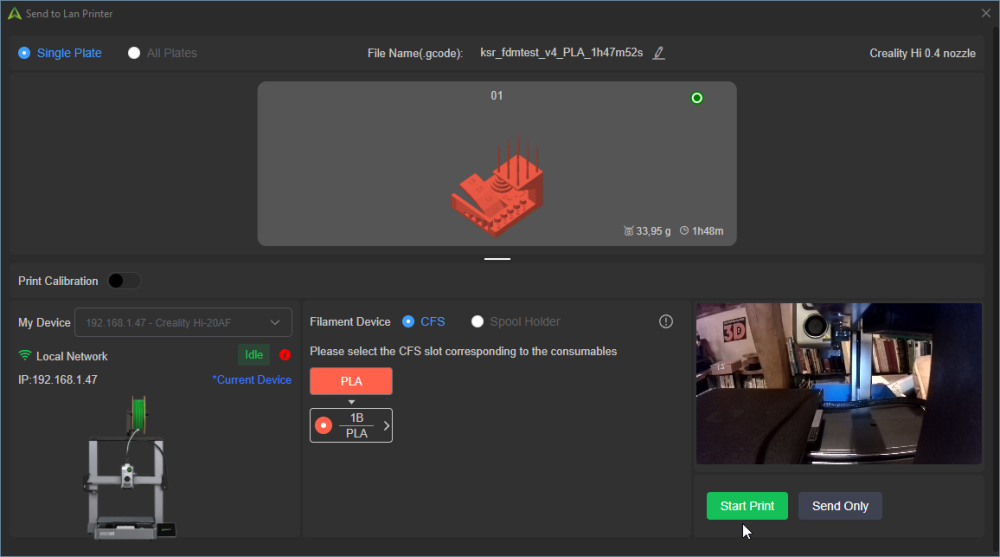
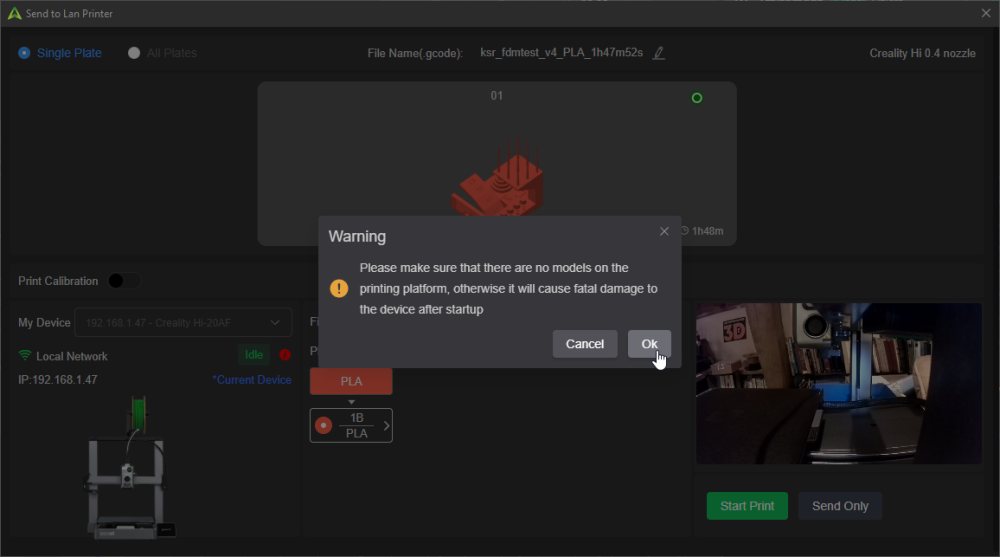
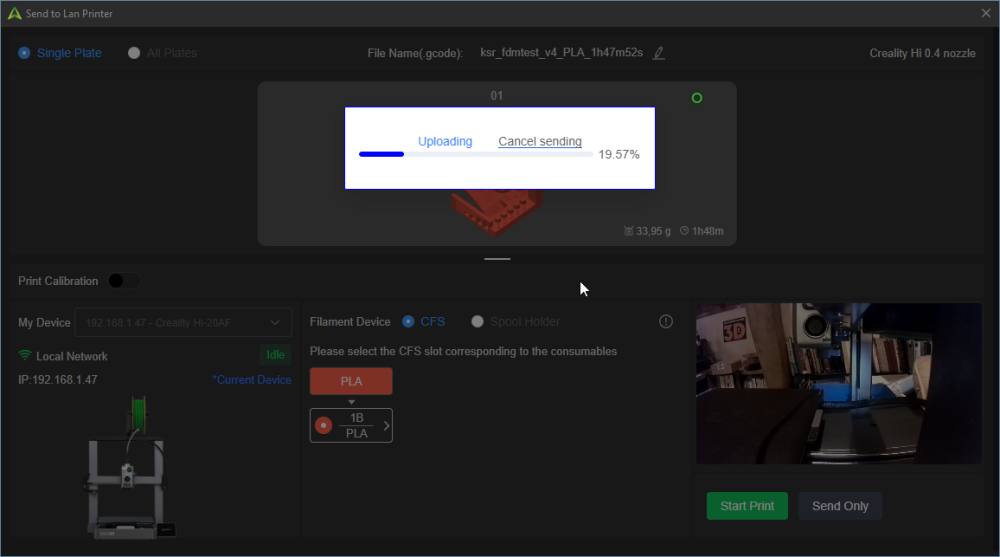
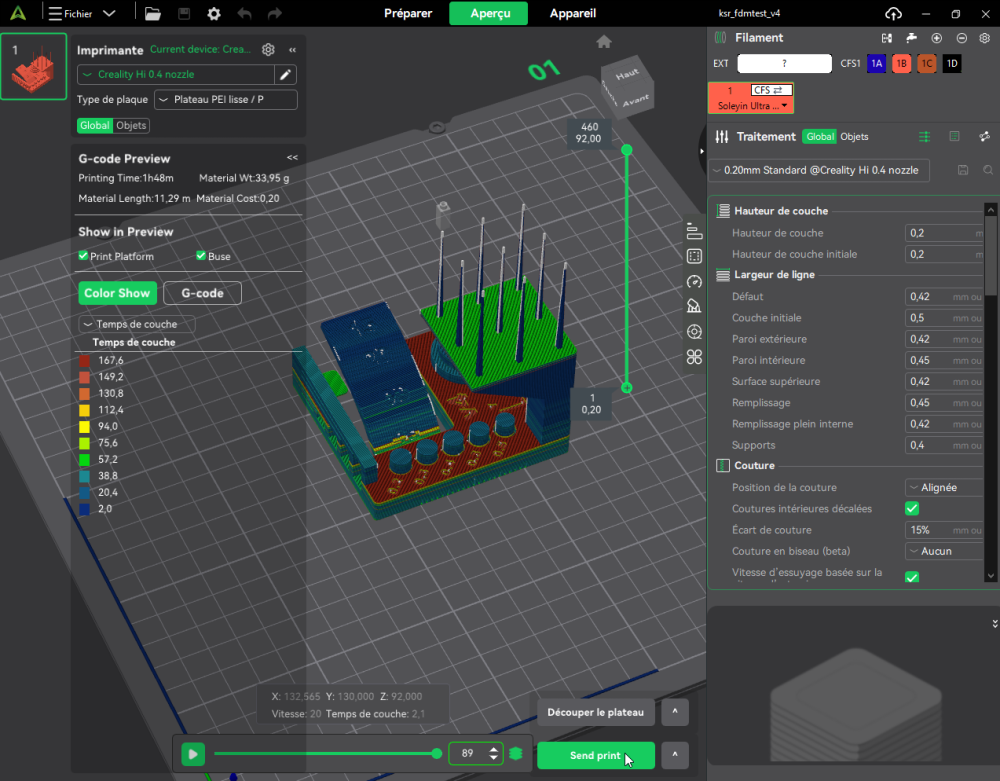
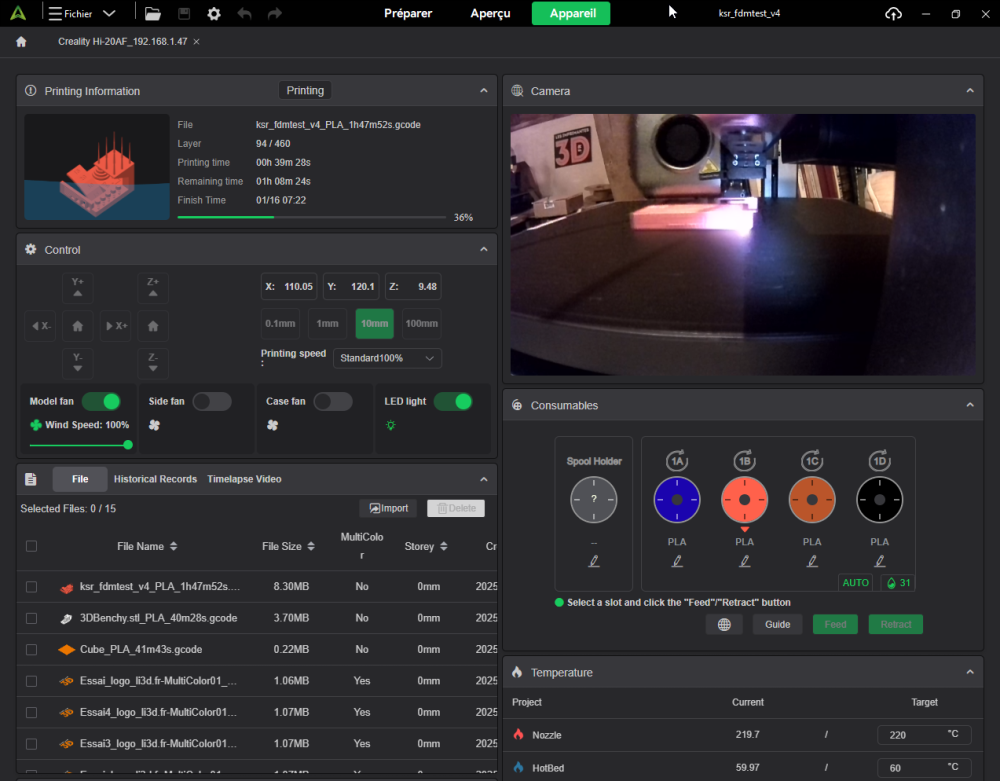
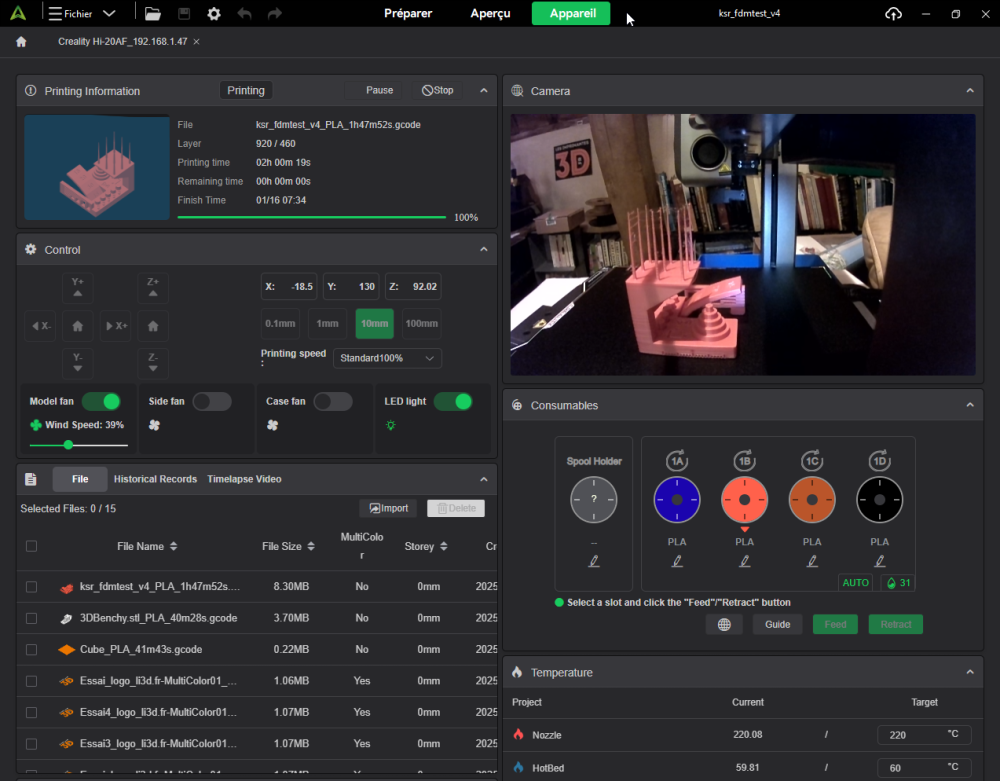
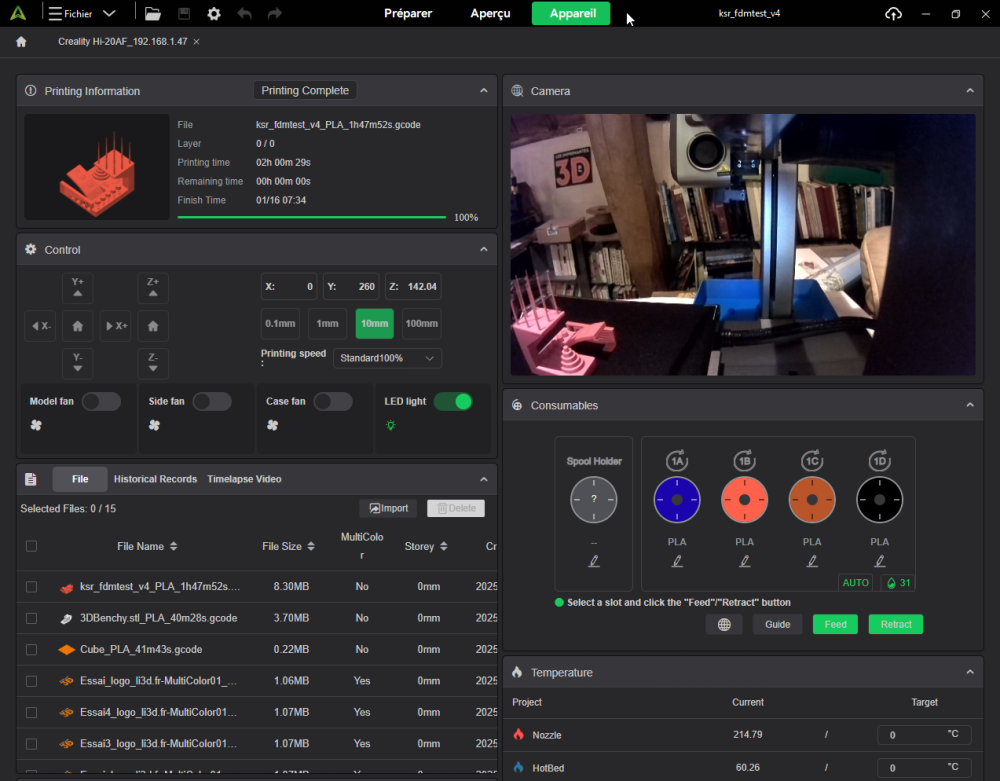
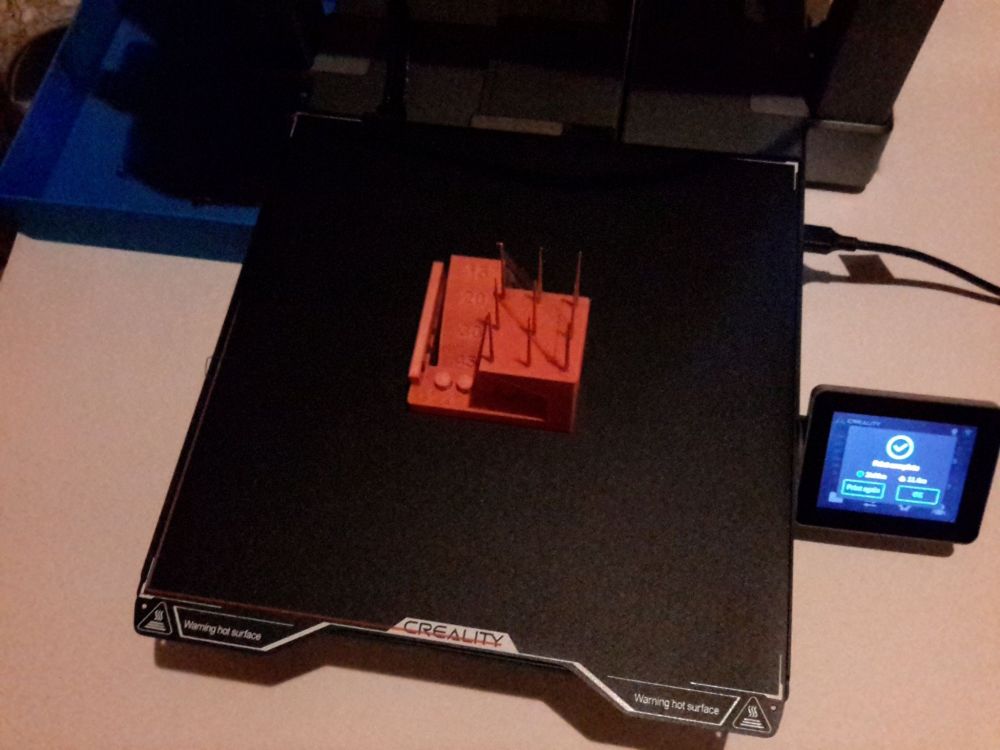
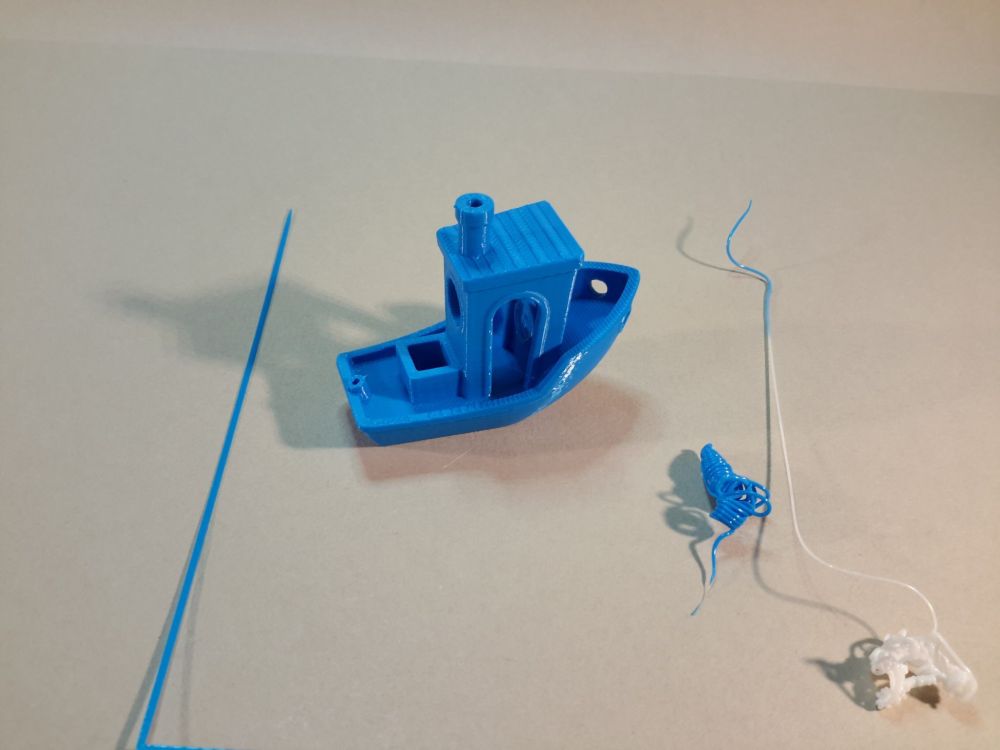
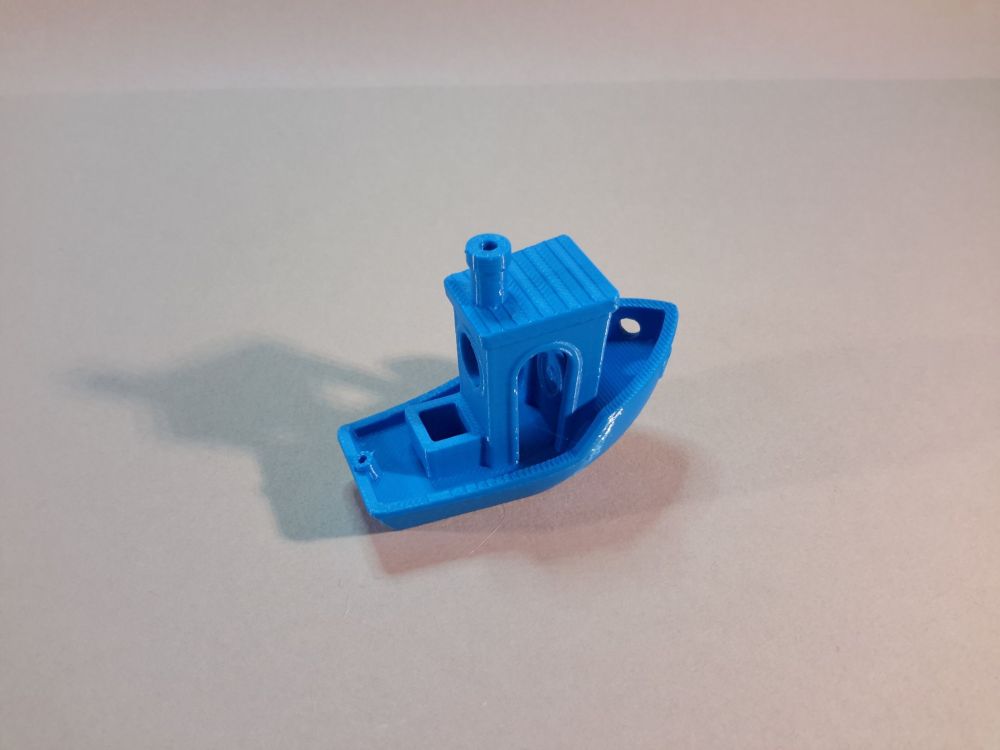
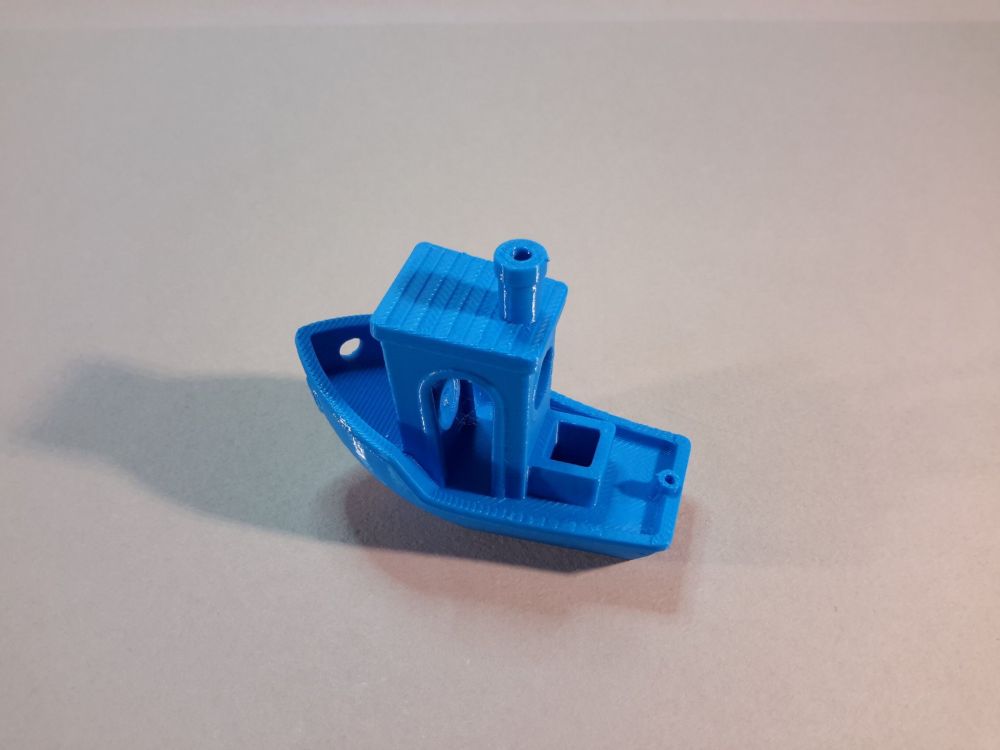
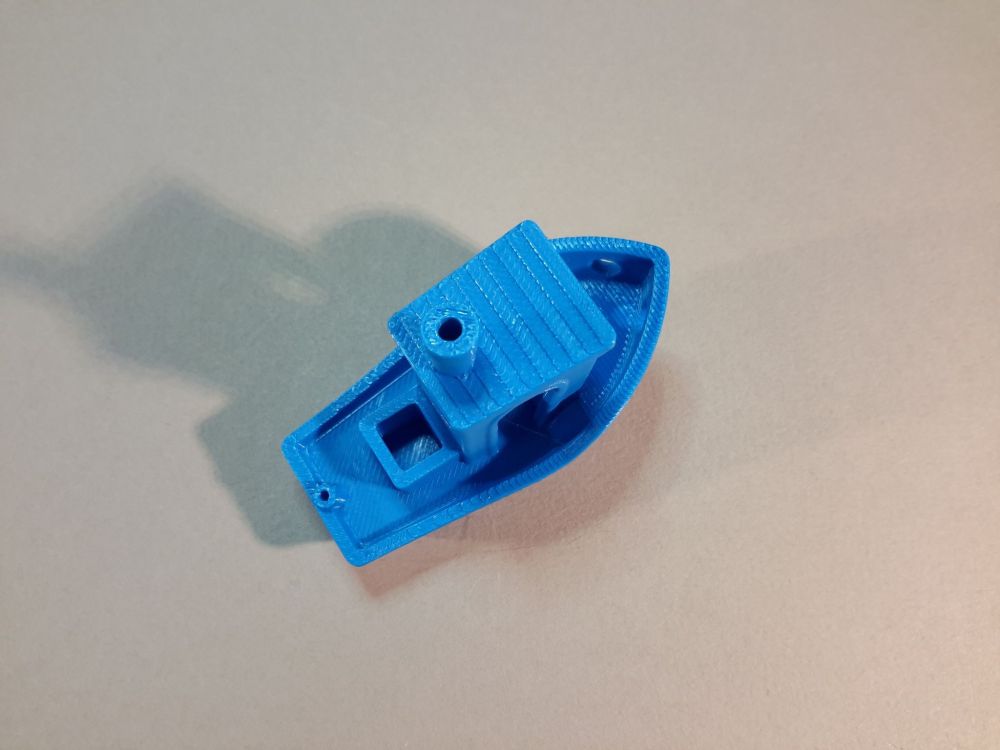
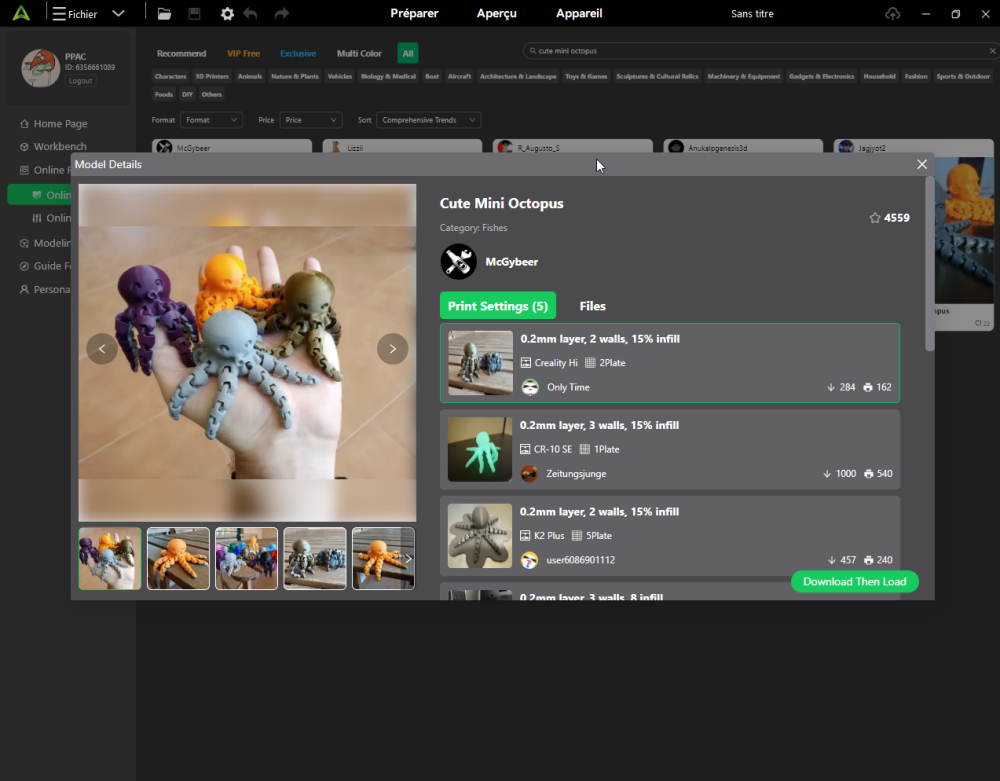
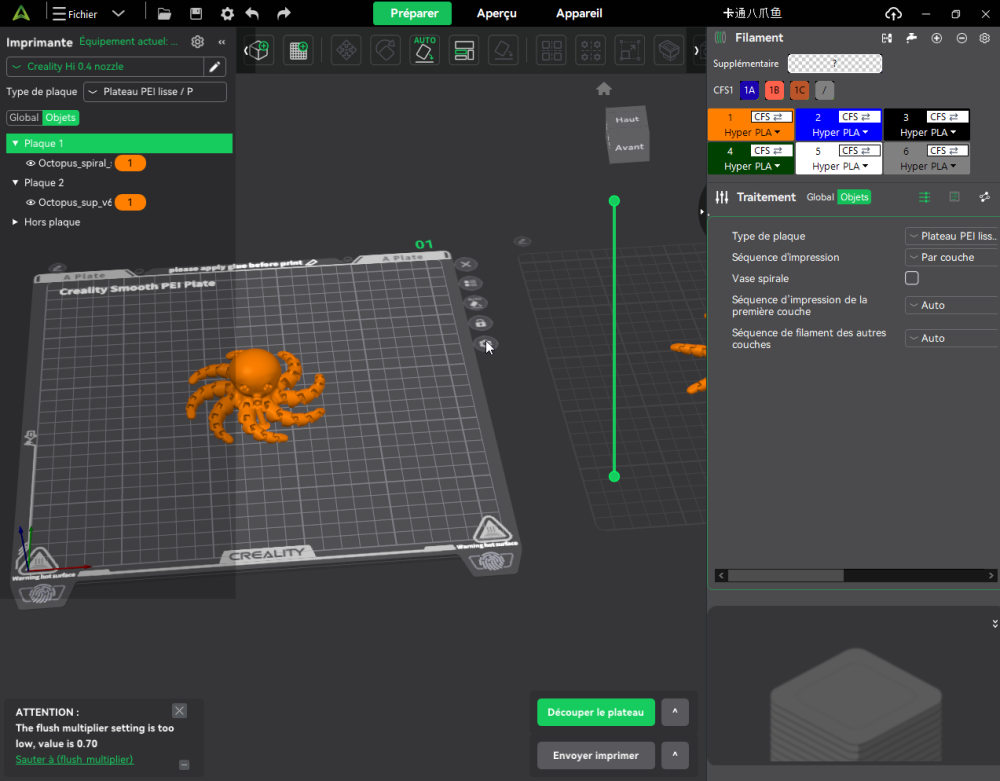
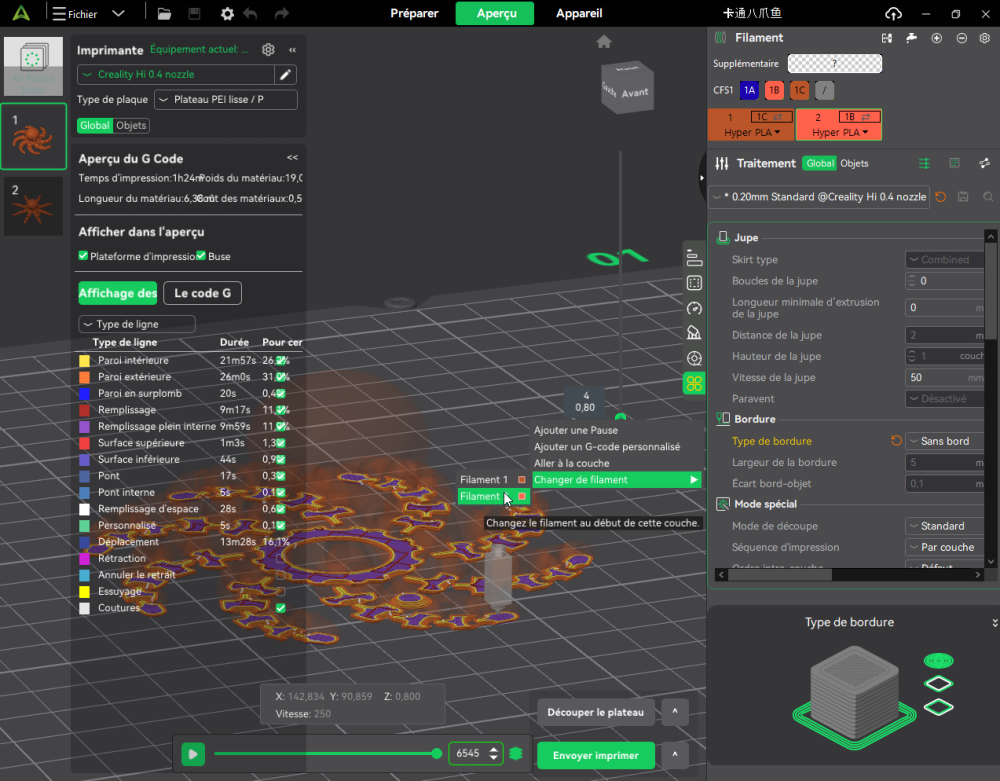
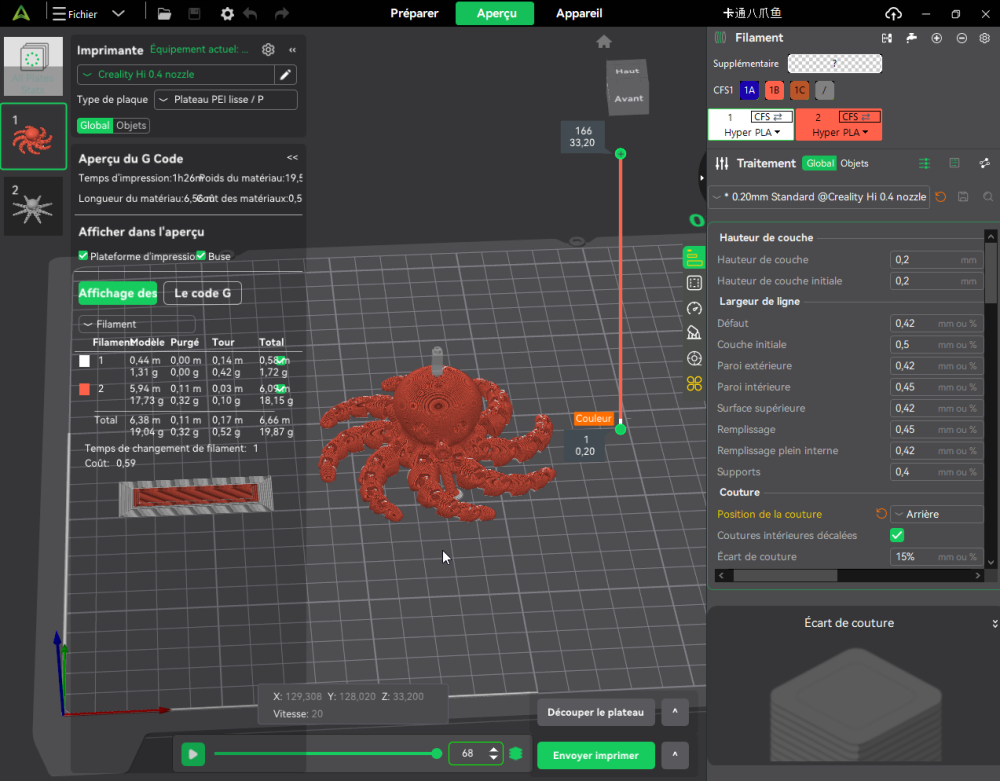
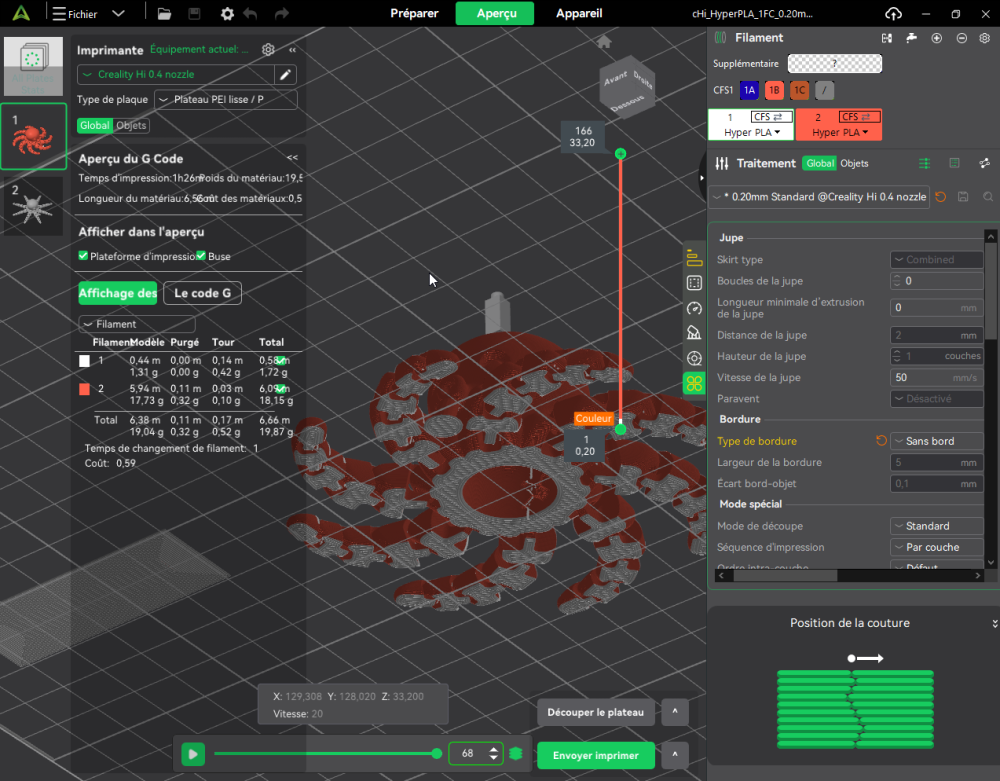
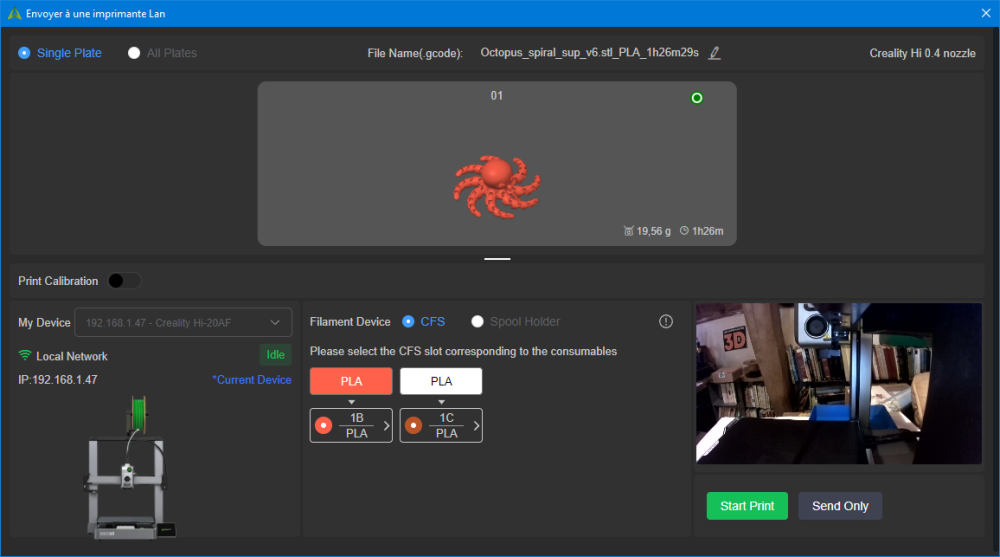
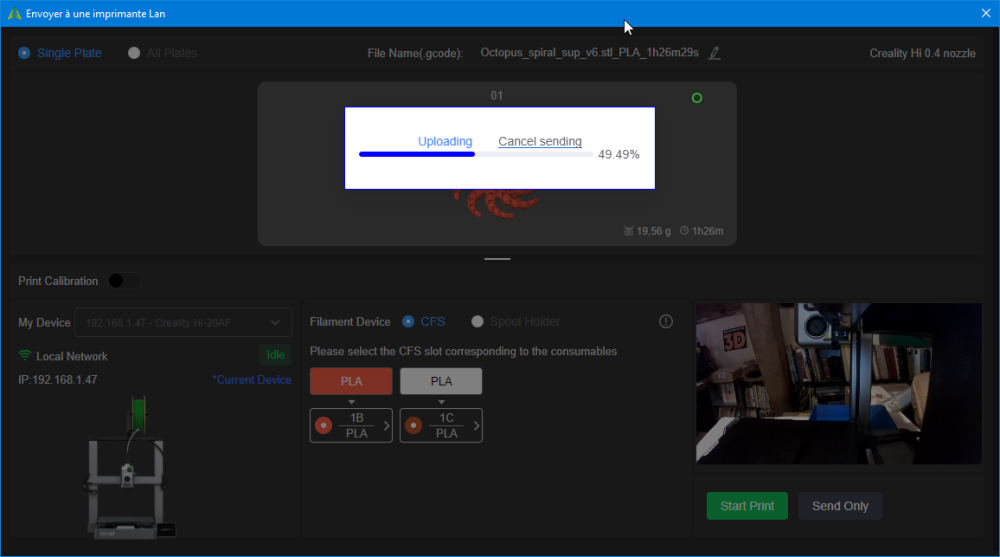
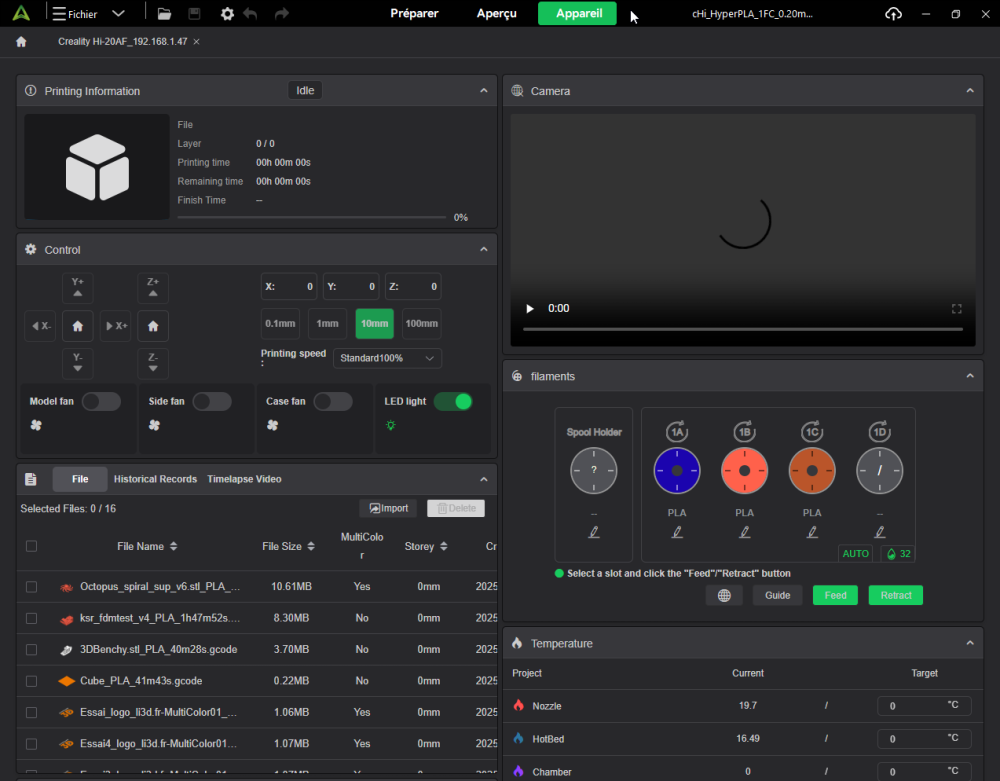
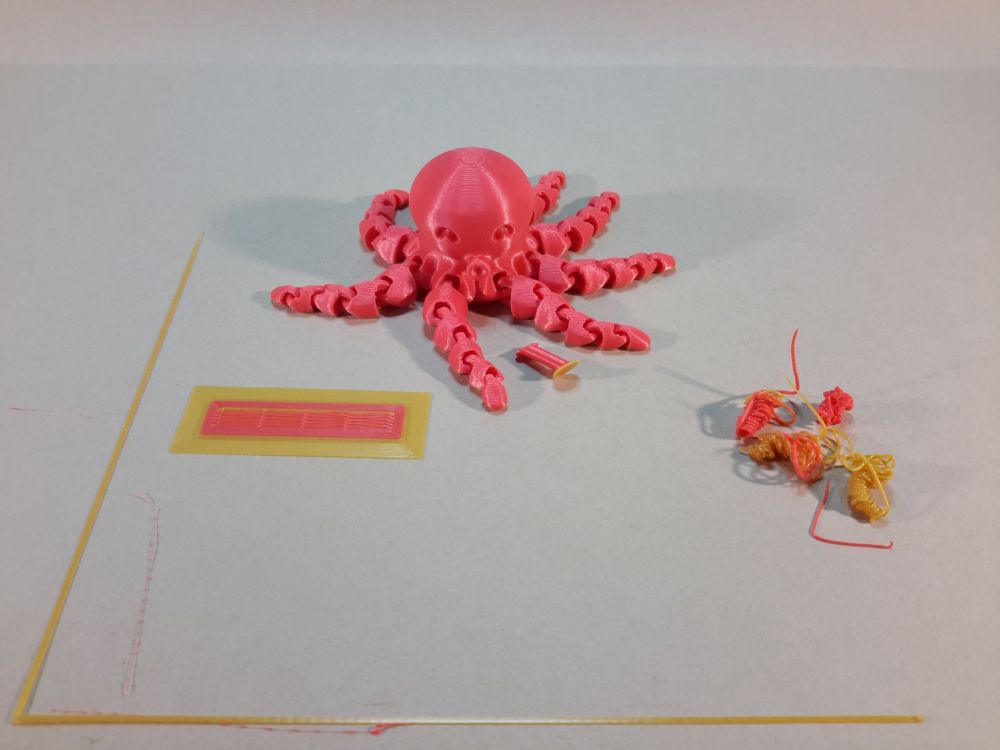
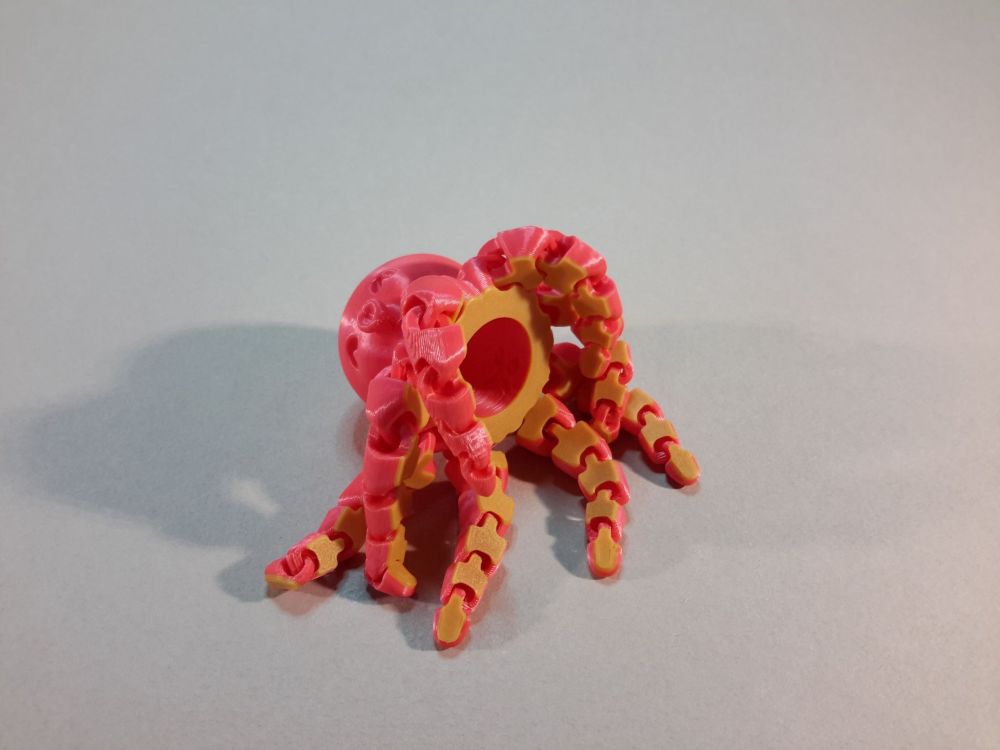
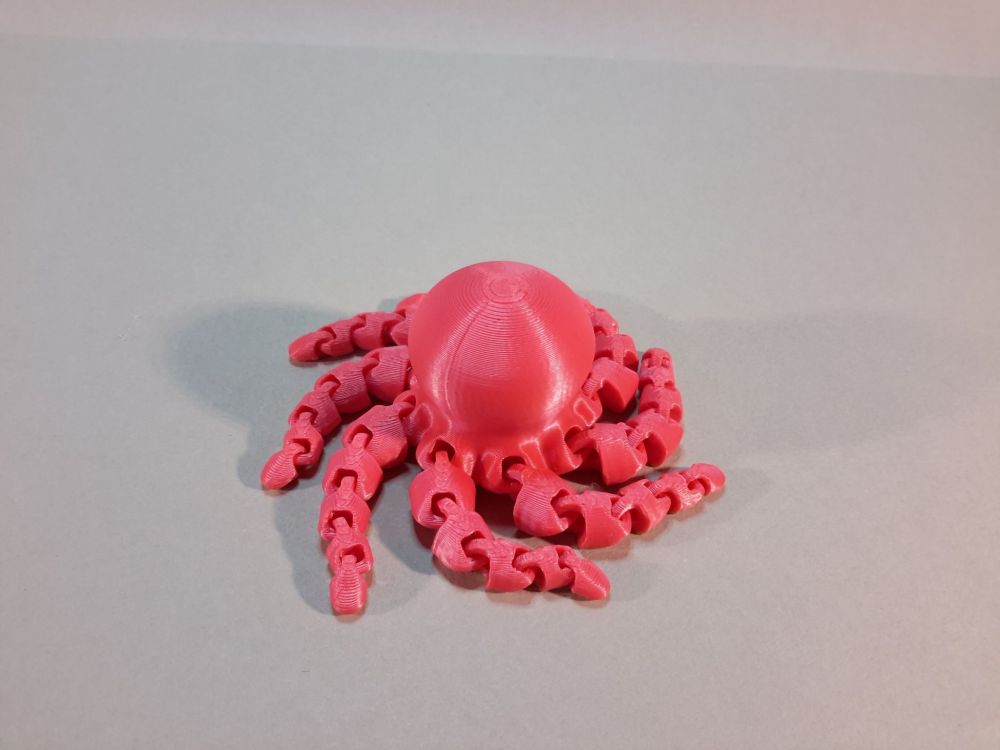
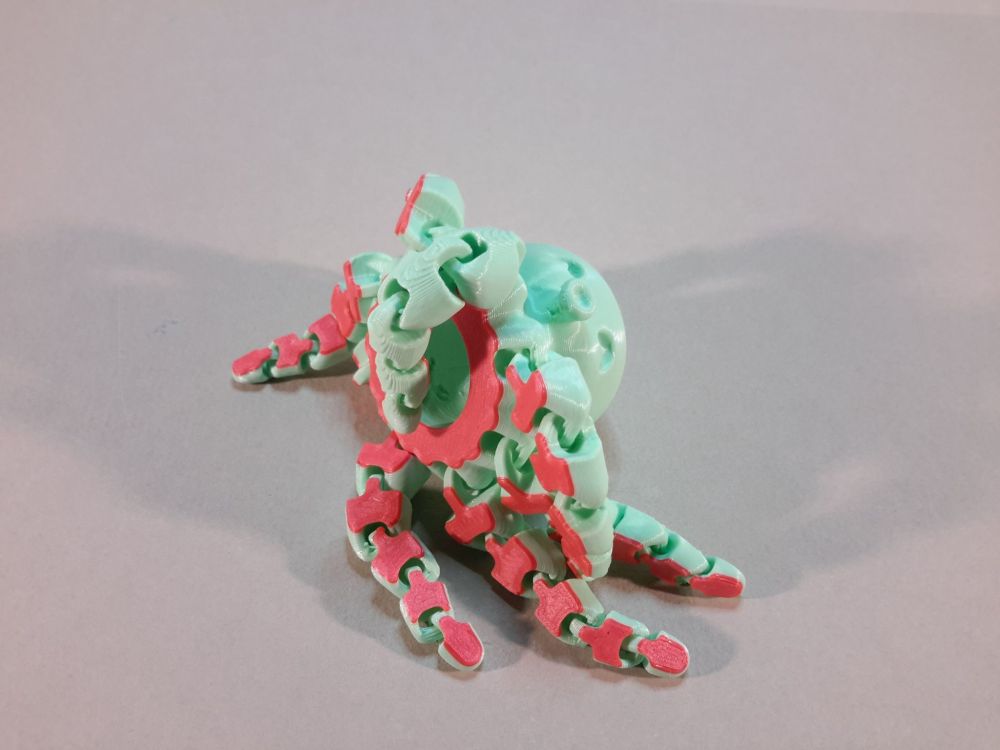
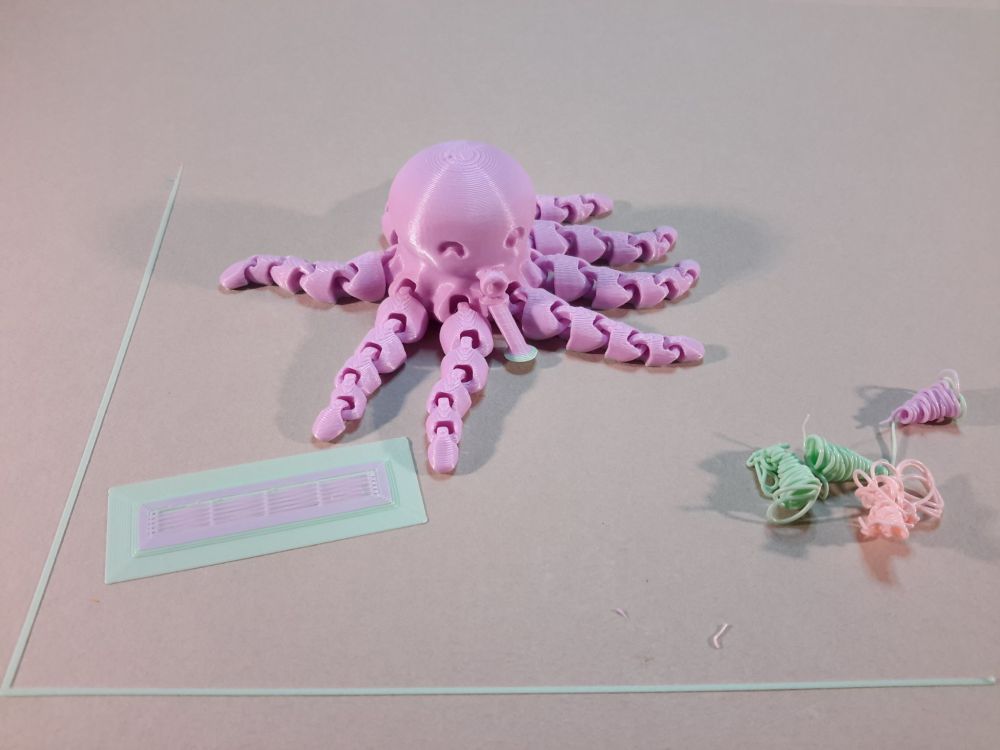
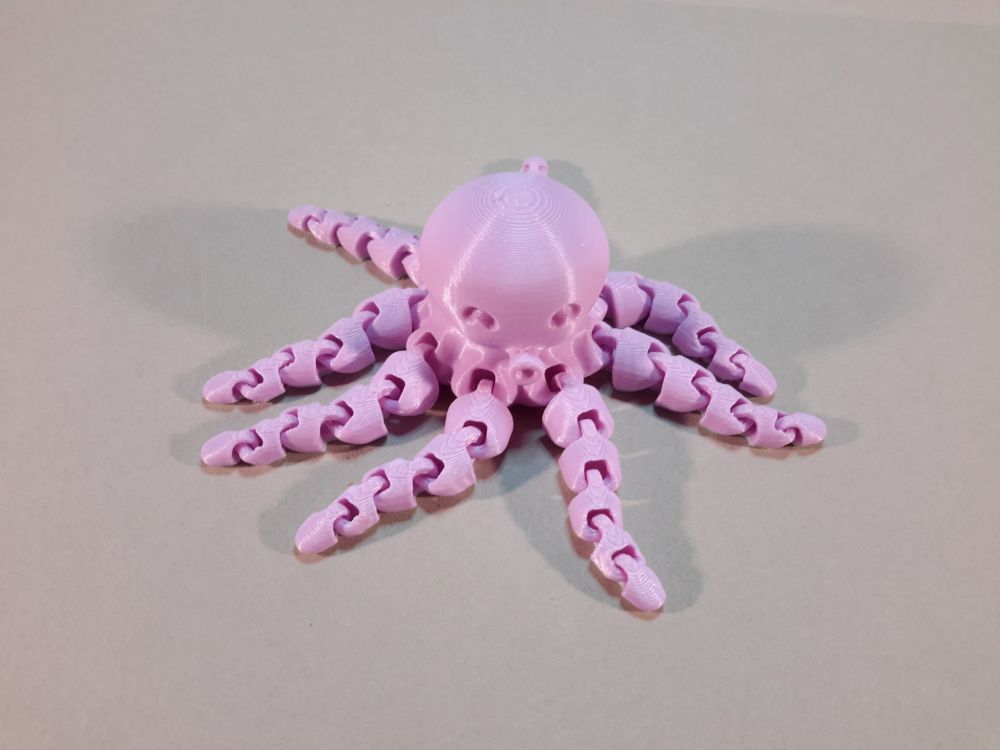
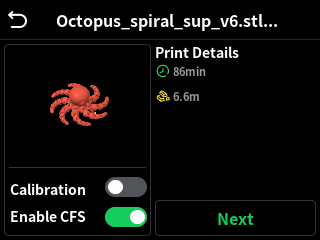
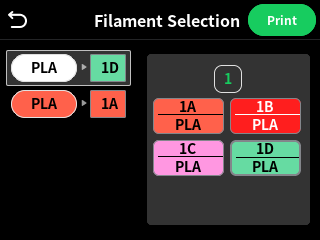
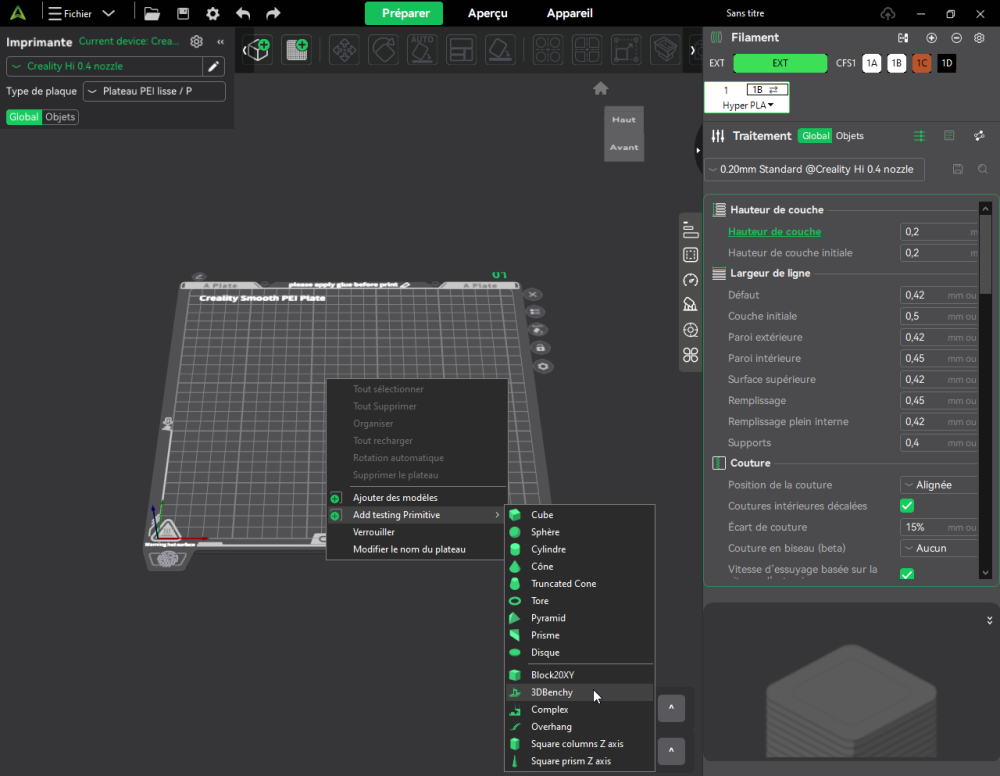
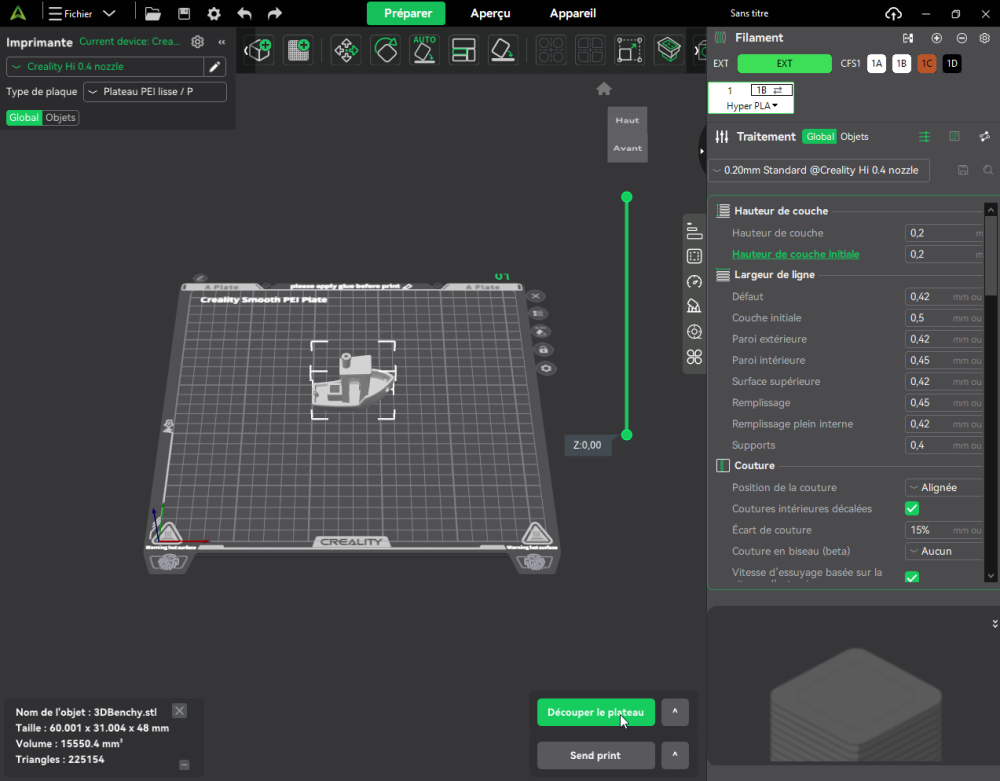
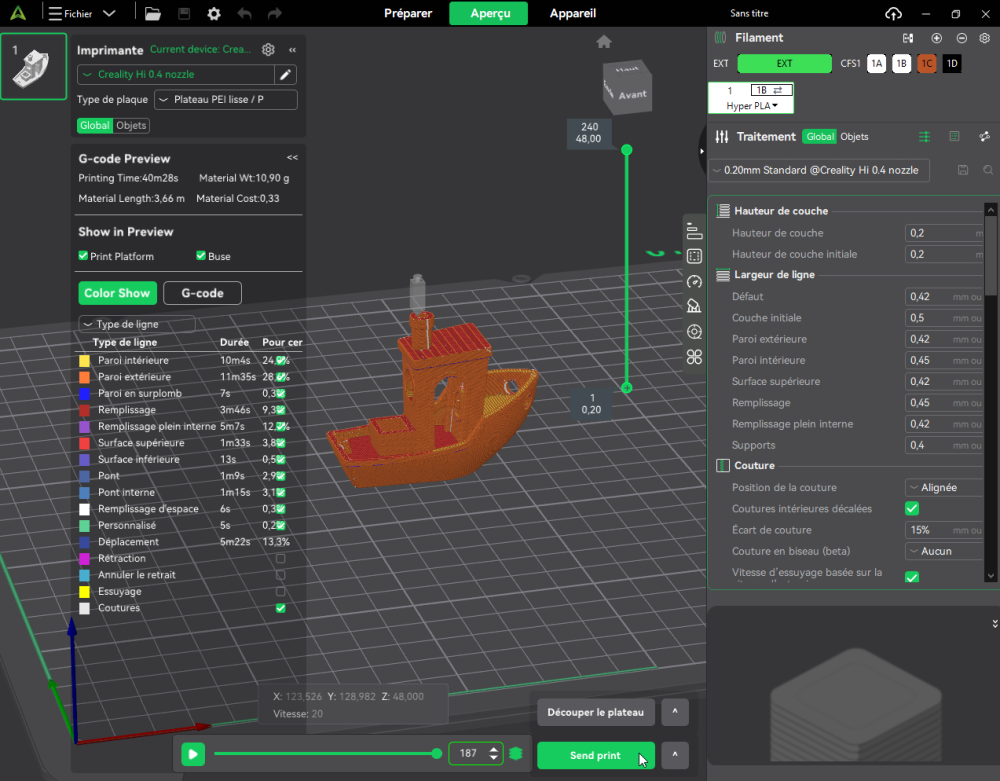
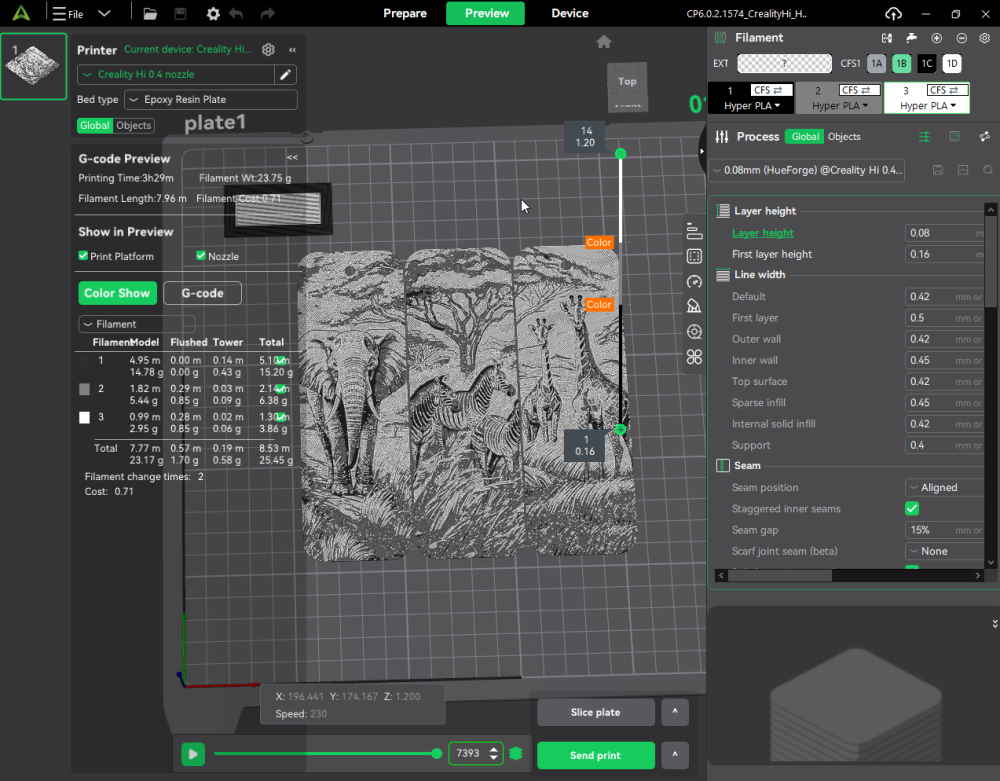
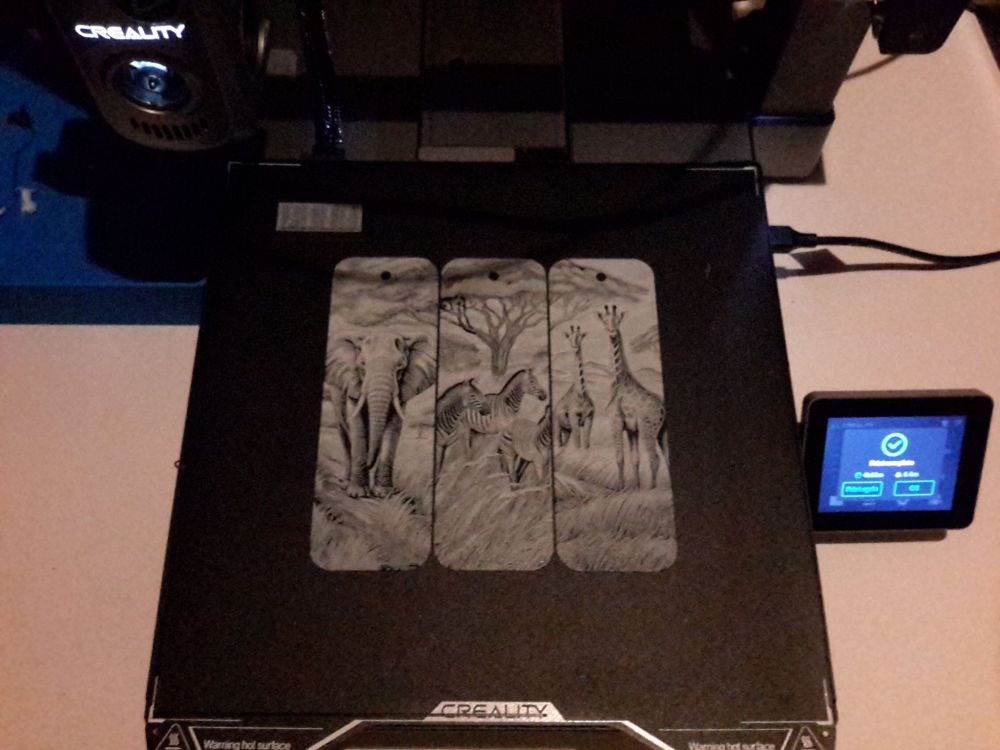
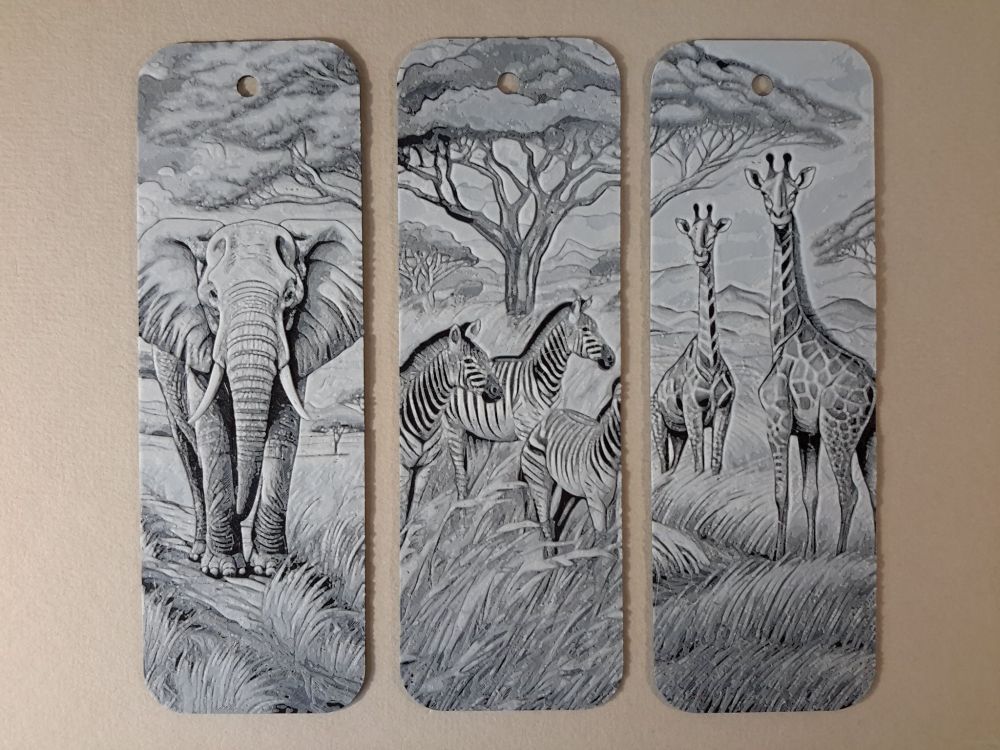
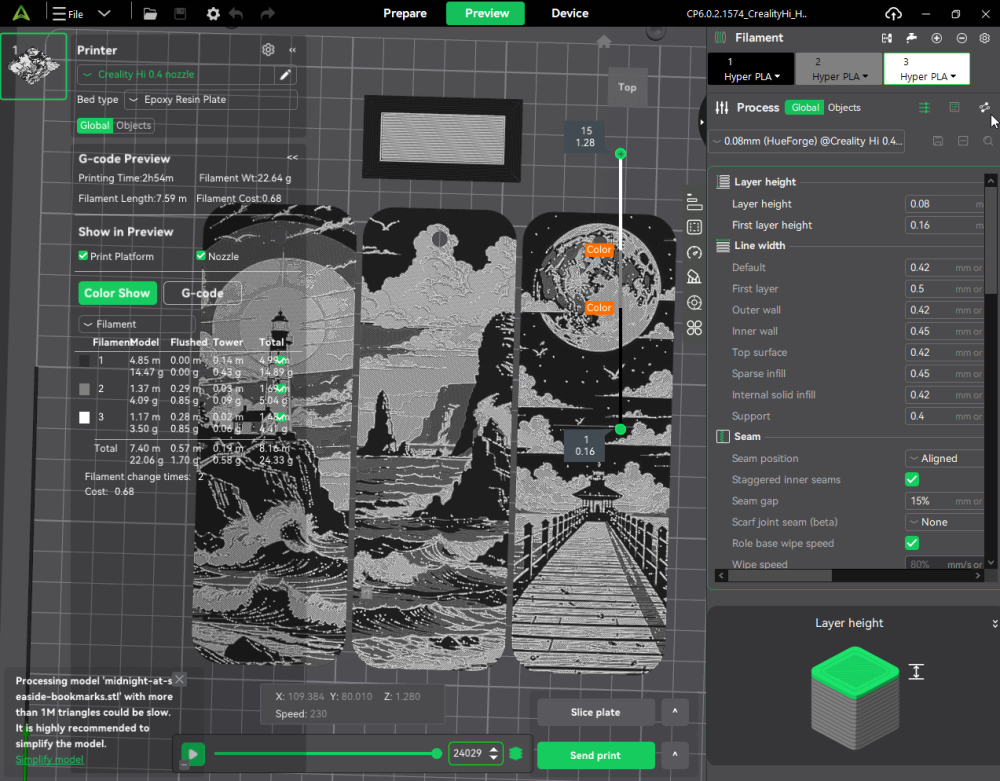
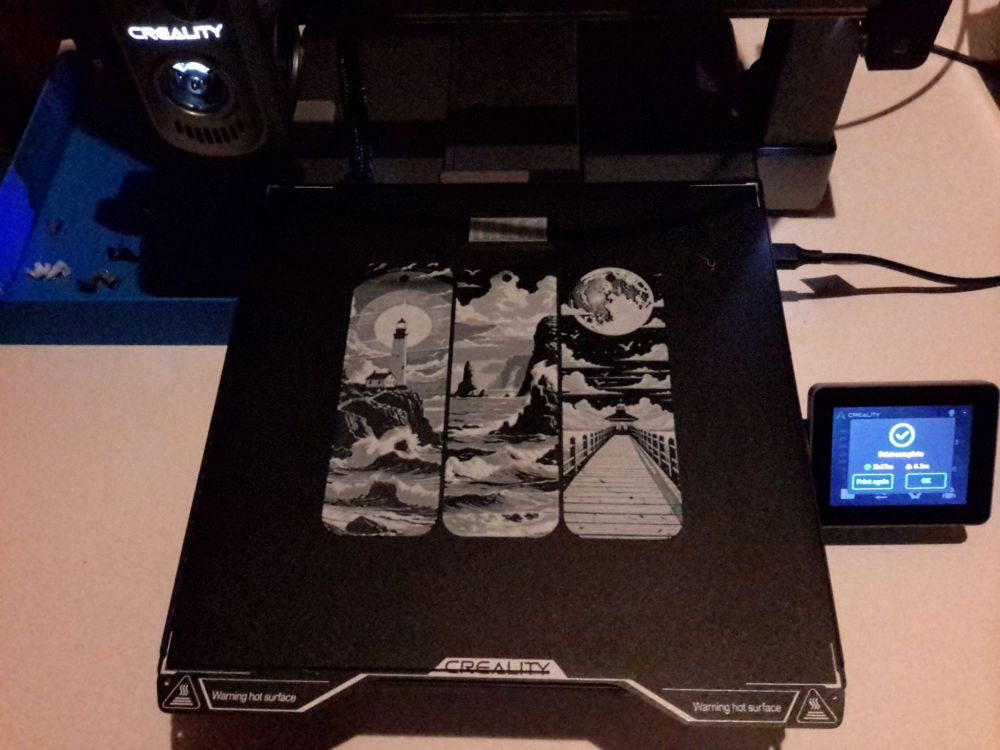
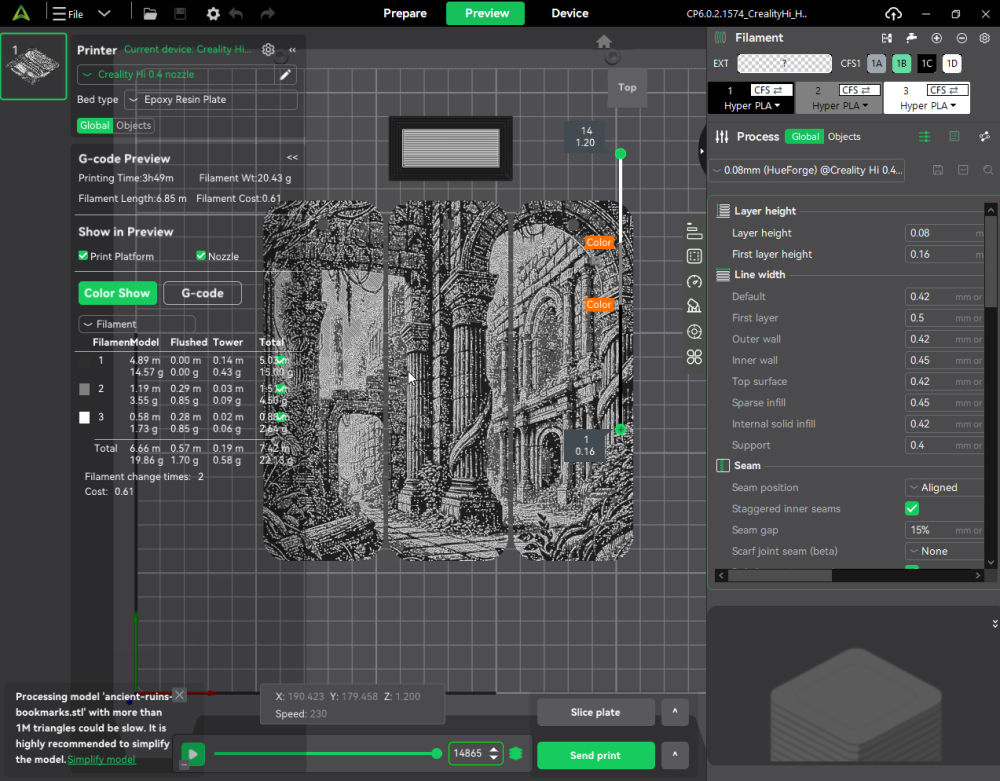
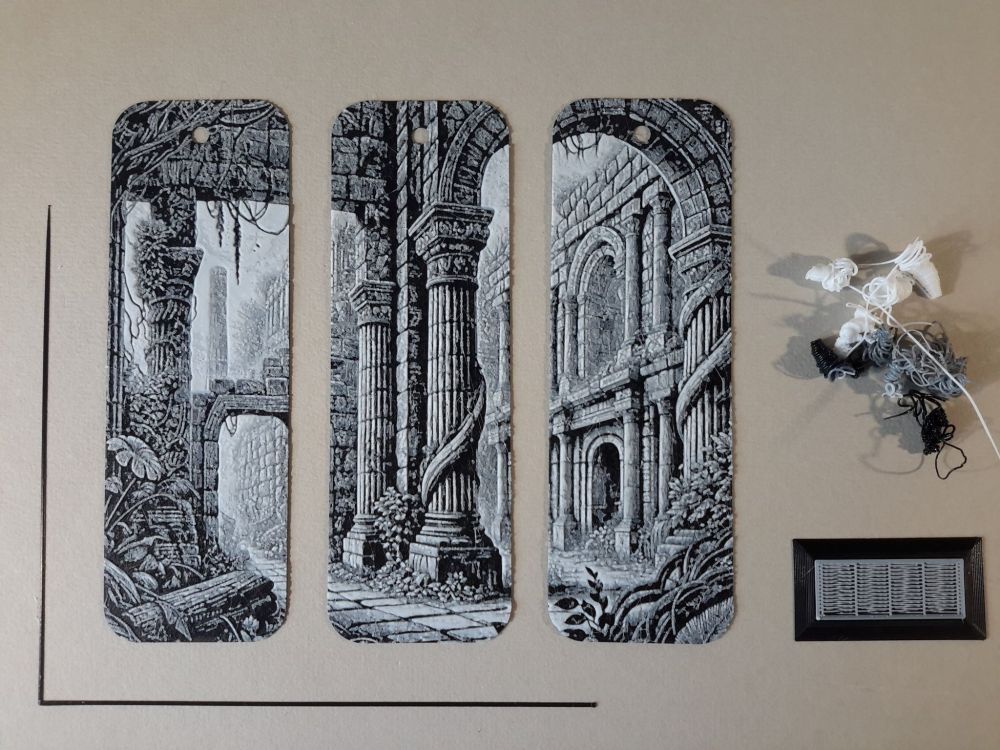
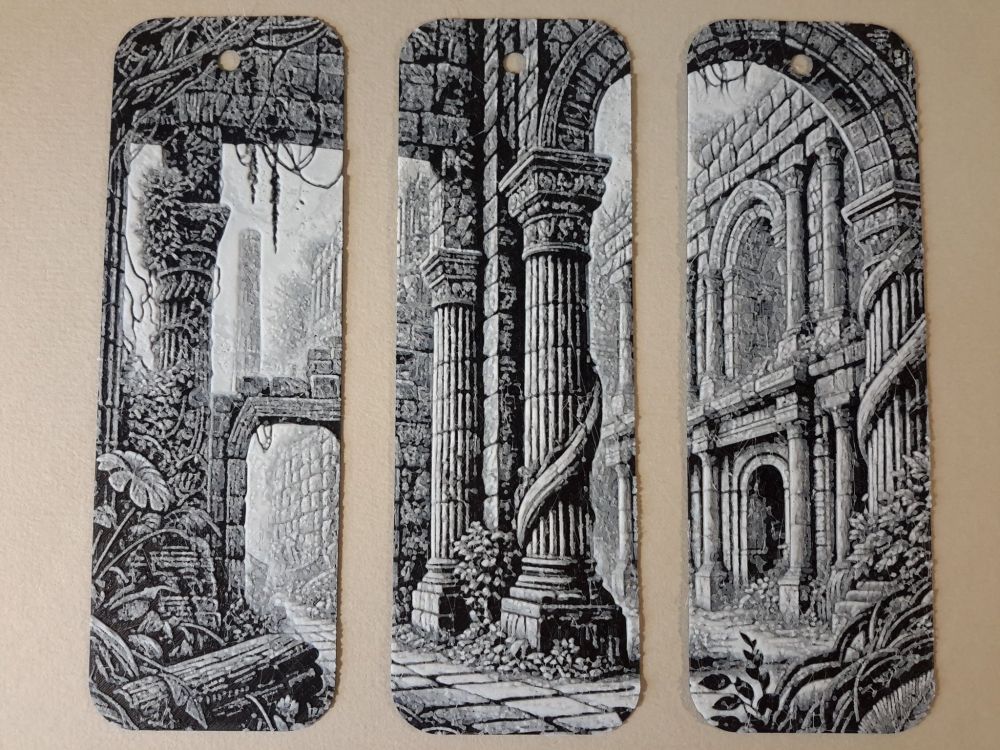
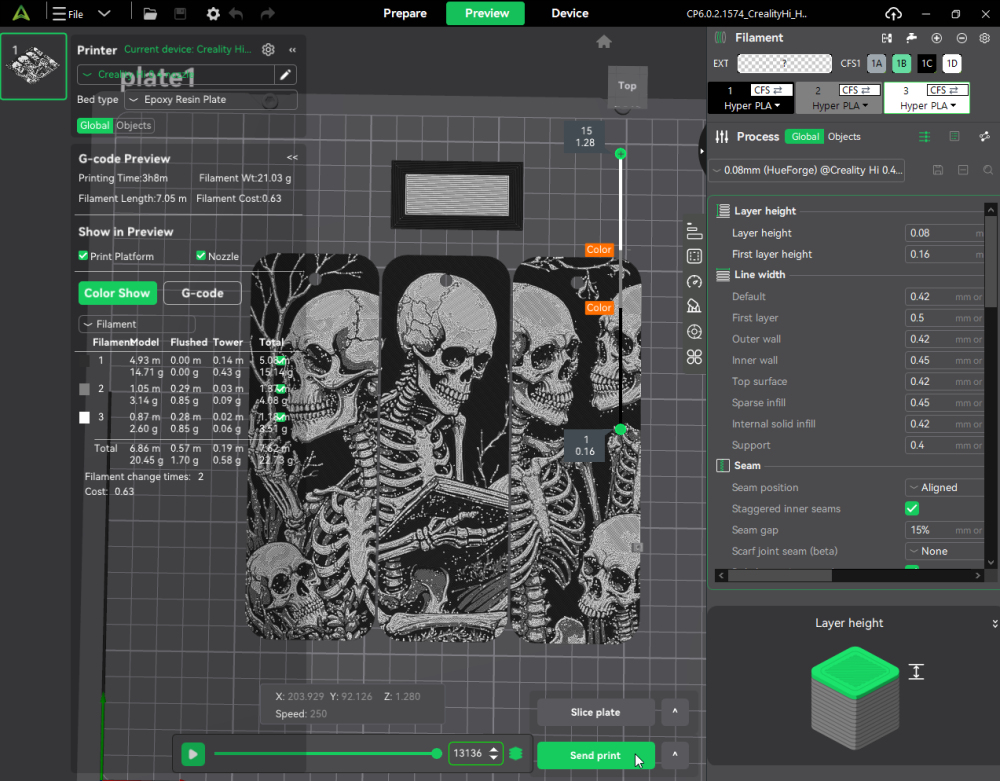
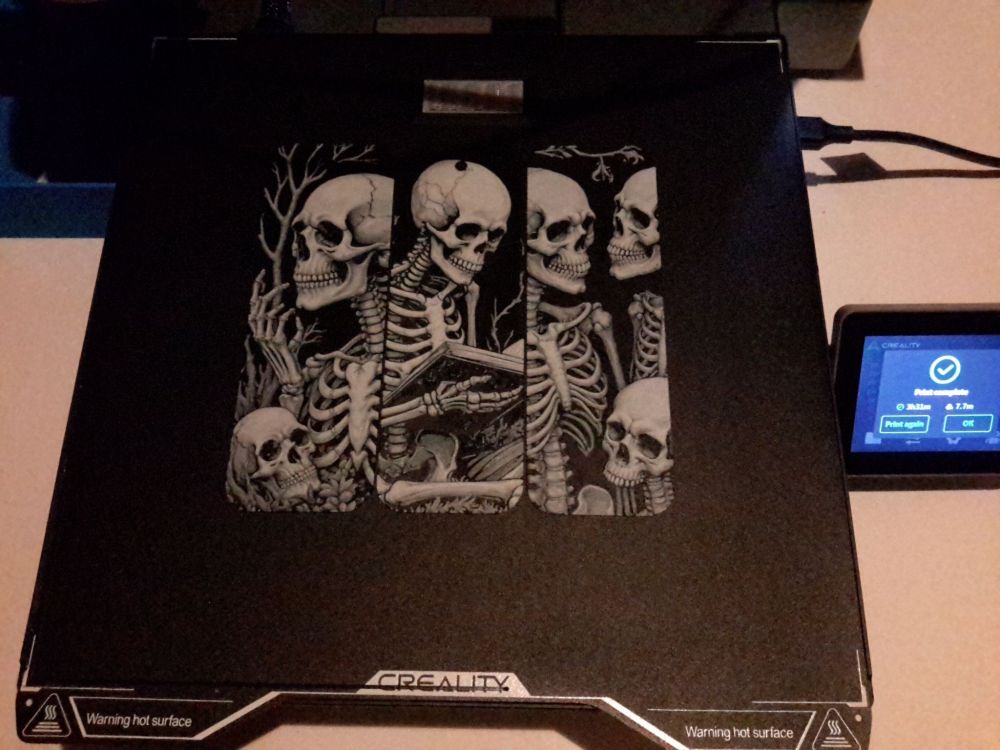
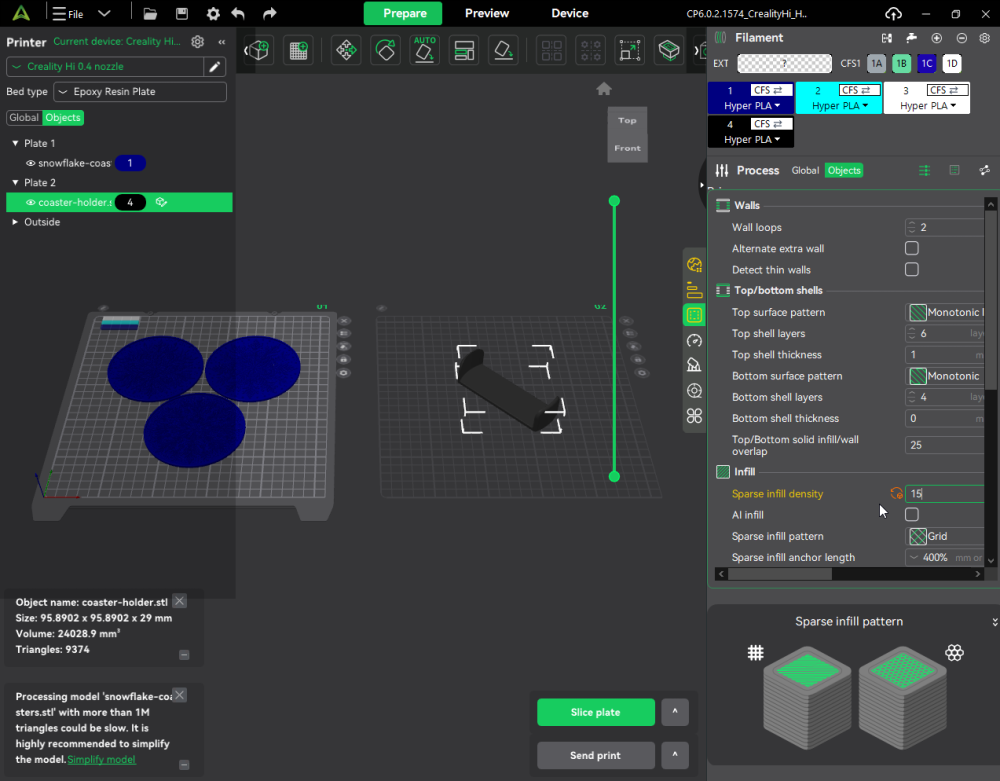
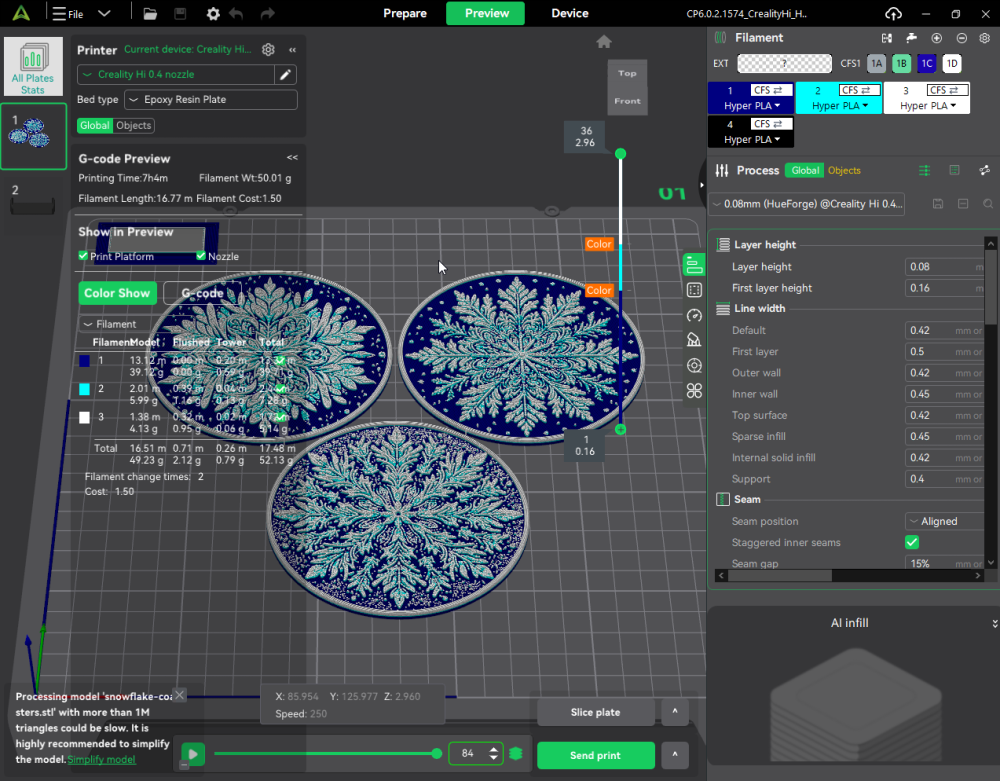
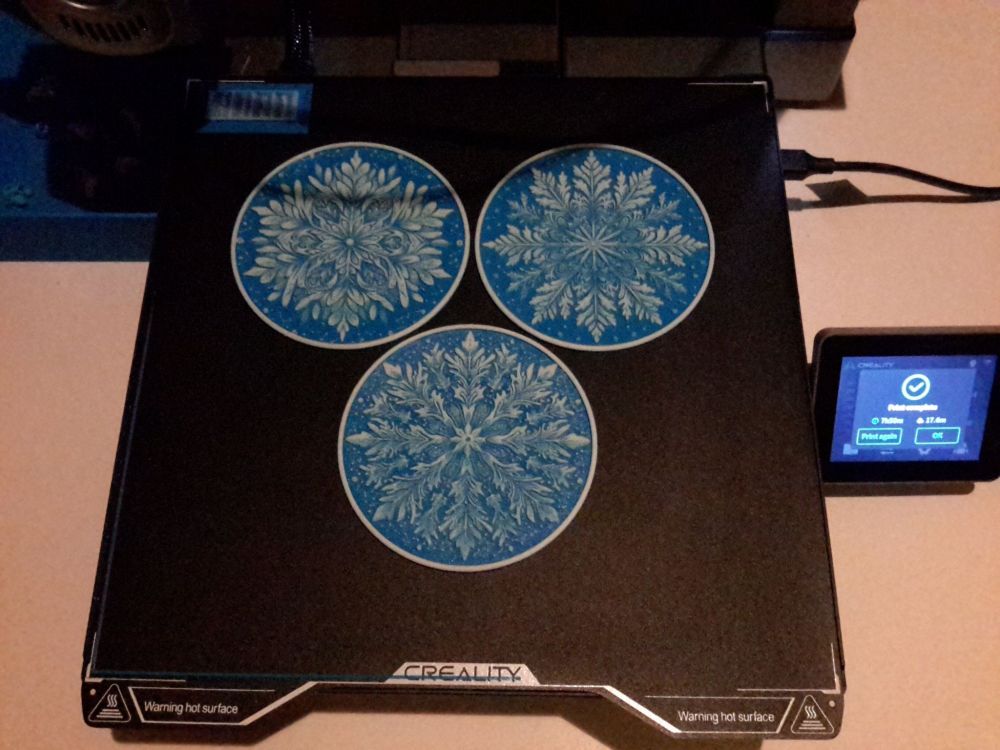
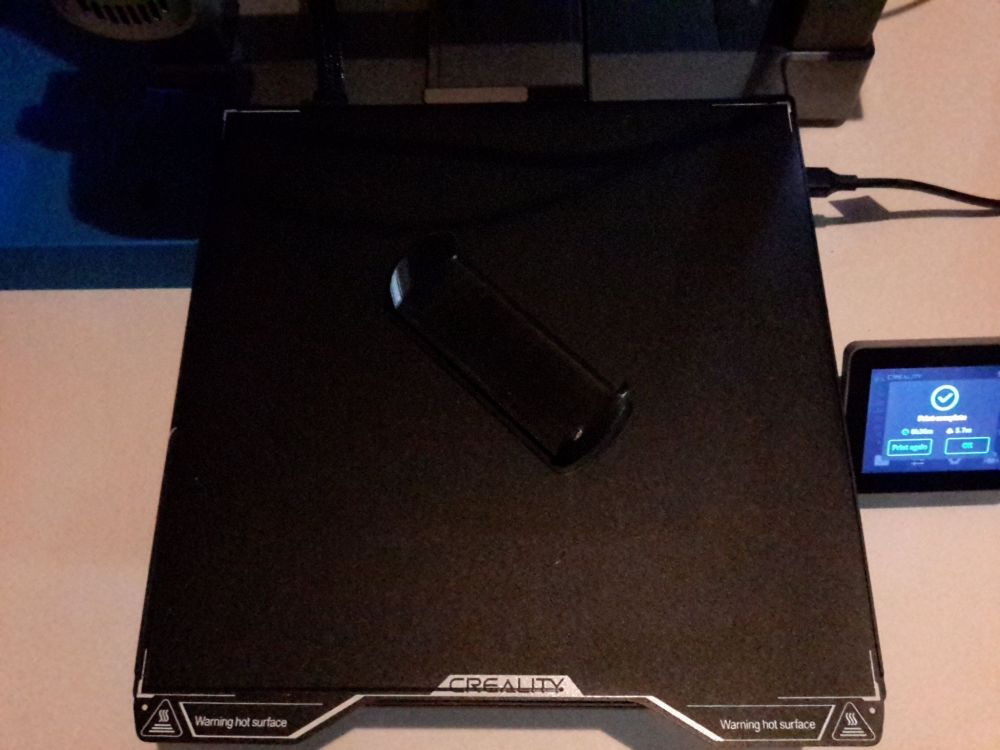
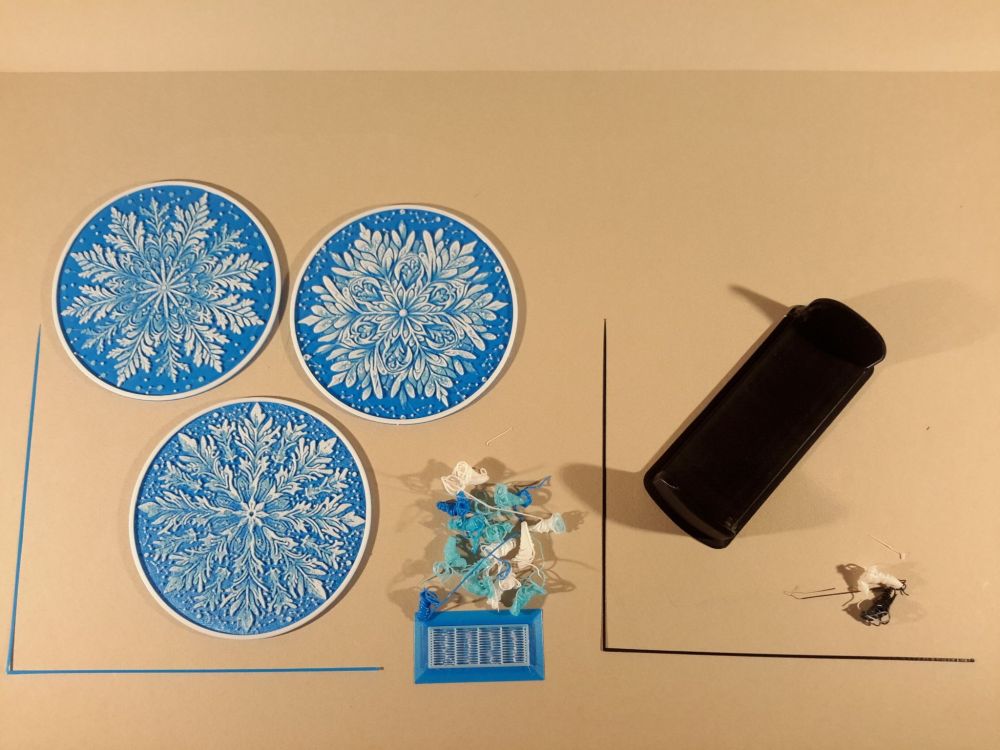
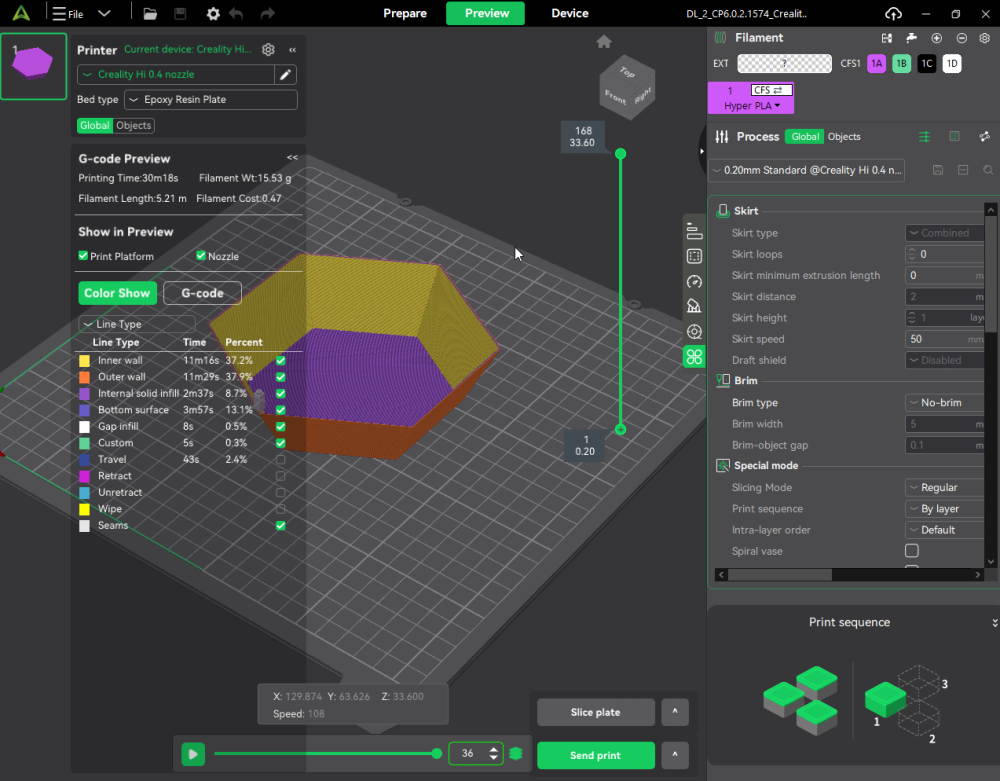
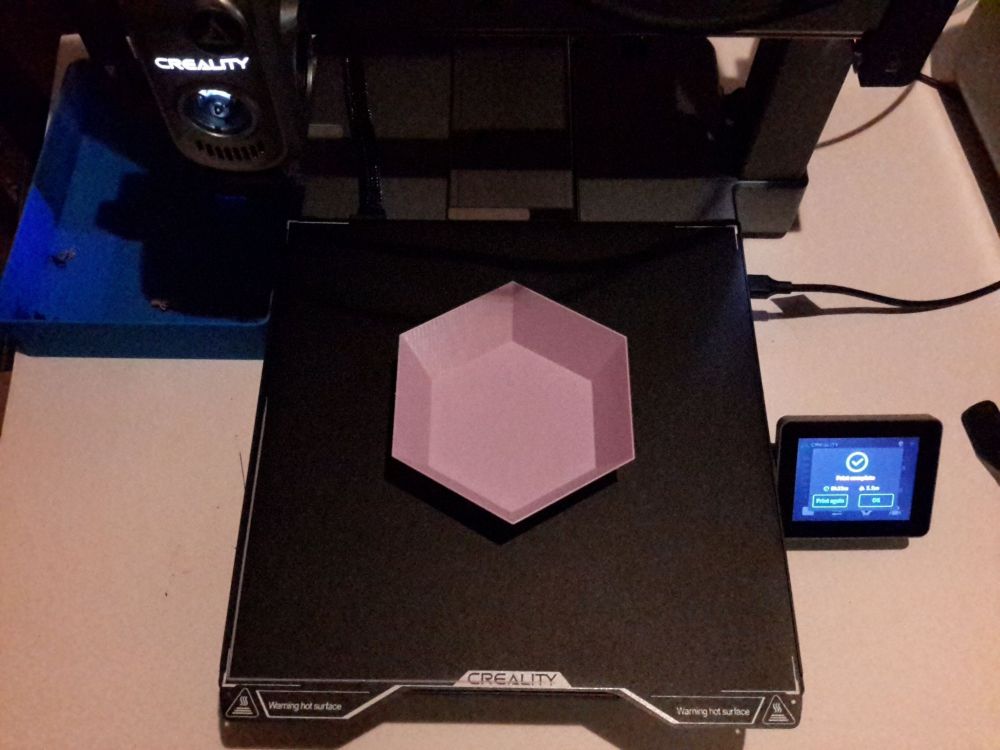
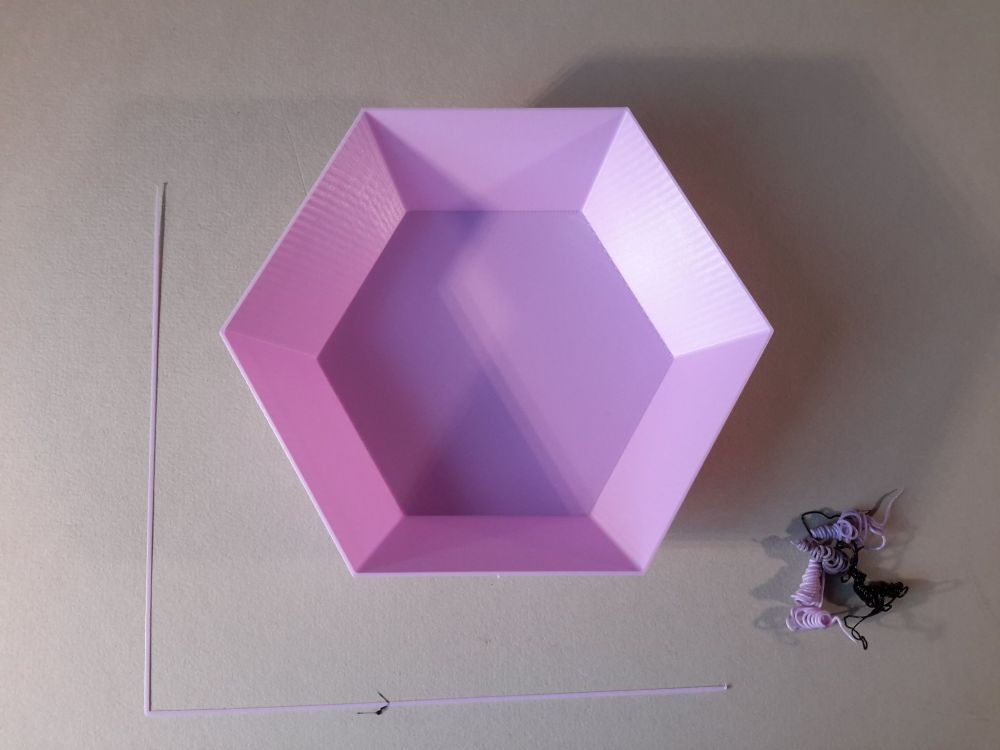
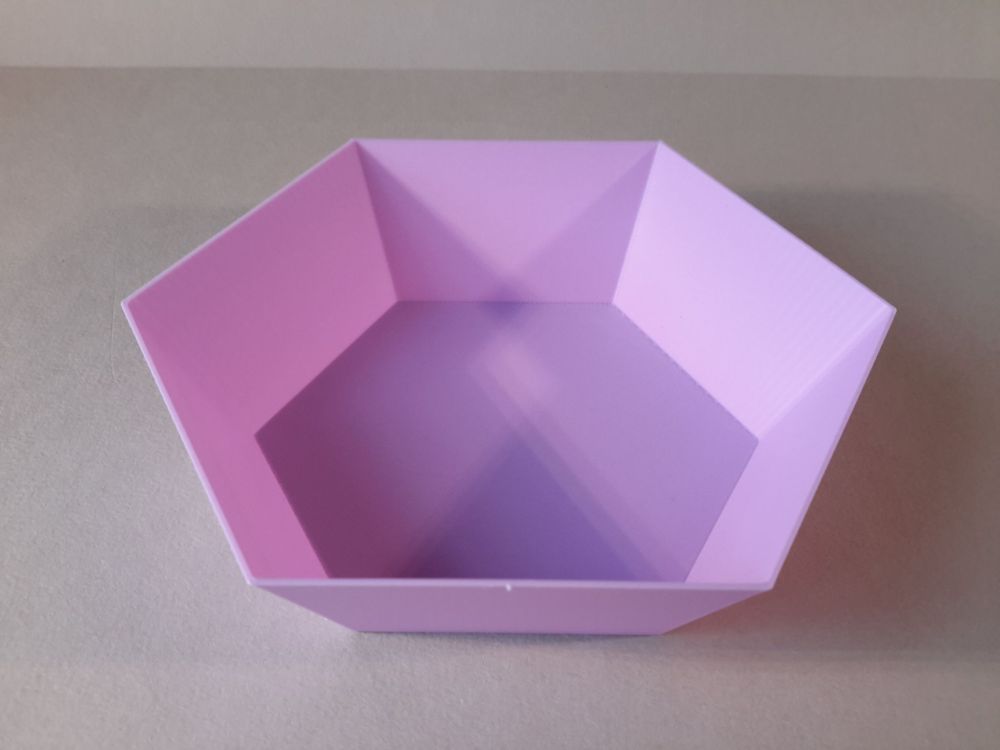
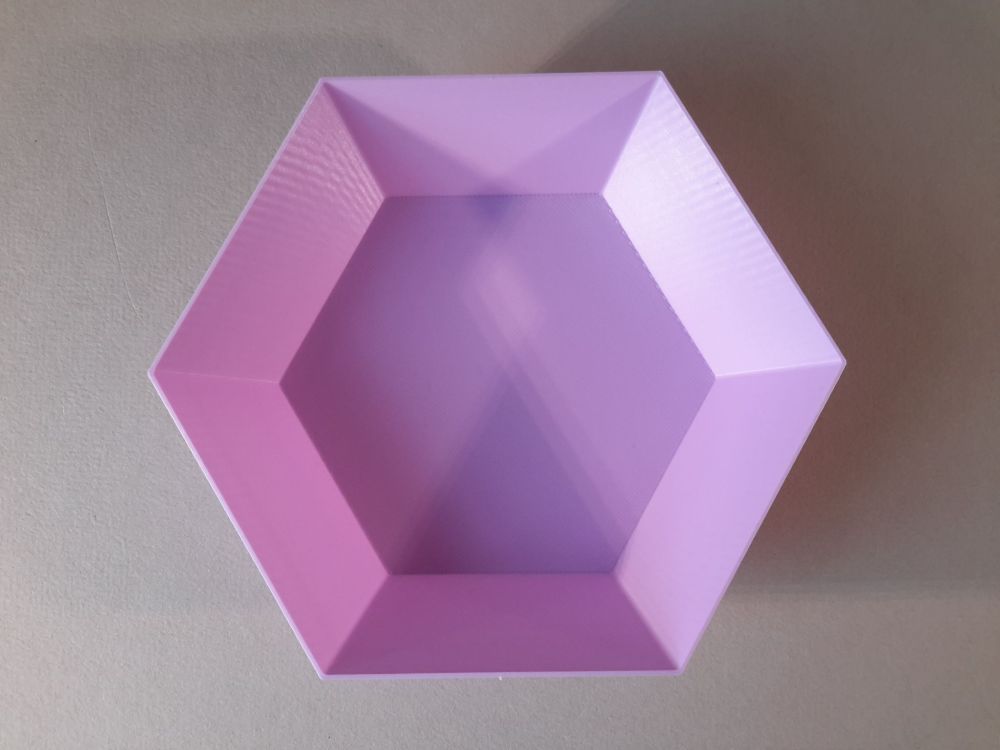
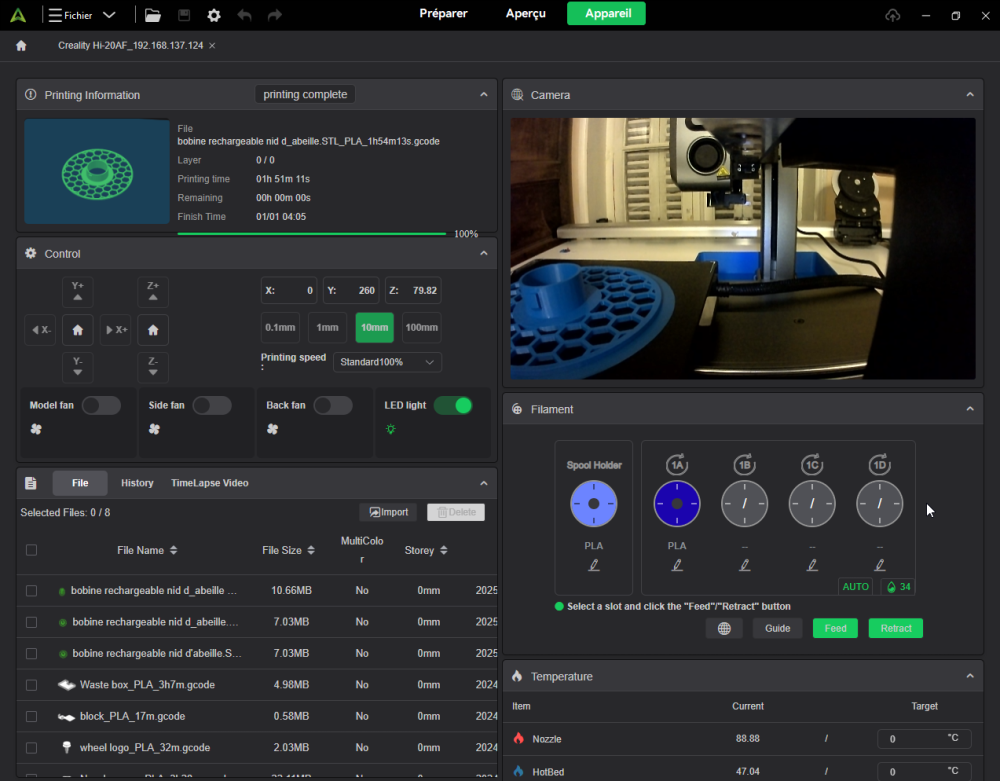
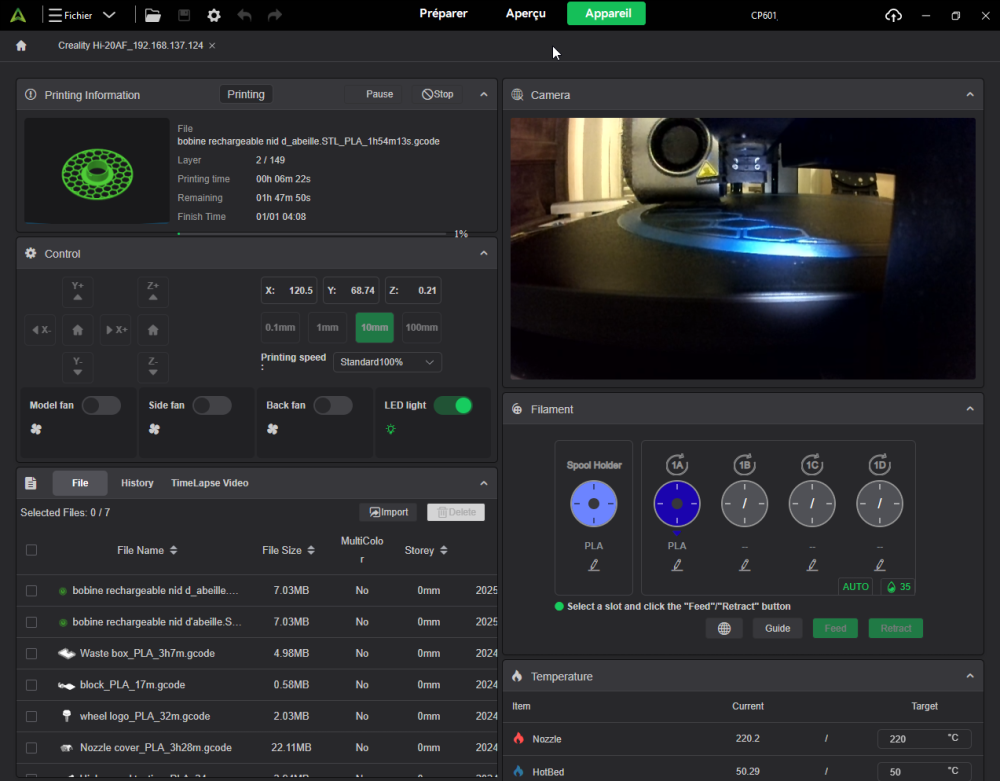
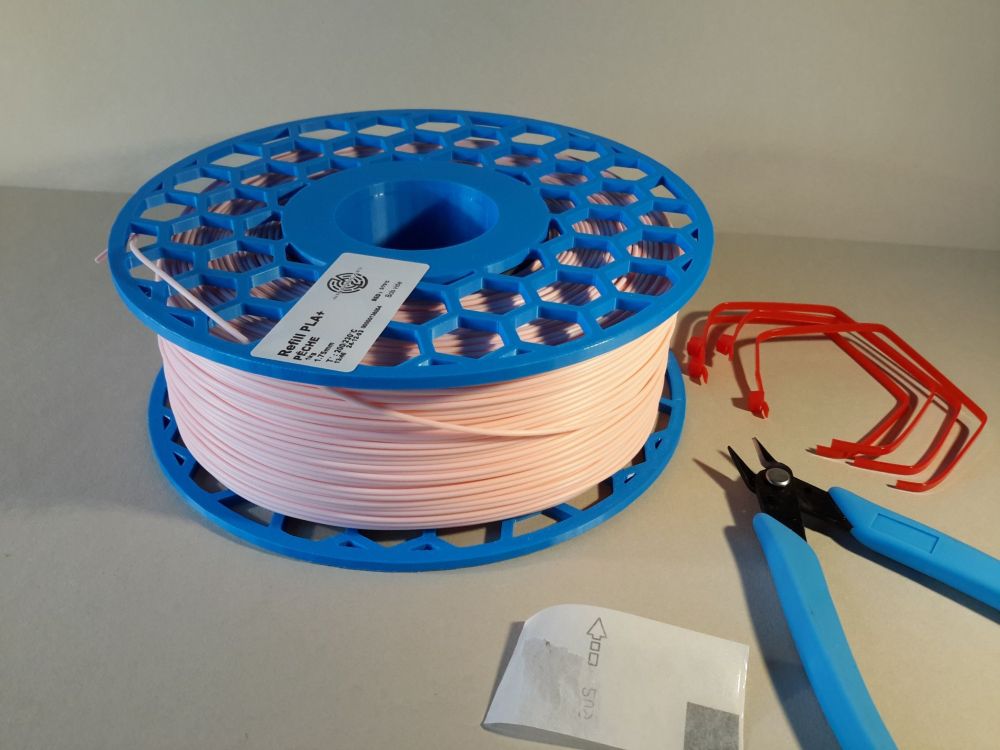
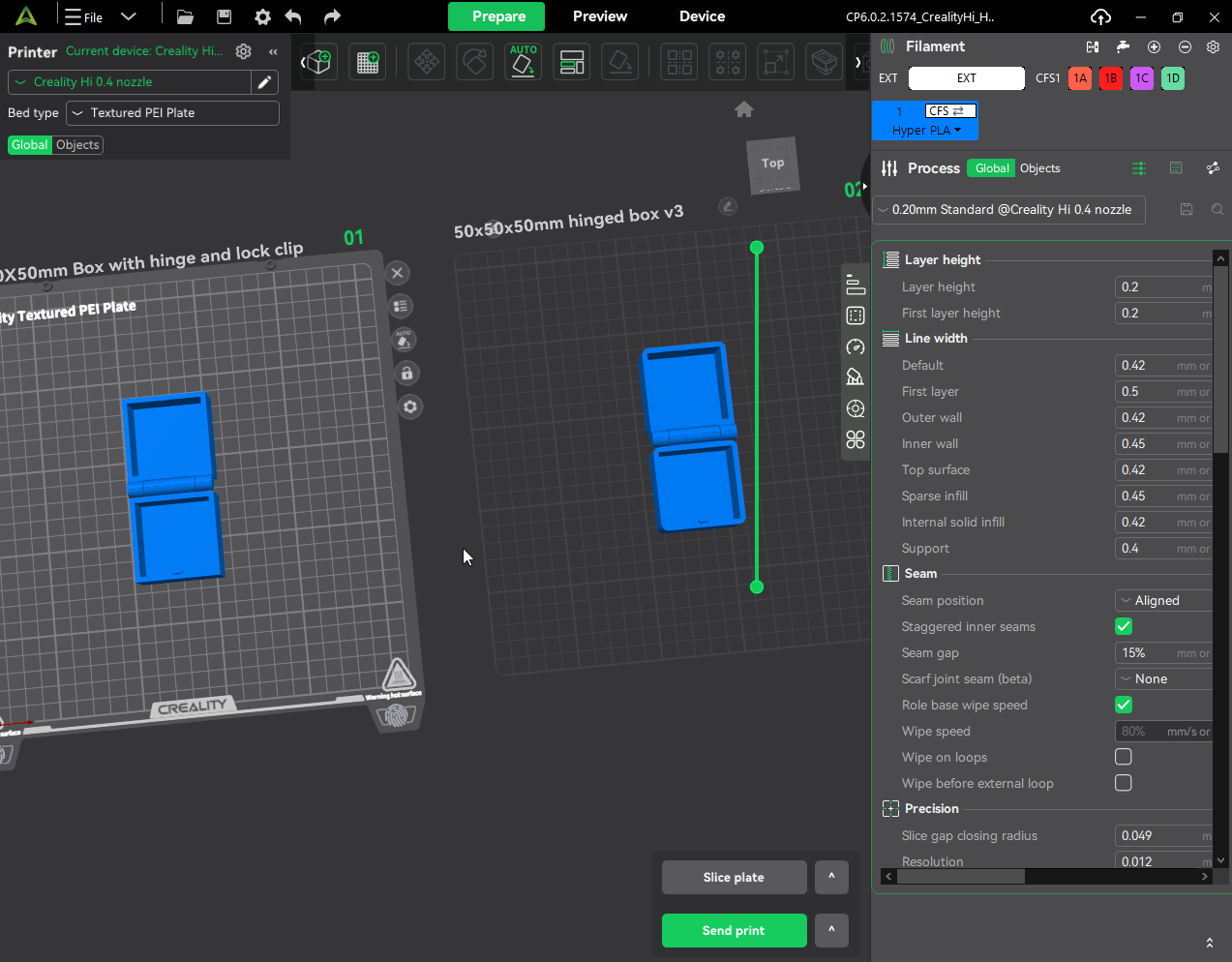
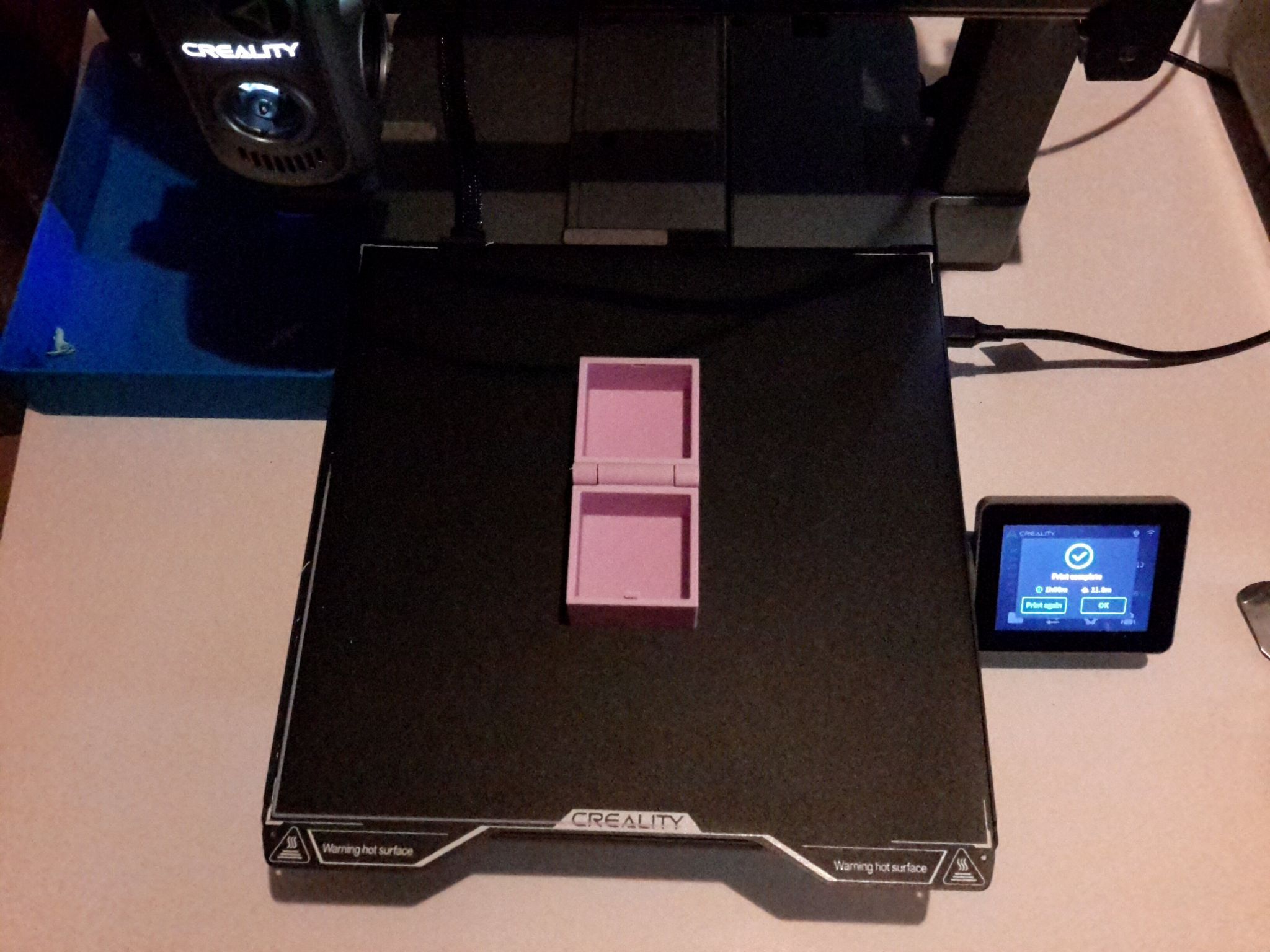
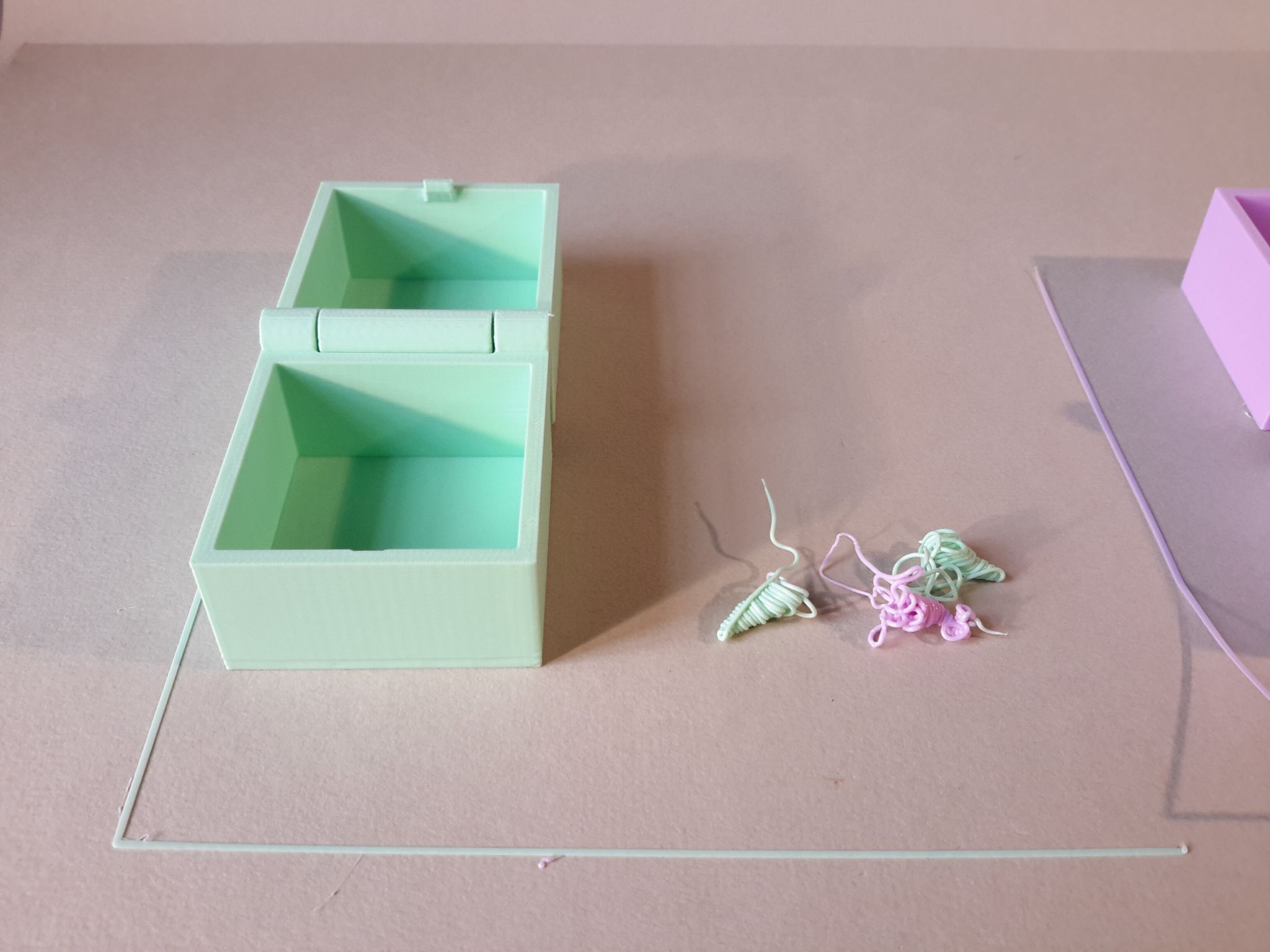
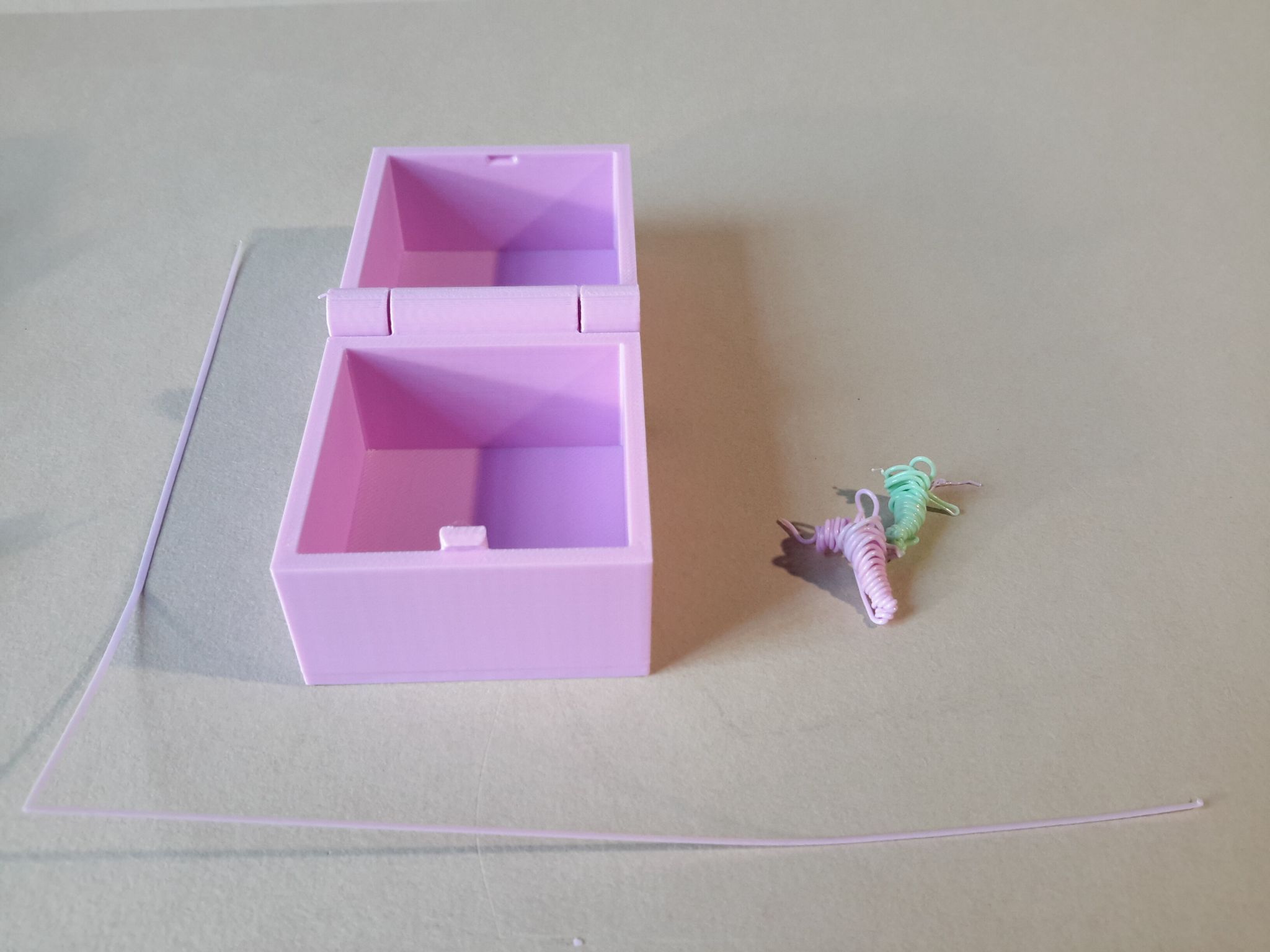
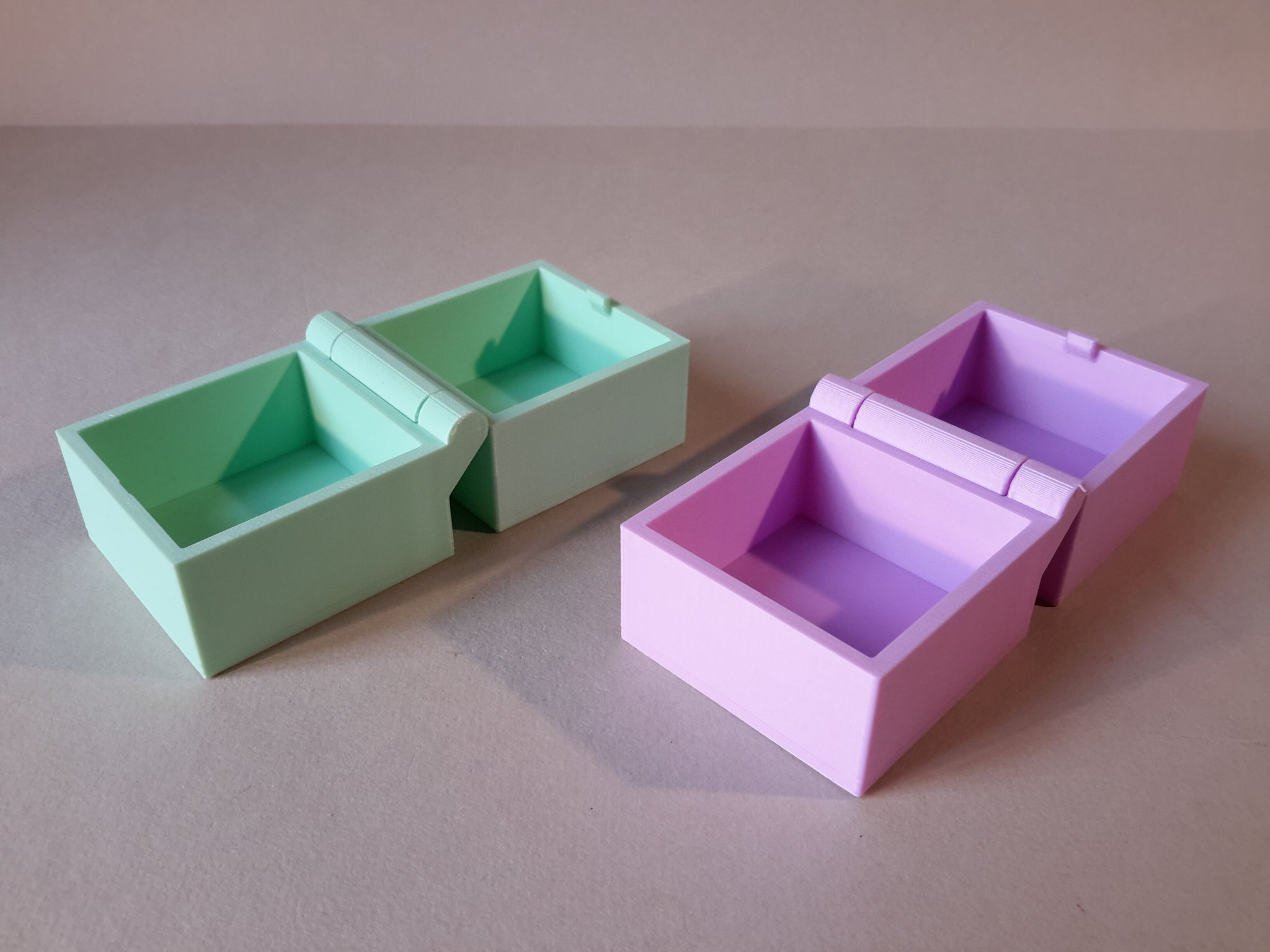
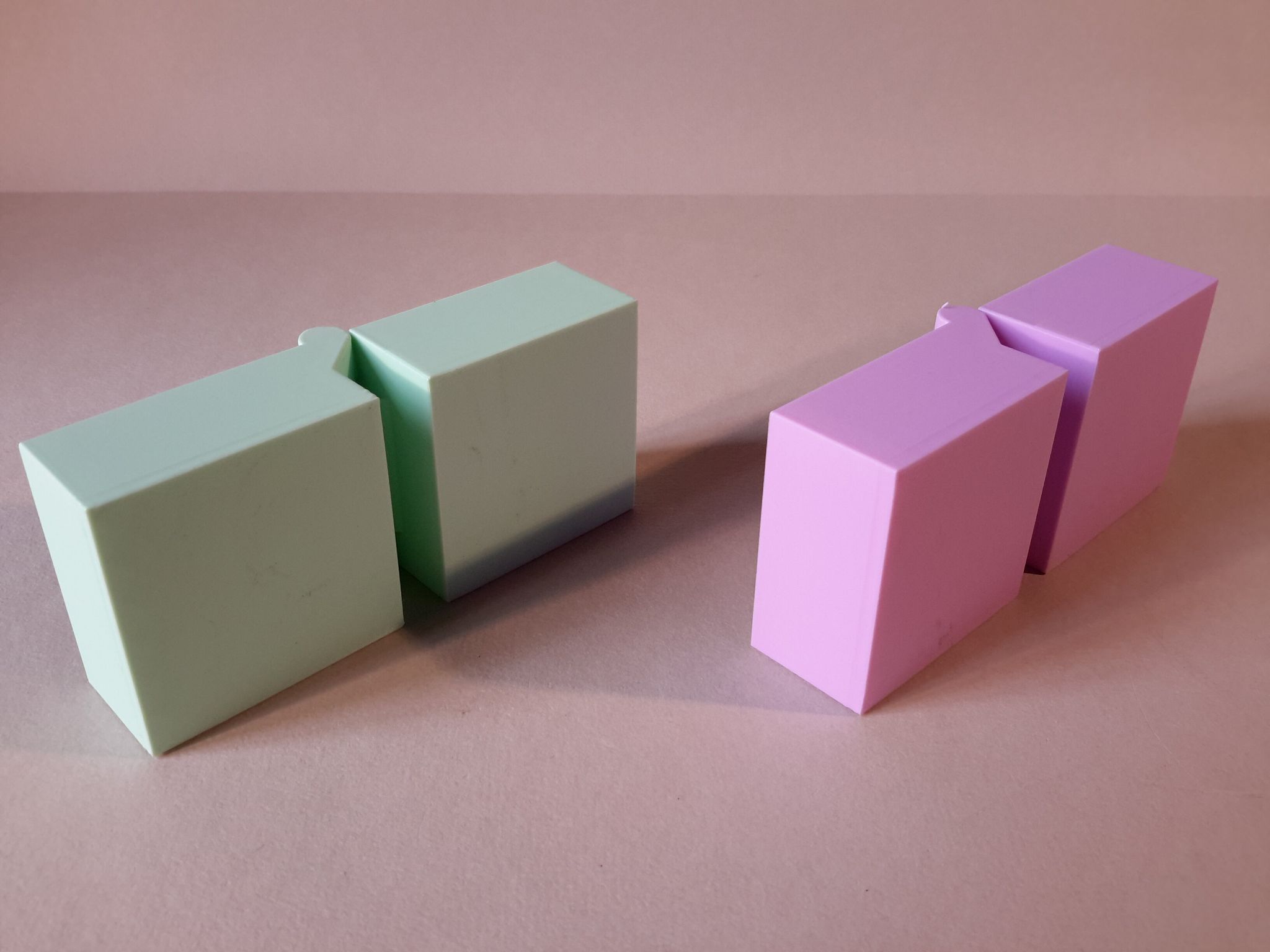
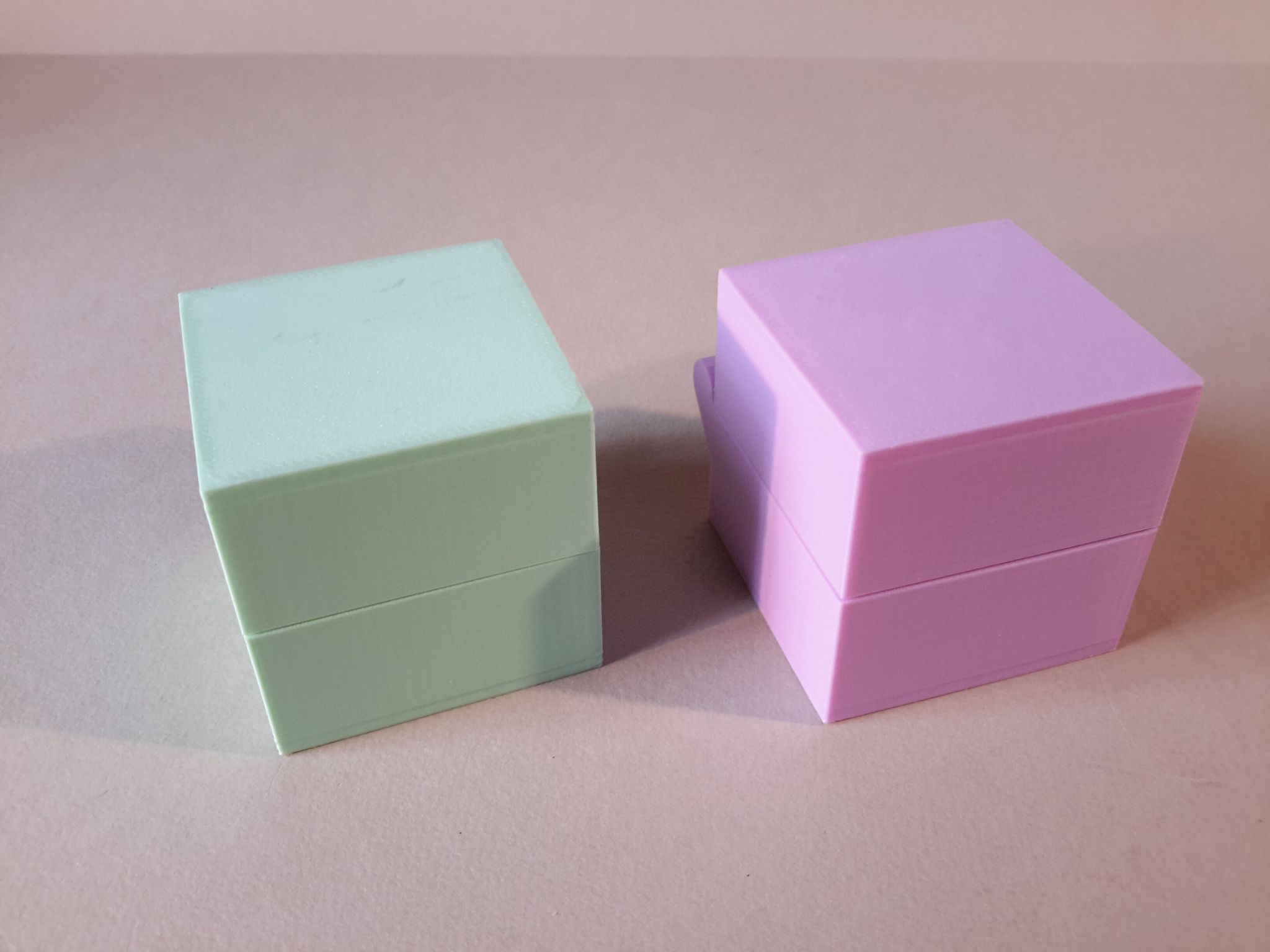
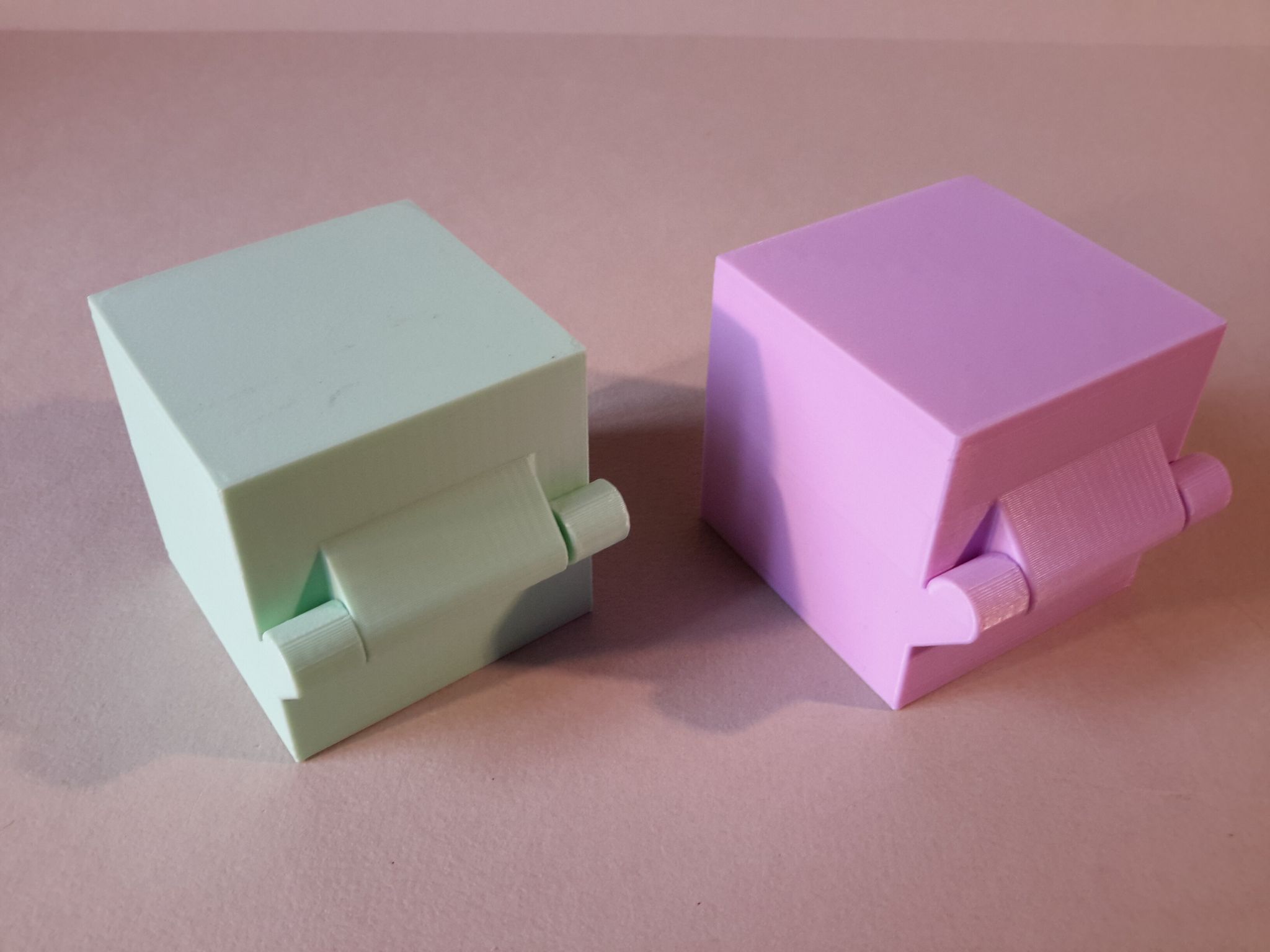
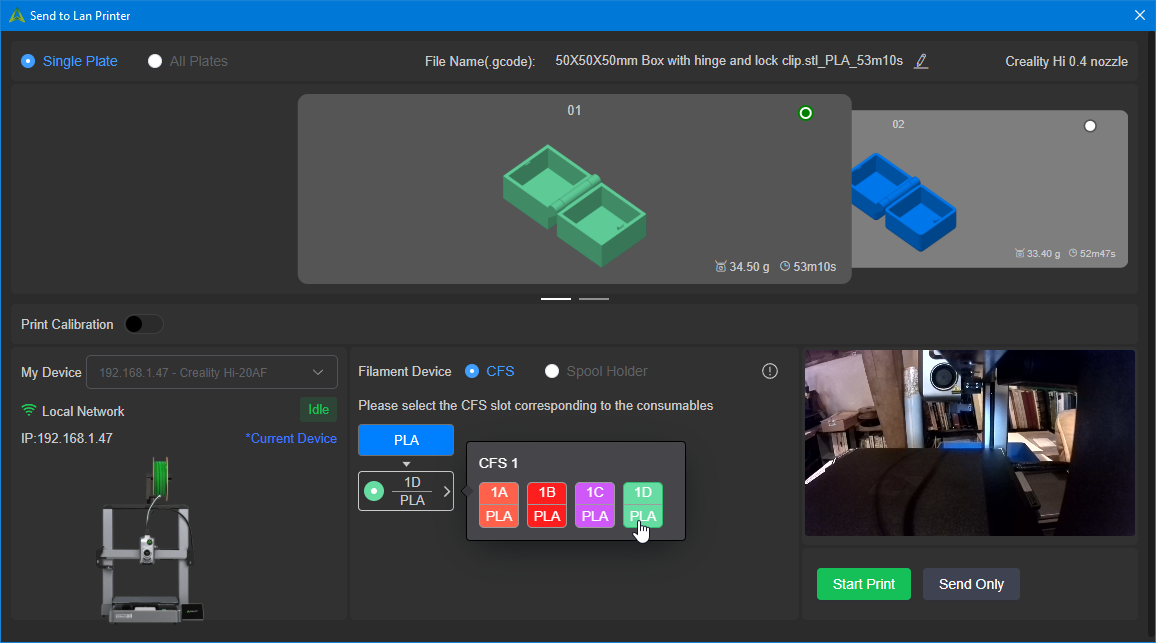
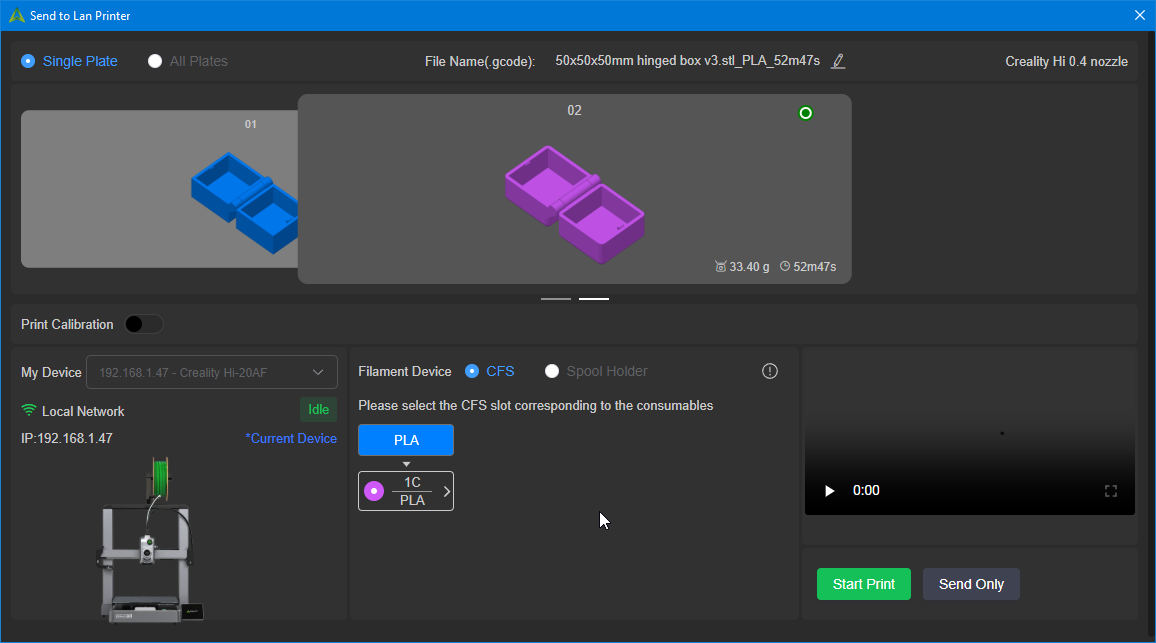
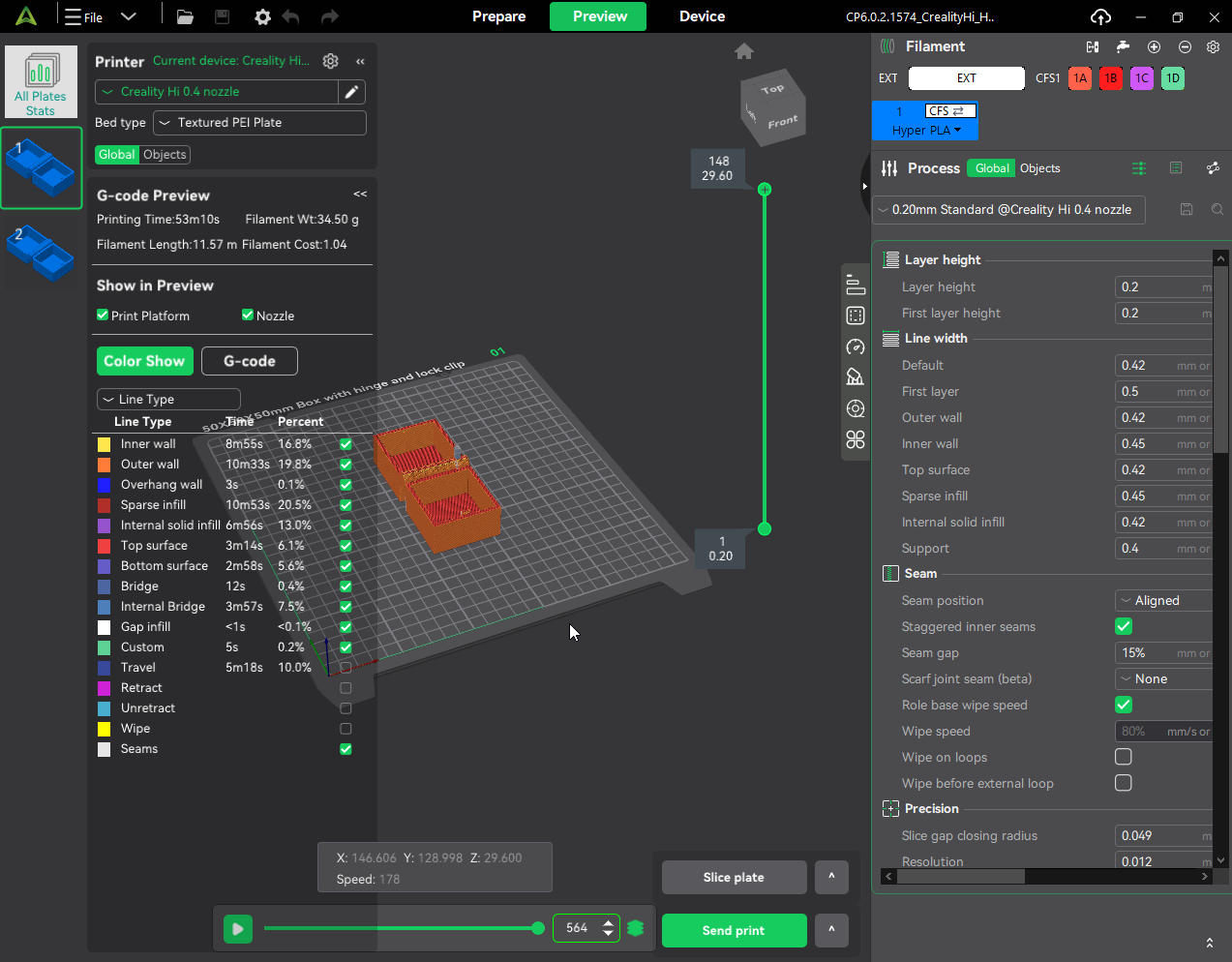
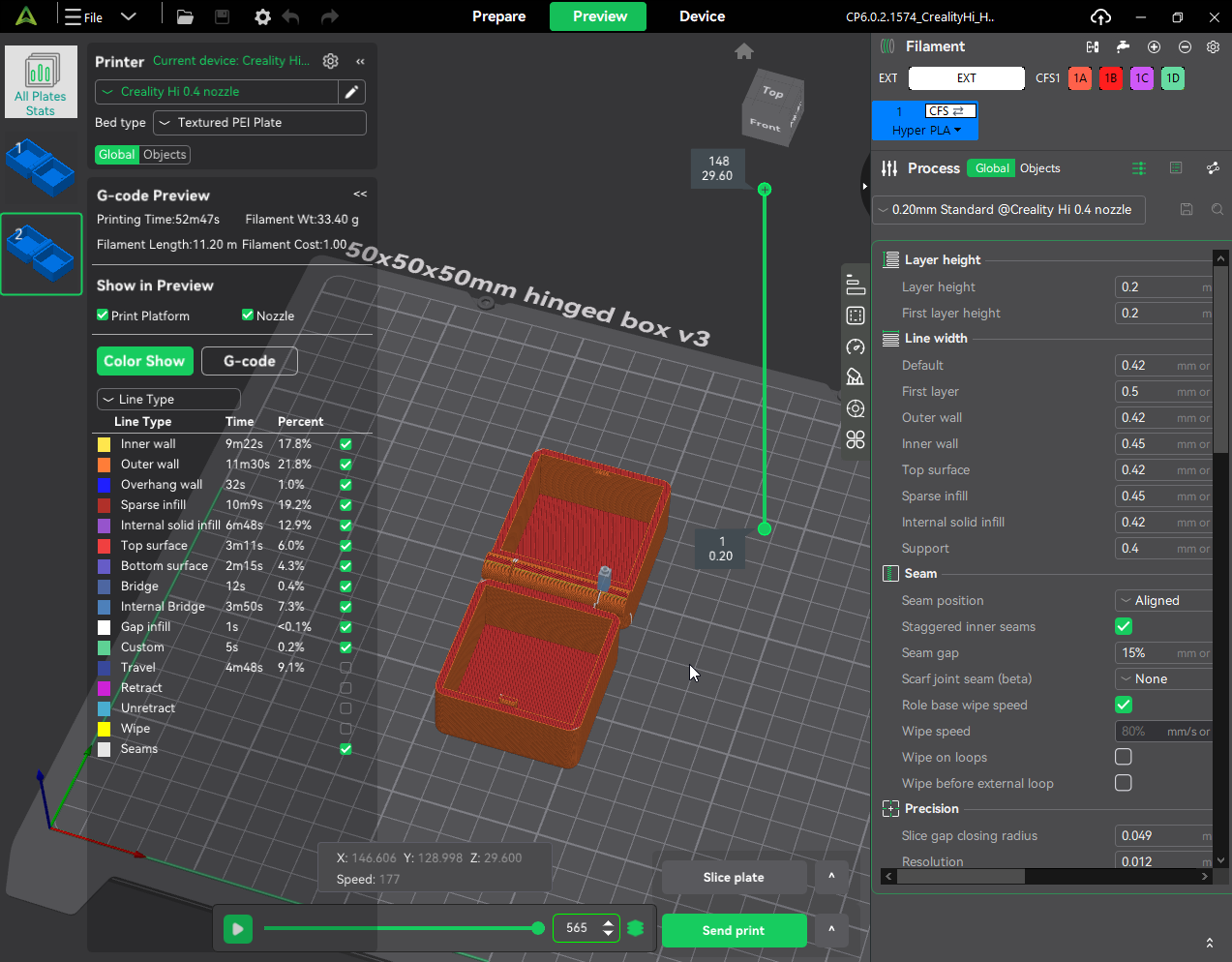
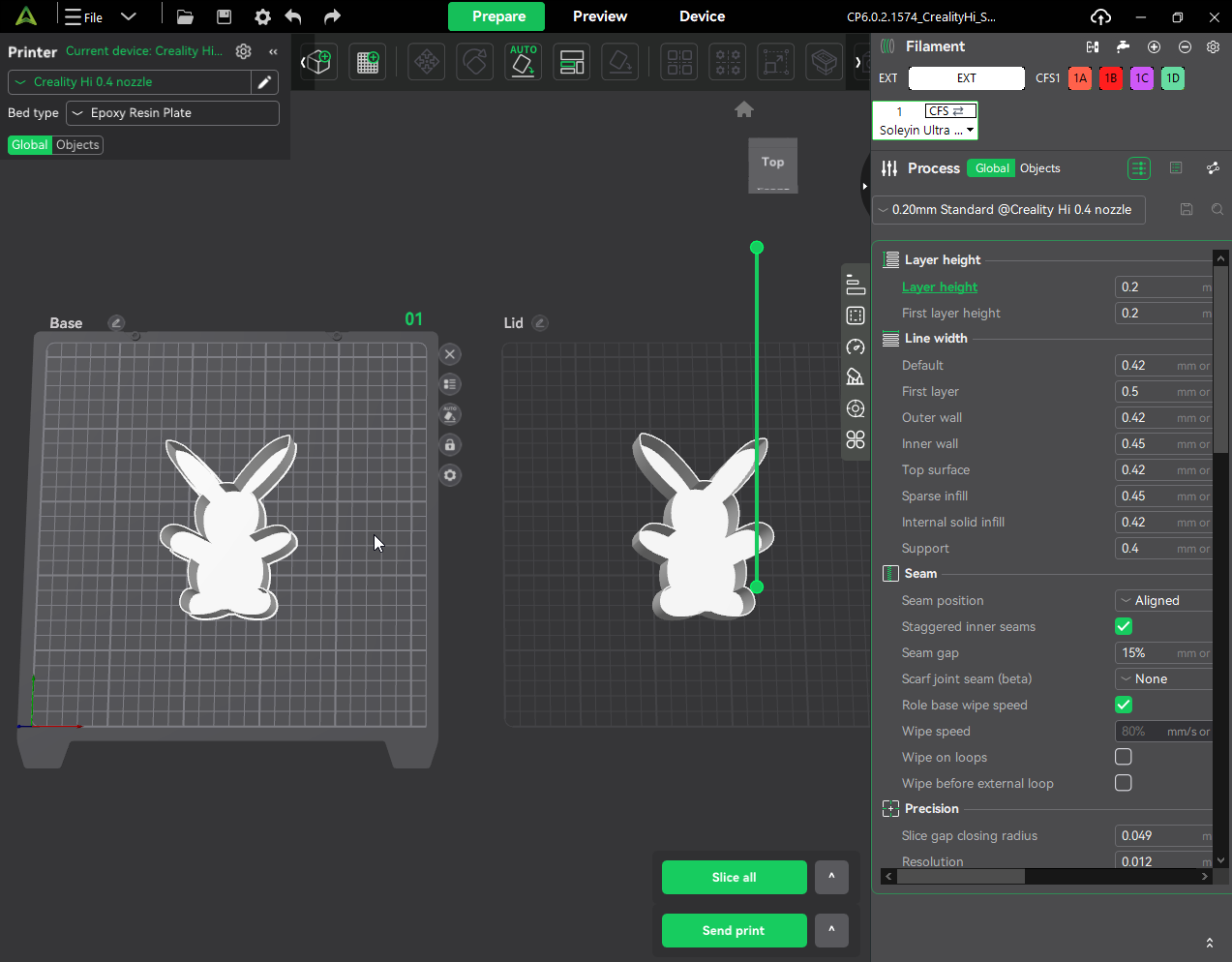
Autres impressions - (Acte II) - PLA (le retour) Les impressions suivantes sont tranchées avec les profils officiels pour la Creality Hi. (Creality Hi Firmware v1.1.0.36) Modèle de test "Complex" de Creality Print v6.0.1.1375 Différents types de vues de l'aperçu après découpage Envoi de l'impression a distance depuis Creality Print Surveillance de l'impression Filament utilisé > Soleyin Ultra PLA Strawberry Milk Modèle de test "3DBenchy" Creality Print v6.0.1.1375 Filament utilisé > Hyper PLA Blue Creality "Cute Mini Octopus" https://www.crealitycloud.com/model-detail/620b65286795ab36aaa1d8e9 de "McGybeer" Depuis un "Print Settings" téléchargé via l'interface de Creality Print. https://www.crealitycloud.com/model-detail/620b65286795ab36aaa1d8e9?source=7&file3mf=6786c979ccf5567488f9d7a7 Où j'ai fait le ménage dans les filaments, ajouté un changement de filament a la couche 4 et modifié le positionnement de la couture. Envoi du fichier sans demande d'impression Filaments utilisés > Hyper PLA Gold Creality, Soleyin Ultra PLA Strawberry Milk Même fichier d'impression réimprimé plusieurs fois (en changeant les bobines du CFS à utiliser et/ou bobines dans le CFS) ... Filaments utilisés > Soleyin Ultra PLA Light Green, Soleyin Ultra PLA Rosehip Filaments utilisés > Soleyin Ultra PLA Strawberry Milk, Soleyin Ultra PLA Light Green Filaments utilisés > Soleyin Ultra PLA Rosehip, Refill PLA Pêche ArianePlast Filaments utilisés > Soleyin Ultra PLA Light Green, Soleyin Ultra PLA Almond Purple. Photo de famille 50X50X50mm Box with hinge and lock clip https://www.crealitycloud.com/model-detail/65b440578f88b4629ccf621b?file3mf=679a8350b0f06136c77e51e0 de PrinttX Creality Print v6.0.2.1574 Filaments utilisés > Soleyin Ultra PLA Light Green, Soleyin Ultra PLA Almond Purple. Rabbit 005F, nestable box (v2) https://www.crealitycloud.com/model-detail/64137ed37b7ad373f934499f?file3mf=6793a9eab0f06136c743d74d // No-Brim Filaments utilisés > Soleyin Ultra PLA Light Green 8 bit lady in a Hanfu dress https://www.crealitycloud.com/model-detail/6622524552723896d6715427?file3mf=6793a954d552d7da2adc8223 Filaments utilisés > Hyper PLA RFID White Creality, Soleyin Ultra PLA Rosehip, PLA+ Noir ArianePlast. Quick hex bowl https://www.crealitycloud.com/model-detail/624ac196cebc9ffe53c8ee26?file3mf=6794f419d552d7da2ae0a9ec Filament utilisé > Soleyin Ultra PLA Almond Purple. // Top shell layers 0, Sparse infill density 0%, No-Brim. Savanna Wildlife Bookmarks https://www.crealitycloud.com/model-detail/66ebcc1d8b2f34a68860e9cf?file3mf=6797ac30b0f06136c7674f22 Filaments utilisés > PLA+ Noir ArianePlast, PLA High Speed Grey Anycubic, Hyper PLA RFID White Creality. Giant Panda Bookmarks https://www.crealitycloud.com/model-detail/66fd6523c3bc2dd50de50e01?file3mf=6797e4d3d552d7da2aeb103c Filaments utilisés > PLA+ Noir ArianePlast, PLA High Speed Grey Anycubic, Hyper PLA RFID White Creality. Midnight at Seaside Bookmarks https://www.crealitycloud.com/model-detail/67348914655e4517bf2244c9?file3mf=6797f29cb0f06136c76a3ffe Filaments utilisés > PLA+ Noir ArianePlast, PLA High Speed Grey Anycubic, Hyper PLA RFID White Creality. Ancient Ruins Bookmarks https://www.crealitycloud.com/model-detail/675d9c2beafe1a9824489b07?file3mf=6797feacb0f06136c76ab6a9 Filaments utilisés > PLA+ Noir ArianePlast, PLA High Speed Grey Anycubic, Hyper PLA RFID White Creality. Skeleton Bookmarks https://www.crealitycloud.com/model-detail/6715fdd4fb353178f7faf838?file3mf=67980f32d552d7da2aebb8c1 Filaments utilisés > PLA+ Noir ArianePlast, PLA High Speed Grey Anycubic, Hyper PLA RFID White Creality. Snowflake Coasters https://www.crealitycloud.com/model-detail/674c5427f04dbaae0dabc771?file3mf=679a6b2eb0f06136c77d4558 Filaments utilisés > Hyper PLA Blue Creality, PLA Light blue Velleman, Hyper PLA RFID White Creality. Filament utilisé > PLA+ Noir ArianePlast.


-.thumb.png.ffa58a8a3ef291173b112ce87740fad4.png)
-.thumb.png.afab1c3b55b44e6f636c4644877a6bc8.png)




























































 2 points
2 points -
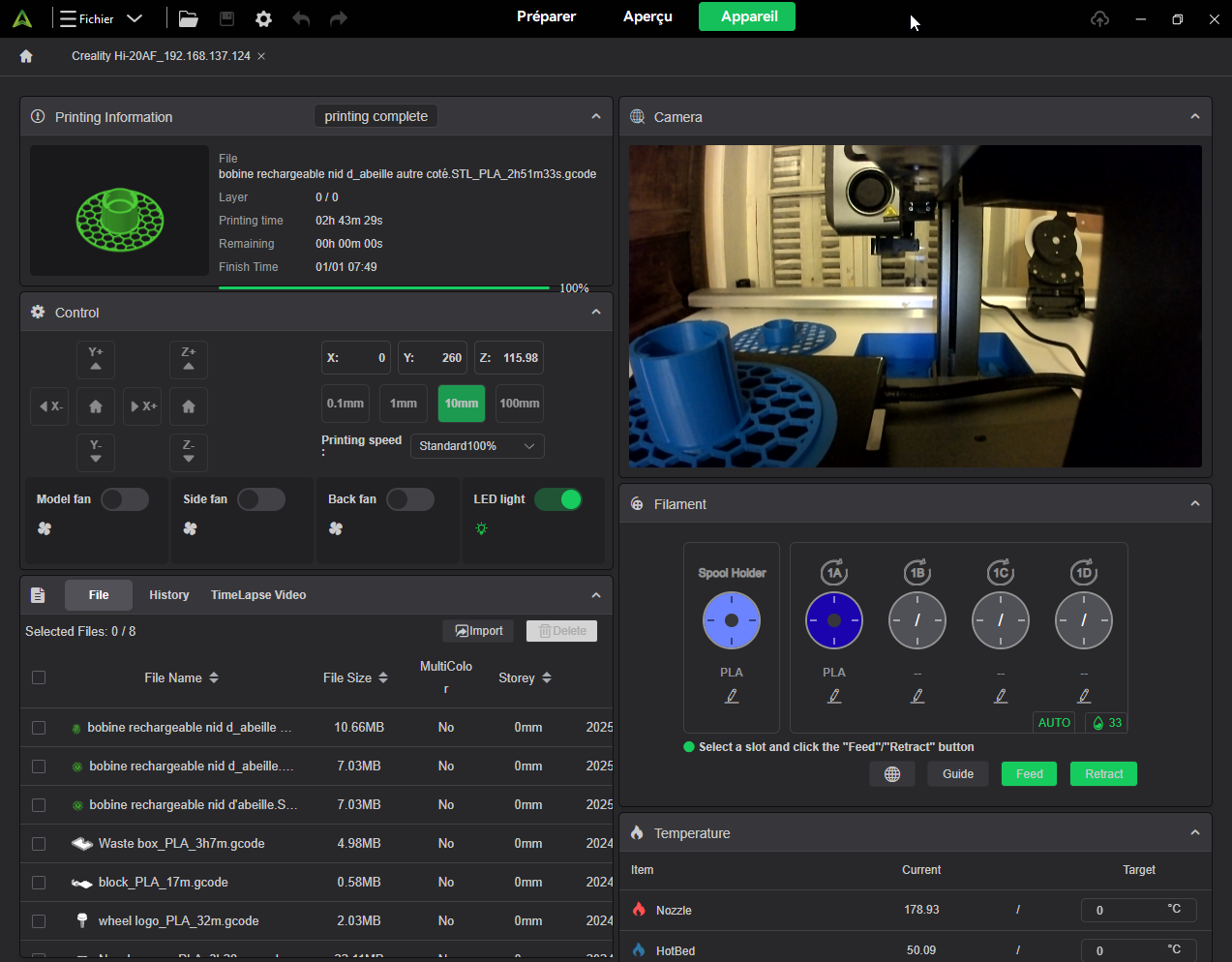
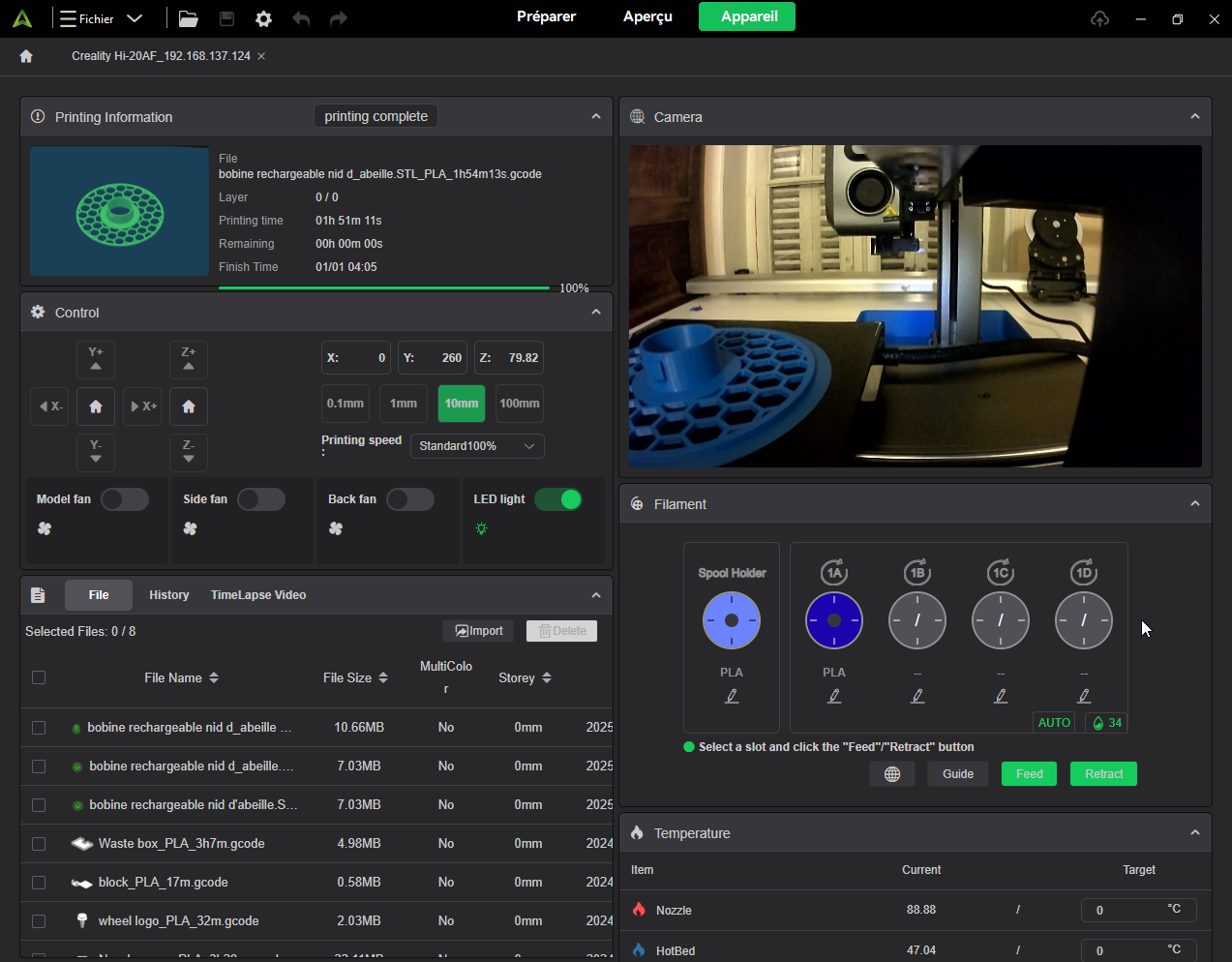
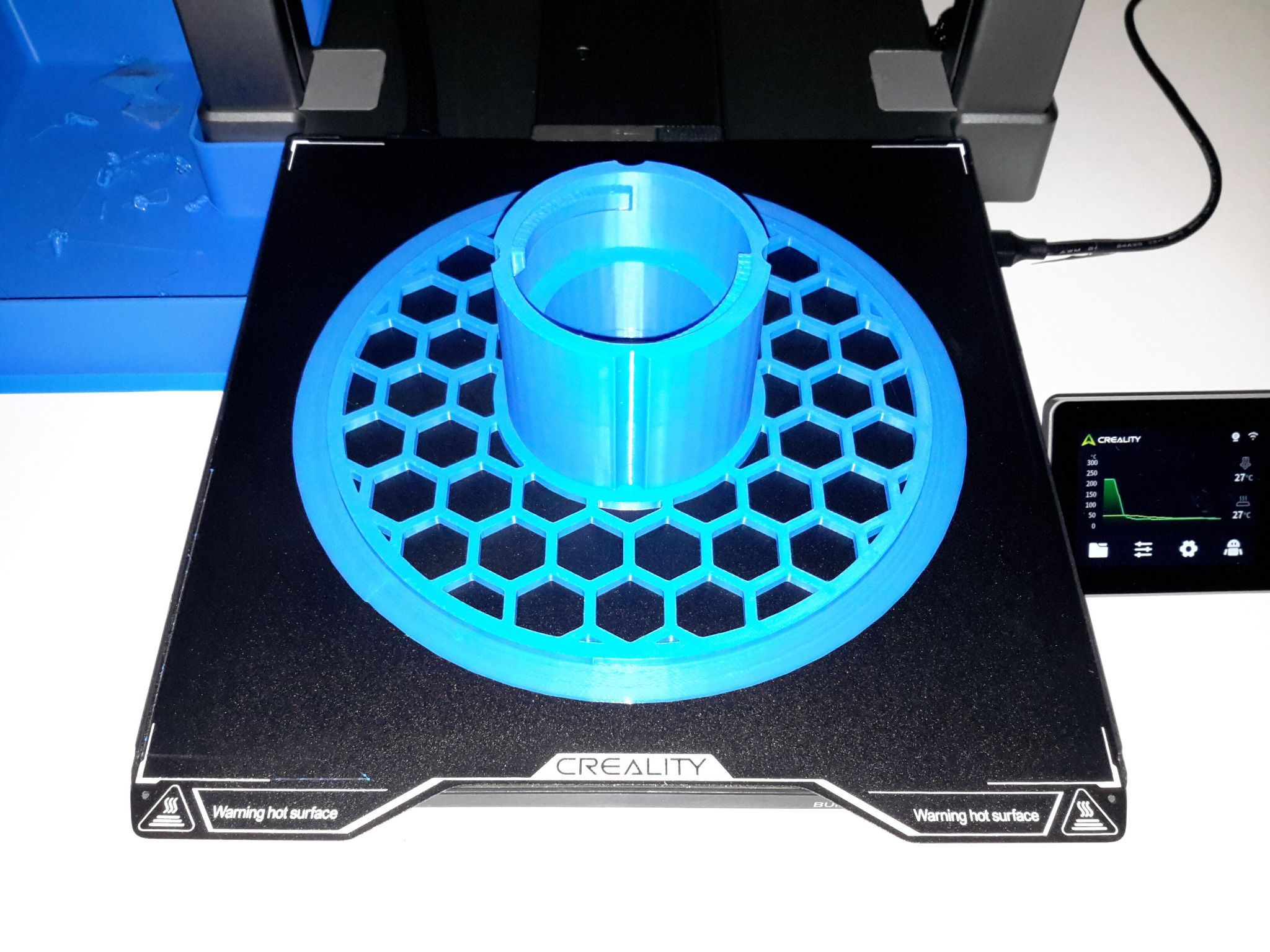
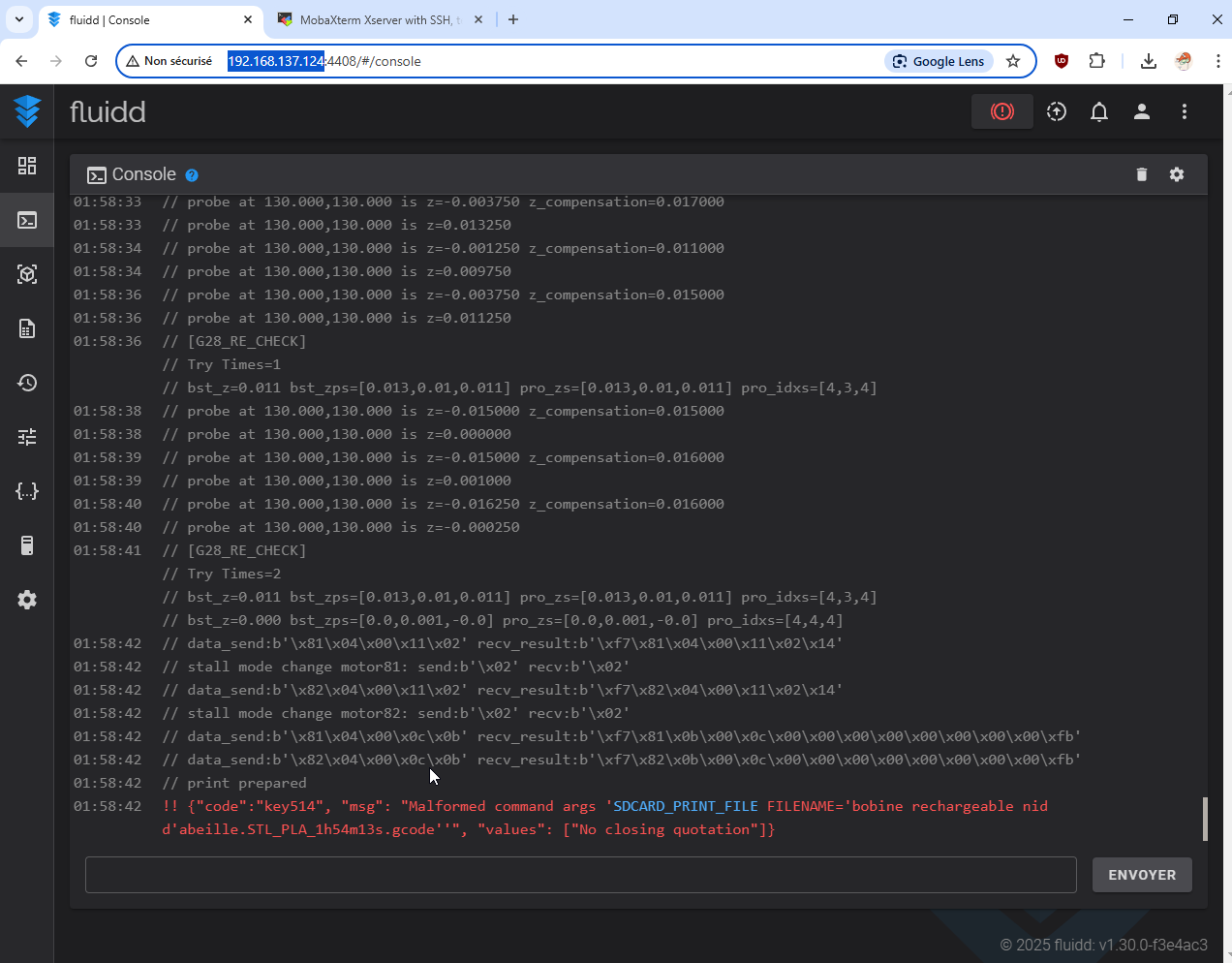
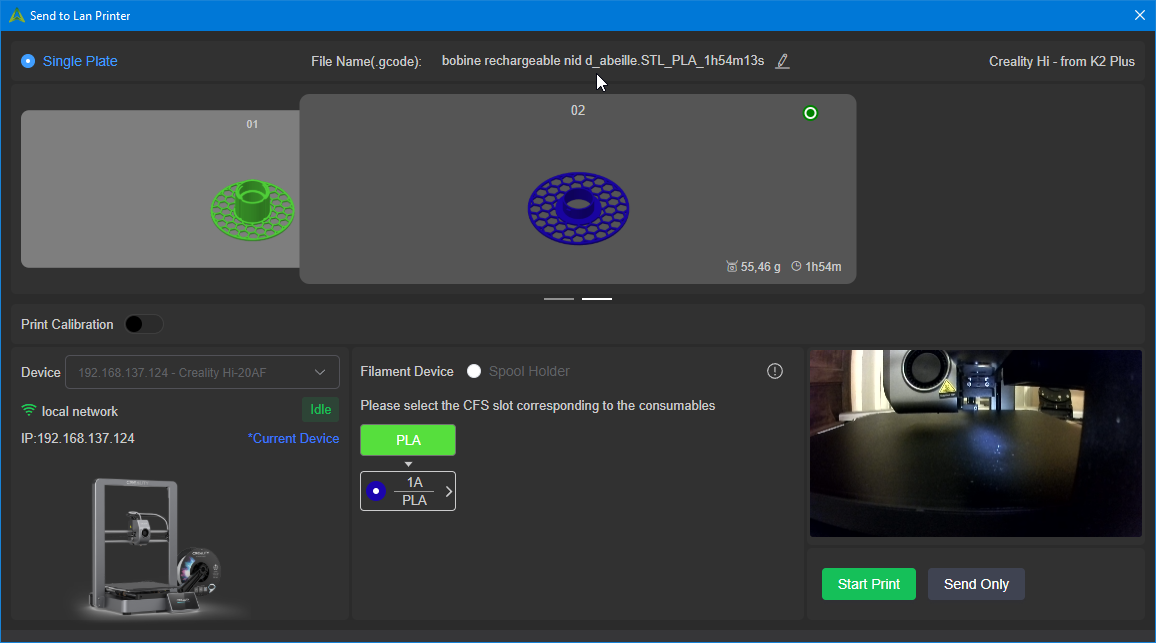
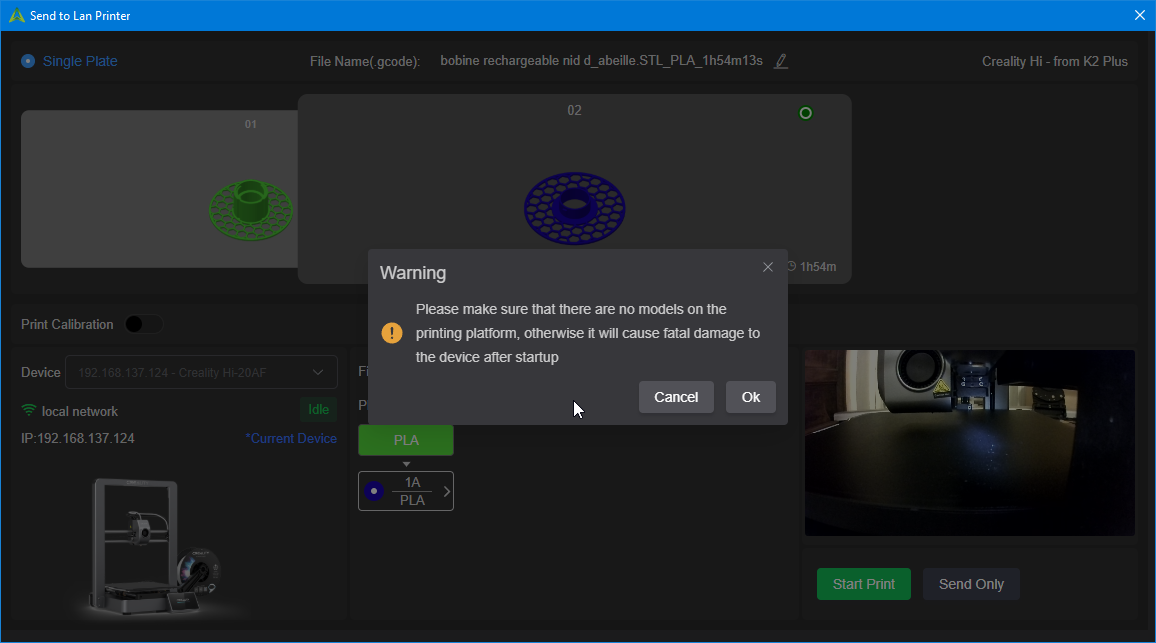
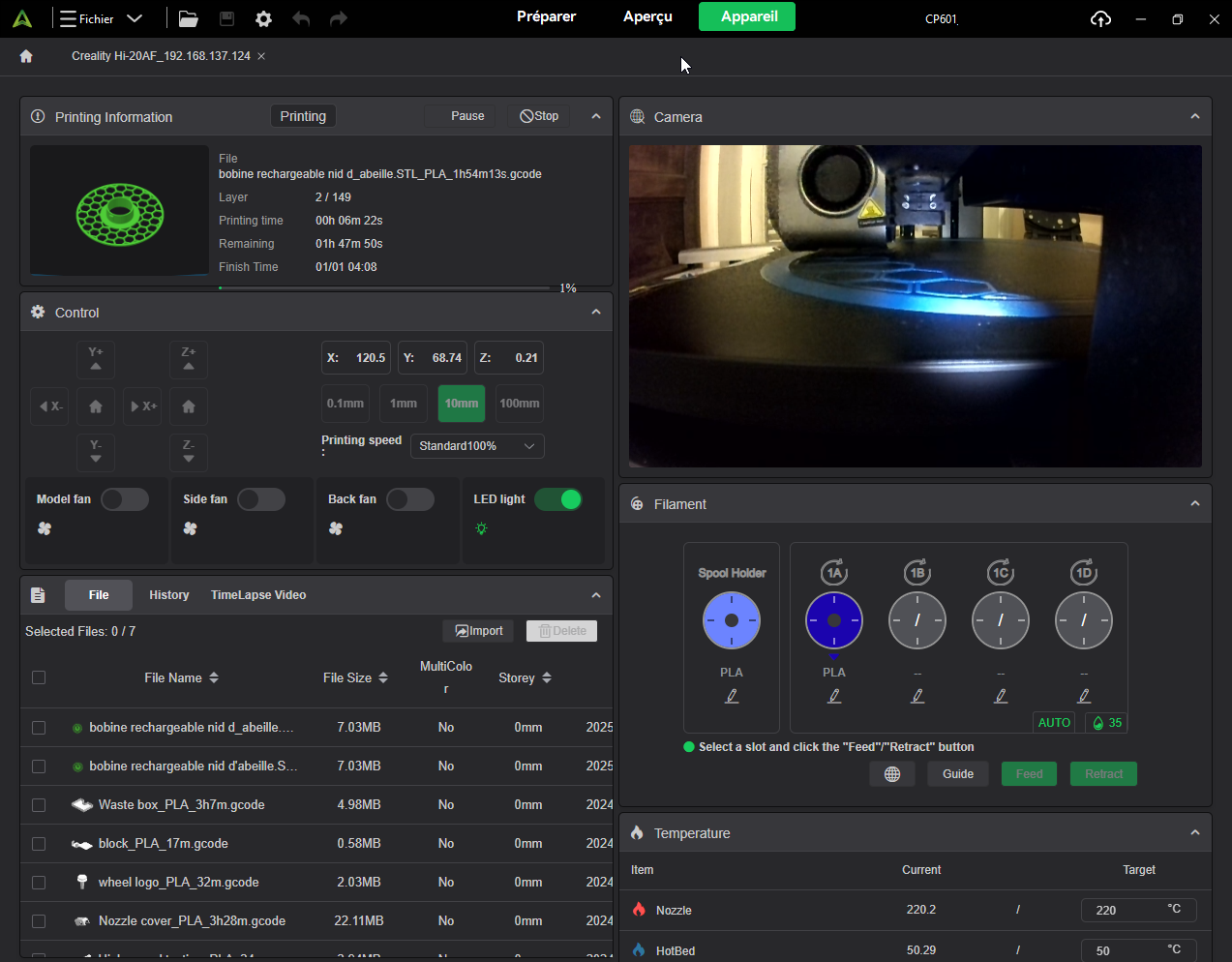
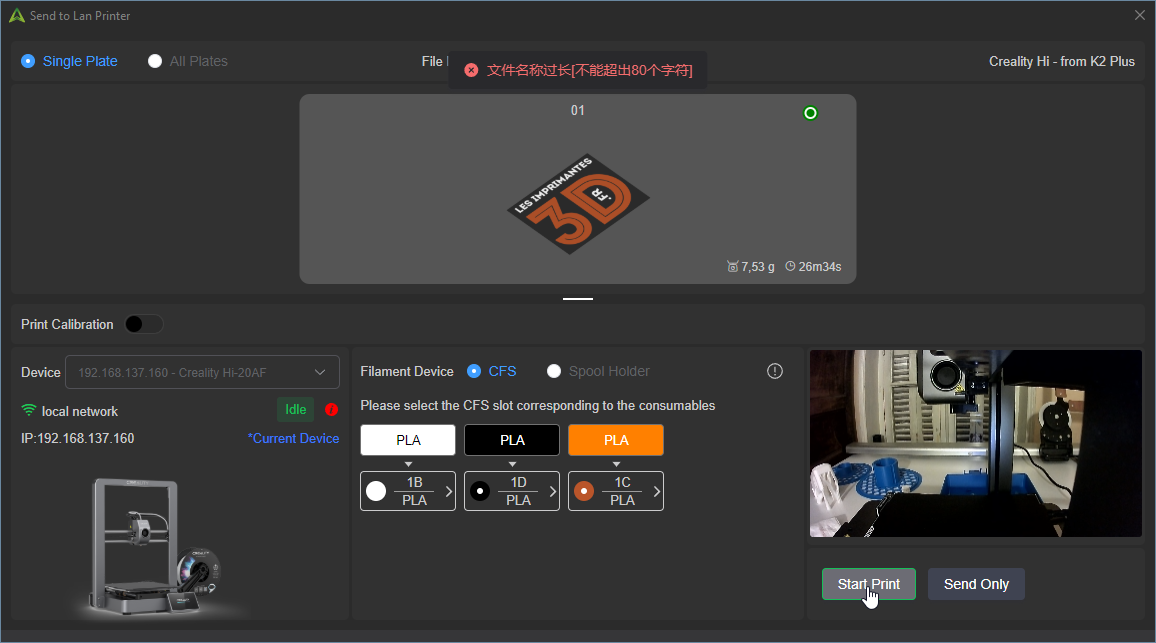
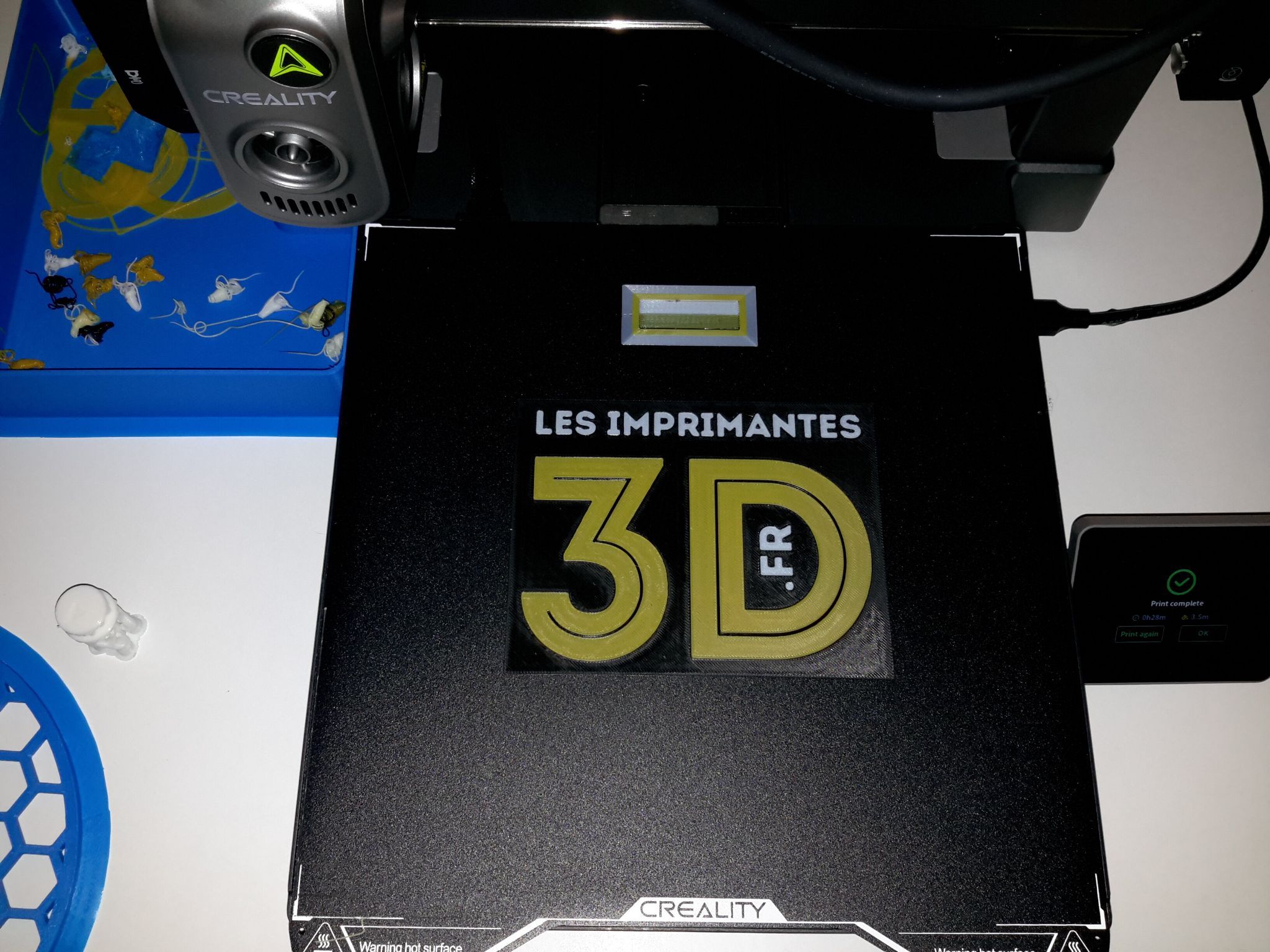
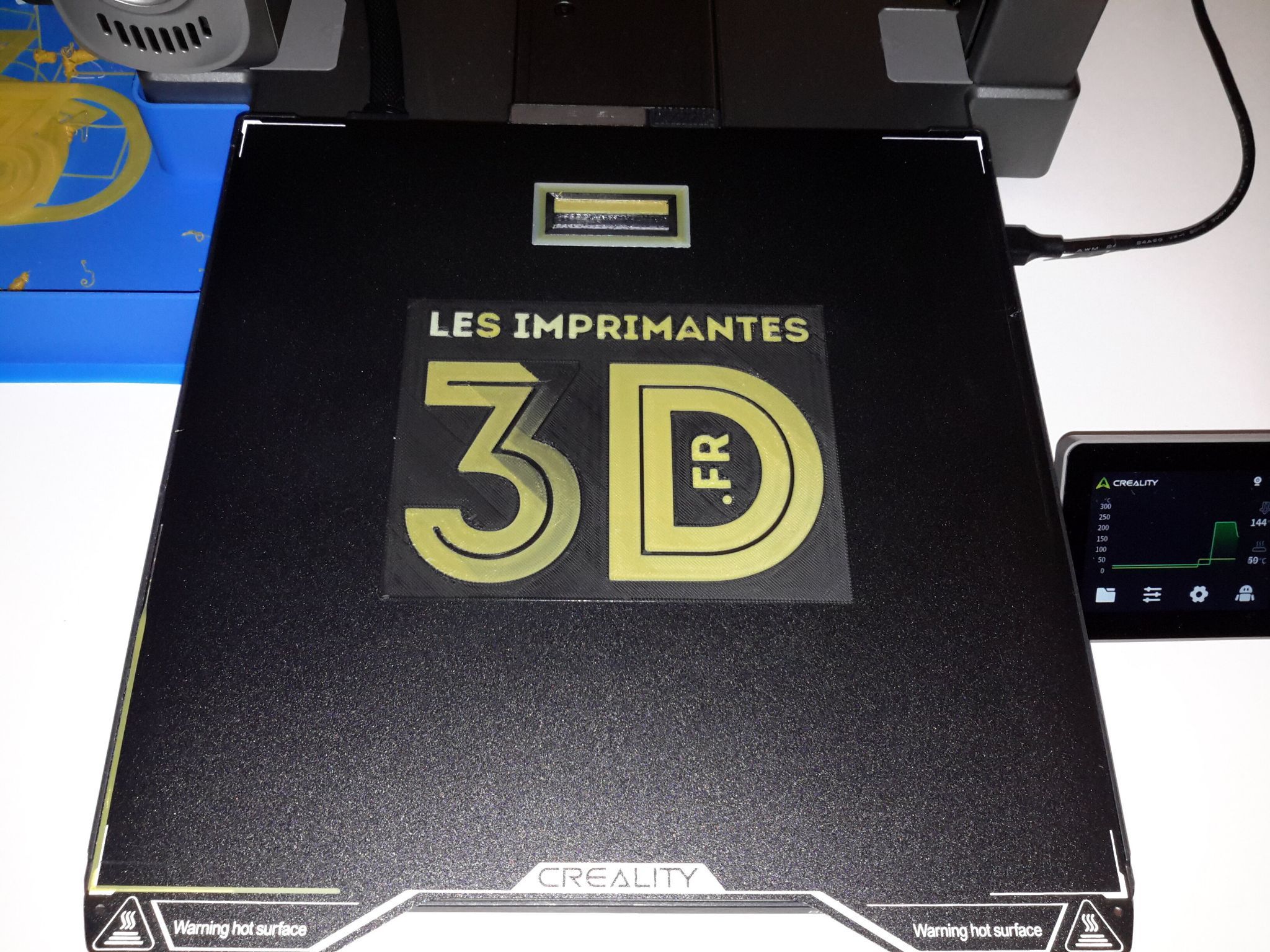
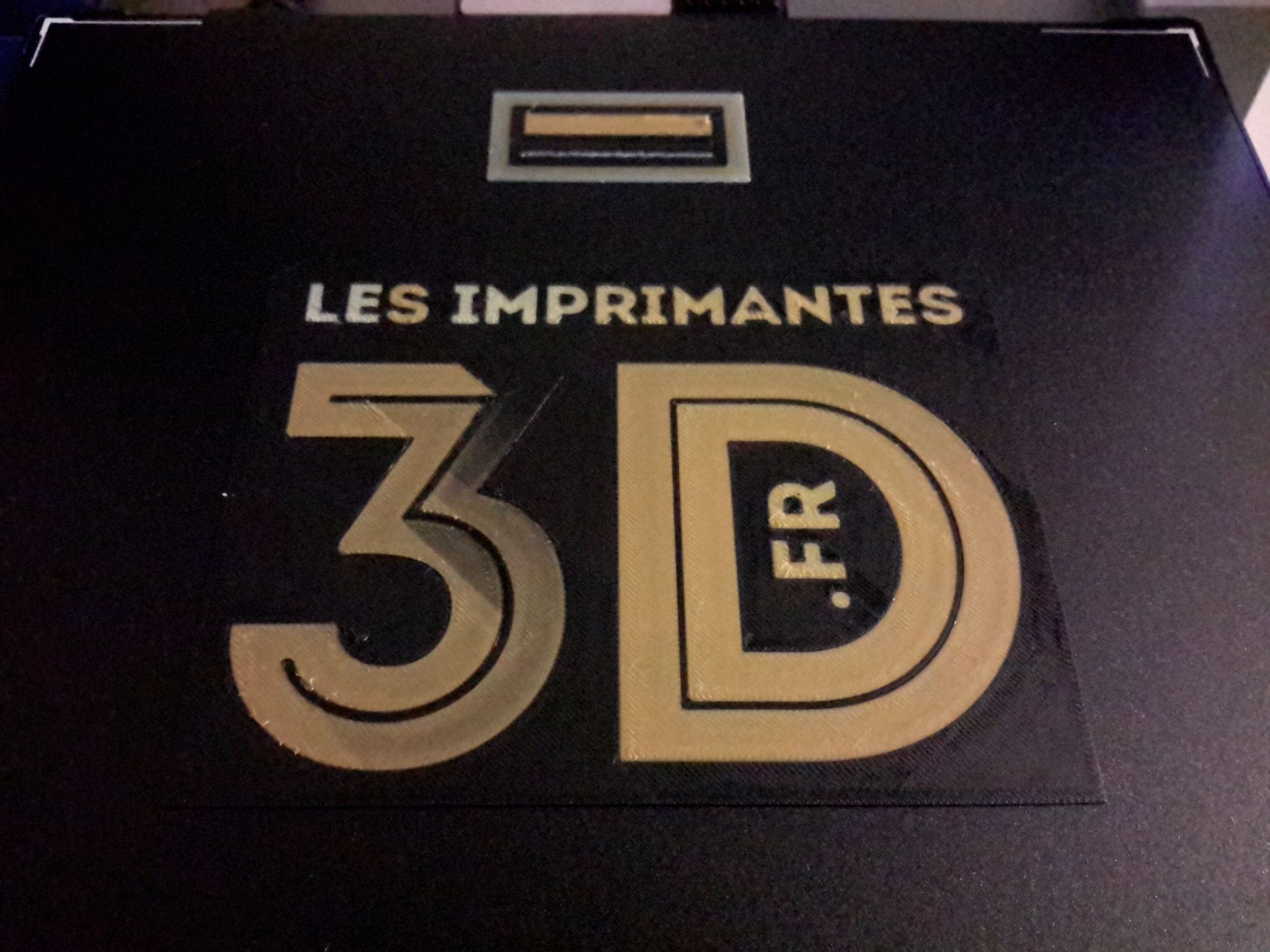
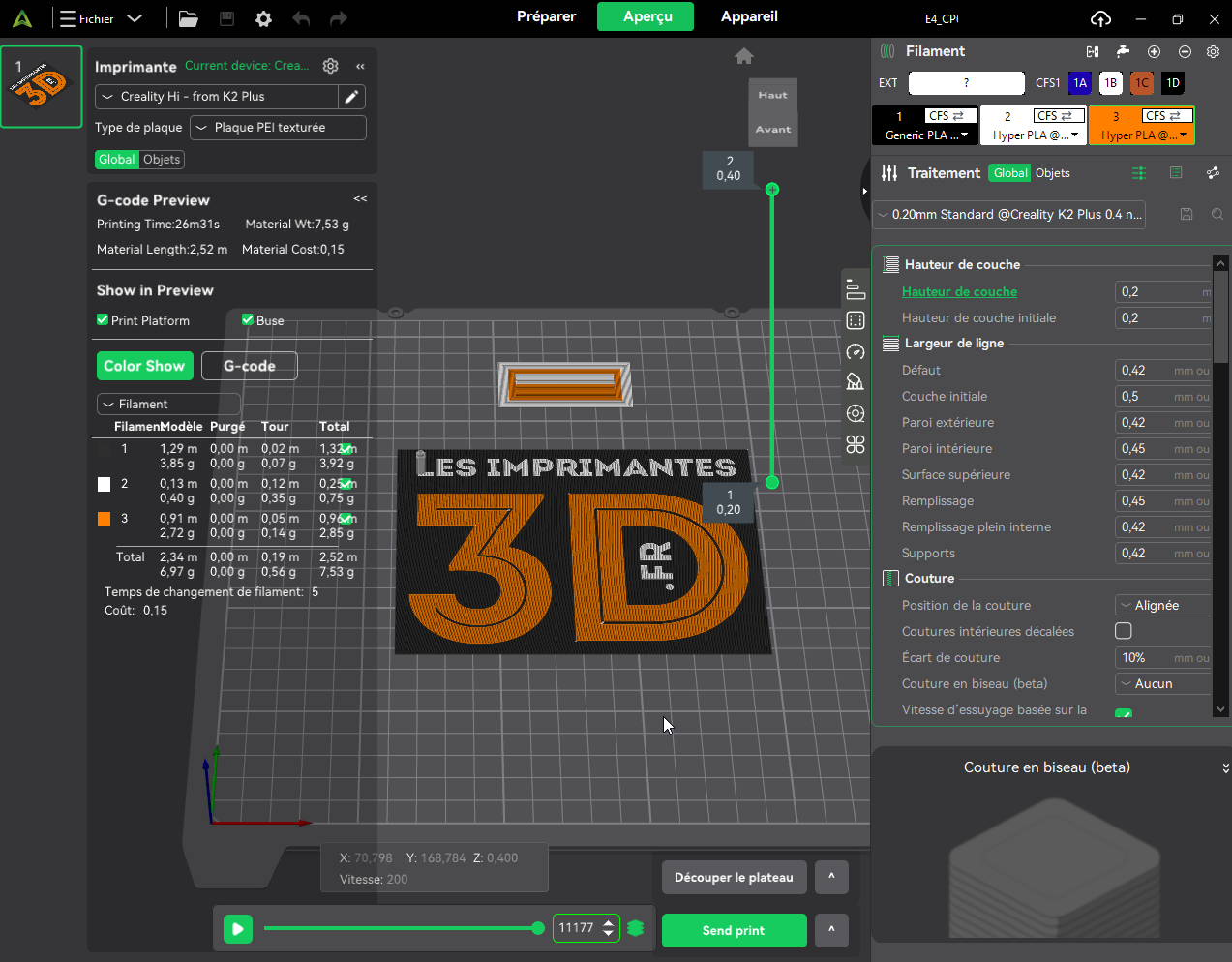
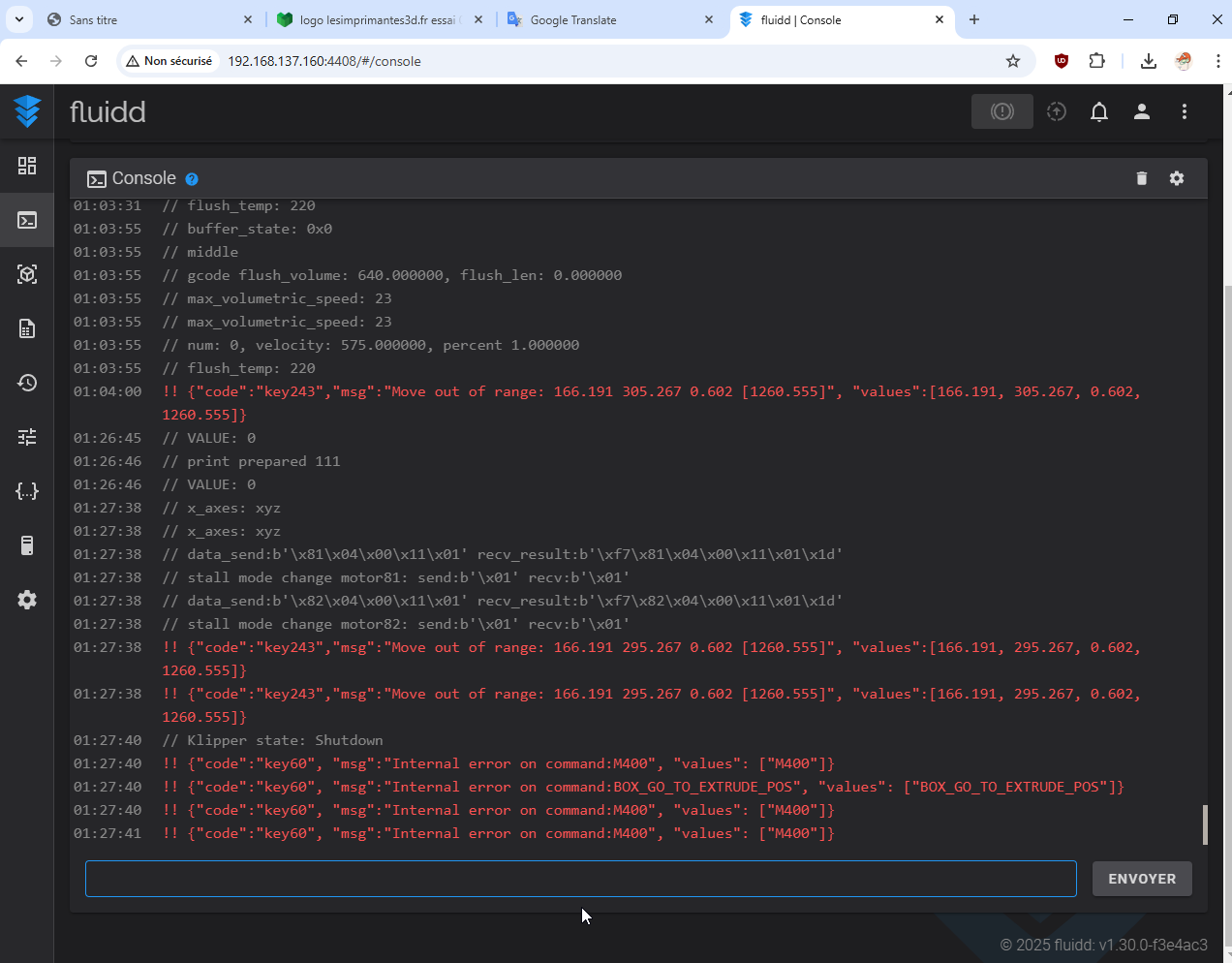
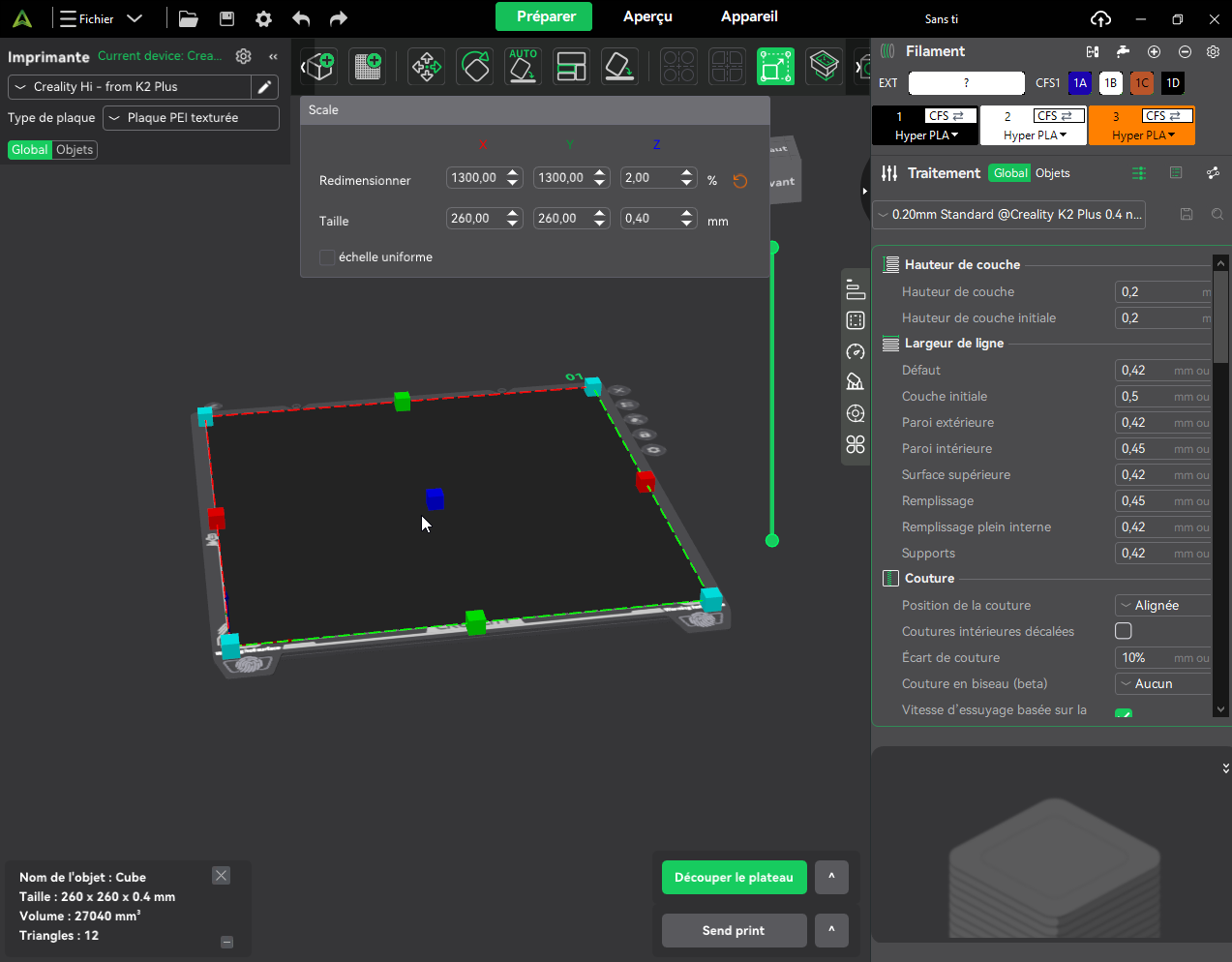
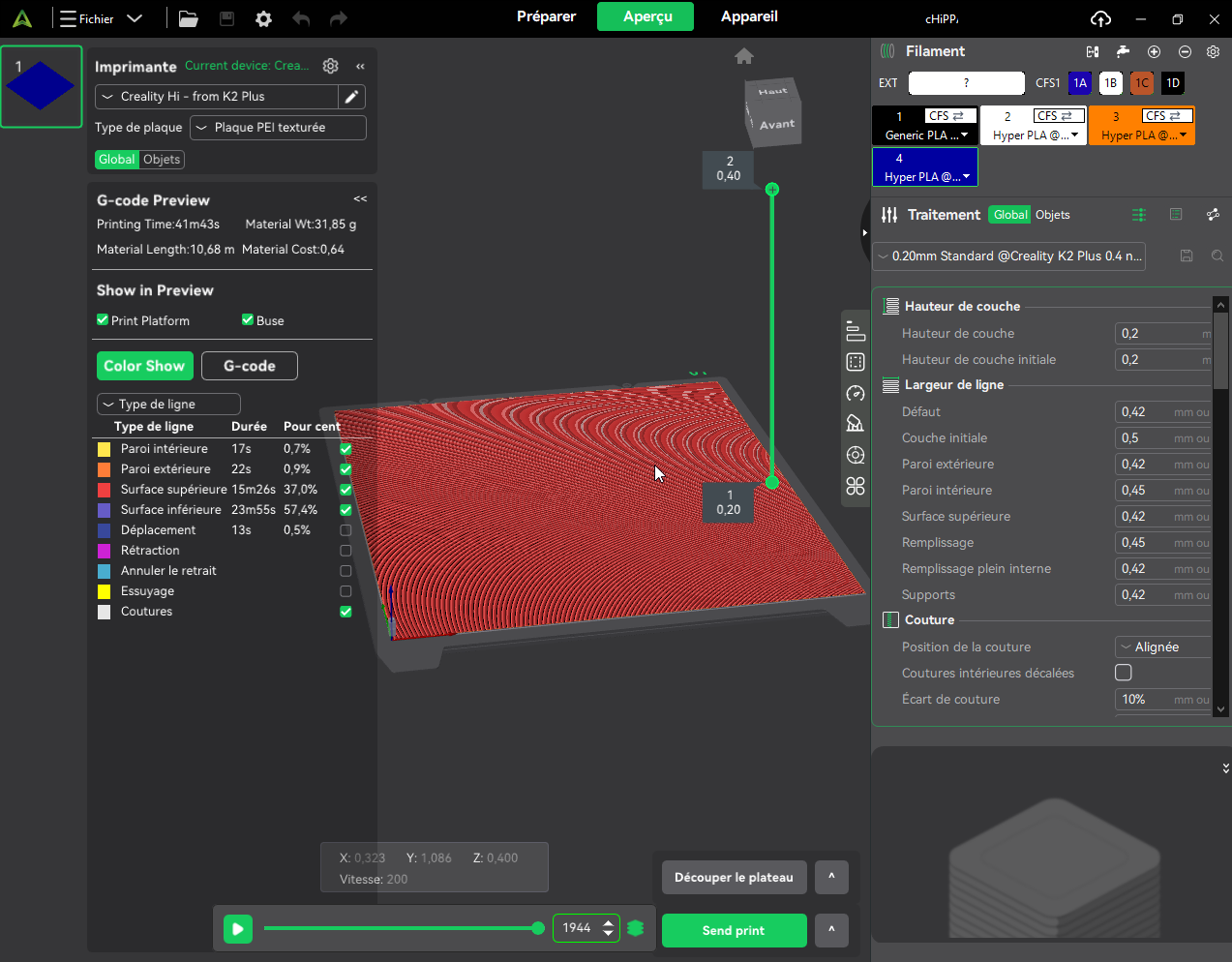
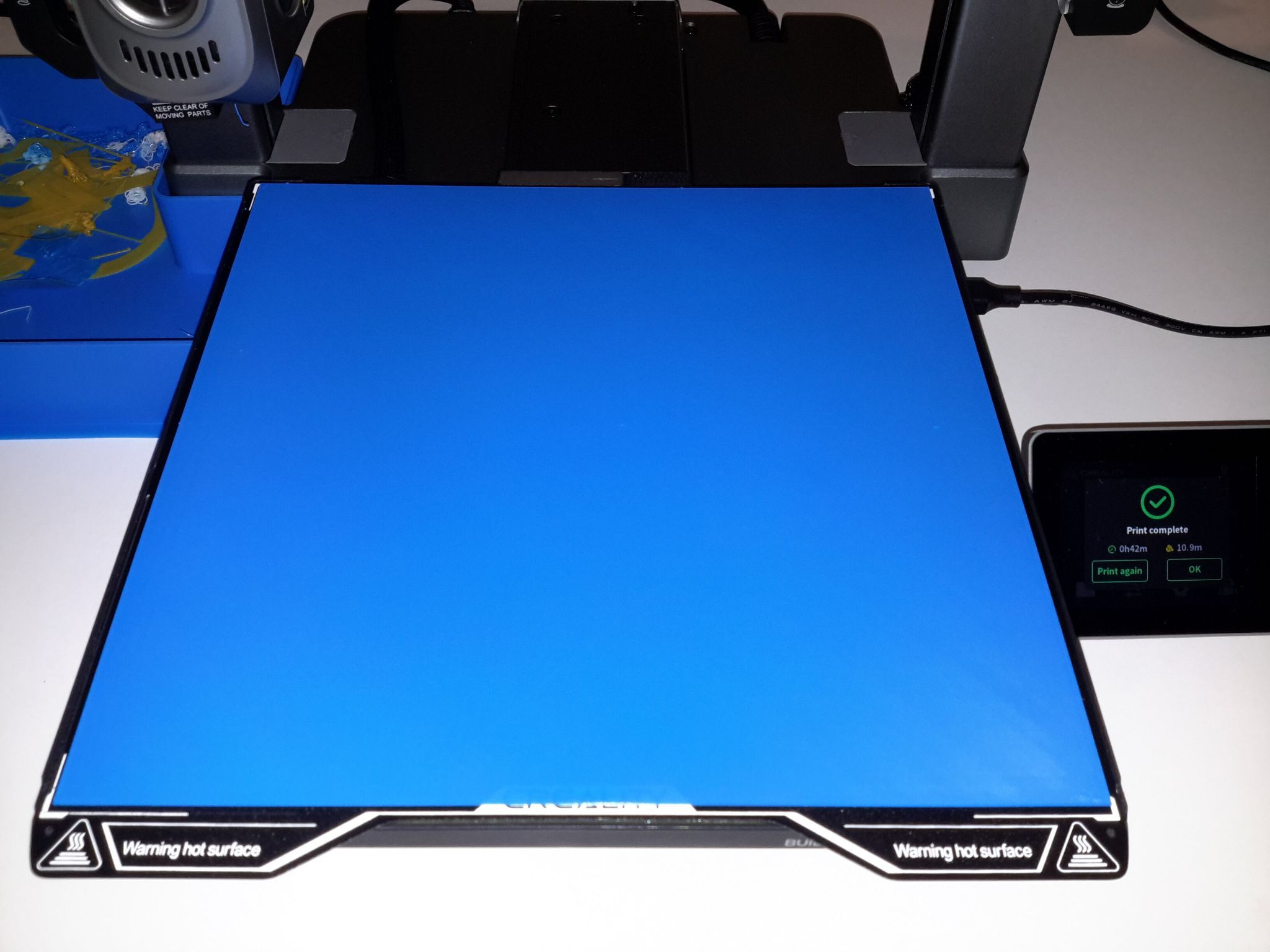
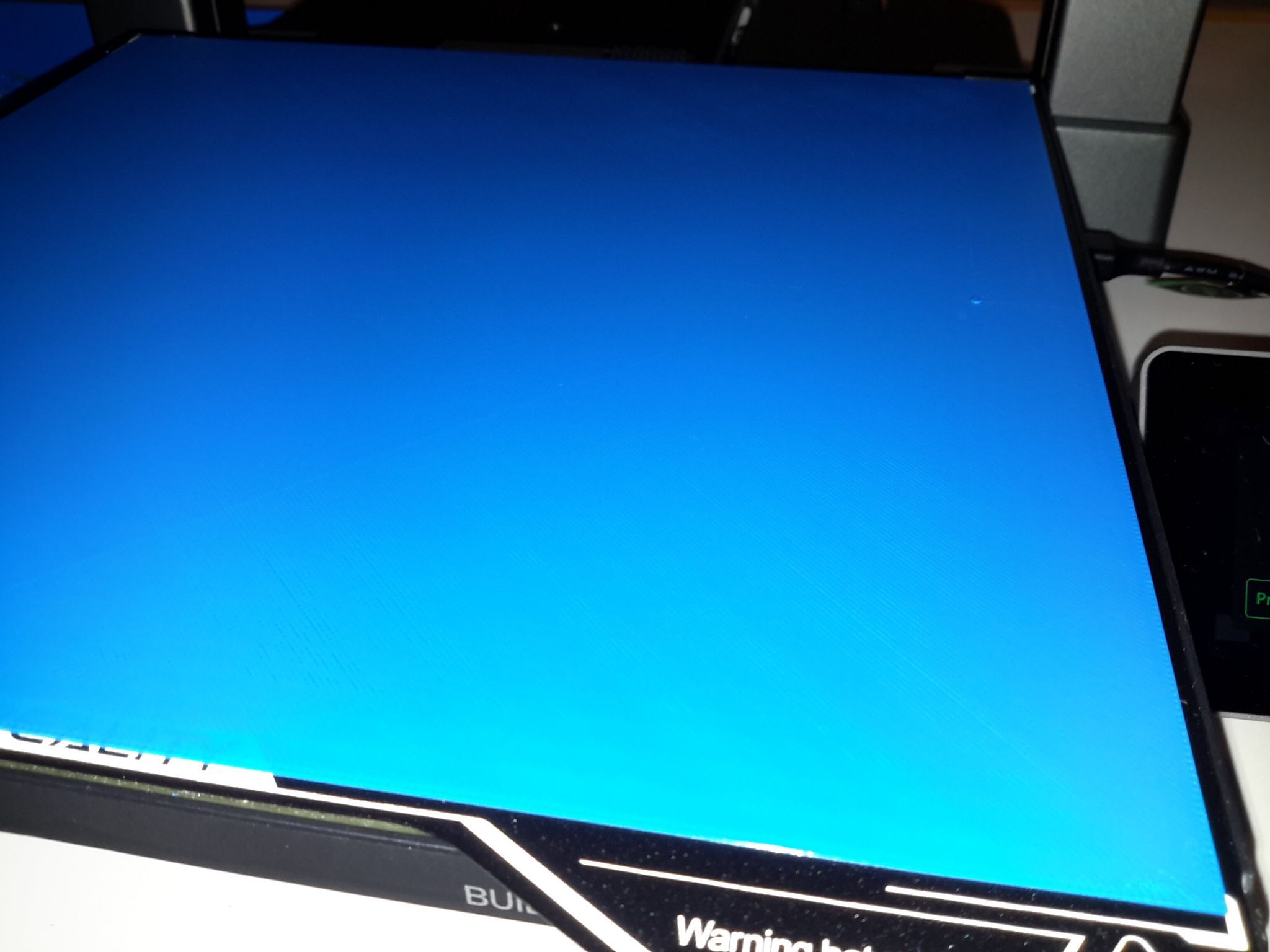
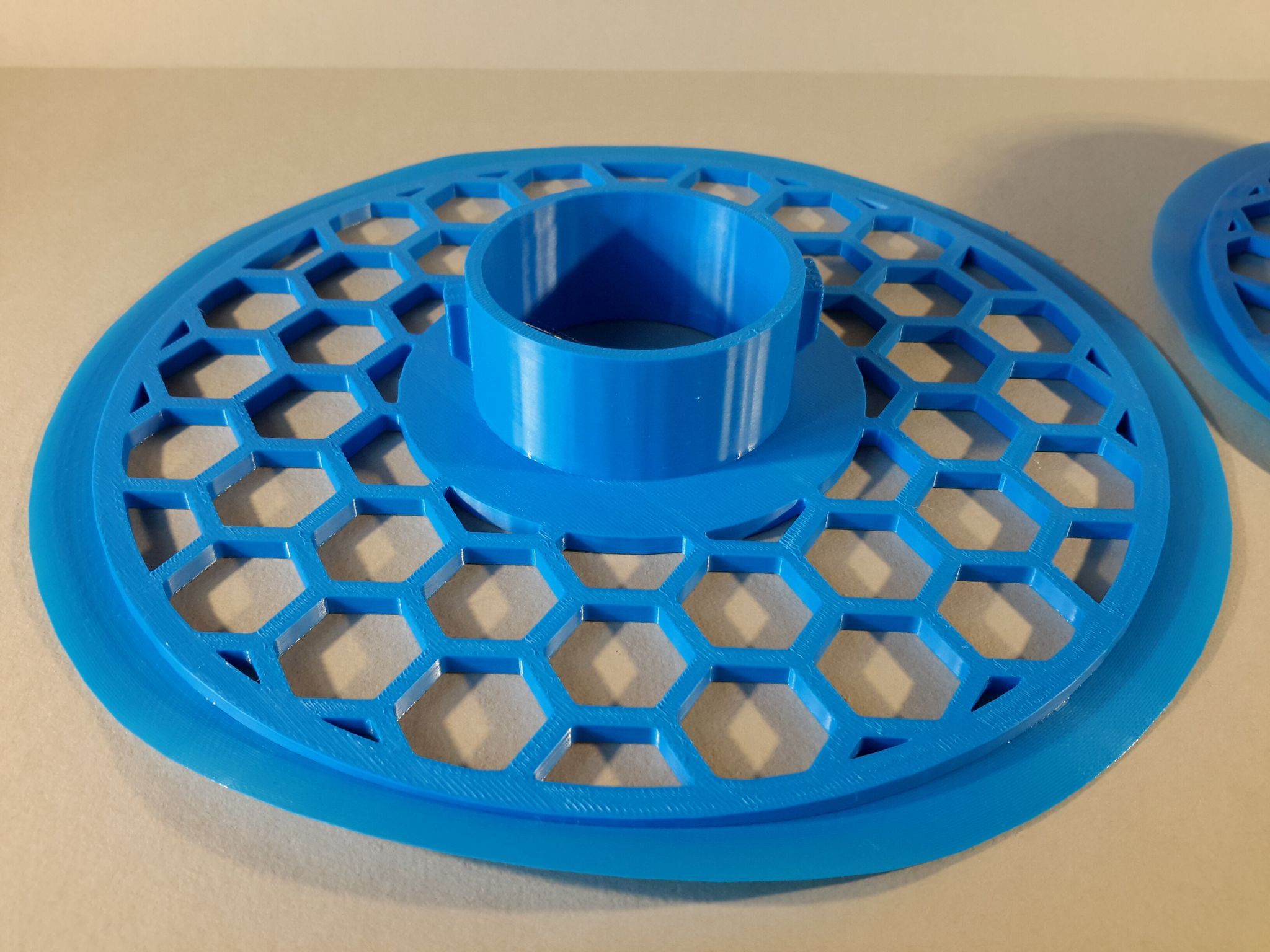
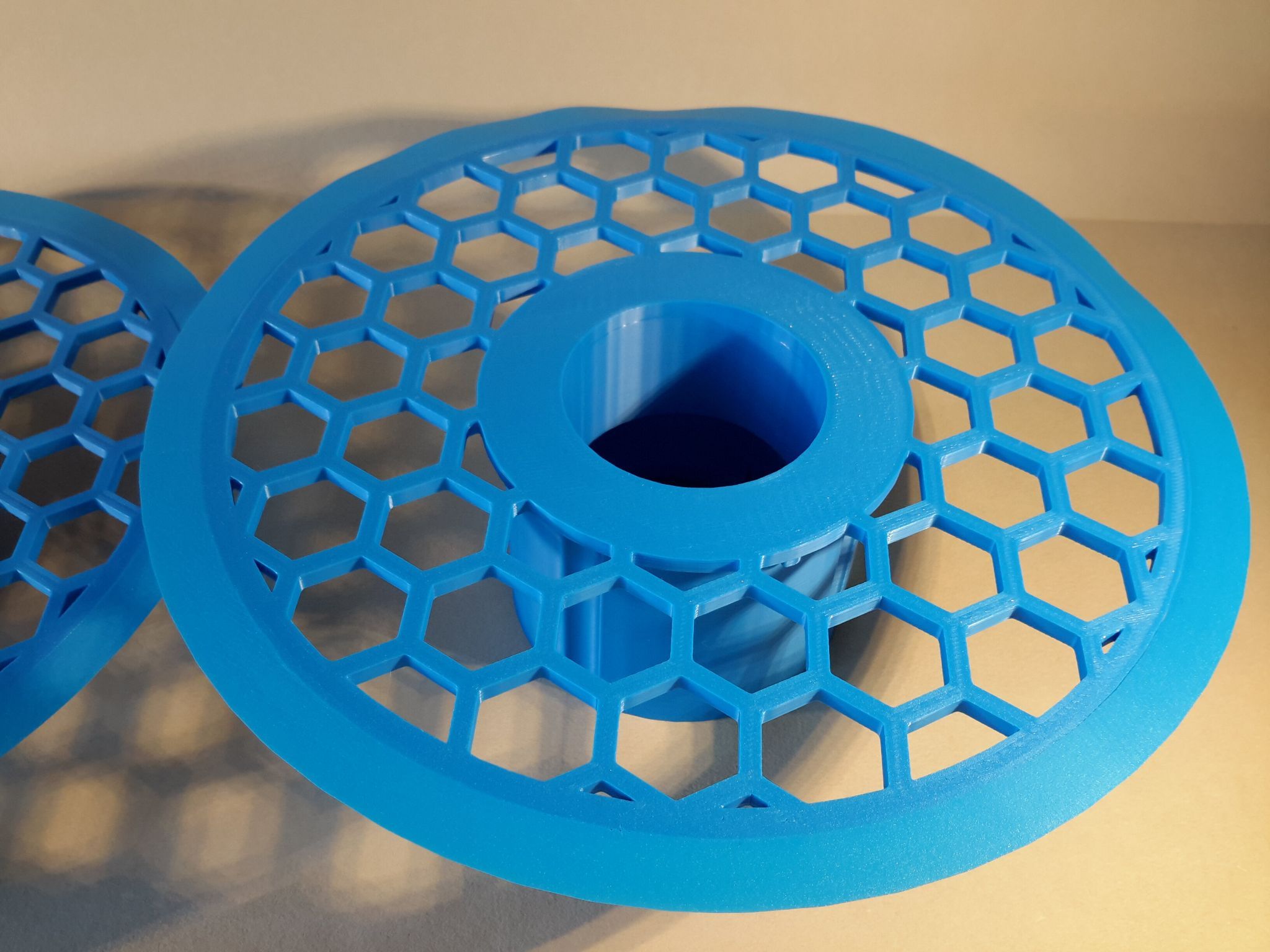
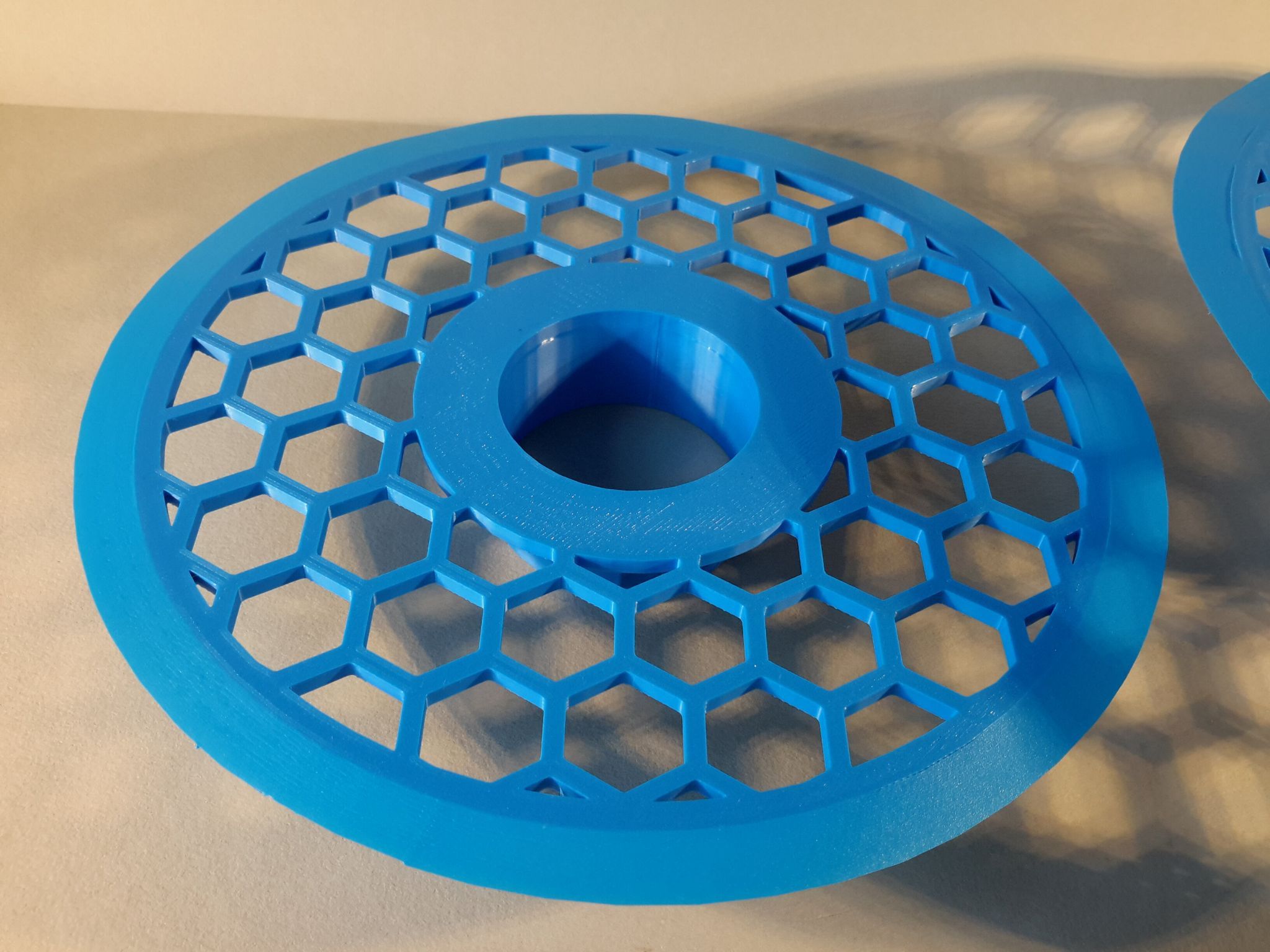
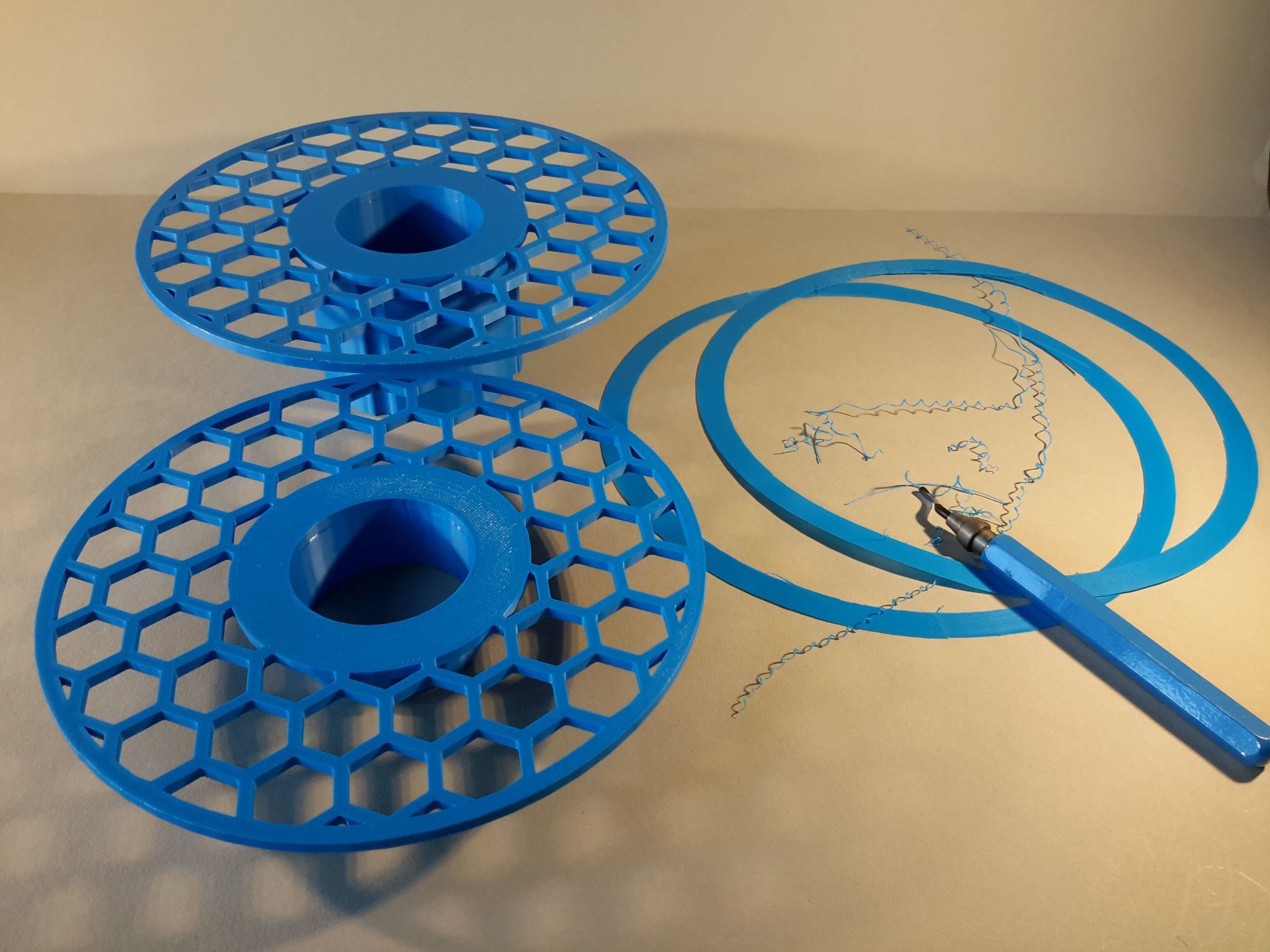
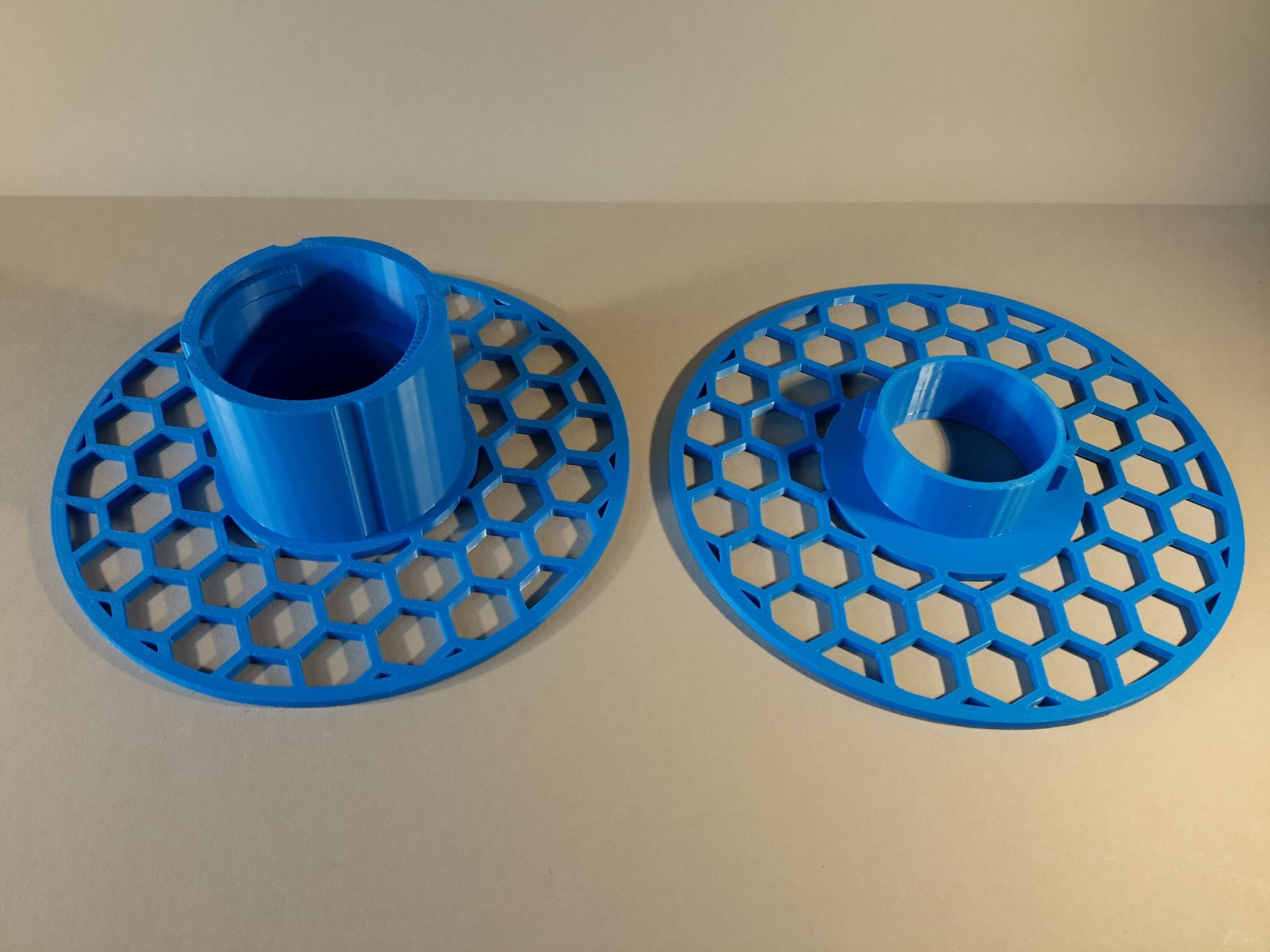
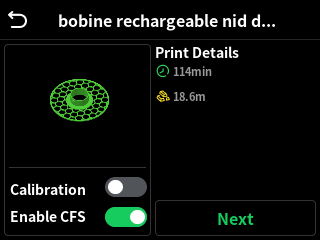
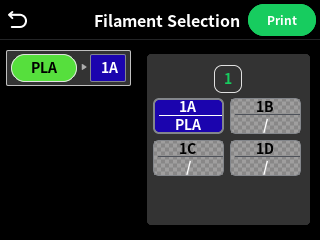
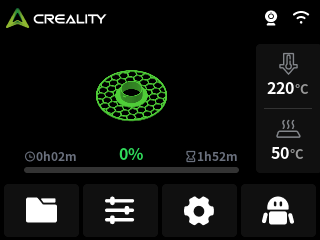
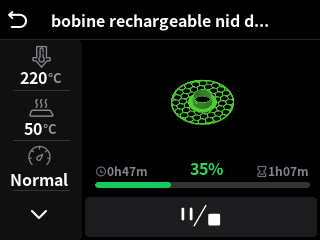
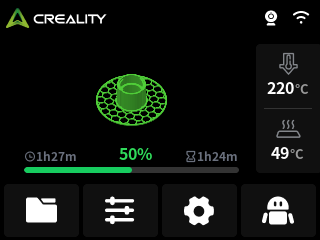
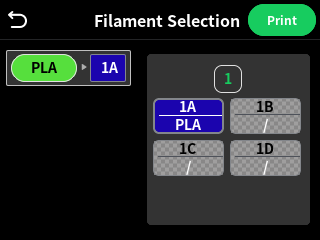
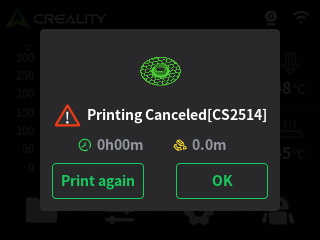
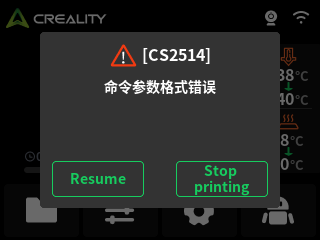
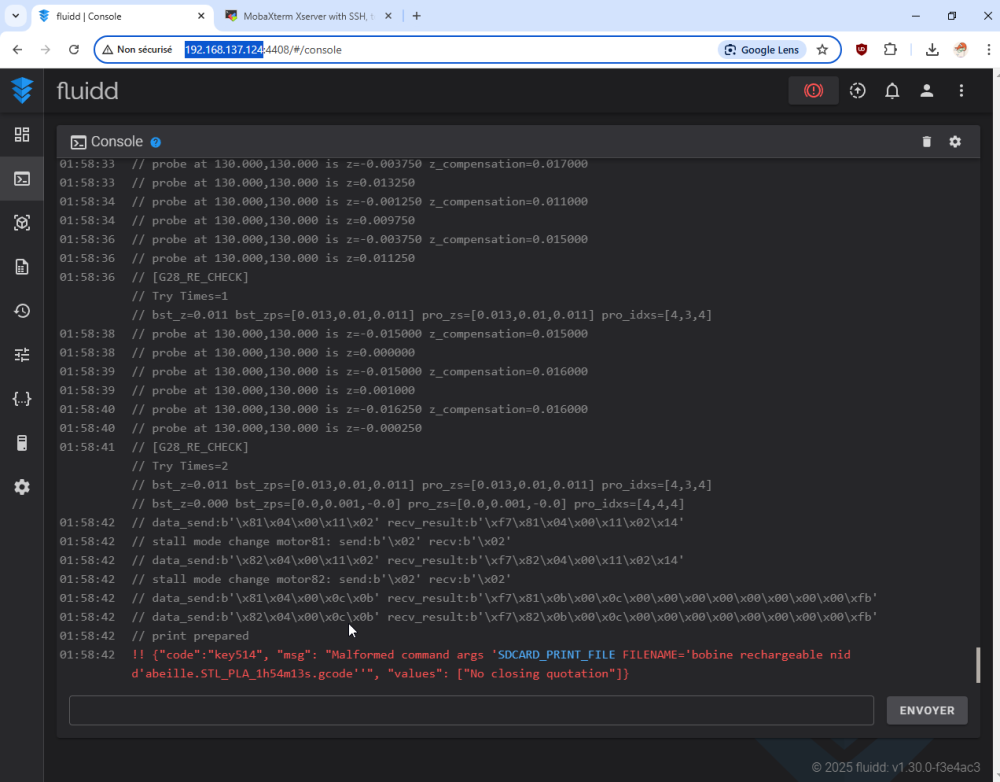
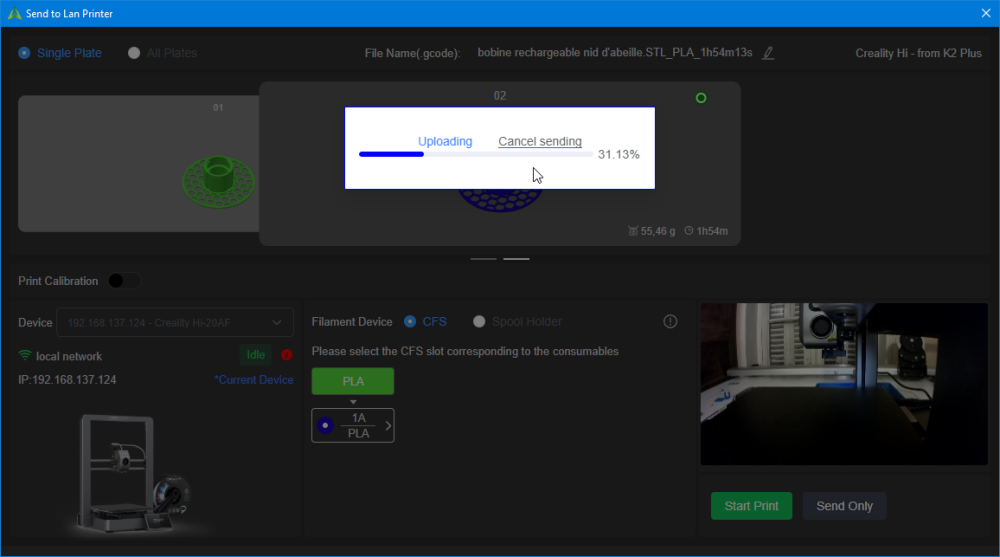
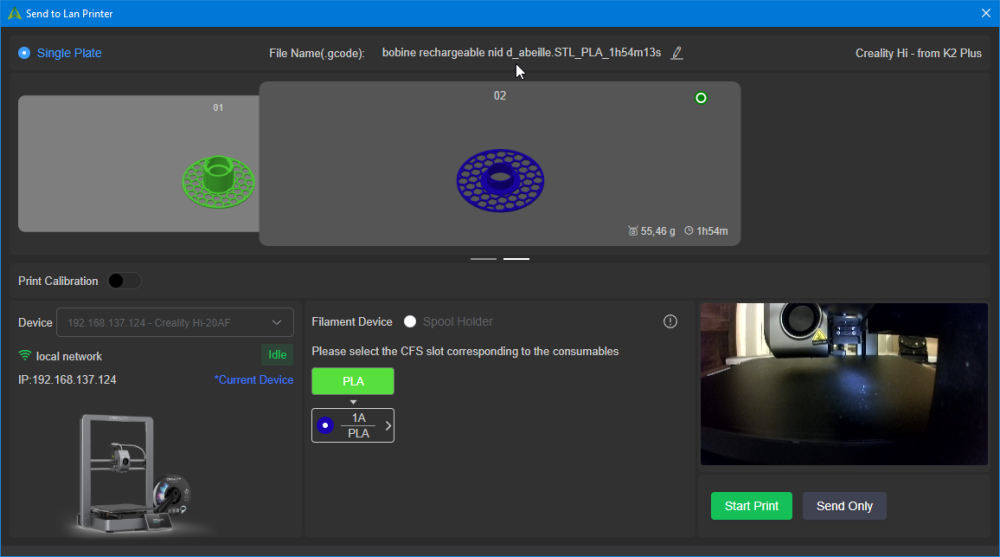
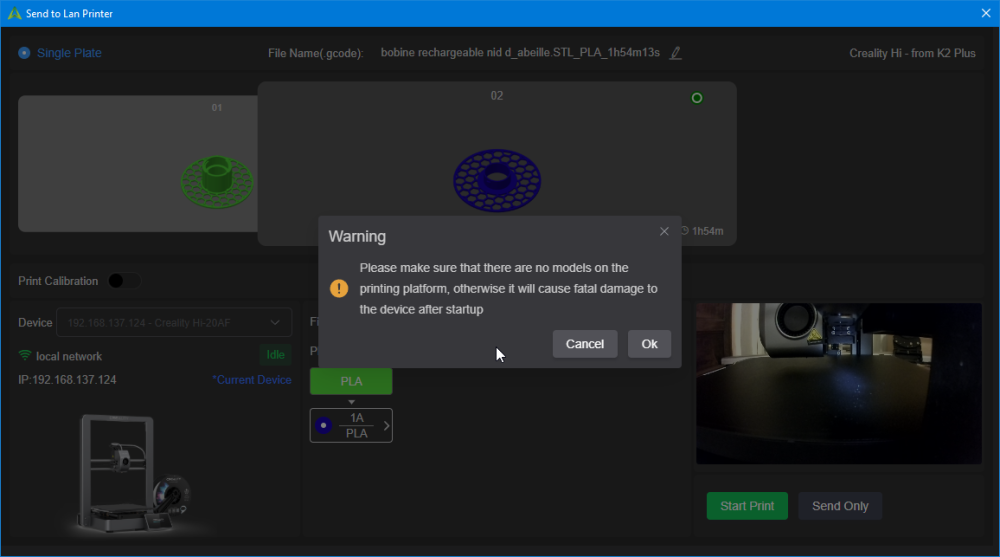
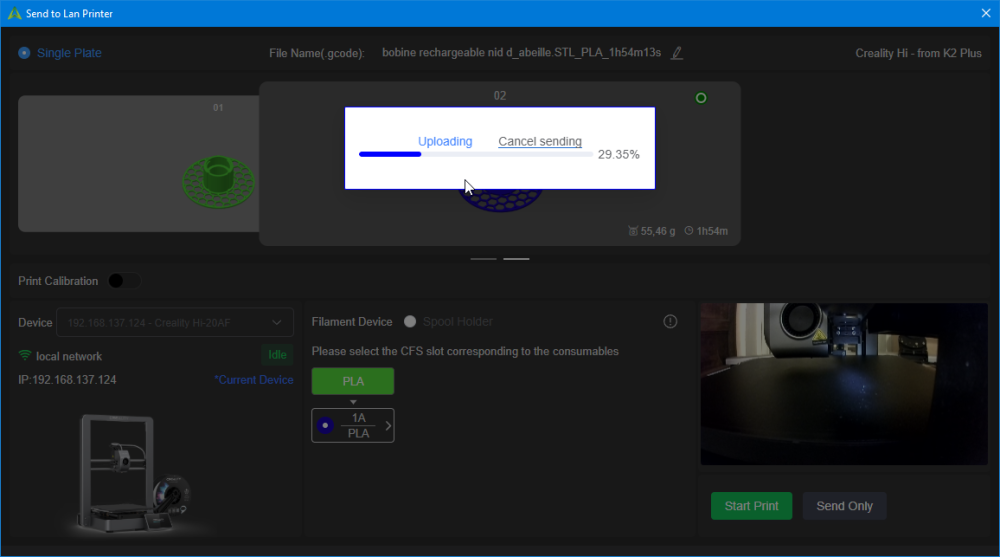
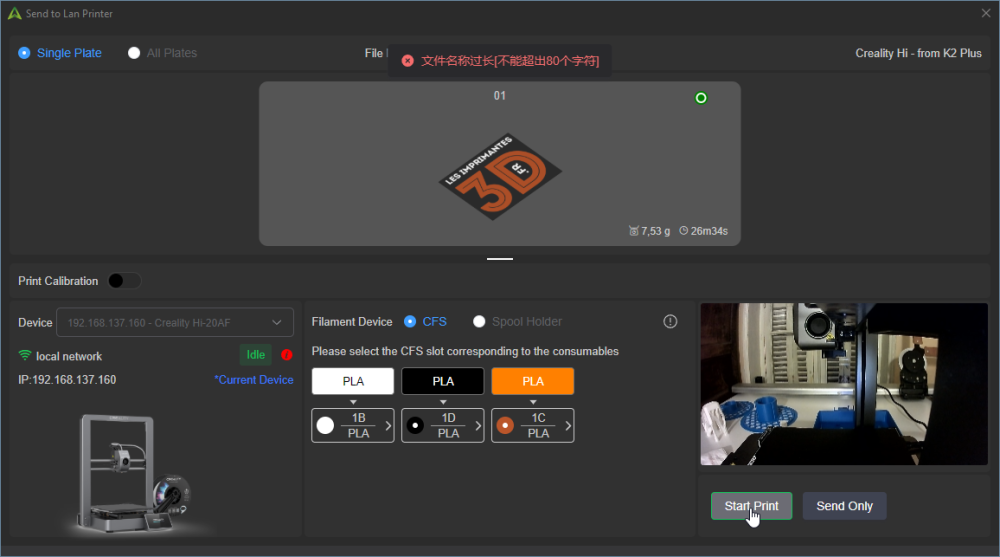
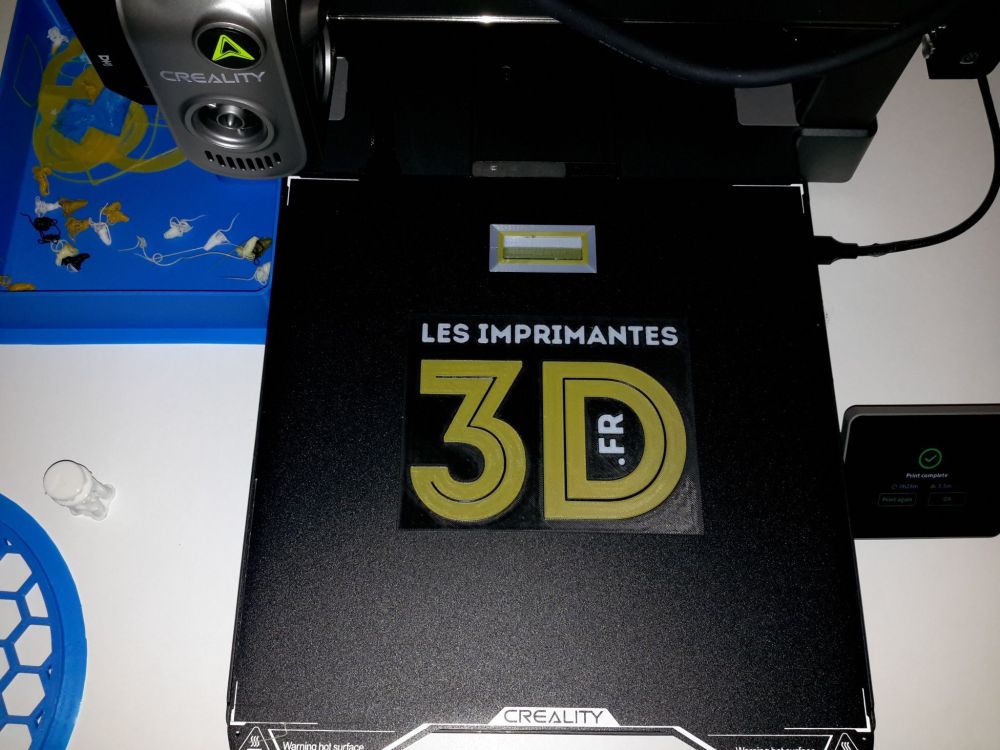
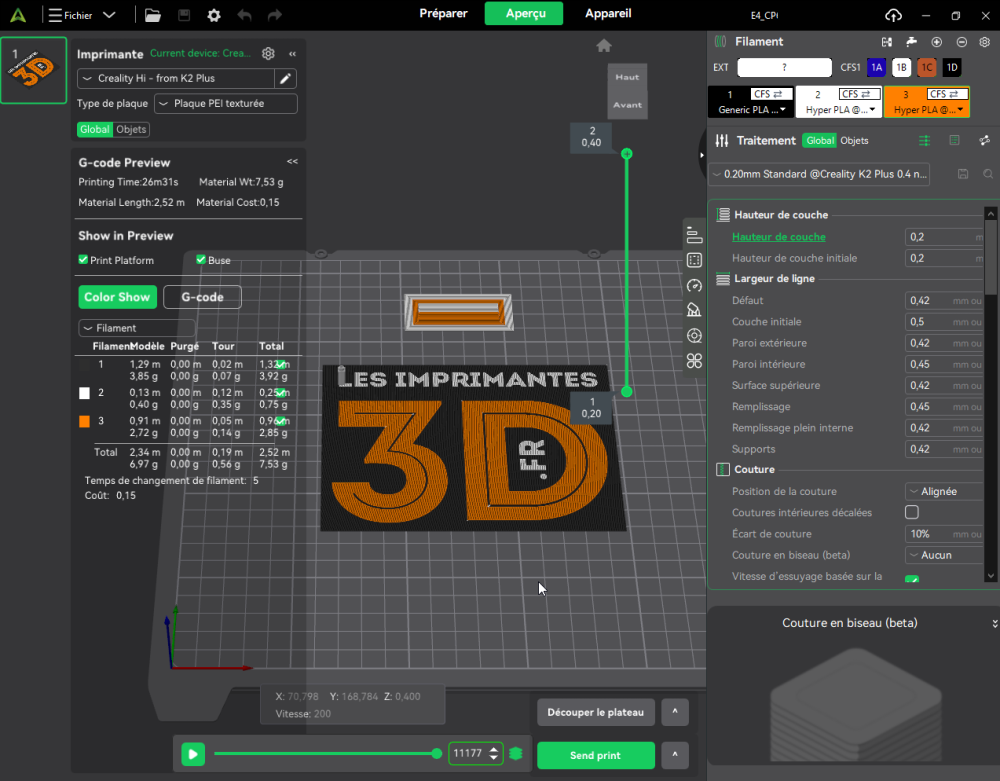
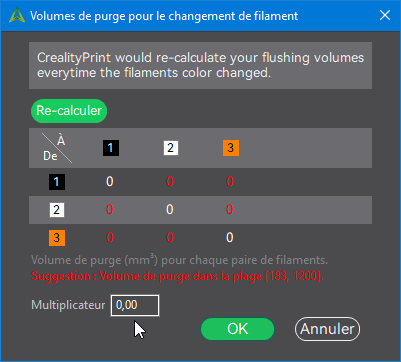
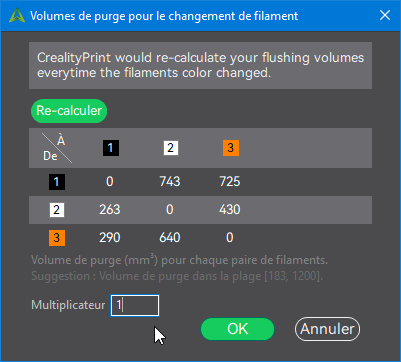
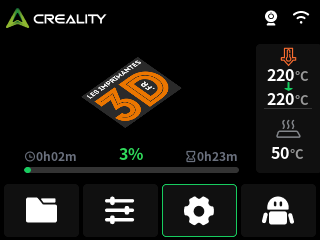
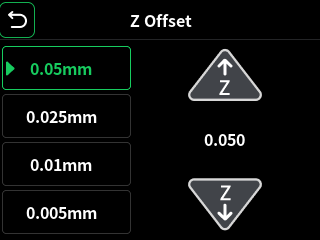
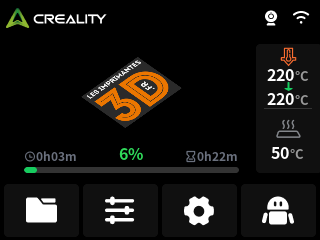
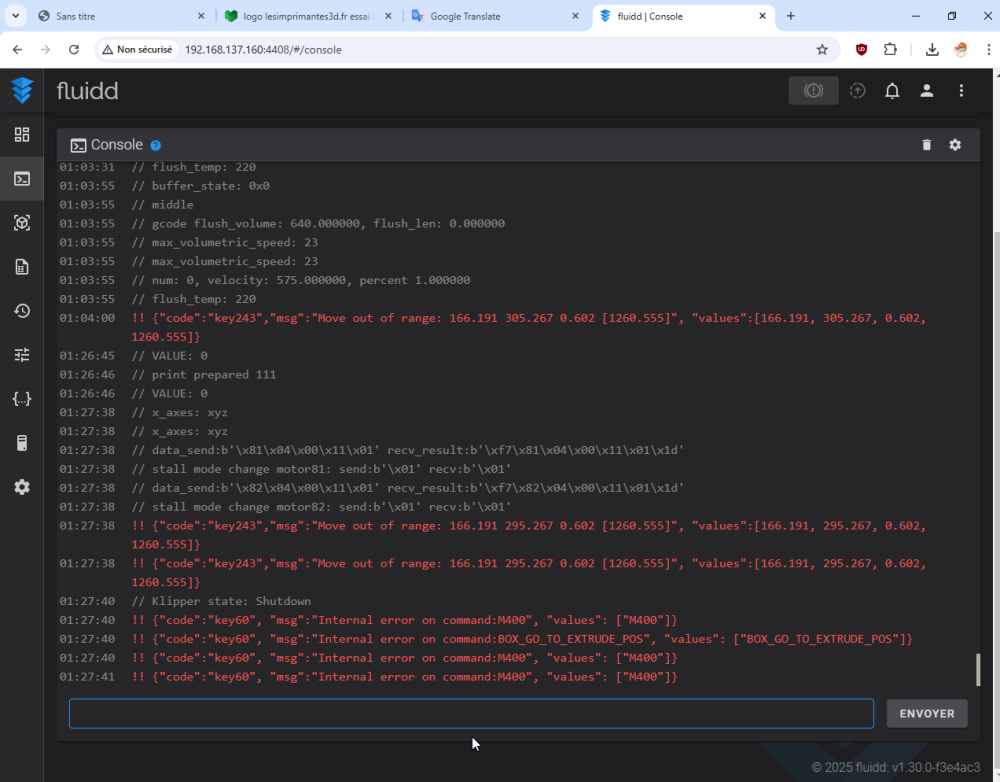
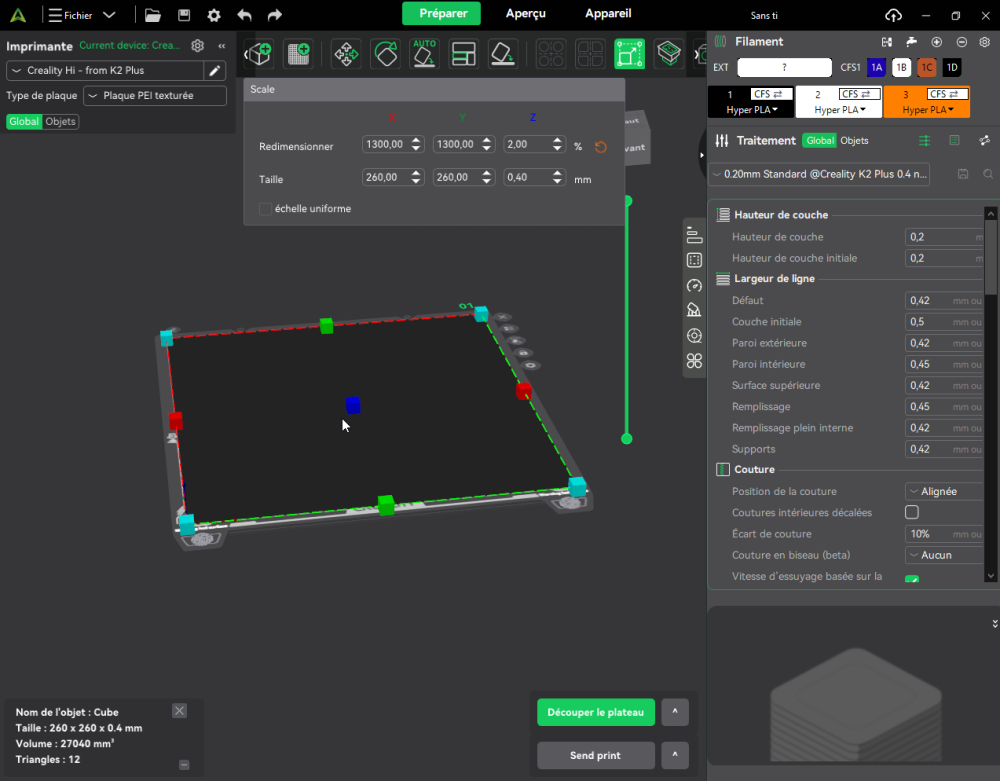
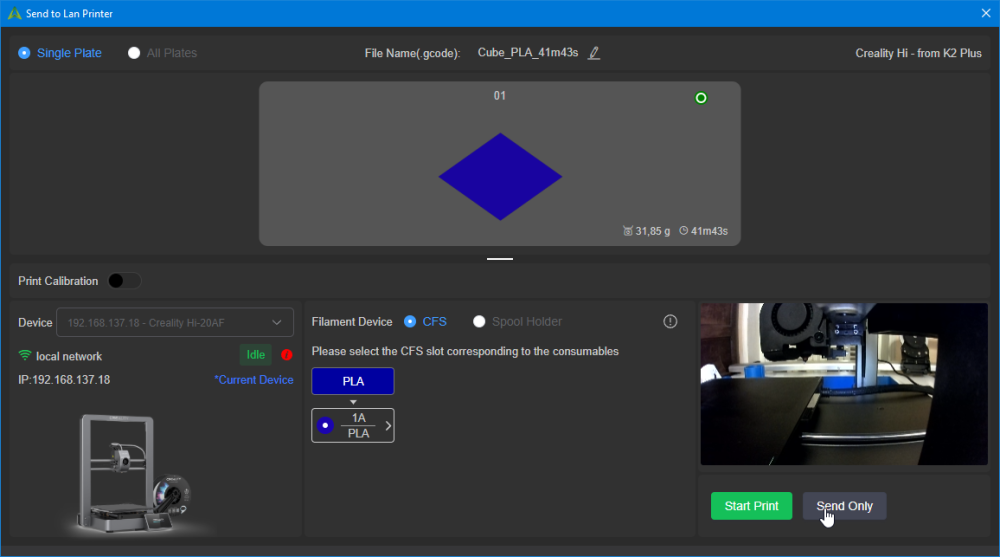
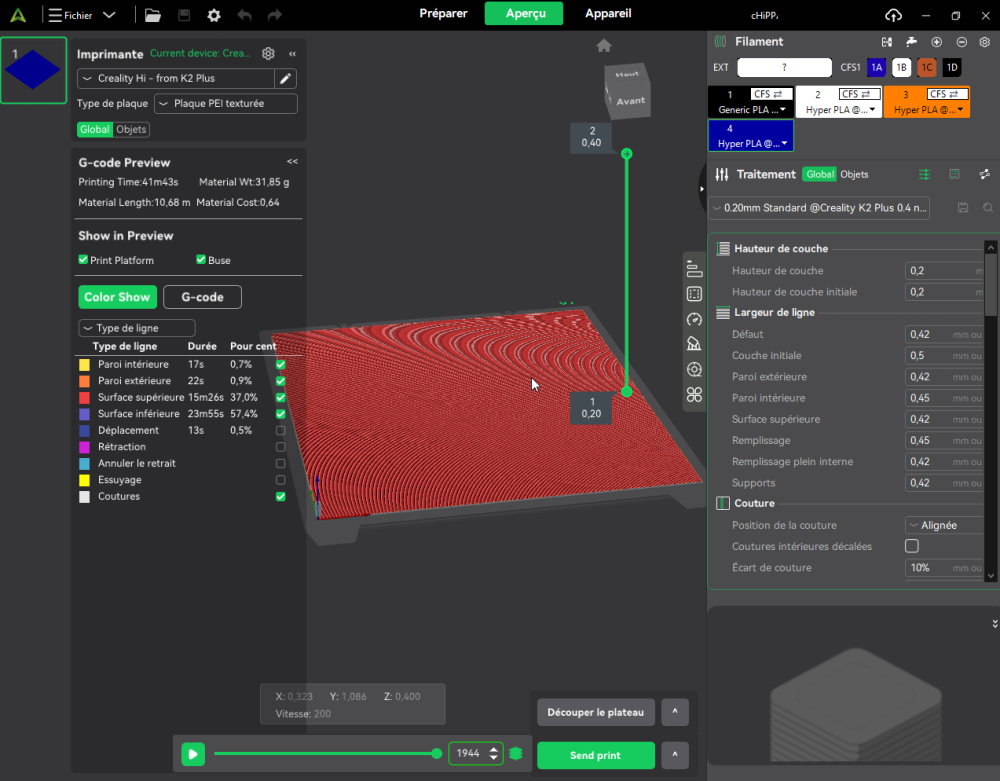
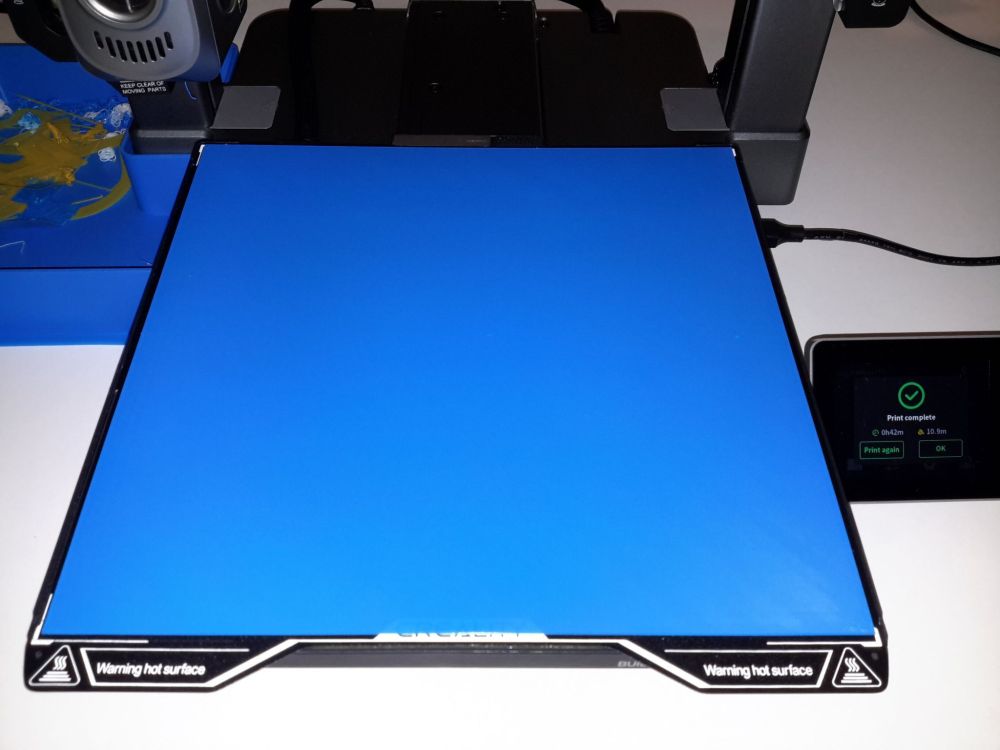
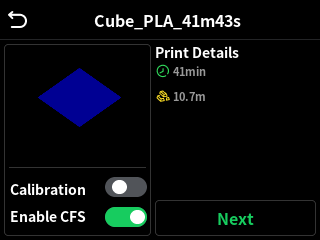
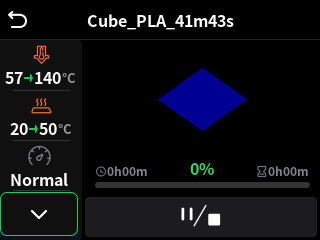
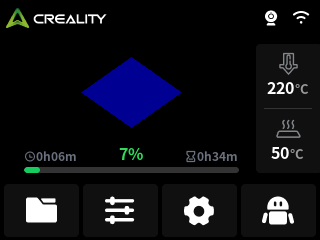
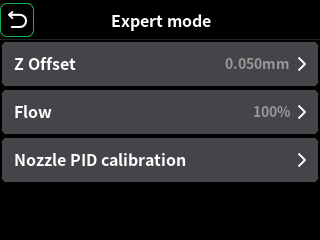
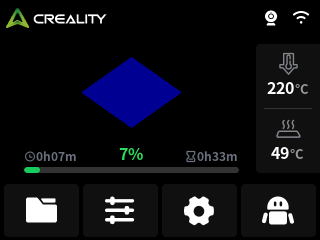
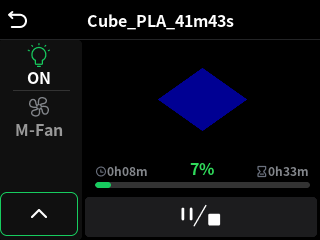
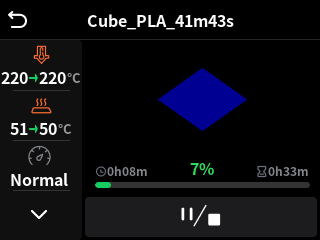
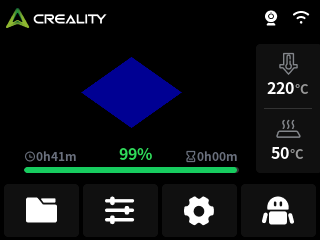
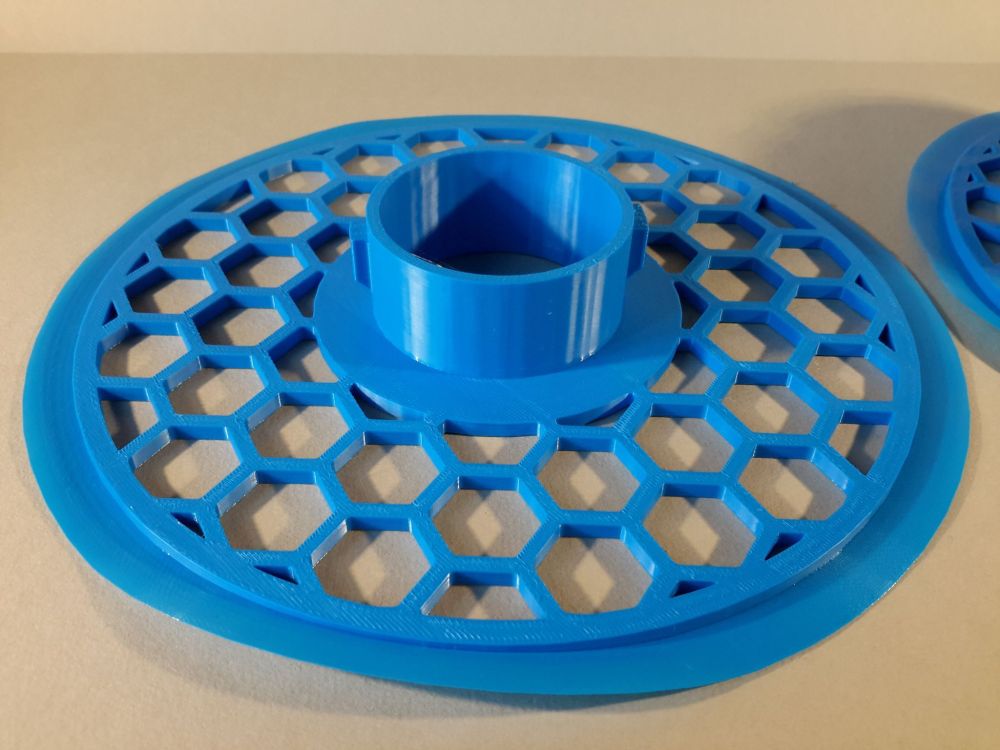
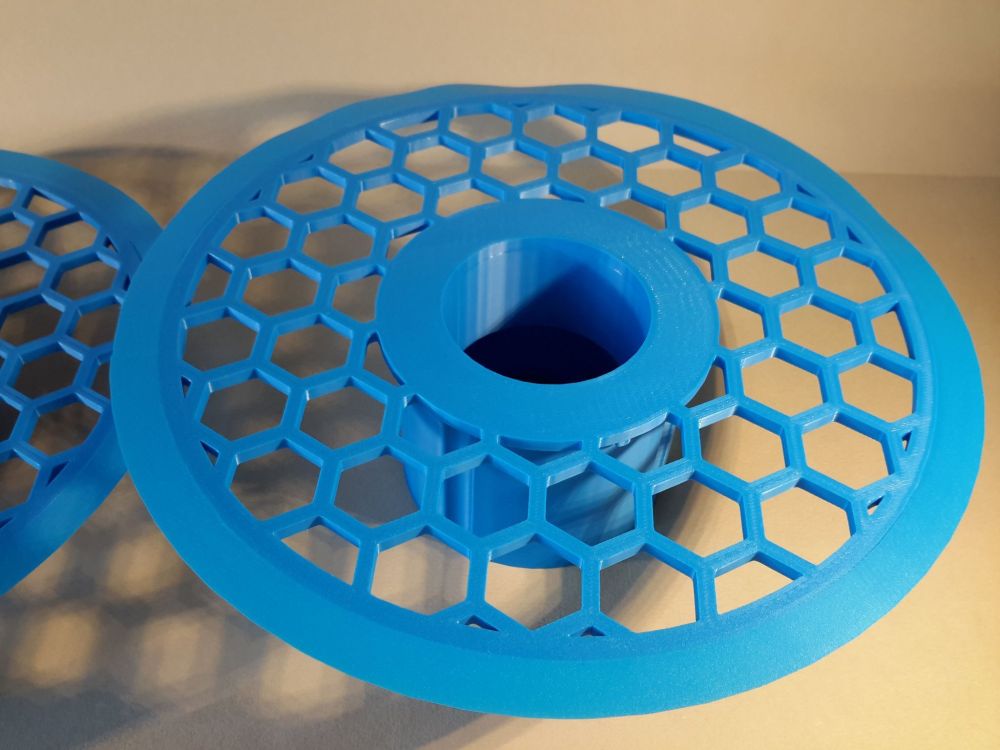
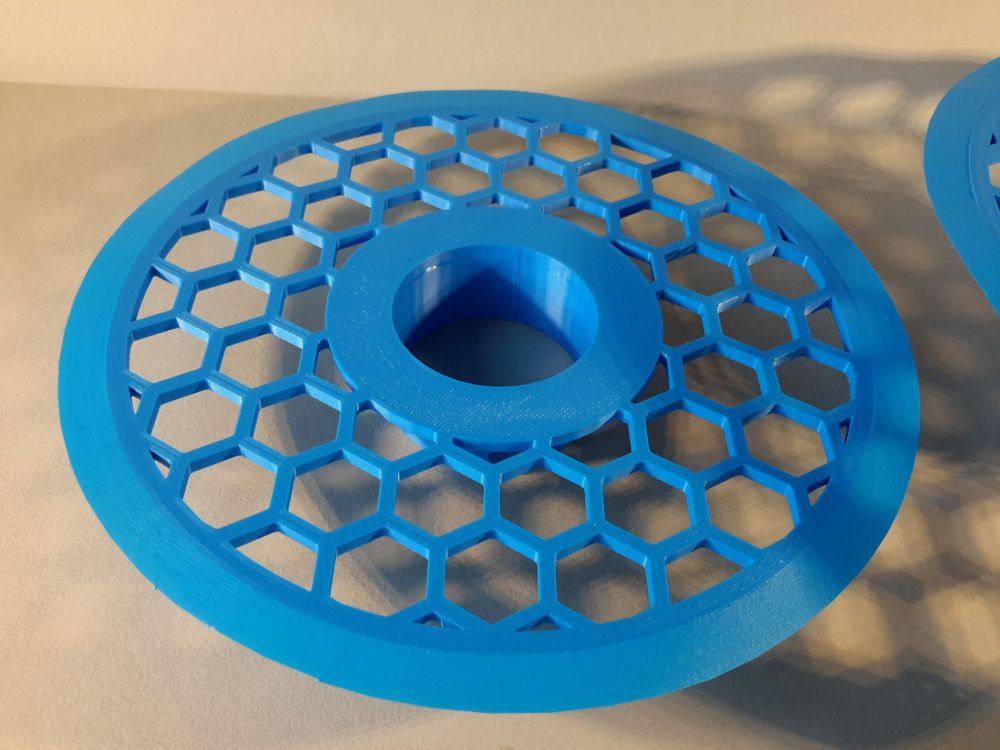
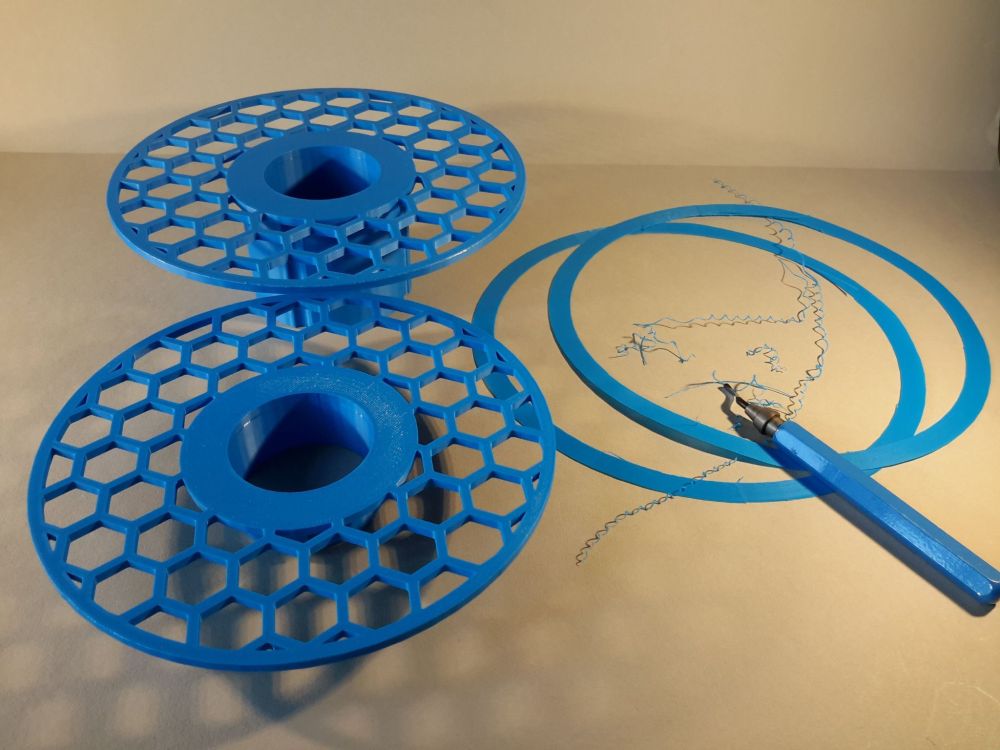
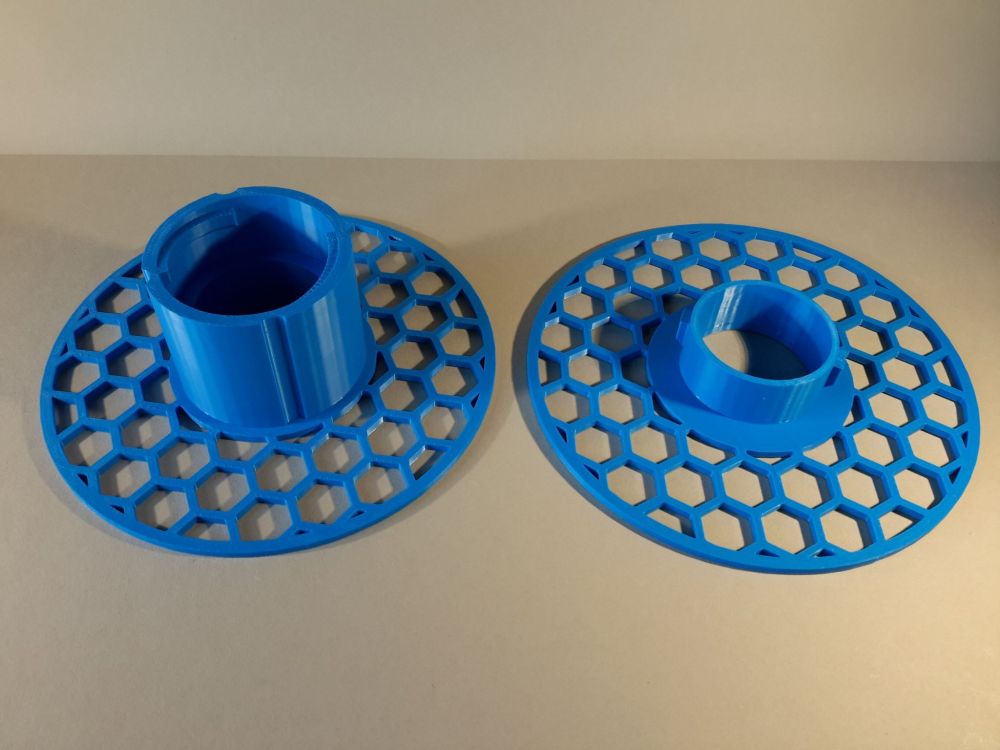
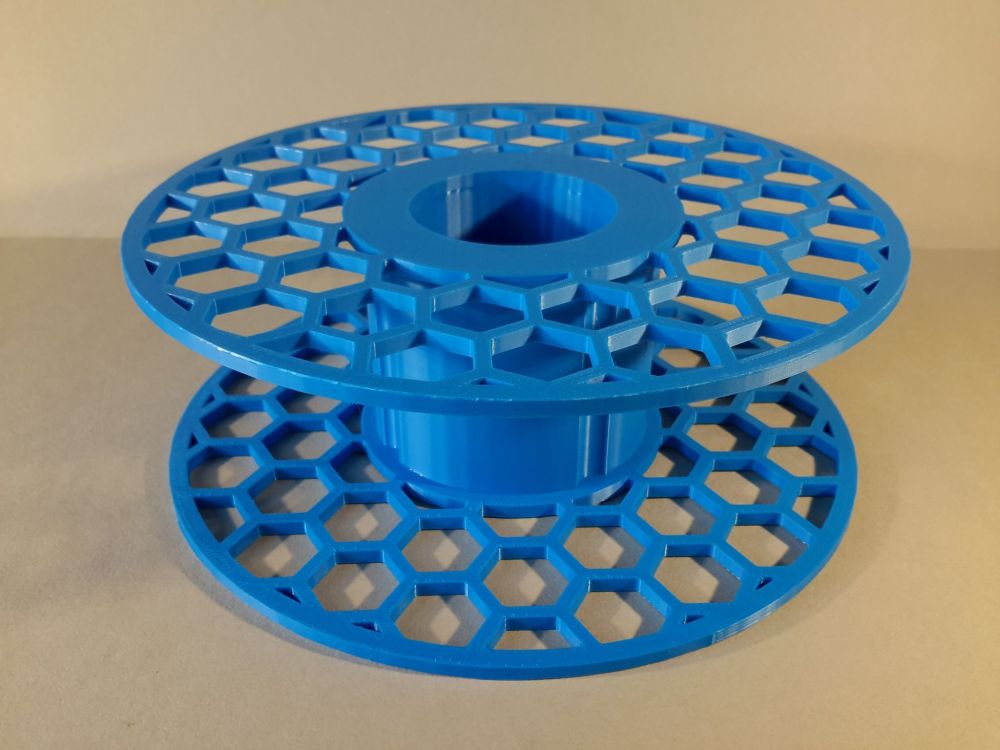
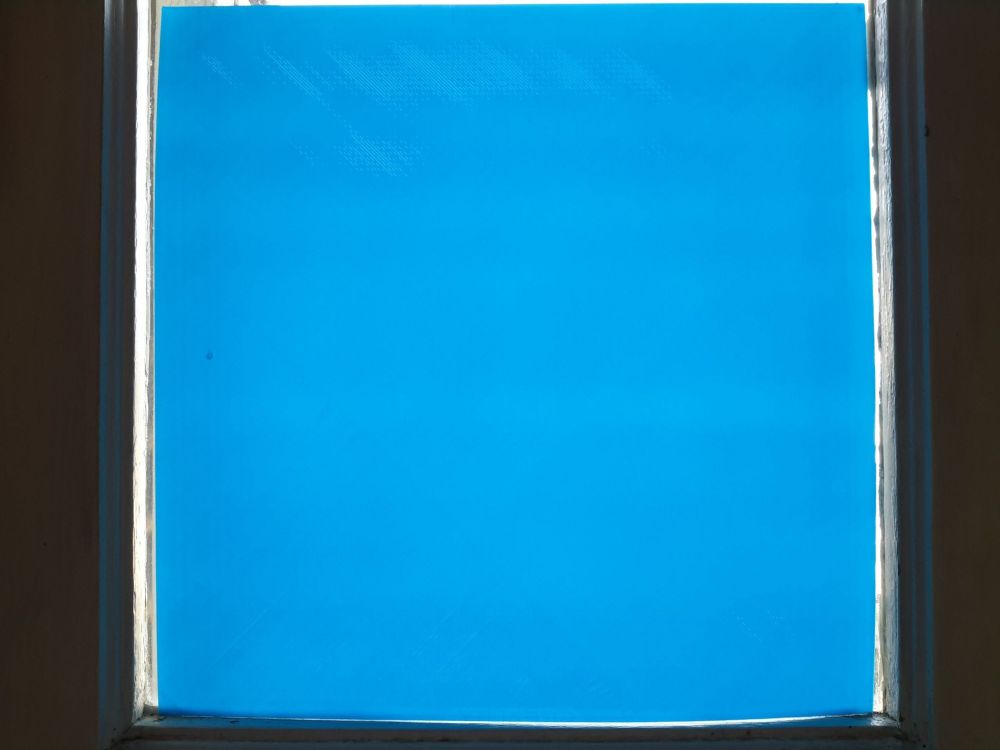
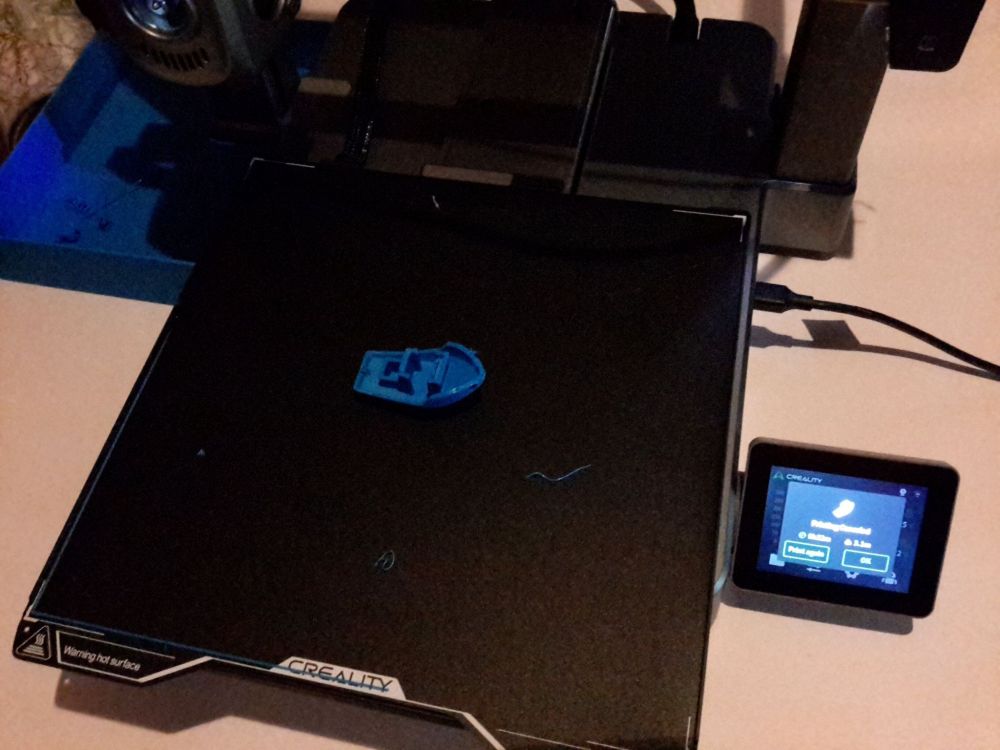
Autres impressions - (Acte I) - PLA Remarque > Les impressions suivantes sont tranchés avec un profil non officiel ( car au tout début de mon test, je n'avais pas eu, ni trouvé, de version de Creality Print avec un profil imprimante de la Creailty Hi ) Bobine rechargeable en deux parties ( pour Refill ArianePlast https://www.arianeplast.com/251-refill ) partie 1/2 bobine rechargeable nid d'abeille.STL https://www.arianeplast.com/index.php?controller=attachment&id_attachment=148 (Lors de l'envoi de l'impression à distance, Creality Print 6.0.0.1074 ne nettoie pas les noms de fichier, et malheureusement le firmware n'aime pas les apostrophes dans les noms de fichier .gcode et nous le dit de manière obscure…Mais c'est éventuellement plus explicite (... FILENAME='bobine rechargable nid d'abeille.STL_PLA_1h54m13s.gcode''", "value": ["No closing quotation"] ...) quand on regarde l'interface web fluidd de l'imprimante Donc, après avoir renommé le nom du fichier envoyé pour remplacer l'apostrophe par un soulignement (envoyé sans en demander l'impression, pour faite les captures d'écran suivantes) ) partie 2/2 bobine rechargeable nid d'abeille autre coté.STL https://www.arianeplast.com/index.php?controller=attachment&id_attachment=147 J'ai fait un essai d'impression depuis le CFS avec cette bobine rechargeable et elle semble compatible avec le CFS. Logo LesImprimantes3D.fr multicouleur logo lesimprimantes3d.fr essai 04 (scindable Multi Couleur) https://www.crealitycloud.com/model-detail/661da8ac5fb511ebaca7b0ca ( Creality Print 6.0.0.1078 ne permet pas l'envoi si nom du fichier projet .3mf ou du fichier d'impression .gcode de plus de 80 caractères ( petite infobulle d'un message d'erreur en chinois pour nous dire "Le nom du fichier est trop long [ne peut pas dépasser 80 caractères]" ) ) Filaments utilisés > PLA+ Noir ArianePlast, Hyper PLA White Creality, Hyper PLA Gold Creality. Plusieurs essais ratés qui déclenchaient une erreur Un essai où le "flush ratio" / "ratio de rinçage" était à 0 ( donc il n'y avait pas de purge lors des changements de filament ) Dernier essai OK (Fichier profil imprimant et filament utilisé pour cette impression Creality Hi - from K2 Plus.zip ( fichier .zip à décompresser pour obtenir un fichier "Creality Hi - from K2 Plus.creality_printer" importable par Creality Print v6.0.0.1078 ) Pour vérifier la qualité de l'auto Z-Offset et auto leveling Un cube transformé en pavé de 260 x 260 x 0.4 mm, tranché avec une hauteur de couche de 0.2 mm, filament utilisé > Hyper PLA Blue Creality à environ 7% de l'impression ( donc environ au 2/5 eme de la couche initiale, car j'ai remarqué un très léger sur-plus de matière déposé qui cumulé commencé a créé des débordements/déplacement de la matière déposé de la ligne en cours), j'ai ajusté manuellement depuis l'écran de contrôle, la valeur du Z-Offset à 0.05 mm pour légèrement moins écraser la suite de la couche initiale. ( La navigation dans les menus, pour aller ajuster le Z-Offset et revenir à l'écran d'impression, n'est pas pratique. Un icone de raccourcie dans l'écran de détail de l'impression serait bien plus pratique. ) Lors de l'impression, la couche initiale, m'a semblé bien uniformément écrasée sur l'ensemble de la surface d'impression. ( en regardant par transparence, je remarque quelques zones où les lignes ne sont pas parfaitement jointives entre elle, donc à postériori, j'aurai probablement dû ajuster le Z-Offset à 0.045 mm ) Le résultat d'impression et donc la qualité de l'auto-Z Offset et auto-leveling me semble très bon.










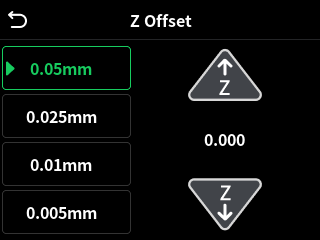
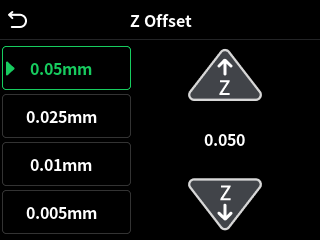
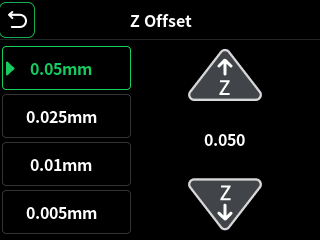












 2 points
2 points -
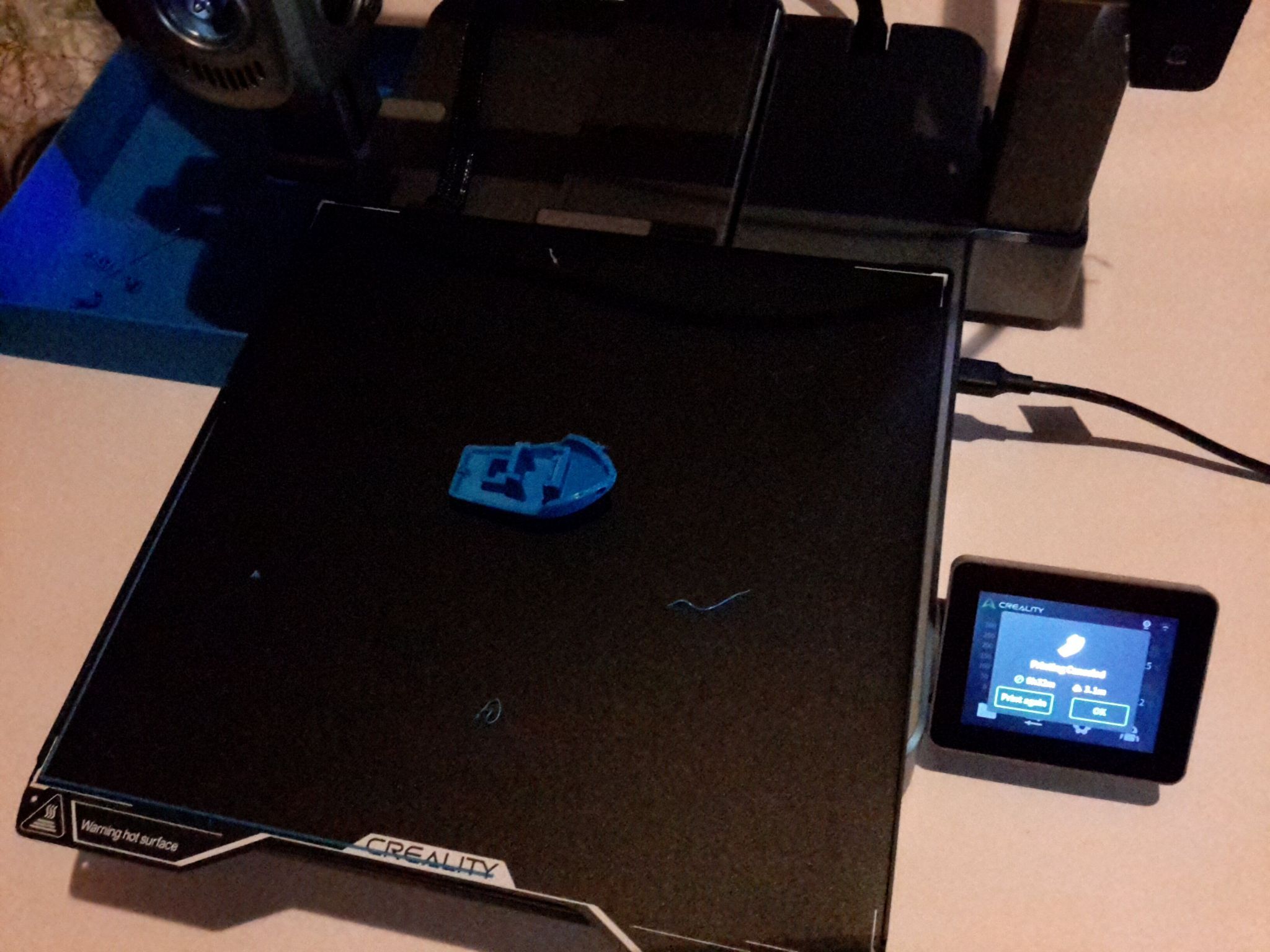
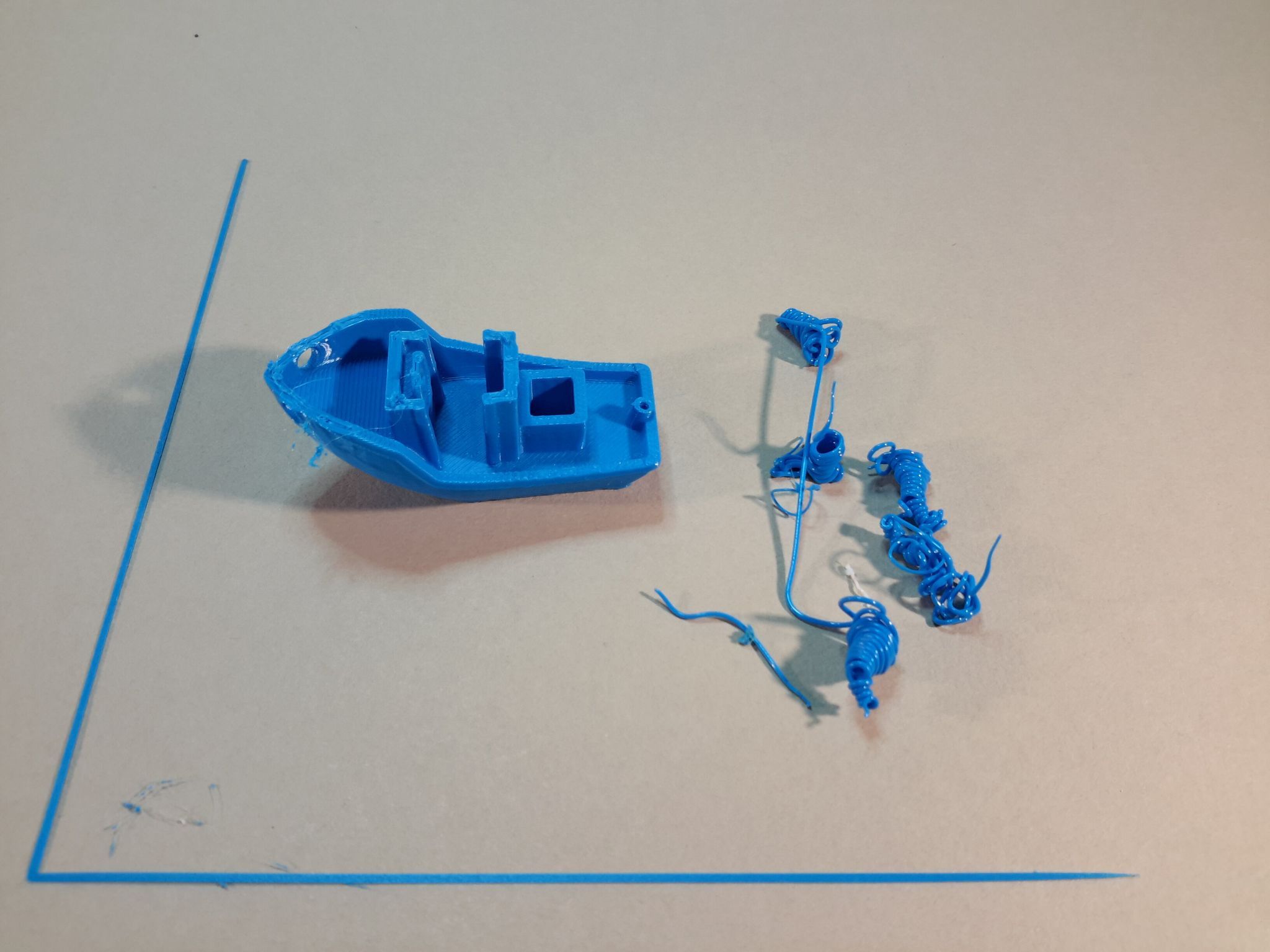
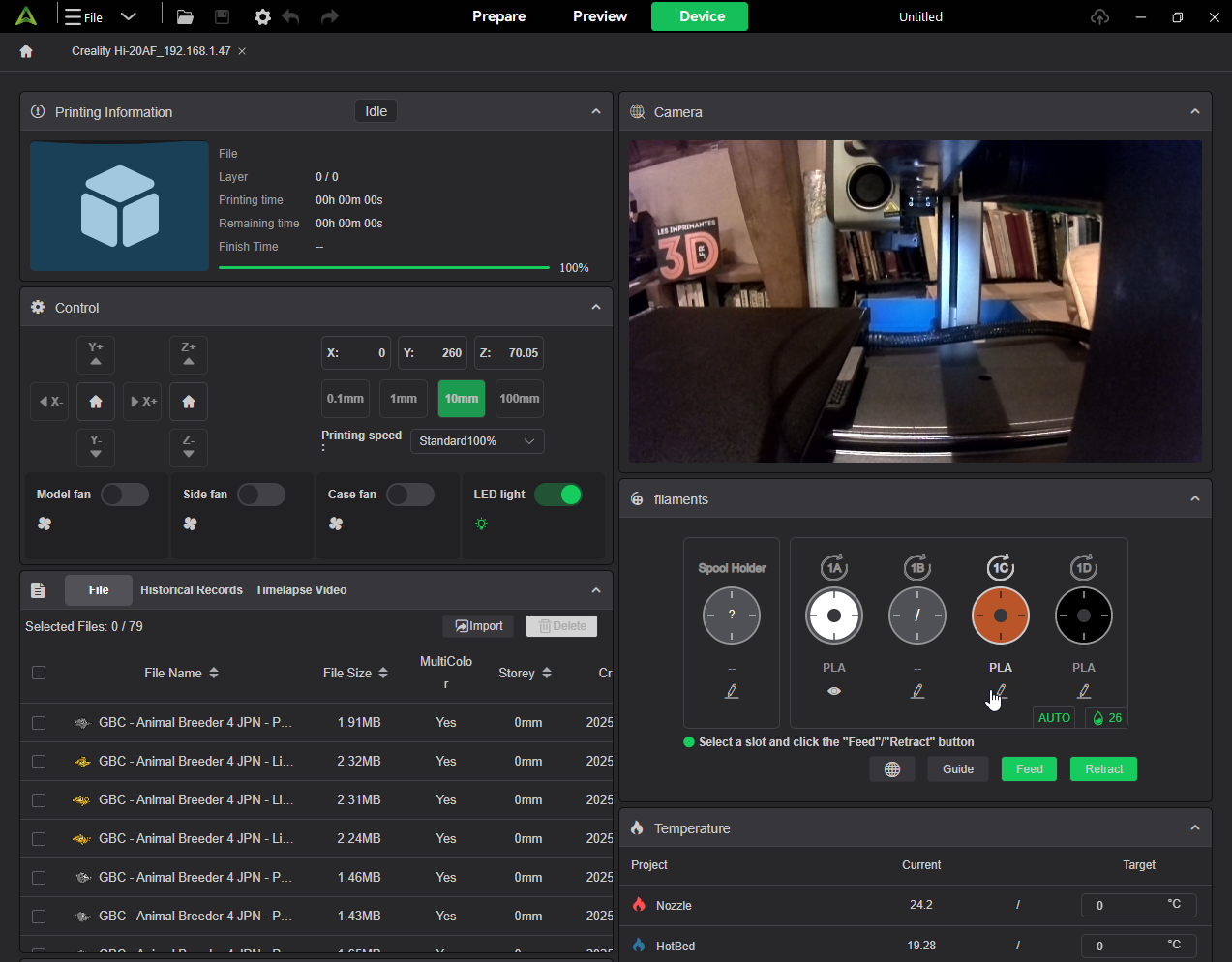
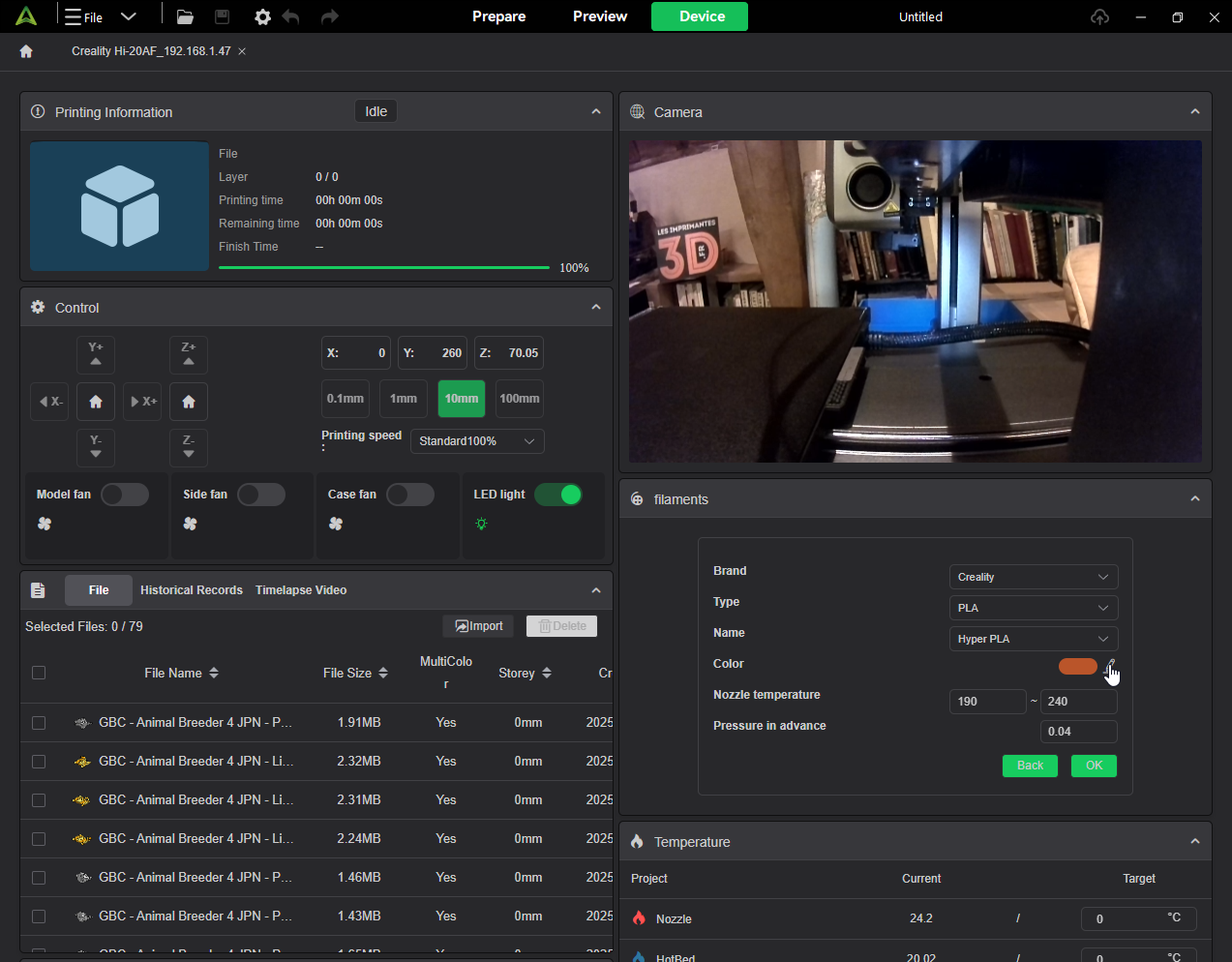
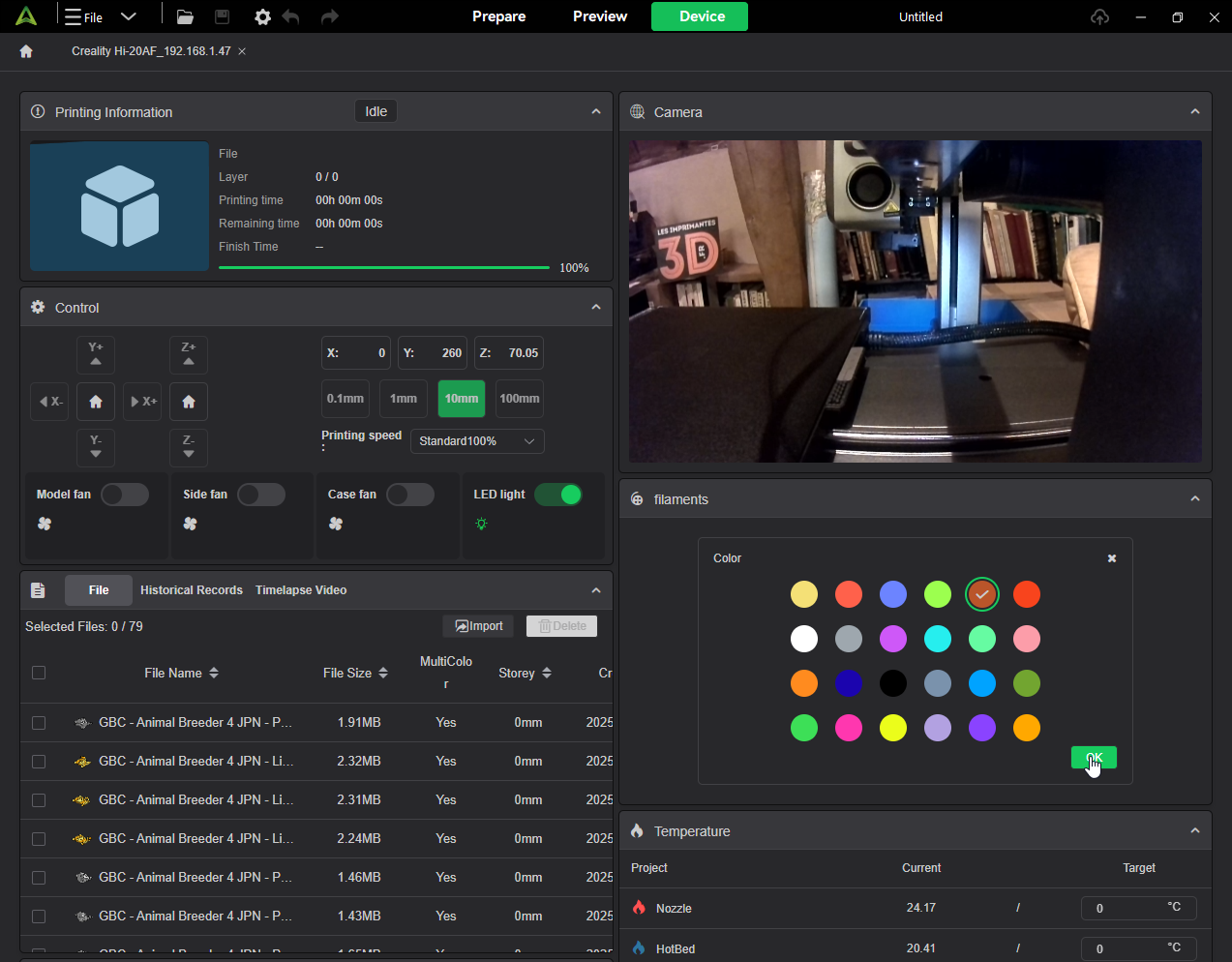
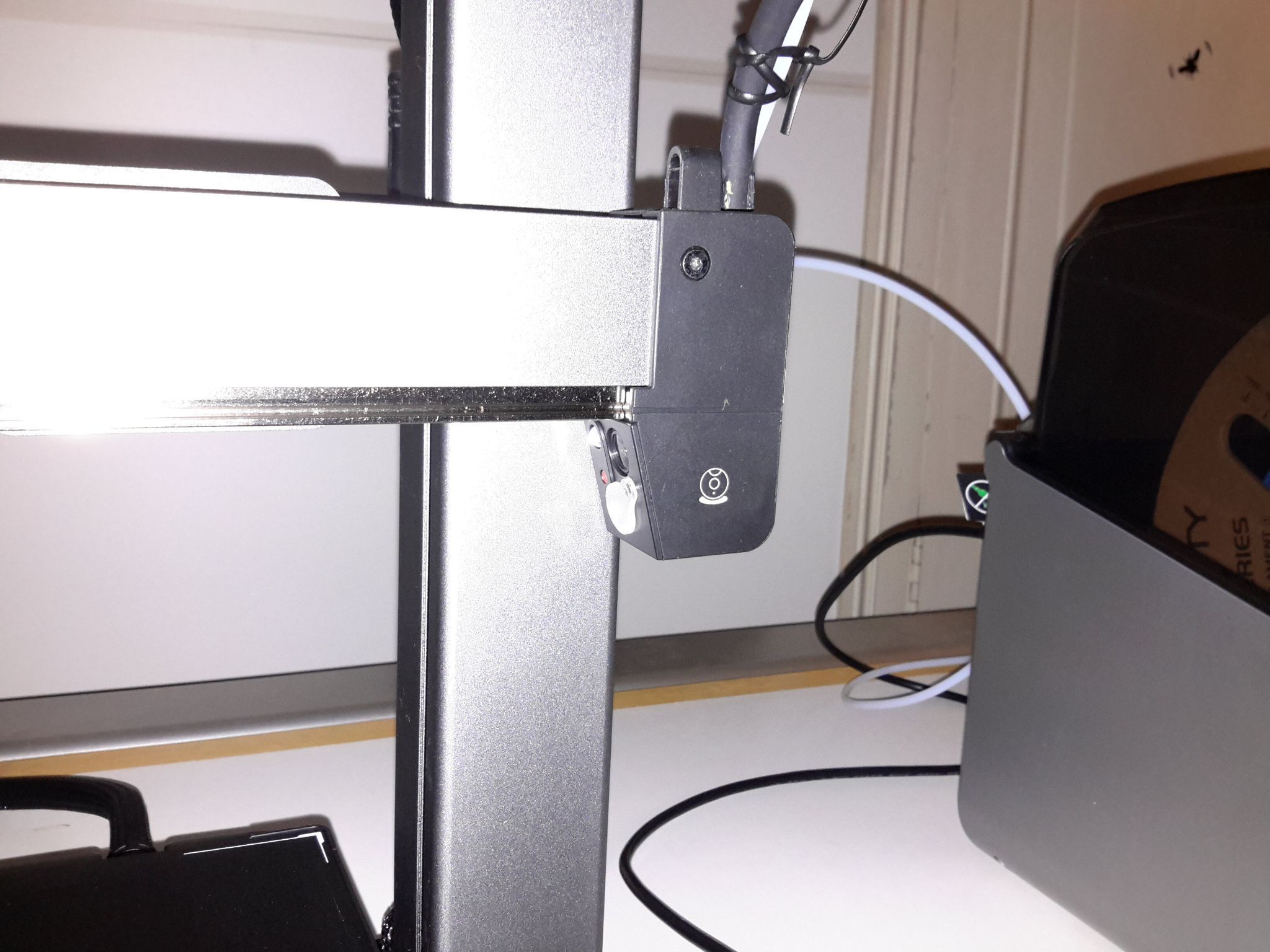
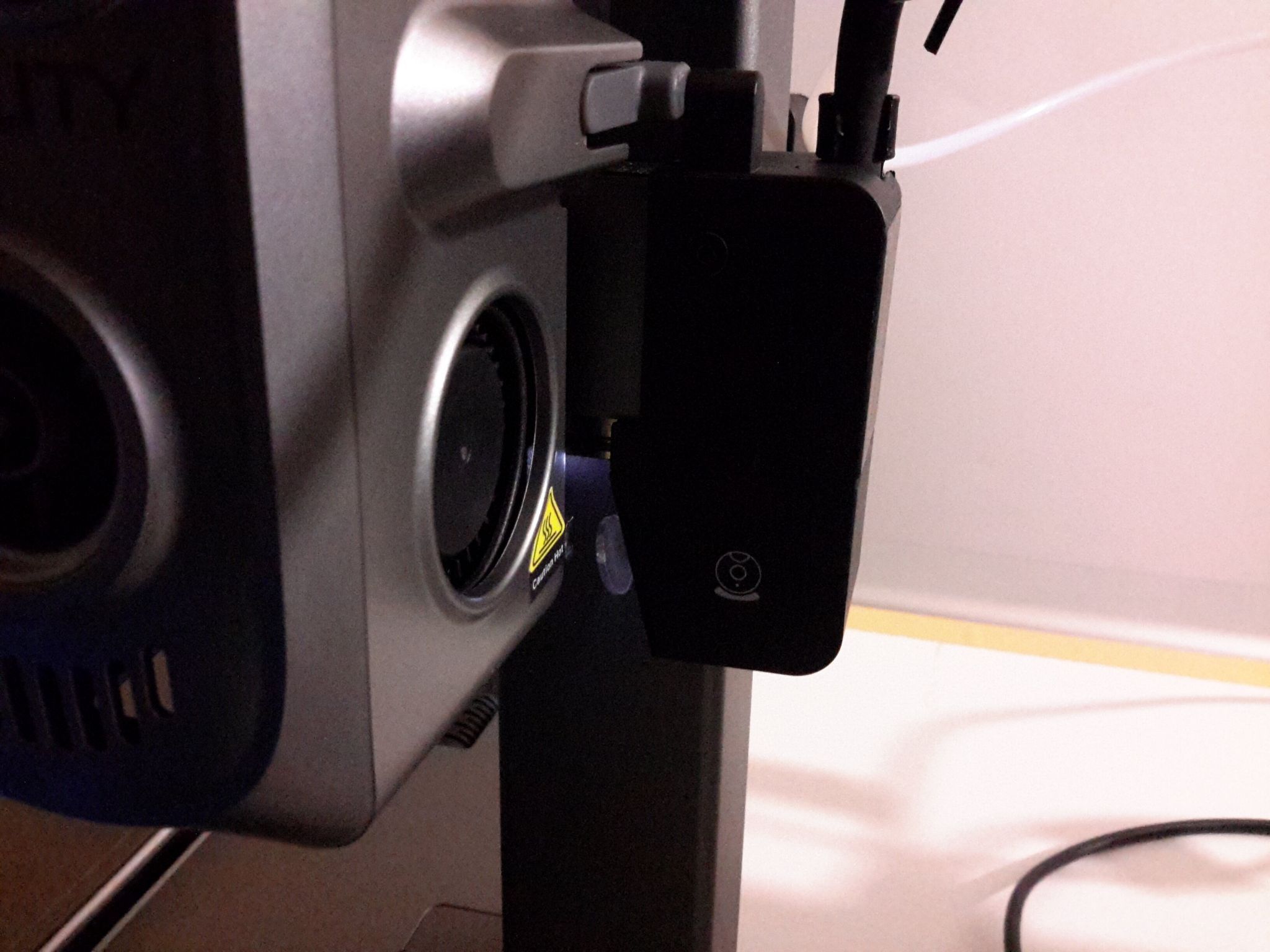
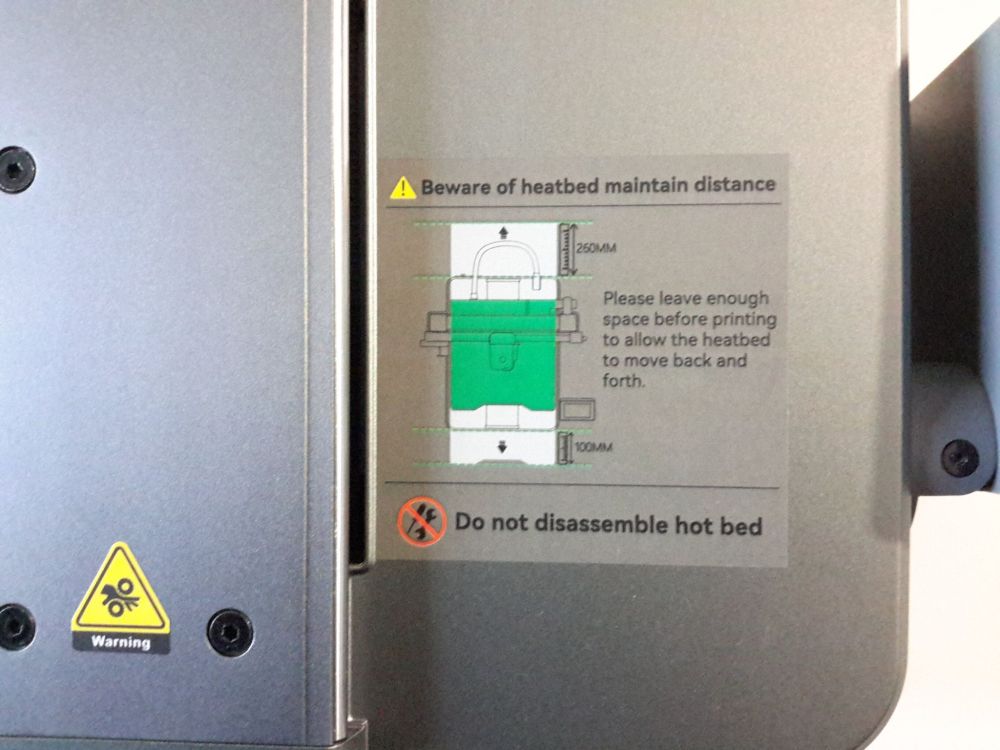
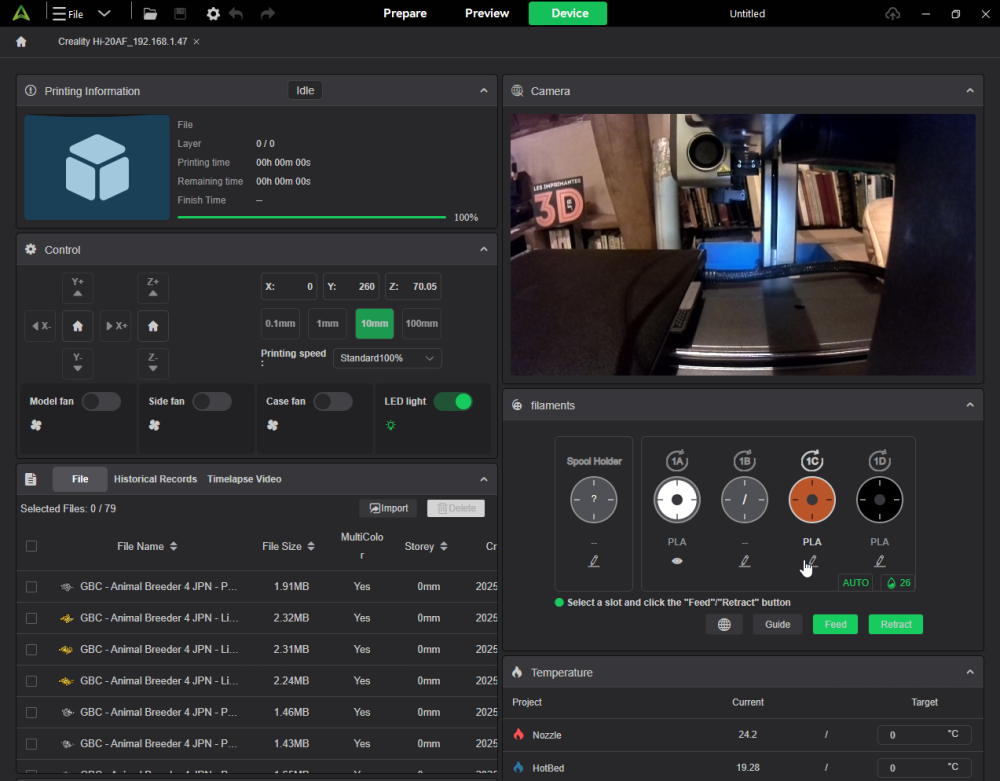
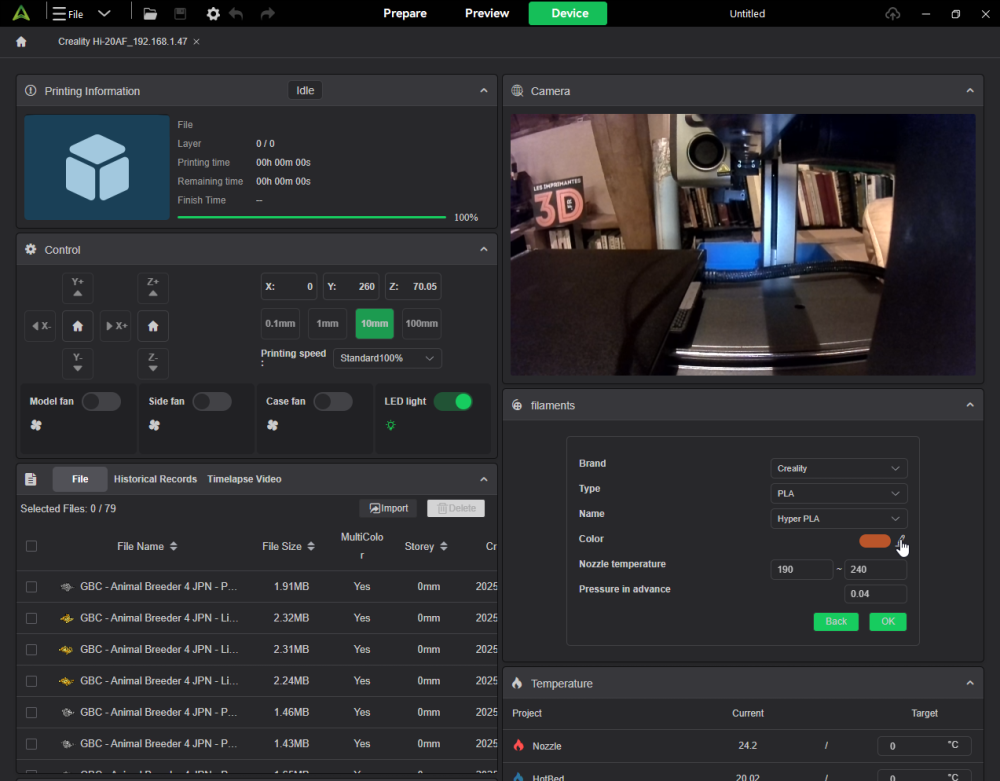
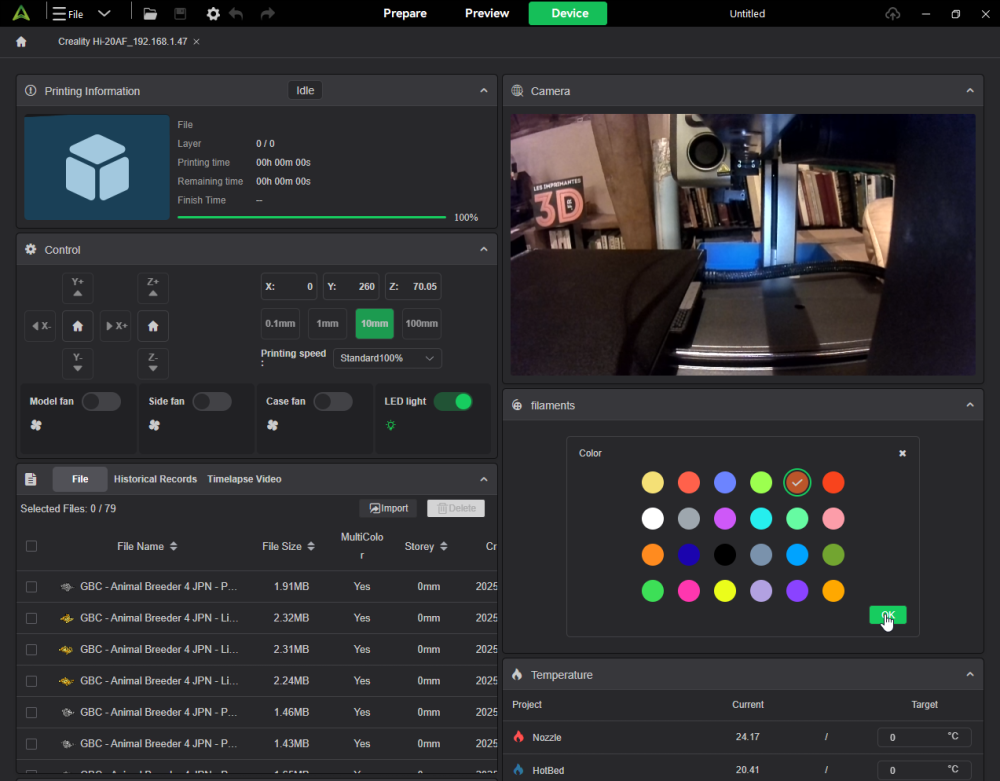
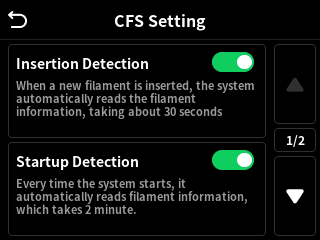
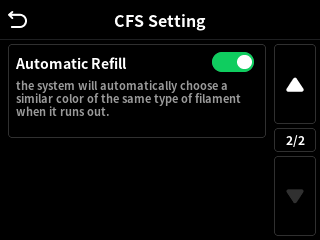
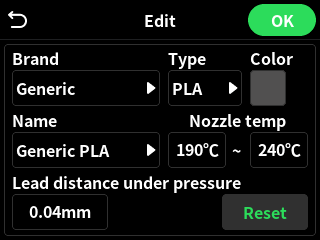
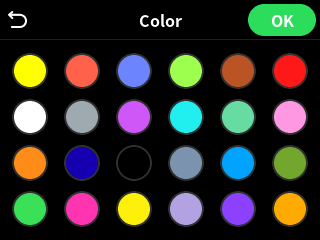
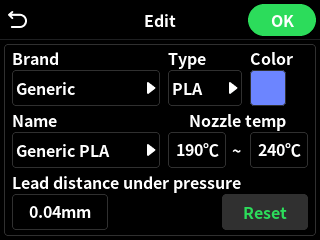
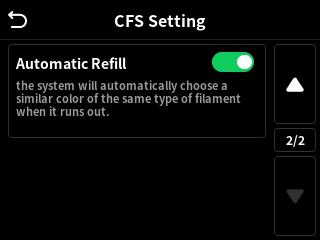
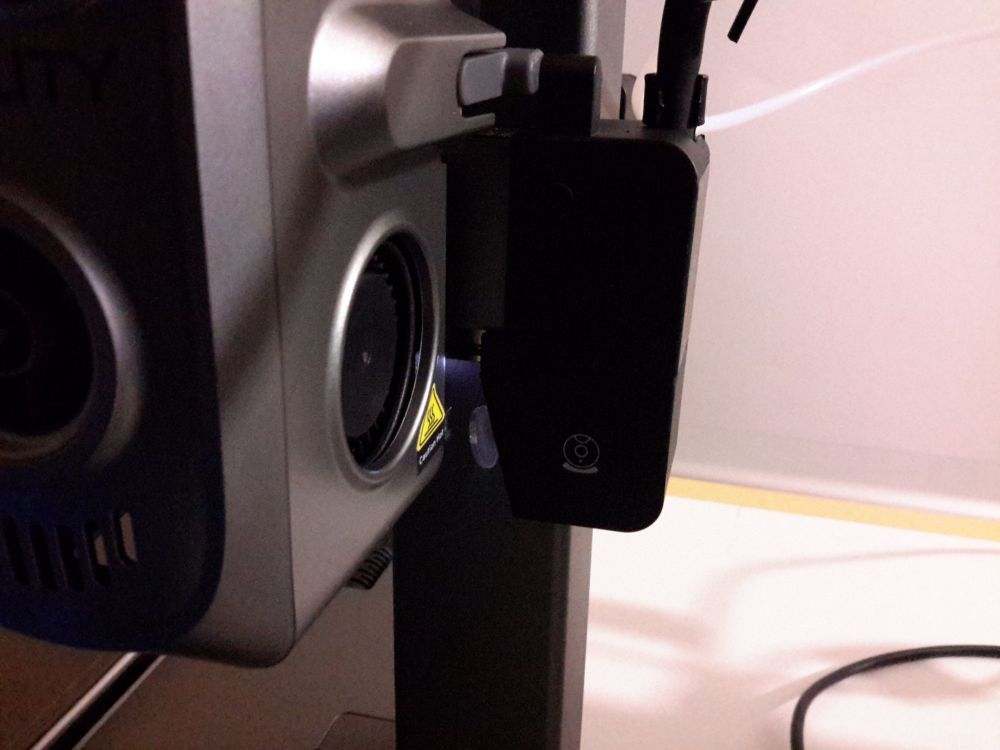
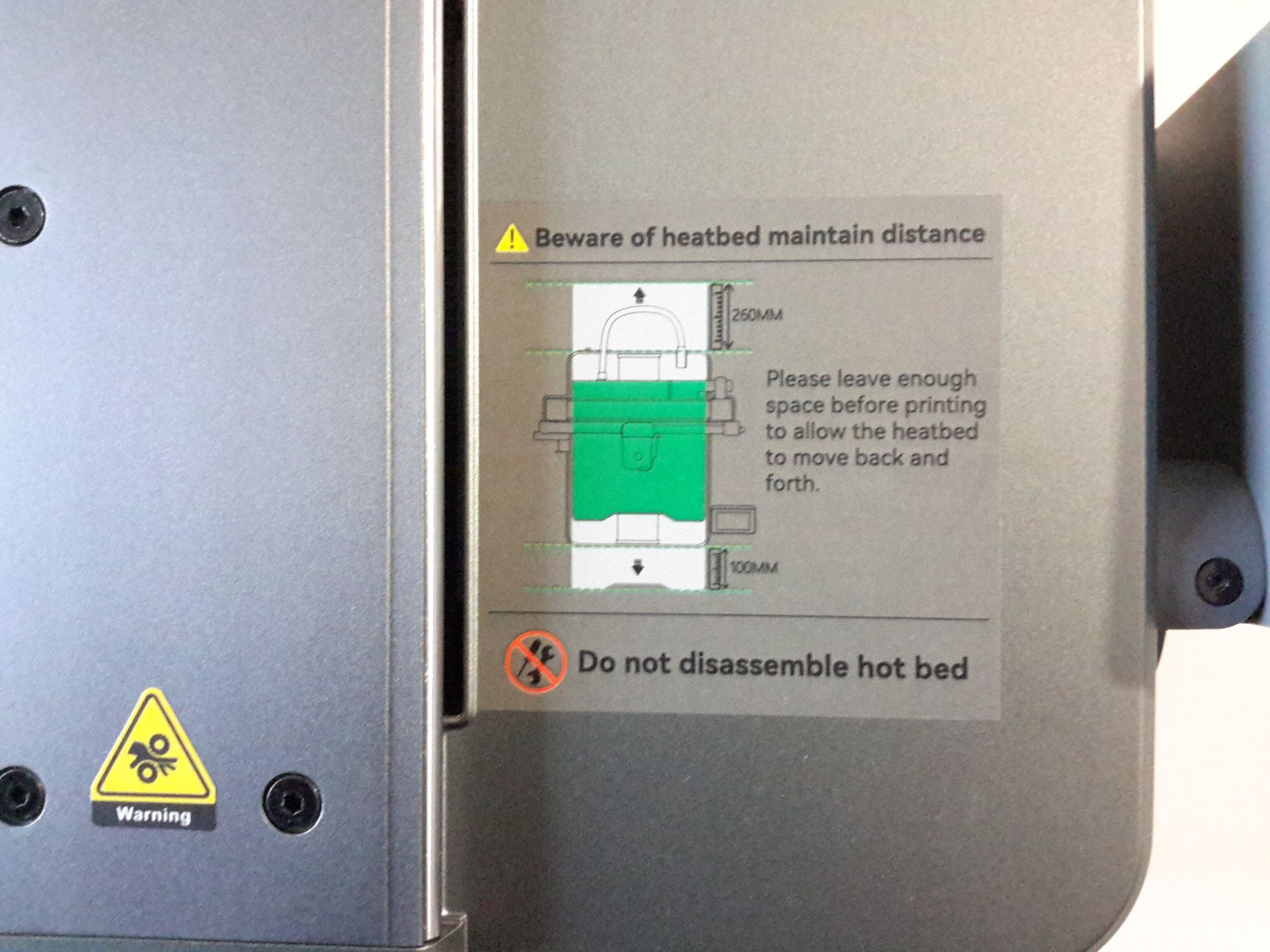
Difficultés et autres remarques Bien faire attention au positionnement du petit cache de la caméra Car si mal tourné, il vient gêner le déplacement de la tête d'impression pour la coupe du filament et entraine des soucis. Sauf cette histoire de cache de caméra qui si mal positionné bloque les déplacements de la tête d'impression ( qui m'a value, quelques messages d'erreur en fin d'une impression et un raté d'un auto leveling qui a entrainé un début d'impression où le nez de la buse a raclé le plateau ), rien à signaler pour l'instant. Petits détails Pas de possibilité de désactiver les bips de fin d'impression. (Firmware v1.1.0.36) Il y a trois bips en fin d'impression réussie, que j'aurais voulu désactiver. Mais les bips ne semblent pas être désactivables, car codé dans un module / librairie de fonction Creality, externe a Klipper, donc non désactivable via modification des fichiers de configurations Klipper. Il semblerait que La fonction CFS "Automatic Refill" ne fonctionne pas après une reprise sur coupure de courant. (Firmware v1.1.0.36) La reprise sur coupure de courant a bien fonctionné, mais lors de cette même impression reprise, sur une fin de bobine, cela n'a pas correctement chargé le filament de la bobine de remplacement jusqu'à la tête d'impression. Impression alors annulée. S'il n'y a pas eu de reprise sur coupure de courant, l'option CFS "Automatic Refill" semble fonctionner correctement. Mais ... Dans un de mes essais, la fin de filament de la bobine qui se terminait avait un tout petit picot qui rebiqué à l'extrémité de la fin du filament ce qui l'a bloqué temporairement à plusieurs endroits dans le trajet entre le CFS et la tête d'impression ( dans le hub sous le CFS et dans le buffer du CFS). Oui, le tout petit picot qui dépasse à droite de ce petit bout de filament qui était la fin de filament de la bobine qui se terminait. Pour une bobine du CFS, pas de possibilité de saisir une couleur autre qu'une dans la palette de sélection fournie. via l'interface "Device" sous Creality Print v6.0.2.1574 ou par l'écran de contrôle de l'imprimante (Firmware v1.1.0.36), modification de la couleur lors de l'édition d'une bobine de l'onglet matériaux nombre de couleurs et nuances limitées lisibilité problématique pour les daltoniens pas de possibilité de saisir une couleur spécifique via son code hexa RGB exemple "#F16D7A". pas de possibilité de spécifier un filament dual, tri couleur (exemple un filament dual couleur Rouge-Bleu) ou ayant un radiant/dégradé de couleur (exemple un filament arc-en-ciel)



 2 points
2 points -
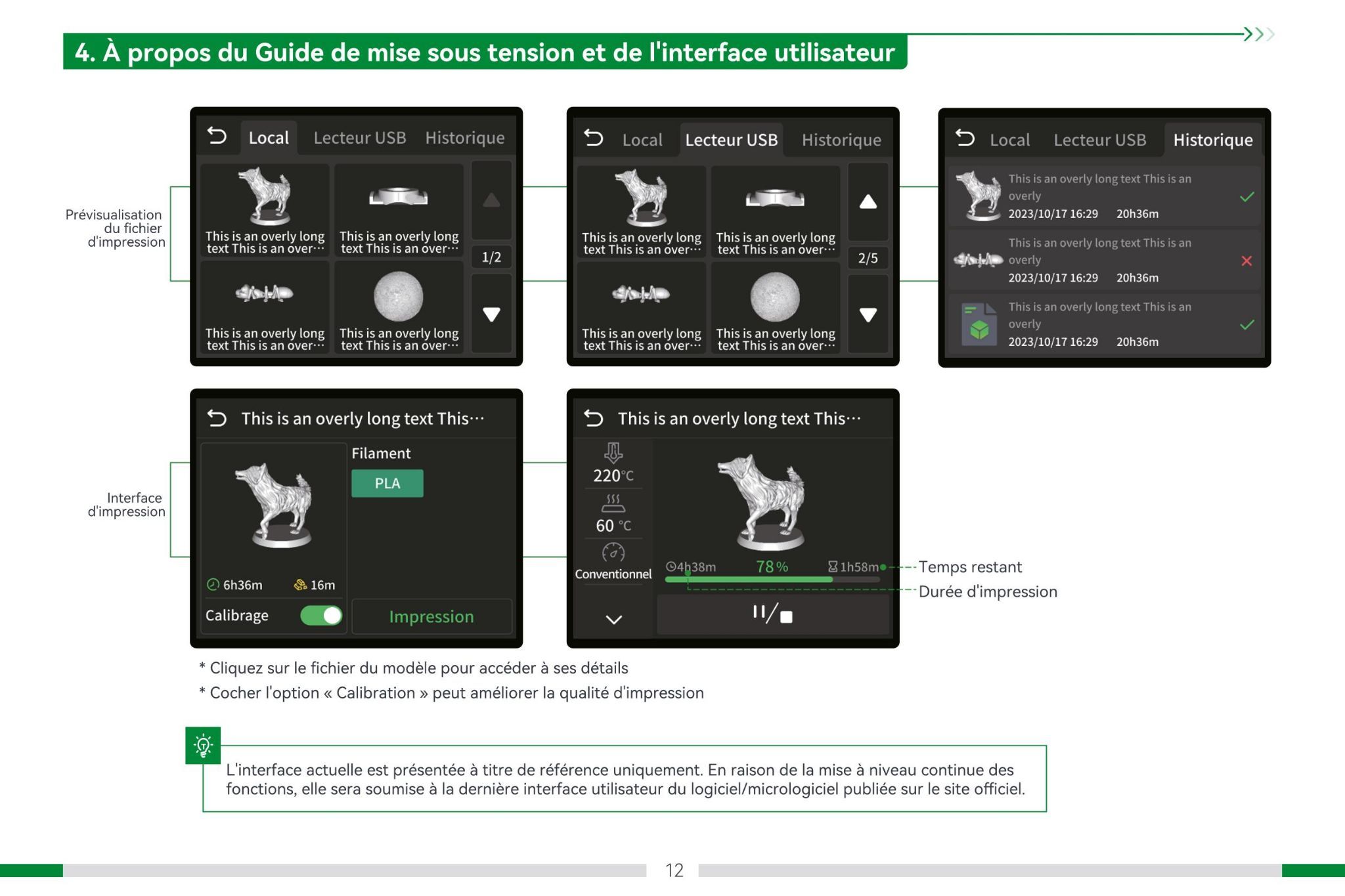
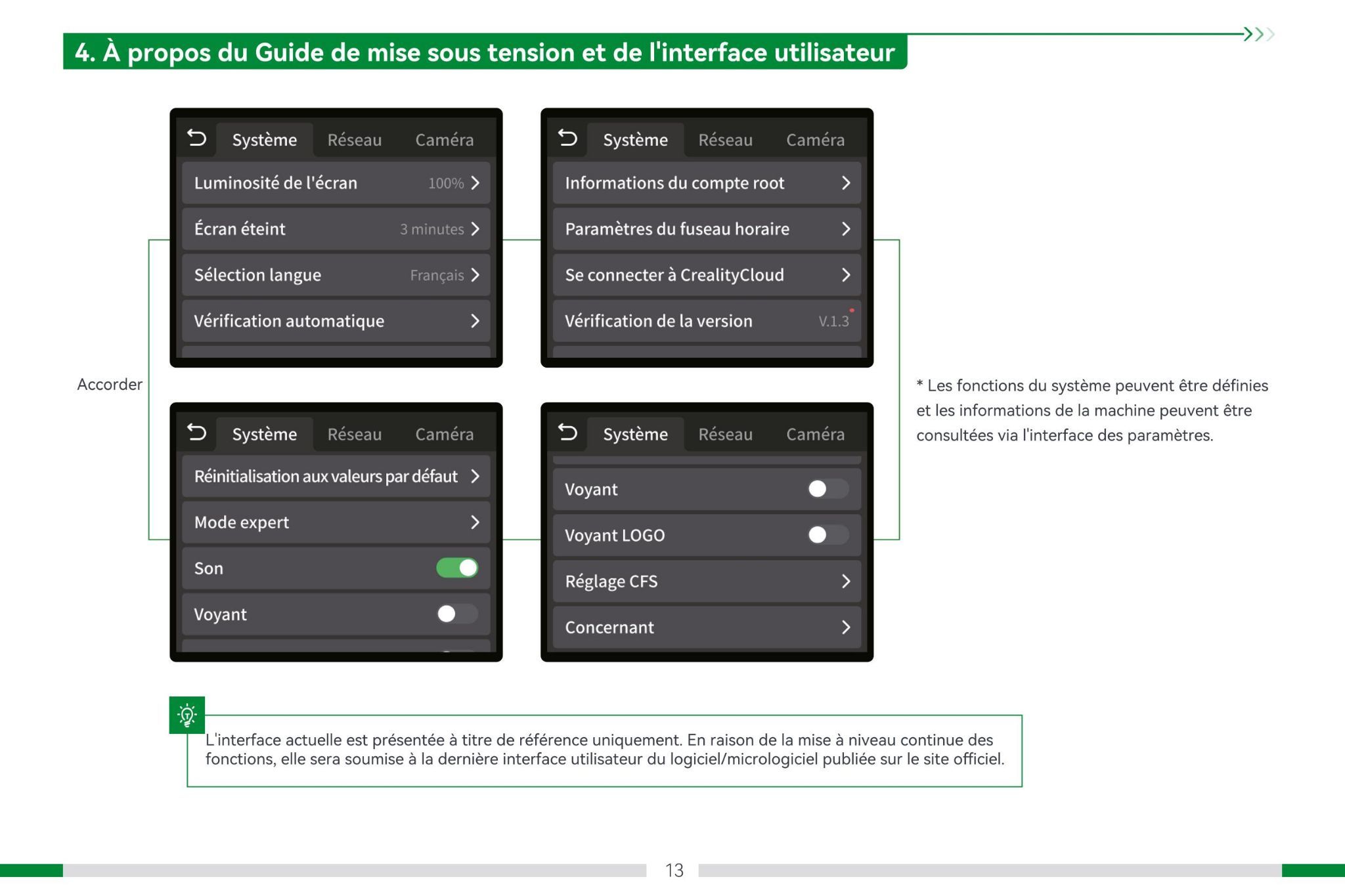
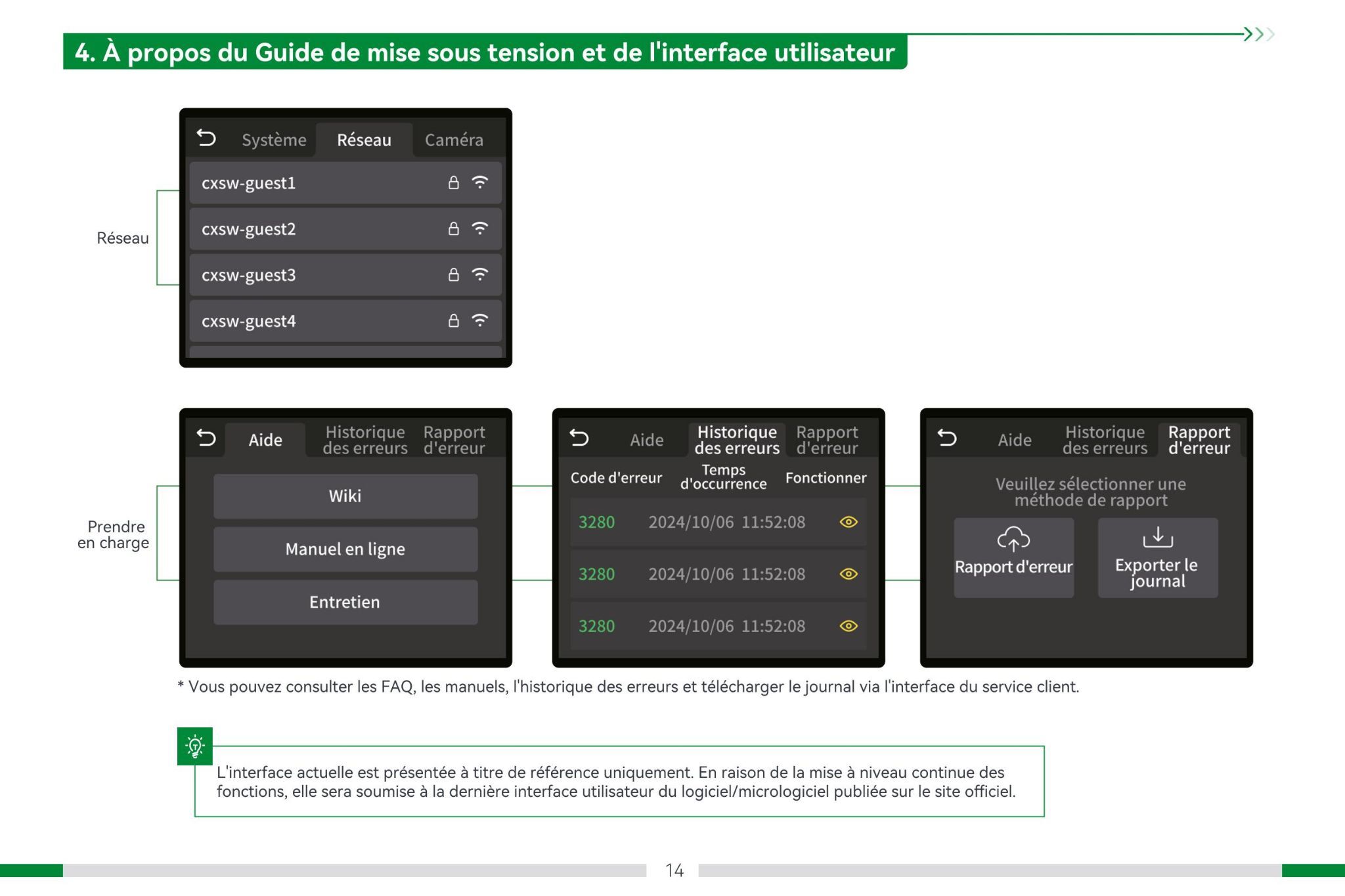
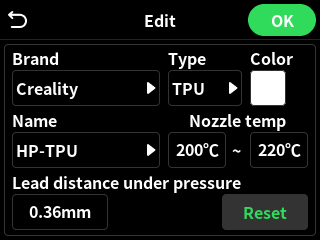
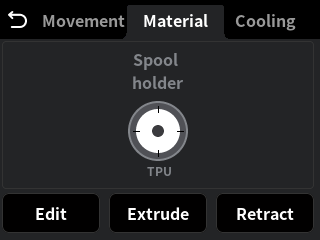
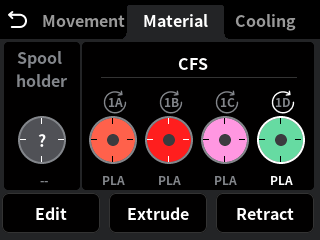
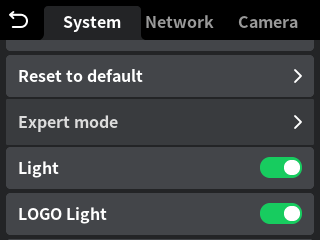
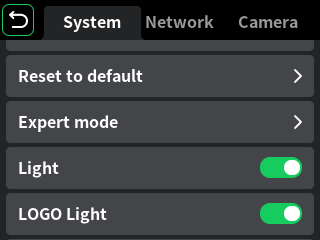
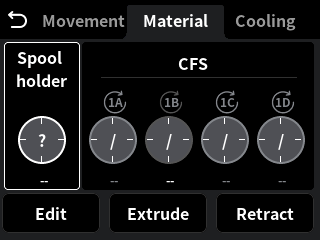
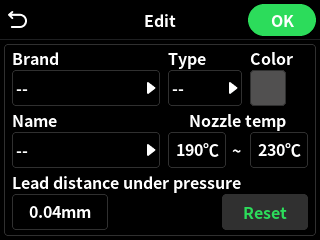
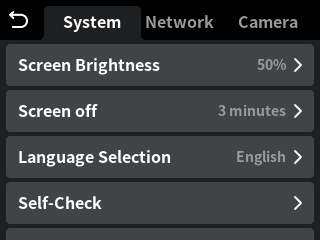
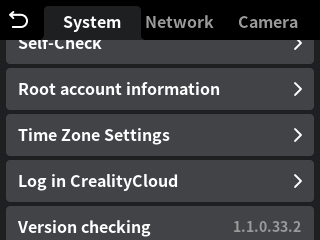
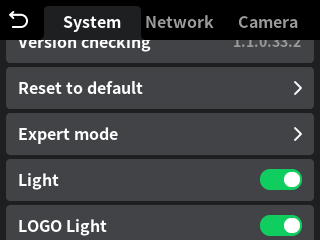
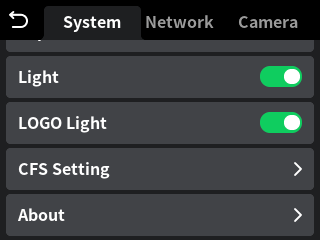
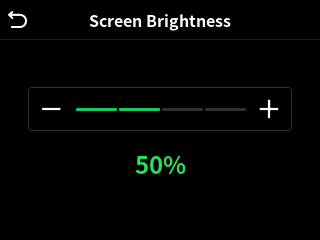
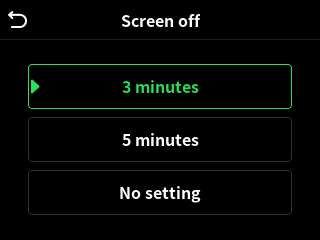
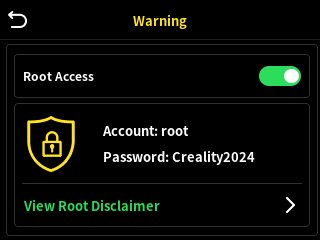
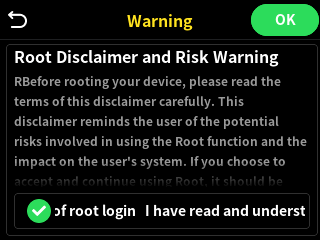
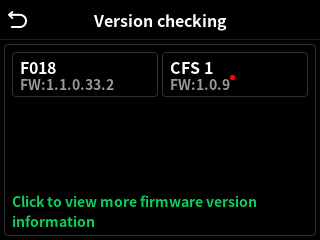
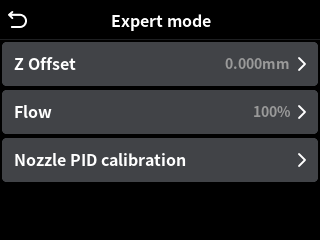
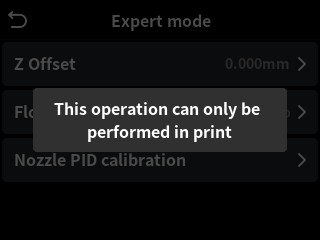
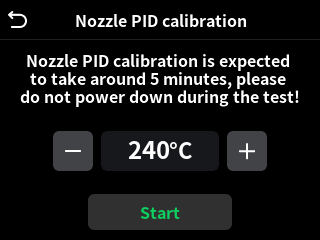
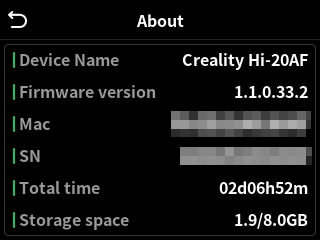
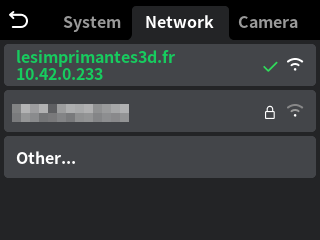
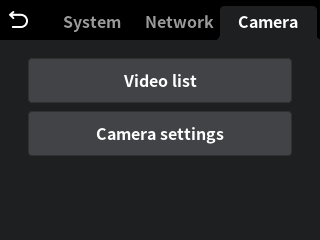
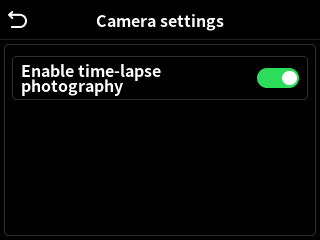
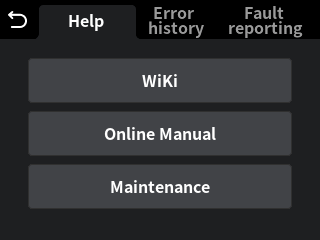
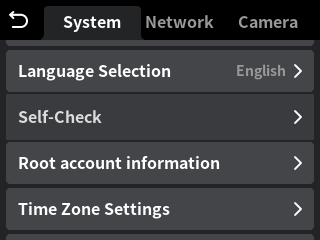
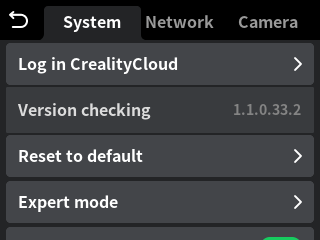
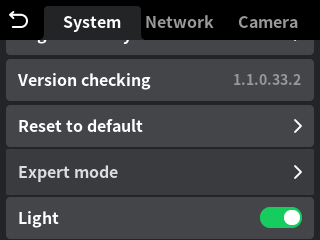
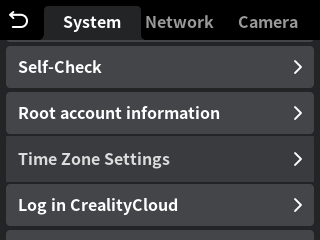
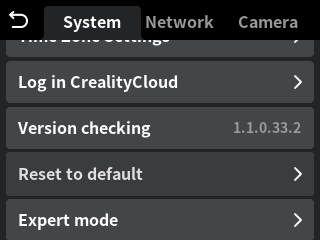
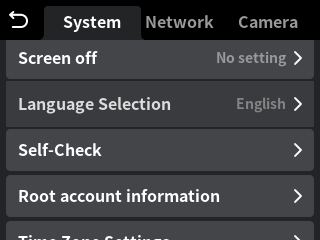
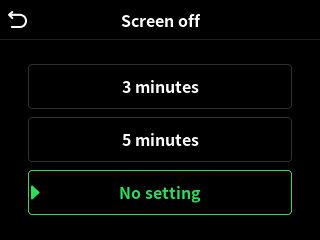
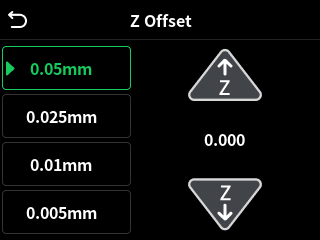
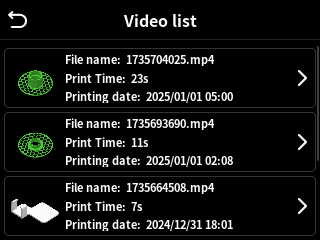
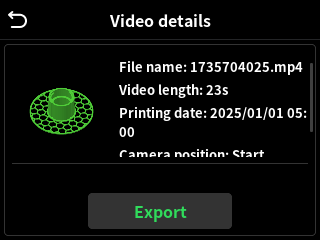
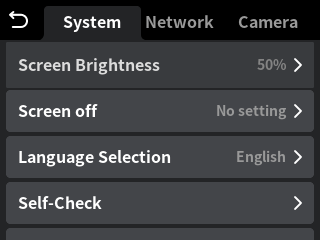
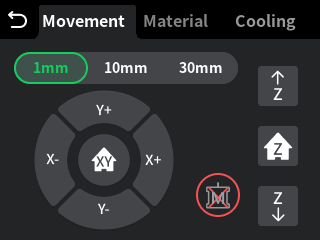
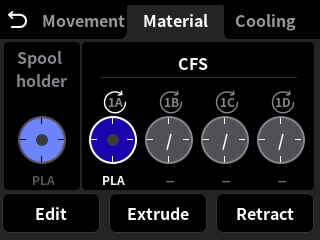
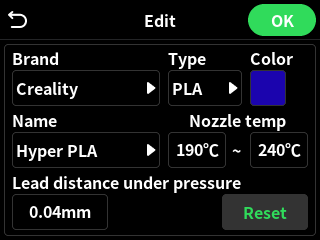
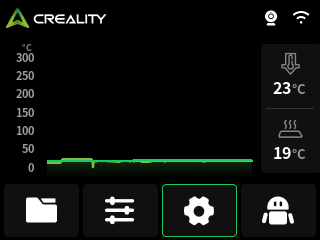
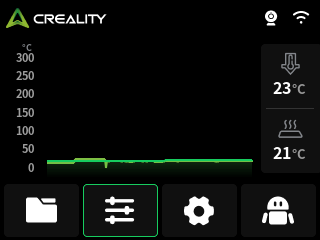
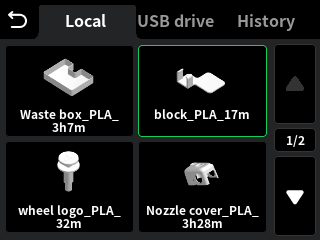
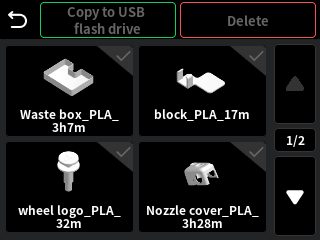
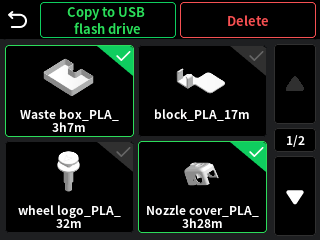
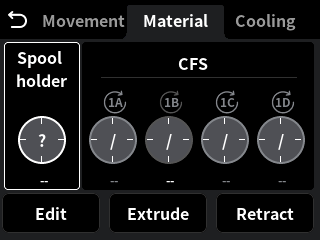
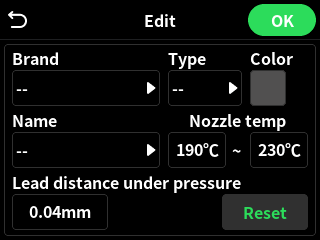
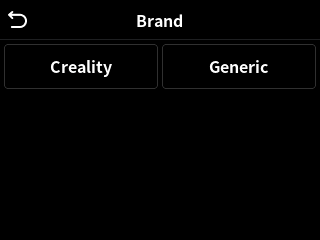
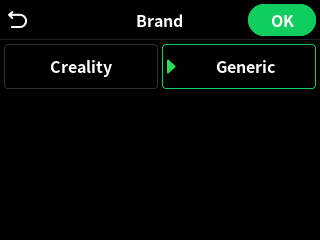
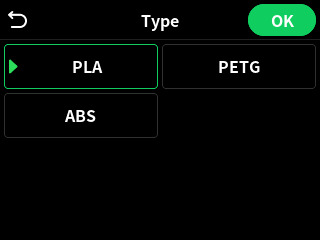
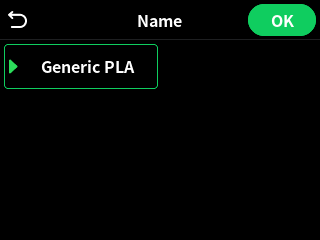
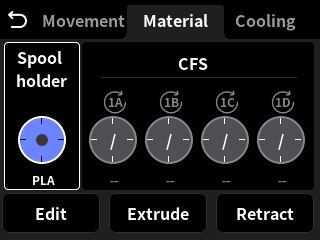
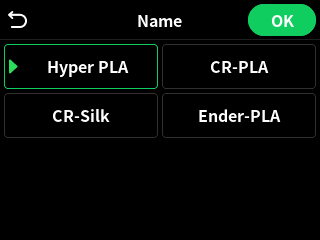
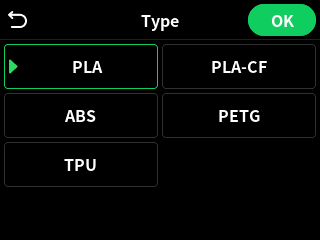
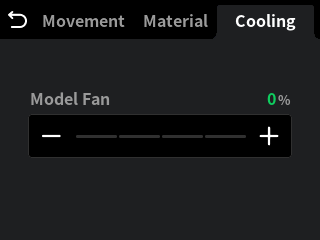
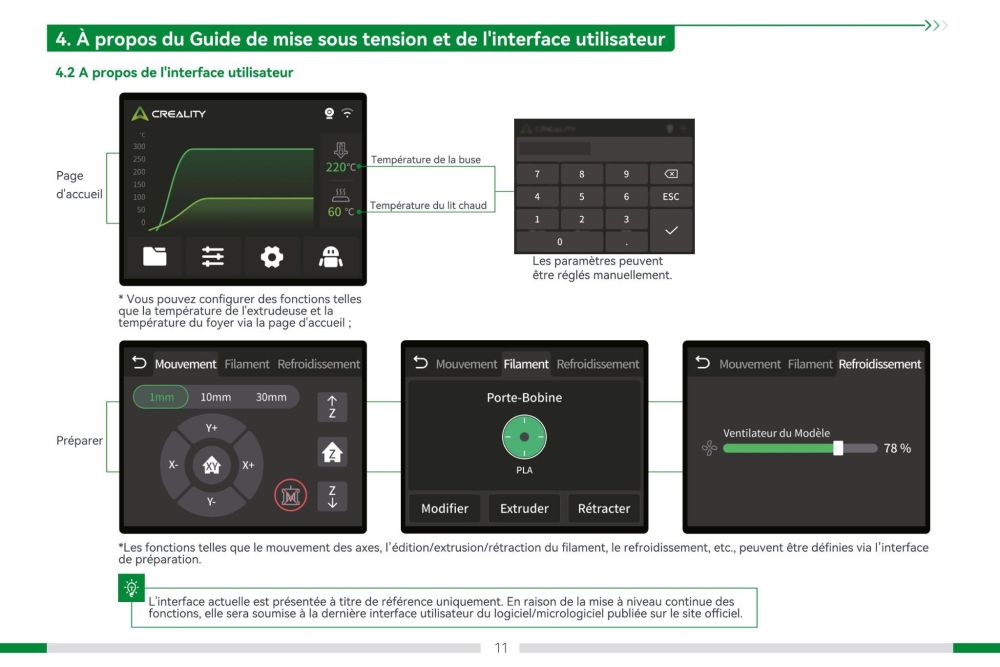
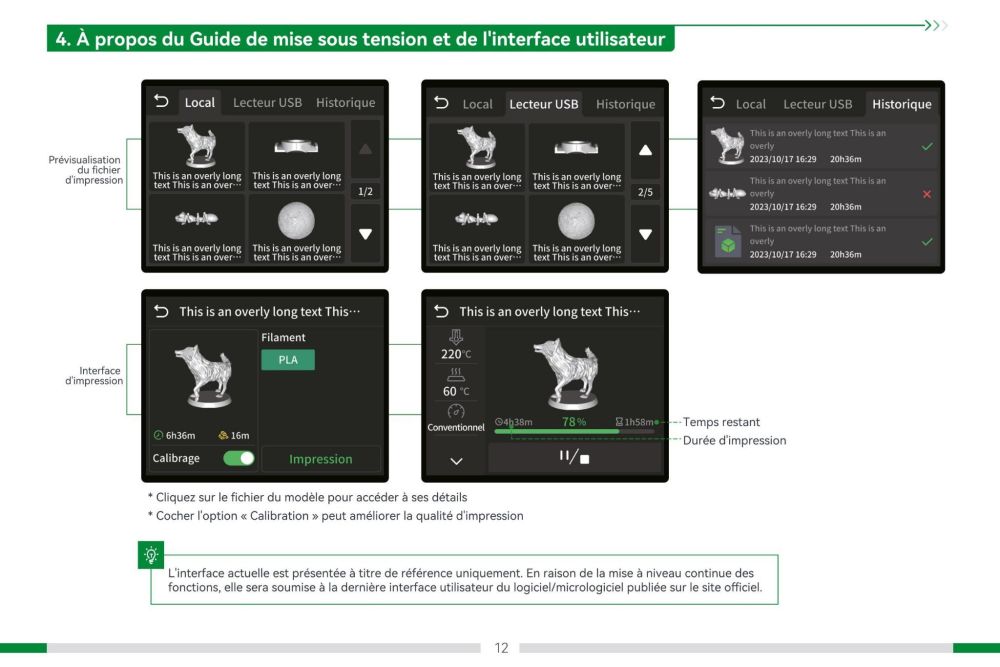
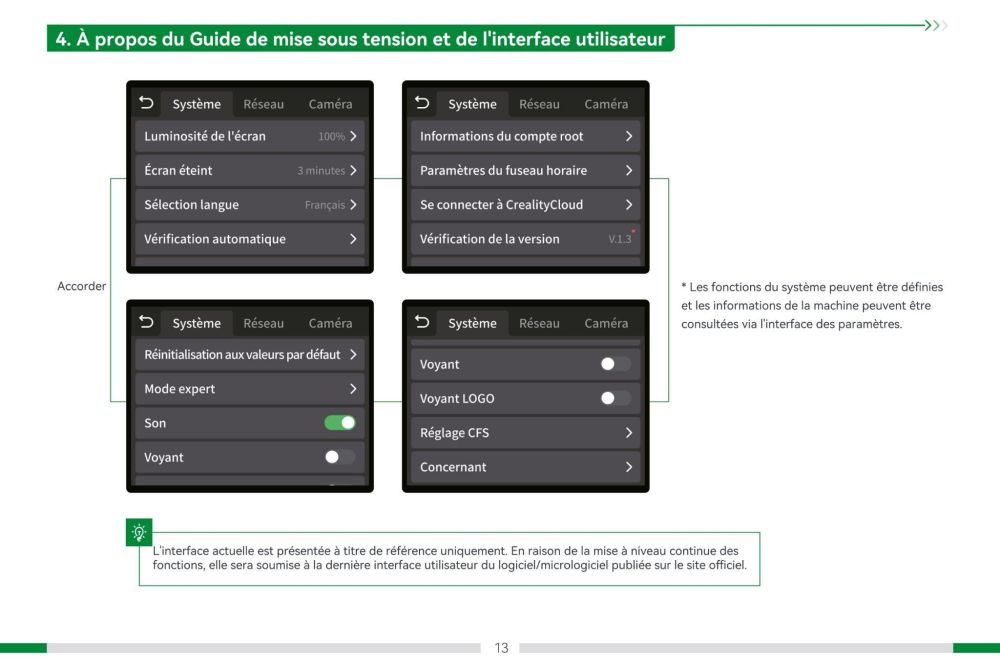
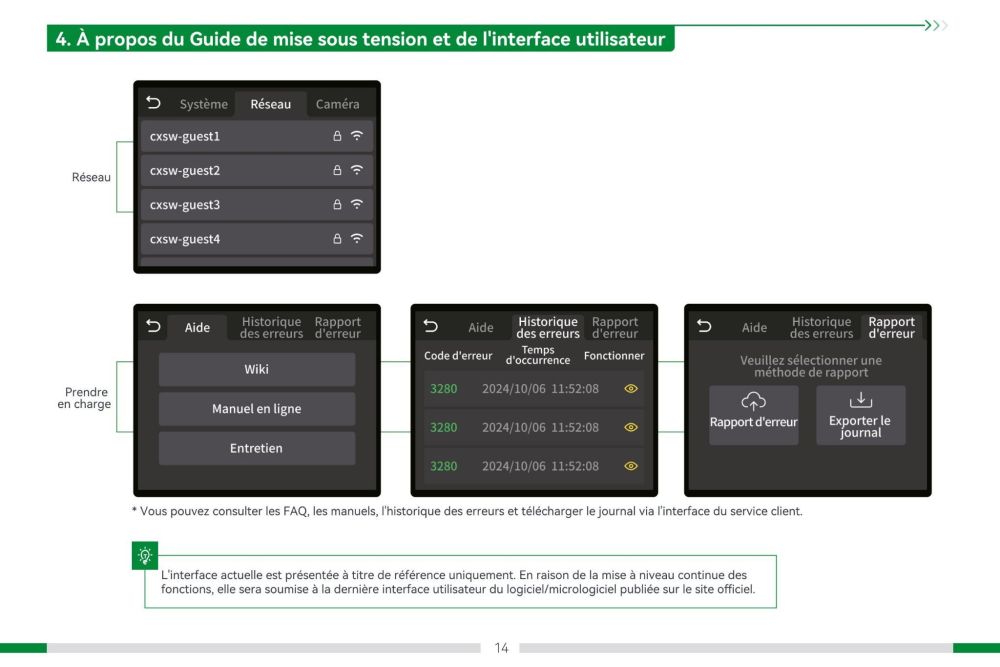
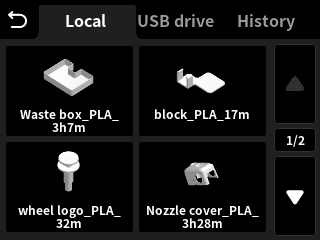
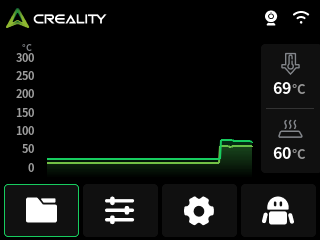
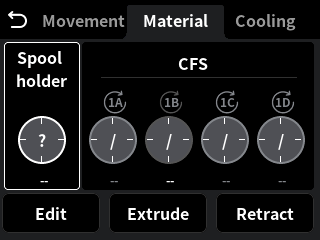
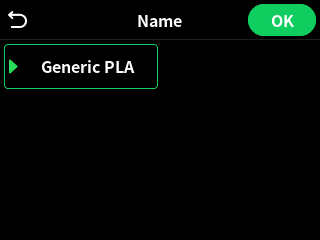
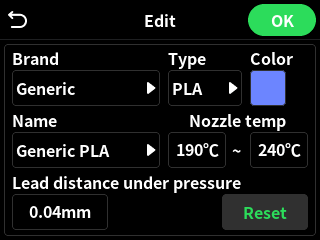
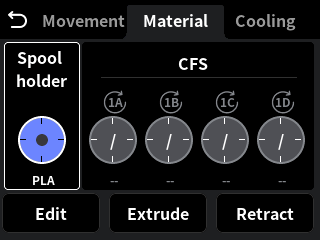
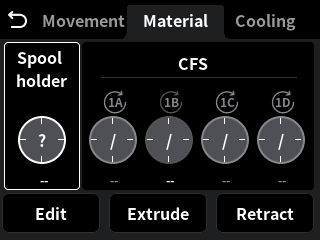
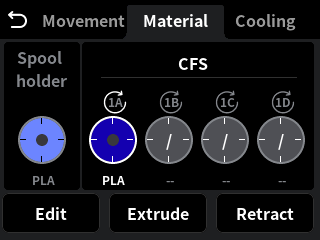
Menus de l'écran de contrôle (Firmware v1.1.0.33.2) Écran de démarrage (boot-screen) Écran d'accueil ( si pas premier démarrage ) Menu "Print", onglet "Local" Si clic sur un fichier d'impression ... Si clic long sur un fichier d'impression, on passe en mode sélection multiple, pour copier vers la clé USB ou supprimer. ( si appui clic maintenu ~3 secondes ) clic long relâché (On peut alors sélectionner plusieurs fichiers ...) Menu "Prepare", onglet "Movement" Menu "Prepare", onglet "Material" (Aucune bobine de définie ) Menu "Prepare", onglet "Material", "Edit" de la bobine sélectionnée ( ici la bobine "Spool holder" ) ... ... Menu "Prepare", onglet "Material", "Edit" de la bobine sélectionnée ( ici la bobine 1A, avec pour "Brand" le choix "Creality" ce qui donne d'autre "Type" et "Name" ... ) ... ... Menu "Prepare", onglet "Cooling" Menu "Config" ( Engrenage ), onglet "System" ( au 02/01/2025 ) ... ("Z Offset" et "Flow", si pas en cours d'impression ) (Si en cours d'impression ) Menu "Config" ( Engrenage ), onglet "Network" Menu "Config" ( Engrenage ), onglet "Camera" ( après plusieurs impressions ) Menu ( Androïd ), onglet "Help" Menu ( Androïd ), onglet "Error history" Menu ( Androïd ), onglet "Fault reporting"






 2 points
2 points -
Configuration Klipper (Firmware v1.1.0.33.2) /mnt/UDISK/printer_data/config/ CrealityHi _mnt_UDISK_printer_data_config (from_fuidd).zip /mnt/UDISK/printer_data/config/printer.cfg /mnt/UDISK/printer_data/config/sensorless.cfg /mnt/UDISK/printer_data/config/motor_control.cfg /mnt/UDISK/printer_data/config/factory_printer.cfg /mnt/UDISK/printer_data/config/box.cfg /mnt/UDISK/printer_data/config/printer_params.cfg /mnt/UDISK/printer_data/config/gcode_macro.cfg2 points
-
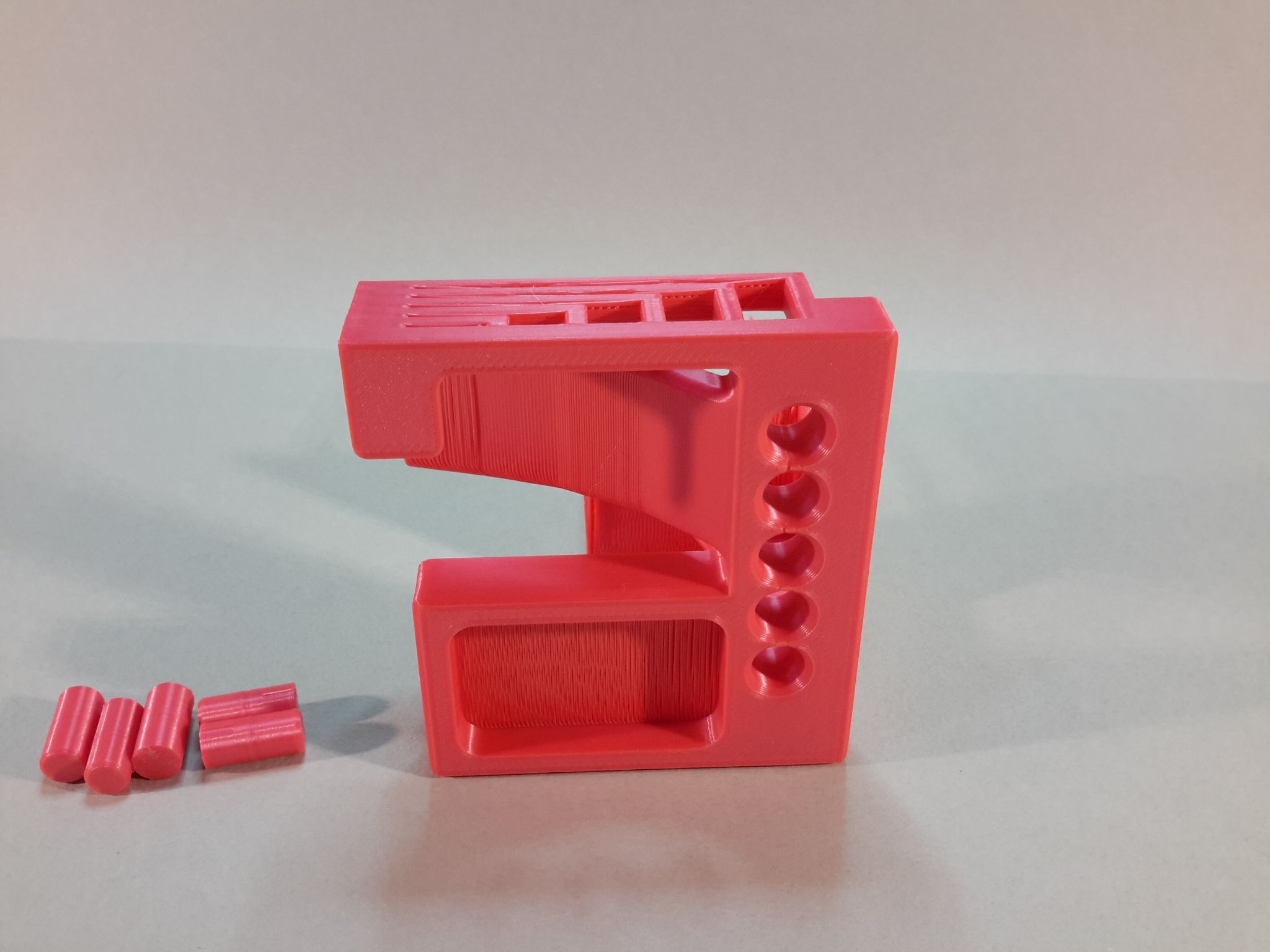
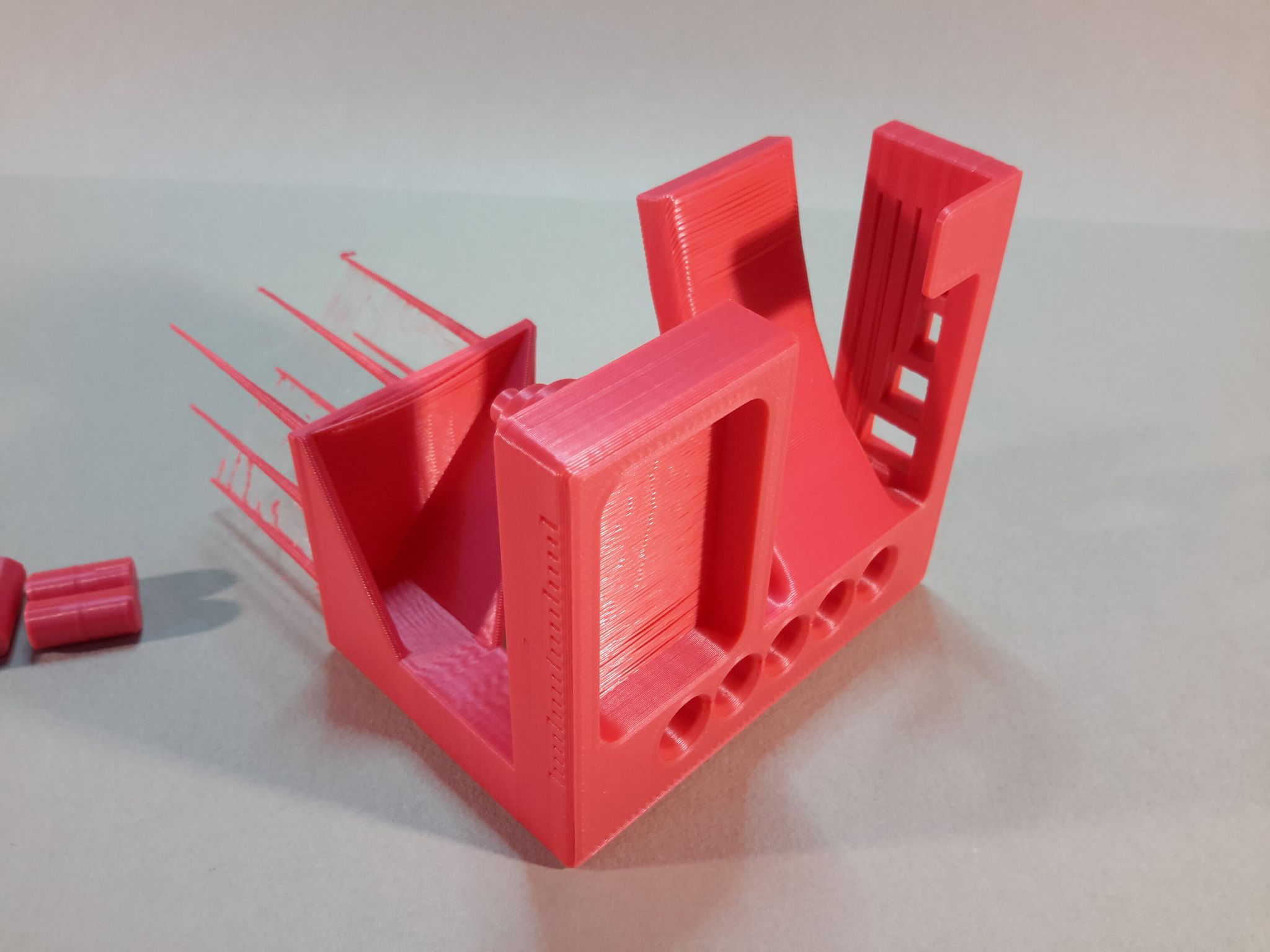
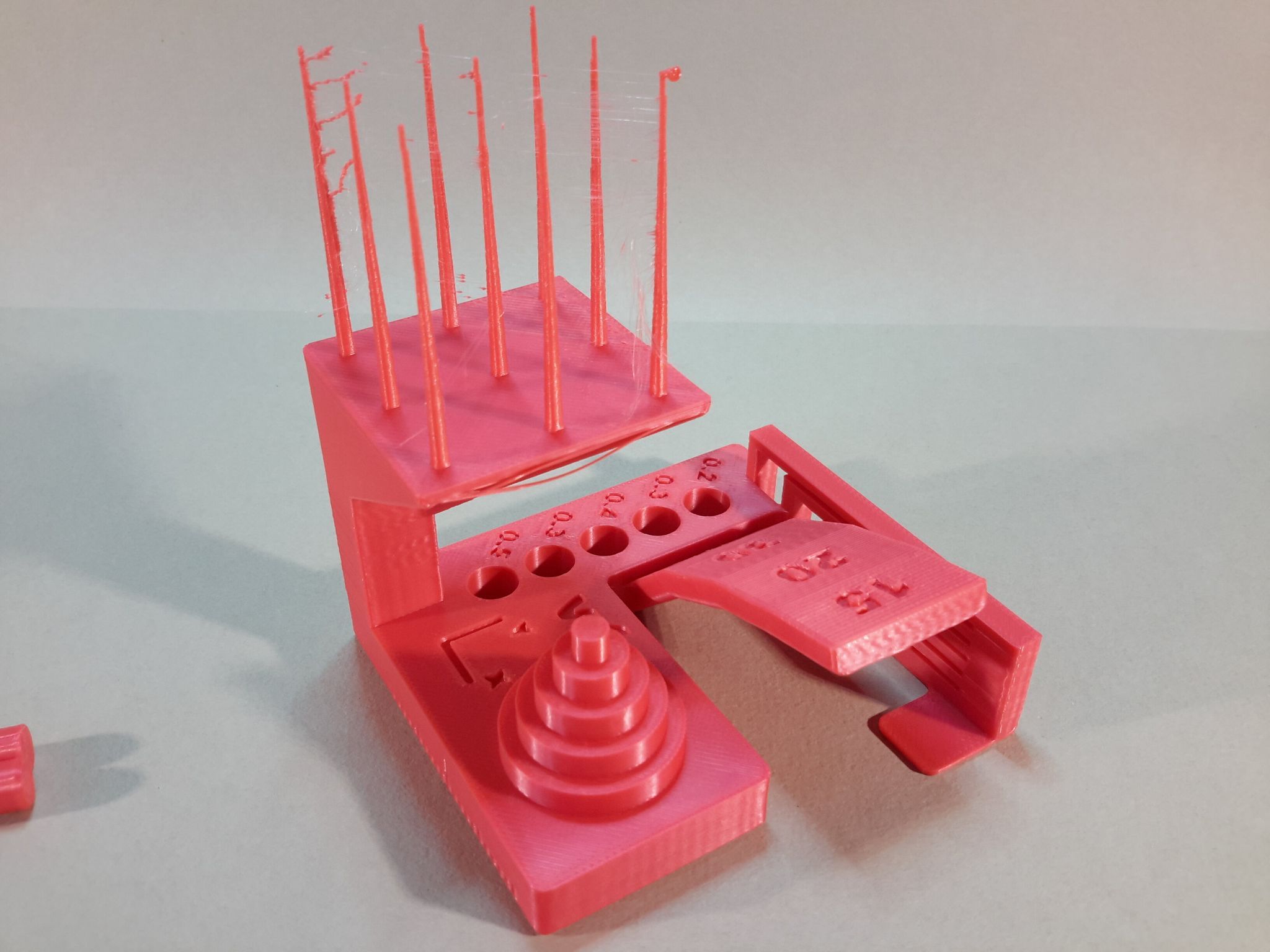
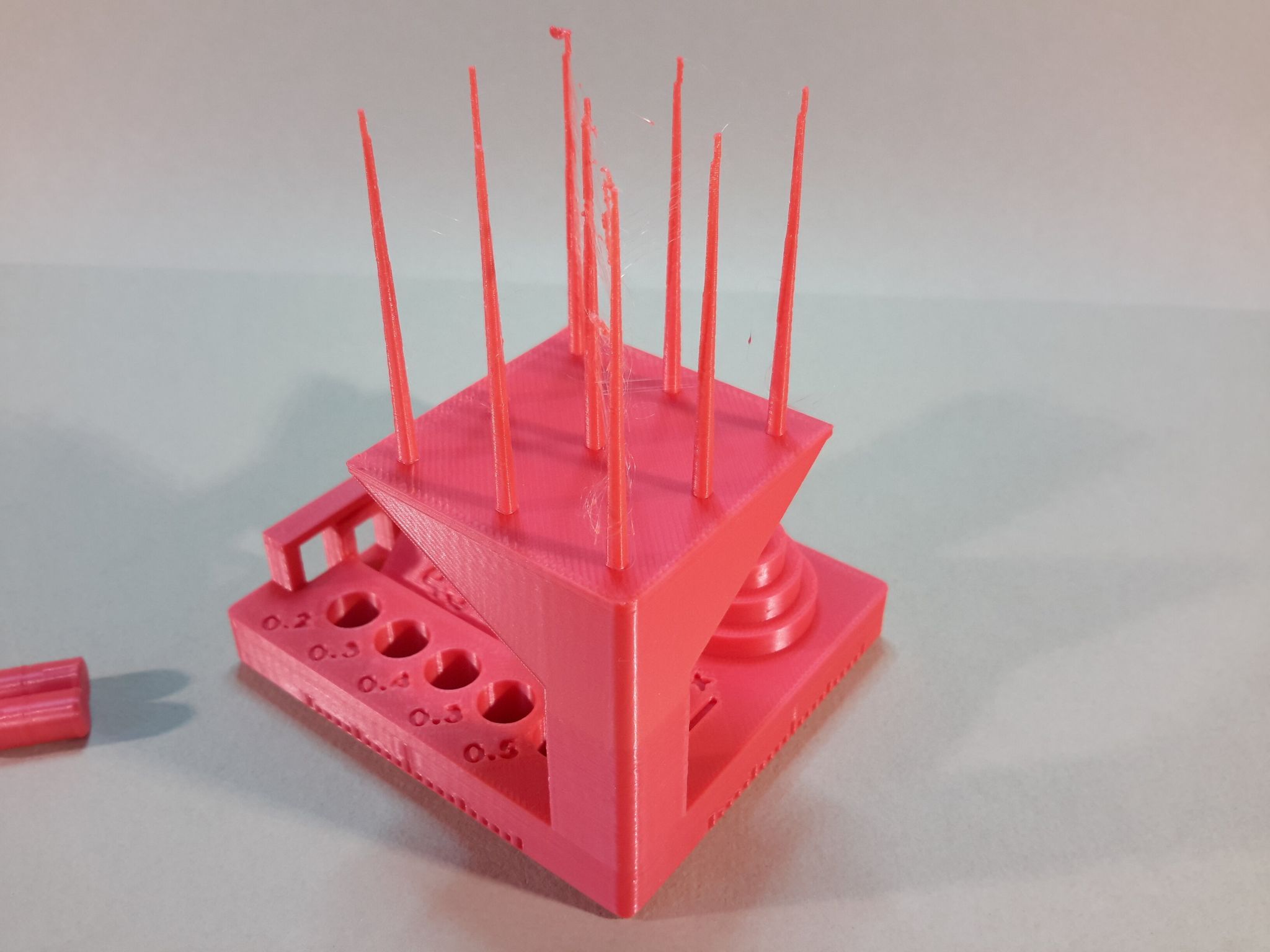
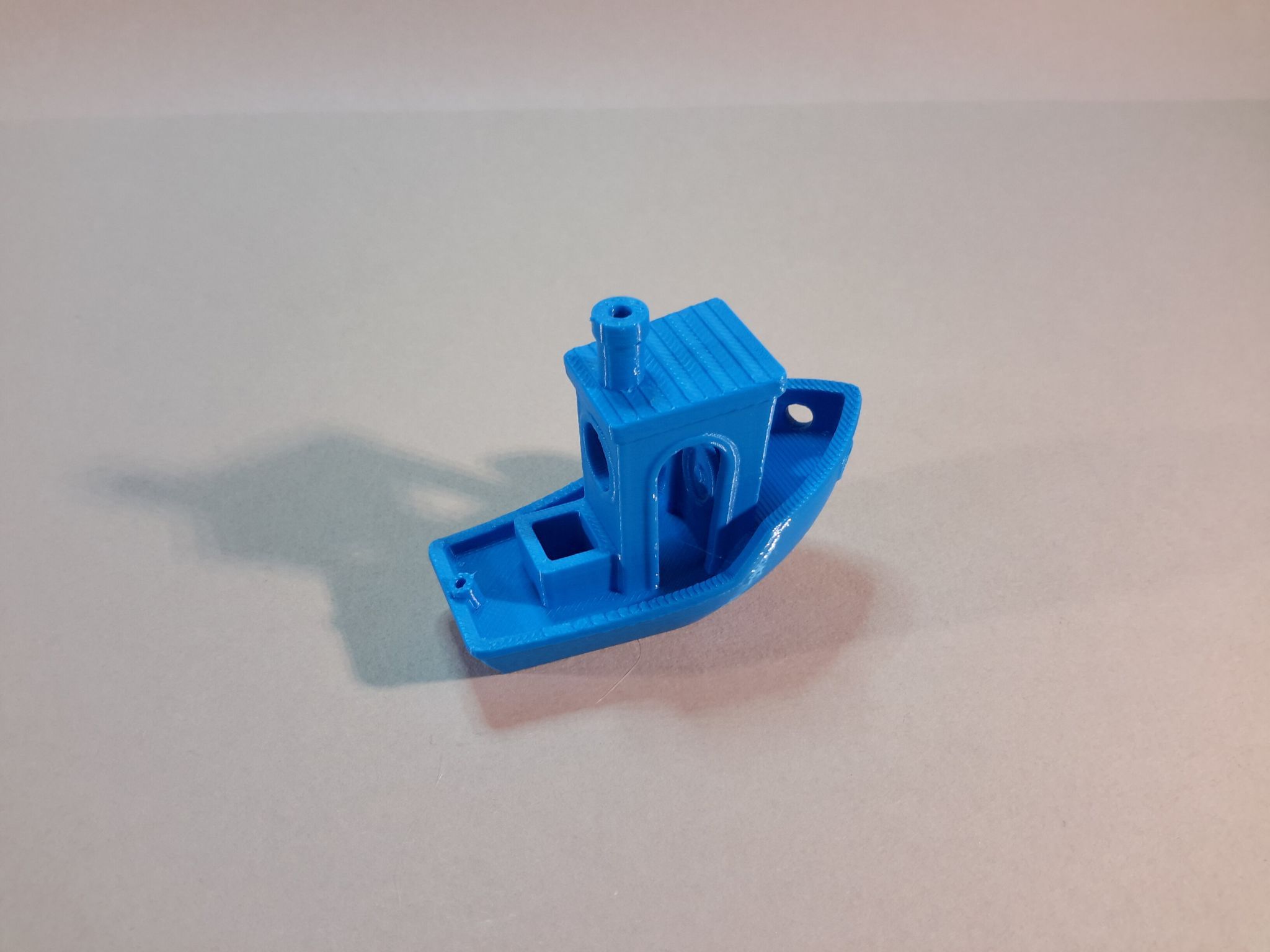
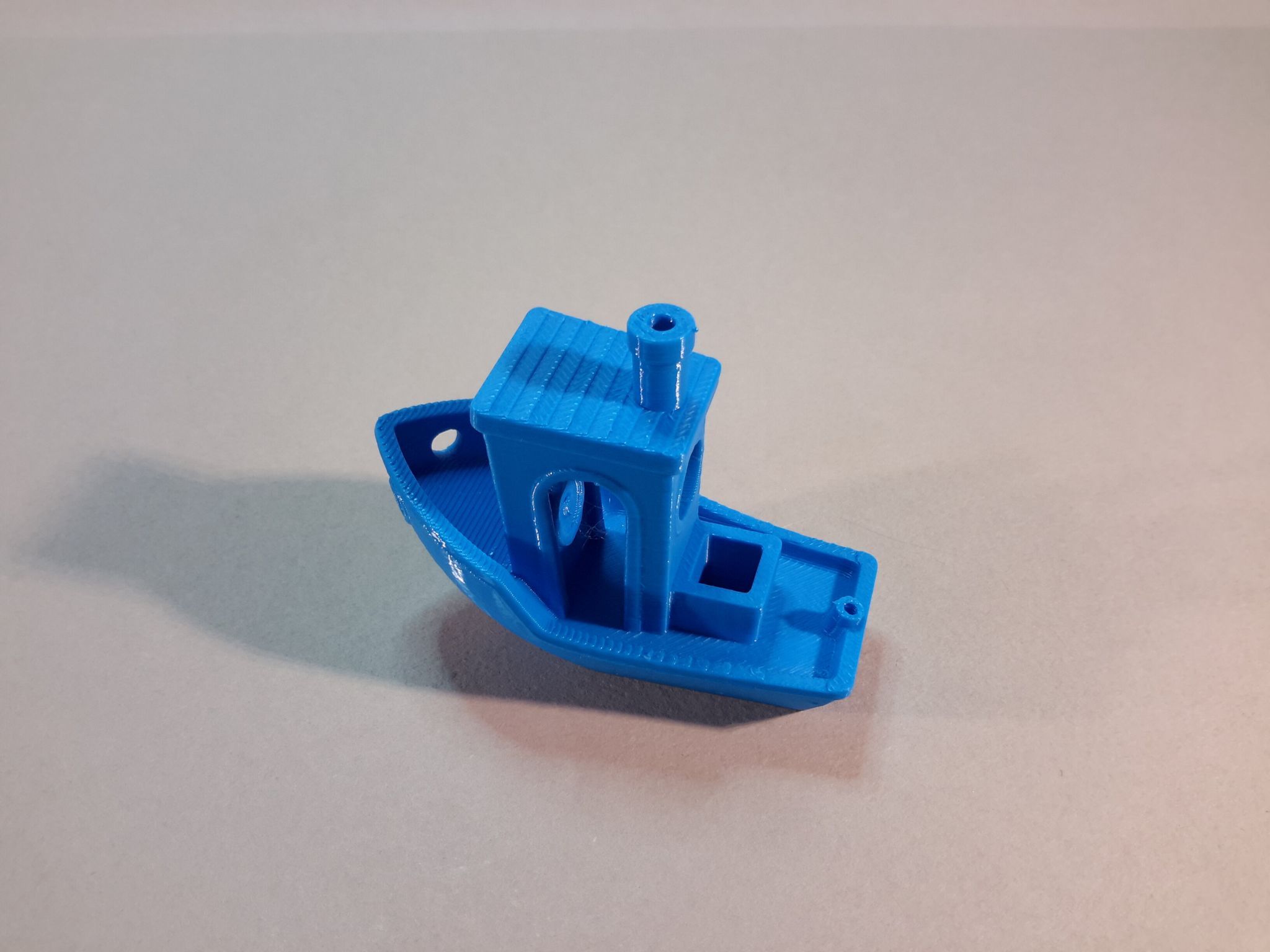
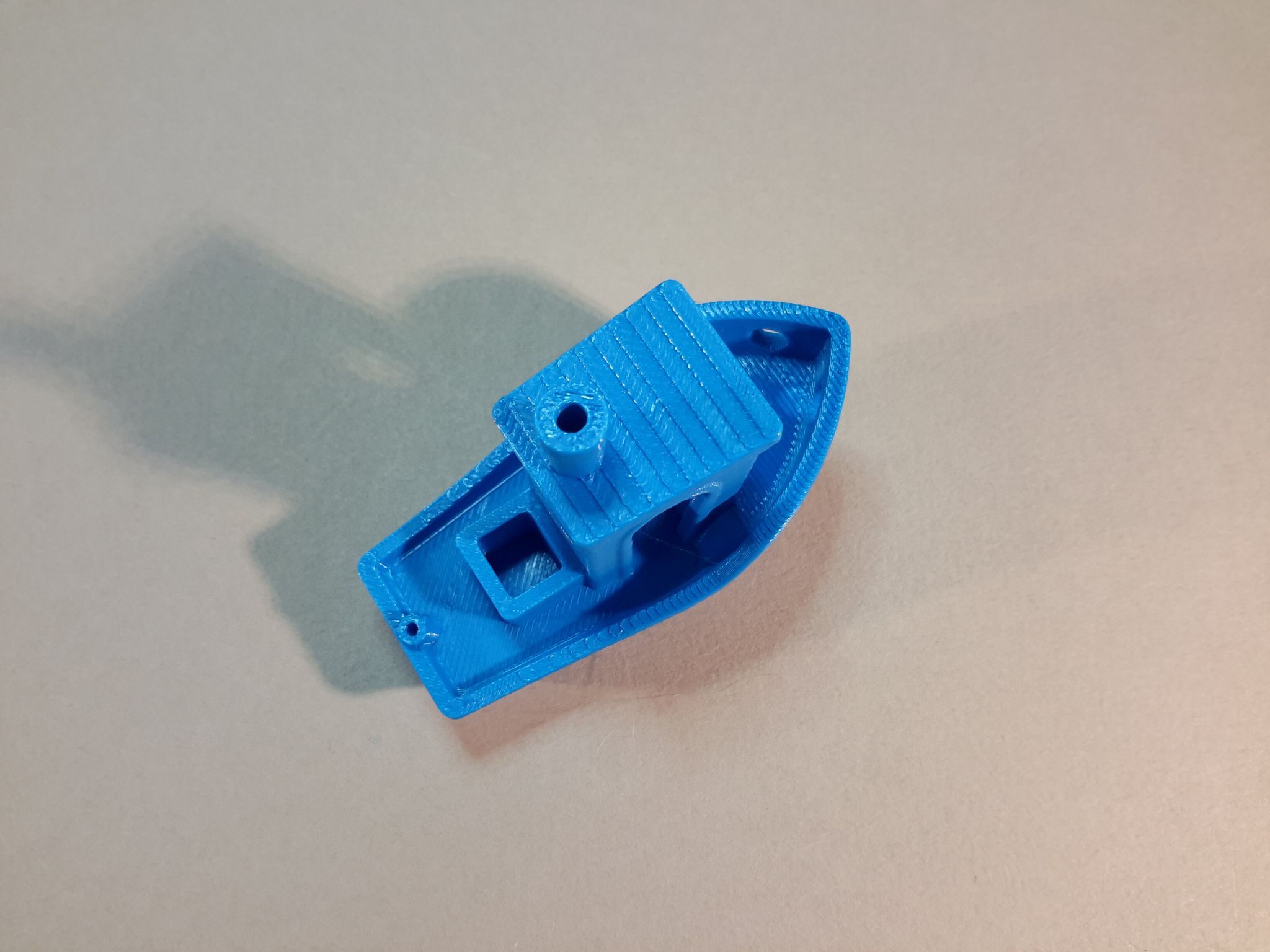
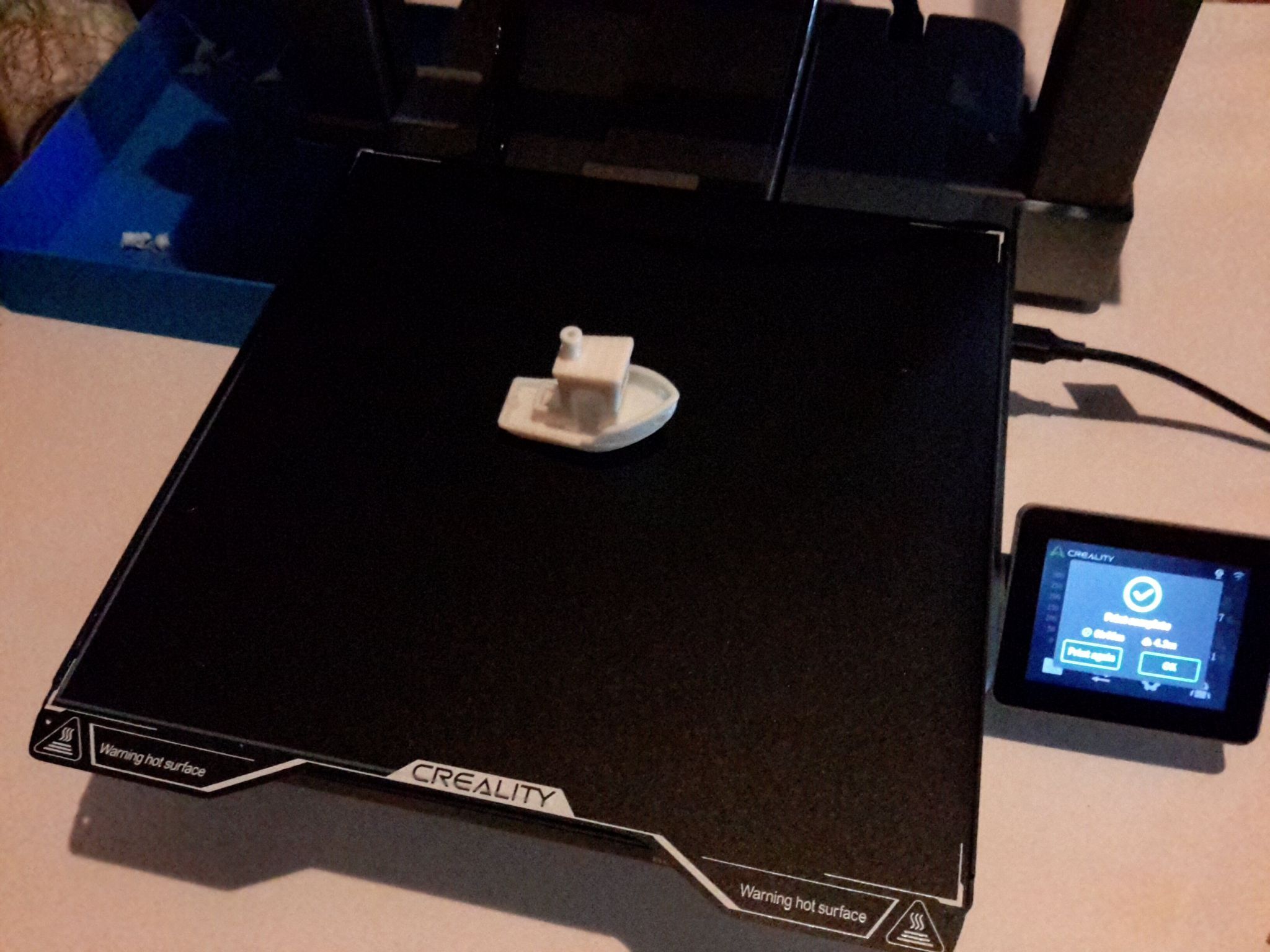
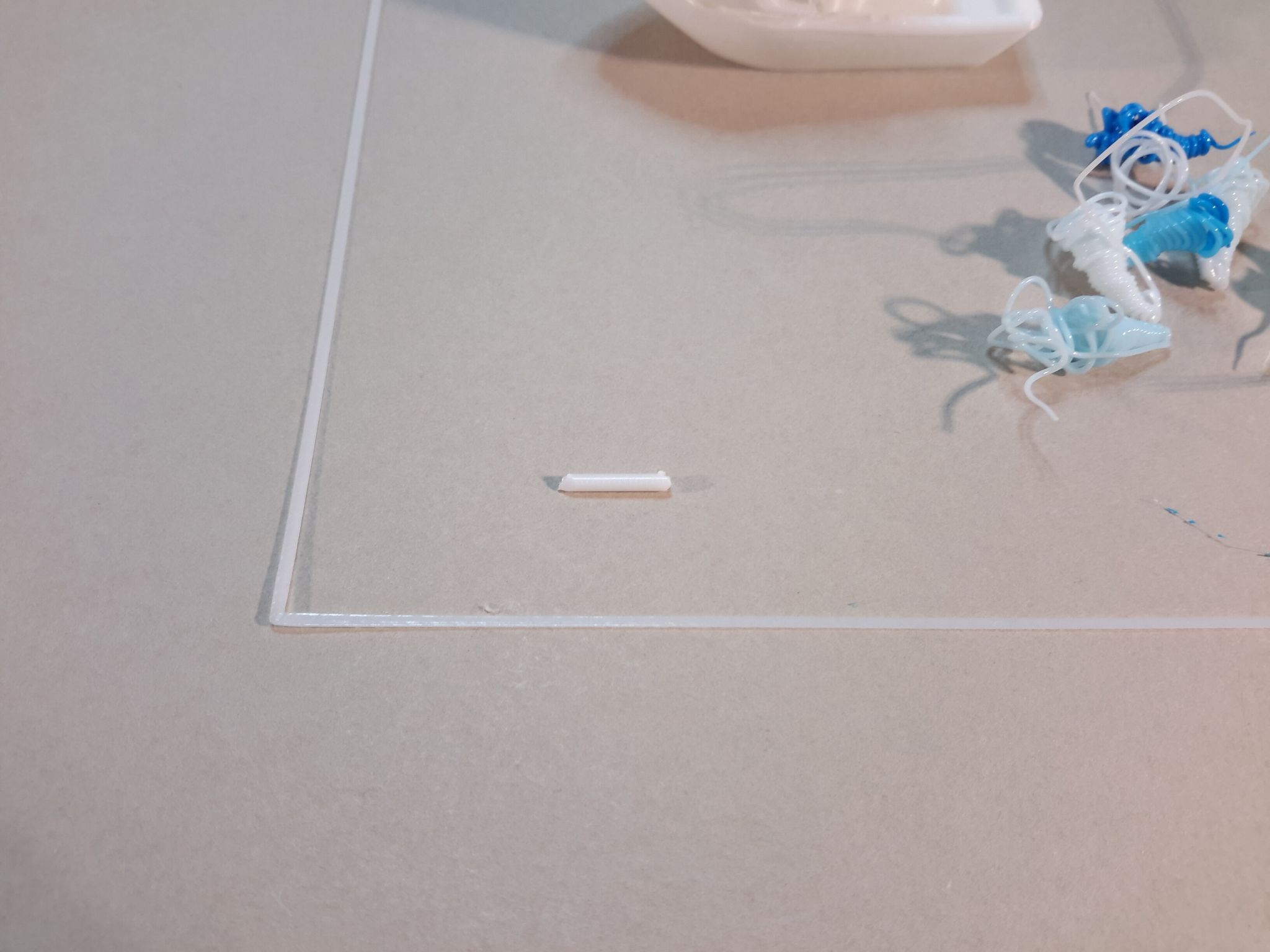
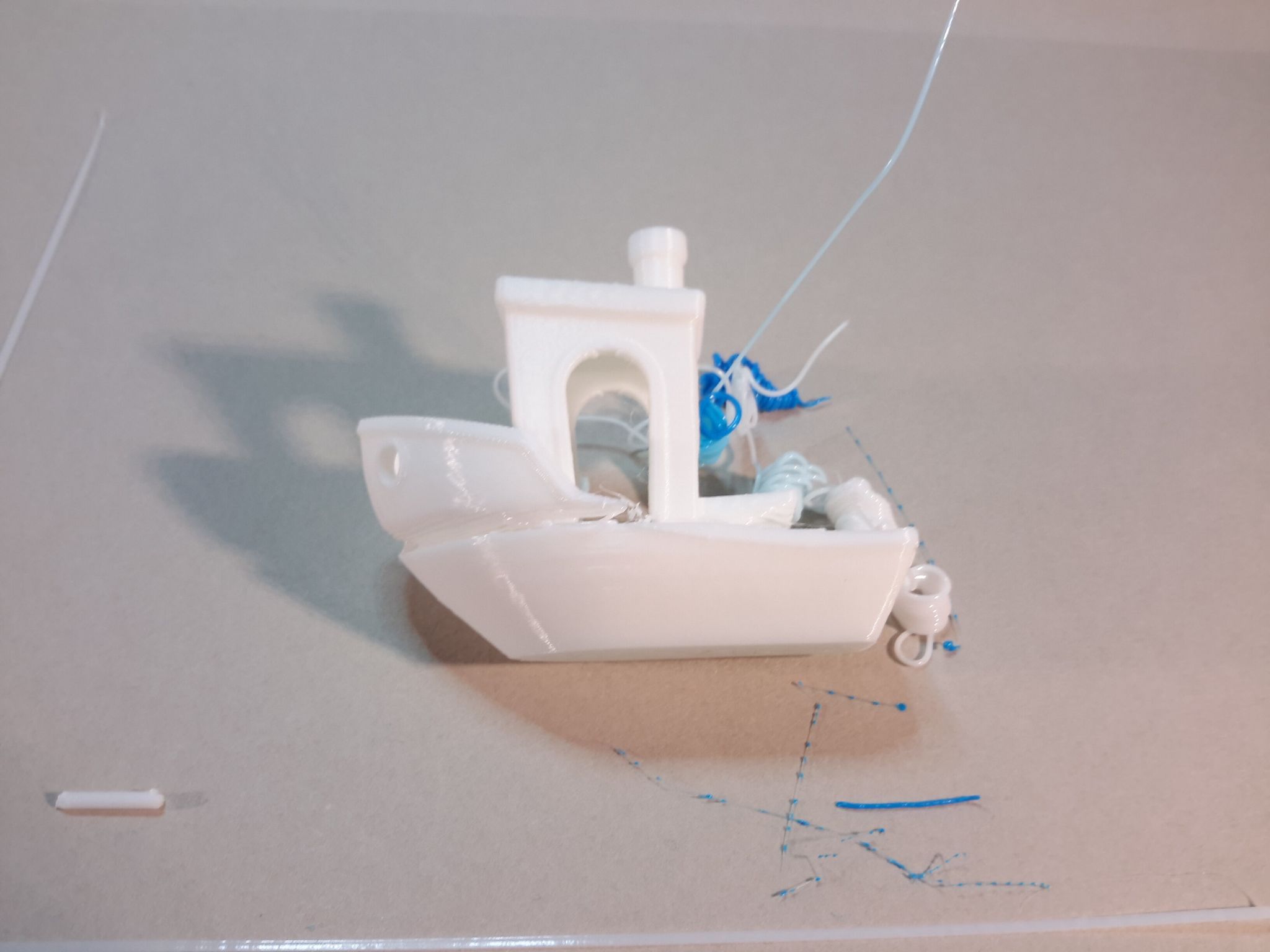
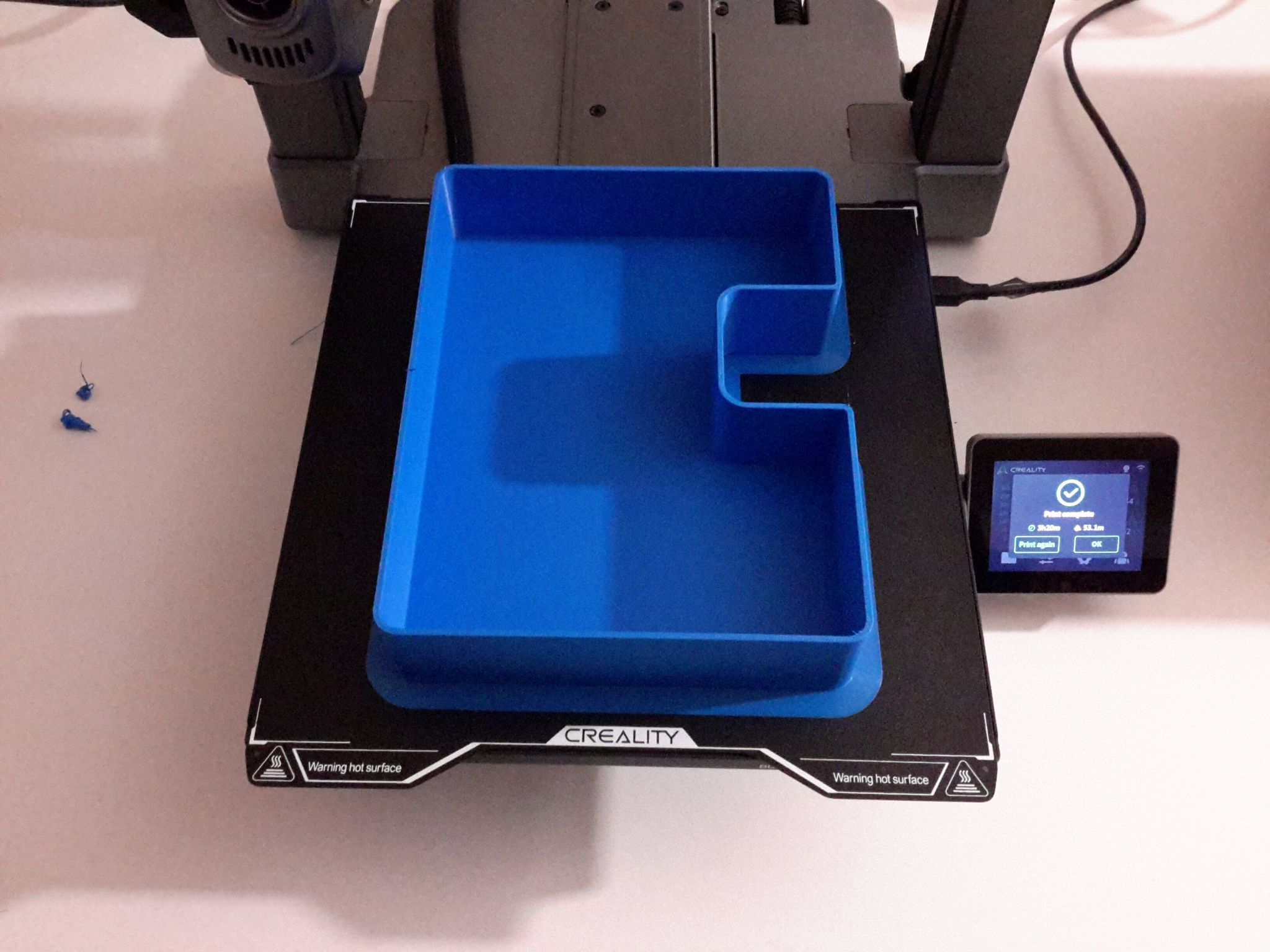
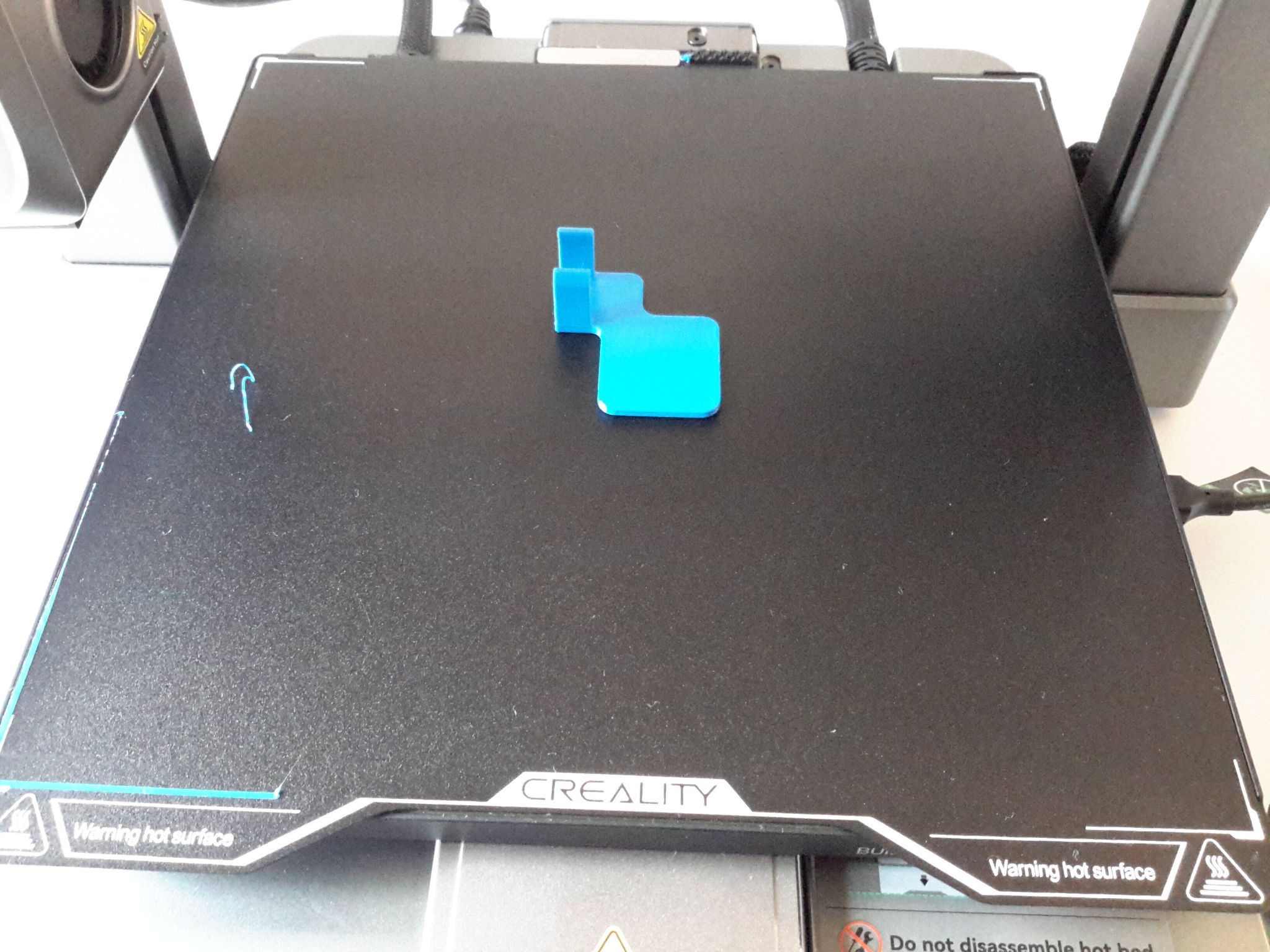
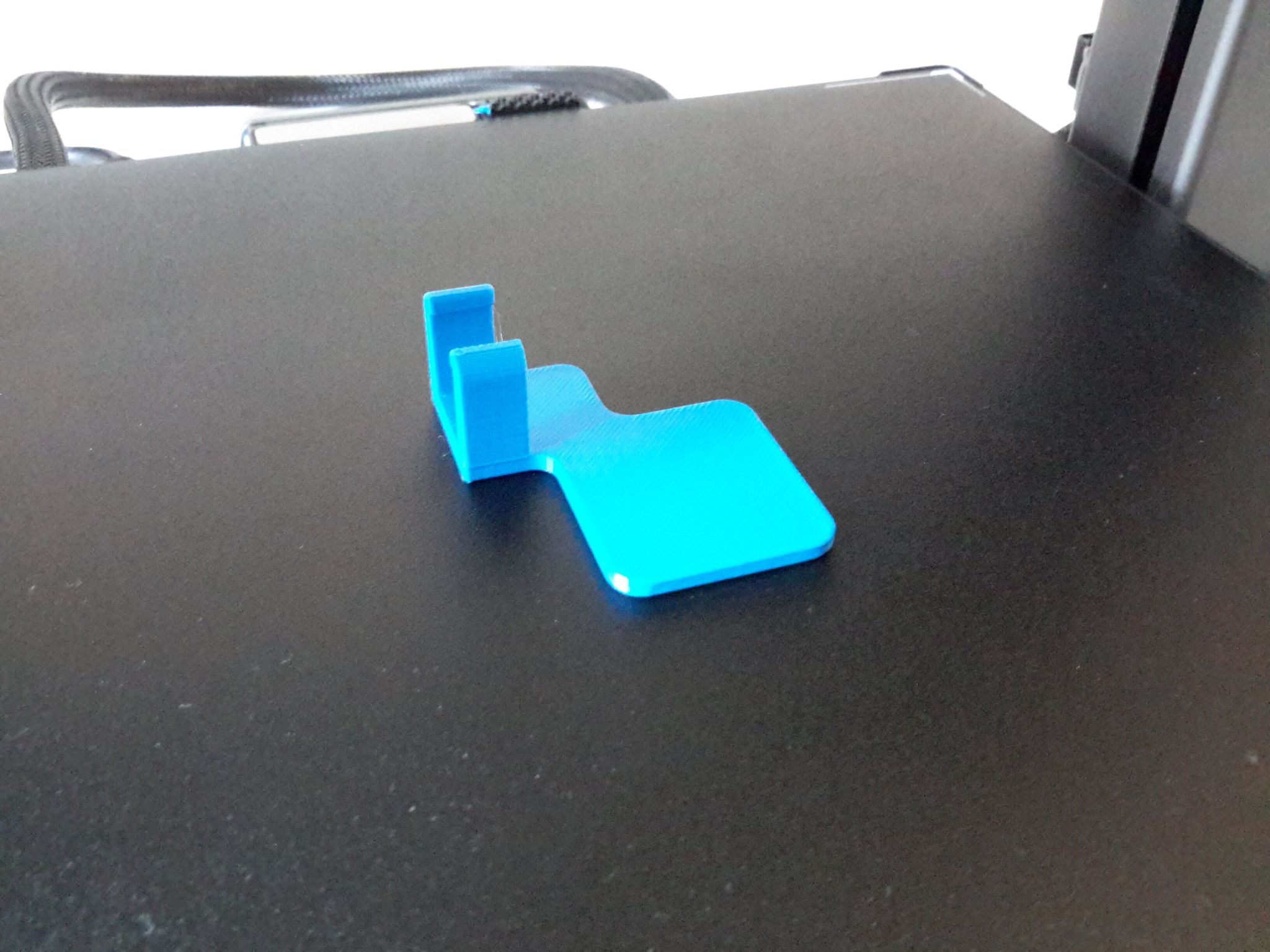
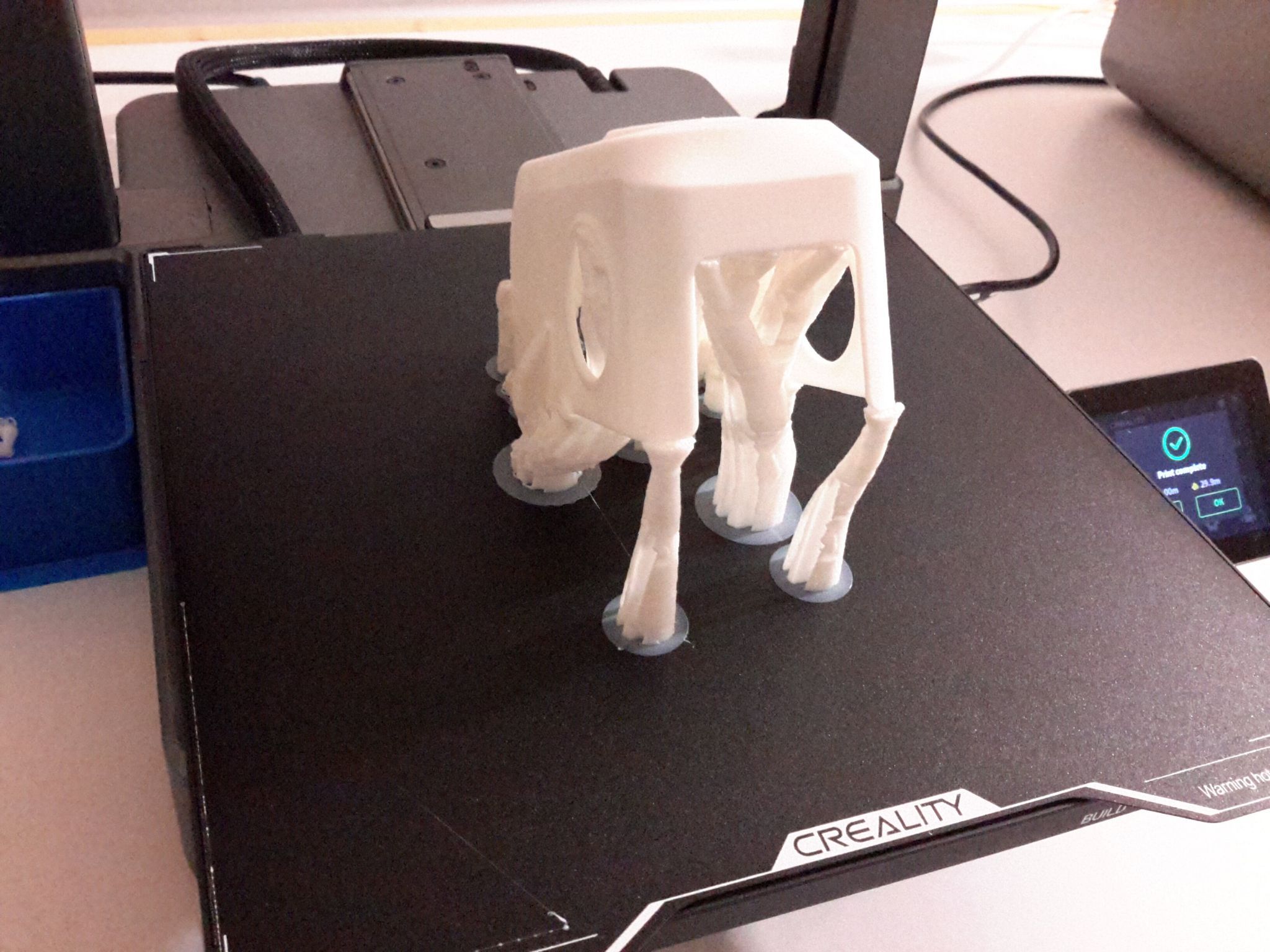
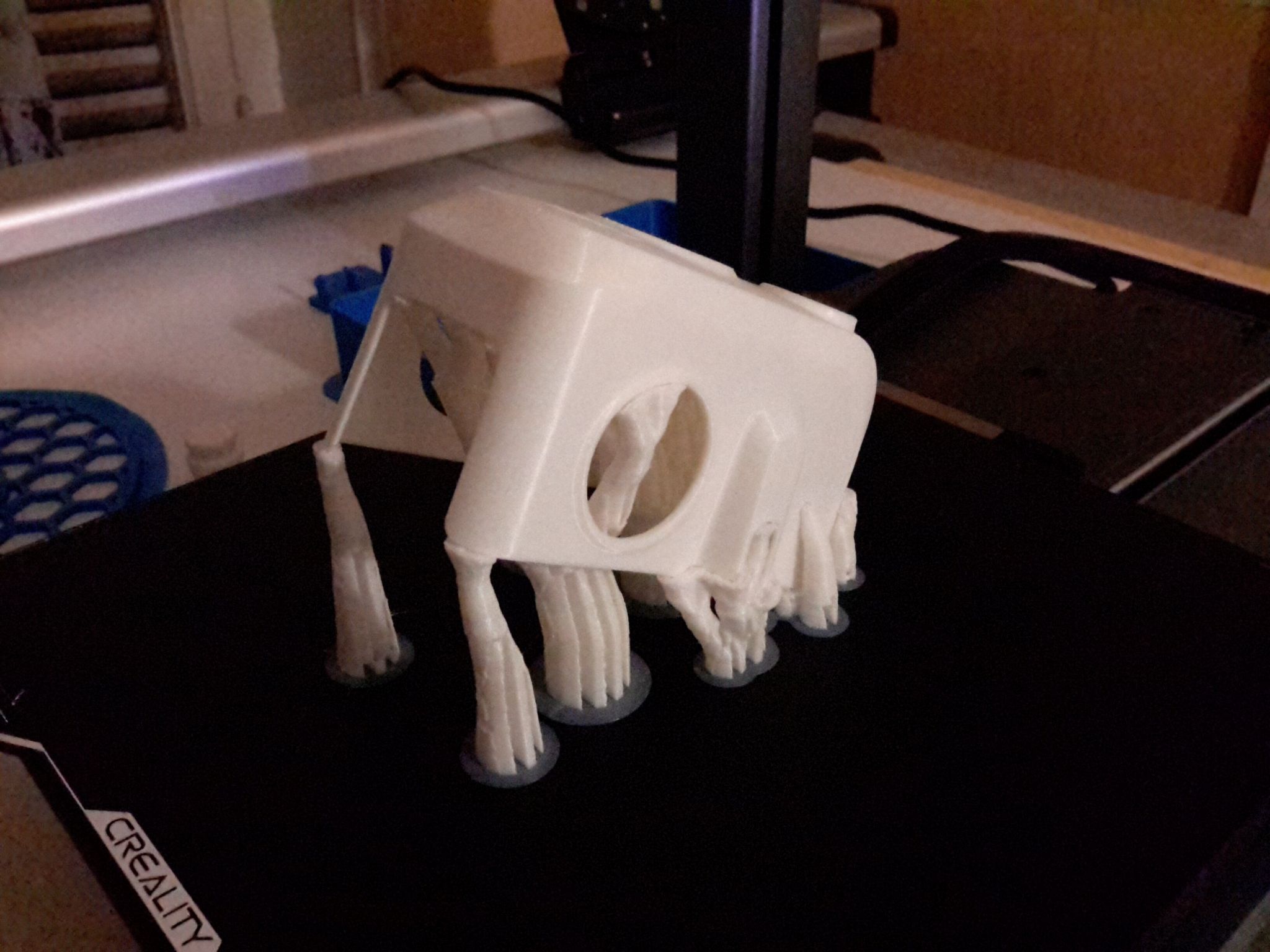
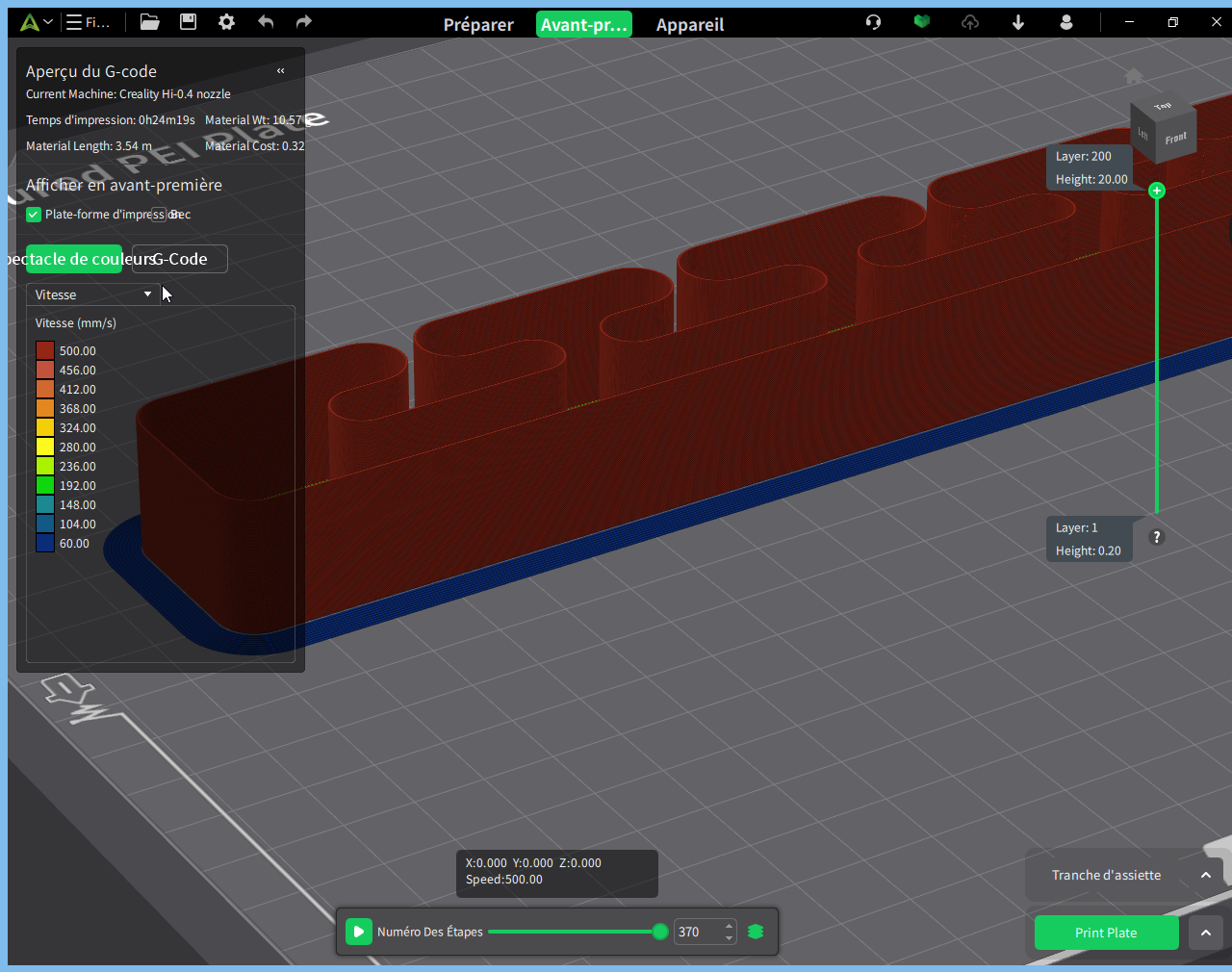
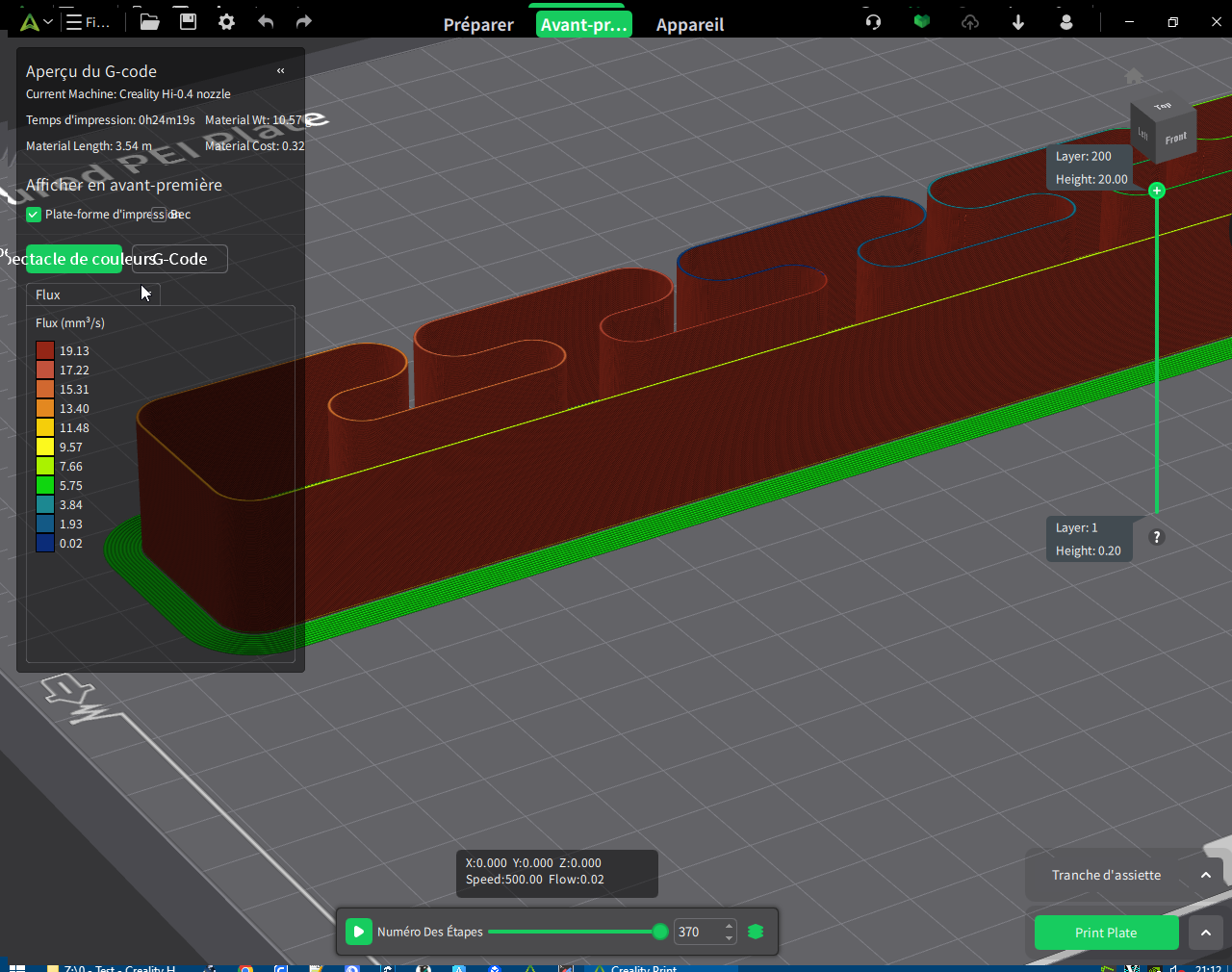
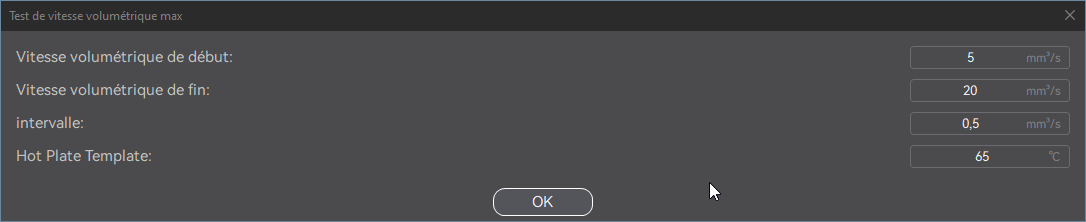
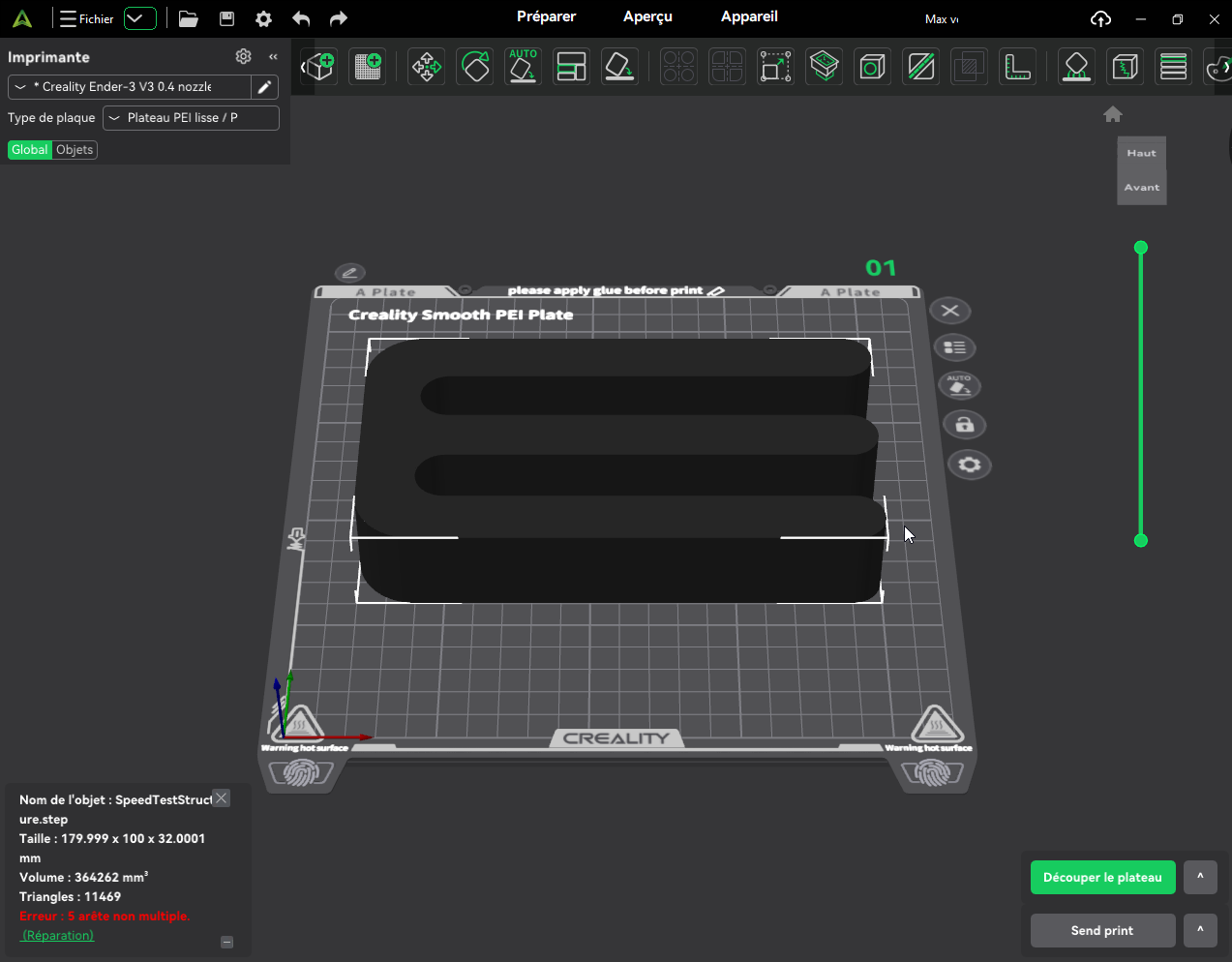
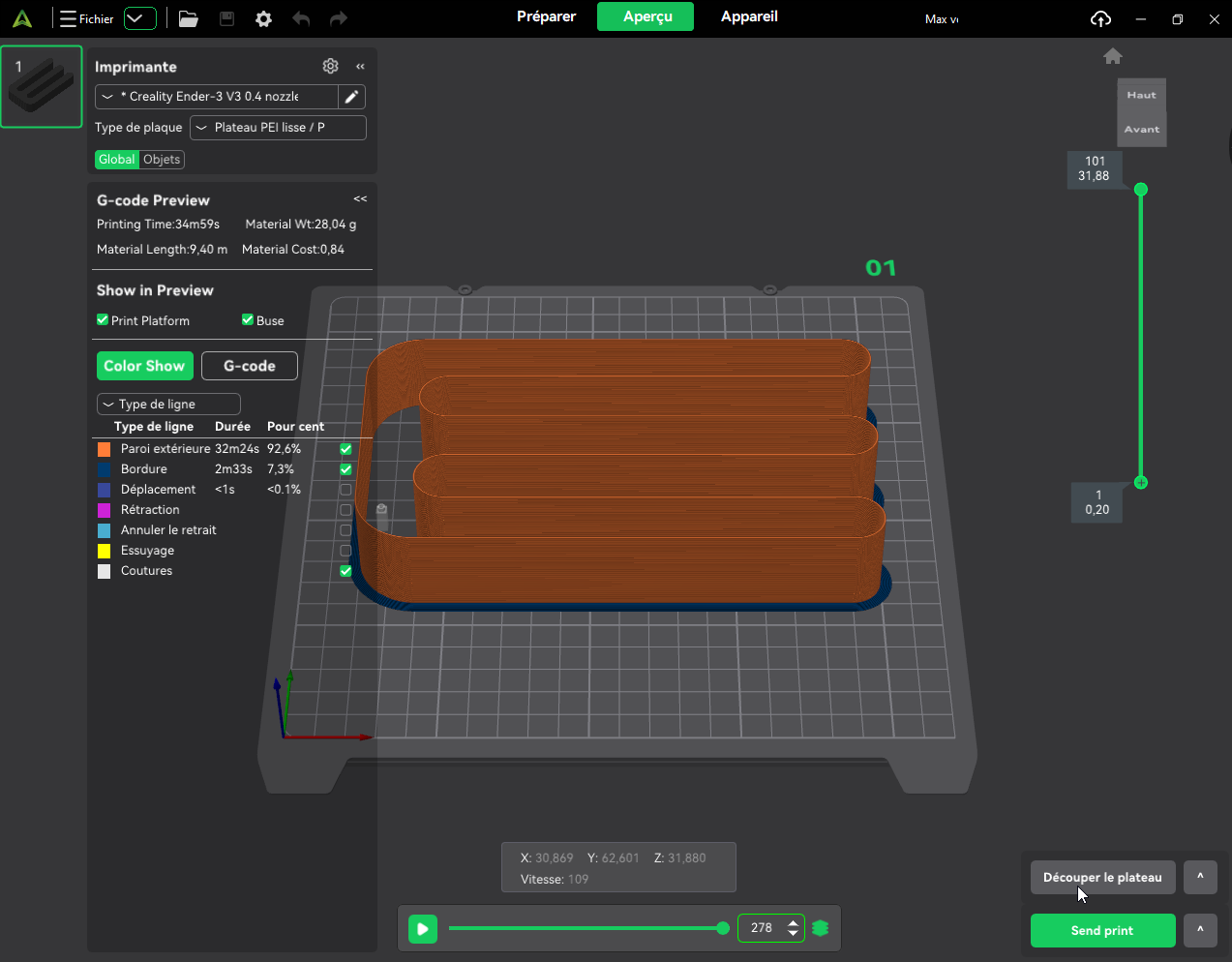
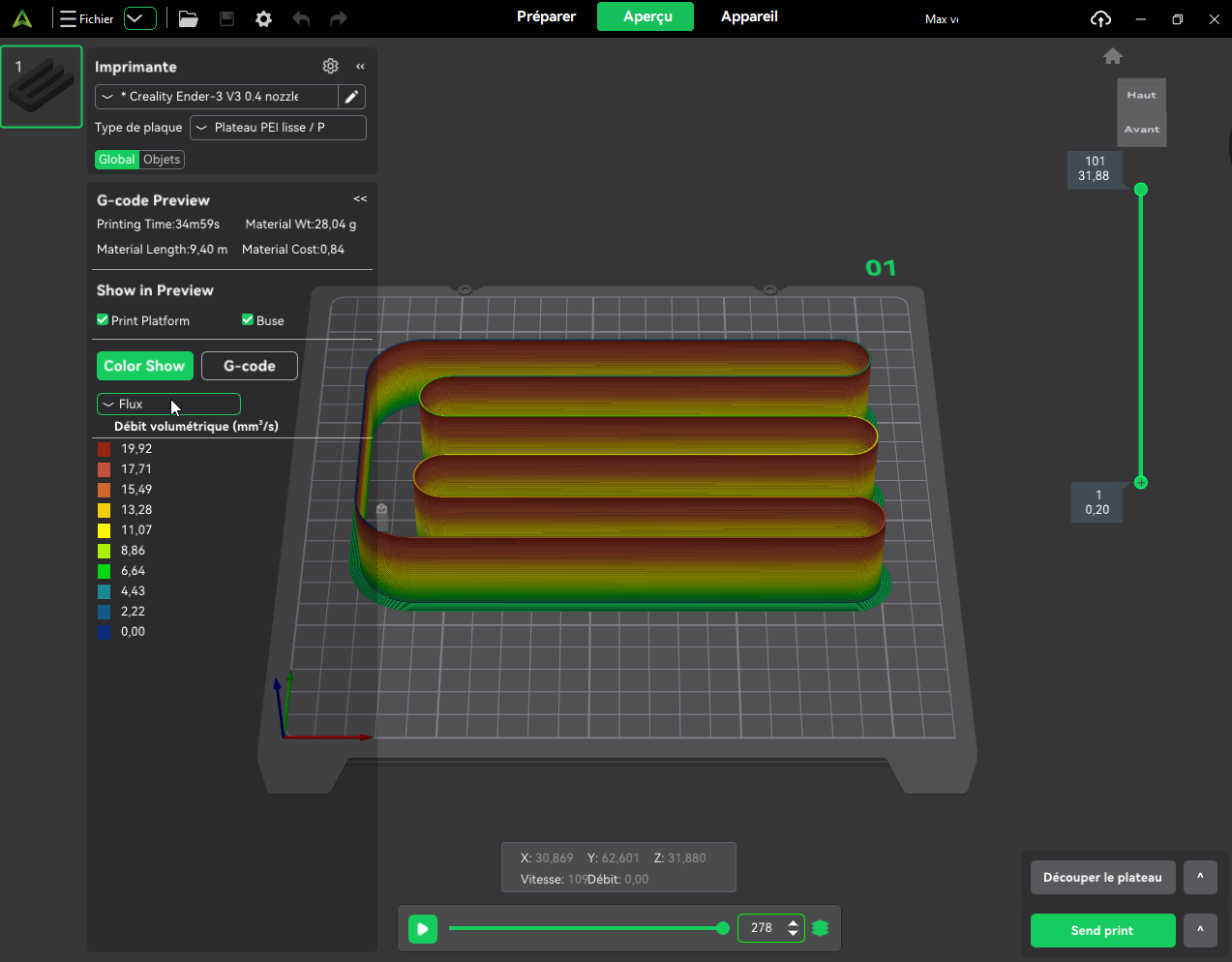
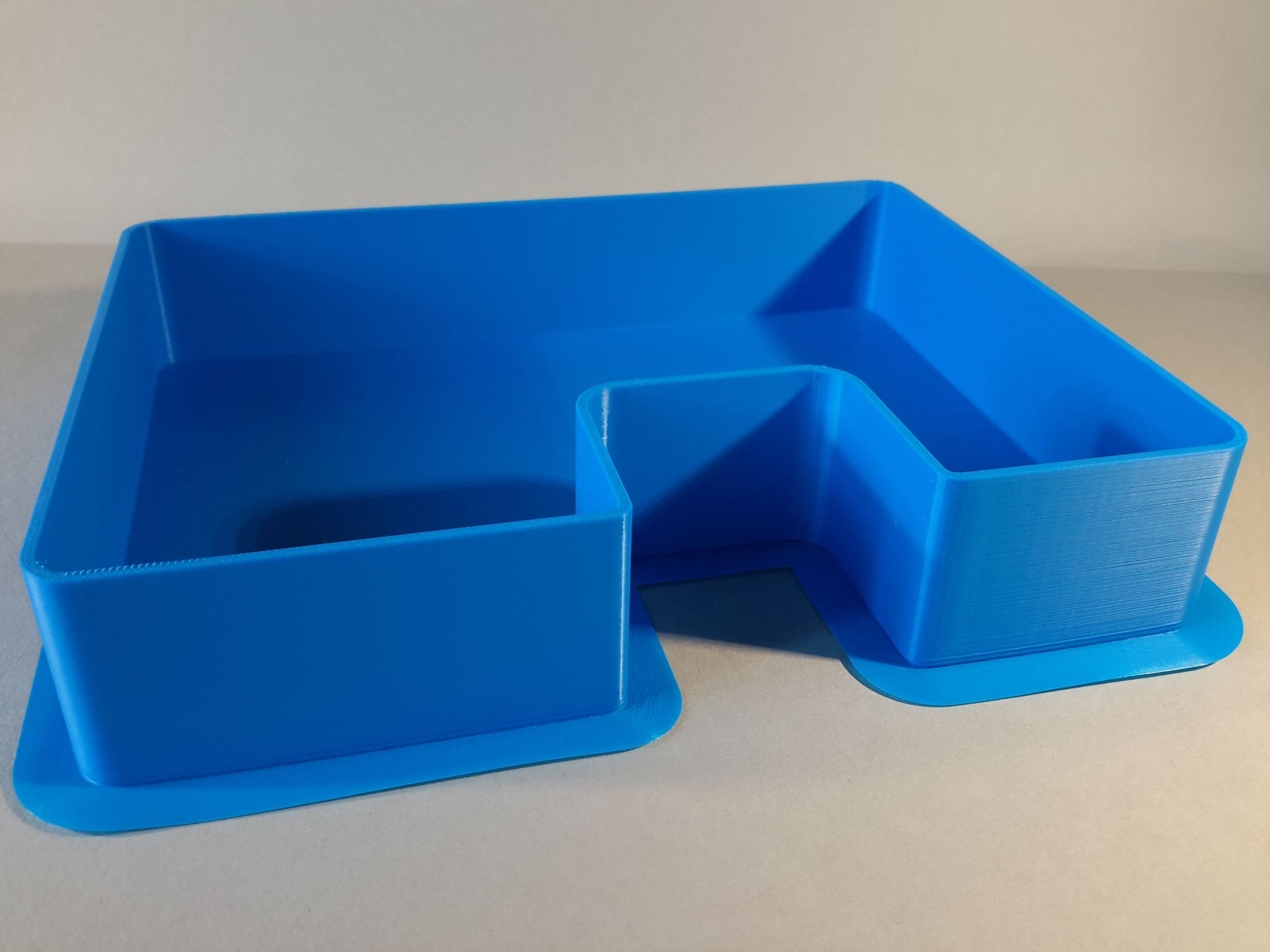
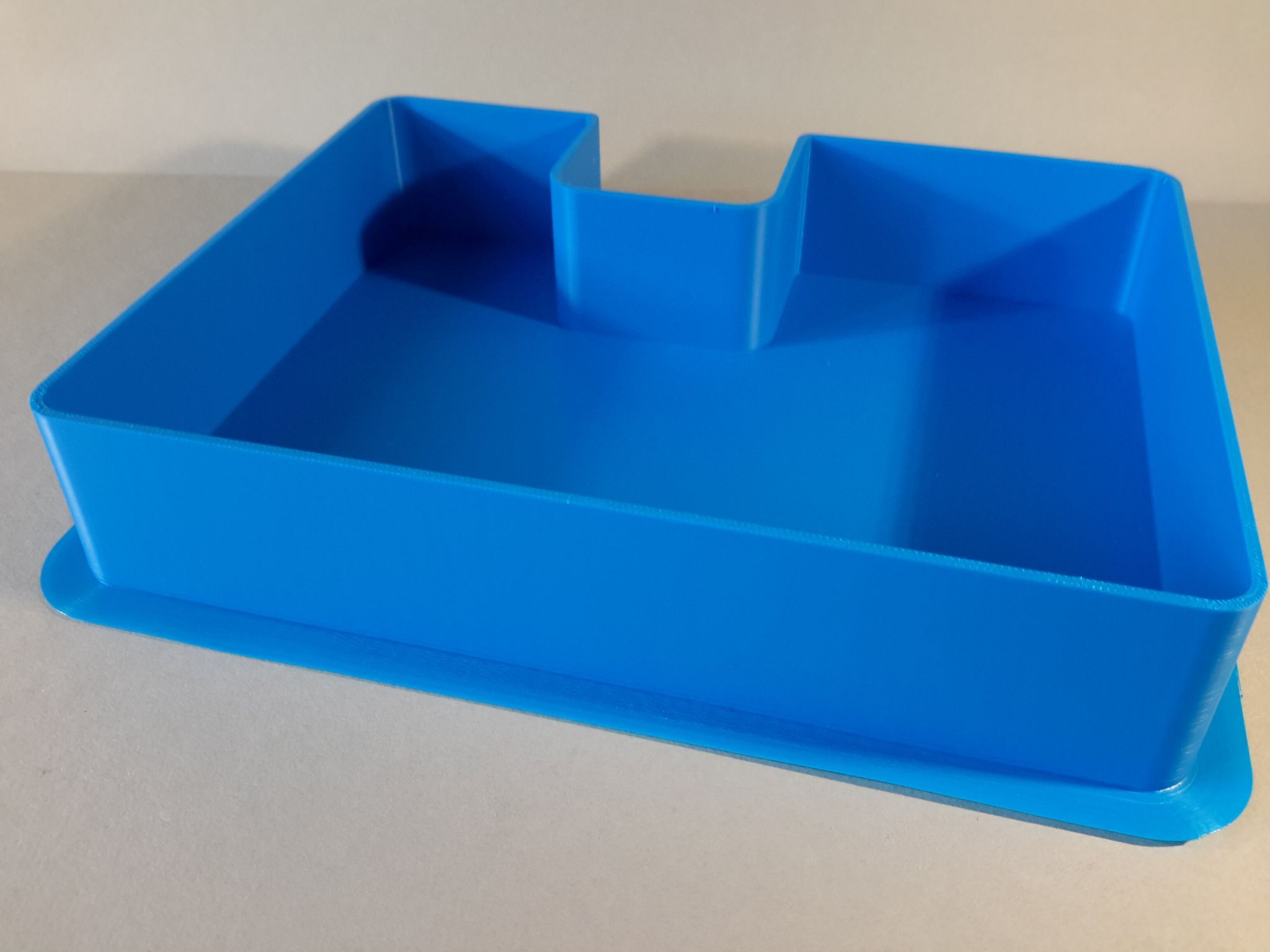
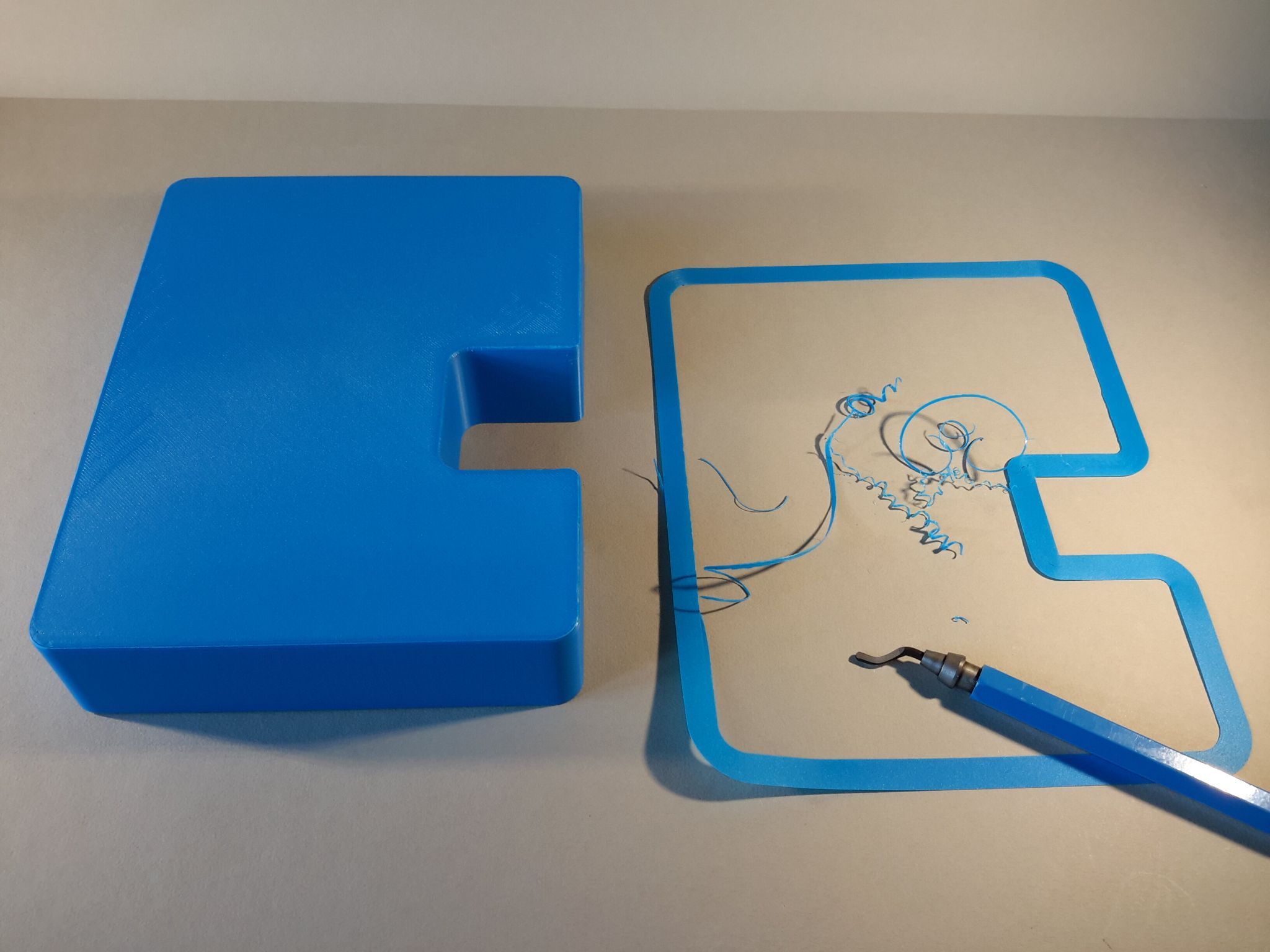
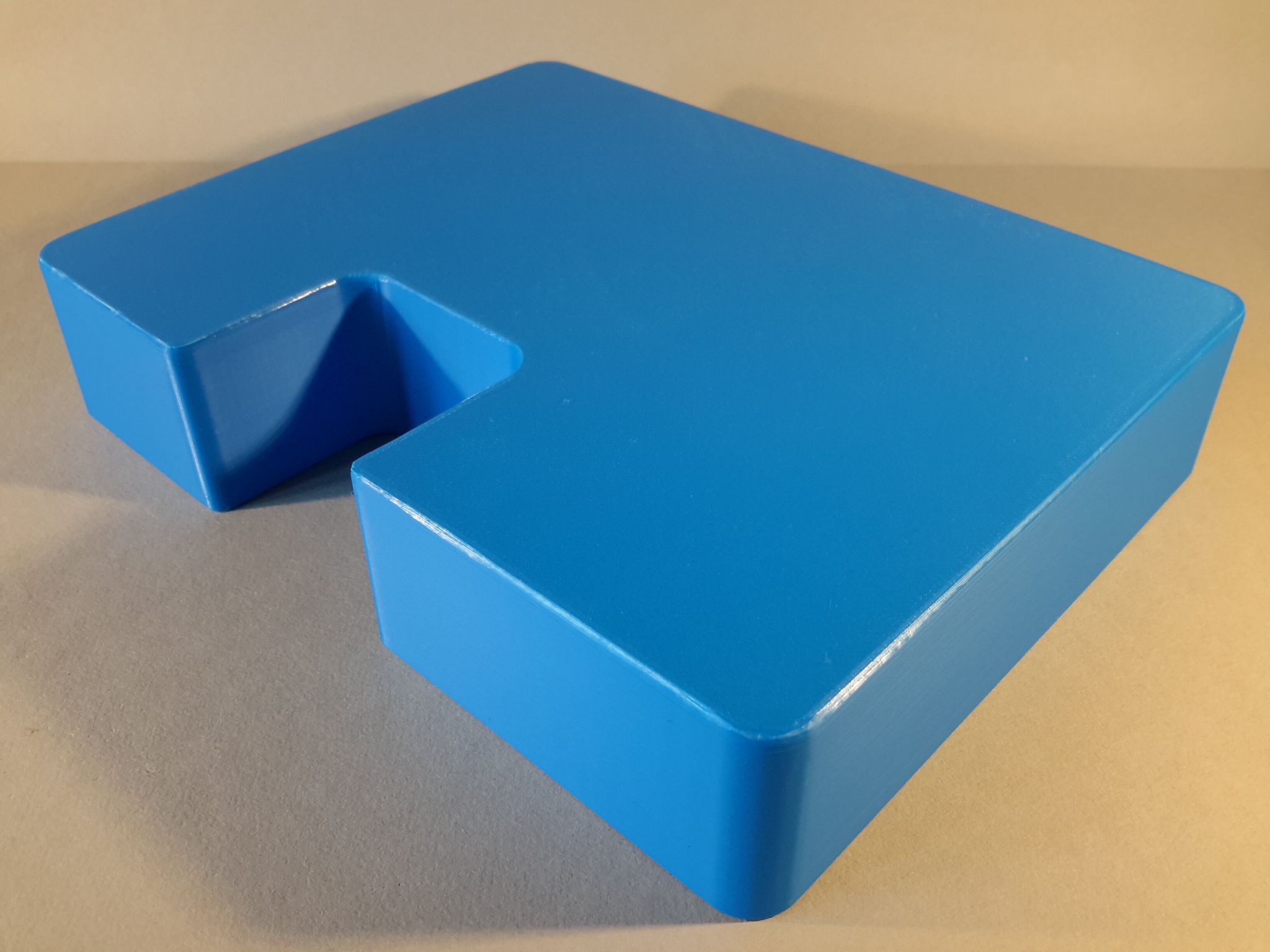
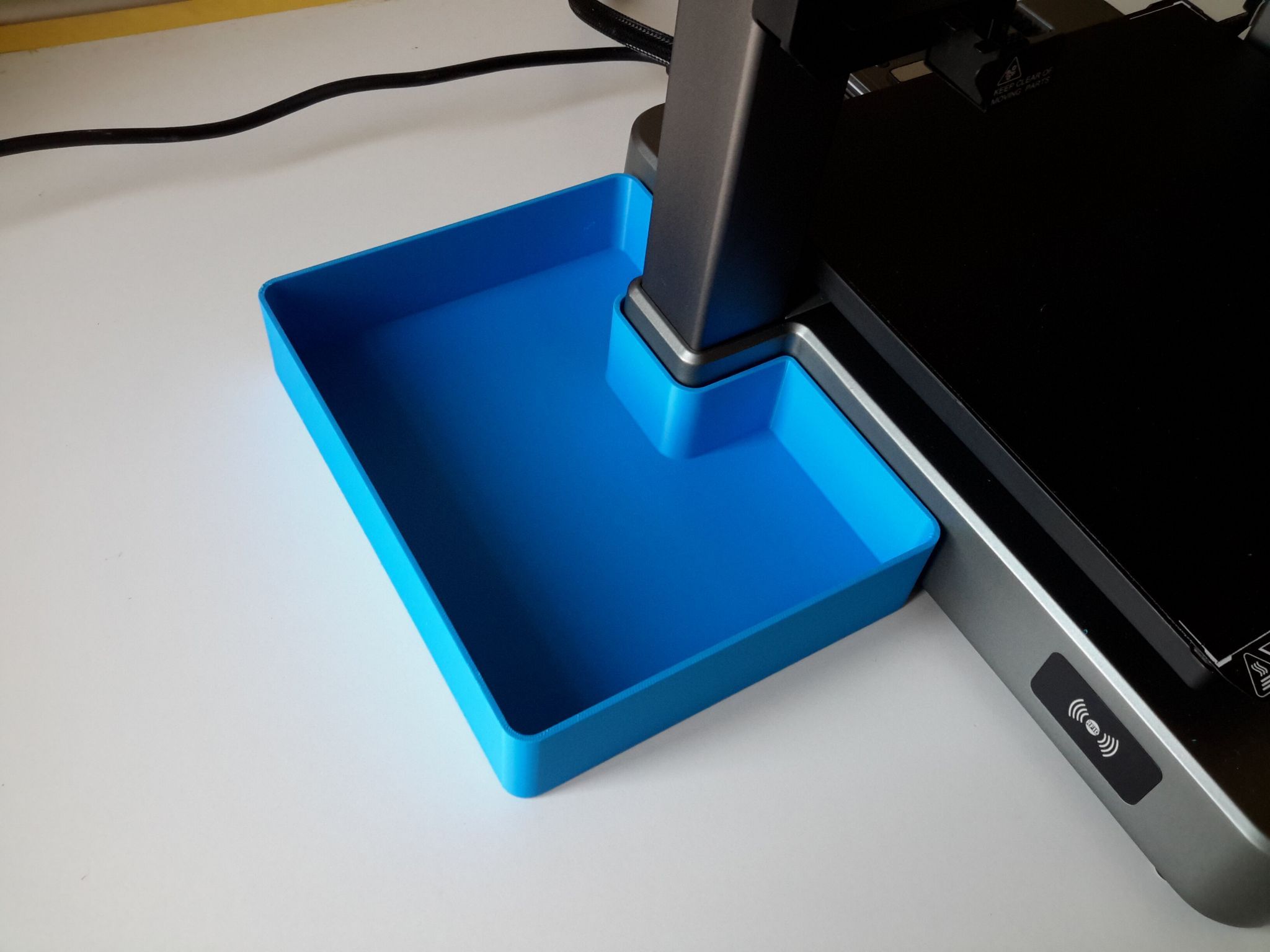
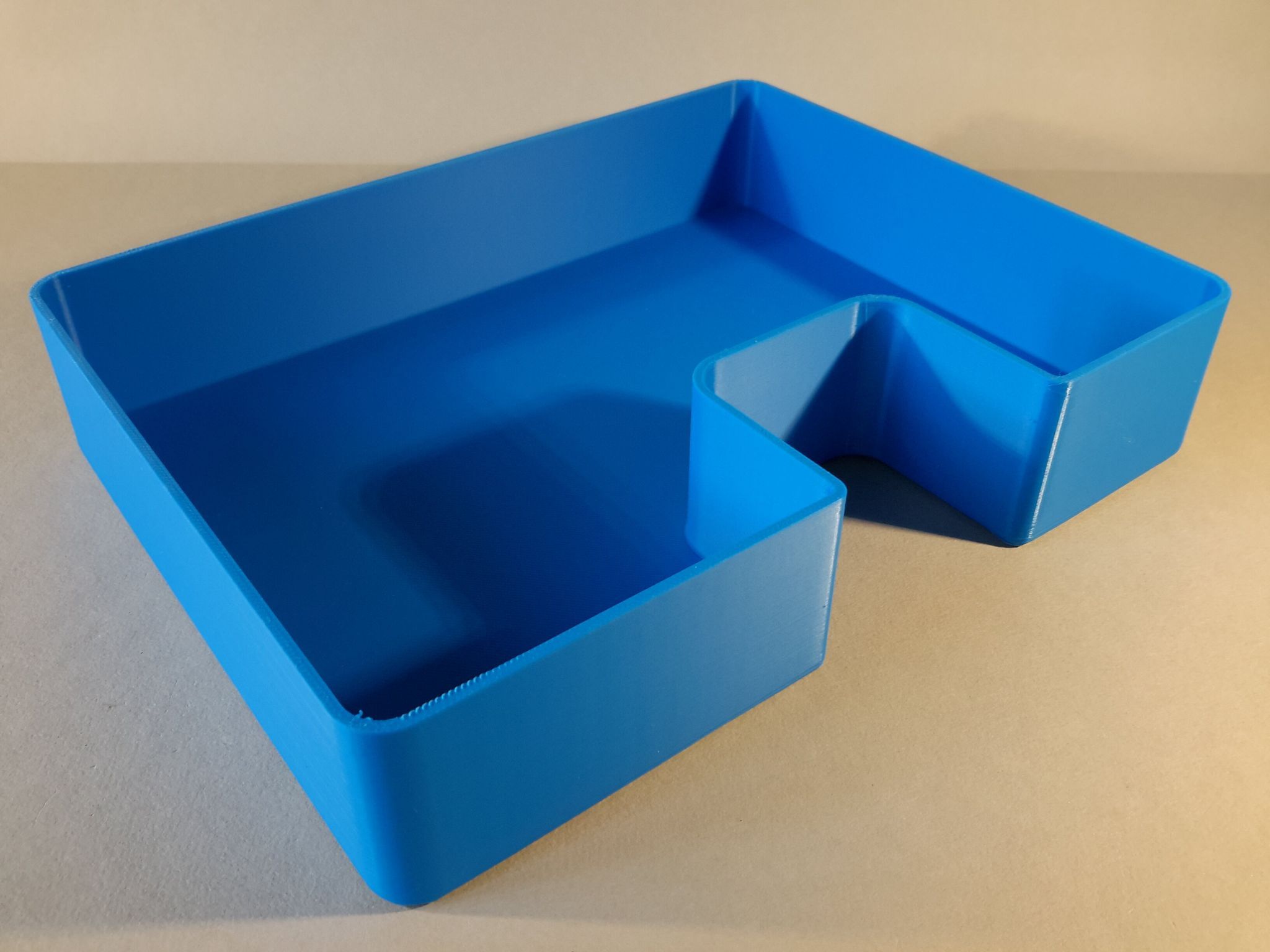
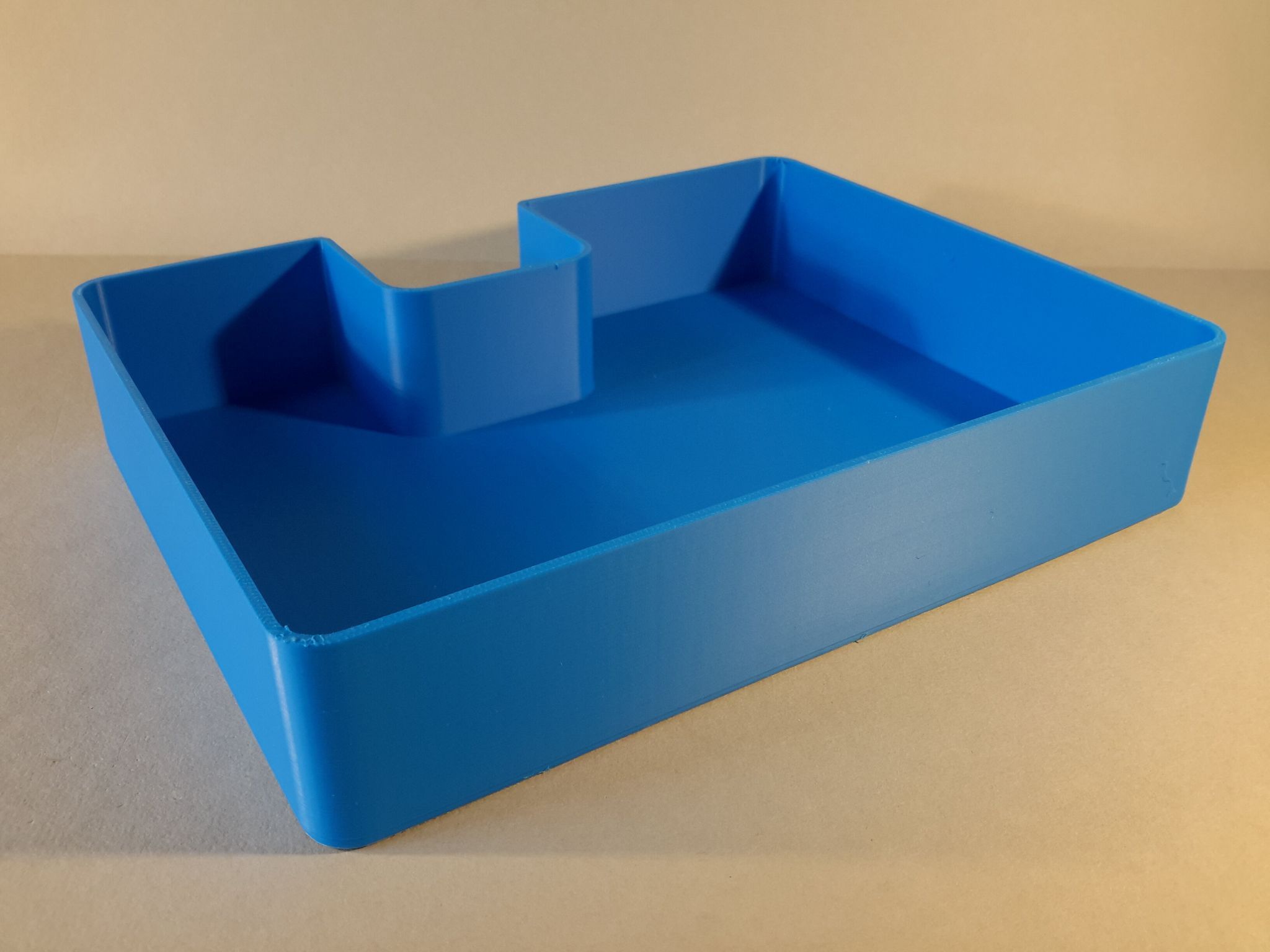
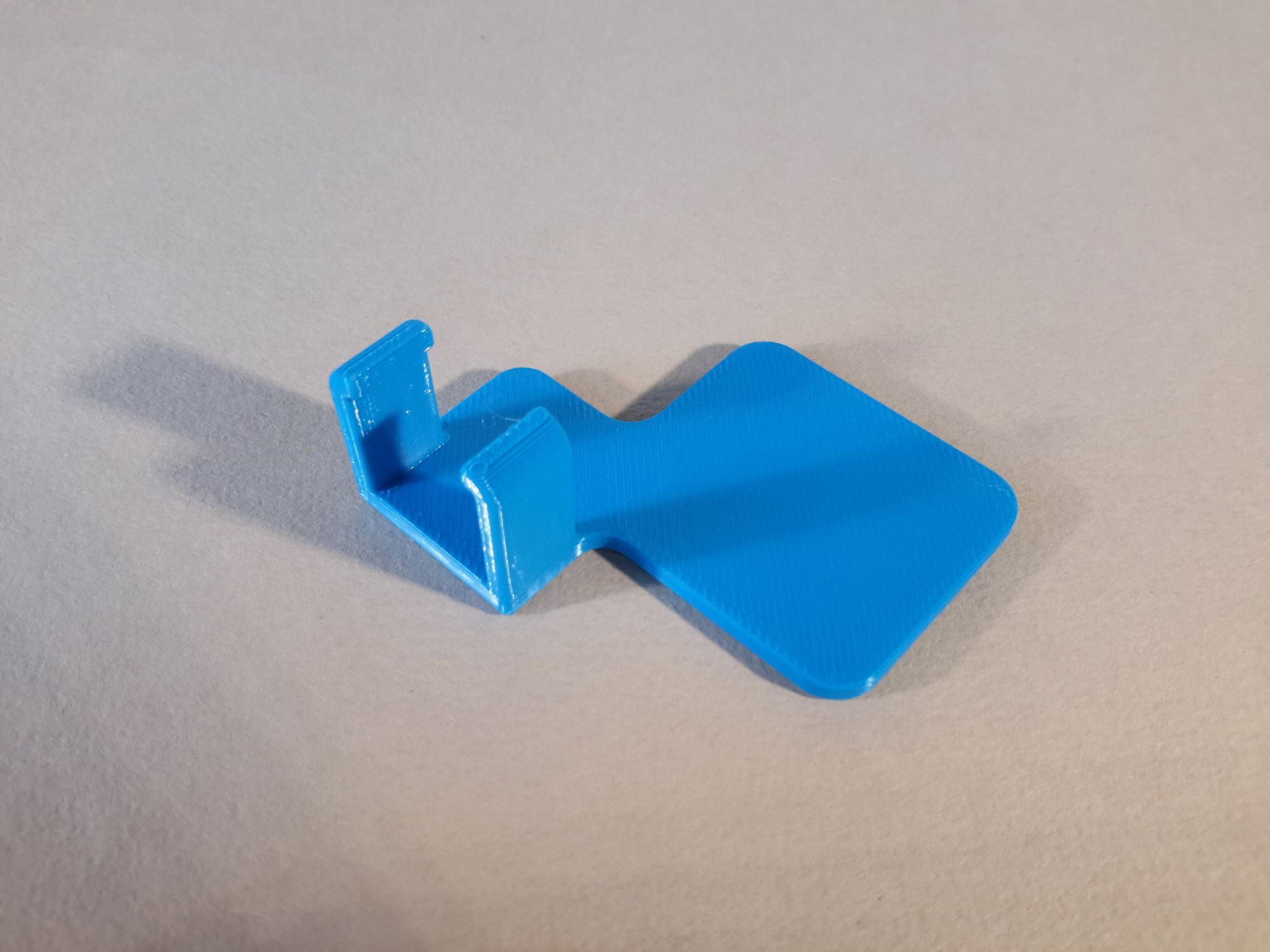
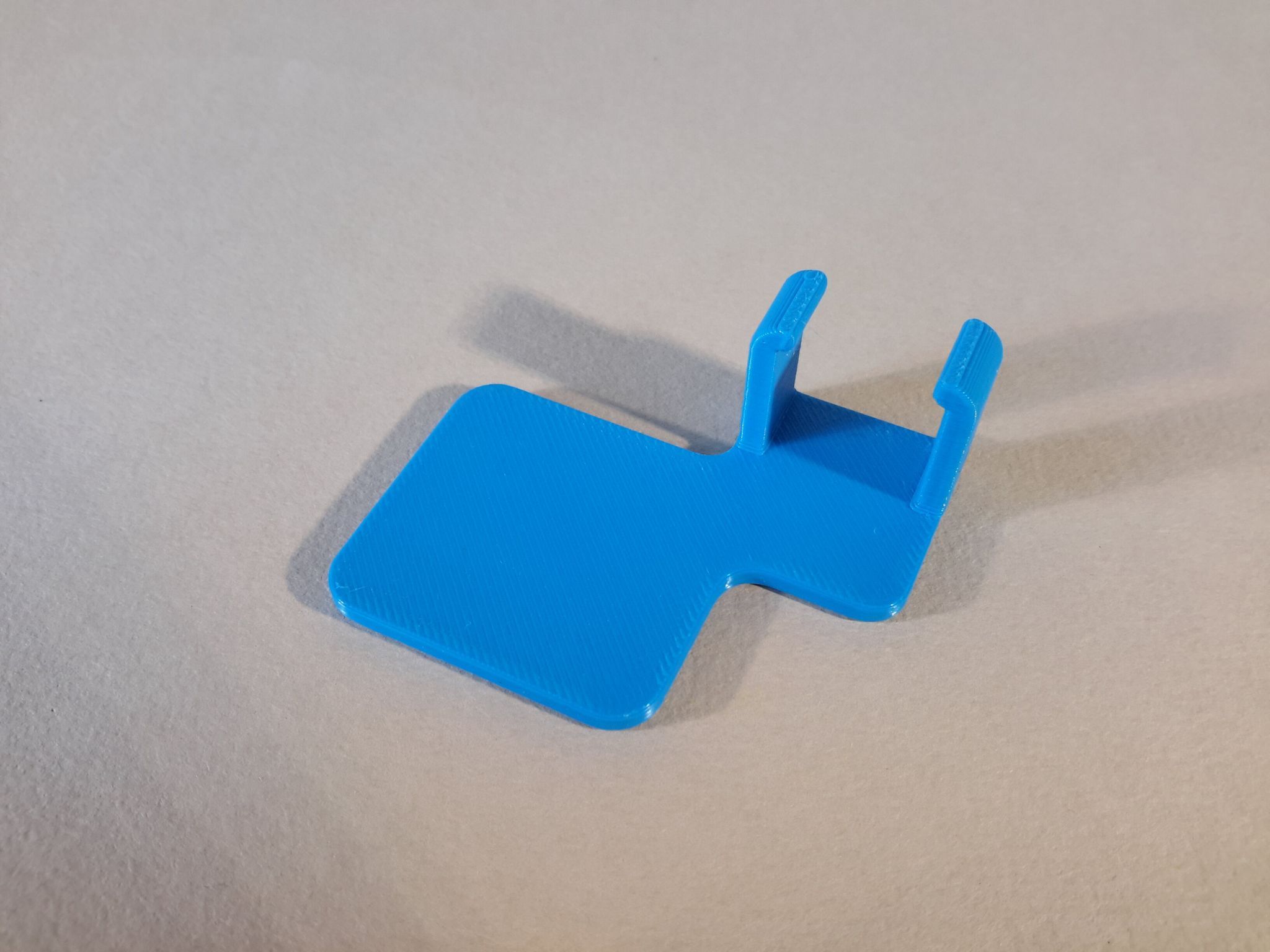
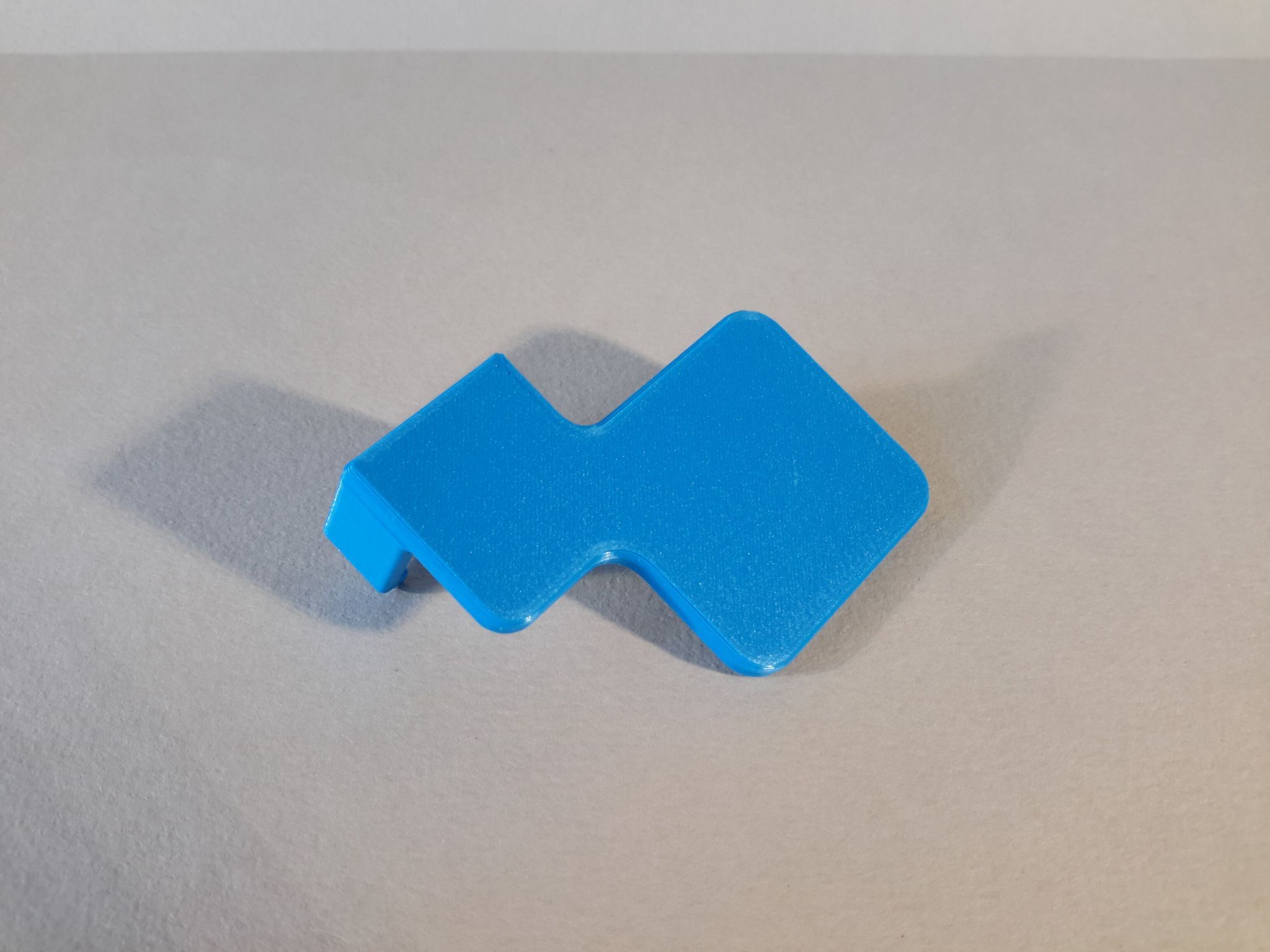
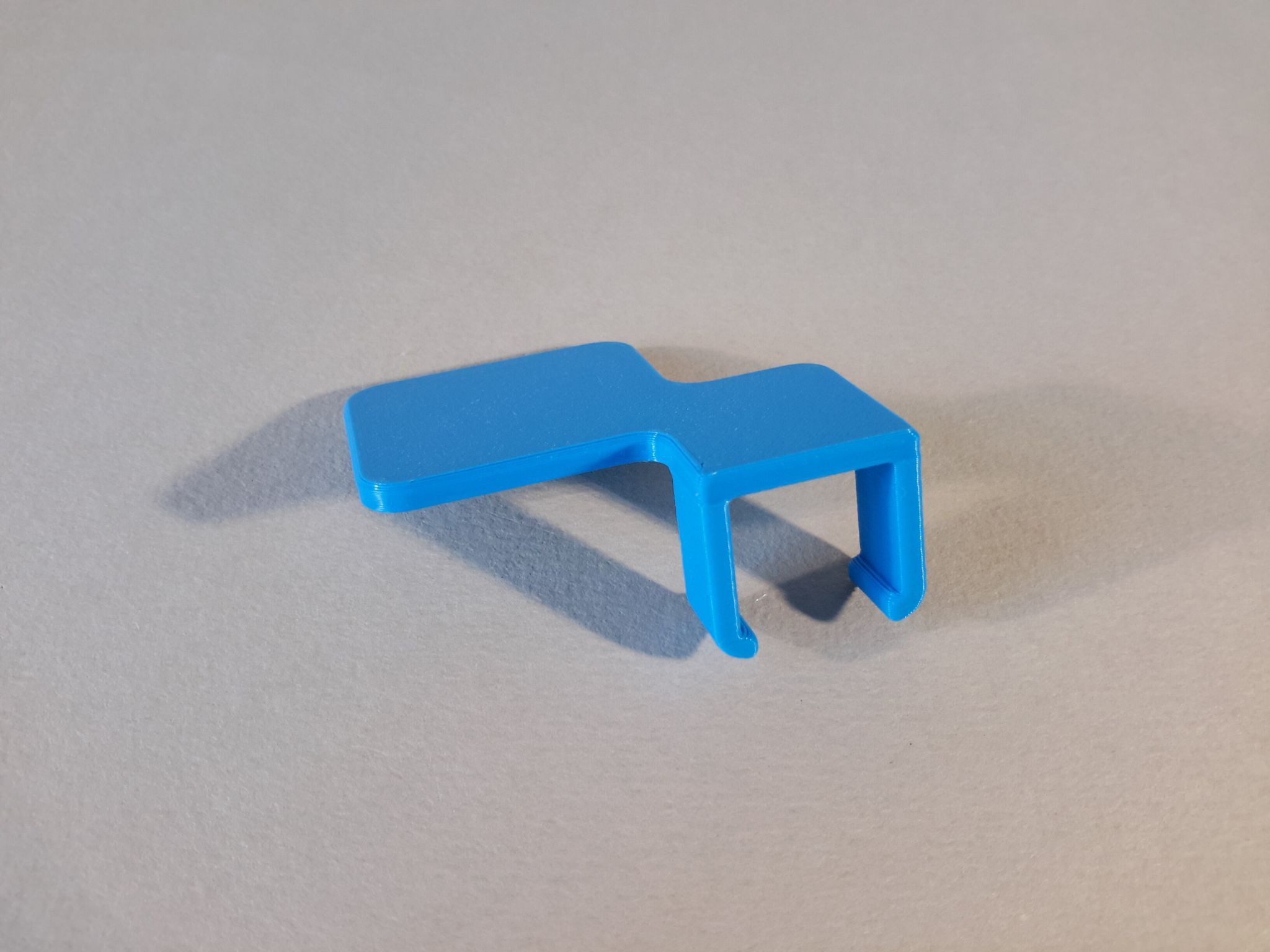
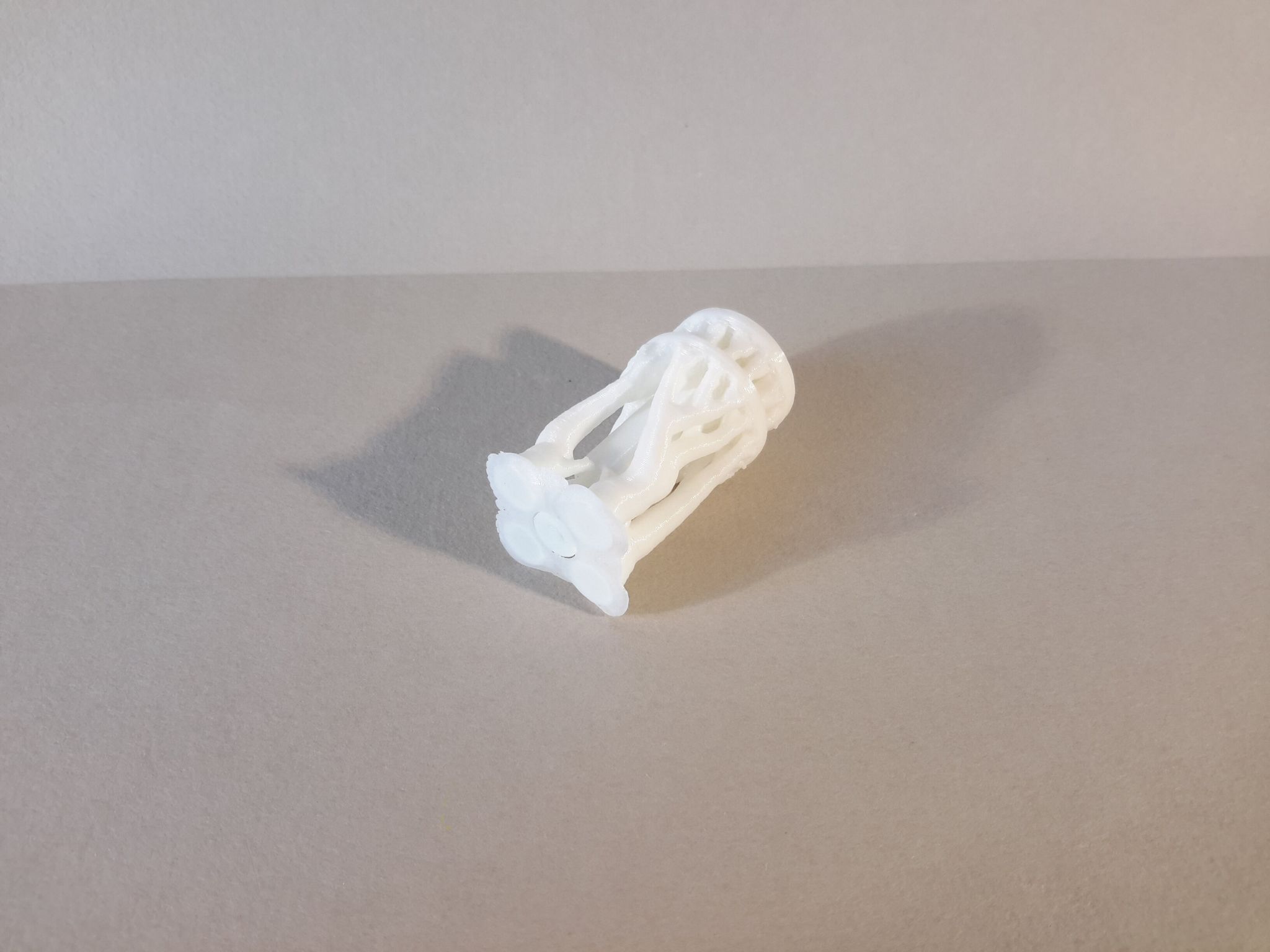
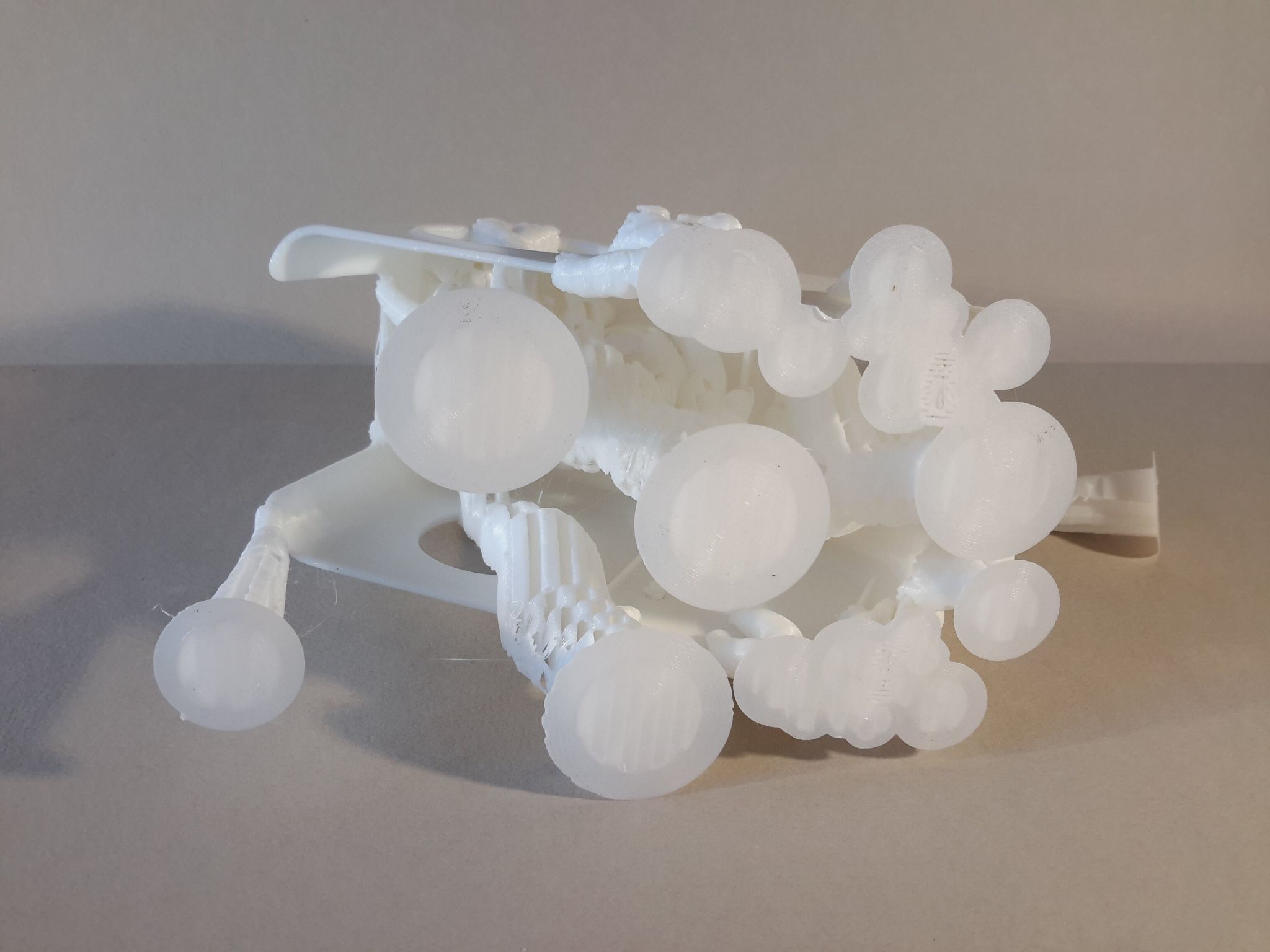
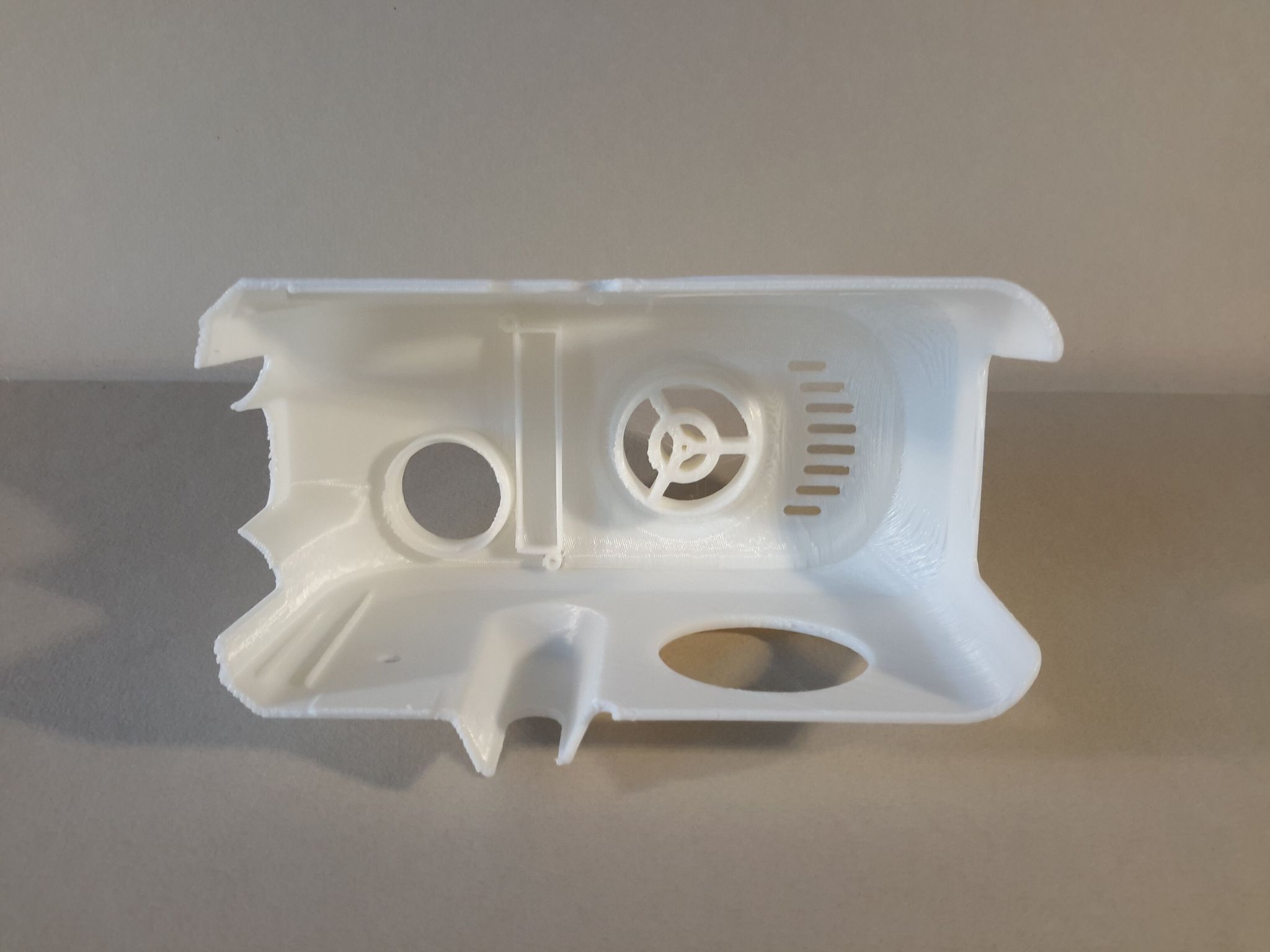
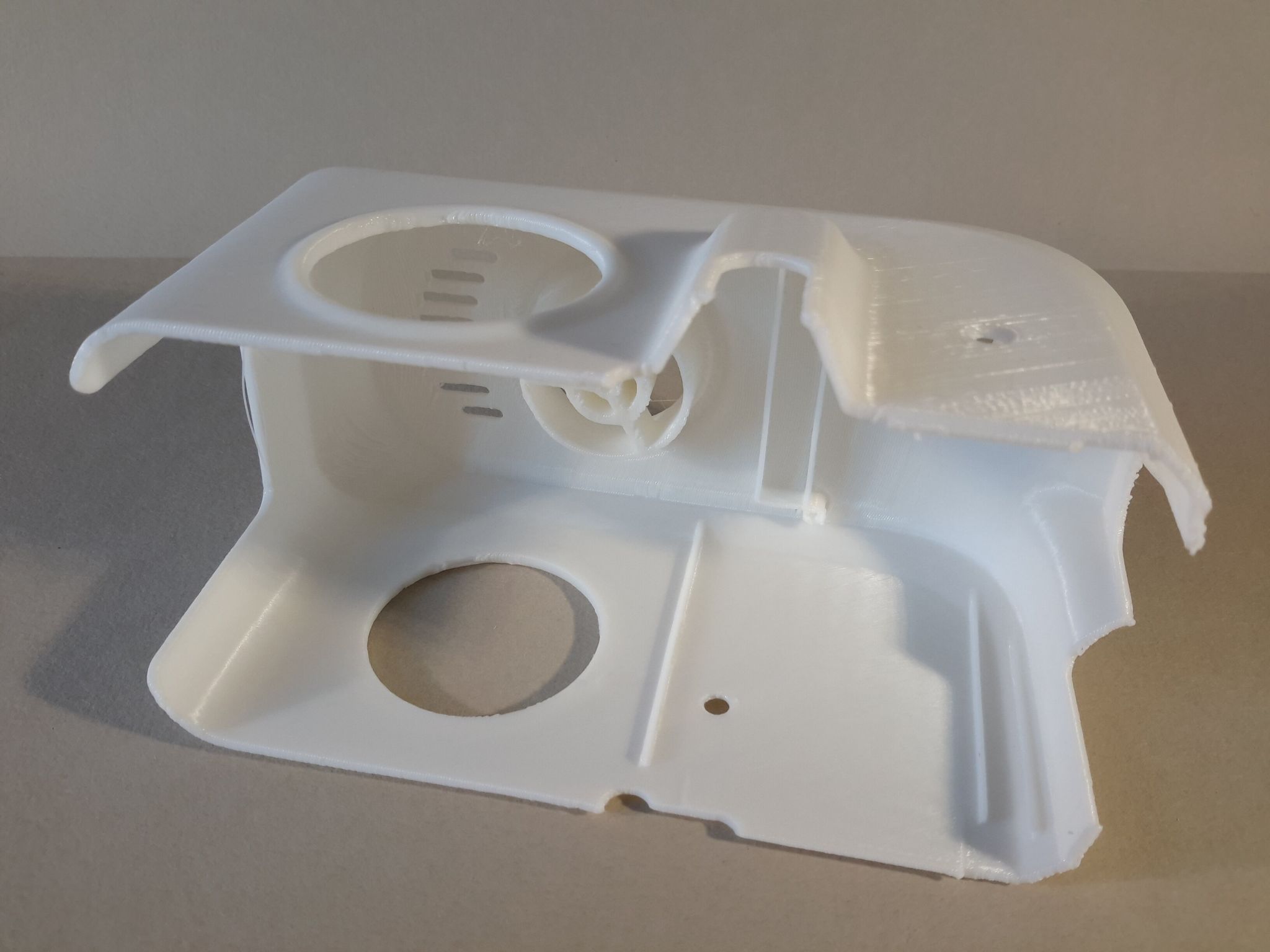
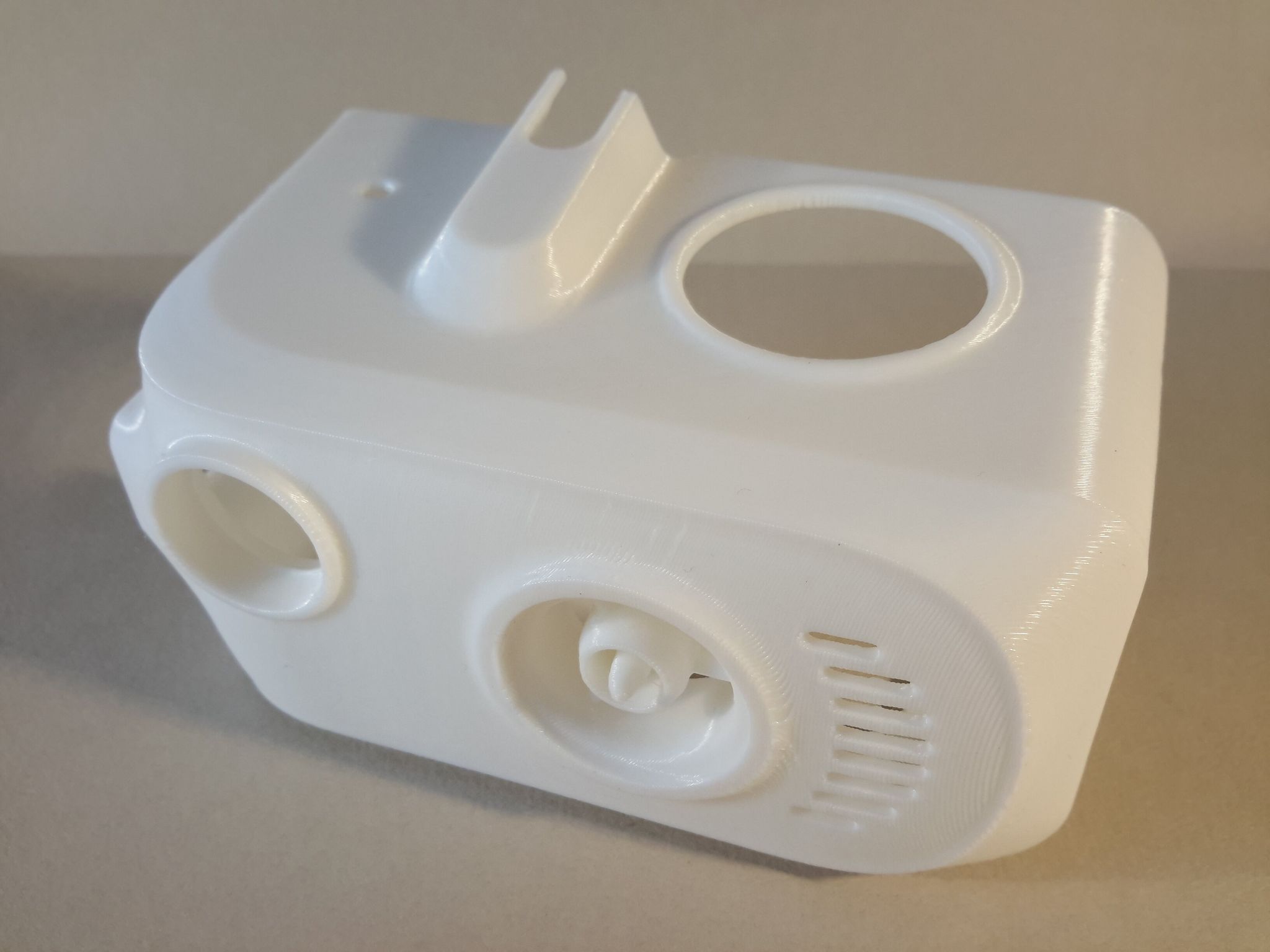
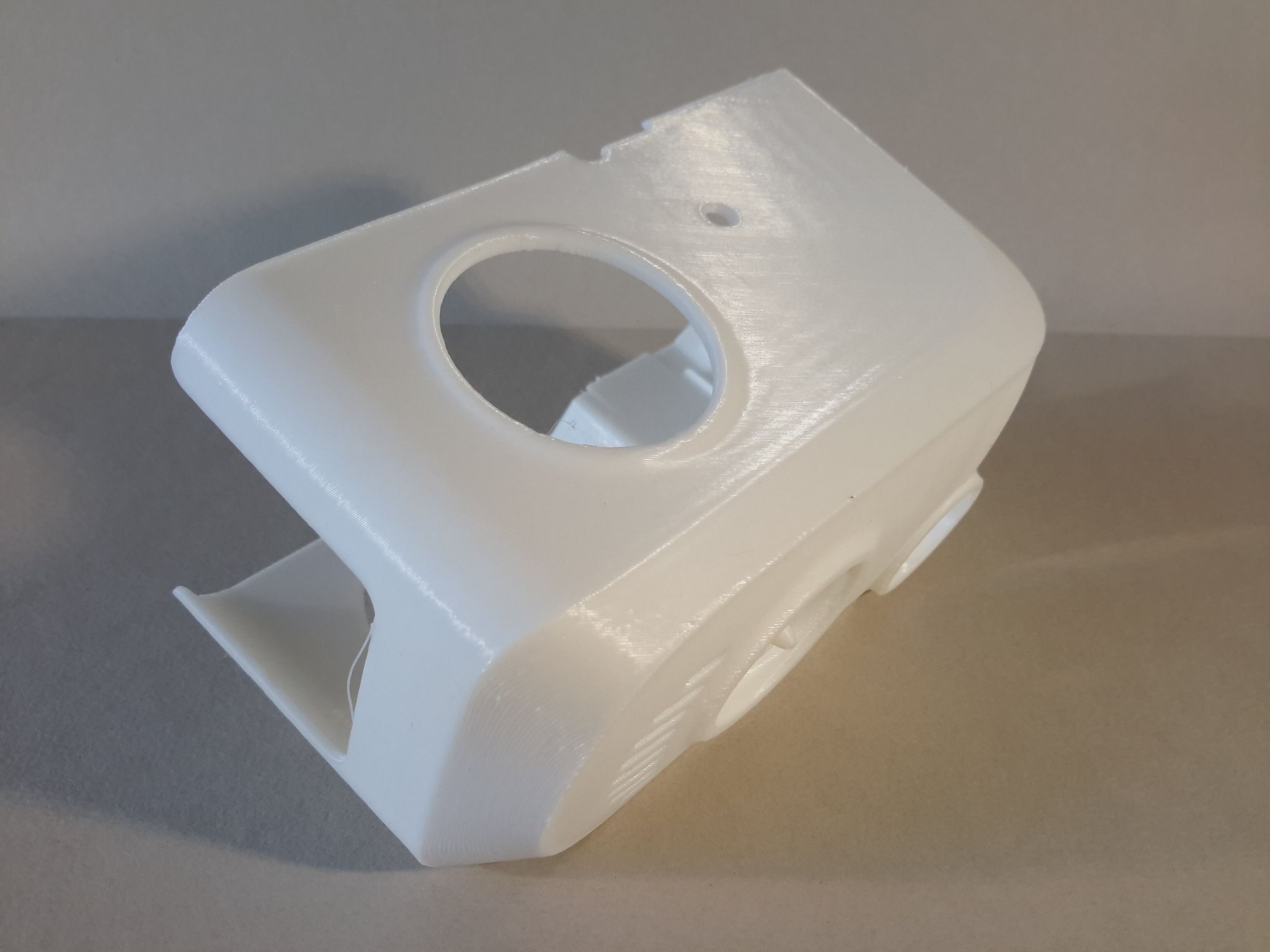
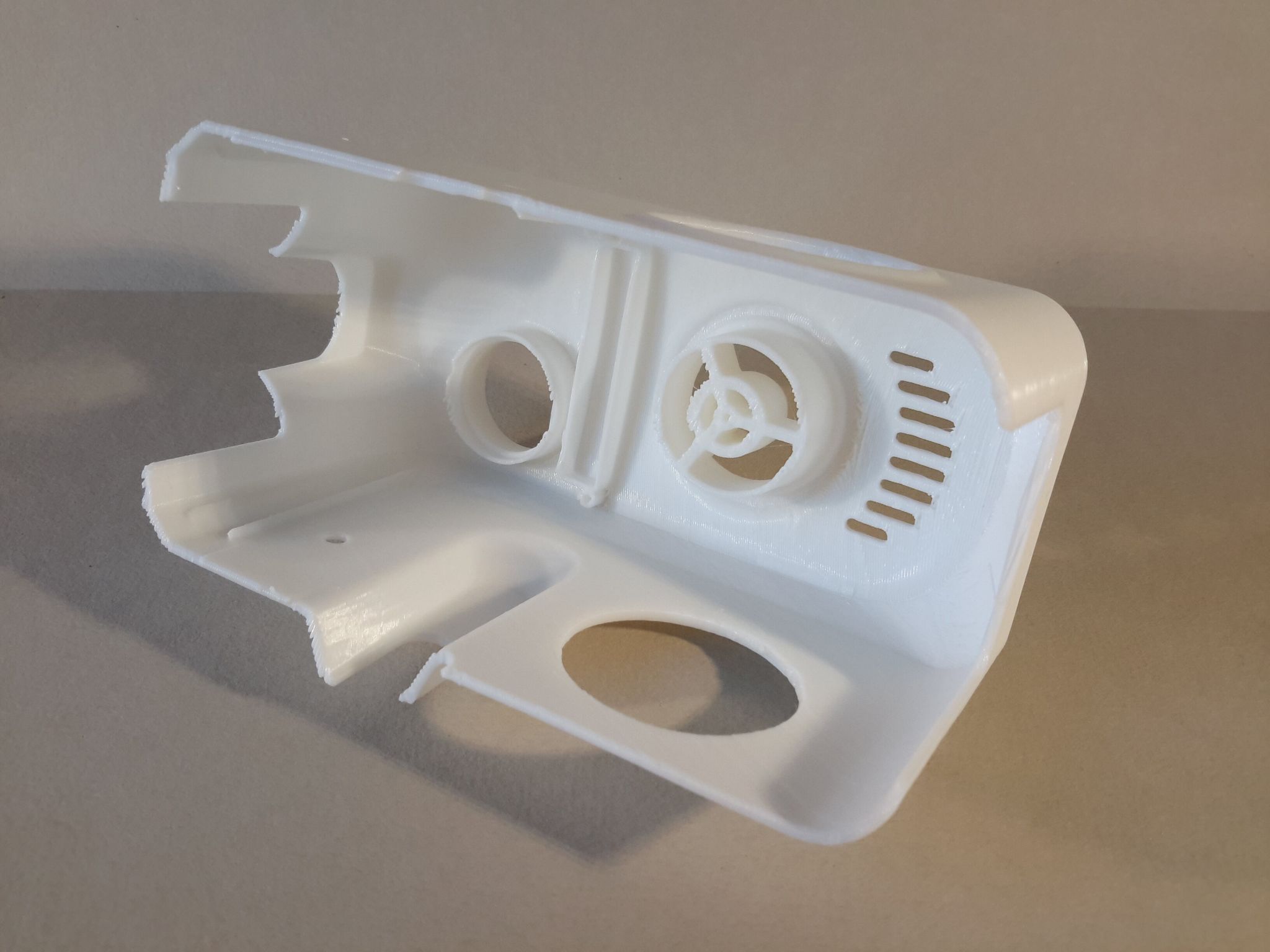
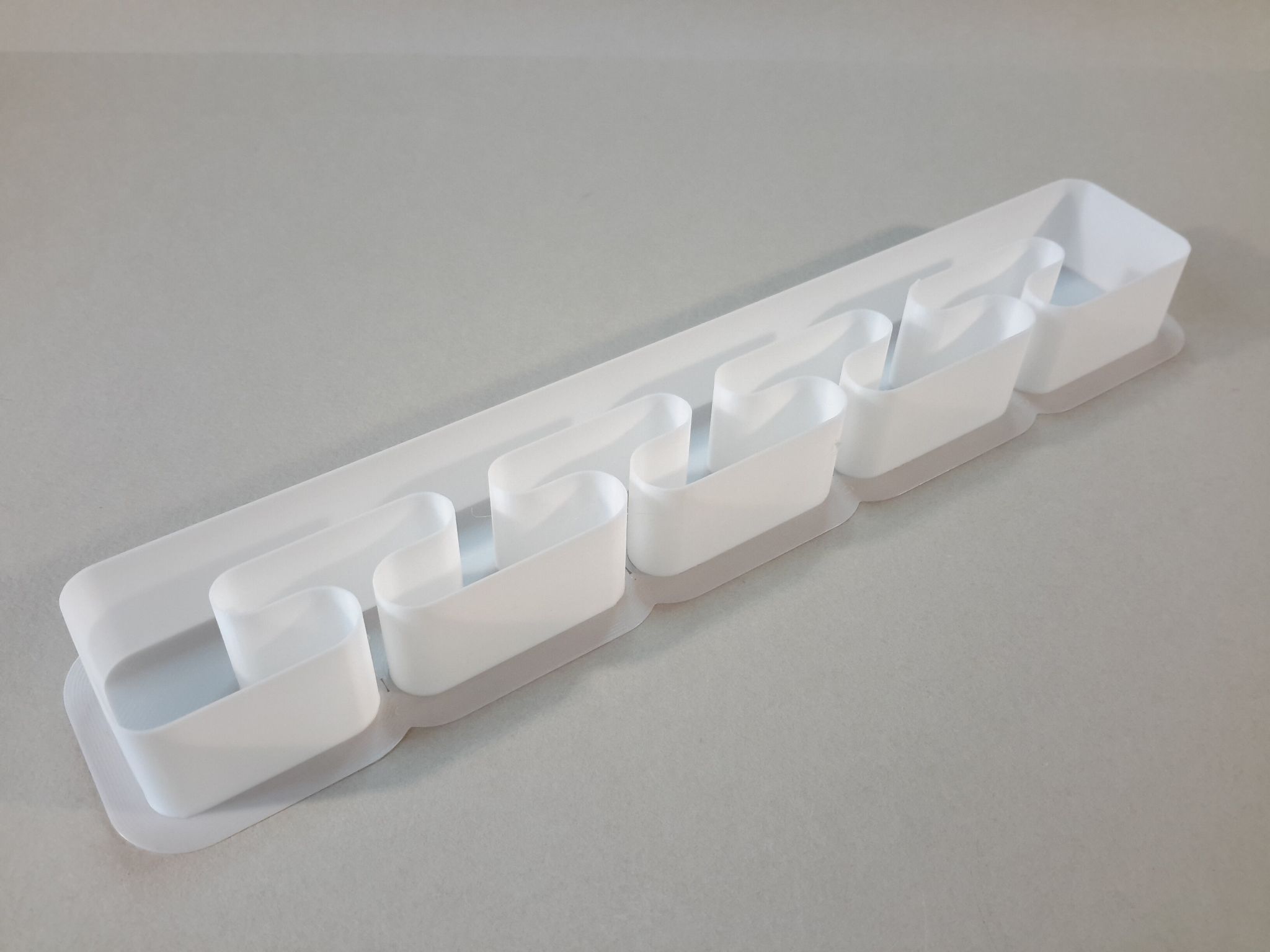
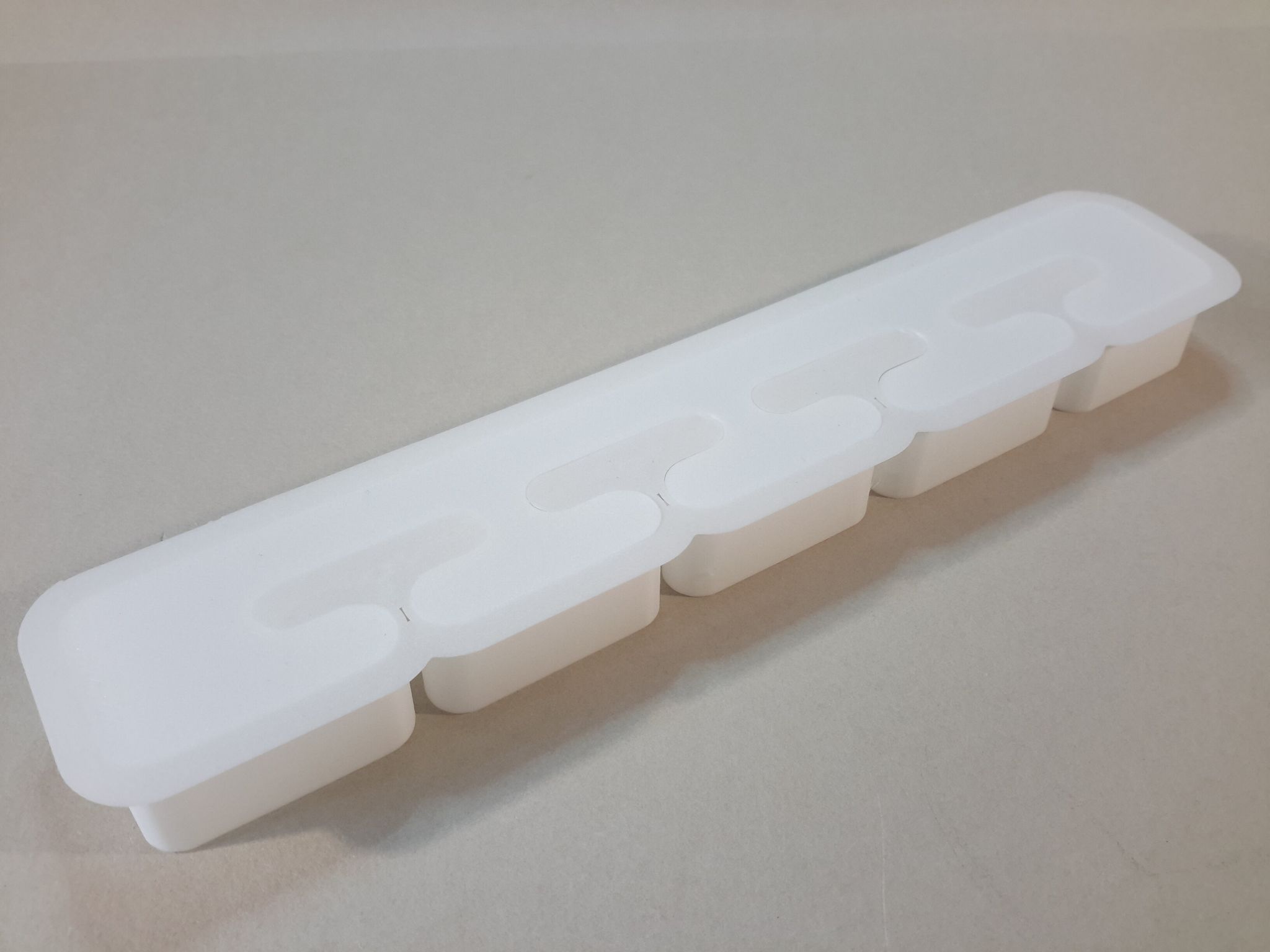
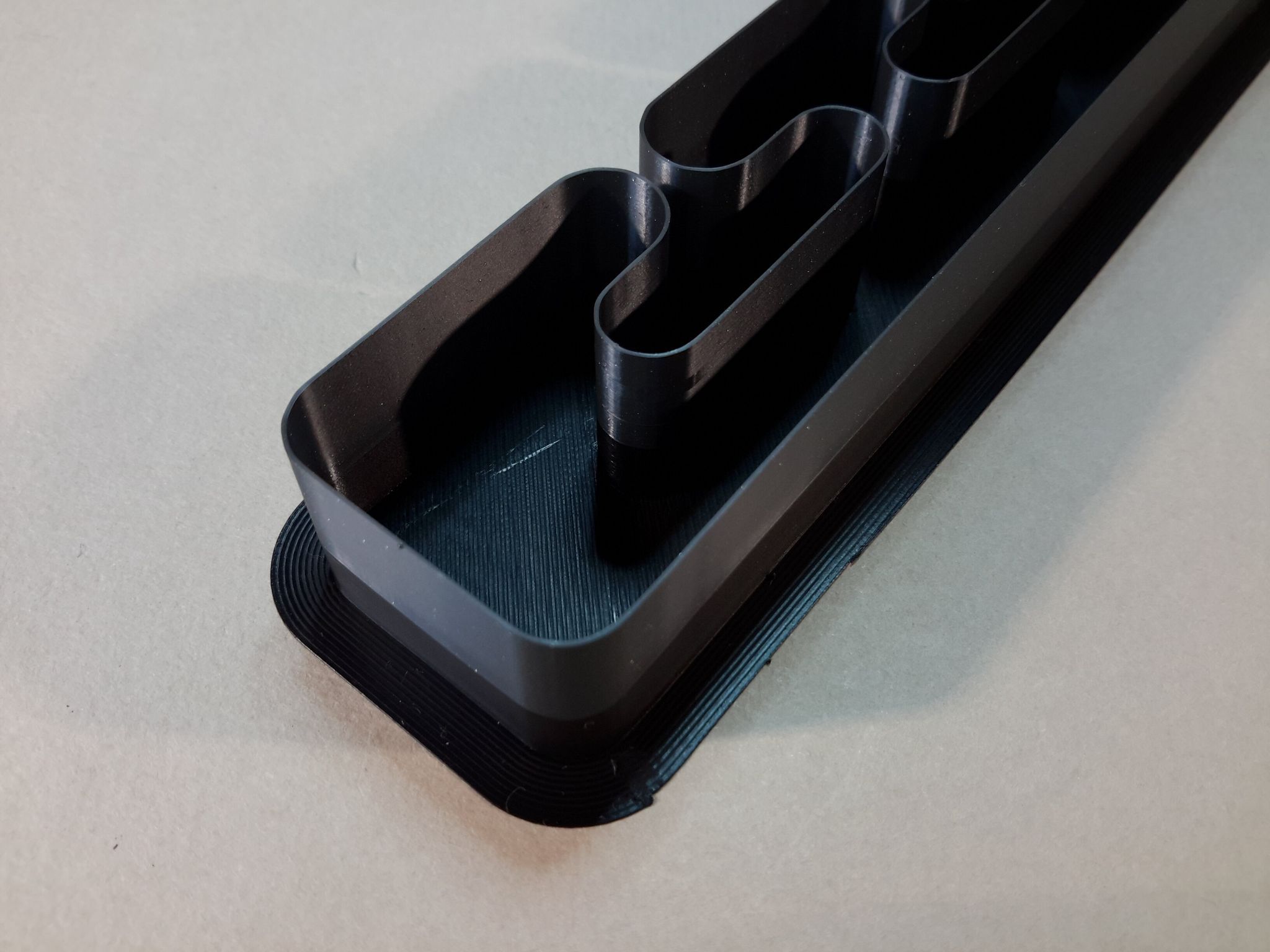
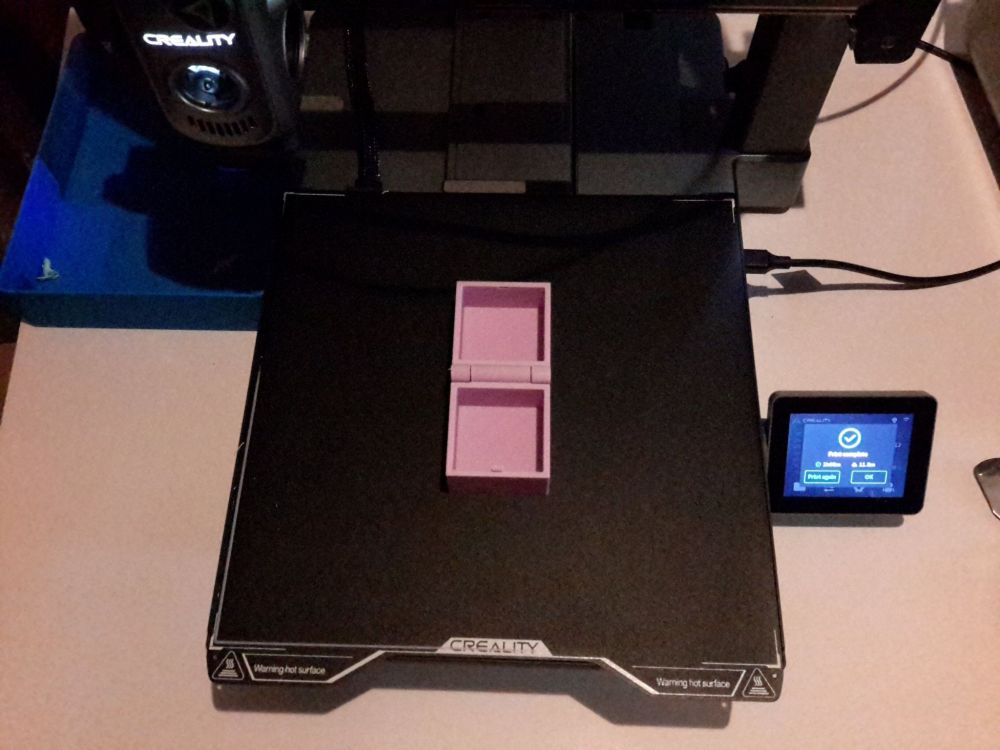
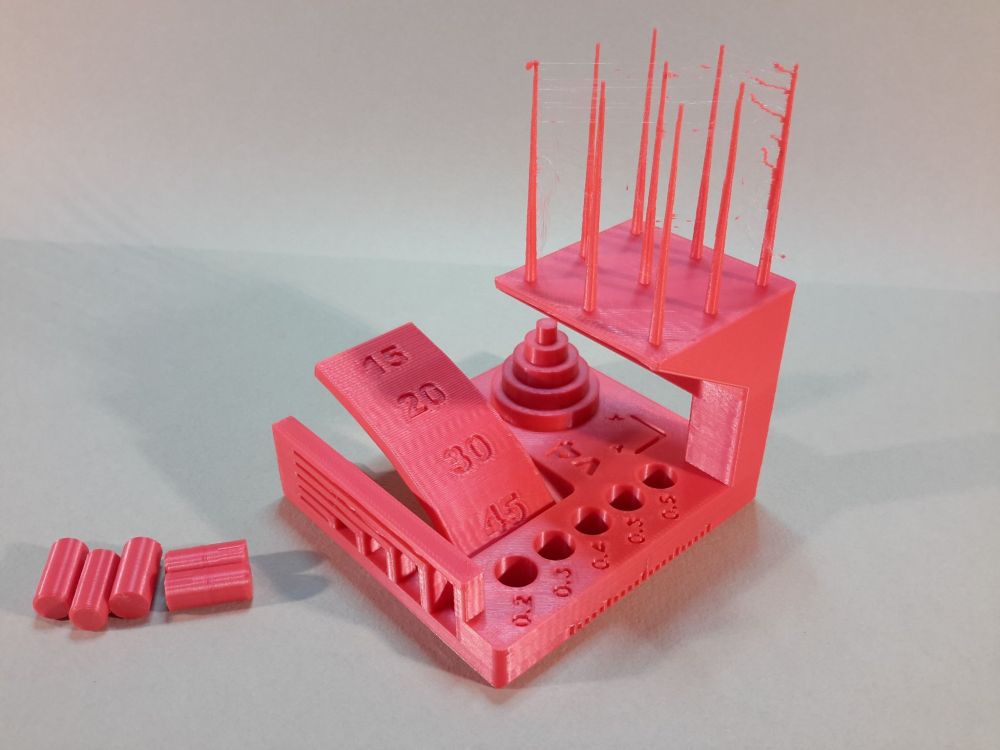
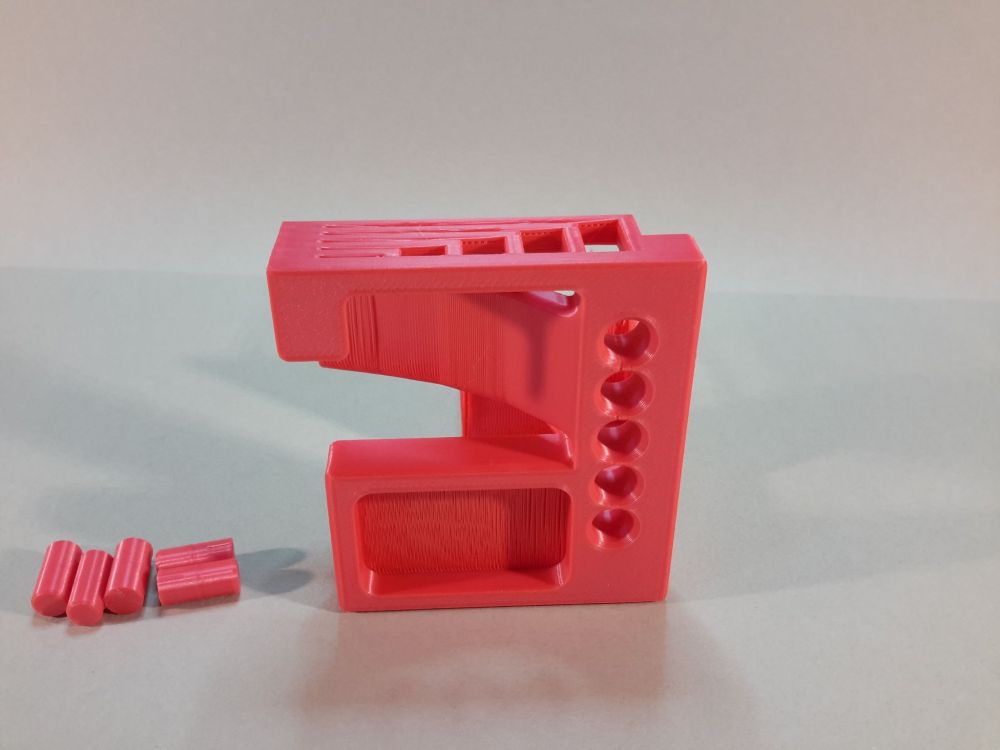
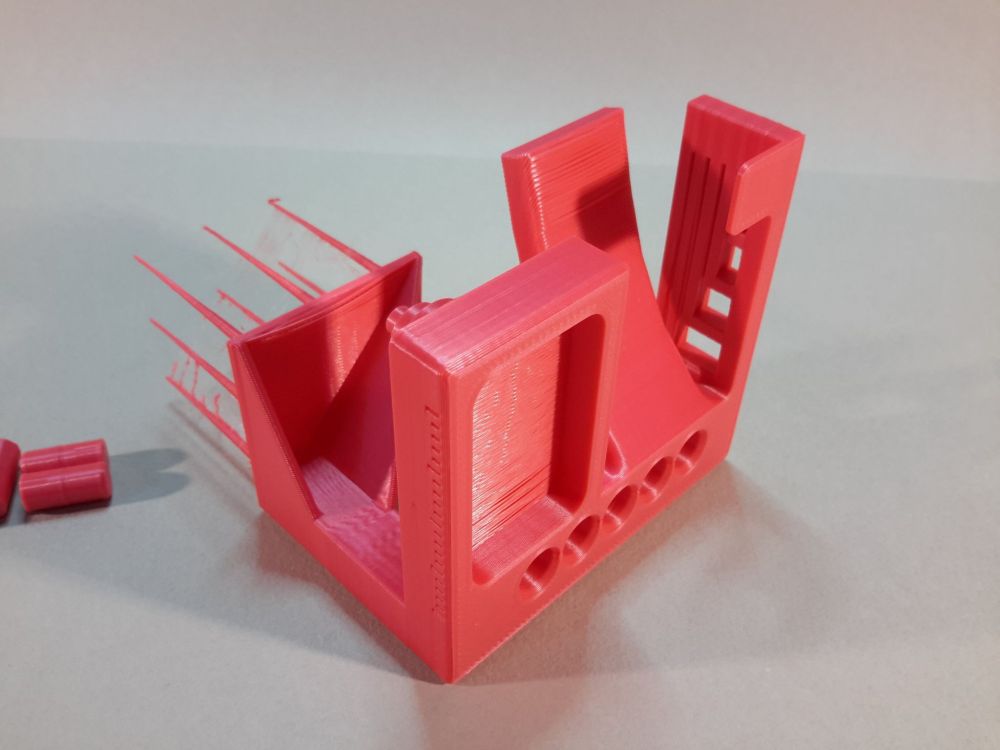
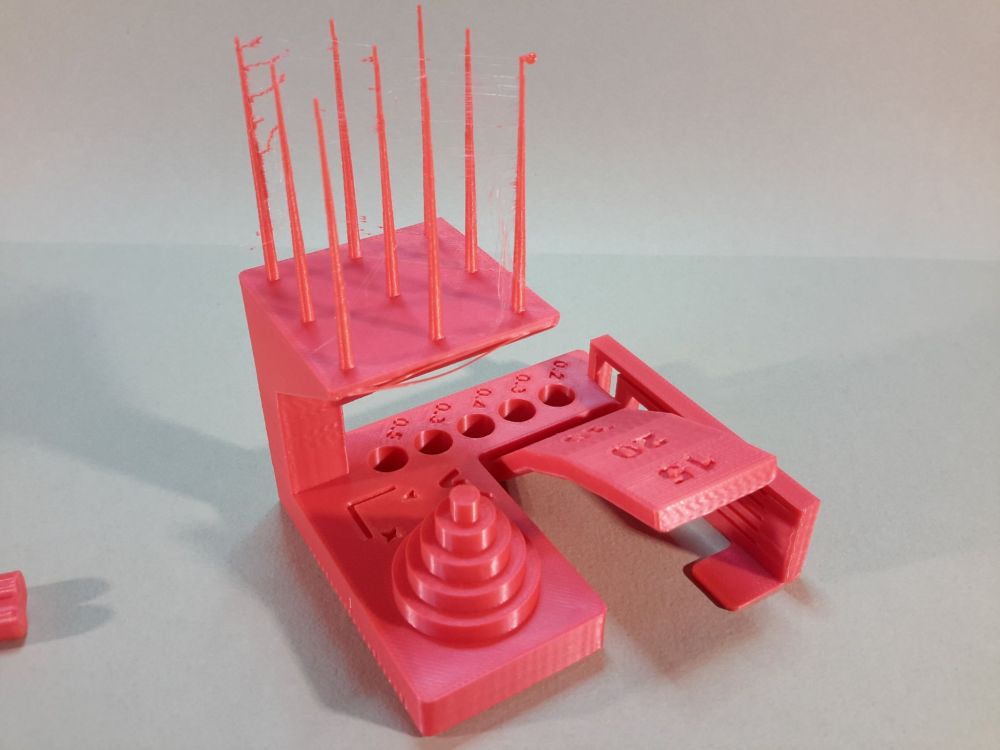
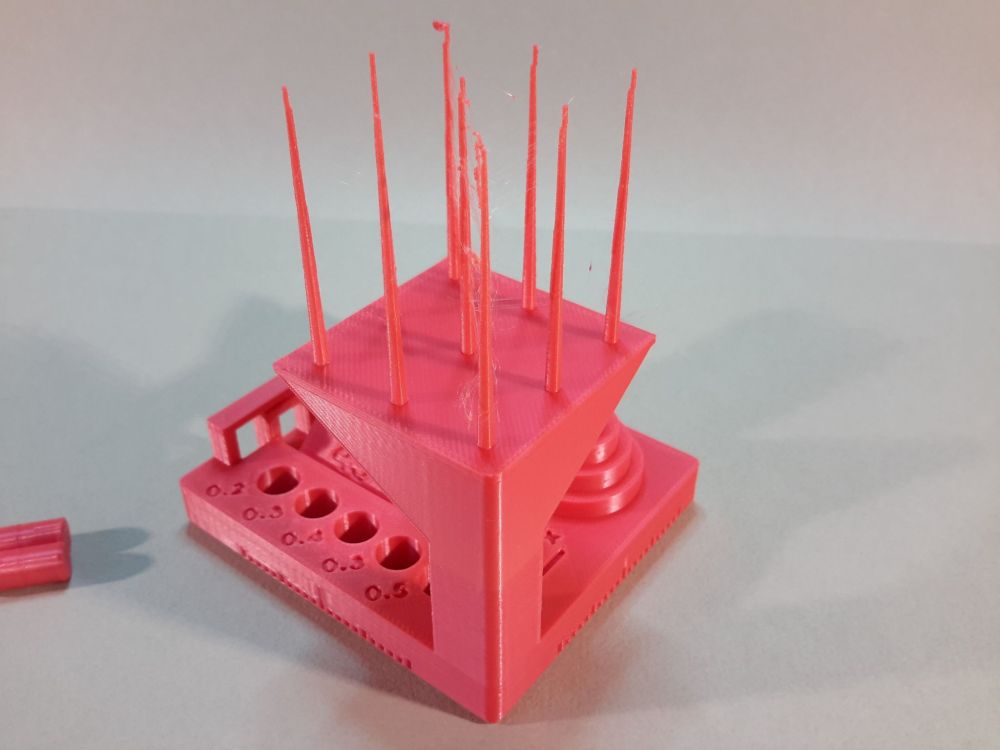
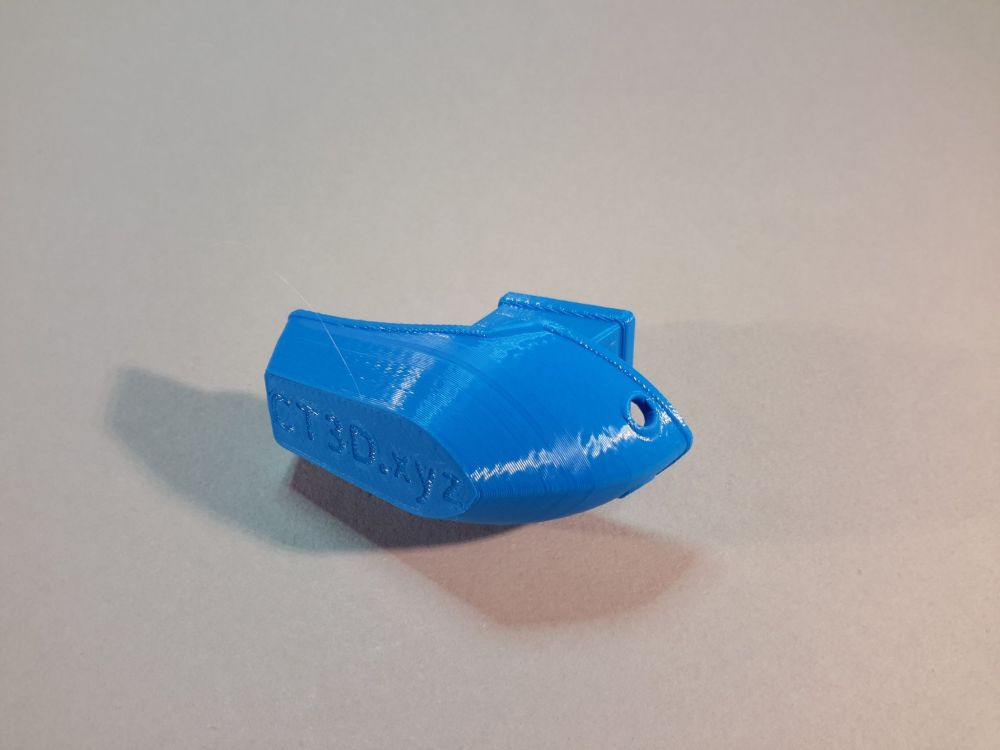
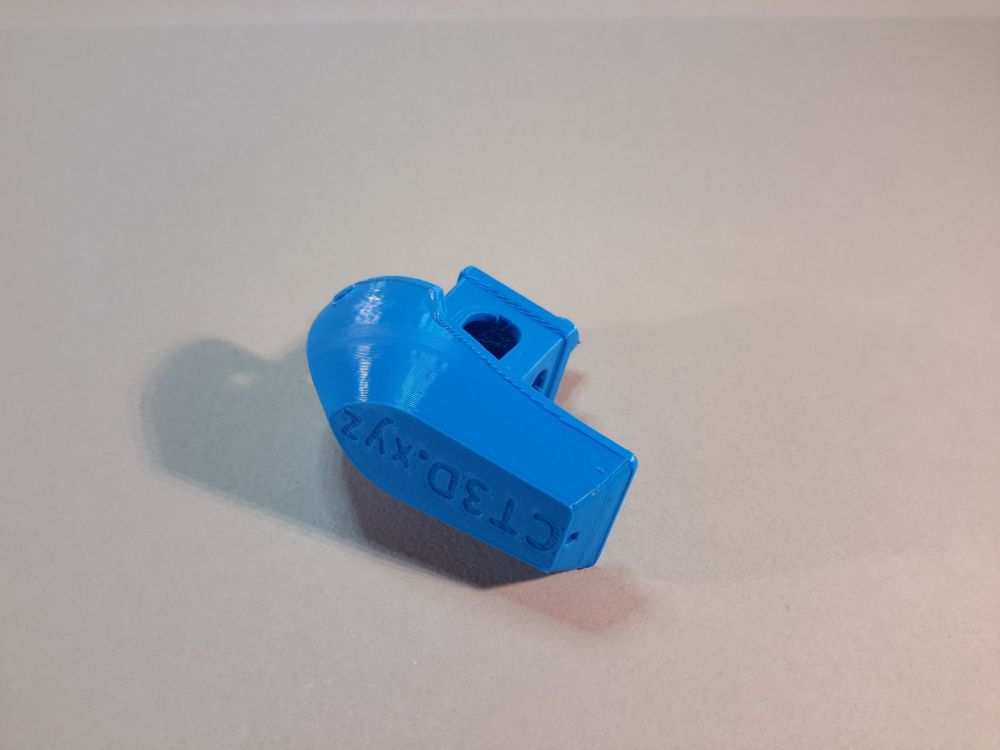
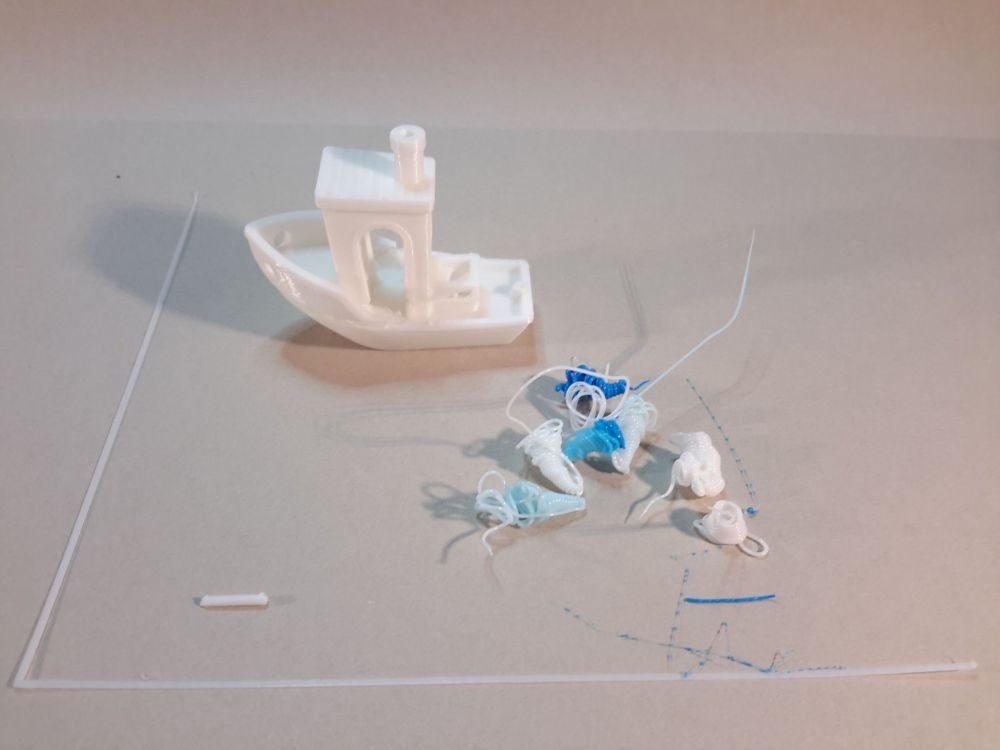
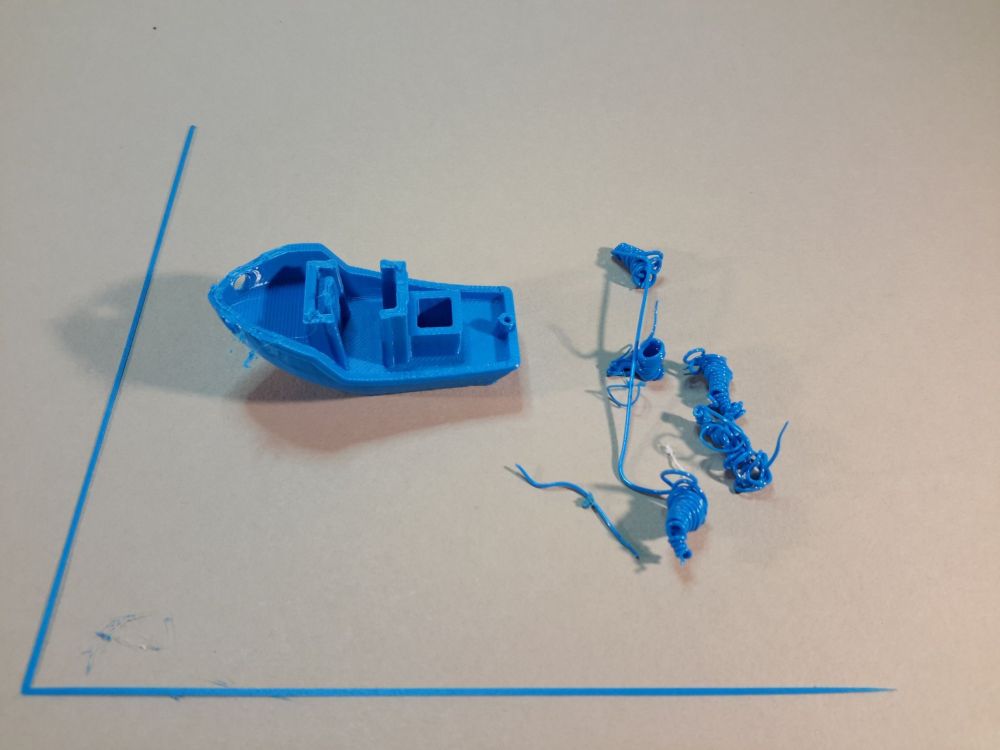
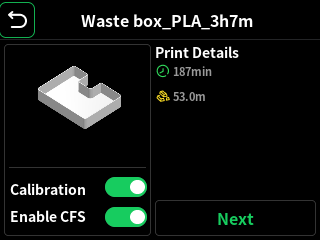
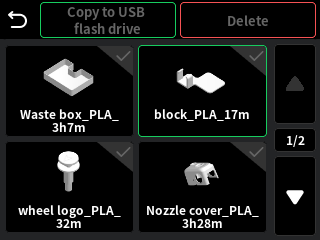
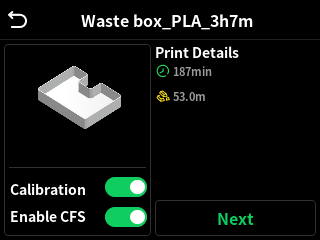
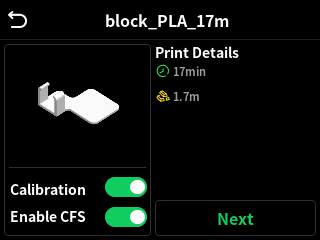
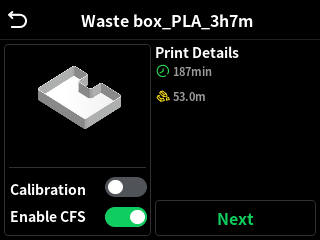
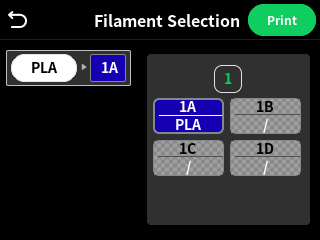
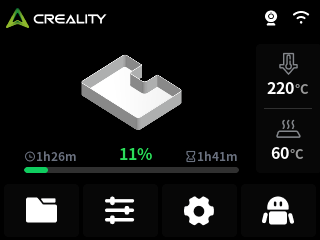
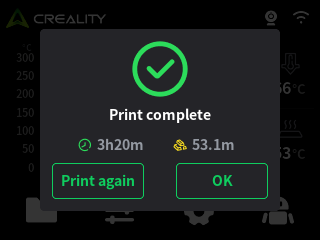
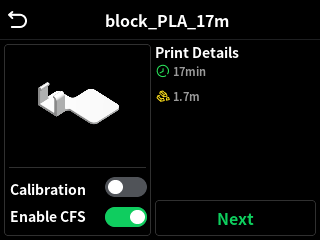
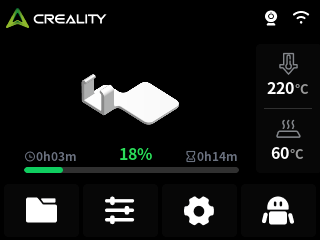
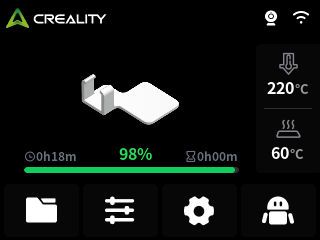
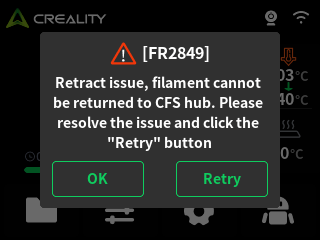
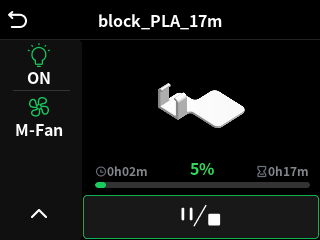
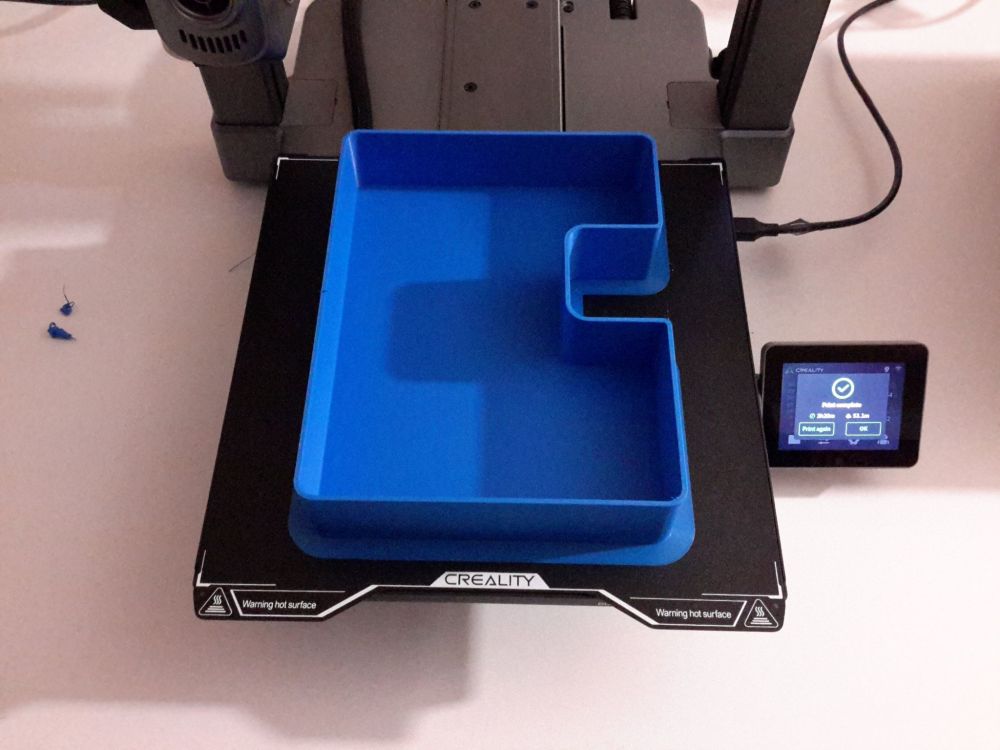
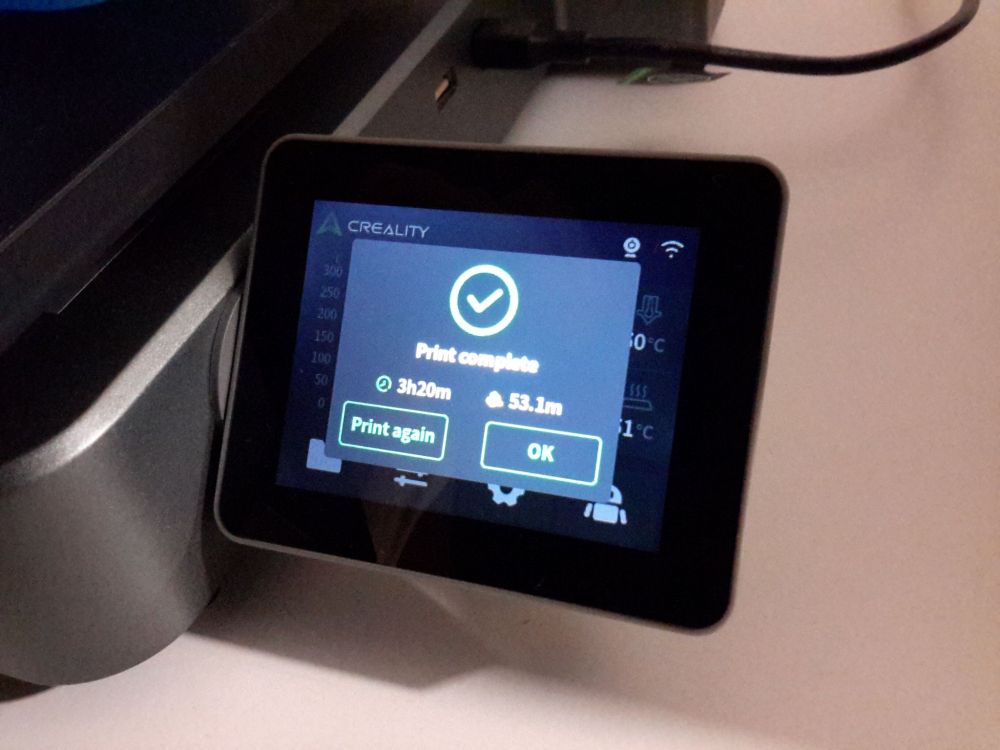
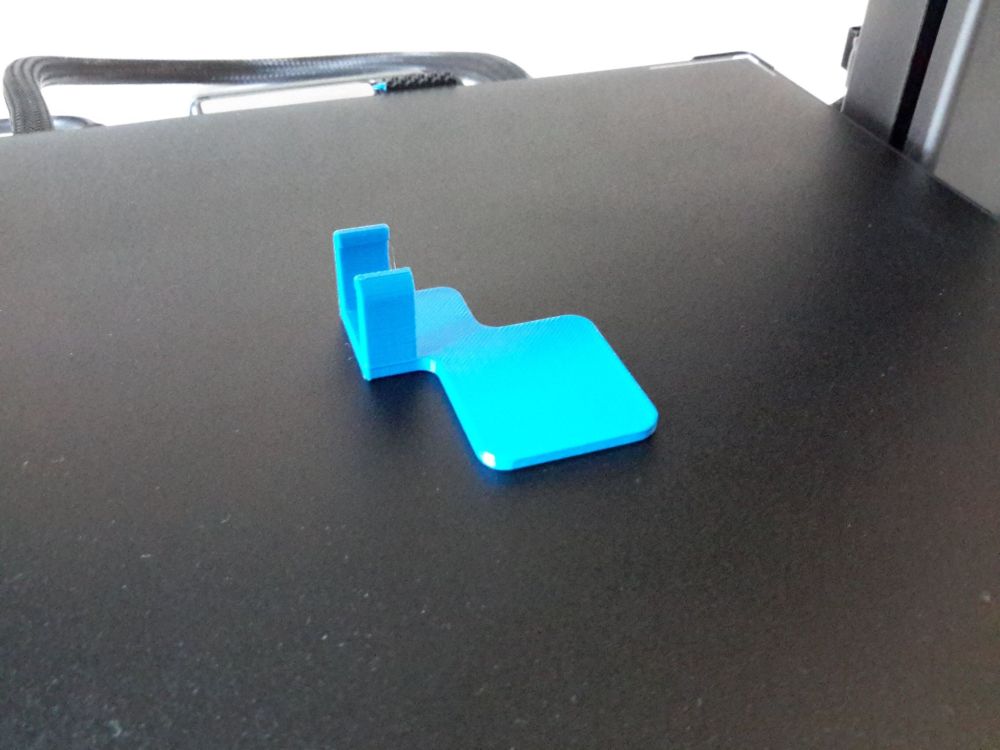
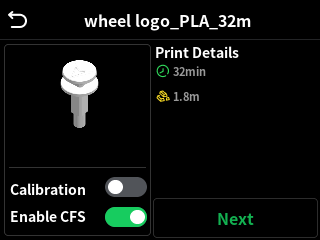
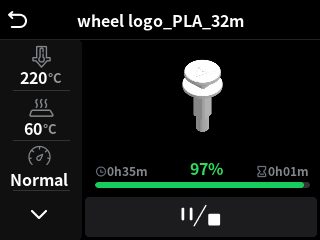
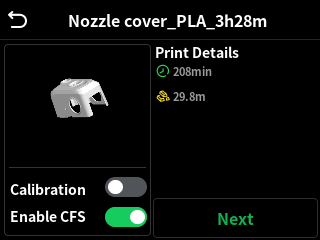
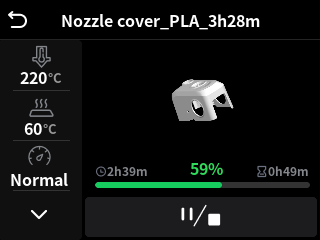
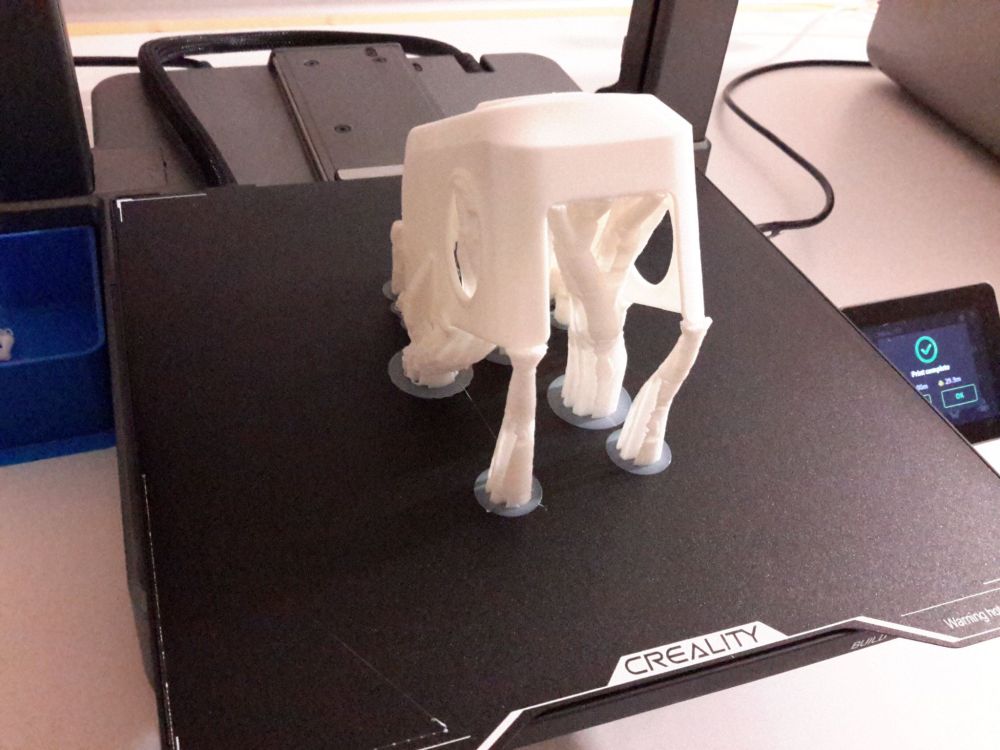
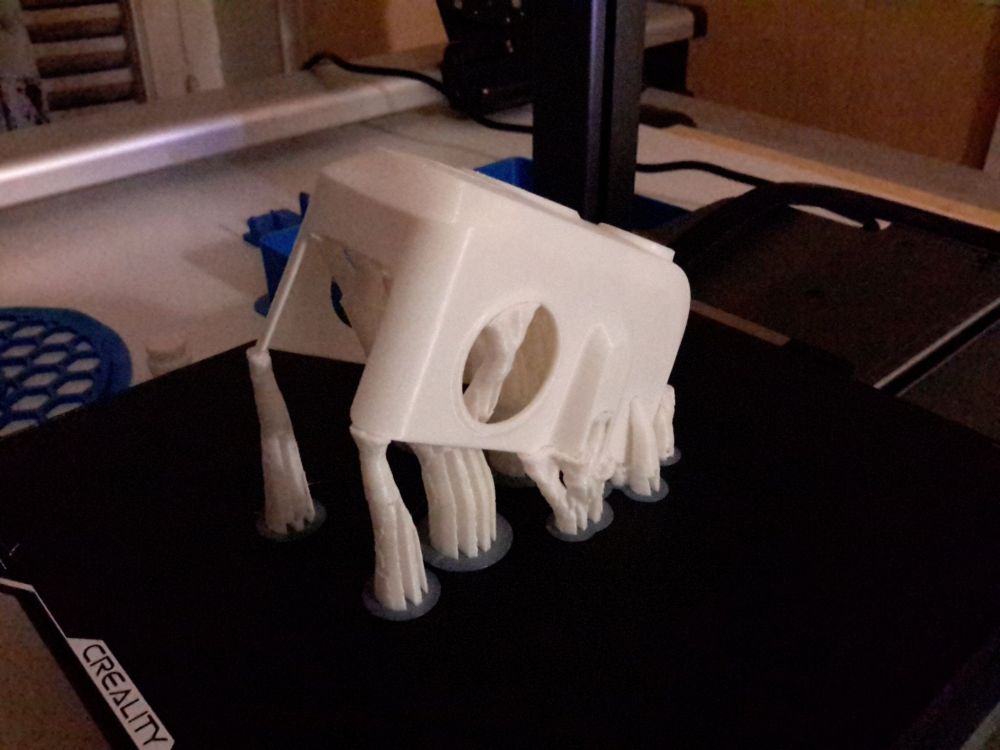
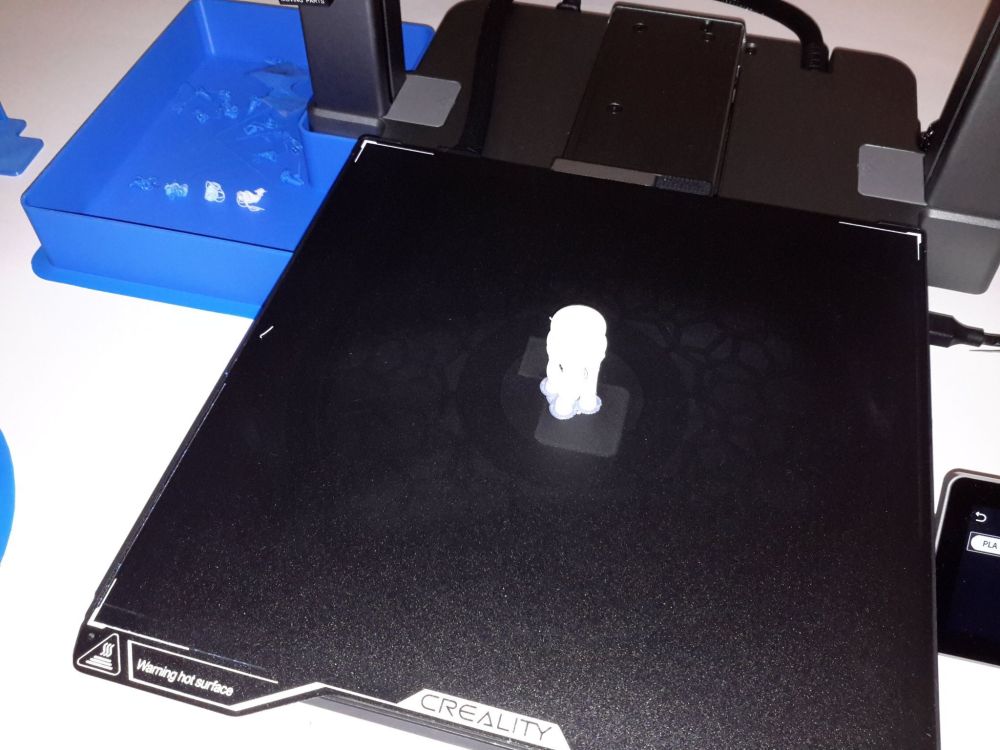
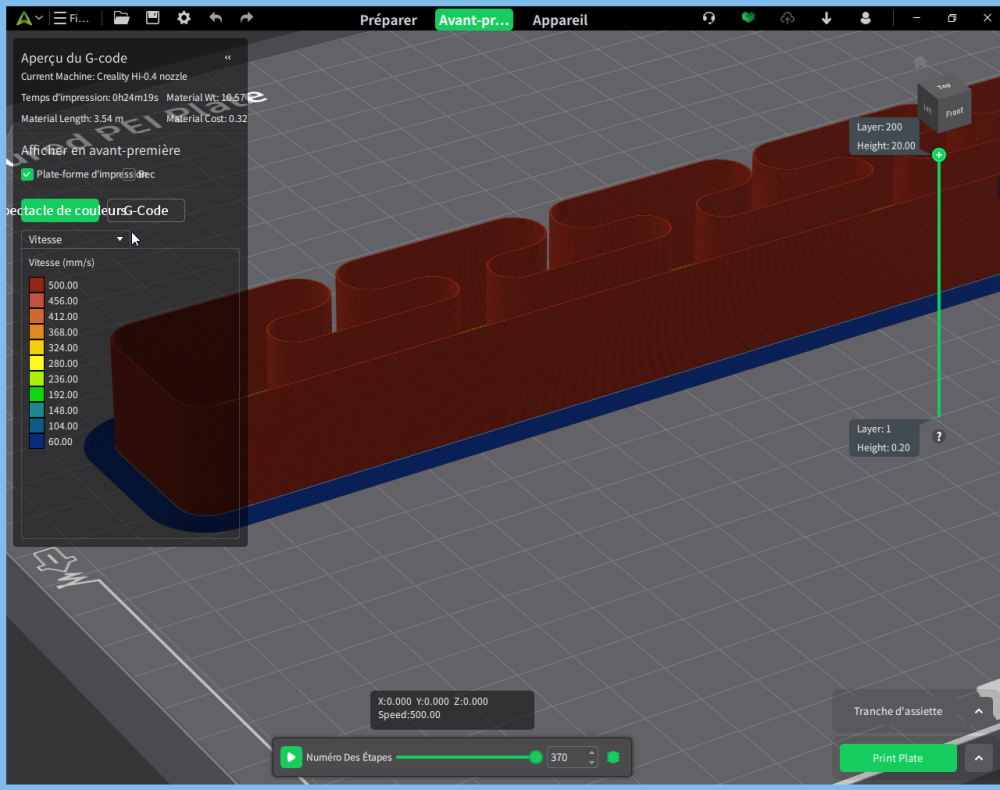
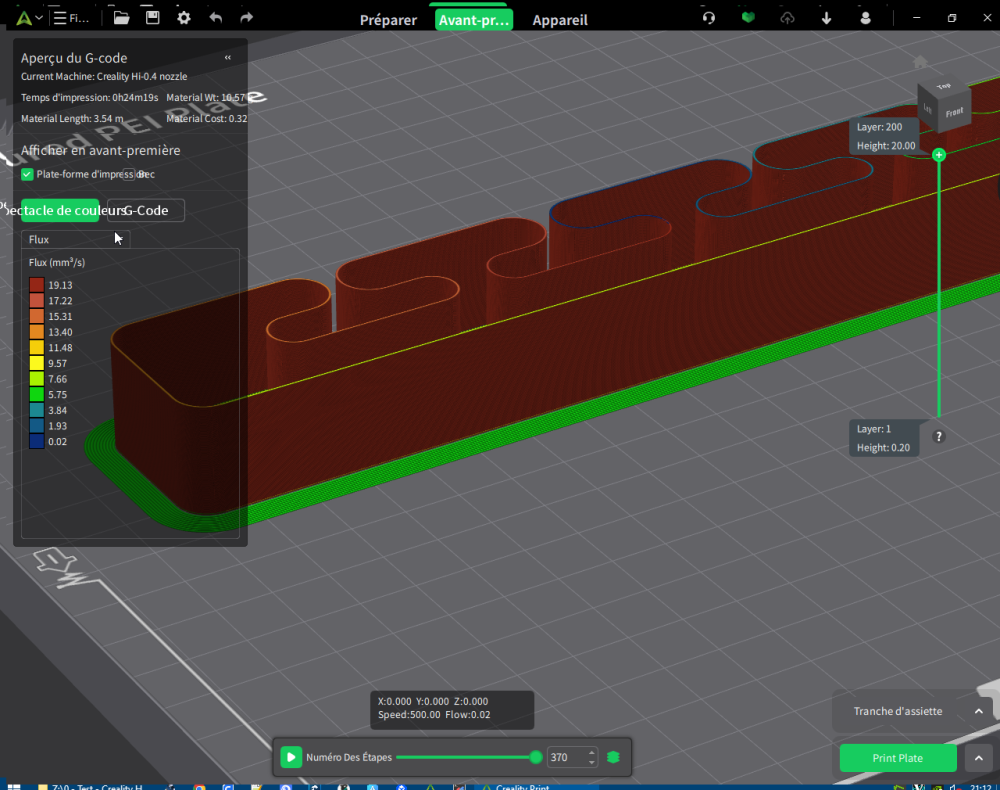
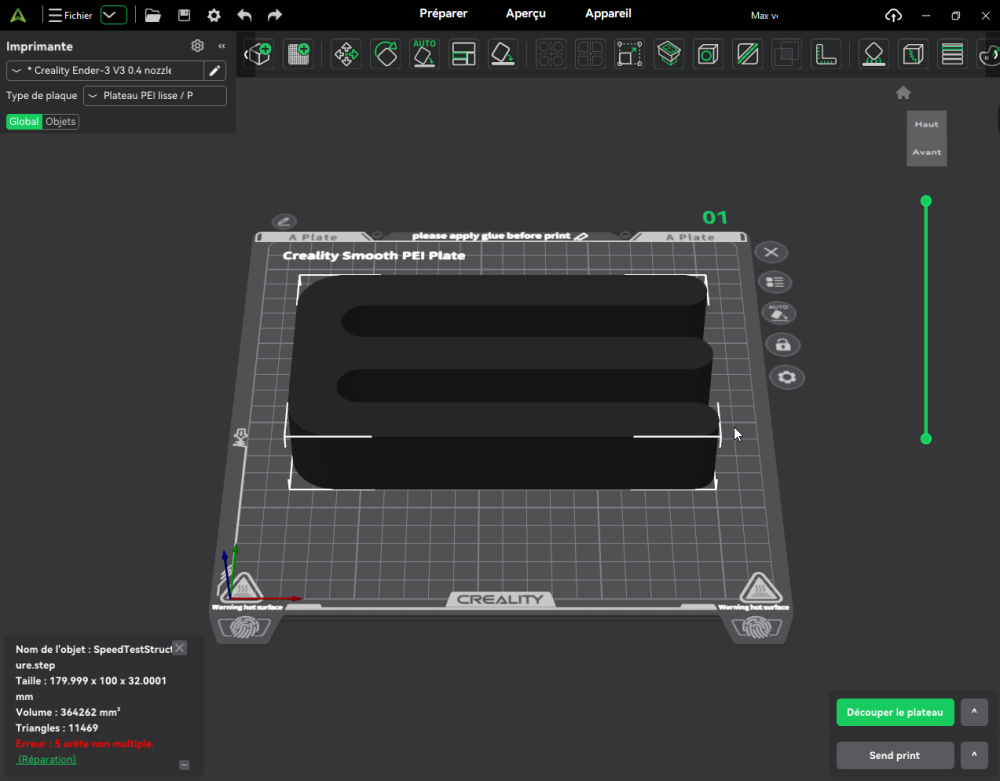
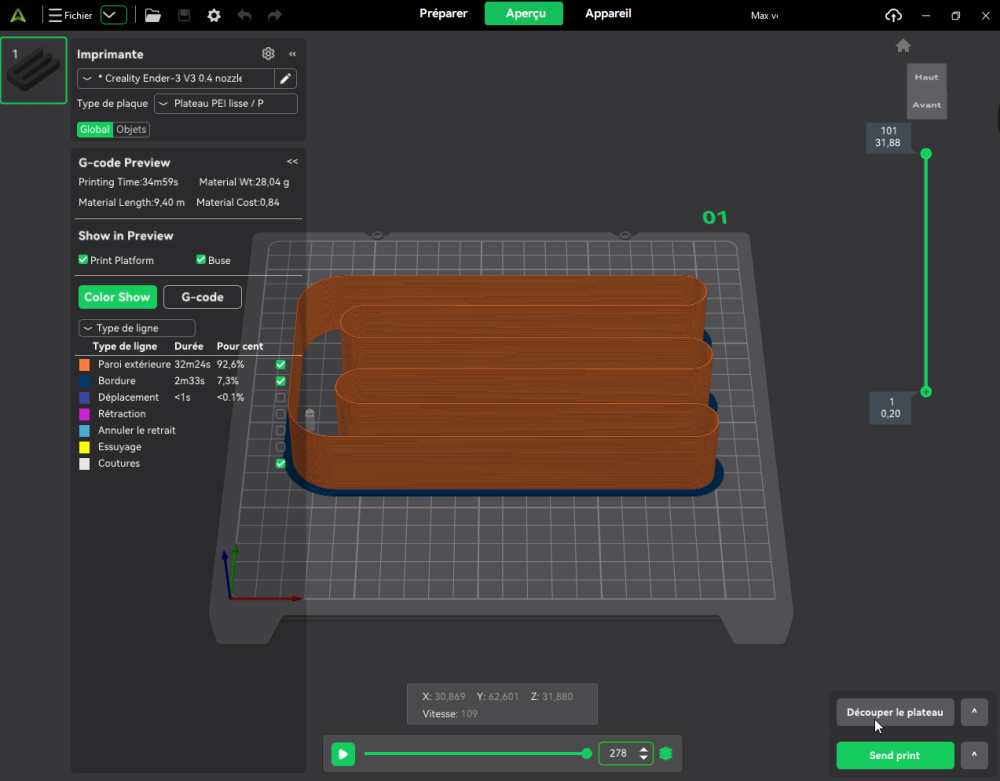
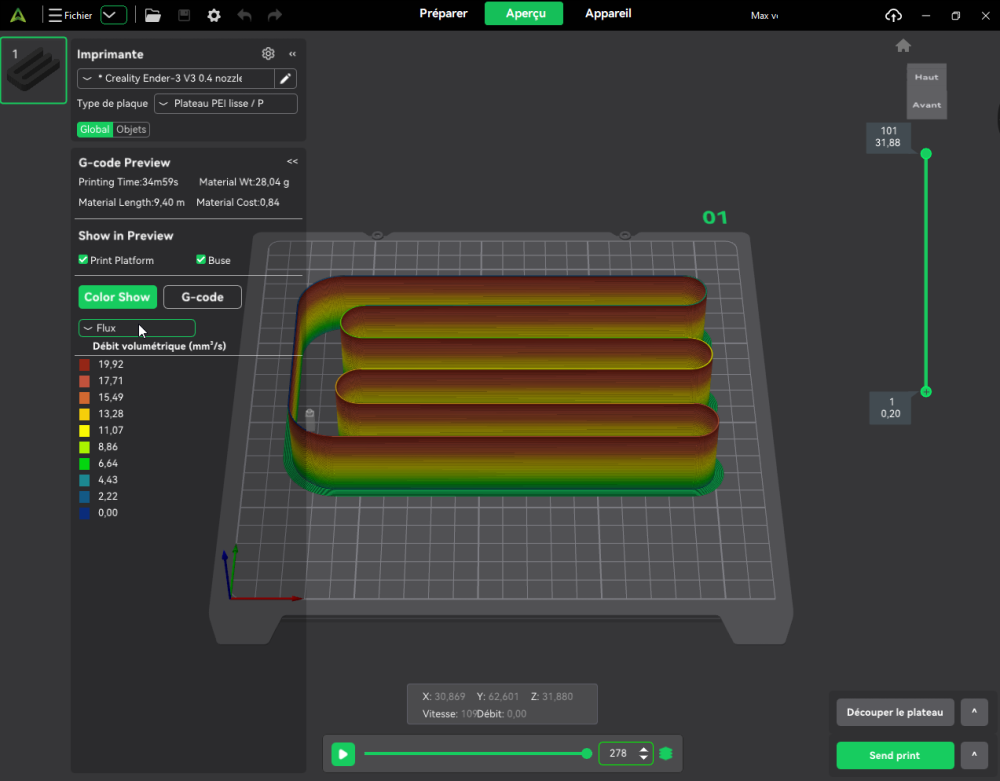
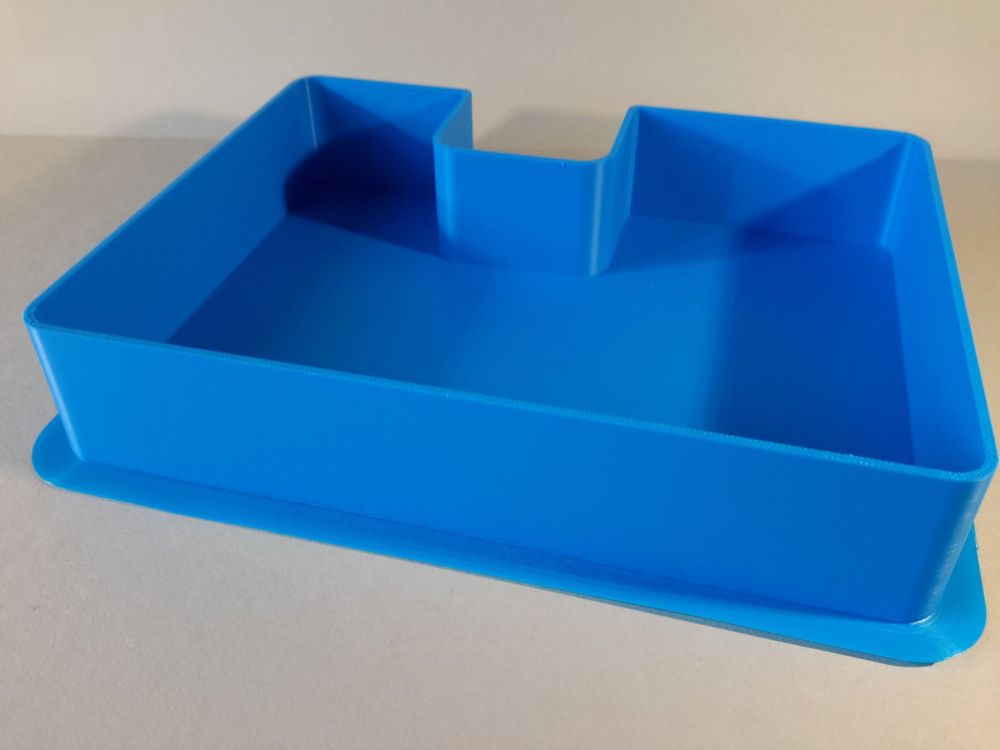
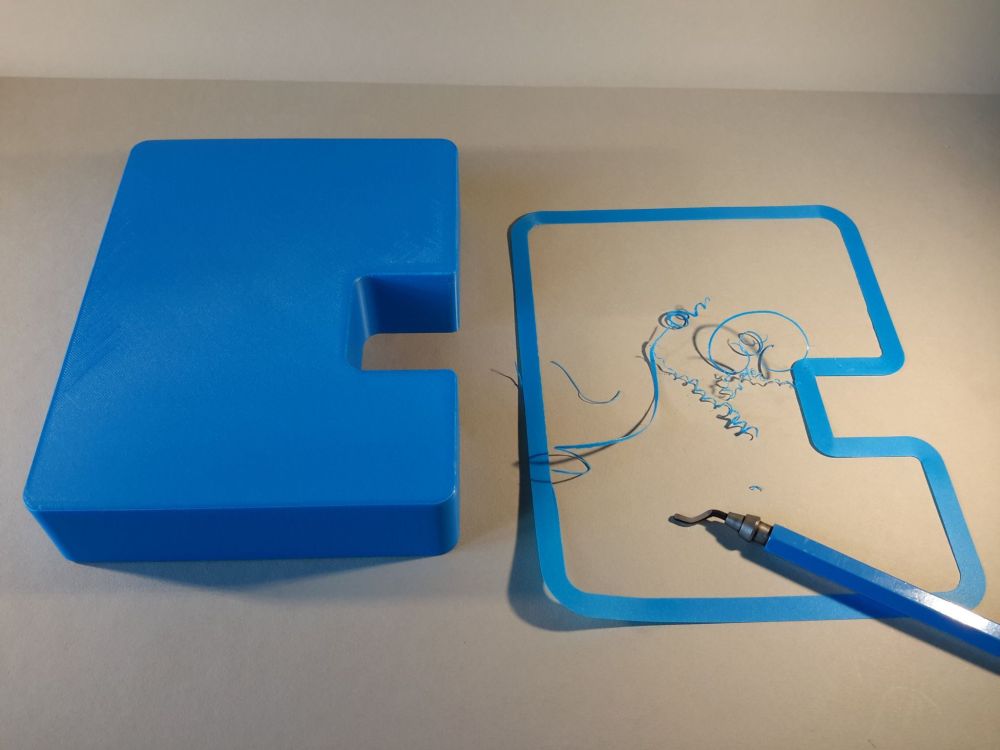
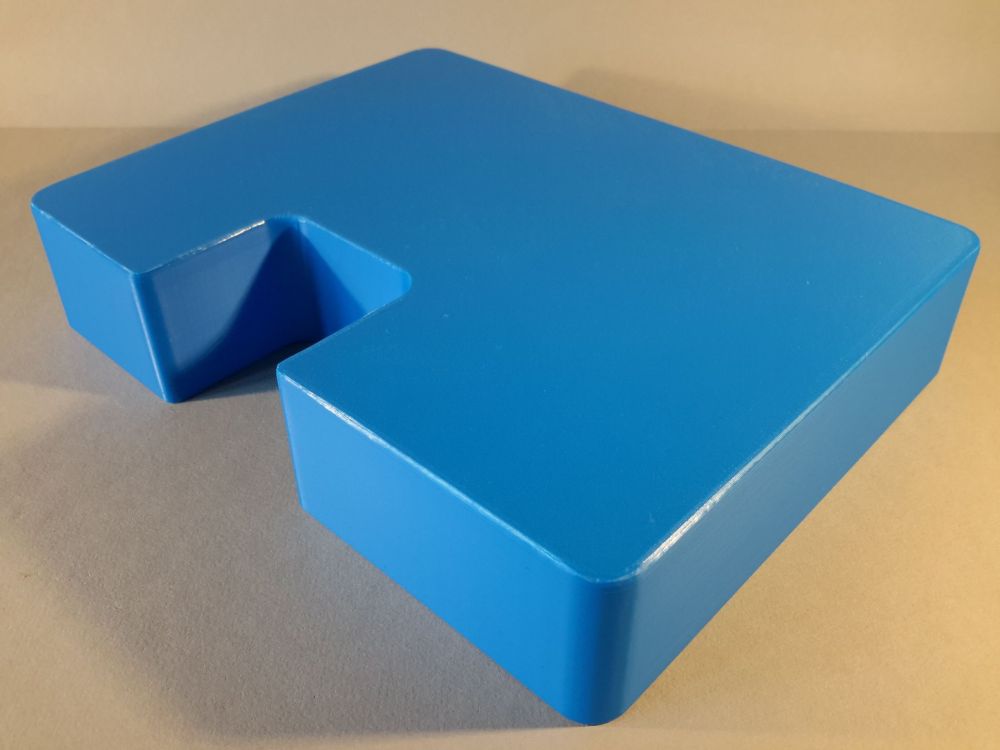
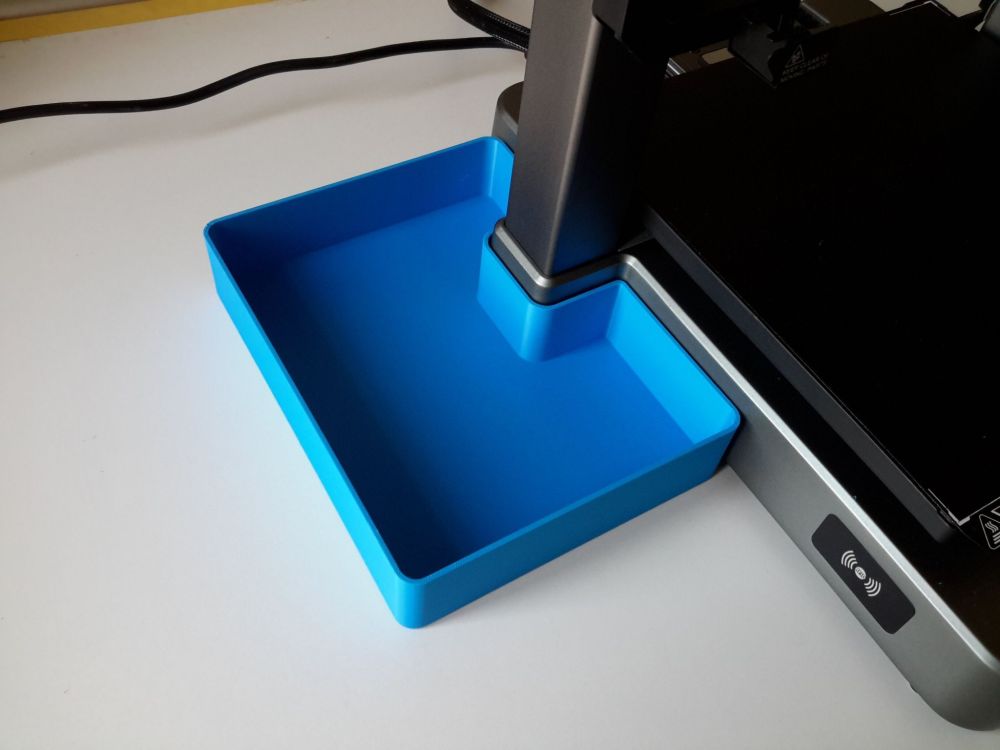
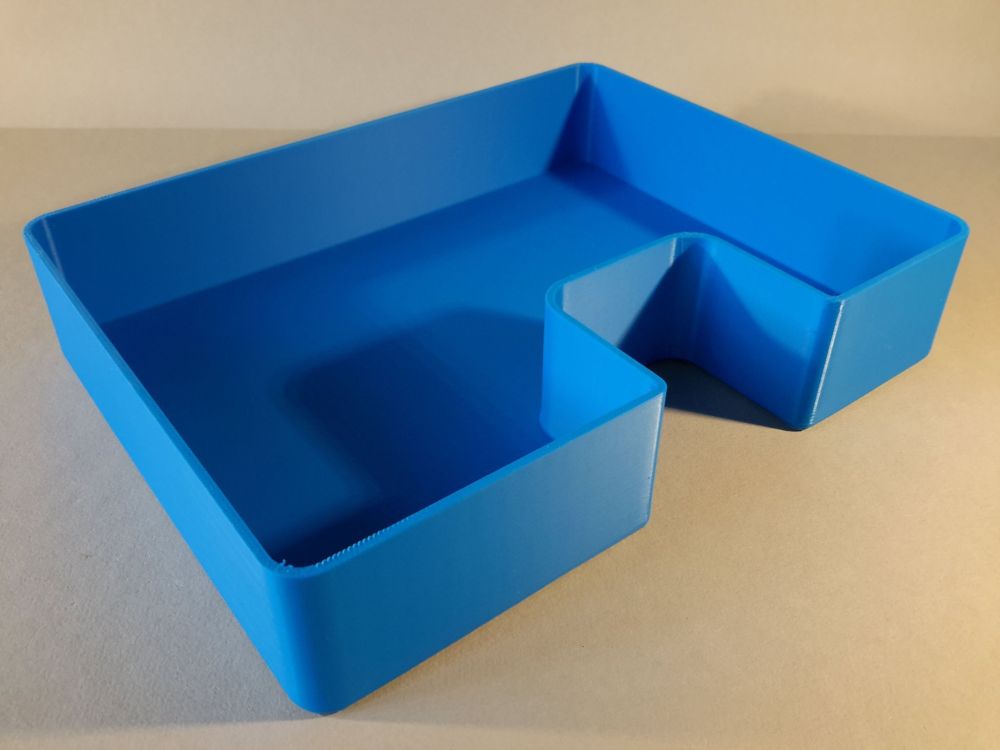
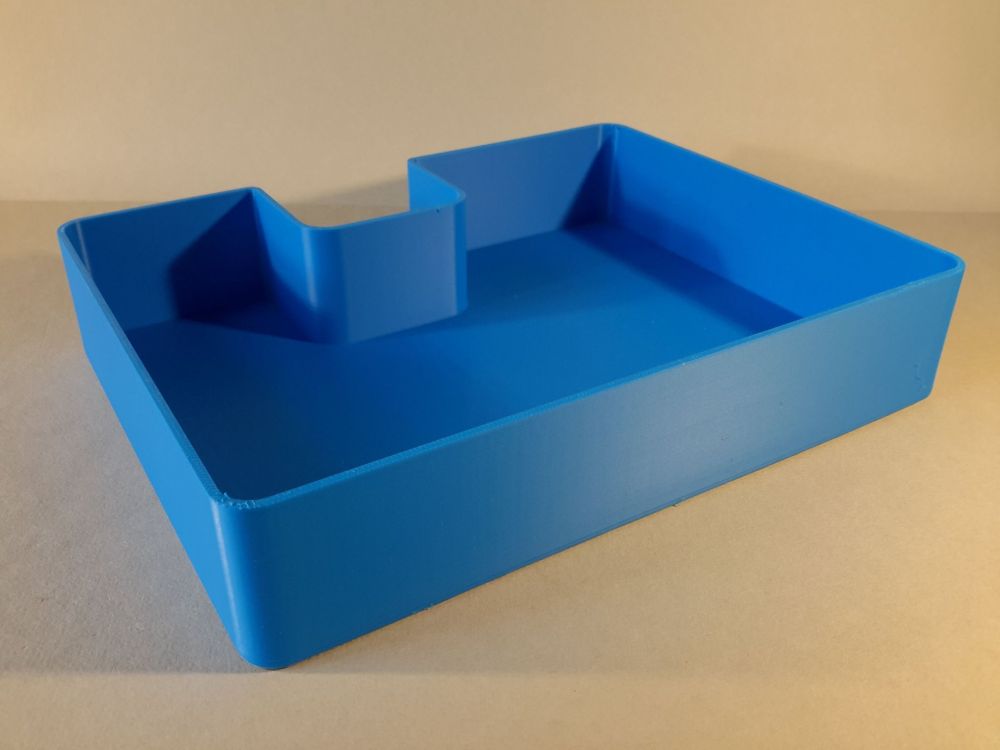
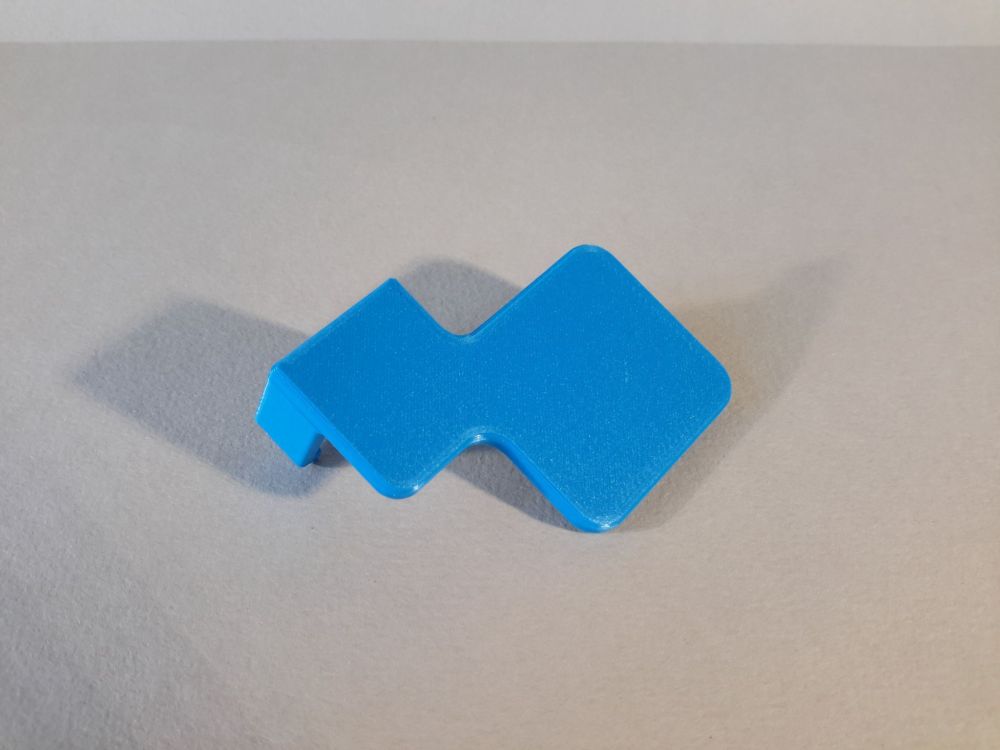
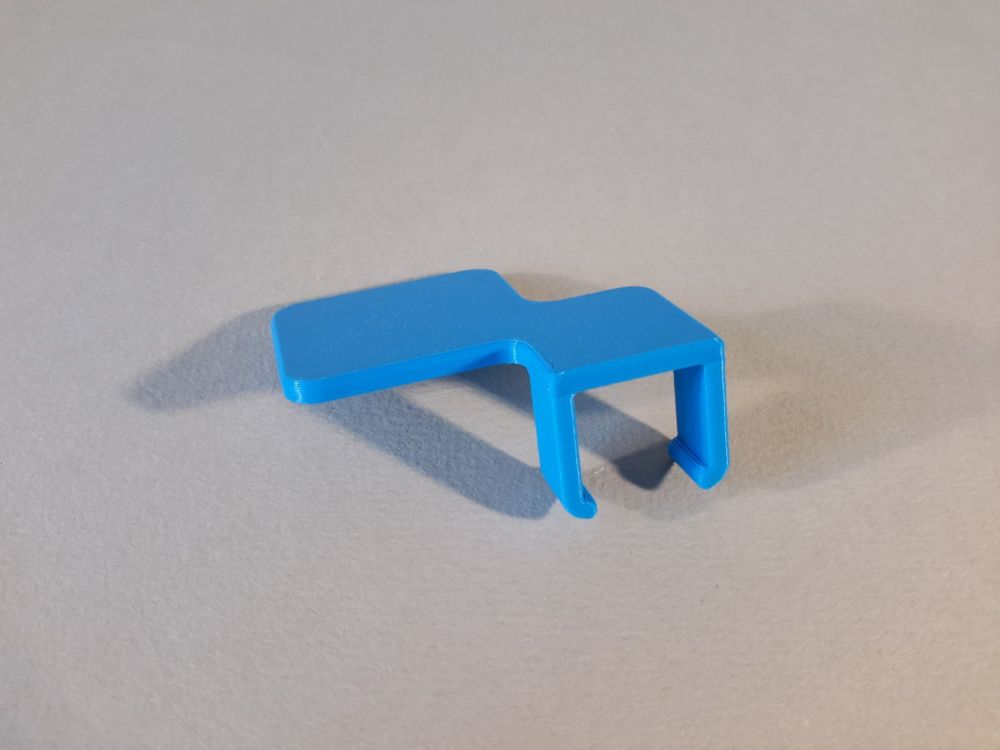
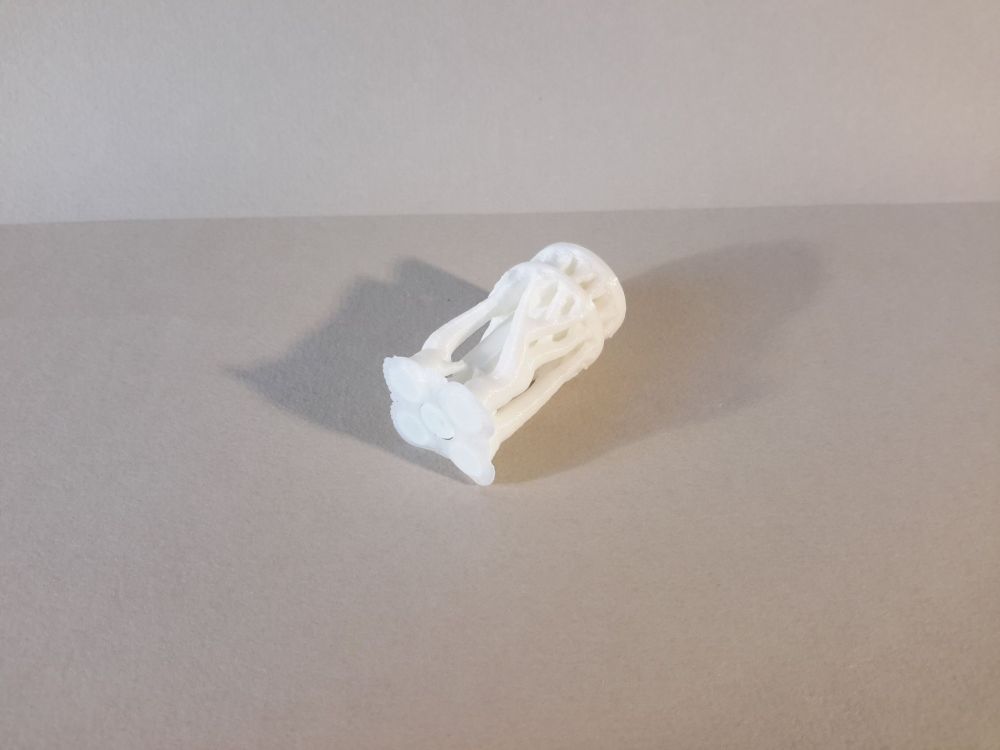
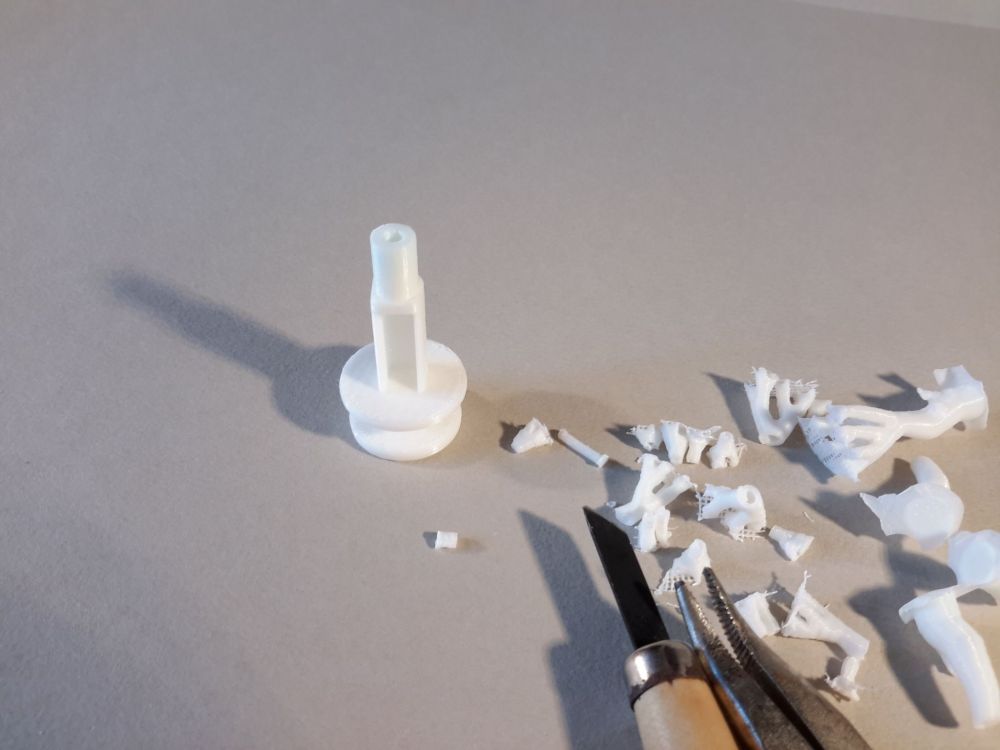
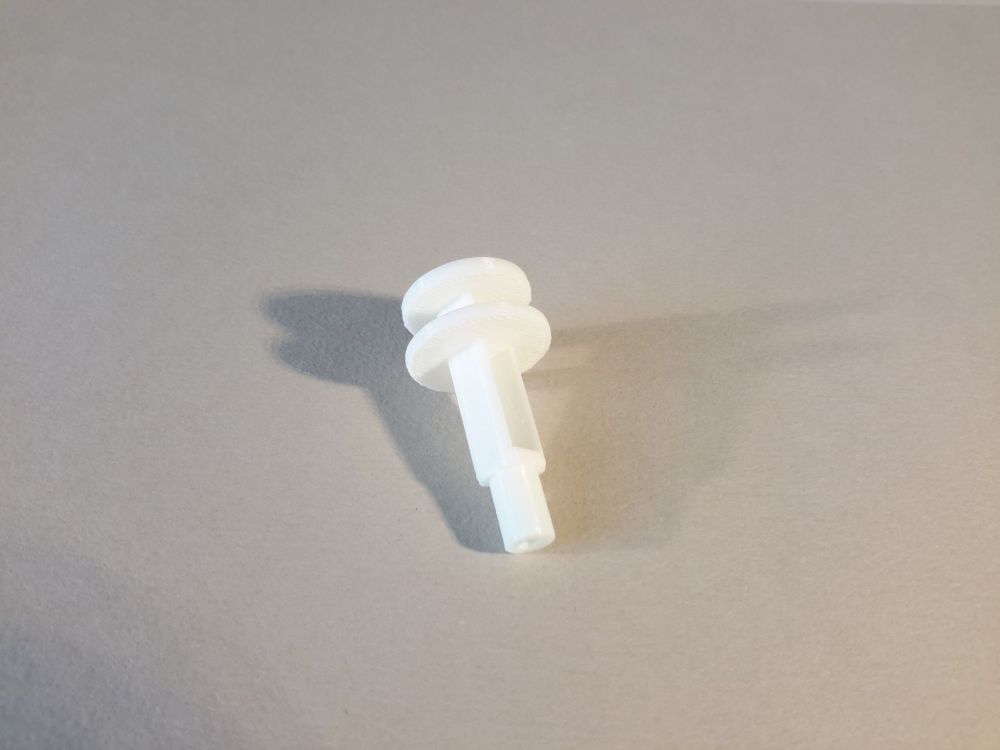
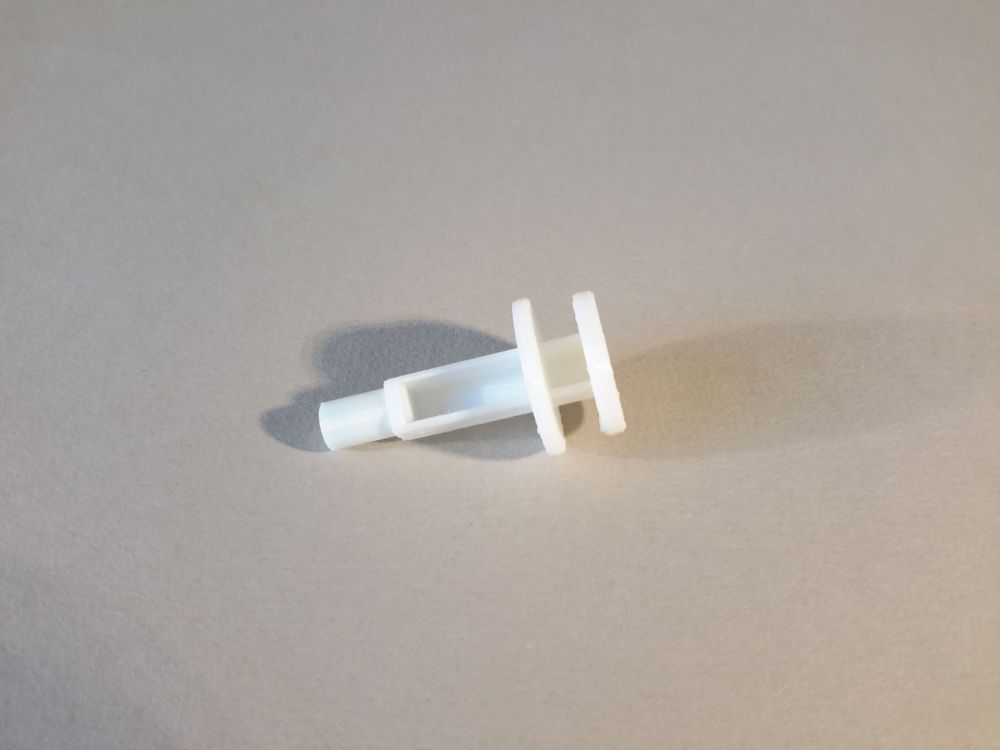
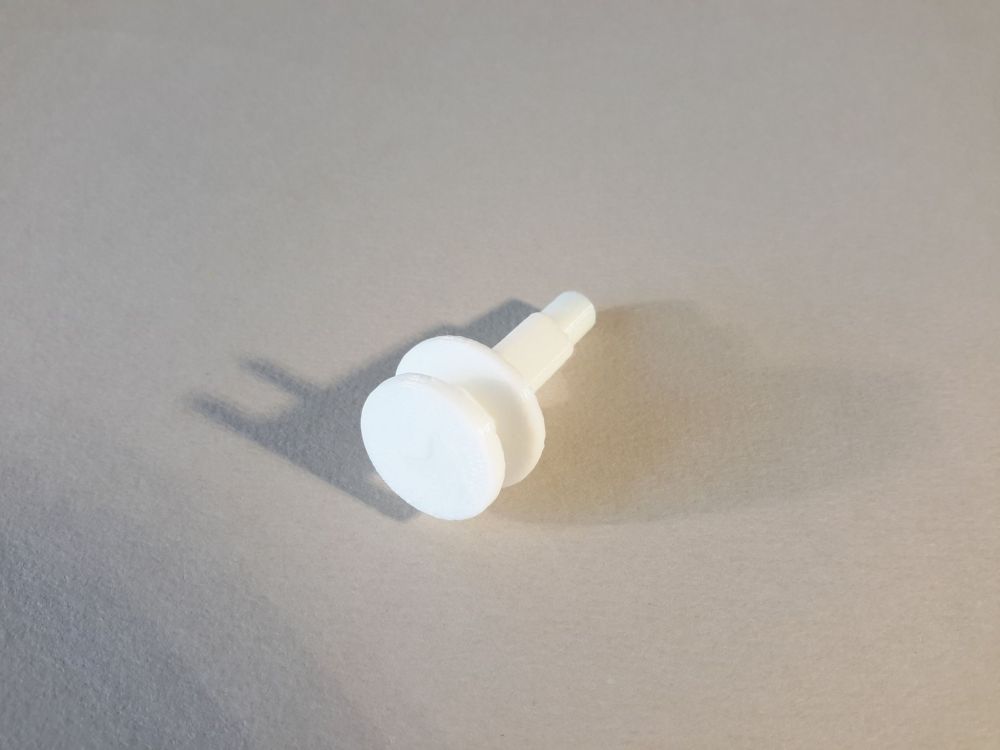
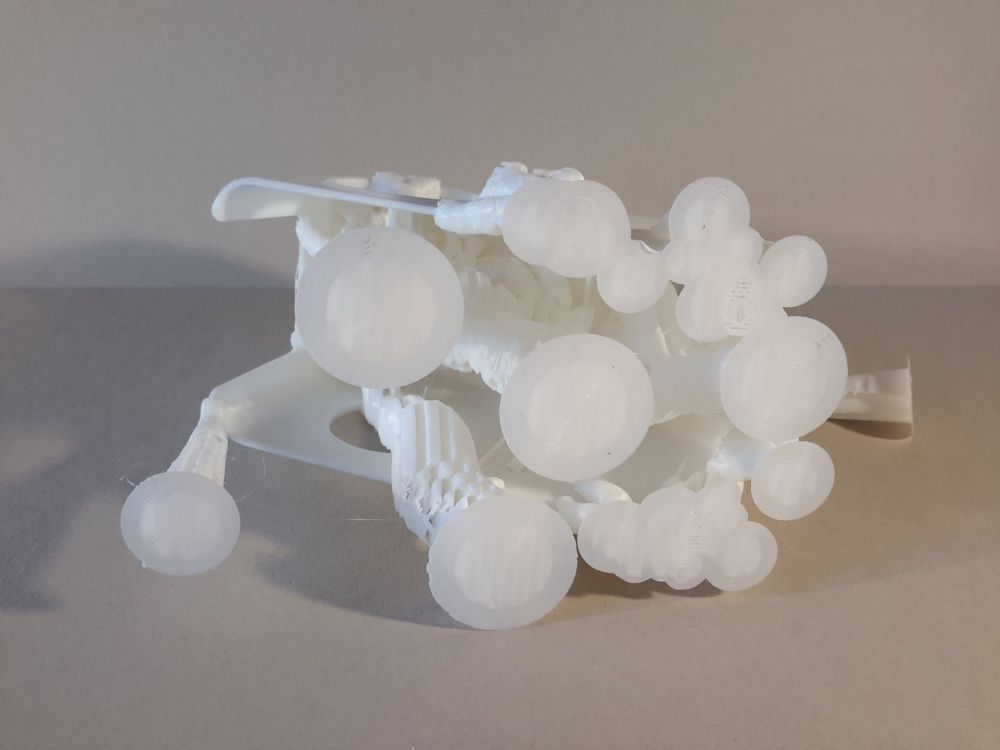
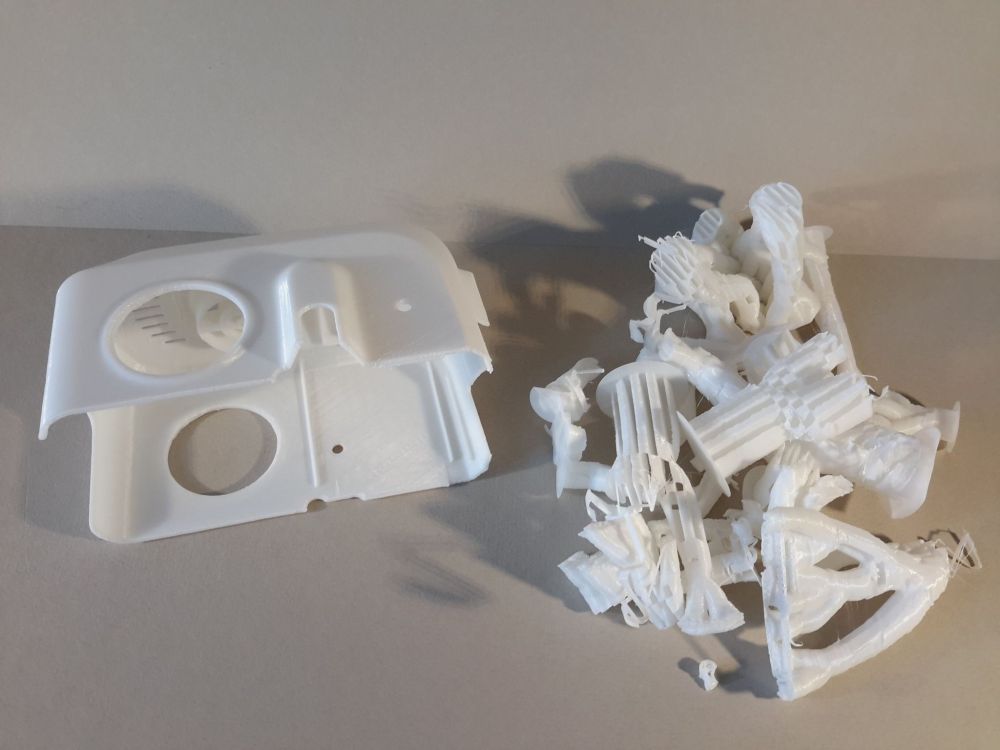
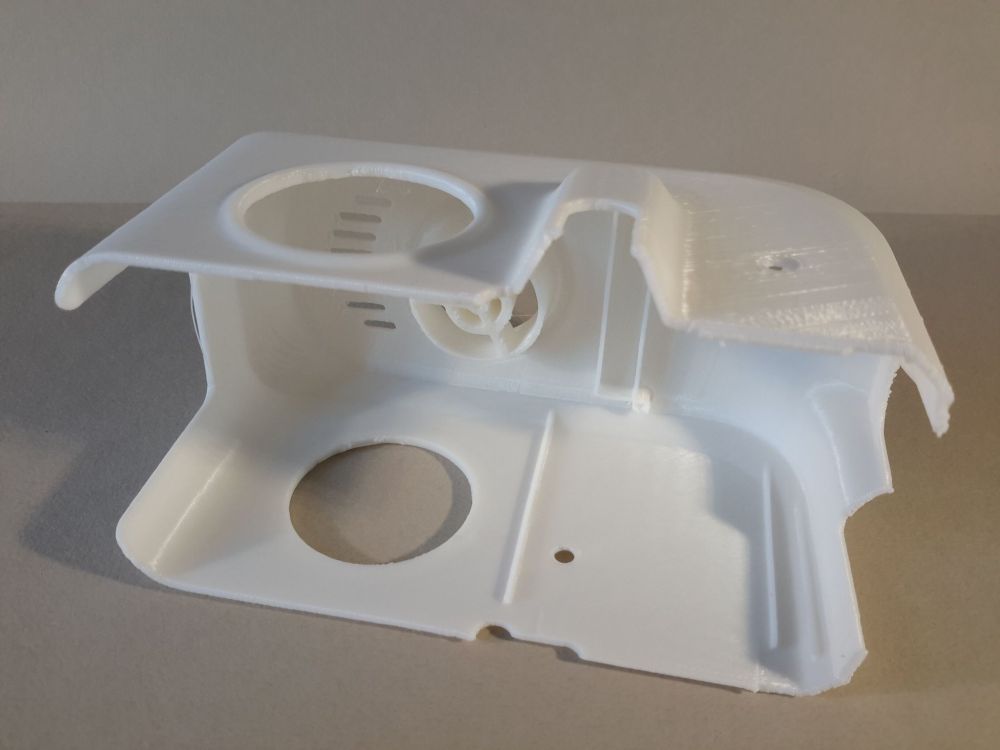
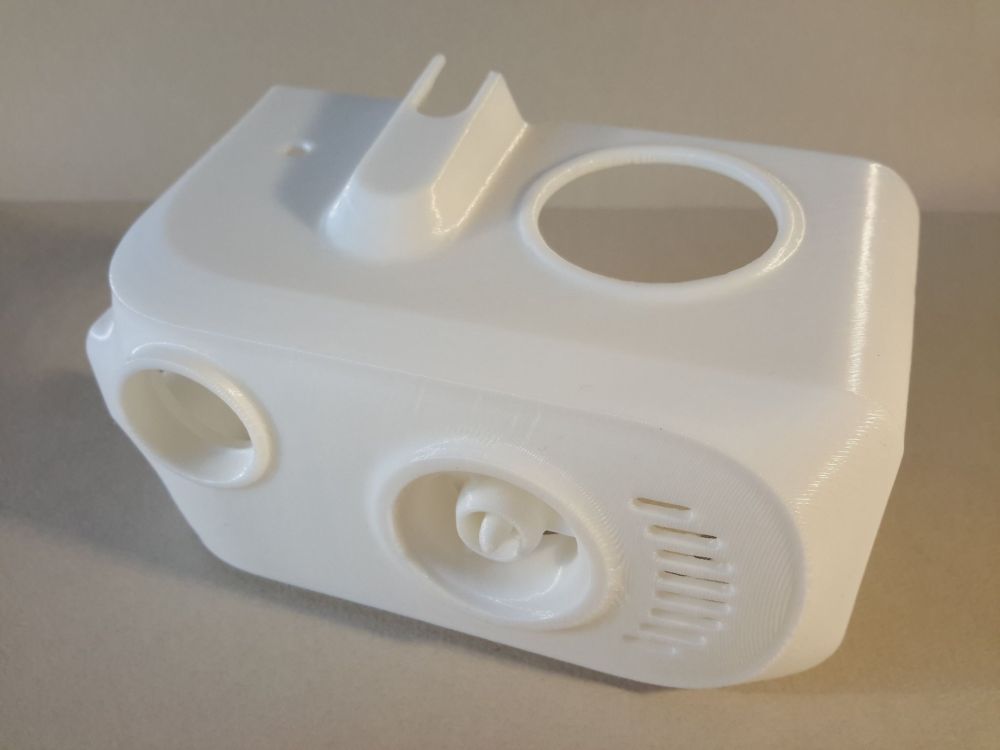
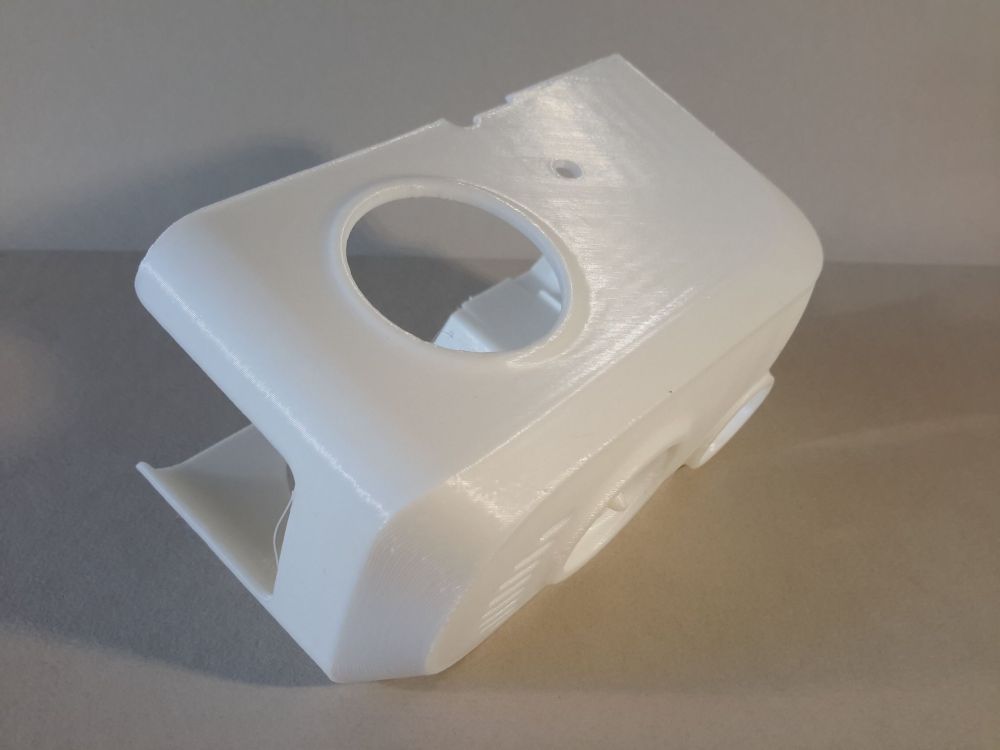
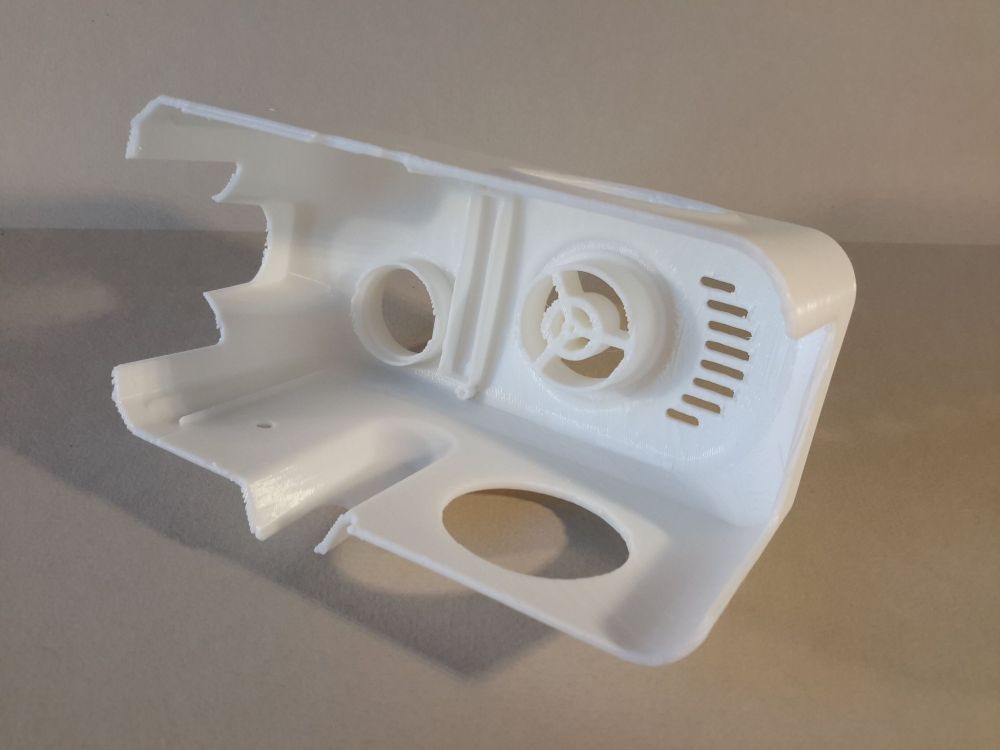
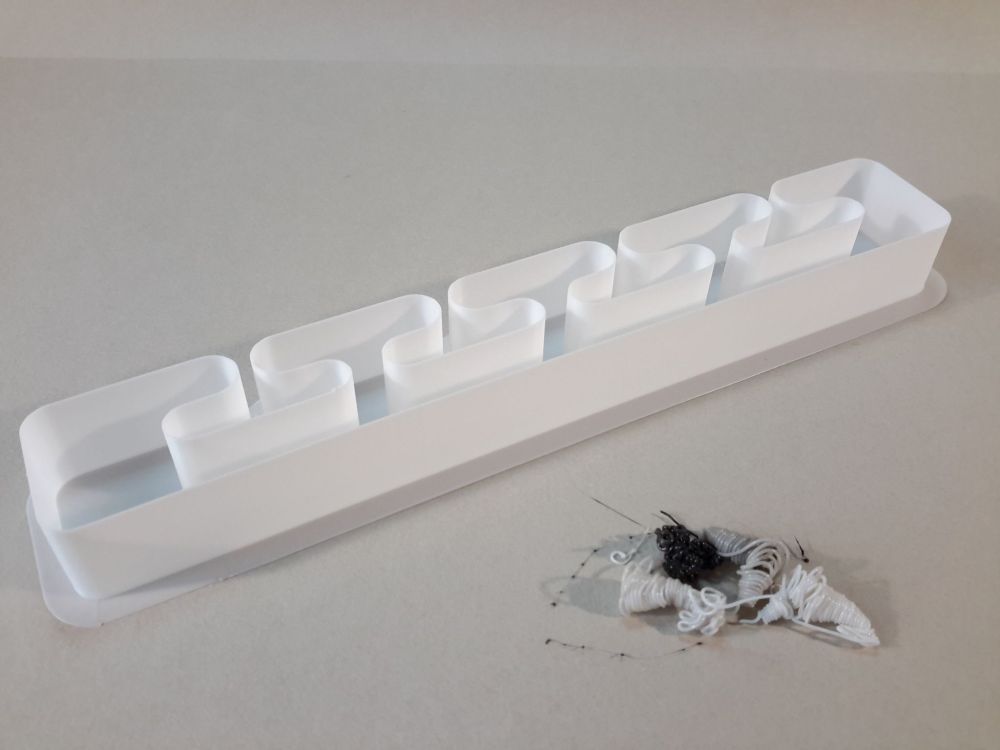
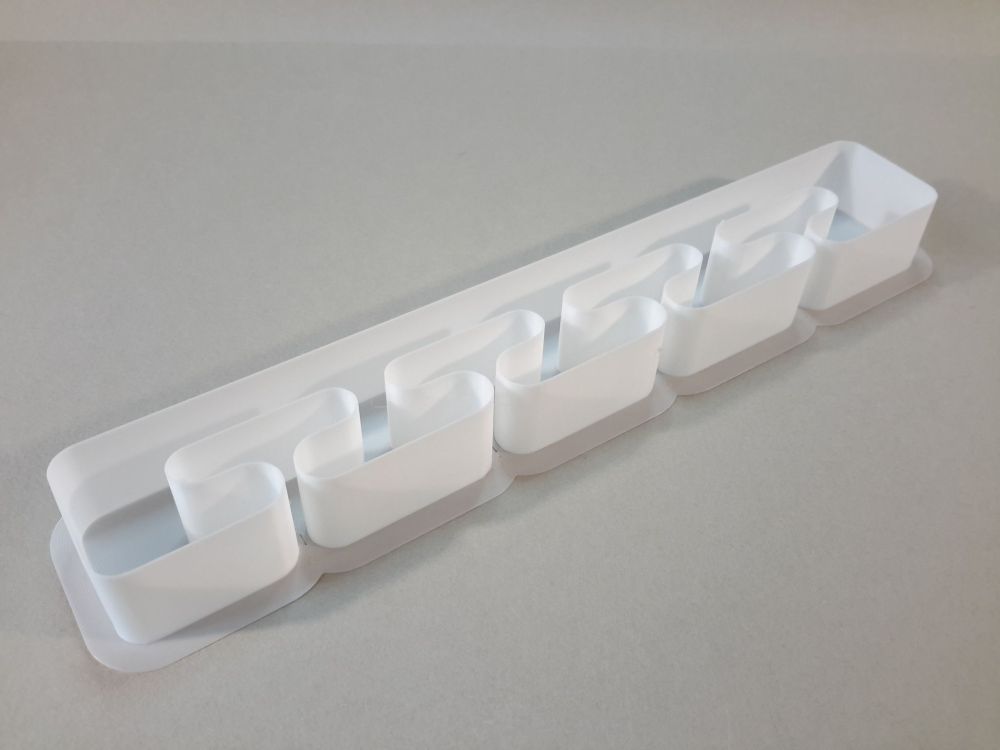
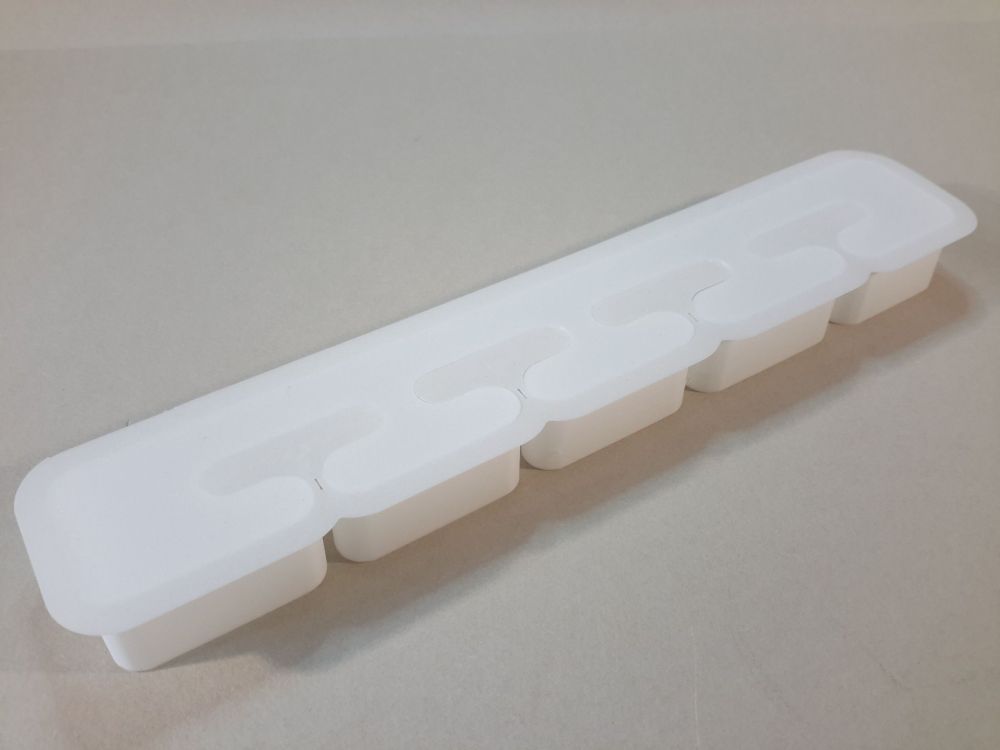
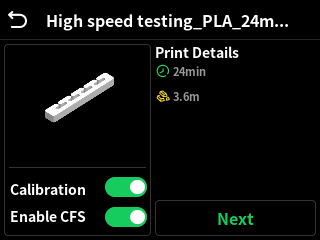
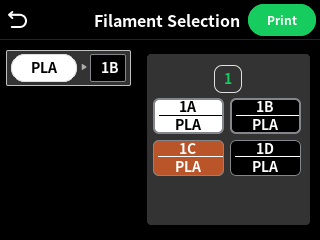
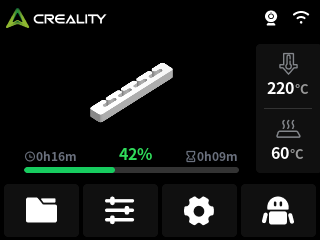
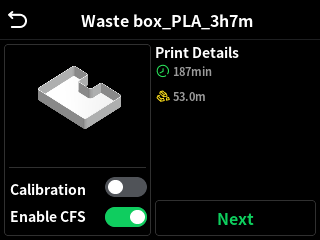
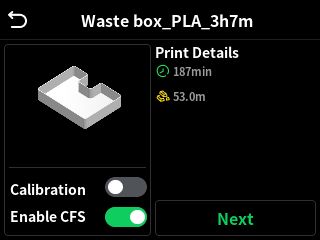
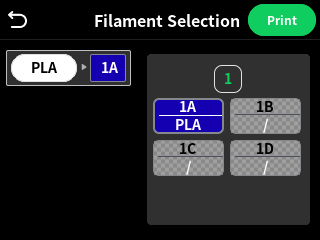
Impressions de tests, pré-tranchés fournies. Firmware v1.1.0.33.2 Fichiers en mémoire de l'imprimante ( dossier /mnt/UDISK/printer_data/gcodes/ ) Menu "Print", onglet "Local" Fichiers d'impressions générés par Creality_Print V5.1.7.10471 ("; generated by ...") pour de l'Hyper PLA ( "; default_filament_profile = "Hyper PLA"" et "; filament_max_volumetric_speed = 23" ) température d'impression, buse 220°C, plateau 60°C. Waste box_PLA_3h7m.gcode ( Somme de contrôle md5 du fichier > 00ba1dc58c68b911d807cedc973548e9 ) Filament utilisé > Hyper PLA Blue Creality Ébavurage de la bordure d'impression, photos sous plusieurs angles, et en usage. block_PLA_17m.gcode ( Somme de contrôle md5 du fichier > a23404625593b76c3ddfe86bd28ee21b ) ( Si on clique sur l'image de la vignette lors de l'impression ) (Si comme moi, bêtement, on avait mal positionné le cache de la caméra, alors en fin d'impression, cela gêne le déplacement de la tête d'impression ) Photos sous plusieurs angles ( Et en usage ? ... je suppose que c'est à clipser sur le côté gauche de l'axe X pour limiter le saut des déchets lors de l'éjection des purges, mais comme je n'ai pas eu de déchets éjectés hors de la poubelle ("Waste box") précédemment imprimée, je ne l'ai pas mis en place.) wheel logo_PLA_32m.gcode ( Somme de contrôle md5 du fichier > 591678a97154ecd59cd5267dadbf2d12 ) Filament utilisé > Hyper PLA White Creality Photos après retrait des supports d'impression (Et en usage ? ... Je n'ai pas encore essayé de l'utiliser pour remplacer celui en place d'origine.) Nozzle cover_PLA_3h28m.gcode ( Somme de contrôle md5 du fichier > f1d6d6fc6f4a15b793f4a1a95ca37437 ) Filament utilisé > Hyper PLA White Creality Photos après retrait des supports d'impression (Et en usage ? ... Je n'ai pas encore essayé de l'utiliser pour remplacer celui en place d'origine.) High speed testing_PLA_24m.gcode ( Somme de contrôle md5 du fichier > ad085e8693fd4a25438d134978a58725 ) Avant d'imprimer ce fichier, j'ai pris le temps de le télécharger de la mémoire interne de la machine et de l'ouvrir avec Creality Print (v5.1.7.10513) pour vérifier les débits volumétriques testés. Pour ce fichier de test, (si on exclut la bordure d'impression, la couche initiale et la dernière couche du dessus), la vitesse et le débit volumétrique sont constants (~500 mm/s avec un débit de ~19 mm³/s). Cette impression vérifie simplement que le filament utilisé support une impression avec un débit constant de ~19 mm³/s pour une température d'impression de 220°C. ( Je m'attendais à avoir l'équivalent d'un test de Vitesse volumétrique maximal. ) Hyper PLA RFID White Creality PLA+ Noir ArianePlast (fin de bobine), PLA Recyclé ArianePlast. ( CFS "Automatic Refill" sur "On" ) À environ 50% de l'impression, La fonction "Automatic Refill" a correctement fonctionné. Sans mon intervention, il y a eu passage à une bobine de même type et même couleur lors d'une fin de bobine. ( L'impression continue jusqu'à ce que la fin de filament soit consommée jusqu'au détecteur de filament à l'entrée de la tête d'impression, puis là un rapide "parkage" de la tête d'impression (comme pour une pause, la température buse cible passe à 140°C, mais reprend rapidement une température buse cible à la température d'impression), chargement du filament de la bobine suivante jusqu'à la tête d'impression, et fait une purge avant la reprise. )
























 2 points
2 points -
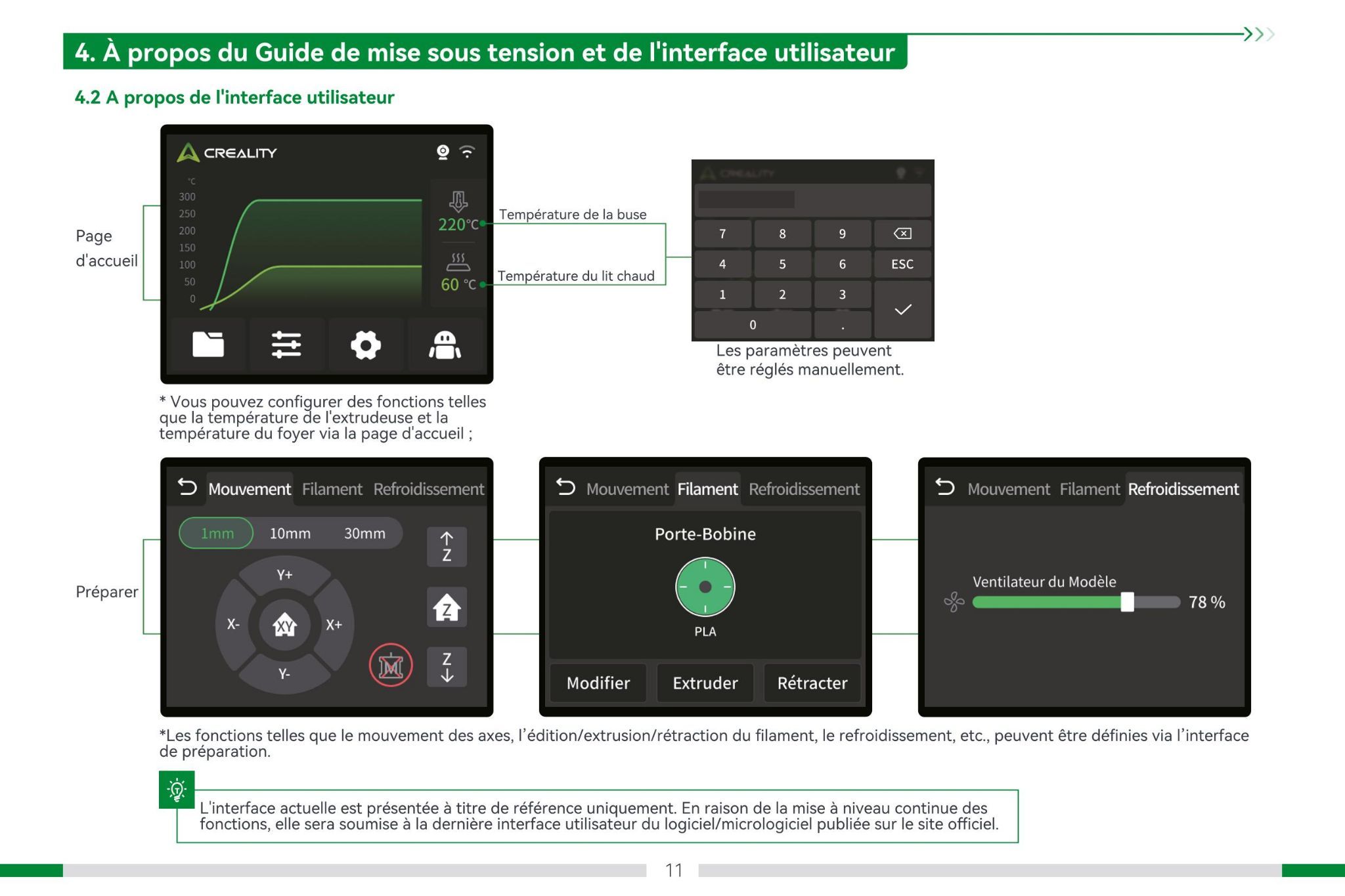
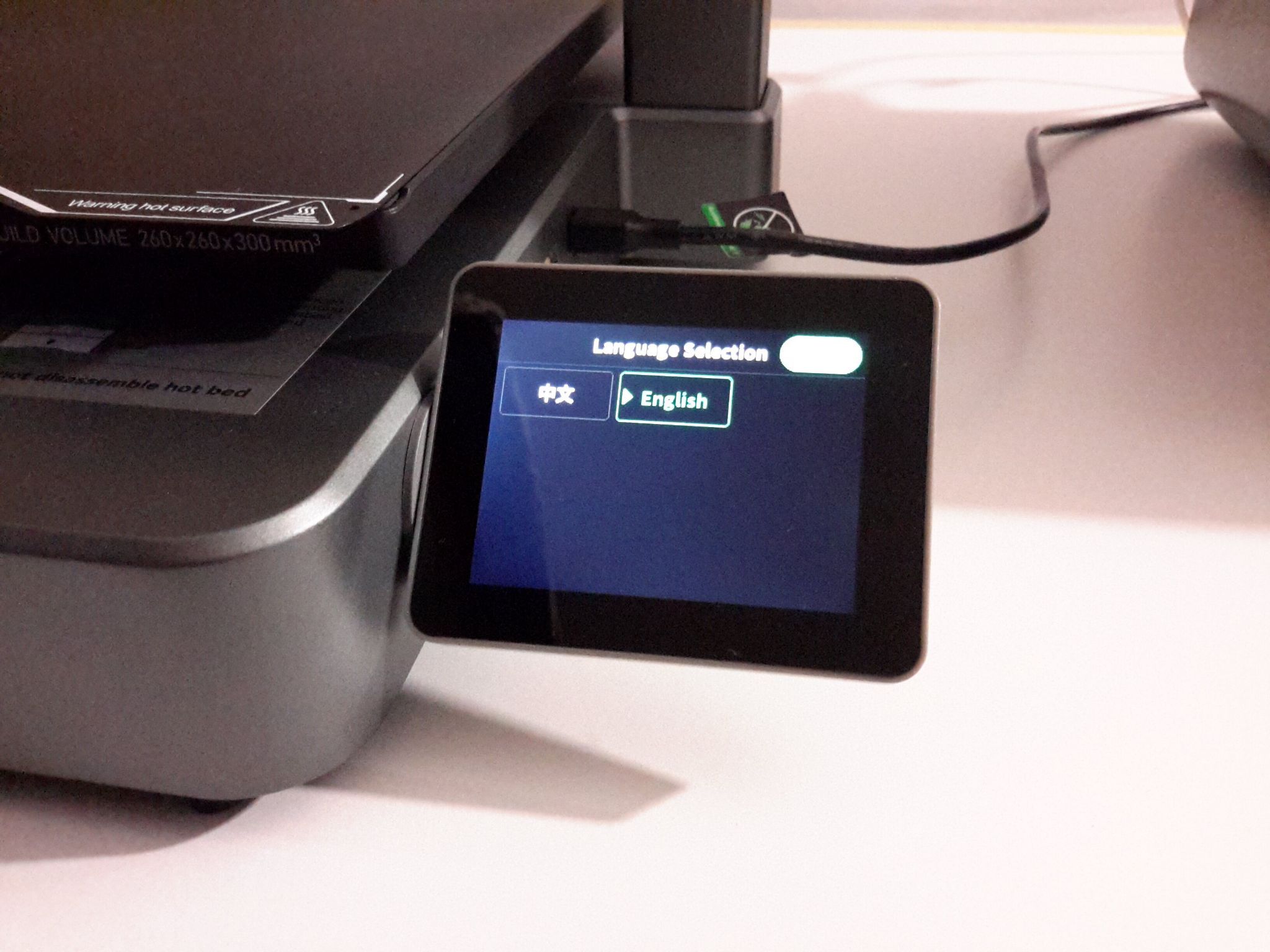
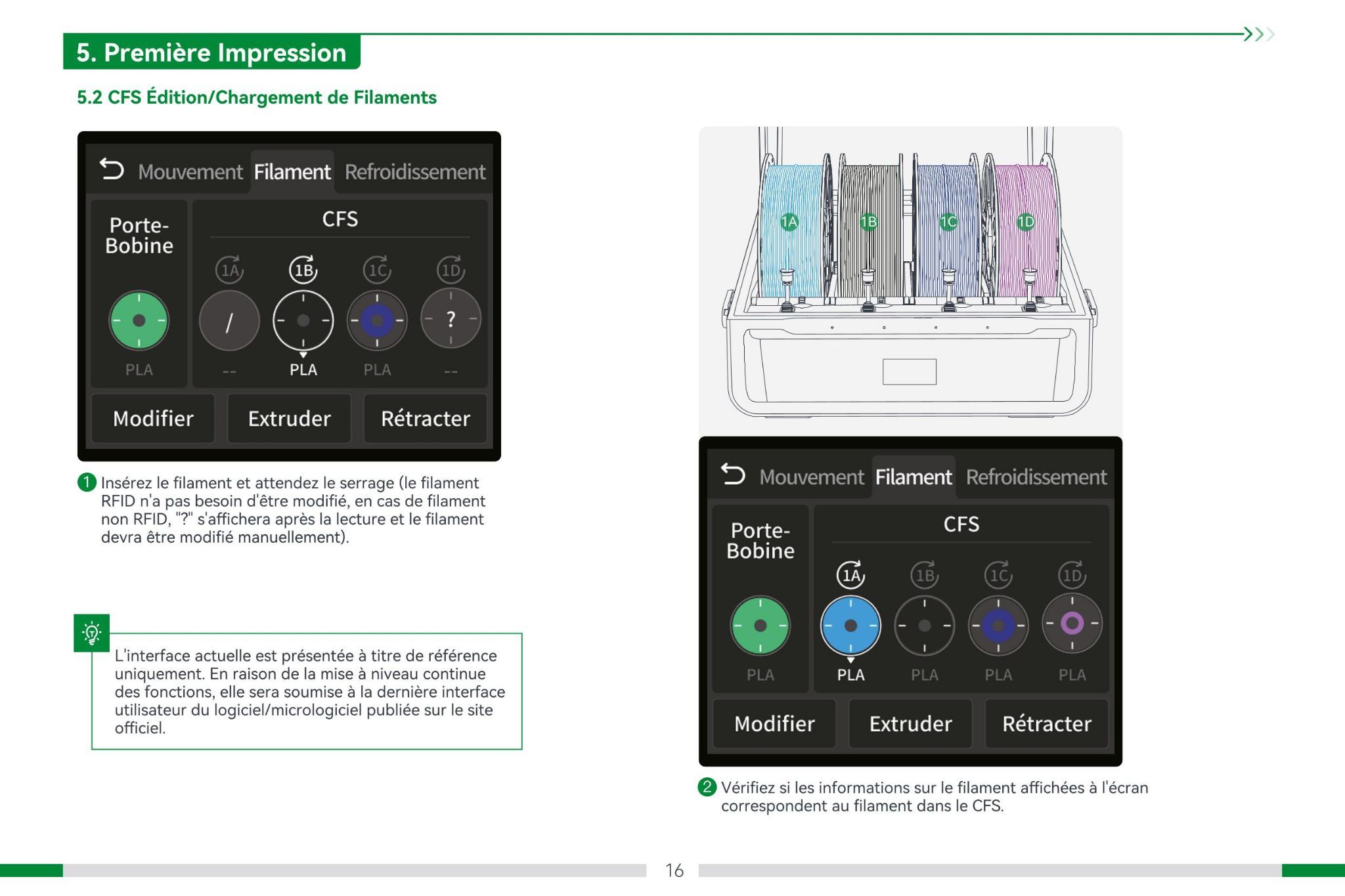
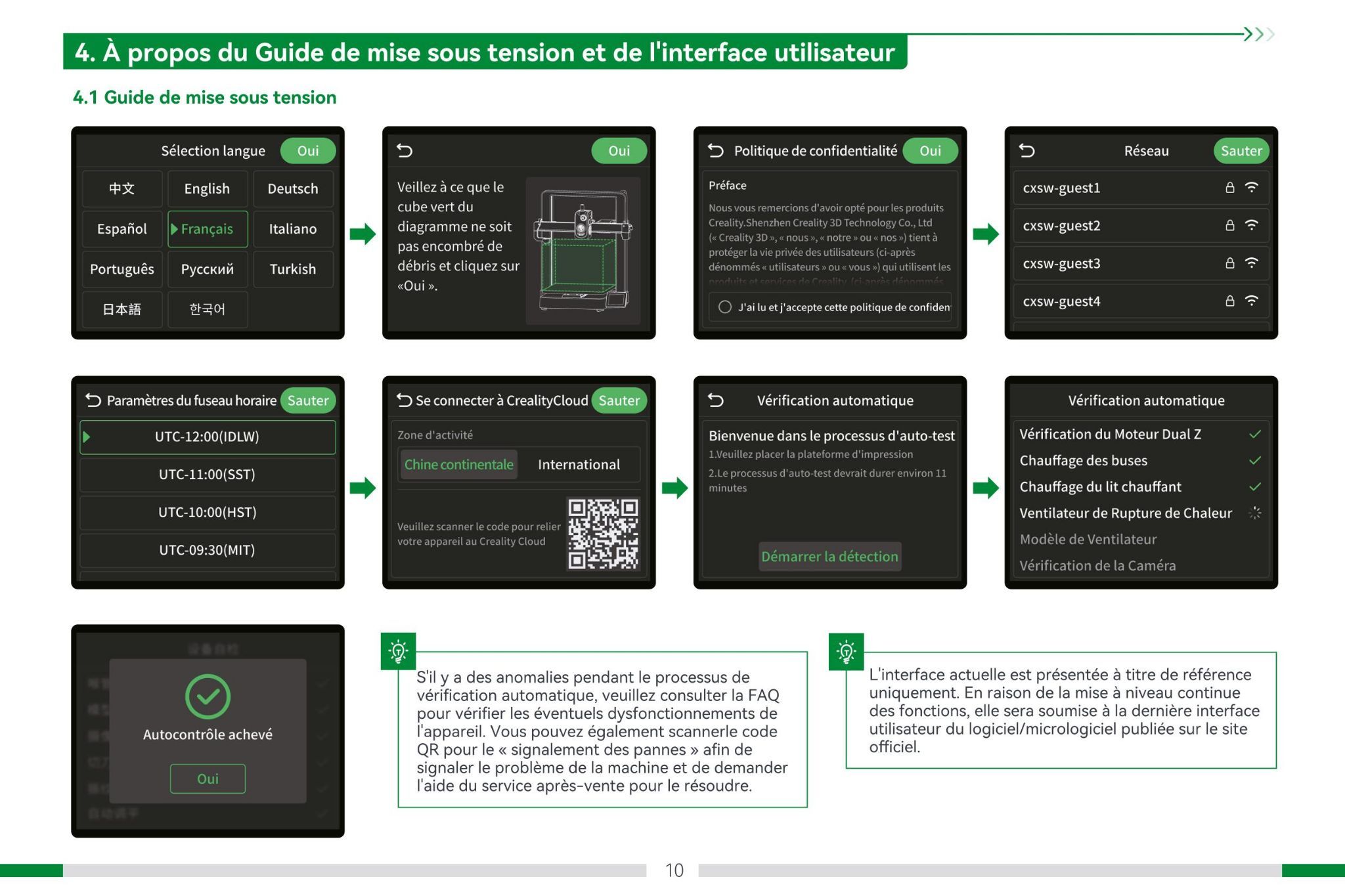
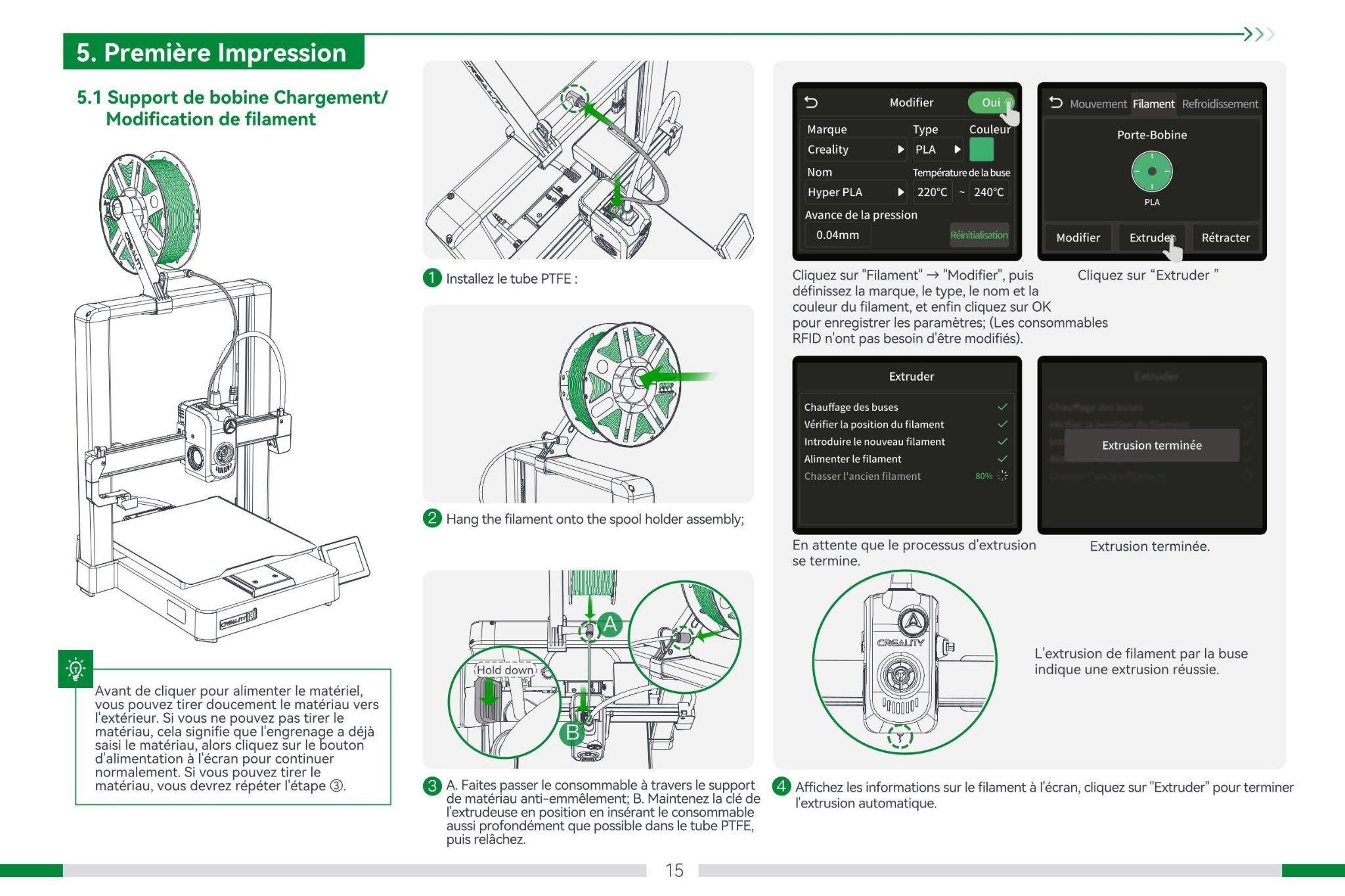
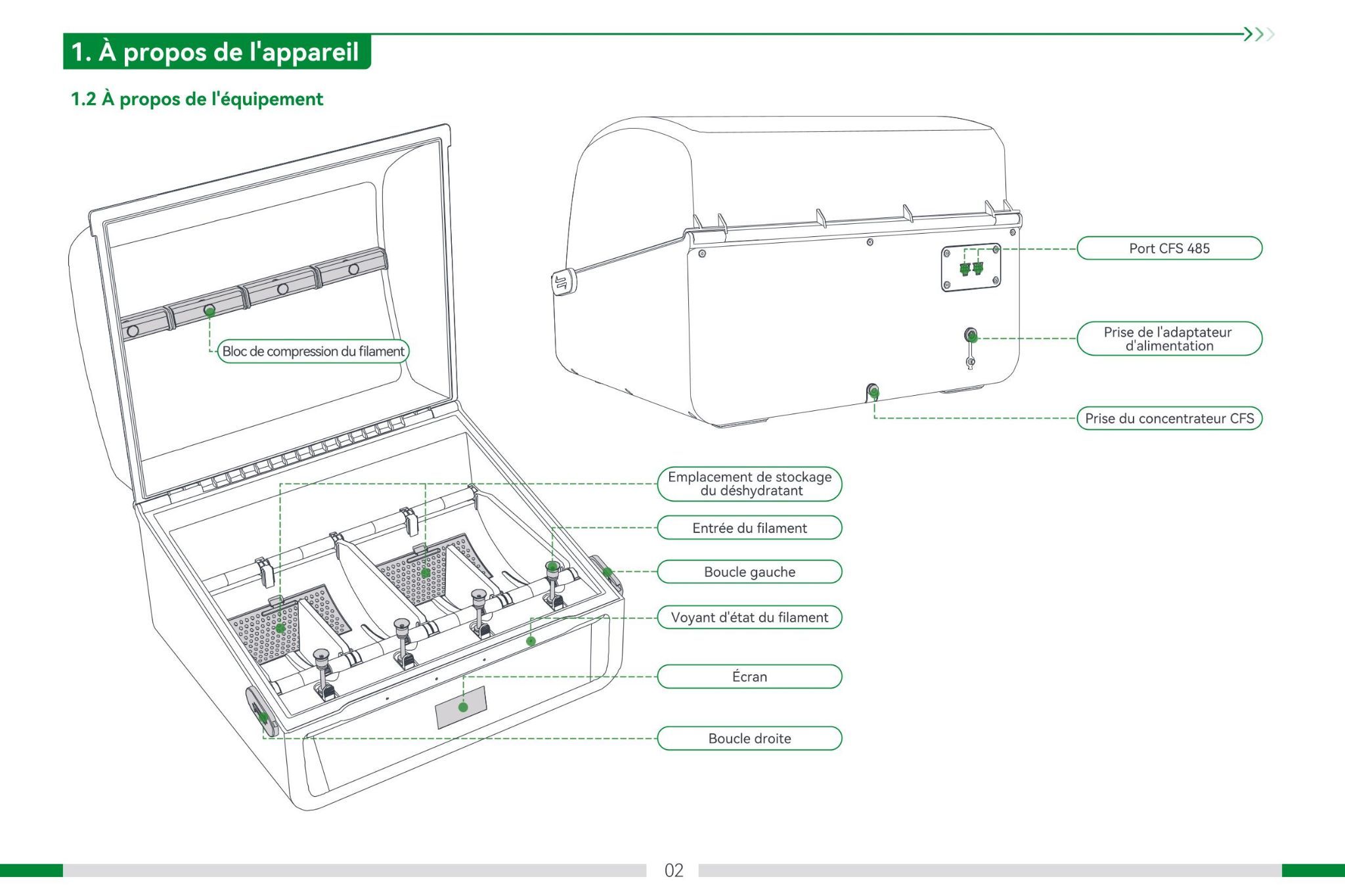
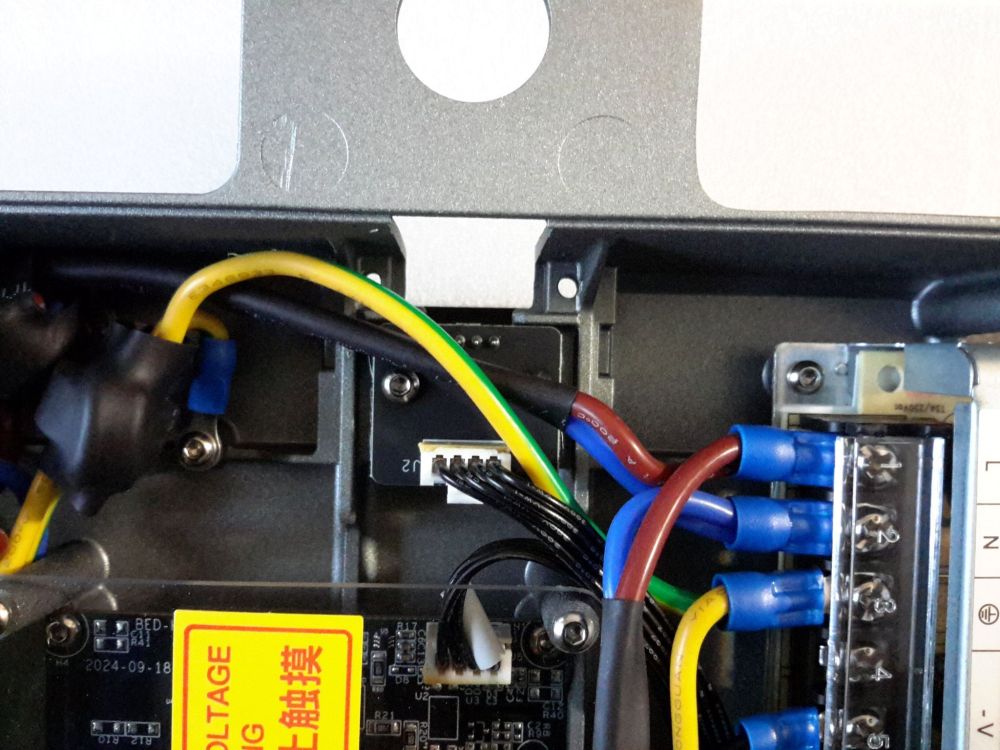
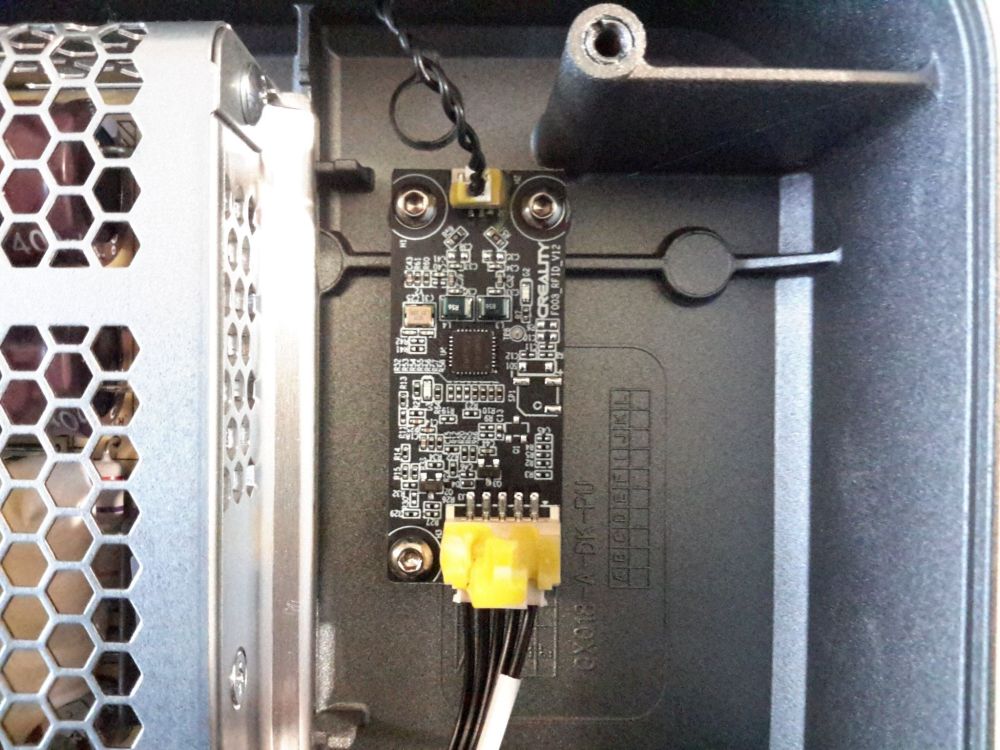
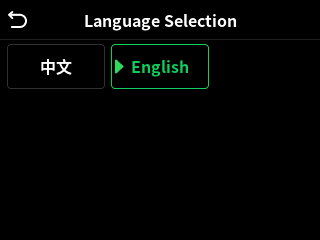
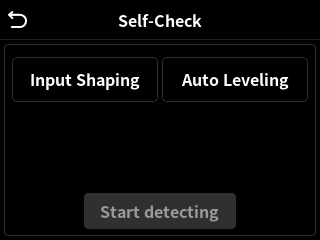
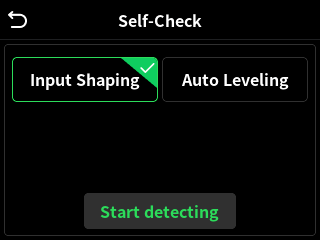
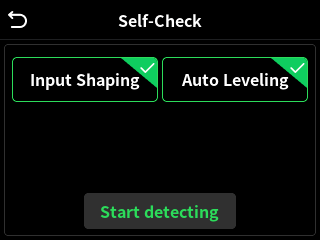
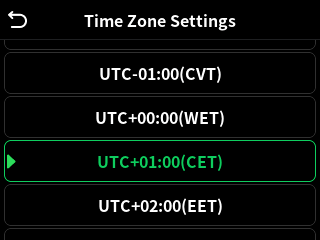
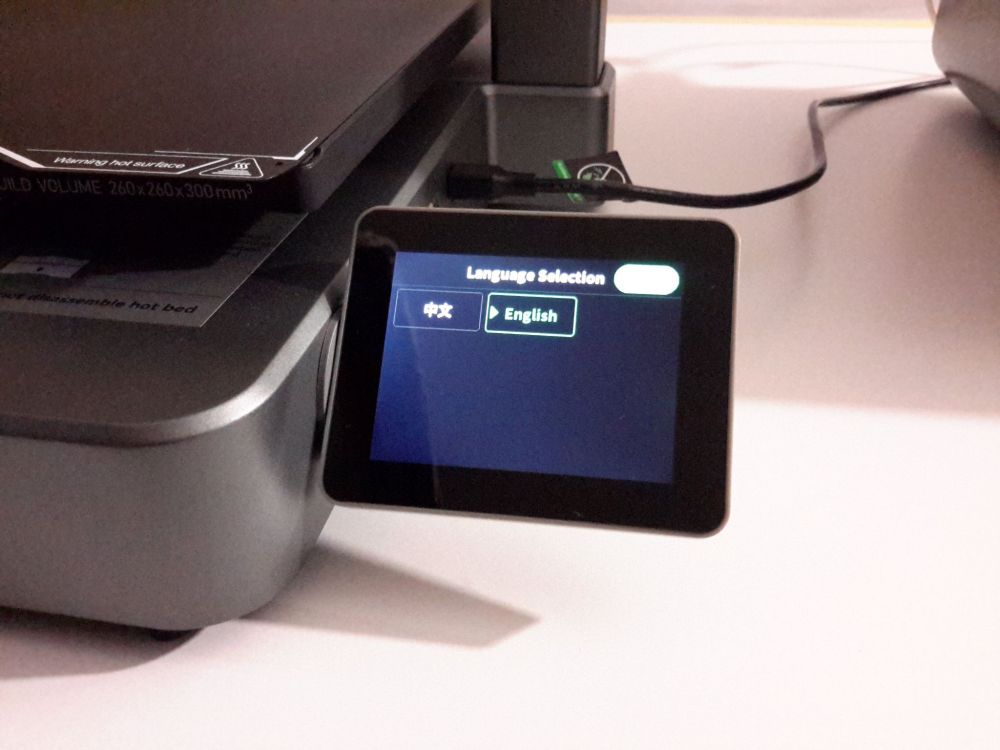
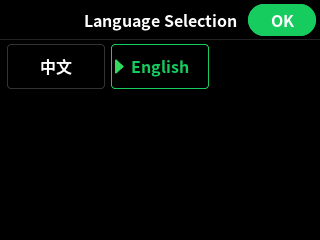
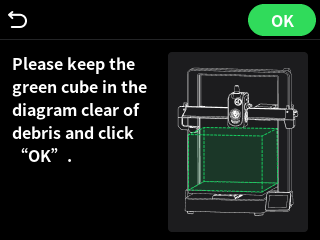
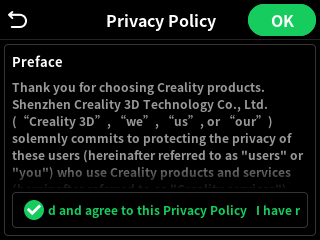
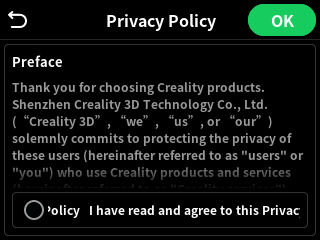
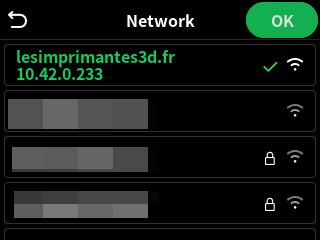
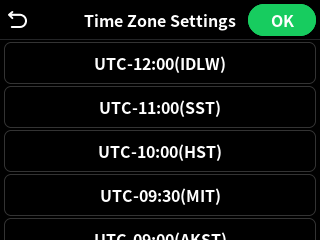
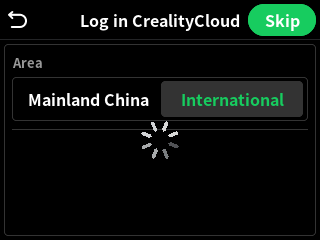
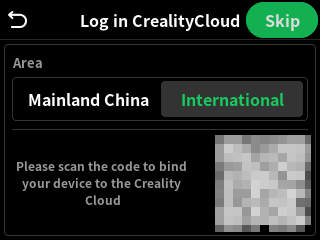
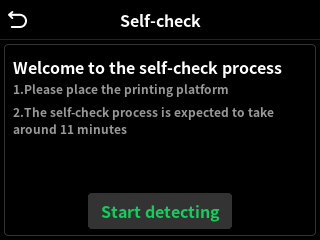
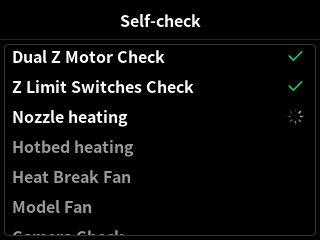
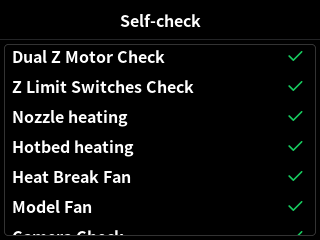
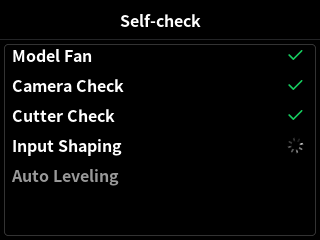
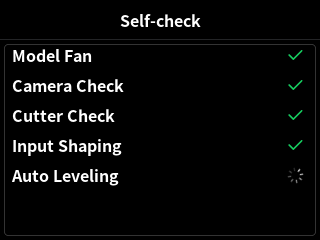
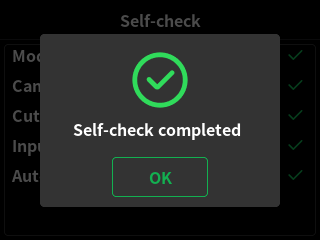
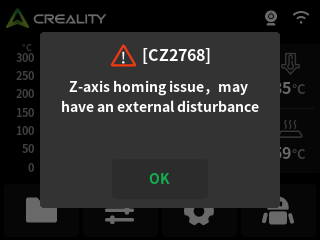
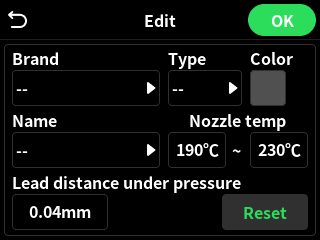
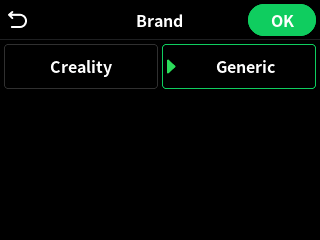
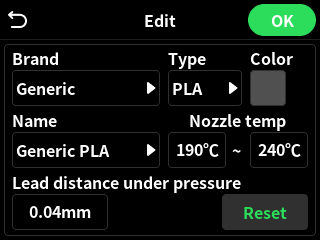
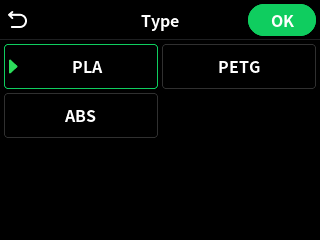
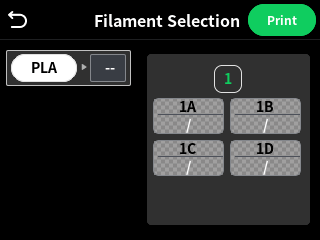
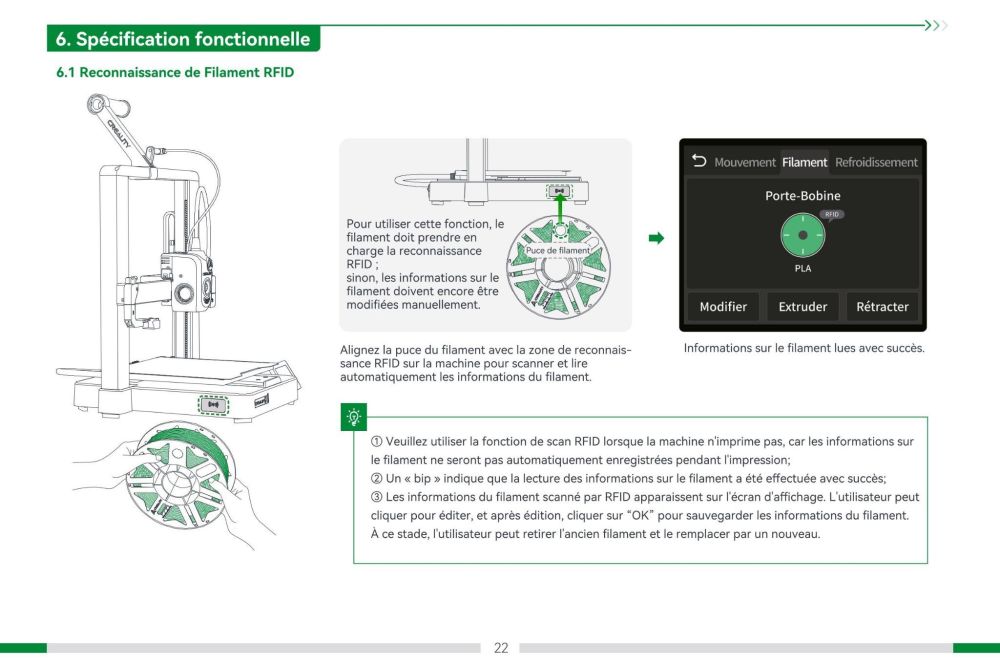
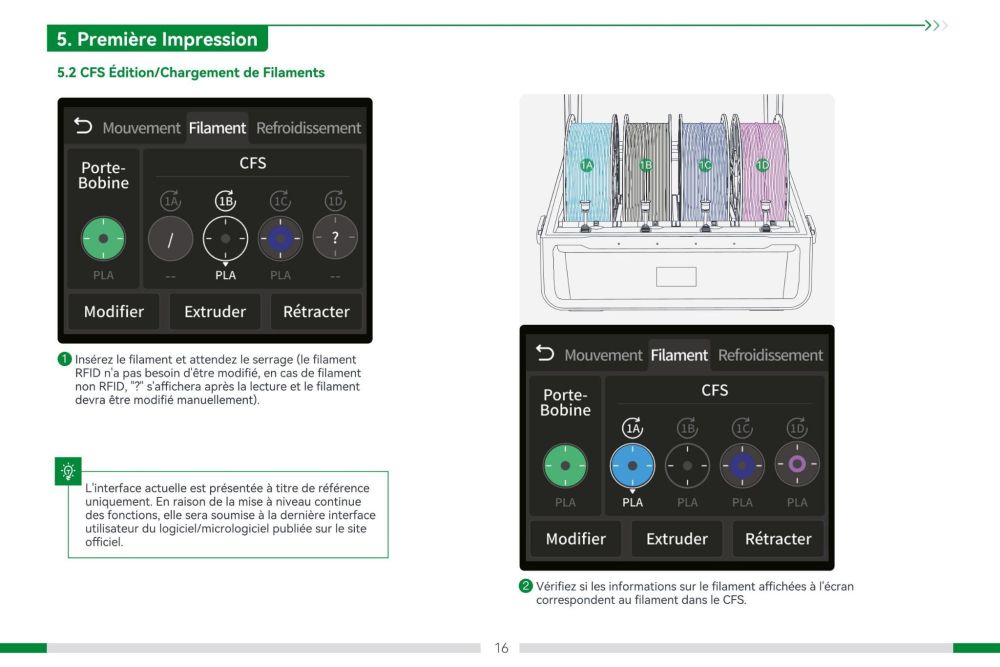
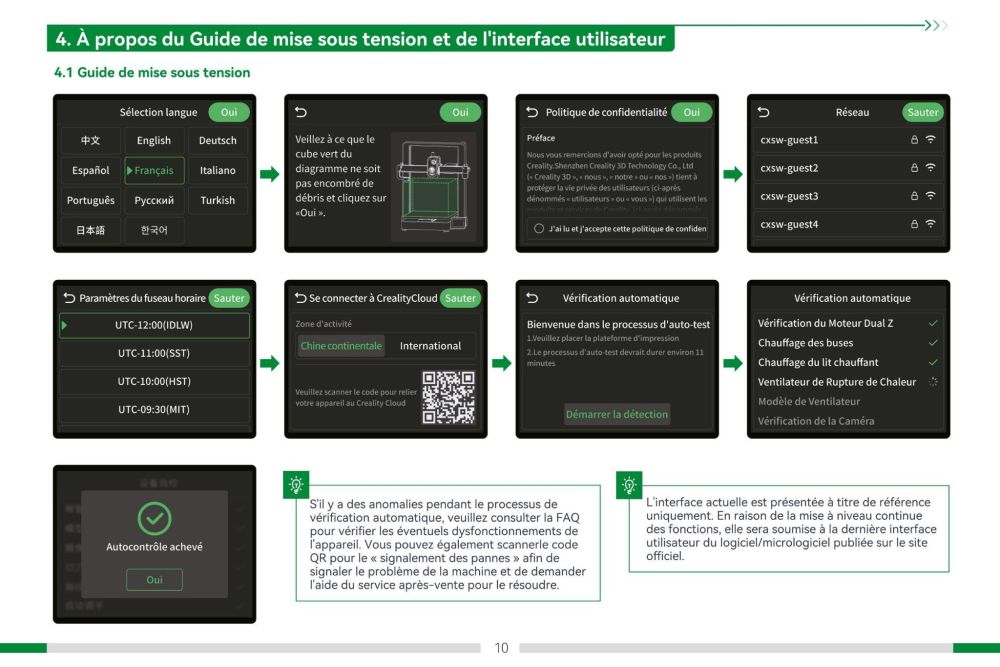
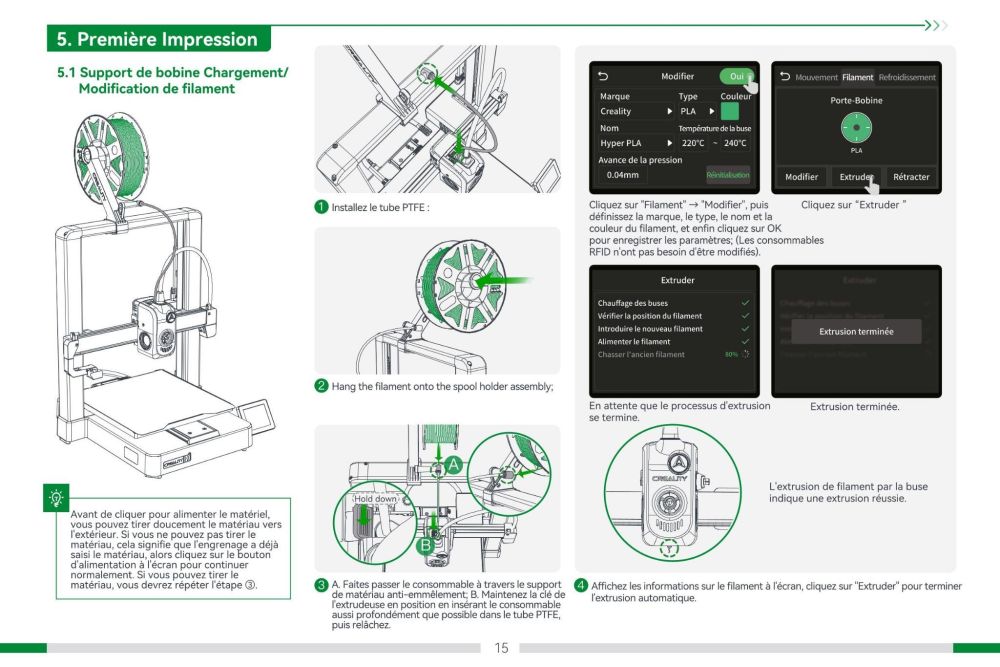
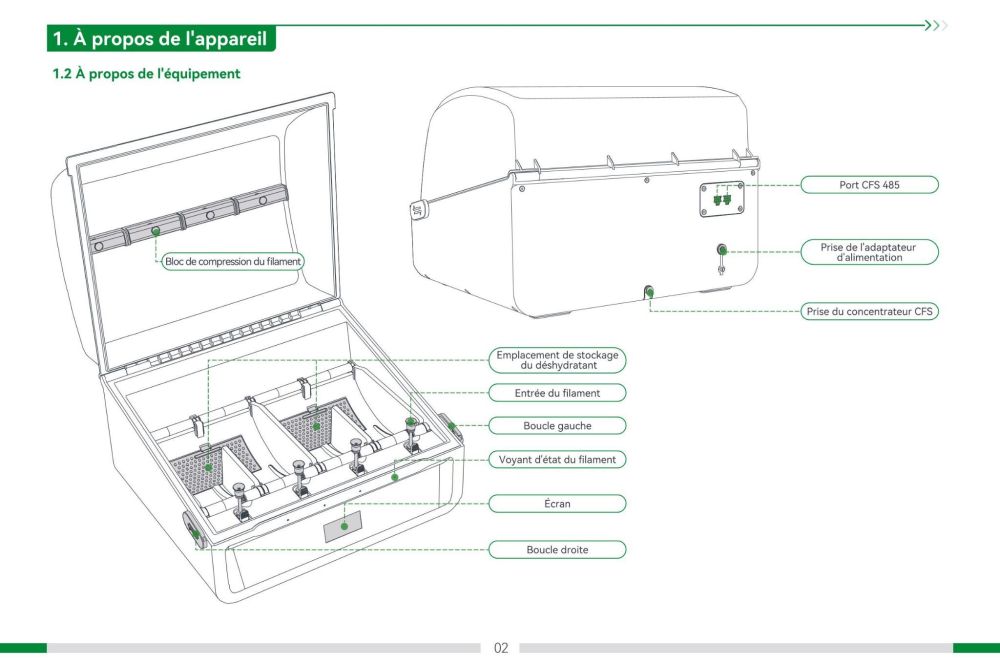
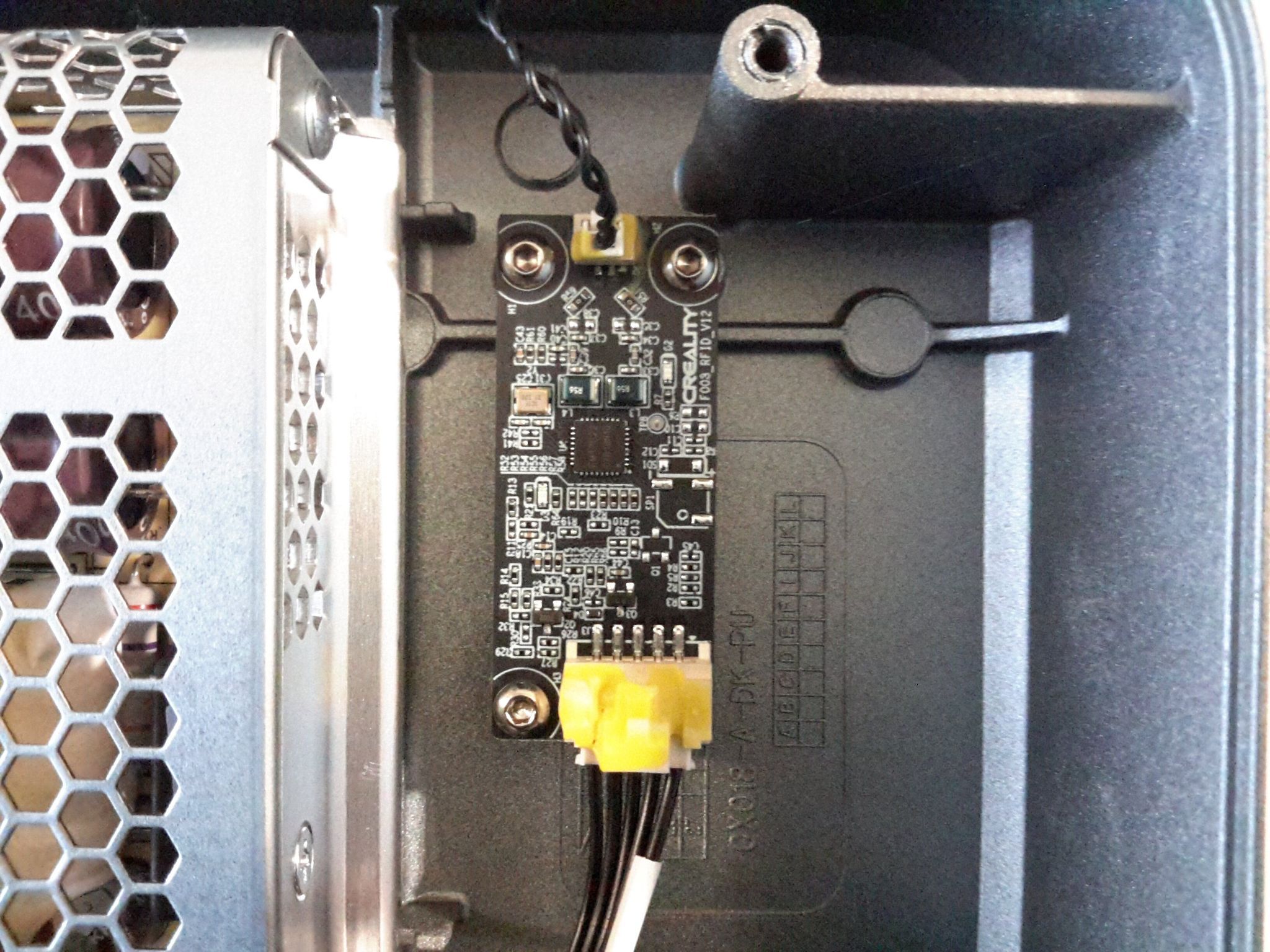
Mise en fonction Noter que le bloque d'alimentation est compatible 110 et 220 V sans avoir à intervenir dessus. (il n'y a pas de sélecteur de tension à positionner avant de le connecter au réseau électrique) Connecter le cordon secteur et basculer le bouton marche/arrêt Après environs 40 seconde d'une image fixe du logo Creality sur l'écran de contrôle, avec le CFS qui affiche 00 °C, 00% HR, 0, On arrive lors du premier démarrage à l'écran de sélection de langue (pour l'instant seulement le choix entre Chinois et Anglais) et le CFS se met à afficher la température et taux d'humidité mesuré dans son enceinte ainsi que son numéro de CFS connecté qui sera 1, car il n'y a qu'un seul CFS connecté. Suivre alors le guide de mise sous tension affiché lors du premier démarrage Sélectionner la langue, cliquer OK, vérifier qu'il y a bien la plaque flexible en place, que le volume d'impression est libre (pas d'objet ou de débris), cliqué OK cocher que vous acceptez les conditions d'utilisations, cliquer OK Sélectionner votre réseau Wi-Fi, saisir la clé, valider et si vous obtenez une adresse, cliquer OK Faire défiler et sélectionner votre fuseau horaire ( Pour moi a l'heure de Paris, en heure d'hiver, c'est UTC+1 ), cliquer OK Sélectionner la zone géographique du serveur Creality Cloud (sélectionner "International" sauf si en Chine), cliquer OK On arrive alors sur l'écran de début des auto-tests, cliquer sur "Start detecting" (durée de l'ordre de 11 minutes) Éventuellement faire défiler pour voir la progression jusqu'aux dernières étapes qui sont les plus longues Si tout s'est bien passé, on devrait alors obtenir ( Mais si par exemple il y a eu un problème comme le cache de la caméra qui a gêné le déplacement de la tête d'impression ce qui a mis le moteur X en erreur et que le Home Z de début de l'auto levelin a raté (car commence normalement par un déplacement X pour venir au centre du plateau, mais là le X ne bouge plus car moteur X en erreur) suite à cela ... Il vous faudra éteindre la machine, bien placer le cache de la caméra pour qu'il ne gêne plus, vérifier que la partie chaude de la tête d'impression n'a pas été pliée (car il y a eu plusieurs tentatives de mise en contacte de la buse avec le plateau, mais ces essais de contacte n'était pas à la bonne position X ... ) et recommencer un Auto-leveling. ) et enfin, si on clique OK, on arrive à l'écran d'accueil Chargement d'une bobine dans le CFS Il suffit de placer une bobine dans le CFS et d'introduire le filament dans une entrée. Le CFS va alors automatiquement commencer à tirer/entrainer le filament, faire tourner la bobine d'un ou deux tours afin de lire les éventuelles puces RFID/NFC, puis rétracter le filament et ré-enrouler la bobine pour libérer le passage du tube PTFE en sortie du CFS. // A FAIRE > Photo d'illustration du chargement d'une bobine dans le CFS. Et du témoin LED bleu de fonctionnement du "Tampon de filaments du CFS" quand connecté au CFS. Sauf pour une bobine avec une puce RFID/NFC Creality automatiquement reconnue par le CFS, même si la bobine est chargée, il faudra définir son constructeur, type, et couleur avant de pouvoir l'utiliser. Si dans le menu "Prepare" onglet "Material" aucun filament n'est définie, alors lors de la sélection du/des filaments à utiliser lors du lancement d'une impression, on ne pourra pas choisir de filament à utiliser pour ensuite lancer l'impression. ... Définition manuelle du constructeur, type et couleur, via le menu "Prepare", onglet "Material", en sélectionnant la bobine, puis clic sur "Edit" ... Là, il y a bien un matériau compatible de défini, qui est sélectionnable ( le "1A" c-a-d celui du slot A du 1er CFS ) Extrait du manuel du CFS User Manual for French "cfs-sm-002_user_manual(fr)_.pdf" Si vous utilisez une bobine sur le porte-bobine // A FAIRE > Photos d'illustration de mise en place et chargement d'une bobine sur le porte-bobine. Et de la LED bleu témoin du capteur de fin de filament sur la tête d'impression. Extrait du manuel utilisateur de la Creality Hi, Le capteur RFDI à gauche de la base de l'imprimante pour identifier la bobine que l'on placera ensuite sur le support de filament de la machine. Lors de l'utilisation du porte-bobine, afin de préremplir les informations matériau de la bobine utilisé, pour que les informations de la puce RFID des bobines Creality qui en sont munies soit lu, il faut vraiment approcher à moins d'un millimètre voir mettre en contacte la puce avec le capteur. On a alors un long bip quand la lecture de la puce RFID a fonctionné. // A FAIRE > Capture d'écran avant-après du menu matériau. Chargement du filament d'une bobine sur le porte-bobine













 2 points
2 points -
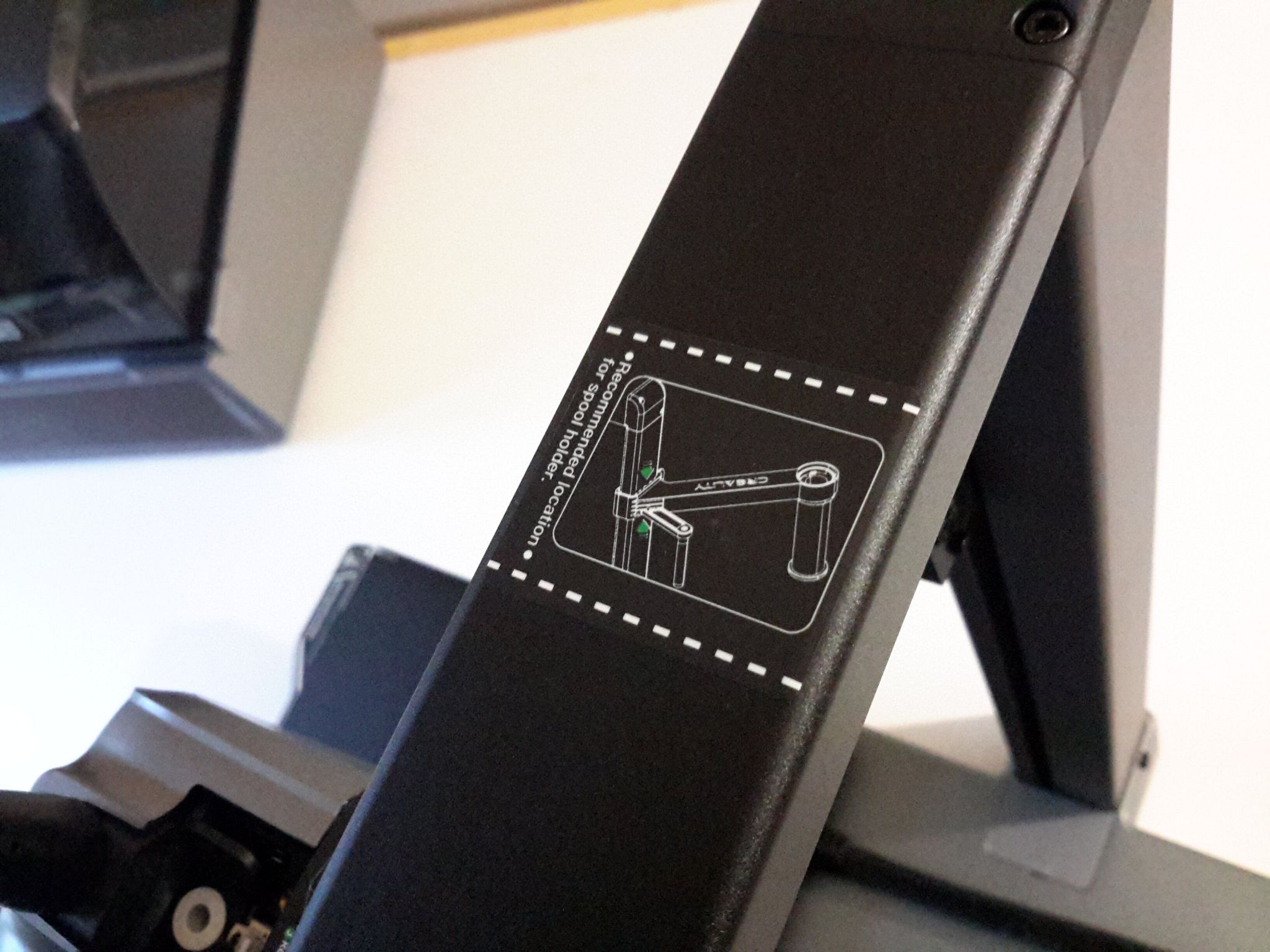
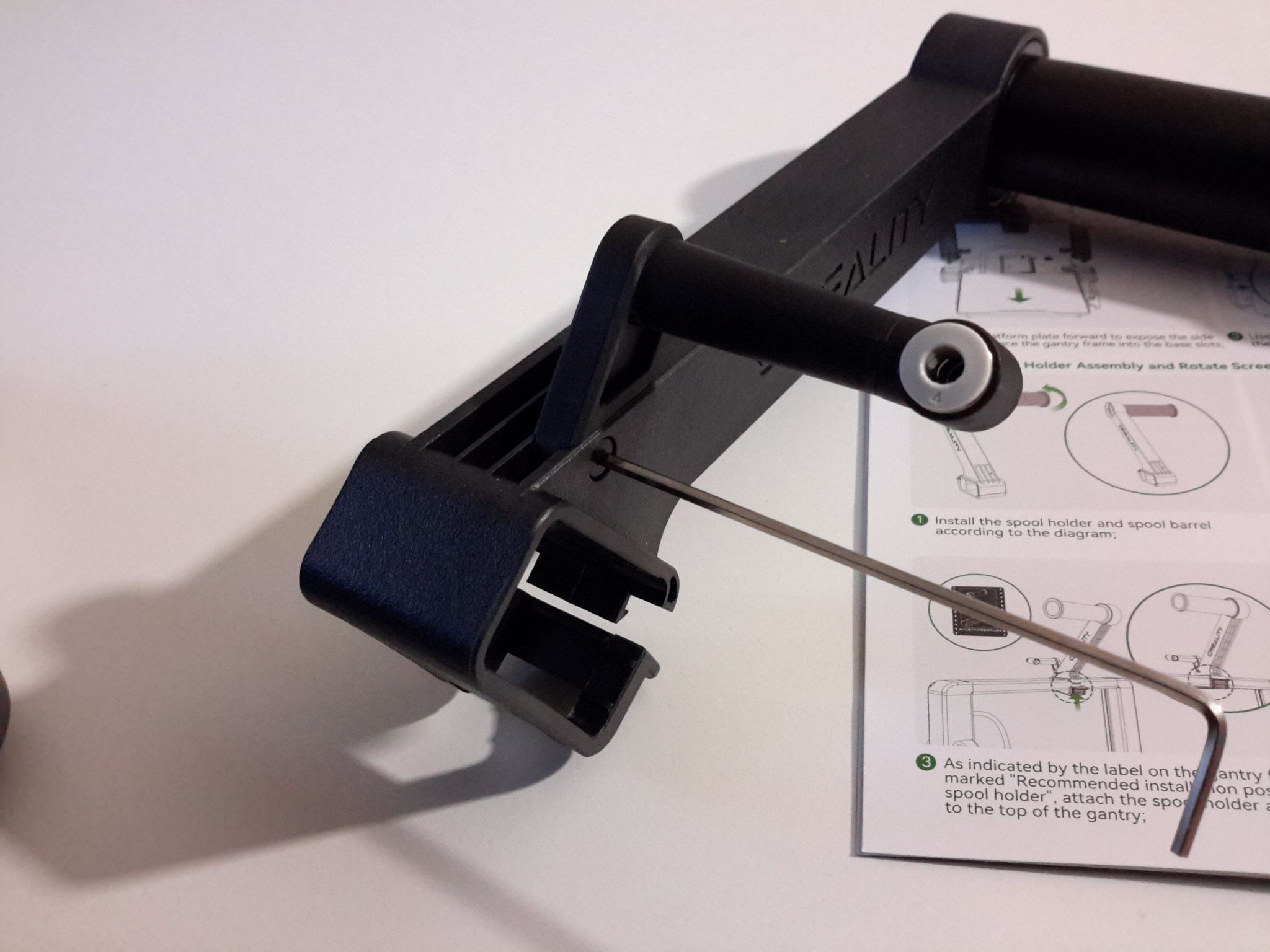
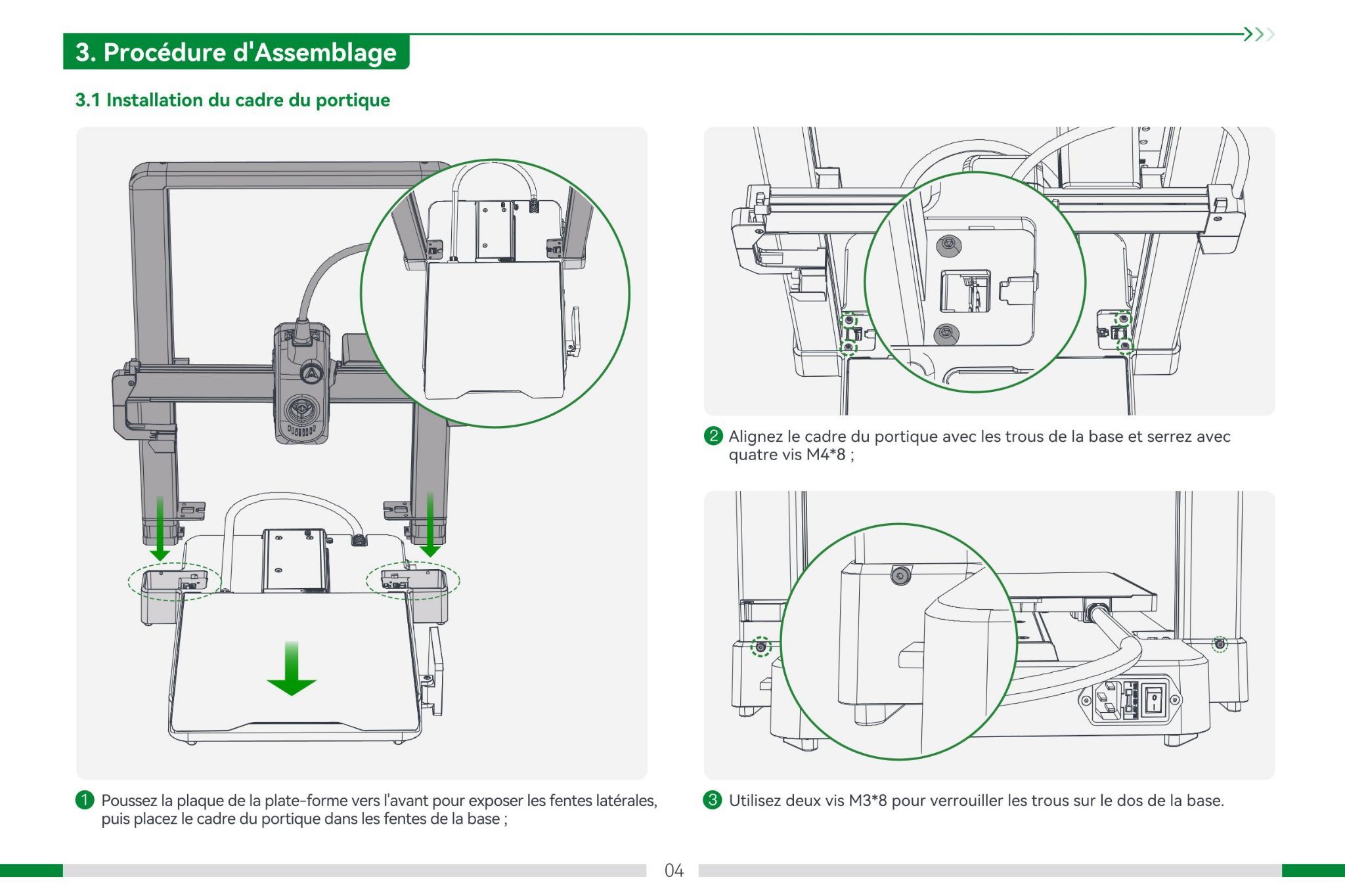
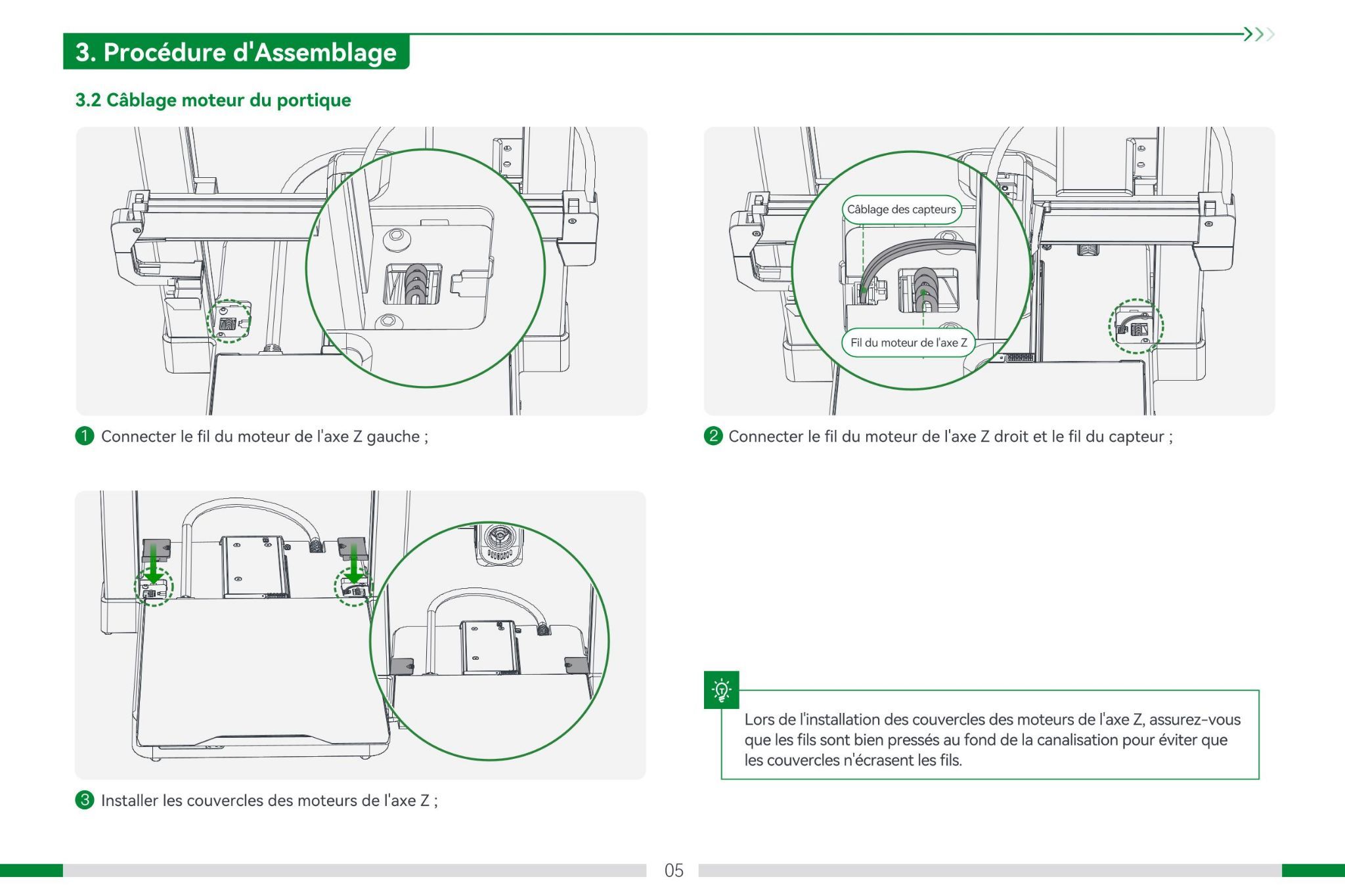
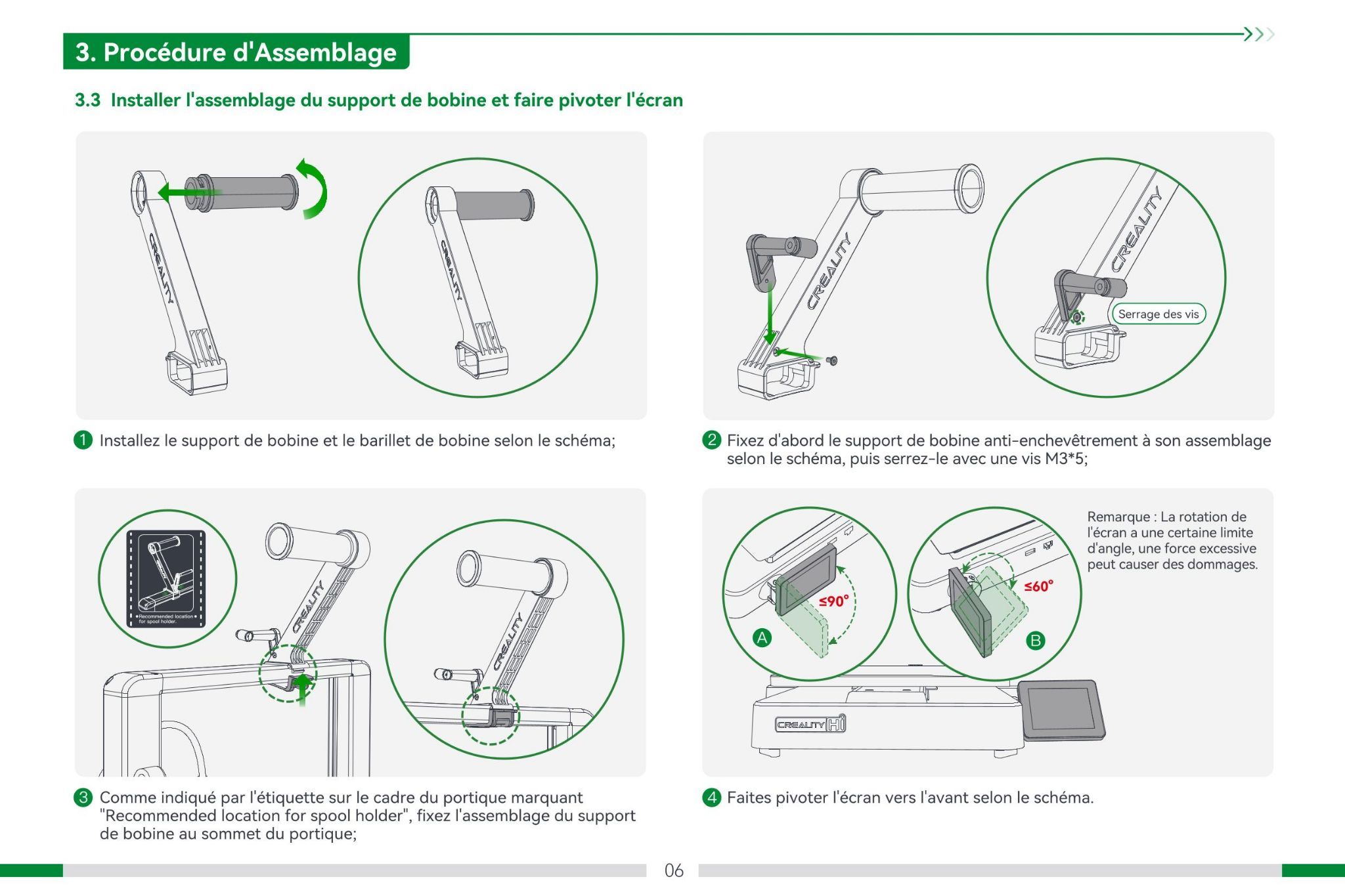
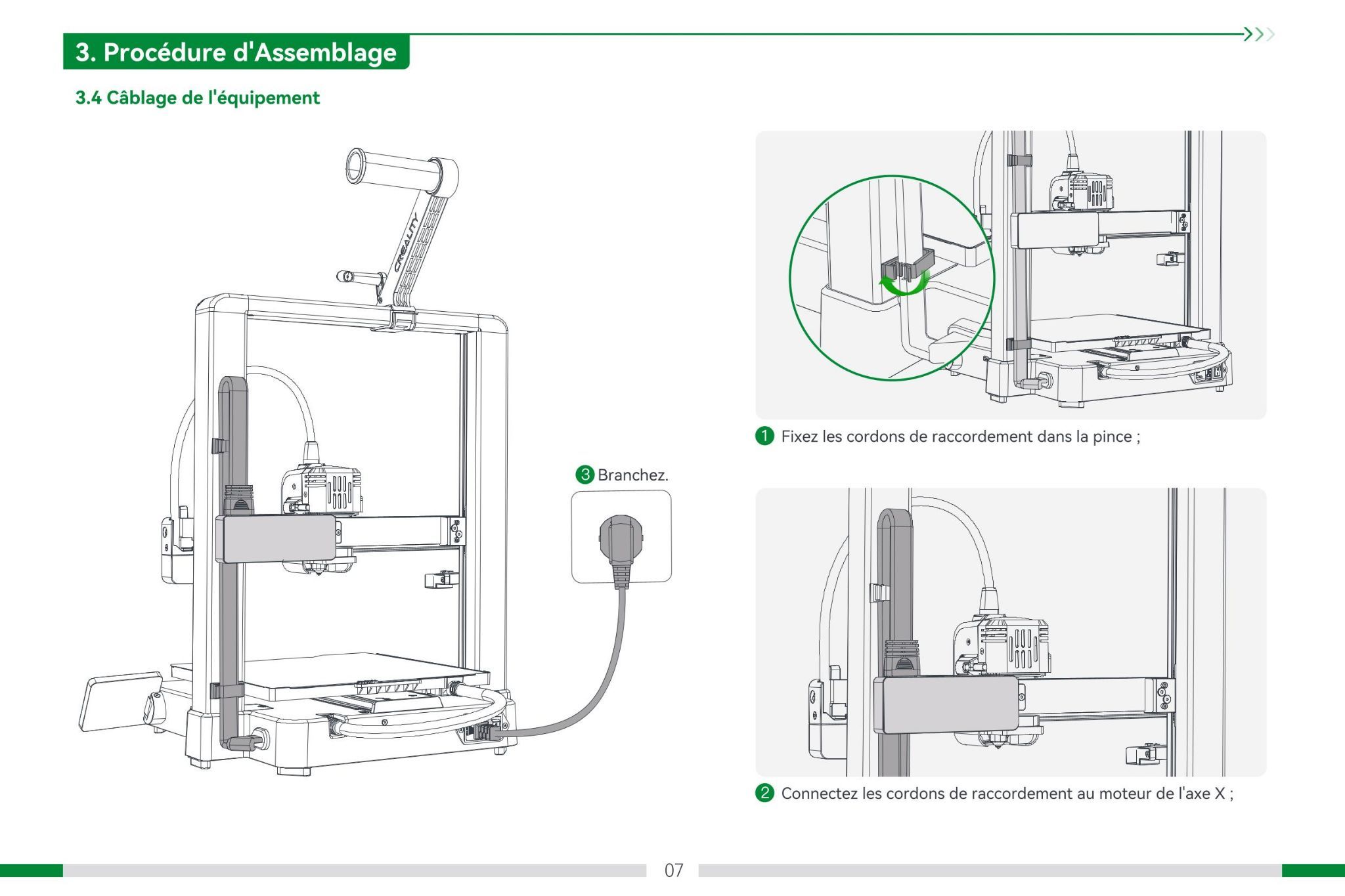
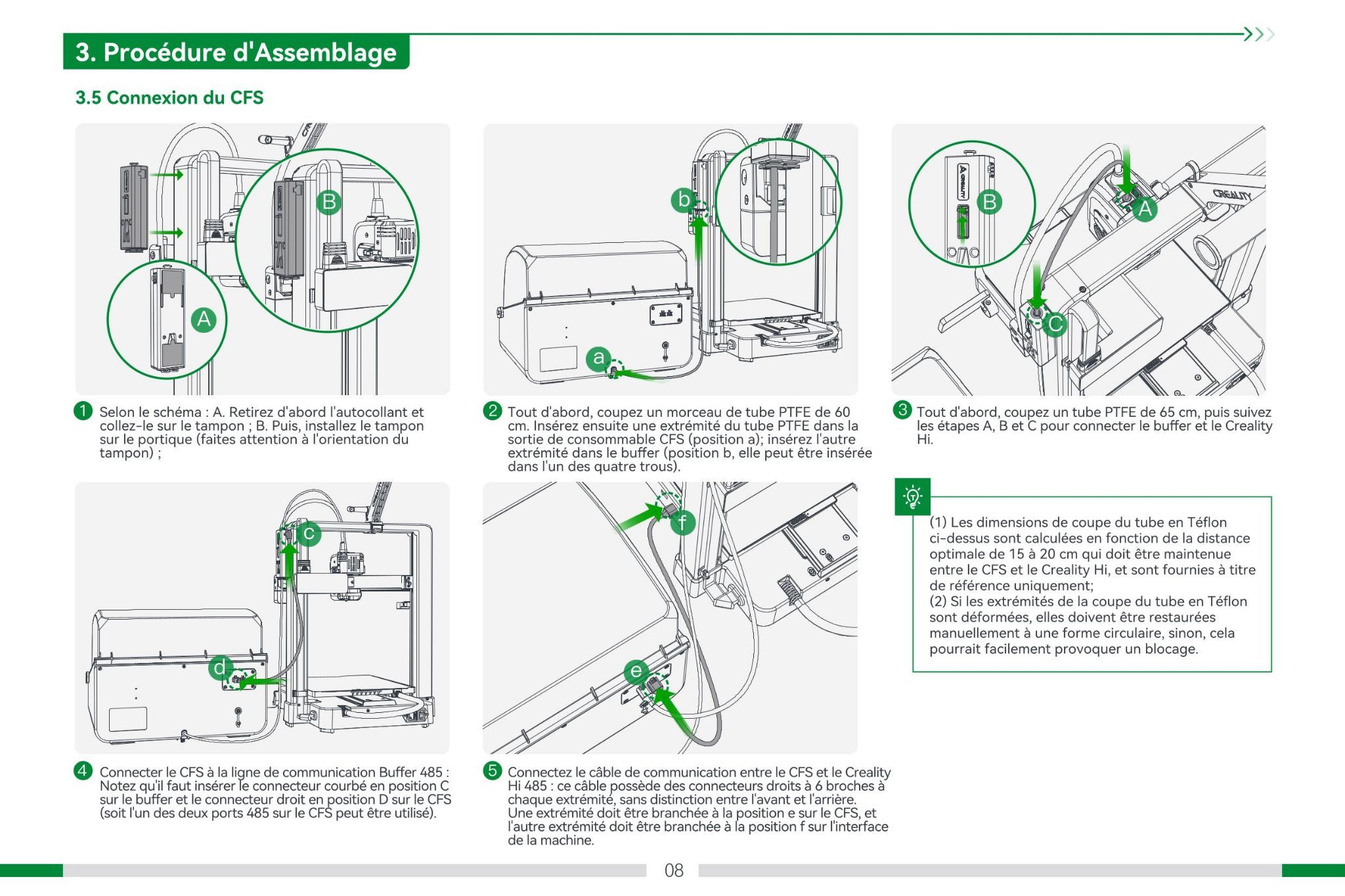
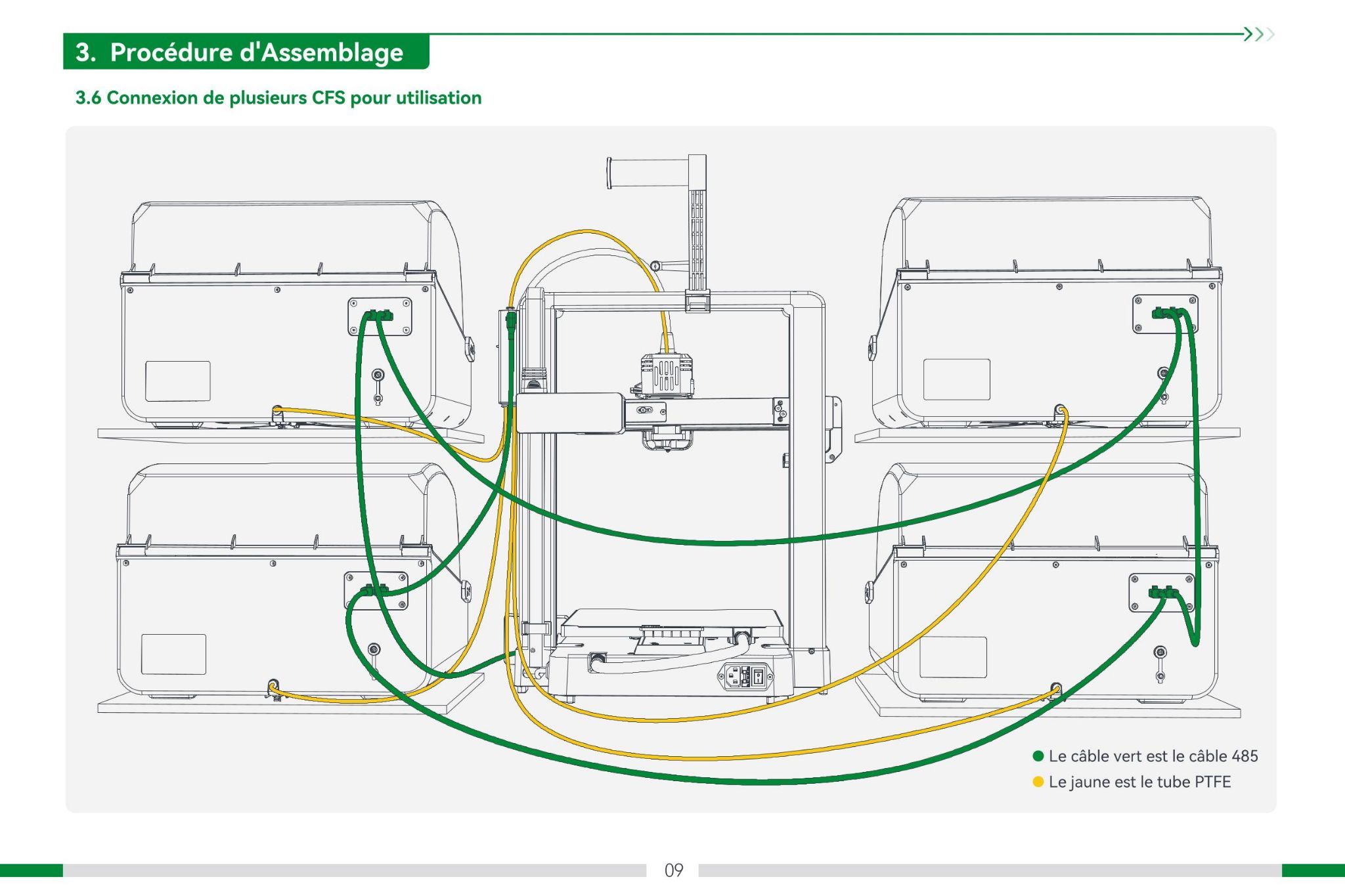
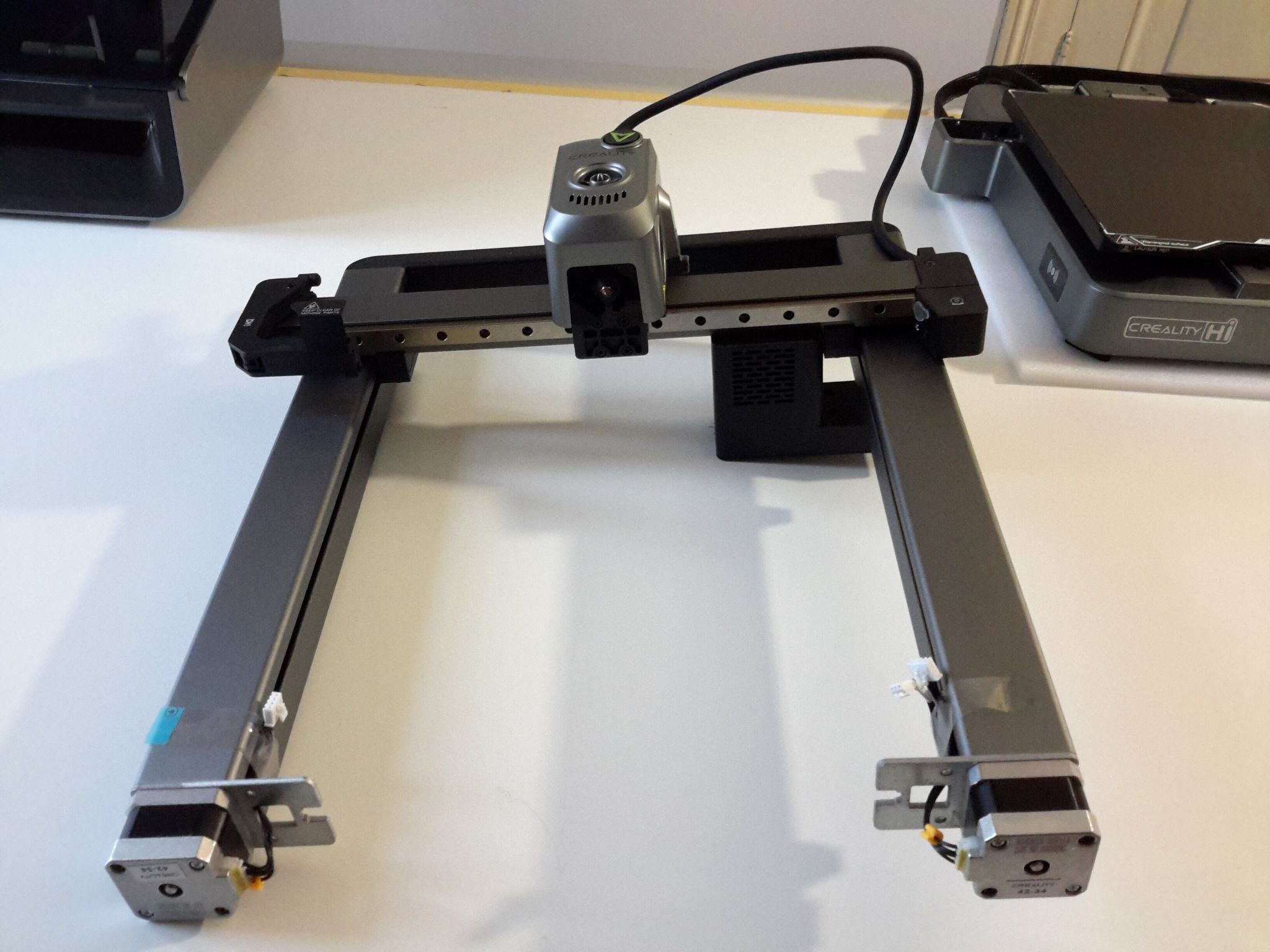
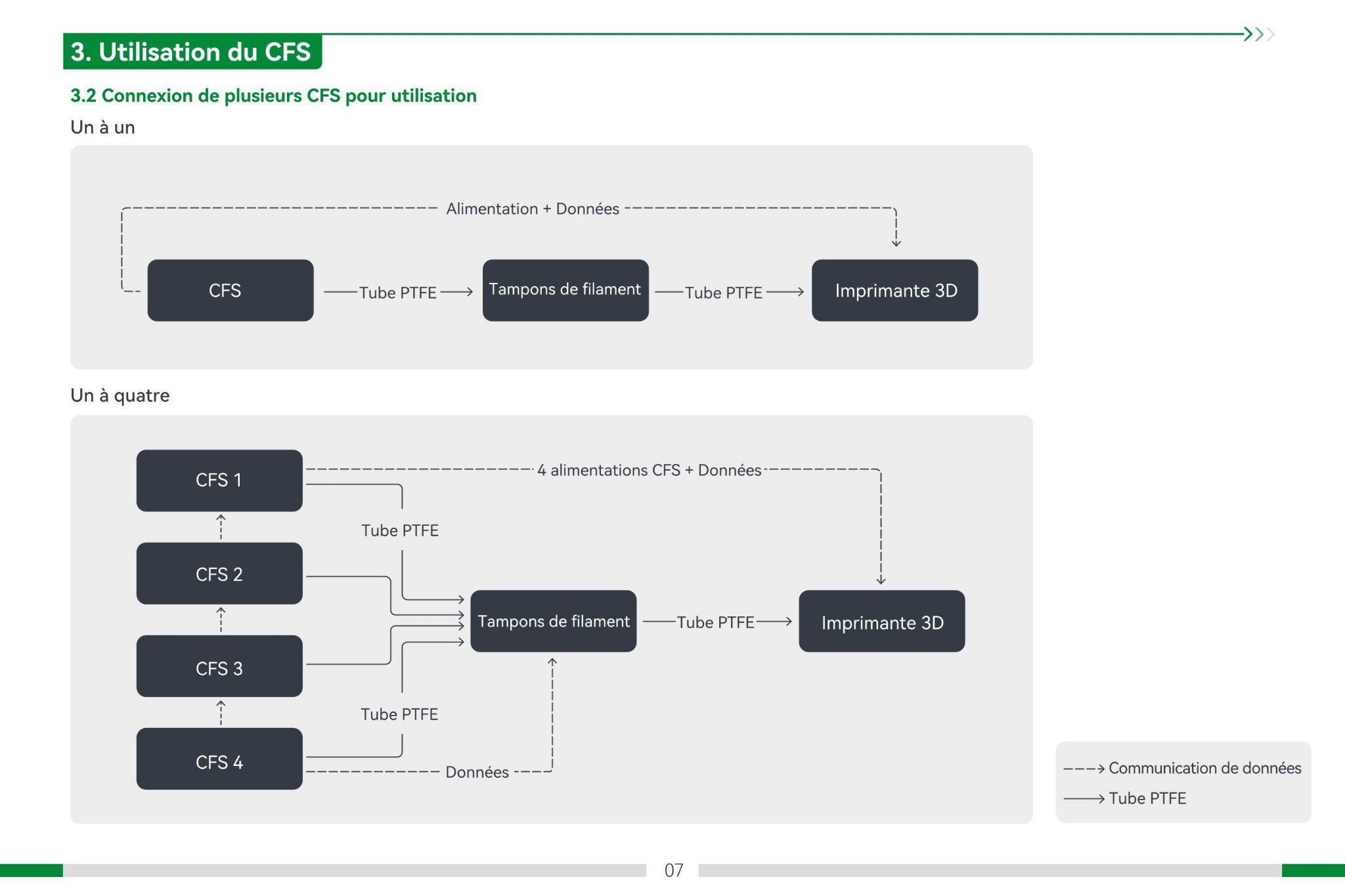
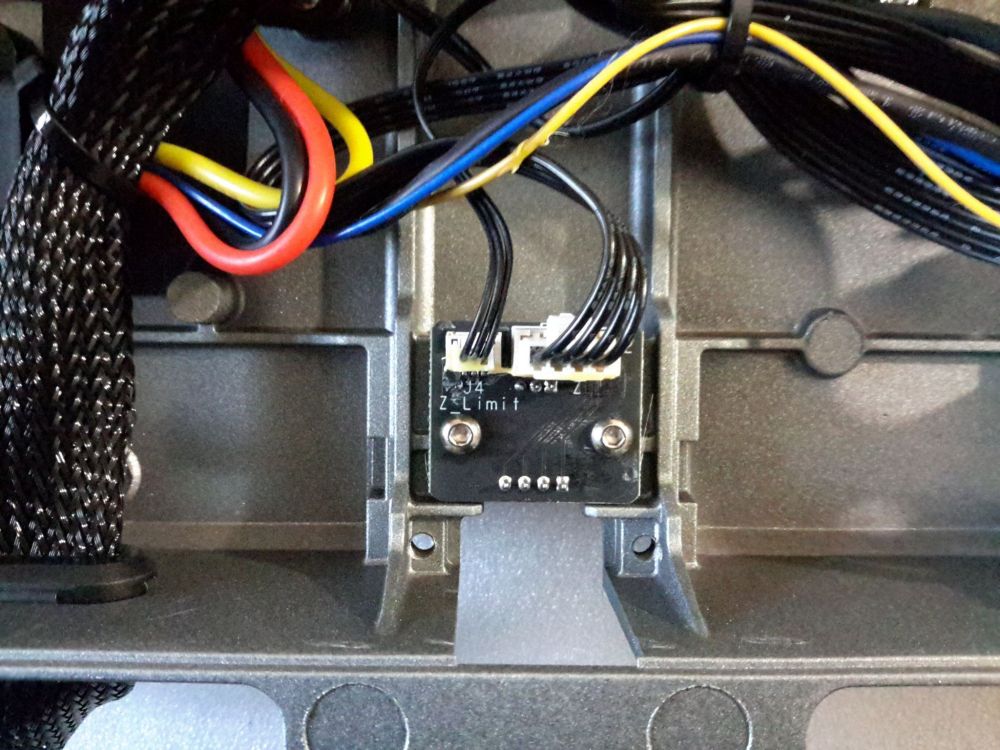
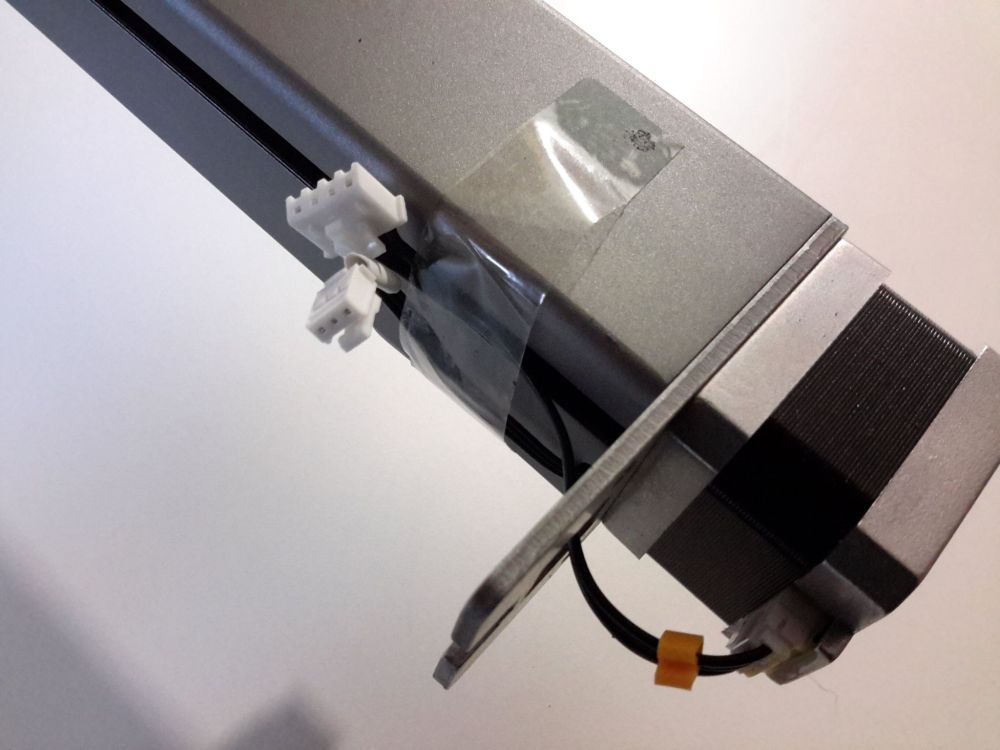
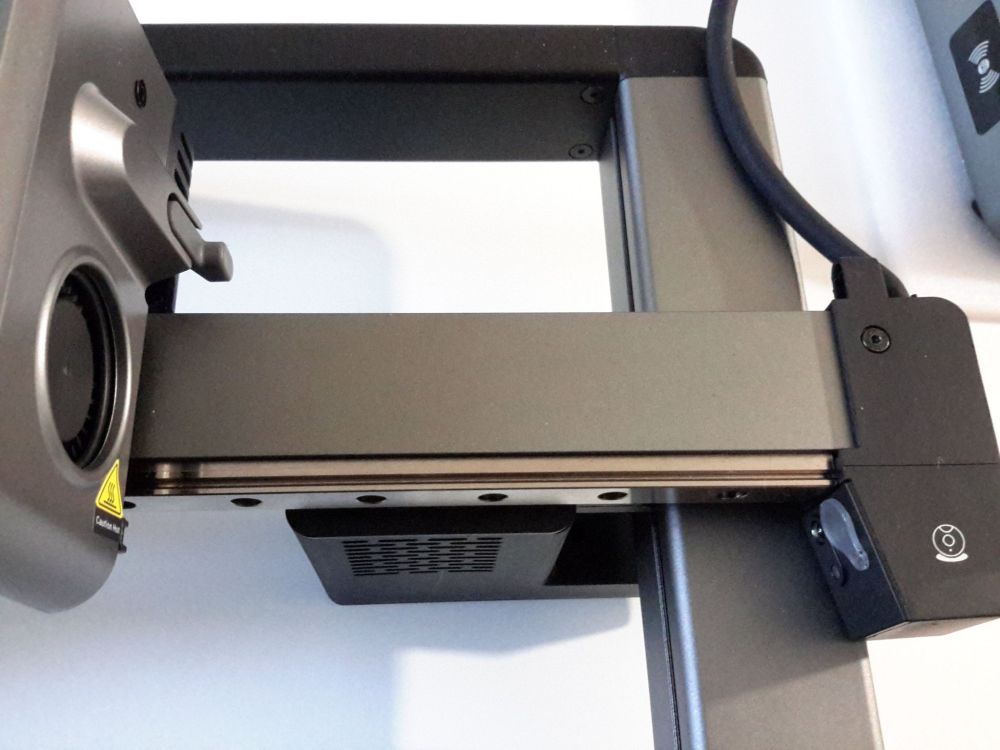
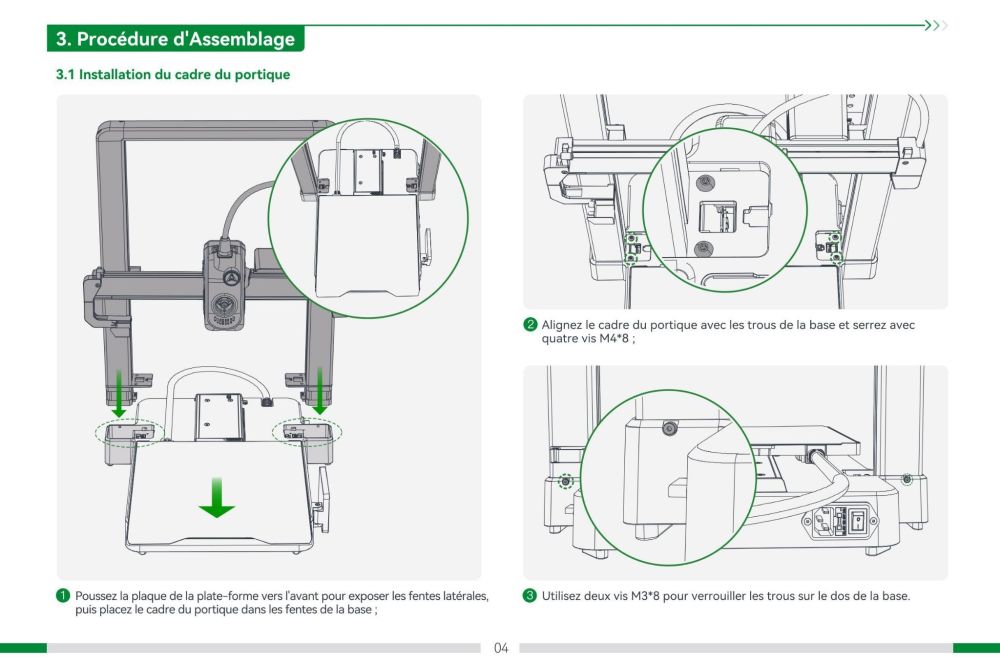
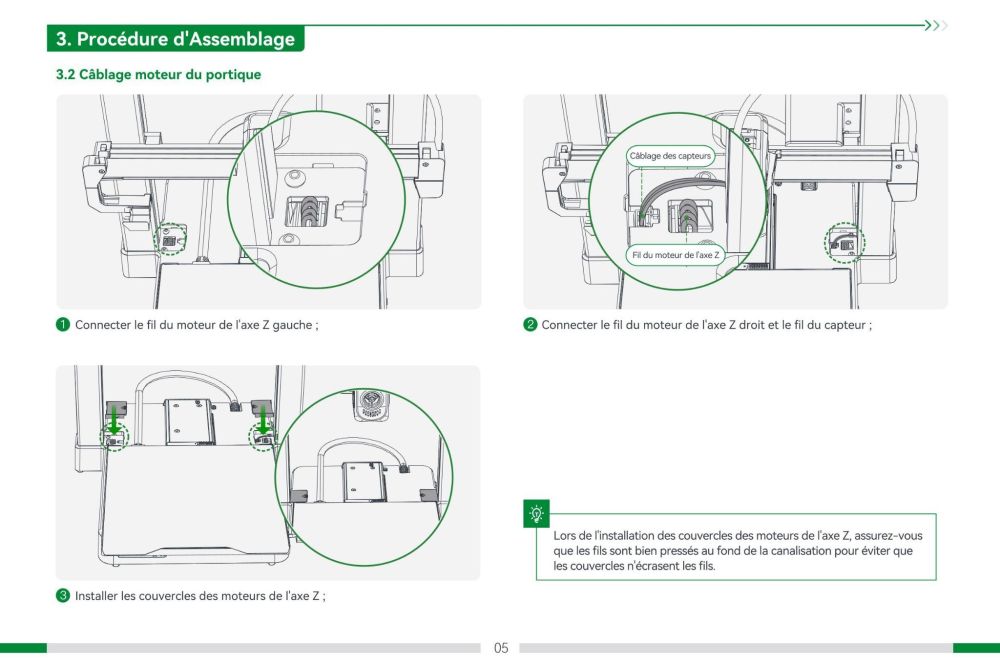
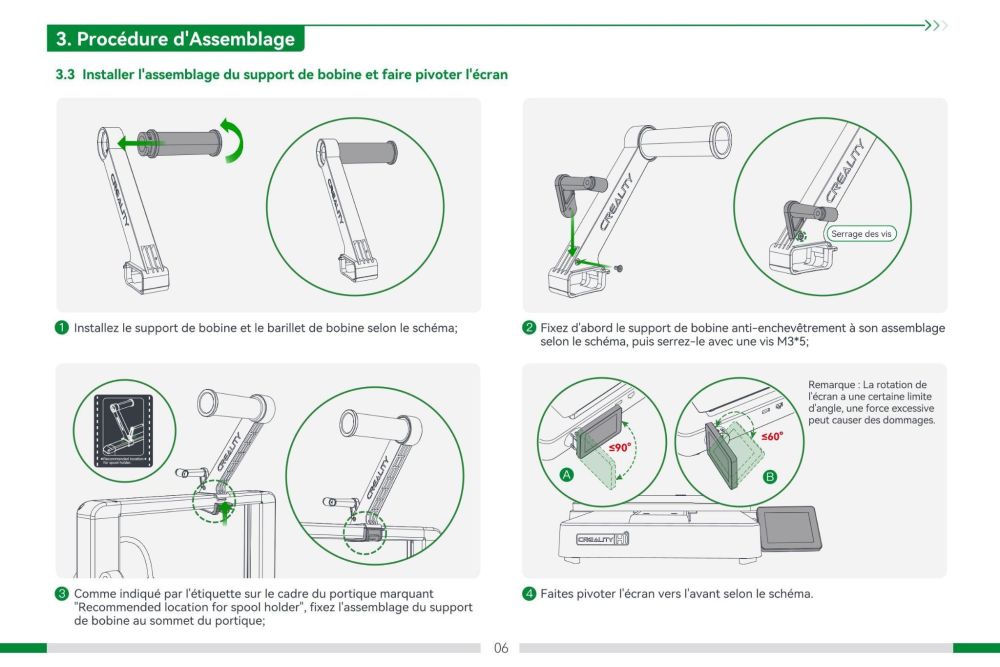
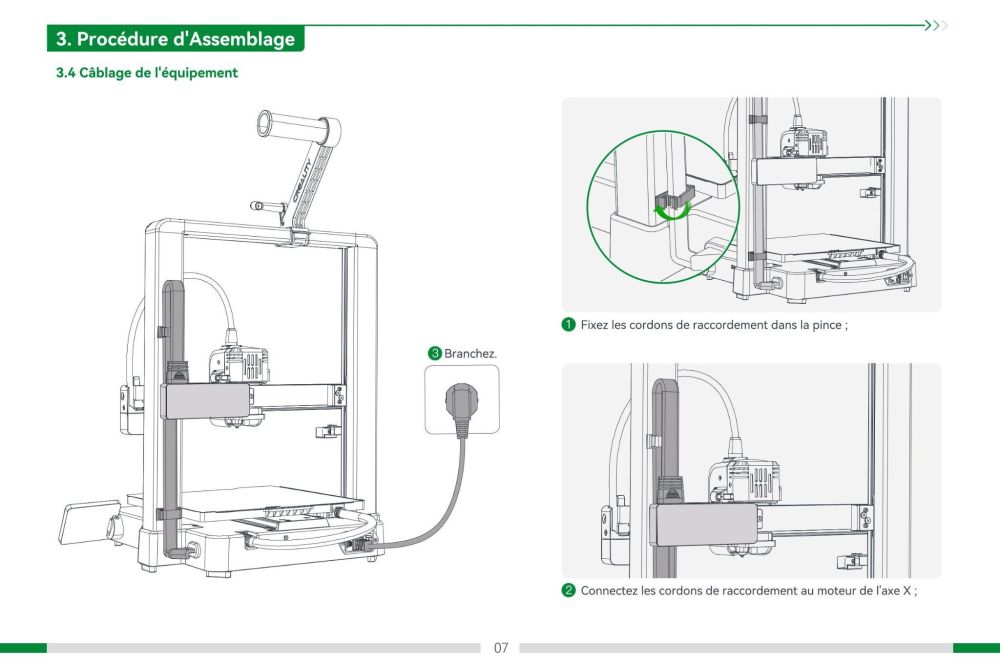
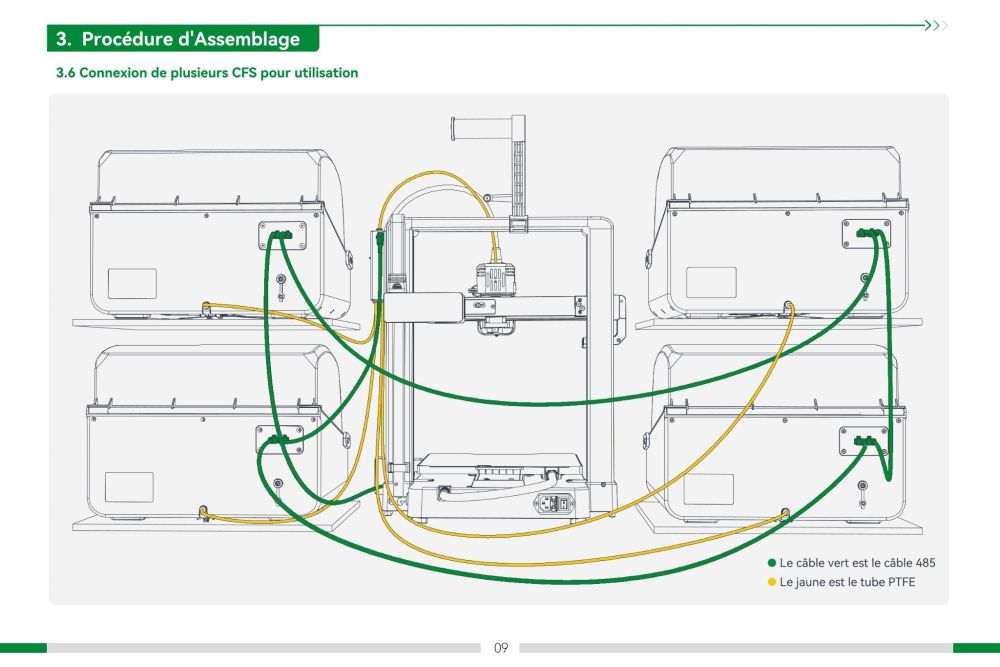
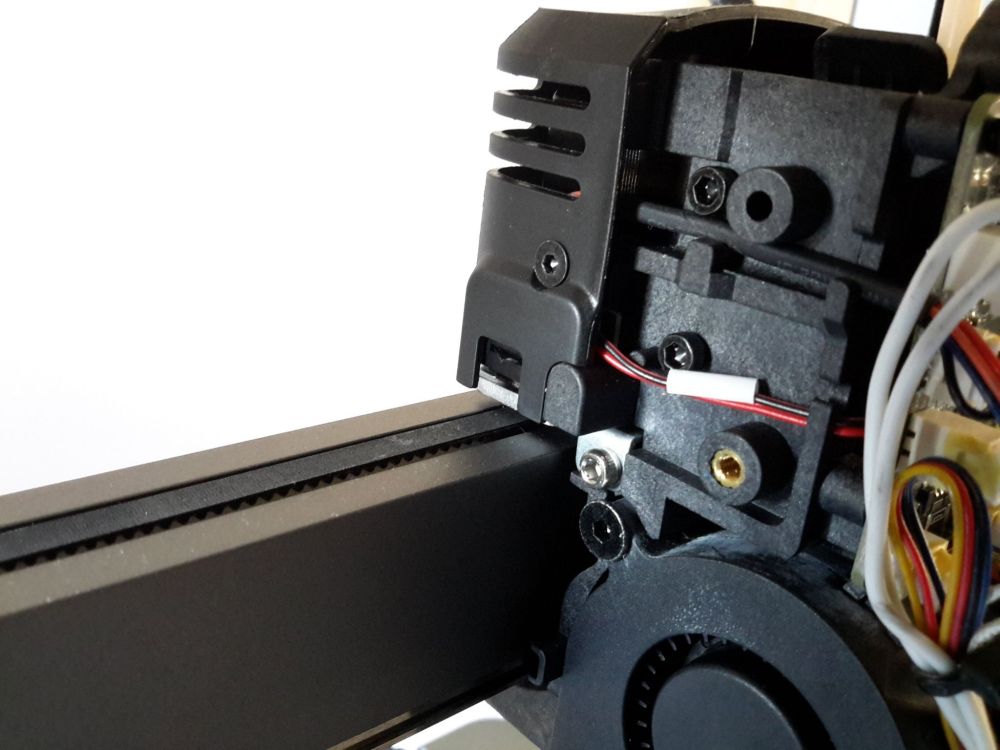
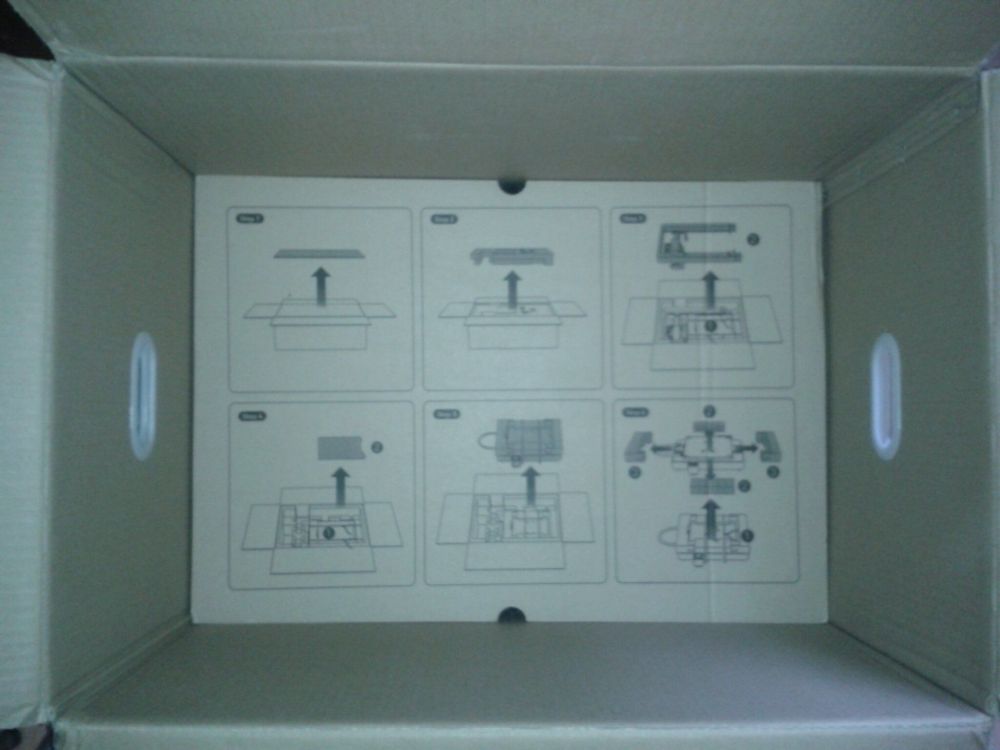
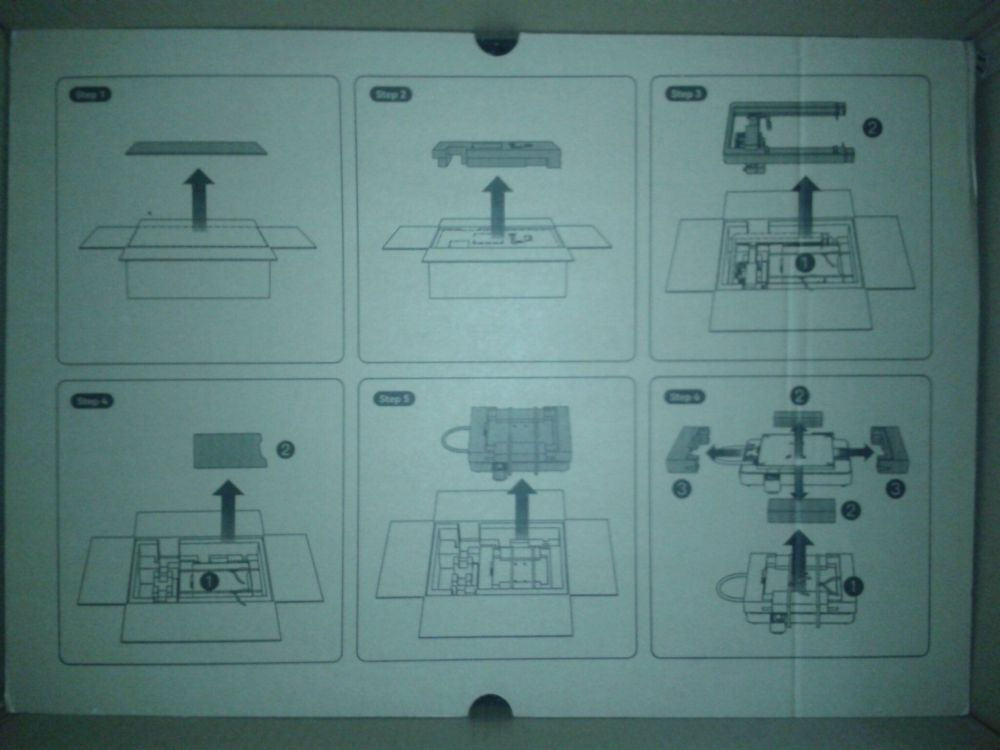
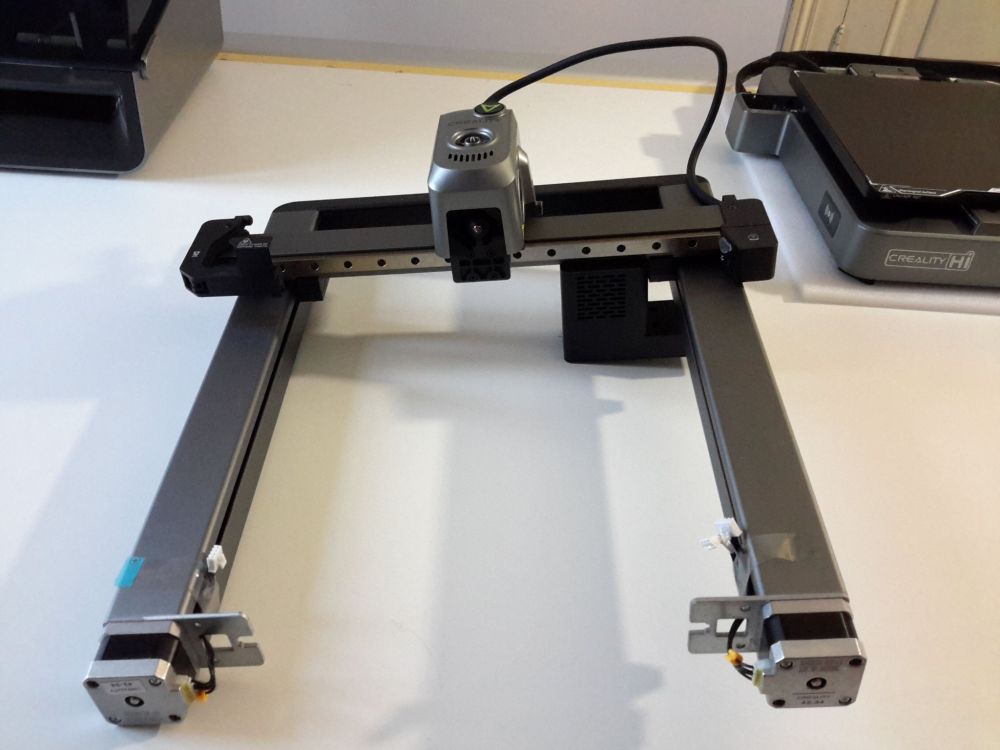
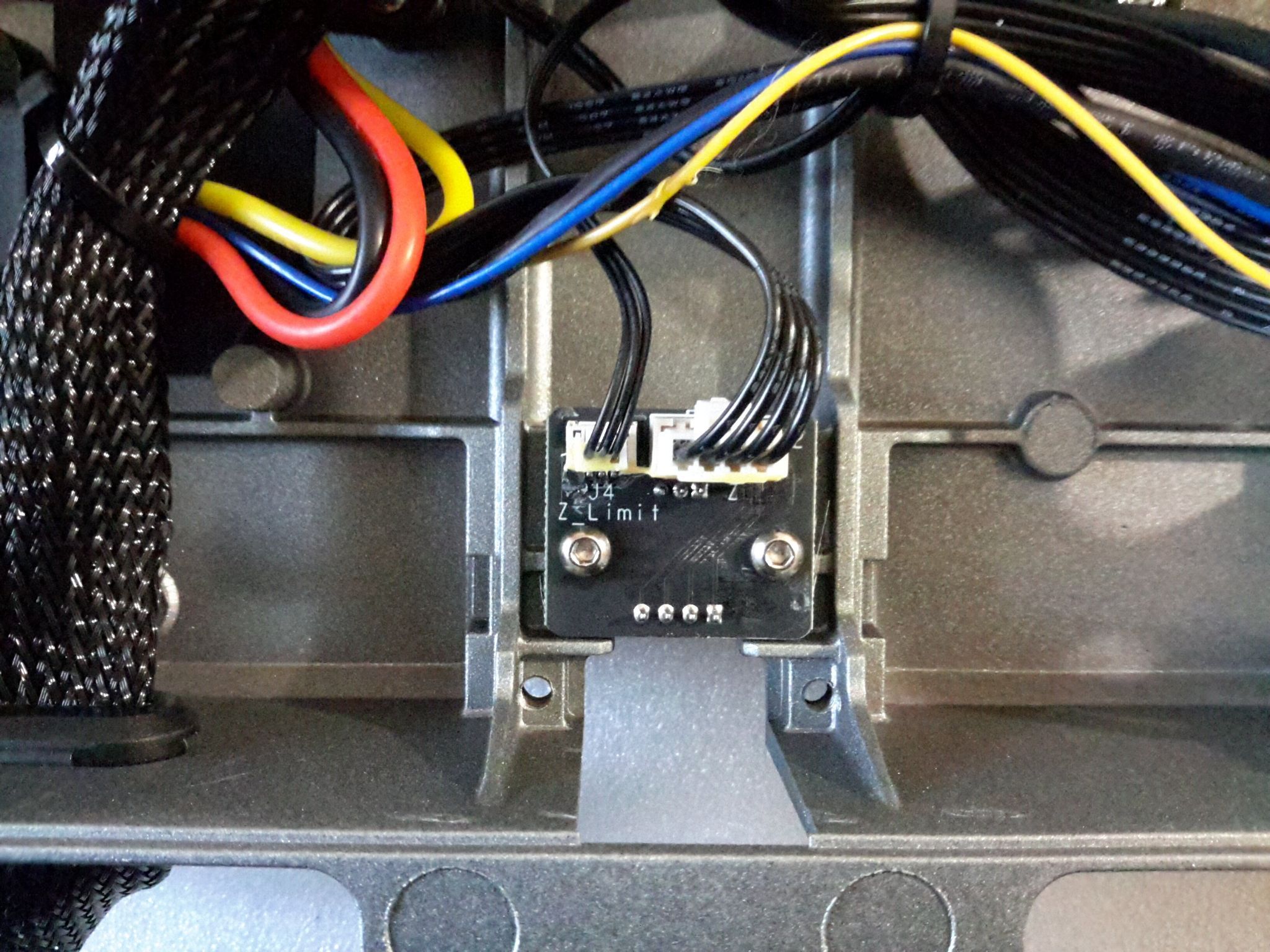
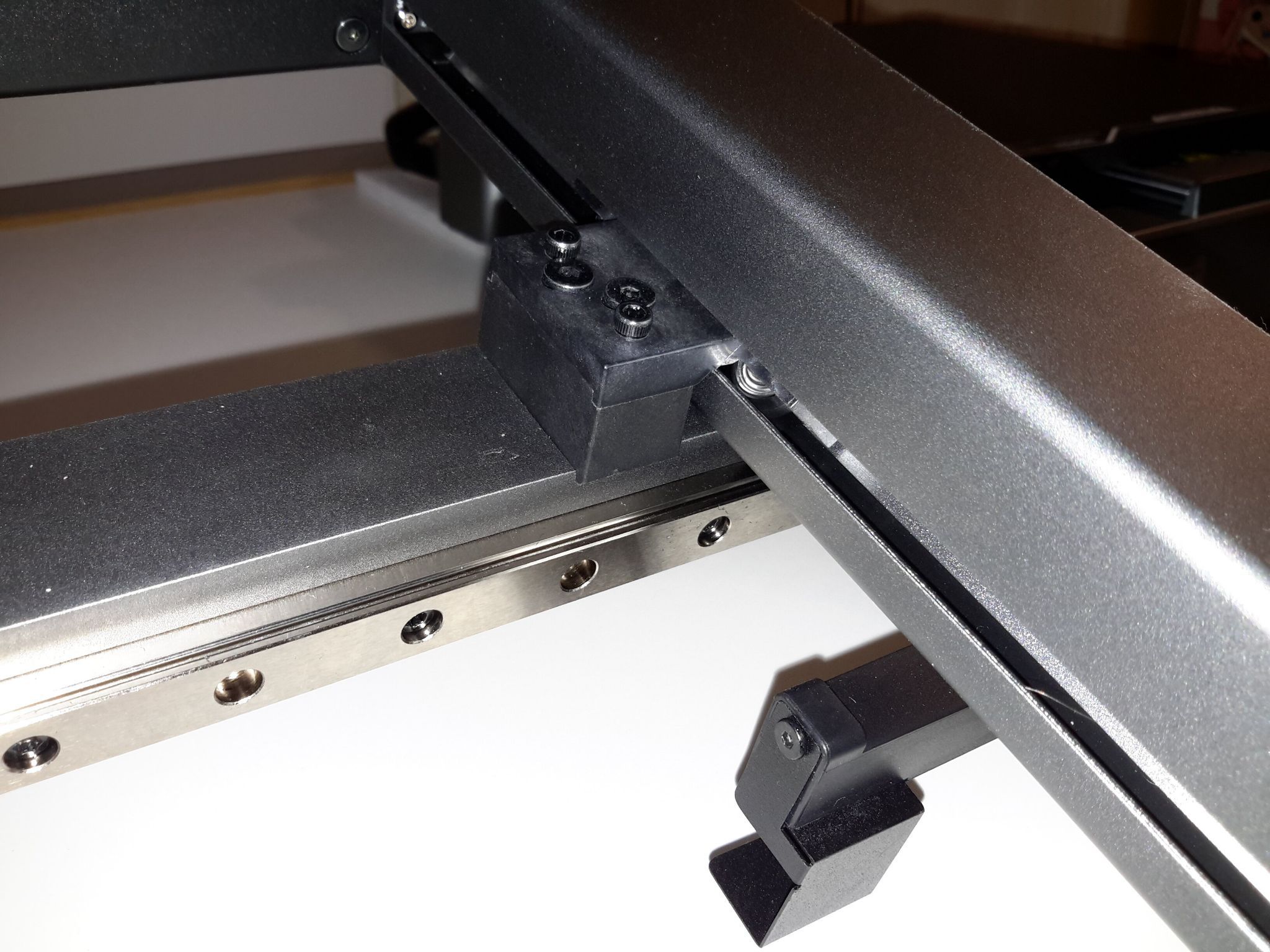
Assemblage Vidéo officielle de déballage, assemblage et de mise en fonction de la Creality Hi Combo "Creality Hi Combo Operation video" C'est relativement simple et rapide. Avancer le plateau pour pouvoir placer les pieds du portique dans la base, fixer le portique à la base avec les 6 vis de fixation, connecter les deux moteurs Z et capteur de fin de course Z, et placer les deux caches plastiques. Assemblage et mise en place du porte-bobine Orienter l'écran (le faire pivoter vers l'avant, puis pivoter a ~60°) Placer, clipser et connecter le faisceau de câbles à la tête d'impression Si vous n'utilisez pas le CFS, mettre en place le tube teflon pour guider le filament du support de bobine à la tête d'impression Sinon connecter le CFS Au moment où j'ai fait l'assemblage, je n'avais pas le manuel détaillé, je n'ai donc pas fait comme préconisé, mais malgré cela et puisque cela fonctionne correctement, j'ai laissé ainsi pour mes premières impressions. ( un câble du CFS a son "Tampons filaments", un câble de la Creality Hi au CFS, un tube PTFE de la sortie filament du CFS a l'une de quatre entrées du "Tampon filaments du CFS", et un tube PTFE (le plus long) de la sortie du "Tampon filaments du CFS" a l'entre filament de la tête d'impression ) J'ai ensuite fait comme préconisé pour réduire la distance de tube PTFE à parcourir et gagner quelques secondes lors des changements de filaments. Le montage préconisé Dans le cas de l'utilisation de plusieur CFS Avant de continuer Prendre le temps de vérifier que la tête d'impression peut se déplacer à chaque extrémité de son axe Vérifier, quand on pousse la tête manuellement à la main le plus à gauche de son axe, que la tête fait bien basculer le système de récupération des purges Vérifier, quand on pousse la tête le plus à droite de son axe, que la tête n'est pas gênée et peut bien faire l'appui complet sur le mécanisme qui permet la coupe du filament Attention au petit cache plastique de la caméra. Il faut le tourner de manière à ce qu'il ne dépasse pas vers l'avant de la machine. Si le cache dépasse sur l'avant, comme dans les deux photos suivantes, il bloque le déplacement de la tête, empêchant l'appui complet qui permet la coupe du filament. Dans les trois photos suivantes, là, le cache de la caméra ne gène pas le mouvement de la tête d'impression. Appui complet sur le levier du coupe filament.
























 2 points
2 points -
Détails matériels (hardware) - CFS Page du CFS sur le wiki de Creality https://wiki.creality.com/en/cfs CFS User Manual CFS User Manual Multiple Languages Collection CFS User Manual for French.pdf CFS Filament Loading Guide ... CFS Error Code Summary ... Pour éviter les confusions, bien différencier, le "Filament buffer" ou "Tampon filament" du CFS (petit boitier avec une LED témoin de fonctionnement bleu) Source image https://wiki.creality.com/en/cfs/parts-list#filament-buffer et le "Hub" sous le CFS Source images https://wiki.creality.com/en/cfs/parts-list#cfs-hub-kit, https://wiki.creality.com/en/cfs/replace-hub, https://wiki.creality.com/en/cfs/jammed-filament-of-cfs-hub Photos du CFS Dans le cas où on connecte plus d'un CFS, il semble y avoir besoins d'une alimentation 24 V en plus pour alimenter les CFS.





 2 points
2 points -
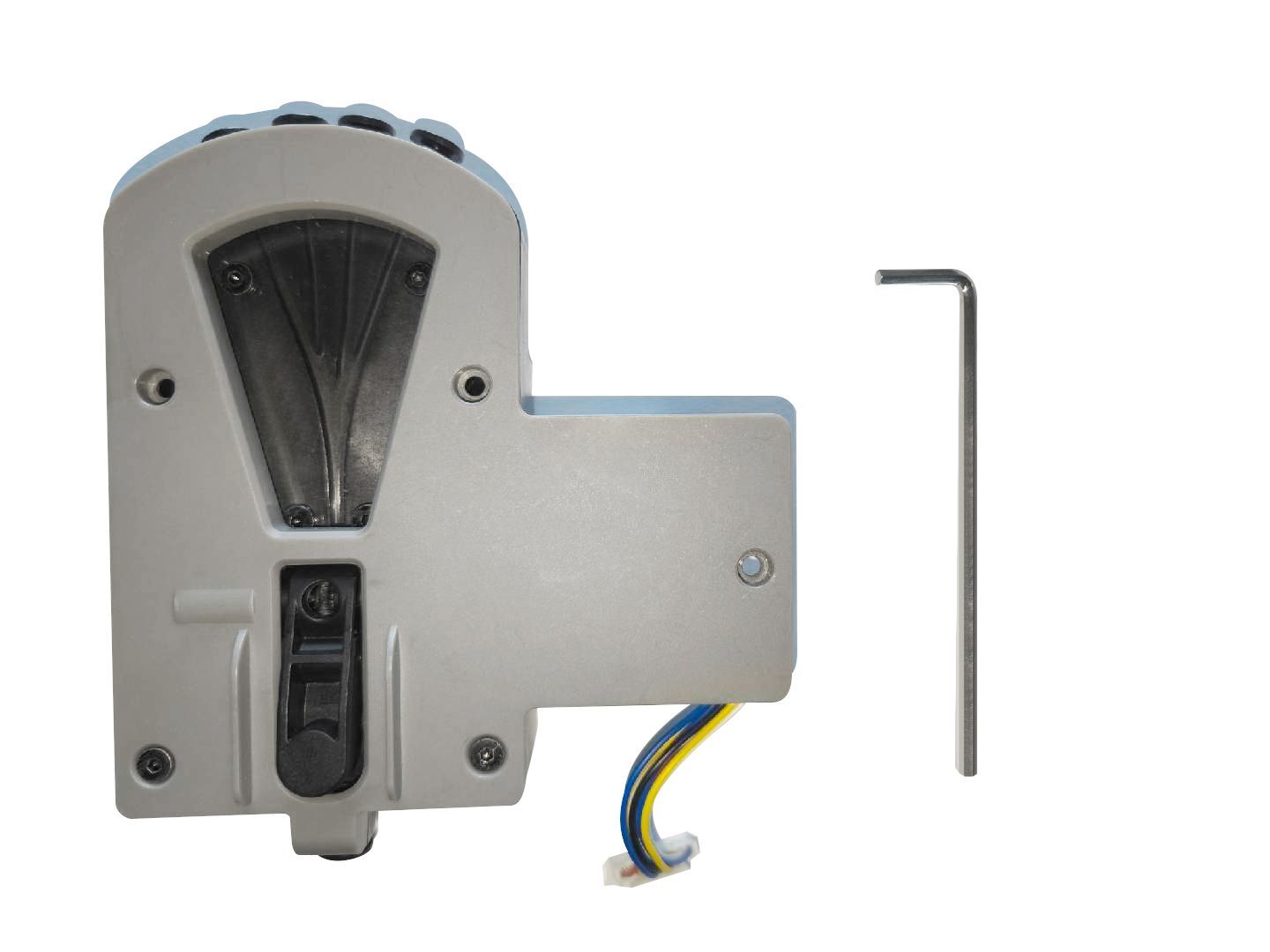
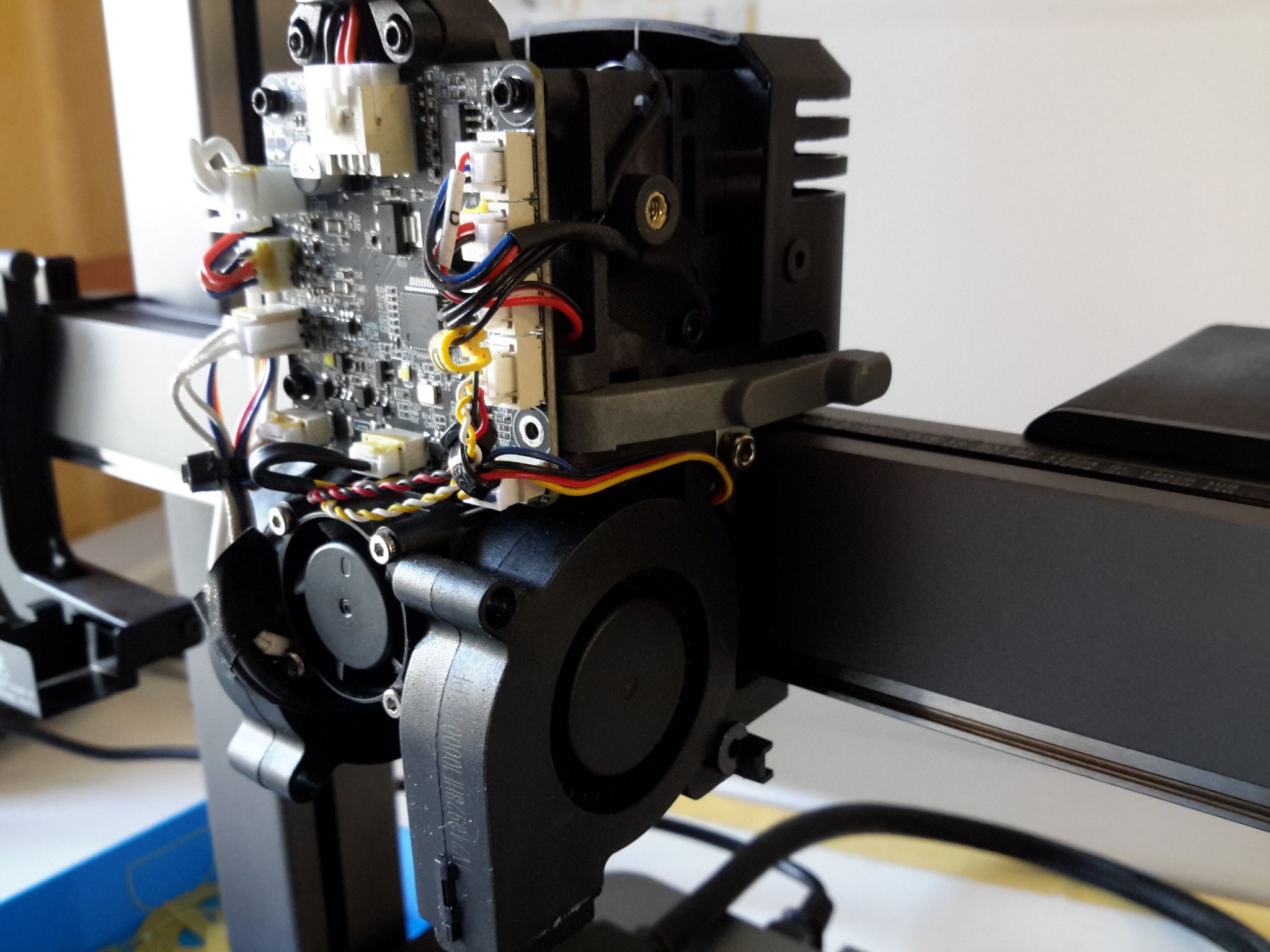
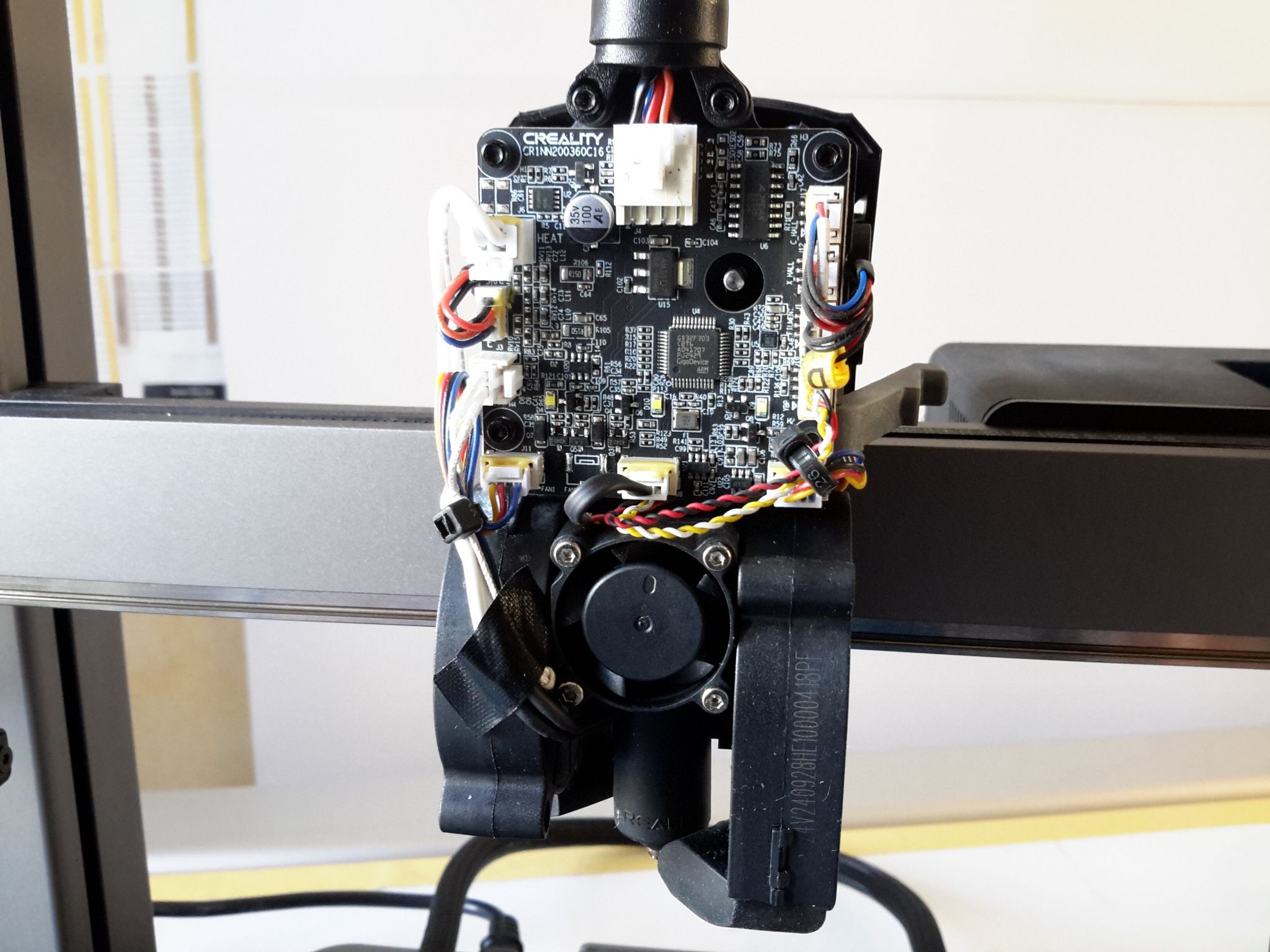
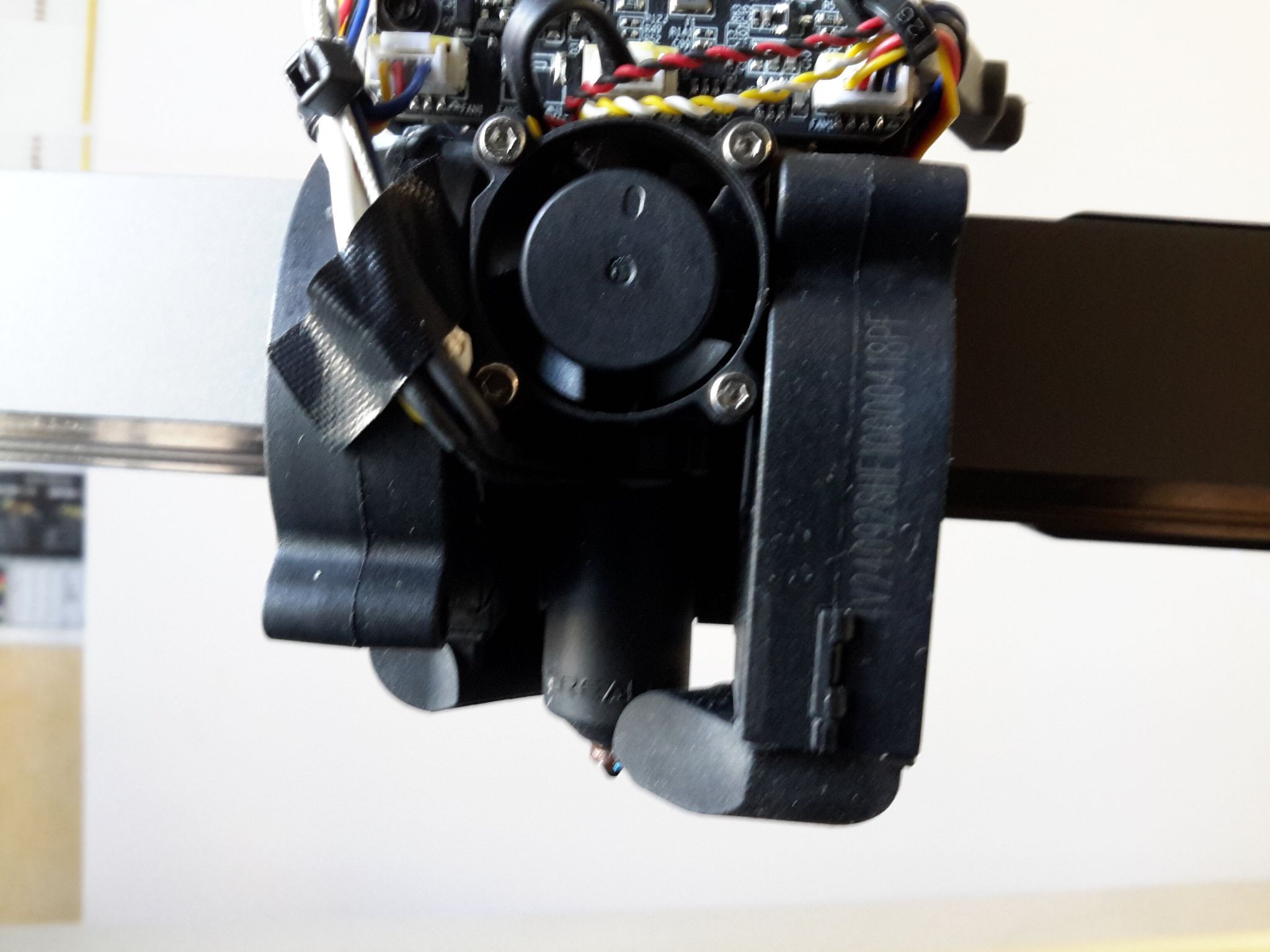
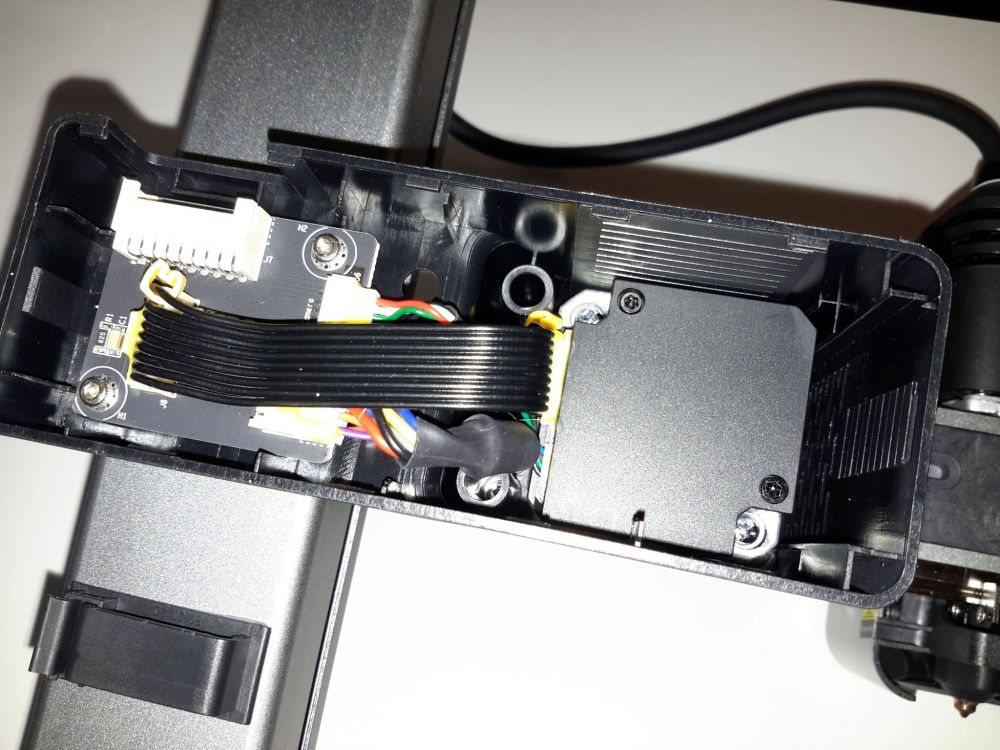
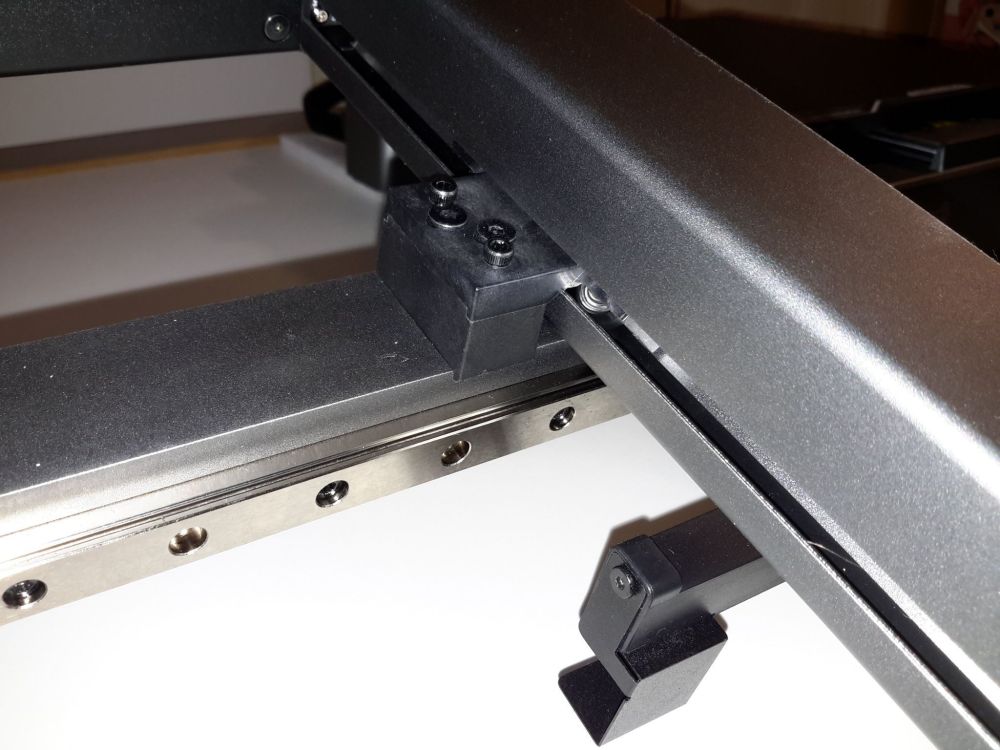
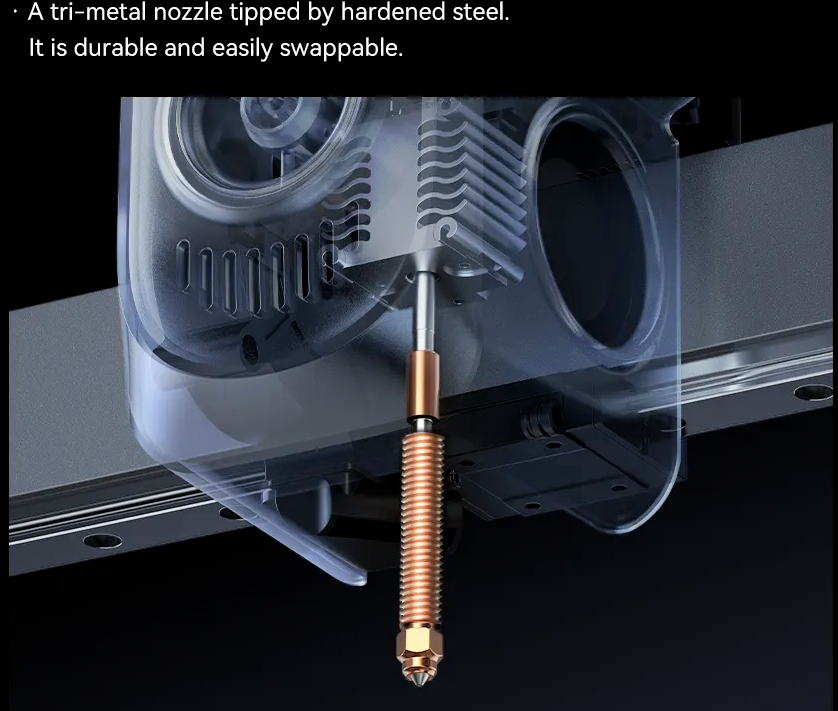
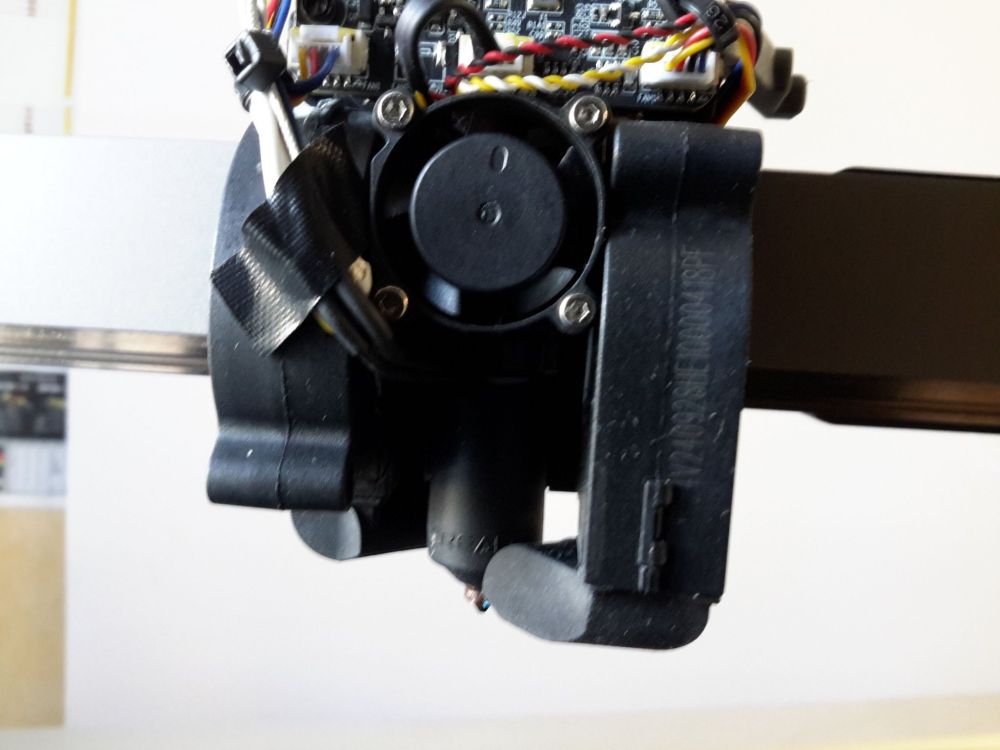
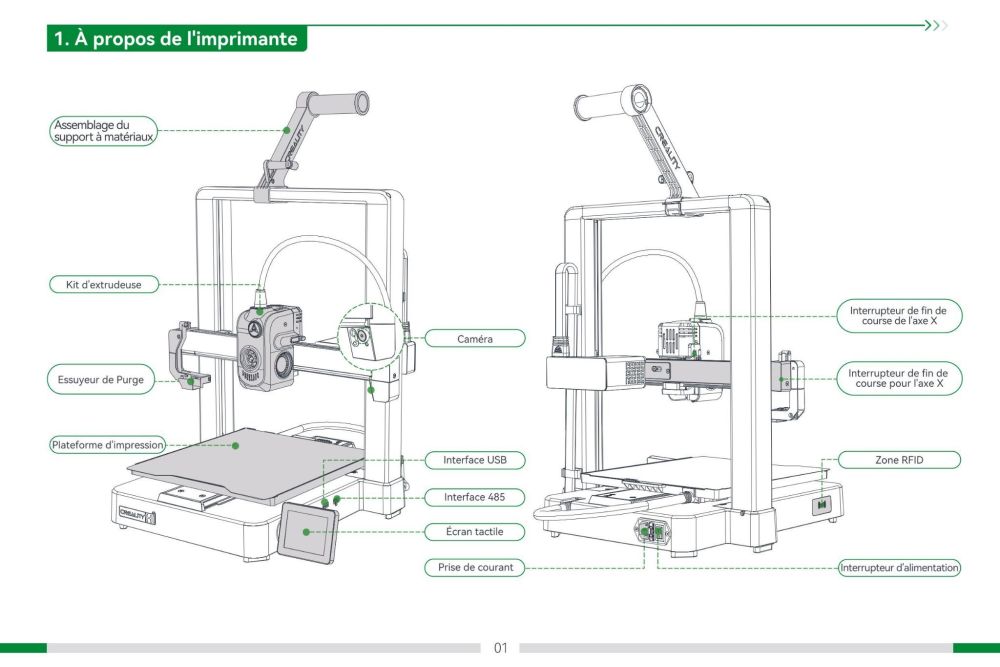
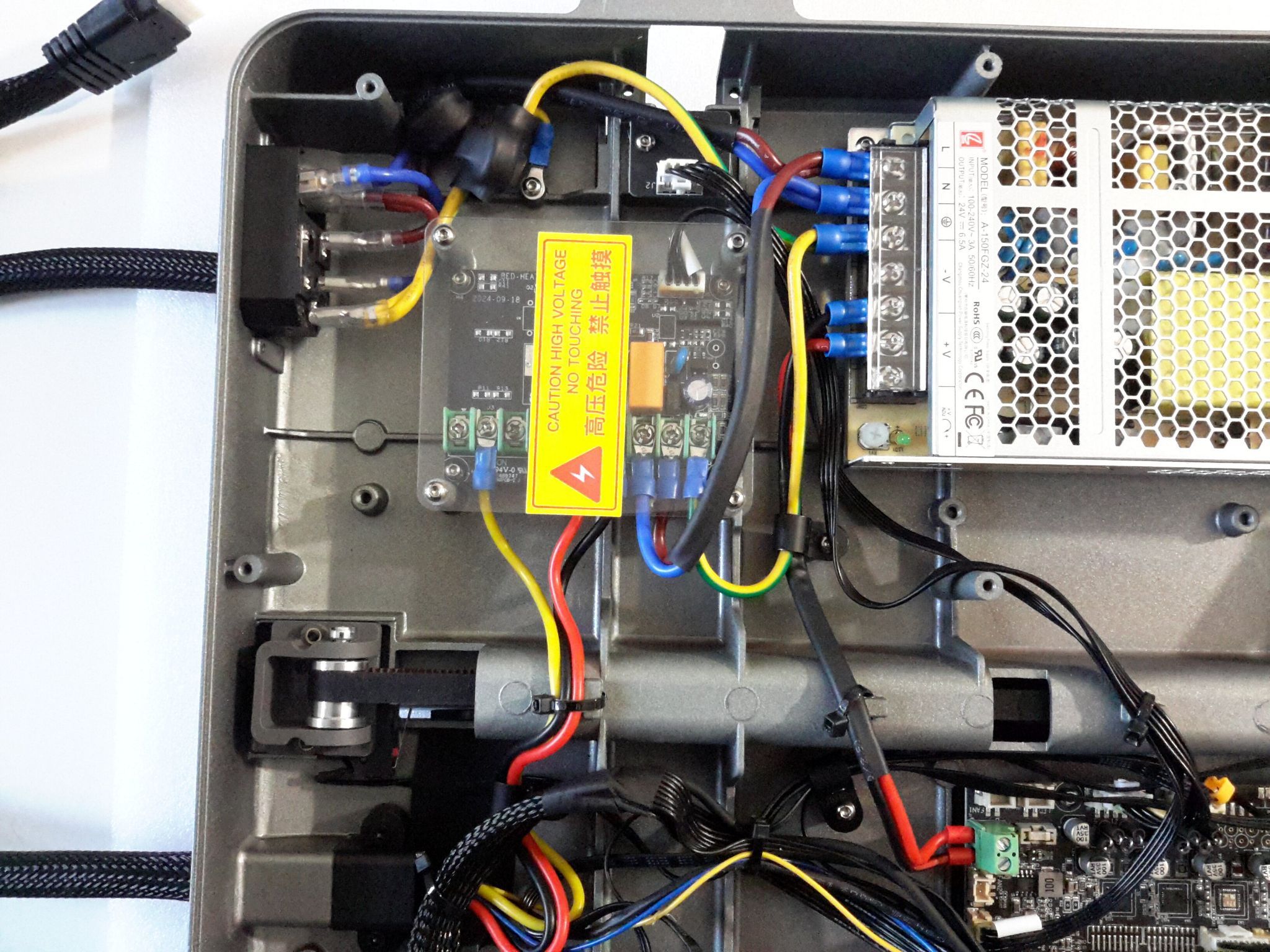
La tête d'impression, partie chaude, buse. LED témoin bleu du capteur de fin de filament a l'entrée de la tête d'impression ( LED allumée quand présence d'un filament ) Deux vis maintiennent le cache plastique avant de la tête d'impression Photos après avoir enlevé le cache plastique à l'avant de la tête d'impression ( Le "pignon" en plastique avec le logo de Creality se tire pour l'enlever. Il permet quand en place de voir les rotations de l'extrudeur ) Pour le détail et des photos du démontage de l'extrudeur, regarder https://wiki.creality.com/en/cr-series/creality-hi/clogged-extruder Buse tri-métal avec un nez en acier trempé Image extraite de https://www.crealitycloud.com/product/details/Creality-Hi-6756b781cf9a40b968cb4b73 -> https://pic2-cdn.creality.com/model/e29e755e30056dc829a55560c448a767.webp Photo de la buse démonté après ~120h d'impression de PLA ( // A FAIRE À vérifier, mais tout laisse penser que c'est une buse "unicorn K2P" comme sur la K2 Plus ( https://store.creality.com/eu/products/k2-plus-unicorn-quick-swap-nozzle-kit ). Et non une buse "unicorn" comme sur les K1C, Ender-3 V3, Ender-3 V3 Plus (https://store.creality.com/eu/products/unicorn-quick-swap-nozzle-kit) car cette dernière a une partie filetée qui semble plus courte. )




 2 points
2 points -
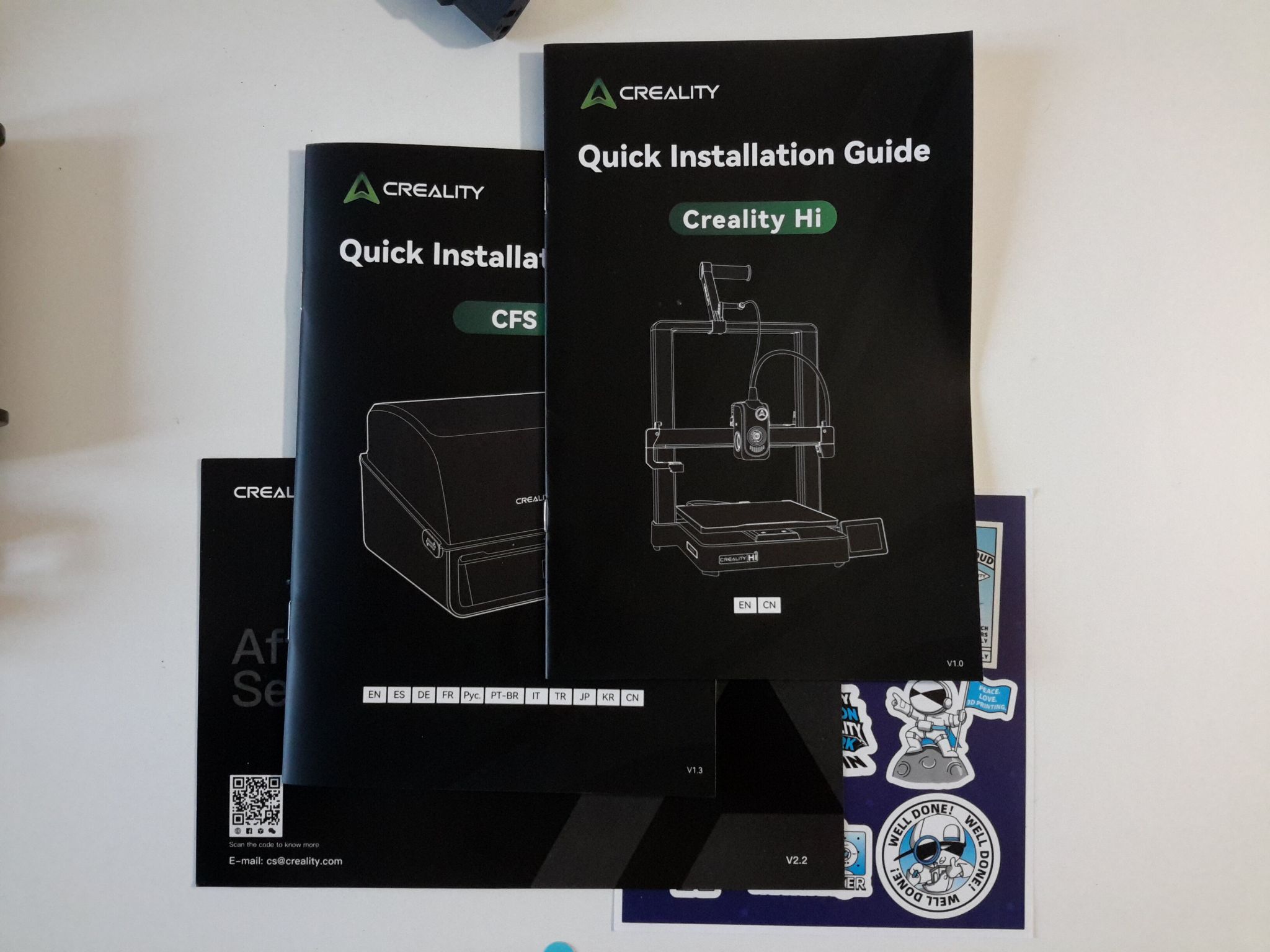
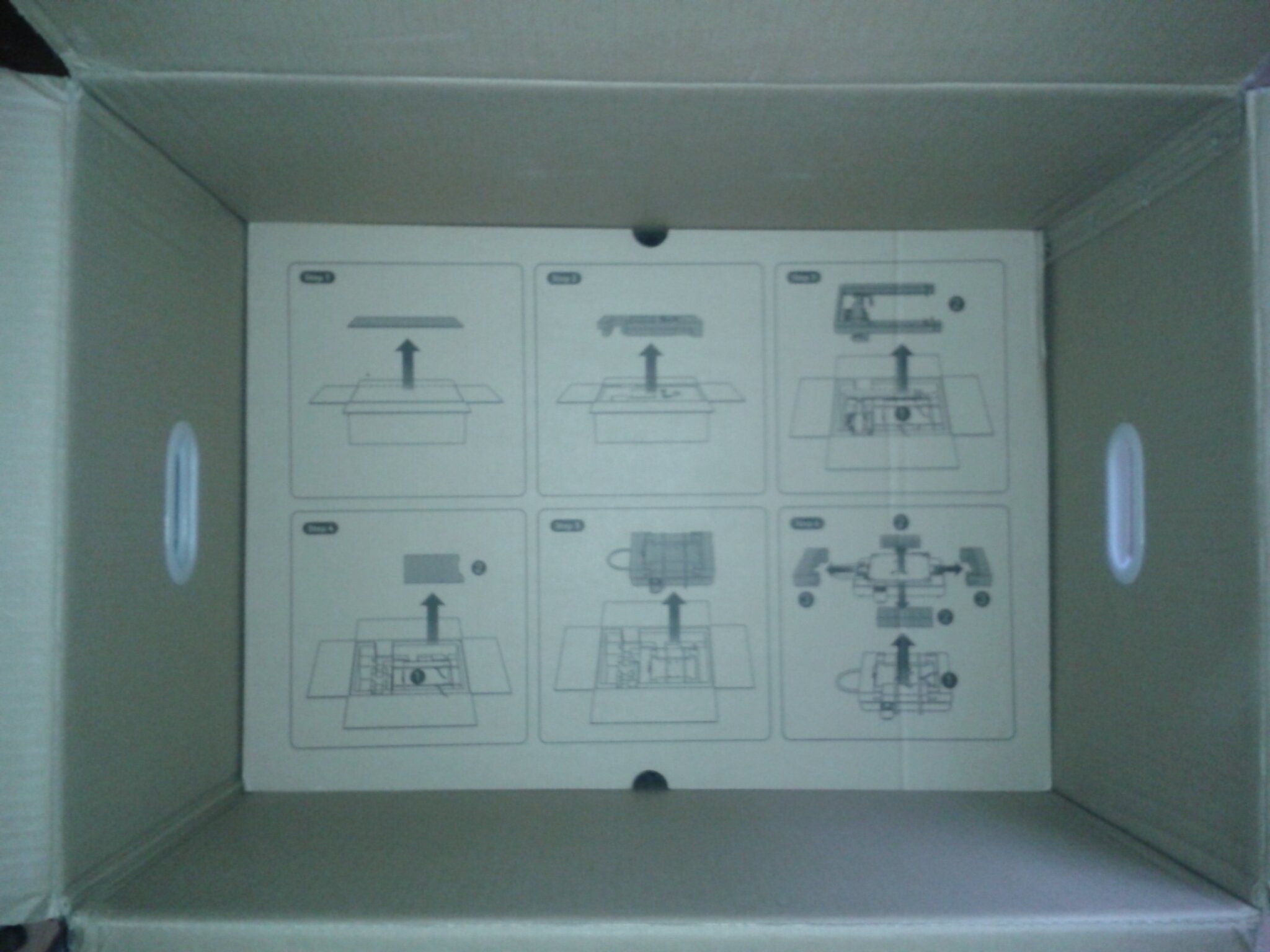
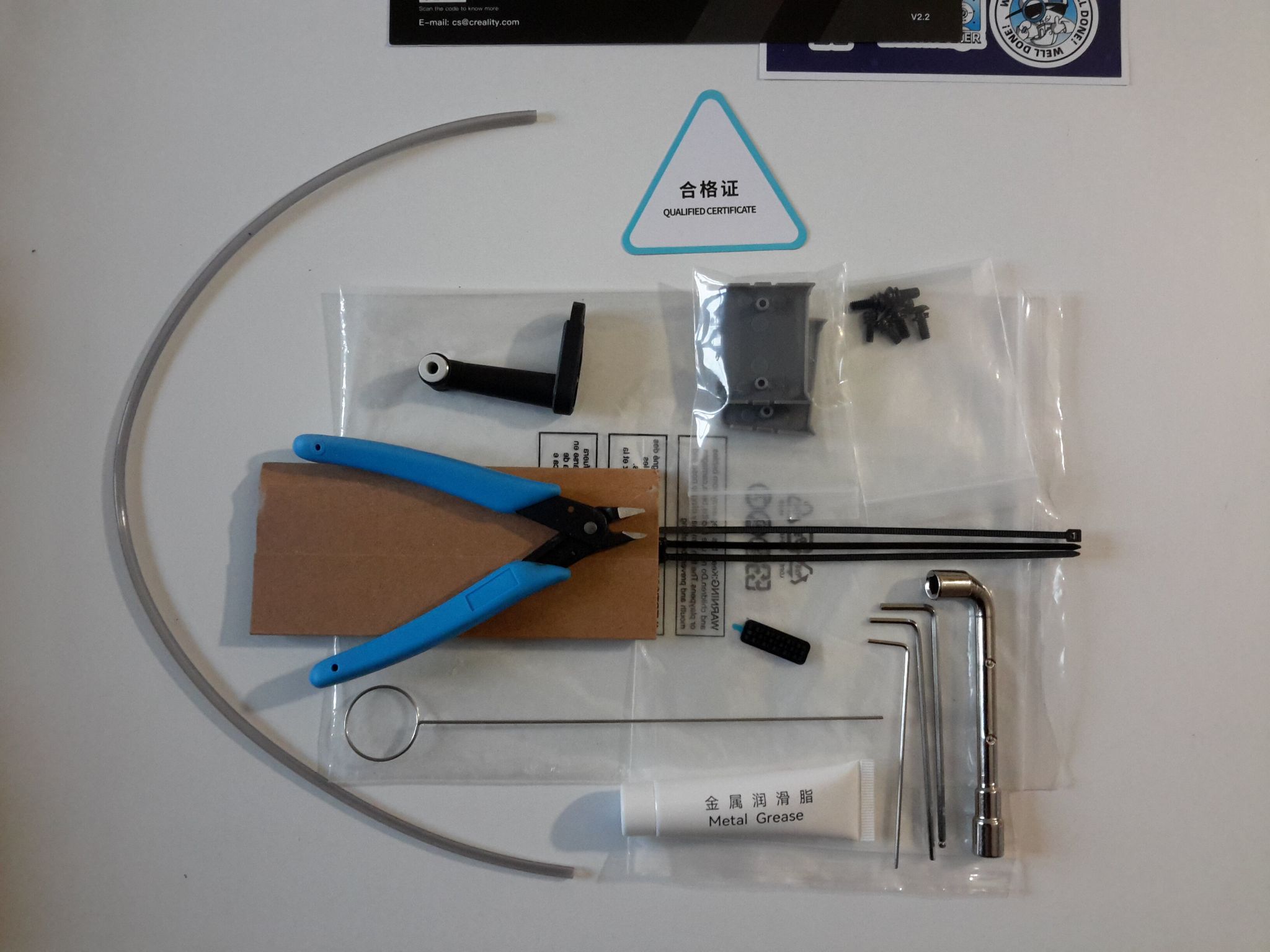
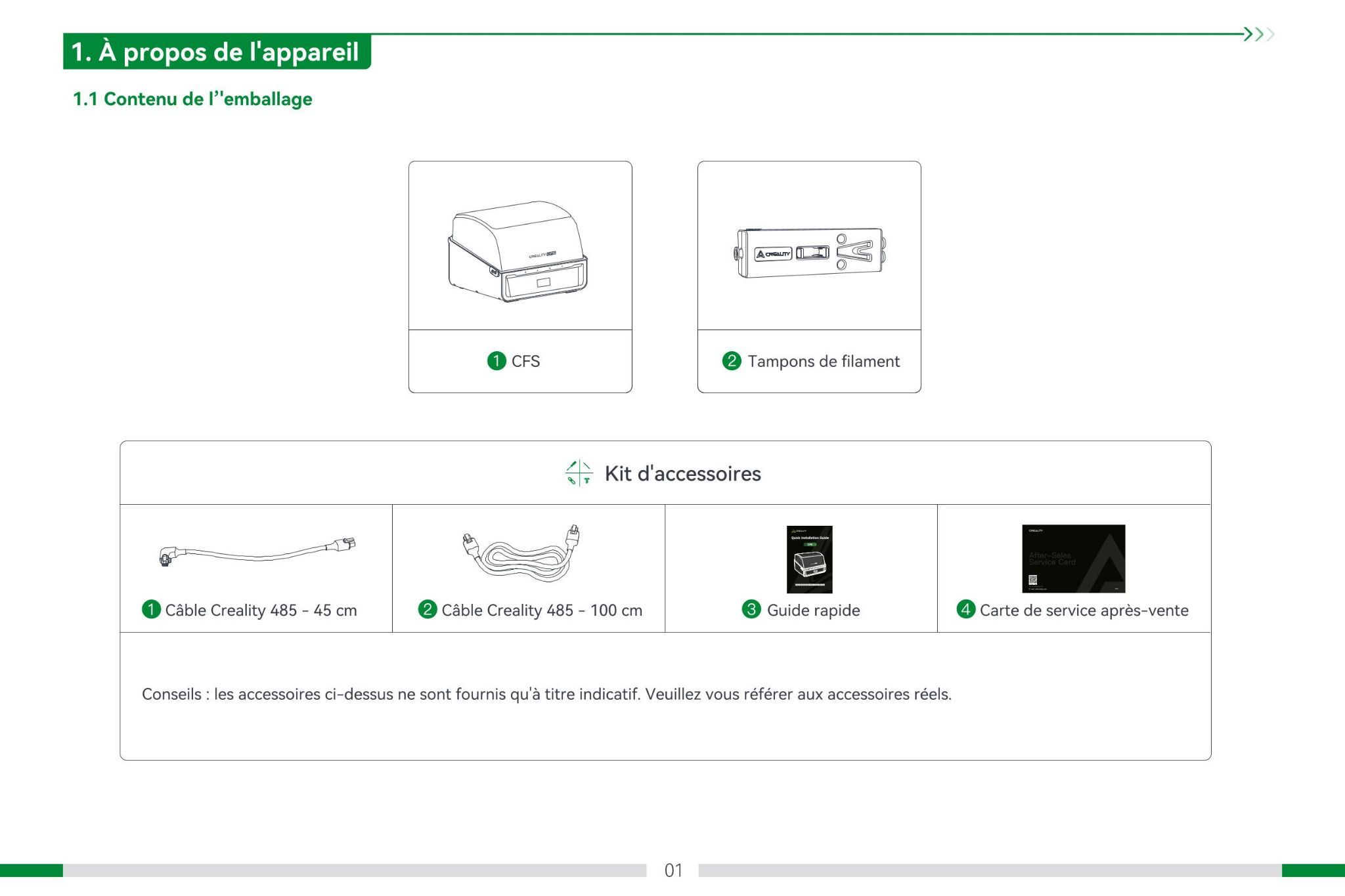
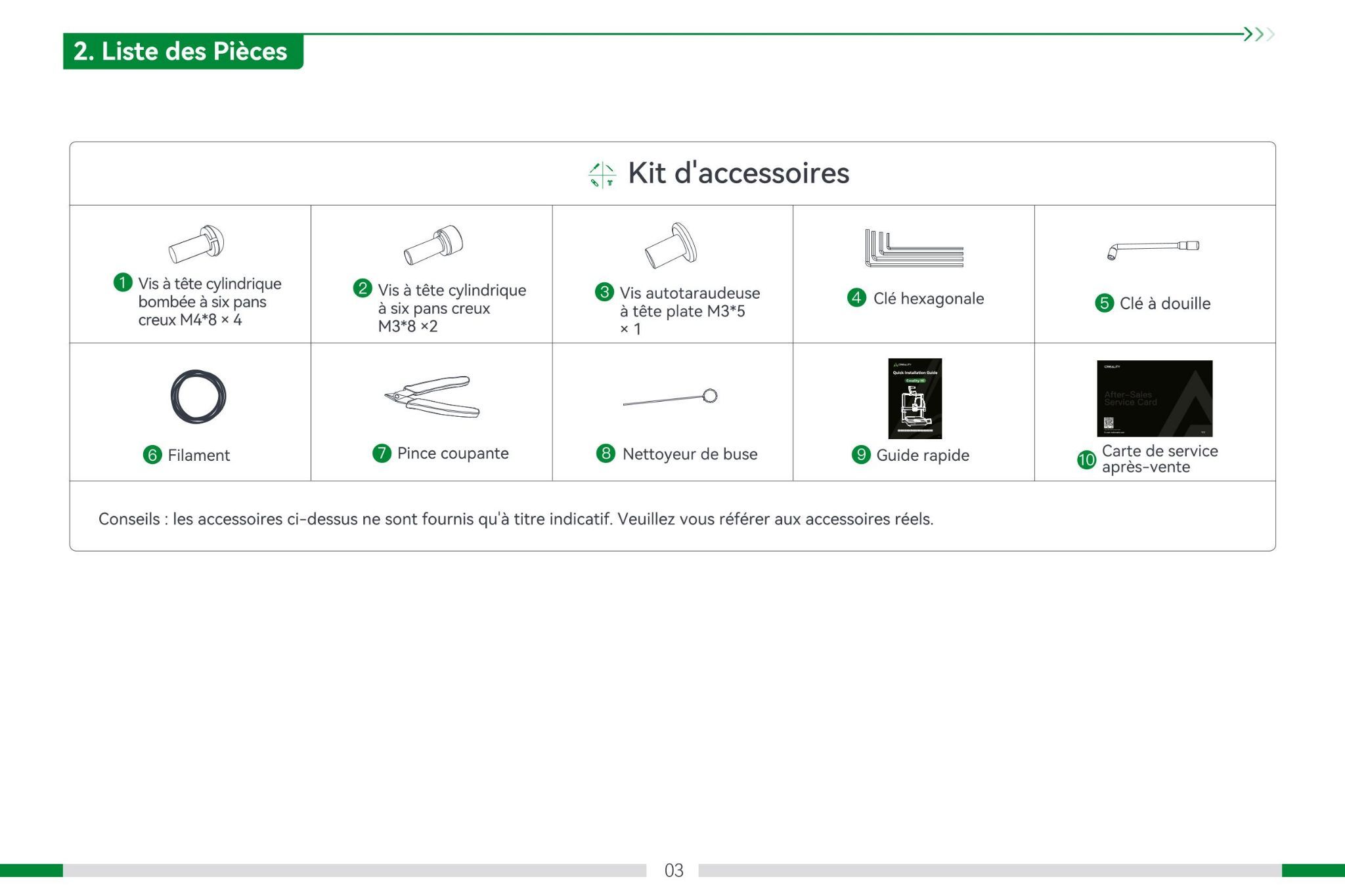
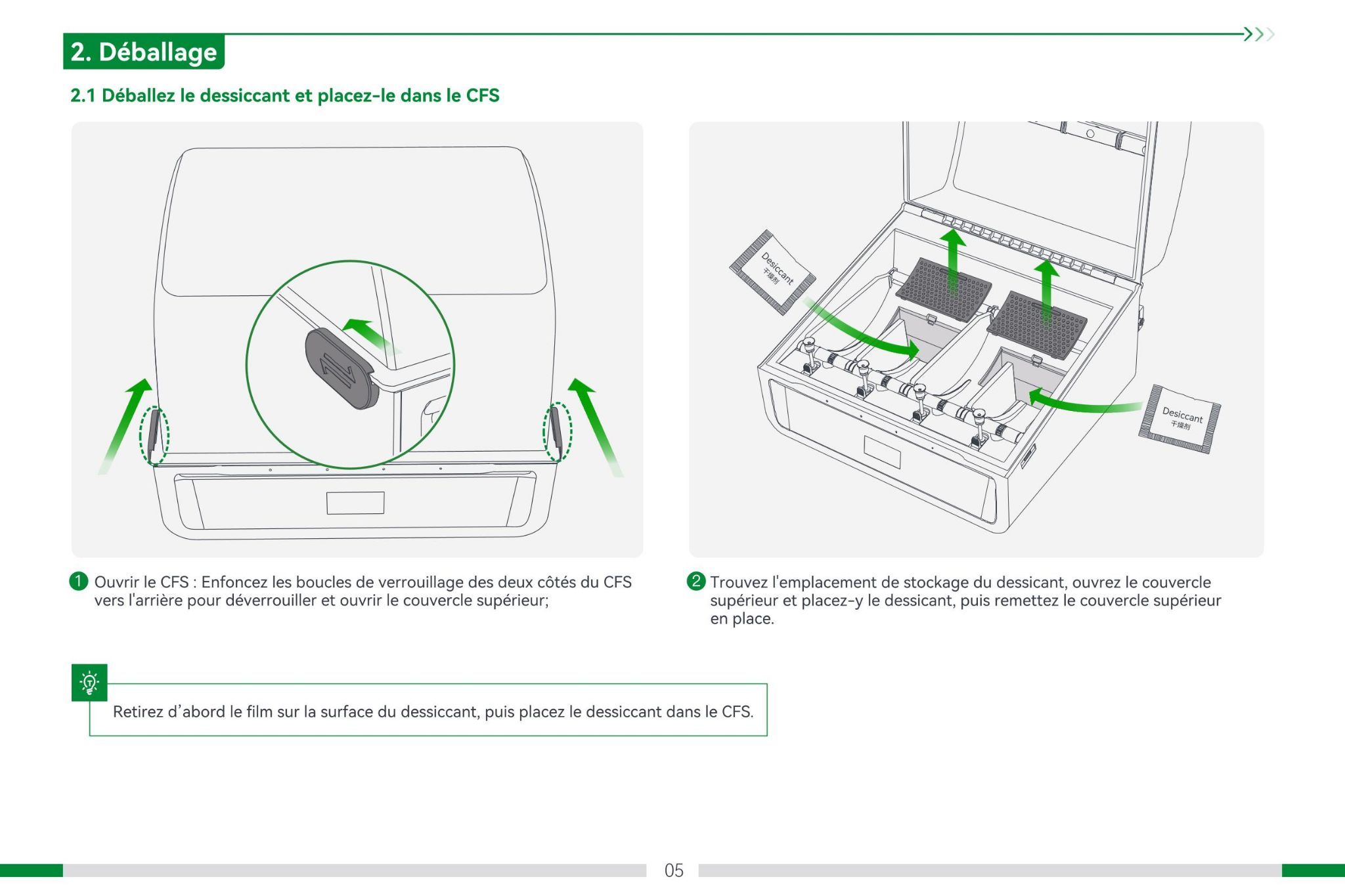
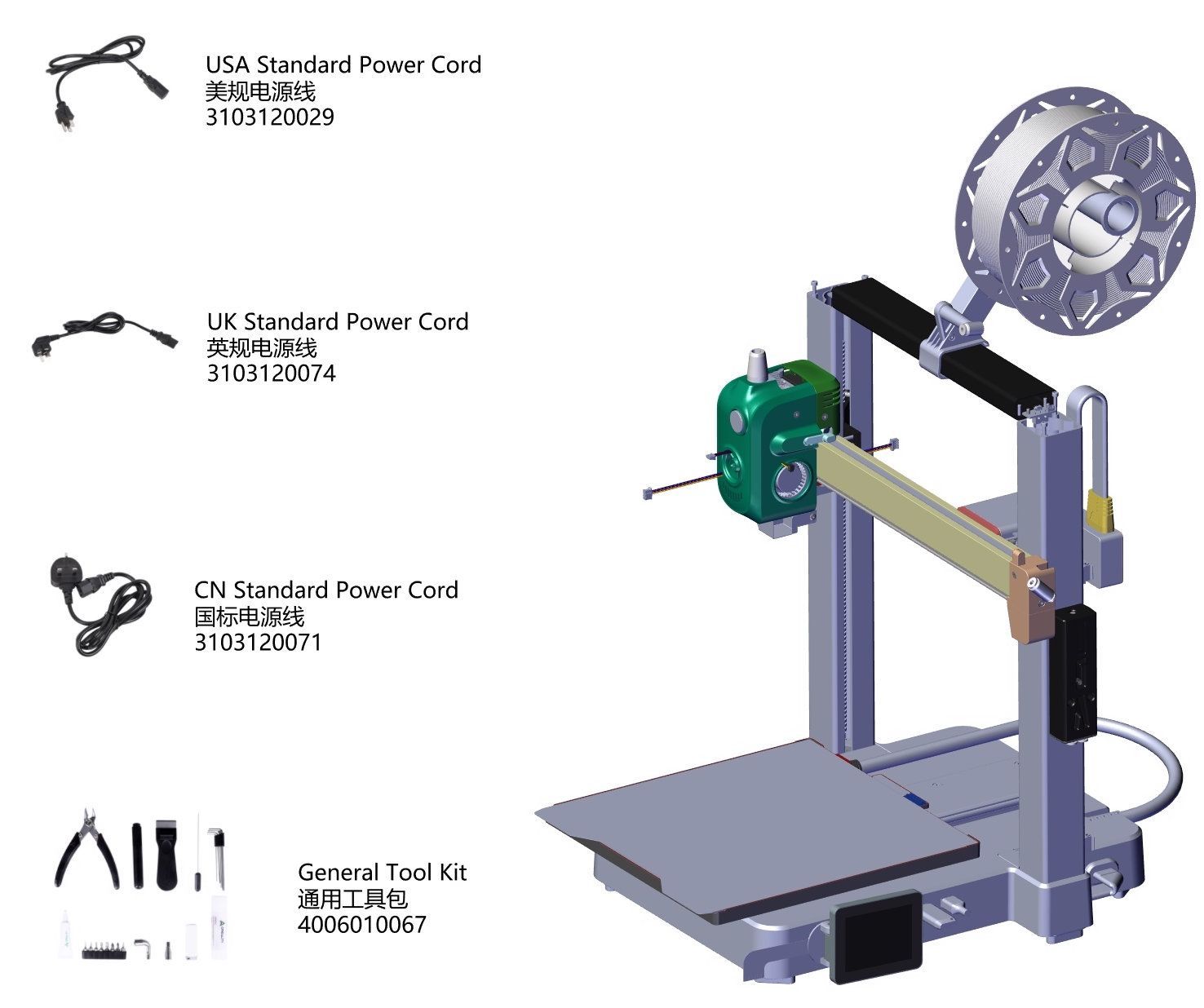
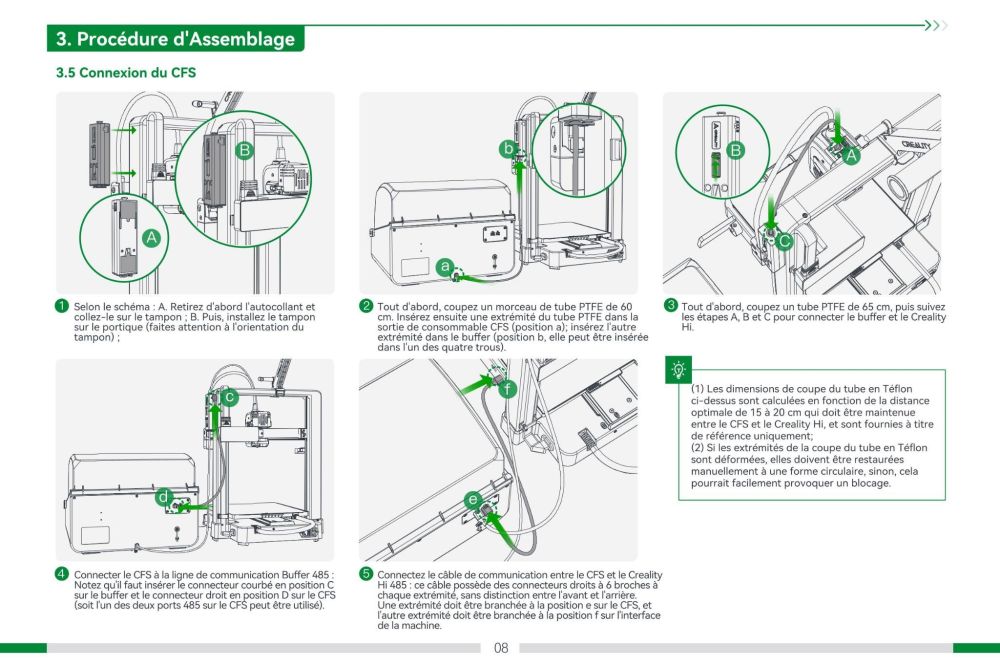
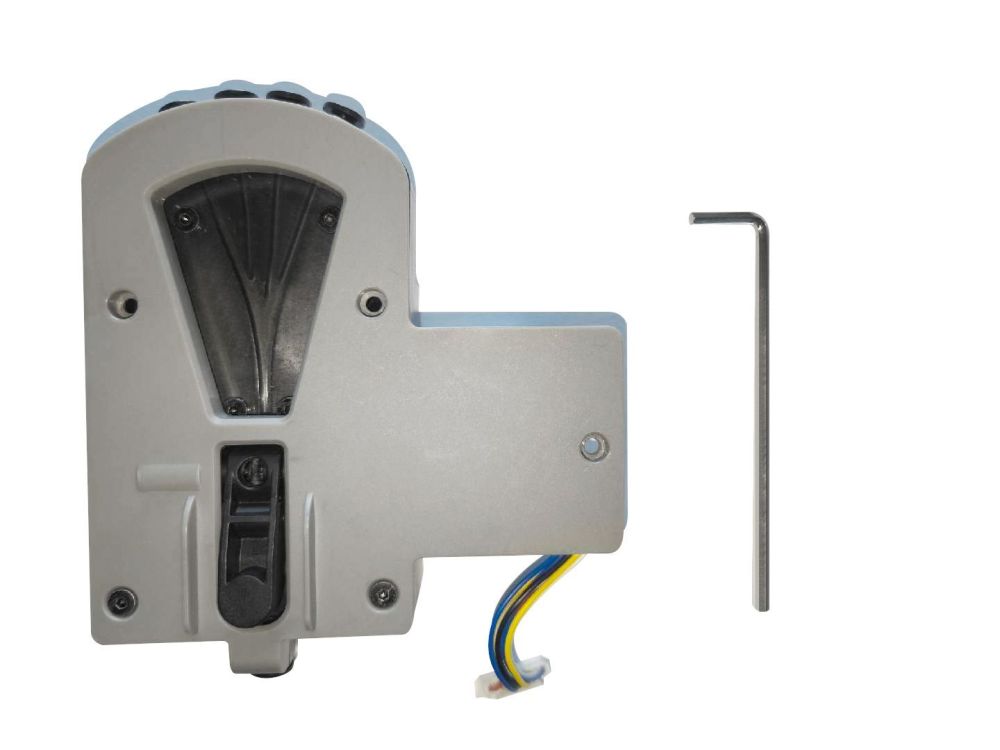
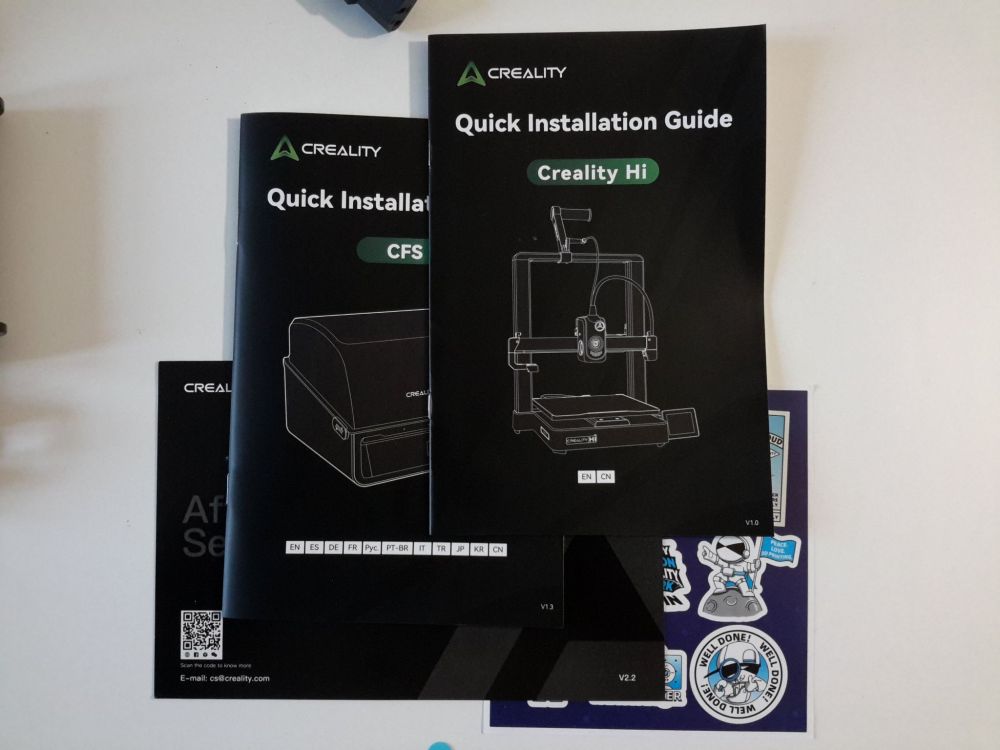
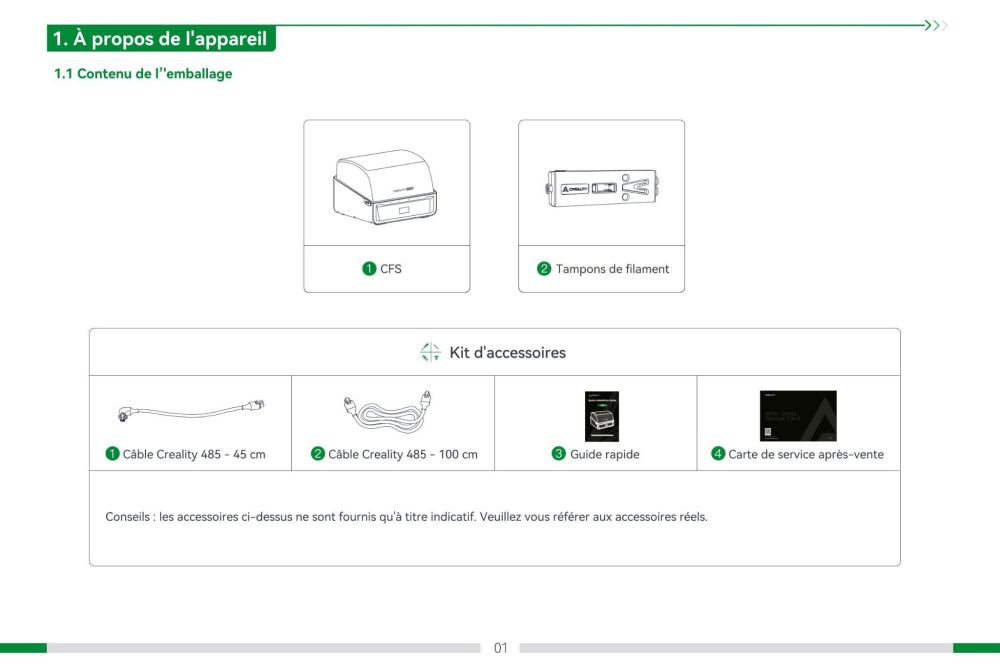
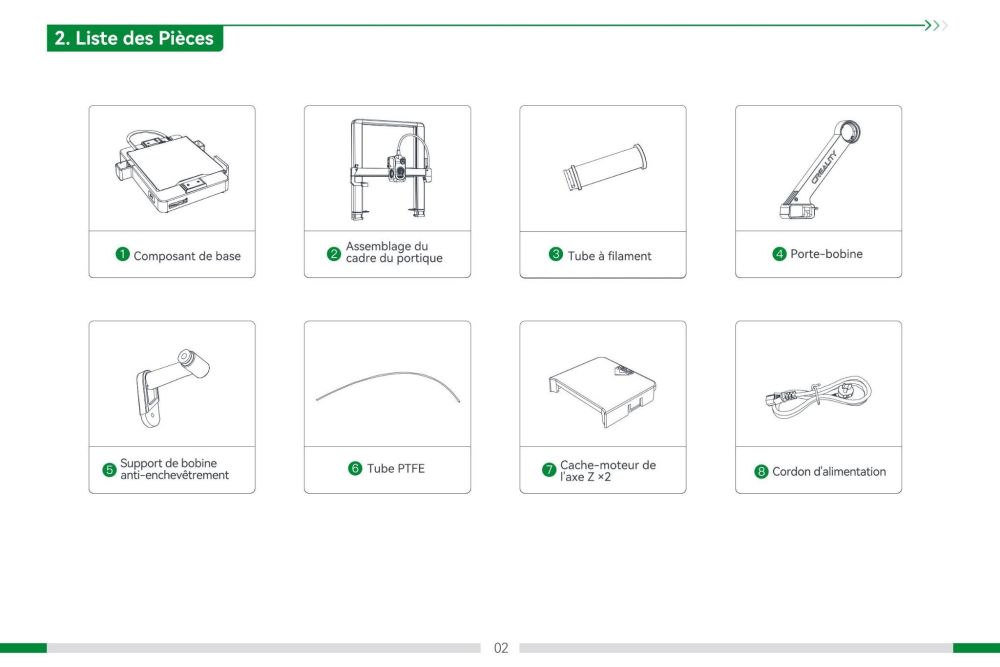
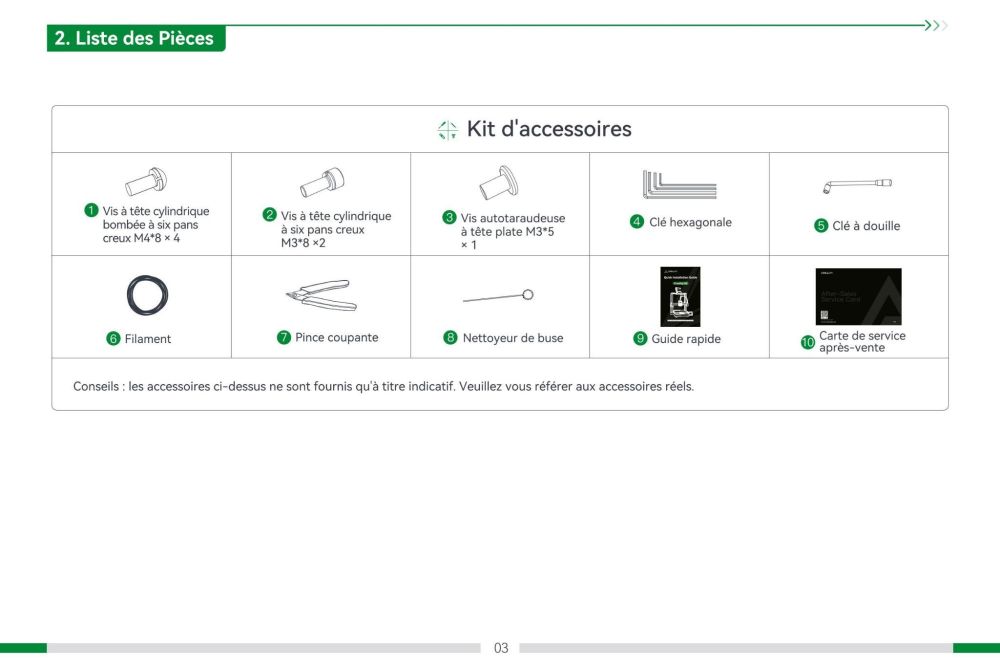
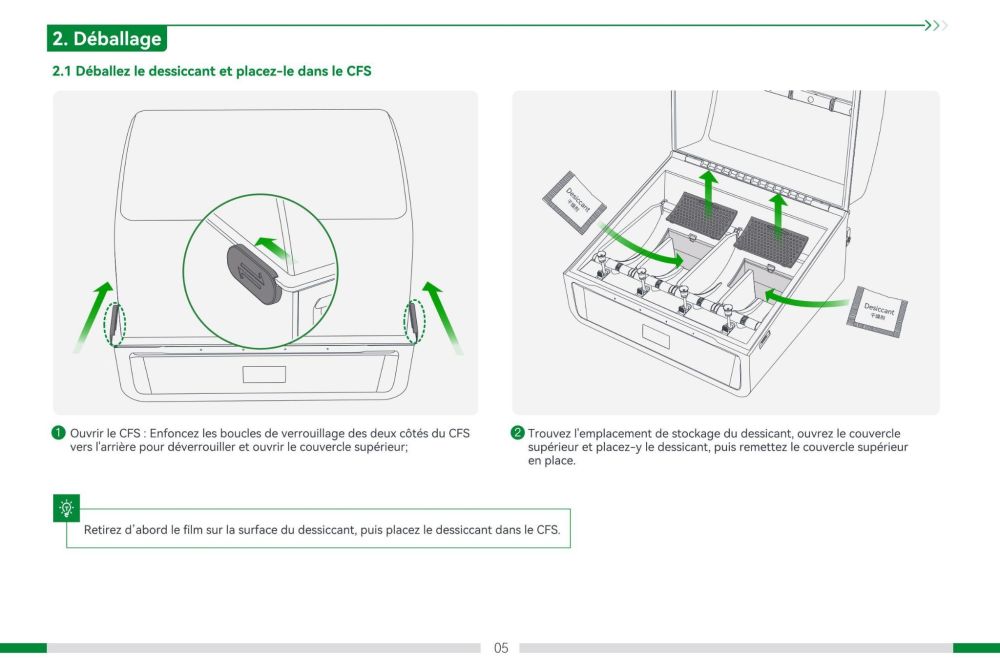
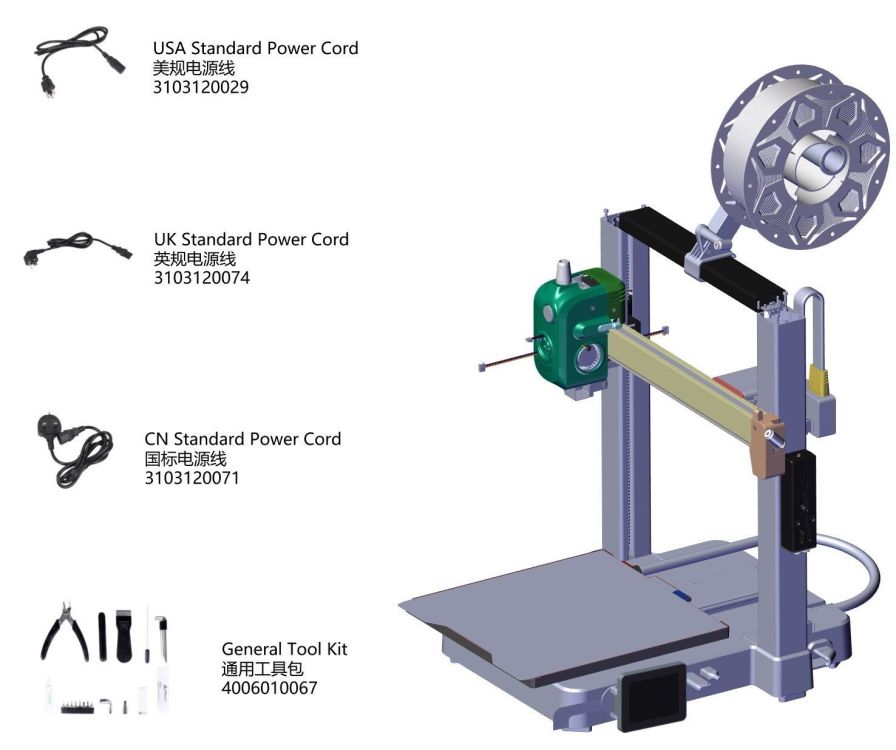
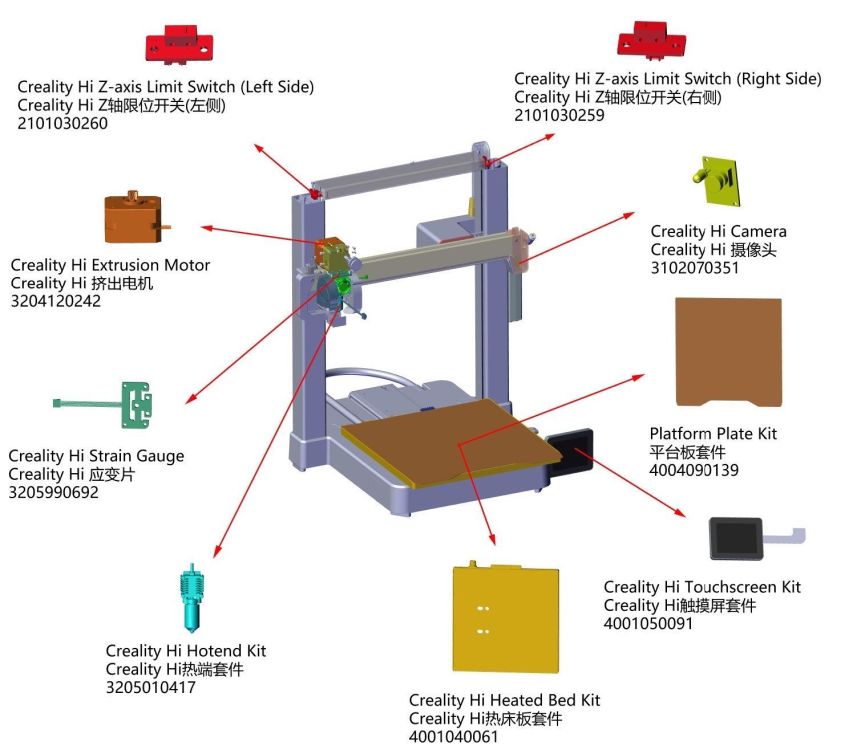
Déballage et inventaire Un premier niveau, en haut du carton, avec le CFS Le petit carton à oreilles contient un connecteur secteur avec une prise EU ( ajouté, car celui initialement fourni, plus bas dans le carton, a un connecteur secteur avec une prise US ) Puis un second niveau, en partie basse du carton, avec la Creality Hi Faire attention de sortir la base de l'imprimante en la soulevant par le dessous de la base et non en tirant l'ensemble par le plateau pour ne pas déformer ou abimer le plateau et/ou guide du plateau. On retrouve bien ce qui est mentionné dans la documentation ( extrait de "Creality Hi_SM-001_User Manual(FR).pdf" ) La documentation papier fourni Livrets Quick Installation Guide - Creality Hi (Anglais, Chinois) v1.0 (total de 6 pages recto verso, couverture inclus) Quick Installation Guide - CFS (11 langues dont Français) v1.3 (total de 19 pages recto verso, couverture inclus) After-Sales Service Card (v2.2) Cartes avec 9 petit autocollant Les éléments de la Creality Hi Tube teflon, gris transparent, de ~45 cm, diamètre externe ~4 mm, diamètre interne ~2.5 mm (guide le filament, du support de bobine a la tête d'impression, quand on utilise le support de bobine) Petit triangle cartonné "Qualified certificate" Guide anti-enchevêtrement de filament (noir avec un connecteur tube PTFE blanc, se fixe sur le bras du support de bobine) Deux caches plastique gris (Dans un petit sachet zip, caches à placer après avoir fixé le portique) Petit sachet zip de vis 4x Tête Bombée empreinte Hexagonale Creuse M4x8 mm avec rondelle captive fendu 2x Tête Cylindrique empreinte Hexagonale Creuse M3x6 mm avec rondelle captive fendu 1x Tête plate empreinte Hexagonale Creuse M3x5 mm autotaraudeuse (pour fixer le guide anti-enchevêtrement au bras du support de bobine) Pince coupe filament 3x Colliers zip noir Un petit patin silicone de rechange (pour le système de nettoyage du nez de la buse en arrière du plateau) Tige métal de débouchage tête d'impression Jeu de clé hexagonale M1.5 M2 M2.5 avec une tête sphérique pour cette dernière Clé à douille taille 6 (Pour la buse) Tube de 10g de graisse Cordon d'alimentation secteur type PC (dans mon cas un avec prise EU et un avec prise US) Barillet du support de bobine Bras du support de bobine Sachet (poids total de ~70g) de filament Hyper PLA White Creality Base de la Creality Hi (écran, plaque flexible (revêtement époxy texturé sur les deux faces, 26.4 x 26,4 (+1.5 pour les languettes) cm, surface utilisé 26x26 cm ), déjà en places) Portique de la Creality Hi (moteurs, caméra, tête d'impression et système bascule à ressort d'éjection de purge de filament, déjà en places) On peut noter qu'il n'y a pas de clé USB fourni ( n'est pas dans la liste de l'inventaire sur le livret papier fourni ) Les éléments du CFS ( extrait de "cfs-sm-002_user_manual(fr)_.pdf" ) "Filament Buffer" ou "Tampons de filaments" du CFS (avec quatre entrées et une sortie pour y connecter le/les tubes PTFE de sortie du/des CFS et le tube PTFE qui va à l'entrée filament de la tête d'impression, et avec une prise pour y connecter un câble "Creality 485" qui sera relié au CFS) 3 tubes PTFE (diamètre externe ~4 mm, diamètre interne ~2.5 mm, un de ~124 cm, deux de ~67 cm, seulement deux tubes seront utilisés), deux câbles "Creality 485". Un de ~94 cm et un ~42 cm (connecteurs "Port CFS 485" inclus dans la mesure, le plus court pour relier le CFS au "Tampons de filaments"), un collant double-face pour fixer le "Tampons de filaments" sur le côté droit du portique de la Creality Hi. (ignorer la bobine) // A FAIRE > Photos du CFS éteint, non relié et vide Un CFS avec ses deux sachets de disséquant à déballer de leur sachet plastique. Sachets absorbeur d'humidité qui sont dans les logements prévus à l'intérieur du CFS (Les sachets absorbeur d'humidité ne semblent pas contenir de bille de gel de silice, mais une sorte de pâte...)


















 2 points
2 points -
Réception Livraison Expresse VIP pour lesimprimantes3d.fr SMS avec numéro de suivi colis DHL reçu le 21/12/2024 ( livraison estimée le 24/12/2024 ) Réceptionné contre signature le 23/12/2024, livraison DHL carton d'environ 65 x 46 x 56 cm (LxPxH) avec un poids de 31.0 kg mentionné sur l'étiquette de livraison Creality a eu la générosité de fournir quatre bobines de 1 kg de "Soleyin Ultra PLA" (du "Strawberry Milk", "Rosehip", "Light Green", et "Almond Purple") Réceptionné contre signature le 26/12/2042 livraison en fin de mâtiné (sans préavis ou suivi) d'un second colis de Creality. Poids de 6.00 kg mentionné sur l'étiquette de livraison.

 2 points
2 points -
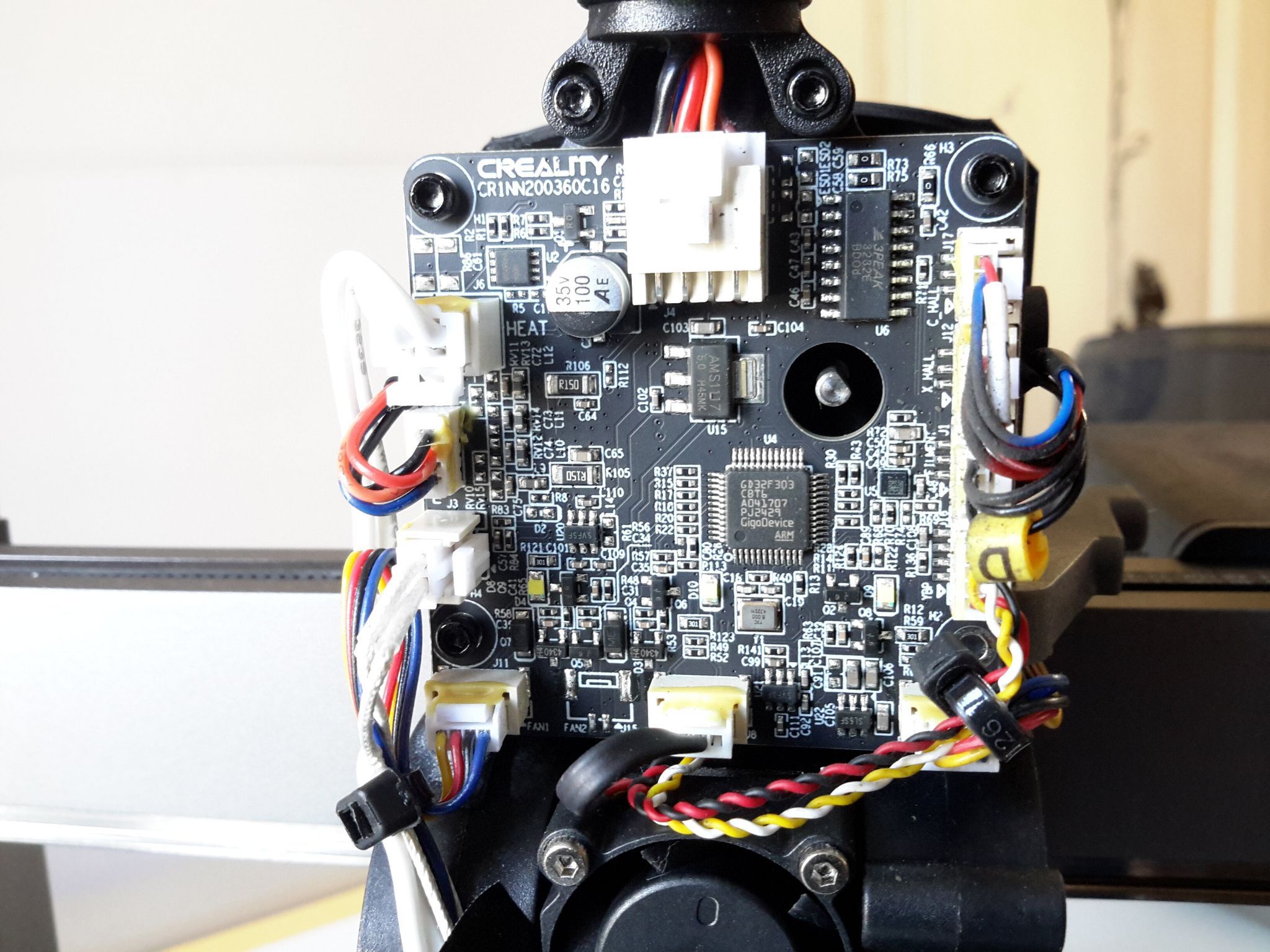
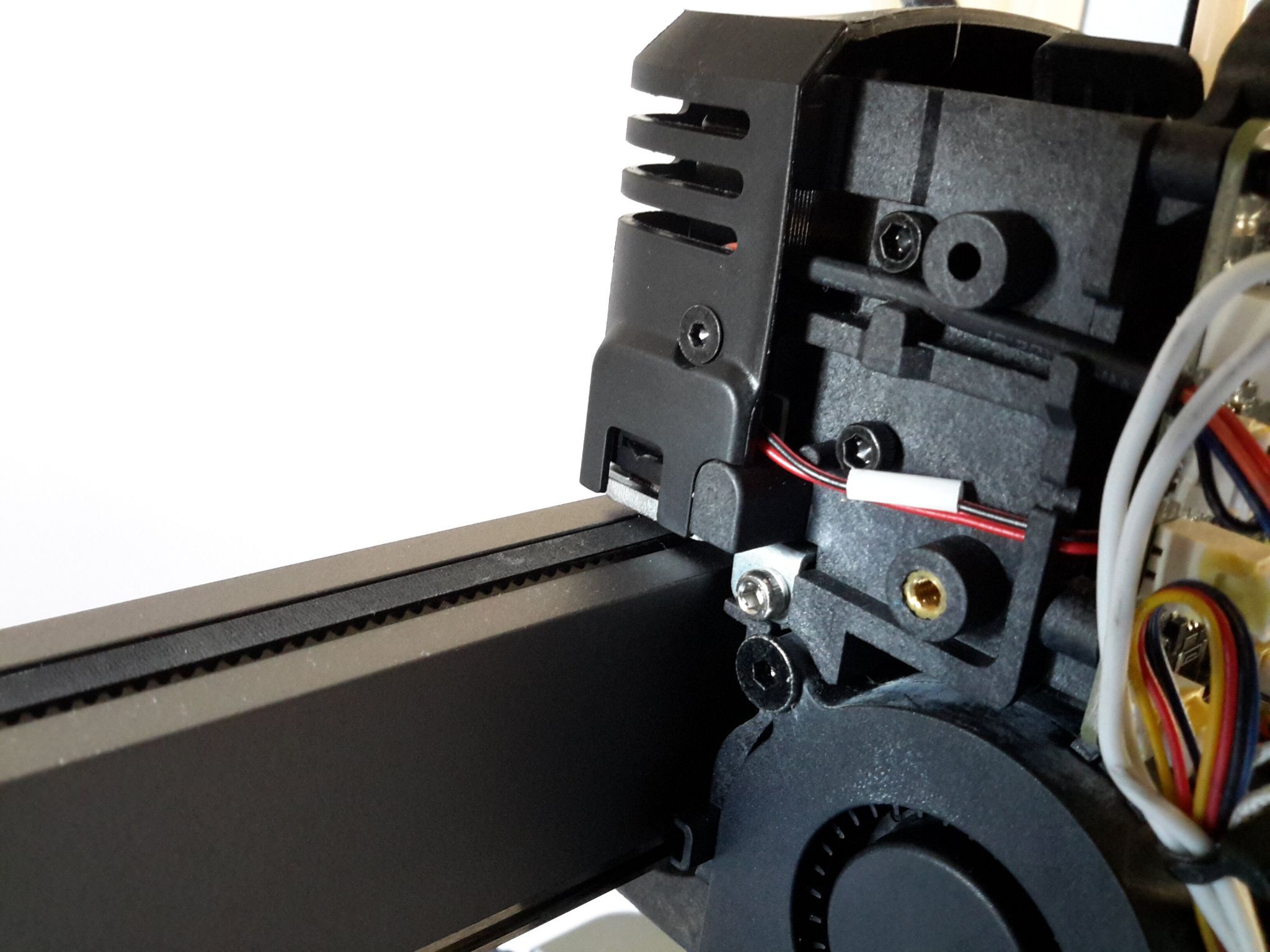
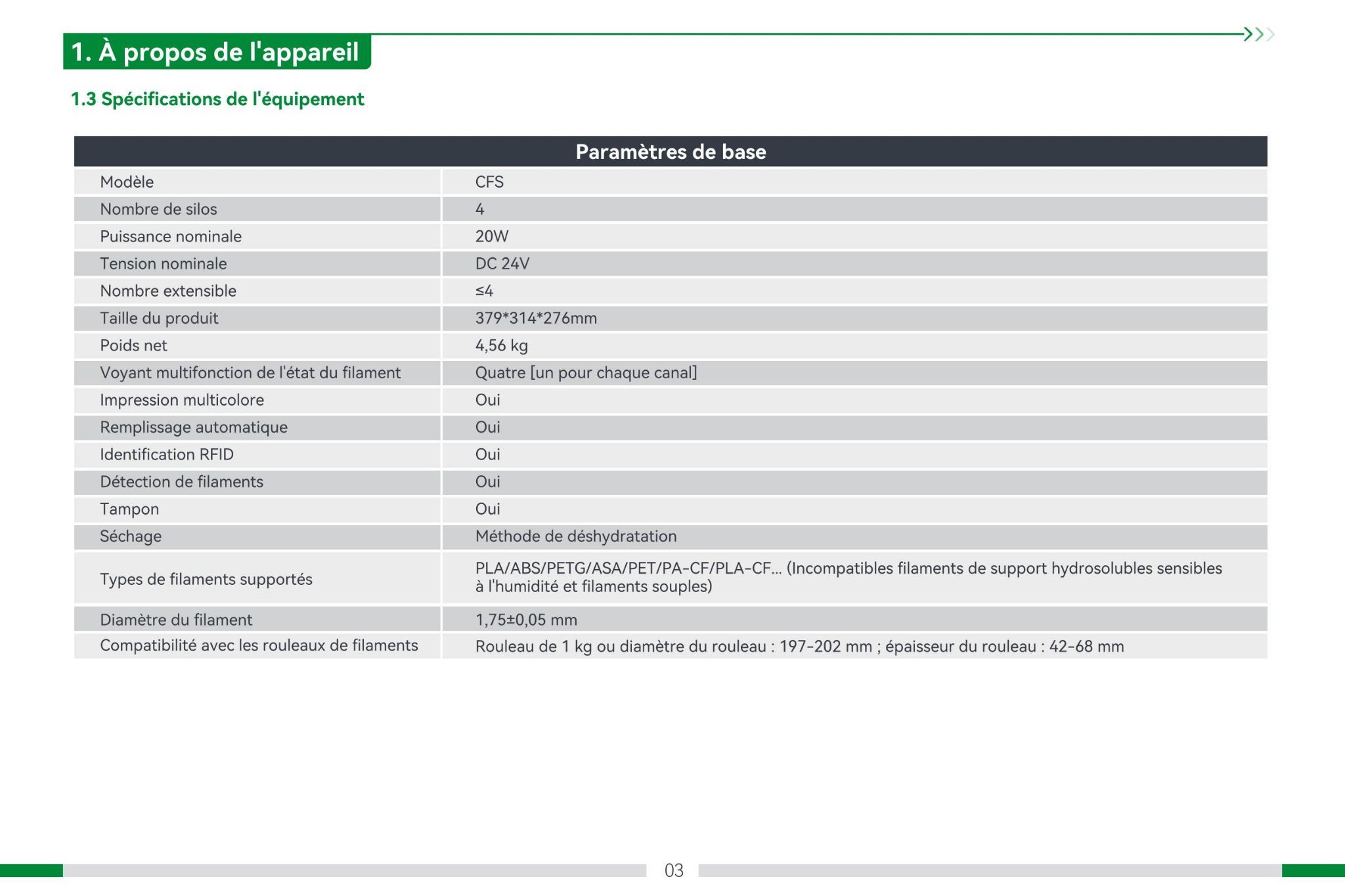
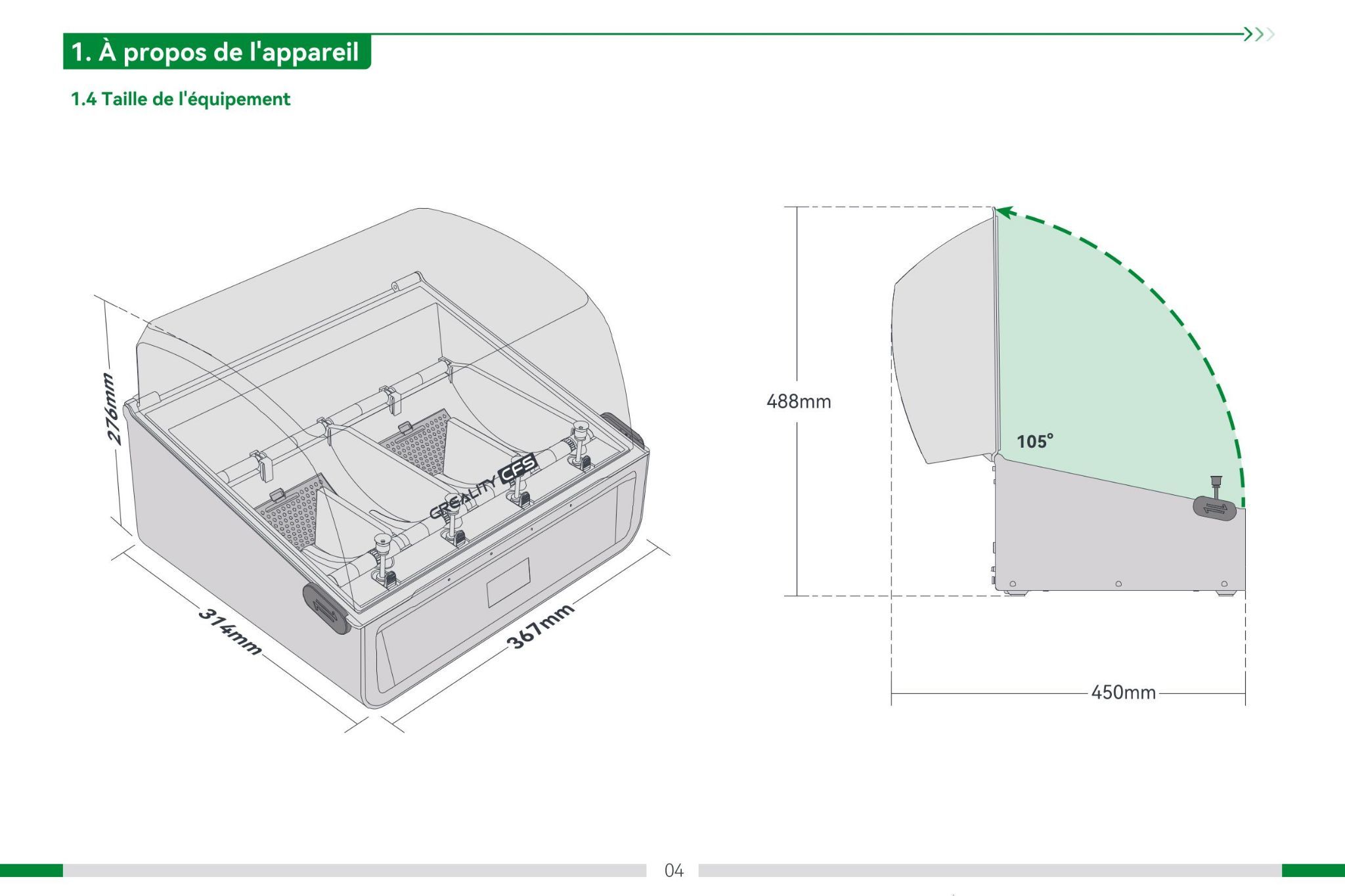
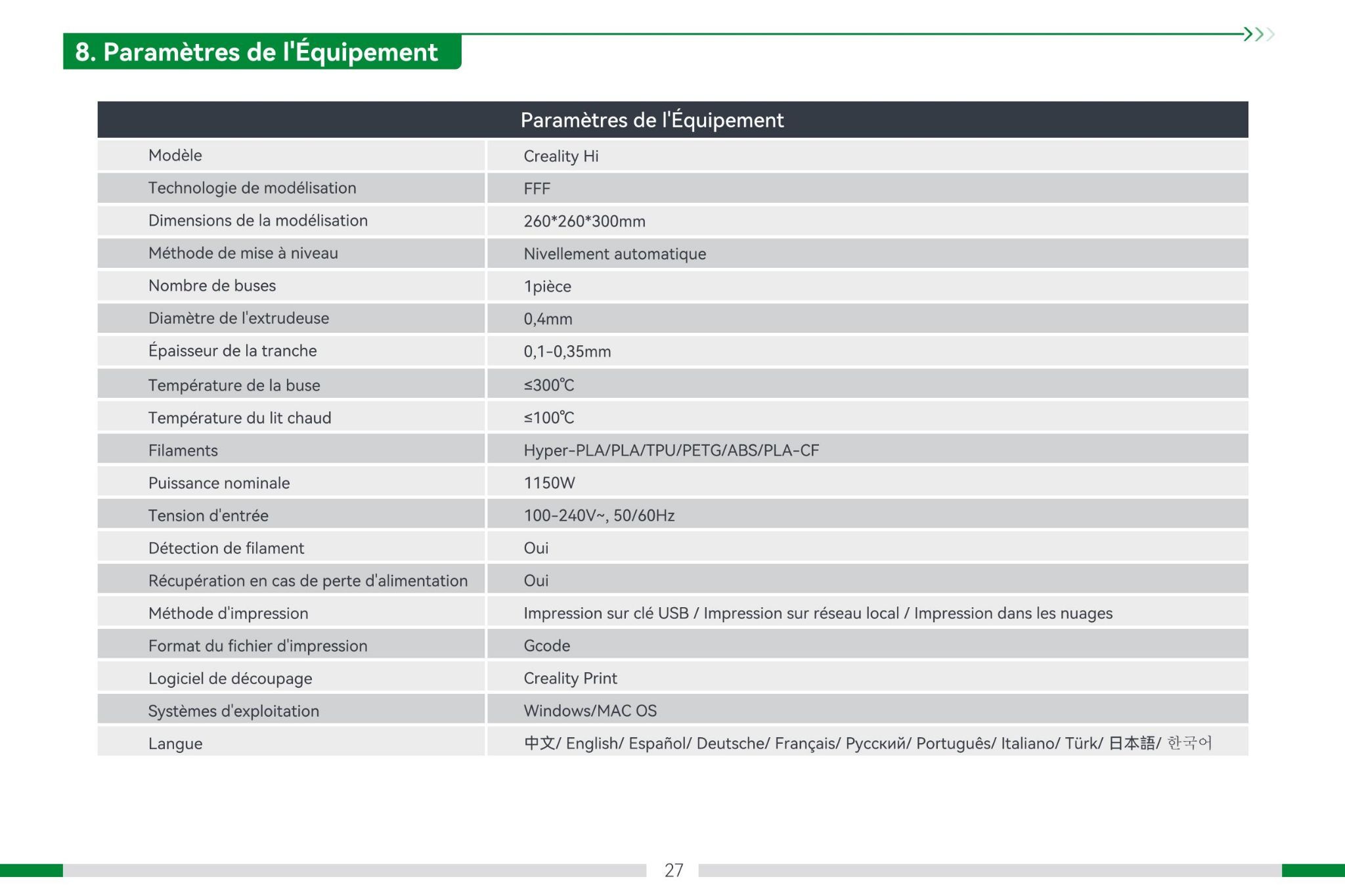
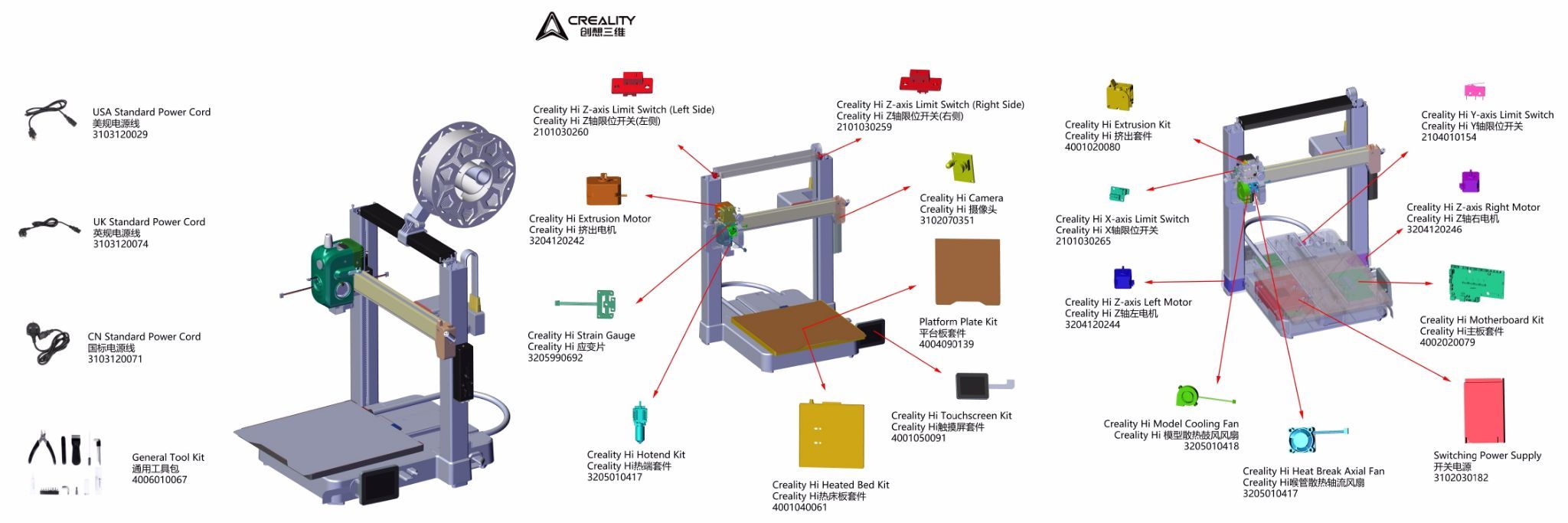
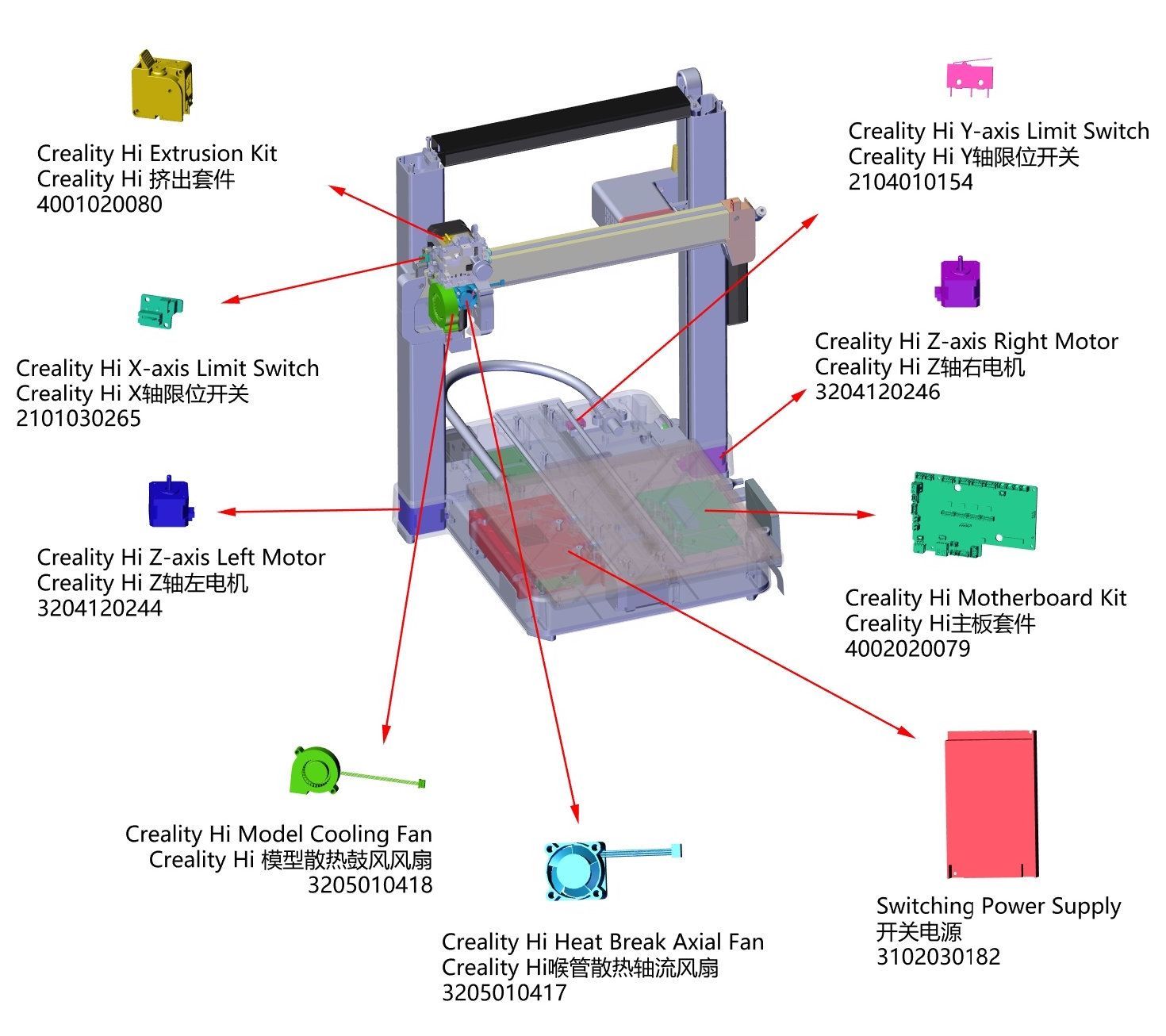
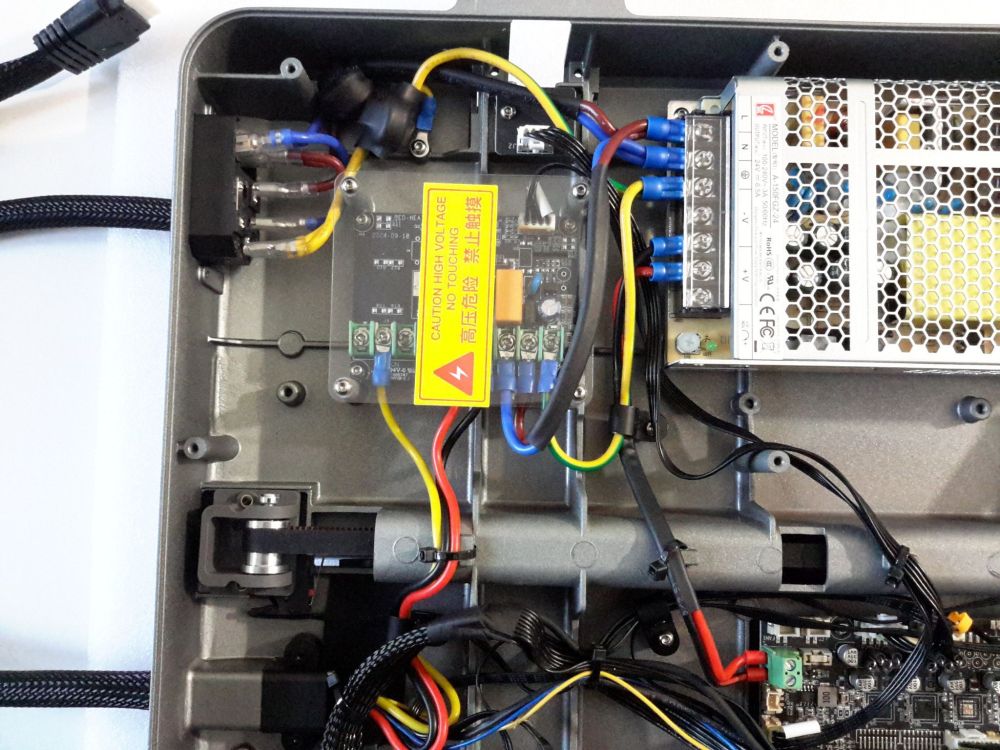
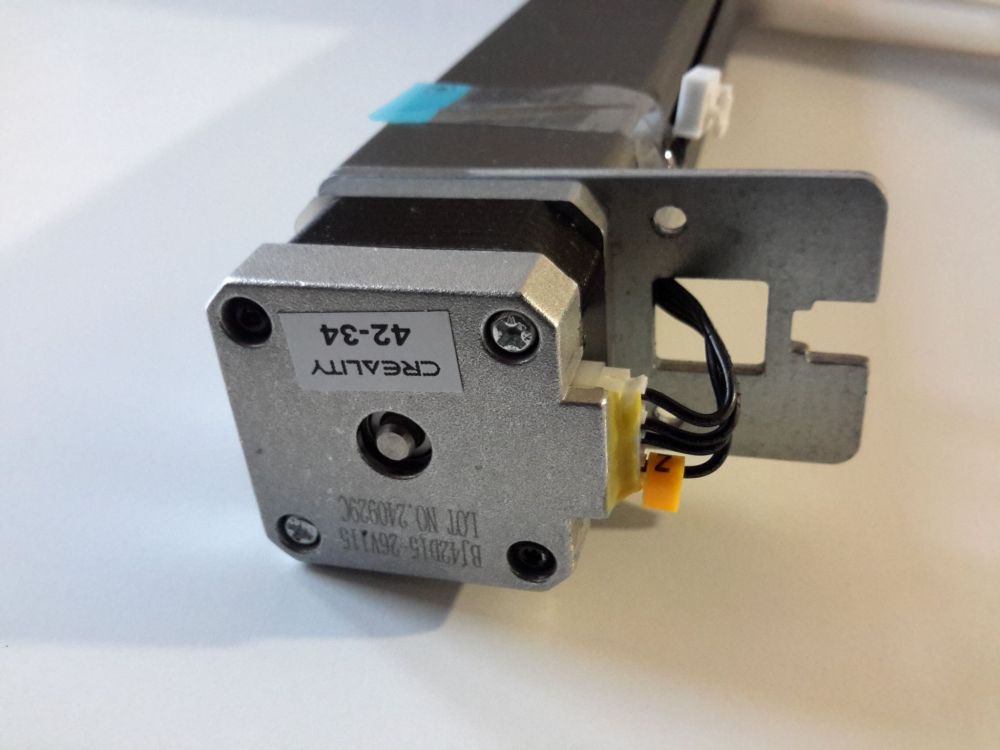
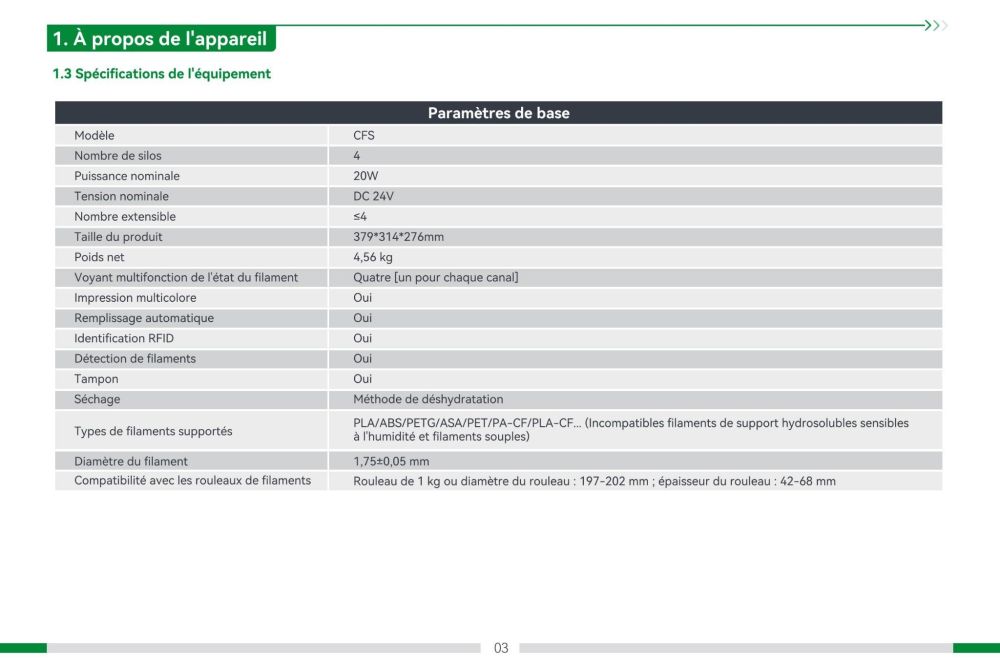
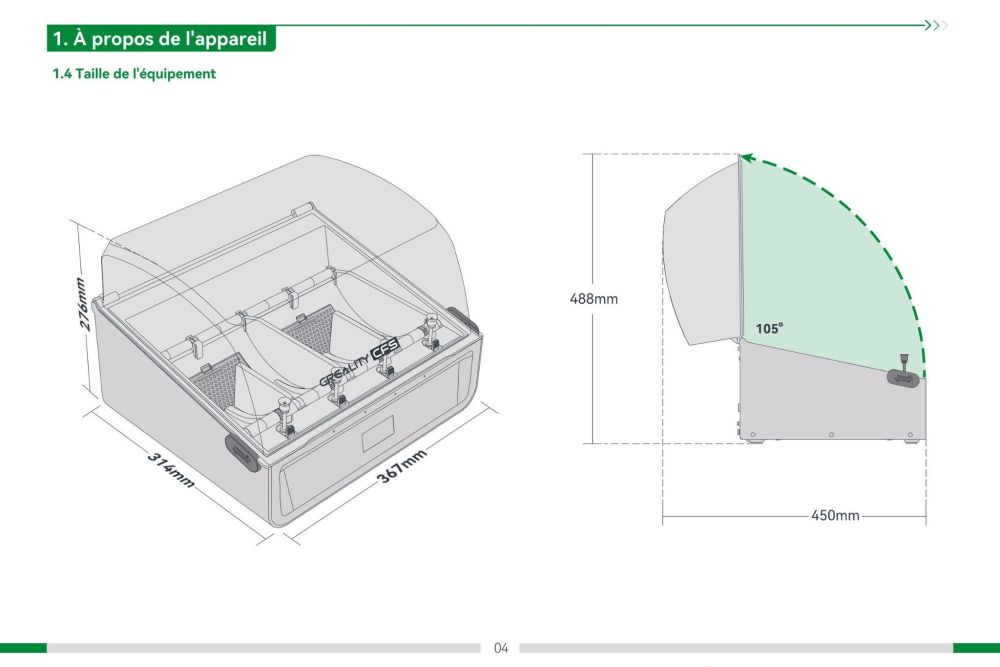
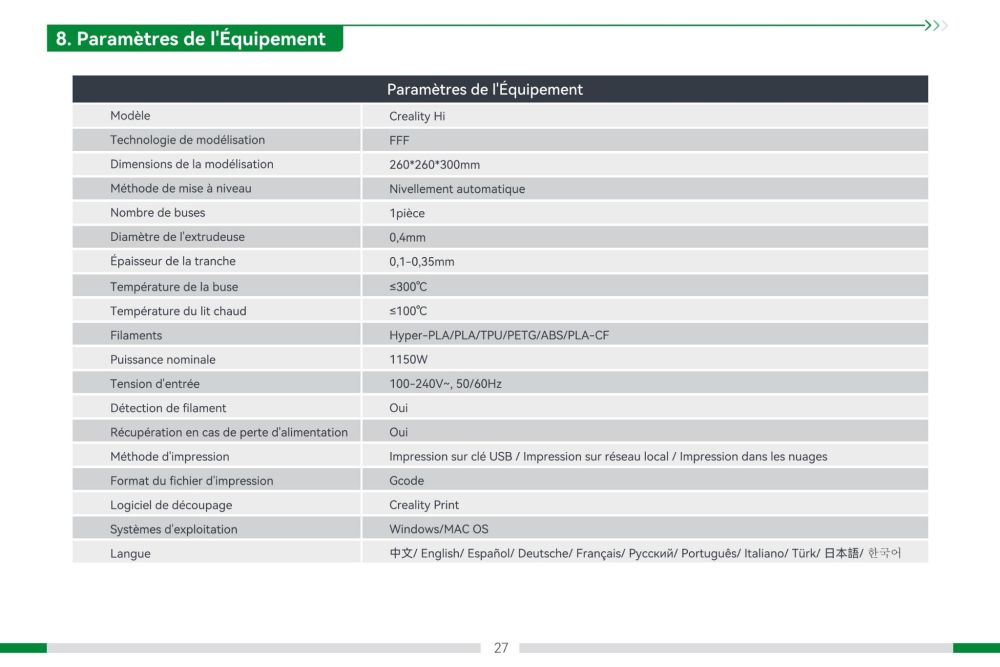
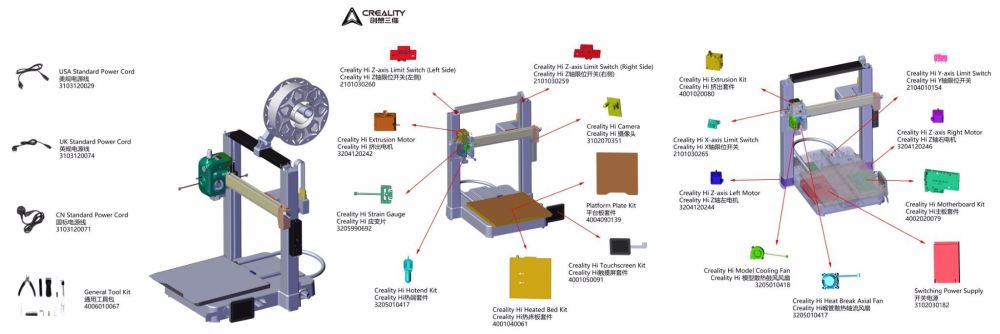
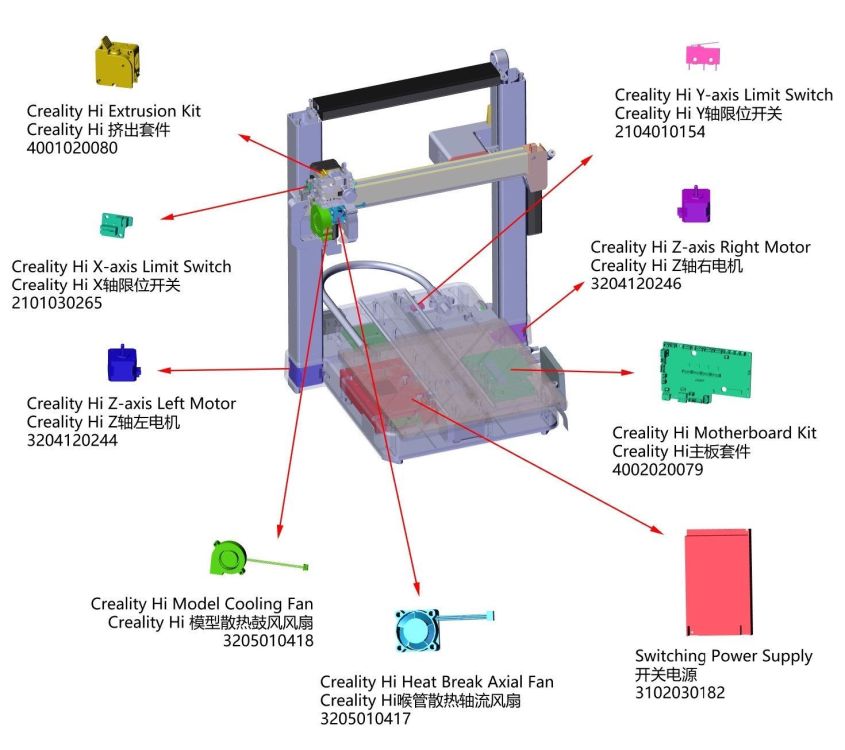
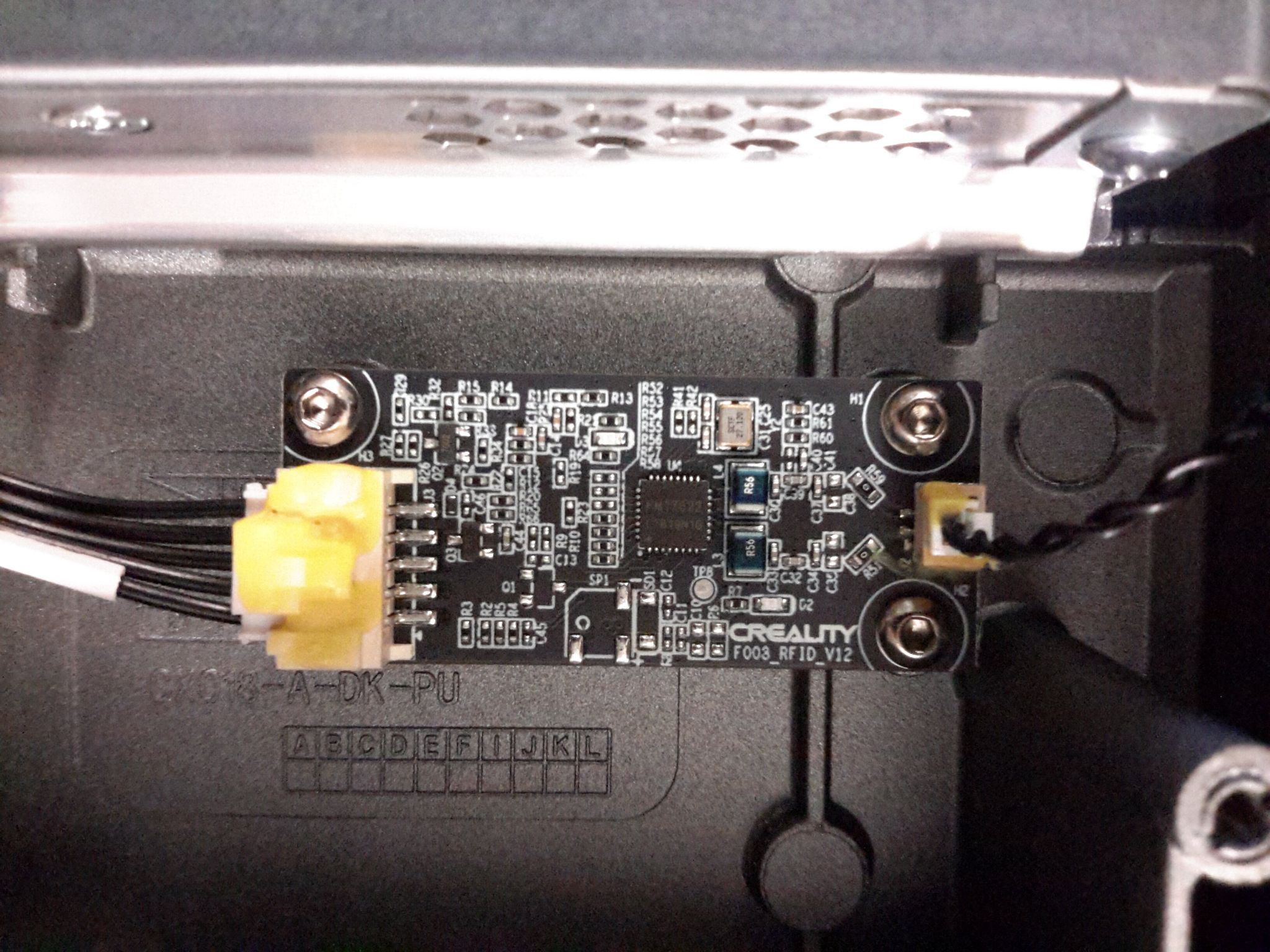
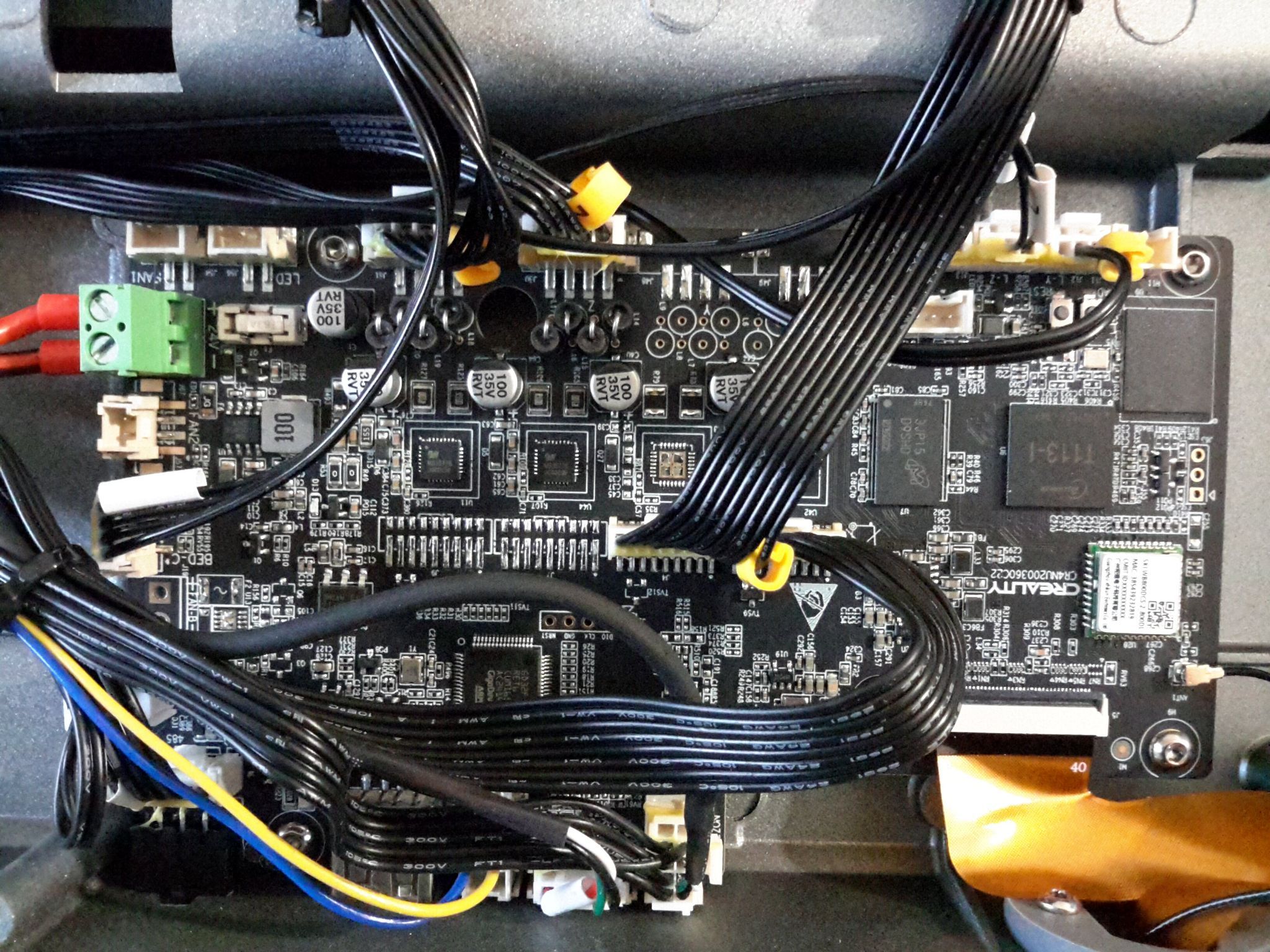
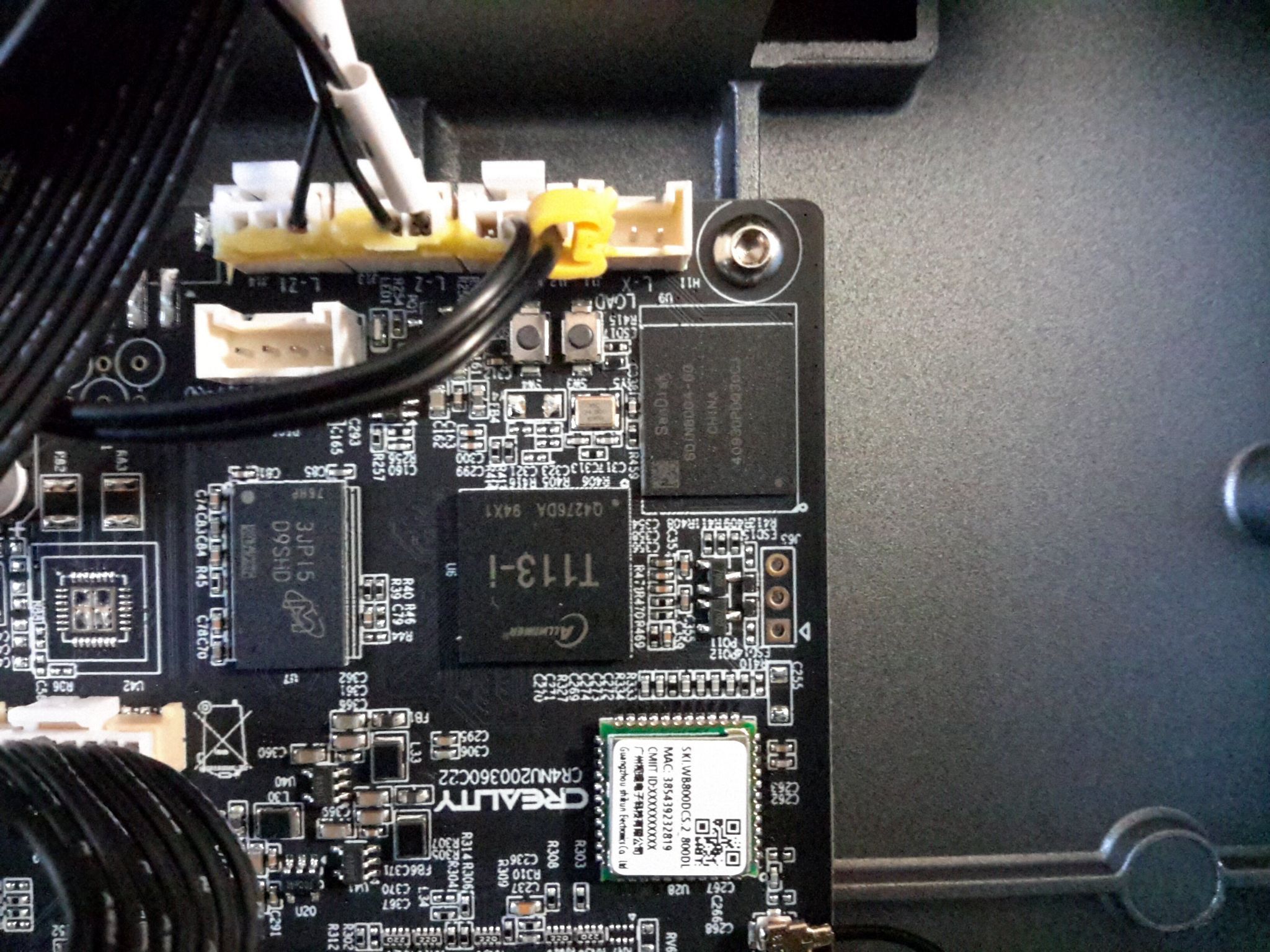
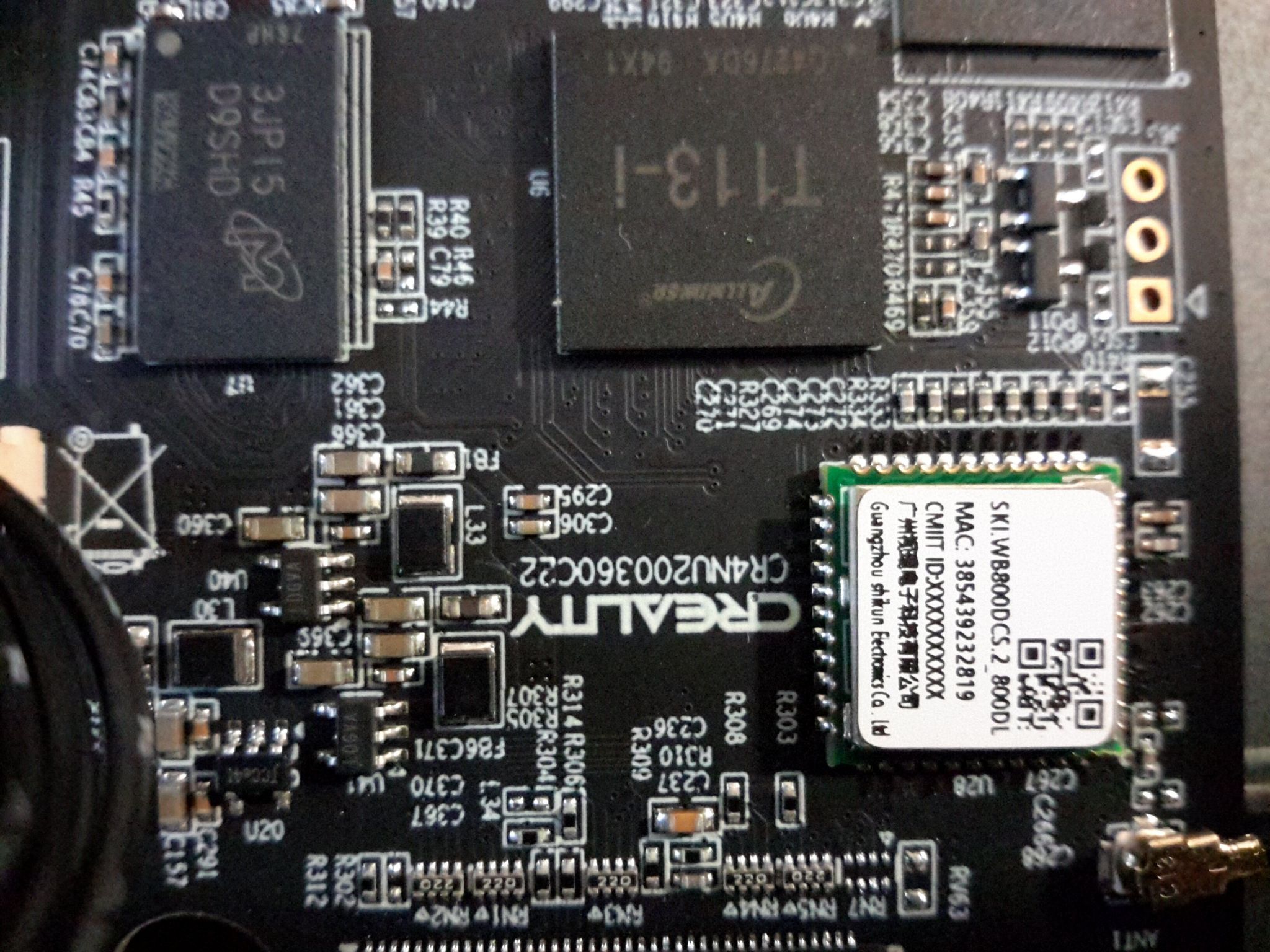
Spécifications Imprimante Creality Hi Technologie FDM Structure Volume d'impression (L*P*H) 260 x 260 x 300 mm Dimensions (L*P*H) 40.9 x 39.2 x 47.7 cm (écran rabattu, sans porte bobine, sans câble d'alimentation connecté). ~ 45 x 40 x 64 cm (écran déployé, avec porte bobine, mais sans bobine). Ajouter +10 cm a l'avant et +26 cm a l'arrière pour le câble d'alimentation, le débattement du plateau et libre mouvement sans contrainte du faisceau de câbles du plateau. Creality Hi seule Poids net 8.75 kg Dimensions du colis 65.0 x 46.0 x 24.0 cm Poids brut 11.58 kg Creality Hi Combo Poids net 13.31 kg Dimensions du colis 65.0 x 46.0 x 56.0 cm Poids brut 19.14 kg Cinématique Axe X Rail linéaire, ("Step-servo motor") moteurs pas à pas à boucle fermée avec algorithmes FOC. Axe Y Deux tiges lisses de guidage en acier, roues en U en métal, capteur de fin de course mécanique (à l'intérieur de la base de l'imprimante), ("Step-servo motor") moteurs pas à pas à boucle fermée avec algorithmes FOC. Axe Z Deux tiges filetées, chacune couplées à un moteur indépendant, permettant d'ajuster l'horizontalité de l'axe X (soit l'équivalent d'un "Z-Till") (Simple "Step motor") Tête d’impression Température ≤ 300°C Type d'extrudeur Direct Drive, double engrenage en métal Buse "Durable tri-metal nozzle" (Buse tri-métal avec un nez en acier trempé "UnicornK2Plus") Diamètre de la buse 0.4 mm (0.2, 0.6 et 0.8 mm en option) Diamètre du filament 1.75 mm Hauteur de couche De 10 à 350 microns (recommandations pour une buse de 0.4 mm de diamètre) Lit chauffant Plaque d’impression Plaque flexible aimantable, surface époxy texturé sur les deux faces Température ≤ 100°C Vitesses Vitesse maximale d'impression (un trait de) “≤ 500 mm/s“ Pour espérer arriver à ces pointes de vitesse, en plus d’ajuster le débit volumétrique maximum et les vitesses d’un profil matériaux sous Creality Print, il vous faudra un filament dit “haute vitesse” comme du “Hyper PLA Creality“ Vitesse typique d’impression 300 mm/s Accélération ≤ 12000 mm/s² Filament Filaments compatibles Hyper PLA, PLA, PETG, ABS, PLA-CF Mais comme elle n’a pas d’enceinte fermée, il vous faudra un caisson pour l’ABS (exemple) Certains TPU : En directe via le support de bobine, car non compatible CFS, et officiellement seulement du HP-TPU Creality. Protection humidité Dans le CFS, deux sachets absorbeur d'humidité. Senseurs Détection d’enchevêtrement filament Oui Uniquement quand utilisation du CFS Détection fin filament Capteur de fin de filament Oui Intégré en entrée de l'extrudeur sur la tête d'impression, avec témoin LED bleu Nivelage automatique Nivellement du plateau Par contact du nez de la buse avec la surface du plateau flexible, jauge de contrainte "haute précision" dans la tête d'impression, en (9*9=) 81 points Compensation de résonances Oui (2 “G-sensor” inclus, un intégré dans la tête d’impression et un intégré sous le plateau) Alimentation Tension AC 100~240 V / 50 Hz Puissance 1150W si 220 V, 390W si 110 V Électronique Écran de contrôle 3.2 pouces, tactile, couleur, 240 x 320 px Stockage Caméra Oui, par défaut (Intégré au portique, avec un cache/capuchon de confidentialité) Carte-mère 32 bits, mémoire interne eMMC de 8Go ( ~6 Go disponible) contrôleurs de moteur pas à pas TMC2208 Connectivité Wi-Fi, 1 port USB Type A (pour y connecter une Clé USB), 1 port d'interface Creality 485 (pour la connexion au CFS), Lecteur RFID (Pour lire les informations matériau des bobines avec une puce RFID Creality) Logiciel Trancheur Creality Print v5.1 et version supérieure, Creality Cloud app. Système Creality OS Autre Possibilité de reprise sur coupure de courant Oui Relais de recharge automatique "Auto Filament Relay" Oui (avec CFS) Coupe filament Mécanique, lame poussé par levier à ressort intégré dans la tête d'impression, butée au maximum de l'axe X pour actionner le levier. CFS (si "Creality Hi Combo") Oui Connexion CFS ≤ 4 (Source d'alimentation séparée requise pour 2 unités et plus) Bobine de filament RFID Reconnaissance du type de matériau et de la couleur du filament des bobines avec puce RFID Creality. Les bobines sans puce RFID compatible restent utilisablent. Concurrence Bambu Lab A1 et/ou A1 Mini, Anycubic Kobra 3 Combo Vue éclatée Extrait de "Creality Hi_SM-001_User Manual(FR).pdf" Pour le CFS, documentation plus détaillée sur le wiki de Creality https://wiki.creality.com/en/cfs CFS User Manual CFS User Manual Multiple Languages Collection CFS User Manual for French.pdf Extrait de "cfs-sm-002_user_manual(fr)_.pdf"

 2 points
2 points -
Sommaire [ ] Premier message du sujet [ ] Sommaire (ce commentaire) [ ] Spécifications [ ] Réception [ ] Déballage et inventaire [ ] Détails matériels (hardware) - Creality Hi [.] La tête d'impression, partie chaude, buse [ ] Détails matériels (hardware) - CFS [ ] Assemblage [ ] Mise en fonction [ ] Impressions de tests, pré-tranchés fournies. [ ] Trancheur [ ] Détails sur le firmware d'origine [ ] Configuration Klipper [ ] Menus de l'écran de contrôle [ ] Accessoires optionnels ou "Upgrades" [ ] Difficultés et autres remarques [ ] Autres impressions - (Acte I) - PLA [.] Autres impressions - (Acte II) - PLA (le retour) [.] Autres impressions - (Acte III) - PETG [.] Autres impressions - (Acte IV) - TPU-95A [.] Autres impressions - (Acte V) - PLA (le re-retour)2 points
-
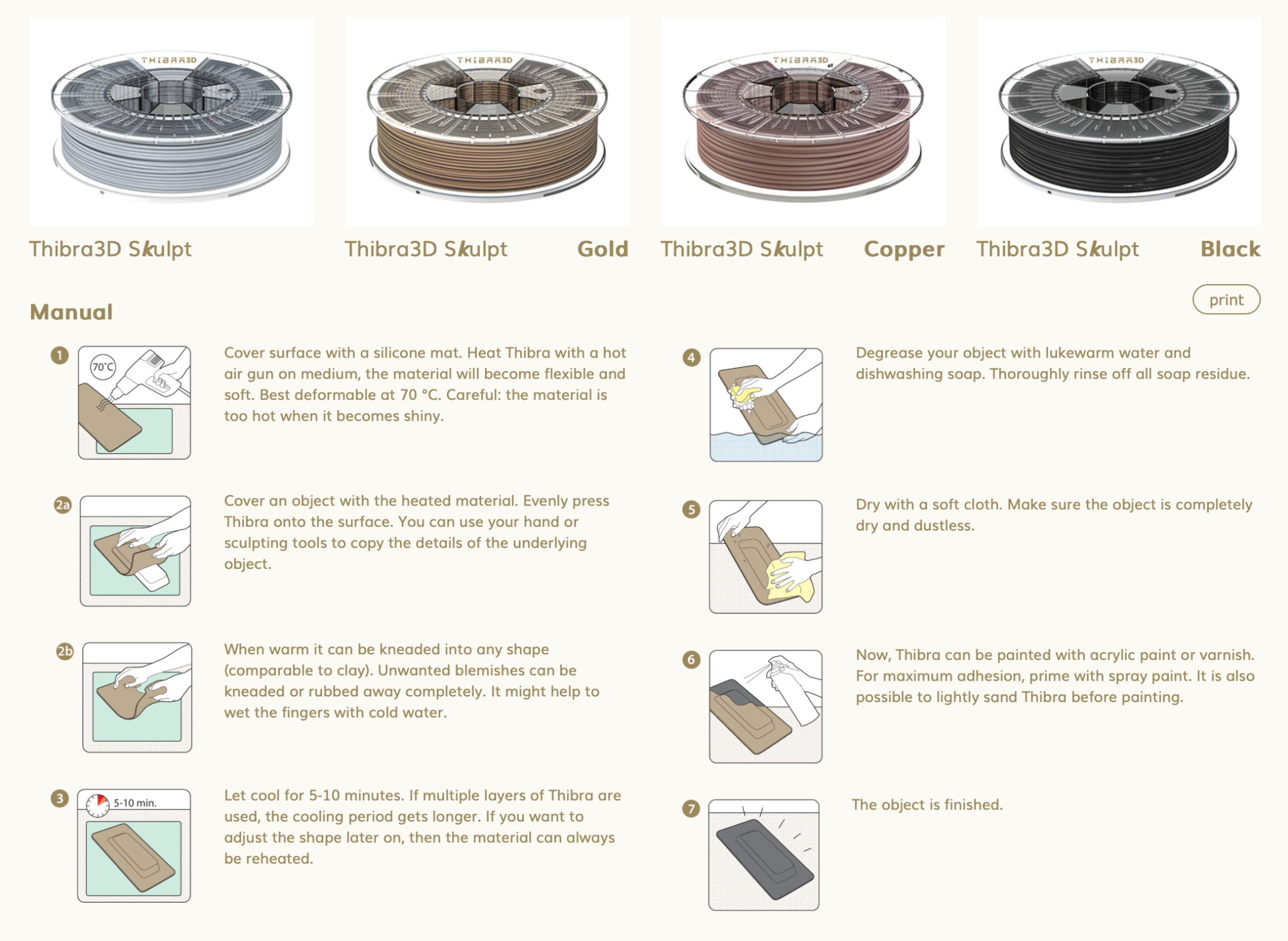
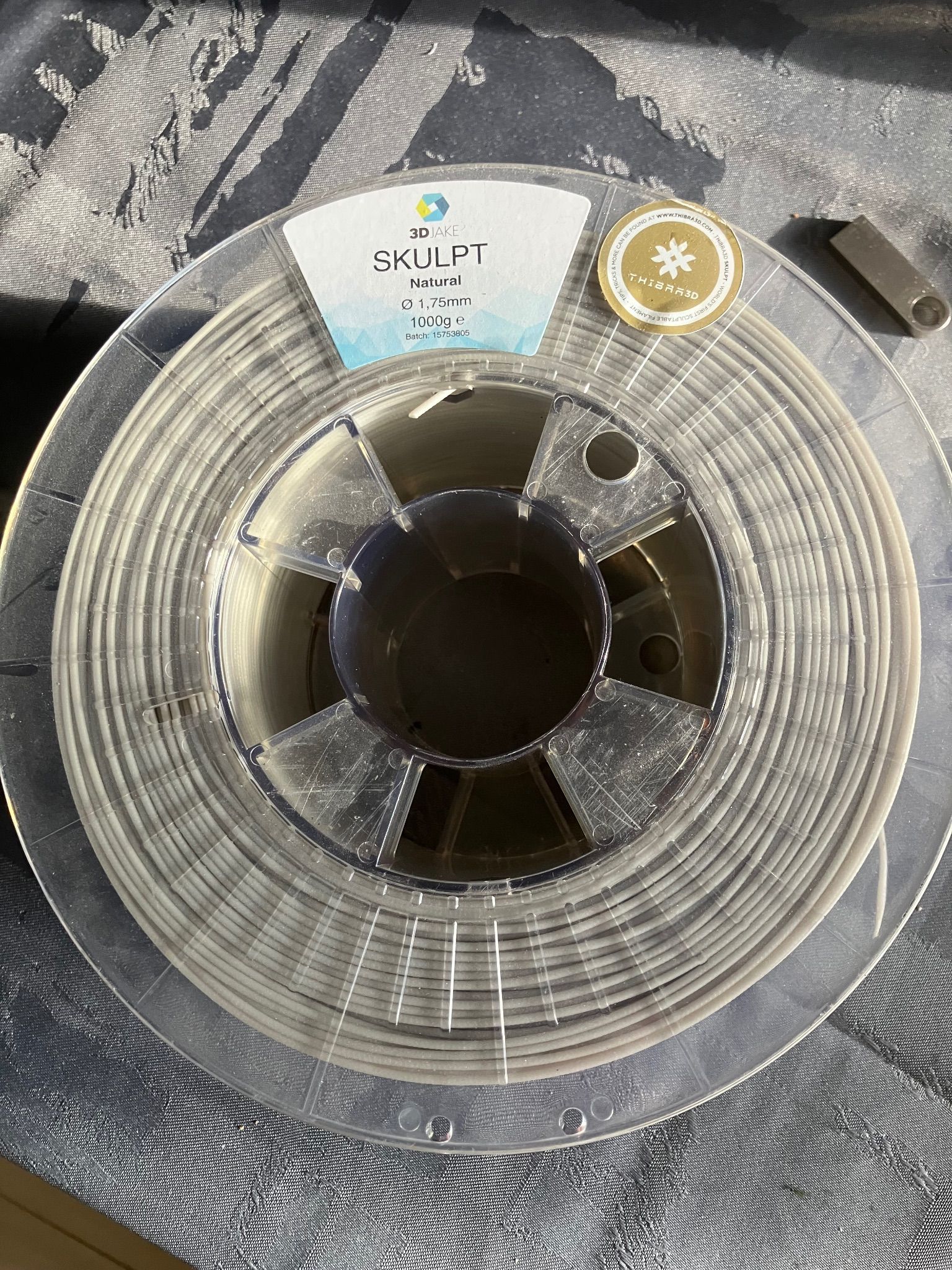
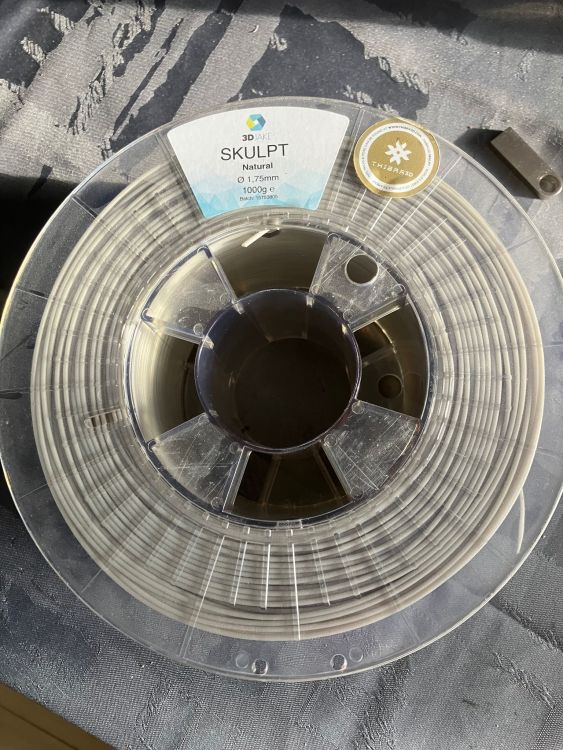
j'entame un sujet ouvert à tous bien sûr , l'idée est de parler des filaments disparus (si si ça existe ) , ceux auxquels on ne pense pas car peu commercialisé ou ceux qui ont une ou des caractéristiques particulières et peu utilisé car difficiles à imprimer etc etc je commence donc par un filament disparu, le THIBRA3D SKULPT proposé en 2018 assez confidentiellement par THIBRA une société Hollandaise bien connue dans le domaine de l'art, du design et de la décoration qui commercialise depuis un bon moment une gamme de matières plastiques techniques il s'imprime comme un PLA et peut être ensuite modeler entre 70 et 90 degrés ... indéfiniment disparus car il n'est plus disponible à la vente depuis un bon moment hélas (il ne me reste plus qu'une bobine entamée !) voici la gamme et le mode d'emploi ça permet énormément de choses, pré forme avant sculpture, moulage d'empreinte, thermoformage etc etc ... les amateurs de cosplay avaient à l'époque tout de suite percuté sur les possibilités

 1 point
1 point -
@Marjolaine tu en as une ici https://www.3djake.ch/fr-CH/qidi-tech/q1-pro pour 454 CHF & livraison gratuite1 point
-
C'est exactement mon ressenti et pourtant pas dans la I3D depuis longtemps, tous ces tests me laissent sur ma soif ! Même si je conçois que c'est difficile et de longue halène à réaliser en plus des vidéos.1 point
-
Voilà une remarque importante. Tester l'imprimante est utile, mais pour aider les futurs acheteurs il faudra des comparaisons honnêtes pour savoir quelle sont les imprimantes équivalentes, inférieures ou supérieures selon les usages. Il faudra probablement créer un nouveau lot de STL "sévères", qui mettent toutes les imprimantes actuelles en difficulté pour les départager. Et faire les tests avec des filaments techniques. Réussir à imprimer correctement un petit Benchy en PLA n'est plus intéressant en 2025 Voici un lien Google Drive avec quelques unes de mes pièces : https://drive.google.com/drive/folders/1RmWWnN2VqZqQXMr_6JLMDfq1ja2MT7DB?usp=sharing Il y a : - une série de 4 abats jours en lithophanie, avec un tardaudage fin et un anneau fileté de fixation ; elles permettent de départager les imprimantes sur les défauts d'aspect (bien sûr, imprimer avec un remplissage de 100%) - mon connecteur de VMC en deux parties, il permet d'évaluer les déformations (importantes avec l'ABS) et aussi le surplomb - une série de supports de porte-filtres / porte-capuchons d'objectif photo, la pièce est rudimentaire mais le taraudage fin est assez sévère (ATTENTION l'échelle de ces pièces a été ajustée à mon imprimante) Ces pièces sont à imprimer en ABS basique mais bien séché (en PLA ce serait trop facile) J'arrive à les imprimer avec ma Prusa I3 MK2s en caisson chauffé à 60°C mais elles présentent des défauts. A voir de quelle manière les imprimantes actuelles s'en sortent.1 point
-
mais non car je n'ai rien reçu je viens de vérifier dans les spam, nada ! je viens de l'appliquer et ça marche, bravo et merci @PacMan1 point
-
Salut @jcl44, Ce sujet pourrait t’intéresser...1 point
-
L'attente devient insoutenable1 point
-
https://www.3djake.ch/fr-CH/qidi-tech/q1-pro pour la suisse la q1 pro est à 454 € fdp compris1 point
-
en fait, quand on regarde les specifications de l'ultrafuse de chez BASF, on se rend compte de deux choses : - bien des imprimantes FDM actuelles (y compris grand public) sont capable de l'imprimer - le vrai problème n'est pas l'impression mais le post traitement qui nécessite un four régulé capable d'atteindre 1600°C et les problèmes dimensionnels liés à la réduction du composite permettant l'impression en FDM et qui sera réduit par le post traitement : la pièce va rétrécir, et dans des proportions pas forcément homogènes suivant les dimensions, et ce sans même parler de capacité à reproduire le rétrécissement... Bref, on est loin de l'impression métal hobby/grand public, voire très très loin. Les applications étant donné la rétractation et l'incapacité actuelle à la prédire sont de fait plutôt réduites à des pièces sans impacts/nécessité de précision dimensionnelles... j'ai lu beaucoup de choses sur la CoreOne parce qu'on m'a demandé mon avis sur la machine... Et je dois avouer qu'en dehors du prix, je ne vois pas en quoi elle est comparable à une X1C. Pour moi, elle est plus proche d'une P1S, sauf sur le prix... Et oui, j'ai une X1C, et la seule machine qui pourrait éventuellement me faire aller passer commande chez Prusa, c'est bel et bien la XL (2 têtes mini), parce que pour le reste, je trouve cette CoreOne trop cher en comparaison de ce qui se fait ailleurs...1 point
-
oui et non c'est de la pré commande ... tu sais le système ou au final le prix baisse après dans le volume 250 x 250 x 250 mm que j'appelle la catégorie reine , il n'y a jamais eu autant de choix ... ou plutôt l'embarras du choix1 point
-
Salut, Je n'ai déjà pas une grande confiance dans la version 2.1.2.5, alors la bugfix... c'est encore pire . La V2.1.2.4 me semble préférable dans ce cas, pourquoi tu n'as pas décommenté la ligne suivante du fichier configuration.h? parce qu'actuellement, le firmware croit que le signal retour est sur le port dédié au BLTouch //#define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN Tu peux aussi envoyer le Gcode M119 depuis Pronterface pour valider que le signal est open lorsque le 3Dtouch est au repos oui. Par contre, il faut bien penser à initialiser l'eeprom, puisque tu n'as pas décommenté la ligne suivante du fichier configuration.h: //#define EEPROM_INIT_NOW // Init EEPROM on first boot after a new build.1 point
-
Oui très bon prix ! Ayant "fait mes armes" sur une Neptune 4 Pro dont je suis assez content, je pense que cette centauri carbon sera mon prochain achat ! Jattends juste d'avoir des infos sur leur systeme AMS pour commander de plus, leur SAV est plutot réactif (j'ai eu le roulement du bas axe Z complètement bloqué, piece reçue sous 10 jours), ce qui est réconfortant au cas de besoin.1 point
-
C'est Ok chez moi, je viens de tester avec Pronterface. *************************************************** @nitrog51 C'est la couche du dessous que l'on voie ou celle du dessus ? Je ne sais pas si la jupe est assez écrasée, je vois mal. Les cheveux d'ange peuvent avoir de multiples raisons, distance retraction, vitesse retraction, température filament, etc... Je n'ai que très rarement ce soucis (et j'en suis très heureux), je passe la main a des connaisseurs. Fusion automatique du message suivant (ajout de ma part) : Hum... Rectification, voilà ce que j'ai envoyé (un M104 S200 au lieu de M190 S200) : >>> M140 S60 >>> M190 S60 >>> M104 S200 >>> M109 S200 >>> G28 >>> G0 X150 Y150 F3000 >>> G0 Z0 F240 A regarder : https://marlinfw.org/meta/gcode/1 point
-
ouhaaa sa pique le fdp 280€ je sais que les suisse sont bien payé mais la quand même faut pas exagérer.1 point
-
même pas inutile quelques sujets à parcourir : la présentation de @PPAC : ici des exemples d'impressions réalisées par des Qidi sur ce sujet de @hcl28 : ici actuellement en stock et dispo depuis leur dépôt en Allemagne sans frais de douane à 449 € un sujet ou peut lire les échanges et réflexions du dernier qidiste @PacMan qui vient de craqué pour une Q1 : ici p.s : point non négligeable, tu trouveras ici une belle communauté réactive et enthousiaste1 point
-
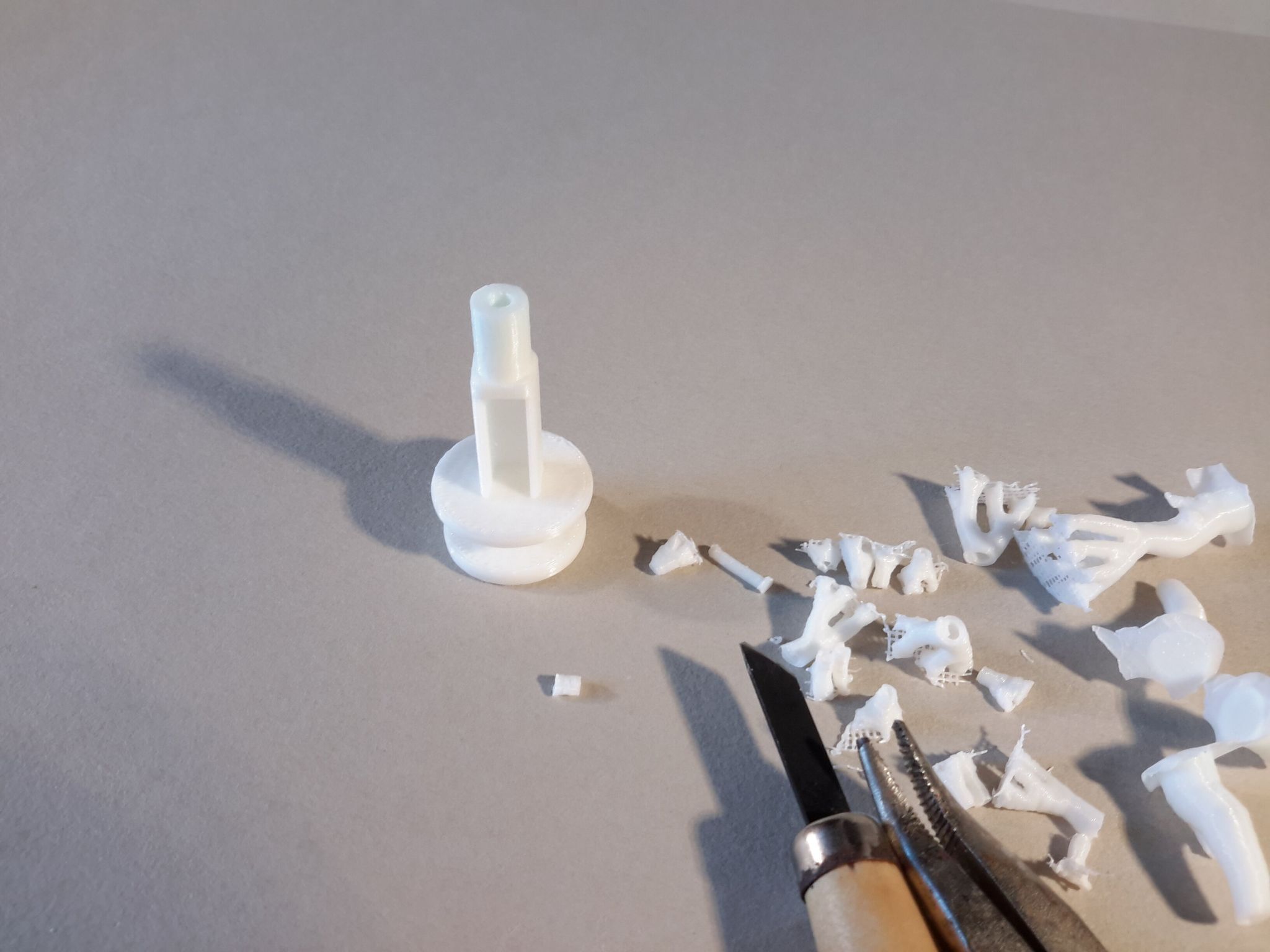
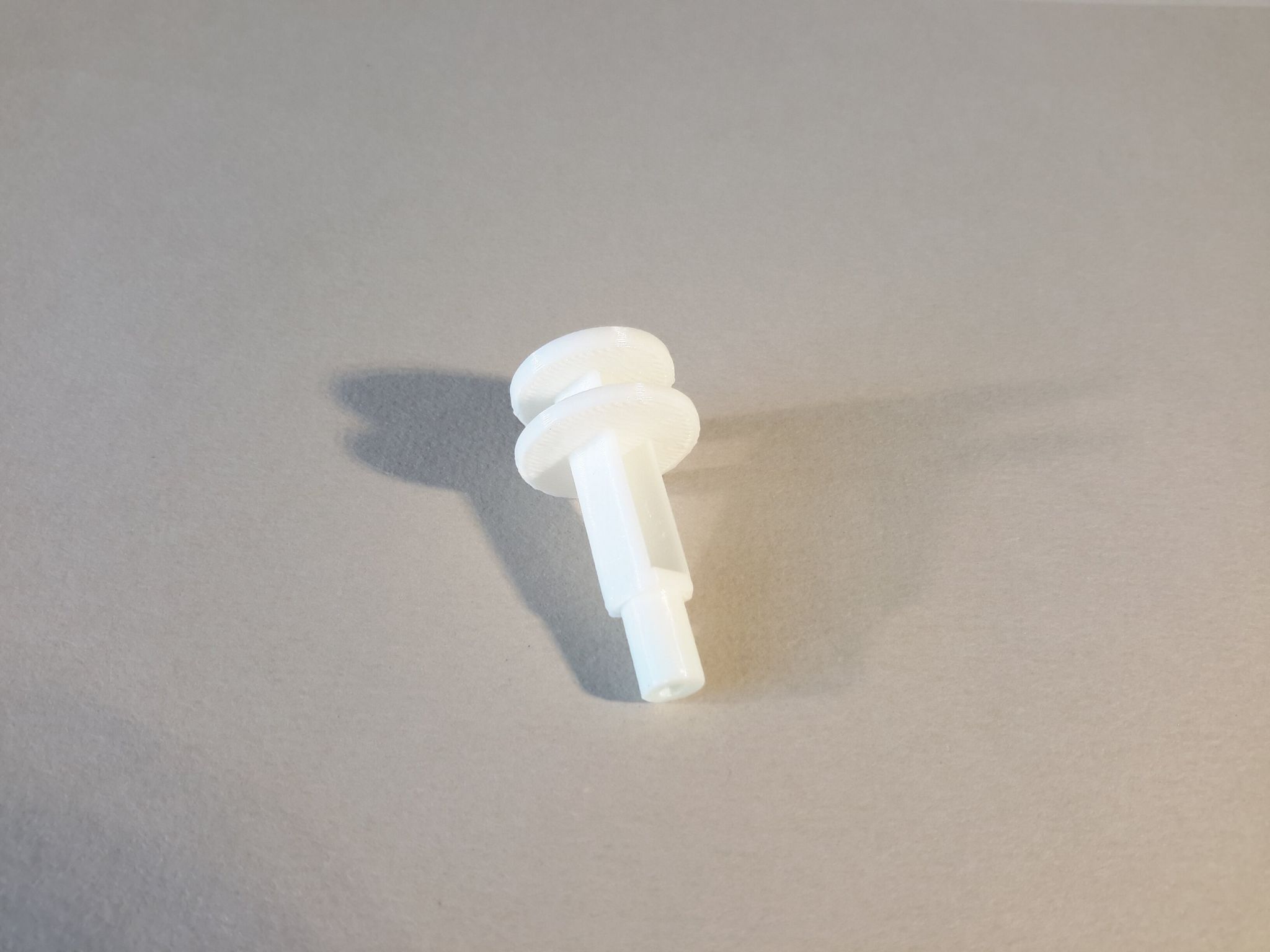
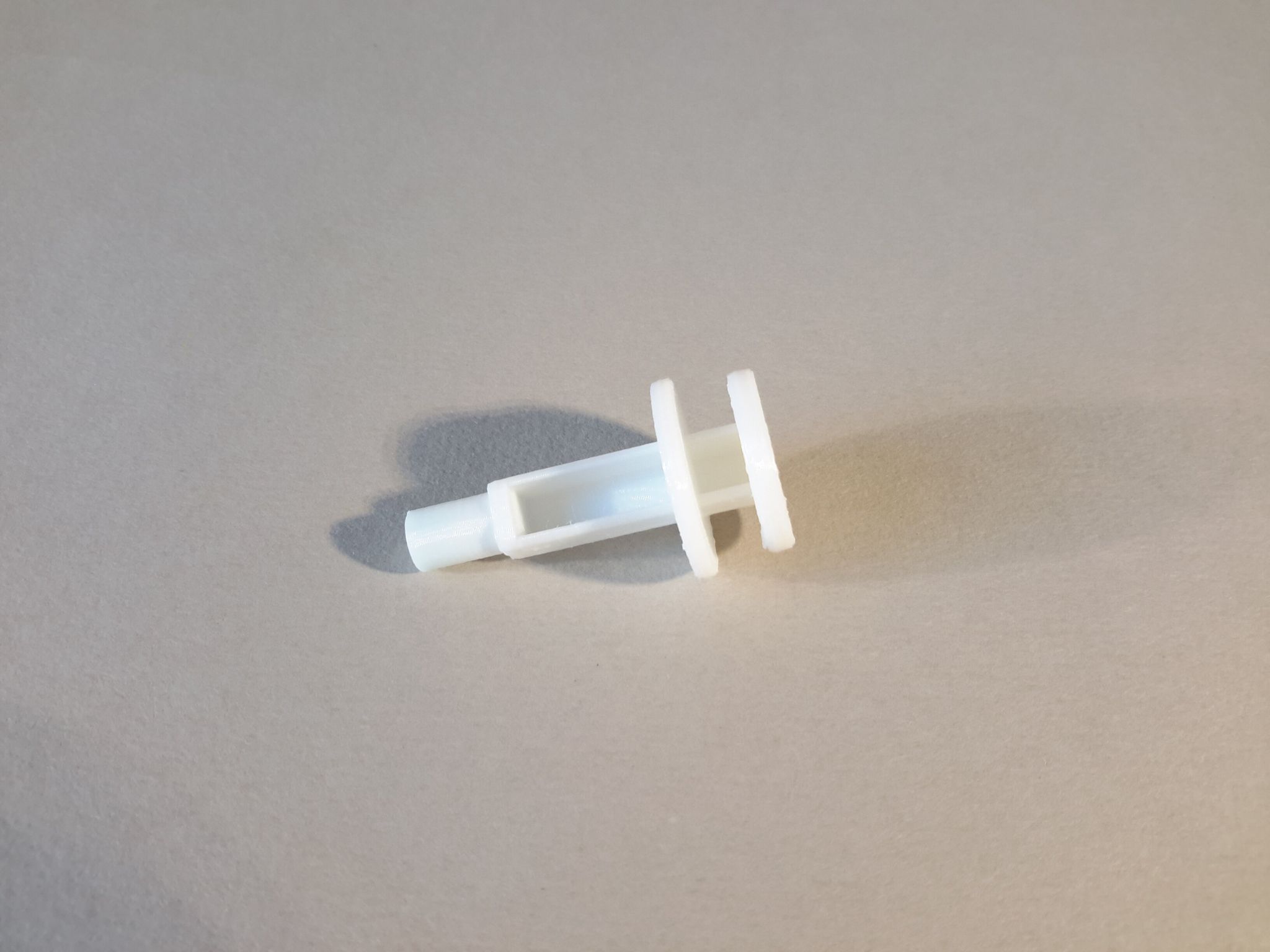
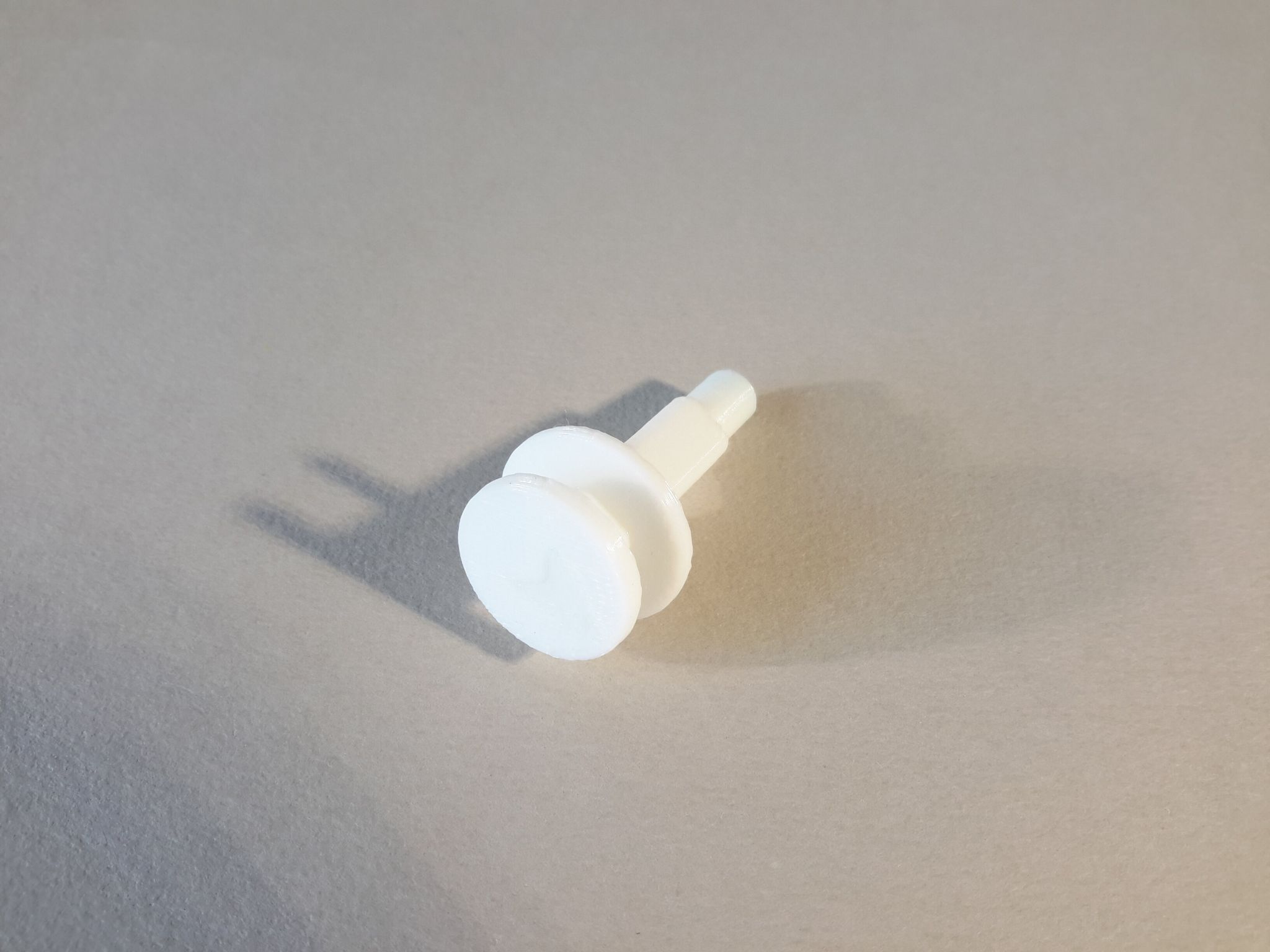
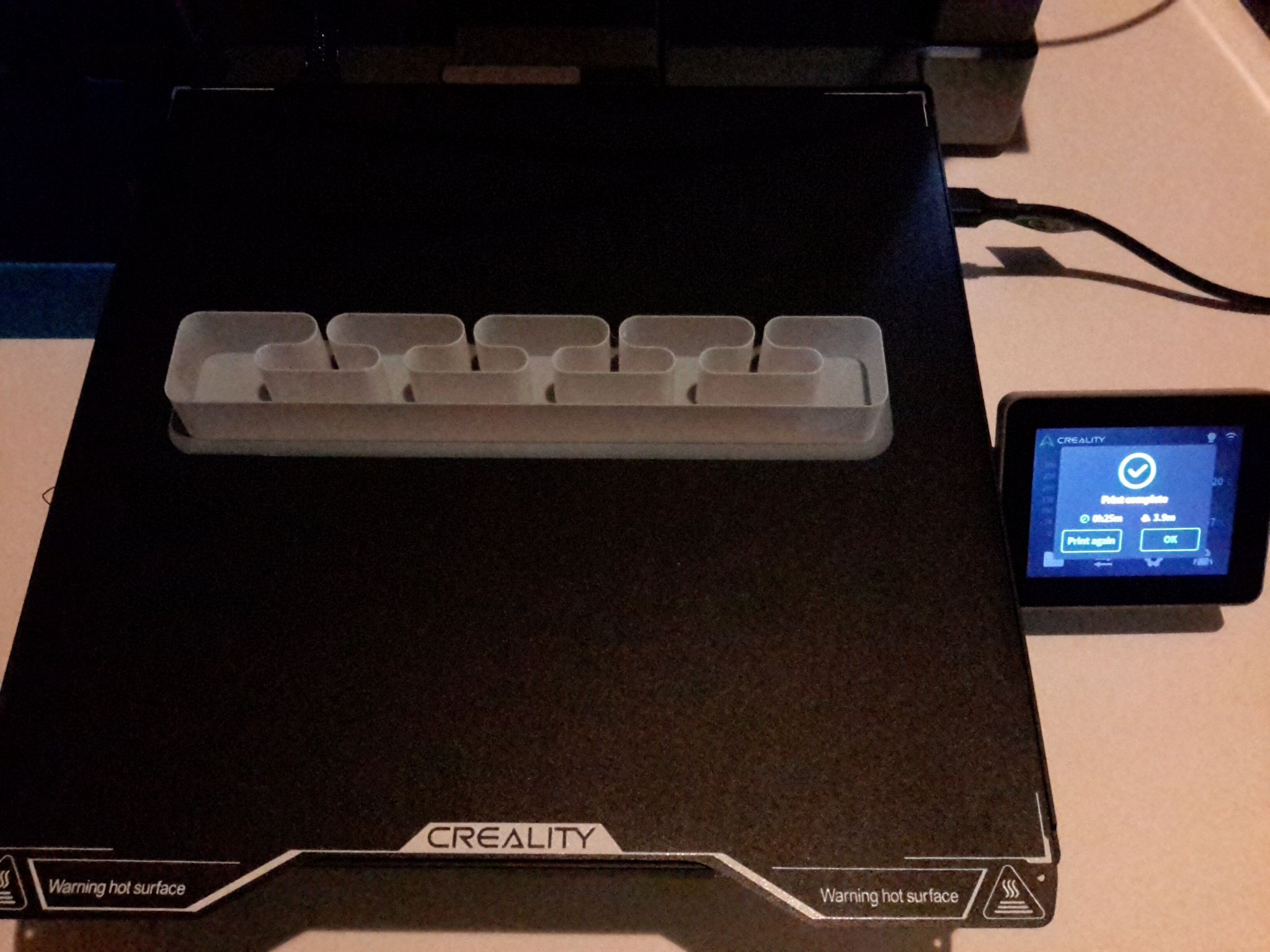
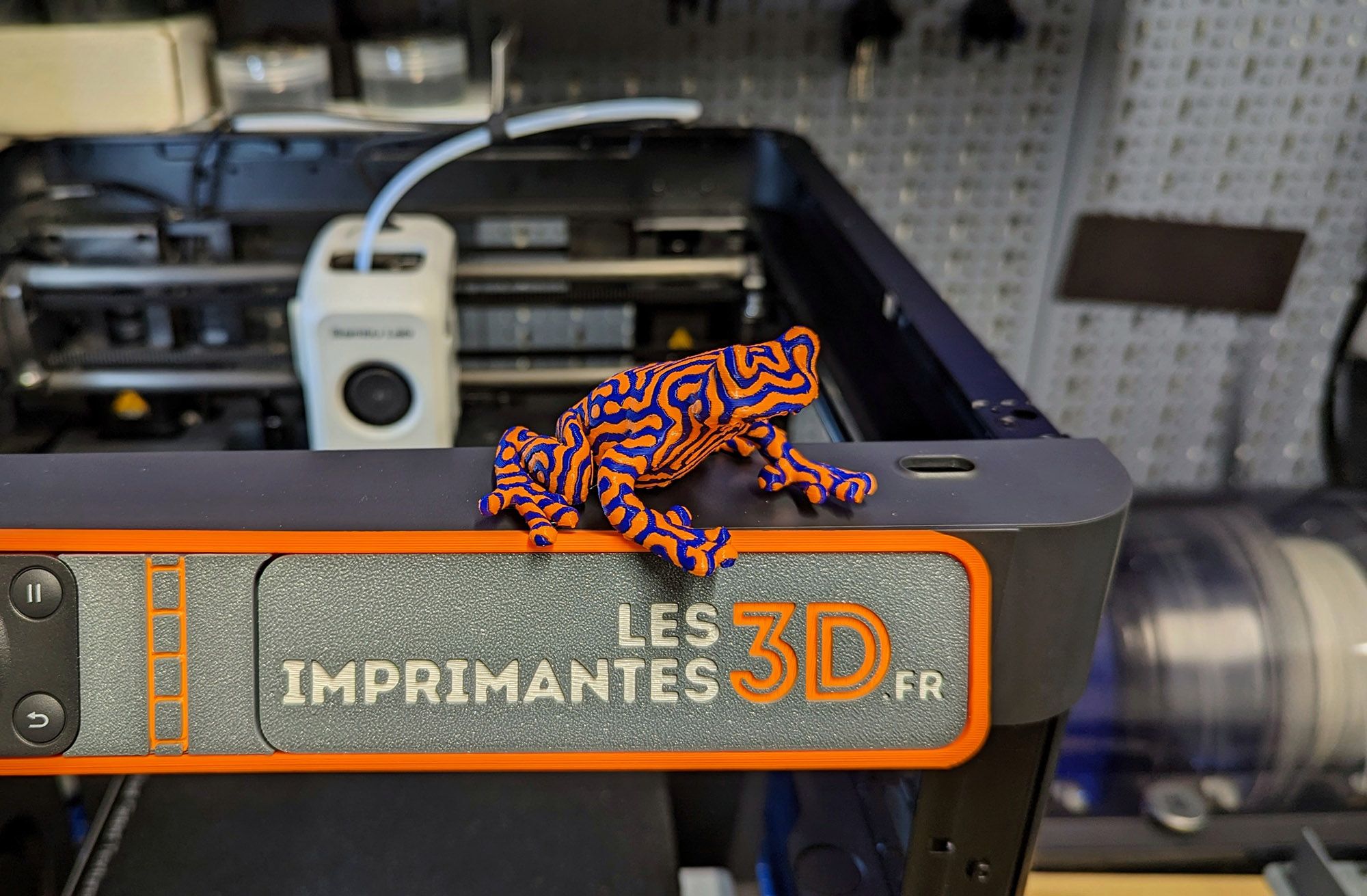
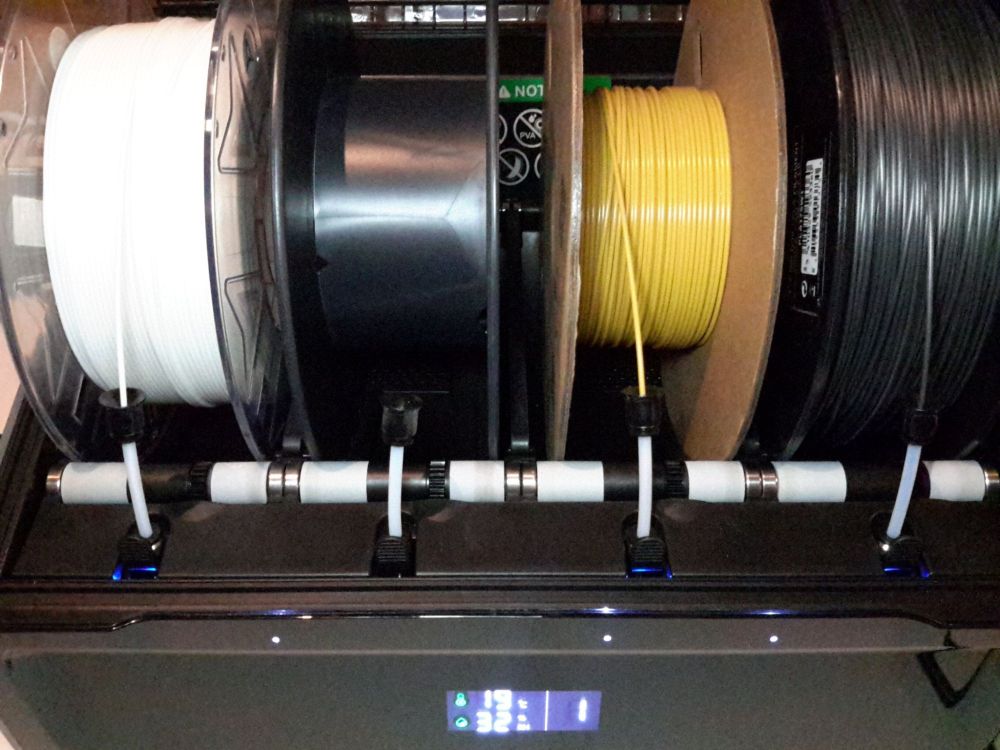
7 heures de print et un paquet de changements de filaments plus tard, le splitter a bien fait son taff et la grenouille a pris vie
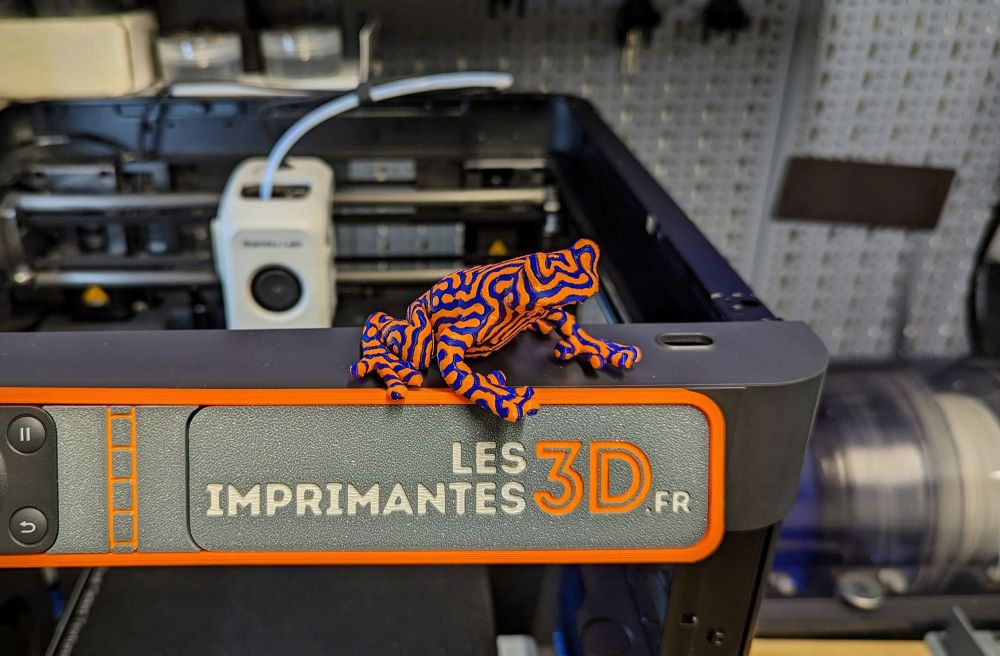 1 point
1 point -
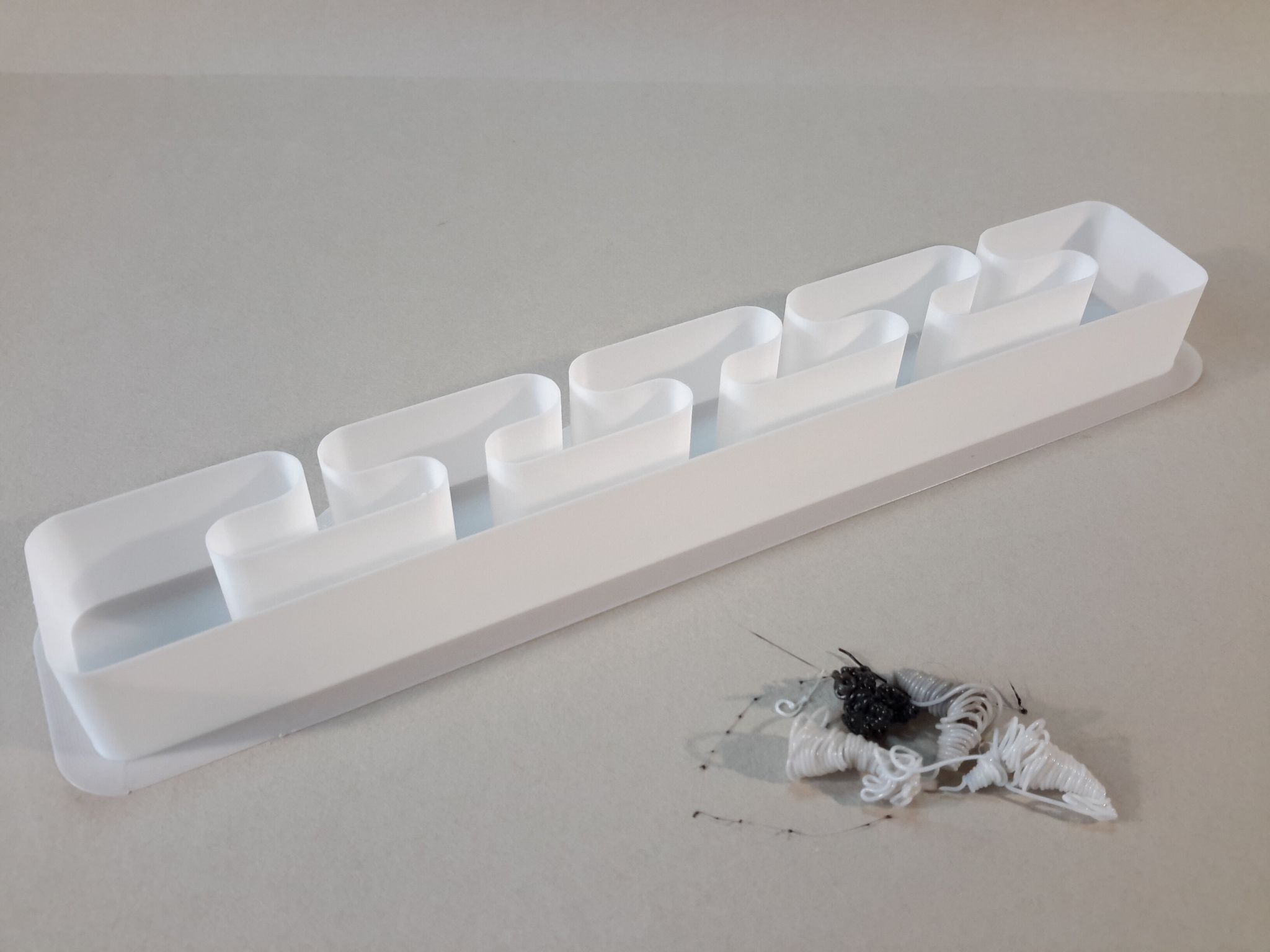
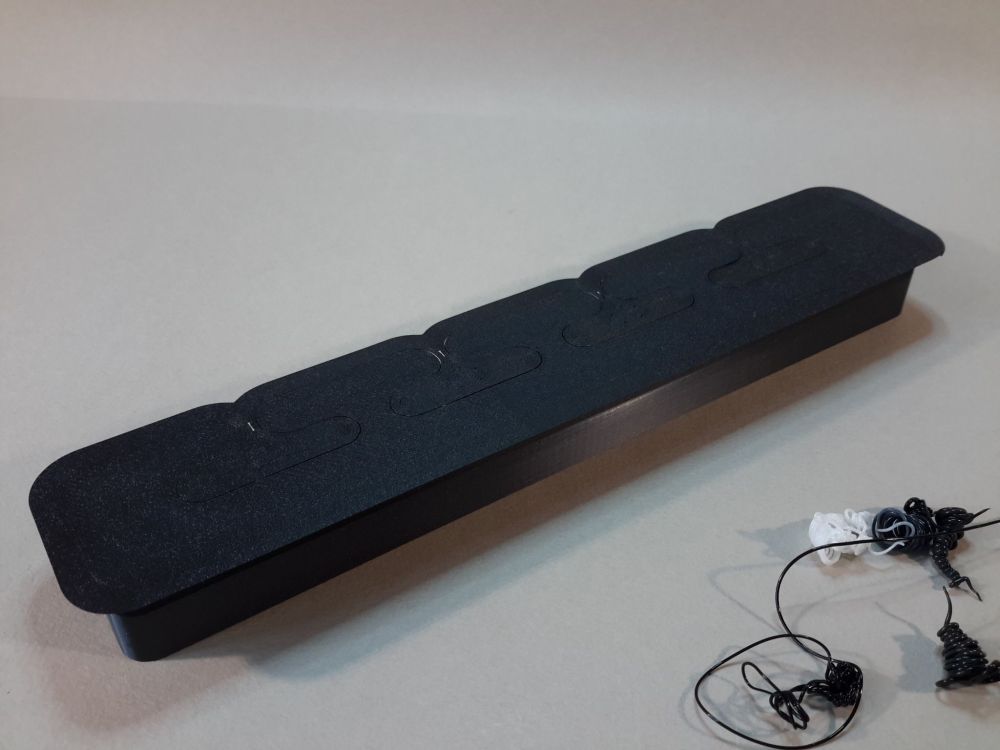
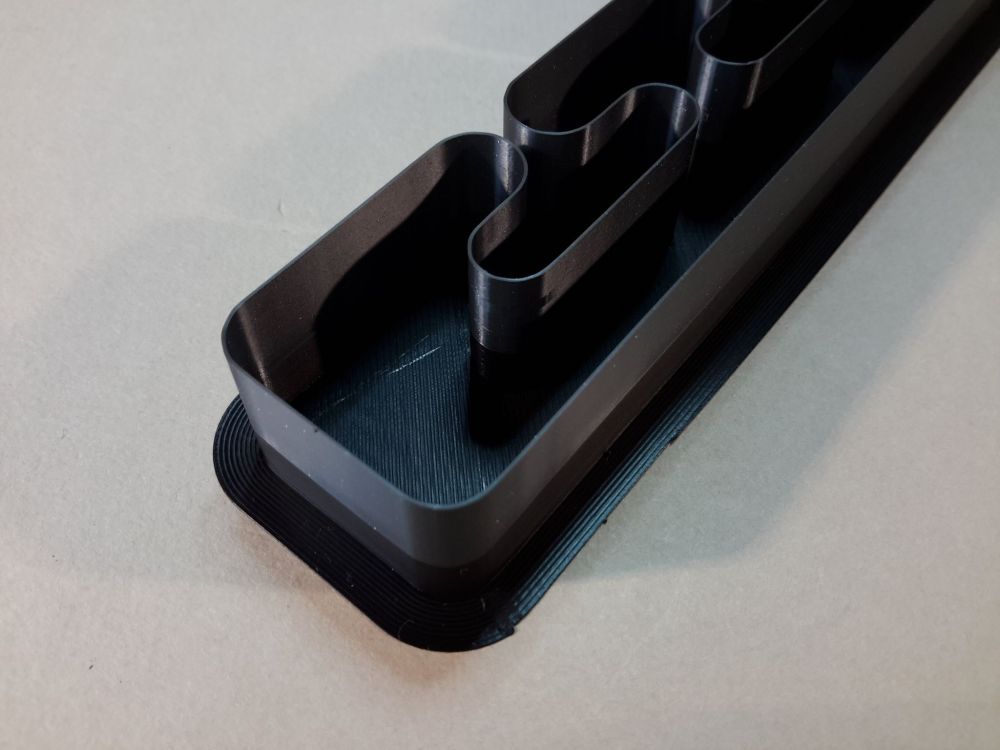
Mine de rien ça commence à faire pas mal de possesseurs de X1/P1P sur le forum Si jamais ça peut intéresser quelqu'un, j'ajoute aussi mes deux modèles que j'ai posté sur Printables (si vous voulez que je fasse des modifications n'hésitez pas) : Une boite pour stocker les pièces détachées (on peut y stocker les pièces du cadeau Kickstarter). On peut y mettre des têtes complètes, des buses, un extrudeur, le bâton de colle et les petits sachets livrés avec : lien printables Un support de plaques à fixer sur un mur/bureau/ce que vous voulez. J'ai fait en sorte qu'on puisse y faire tenir des plaques classiques et également les stickers encore emballés dans leur carton sans que les plaques classiques ne tombent : lien printables1 point






































































































-.png.d261a8cde08952dd4ef3d474f4c8eb6a.png)
-.png.aab9dc9e1623a47377dcfce8123a1507.png)