Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/04/2025 dans Messages
-
Ca avance.
 4 points
4 points -
Bonjour, Désolé de te décevoir mais tu n'as pas de nivellement automatique sur ta machine. Tu as juste un capteur qui permet de mesurer les défauts de planéité afin de les rattraper pendant l'impression en corrigeant l'altitude de la buse. Ce système très pratique ne doit pas cependant permettre de s'affranchir d'une mise à niveau physique du lit : ici tu as plus d'un demi millimètre entre le point le plus bas et le point le plus haut de ton lit, c'est énorme. 1) fait un tramming, c'est à dire qu'avec la méthode de la feuille de papier, tu mets au même niveau tes 4 coins (ou par le menu et ton palpeur si tu as cette fonction). 2) tu règles le Z-offset 3) tu fais un mesh du lit 4) tu t'assures que le mesh est bien rappelé après le auto-home et avant le début de l'impression dans le gcode "avant " de ton slicer. Et si après tu as toujours ce problème, il se peut cela vienne du débit qu'il te faudra calibrer.2 points
-
@Bricoducat ça reste quand même plutôt du bricolage ... Sinon je suis d'accord, parfois avec certains filaments, même après refroidissement du plateau, il faut un peu forcer pour décoller la pièce, donc dans ce cas ça pourrait fonctionner ... mais il faudrait en être sûr ... (ceci étant je n'ai jamais attendu une nuit complète avant de récupérer la pièce, donc peut être qu'après 30m, elle est toujours attachée, mais qu'au bout de 8h, elle aurait fini par se détacher ?) De mon point de vue, je veux bien tenter le coup en cas de souci, pour ne pas perdre une impression assez conséquente et déjà bien avancée. Par contre je ne m'aventurerais pas à le considérer comme une règle et à le faire de manière plus ou moins systématique. C'est clair que le processus FDM est looooonng ... donc si on cherche des pièces conséquentes, faire tenir ça entre le lever et le coucher ... c'est compliqué.2 points
-
Salut Pas sur que l'on puisse parler d'info contradictoires. D'un coté on a: CFS is compatible with most materials of medium hardness, such as PLA, PETG, ABS, PLA-CF, PET, ASA, HIPS, dried PVA, BVOH, etc. De l'autre: To avoid filament jam, do not use TPU or PVA(wet) and BVOH(wet) for printing; Dans les 2 cas pas de TPU ou de filament flexibles (medium hardness). C'est le cas avec la majorité des CFS/AMS. Sauf avec des TPU plus rigides comme le 98A. Et encore à tester. Et pour les filaments PVA et BOVH qui sont très sensibles à l'humidité, il est conseillé ne pas les mettre dans le CFS lorsqu'ils sont humides (wet). Par contre une fois séchés (dried) ils peuvent être utilisés dans le CFS. Pour info il est également conseillé de sécher le TPU avant de l'utiliser même sans CFS/AMS A+ JC2 points
-
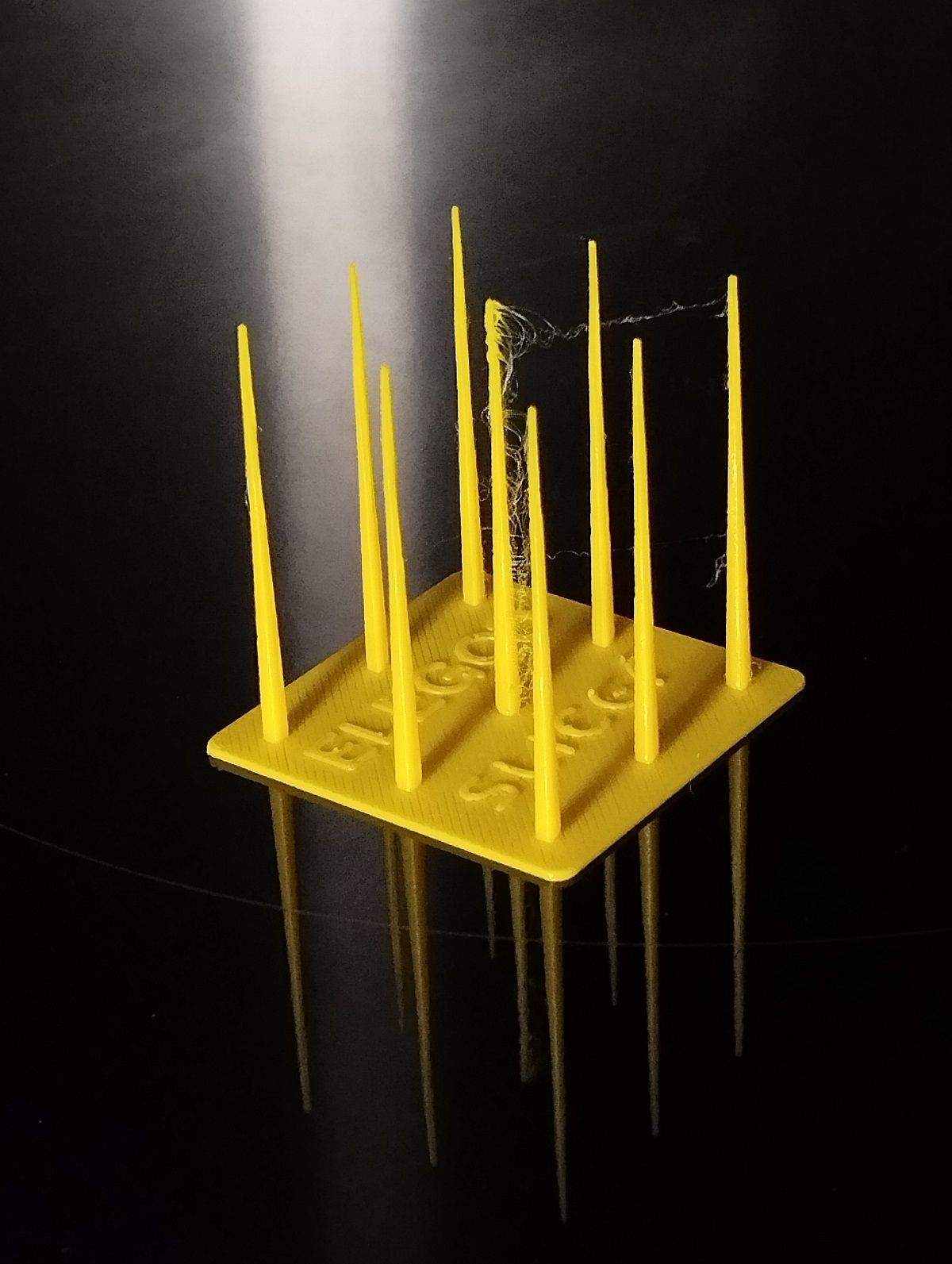
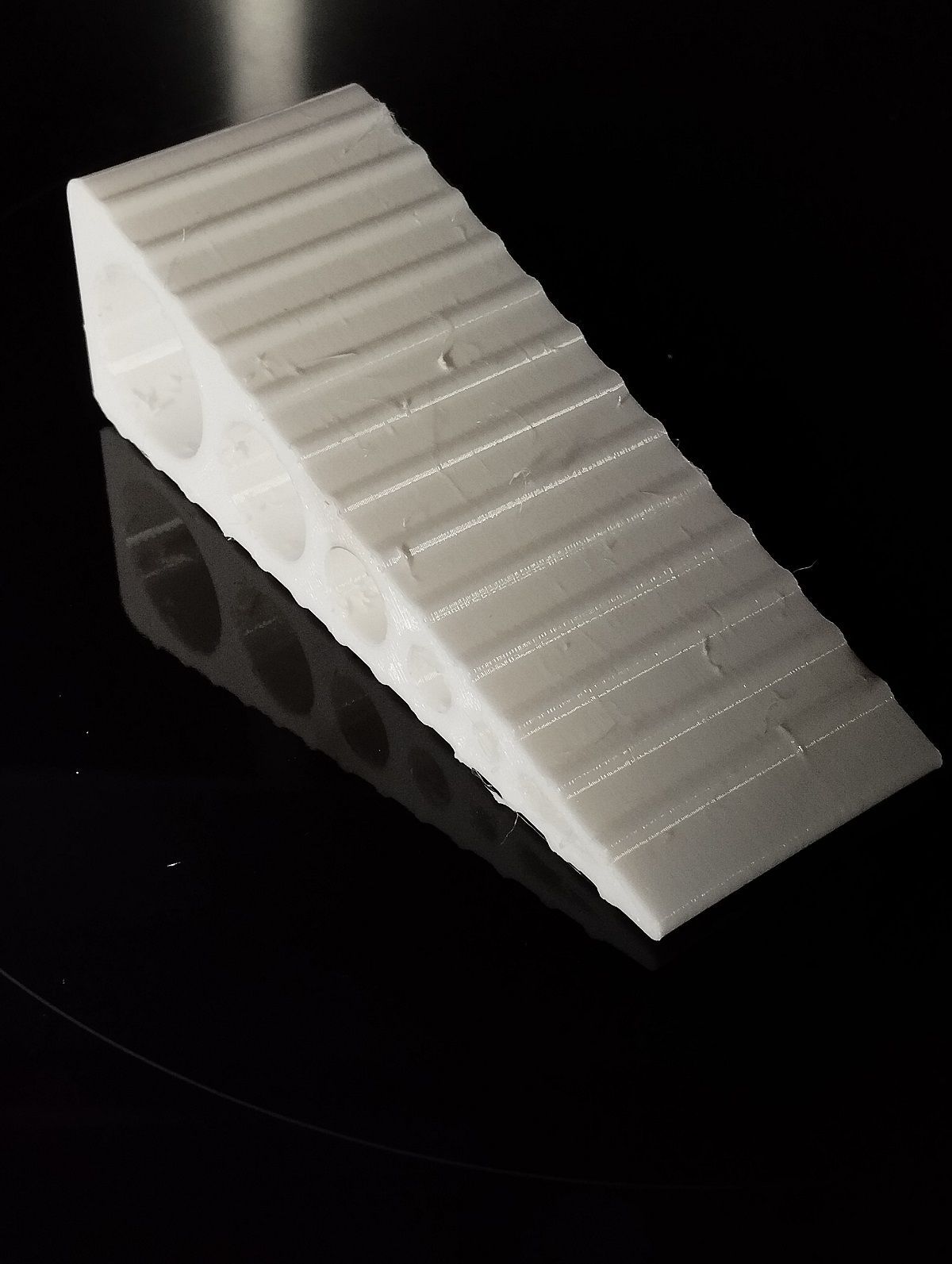
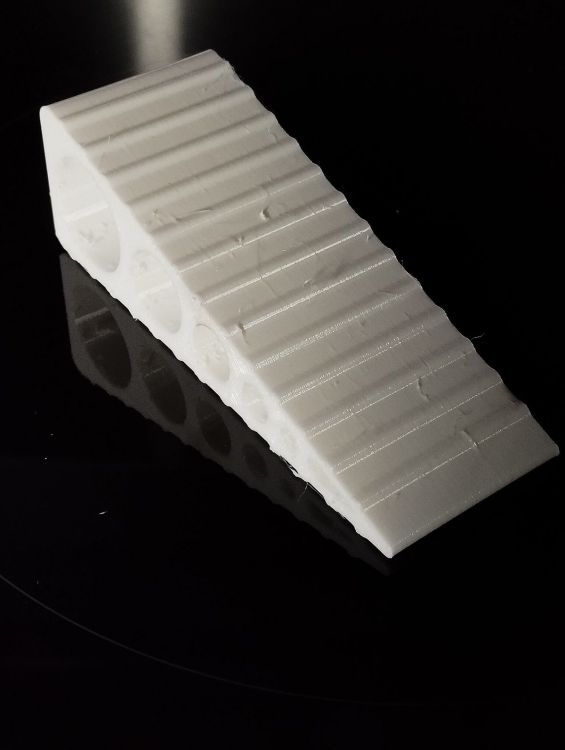
Salut la meute Pour les possesseurs de Sunlu S2, ou autres sécheurs plus ou moins bien ventilés , j'ai imprimé cette pièce qui permet d’entrouvrir le couvercle pendant le séchage et grâce à son système de charnière, de le laisser fermer à l'abri de la poussière quand il ne sert pas Le modèle est dispo sur MakerWorld https://makerworld.com/en/models/226873-sunlu-s2-wedge-with-hinge#profileId-731836 et sur Printables https://www.printables.com/model/498898-sunlu-s2-adjustable-wedge A+ JC

 2 points
2 points -
Pour sourire, l'imprimante 3D neuve la moins chère serait-elle une Creality Ender-3 de première génération ? Elle se vendait à la pelle en 2018 et le constructeur en a encore quelques unes à refourguer. A l'ère du tout automatisé, qui voudrait encore d'une Ender 3 en 2025, même à 99 € ?1 point
-
C'est fait1 point
-
k2-extruder v3.STEP Le voici, c'est pas du fusion mais du freecad. J'ai eu un bug du cuter de filament, j pensais que c'etait dû a mon mod mais non, une impureté l’empêché de revenir. D’où mon partage de ce soir. Sinon j'ai eu un gros bug ce soir avec la tête d’impression qui a taper fort sur la droite et a forcer pour partir sur la droite pendant 10 secondes avec un bruit impressionnant jusqu’à coupure, seule et rallumage. J'ai éteins 10 minutes et rallumer, relancer une calibration, tjrs erreur CA2716..., et c'est repartit. Pas rassurant. J'ai fais ma demande vendredi au support d'un extrudeur, c'est laborieux, j'avais tout mis dans la demande sauf la vidéo et ils redemandent tout aujourd’hui. Bref pas sérieux ni rapide.1 point
-
C'est-à-dire, qu'as-tu fait exactement ? Un très léger coup de clé ou de tournevis peut contraindre (ou libérer) un assemblage mécanique.1 point
-
Désolé, je ne connaissais pas suffisamment ta machine. J'aurais pu croire aussi à un décalage entre les 2 axes Z mais ça n'explique pas tes mesure... As-tu essayé de contacter le SAV de Creality ?1 point
-
Sauf erreur de ma part, il vaut mieux faire les vérifications et étalonnages à chaud.1 point
-
Le mieux c'est de le changer, il n'y a pas des promos chez courvite en ce moment1 point
-
@JoOjCe n'est pas le même cas de figure. L'arret de la machine n'est pas dû à une coupure d'alimentation, mais a une pause . Je ne suis pas sûr que durant une pause la dernière position est sauvegardé de la même manière que durant une coupure. Si l'on suit la logique, durant la coupure, la dernière position sauvegardée est celle du parking et pas la dernière position d'impression.1 point
-
Sur la Ender 3 V3 SE, tu n'as pas de molette pour corriger les défauts du plateau, après tu peux juste regarder si les vis qui tiennent le plateau sont serrées comme il faut, mais tu as dans le coin avant gauche un capteur de pression pour un z-offset automatique. Les écarts de mesh ne sont pas négligeables, mais la correction de leveling doit faire le boulot sans soucis. Tu n'as pas indiqué tes vitesses d'impression ? Car avec une buse de 1 mm, il faut que le chauffage de la Hotend suive, ce n'est pas une tête supervolcano. Juste pour mémoire ,1 point
-
Après pour des supports qui s'enlèvent bien, tu peux tenter PLA et PETG, cela marche dans les deux sens. ou juste l'interface du support par exemple en PETG pour du PLA (ou vis versa), pour avoir moins de changement de filament. @Moucklee a fait des posts sur le sujet.1 point
-
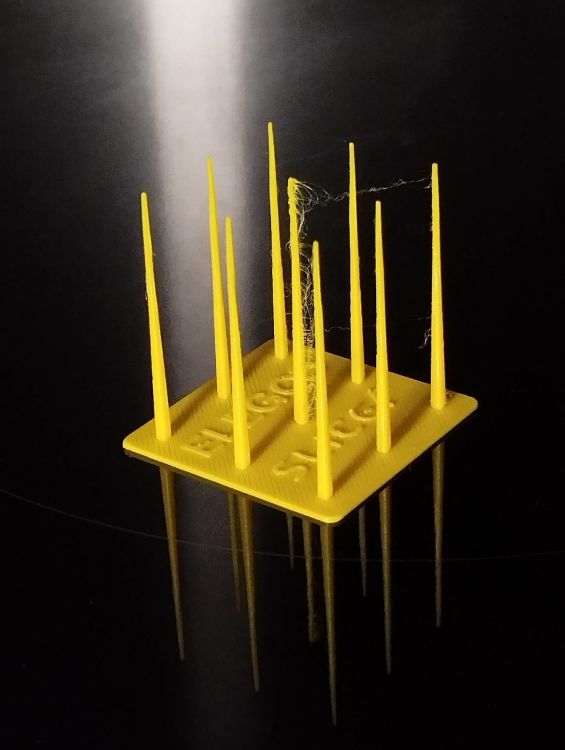
@Savate @Funboard29 J'ai passé l'am à essayer d'imprimer cette petite pièce , que j'ai retravaillé sous fusion pour le Endstop effet hall. trouvez la pièce !!!Elle se cache à 3 endroits !!! A chaque fois le haut était trop chaud et s'écrasait !!! J'en ai déduis qu'il n'y avait pas assez de refroidissement entre 2 couches ... Il a fallut que je réduise la T°de buse de 245°C à 220°C, et le temps de couche à 0.2s et ventilo à 100% !!! Bon la pièce est superbe ... restera à régler la 1ère couche toujours un peu trop écrasée ... et ces cochonneries de couture !!! On en voit quelques points par ci, par là !!!

 1 point
1 point -
Salut ! J'ai tiqué sur ce point, la planéité "avec un niveau". Il est pas impossible que cette méthodo soit pas appropriée, et qu'elle explique pourquoi tu as le même souci sur les deux imprimantes. Je m'explique : Mon point de départ, c'est qu'il me semble que tu as une première couche pas assez écrasée en bas à gauche de l'image (ou alors c'est une illusion d'optique, mais on dirati qu'on voit entre les lignes ?) et une couche un peu trop écrasée en haut (les vaguelettes) Ca indiquerait donc que ton plateau n'est pas plan. Trop bas en bas à gauche, trop haut là où il y a les vaguelettes. Or la planéité du plateau se règle par rapport à la tête de buse. Si tu le fais au niveau à bulle, et que ton imprimante n'est pas exactement dans le plan (a cause de ton meuble, ou juste par conception), le plateau sera aligné sera aligné par rapport à la terre, mais pas forcément par rapport à ton imprimante. A fortiori, je suis pas sur qu'un niveau à bulle soit assez précis, puisqu'on parle d'écart de l'ordre du dixième sur 30 cm. Et si tu as réglé tes deux imprimantes de la même manière, et qu'elles sont sur le même meuble, il est fort probable que l'écart créé par cette méthode soit exactement le même, et donc que tu ais des défauts d'impression similaires. Tu peux tenter de jouer avec les babystep z sur le début d'impression pour voir si ca influe positivement sur ta qualité d'impression. Si ca fonctionne, un petit coup de molette pour rectifier la planéité et ca devrait le faire. La colle / laque, c'est intéressant aussi, mais j'ai l'impression qu'il y a d'autres défaut à corriger avant.1 point
-
Bonne voir excellente idée, je vais tester ça prochainement1 point
-
c est bon j ai réparer , en faite la 1 er piste du moteur (voir photo) était casser . Avec un fil j ai ressouder la piste , et le moteur tourne comme avant . J ai fait un test de 30 minute de print et aucun soucis.1 point
-
Bonjour, Je suppose que tu veux parler des vaguelettes ? Si elles sont par la suite recouvertes par d'autres couches, ce phénomène ne se produit que sur les 3 ou 4 premières couches et après tout redevient normal. Par expérience, on peut l'atténuer en baissant la température d'extrusion et en diminuant un peu le flux (flow). Si tu veux parler du coin devant à gauche (en bas de ton image), ça ressemble plus à un manque d'adhésion : avec un plateau de cette taille je ne suis pas trop surpris --> mets un peu de laque ou de colle si tu es sûr de ton levelling.1 point
-
Le Vendée globe ? Marée haute ? Attention aux horaires d'impression Bon, possesseur d'une K1C, la seule fois ou l'impression se "détache" c'est soit avec un fil de merde, mais plus souvent avec un plateau "sale", ou bien une température du bed pas assez élevée (il existe d'autres causes aussi, mé bon) Toutefois cela se "voit" dès la première couche.... (J'avais l'habitude sûrement mauvaise, de nettoyer quand j'y pensais le plateau texturé de la E3S1 avec de l'acool Isomachin) , Mais là..... Le plateau type "A" que j'utilise couramment ( PLA, TPU, PETG accrochent sévère dessus) ne se nettoie pas bien avec le même produit et donc il passe souvent au liquide vaisselle, un coup d'éponge et de l'eau brûlante en rinçage, un petit coup de "sopalin" ensuite et c'est reparti pour trois ou quatre impressions. Je n'ai jamais utilisé de colle, malgré que dès fois j'y pense quant il s'agit d'ôter la pièce en fin d'impression, m'enfin je laisse refroidir et ça passe en suite. Sans ça, je me transforme en testeur de résistante des matériaux à la déformation...... Ou bien, je détache mon modèle à l'aide d'un système de lame de rasoir destiné à enlever la peinture sur le verre.. (J'avoue qu'il faut un certain doigté pour utiliser la chose, qui m'a nicq... 3 plaques déjà....Mais rien ne lui résiste, même pas la plaque ) Bref un plateau type "A" neuf, à une adhérence de folie furieuse, après quelques impressions cela diminue drastiquement. Pour le plateau "B" texturé Creality demande à ce que la température du BED soit augmentée de 10°C par rapport à l'habituel, Peut être que cela évitera au "Benchy" de prendre la mer EDIT : Il m'est arrivé de perdre des impressions, malgré un plateau parfait, surtout dans certaines pièces hautes et à "hautes" vitesses, la K1C semblant être affectée d'encéphalopathie spongiforme, , je l'ai vacciné en réduisant sa "prestance" sans diminution notable de la qualité d'impression, mes angles restant toujours des angles....en plus j'ai moins de traces "fantômes"....1 point
-
99€... pour un set complet de pièces détachées, c'est pas mal non ? Blague à part, c'est ptet pas une si mauvaise idée pour un ado bricoleur bien accompagné ? En fait, cette imprimante, je la vois comme un outil d'apprentissage. Avec une imprimante comme ça : on est bien obligé d'aller comprendre le fonctionnement de l'impression 3D en se noyant dans les réglages on est amené à bricoler de l'électronique en cherchant à y mettre des ventilo silencieux, des leds, etc on est amené à jouer avec du code, à la passer sous klipper, etc. + tous les bienfaits d'apprendre à concevoir, etc. qu'on retrouve bien sûr avec n'importe quelle imprimante. Ma réflexion viens d'un article que j'ai lu il y a un moment maintenant : https://nicolaslegland.wordpress.com/2013/08/15/les-enfants-ne-savent-pas-se-servir-dun-ordinateur/ Partant de là, je me dis que j'essaierai de donner des vrais bases à mes enfants, et je trouve qu'une imprimante 3D c'est un objet marrant pour çà. Et si elle coute 99€, c'est encore mieux parce qu'on a moins "peur" de la casser en bidouillant de partout. Mais bien entendu, en dehors du cas que je décris, il est évident qu'acheter cette imprimante, même pas cher, c'est probablement se préparer à passer plus de temps à la bricoler qu'à imprimer réellement.1 point
-
Perso je ne l'achèterai pas, mais au passage ça nous met un coup de vieux1 point
-
ils sont sympa chez Creality Le PEI texturé se nettoie avec du produit à vaisselle et une éponge propre, ensuite bien rincer à l'eau chaude et pour finir essuyage avec un sopalin propre et ne surtout pas remettre les doigts dessus1 point
-
Bizarre quand même ! Je n'ai pas la K1C mais il me semble pas dans les posts du forum qu'il y ait besoin de colle. Tu es peut-être tombé sur un plateau qui a pris du gras en usine, mais la feuille plastique pelable de protection aurait du le protéger. Sûrement besoin du grand nettoyage de printemps !!1 point
-
On trouve des valeurs par exemple pour les chaussettes silicone pour les Mosquito de Slice engineering, 300°C, et elles ne sont pas données 12€ 3djake 6$ US Hors taxe (fabricant) et bientôt beaucoup plus. car Taiwan > US> Europe. Pour leur tête rapide qui monte à 500°C c'est en aluminium. Bon la tête toute seule vaut le prix d'une imprimante 400$
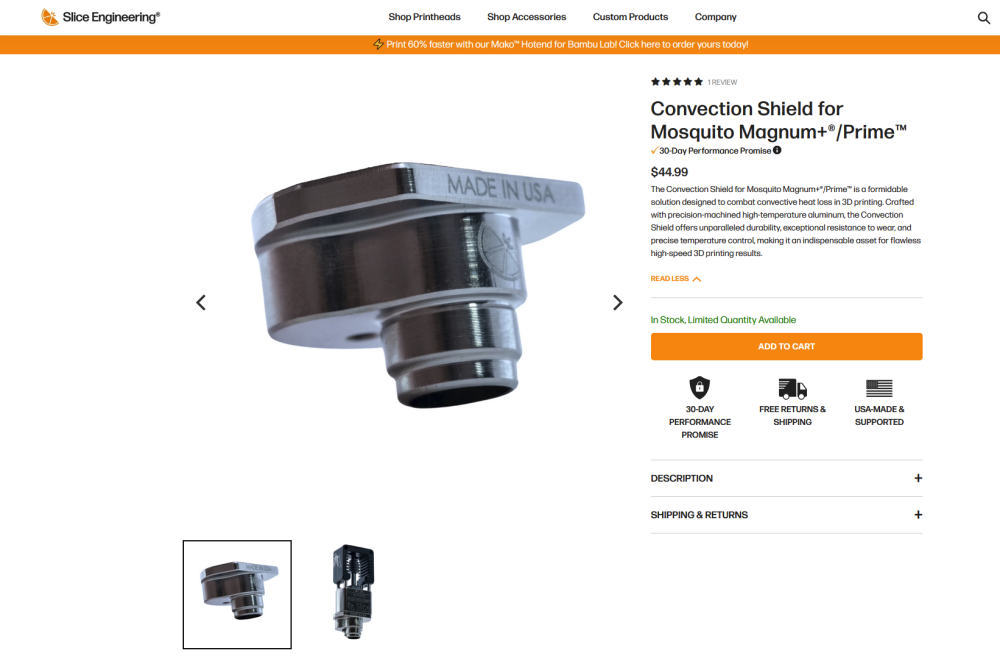 1 point
1 point -
Vu que la résistance est englobée dans la céramique entourée par la chaussette. Après stabilisation à 325°C, la face interne de la chaussette va être très proche de 325°C.1 point
-
@Skizhoo, je pense que tu n'as pas compris, rien ne te concerne.1 point
-
Des tests, des nouveaux produits, des produits repoussés, découvrez l'actualité de l'impression 3D de la semaine ! https://www.lesimprimantes3d.fr/semaine-impression-3d-483-20250406/1 point
-
C'est avec ce genre de réflexion que tu dégoutes beaucoup de monde...1 point
-
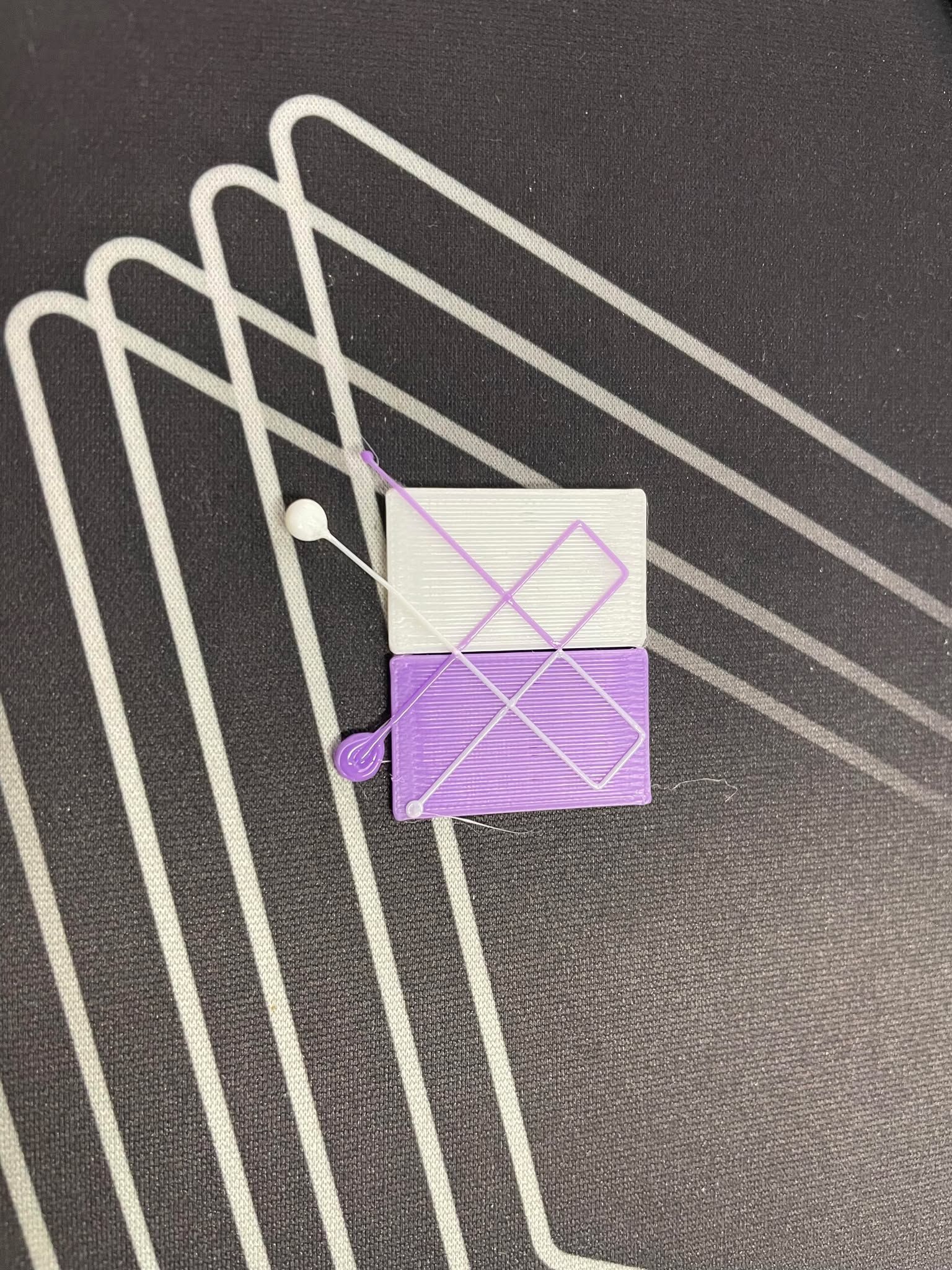
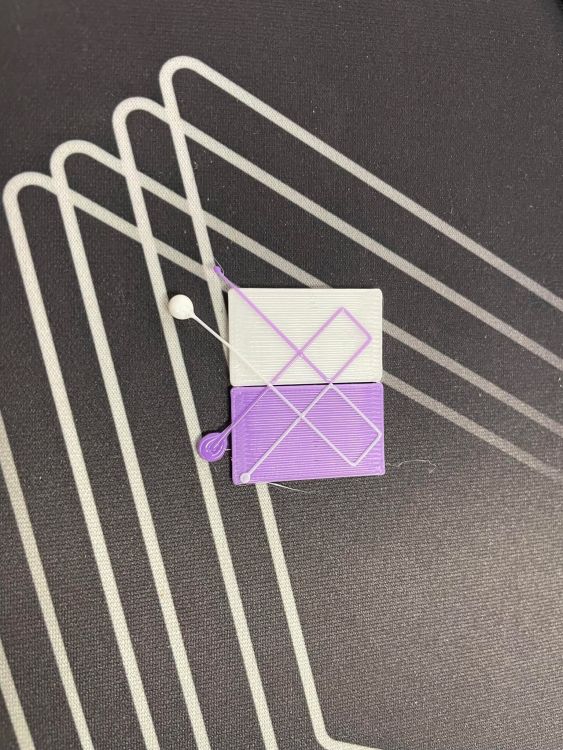
Petit retour après environ 20 h de travail, Pour l'instant, je n'ai pas pu exploiter la double buse, car je dois terminer une grosse commande… Donc après avoir fini les diverses étapes de calibrages, j'ai mis au travail la H2 avec ces deux vieilles soeurs P1S… La H2 imprime bien, vraiment bien. Par défaut, je baisse toujours un peu les accélérations et les vitesses de mes machines ; pour mes travaux, je ne cherche pas le gain de temps, je cherche la qualité (et accessoirement, je ne veux pas des avions dans le bureau pendant que je travaille ou que je dors). Elle est tellement plus silencieuse que mes P1S… les ventilateurs ne font vraiment pas beaucoup de bruit par rapport à la génération d'avant, la machine en elle-même est également plus silencieuse, la seule chose que j'entends c'est quand elle fait un mouvement rapide d'un point A vers B… pour le coup, elle me fait un peu penser à mon l'A1mini, mais avec des ventilos encore plus discrets ! Ensuite, pour revenir sur l’histoire que j’ai mentionnée quelques commentaires plus tôt sur le système de « calibrage précis des buses », je m’attendais à ce que la machine fasse une batterie de tests et une pièce de validation, mais en réalité, elle imprime 2 x carrés sur lesquels elle va croiser des lignes, puis « analyse » tout ça avec sa caméra et valide (caméra sur la tête de l’imprimante j’ai l’impression) Voir ci-dessous cette petite pièce de calibrage des buses @Moucklee Concernant l'AMS2 Pro il ne fait pas plus de bruit qu'un sécheur de filament classique en action... tu entends un léger bruit de "ronronnement" et encore le mot est un peu fort.
 1 point
1 point -
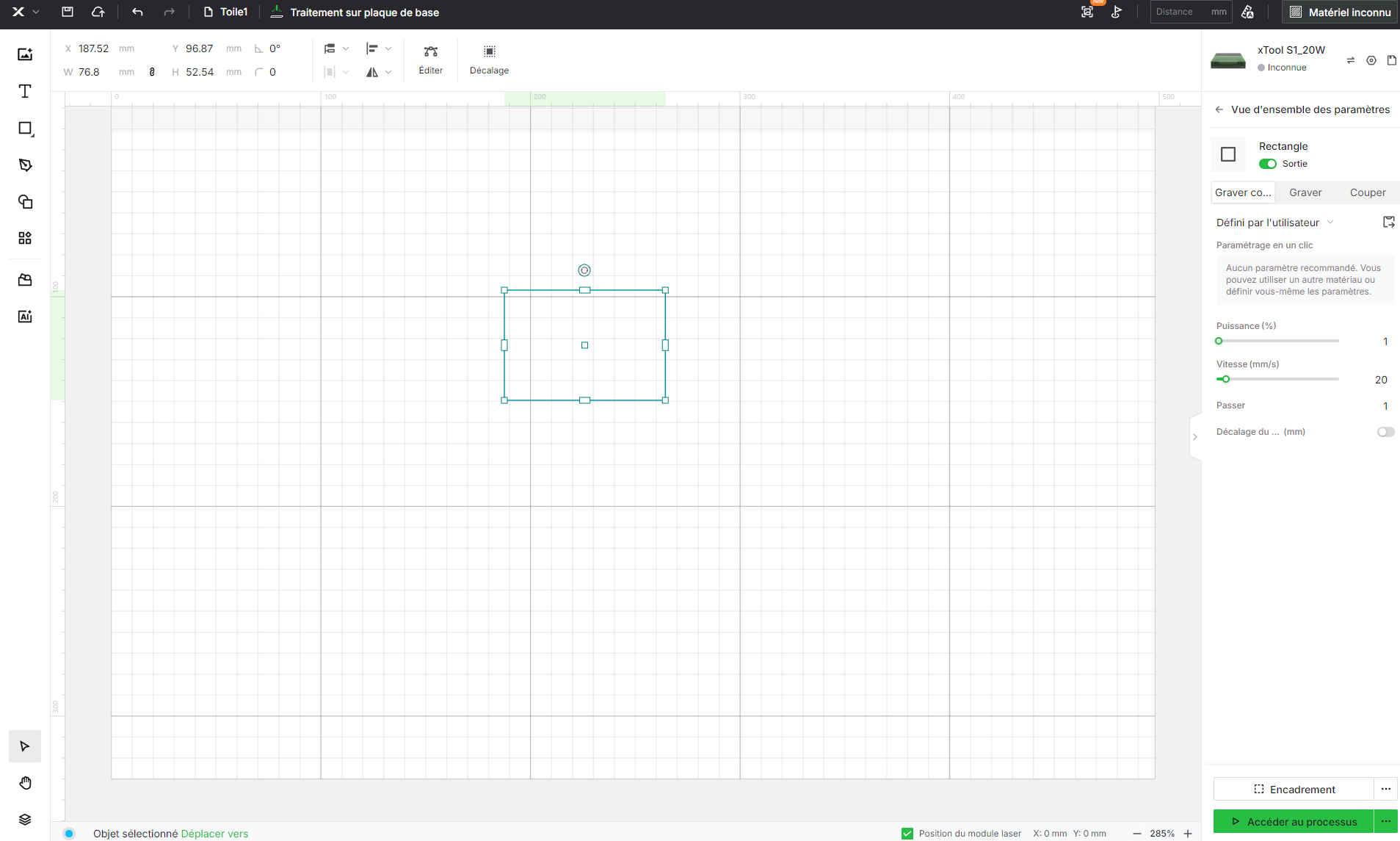
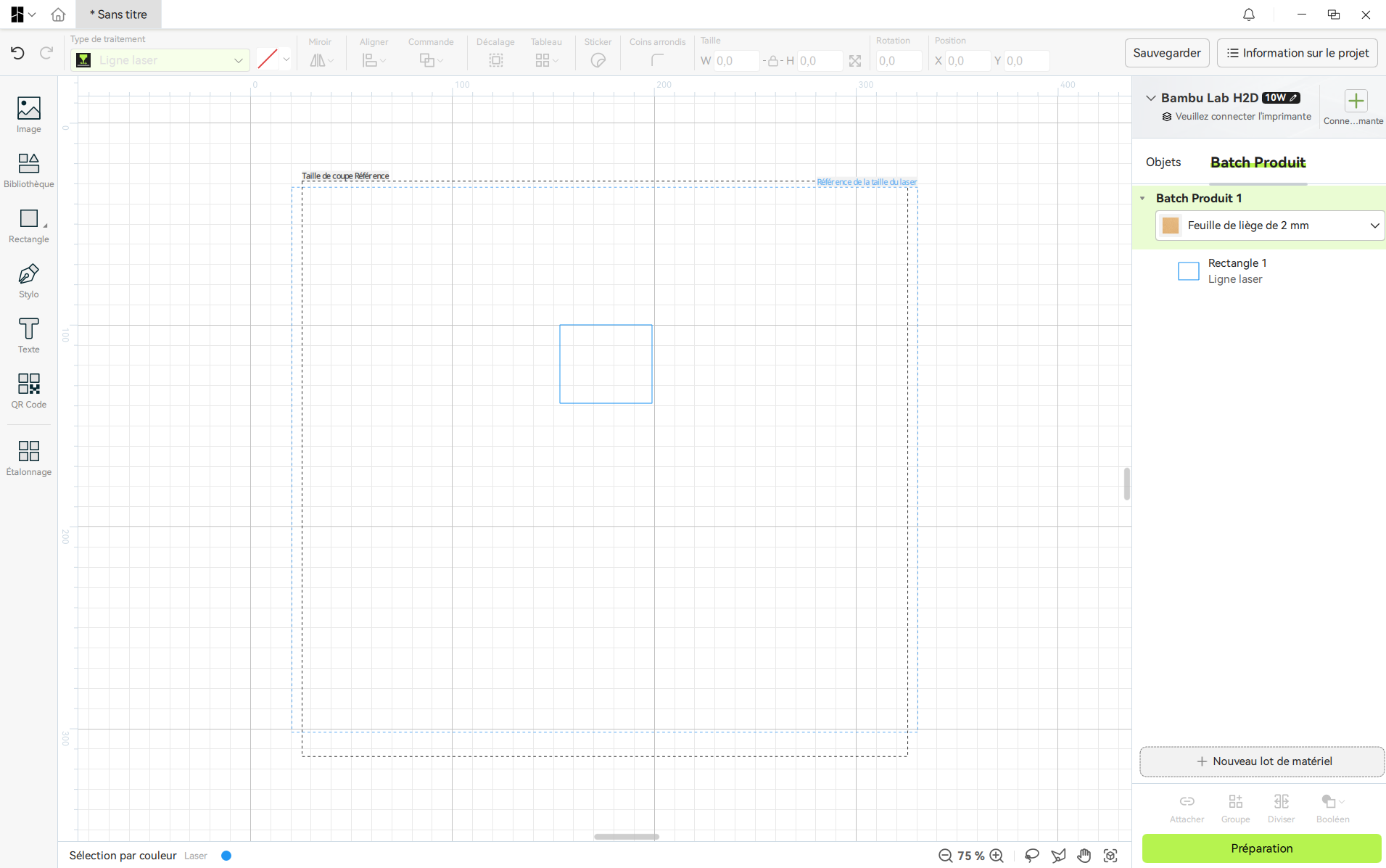
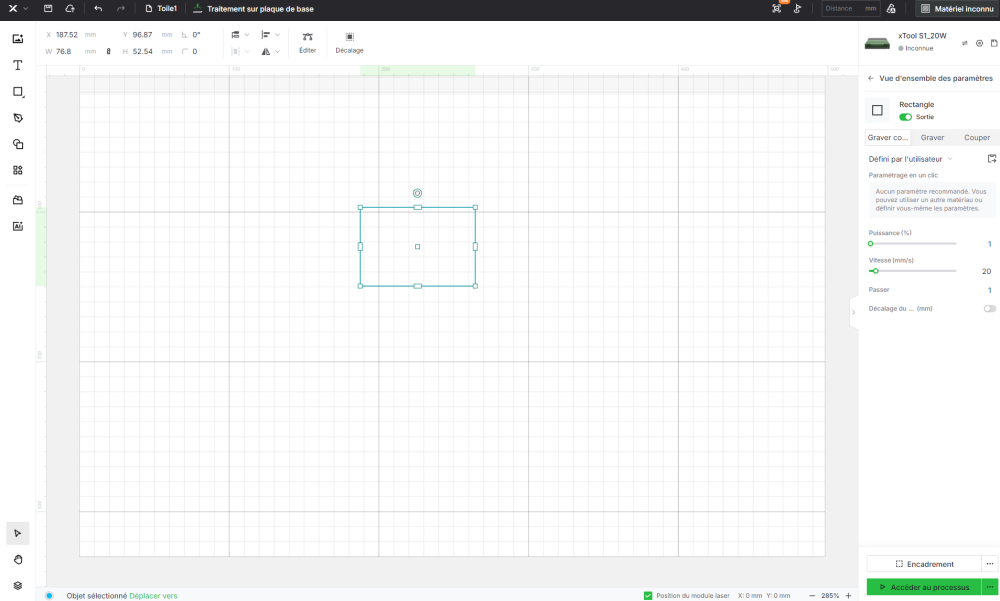
Bambu suite est très proche (en présentation comme en fonctionnement) de Xtool creative space. Les utilisateurs de laser Xtool ne seront pas dépaysés et la prise en main sera très rapide. les deux logiciels ont des bases de matériaux (pour l'instant, forcement plus complète chez Xtool). Le traitement des images importées est également très similaire. Le multicouche est identique.
 1 point
1 point -
Salut C'est pas nouveau mais je viens de voir ça sur Youtube. Une série de tutoriels en vidéo pour tout connaître de Bambu Studio Bon d'accord c'est un peu beaucoup en Anglais... Pas sûr que ça plaise a tout le monde Bon visionnage JC1 point
-
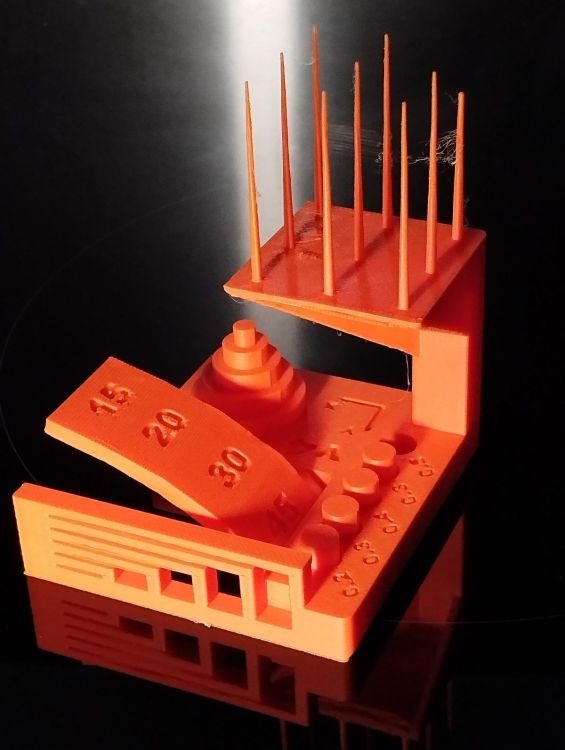
par exemple il y a ceux là mais il y en a beaucoup d'autre plus ou moins complexes un que je trouve sympa également mais qui est aussi très connu c'est le cube voron celui de gauche est en PLA et à droite en ASA alors là je ne peux rien pour toi, moi et la résine ça fait 2 Ben ça c'est au gout de chacun, perso je les imprime à taille d'origine mais rien n'empêche d'en faire un de 20 cm de long Non là je prend suivant l'humer du moment, pour le TPU voici les dernières pour tester l'ABS je préfère tester des pièces plus grandes mais qui ne font pas tout le plateau ex. par exemple les photos ci dessus ont été faites pour l'Elegoo Centauri Carbon que je viens de tester (le test va sortir très bientôt ) Moi avec un nouveau filament je préfère faire des tours de température, un cube de 20x20 et un cube creux pour vérifier le débit... etc



 1 point
1 point -
@V3DP il semble que tu sois un grand amateur d'apple mais faut aussi se tenir à jour, les pc tiennent la route au moins aussi bien que les macs ... En comparant ce qui est comparable ... Un pc à 300 € aura forcément du mal à tenir plus de 10 ans sans ramer à mort. J'ai plusieurs pc qui ont 10 ans et tournent nickel (et pas que pour du web) fusion360 ... Etc Même un sous Windows 11 (patché forcément) qui fait toujours tourner des jeux. Elle est loin l'époque où on les changeait tous les 3 ans ... Que les éditeurs arrêtent de suivre les mises à jour d'anciennes versions ne me choque pas plus que ça, par contre qu'ils bloquent au niveau hardware beaucoup plus !1 point
-
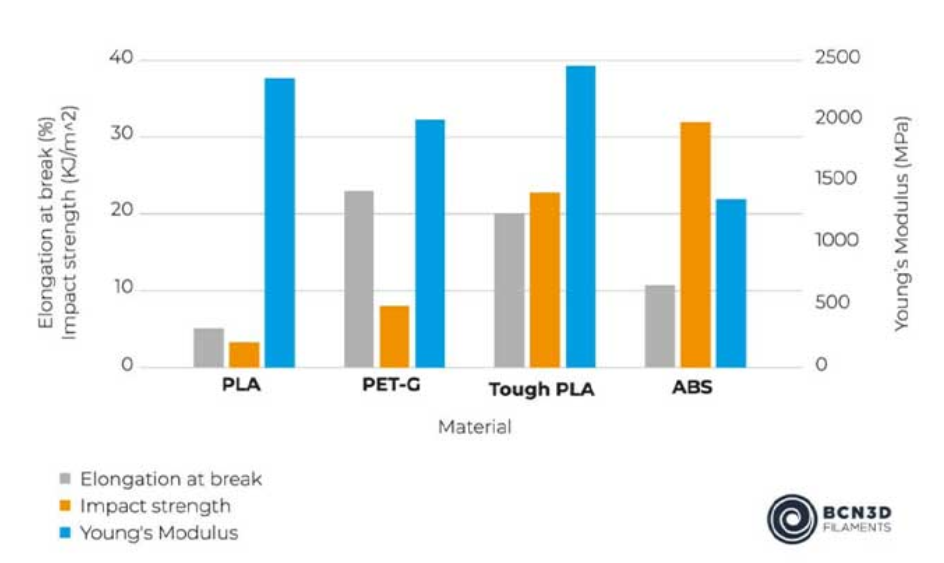
Sinon j'avais partagé ce graphique il y a quelques temps sur le forum, de la société BCN3D. Il compare le PLA / PETG-G / PLA+ (tough) / ABS. Mais je ne retrouve plus la source exacte. https://www.bcn3d.com/fr/ Et j'ai trouvé un test du PLA Meta disant que les températures basses c'est juste de la pub, ça ne fonctionne pas. https://nozzler.io/pla-meta-sunlu/
 1 point
1 point