Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/07/2025 Dans tous les contenus
-
La musique adoucit les mœurs, mais pourquoi juste un tuba ?2 points
-
Salut, Ca bouge quand même le bureau assis-débout, est-ce juste un essai pour le fun, ou une proposition plus perenne ? A+2 points
-
impression en 3H50 en couche de 0.2 mm avec du Pla Silk de chez Ziro sur la Q1 Pro

 2 points
2 points -
quelques éléments de comparaison soit quasi 22 g de moins comme j'imprime sans le capot avant on en arrive à 62 de moins sur la masse la plus en mouvements Je vais refaire un Input Shaper j


 2 points
2 points -
Quand il fait chaud, ont fini tous à poil.2 points
-
@Savate effectivement tout est propriétaire, il va falloir que les makers s'y fassent, tous les produits industriels ont des pièces propriétaires, c'est cela qui fait avancer, sortir des nouveautés dont les autres s'inspirent et les transforment à leur sauce. L'impression 3D est sortie depuis un moment de l'ère du bricolage dans un garage pour passer à celui de l'industrie, c'est grâce à cela que nous avons des machines de plus en plus performantes, facile à utiliser et même esthétique. MAIS, MAIS, Nous sommes en 2025 après Jésus-Christ, toute l'Europe est submergée par l'empire Chinois. Toute l'Europe NON un petit village d'irréductibles makers situé dans la banlieue de Prague résiste encore et toujours à l'empire du milieu. Malheureusement, la vie y est de moins en moins facile, les principes fondamentaux vacillent, des alliances se forment avec d'autres villages lointains. L'ennemi s'installe dans des camps industriels qui ne se nomment plus Babaorum, Aquarium ou Petibonum, mais Ricantonum, Canarlacux et le plus important Rouloprintus. (cela me rappelle une autre histoire)2 points
-
Tout à fait, même le mécanisme de préhension des têtes ressemble comme deux gouttes d'eau. La plus grosse différence c'est qu'il n'y a qu'un seul ventilateur commun pour la ventilation de la pièce. Ils utilisent aussi un "wiper" comme beaucoup l'on ajouté sur leur XL, afin de contrer l'oozing inhérent aux toolchangers. Ca me rappelle qu'un jour Josef Prusa à laissé entendre que la XL serait vendue autour de $1200, on a vu ce que ça a donné... A voir ce que Snapmaker arrivera à faire.2 points
-
eSun, Qidi principalement mais aussi Jayo, Geetech, Ziro, Creality en fonction des promos et des besoins en coloris2 points
-
Une fois le cylindre fait proprement, il était temps d'attaquer le reste des opérations.. Cela veut dire simplement 4 faces, et quelque chose à faire pour ôter toute incertitude dans le centrage de la pièce... La poche de la probe manuelle XYZ livrée par Makera n'est pas utilisable dans tout les contextes: - si la pièce est trop petite, on oublie - si la pièce n'est pas assez haute on oublie - si l'on veut trianguler à partir de plusieurs points, on oublie... Ici, j'avais vraiment besoin de localiser les bordures du cylindre et des parties carrées pour trouver le centre... Le lit de la Carvera Air est isolé (si tant est qu'il n'y a pas de plots de centrage faisant le contact entre la pièce et le dessous du lit), j'ai donc décidé d'utiliser un petit appareil avec une led, d'en remplacer la led par une led rouge et de le détourner avec des fils et des pinces crocodiles... Une pince sur une fixation, une autre sur l'outil, et cela s'allume quand l'outil entre en contact avec la pièce. C'est simple et cela a fonctionné. J'ai donc identifié le centre à partir des bordures intéressantes, et réglé mon offset en conséquence... Ceci m'a permis de percer les trous de centrage et de fixation... Avec l'idée d'utiliser les mêmes trous positionnés autrement dans un stock pour fixer les opérations des faces avant et arrière de ma pièce... Cela aurait été parfait si ma pièce n'avait pas été partiellement soulevée d'un coté quand j'ai percé mes trous... je l'ai remarqué en fixant la pièce au stock, mais j'ai décidé de procéder jusqu'à la fin pour faire toutes les erreurs possibles et éviter de les faire au run suivant... Engravage du logo Ensuite des poches... La première face faite, avec principalement des poches et contours, et un chanfrein pour finir la face... Ensuite il faut retourner la pièce et relancer les même opérations sans l'engravage... Mais comme les trous de centrages n'étaient pas perpenndiculaires au plan de la face, on voit les erreurs... J'ai aussi identifié une autre erreur possible sur les faces inférieures et supérieurs de ma pièce car le stock que j'ai utiliser pour fixer la pièce était plus large qu'annoncé (pas de photos, mais les trous étaient décentrés) J'ai refais la pièce (ça prend pas mal de temps: 7 heures au total)... Et c'était clairement beaucoup mieux cette fois-ci... Ensuite avec une identification correcte de mon origine de travail et le bon offset, il était facile de faire les dernières étapes... J'ai refait les même étapes sur l'autre face, en incluant le réglage de l'origine de travail... Et nous avons finalement une pièce valide... Qui va parfaitement sur le chassis... La transmission étant ciblée pour des pièces imprimées, ce qui me reste à faire ce sont les supports de servo et le système de fixation de la batterie (qui sera différent de ce que j'ai fait sur ST-1)...1 point
-
Il va falloir trouver un juste milieu...1 point
-
Moi également, mais quand je renouvelle, je le fais au moins un mois avant la date d'échéance… ce qui permet d'avoir une durée de 14 mois (12 + 2) de renouvellement .1 point
-
La structure du bureau va pouvoir encaisser les accélérations horizontales (X et Y) sont problèmes, pas de risques de fatigues de la liaison encastrement entre les pieds et les barres verticales. Un découplage des vibrations avec des silents-bloc entre un plateau horizontal et la base de l'imprimante n'était pas une solution possible ?1 point
-
non non @hcl28 c'est tout à fait sérieux l’idée reçue selon laquelle « plus c’est rigide, mieux c’est » est fausse, une structure trop rigide transmet les vibrations au lieu de les absorber ou de les diffuser. Lors d’un changement rapide de direction (jerk/accélération), les vibrations générées (par exemple aux extrémités d’un CoreXY) se propagent dans tout le châssis. Une structure un peu rigide fonctionne comme un résonateur, stockant de l’énergie mécanique. Cela provoque des effets persistants : ghosting (vagues), anneaux autour des coins, ou bavures.1 point
-
fait maison, inox découpé laser, composant ali et tutos internet cela m'a bien occupé pendant le confinement. elle à fonctionnée mais depuis j'ai récupéré quelques pièces dessus.
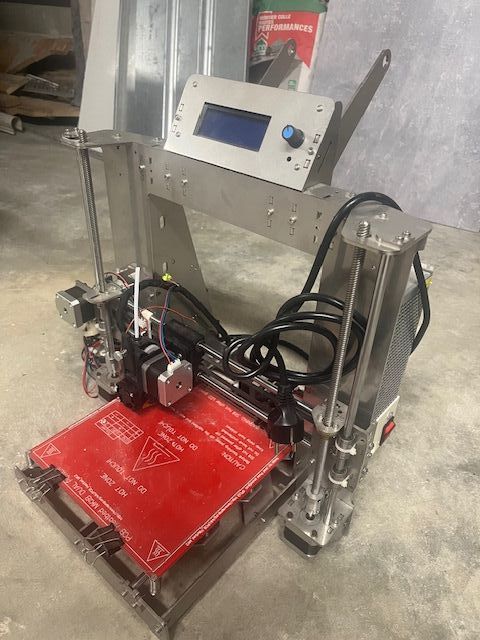 1 point
1 point -
Bigre ! Bon, Vu le nbre de bécanes que tu affiche je pense que tu es de bon conseil1 point
-
pour sécher le filament @pjtlivjy, avec le dryer S4, la température max est de 70° c'est pour cela. pour nettoyer mon plateau, j'utilise un chiffon microfibre avec un produit nettoyant spécial plateau impression 3D de chez Zicleaner (https://rosa3dfrance.fr/products/zicleaner-nettoyant-plateau-spray-250-ml) ah je n'avais pas pousser mes recherche concernant la colle j'avoue. Est-ce que cela à une différence ? (c'est pour comprendre comment elle fonctionne et la différence entre celles que j'ai et celle que tu me dit) car je préfère comprendre pour mieux savoir à l'avenir quoi prendre en fonction du problème rencontré. J'aime énormément apprendre et comprendre pour pouvoir réagir correctement si tu vois ce que je veux dire.1 point
-
l'été il faut maigrir ... enfin si j'en crois certains magasines1 point
-
Bonjour, 2.0.01, la mise à jour s'est fait automatiquement lorsque j'ai lancé Lightburn.1 point
-
Bonjour, je viens d'avoir une nouvelle mise à jour qui répare le problème d'utilisation de lightburn sur petits écrans. Ca fonctionne parfaitement.1 point
-
hélas non @epervier44, l'idéal c'est entre 60 et 70 le minium c'est 50 degrés1 point
-
oui j'avais bien compris mais comme c'est probablement le même ça va s'imprimer crême1 point
-
la toute dernière impression avec ce magnifique filament Ziro qui vieillit bien, 3h 46, 97 g dont 12 g de supports, 110 mm de haut
 1 point
1 point -
super @3DM Impression ok alors le polycarbonate c'est plutôt 80 / 90 degrés pendant 4 à 8 h comment nettoies tu ton plateau ? pour la colle, je n'utilise que du Magigoo il y en a une spéciale PC et ça n'est pas pour rien1 point
-
Bonjour @pjtlivjy pour les réglages, j'ai utilise les réglage de base pour la X1C avec le matériau PC Généric. pour ce qui est du stockage du filament, je l'ai stocké dans une boîte en plastique fermée (pas forcément 100% hermétique). et enfin oui le filament à été séché comme expliqué avec un dryer S4 de chez SUNLU c'est à dire 6 heures à 70°1 point
-
salut @3DM Impression pas de panique partage tes réglages d'impression ? il a un an, stocké comment, l'as tu séché ?1 point
-
Il y a bien le profil du Bambu PAHT CF, mais pas de généric PAHT CF. Je pense que tu peux utiliser celui de Bambu (si les matières se ressemblent et faire une petite pièce de test)1 point
-
comme j'expérimente des solutions pour l'amortissement des vibrations, j'en ai profité pour tourner une petite vidéo pour montrer la réalité d'une impression sous Klipper à grande vitesse ( IKGV ) le sujet est ici : De nouveaux pieds amortisseurs pour mes Qidi1 point
-
on en arrive tous à la même conclusion par des chemins différents, @Jean_Luc a oublié de le remettre, moi je l'ai viré et @Jc2101 veut enlever toute la matière1 point
-
@pjtlivjy, je fais pareil, mais moi je l'ai enlevé pour prendre les mesures et j'ai oublié de le remettre . Pas très esthétiques, mais bon, pas un concours de beauté. Tu utilise quoi comme PLA (marque) ??? Bon, je continu mes Systainers, pour continuer à ranger.........1 point
-
je continue mes expérimentations et avant d'imprimer hier soir pendant toute la nuit, j'ai refais un input shaper les résultats Axe X filtre retenu : 3hump_ei: 94.8 Hz, vibrations : 0.0% → parfait. Autres filtres : zv: 51.6 Hz, vibrations : 2.2% mzx: 33.0 Hz, vibrations : 1.5% ei: 53.2 Hz, vibrations : 0.0% Axe Y filtre retenu : mzv : 44.0 Hz, vibrations : 0.0% → parfait. Autres filtres : zv: 45.6 Hz, vibrations : 6.1% mzv: 44.0 Hz, vibrations : 0.0% 3hump_ei: 78.6 Hz, vibrations : 0.0% alors certains me diront super des chiffres et ? et ils auraient raison concrètement cela se traduit par des coins plus nets à haute vitesse, ça évite le « claquement » en fin de segment très court1 point
-
salut @kristof241 j'ai ouvert une sujet sur les sécheurs de filament : ici 2 options possibles soit un système modulaire soit un sécheur et un stockage dans un boîte ou un sachet les systèmes modulaires, il y a : le polydryer en stockage individuel et le Chitu system ici en stockage double1 point
-
en quelque sorte pour tout t'avouer pour l'instant j'utilise une version ultra light puisque j'imprime sans le capot frontal c'est presque 40 g en moins sur la masse en mouvement
 1 point
1 point -
Ok, @pjtlivjy, tu agrandi le trou de la cheminée .1 point
-
c'est fonctionnel, voici la petite vidéo qui va bien le lien pour ceux que ça intéresse : ici1 point
-
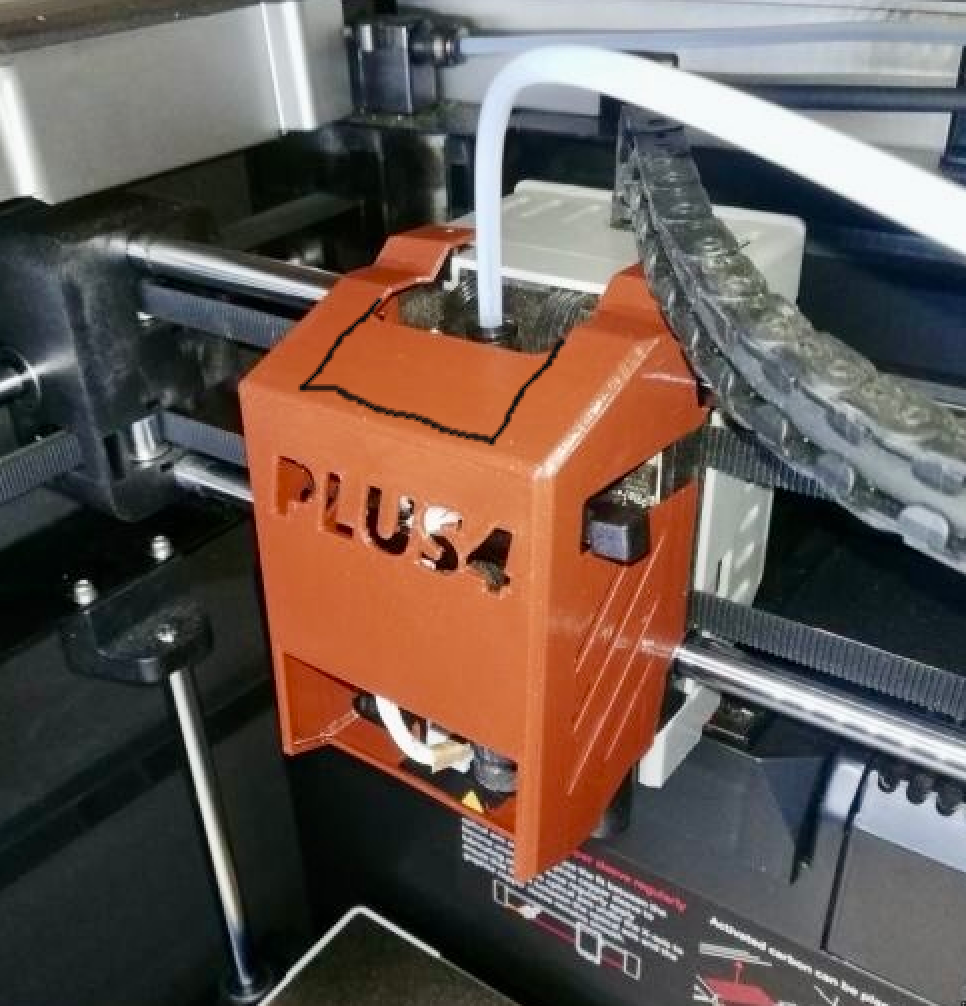
bravo @Jean_Luc ça allège et ça aère mais je parlais surtout de cette zone là en fait
 1 point
1 point -
Bon, j'en ai fais une version allégé, cette ci s'appelle " été 2025 en Qidi "
 1 point
1 point -
Rétractation c'est seulement pour les humains, pour les matériaux, c'est rétraction.1 point
-
Merci pour cette reponse precise . En vivant au bout du monde c'est assez onéreux pour se faire approvisionnement du matériel et du consommable . Il faut donc bien pouvoir chiffer chaque expedition . Concernant des secheurs de filaments , j'aimerais stoker en permanence une 30 ene de bobines .pourrais tu me conseiller une marque ? Il faut que cela me prenne un minimum de volume . Jai climatisé ma piece pour pouvoir descendre a HR 50 . mes imprimantes seront moins abîmées . Cependant il va falloir que j'oriente le flux d'air du split pour pas que je perturbe mes impressions . Merci1 point
-
J'utilise aussi un petit spray c'est le plus efficace et évite le gaspillage1 point
-
@pjtlivjy, tu as vraiment le sens de l'innovation et du partage, de vraies valeurs.1 point
-
le montage est le suivant : l' imprimante avec pieds amortisseurs en TPU, posée sur une dalle de 60 x 60 cm de 20 mm d'épaisseur (poids 5.3 kg - composition : Granulats de caoutchouc SBR (Styrene-Butadiene Rubber) recyclés issus de pneus usagés. Liant polyuréthane), le tout posé sur un plateau d'aggloméré de 12 mm d'épaisseur. Les pieds du bureau assis-debout soutenant cette planche étant eux-mêmes munis de patins épais en TPU pour compléter l'amortissement et assurer un découplage vibratoire du bureau vis-à-vis du sol Ils limitent aussi la rétrotransmission des vibrations qui pourraient rebondir du sol vers la structure du bureau. Le bureau assis-debout, bien que stable, possède une structure métallique creuse. Il peut résonner mécaniquement à certaines fréquences (notamment dans la bande 30–80 Hz). Le TPU, en tant qu’amortisseur à moyenne fréquence, aide à casser ces résonances structurelles internes. Bien sûr l'analyse des résultats du test Input Shaping validera ou pas cette solution
 1 point
1 point -
Bonjour, @pjtlivjy Voici le montage du filtre HEPA en sortie d'air de la QIDI il comporte deux filtres réunis dimensions 82x42x15 mm. Le support prends place dans la grille externe de la ventilation (ni clous ni vis ) A+ Francis
 1 point
1 point -
hm, il n'y a pas de profil générique PAHT-CF dans la BS0 points