Classement



Contenu populaire
Contenu avec la plus haute réputation dans 21/11/2025 dans Messages
-
Enfin fini les 1250 Bonnets de Pères-Noël. Je suis surpris de la qualité de l'écran qui est comme neuf, il faut dire qu'en général les écrans de sérigraphie sont en nylon alors que ceux de Xtool sont en inox (obligé pour la gravure laser). Sur ma lancée, j'ai voulu imprimer les 75 gilets de sécurité pour les encadrants du parcours et là catastrophe, ces gilets ayant des mailles très espacées, la teinture passe au travers et donc la consommation est énorme et le support du dessous est décoré. Je suis passé à la sublimation, qui est efficace et très économique sur ce type de produit. En premier Imprimante Epson F100 sur papier spécial puis transfert avec la presse à chaud Xtool.

 4 points
4 points -
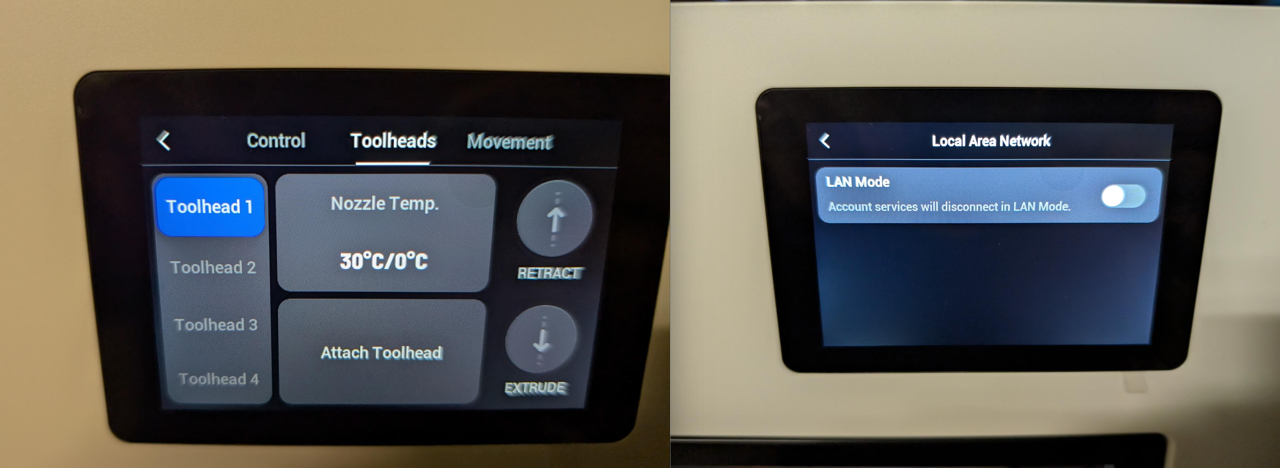
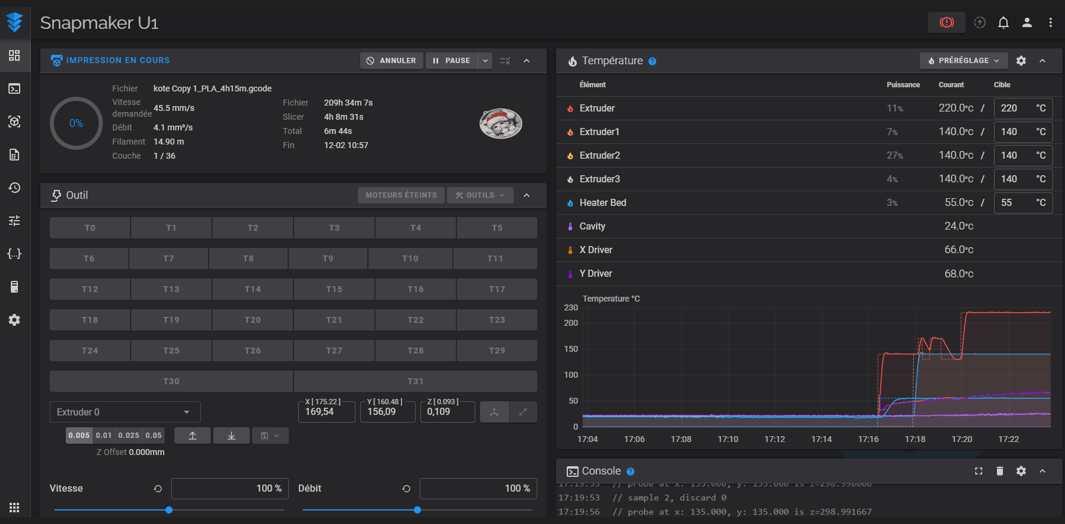
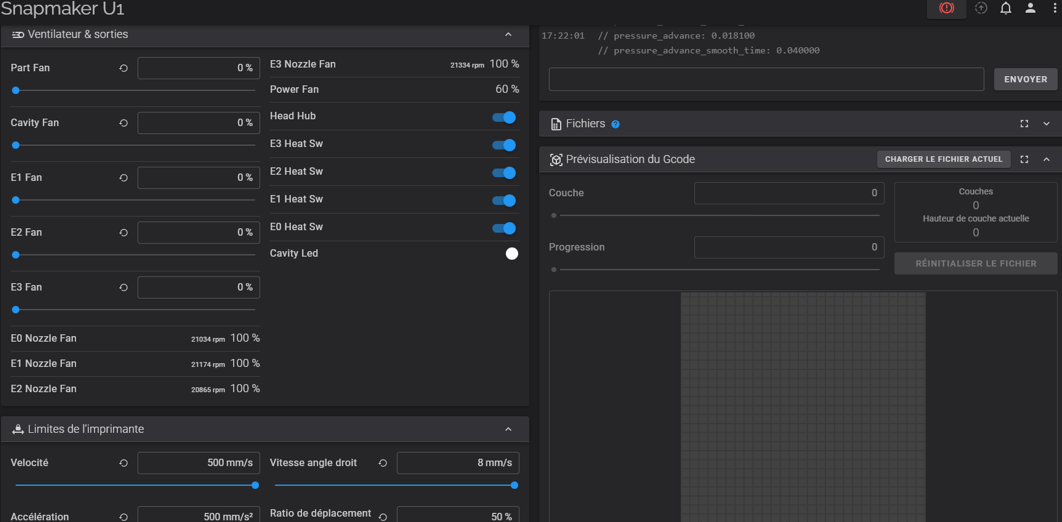
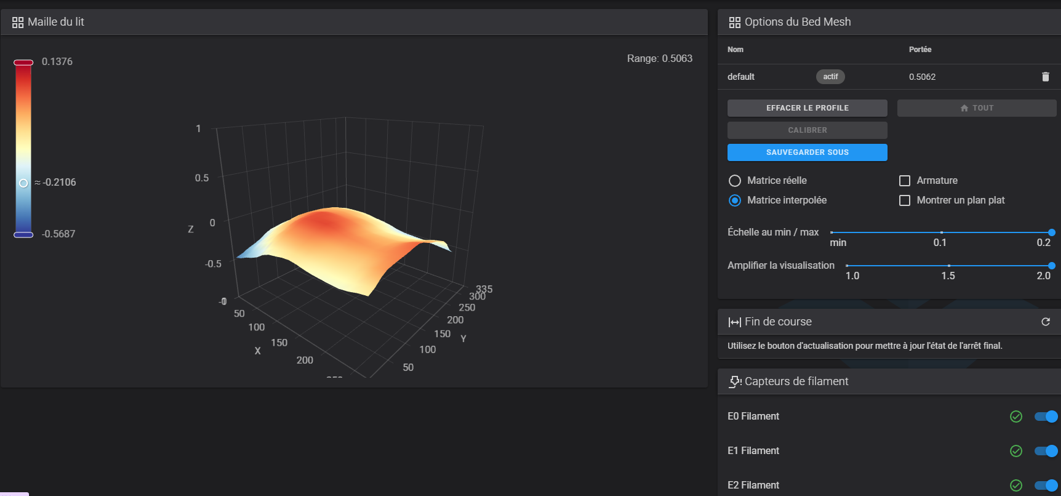
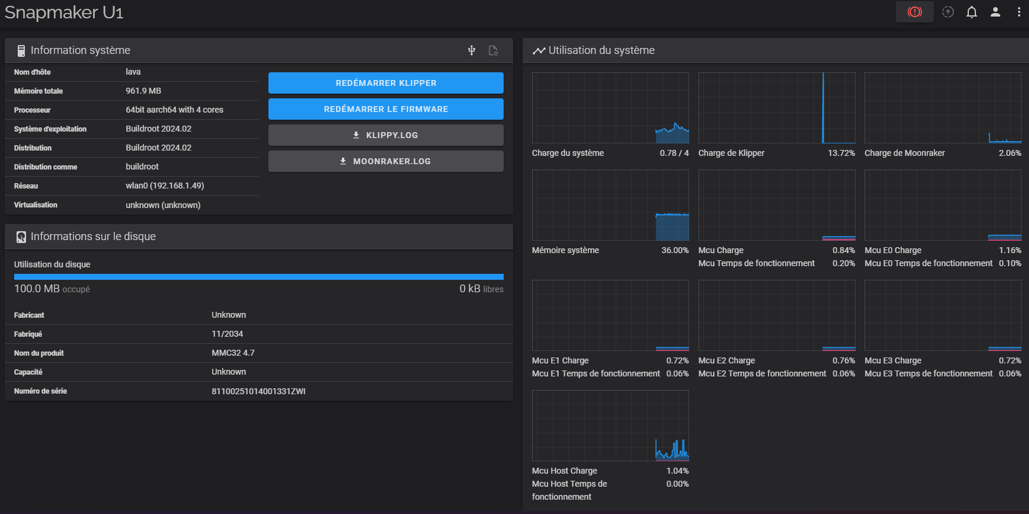
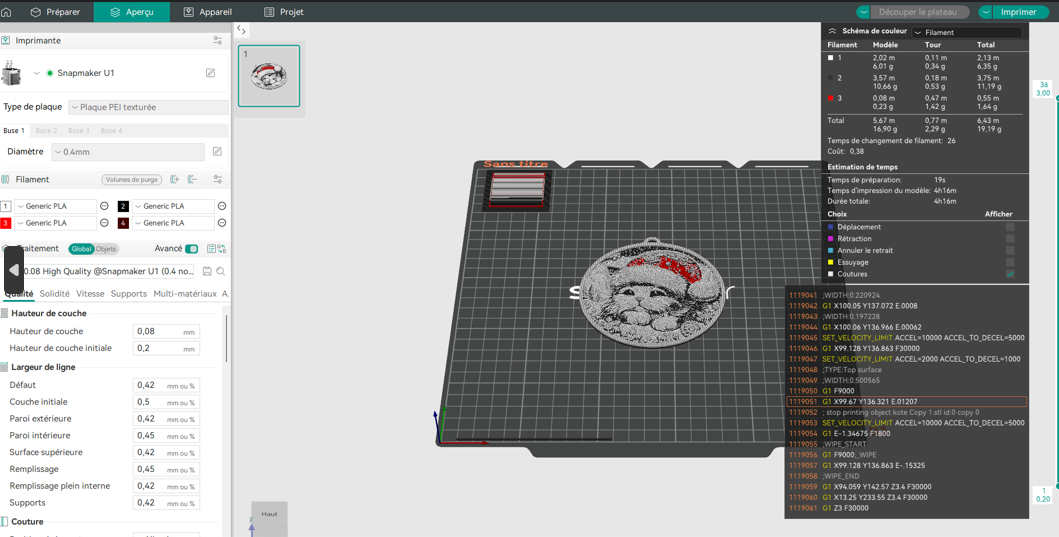
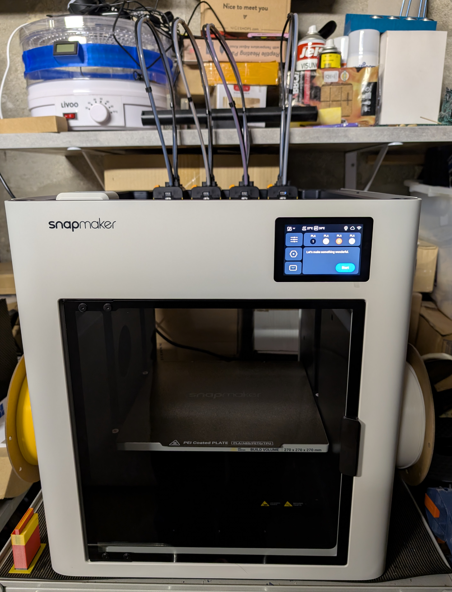
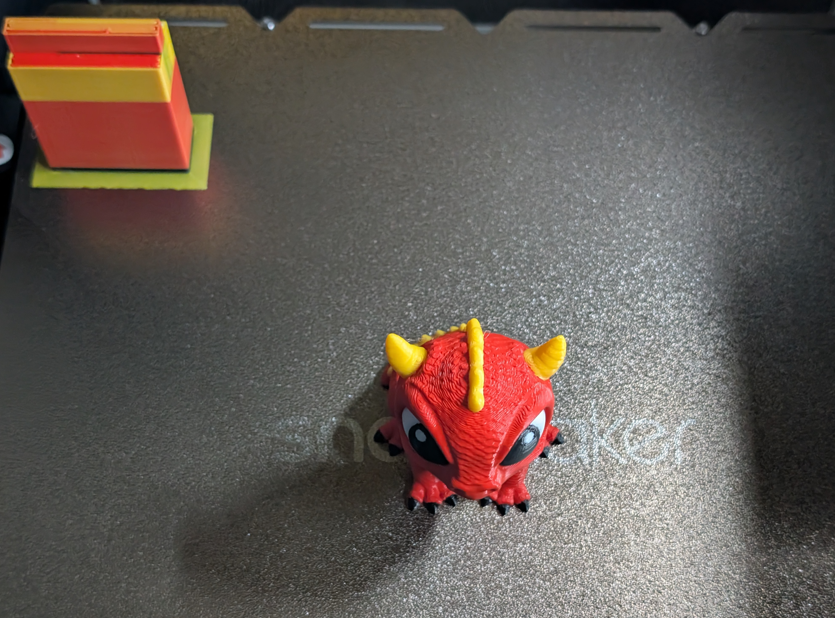
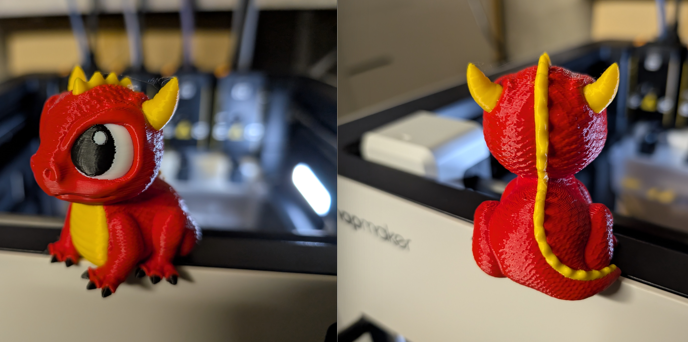
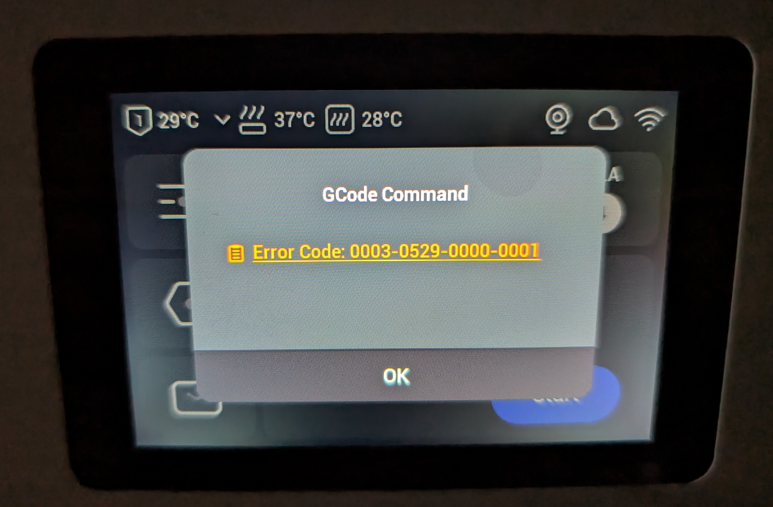
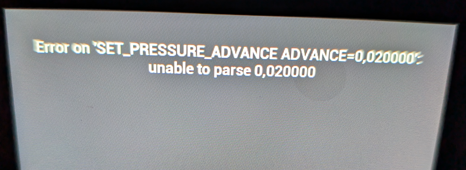
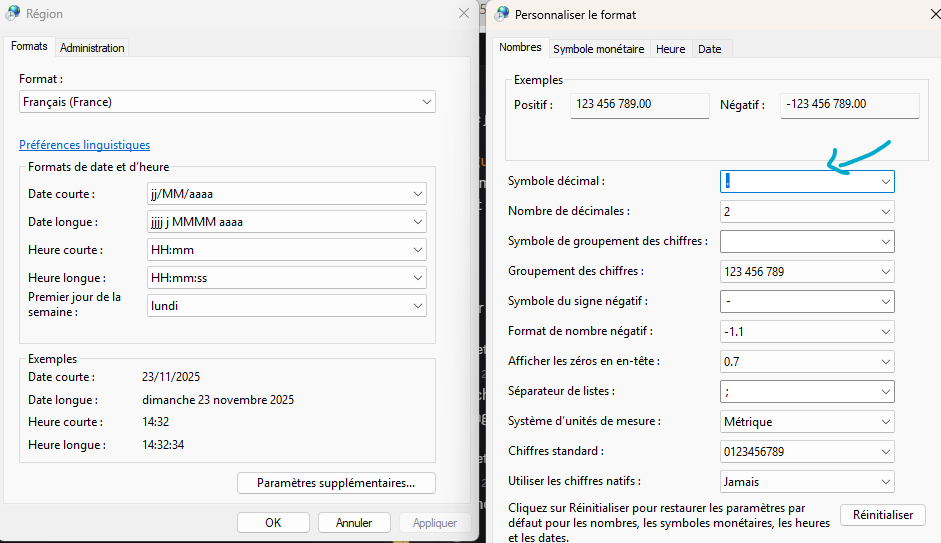
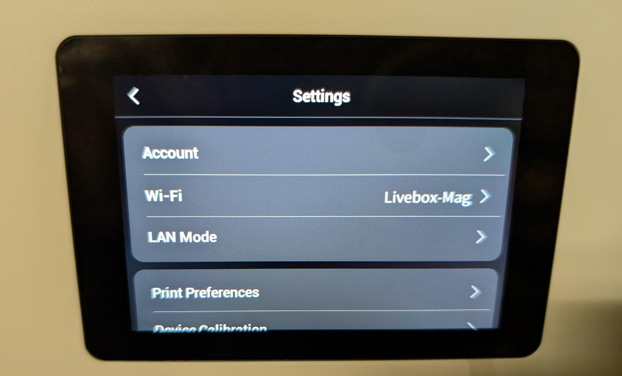
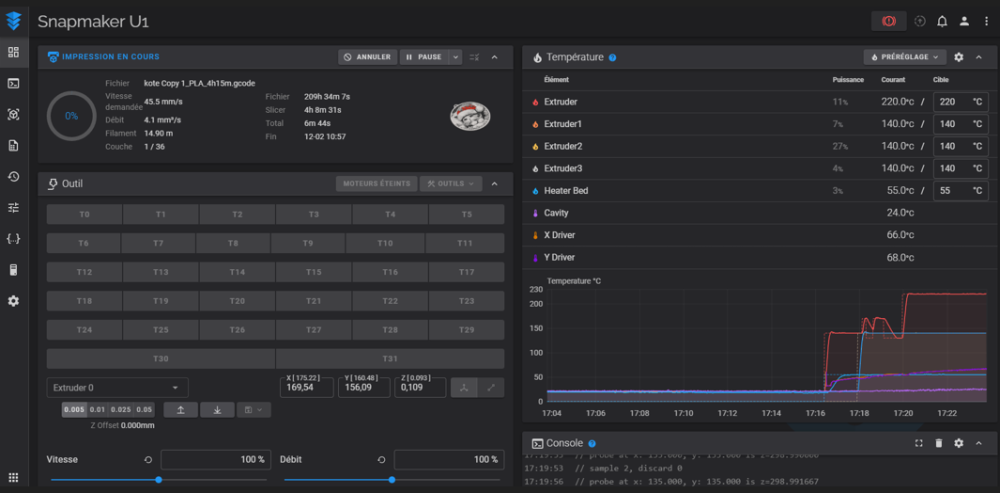
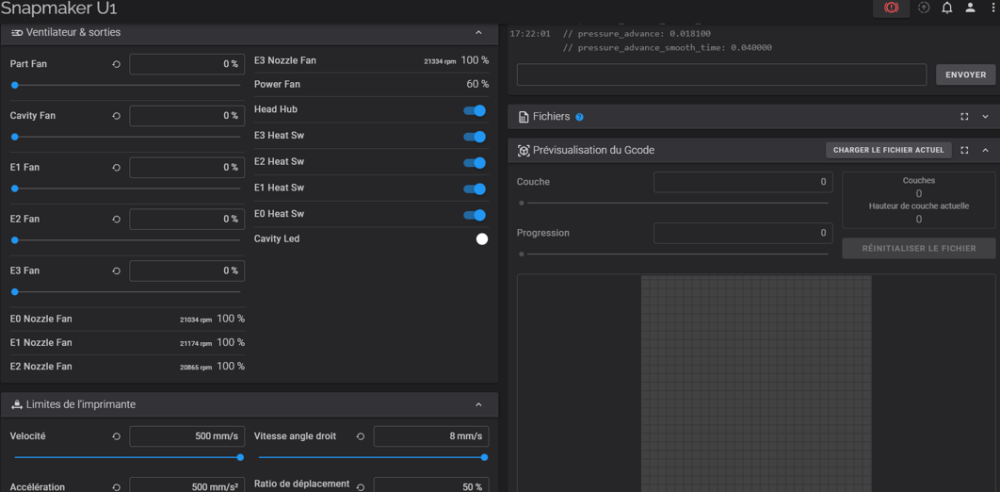
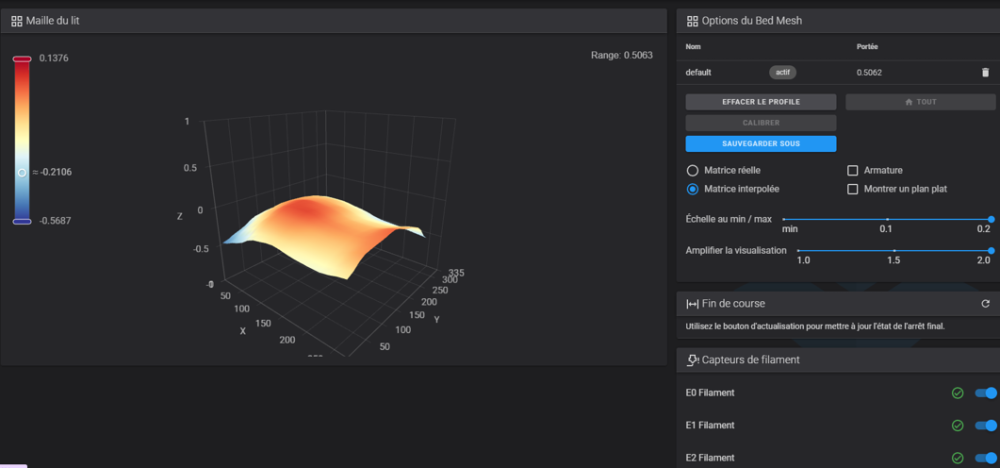
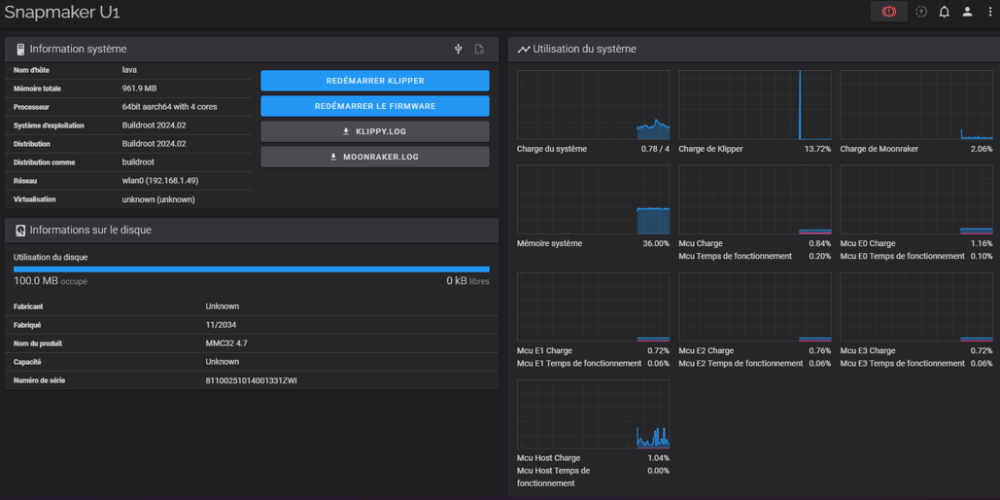
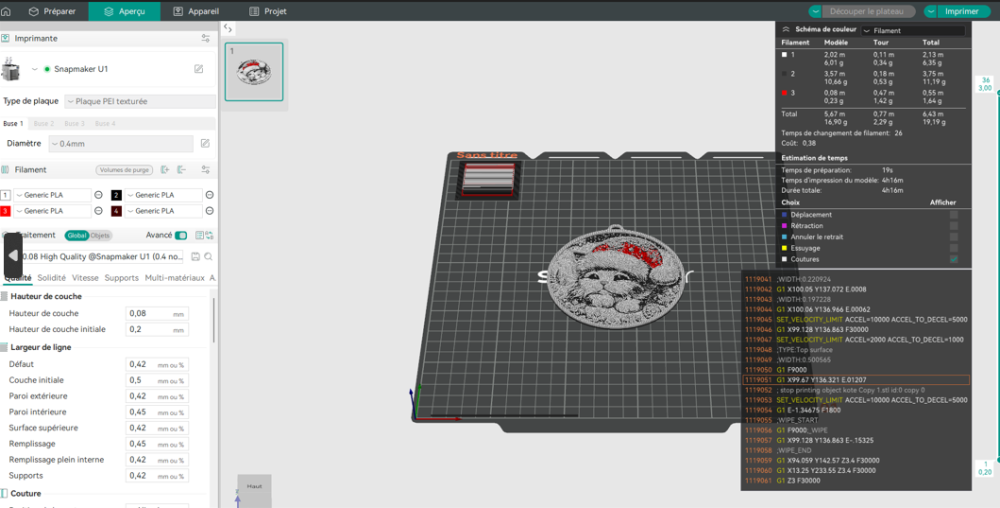
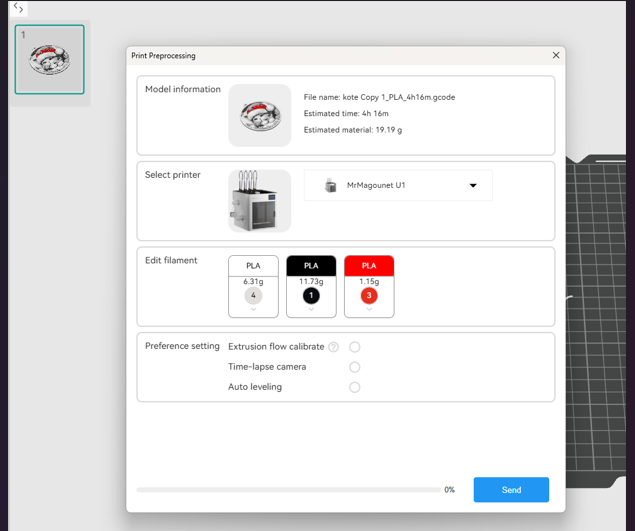
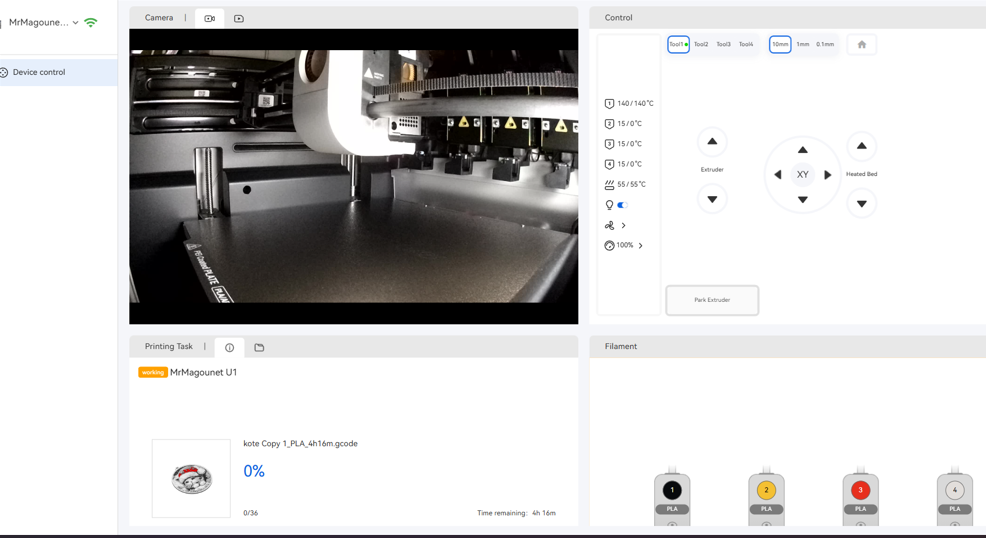
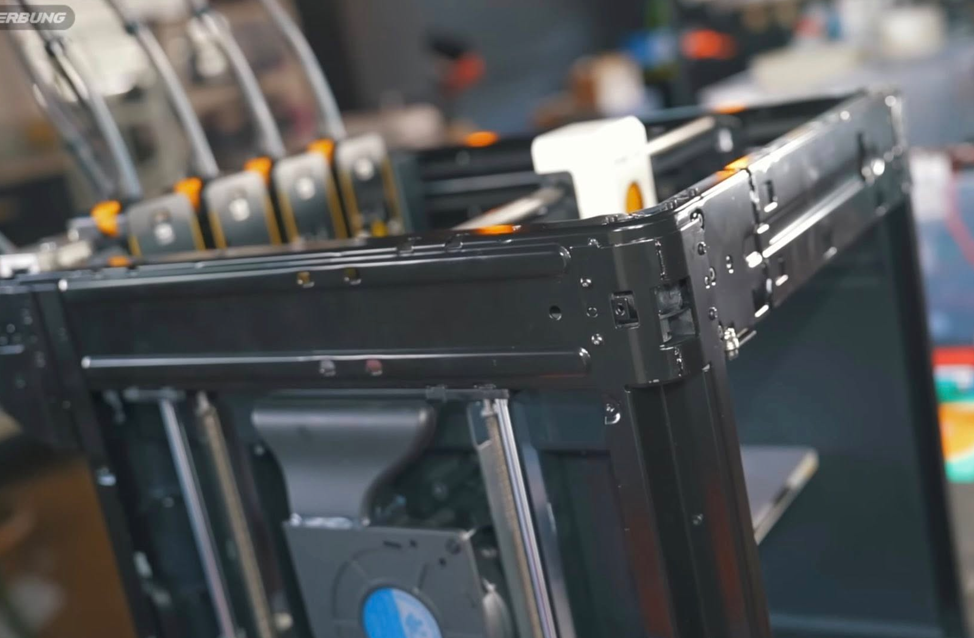
J'ai reçu ce jour ma Snapmaker U1 faisait patie du premier batch de livraison pour les backer du Kickstarter, la U1 etant tellement prometteuse sur papier que j'ai pas résisté et j'ai sortie la CB en Aout pour la commander. Livraison du Colis par DPD ce n'est pas la société de livraison que je préfère mais tout c'est bien passer, la machine est très bien emballer et le guide rapide est directement présent sur le dessus. étant donné que cette journée est aussi mon anniversaire je ne commencerais les test et le montage que Samedi car autant prendre des photos voir vidéo au calme. Je m'arrête donc la pour ce soir mais je reviens le plus vite possible pour commencé à vous remonter des infos impressions de la machine et photos. Alors le montage est très simple et bien documenté dans le guide rapide en couleur très belle qualité et multi-lingue, suivez bien les étapes dans l'ordre et tous ira bien, petit conseil quand même lors de phase de re-tension des courroies ne resserrer pas trop les vis une fois la procédure faite, et avant de démarrer l'imprimante la premier fois place manuellement la tête bien dans le coin avant gauche sinon vous risquez d'avoir une erreur lors des contrôles et calibration initial ;). Je mettrais plus de photo de l'imprimante lors de la phase de montage sur l'article du test, mais voici la machine assemblé. Bon alors Premier retour à chaud l'imprimante imprime vraiment super bien sur mon premier test, qui est le petit dragon 4 couleur proposer en test par Snapmaker sur la U1, celui ci imprimer avec les 4 bobines de PLA RFID SnapSpeed de 500gr. Voici bon le résultat de la première impression qui est en couche de 0.2mm. Maintenant a savoir le firmware d'origine en v0.8 contient des bug sur l'appairage cloud (SanpOrca et Appli mobile) et les communication Wifi pour résoudre ce soucis je vous invite a vous rendre sur le site Snapmaker prendre le dernier firmware en V0.9 le placer sur un clé USB et demande une MaJ manuelle en local, ceci va mettre a jour le firmware et après le soucis est réglé, je ne sais par contre si cela résout la soucis de MaJ en OTA par la même faudra attendre la prochaine MaJ pour être sur mais je pense que oui. Ensuite SnapOrca est pas trop mal mais il comporte encore des bug dont une lenteur importante lors du tranchage d'une pièce multi-color, j'en aurais plus a dire après des test plus approfondit Les test du jours sur différrents pièces multi color importer ou paint via SnapOrca ce sont soldé par un echec lors du changement de tête, ceci n'est pas réellement lié a l'imprimante mais au Slicer. Cette erreur est référence comme une commande incomprise par l'analyse de Klipper qui résulte en a echec direct de l'impression. Exemple d'un chat noir avec écharpe de noël rouge et bonnet qui a planté lors du changement de tête. La faute est situé ici, les valeurs de pressure advance ne sont pas fourni avec des valeurs valide En réalité le soucis est simple les valeurs doivent être exprimer avec un . et pas une virgule comme séparateur décimal, ce souci après vérif ne semble concerné que le système Windows et pas Mac OS ou Linux, en effet les paramètres régionaux sont utilisés ici et par defaut en EU nous utilisons la , et pas le . comme séparateur décimal Donc il faut aller faire un tour ici et apporté la modification C'est un soucis qui existait il y a 1 ans environs sur Orca Slicer et corriger depuis longtemps mais qui est présent sur le slicer SnapOrca actuel. Cela ma fait perdre du temps de test aujourd'hui, mais c'est le seule réel souci rencontré pour le moment ---------------- Interface de la U1 ----------------------------- Malgré un écran TFT de petit format de 3.5" l'écran reste plaisant a utilisé suffisamment réactif et ergonomique, a noté cependant que nous avons accès qu'a 2 langues pour le moment a savoir Chinois ou Anglais. Ce TFT a un format carré ce qui lui permet de présenté suffisamment d'information par page (sachant que certaines pages sont scrollable verticalement), et la réactivité et plutôt bonne je m'attendais a bien pire que cela. La page d'accueil affiche les bobine installé dans les tête et les infos de base, le premier menu de réglage regroupe les contrôles la gestion des tête et les mouvement des axes. Le menu paramètre, permet de retrouver les menu de d'information système de vérification de MaJ en OTA ou manuel, et la gestion du réseau entre autre, le Réseau est en Wifi 2.4Ghz ici pas de 5Ghz disponible par contre chose intéressante pour certain nous avons la possibilité de fonction en mode Lan dans ce cas l'imprimante est en mode local uniquement disponible uniquement via le réseau local et les fonctions cloud sont désactivés. -------------------- Interfaçage Fluidd ---------------------------- La U1 étant sous Klipper j'ai voulu faire un tour sur l'interface Fluidd de la machine histoire de voir ce que l'on y trouve. La page d'accueil regroupe les infos classique mais l'on remarque quand même quelques subtilités comme la présent des temp° 4 extrudeurs, du bed, du caisson (cavity, enfin c'est ce que je pense j'ai pas encore vérifié) et des driver X et Y côté maillage de plateau on ce rend compte qu'il y des ajustements a faire, j'ai actuellement un Range 0.506 qui mériterait un ajustement des angle, mais a leur décharge si je prend la Creality K2+ j'avais un Range de 0.756 de base et pire encore sur la M1 Pro ou j'etais a 2.120 de base. Côté architecture on est sur un MCU ARM 64bit 4 core épauler par 1Gb de ram système pour faire tourner le Klipper par contre nous n'avons pas d'infos sur la capacité disque du système il me faudra partir faire un tour en SSH pour en apprendre plus. --------------------- Slicer ------------------------ Côté trancheur on est sur la version snapmaker de Orca utilisation assez classique si n'est que l'on retrouve 4 onglets Buses de 1 a 4 permettant d'indiquer la taille de buse équipé, pour le moment nous n'avons que le choix de buse de 0.4mm mais cela devrait changer progressivement et surtout ne pas oublié que pour le moment nous ne pouvons pas utiliser de buse 2 taille de buse différent sur la même impression. La Solution est simple et efficace par contre côté caméra j'ai l'impression d'être sur la Bambulab A1 sa que l'on a environs 1ips de frame rate ce qui est relativement faible et permet de suivre l'impression par saccade j'ai connu bien mieux après la résolution est convenable et l'éclairage passable mais je suis sur que certain rajouteront des led Voici quelques photos de la structure en acier de la Sanpmaker U1 on est vraiment sur une construction solide et sérieuse, ici au lieux d'utiliser des pièce en fonte d'aluminium ils sont partis sur de l'acier ce qui réduit les couts tous en restant très éfficace. Photos a mettre au crédit de Chris Dumlao, j'avais pour idée d'y jeter un œil a l'occasion mais vue que cela a déjà été effectué par un autre j'en profite







 3 points
3 points -
Beau retournement de situation pour un beau résultat Mais rassures-moi, tu ne te ferais pas de la pub sur le compte du forum pour la prochaine manifestation des Gilets Jaunes A+ JC3 points
-
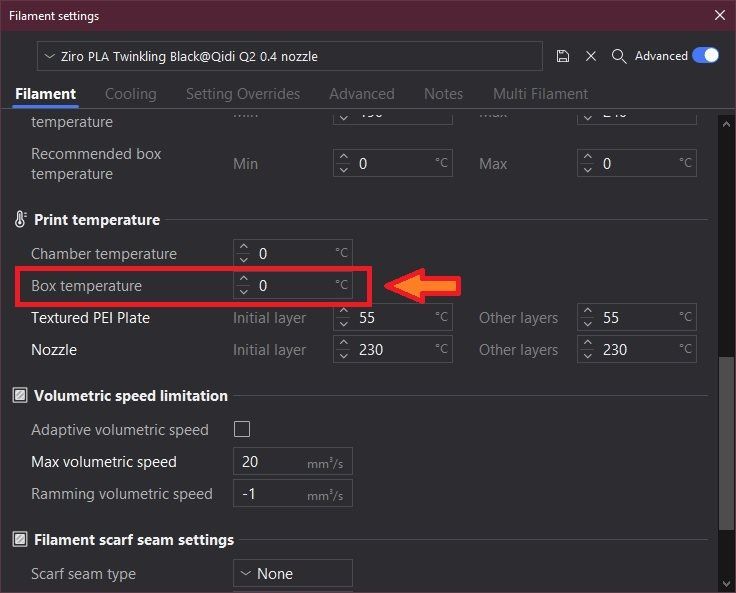
Ça se fait seulement dans le trancheur avec le réglage du filament . Les options de l'écran permettent : soit d'utiliser la Box comme un sécheur de filament classique => rembobiner chaque bobine, car durant le séchage, elles tournent régulièrement pour répartir le séchage (Box drying) soit d'utiliser le lit chauffant et la chauffe de l'enceinte avec une bobine posée sur le plateau (Filament drying).
 2 points
2 points -
Oui, mais rien de disponible actuellement : https://wiki.qidi3d.com/en/QIDIBOX/Multi-box-connection J'aime moyen leur système 7-en-1 (pas vraiment recherché, ni trouvé d'ailleurs), on doit pouvoir utiliser d'autres concentrateurs . Avec deux 7-en-1, on doit pouvoir connecter quatre Qidi Box (7+7+2 = 16 entrées)… mais ça fait une usine à gaz .2 points
-
Rayé la buse avec les aiguilles? Ce qui créerait de petites aspérités qui choppent le filament. Si tu as une buse de rechange, essaie juste de changer la buse, voir si le problème persiste2 points
-
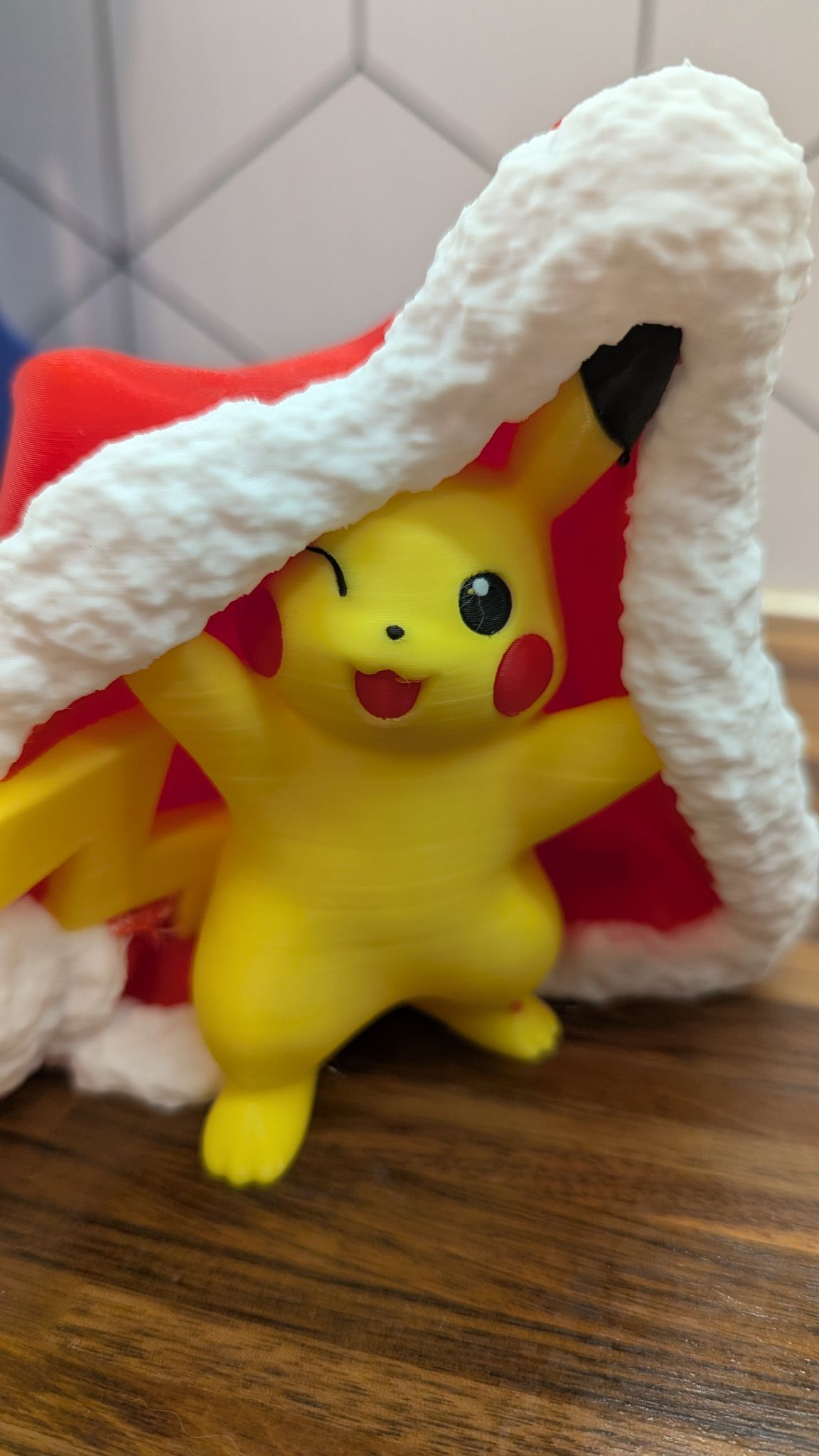
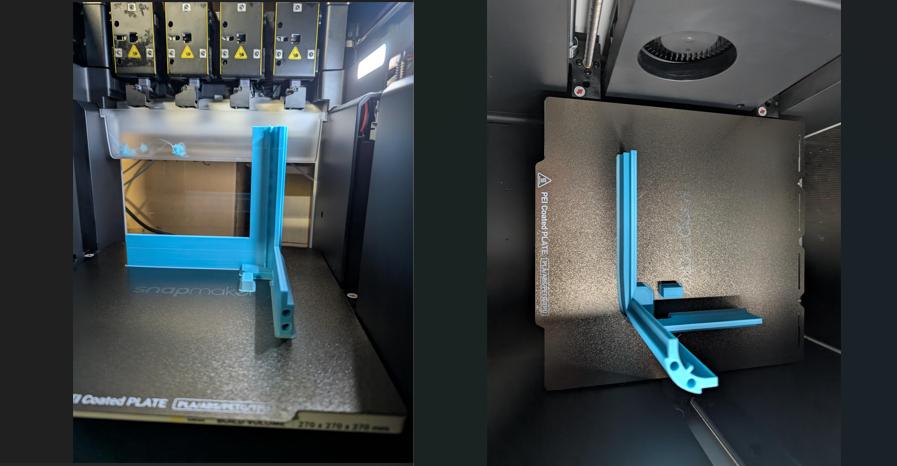
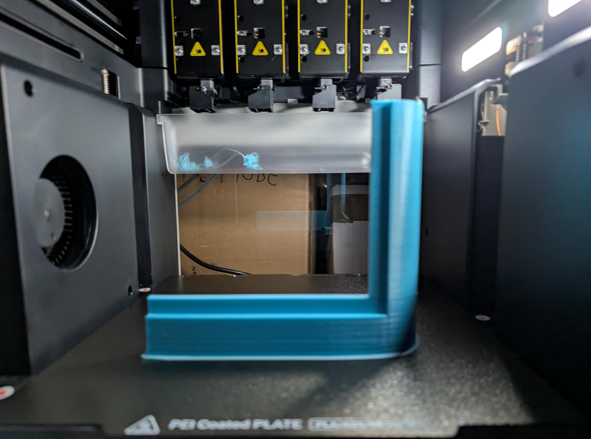
Mis à part un problème de couleur interne lié à une option de purge dans le remplissage (qui se voit par transparence), je dirais que pour du 0,2 mm de hauteur de couche, c’est ouf ! J’ai comparé ça avec ma Prusa XL qui a fait exactement le même fichier en 0,2 mm également, et le point est clairement pour la Snapmaker. Même filament pour le jaune. Celui avec l’oreille noire : Prusa. Celui sans : Snapmaker. Je tiens à préciser que ce sont les réglages par défaut : je n’ai rien touché, que ce soit sur la Prusa ou sur la Snapmaker. Profil Fast 0.2 sur Prusa et Standard 0.2 mm sur Snapmaker. Au passage la qualité de la caméra de surveillance est très bonne, c'est qui a fait le time laps ( et j'ai zoomé)

 2 points
2 points -
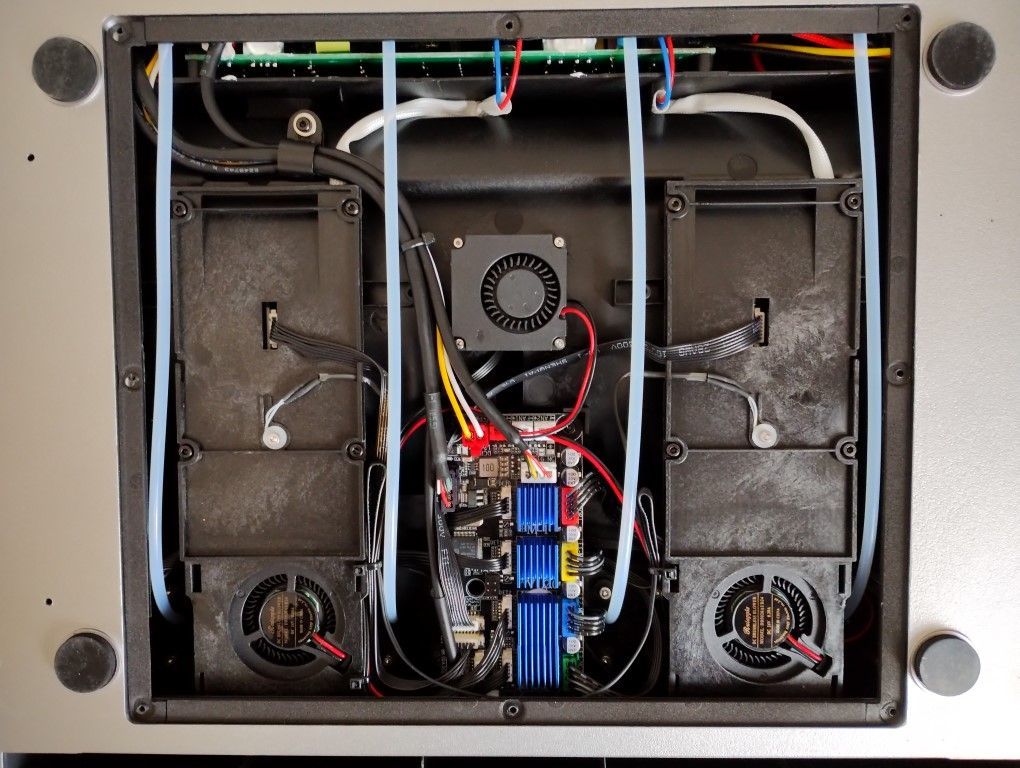
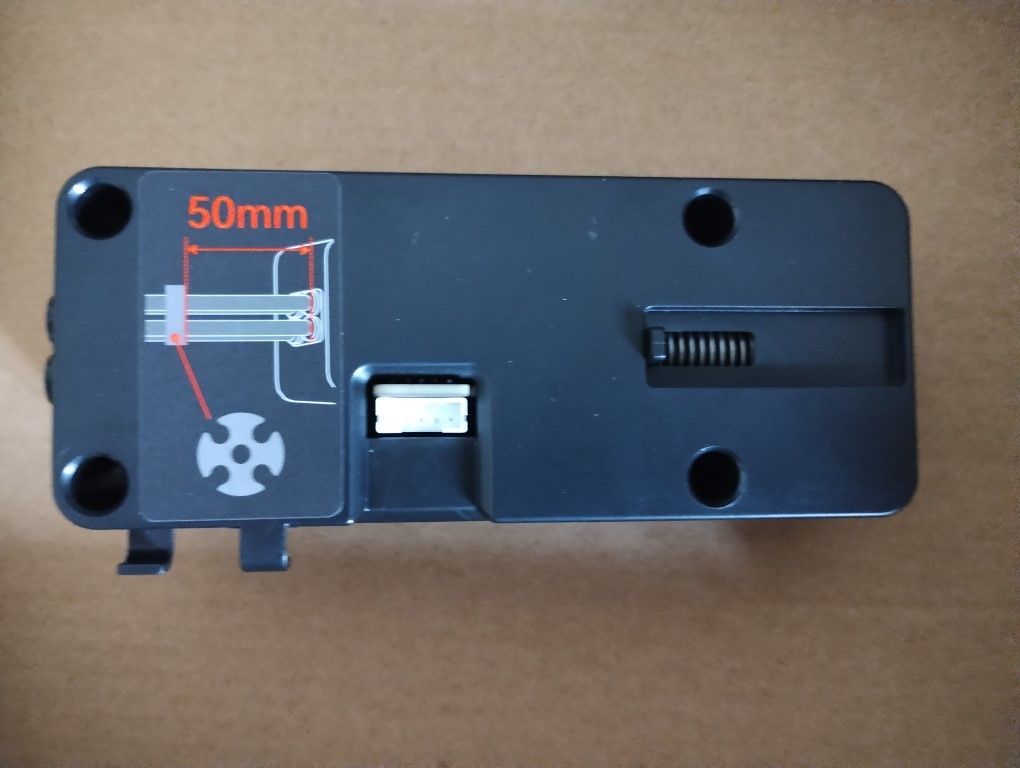
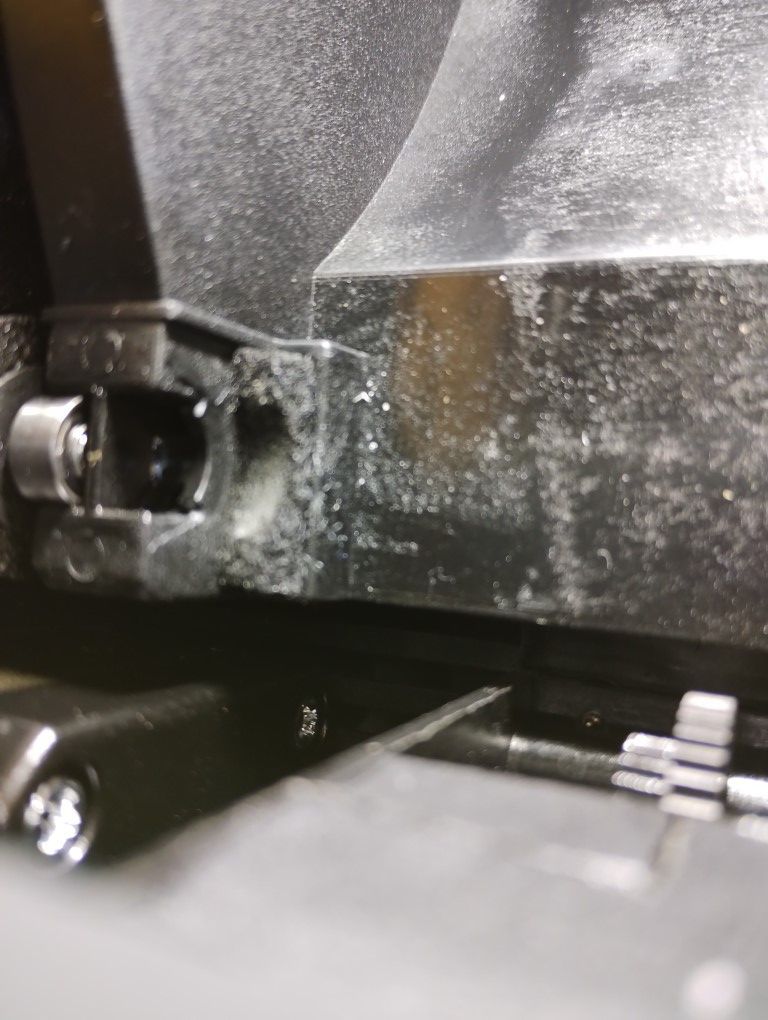
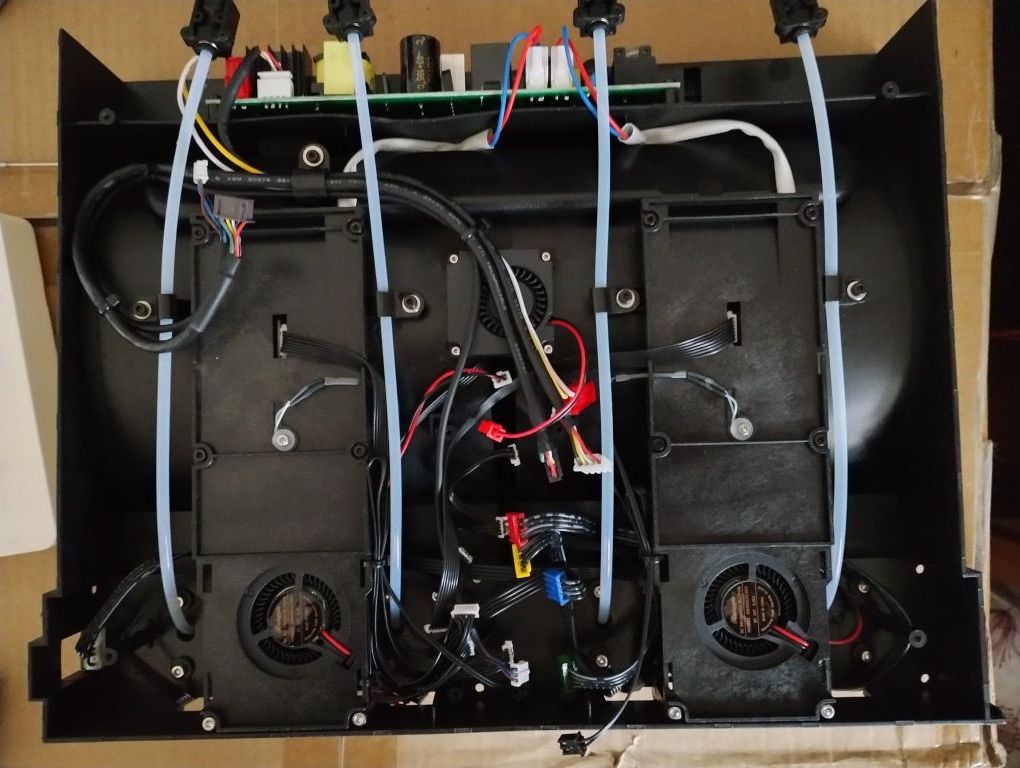
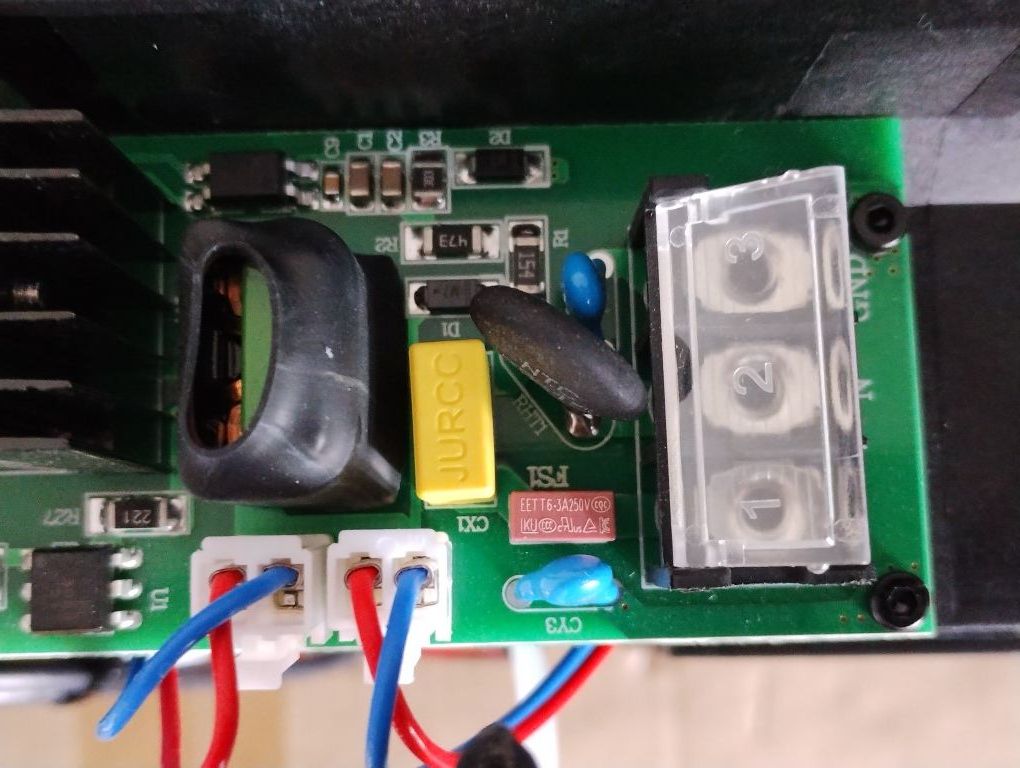
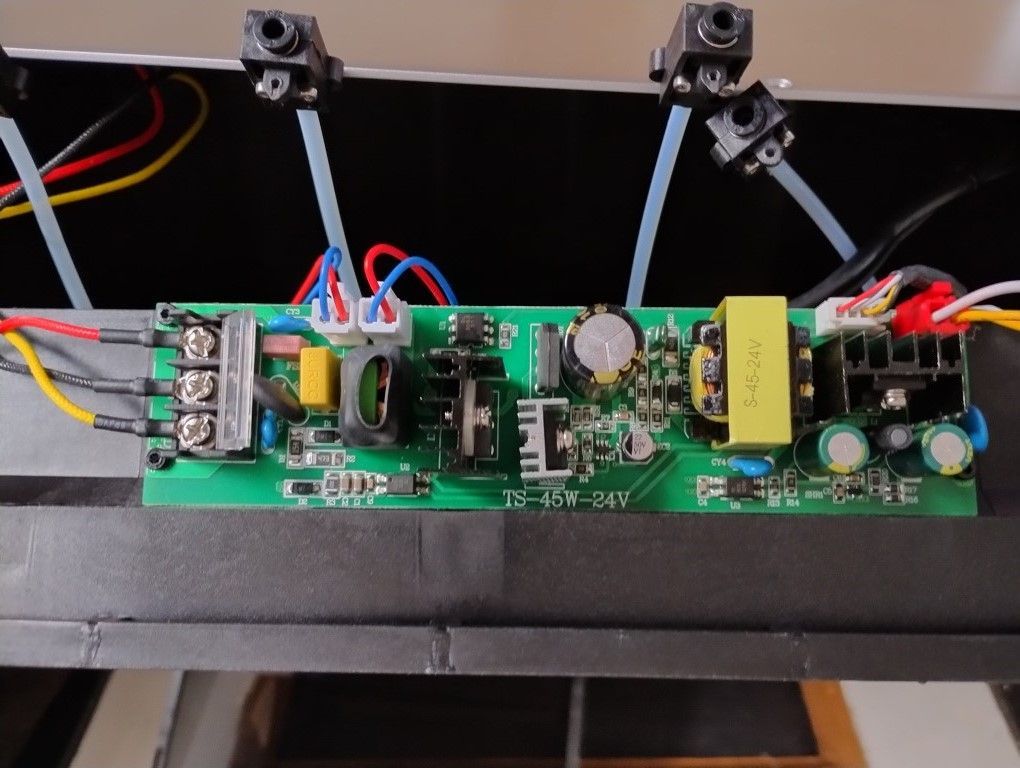
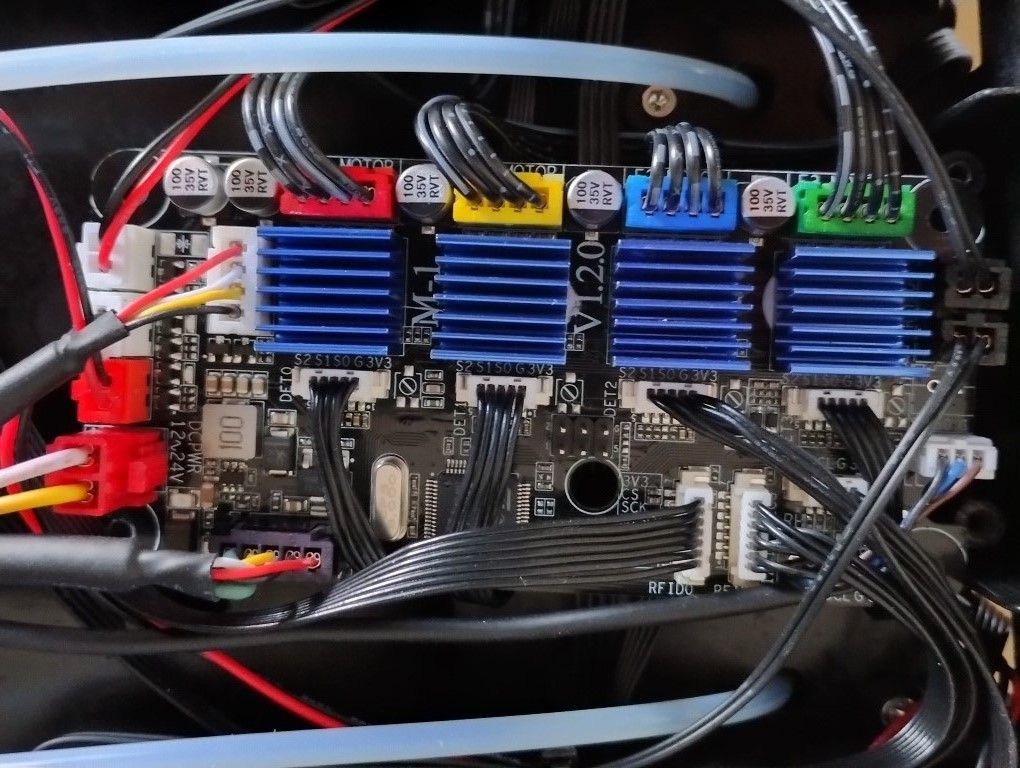
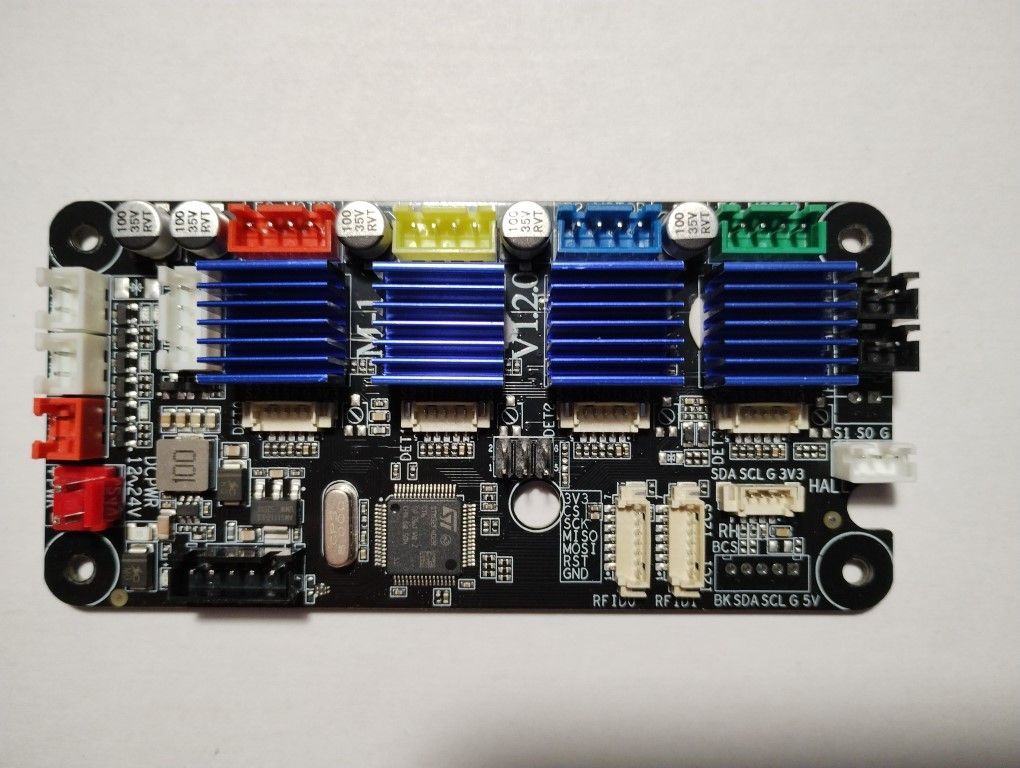
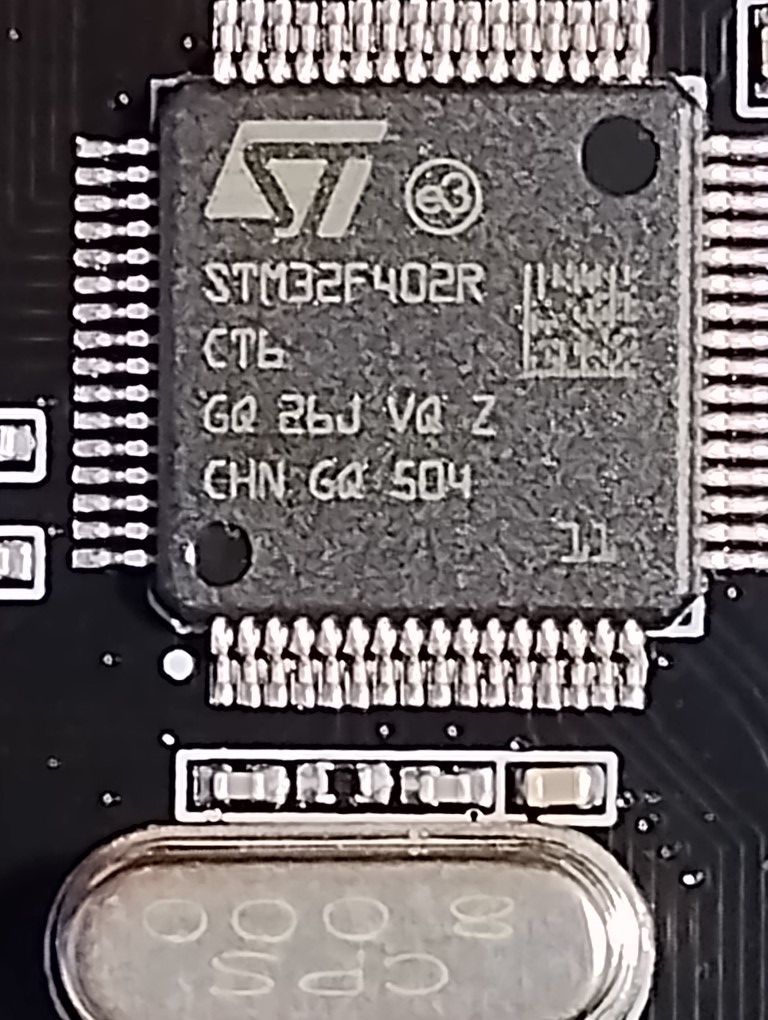
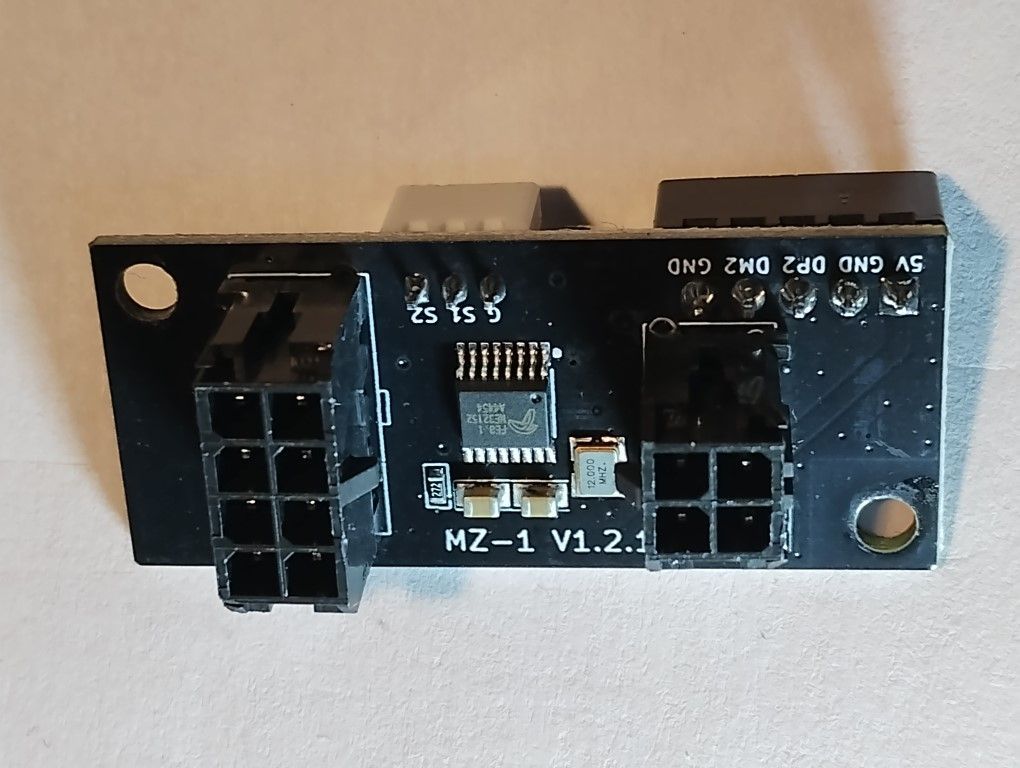
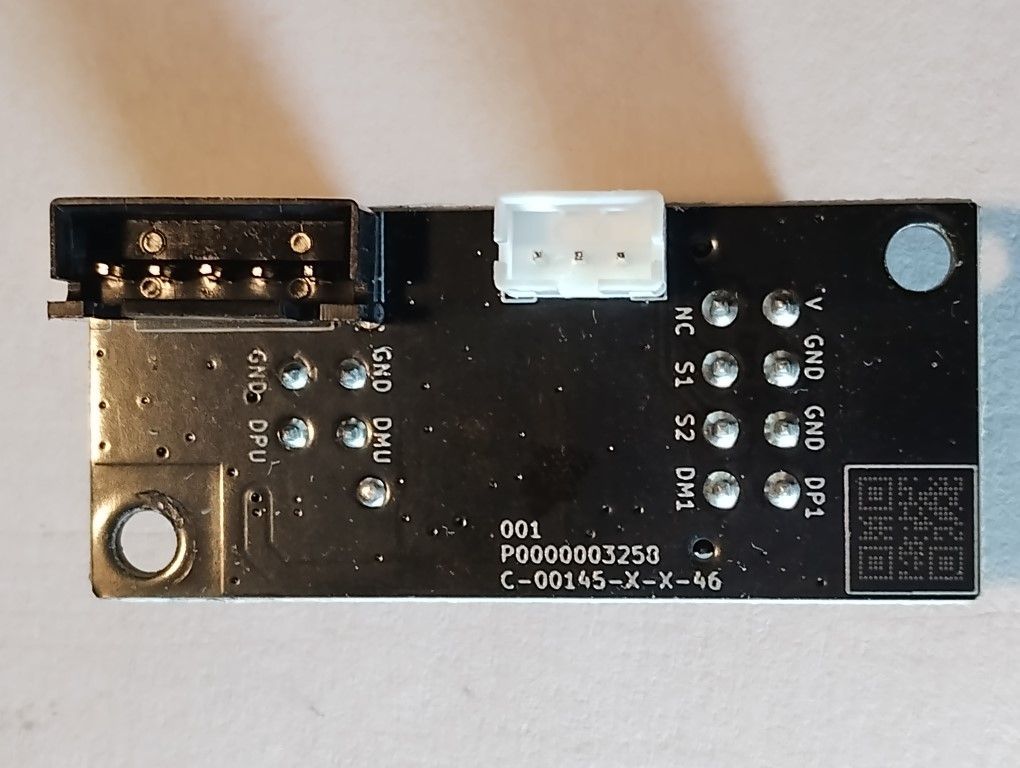
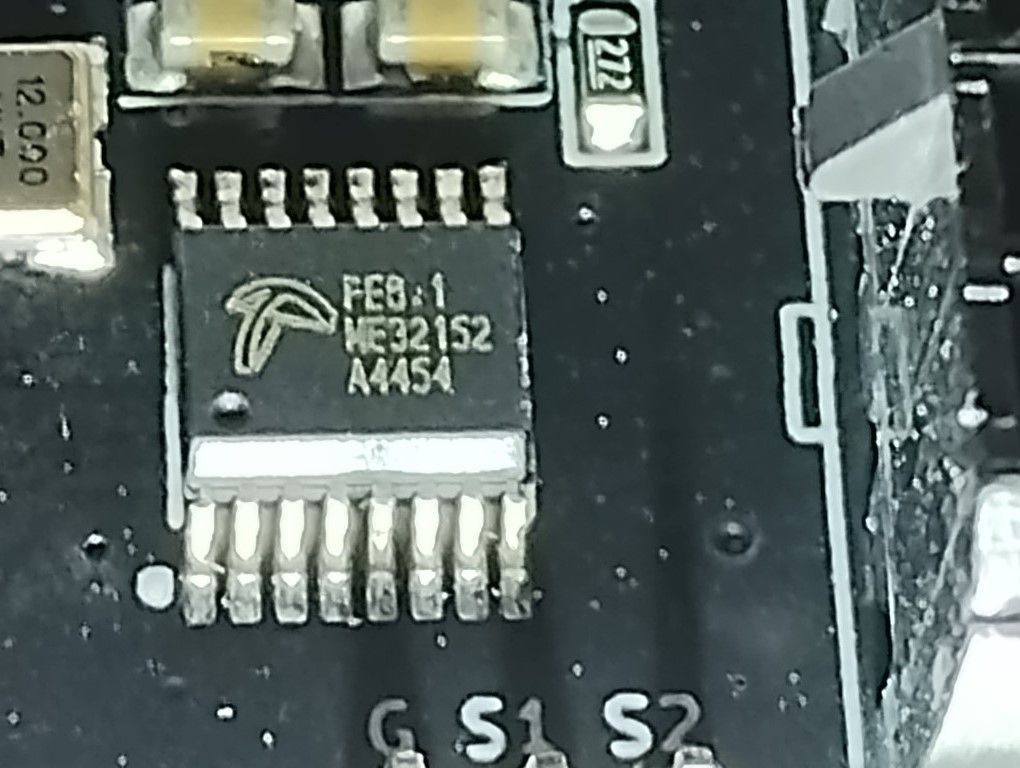
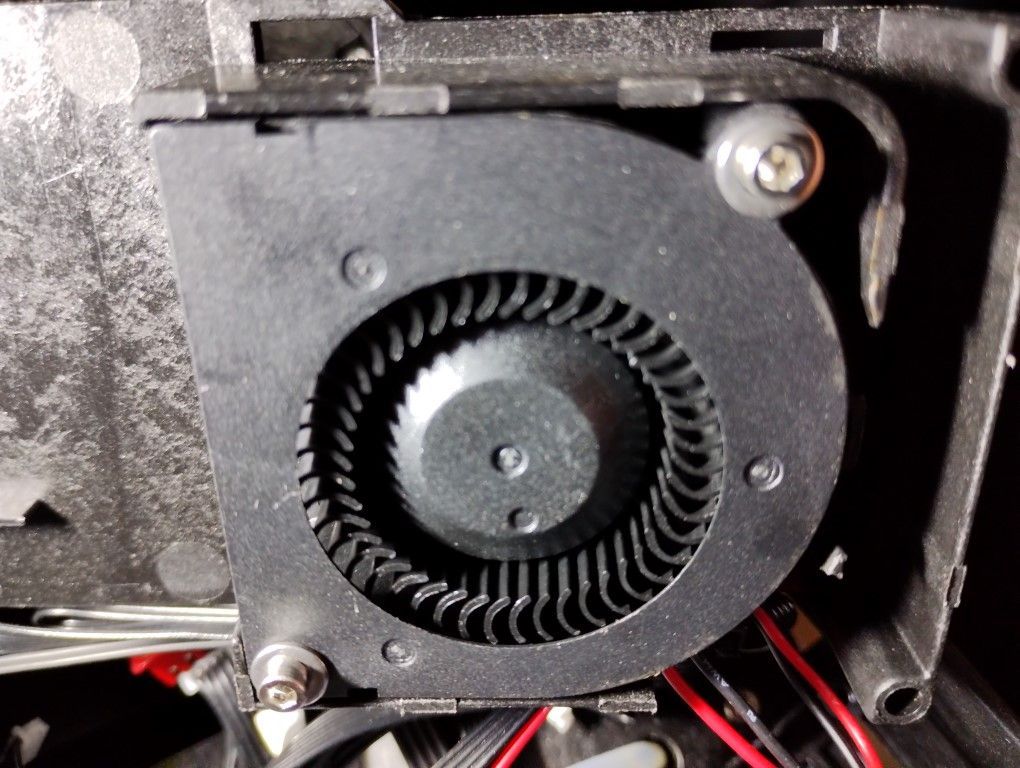
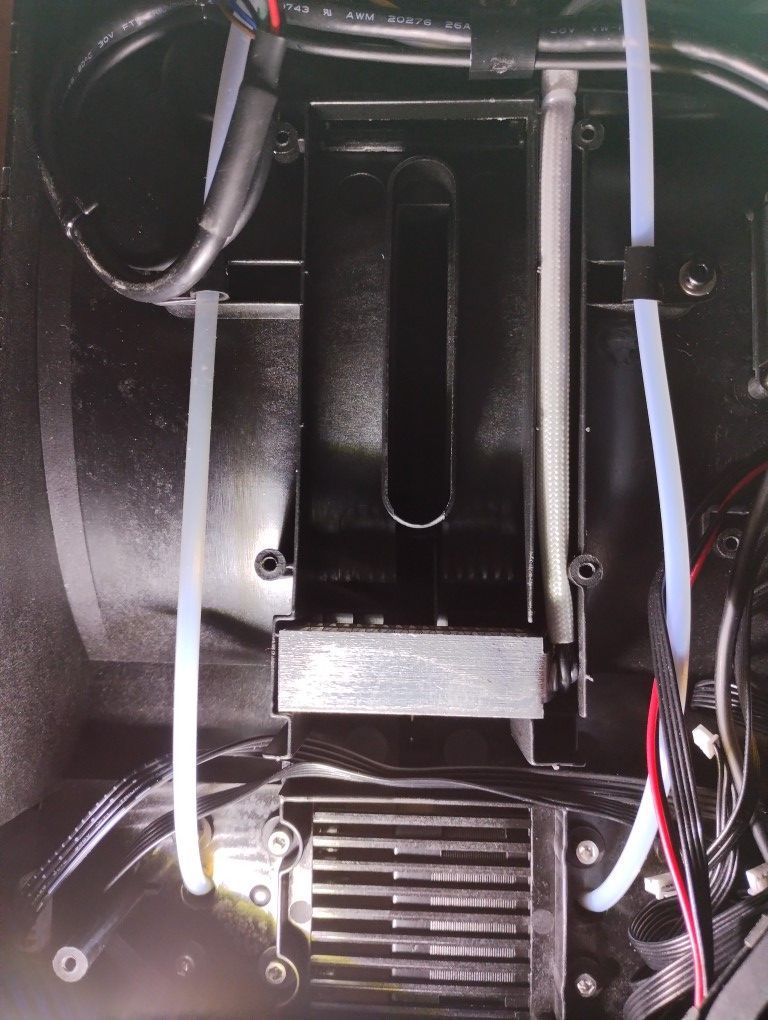
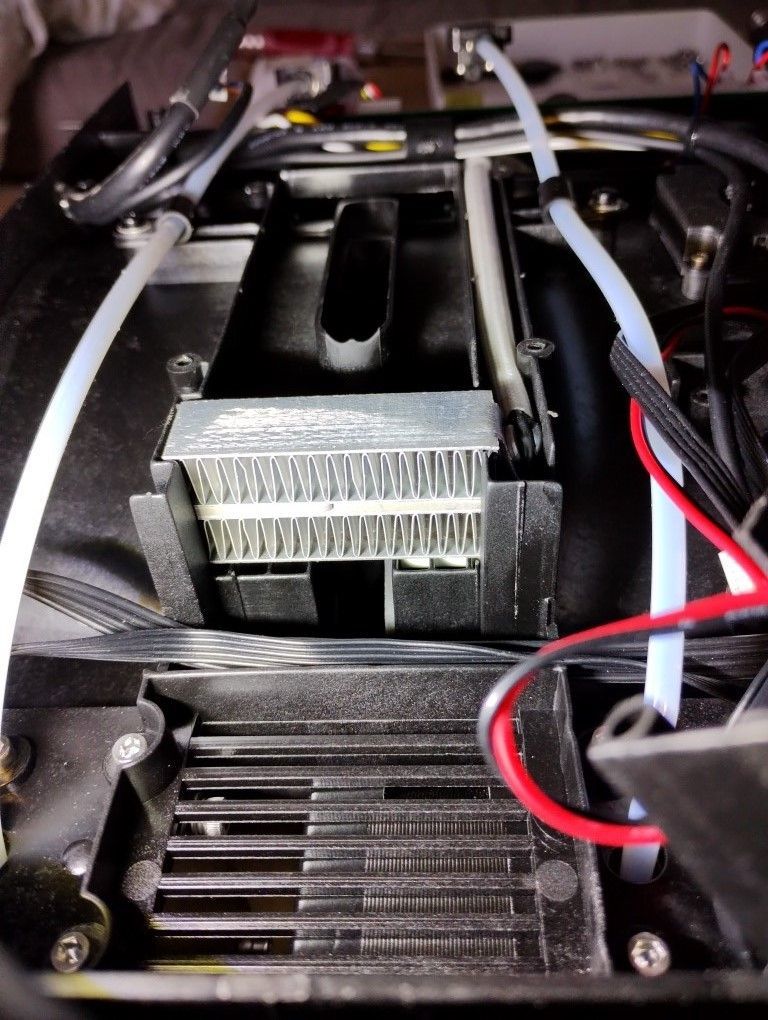
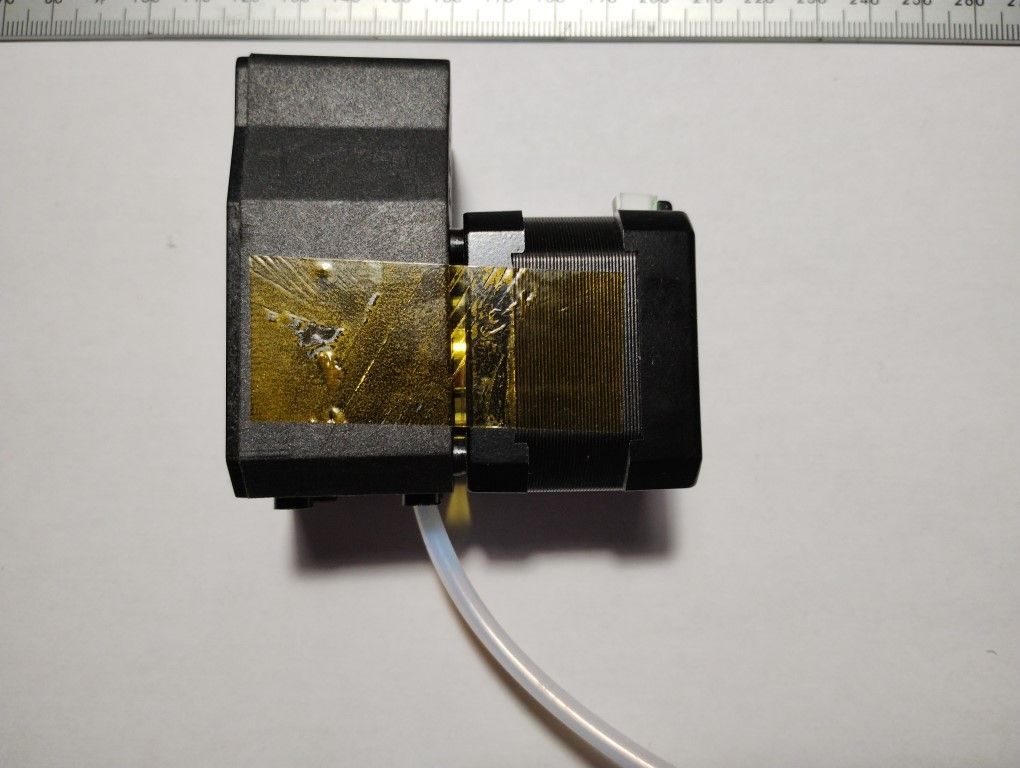
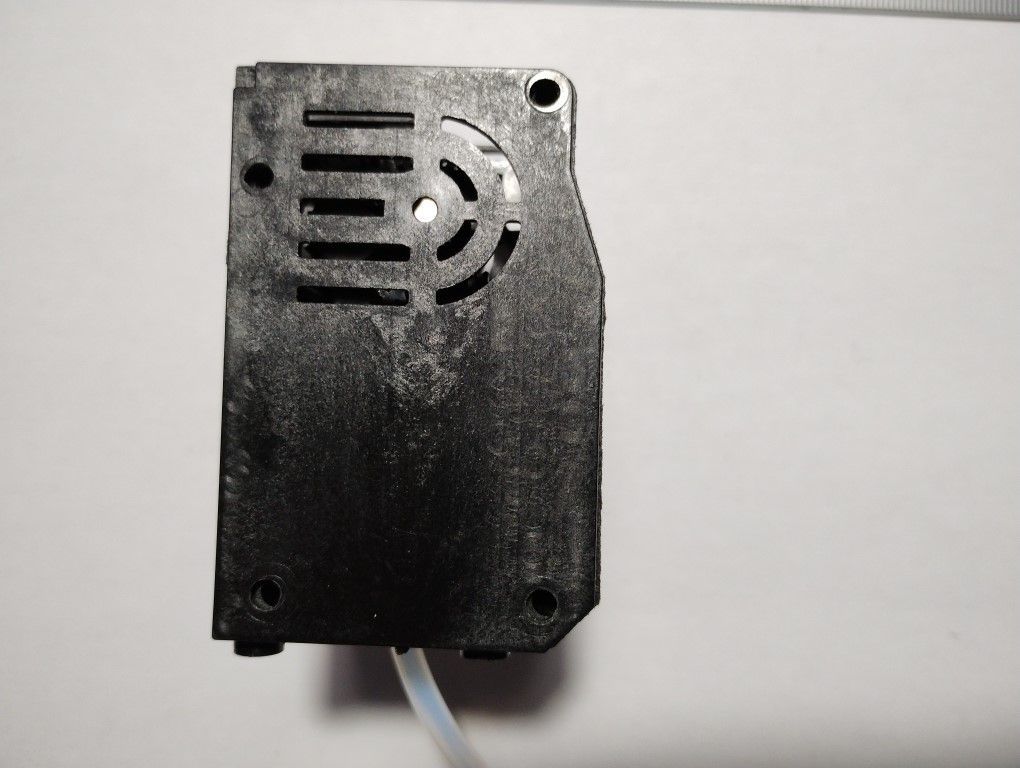
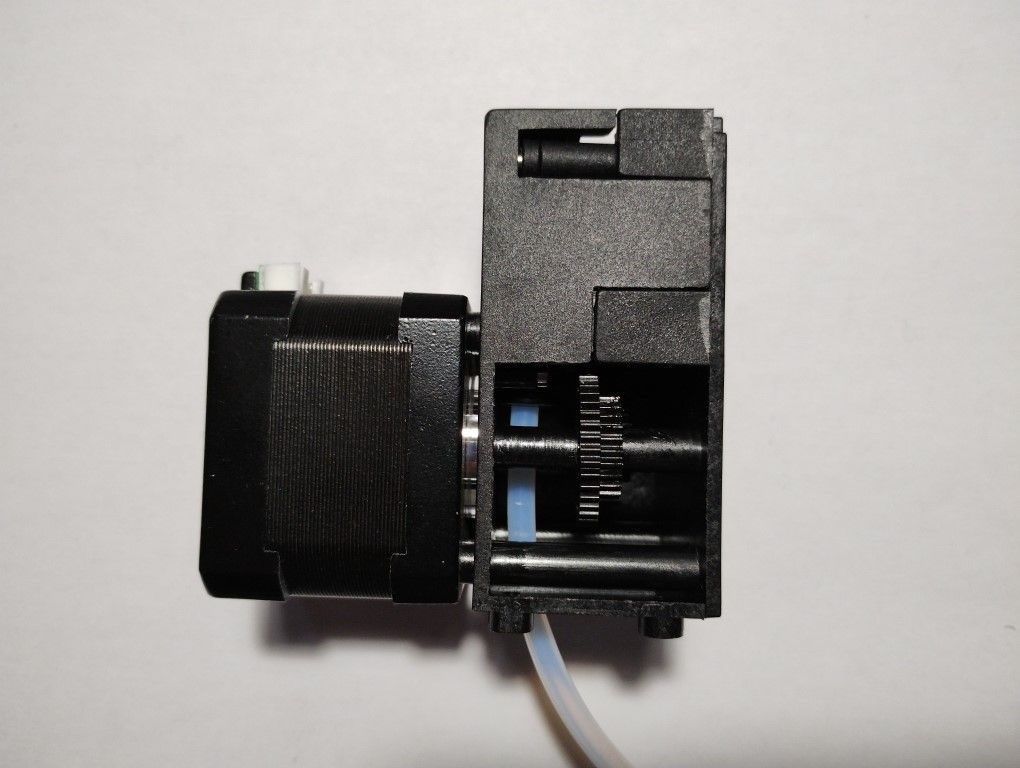
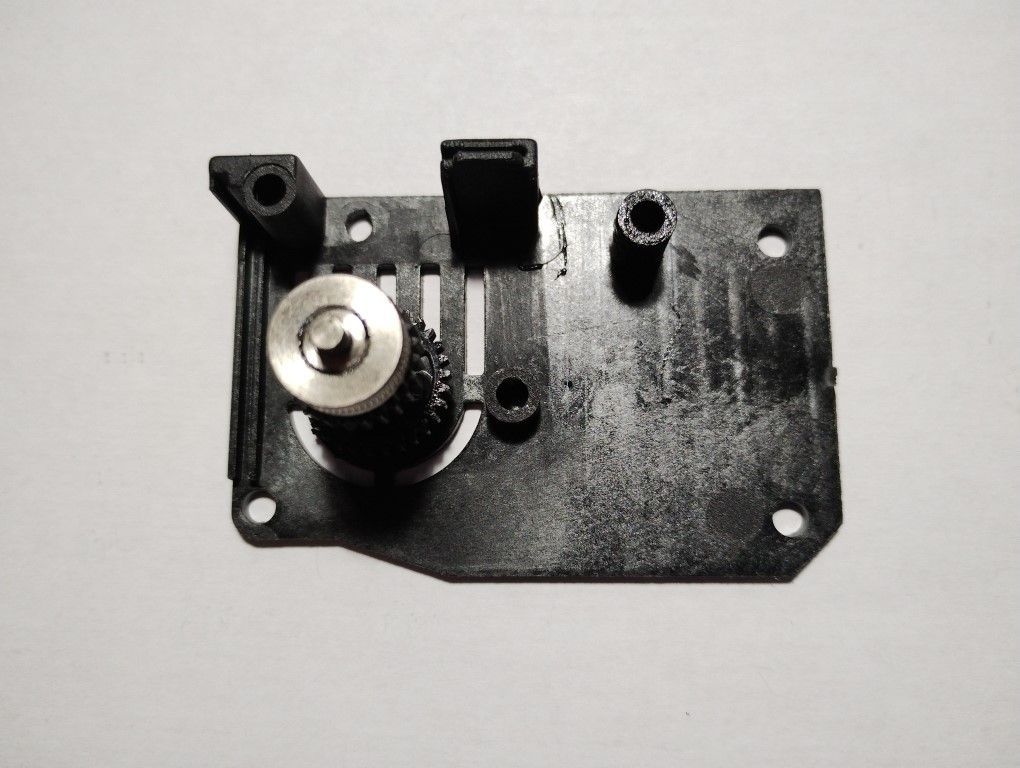
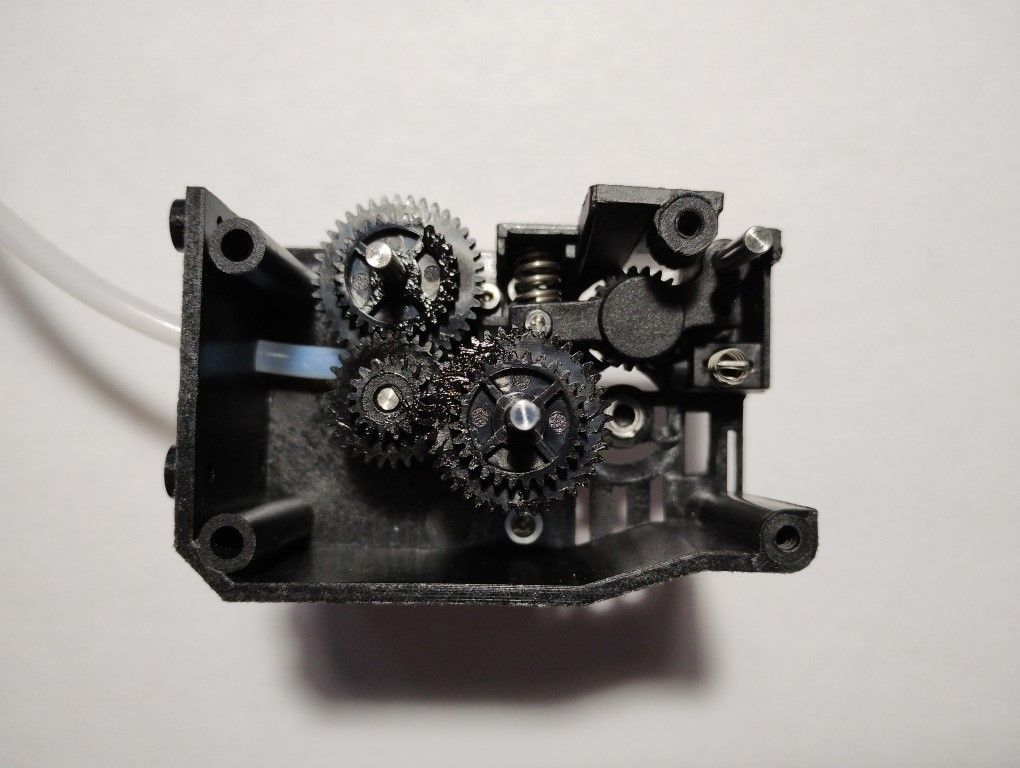
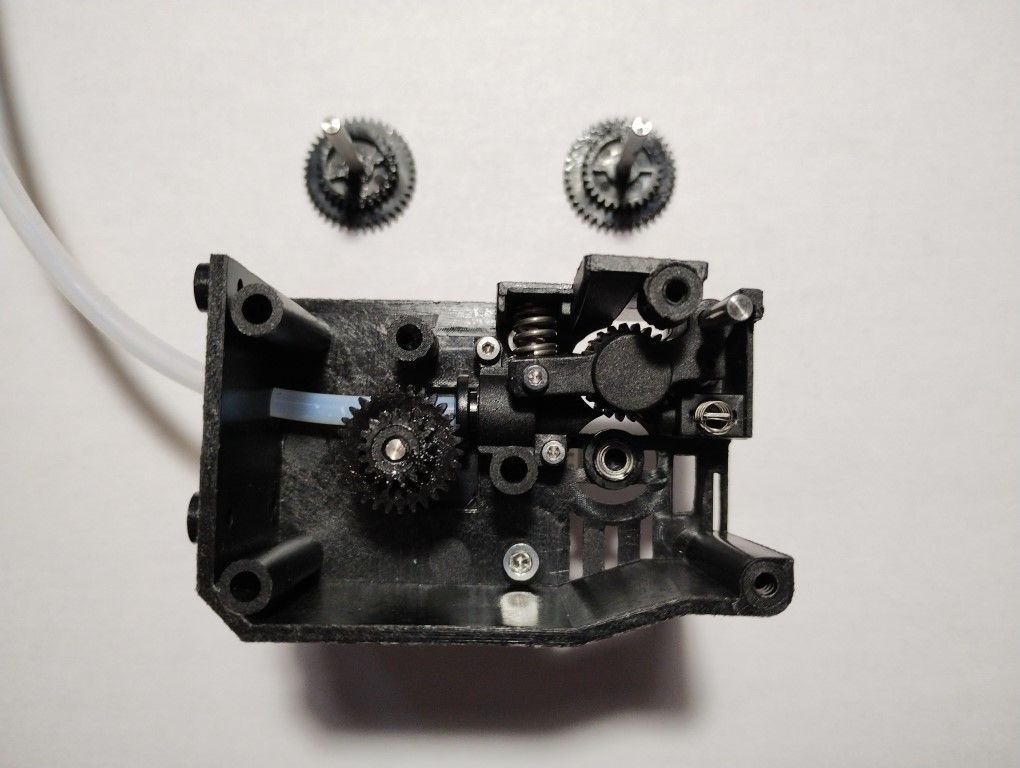
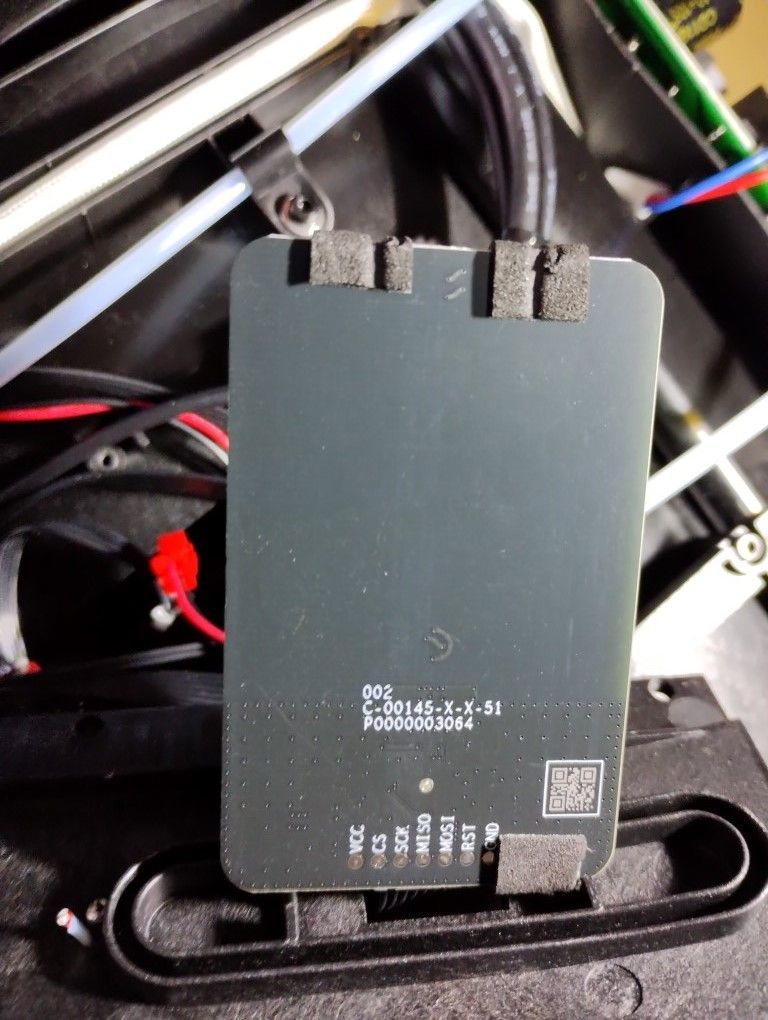
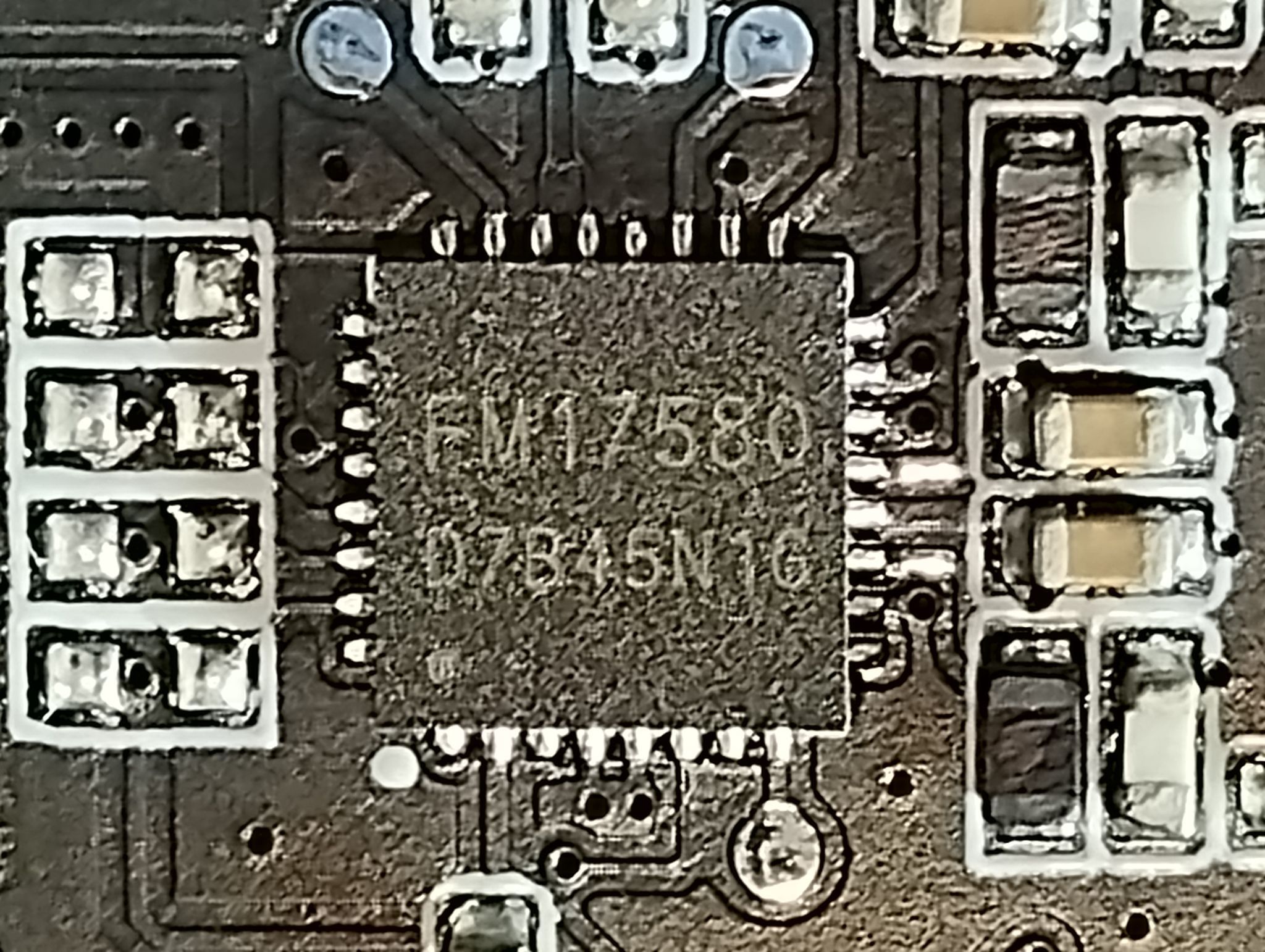
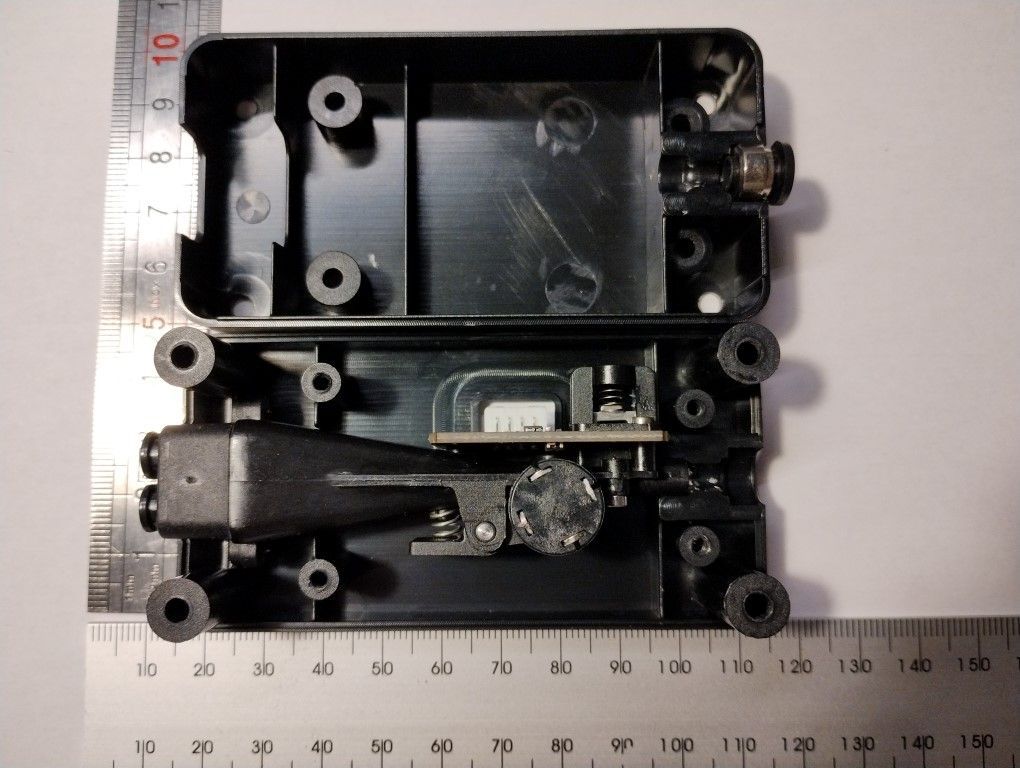
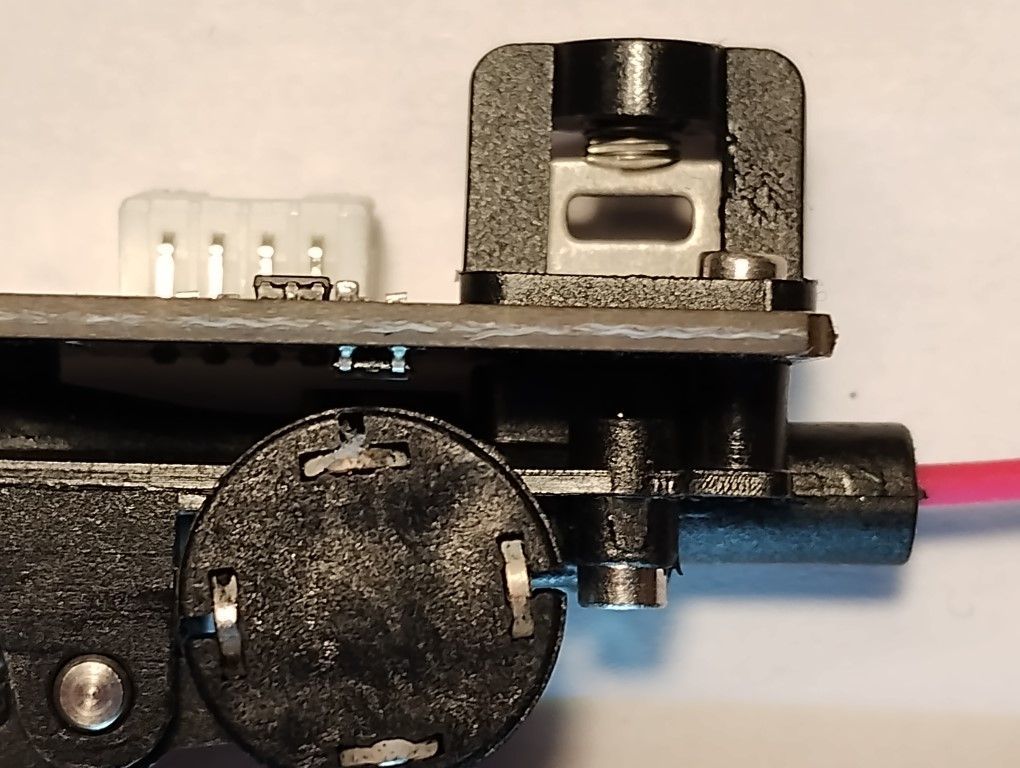
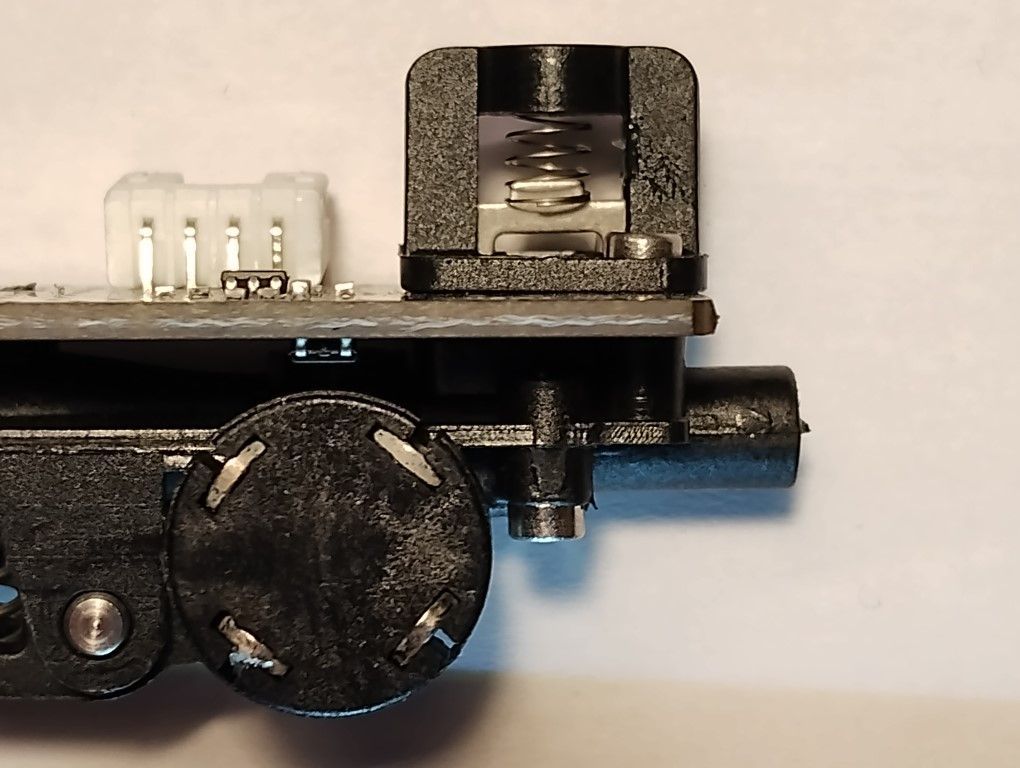
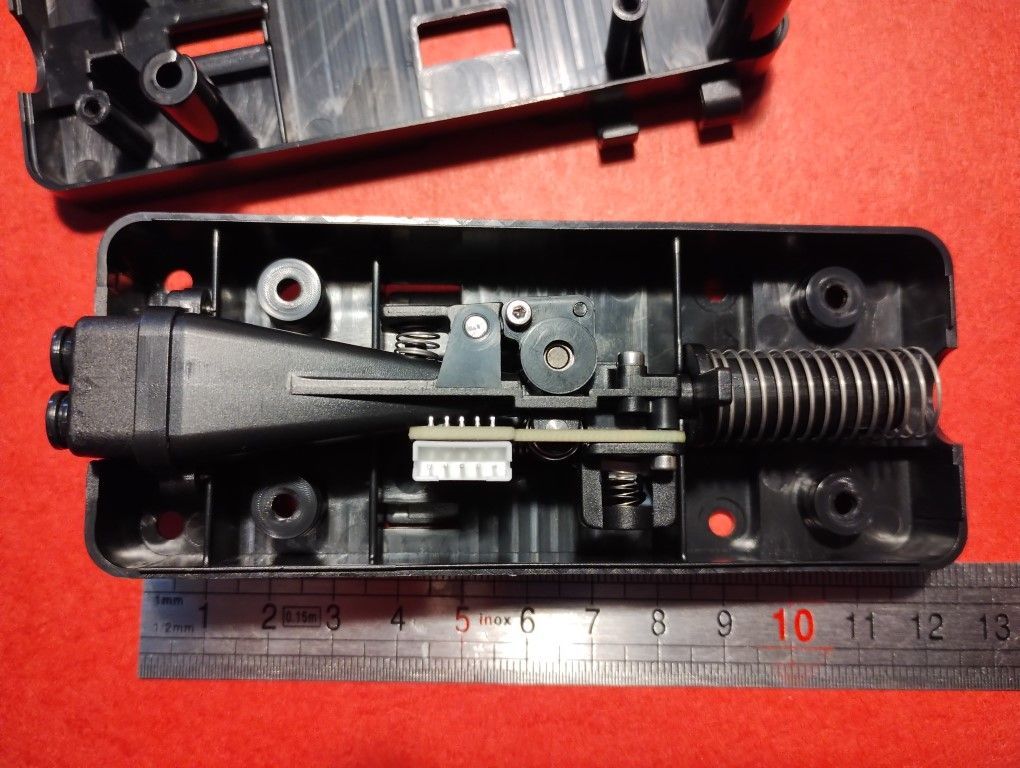
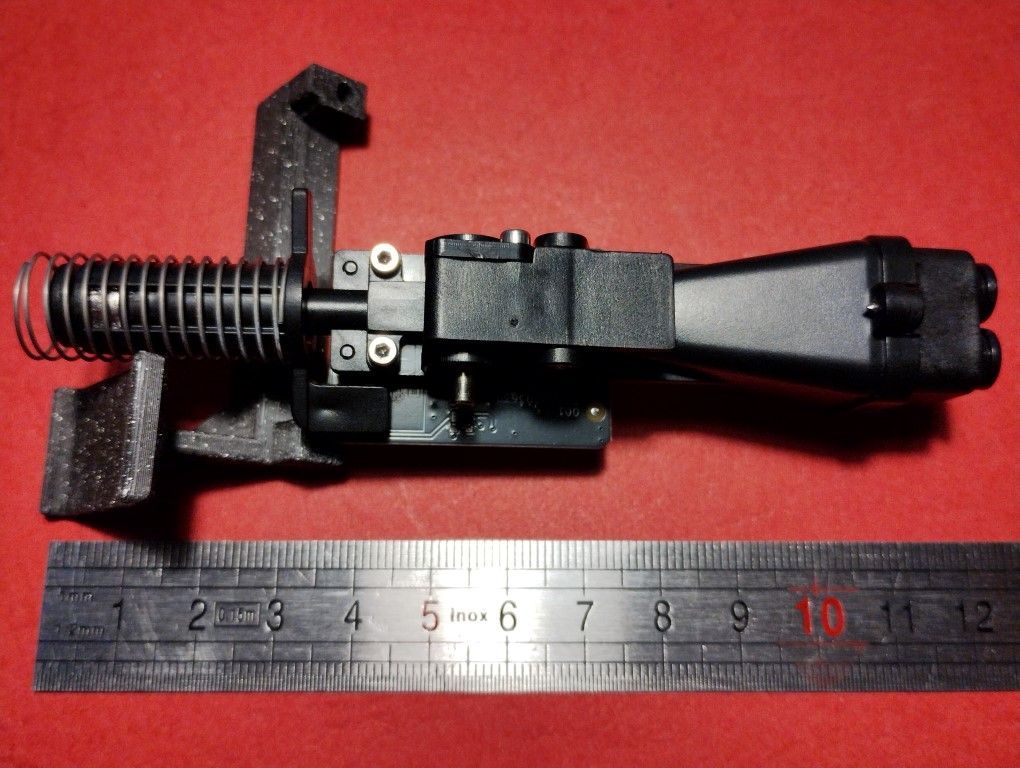
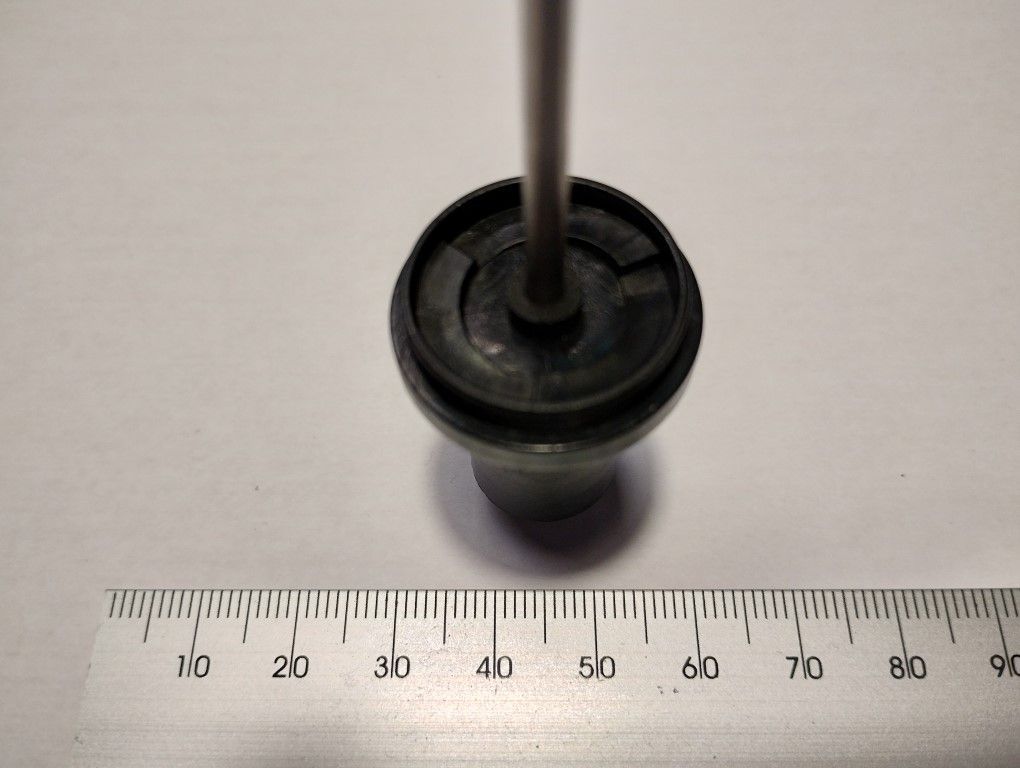
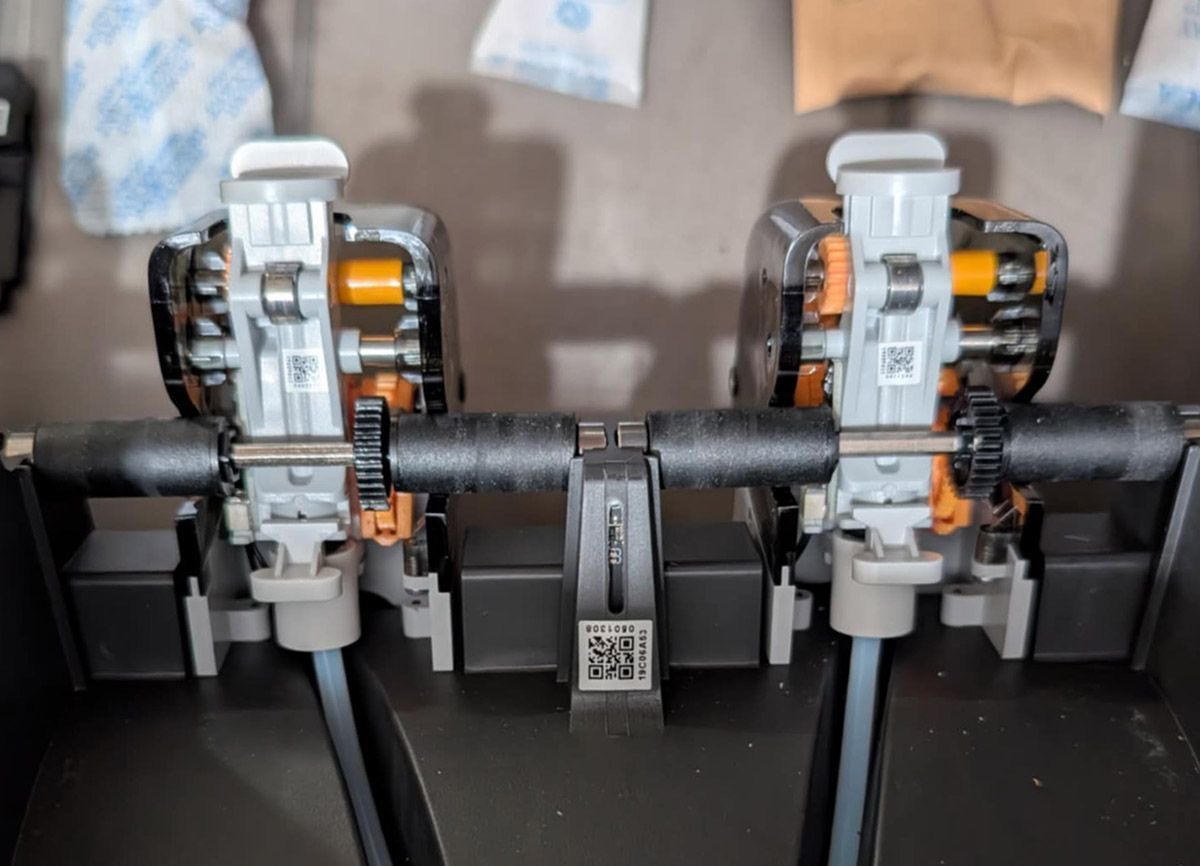
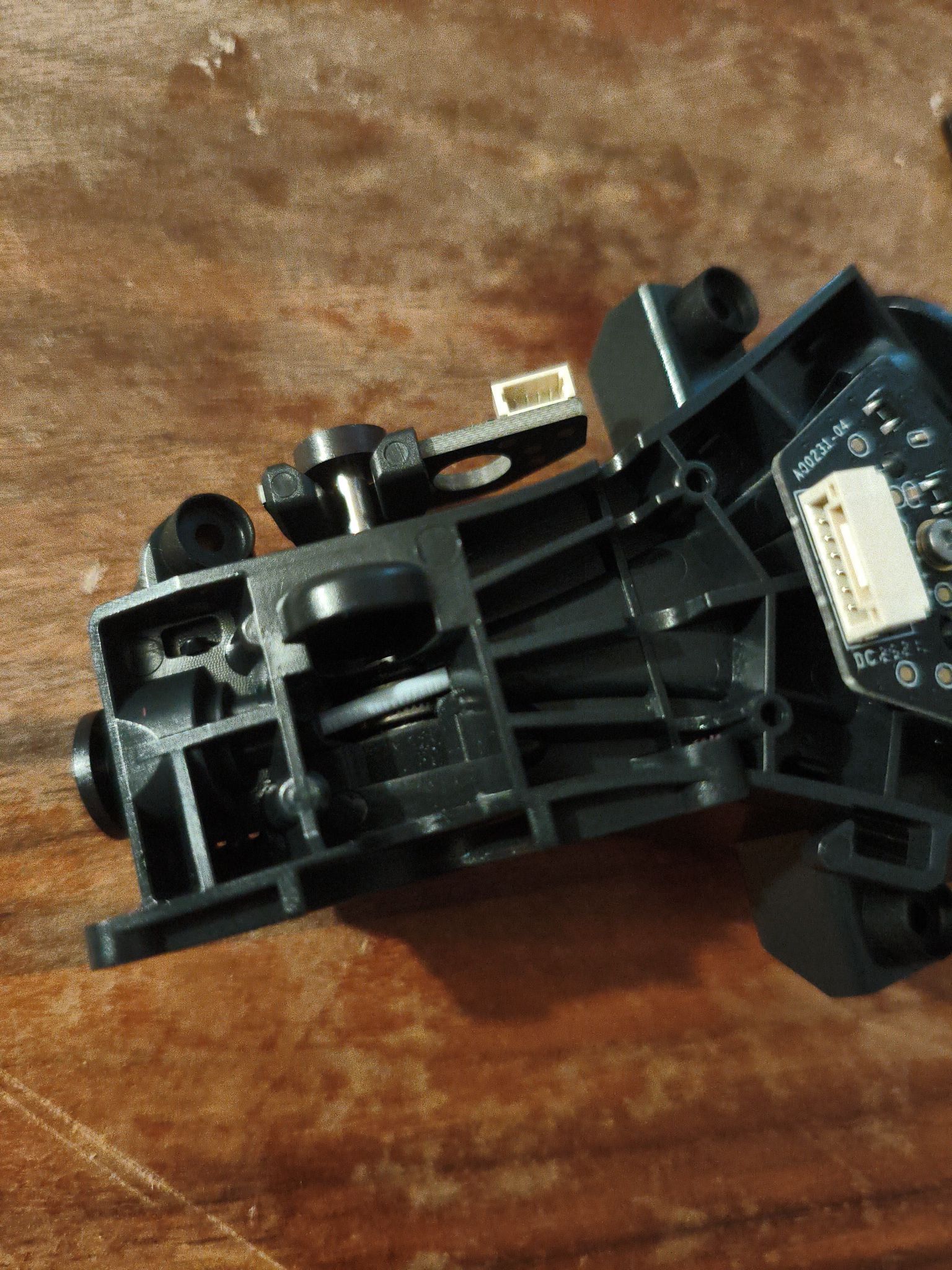
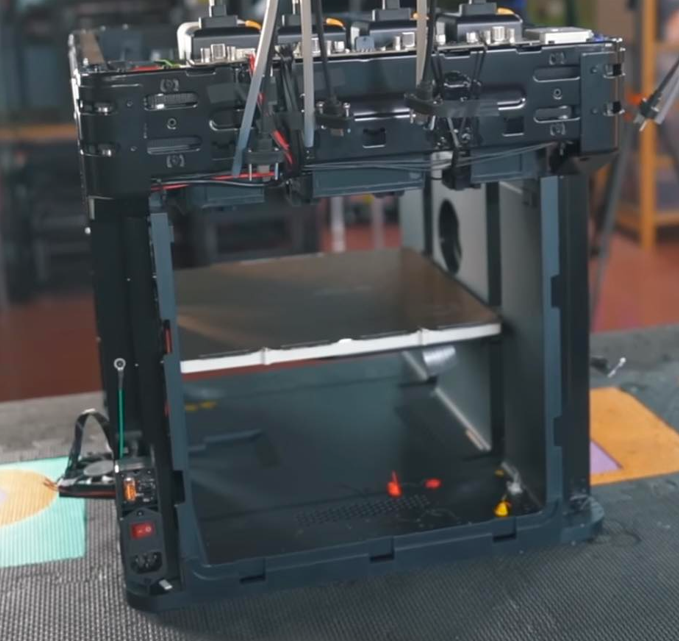
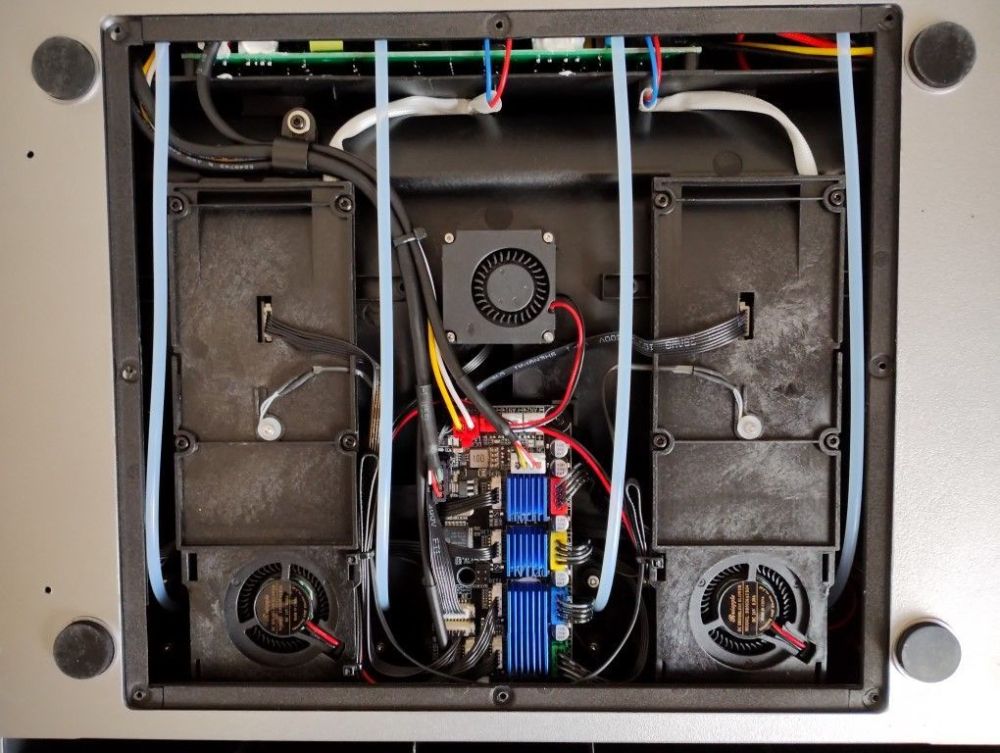
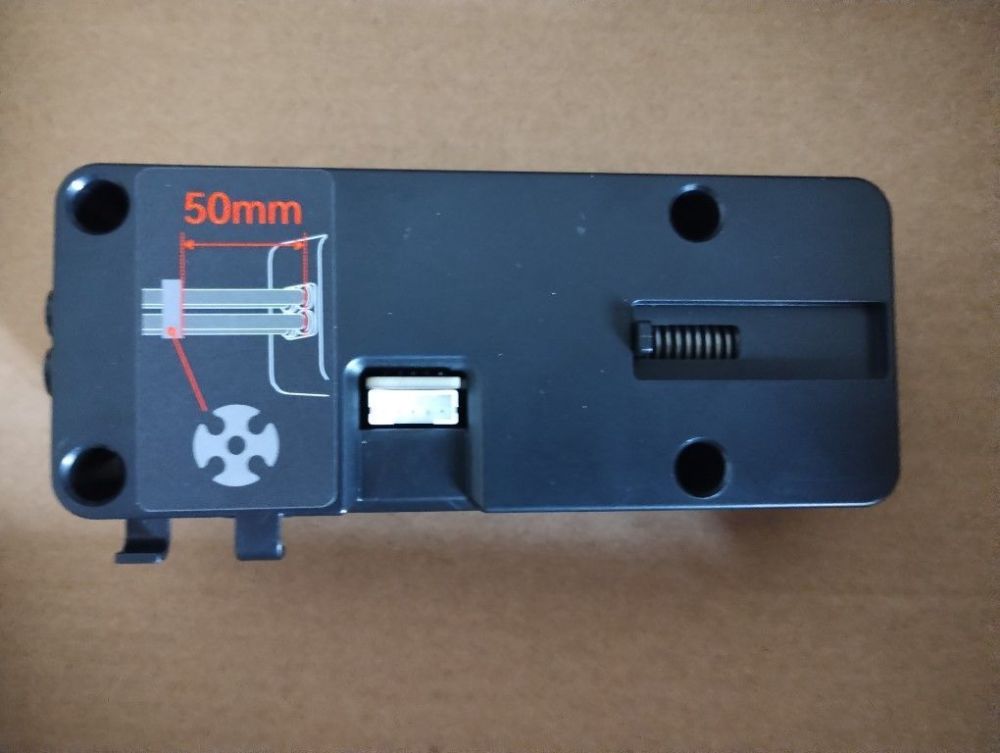
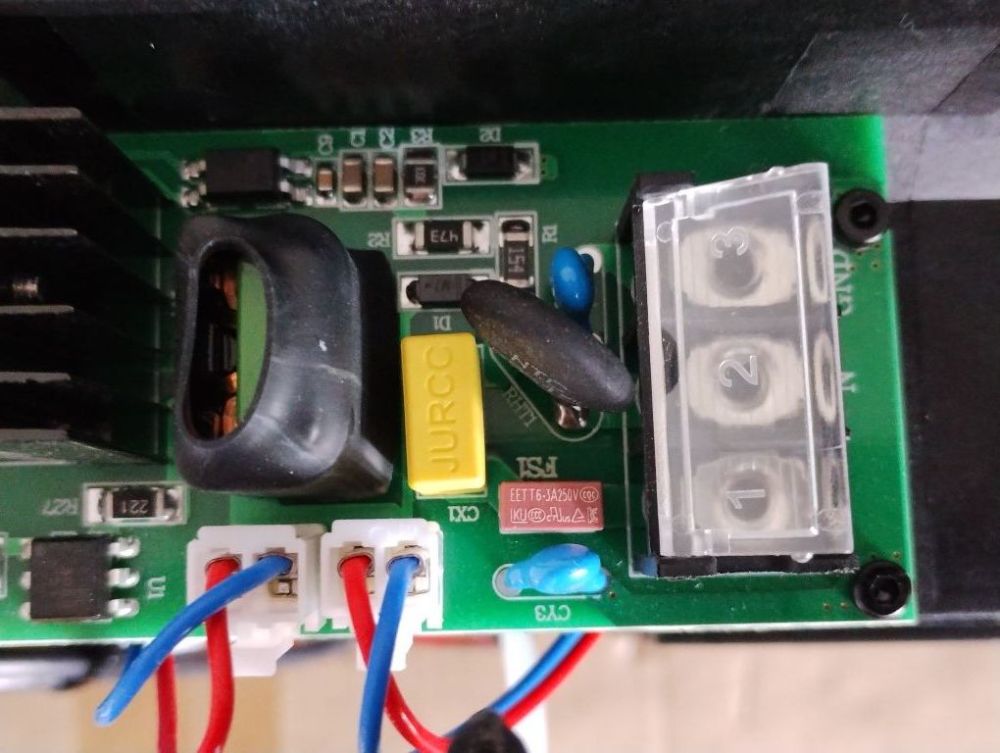
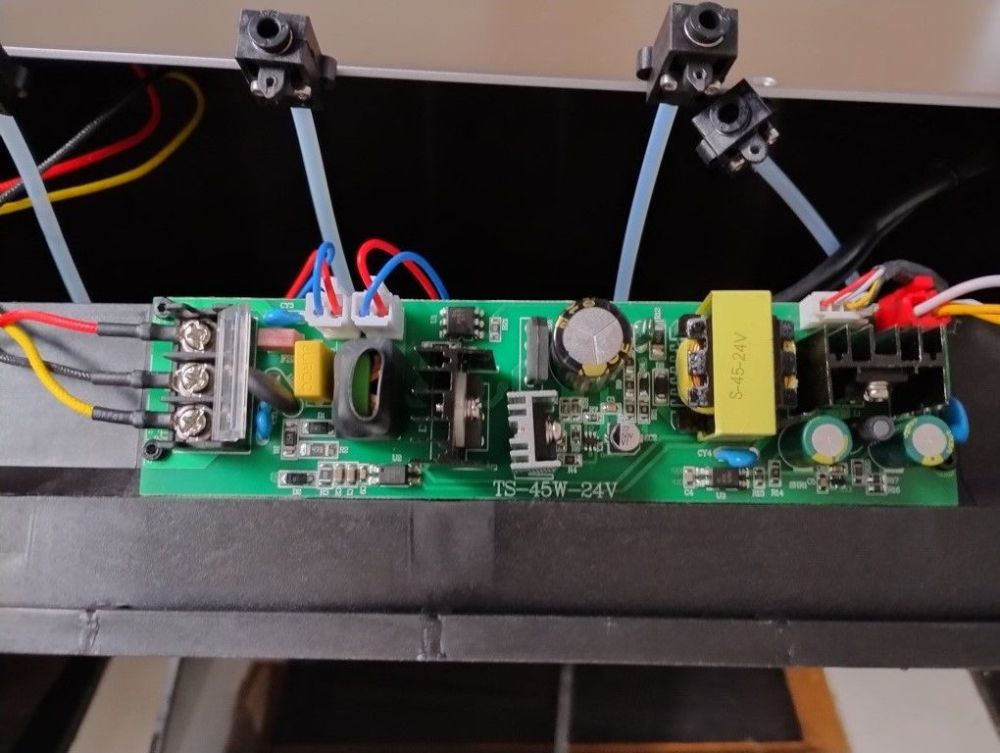
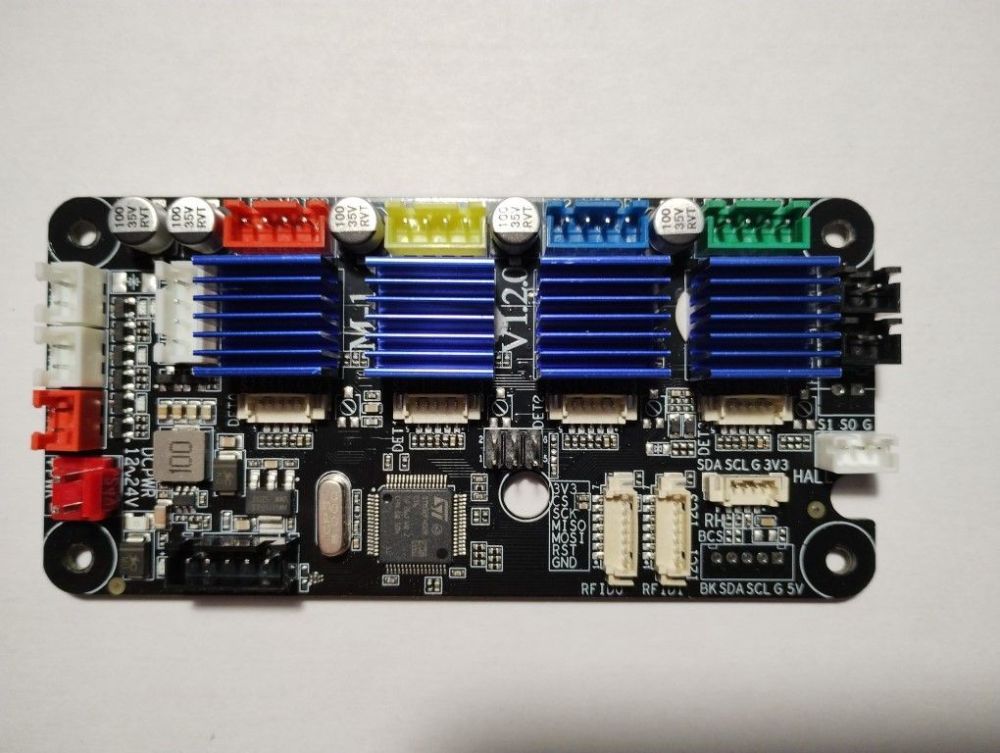
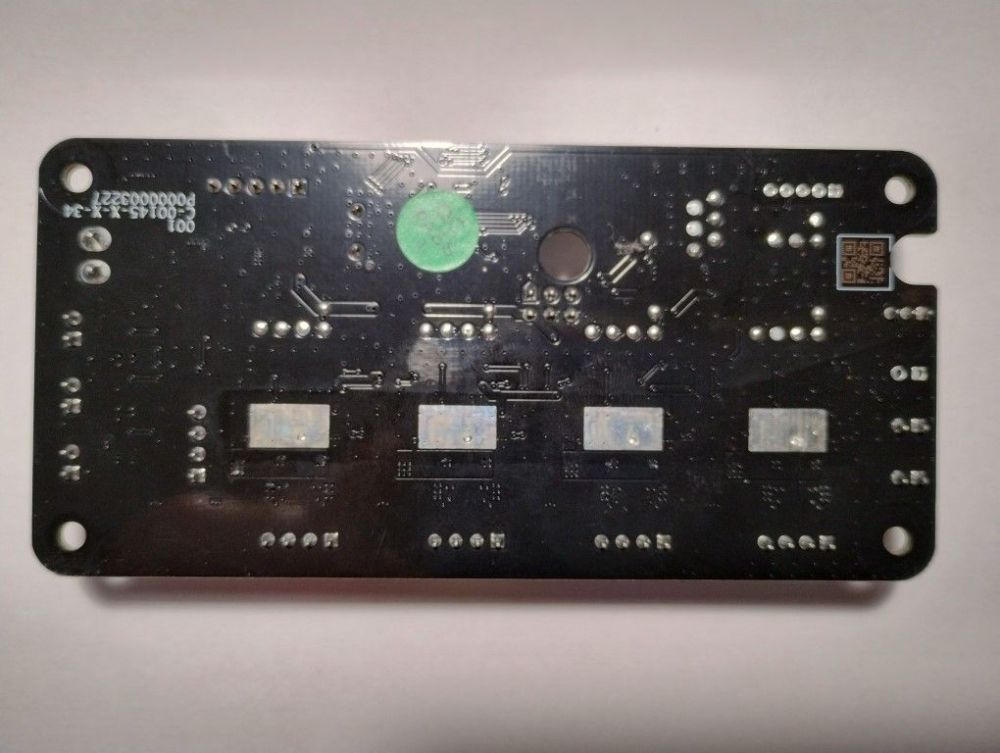
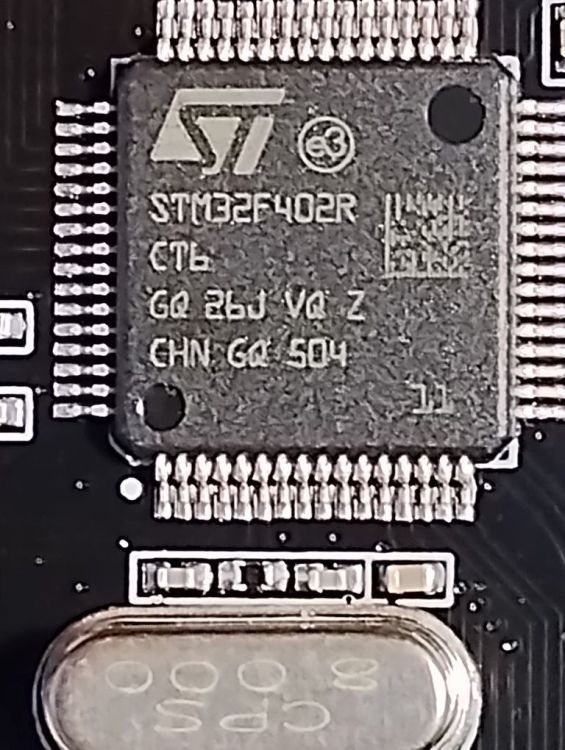
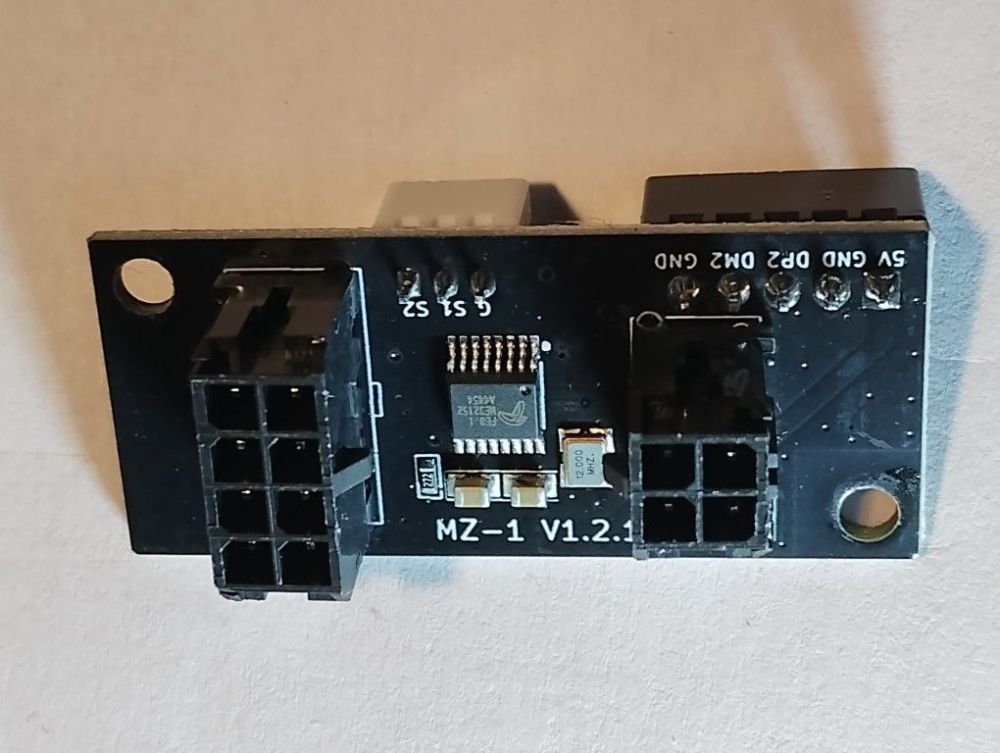
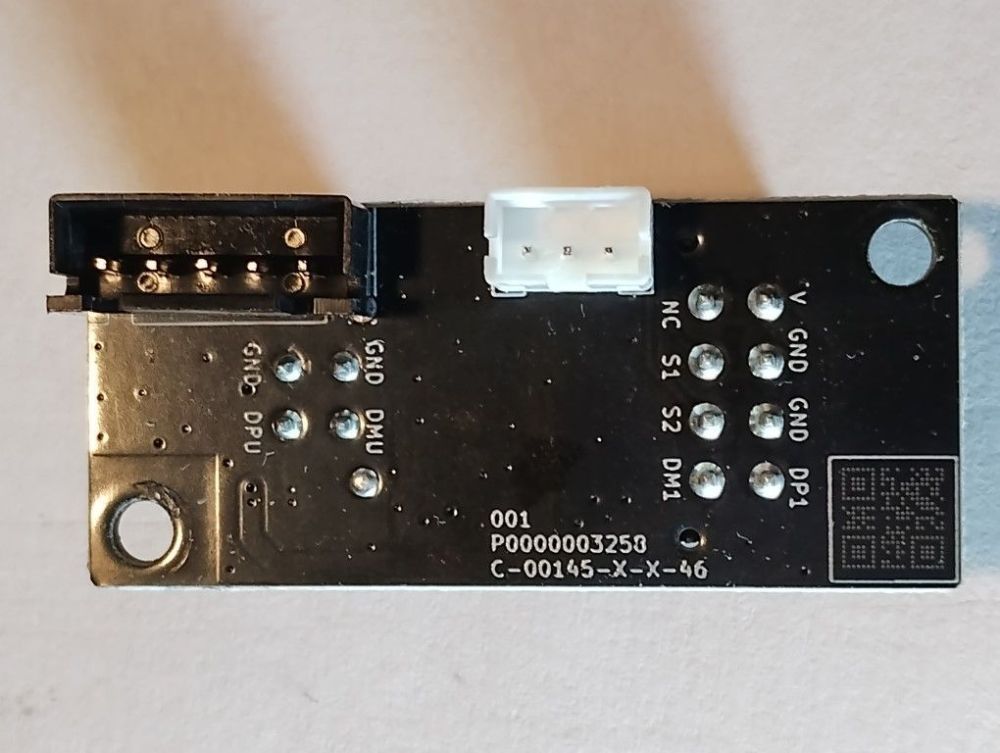
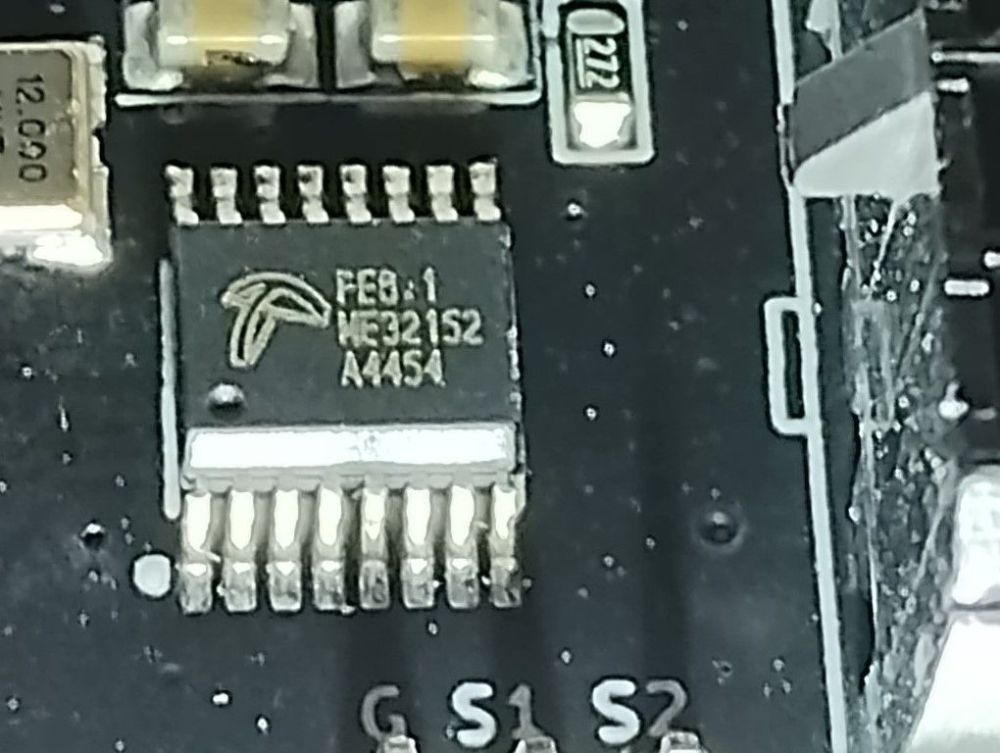
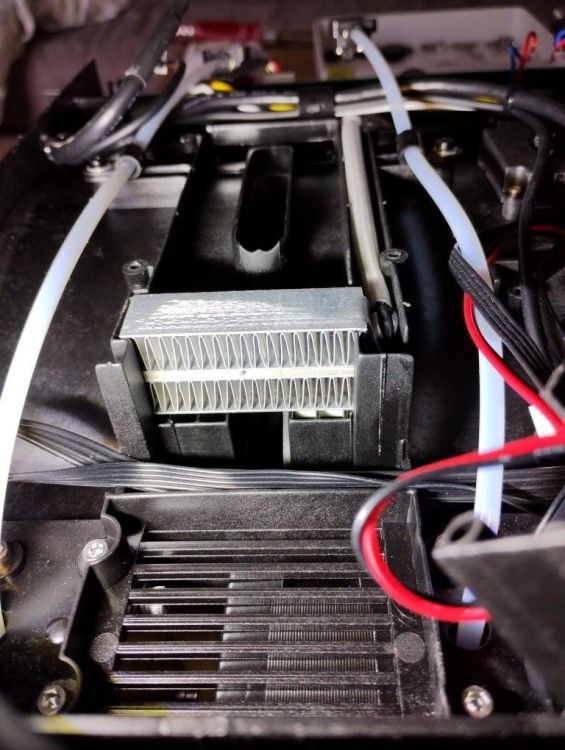
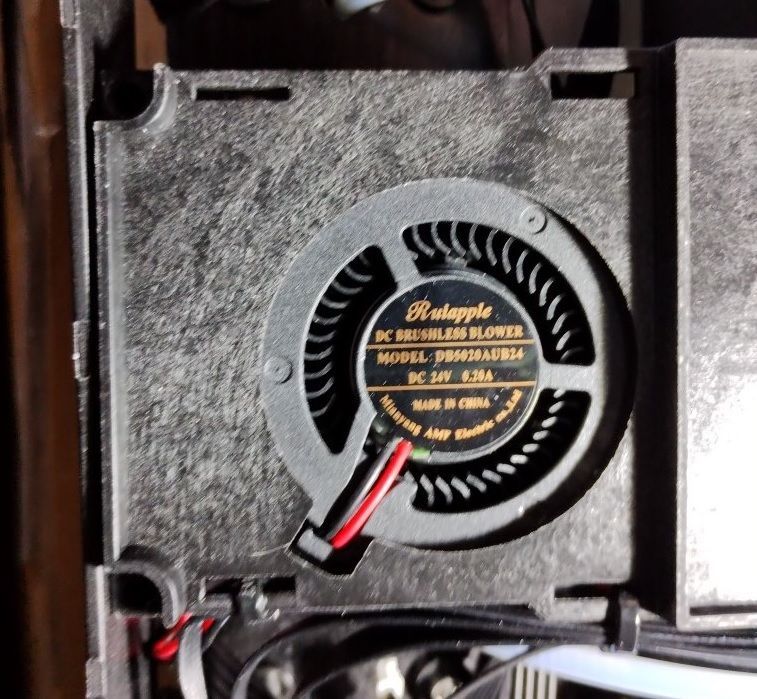
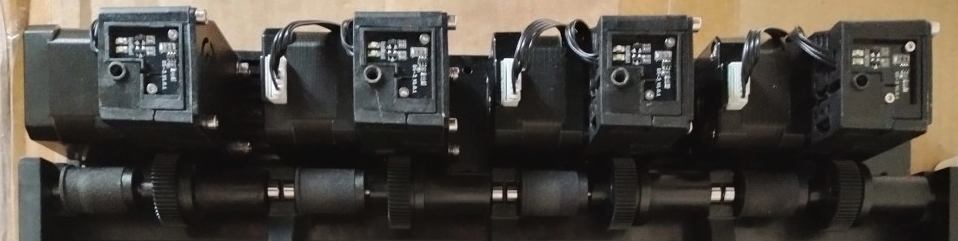
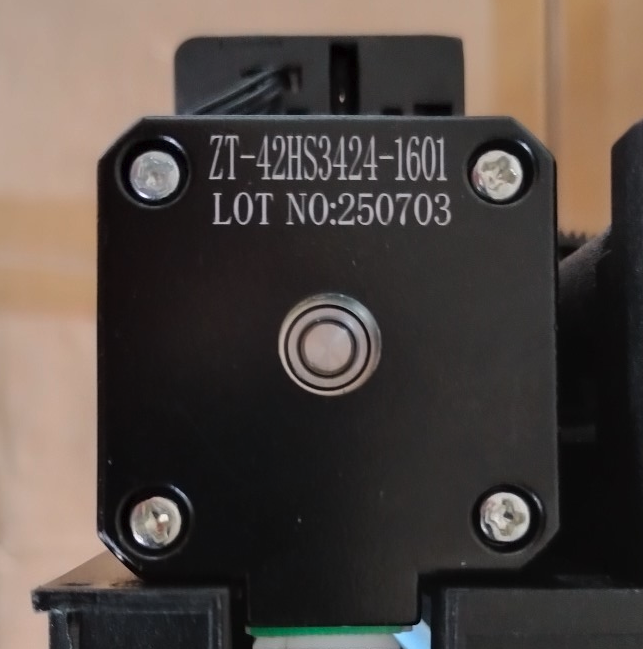
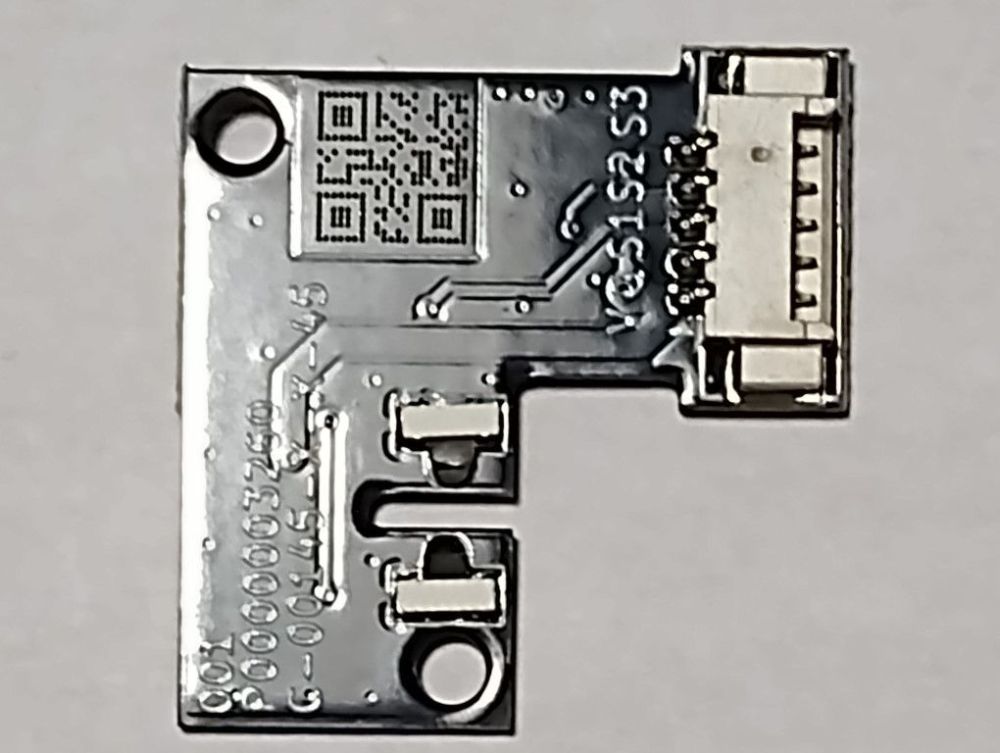
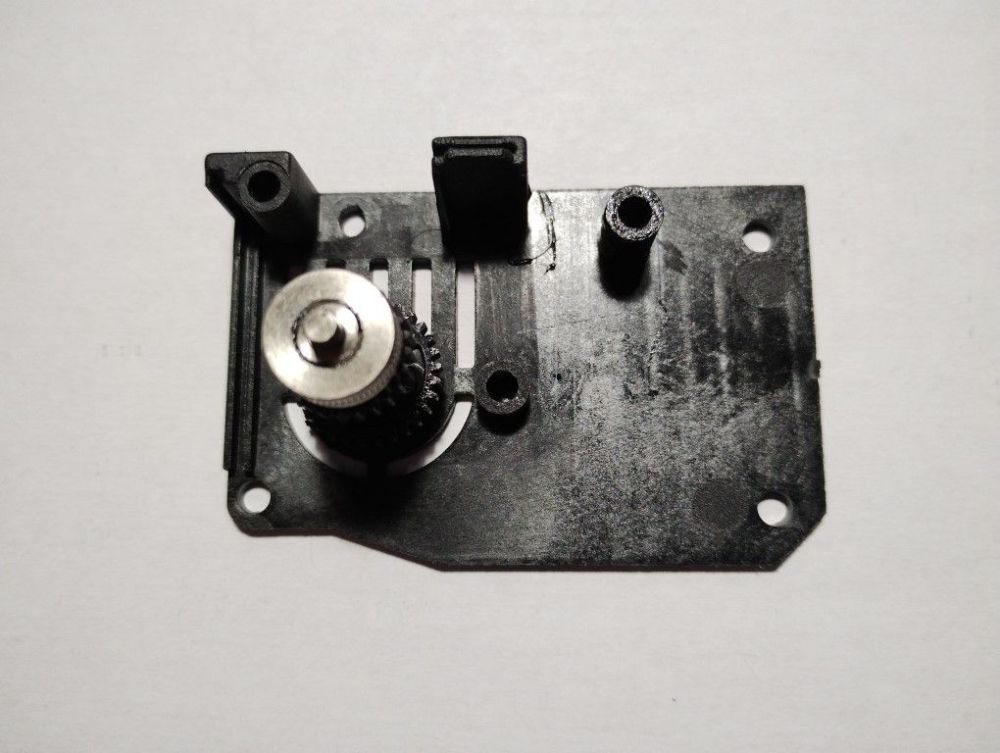
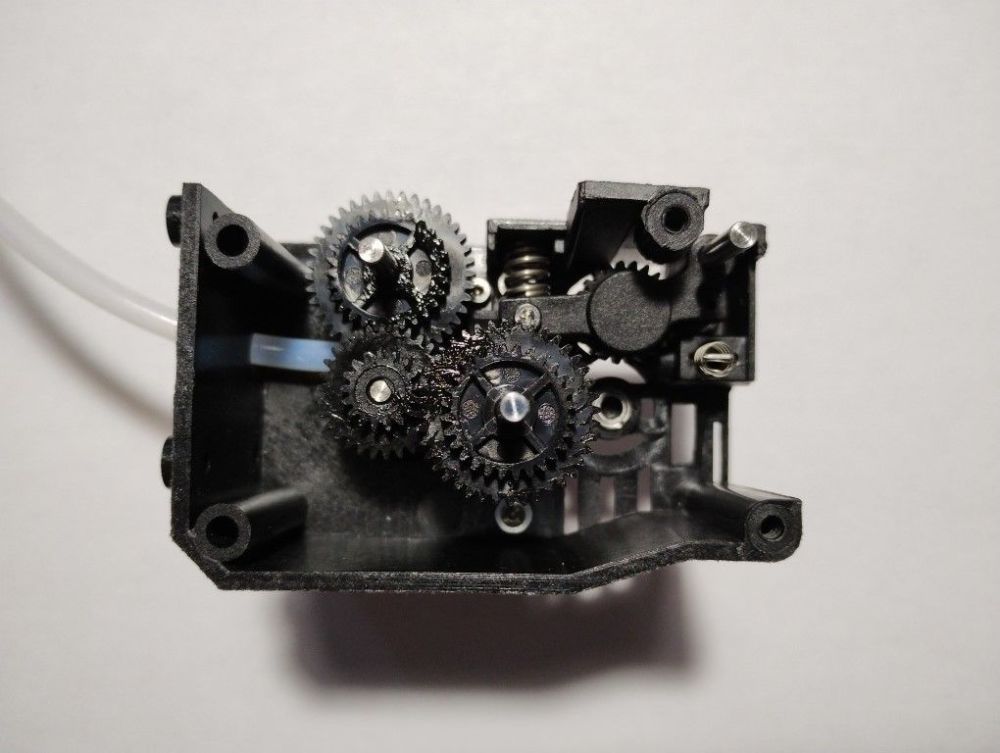
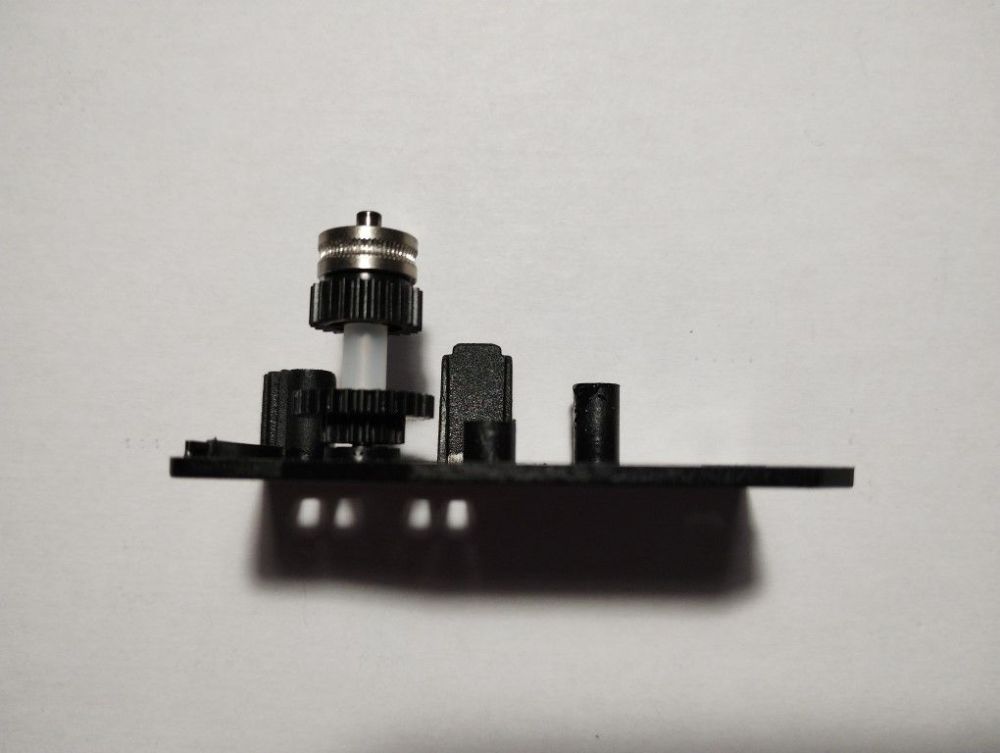
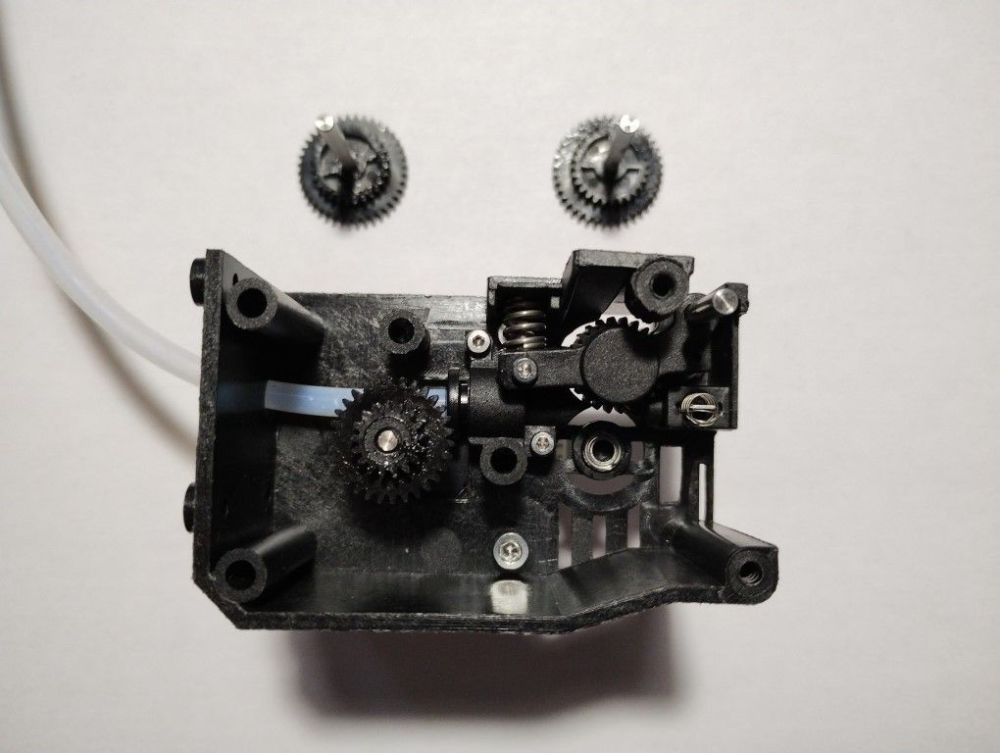
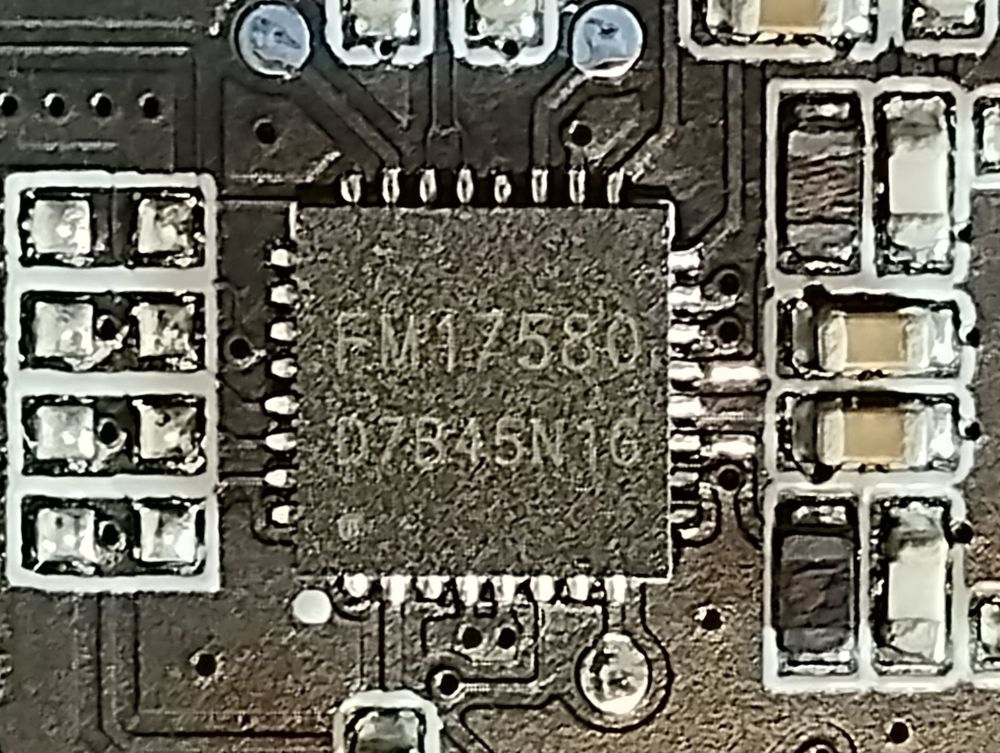
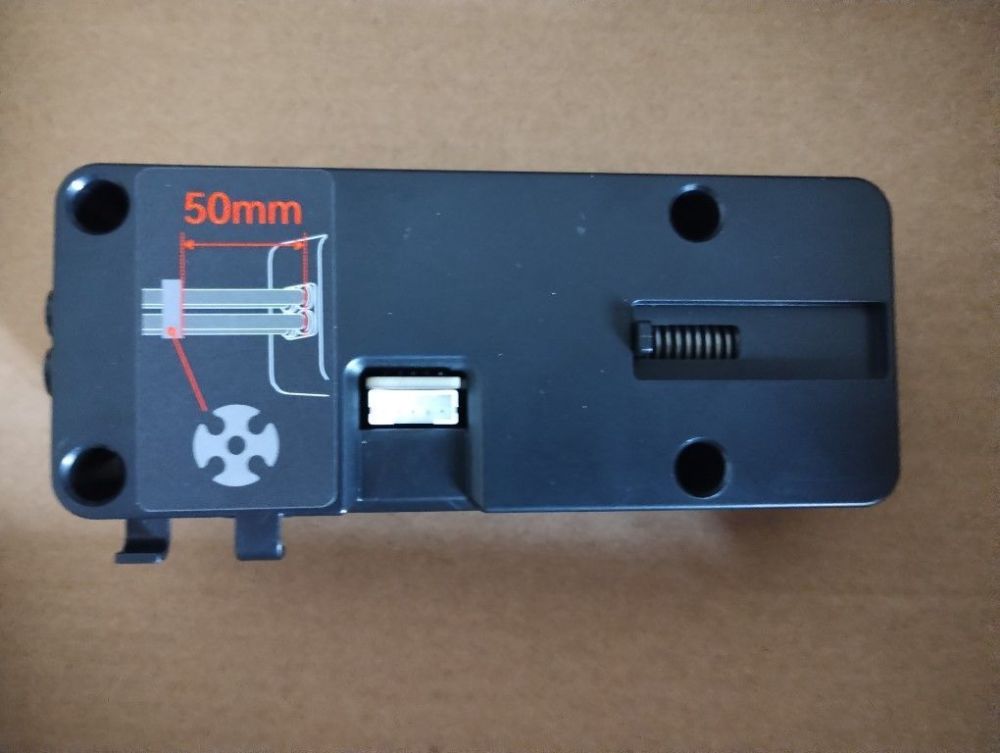
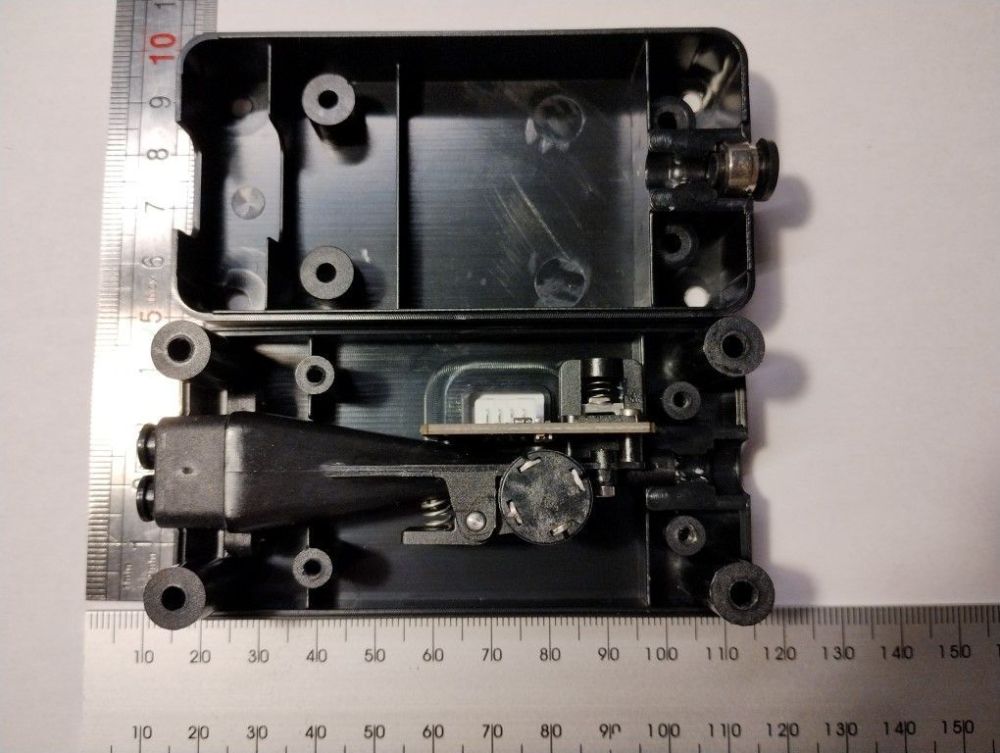
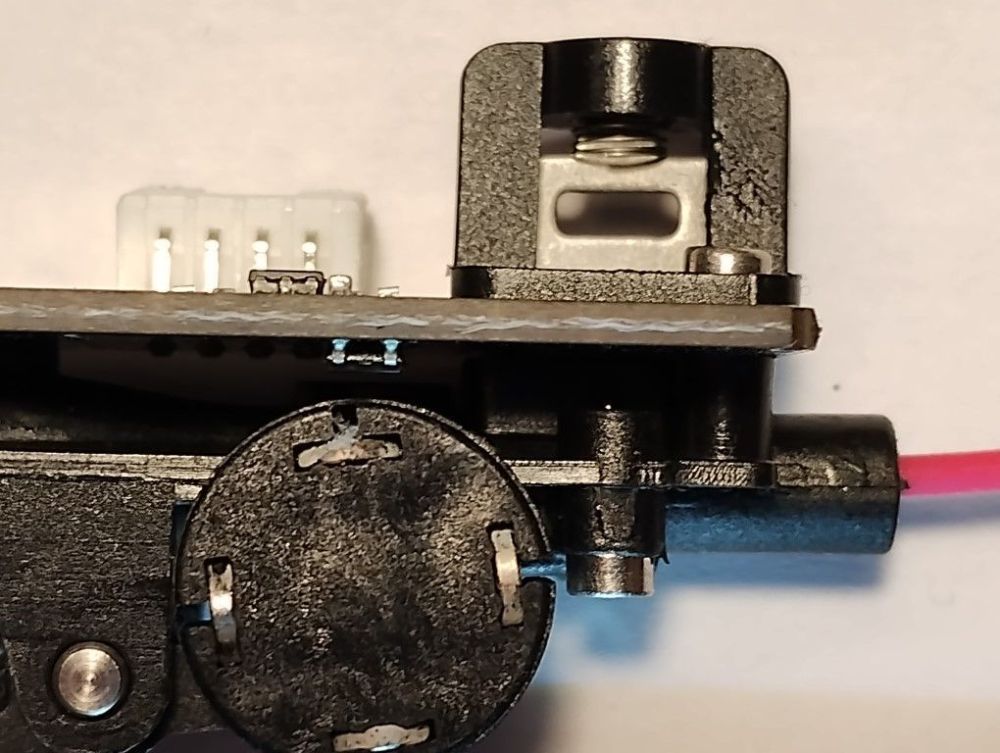
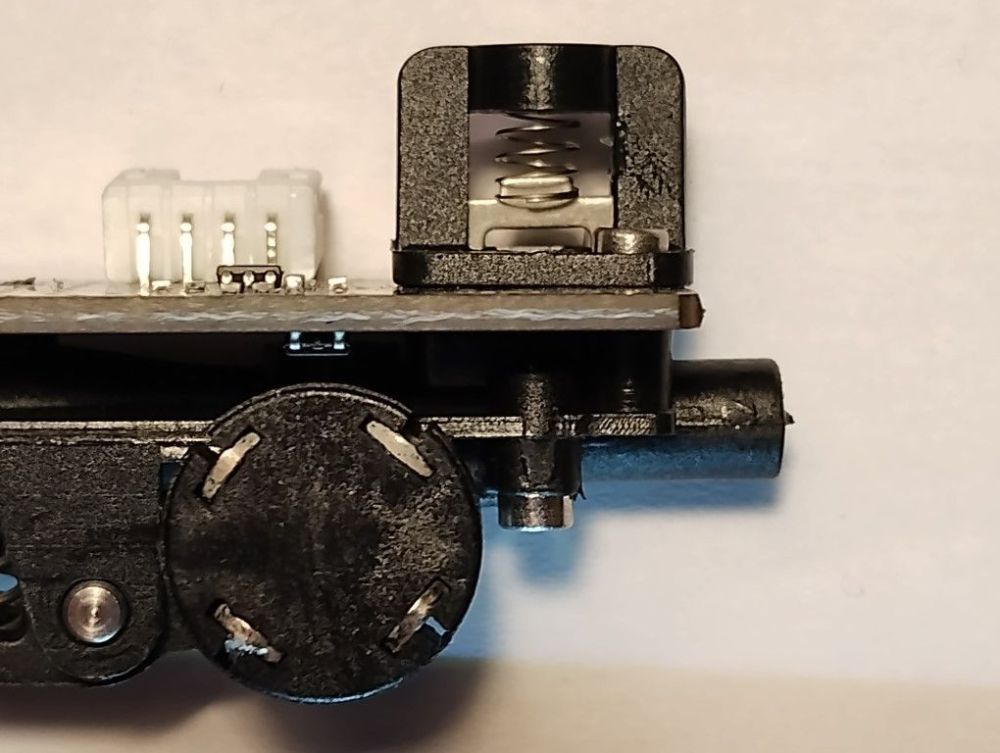
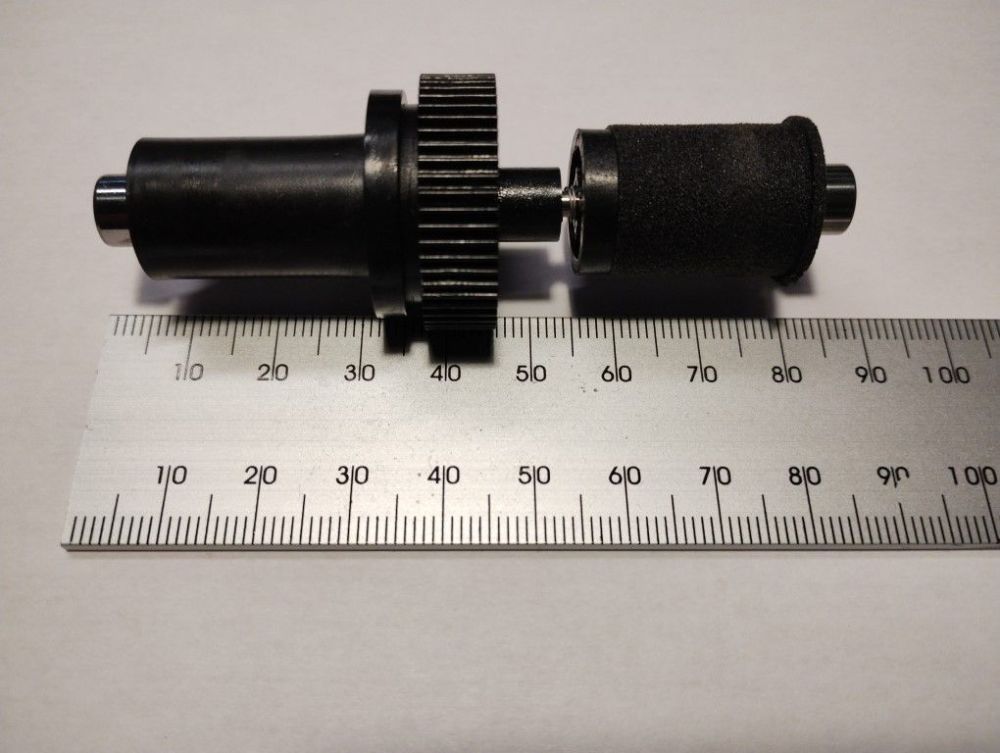
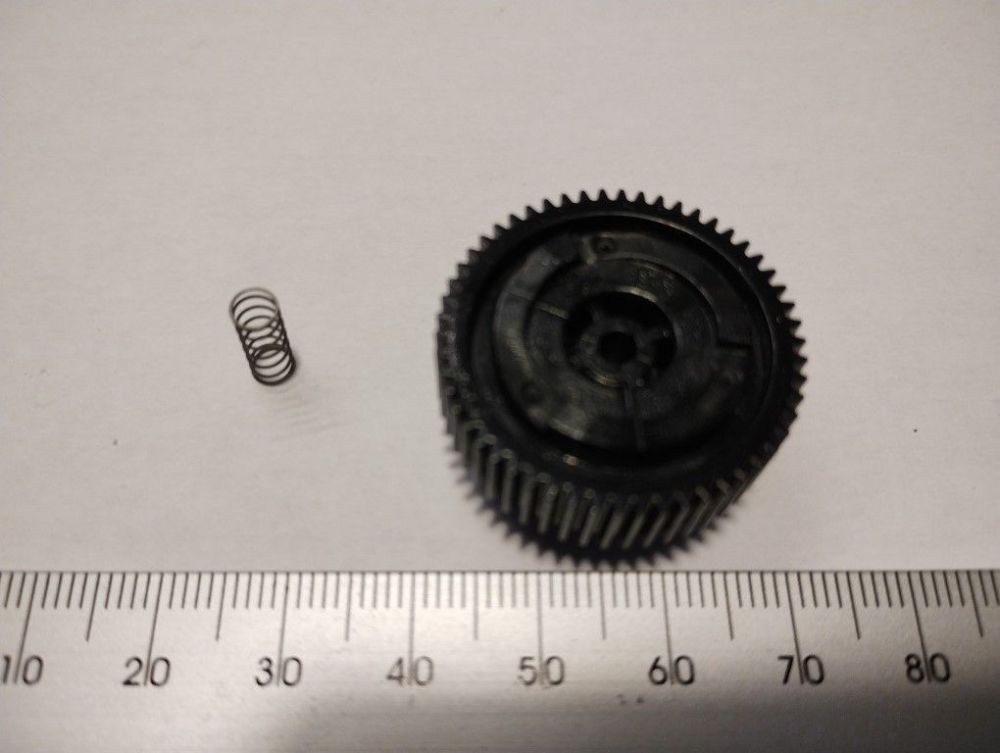
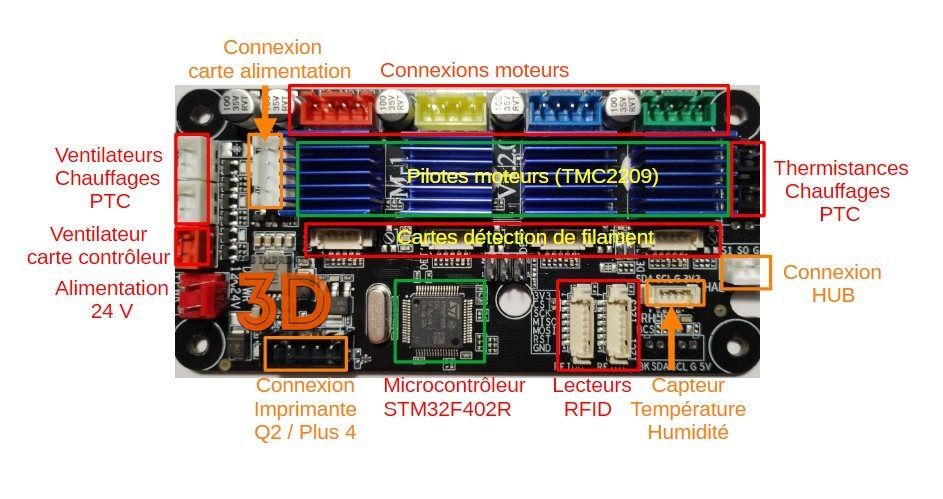
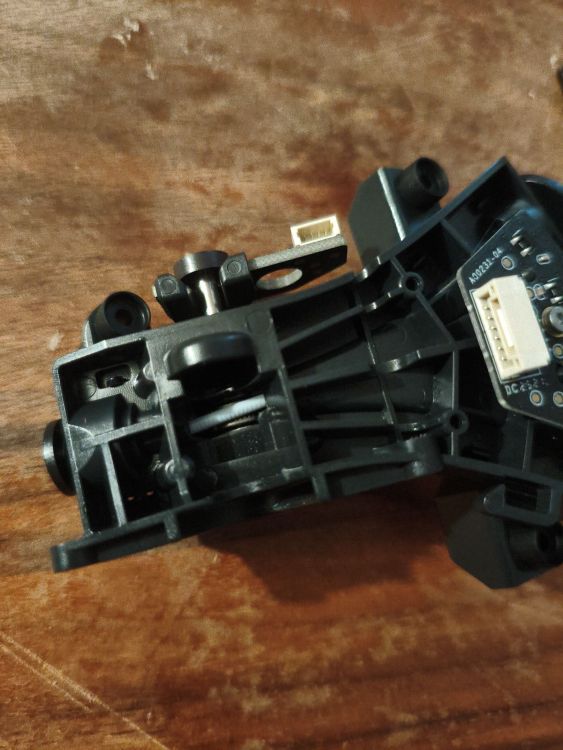
On continue l'exploration de la Qidi Box. Cette fois, on va aller examiner ses entrailles pour tenter d'y lire l'avenir en me prenant pour la Pythie . Ayant deux Qidi Box (la première non vraiment fonctionnelle), je peux les comparer. Extérieurement, peu de différences (v1 à gauche, v2 à droite) : le dessous de la nouvelle version comporte une trappe d'accès : l'orifice d'entrée du filament sous les galets d'entrainement d'une bobine, la nouvelle version comporte un coussinet en «mousse» le concentrateur (hub) de filament pour la Q2 est différent de celui livré originellement (prévu pour la Plus4), il comporte un buffer : Même si l'ajout d'une trappe d'accès est une bonne chose, ça ne permet réellement des manipulations que sur la carte contrôleur. Les tubes PTFE, au cas où du filament y reste, nécessiteront un démontage complet du boitier. Sur la photo, ci-dessus, on peut toutefois énumérer une partie des composants : - la carte contrôleur et ses pilotes (drivers), sérigraphiée M-1 v1.2.0 - le ventilateur de refroidissement de celle-ci - les deux ventilateurs utilisés pour envoyer l'air chaud à l'intérieur de la Box - l'alimentation électrique Démontage / désassemblage Le démontage du boitier interne n'est pas de tout repos. Il faut juste espérer à ne pas avoir à le faire. De nombreuses vis, certaines cachées (sous les pieds, sous le cache rendant hermétique le capot, sous la carte contrôleur) doivent être retirées. Compter au bas mot, une bonne demi-heure. Une fois celles-ci ôtées, le boitier interne peut être sorti non sans mal. Idem pour retirer le cache au-dessus des moteurs : Alimentation électrique Celle-ci alimente : en tension secteur (230 V ici), les deux PTC (chauffages du boitier), en 24 V (45 W) les moteurs (4), la carte contrôleur, les ventilateurs, etc. Carte contrôleur Sérigraphiée M-1 (v1.2.0), c'est elle qui gère les moteurs entrainant les bobines, la ventilation du chauffage, les cartes de détection du filament, la lecture de puces NFC/RFID, les connexions en mode série (USB) vers le concentrateur de filament et vers l'imprimante. Le microcontrôleur est un STM32 : STM32F402R CT6 Les pilotes moteurs sous les radiateurs sont des TMC (TMC2209) utilisés en mode standalone par la configuration (box1.cfg). Qidi n'a pas lésiné sur la quantité de colle thermique. Platine connexion HUB / Q2 Cette carte est munie d'un hub USB (FE8.1). La prise 4 broches va à la prise 8 broches de l'imprimante, celle de 8 va au hub de filament. Éléments de chauffe (PTC) Deux composants fonctionnant sous la tension secteur. Chacun permet la chauffe de deux bobines à l'intérieur du boitier (65 ° max.). Pour chacun des éléments chauffants, il y a une thermistance permettant la régulation. La circulation de l'air chauffé est réalisée par deux ventilateurs radiaux 5025 (24 V / 0,2 A). À noter que la cage interne de ces ventilateurs est ajourée (aspire l'air du moteur d'entrainement de bobine). Lecteur RFID Deux lecteurs de tags RFID, un pour deux bobines, permettent de détecter un tag RFID d'une bobine Qidi (matériaux, couleur), la puce électronique est une Fudan FM17580 : Entrainement bobine Chaque bobine est entrainée par un moteur indépendant (réf: ZT-42HS3424-1601). Chacun des moteurs constitue un ensemble regroupé dans une cage plastique. Au-dessus, une carte assure la détection d'un filament introduit et l'allumage d'une LED (blanche / rouge en cas d'erreur). Le démontage est possible, mais nécessite d'être méticuleux, car de nombreux engrenages se trouvent à l'intérieur de la cage plastique. L'intérieur avec les engrenages et roulements à billes : La carte électronique (LED + détecteur filament) : Concentrateur de bobines (hub) Suivant la version livrée de la Qidi Box, il y a deux modèles de concentrateur de filaments (hub) (à gauche la Plus4, à droite la Q2) : Plus 4 Le mécanisme interne comporte un détecteur de filament (présence / absence) et une roue codeuse (avance / blocage) : Q2 Le mécanisme interne comporte le même détecteur de filament, pas de roue codeuse, mais un tampon de synchronisation (buffer) : Axe d'entrainement de bobine Il repose sur deux roulements à billes. Un des galets (démontable en le coulissant) a une surface rugueuse pour faciliter l'accroche. L'autre partie est celle munie de cliquets. C'est «grâce» à ce système qu'un bruit est émis au chargement du filament, système débrayé lors du déchargement. Astuce: un peu de graisse à l'intérieur permet d'atténuer fortement les clics clics . Capteur effet Hall Je ne suis pas certain d'à quoi il sert. Je suppose qu'il est utile lors du séchage des bobines. Les bobines tournent régulièrement pour ne pas chauffer qu'à un seul endroit. Ce capteur mesure la température et l'humidité interne du boitier. Il est situé en haut sur l'arrière du second séparateur de bobines (les deux autres, le premier et le troisième, contiennent le lecteur RFID). Vue de l'intérieur, de l'arrière, gros plan : Cadeau «bonux» Le schéma de câblage de la carte M-1 : Je pense avoir fait le tour des éléments constituants cette Qidi Box. Après cette lecture fructueuse de ses entrailles, pour l'avenir, je prédis l'arrivée d'un nouveau modèle d'imprimante… que j'appellerai Max4 . C'est tout pour cette fois. On approche de la conclusion. En attendant et pour vous faire patienter, l'impression « classique » du logo du site (colorié via le trancheur) :






























 2 points
2 points -
Bonjour à tous, J’ai reçu ce matin la Box pour la QIDI plus 4. Voici mes manipulations et un premier essai de la BOX. l’installation est facile rien de bien compliqué il suffit d’être méthodique et adroit pour changer l’extrudeur avec tous le tubes PTFE. -réaliser la connectique des différents câbles vers le coupleur USB fixé au bâtie. -première étape coller les Tags NFC correspondant aux couleurs des 4 différentes bobines. (çà fonctionne très bien les bobines sont reconnues automatiquement) - mise à jour de la plus4 version 1.73 éteindre l’imprimante. - allumage dans l’ordre la BOX en suite la Plus4. ->Placer chaque bobine et insérer le filament un à un avec un peu de patience tout est Ok les 4 Leds sont illuminées de couleur blanches. (çà fait un peu de bruit mais sans plus, c’est normal) - j’ai synchronisé la Box avec la Plus4 avec le Slicer QIDIStudio. - J’ai créé pour le test d’impression un tube de trois couleurs, bleu, Blanc, Rouge en affectant le changement de couleur à chaque niveau souhaité. - j’envoie le fichier Gcode et je laisse faire le processus d’impression avec 3 purges pour chaque changements de couleurs. (je pense que nous pouvons réduire le coefficient de purge avec des valeurs inférieures) j’ai réglé au minimum 0,3. - l’impression c’est parfaitement bien passée la qualité est remarque avec une tour de purge qui est efficace. Nota : je ne suis pas arrivé à coller la petite mousse sur le racleur métallique ; à la première purge, la mousse est partie à la poubelle à crottes. J’ai remarque que certaines plus 4 le racleur (ou éjecteur métallique) comportent une encoche que ne détiens pas ? Peut-être que la pièce métallique doit être tordue comme sur le tuto pour réduite la hauteur entre la buse et le racleur ! A vous relire : conclusion çà fonctionne très bien Nota : je ne sais pas comment faire chauffer la BOX en cours d'impression je ne comprends pas le menu impossible de saisir une température.

 1 point
1 point -
Hello Moi c'est jérémy j'ai 28 ans je me suis lancé il y a 2ans dans l'impression 3D et je ne me suis plus arrêté au plaisir de vous lire1 point
-
L'examen des composants internes est disponible ici.1 point
-
Ils laissent l'exclusivité du kit d'upgrade à Bondtech pour Q1/2026. Il me semble qu'ils commercialiseront la version Prusa pour Q2/2026, toujours en kit d'upgrade. Pour la CORE One+ et la CORE One L déjà équipées de l'INDX, ça sera probablement plus tard encore. Restera à voir les retards comme d'habitude, surtout qu'il y a plein de nouvelles pièces qu'ils doivent produire en masse pour répondre à la demande...1 point
-
Je vais ici par la suite indiquer les modif ou mod ajouter a ma U1 et si il y a un réel plus. Le premier est un TopHat mis sur Thingiverse par Srin a première vue un utilisateur Coréen de la U1 son TopHat a l'air intéressant. Et surtout cela coutera bien moins que les 150€ en prix promo que celui officiel Snapmaker qui sera dispo que en mai qui plus est. Pour ceux qui chercherais a avoir un PTFE entre leur dryer de filament et le système d'envoi du filament au tête d'impression il y a un mod disponible Pour ma part j'ajouterais probablement une surface flexible Gyrogrip Pro Glacier pour U1, cette surface d'impression a déjà fait ces preuves et a 20€ environs y a pas ce priver Quelques rendu d'impression avec la U1. Attention il ne s'agit pas réellement d'une Hueforge ici car en réalité sur certaine couche nous avons plusieurs couleurs impression en 0.08mm avec le filament snapmaker. Chat colorisé sous SnapOrca en 0.2mm de hauteur de couche, rien de redire a la qualité d'impression toujours avec les profil Snapmaker . Attention on a une fausse impression qu'il y a des irrégularités de couches en réalité on perçoit pas a l'oeil c'est bien plus propre mais mon APN et la lumière exacerbe le rendu. Pour rappel sur la U1 on a 1h52min de temps d'impression pour 27gr utiliser Benchy + tour d'amorçage, en simulation sur la A1 on était a 11h50min de temps d'impression et 154gr avec les profile BBlab par defaut Benchy + tour + purge, et en optimisant on pouvait réduire à 104gr de filament en supprimant la tour et optimisant la purge pour un temps de plus de 11h30 toujours. Aller encore quelques impression multi color de Noel imprimer en plusieurs pièce les chapeaux et socle sont séparable et les sujet on été imprimer a part mais tous les pièce on au moins 2 couleurs. je ne vais pas mettre tous les impressions que je réalise en détail mais pour le moment 0 échec d'impression le seule ennemie que j'ai réellement c'est possiblement l'humidité sur les bobines qui peuvent causé du stringing et donc il est vraiment utile de d'avoir un système de séchage du filament c'est l'un des gros manque de la machine d'avoir un vrai système intégré, y a bien les snapdryer mais je les trouves pas ultra pratique je vais probablement investir dans un Chitu Filapartner E1 ou 2 Creality Space PI Plus d'ici janvier. Aller je change de type de filament, j'arrête le multi couleur pour le moment pour tester l'impression de PETG, je vais imprimer de TopHat pour la U1 designer par le Coréen Srin, et sa tombe bien j'avais en stock une bobine de HS PETG de Jayo que j'avais pas tester c'est chose faite . L'avantage du HS PETG (ou Rapid PETG, ou encore PETG HF suivant les fabricants) c'est de pouvoir imprimer du PETG avec des vitesses élever allant jusque 600mm/s (bon perso je pense pas aller au dessus de 300mm/s pour ce filament, ce le réglage que j'ai choisis d'ailleurs, 250mm/s pour les bords externe et 300mm/s pour les interne et remplissage). J'ai laisser les réglages similaire au PLA avec le profile de base, et j'ai choisi un profil de Filament Snapmaker PETG HF ou j'ai ajuster les temp° par rapport au filament Jayo que j'ai. Cela m'a d'ailleurs permit de trouver un bug sur la U1, si l'on choisir manuellement le type de filament PETG HF sur la U1 en chargent la nouvelle bobine, sur SnapOrca dans device on voit bien la bobine dans la tête mais dans la préparation de l'impression l'extrudeur avec notre PETG HF n'apparait pas, si l'on selection manuellement un type PETG HF et que l'on tranche lors de l'envoi vers la U1 de l'impression impossible de mapper le filament dans l'extrudeur contenant le PETG HF de définit, il y a un warning et on nous indique qu'il a pas de filament de ce type dans les extrudeurs. Pour résoudre le souci (ce qui m'a pris 10 minutes le temps de comprendre qu'il y avait soit un souci de définition sur la U1 soit dans SnapOrca) j'ai du changer le type de filament et le passer PETG HF à PETG sur l'imprimante et la plus de soucis pour lancer mes impressions. J'ai d'abord fait un test sur les plus petites pièces que le projet demande d'imprimer, puis j'ai attaquer les 2 coins arrières gauche et droite. Pour du PETG imprimer a 250-300mm/s je suis plus que ravis du résultat surtout que j'ai 2 angles arrières intègre une zone de surplomb de 3cm j'en ai profité pour faire sur l'un des support arborescent et l'autre ne pas faire de support sur la zone, les 2 pontages ce sont imprimer parfaitement, le pontage support j'ai même été surpris d'avoir des support qui ce retire sans laisser de trace et facilement en plus avec un rendu ultra propre, alors je n'ai pas ajuster les offsets de support qui généralement ne sont pas 100% les même que pour du PLA. J'ai pas encore tester d'imprimer des support en PLA sur une impression PETG ou l'inverse car je n'ai pas d'impression nécessitant réellement cela pour le moment a réalisé, mais j'ai regarder ce que l'on peu facilement faire via le slicer et cela n'est pas compliqué, il faut indiqué le filament utiliser en support, passer l'offset Z de l'interface de support a 0 (comme il n'y pas de fusion entre PLA et PETG autant en profité), et par contre pensé a indiqué dans le gestion de la tour de purge que l'on utiliser un des 2 filament en contour et l'autre en remplissage car les faire ce superposer pourrait poser des soucis je pense. Quelques Vidéo TimeLapse de mes impressions sur la U1 :











 1 point
1 point -
Bien sûr que oui, quand tu fais un home ou un bed leveling. Il t'en manque peut-être un bout, https://www.amazon.fr/AIEX-Remplacement-Automatique-Intelligent-Nivellement/dp/B09YV55QJD?__mk_fr_FR=ÅMÅŽÕÑ&crid=2UJQI7RZNACXM&dib=eyJ2IjoiMSJ9.DKAXwAc7a_IvFpQMKJVO_wDTqdEH8Oyp5ubXfJpm28QwUJ04q5SCF1G1TJu5o_Xp7MeUEvO8zSlhiUYsyDs3CA20gwtrf9yxVPtRRheLDxbAWTx1iU9nwKC9P5ol305IT20fGcu_utpoMfSHftgab2xzyckKQJHmTJj5WFDO0KndLTWVYkYRZVPNSASdFv_EBWgeFmRo5h0UDEDN28YvJalX-3Q0JId9ofazJffIQOc429Nf9DwdNVswzgllBiFLYH7o12v1A0WjTALqd9QvdUI6WRMo2r94h2k3jeGuF_E.zOqunqnfhJPmm0DO2KqH8KQvo40npkgg1xSAgvyxSdU&dib_tag=se&keywords=tige+3d+touch&qid=1763728172&sprefix=tige+3dtouch%2Caps%2C47&sr=8-1 Mais surtout elle n'a pas l'air déployé, Tu devrais avoir dans un menu sur ton imprimante, type deploy probe et l'inverse si oui teste ou marlin gcode M401 M402. Déployer, elle doit toucher le plateau avant la buse, en position repos non. Ton 3Dtouch est peut-être HS. Quand tu fais un home (home Z) le plateau doit monter et l'aiguille du 3D touch doit sortir (position palpation) Quand le zéro est fait l'aiguille remonte. Si tu pars du plateau mis bas, tu peux déclencher le 3dtouch en appuyant sur l'aiguille avec le doigt.
 1 point
1 point -
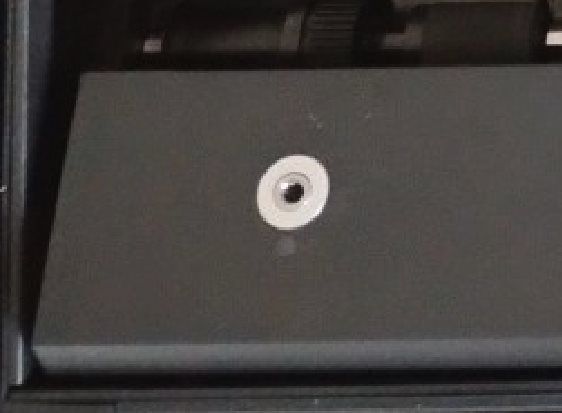
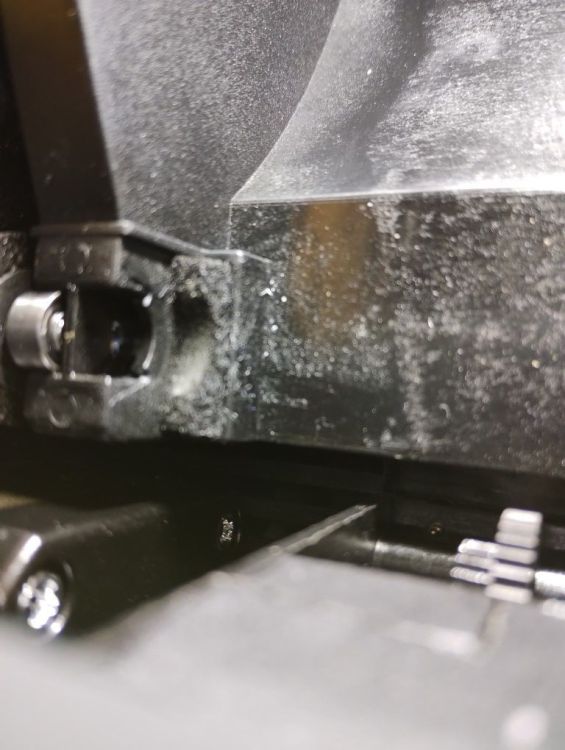
Merci @KpDp_3D, j'étais comme toi parti dans cette probabilité bien qu'ayant été très soigneux. je fouine un peu sur le net, forum, ai etc, test de rétractation, j'ai un fil constant, peu importe mon réglage. j'me dis et si c'était la buse. je teste une noubelle buse. Résultat parfait !!!! pourtant je n'ai rien mis d'autre que des aiguilles calibrées pour ma buse en 0,4. je passe sur le forum pour partager mes découverte et je vois le post de @LilYoda tu as vu juste ! je vais commander de nouvelles buses, je suis bientôt en rupture. vous êtes sur du laiton ou plus solide au final ? Merci encore pour vos retours ! en espérant que ça nourrisse la communauté !1 point
-
effectivement mais pour eviter ça j'ai incline un poil la camera :
 1 point
1 point -
Yep, collée dedans, comme je le disais plus haut : Juste au dessus du QR Code
 1 point
1 point -
Coucou, Voici ma première impression avec le Times laps de la machine ! https://vm.tiktok.com/ZNR16jwAG/1 point
-
Voici la pièce en question : Je ne vais pas vous faire un tuto, la documentation est très bien faite encore une fois : https://wiki.bambulab.com/en/ams-2-pro/maintenance/replace-main-frame Ils annoncent 1 heure de maintenance, je l'ai fait en moins de 45 minutes en prenant mon temps. J'ai juste remonté les pièces une à une au fur et à mesure dans le nouveau "main frame" pour éviter de tout mélanger Résultat, j'ai à nouveau le taux d'humidité dans le boitier
 1 point
1 point -
Cool j'ai reçu la mienne hier midi j'ai ouvert un sujet pour les remonter de test de la machine début des test Samedi pas avant1 point
-
Bon ben mon anniversaire étant passé et ayant été gâté ben la snapmaker U1 doit arriver a la maison1 point
-
Salutation ! Si c'est ce n'est pas un fichier RERF ( nom de fichier spécifique qui fait que le firmware n'expose pas avec les mêmes durées selon des zones sur l'écran ), c'est probablement un problème d'ajustement du plateau. Donc, je dirais la planéité du plateau à vérifier avec un réglet et une lumière rasante l'ajustement du plateau à refaire (directement dans le bac sans résine et sans la feuille de calibration/cale) en laissant toujours une main qui maintient le plateau pressé fermement (mais sans trop forcer) contre le font du bac lors du serrage des vis. Éventuellement réduire les vitesses de levage ( pour repartir dans le temps les forces d'arrachements/de décollement des couches du FEP ) Pour les bulles, après secouage de la résine dans la bouteille et avoir versé, laisser un peu de temps la résine au repos dans le bac, pour que les bulles en surface se dissipent ( ou plonger, relever plusieurs fois le plateau pour "casser" les bulles en surface ) avant de lancer l'impression.1 point
-
Joyeux Snapniversaire Bon attendons ton test ça me rappelle la Flashforge 5M pro... J’était arrivé sur le forum à l'occasion de l'arrivée de cette imprimante. Retour aux sources1 point
-
Punaise, ça y est enfin, on va avoir un vrai testeur connu de par chez nous. Même s'il n'est plus prévu pour moi de changer de Bécanne je pense languir autant que toi que tu la mette en route . DSL,bon anniv.1 point
-
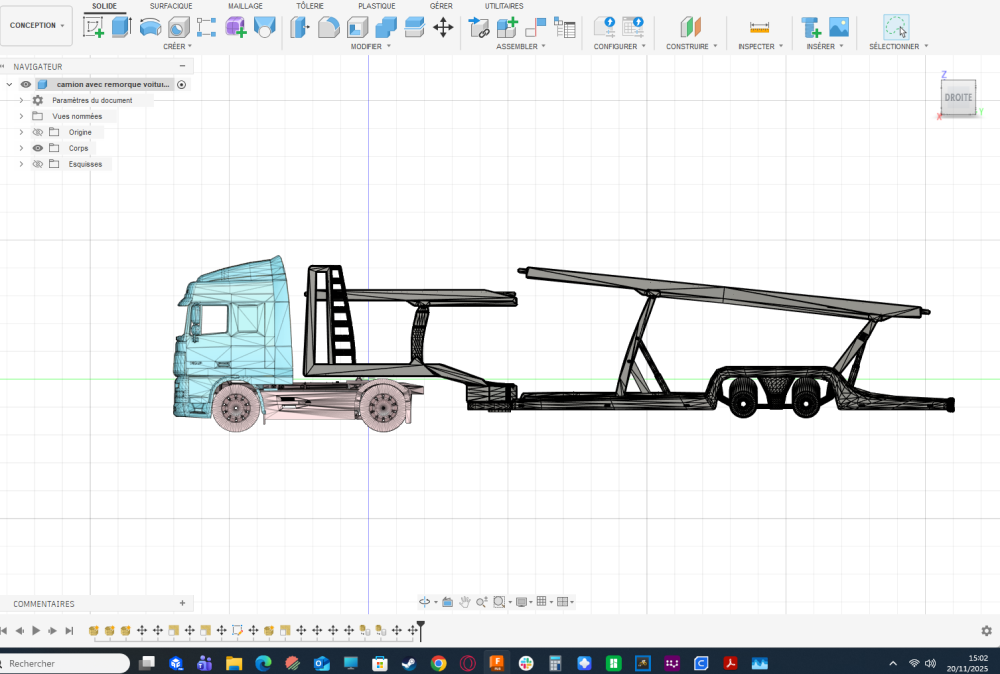
Salut a tous Je me suis lancé récemment dans la modélisation et création d'un camion rc a l'échelle 1/14 avec ca benne. Je suis parti d'un camion que j'avais réaliser en maquette au 1/24 ou j'ai prit toute les cotes Jai tout dessiné et converti au 1/14 après avec des ajustement changement de cabine etc le camion que j'ai modéliser que j'ai convertis en maillage pour adapter la remorque porte voiture qui sera la 2 ème remorque imprimé et la benne qui sera aussi motorisé en levage avec un petit actionneur linéaire électrique biz

 1 point
1 point -
Namurois, retraité, bricoleur avec un peu d'expérience sur une Creality CR10-se que j'ai refilée à mon "petit" frère quand j'ai reçu la CC ! Je voulais imprimer des filaments plus techniques, et je suis servi avec la CC sauf que... elle vient de tomber en panne mais j'en parlerai dans une section plus adéquate... De même pour faire le choix d'une compagne ou remplaçante éventuelle. Merci de m'avoir lu et à+ sur le forum.1 point
-
Non, il faudra attendre l'AMS V4+ Sauf que l'an prochain il y aura la nouvelle H3 et si tu veux faire une bonne affaire, il serait préférable attendre le black friday 2027.1 point
-
Bonjour je suis nouveau s + depuis quelques annees . je recherche des informations j'ai mon imprimante depuis 5 ans +/.- j'en suis content . elle est largement suffisante pour ce que je fais avec . j'habite dans le finistère Bonne journée1 point
-
Petit message à l'intention de toutes personnes souhaitant vendre du matériel: Plusieurs membres nous ont informé du fait qu'ils avaient reçu des mp ressemblant fortement à des arnaques. Nous ne pouvons mal-heureusement rien faire contre cela en amont. Nous vous invitons donc à faire très attentions, et surtout à continuer de nous avertir au moindre doute afin de purger au fur et à mesure.1 point
-
Premier blocage dans l'ams 2 pro
 0 points
0 points