Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/03/2026 Dans tous les contenus
-
PLA soie 3 couleurs Conjure
 5 points
5 points -
Résine Elegoo ABS like translucide rouge, ponçage puis vernis candie rouge.

 3 points
3 points -
Au menu de la semaine : actualité, enseignement de la conception 3D, bateau, automobile, électronique et nos derniers tests. https://www.lesimprimantes3d.fr/semaine-impression-3d-530-20260301/2 points
-
Pillier de bar c'est quand j'étais jeune, en vieillissant c'est avec modération2 points
-
La Jolie Brise coque en couleur

 2 points
2 points -
Bonjour bonjour, Merci de vous être penché sur mon problème. J'ai réussi à limiter ce défaut d'impression en réduisant l'accélération et la vitesse d'impression des mur extérieurs. Avant : Accélération 5000 mm/s² - Vitesse 150 mm/s - Durée 9h11 Après : Accélération 250 mm/s² - Vitesse 100 mm/s - Durée 11h35 J'imagine qu'on ne peut pas tout avoir. Je vais explorer la piste "pressure advance" également pour voir si je peux optimiser. Encore merci à tous les deux.
 2 points
2 points -
Voici mon projet le plus grand, une évocation réduite à six voies d'une des rotondes du dépôt de locomotives de Boulogne-sur-Mer. J'ai tout imprimé en gris béton mais le remplissage entre les poutres et les piliers du modèle réel est en brique. Je collerai donc un vinyle imitation brique. Il me faudra combler les interstices comme celui qu'on voit à l'angle inférieur droit. Si vous avez un conseil pour le faire, je suis preneur. J'ai un problème de géométrie à l'impression avec CrealityPrint 7.0.0. Les sheds, les ouvertures du toit qui servent à l'éclairage naturel sous les grilles noires, ne s'impriment pas correctement. Il s'agit pourtant d'une forme simple, un rectangle de 233 x 43 mm, d'une épaisseur de 1,5 mm, d'une hauteur en chanfrein transversal de 18 à 15 mm. J'ai vérifié que le .stl généré par FreeCAD respecte bien ces dimensions. Pourtant, à l'impression j'ai un chanfrein longitudinal parasite. Si à une extrémité, le hauteur de la paroi fait bien 18 à 15 mm, à l'autre elle ne fait que 17 à 14 mm. Ça ne se voit pas à l'œil nu mais ça m'agace. Quelqu'un a-t'il déjà rencontré ce problème ?
 1 point
1 point -
Salut Il y a aussi ça sur le wiki Bambu Lab qui permet de gagner du temps si on utilise le même filament. Disable unloading and flushing to save filaments when printing the same material Je l'ai testé sur ma P1S et ça fonctionne A+ JC1 point
-
Ton retour sur l'extrudeur est aussi attendu. Pour ma part, je suis passé par un clone basic de BMG qui donne pour le moment satisfaction. Ayant 3 ou 4 imprimantes qui utilisent ce montage, j'en ai toujours un en stock de rechange. Comme il est fixé sur le châssis en bowden, son poids a peu d'importance. Je préfère largement l'entrainement direct, mais pour la T100, c'est un peu compliqué. Comme prévu, le tube téflon est un peu élastique et il faut trouver les bons réglages, mais ça n'est pas parfait. Sur la T100 N°1, un tube polyamides 6 x 8mm autour du tube téflon a bien gommé ce problème. Bizarrement, ça n'a pas aussi bien marché sur la T100 N°2, sans doute à cause d'un chariot de hotend moins bien ajusté. Ca reste un solution peu couteuse à tester pour rigidifier la liaison entre extrudeur et hotend. Adapter un direct drive serait une solution à tenter, mais on va perdre en capacité d'accélération. j'ai regardé le montage sur la T250. C'est sympa... et peut être adaptable. J'ai aussi testé les coussinets en bronze insert graphite à la place des douilles à billes pour le Y. Je ne vois pas de différences significatives sur la qualité d'impression bien que le jeu soit moindre. L'explication est sans doute dans le montage qui permet facilement d'appliquer une précontrainte réduisant l'effet des jeux. D'où l'idée de rajouter un trou taraudé M3 en face de chaque tige de guidage en X : une petite vis de pression et on peut régler la charge. Ni douilles à billes ni coussinets pour le support de hotend : le guidage est imprimé avec la pièce, puis alésé à la machine ensuite. La forme des surfaces de guidage est bien sur travaillée pour ne pas générer trop de frottements (triple hélice à grand pas). Un peu d'huile, un bon rodage et ça marche très correctement. Par contre, il me faut souvent deux pièces pour en avoir une seule qui fonctionne. Normal : le montage est hyperstatique. Matt le concepteur a beaucoup travaillé sur ces guidages. Difficile je pense de faire mieux.1 point
-
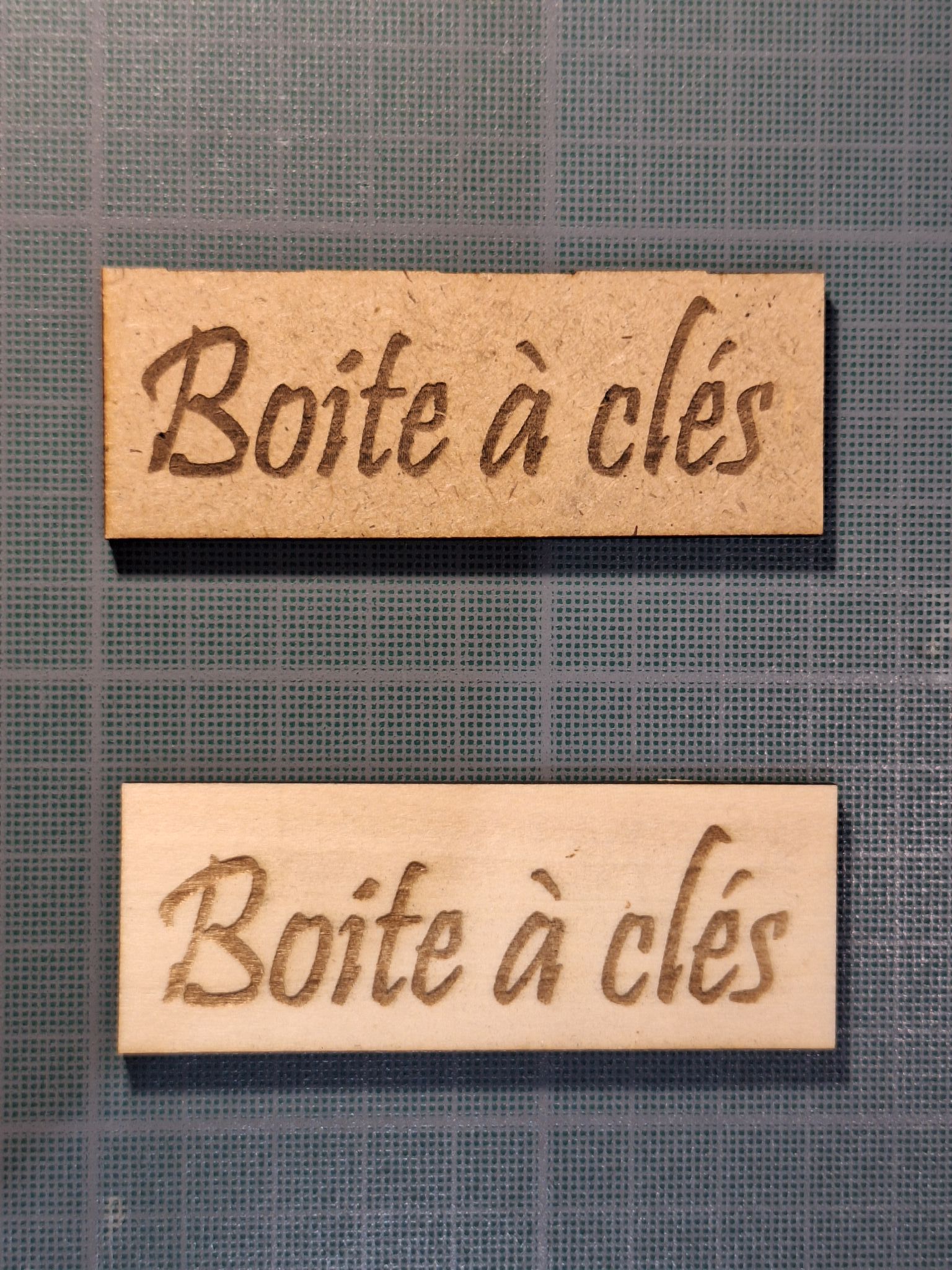
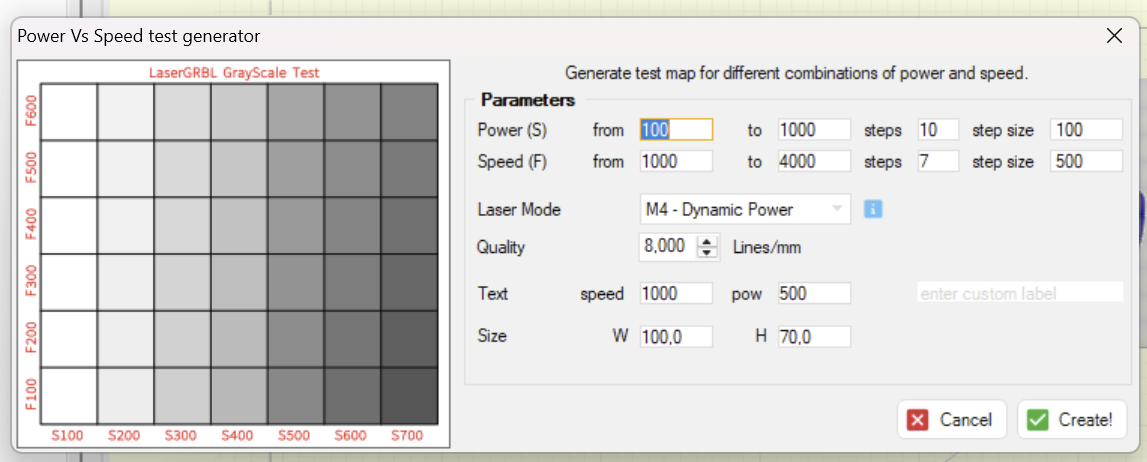
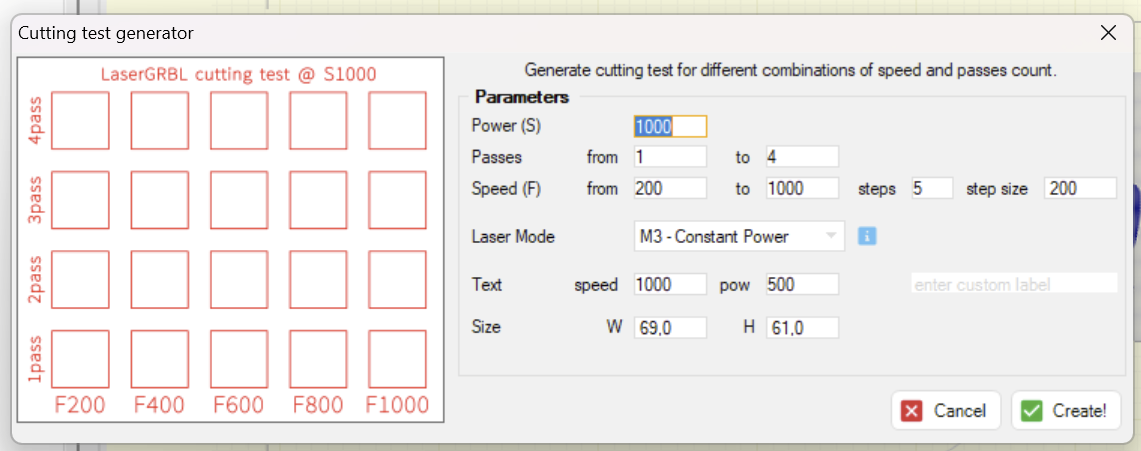
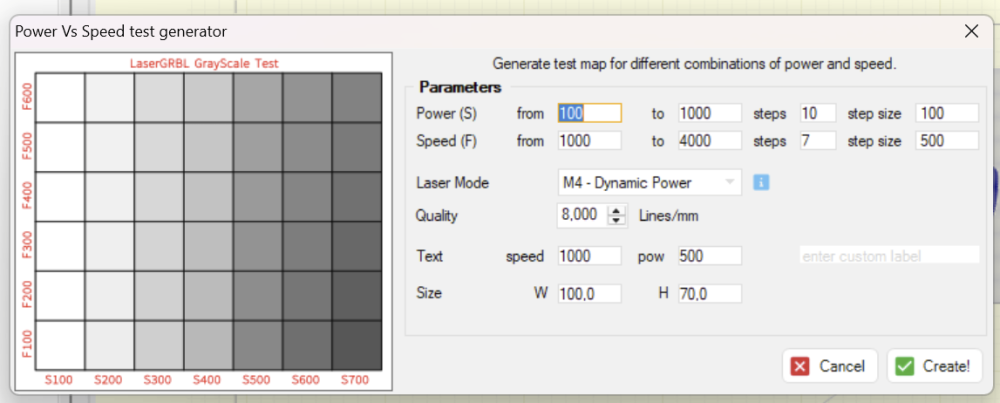
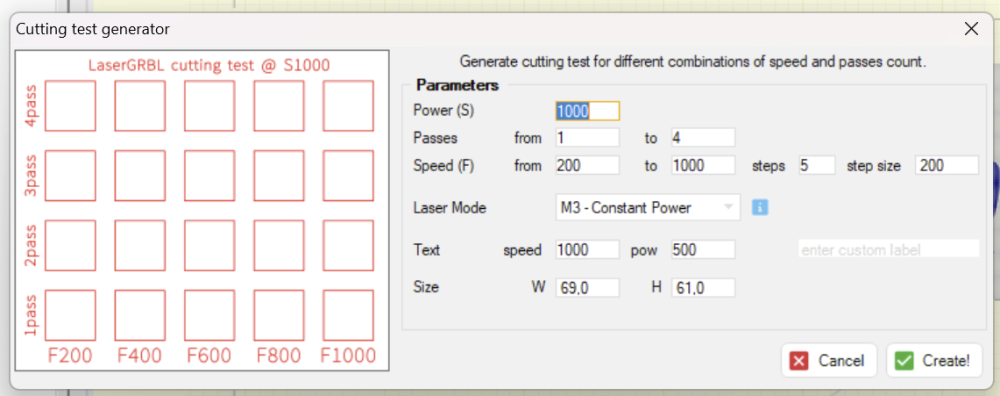
Merci pour vos réponses Pas sur le Phecda. Il y a juste 2 niveaux de détection "Bas" et "Haut" que l'on peut sélectionner dans le menu. En lisant ta réponse, j'ai repensé à une info que j'avais lue dans un de test posts sur LaserGRBL J'ai donc activé le mode M4 -Dynamic Power pour la gravure en mettant S-MIN à "0" et ça fonctionne. Je pense donc que ce mode permet de faire varier la puissance en fonction de la vitesse de déplacement. La puissance est peut-être même coupée au moment où le laser fait demi-tour. J'ai gardé le mode M3 - Constant Power pour la découpe. A partie du même fichier LaserGRBL fait d'abord la gravure et ensuite la découpe Et voilà le résultat avec les paramètres par défaut sur du MDF de 3mm (en haut) et du CP de 3mm (en bas). C'est sûr que LightBurn a plus d'options et de fonctionnalités. Mais à plus de 100€ la licence, je reste pour l'instant sur LaserGRBL qui me convient pour ce que je fais. J'ai aussi découvert que LaserGRBL avait aussi des fonctions de test de gravure et de découpe. Pas encore utilisé A+ JC


 1 point
1 point -
oui @pascal_lb en effet Lightburn est un outil idéal pour tout paramétré et corriger des défauts; en plus il existe des test de calibrage de son laser ...1 point
-
Alors dans LaserGRBL je ne sais pas mais dans Lightburn il y a un paramètre qui permet d'éviter ces traces de brûlures au bout de ta gravure, ça s'appelle le surbalayage qui permet de couper le laser lorsqu'il arrive en bout de ligne et évite ces brûlure disgracieuses1 point
-
On voit que le problème se situe en fin de déplacement du laser, donc il doit y avoir une pente de décélération ou d'accélération qui est très lente. Ce doit être possible de régler ce problème.1 point
-
Bonjour. Petite erreur dans mon précédent message : les tiges filetées en Z que j'utilise sont en M6 et non en M8. Aucune critique dans ce que j'ai pu écrire, tes choix sont parfaitement cohérents et expliqués. Comme toi, je suis parti de ce que j'avais par soucis de recyclage et d'économies. La richesse de ce genre de projet vient de la diversité, et chaque réalisation, chaque modification, permettent de comprendre et de faire progresser la "bête". Nous ne sommes pas dans la démarche commerciale qui consiste à produire puis vendre des machines plus ou moins finies, sans évolutions et sans maintenance. Je suis bien sur impatient de voir les impressions réalisées sur ta T100 pour évaluer l'impact de chaque différence. Par exemple, ton choix de 1 driver pour le mouvement en Z est je pense le bon. J'ai testé 2 et 3 drivers pour 3 moteurs, et c'est un luxe qui ne sert au final à rien : le gabarit et la conception du châssis font que l'imprimante ne bouge pas avec le temps, ou très peu. Je ne pense pas que l'utilisation de vis trapézoïdales changent quoi que ce soit à cela, le poids du plateau étant faible. Faire le châssis dans un matériau plus résistant à la chaleur, c'est intéressant (pour fermer l'imprimante évidemment). J'ai hésité pour la troisième. Ton retour est très attendu ! J'ai effectivement repris la conception de tout le châssis pour utiliser des vis agglo. Ca m'a permis de passer un lit de 220 x 220, de réduire le nombre de connecteur puisque j'ai des imprimantes qui passent du 300 x 300 et d'intégrer les longues vis "raidisseurs". J'en ai aussi profité pour doubler les 2 colonnes Z à l'avant par deux pièces réglant la distance entre la partie basse du châssis et la haute. Ca permet de sortir les colonnes de 12mm par le bas à travers les pieds (modifiés eux aussi) et de démonter le plateau sans avoir à tout tomber. Autre petit détail bien pénible : les moteurs Z sont fixés par des vis de 3x40mm d'origine. Les 3x30mm sont bien plus faciles à trouver et moins cher, donc j'ai modifier ça aussi. Plus une multitude de petites choses dont je ne me souviens pas forcément... Je reste bien sûr à l'écoute de ton projet !1 point
-
Bonjour @jcjames_13009 J'ai finie de saisir tous les poids des bobines sur la base de données avec les poids des bobines vides J'ai réalisé un tuto pour sélectionner le poids de la bobine vide et d'implémenter le poids du filament. La procédure fonctionne bien que du bonheur a+ Video_260302102857.zip1 point
-
Il me semble aussi que la machine ne fait pas systématiquement tout le process de nivellement si les premiers points sont bons, ce qui au final revient à peu de chose près à bypass cette partie1 point
-
Bonjour, @electroremy voici l'exemple, et script dans module2 CodeBarre_EXCEL.zip1 point
-
Perso, j'ai commencée avec un truc chinois à 30 balles et il allait très bien surtout pour débuter. Quand tu débute, tu fait forcement des conneries (c'est comme ça qu'on apprends) et bousiller un aéro à 30 euros ça fait moins chier qu'un à 250.... et comme tu n'en à jamais fait, ça va peut être te gaver et l'aéro va finir dans un tiroir... donc commencer avec du pas cher, je ne trouve pas ça forcement contreproductif. Ne pas oublier qu'il n'y a pas que l'aéro, perso j'ai eu plus de galères avec une mauvaise peinture qu'avec un mauvais aéro.1 point
-
Salutations Car ton modèle s'y prête et que je sais utiliser un peu OpenSCAD pour modéliser; Là, je passerais par un script OpenSCAD Pour faire une union de ton objet, avec un cylindre dont j'ai préalablement soustrait un cylindre plus petit. Le script OpenSCAD utilisé Engrenage renforce_v0_by_PPAC.scad Le fichier .stl résultat Engrenage renforce_v0_by_PPAC.stl Le modèle 3D obtenu pourrait faire hisser les cheveux à une personne qui fait attention à la topologie 3D pour un rendu 3D de qualité, mais il devrait passer sans problème pour être tranché et imprimé.1 point
-
J'utilise des tiges filetées standards à la place des trapézoïdales, de préférence en inox. Elles sont plus couteuses que les tiges en acier normal mais le filetage parait plus constant. C'est à priori moins précis et reproductible que les trapézoïdales, mais c'est beaucoup moins cher. Autre avantage pour moi, le pas est plus petit, donc un pas moteur représente une petite valeur de déplacement en Z. Du coup, on peut réduire le nombre de micro-pas des drivers des moteurs Z et on gagne en précision / reproductibilité. J'ai en effet constaté à plusieurs reprises que mettre les micro-pas à fond sur l'axe Z induit des erreurs de positionnement. Si vous soupçonnez ce problème, sous Klipper, faites un Probe_accurate avec 10 ou 20 mesures, et vous pourrez peut être voir que la valeur mesurée à chaque touche diminue petit à petit, peu importe le capteur (testé avec BLtouch, capteur inductif et micro interrupteur). Quand on réduit le nombre de micro-pas, la valeur mesurée varie de moins en moins, voir plus du tout. J'en déduis que moins on a de micro-pas en Z et mieux on se porte. Le pas plutôt important des vis trapézoïdales ne va pas dans ce sens. Ce n'est pas forcément nécessaire de couper tes tiges trapézoïdales : percer le bâti supérieur dans l'alignement de la vis (et pourquoi pas y mettre un roulement ?) permet de le traverser et de garder des vis plus longues. Autre avantage, si la vis ne tourne pas rond, ça va tout de suite se voir. Je n'utilise plus de coupleurs souples entre les moteurs et les tiges, que des rigides. C'est un peu plus compliqué à monter/régler, mais ça améliore beaucoup le rendu en Z. Je ne met plus non plus d'écrous métalliques sur les tiges en Z, je taraude directement les pièces imprimées sur une longueur de 1.5 à 2x le diamètre. Cette méthode permet d'obtenir facilement un filetage légèrement serré et surtout sans aucun jeu de renversement. Avec un peu d'huile, ça résiste très bien à l'usure. Sur mes T100, les trois tiges Z sont en M8, et le plateau intègre trois passages à tarauder après impression, conçus "auto-alignant" puisqu'il est très difficile en pratique de tarauder parfaitement vertical et parfaitement concentrique et coaxial. Le BLtouch, ça fonctionne, pas de soucis, même si les clones sont parfois longs à faire fonctionner avec Klipper. J'ai d'autres imprimantes montées avec des capteurs inductifs et ça marche aussi très bien. Pas de pièces en mouvement, c'est rapide, et pas fragile. Avec les plateaux en verre, c'était un problème, mais qui imprime encore sur du verre aujourd'hui (moi, ok, mais de moins en moins) ? Je pense que remplacer le BLtouch par de l'inductif pourrait apporter un plus. J'ai également rajouté des petites "fenêtres" dans le cadre haut pour pouvoir coller des radiateurs latéraux sur les moteurs X / Y. Emboités de la sorte dans la structure, ils ont tendance à chauffer et le PLA se ramolli vite à la chaleur. Toujours à propos du cadre, j'ai remplacé tous les inserts filetés d'assemblage par des vis agglo de 3x20 ou 30 (en majorité). Je trouve ça aussi solide et plus facile à monter. Pour moi, le plus long a été le câblage (mise à part l'impression, mais là, ce n'est pas moi qui travaille !). Il n'y a pas beaucoup de place pour l'électronique finalement, et pas grand chose de prévu (normal vu la diversité des montages possibles). Pas grand chose de prévu non plus pour le passage des câbles. Rien que pour la tête d'impression, on a besoin de 13 ou 14 fils sans l'accéléromètre (en USB chez moi). Patience et minutie ! La config Klipper prend aussi du temps si vous voulez du "all inclusive" avec auto-nivellement, tous ventilateurs contrôlés, carte mère 6 drivers (donc un peu exotique), Clone de BLtouch, éclairage contrôlé, caméra vidéo ...etc. Un truc qui manque à la T100 : un support pratique pour la bobine. Pour terminer, un grand merci à Matt le concepteur pour cette petite machine qui fonctionne à merveille !1 point
-
bonjour Sokia et bienvenu !1 point
-
Bonjour @Sokia bienvenue chez les imprimeurs fous N'hésite pas à poser des questions, on est là pour y répondre1 point
-
Bonjour. Mon retour après la construction de 3 T100 modifiées pour recevoir des plateaux de clone de prusa I3 (220 x 220 en gros). J'ai tout de suite remplacé les tiges de 8mm pour l'axe Z par du 12mm. Première raison à cela : c'est ce qui règle la géométrie du châssis. En plus de ne pas être très rigides sur une telle longueur, j'ai eu peur qu'elles vibrent / flambent lors des fortes accélérations. Deuxième raison : je n'ai pas réussi à avoir un guidage vraiment correct et libre avec le jeux (nécessaire, sinon, hyperstatique !) des douilles à billes. Je pense que le guidage fortement en porte à faux n'arrange rien. Des douilles longues améliorent les choses. J'ai pris des douilles de 12mm et 50mm de long. Evidemment, il faut modifier le plateau, on perd en course Z, mais c'est rigide et ça guide ! Pour les axes Z donc en 12mm, je n'avais rien sous la main. J'ai pris une douille avec moi et je suis allé acheter du tube alu dans le magasin de bricolage du coin (faut trier les tubes car la cote de 12mm est très approximative). Le truc à ne jamais faire : les billes marquent l'alu et ça ne fonctionne rapidement plus du tout, je le sais. Mais pour faire un test d'assemblage, ça peut suffire. A ma très grande surprise, ça fonctionne à merveille depuis 6 mois avec juste un huilage régulier. Les tubes sont bien marqués mais ça ne coince pas et ça ne prend pas de jeu. Coup de bol ? J'ai retesté sur la deuxième, et ça semble prendre le même chemin. Donc, ne faites pas comme moi, même si à priori ça marche. +1 pour le plateau monobloc. Le modèle initial assemblé marche, mais il doit être imprimé avec support pour des faces de référence et la géométrie assemblée est limite à mon gout. => achat d'une SV08 ! J'ai pris des moteurs récupérés sur une vieille imprimante. Je ne connais même pas leurs références, mais ça fonctionne pour des accélérations raisonnables. Je ne cherche pas à pulvériser des records de vitesse, mais plutôt des pièces précises. Ajouter de la rigidité au cadre est un reflexe naturel hérité de vieilles habitudes de conception. On fait gros, on fait solide, et ça sera bon. C'est généralement vrai, en particulier pour les machines outils. Pour une imprimante 3D où il n'y a aucun effort à appliquer, Il faut juste que la structure résiste aux inerties des mouvements. Moins c'est lourd au niveau des pièces en mouvement, mieux c'est. La T100 a été conçue pour avoir des masses en mouvement faibles grâce entre autre aux pièces imprimées. Elle n'aurait donc pas besoin d'une rigidité énorme. Le concepteur explique que seul le plateau a besoin d'être plus rempli pour être plus lourd, et il redoute plus la propagation des vibrations que le manque de rigidité (cf tiges de 8mm pour les guidage Z). D'après les essais en vibration et les tests des différents algorithmes de limitation, il semblerait que le cadre se comporte différemment d'un cadre rigide et "absorbe" les vibrations pour éviter leur propagation. Ce serait un des secrets de la réussite. Alors rigidification ou pas ???? Etant de la vielle école, j'ai rajouté des trous traversants de 5 millimètres pour y visser des vis à agglo 6 x 100 (ou plus) servant d'insert de rigidification, et renforçant les assemblages. Est ce que c'est une bonne idée ? Je n'en sais rien. Par contre, j'ai rajouté des trous sur le support de la hotend pour y fixer un accéléromètre. D'origine, ce n'est pas trop possible. +1 pour les courroies renforcées. J'avais acheté il y a longtemps des courroies renforcées avec des fils métalliques. Aucune des mes imprimantes n'ont jamais pu les supporter. Sauf la T100 ! Et c'est redoutable. Les courroies vibrent beaucoup moins en utilisation. Comme toi, je me suis posé beaucoup de question pour la hotend. Finalement, un clone d'E3DV6 avec une buse longue me suffit (débit maxi autour de 20 - 25mm3/s). En fait, j'imprime des couches de 0.2mm d'épaisseur au maxi avec une buse de 0.4mm pour avoir de belles pièces. Avec cette hauteur de couche, il faut une très grande vitesse pour arriver à la limite de débit. L'imprimante étant petite, les pièces imprimées le sont aussi, et les longs trajets sont finalement assez rares. L'imprimante travaille souvent en accélération/freinage et pas à pleine vitesse. Je suis souvent plus embêté par les PLA qui supportent mal les hautes vitesses que par la limitation de la hotend. Pour moi l'évolution la plus importante a été le passage à 3 moteurs / vis pour le réglage de Z. Avec seulement 2, ça ne marche pas assez bien, et ce n'est pas stable dans le temps. Avec une carte 6 drivers, on peut faire en plus du nivellement automatique. Le luxe ! En pratique, ca ne sert à rien : une fois bien réglé, ça ne bouge plus pendant des mois.1 point