Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/03/2026 dans Messages
-
Je veux bien partager ton message mais je remarque qu'une fois @pascal_lb a mis plus de 12 minutes à proposer une solution (12 minutes 34 exactement)... Une vie de famille je veux bien, mais quand même, il y a des limites.8 points
-
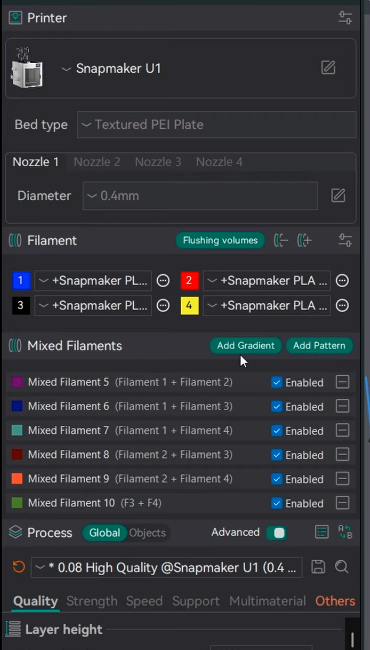
Salutations Pour ceux qui ont des imprimantes multi-têtes ( ou éventuellement mono-buse avec un système de changement de filament automatisé (AMS like) mais alors la quantité de purges doit exploser ...) Un fork d'OrcaSlicer https://github.com/ratdoux/OrcaSlicer-FullSpectrum/releases qui permet de virtuellement créer des pseudo-couleurs "Mixed Filaments" / mixe de filaments ( via empilage de couches de différents filaments Image extraite de la vidéo mentionnée plus bas ). pour par exemple avec une bobine de filament rouge et de filament blanc faire différentes pseudo-nuances de rose. Et une vidéo qui présente cela en détail Comme je n'ai pas de machine multi-têtes, je n'ai pas encore testé. N'hésitez pas à partager ici vos remarques et essais si vous testez cet "OrcaSlicer-FullSpectrum".
 6 points
6 points -
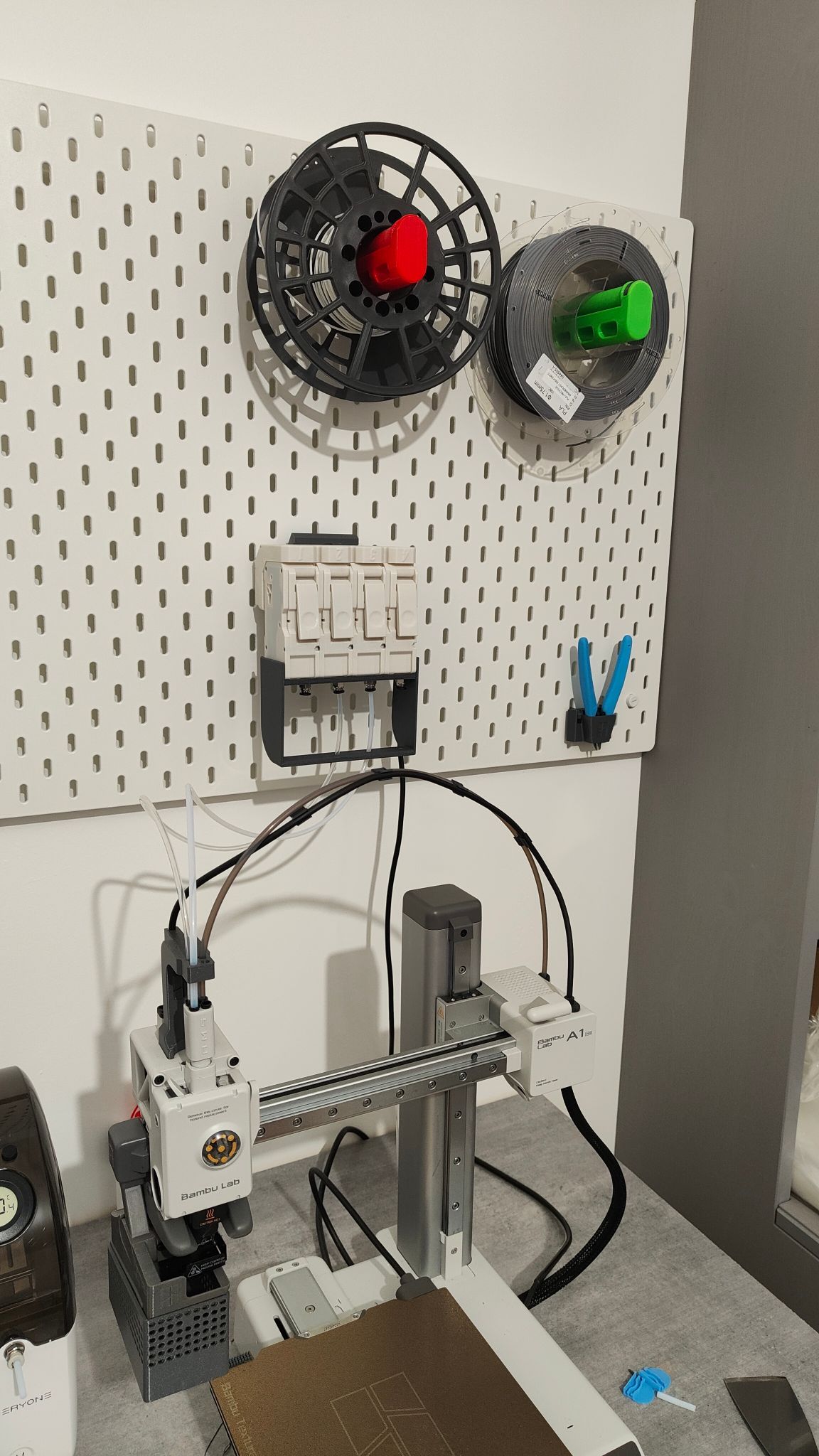
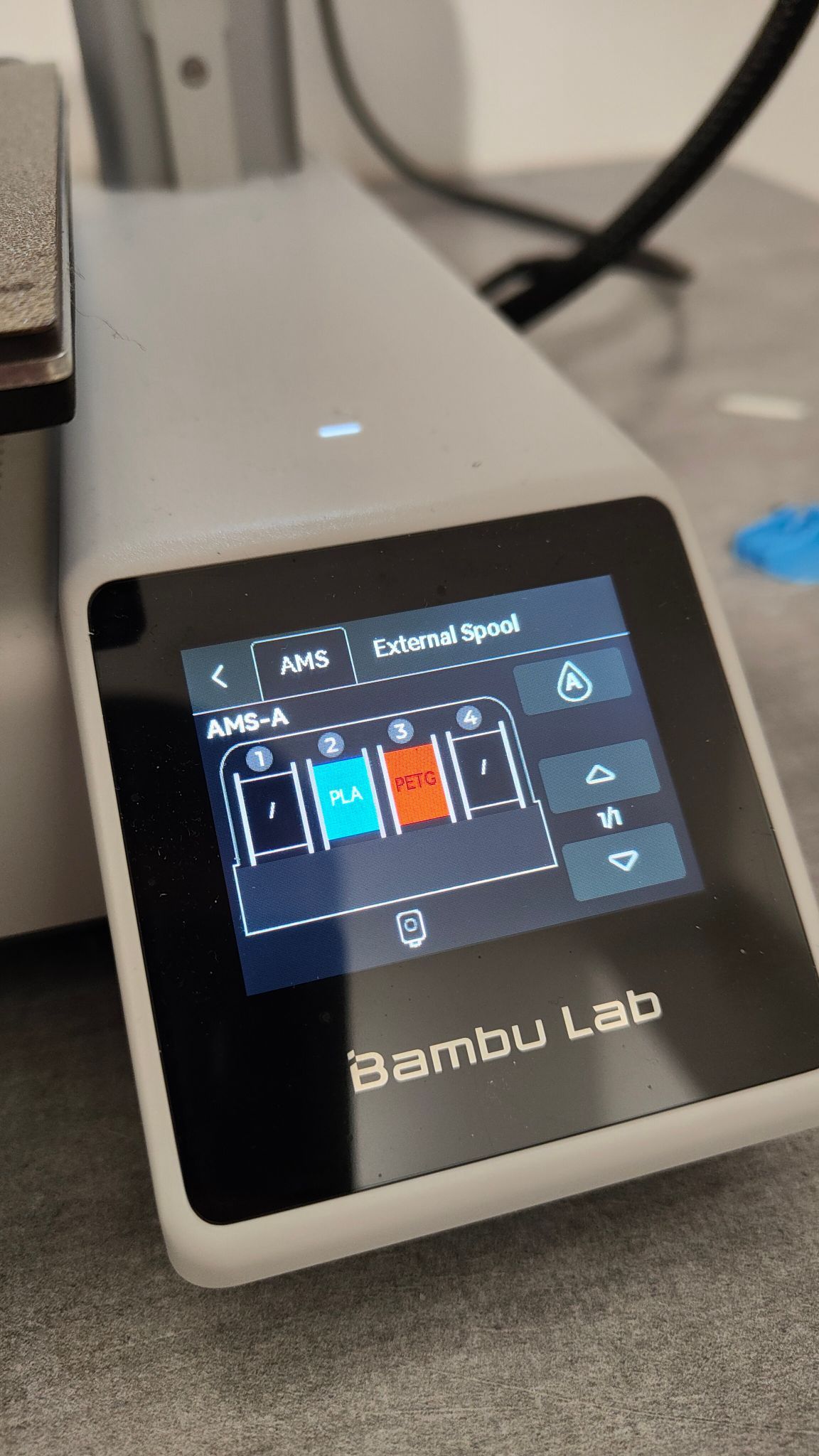
Bonjour à tous, ça fait un petit moment qu'existe le BMCU, un AMS Open source mais quand je m'y était intéressé il était difficilement disponible. Je m'y suis re-intéressé dernièrement, largement disponible sur nos sites de vente chinois préférés entre 70 et 80€ monté. C'est un peu moins cher en kit et il existe quelques variantes. Il agit comme un AMS-Lite mais sans support de filament. On trouve 2 milliards de possibilités d'intégration, de supports, de configurations à la faux AMS-lite etc. C'est compact, j'aime bien son look et après mes quelques tests ça marche très bien. Je ne compte pas imprimer des pièces multicouleurs complexes, mais rien que pour charger/décharger du filament c'est impeccable. On met son/ses filament(s )dans ma machine, on choisi sa ou ses couleurs et on ne touche plus à rien. Fini de devoir attendre la couche X devant la machine pour changer de couleurs, de pousser le filament etc.. Bref rien que pour ça ça vaut le coup mais sinon ça fait tout ce que fait l'AMS lite. Fonctionne avec le dernier firmware à ce jour (1.07.02), Points négatifs: -L'assistant donne un message d'erreur et la led respire en permanence, mais le message n'est pas intrusif et il n'y a aucun impact sur le fonctionnement. -Il ne faut pas laisser de filament engagé quand on éteint l'imprimante, sinon il faut le décharger au redémarrage. -annoncé comme ayant du mal à détecter les filaments translucides. -Avec ma version j'ai dû sélectionner AMS 2 dans les paramètres de l'imprimante, avec AMS-Lite sélectionné ça se déconnecte-reconnecte sans arrêt mais je ne trouve que peu de cas identiques. Pourtant le firmware du BCMU date de plusieurs mois et avec le firmware 1.05.00 de l'imprimante mon BCMU n'était pas reconnu. Pas vraiment un point négatif en fait, sauf quand on a eût du mal à trouver la solution. Mon installation provisoire, tête en bas:.


 6 points
6 points -
Bonjour amis makers, Aujourd'hui je cherchais un point de comparaison du prix de la RAM avec une "référence" connue. En effet pour le taf je viens de mettre sous clés des barrettes de RAM à 600€HT pièce, et je me suis demandé combien ça coutait au gramme. J'ai donc demandé à l'IA qui m'a dit qu'une barrette de ce type faisait entre 20 et 30g. De là je suis parti sur une base de 25€/g. J'ai donc demandé (à Brave) qu'est-ce qui coûte environ 25€/gramme, et voici ça réponse : Sachez donc que la RAM coûte actuellement le même prix que le cannabis de luxe, et surtout que le cannabis est un produit standard. Passez une bonne journée ensoleillée.
 4 points
4 points -
De temps, comme tout le monde. Je demande pas mille vies, trois ou quatre... pour commencer. A force de fréquenter ce forum de retraités, je m'aperçois qu'il faut que je me dépêche de faire tout ce que je peux durant ma vie active, après il sera trop tard.4 points
-
Respect à nos modérateurs et admins, je trouve que vous faites un travail remarquable. Ca doit pas être facile tous les jours dans l'ombre, mais vous avez tout mon soutien.4 points
-
oui il m'a aussi indiqué les grattounettes d'éponge voir du papier à poncer P1000 pour du plateau lisse... mais il me classe l'éponge magique en top 1... Pour ma part je connaissais pas "l'éponge magique" , enfin si il y en avait une à la maison c'était pas grâce à moi...3 points
-
Dis-nous la vérité @Kachidoki tu as besoin de quoi ?3 points
-
Carrément, un topic, un mail et 2 MP, c'était si urgent Je vais supprimer ton compte dans la foulée, mais pas tes superbes messages... En effet, comme indiqué dans les conditions d'utilisation du forum que t'as dû lire lors de ton inscription, ils sont conservés (mais anonymisés) pour la pertinence des conversations.3 points
-
Présentation de la Creality Sparkx i7, nouvelle imprimante 3D à filament qui se veut facile à utiliser https://www.lesimprimantes3d.fr/creality-sparkx-i7-color-combo-presentation-20260312/2 points
-
Ma H2D à 2500h et je commence à voir que ma plaque PEI texturée n'adhère clairement plus comme au premier jour malgré des lavages réguliers à l'eau chaude + liquide vaisselle... Je rencontre de temps en temps des soucis de warping même juste après lavage... je me suis dit "bon et bien elle a bien vécue 2500h je vais la remplacer par une neuve..." Néanmoins elle est en super état donc ca me chagrine... j'ai demandé à Gémini qu'elle serait la meilleure solution de restauration et il m'a proposé en solution N°1 de bien frotter ma plaque (froide) avec une "éponge magique" humidifiée ! J'ai fouillé dans la maison et j'ai trouvé des éponges :"Gomme magique Mr Propre"... Je suis en train de tester sur une pièce ou j'ai très souvent des problèmes de warping, c'est en cours et comme par hasard j'ai aucun warping... Je continue l'expérimentation et vous tient au courant2 points
-
Me suis un peu plongé dans les arcanes des tarifs des douanes pour envoyer un colis à ma fille qui vit très loin. Cette fois (je lui en envoie 2 par an) il me faut renseigner outre le descriptif de chaque objet le code SH en plus ! Quand le logiciel de la poste ne fait pas défaut (c'était le cas jeudi dernier quand que j'ai voulu faire, sur internet, la de déclaration de douane CN23), il fournit les codes SH de la douane. (Système Harmonisé). C'est un système de code hiérarchique. Pour l'export, ce code SH suffit. De ce que j'ai compris pour l'importation, la taxe sur les petits colis serait due pour chaque code SH (ou TARIC ?)différents du colis. Ainsi, si on commande un sachet d' interrupteurs 6x6mm en 3mm et un sachet en 6mm de haut c'est le même code SH (8536501100) et donc on ne paierait qu'une seule taxe. Mais si on ajoute un sachet d'interrupteurs rotatifs (8536501500) nouvelle taxe. Ceci sous réserve de ce que j'ai cru comprendre. Autre point, le code SH a 6 chiffres (il est international) mais l'Europe a rajouté 2 chiffres pour obtenir la Nomenclature Combinée et encore 2 pour le code TARIC (Tarif Intégré de l’Union Européenne) .. Je n'ai pas bien compris si c'était le SH ou le TARIC (les codes que j'ai écrit ci dessus à propos des interrupteurs) qui s'appliquait Voir Europa pour les codes. Cela est certain. Par contre si ce ne sont que les codes SH qui sont utilisés, un lot de relais ayant le code 853641 et un lot d'interrupteurs un code 863550 (tous deux composants électroniques) généreront chacun une taxe de 2€ ; par contre si ce sont les codes TARIC, il y aura encore plus de taxes de 2€ puisque la nomenclature est plus fine, détaillée.2 points
-
Ca y est j’ai compris mon erreur. J’ai fait une première impression monochrome blanc de la figurine entière avec supports. Résultat mitigé. Puis j’ai « coupé » la tête avec Bambu Studio pour faire un essai avec un autre bobine teinte beige. je voulais gagner du temps pour voir ce que ça donnait sur le visage. Et sur cette impression, il n’y avait pas de support. Bien vu Pascal et Alain, on voit les expérimentés La photo est le second essai beige sans support. Je tenterai demain avec buse 0,2, des supports et les couches en 0,08. Merci2 points
-
Salut, Même sans demander à Gemini je t'aurais dit d'utiliser le côté vert de l'éponge. Et oui ça redonne un coup de neuf au PEI. D'ailleurs je l'utilise systématiquement sur toutes mes plaques, y compris les lisses.2 points
-
Une piste que j'évoquais, d'autant que si je me rend bien compte y avait déjà cette différence entre les 2 couleurs sur les premières impressions : vérifier le fonctionnement de la tête qui gère le fil marron. Normalement, la buse qui est en attente remonte, pour éviter notamment le risque qu'une petite coulure ne s'accroche sur la pièce. Il me semble aussi qu'un genre de cache vient bloquer les fuites éventuelles => peut être s'assurer que ledit cache vient bien bloquer la buse inactive ?2 points
-
Pour ajouter un peu d'huile sur le feu et amener mon grain de sel aux «grincheux» : https://www.minimachines.net/actu/taxe-sur-les-petits-colis-139969 en attendant la mise en place de la taxe au niveau européen.2 points
-
2 points
-
Ca me rappelle ce sujet : La technique est différente, mais l'objectif est le même. J'espère trouver du temps pour tester ça sur la XL. Ca pourrait révolutionner les systèmes multi-têtes ou AMS-like, au lieu d'avoir 11 têtes ou 24 filaments, on pourrait limiter leur nombre (et le coût de l'ensemble), tout en reproduisant une palette de couleurs bien plus importante. Bientôt un marché pour les filaments CMYKW. Très prometteur.2 points
-
Pour éviter que sujet ne s'envenime je vais clôturer le sujet, on a bien compris le point de vue de tout le monde2 points
-
Mes excuses (ou nos excuses) de ne pas être à ta disposition pleine et entière, dorénavant je ferai passer ma vie personnelle après les questions sur le forum... Entre-temps, pour patienter, as-tu fait des recherches, des essais, essayé de mettre tes photos dans le bon sens (c'est vrai que c'est galère par moment, j'ai compris le pourquoi du truc récemment), etc... ?2 points
-
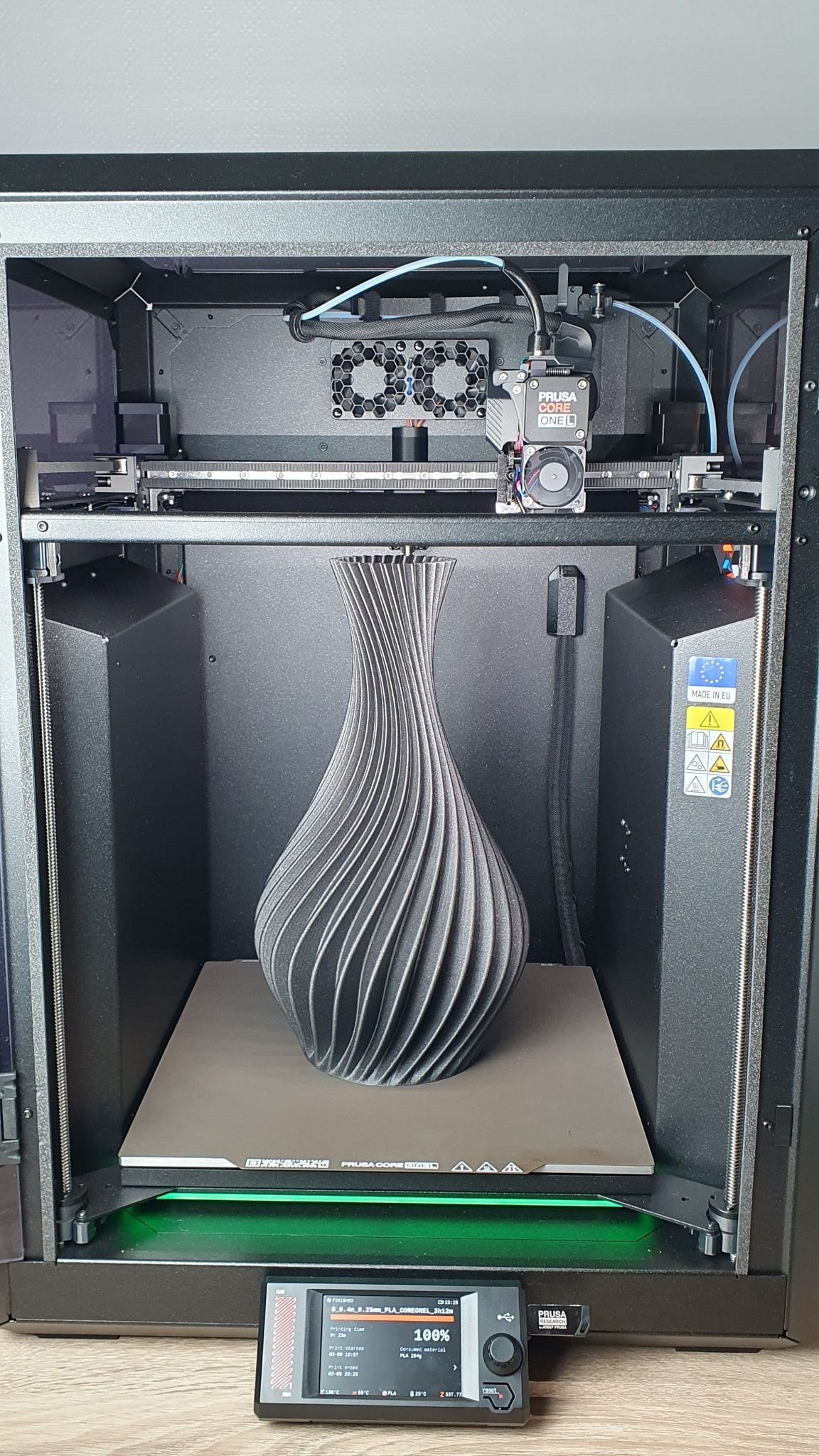
Bonjour à tous, Une fois n'est pas coutume, Prusa nous a envoyé sa Prusa CORE One L afin que nous la testions. Et on va se faire un plaisir de la décortiquer. Ce n'est pas à proprement parler une remplaçante, elle ne succède pas à la Prusa CORE One. Il s'agit plutôt d'un modèle avec des caractéristiques qui répondent à des besoins (et porte-monnaies) différents. Elle est annoncée pour une dimension seulement 10% supérieure, mais avec un volume d'impression doublé. Comme d'habitude, n'hésitez pas à me faire part de vos questions, interrogations, envies d'impressions, j'essaierai d'y répondre. Fiche technique des points clés qui diffèrent avec la CORE One+ standard : Dimensions de la machine 469×521×635mm pour 21,9kg Volume imprimable 300x300x330mm Plateau chauffant AC en aluminum épais, jusqu'à 120°C avec moins de 2°C de variation sur 99% de la surface. Extrudeur Nextruder avec buse de 0.4mm HF en laiton + 0.4mm durcie pouvant monter jusqu'à 290°C Chambre chauffée de manière semi-passive (deux ventilateurs sous le plateau chauffant) jusqu'à 60°C Caméra de série Accéléromètre de série Pour le reste, on retrouve les mêmes caractéristiques. Elle parait impressionnante sous cet angle, mais elle n'est pas tellement plus grosse, surtout elle fait le même poids ! Bon c'est vrai que la CORE One parait petite à côté. On voit bien le volume d'impression doublé, on aurait presqu'envie de jouer aux poupées russes. Je vous passe l'unboxing, vous l'aurez sur le blog. Le déballage est facile et rapide, un QR code nous renvoi sur une vidéo montrant toutes les étapes. Enlever les protections de transport, "clipser" l'écran (magnétique), le porte bobine à clipser également, et sélectionner la langue. C'est tout, la machine est prête à imprimer sortie du carton, avec sa bobine incluse de 1kg de PLA. Ah qu'il est loin le temps des kits, c'est moins fun mais c'est pas plus mal. En premières impressions (ressenties), bien que très similaire je trouve que la Prusa CORE One L fait "plus fini". Lorsqu'on est habitué on remarque tout de suite les petits détails, la poignée de porte rivetée, les tiges trapézoïdales lubrifiées, la grille des ventilateurs de chambre moins cheap, le capot supérieur clipsé (plus de rivets) et plein de petites pièces différentes. Ce n'est clairement pas un simple upsizing. Ne vous inquiétez pas je reviendrai sur tous ces petits détails, certains sont intéressants. Pour le moment j'ai effectué quelques petites impressions test en PLA juste pour voir si tout allait bien, et devinez quoi... tout va bien. Actuellement elle est en train de monter sa première pièce de 33cm de haut, un tiers d'une bobine est en train d'y passer, je vous poste le résultat tout à l'heure (4h d'impression). Je peux juste vous dire que ça me fait un peu le même effet qu'avec la XL les premières fois, les pièces imprimées paraissaient beaucoup plus petites sur le slicer qu'en vrai. EDIT: Et voilà le résultat, près de 300g en 3h25, couches de 0.25mm, paroi de 1mm avec la buse 0.4HF d'origine. Vous vous souvenez de Hulk, l'impression Zmax de la CORE One ? Il est pas bien grand finalement. Maintenant qu'on sait quelle marche bien, on va pouvoir passer à des tests plus conséquents.



 1 point
1 point -
Une coquille ? "c’est là le point majeur de différenciation entre un CFS et un CFS Lite : ce dernier n’est pas équipé d’un chauffage interne qui va faire monter en température les filaments qu’il stocke. " Le CFS ne chauffe pas non plus. La différence viendrait surtout de l'impossibilité de monter les CFS lite à la chaîne ? (et du design du cfs lite supposement plus universel en terme de format de bobine ? )1 point
-
Un petit retour d’expérience sur une résine que j’utilise beaucoup. Comme j’ai été le premier à rechercher des infos sur des résines je me suis dit autant faire profiter de mon expérience sur la résine que j’utilise le plus. J’ai cherché, il y a plusieurs mois, une résine pour imprimer des sculptures. J’en ai testé plusieurs! Les résines de chez Sunlu, leurs prix étant assez avantageux, puis j’ai aussi testé quelques résines de chez Inslogic qui sont d’ailleurs très bien.Et plusieurs résines de chez Anycubic, ben oui, lorsque tu commences, avoir des infos constructeur sur les paramètres d’impression cela aide tout de même. Puis je suis tombé sur la résine Anycubic Textured 14K, et là, cela a comblé toutes mes attentes. Attention celle-ci sont peut-être différentes des vos? J’ai passé depuis plus de 40Kg de résine Anycubic texture 14K, et ceux dans différente couleur selon les disponibilités et j’ai appris à changer mon film de bac, ptain c’est bien galère lorsque tu dois produire, donc deuxièmes bacs pour ne pas arrêter d’imprimer lorsque ton film s’use. L’Anycubic Texture 14K est une bonne résine, et j’ai aussi trouvé le moyen d’être très constant avec cette résine, en passant systématiquement mes bouteilles dans un bain-marie, pour faire monter la température du produit avant de la mettre dans le bac, ma Anycubic M7 n’ayant pas de chauffage. Bon forcément en été cela sera sûrement moins important. Une autre résine pourrait aussi être très intéressante, je l’ai acheté, mais pas encore essayé, ayant trouvé chaussure à mon pied avec l’Anycubic. Mais elle vaudrait aussi le coup de la tester. C’est l’Inslogic High Detail Resin. Voilà, n’hésitez pas si vous avez besoin de plus d’infos, si toutefois je peux vous aider?1 point
-
Merci pour ton retour, je me suis juste permis d'ajouter un lien vers la résine dans ton texte1 point
-
@electroremy Je te suis sur ta manière de voir les choses, surtout sur le point de vue de la constance lorsque tu crées un produit. Si ensuite il ne tient plus la route parce que la matière première a évolué ou n’est plus disponible.. Par contre, lorsque j’ai commencé l’impression 3D, les retours que j’avais étaient du genre, “Ben non, tu ne peux pas l’imprimer en résine, car cela ne sera pas assez solide, tu dois le faire en FDM“, pour ensuite me dire, “ben non tu ne pourras pas l’imprimer en FDM, car ce n’est pas assez précis“ pour finir, je me disais qu’il fallait que je me tourne faire de la micromécanique pour faire la pièce directement en métal.. Alors qu’en fait j’ai découvert qu’il y a de résines bien plus performantes. Mais bon, comme tu le dis, si tu conçois une pièce sans savoir si elle va fonctionner avec ta résine ou si dans 1 an tu auras encore accès à la résine que tu as choisie, cela pose un gros problème.1 point
-
Si tu veux t'amuser, tu prends le taux horaire de tous les participants d'une réunion et tu annonces le coût de la réunion à sa fin...1 point
-
Outre le répertoire C:\Users\"TON LOGIN"\AppData\Roaming\BambuStudio , il y a aussi le répertoire C:\Users\"TON LOGIN"\AppData\Local\BambuStudio Essaie à nouveau en ayant supprimé ces deux répertoires.1 point
-
C'est pas moi qui cherche, c'est l'IA. Et oui elle me fait toujours gagner du temps pour ce genre de bêtises. Pour l'histoire de référence, c'est juste pour avoir des arguments plus imagés, ça percute mieux dans la tête des gens. Il y a quelques années on m'a expliqué que si je voulais 1To de stockage sur le réseau, il fallait payer 15k€/an. Ca choquait personne jusqu'à ce que je dise que ça faisait une DS3 ou un Duster par an (plus sûr du modèle que j'avais choisi à l'époque ).1 point
-
J'ai des doutes car sur ta photo on voit bien qu'il n'y avait pas de support sous les lunettes, quand tu vas le trancher vérifie bien qu'il y en a à ce niveau1 point
-
Et oui, c'est bien le problème avec des taxes mises en place «localement» alors qu'on est européens depuis déjà un bon moment . On pourrait prendre aussi l'exemple du tabac : dans certains pays, il est moins cher à l'achat qu'en France puisqu'il n'y a pas d'uniformisation (pour certains frontaliers, ça reste économique même avec les prix des carburants augmentant grâce à Donald pas celui de la BD, mais l'autre ). Là, la taxe française censée limiter l'arrivée de petits colis venant à pied par la Chine est détournée… et c'est la France qui va en payer les frais (plus de transports routiers sur nos routes, moins de transit aérien,…). J'ai passé l'âge de me questionner sur les réelles capacités / compétences de nos gouvernants incapables de voir plus loin que le bout de leur nez. Même chose avec l'interdiction des réseaux asociaux aux djeuns de moins de treize ans: ce sont les GAFAM avec leurs capacités de nuisances qu'il faudrait interdire ou a minima contraindre avec de réelles fortes amendes quand ils enfreignent les lois, mais là aussi, encore faudrait-il qu'au niveau européen, on arrive à s'accorder… et c'est pas gagné.1 point
-
Pyromane ! On dirait l'exact inverse de cette histoire avec l'éco taxe. Abandonnée en France sur les routes, elle a été mise en place en Allemagne (ou au moins dans la région frontalière avec la France). Résultat : les camions préfèrent perdre une grosse heure à faire un écart par la France que de passer tout droit par l'Allemagne quand ils vont du nord au sud, avec de mémoire une grosse vingtaine d'euros d'économie par passage. => la France se tape une sur fréquentation de poids lourds, avec l'entretien et les couts que ca occasionne => l'Allemagne engrange pas 1 € => les deux continuent à assumer la pollution, mais sans l'argent que ladite taxe devait rapporter pour financer des projets écologiques.1 point
-
Mais si, mais anonyme :1 point
-
Je pense qu'il y a eu une confusion, @TsoF parlait de feu @print51, pas de moi.1 point
-
Ça dépend aussi du filament utilisé, tes 2 filaments sont identiques ? On pourrait penser que c'est effectivement une des buses qui bave comme si elle n'était pas essuyée avant de passer en impression, comme dit au dessus fait un petit test avec une tour1 point
-
Ouai ce jour là je n'étais pas en forme, en temps normal je suis plus rapide et en plus je suis à la retraite et faut pas bousculer pépère @Kachidoki offre beaucoup plus que ce qu'il demande1 point
-
Et bien justement, regarde son contenu avant de commenter, cela t'évitera de dire des . . . . . . . .1 point
-
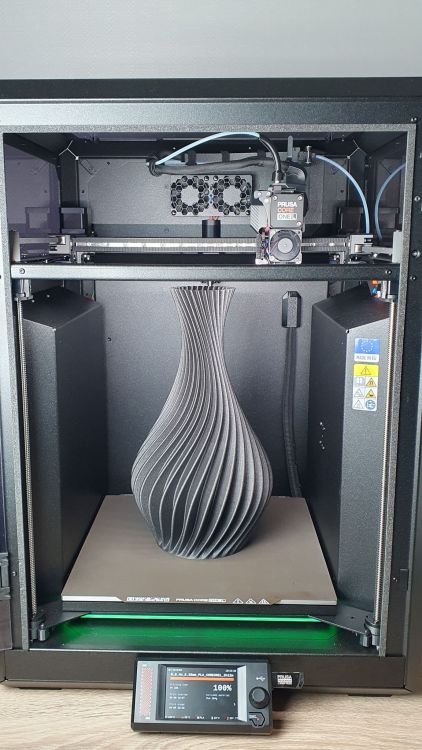
Pour le remplissage Gyroide sur des impression qui ne sont pas structurelle soumise a contrainte le % de densité tu dois le configurer entre 5% et 15% maxi de ce que je vois sur tes images 8% à 10% seront correcte vue la taille de la pièce assure toi d'avoir 4 couches supérieur au moins. Pour les drivers sur la carte mère des SW X4 série comme tu peux le voir ici les 4 driver sont soudé directement a la carte mère et un dissipateur bleu en aluminium est placé dessus, celui sous la prise rouge est ton driver du moteur Y l'axe qui te pose soucis. Logiquement on place un ventilation qui souffle sur les rad des driver pour être sur qu'il surchauffe pas les TMC2209 sont de bon driver mais chauffe pas mal les 2226 sortie après sont plus optimiser sur le TDP (en gros il chauffe moins)
 1 point
1 point -
question qui n'a rien a voir et peut être farfelue. chacune de tes pièces n'est pas en mono-couleur/matériau? Si c'est le cas pourquoi veux-tu absolument les imprimer ensemble?? pour mélanger les couleur ou matériau je comprends...là dans ton cas (si c'est bien mon interprétation...) j'imprimerai les pièces indépendamment Ca ne change pas ton soucis ^^ Voici la réponse de Gémini qui me semble bien détaillée/cohérente : C'est une excellente question, car on a souvent tendance à confondre l'utilité de la tour de purge sur une imprimante monobuse (type Bambu Lab AMS ou Prusa MMU) et sur une double buse (IDEX ou tête fixe double). Même si vous n'avez pas besoin de "vider" une couleur pour en charger une autre dans le même conduit, la tour de purge (ou d'amorçage) reste cruciale pour trois raisons techniques majeures : 1. La gestion de la pression (L'amorçage) Lorsqu'une buse attend son tour pendant que l'autre imprime, le plastique en fusion à l'intérieur a tendance à se rétracter ou à s'écouler légèrement sous l'effet de la gravité. Le problème : Si la buse reprend l'impression directement sur la pièce, il y aura un manque de matière au début de la ligne (sous-extrusion), car la pression interne n'est pas encore stabilisée. La solution : La tour permet de "relancer" le flux de plastique pour que, lorsqu'elle arrive sur votre objet, le débit soit déjà parfait. 2. Le contrôle du "Oozing" (Les coulures) C'est le fléau de la double extrusion. Une buse chaude qui reste immobile finit inévitablement par "baver" (le oozing). Le risque : Si cette petite goutte de plastique pend au bout de la buse inactive, elle risque de se détacher et de venir se coller sur votre pièce propre, créant des taches ou des défauts de surface. L'utilité : En passant d'abord par la tour, la buse "dépose" ses coulures indésirables sur un bloc de déchet plutôt que sur votre chef-d'œuvre. 3. La stabilisation thermique Changer de buse implique souvent une légère variation de température (certains slicers baissent la température de la buse inactive pour limiter les coulures). La tour de purge sert de zone de transition pour s'assurer que la buse a atteint sa température cible exacte et que la viscosité du matériau est optimale avant de toucher la pièce finale.1 point
-
Pour rappel, (et cela même si le prix correspond,) Ne pas fumer de barrettes de RAM ! car "La drogue c'est mal, m'voyez." (M. Mackey, South Park)1 point
-
Faudrait tester sur 1cm ou 2 avec la tour d'amorçage ? La a ce stade, ce que je vais écrire, c'est ce que je tente de raisonner. Mais n'ayant pas la machine, faudra le remettre en perspective :-). L'effet hérisson ca pourrait être justement l'extrudeur qui "coule" avant de démarrer l'impression. Quand tu passes d'une zone d'impression à une autre, le comportement habituel d'une imprimante FDM c'est une rétraction, au sein de l'extrudeur, qui fait chuter la pression dans la buse et "retient" le filament le temps d'arriver vers la surface d'impression suivante. Ca évite les coulures, qui se traduisent en général par du stringing (les "cheveux d'ange"). Quand on a trop de stringing, on tente d'ailleurs généralement de travailler sur la rétraction. Je ne sais pas dans quel ordre ca se passe, mais sur la H2D la buse doit probablement être remise en chauffe / en pression un peu avant de démarrer l'impression. A ce stade je suppose que c'est tout à fait incompatible / antinomique avec une rétraction, et donc ca doit causer une de ces fameuses coulures. En utilisant une tour d'amorçage, c'est probablement la tour qui va ramasser ces coulures D'ailleurs, je pourrais presque parier, si tu étudie en détail ton schéma d'impression, que les endroits où il y a un fil qui déborde correspondent exactement au moment ou la buse atteint la pièce pour démarrer la couche.1 point
-
J'utilise un casque de bonne facture et j'ai monté le son surtout, mais j'ai bosser 15 ans dans l'univers de l'Audio très haut de gamme, ou j'ai appris a écouté et développer mon écoute ( même si j'en avais pas forcement besoin dans mon taf d'informaticien ), j'ai bricoler des ampli a lampe et fabriquer des enceinte de bonne facture pendant pas mal d'année, je dois donc avoir une oreille un peu habitué . Ou il a des décalage de couche, au départ une petite qui par la suite a fini par devenir systématique, c'est souvent un signe indiquant soit un souci de driver qui déraille ou surchauffe, ou un soucis de débit qui au fur et a mesure entraine un frottement de plus en plus présent. La de ce que l'on voit il a uniquement du décalage de couche sur l'axe Y si ma vue ne me fait pas defaut1 point
-
Ben pas trop d'accord, ma S1 n'était certes pas "+" mais les benchy étaient largement plus propres que ceux montrés sur la photo, pas de traces sur la coque. Mé bon c'est comme tout, réglage, entretien divers de la bestiole, bien sûr les tests des fils, etc. Alors en réponse à l'initiateur du fil Si l'affaire est récurrente, contrôle de la machine, des réglages, etc, dont il serait trop long d'énumérer un a un les items car en plus chacun d'eux à une interaction l'un sur l'autre (Ex j'ai eu pour je ne sais quelle raison, un souci récurrent, simplement dû au fait d'un rail avec une déformation). Une S1 "+" ou non imprime parfaitement dans 95% des cas, les 5% sont dû aux mystère de l'impression 3D. Donc le benchy sur la photo n'est pas acceptable pour cette machine.1 point
-
Salut @gglelfe.v2 alors voila la clairement en montant le son j'entend quelque chose que je reconnais, ce que tu appel ronronner c'est la buse qui frotte sur ton remplissage, cela fait un effet de ronronnement car ta ligne frotte sur chaque ligne de remplissage. Tu utilise un remplissage de type grille de ce que je vois, c'est une remplissage classic que perso je n'aime pas des masse je t'explique pourquoi, Le remplissage grille fonction en en imprimant pour chaque couche des ligne dans un sens et quand il a fini il imprime une seconde série de ligne a 90° de la première série et qui viendra les chevaucher donc obligatoirement ta buse vient repasser et percuter les lignes de la première serie. Si souvent cela n'a pas de grand incidence sur les petites pièces, plus ton remplissage est dense et plus ta buse heurtera de de ligne de remplissage successivement, ce qui a la longue peux entrainer des soucis de chauffe des drivers moteur. Les point a regarder, sont diverse je te donne quelques pistes : utilise un remplissage qui ne crée pas de chevauchement pour voir si cela va mieux et regarde si tu as toujours ce ronronnement comme tu l'appel, le remplissage que je te conseille d'utilise pour voir est le gyroide, ce dernier a l'avantage de ne pas ce chevaucher et d'apporter une resistance egale dans toutes les directions. vérifie que la ventilation qui sert a refroidir les drivers fasse bien sont travail dans le boitier. vérifie si ton débit n'est pas trop important, plus ton débit est important plus ta buse frottera sur le remplissage entre autre, mais attention trop peu de débit n'est pas la solution non plus bien sur1 point
-
Je n'est pas grand chose à rajouter par rapport à mes collègues mais pour moi le passage d'une buse à l'autre justifi la tour de purge/amorçage, c'est sûr ça bouffe un peu de filament mais ça évite les problèmes supplémentaires1 point
-
Tu ne peux pas le supprimer et moi non plus je ne peux pas, @Motard Geek pourra sans doute Juste par curiosité pourquoi veux tu veux supprimer ton compte, je suppose que c'est par rapport à ce sujet Comprends que l'on n'est pas toujours dispo, que l'on fait le maximum pour aider mais que l'on a aussi une vie de famille à côté1 point
-
L'Italie. Oups grillé du coup je rajoute le troisième, l'Espagne.1 point
-
1 point
-
Bah en fait ton impression est raisonnablement bonne pour une Ender 3. Et si tu trouves que ce forum n'apporte pas beaucoup d'aide, que dire de tout ceux avec qui tu as échangé lors de tes précédents messages ? Je sais pas pour les autres mais perso, un mardi en journée, je m'assure que ça soit mon patron qui profite de mon meilleur temps de reaction Qu'as tu essayé ? Quels sont les défauts que tu veux régler ? Le léger stringing, la qualité passable au niveau des premiers mm, le léger banding ? As tu fait les calibrations de rigueur avec ton filament, notamment le debit ? As tu tenter d'imprimer moins chaud (200° c'est souvent suffisant à ces vitesses) ?1 point
-
Des photos ? Type de filament ? Températures buse et plateau, vitesses ? Tu as déjà eu de bonnes impressions ?1 point
-
Résine Elegoo ABS like translucide rouge, ponçage puis vernis candie rouge.

 1 point
1 point