Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/03/2026 Dans tous les contenus
-
Ca y est, j'ai reçu en début de semaine mon imprimante ! Après avoir regroupé tous les conseils que j'ai trouvé à gauche et à droite, j'ai investi dans un Bambu Lab P2S : Mon environnement ne me permet pas de faire de la résine, et je pense qu'il m'oblige aussi à avoir un caisson fermé (courants d'airs et fortes variations de température). Comme mon objectif est quand même de pousser les capacités de la machine, je pense aussi que le caisson fermé m'aidera. Je suis complètement néophyte, donc forcément mes premières productions sont aussi émouvantes que dégueulasses. 1 Le bateau évidement (pas du tout dégueu pour le coup) 2 Premier essai de figurine sans aucun réglage (couches de 0.2 avec une buse de 0.4) 3 Deuxième essai avec une augmentations de la taille (je passe du 28mm au 32) et quelques réglages personnels pour voir si j'ai bien compris Je suis en train d'essayer avec les réglages de Bambu Studio en "high quality", toujours avec la buse de 0.4, mais donc des couches de 0.08 maintenant. Bref, je fais joujou, c'est super et très encourageant ! J'ouvrirai un autre post plus adapté quand j'aurai de nouvelles questions sur les réglages ! ^^


 3 points
3 points -
Comment t'es trop fort ! C'est bien cela ! Bingo ! PC White Anycubic PC Black Anycubic PC Translucent White Anycubic Que je compte tenter d'imprimer avec la Elegoo Centauri Carbon 2 que j'ai en test. (mais pas avant quelques jours car là j'imprime de l'ABS et je n'ai pas encore publié mes résultats PETG, TPU et ASA)
 3 points
3 points -
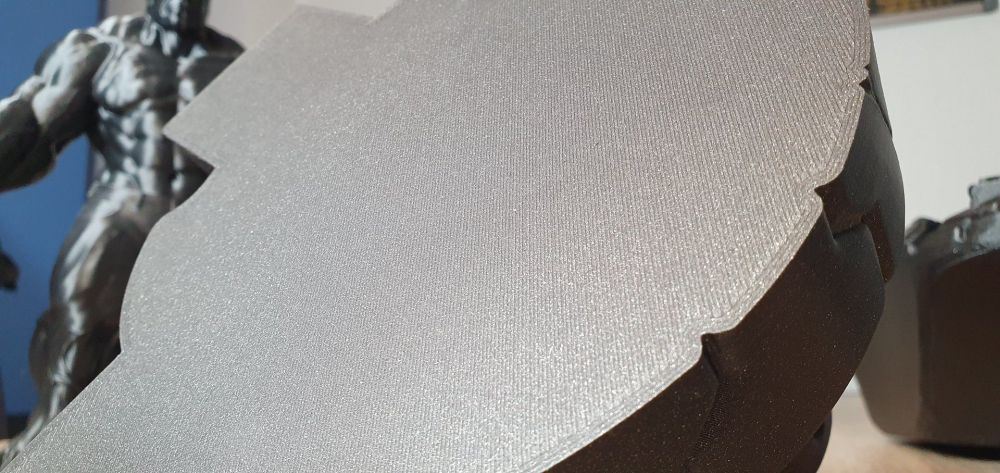
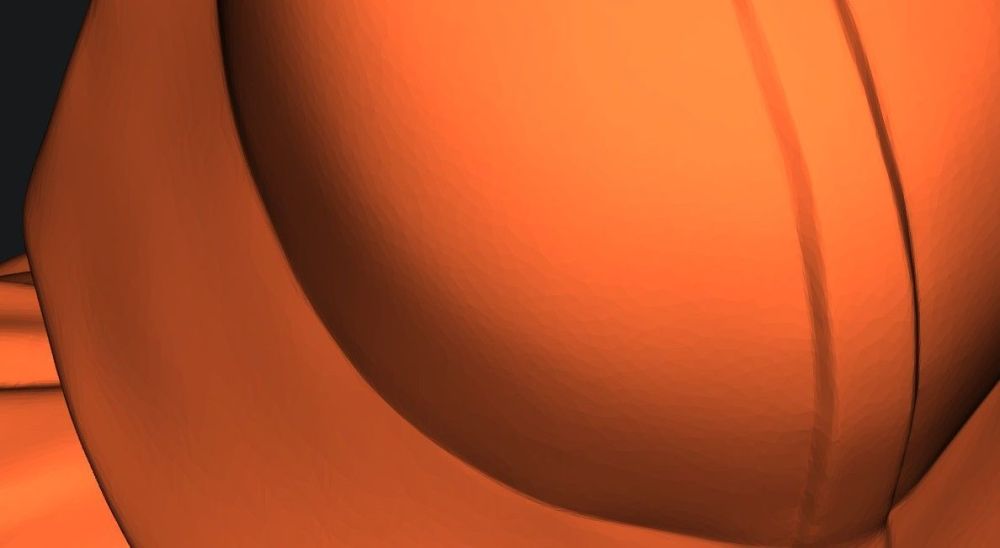
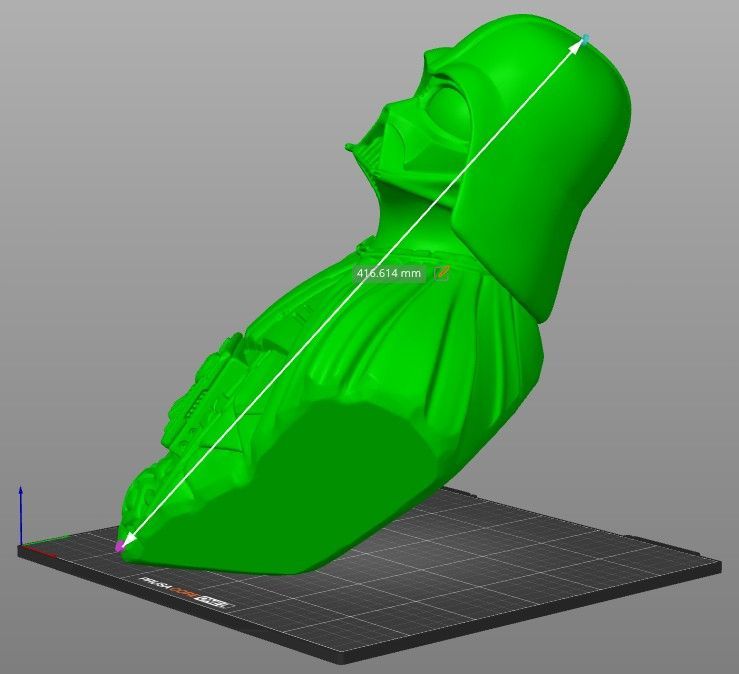
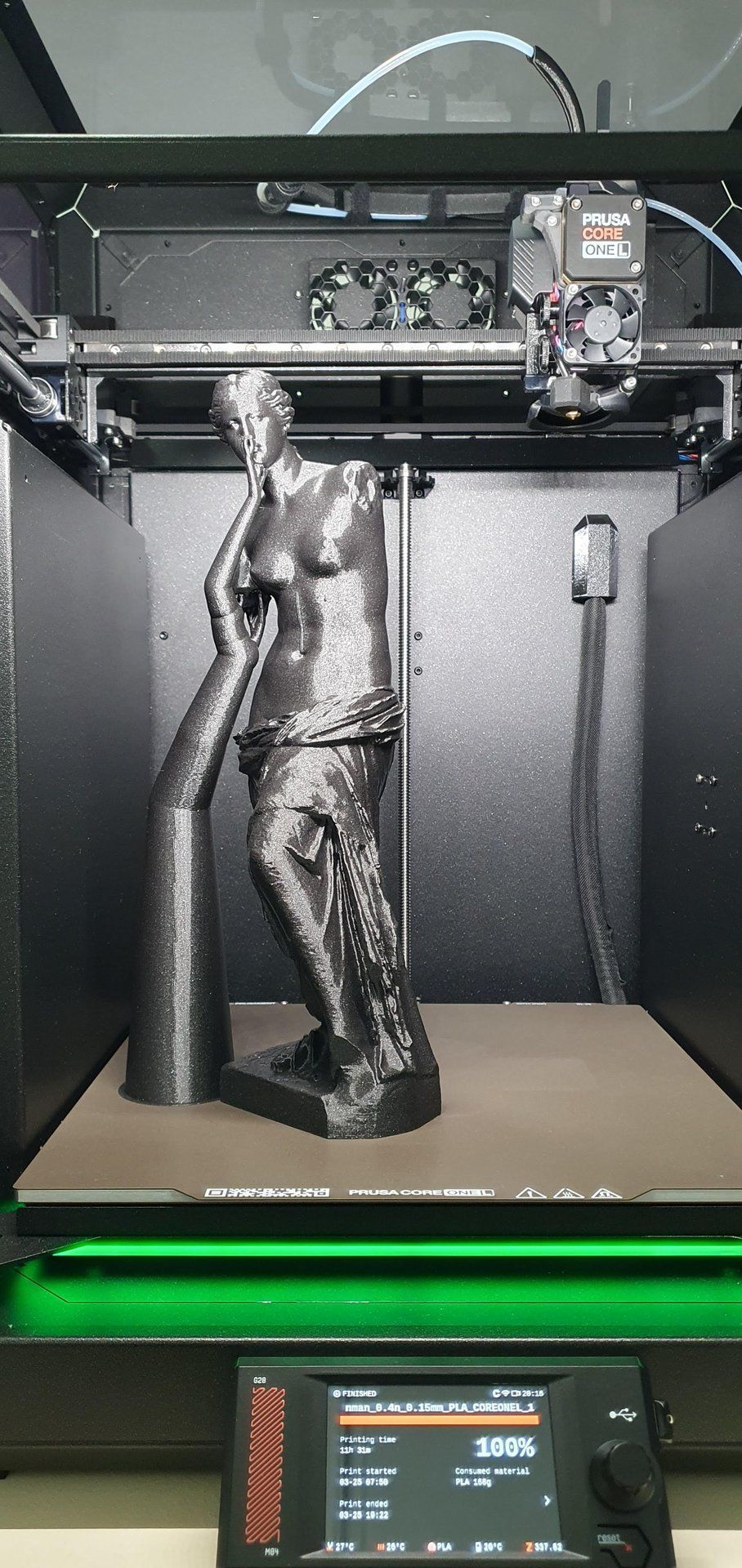
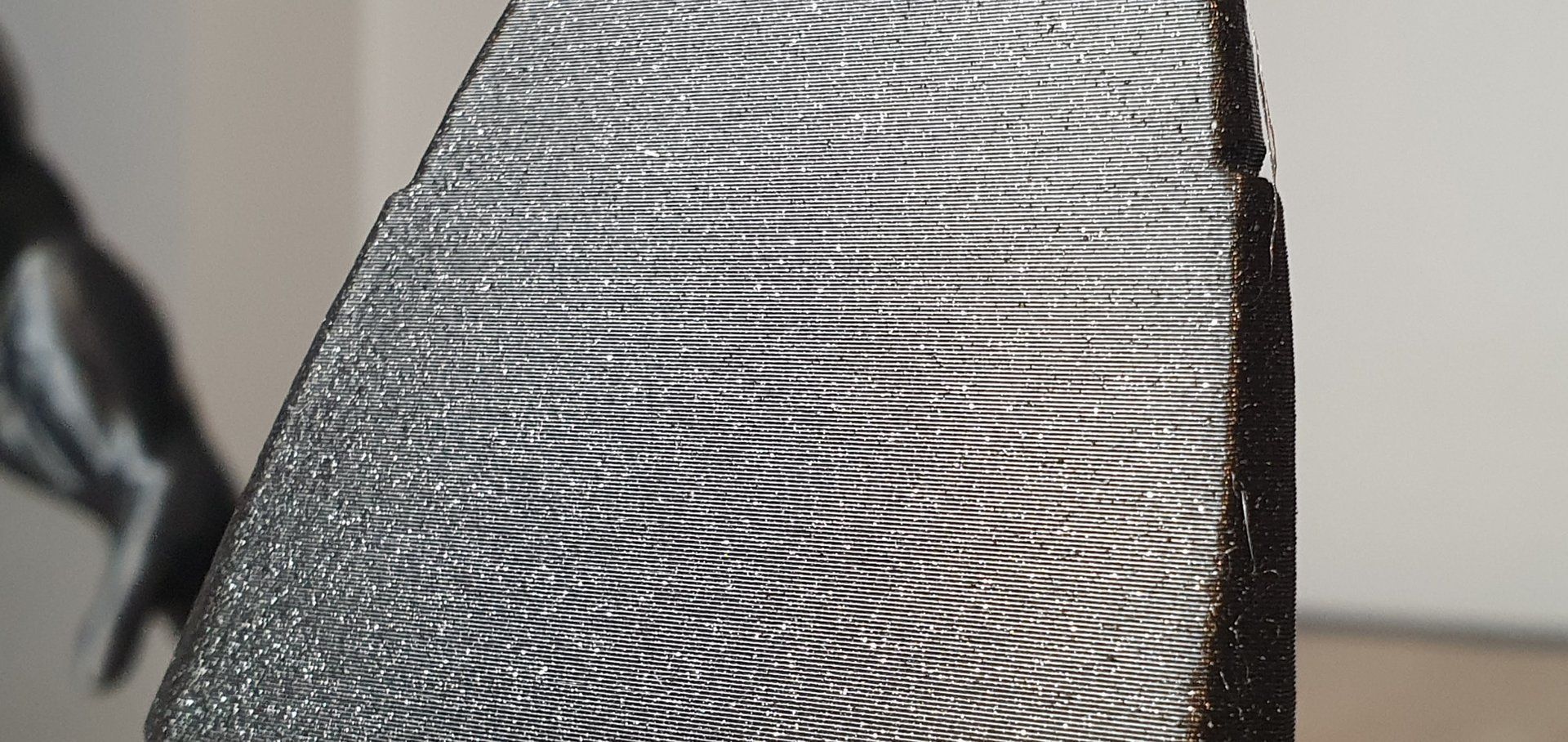
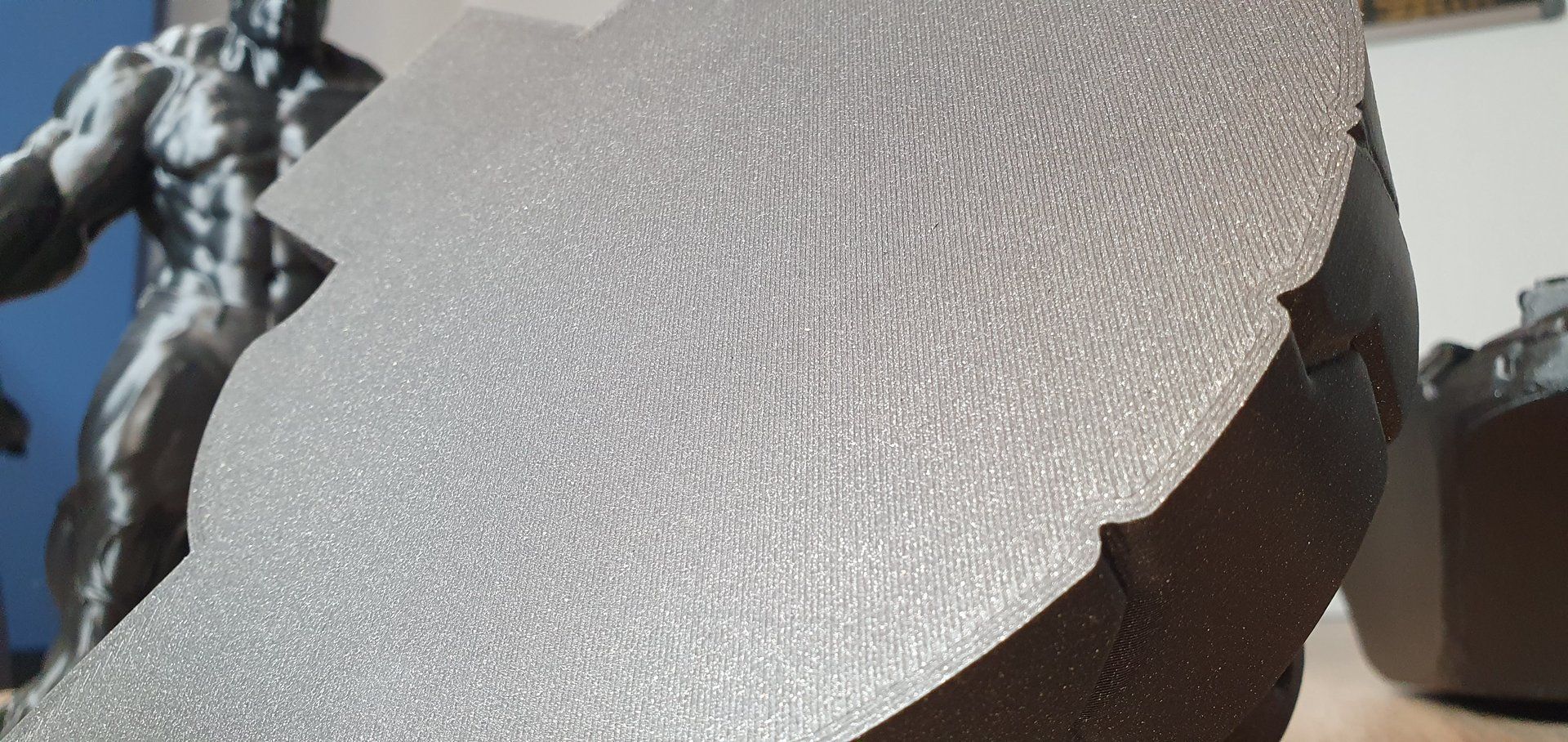
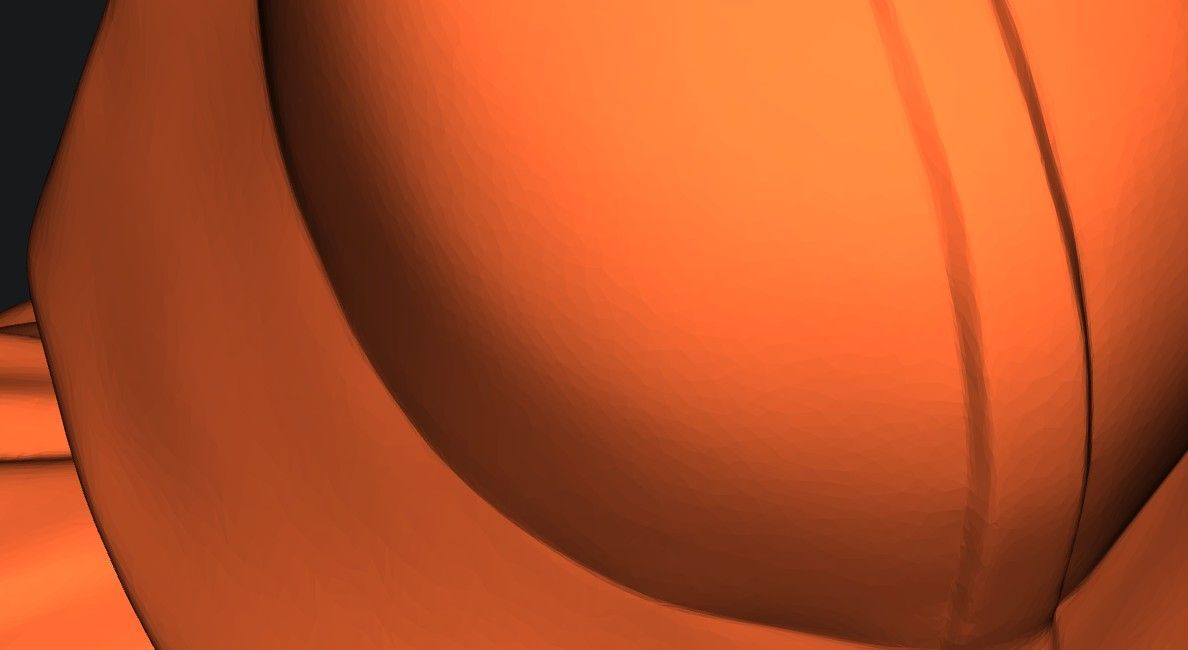
Salut, Quelques jours sont passés depuis le dernier retour, mais à part aujourd'hui où la machine s'est reposée (mais pas moi ), elle n'a pas chômé ! Au programme quelques impressions Zmax dont une qui exploite presque le volume max de cette One L. On commence par un petit print tout simple et tout en hauteur, une Venus De Milo. Buse de 0.4mm HF, couches de 0.15mm profil structural, Zmax de 330mm, 160g. Easy. Passons à une autre impression en deux parties, le fameux buste de Dark Vador par Eastman. Première partie le socle, qui est en fait la partie 2, mais gardons le meilleur pour la fin. Buse de 0.6mm HF, couches de 0.2mm profil structural, 260g. Aucun problème non plus, c'est une impression très simple. Et enfin le buste lui-même, déjà un peu plus challenging. Buse de 0.6mm HF, couches de 0.15mm profil structural, 700g et 35h d'impression. Ici le porte-à faux est assez impressionnant avec une surface au sol assez petite, remarquez que j'ai utilisé du Magigoo pour assurer mes arrières, vu la taille et le poids, je ne voulais pas risquer un décrochage sur la dernière heure. Allez on repasse tout ça en revue avec des photos de près. En commençant par la Venus De Milo. Mais d'abord remarquez le support sur pratiquement toute la hauteur, qui a très bien joué son rôle sans tomber. D'ailleurs une fois détaché on obtient un joli Baobab. Détails du visage, c'est parfaitement lisse et brillant, les traces de support sur le menton et le nez sont quasi invisibles. ici on remarque la couture au dessus du nombril. Je me suis maudit d'avoir ENCORE UNE FOIS oublié de cocher l'affichage de la couture dans la prévisualisation. Je l'aurais mise à l'arrière sinon. Je suis à deux doigts de proposer aux devs de cocher cette option par défaut. Mis à part ça, j'ai vraiment poussé sur les reflets pour chercher les défauts, je vois rien. Du coup pas de couture sur le dos mais cet état de surface vraiment excellent et brillant... Zoom sur le socle, malgré la texture irrégulière du sol on ne voit pas trop les layers, c'est globalement excellent. Passons au socle du Vador. C'est la pièce avec la plus grande surface au sol, donc regardons admirons sa première couche, toujours aussi parfaite chez Prusa. Pour rappel ici c'est une buse de 0.6mm. Petite vue sur la grande surface inclinée, les seuls petits "défauts" qu'on voit sont des petits points dans le PLA, c'est propre à ce filament qui a un toucher plutôt rugueux. On distingue peut-être un très très léger ringing à gauche, mais c'est chipoter là. Enfin le tant attendu buste dont on notera qu'il occupe bien l'espace, et avec un très joli porte-à-faux sur l'arrière. J'avoue que j'étais un peu nerveux que ça tienne, mais au moment de décrocher la pièce, bien que le plateau ait eu le temps de refroidir, en fait la pièce était encore très très bien collée au plateau. Magigoo ou PEI ou les deux, en tout cas la One L a fait son job sans sourciller. Ici le haut de l'impression, j'avais séché la bobine avant, mais j'ai remarqué que ça filochait un peu vers les 2/3 de l'impression, après 24h et 1/2 bobine de passée. En revanche pour une buse de 0.6mm, c'est très très propre. Par contre j'ai remarqué quelque chose, j'ai un effet peau de saumon pas mal visible sur les grandes surfaces lisses, notamment le casque. Je parle de cet effet là que j'ai réussi à accentuer un max avec l'éclairage. A priori on est déjà dans la résolution les facettes du STL. Je n'ai vu cet effet qu'avec la buse de 0.6mm en couches de 0.15mm (buste). En couches de 0.2mm (socle) je le décèle à peine comme du ringing. Avec la buse de 0.4mm en couches de 0.15mm (Venus), c'est absolument lisse mais le modèle a une résolution beaucoup plus élevée. Faut y penser avant de lancer un print à 200 ou 300% de la taille originale. Photo de famille, avec le Hulk qui était le test Zmax de la CORE One+ standard (270mm), la Venus De Milo qui est le Zmax de la One L (330mm), et le buste de Vador qui montre le volume de la One L, ~415mm du bas du buste (hors socle) au sommet du casque (imprimé en diagonal). J'ai mis un benchy que tout le monde connait pour avoir l'échelle de référence. Bon tout ça c'est bien beau, mais ce n'est que du PLA, normalement toutes les machines du marché sont capables de telles impressions. Alors maintenant que j'ai passé deux bons kilos, il est temps de passer à plus technique, c'est là que ça va devenir intéressant. A savoir que le nouveau firmware 6.5.3 final vient de sortir. Je dois d'abord faire quelques vérifications autour de l'Input Shaper, et le re-calibrer selon les recommandations.










 2 points
2 points -
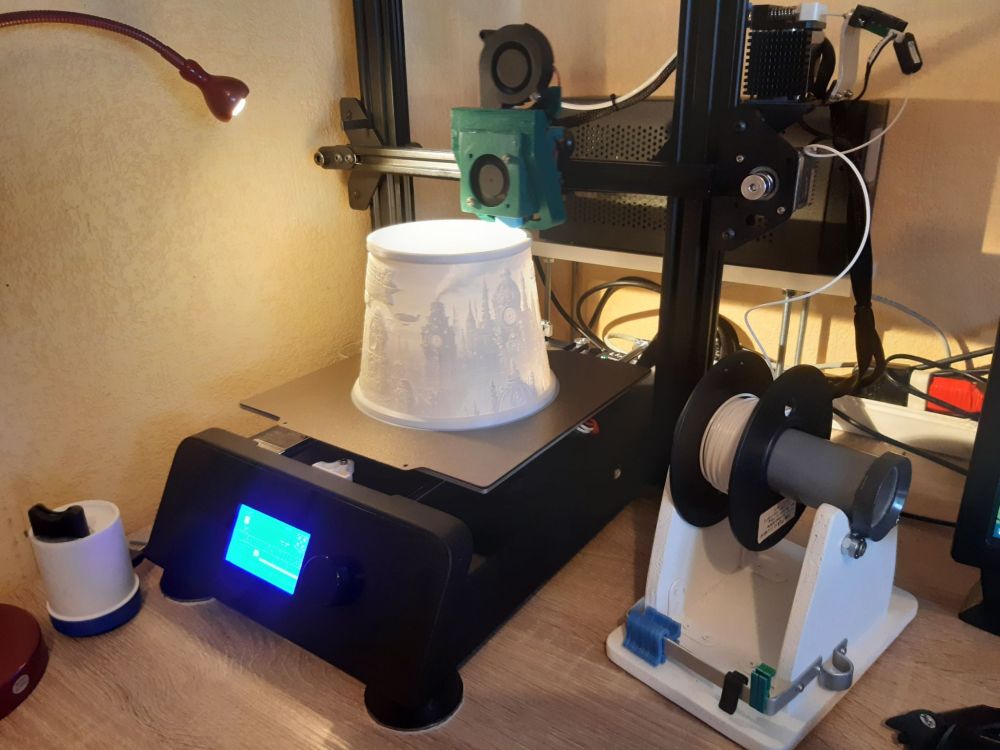
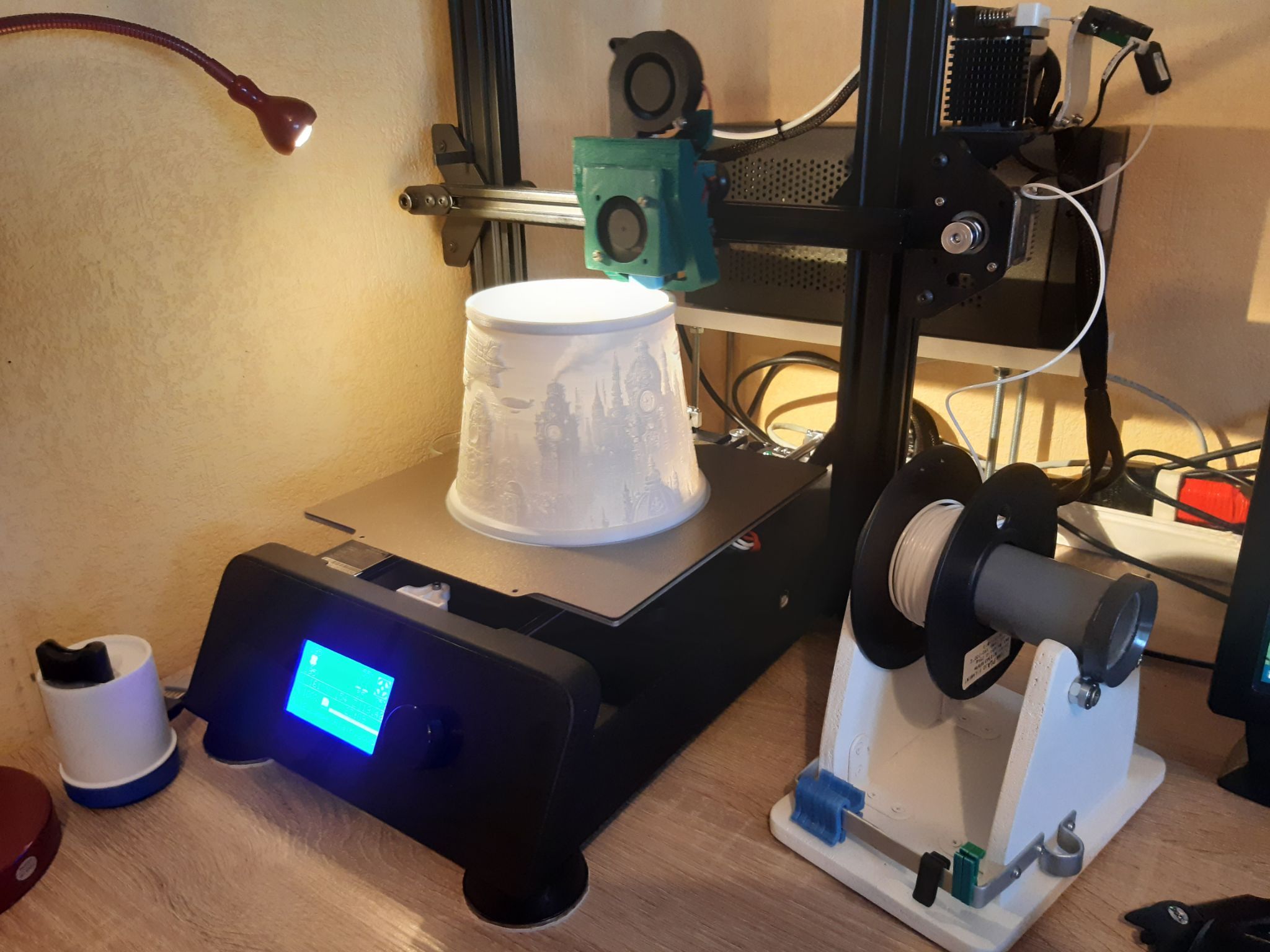
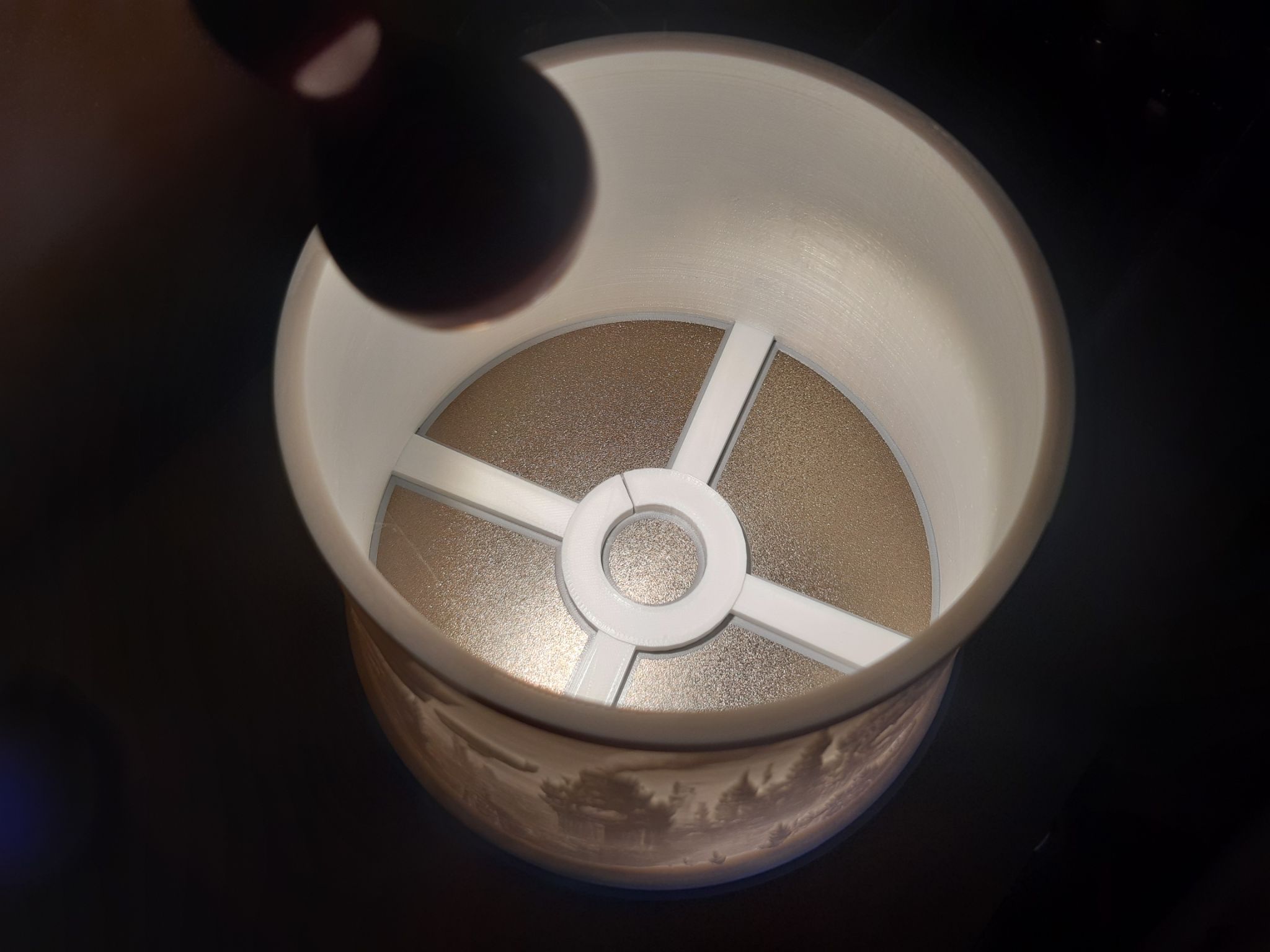
Site utilisé : https://lithophanemaker.com/Lamp Lithophane.html Image de base : Image source : Diamètre supérieur : 120mm Diamètre inférieur : 160mm Hauteur : 120mm Hauteur de couche : 0.12mm Temps d'impression : 23h12 (long et stressant... ) La lampe (base+douille+fil) vient d'un vide-grenier pour quelques euros : Un grand merci à @lariflette77 qui m'a incité (sans le savoir) à persévérer, le résultat est superbe !!! (et ma douce et tendre très heureuse. C'est le principal, non ?)




 2 points
2 points -
Même sans mentionner que ce n'était ni du PLA ni du PETG, je me doutais bien que tu n'allais pas te limiter à de simples filaments de base pour le test de la CC2 Ce qui n'est pas le cas pour moi qui vais me contenter des matériaux basiques PLA, PETG et TPU avec la SPARKX i7 A+ JC2 points
-
Salutations Je dirais car il me semble qu'il est très complet de prendre le temps de parcourir le wiki de BambuLab. https://wiki.bambulab.com/en/home Et même si ce n'est pas le constructeur de ta machine, car lui aussi est très complet, le wiki de Prusa. https://help.prusa3d.com/fr2 points
-
Je dirais PC Dans l'ordre en partant du dessus -> Blanc / Noir / Blanc translucide2 points
-
Je comprend bien l'intention. Simplement, tu disais qu'elles s'imprimaient bien quand tu les faisais en une seule pièce, j'ai compris (peut être a tort) que lorsque tu ne les imprime pas en séquentiel mais les deux en même temps, alors tu n'as pas de souci. J'ai donc supposé que la différence entre les deux c'était l'espacement (en sus du caractère séquentiel). Pour les défauts de planéité, il suffit de pas grand chose, et ça n'est pas toujours réglable avec les vis. D'autant que je crois reconnaître le plateau verre : l'adhésion n'est pas sa qualité première. D'ailleurs, je vois en effet que tu vais varier entre la première couche et les suivantes : du coup ton plateau est à une consigne de 65° au moment de démarrer la seconde pièce, alors que tes essais réussis se font avec une consigne à 70° => maintenir la température jusqu'au bout pourrait être la clé. Enfin, tu parles de chauffer la salle : le PLA n'aime pas les ambiances trop chaudes, je suis pas sur qu'une pièce à 16/18, (surtout avec une enceinte fermée dans laquelle il fait probablement un peu plus chaud), soit rédhibitoire.2 points
-
Bravo d'avoir persévé. Les resultats sont superbes. On en apprend tous les jours en 3D.Bonne continuation pour de nouveaux projets1 point
-
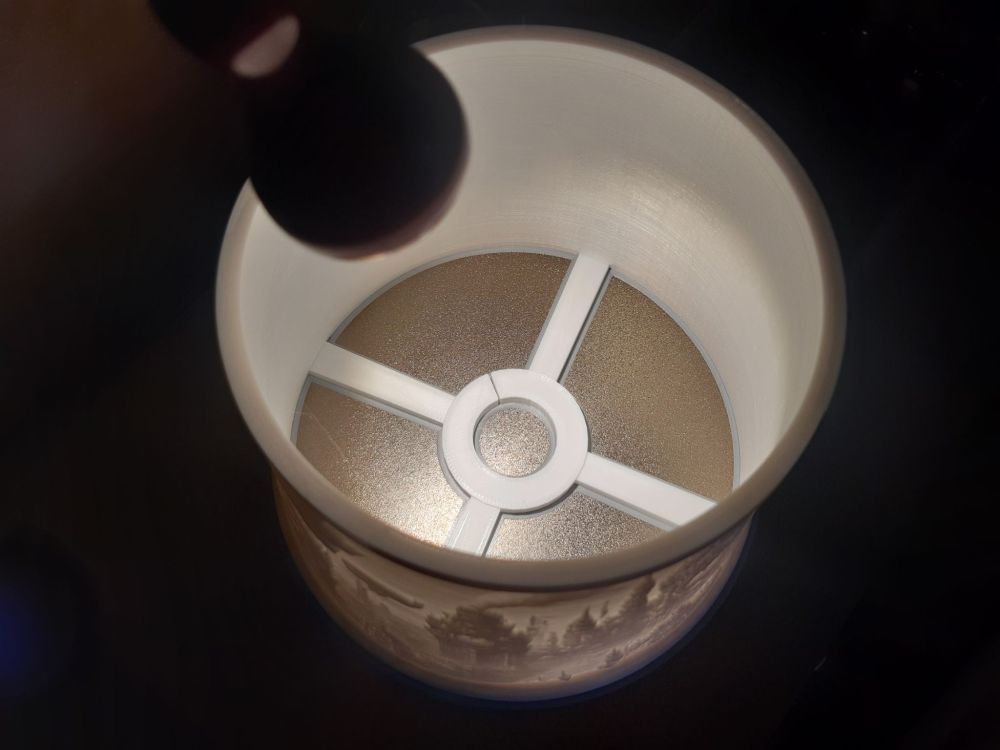
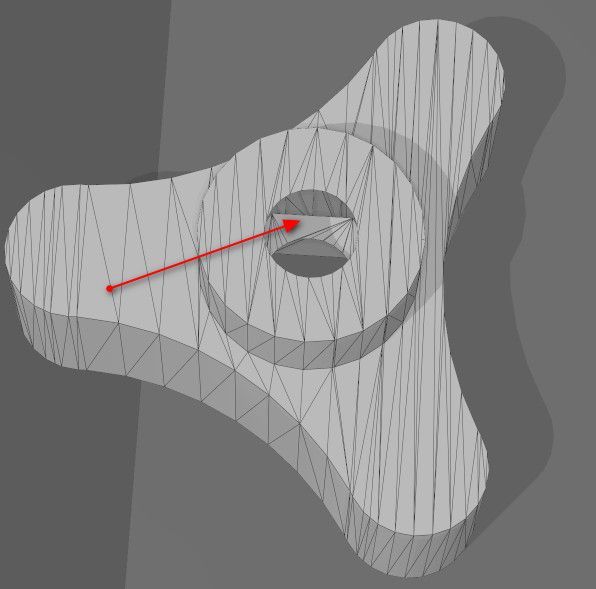
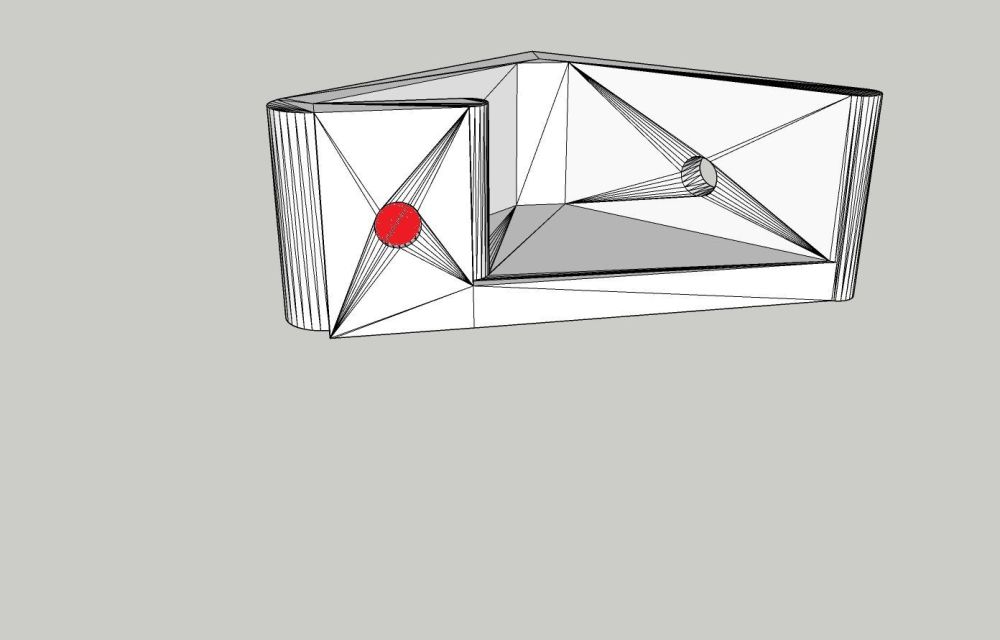
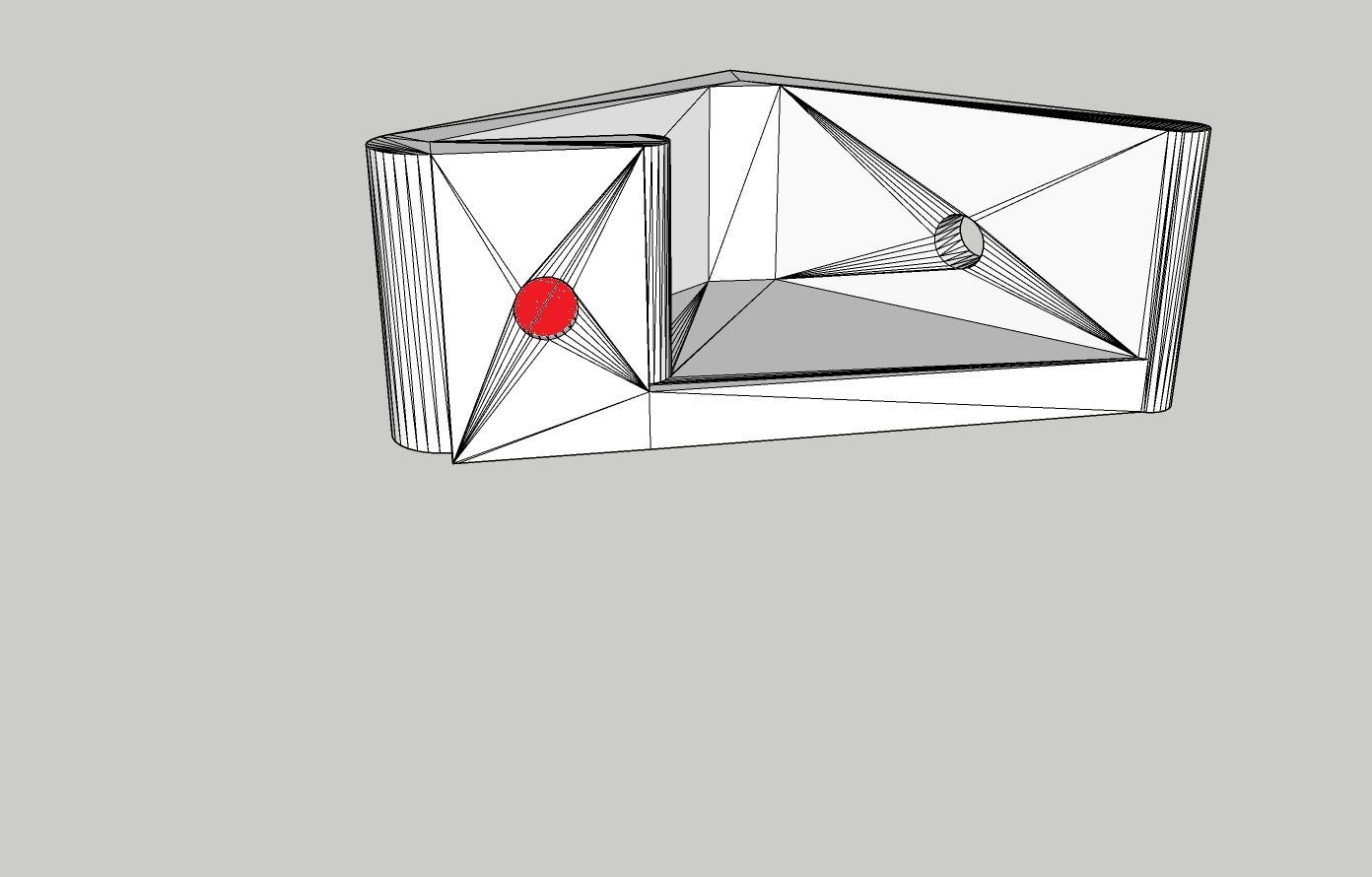
Bonjour, le stl est incorrect . on voit qu'il n'y a pas de "cylindre" à l’intérieur. donc le slicer comble le trou comme il peut
 1 point
1 point -
Bonjour, Je me présente, Vincent de Libourne dans le 33. 44 ans et je me lance enfin dans l'impression 3D. J'ai souvent fait des plans pour des constructions de meuble mais là c'est un autre monde. Je vais très probablement poser des questions stupide donc soyez indulgent avec moi Voici ma première fabrication.. (Support pour Quadlock pour ma moto)
 1 point
1 point -
Bonjour @VincentSanit bienvenue chez les imprimeurs fous1 point
-
Bonjour ami retraité Bienvenue @Didier_85 chez les imprimeurs fous1 point
-
Développement Build weekly-2026.03.25 je viens de voir qu'une version freecad version DEV du 25/3/2026 est en téléchargement. Download the appropriate asset for your OS below Unpack the bundle to any folder on your system Launch the application Windows Run \FreeCAD.exe in the extracted directory macOS Launch /FreeCAD.app in the extracted directory Linux Open the *.AppImage Pour les freecadiens interessés Le lien : https://github.com/FreeCAD/FreeCAD/releases/tag/weekly-2026.03.251 point
-
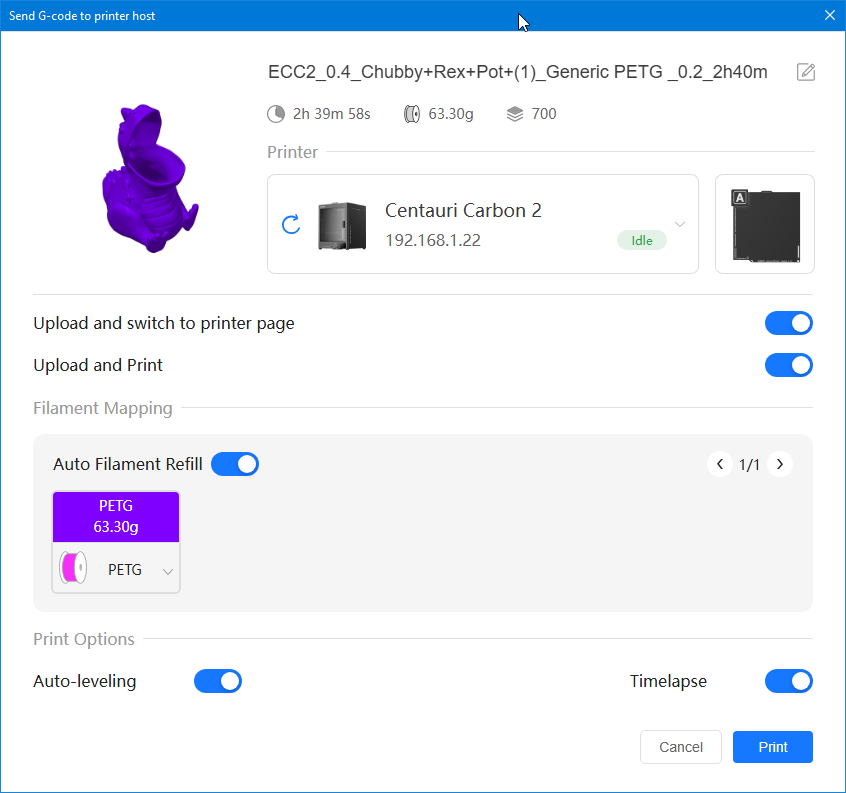
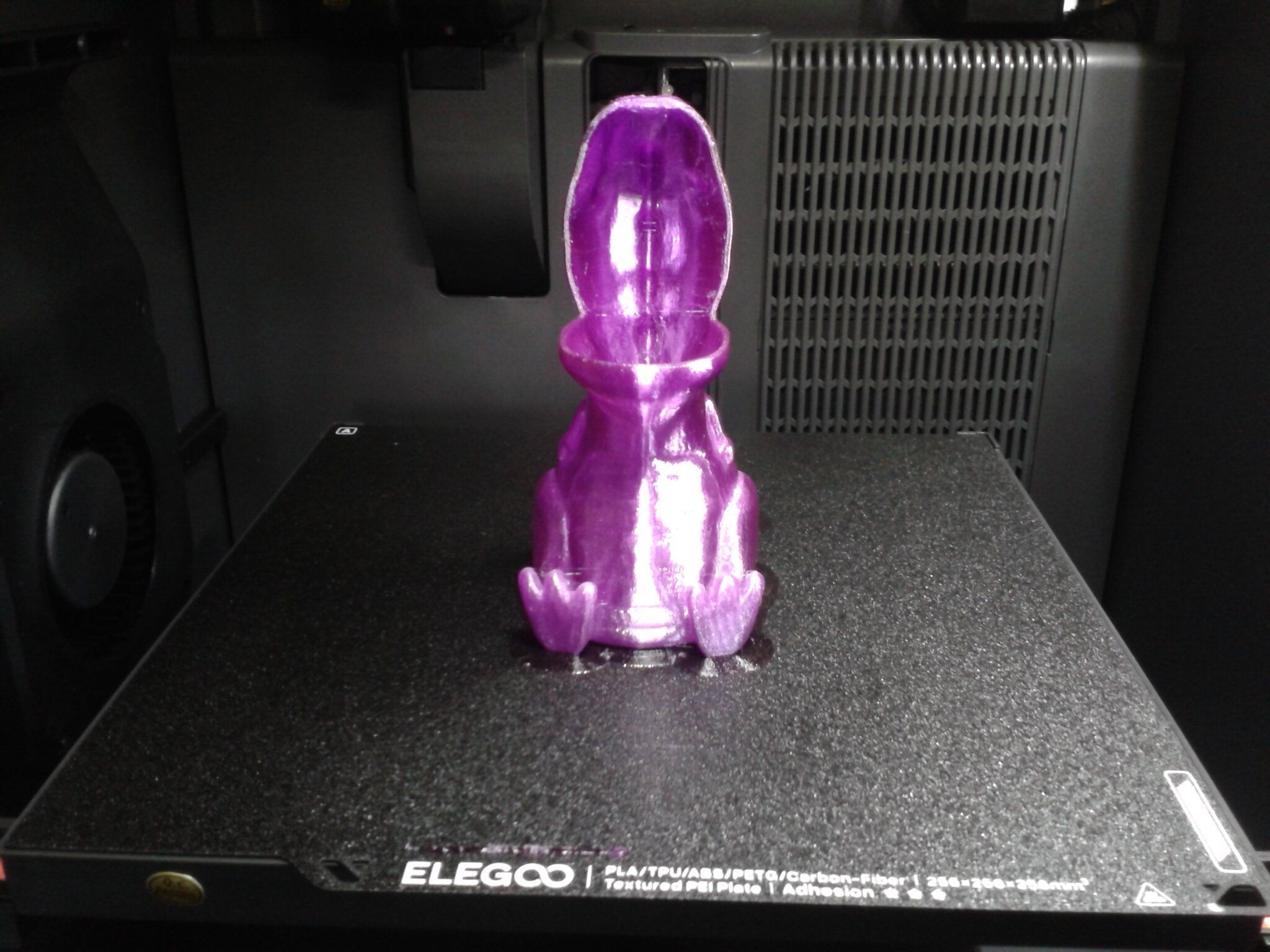
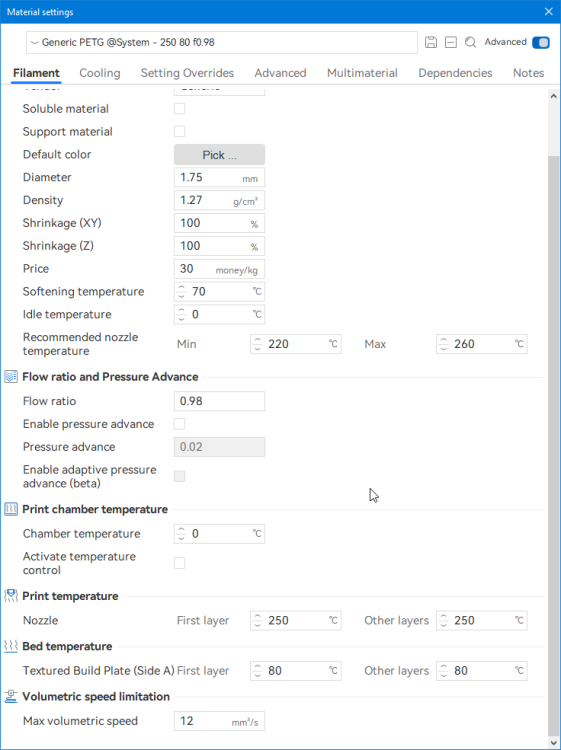
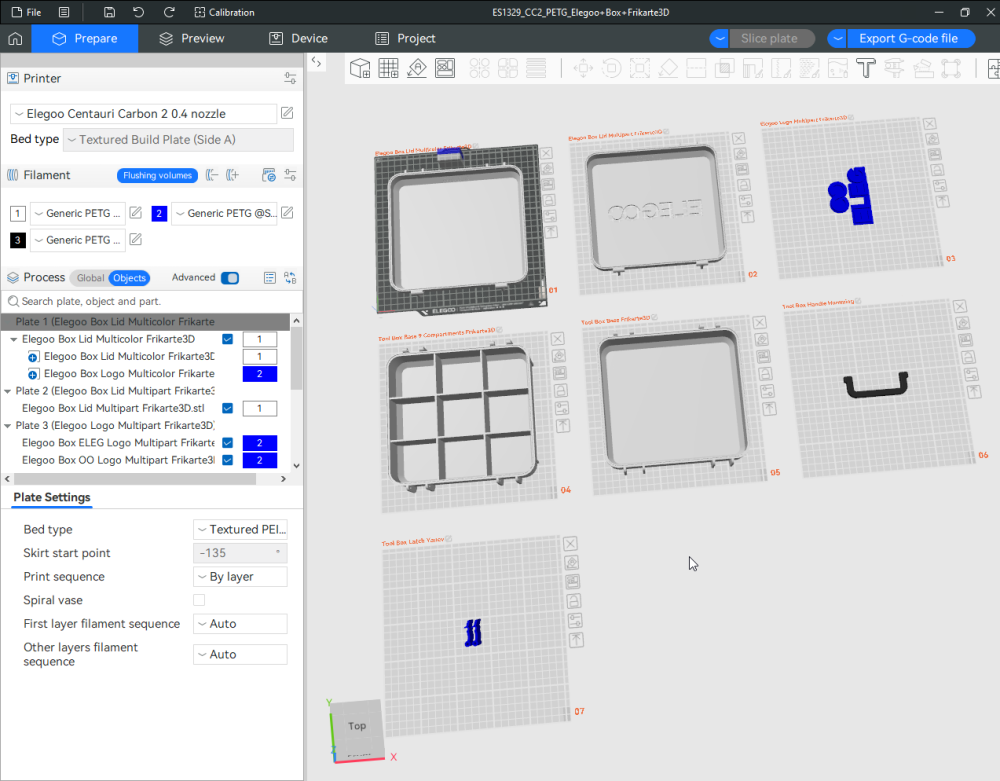
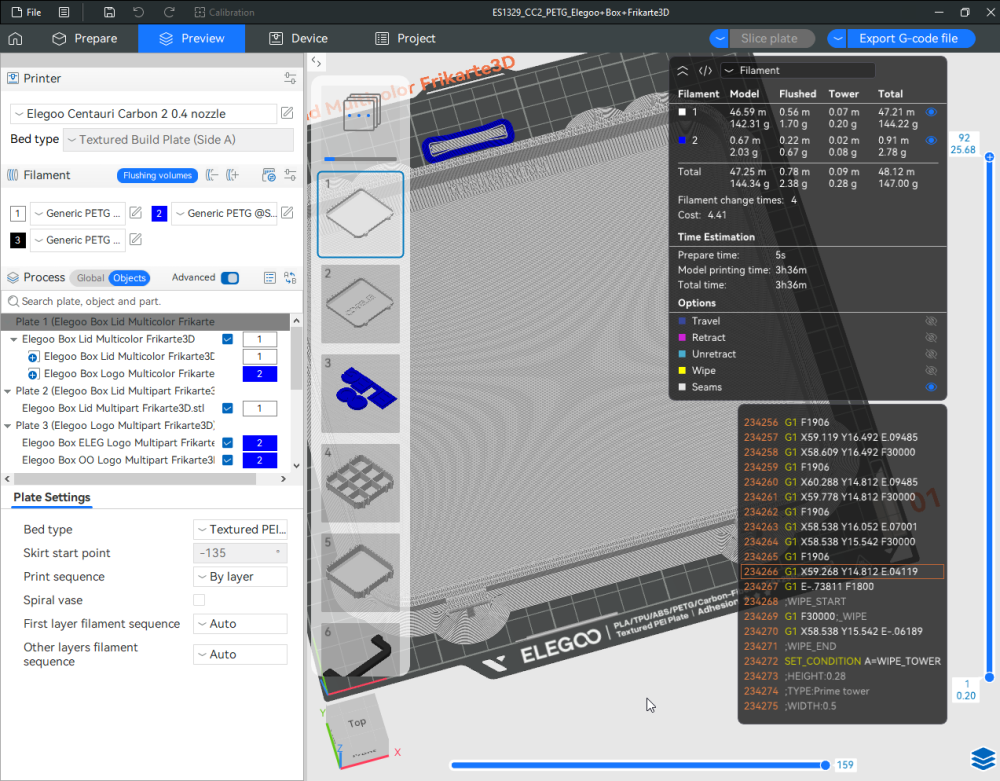
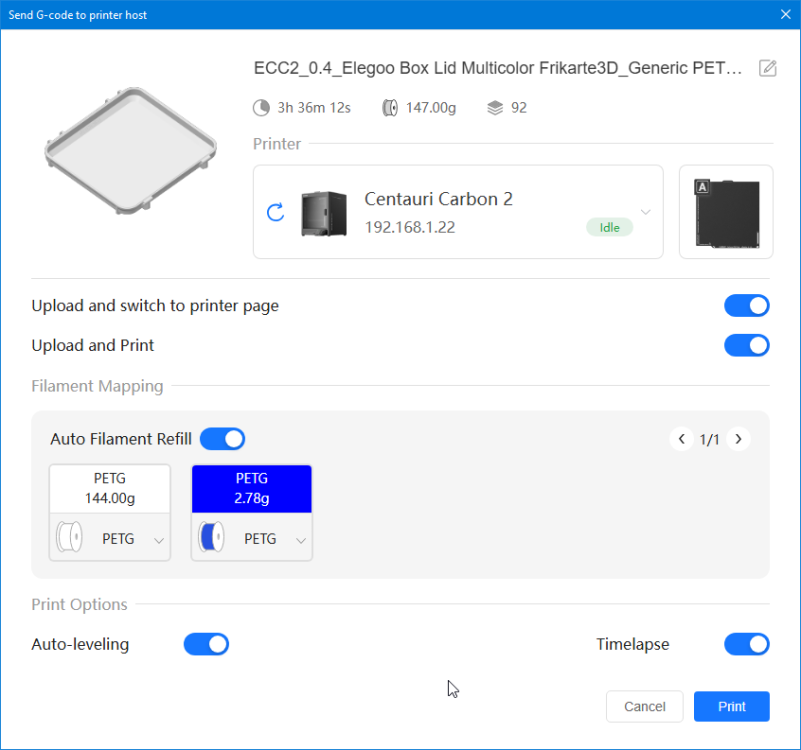
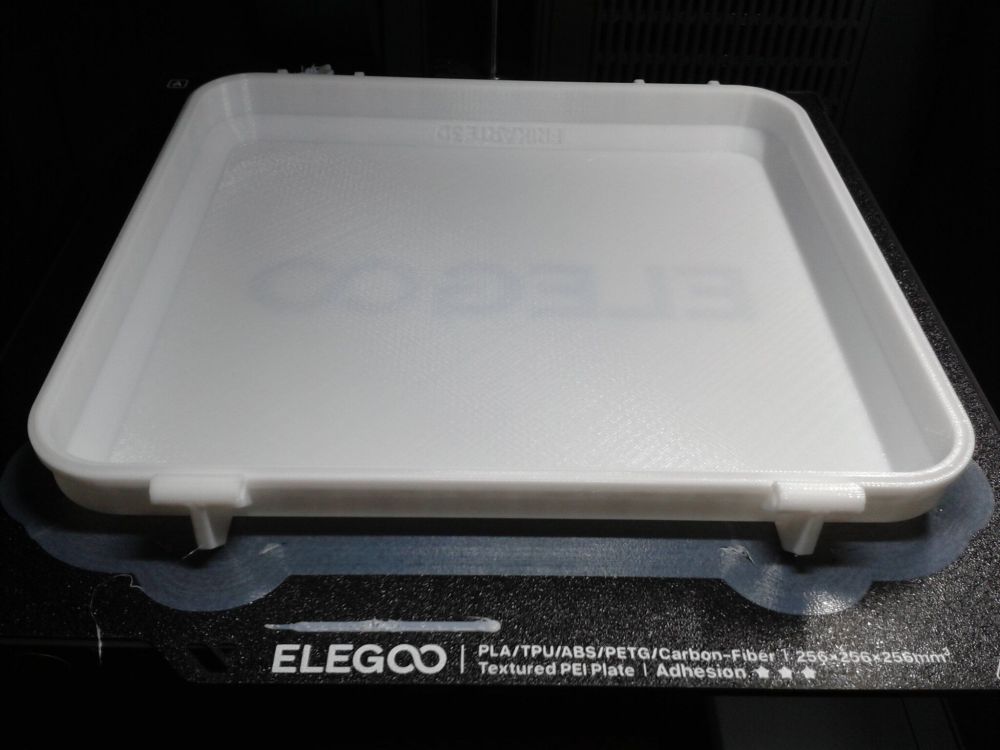
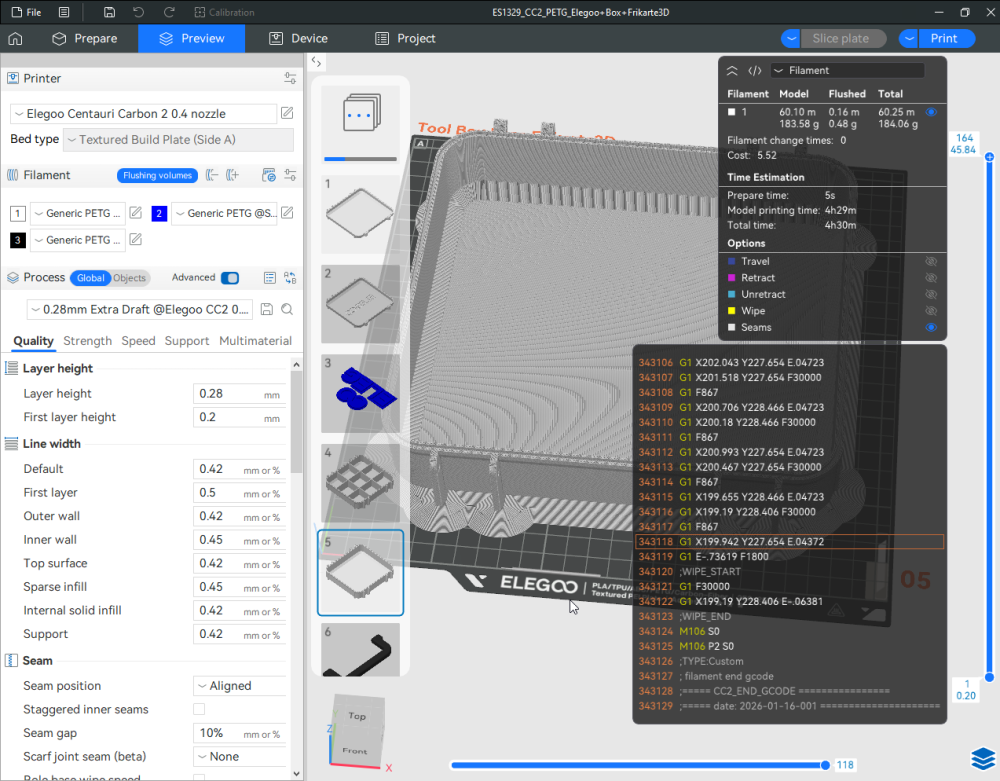
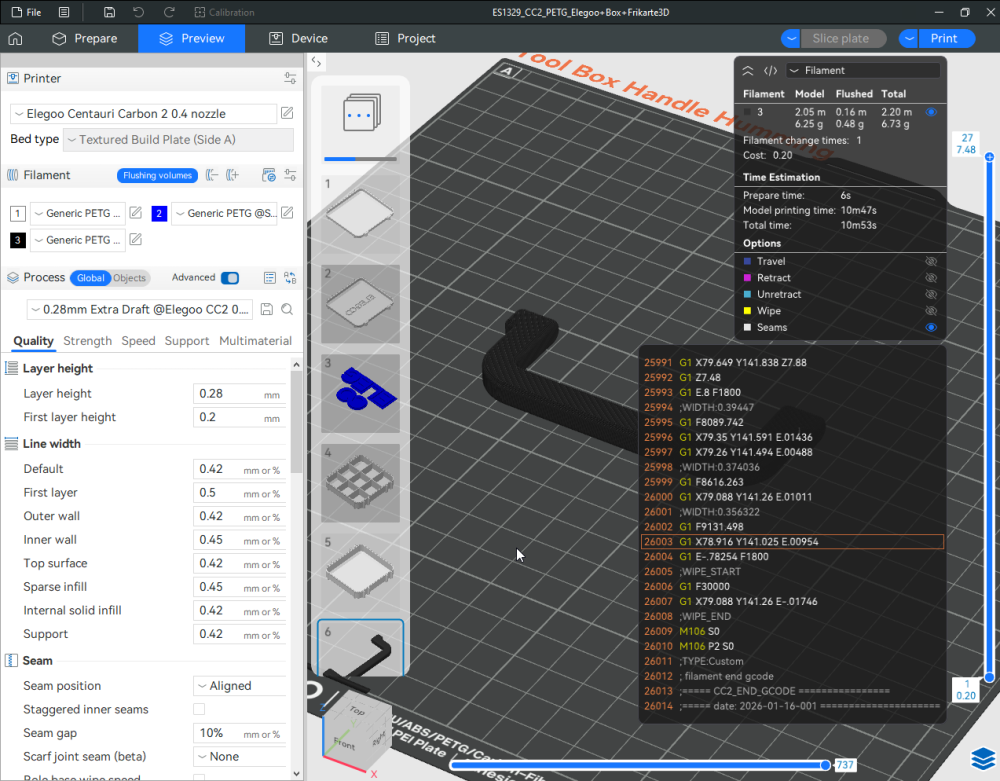
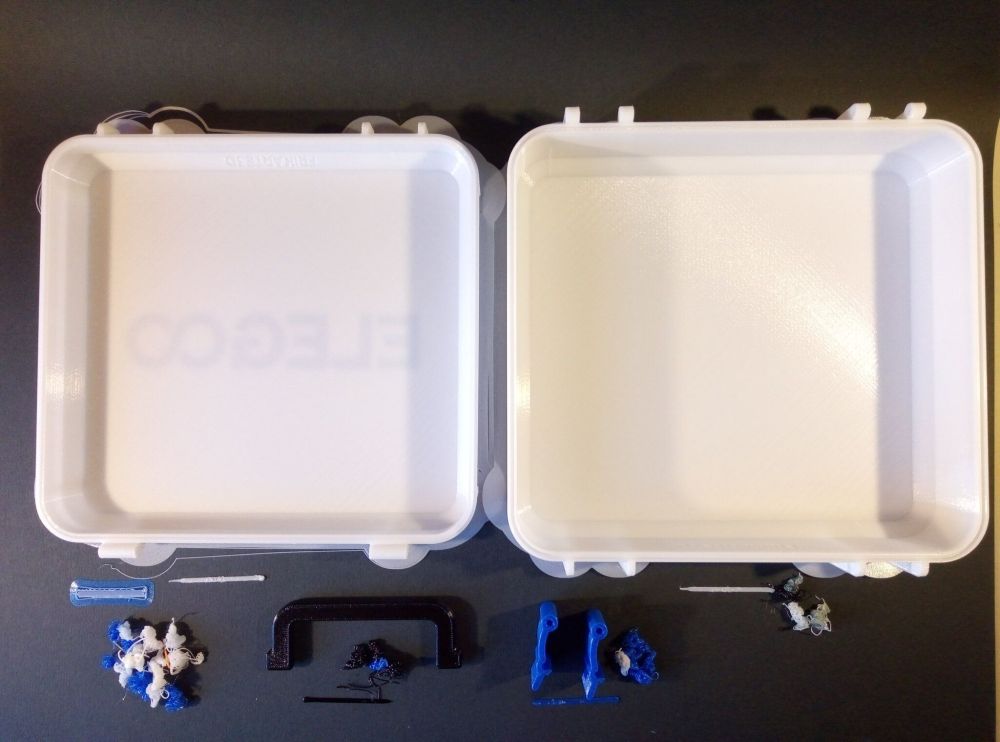
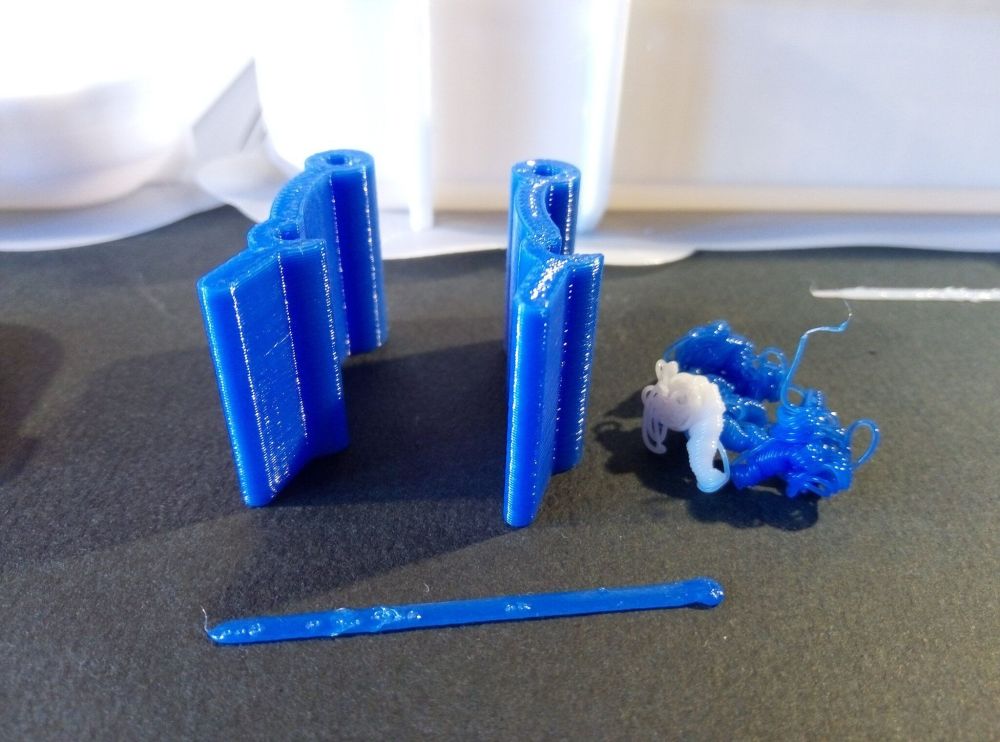
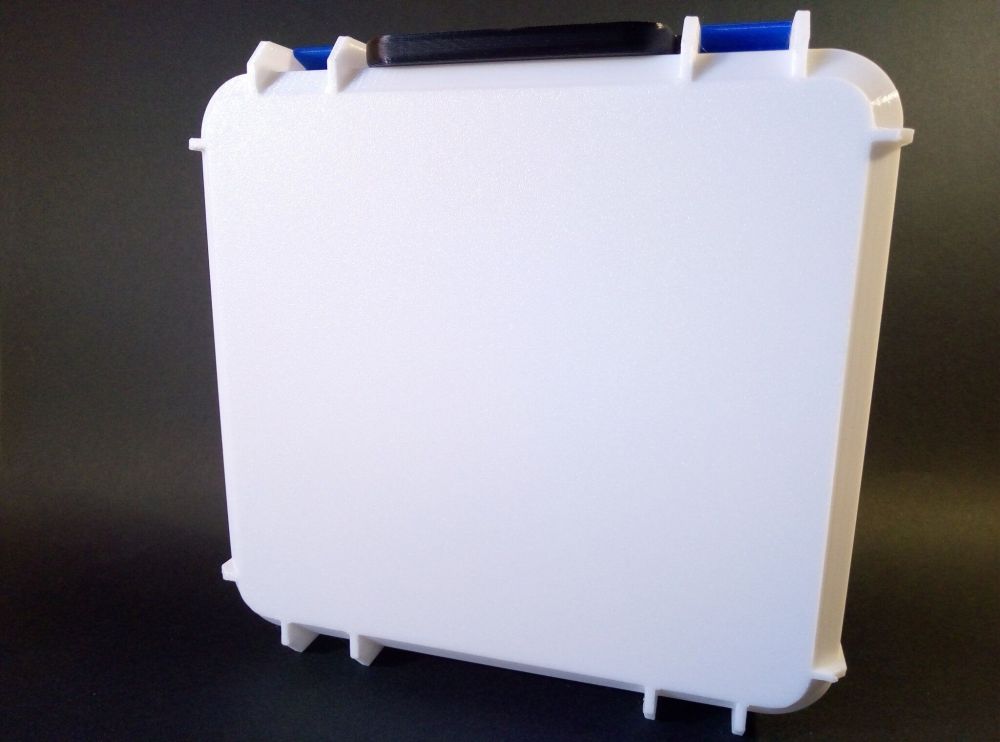
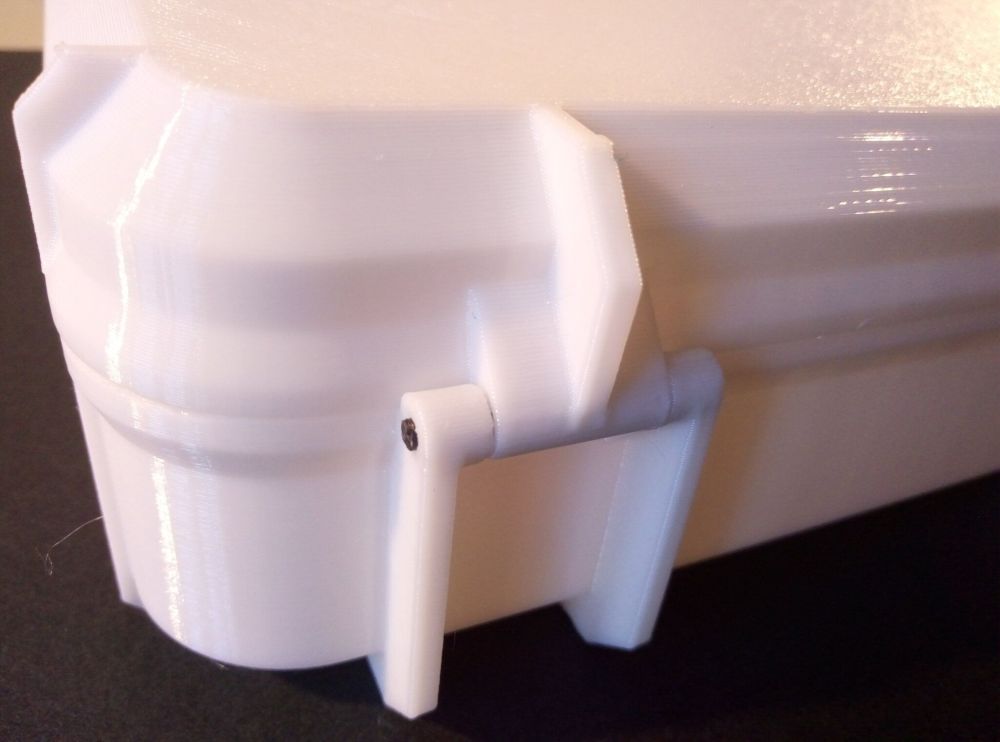
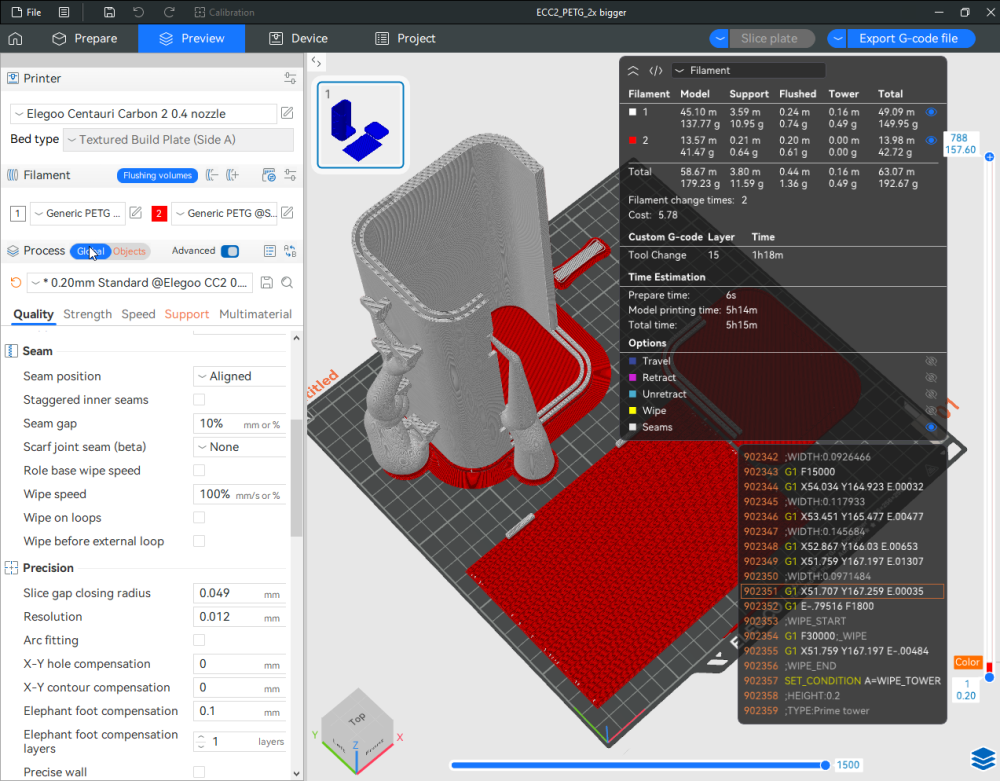
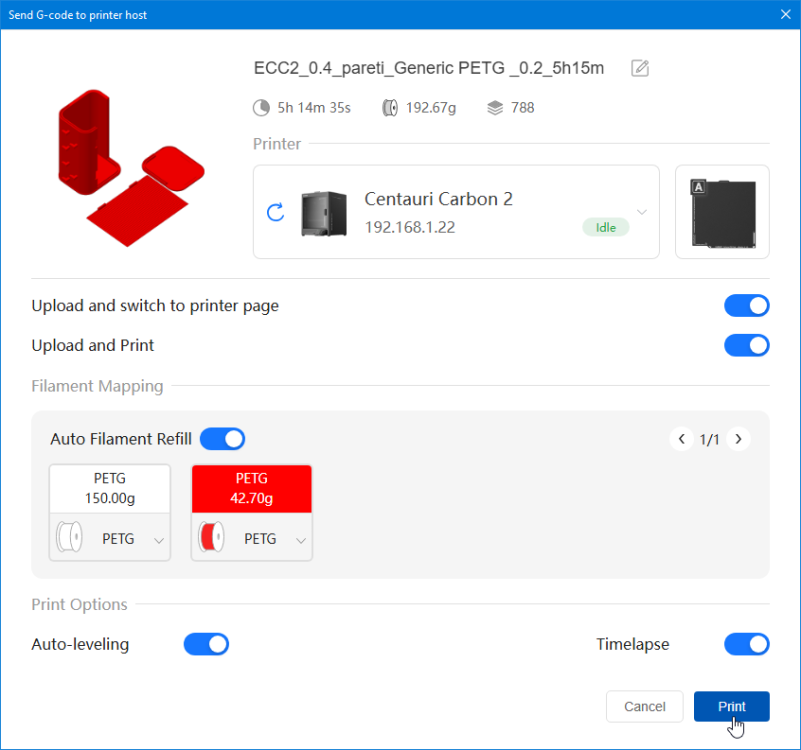
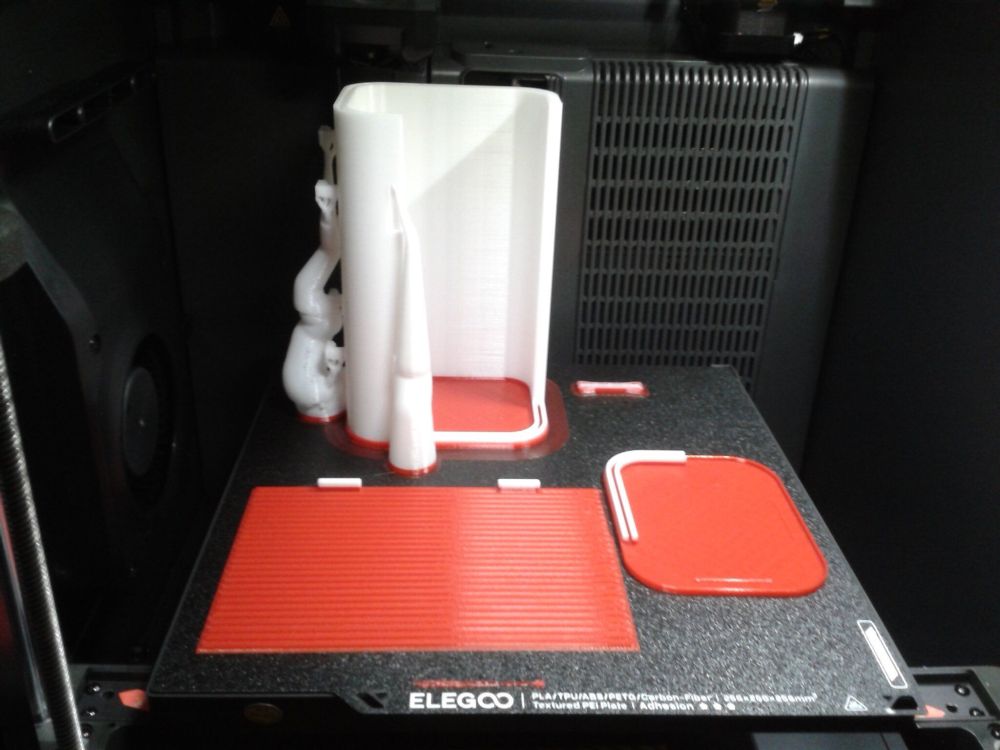
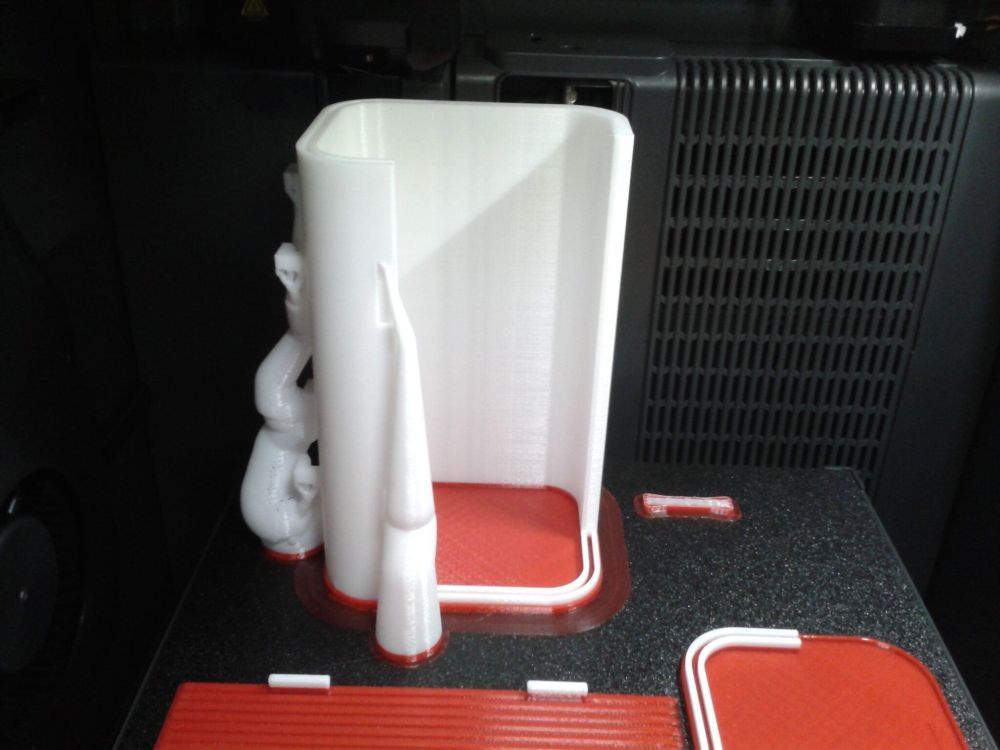
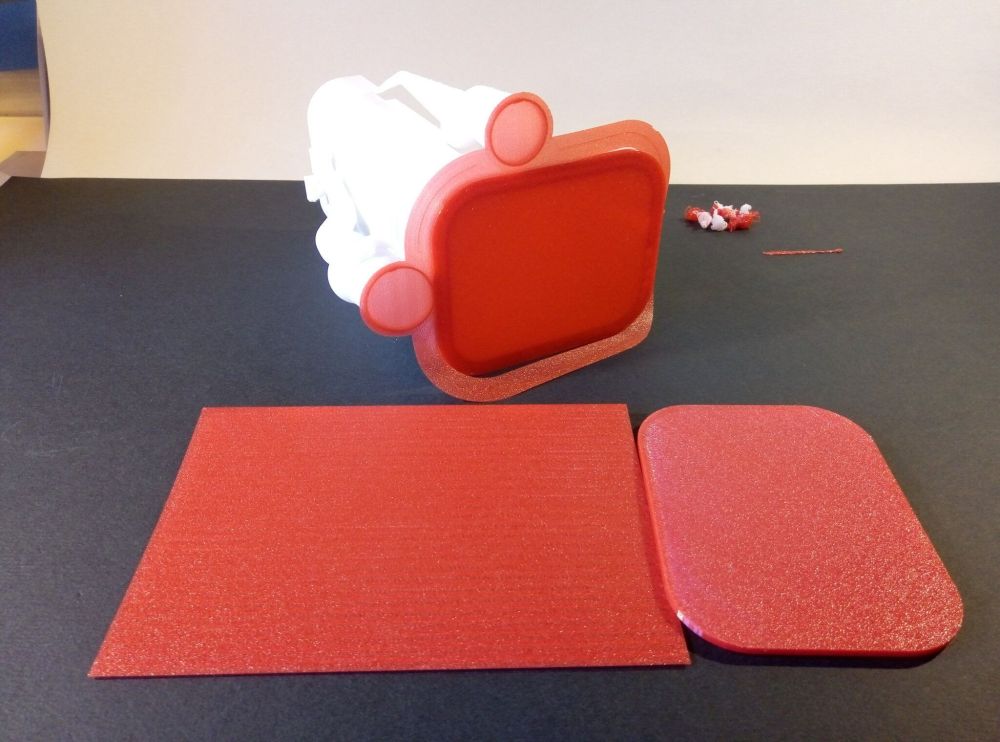
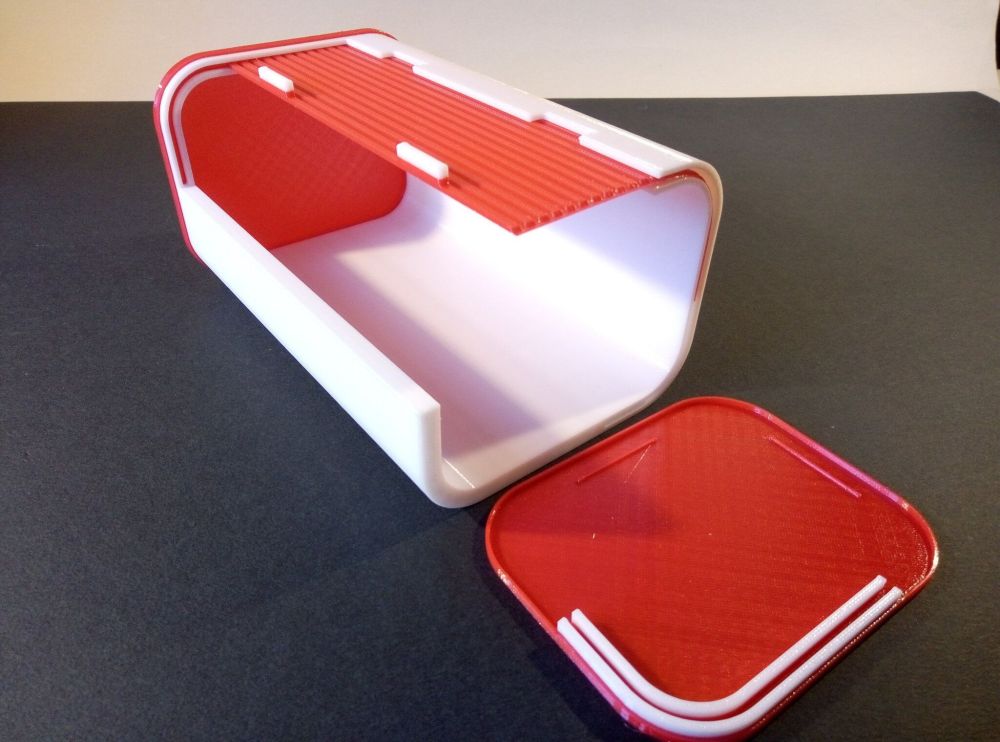
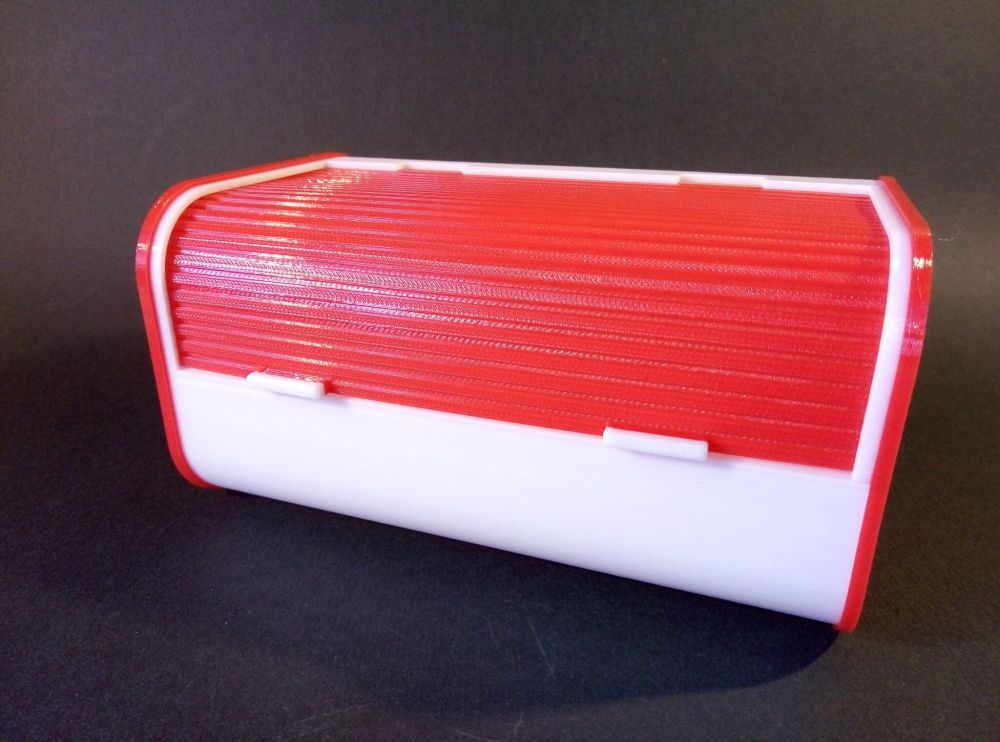
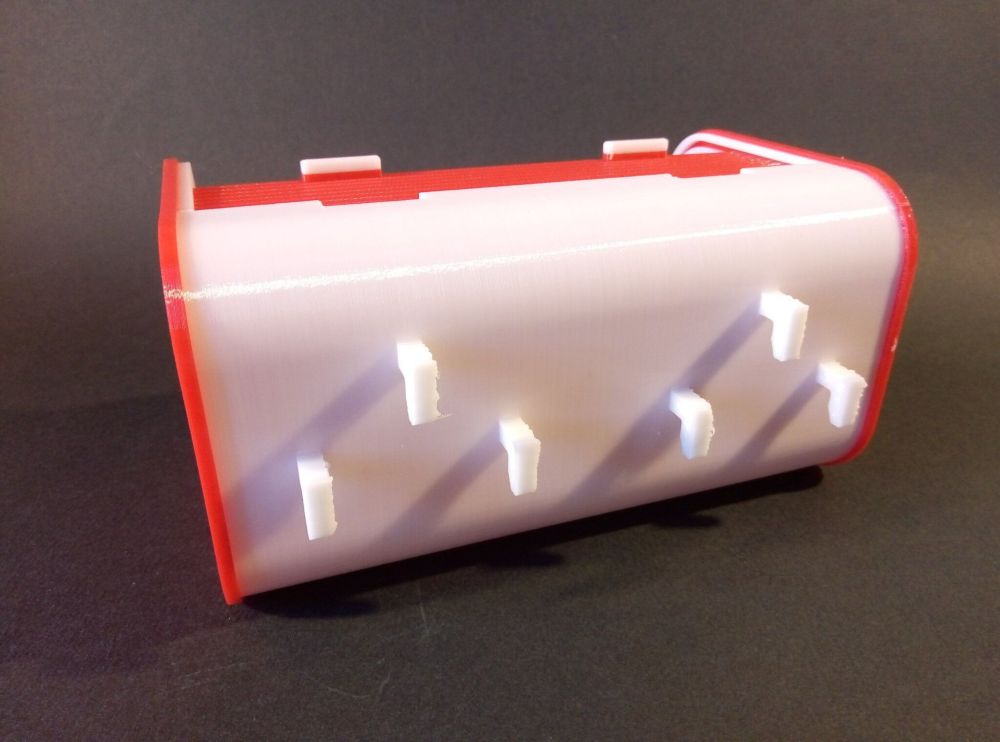
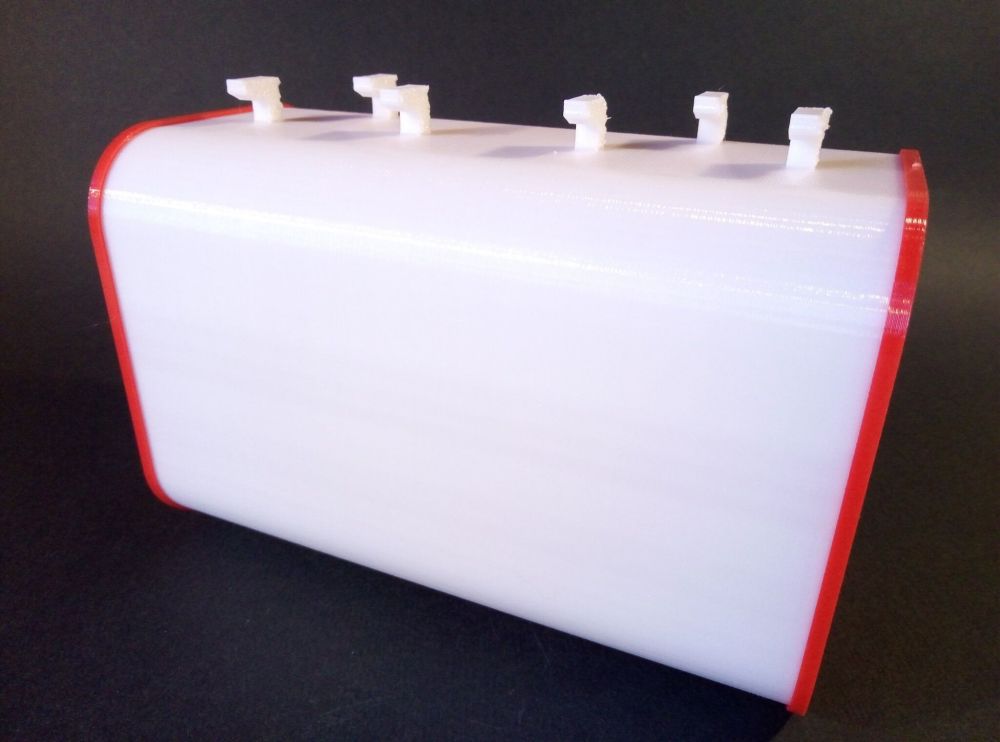
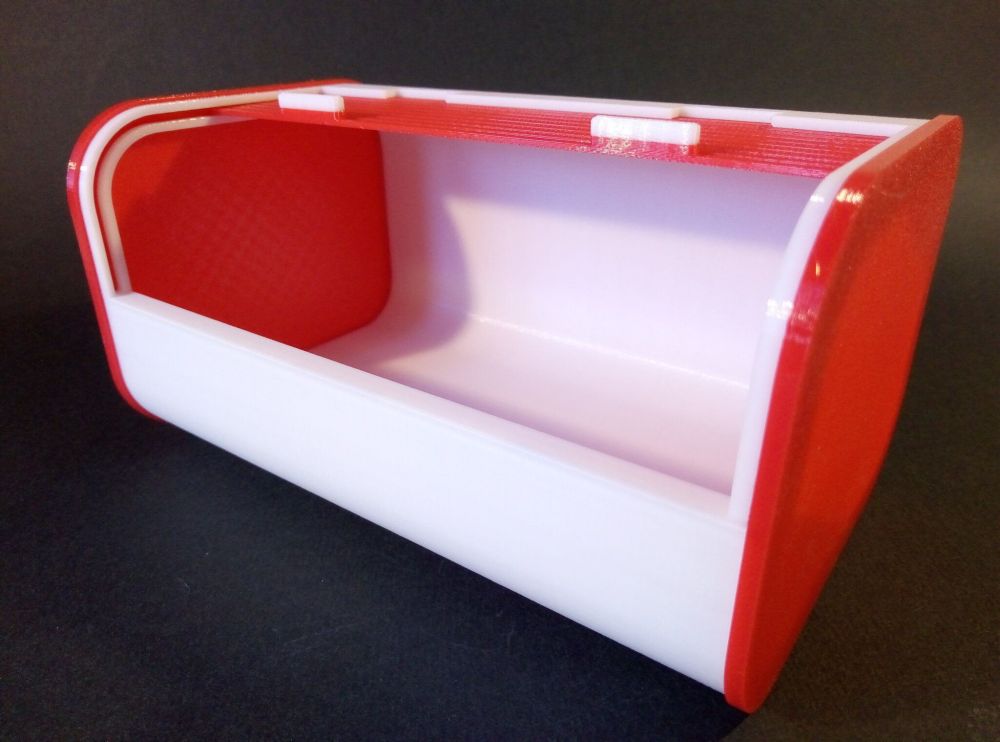
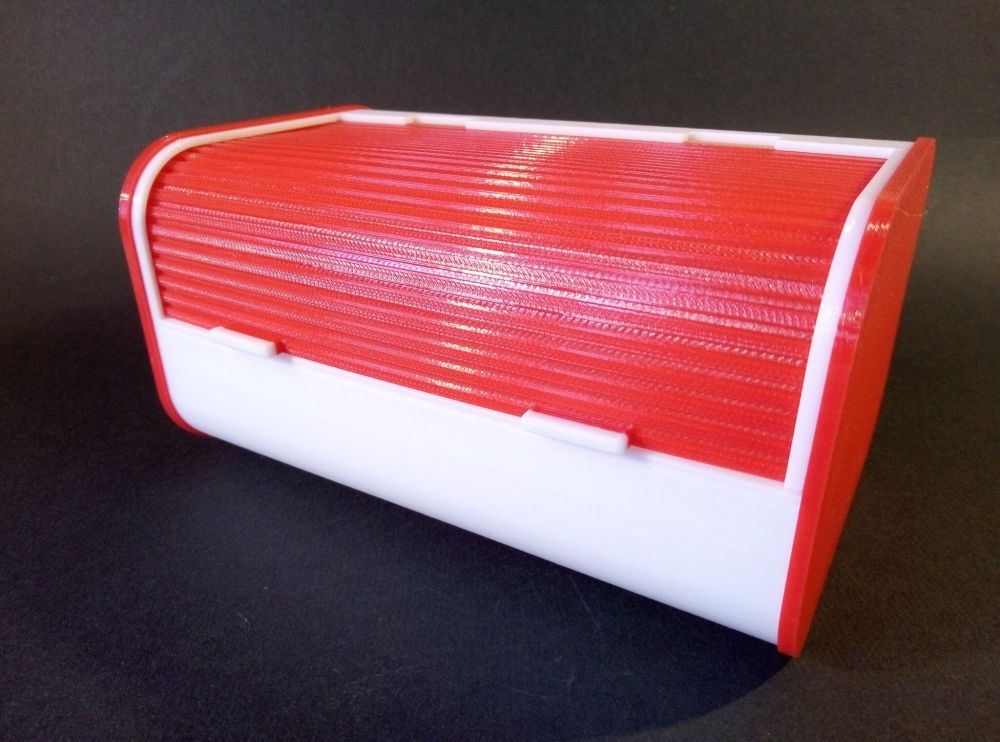
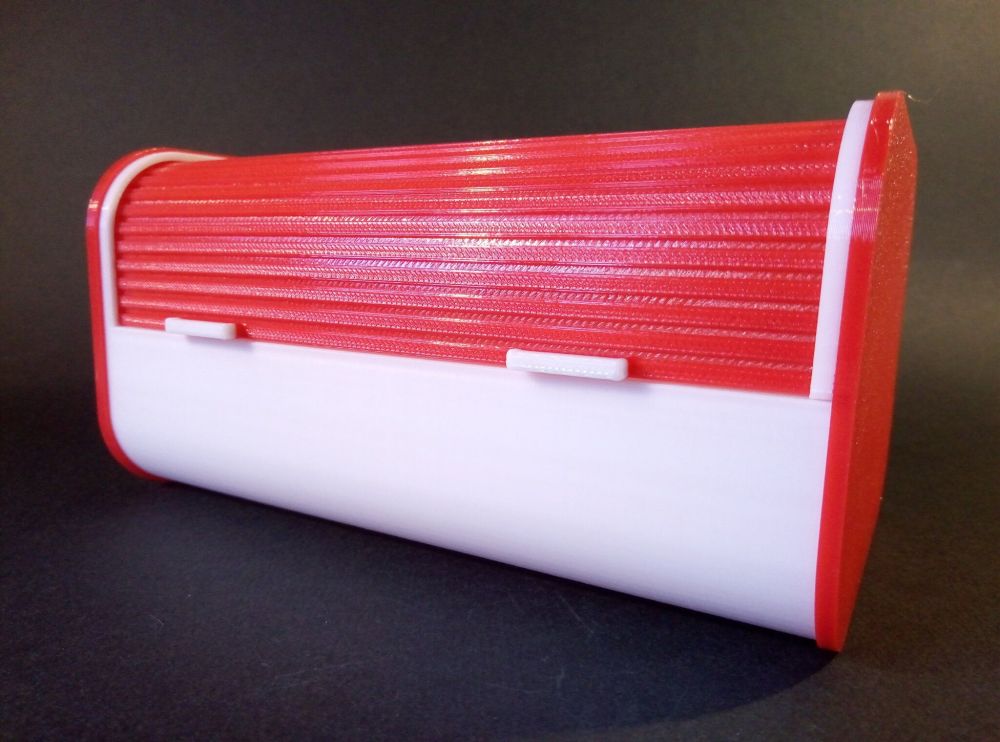
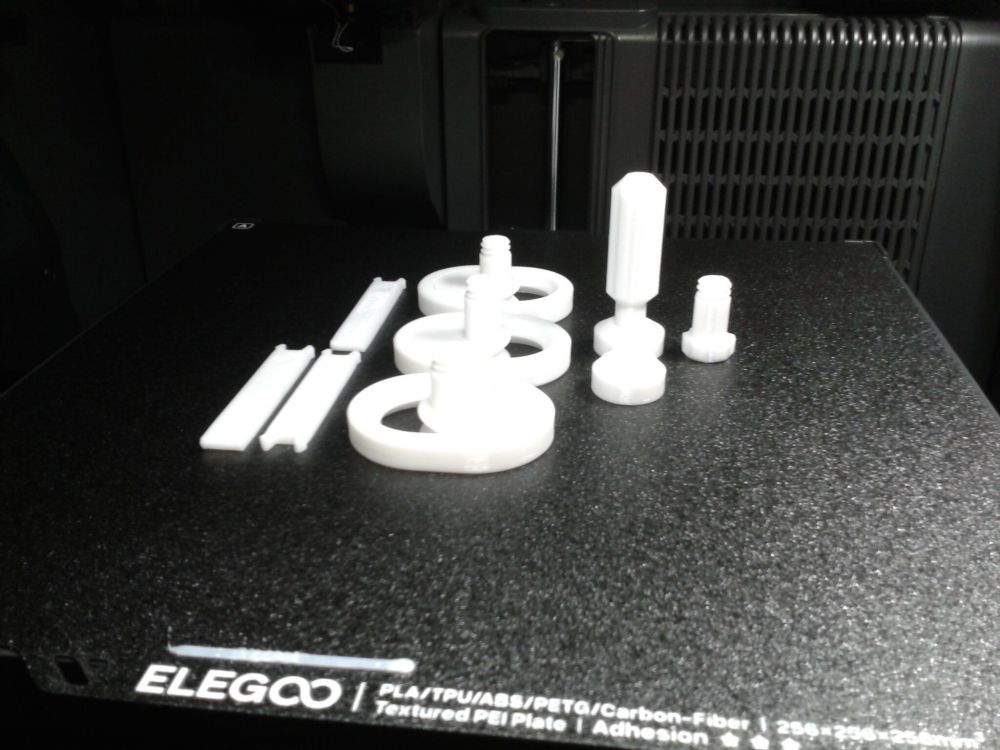
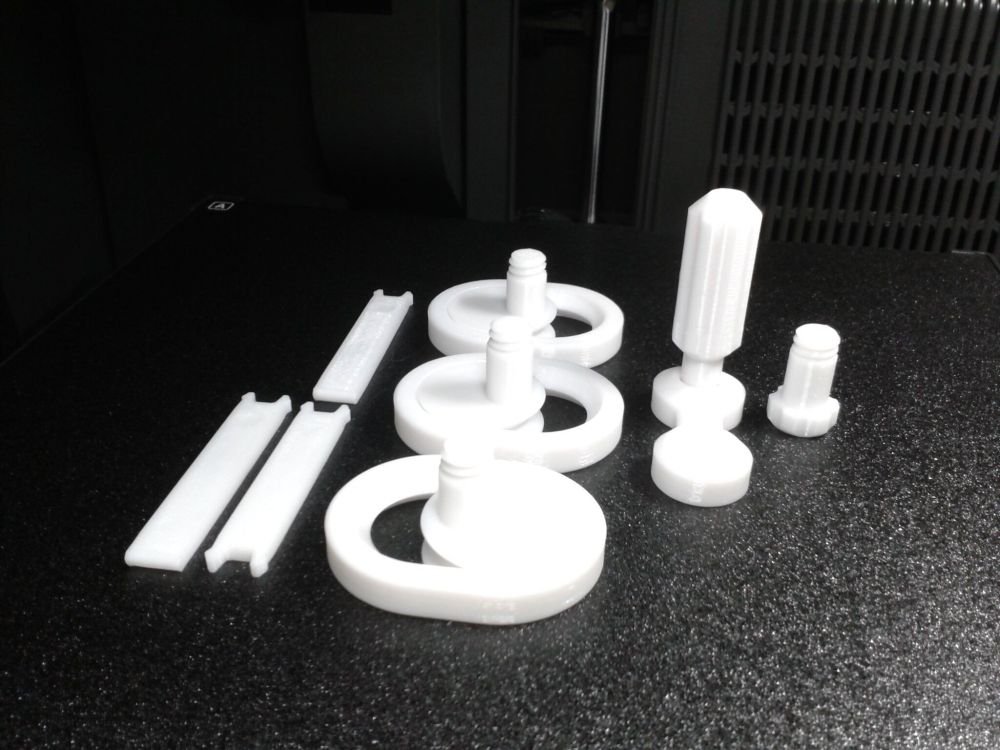
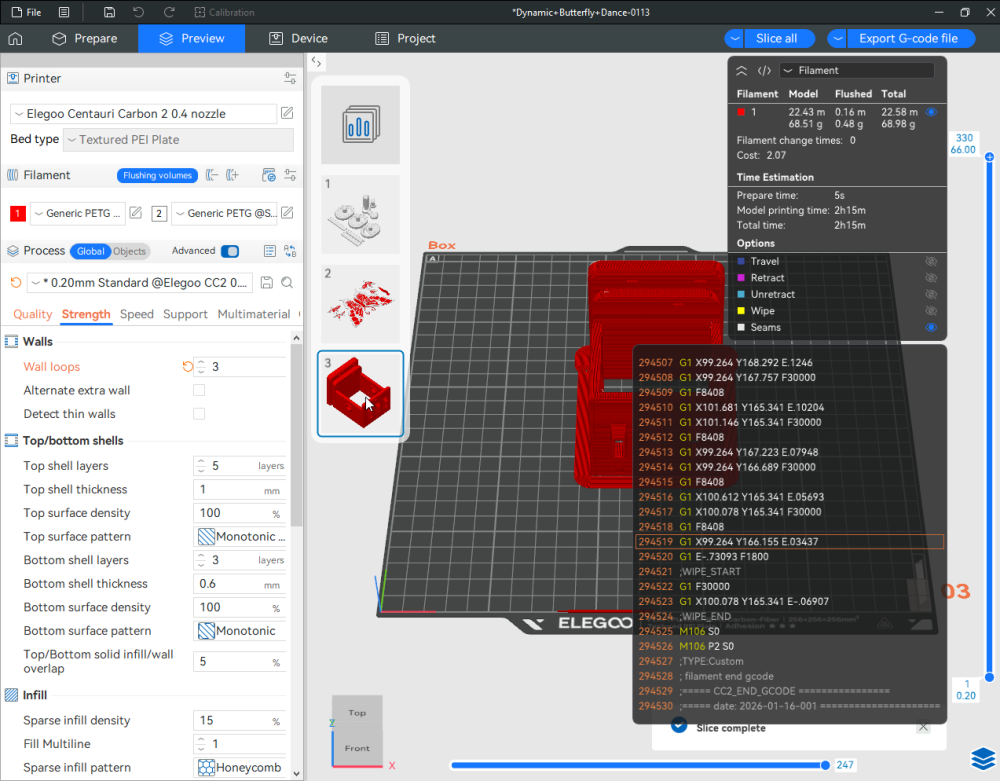
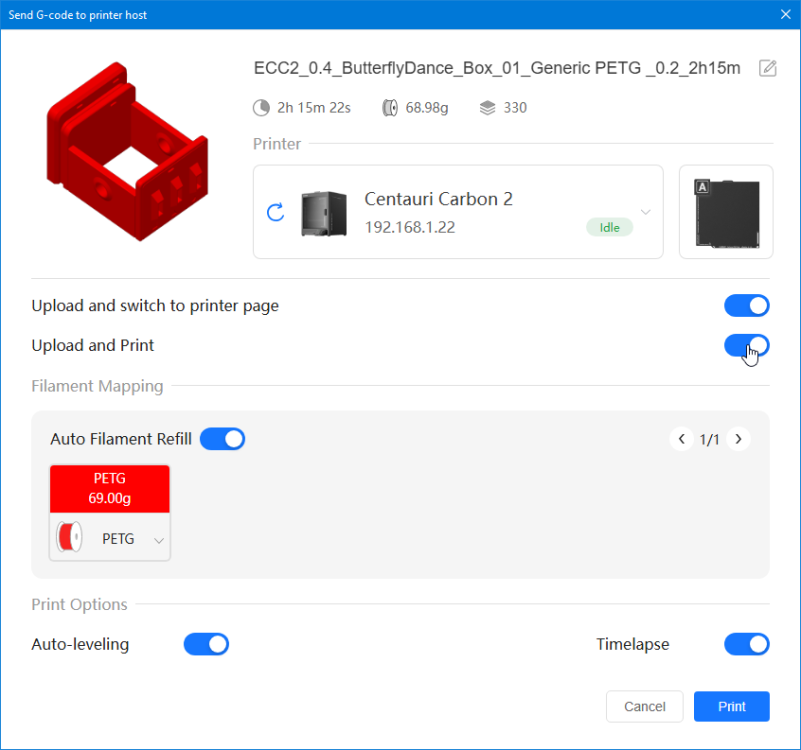
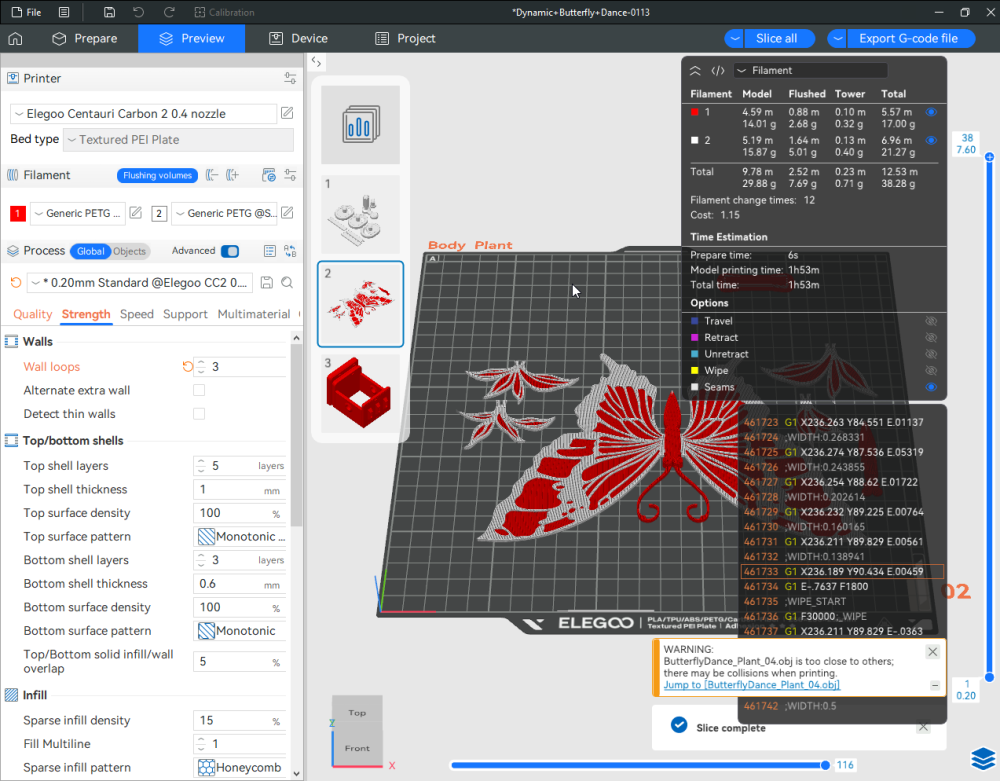
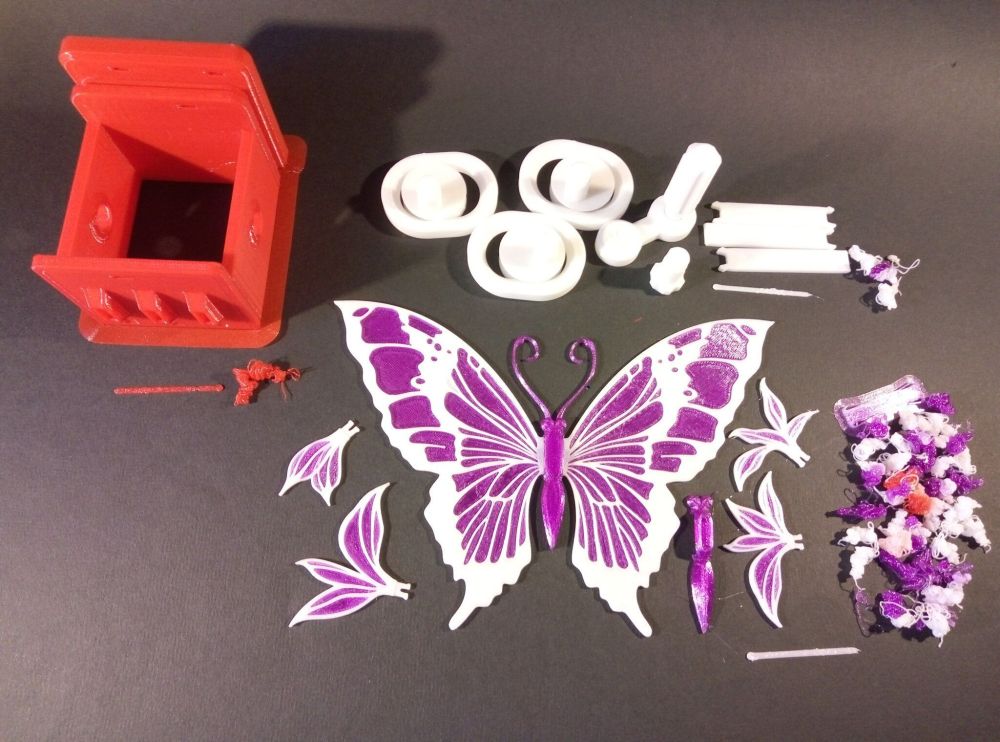
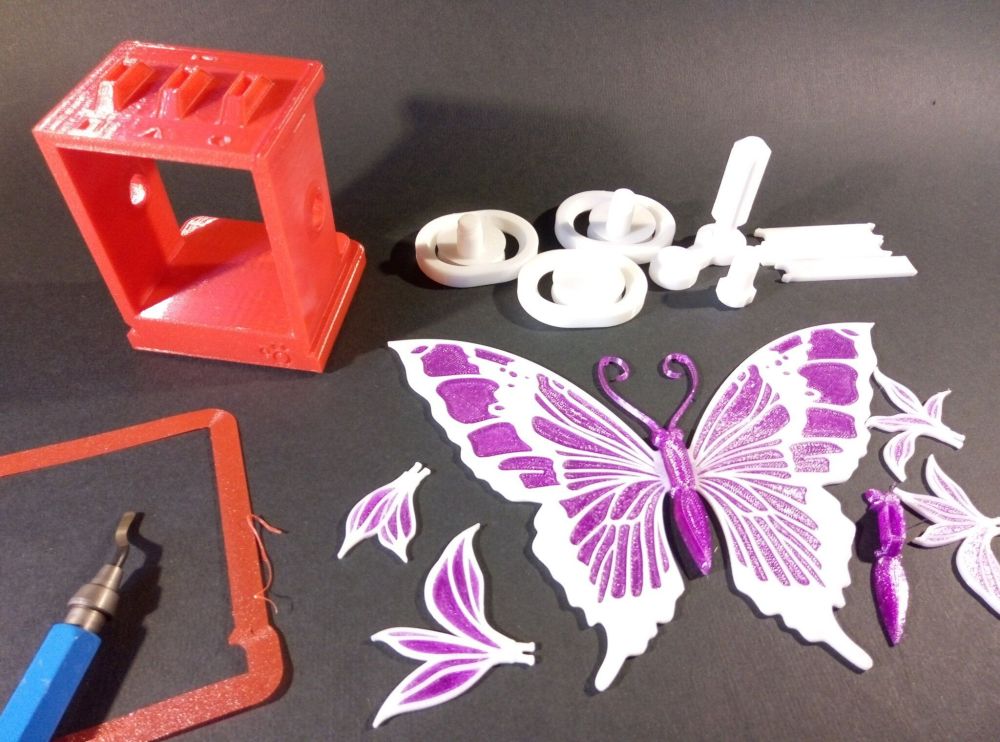
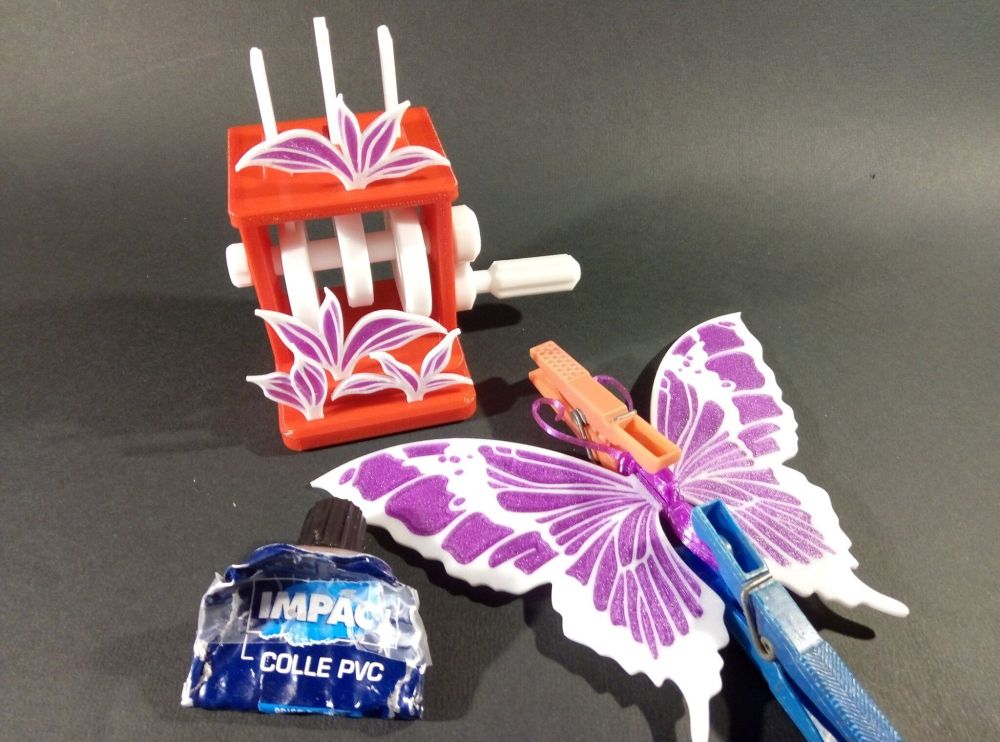
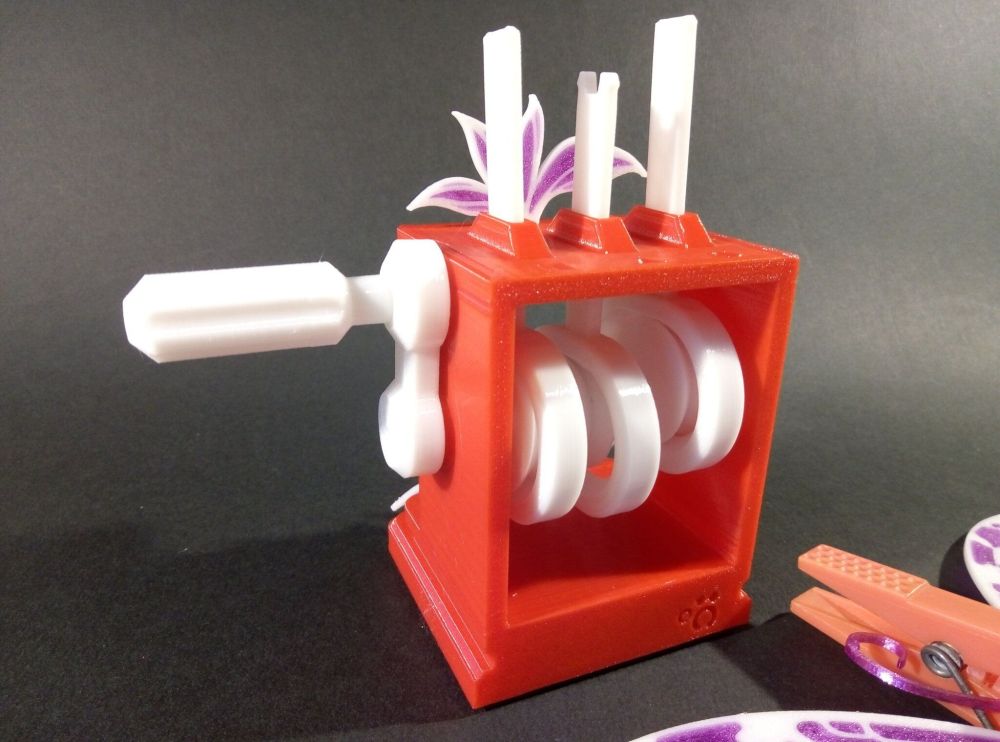
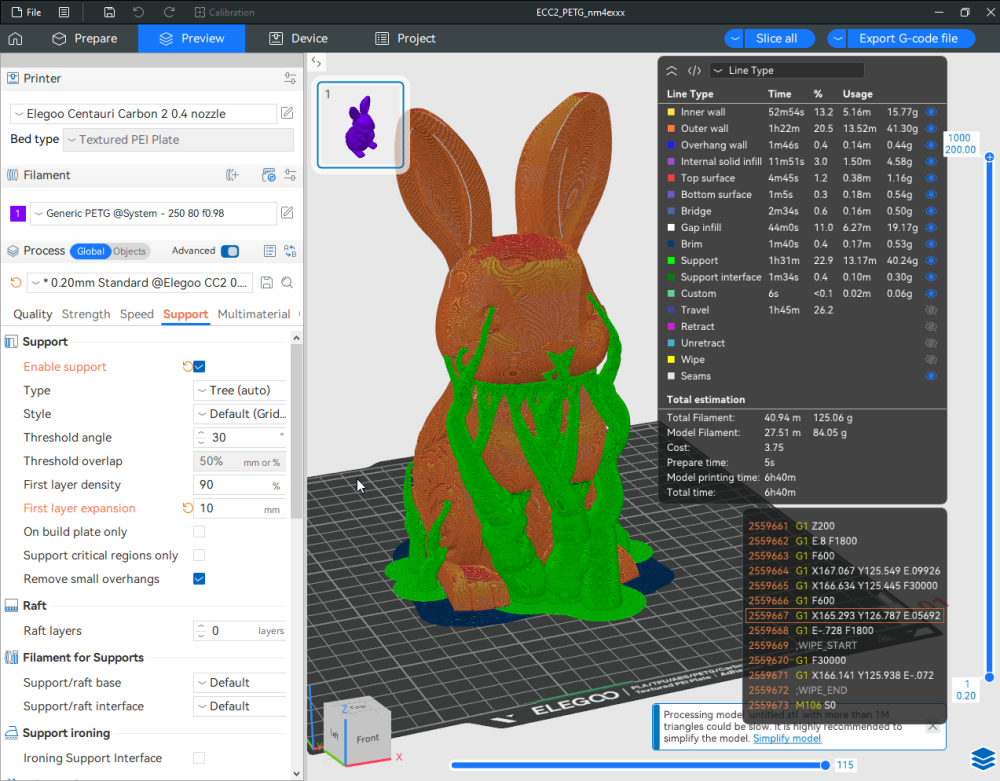
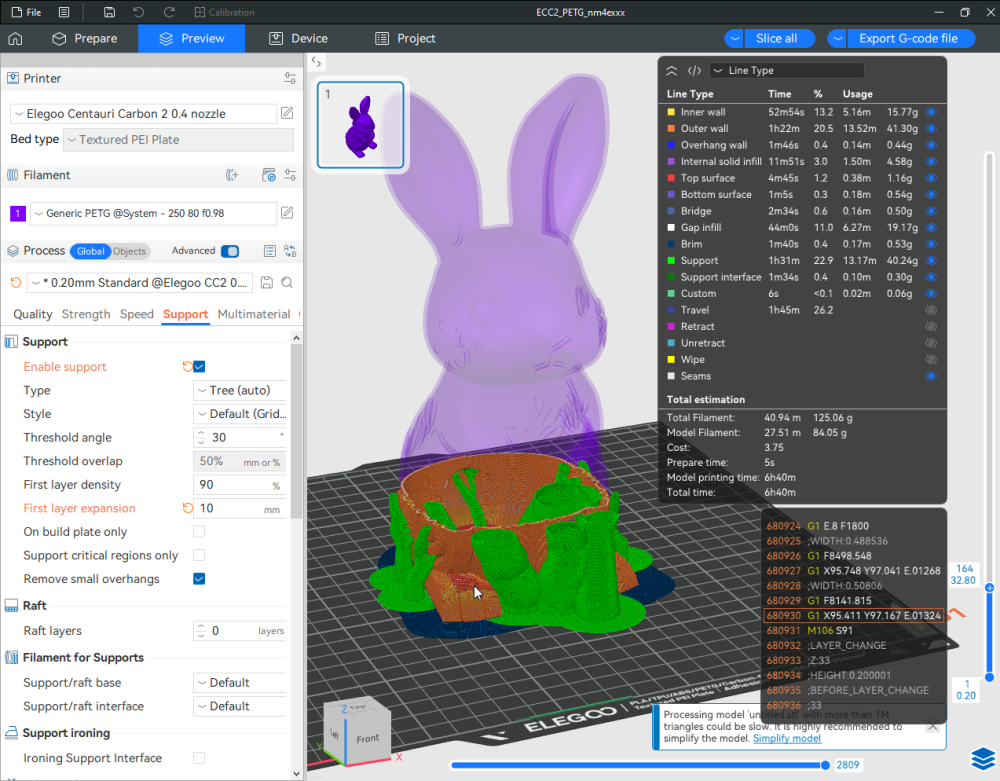
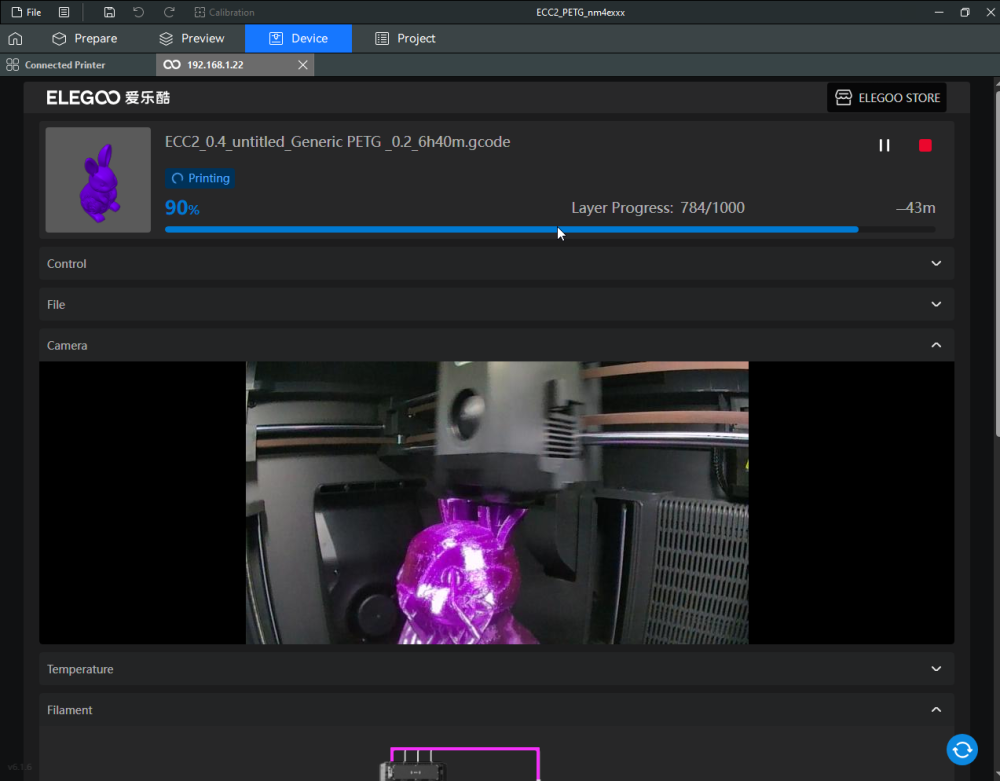
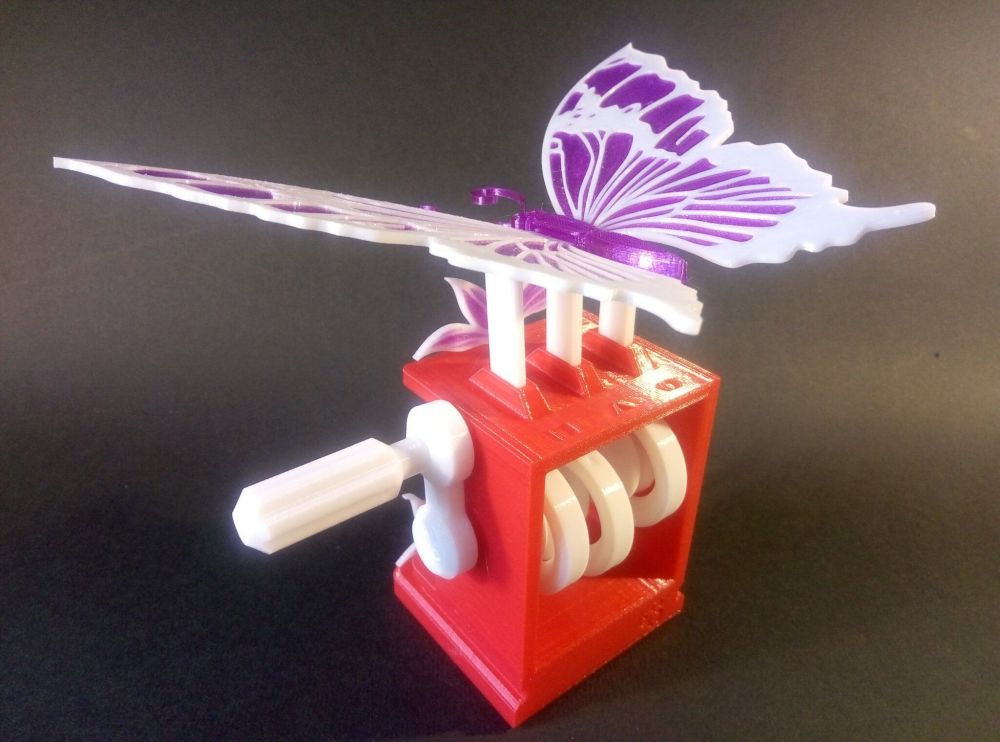
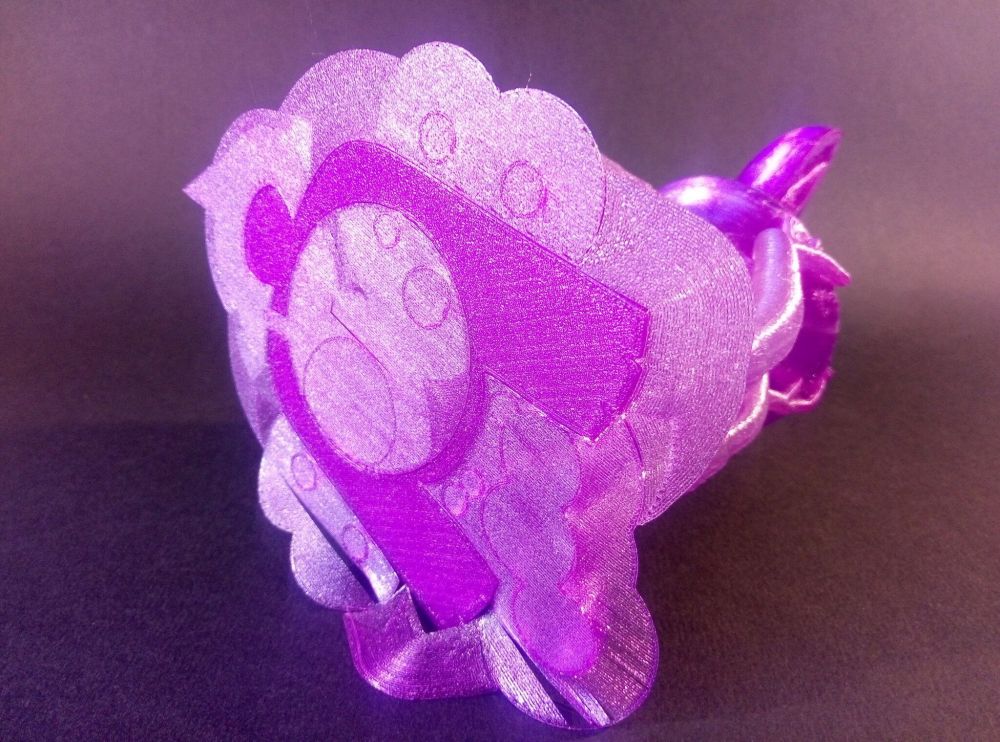
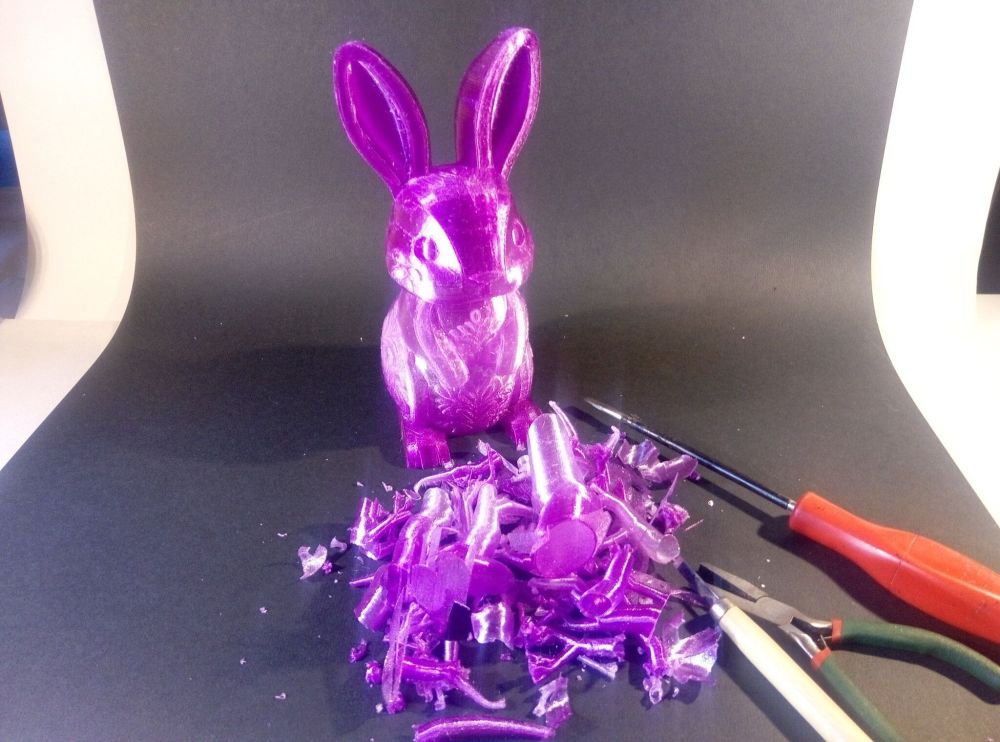
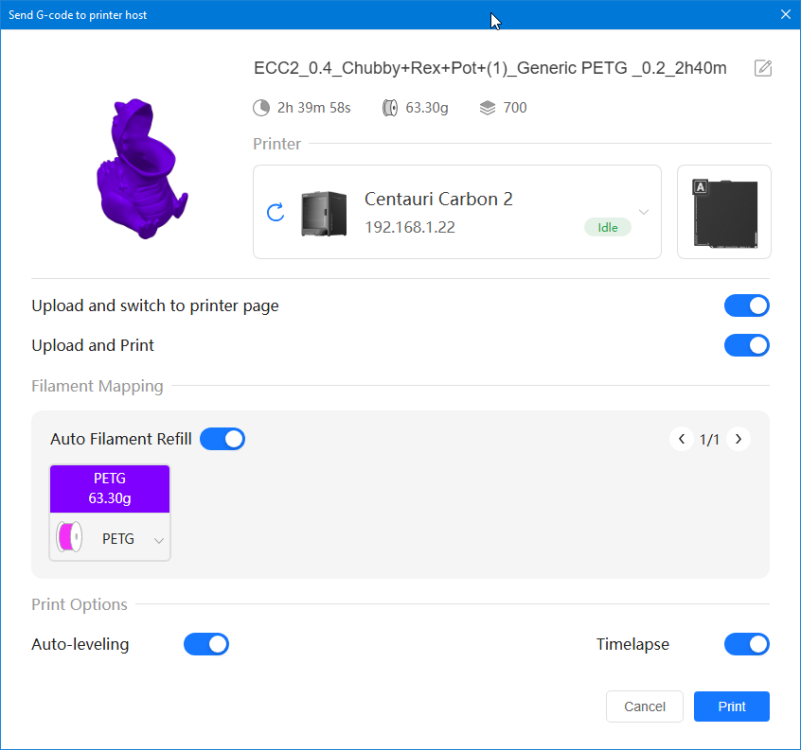
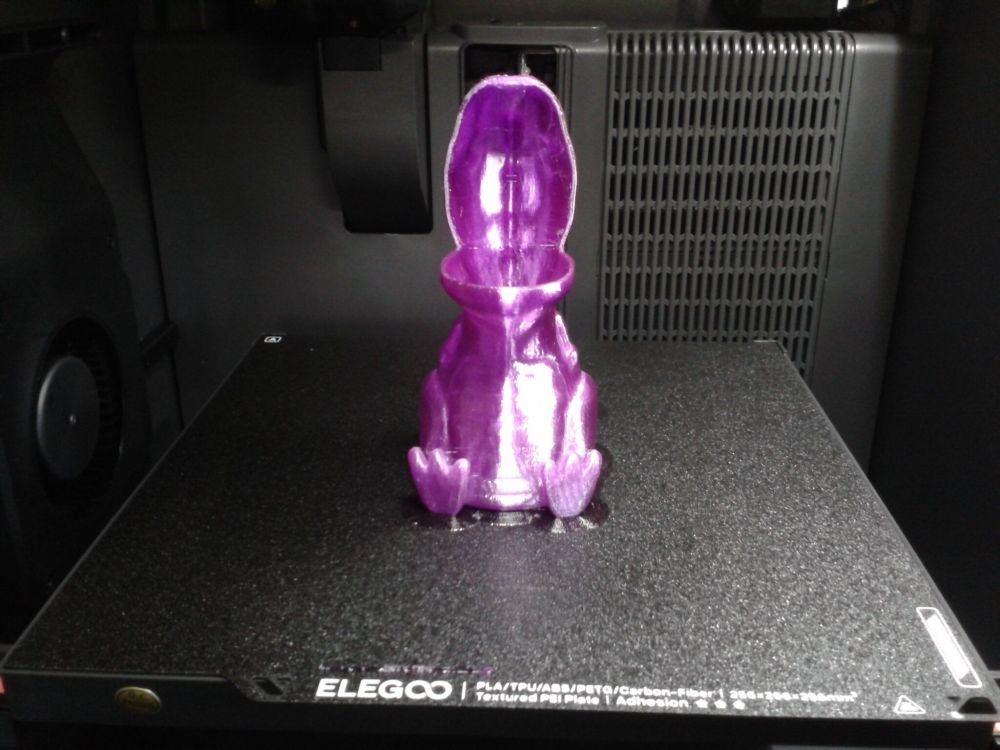
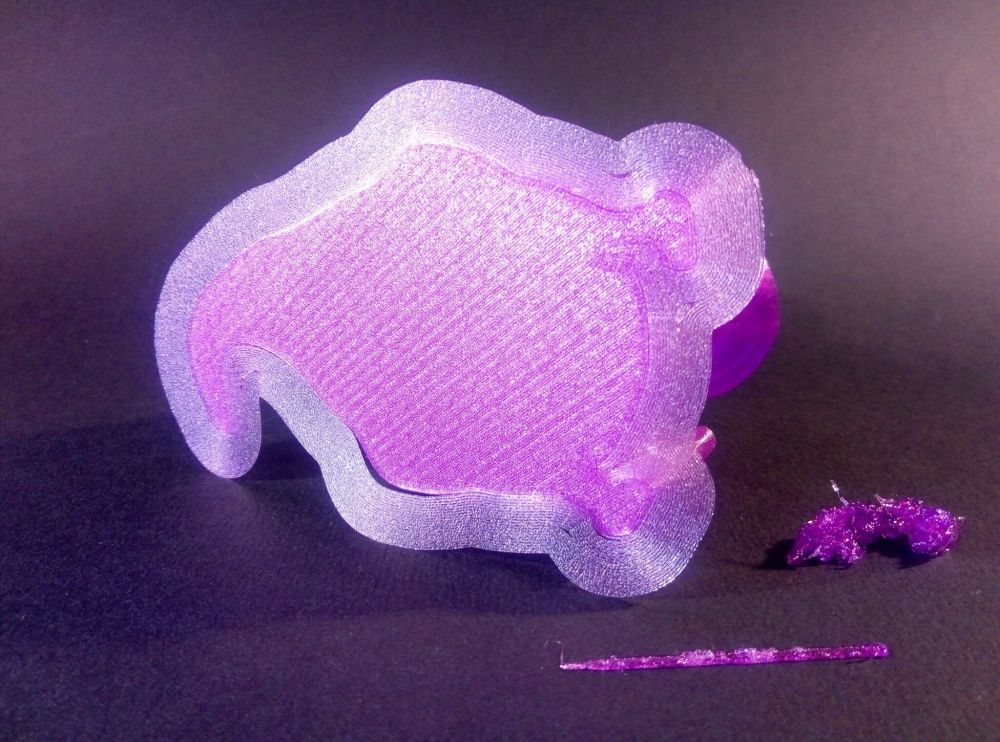
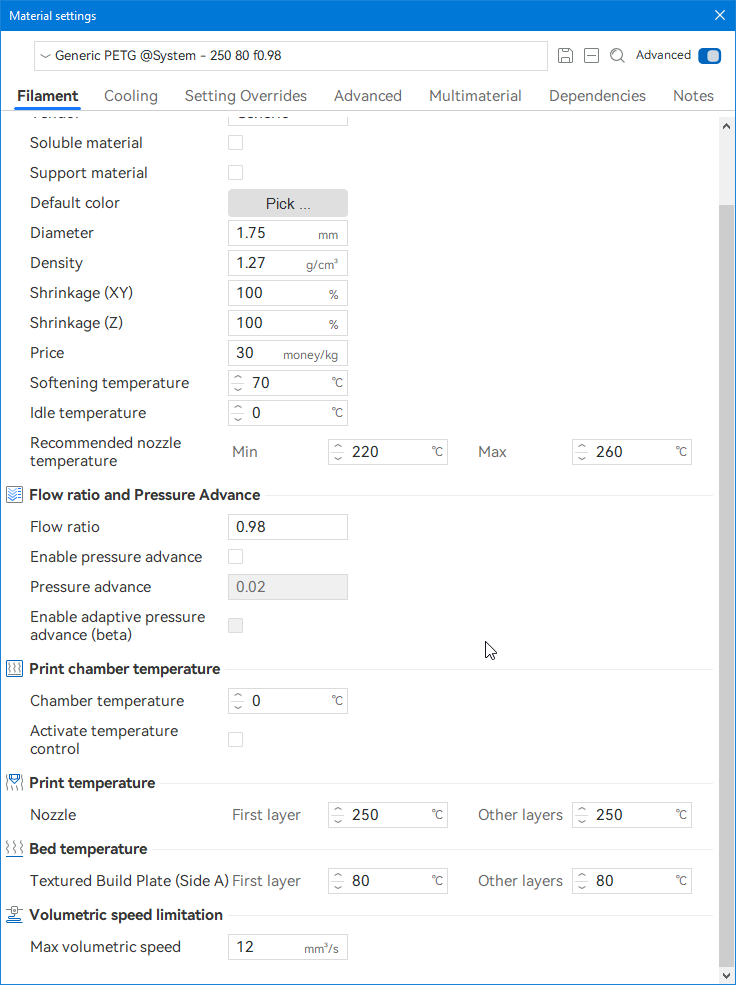
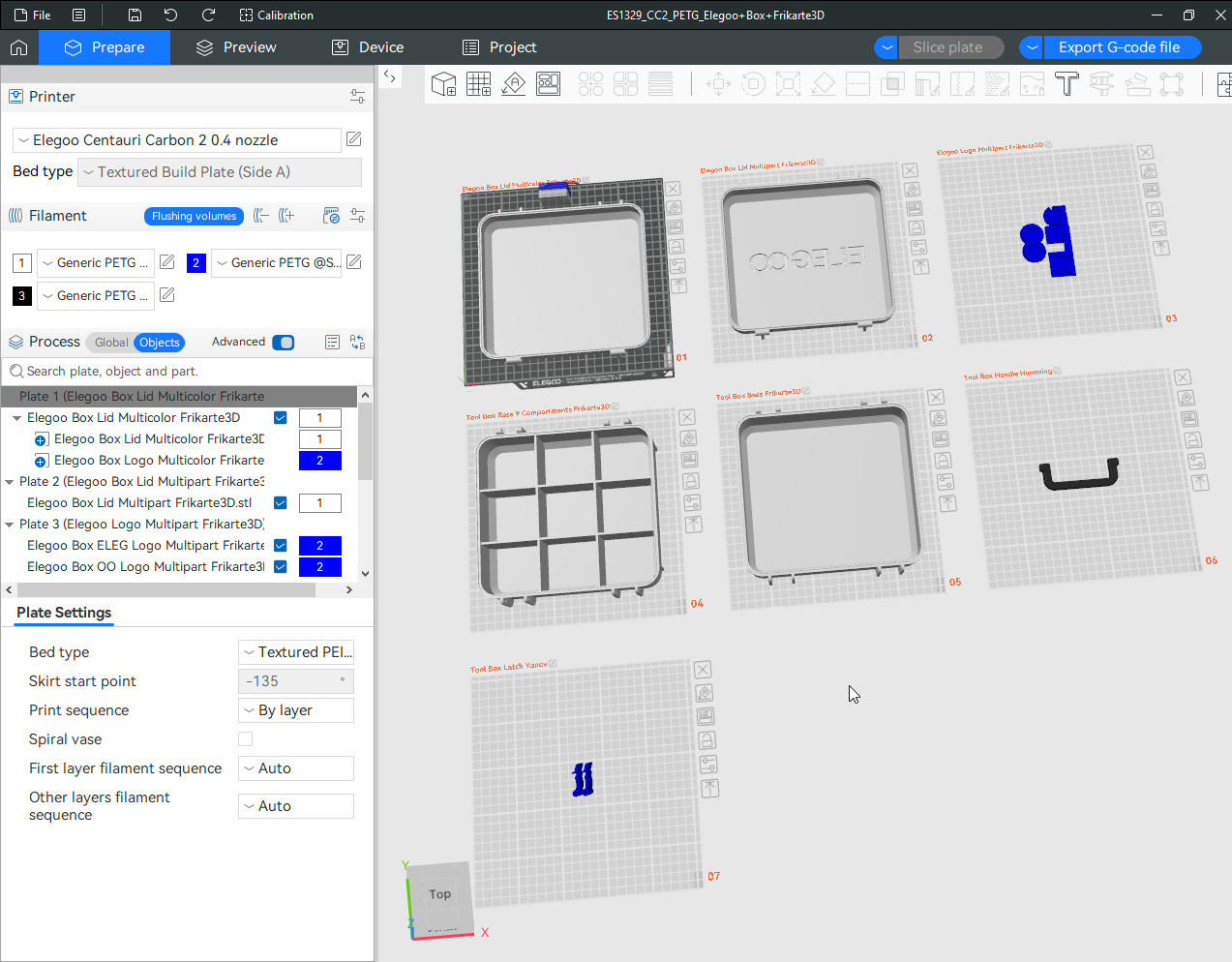
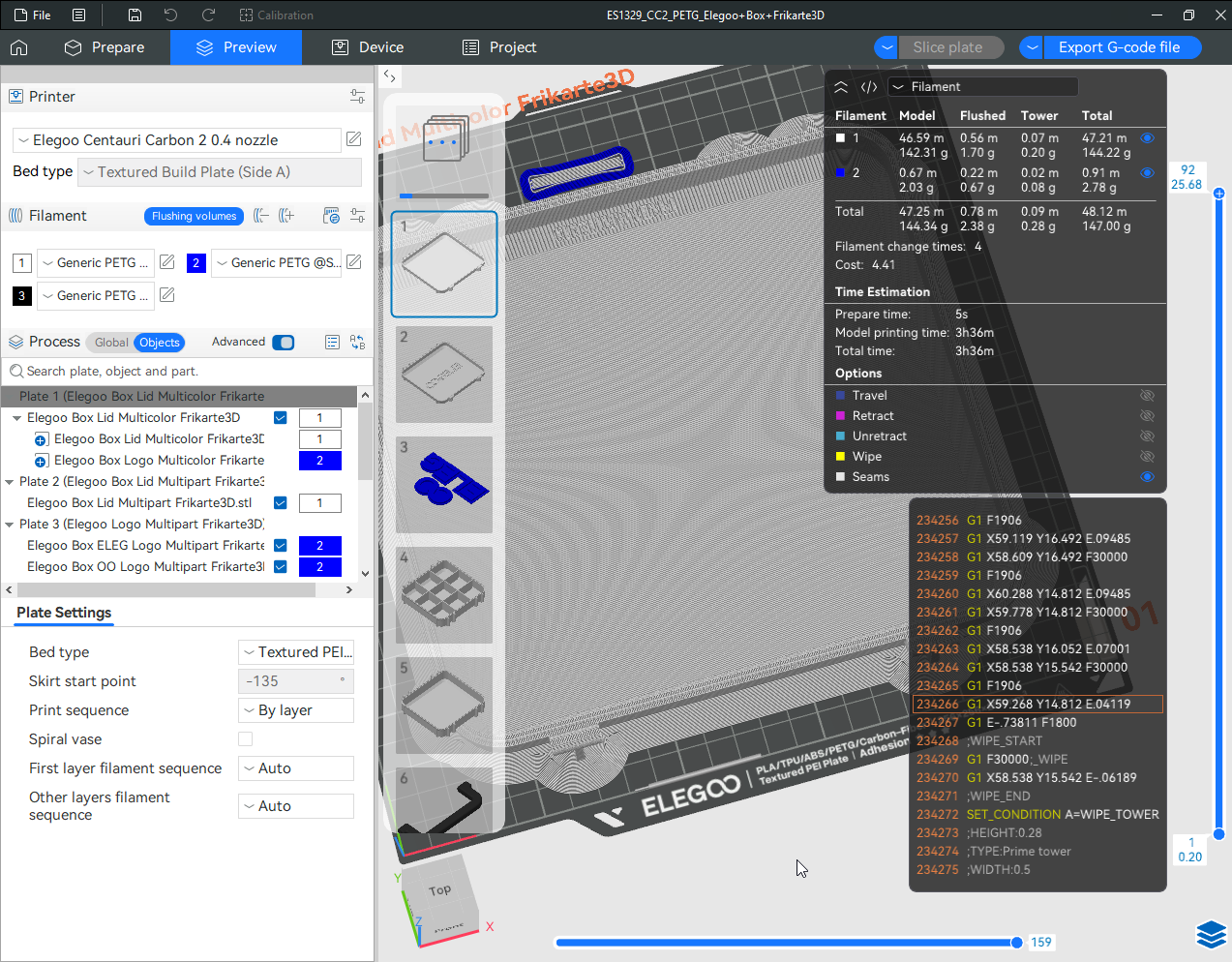
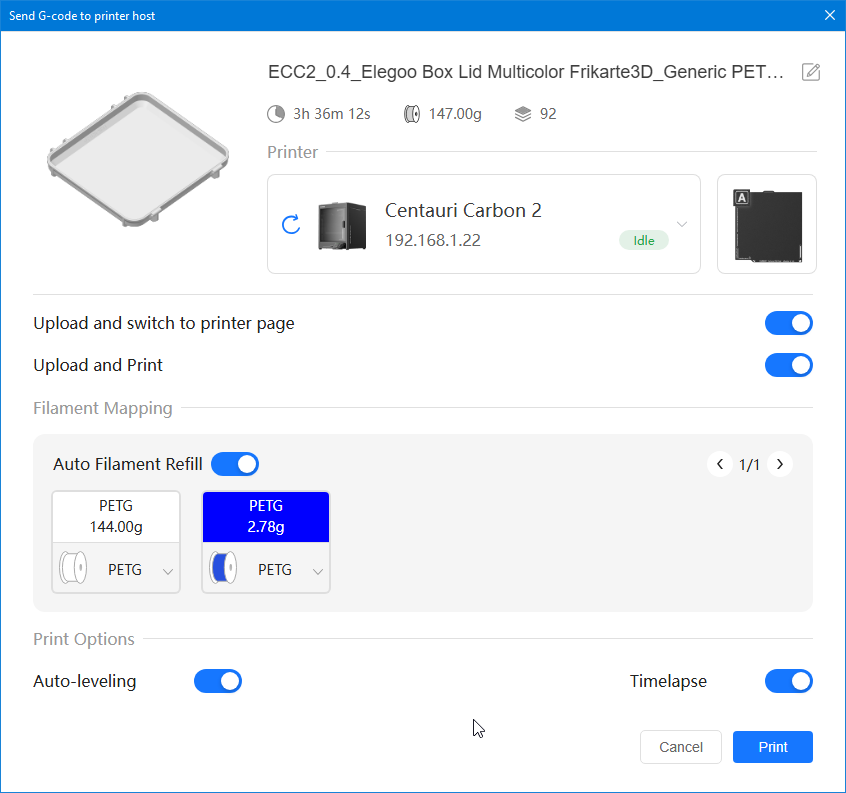
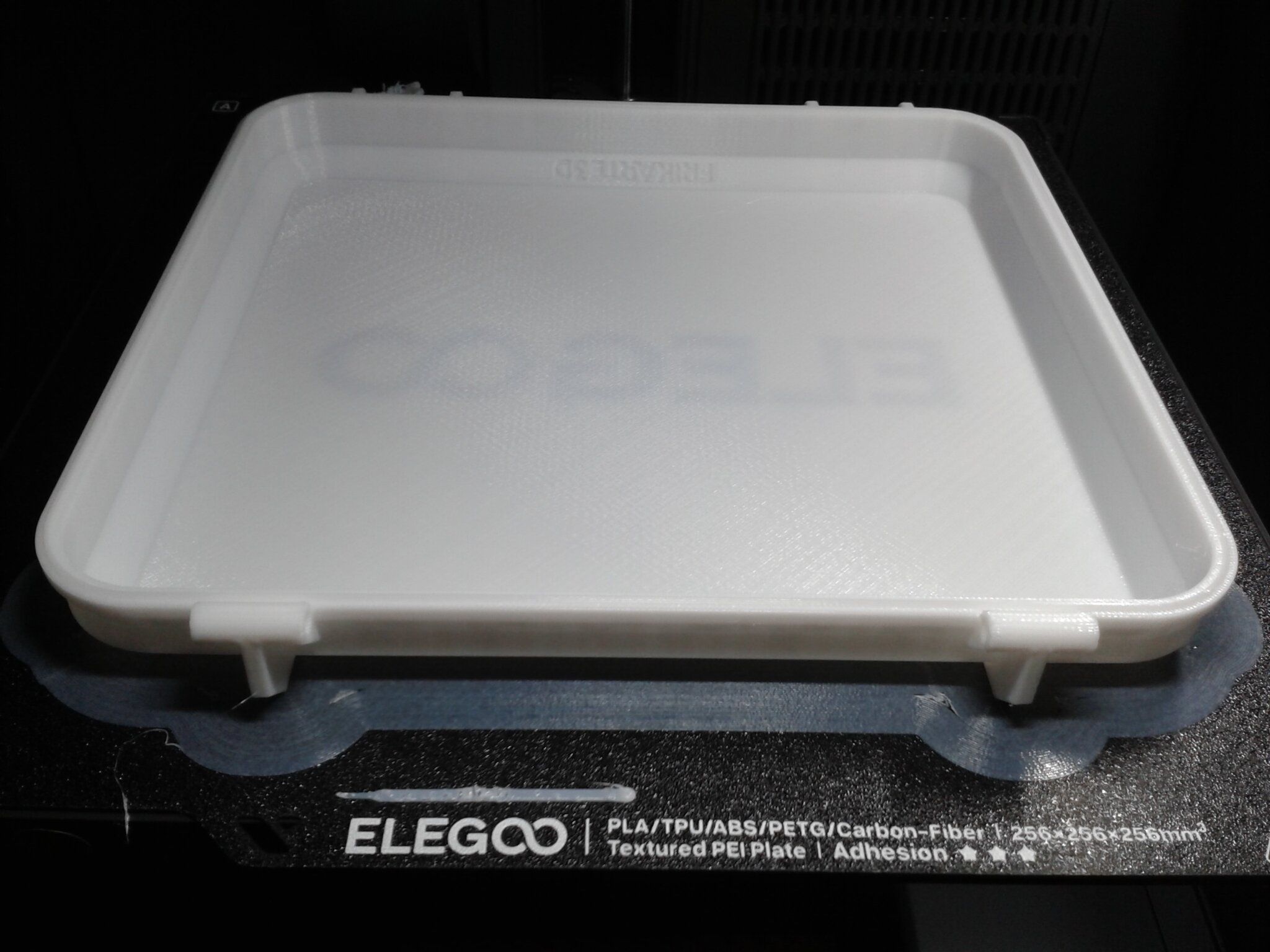
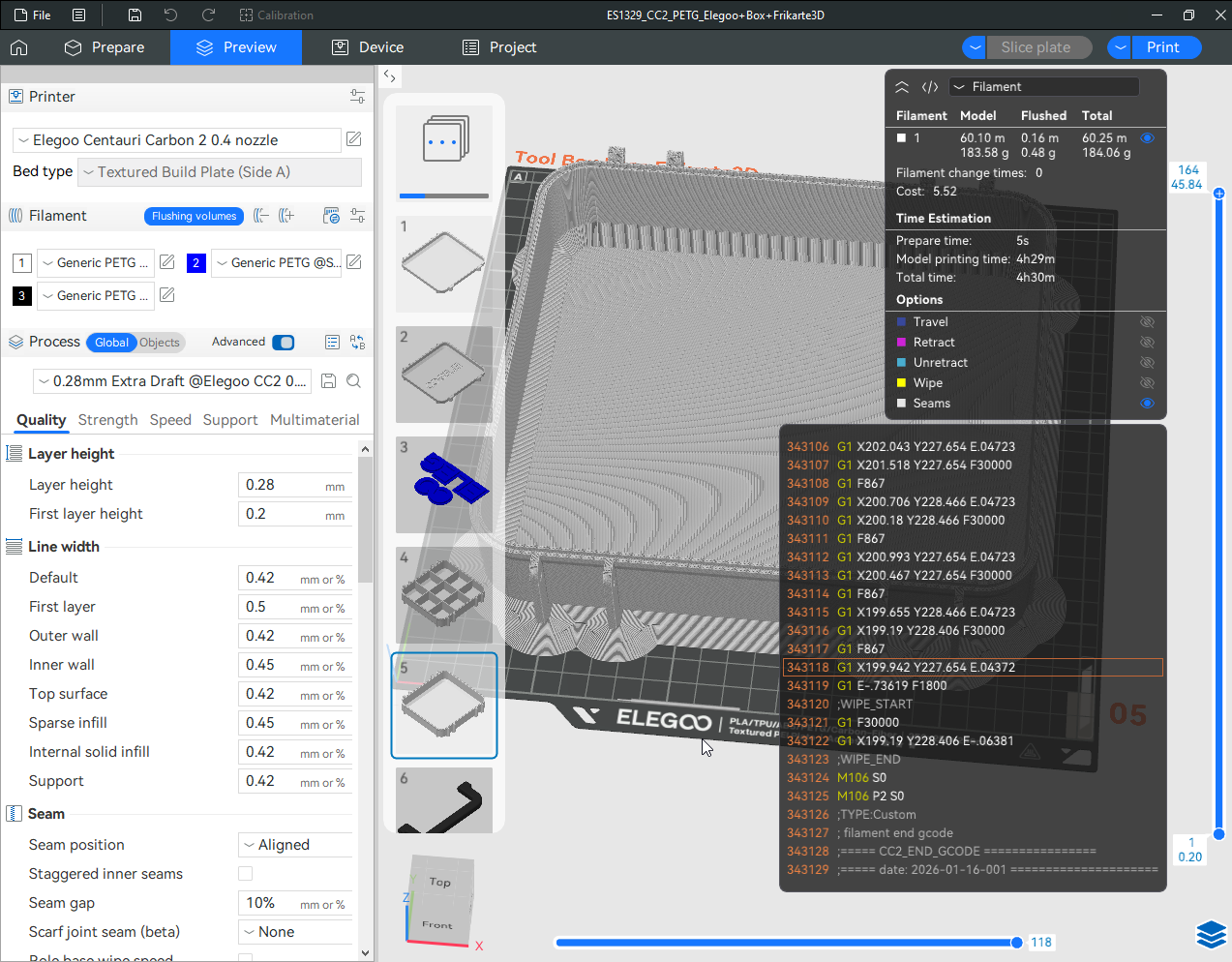
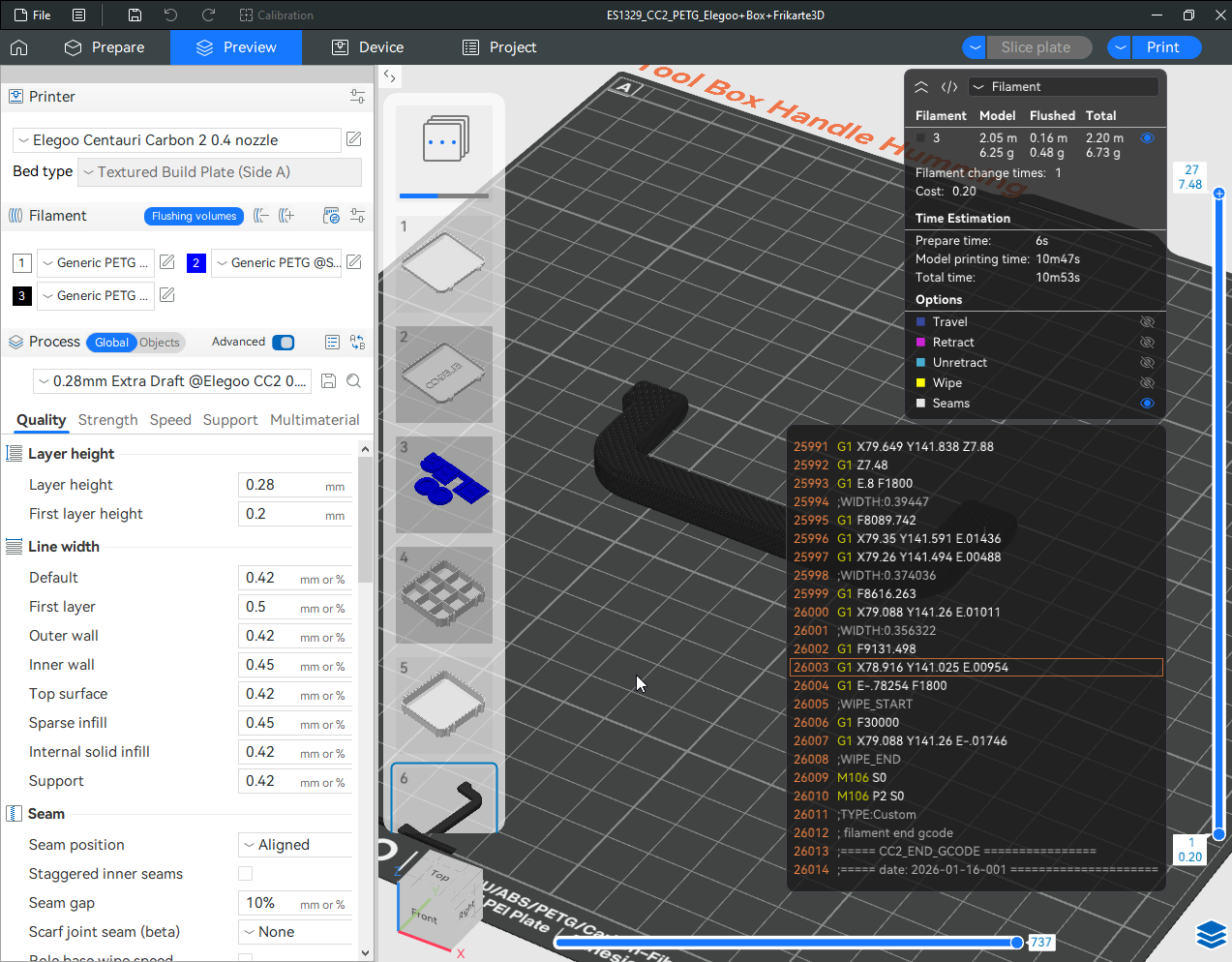
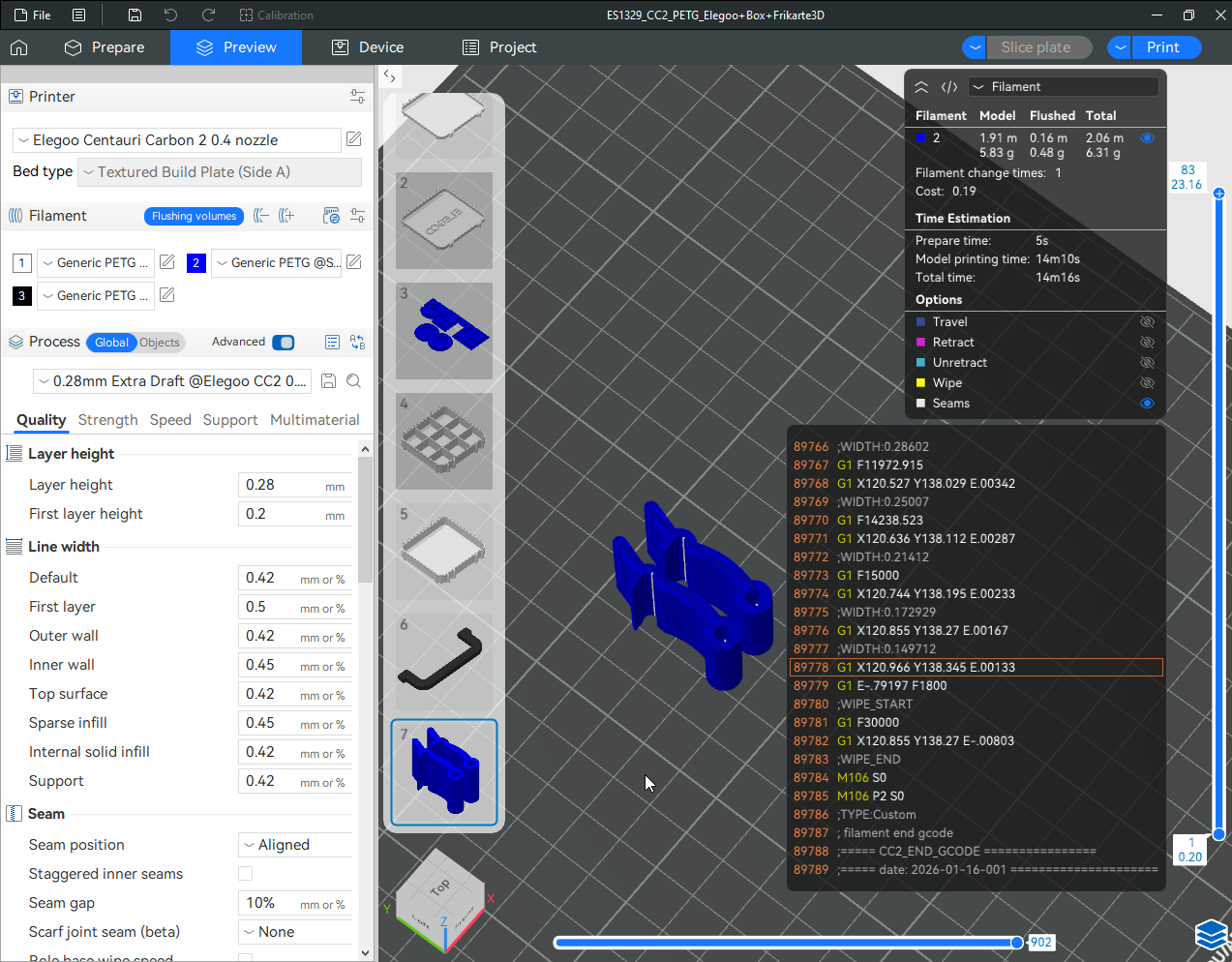
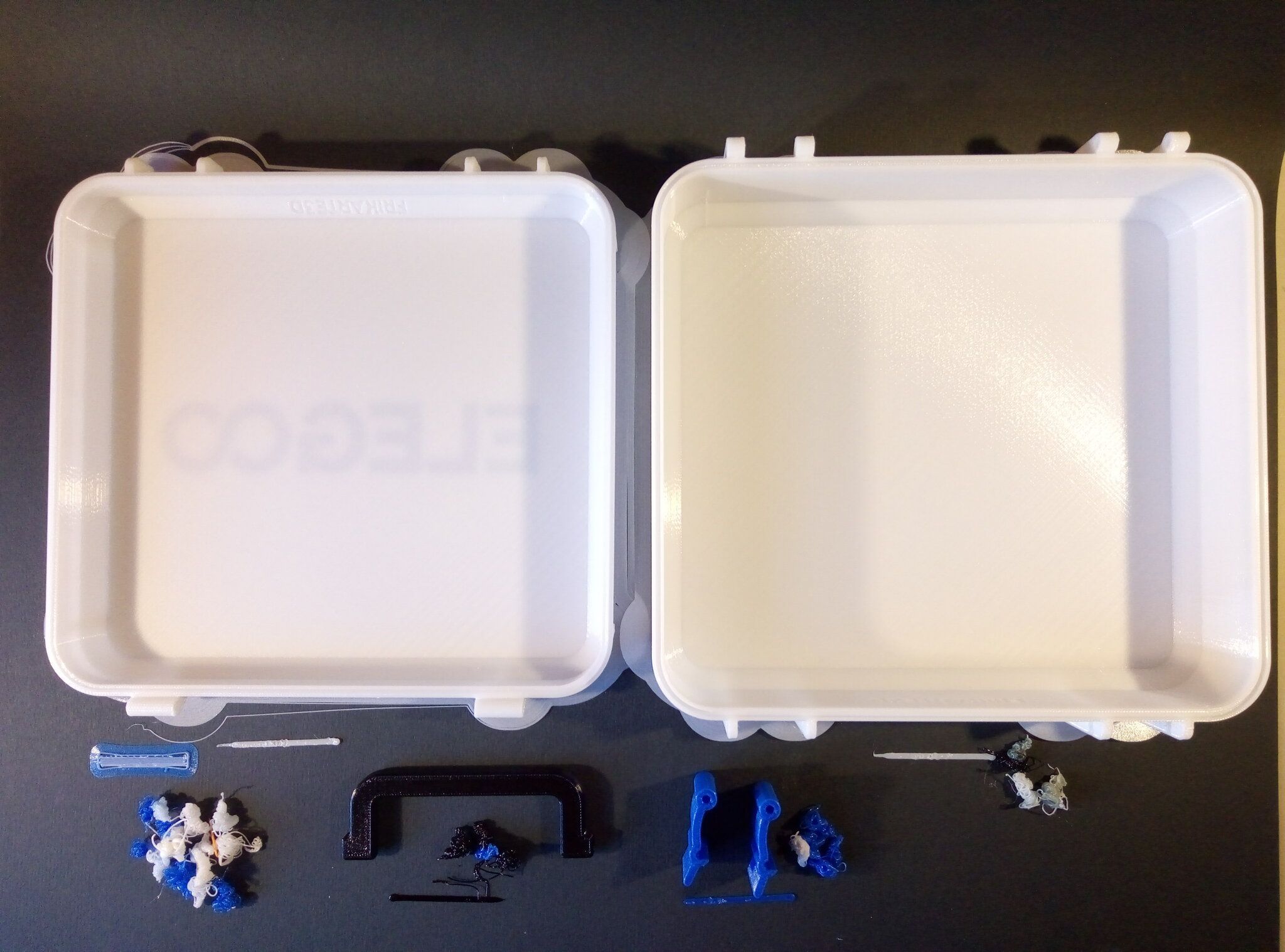
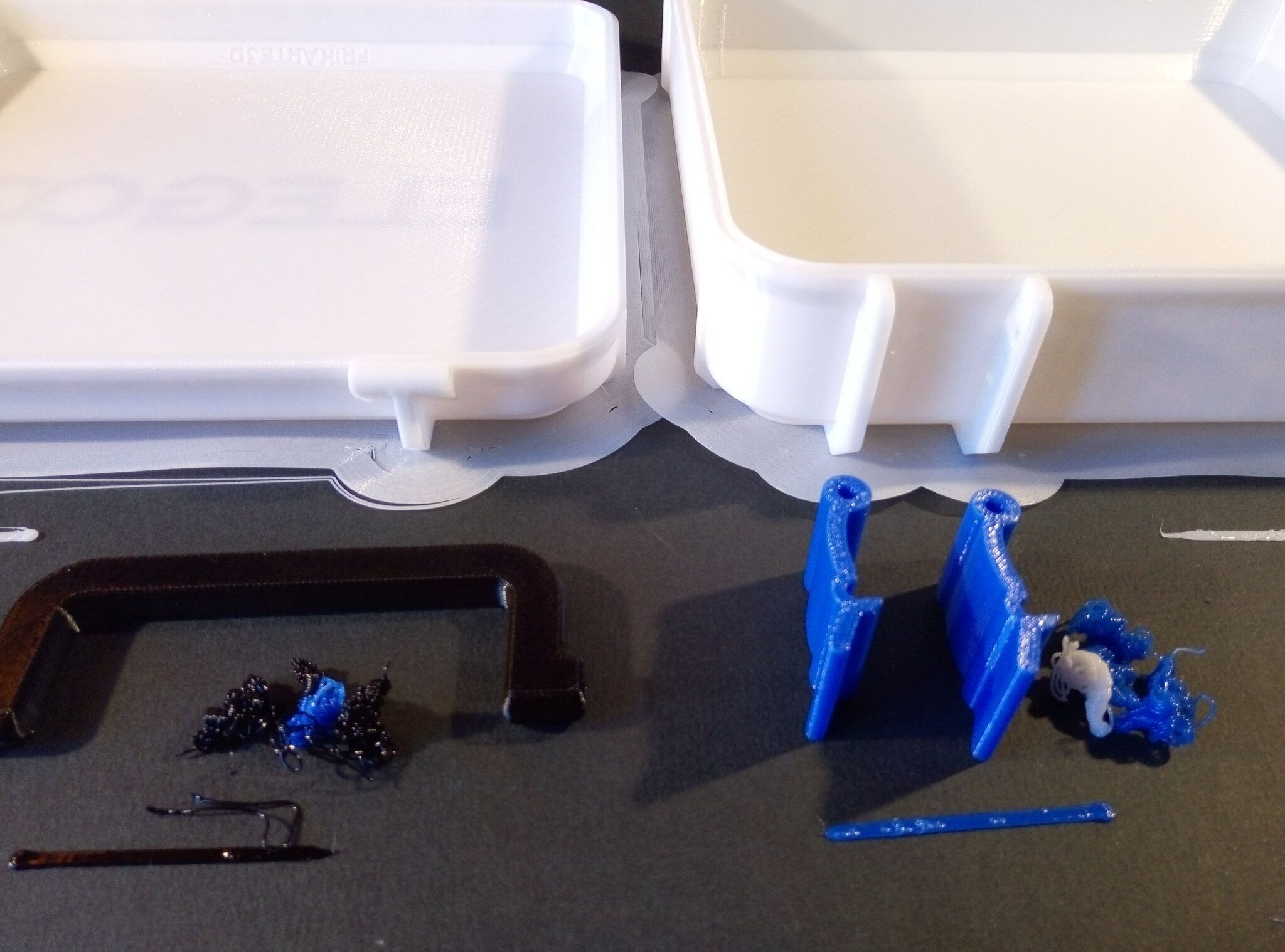
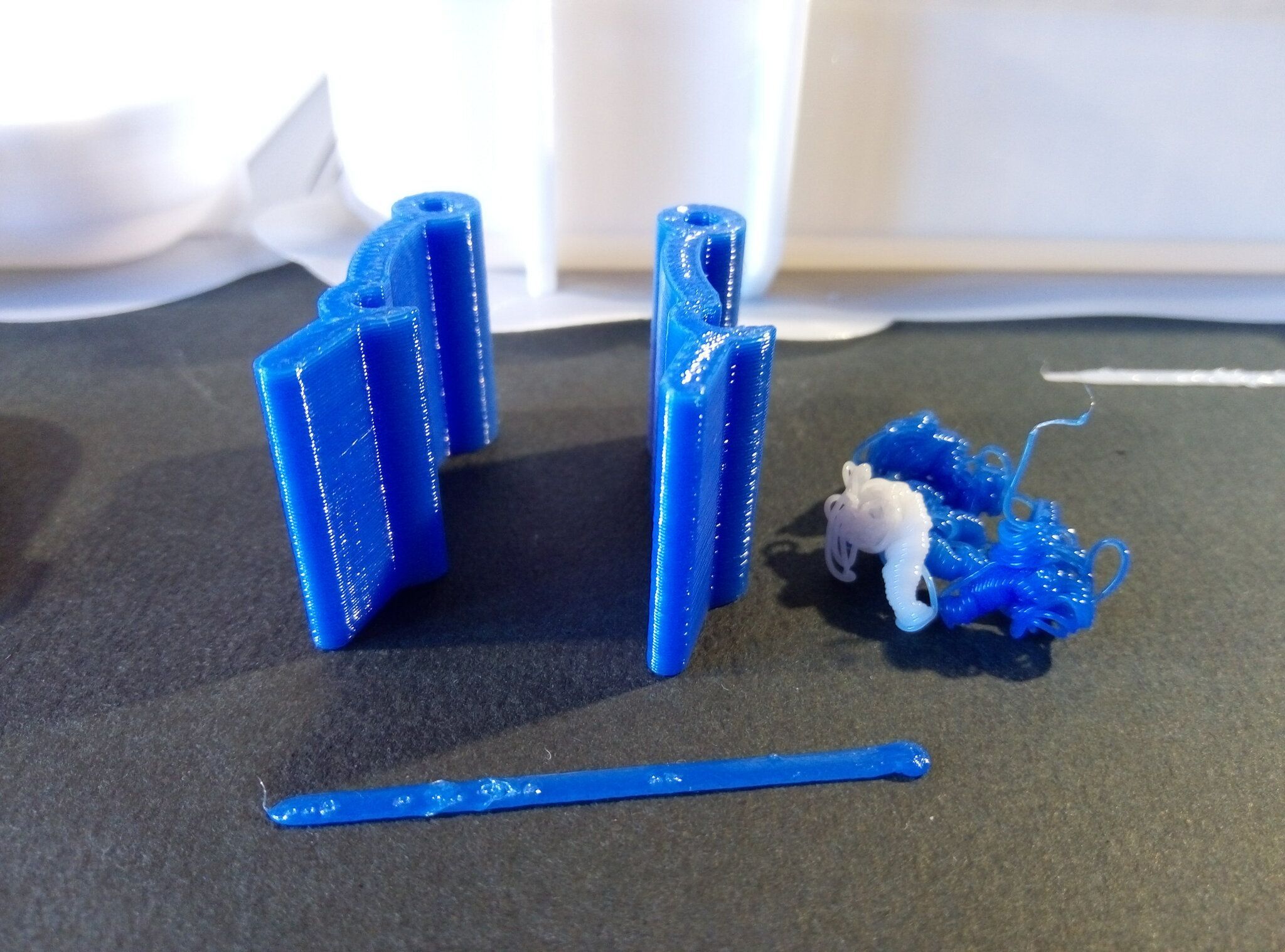
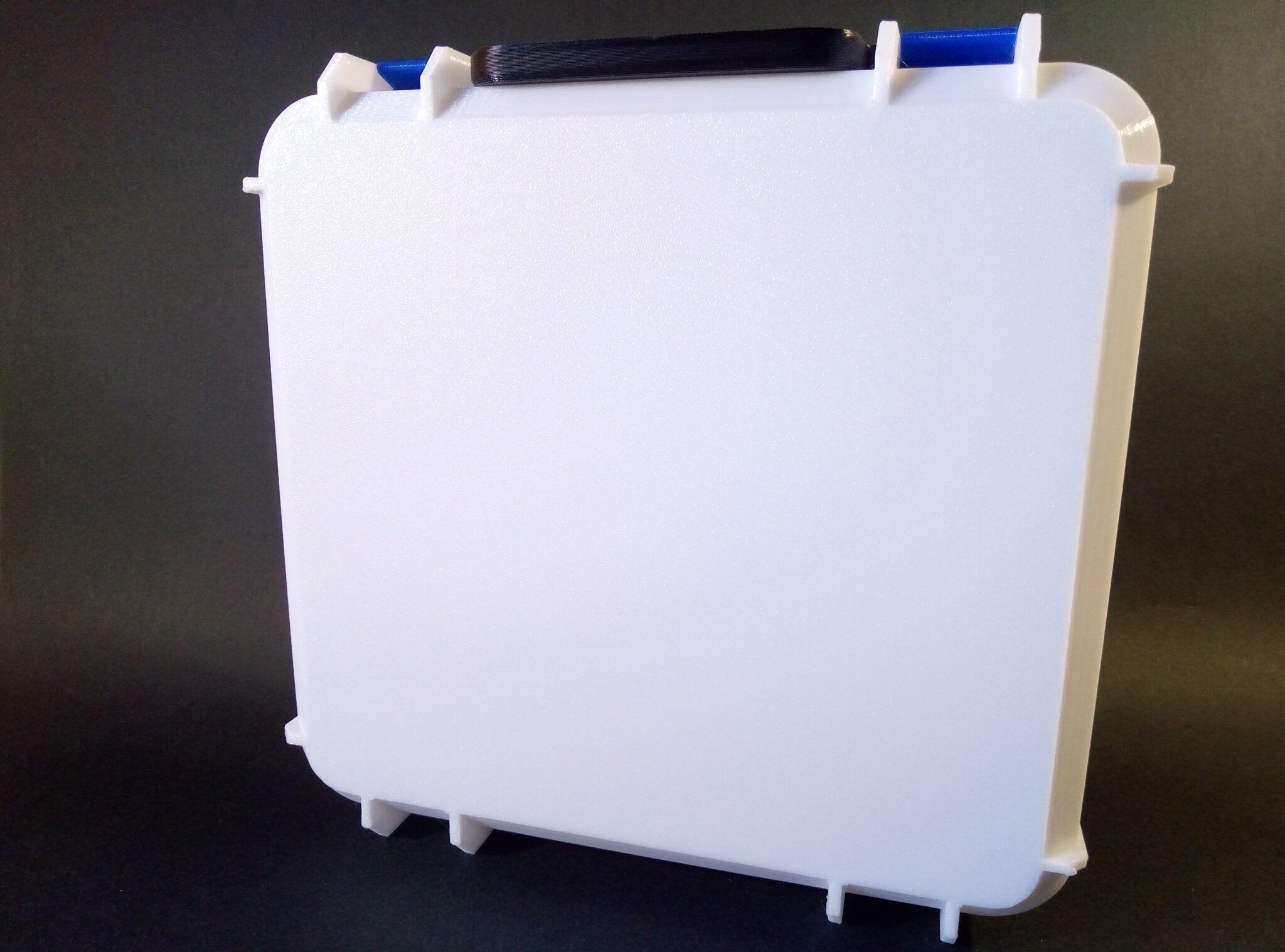
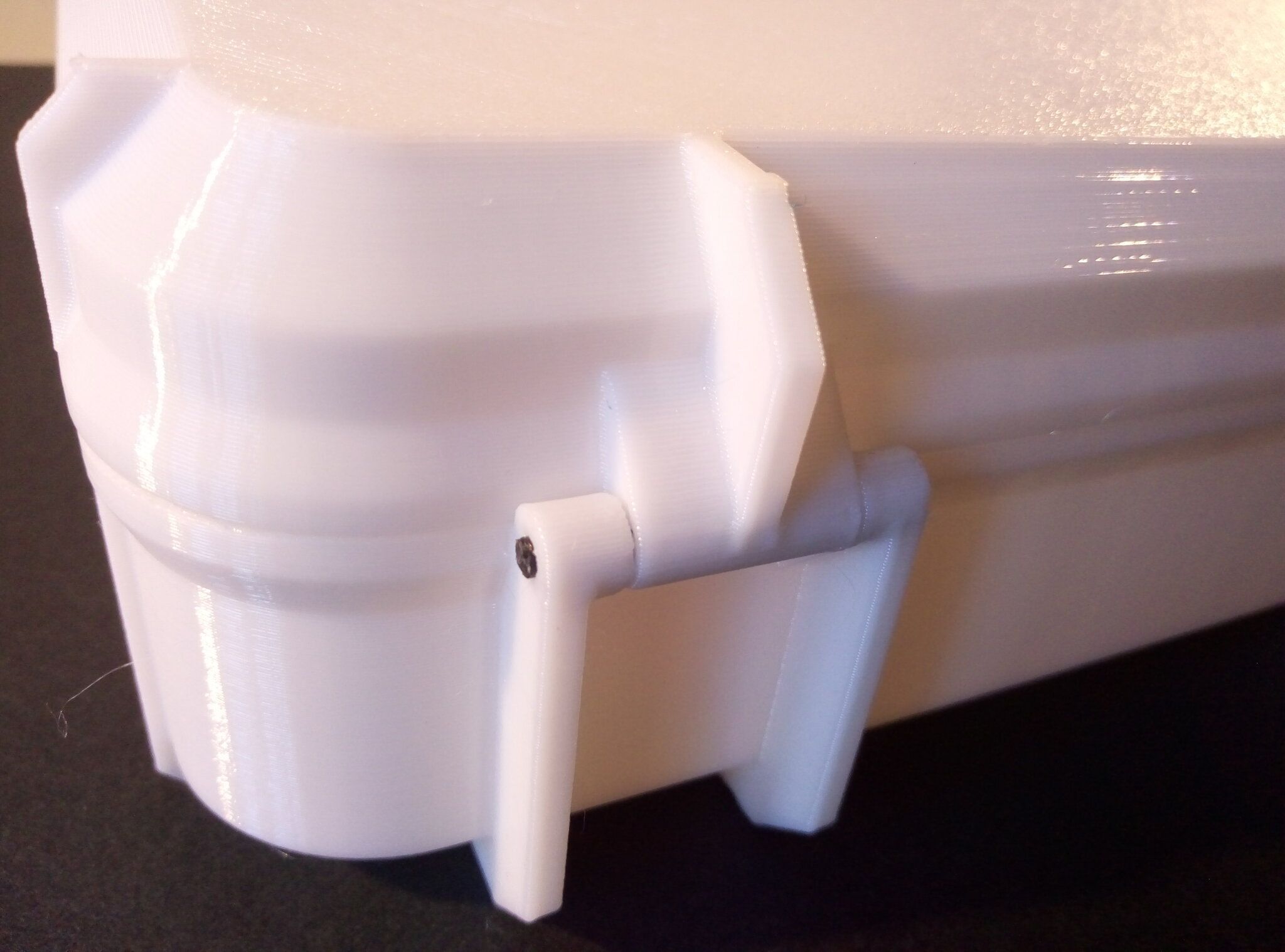
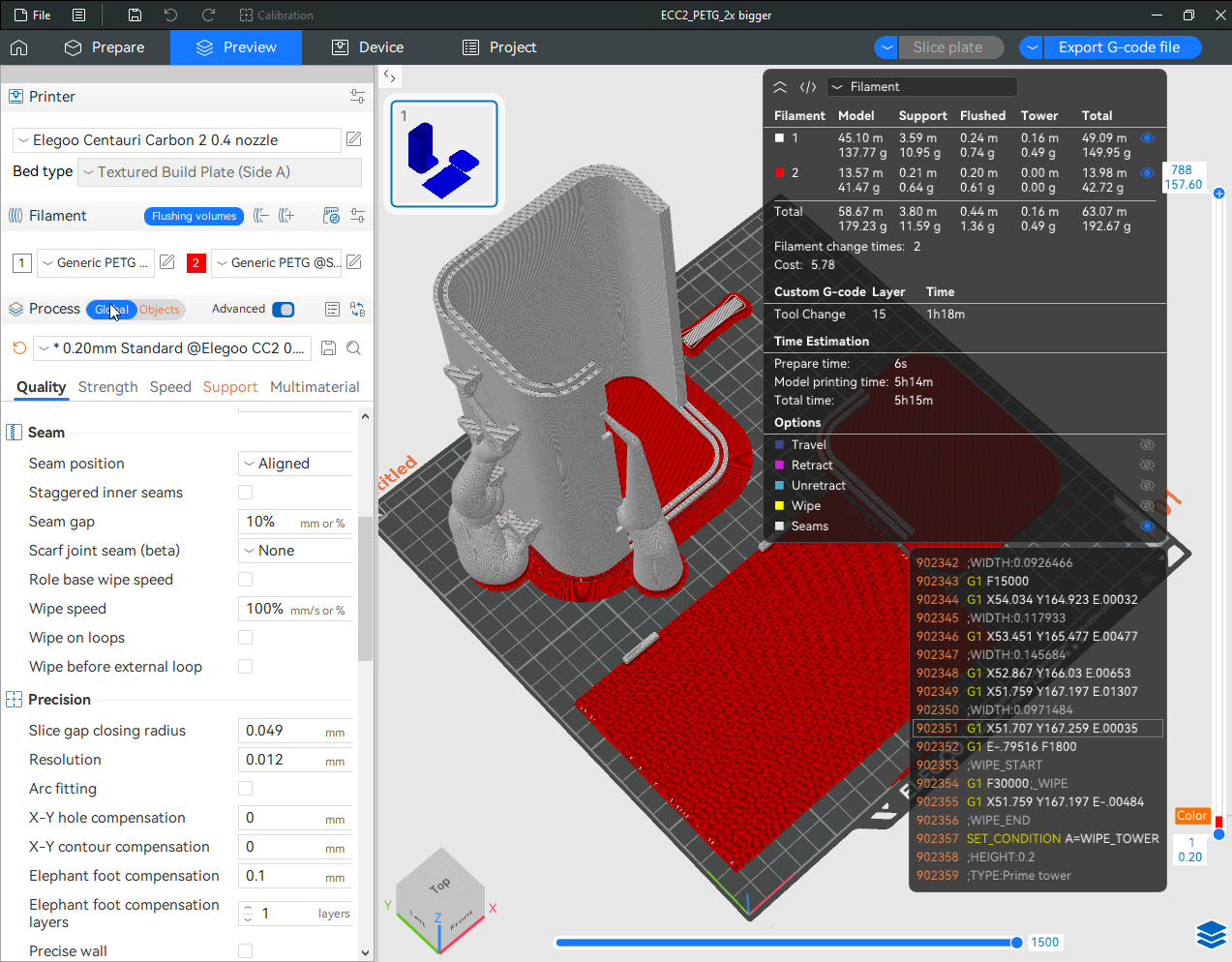
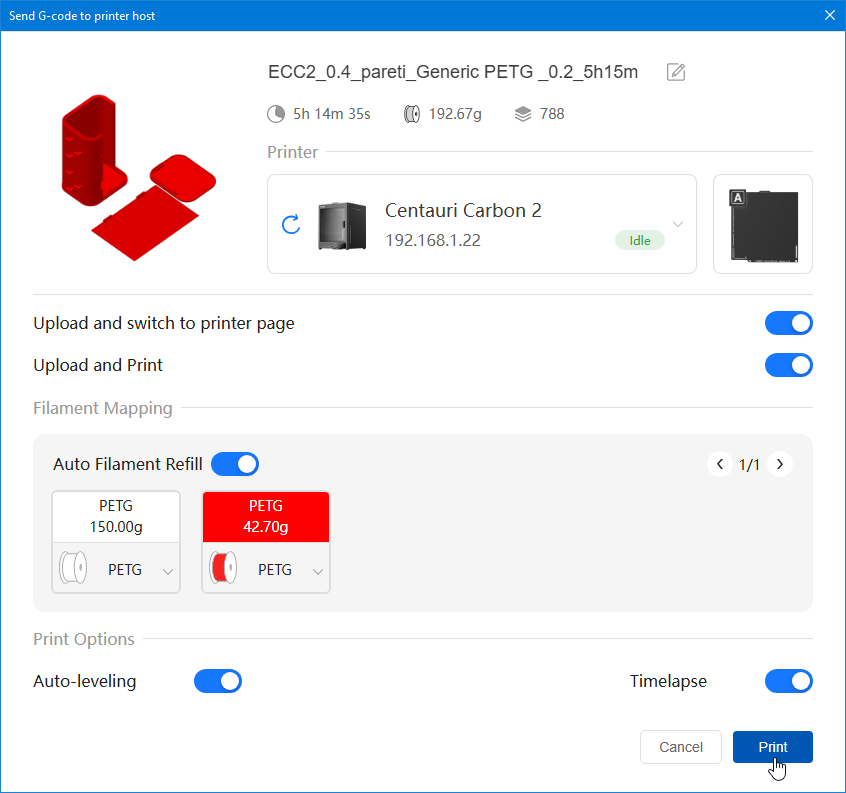
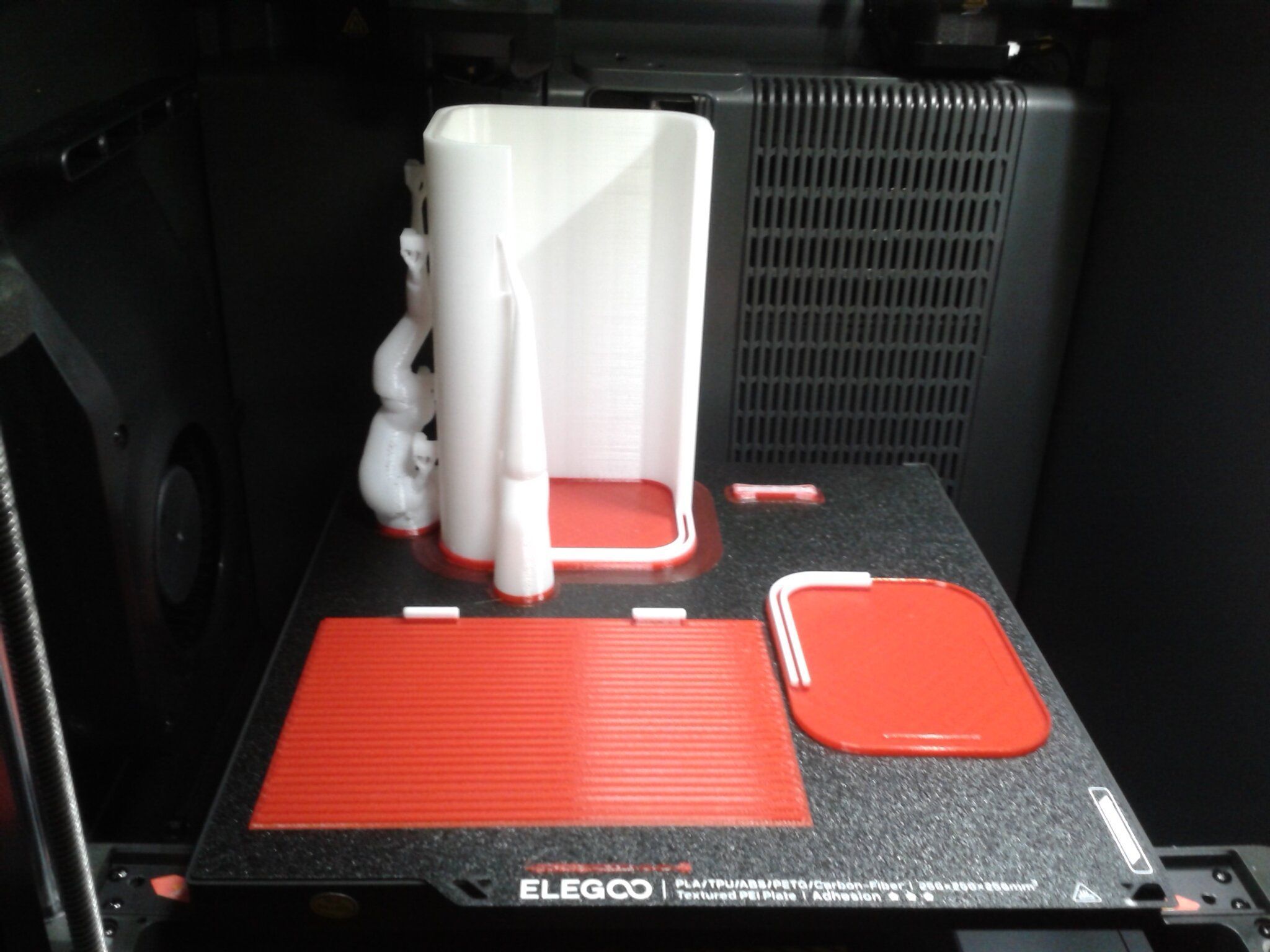
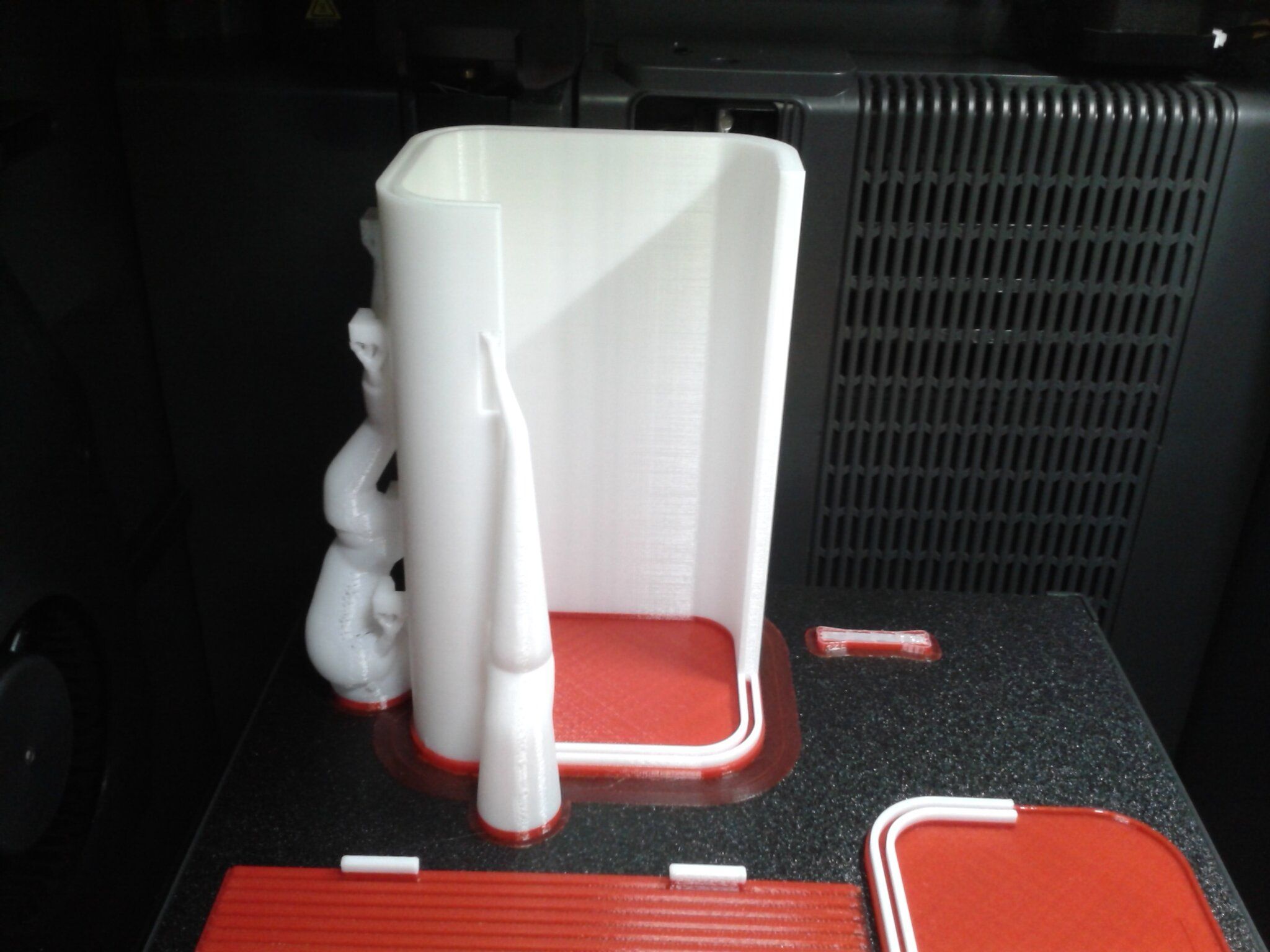
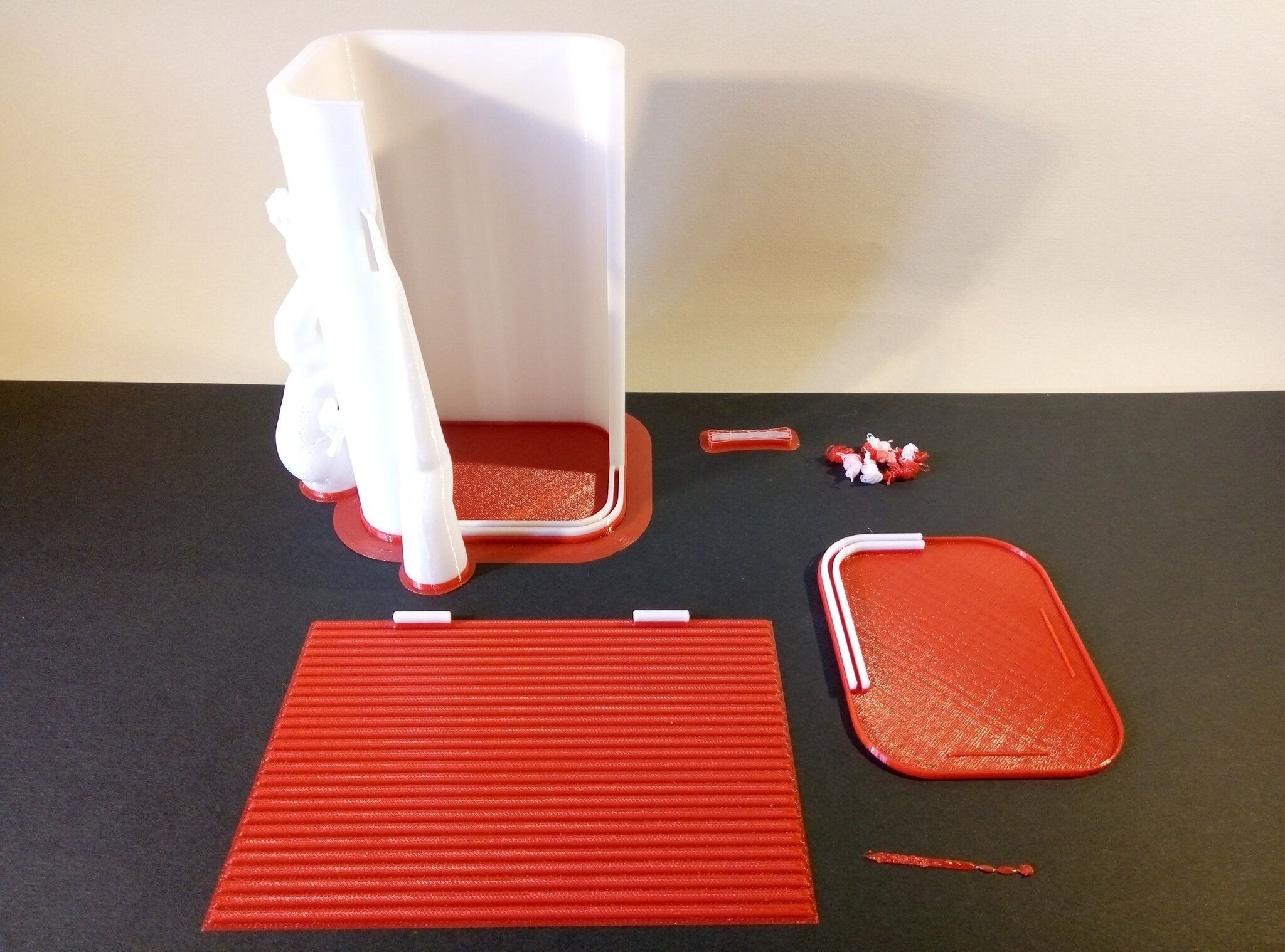
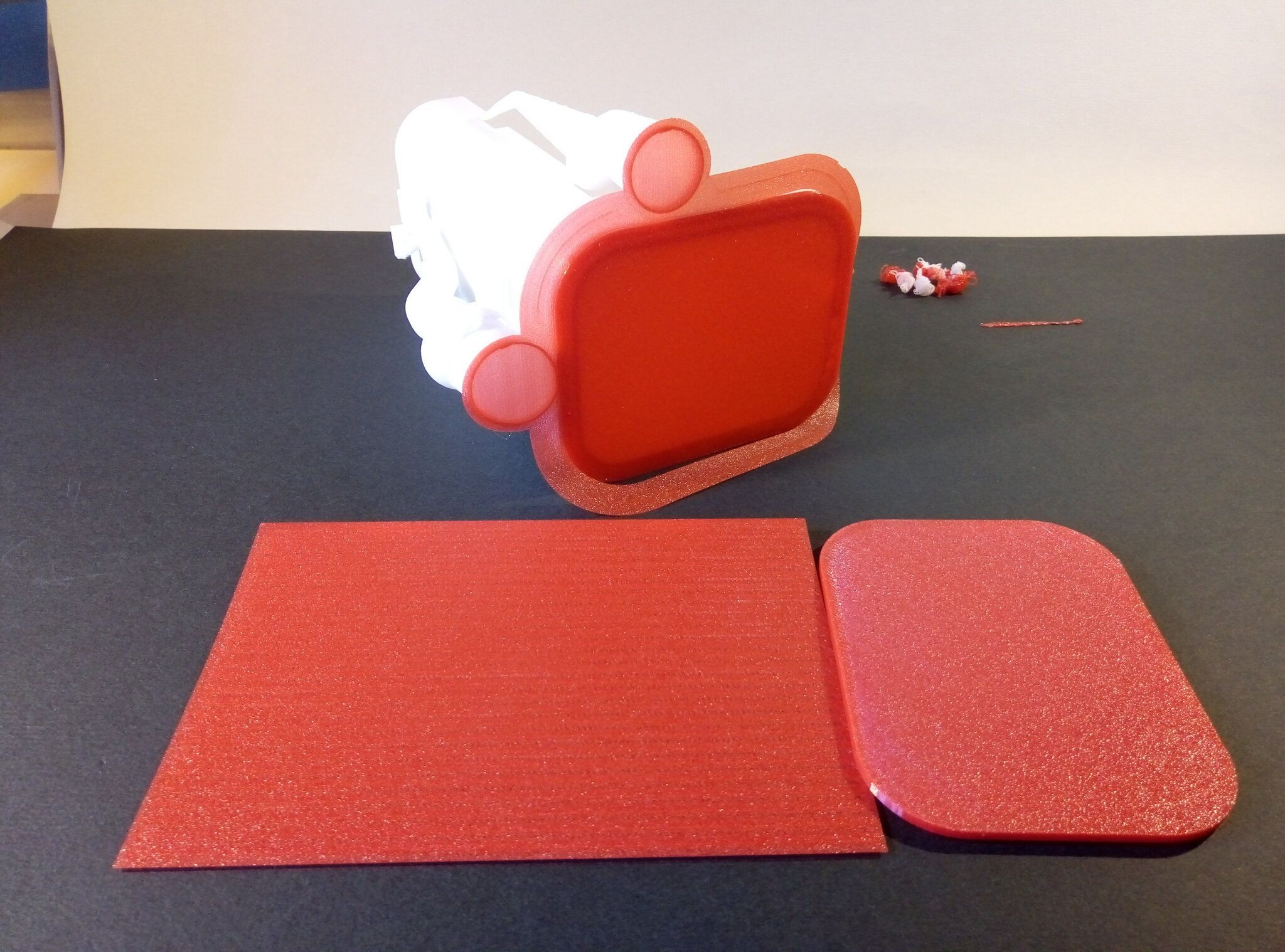
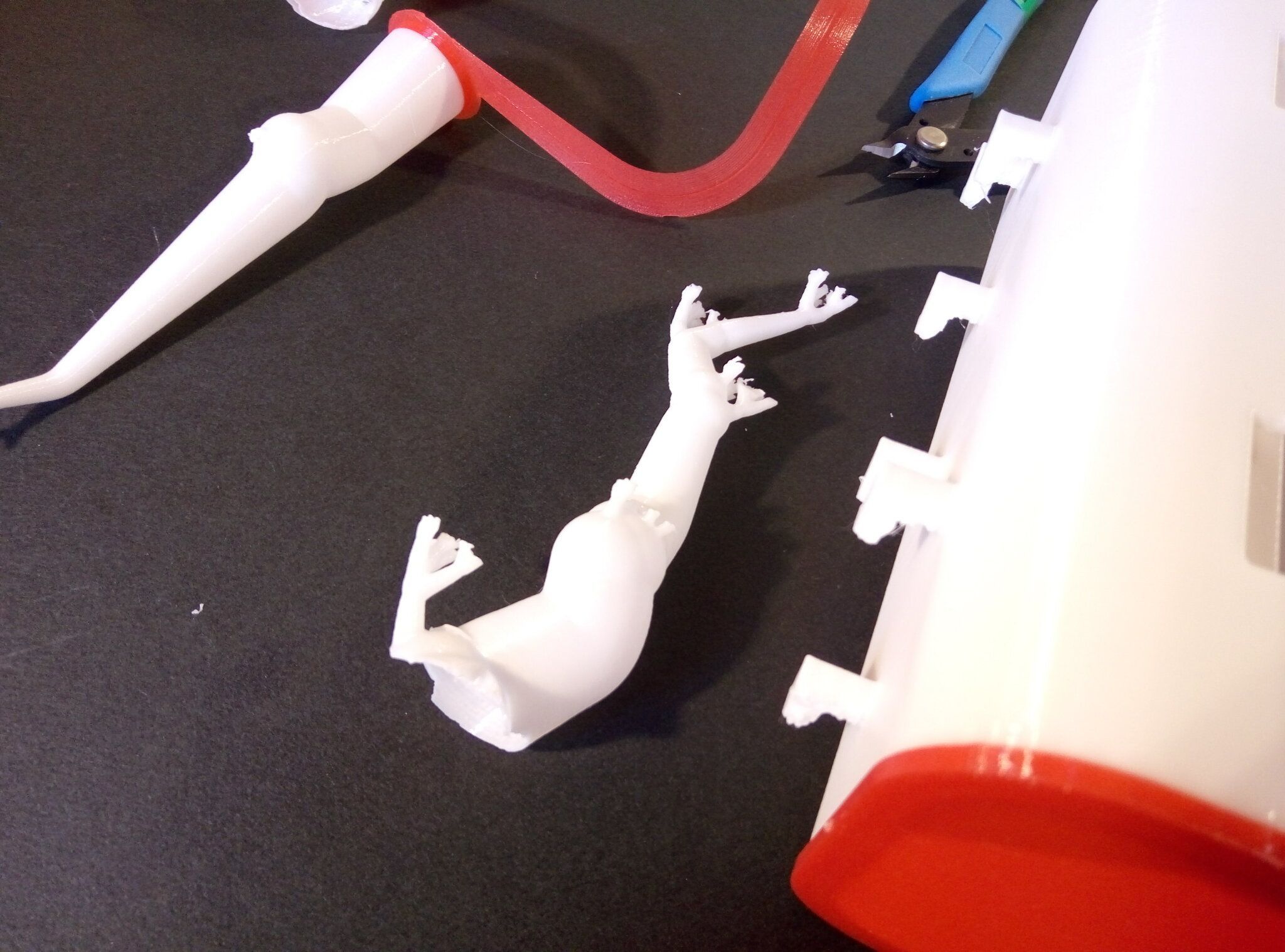
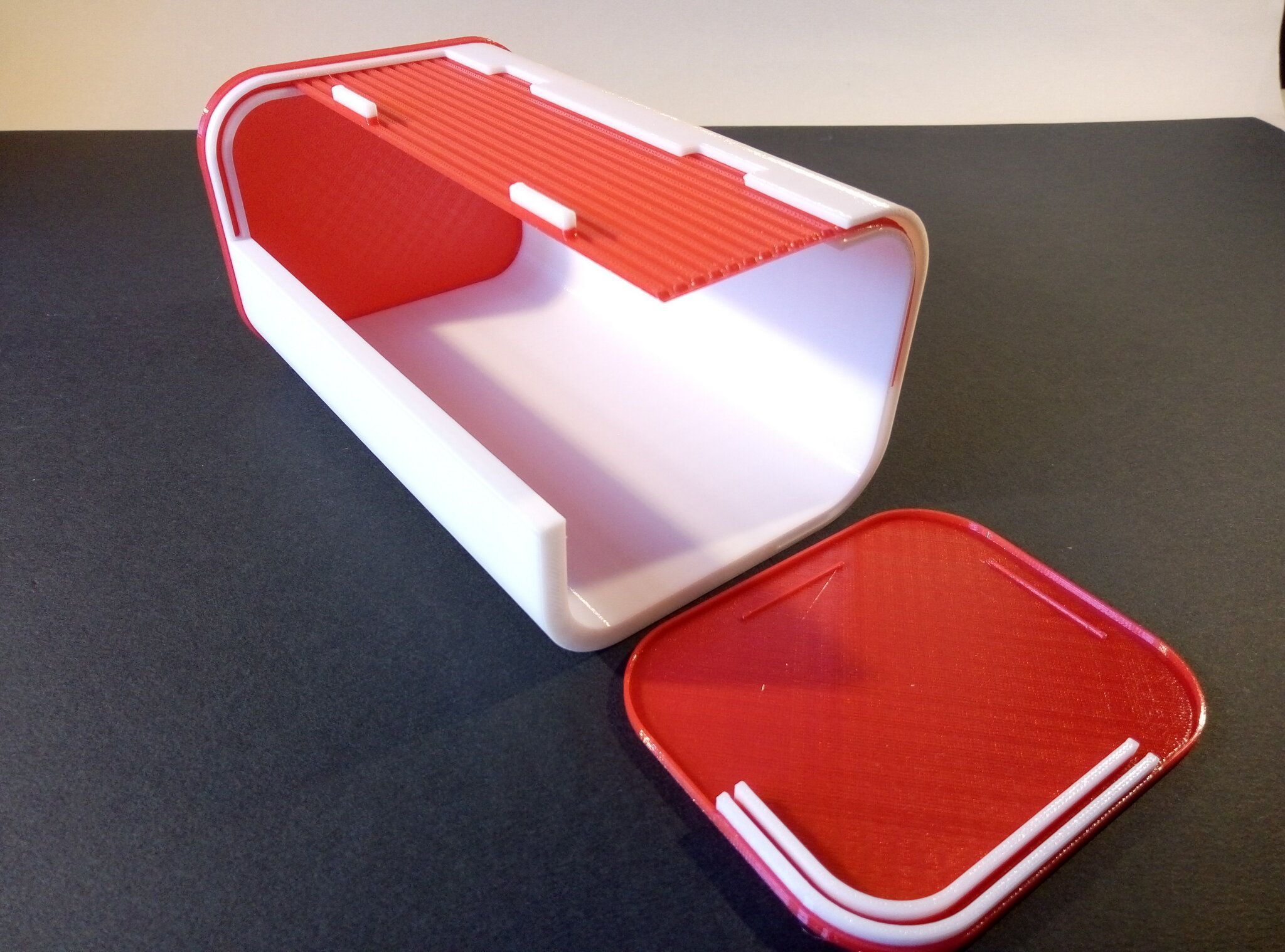
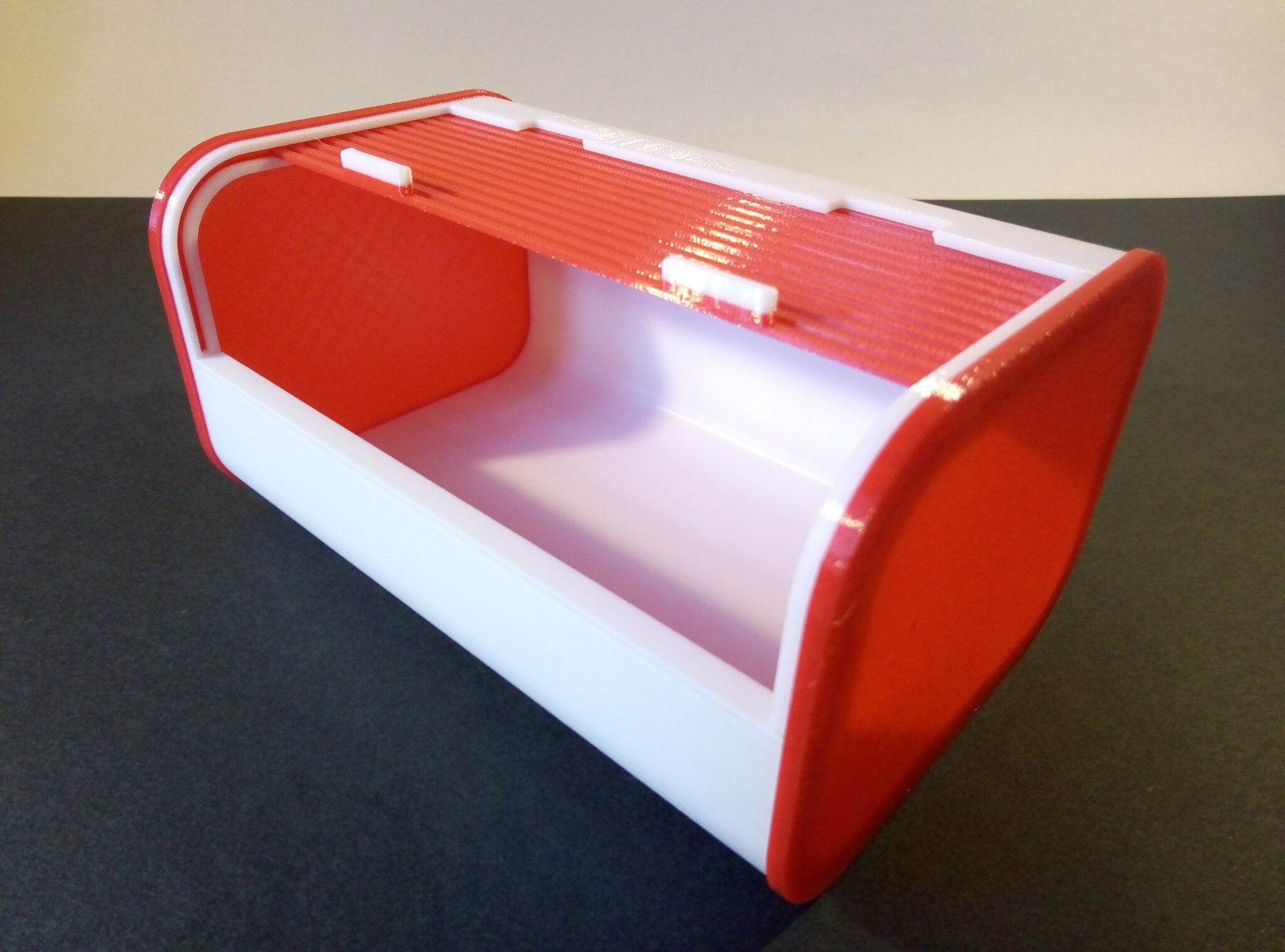
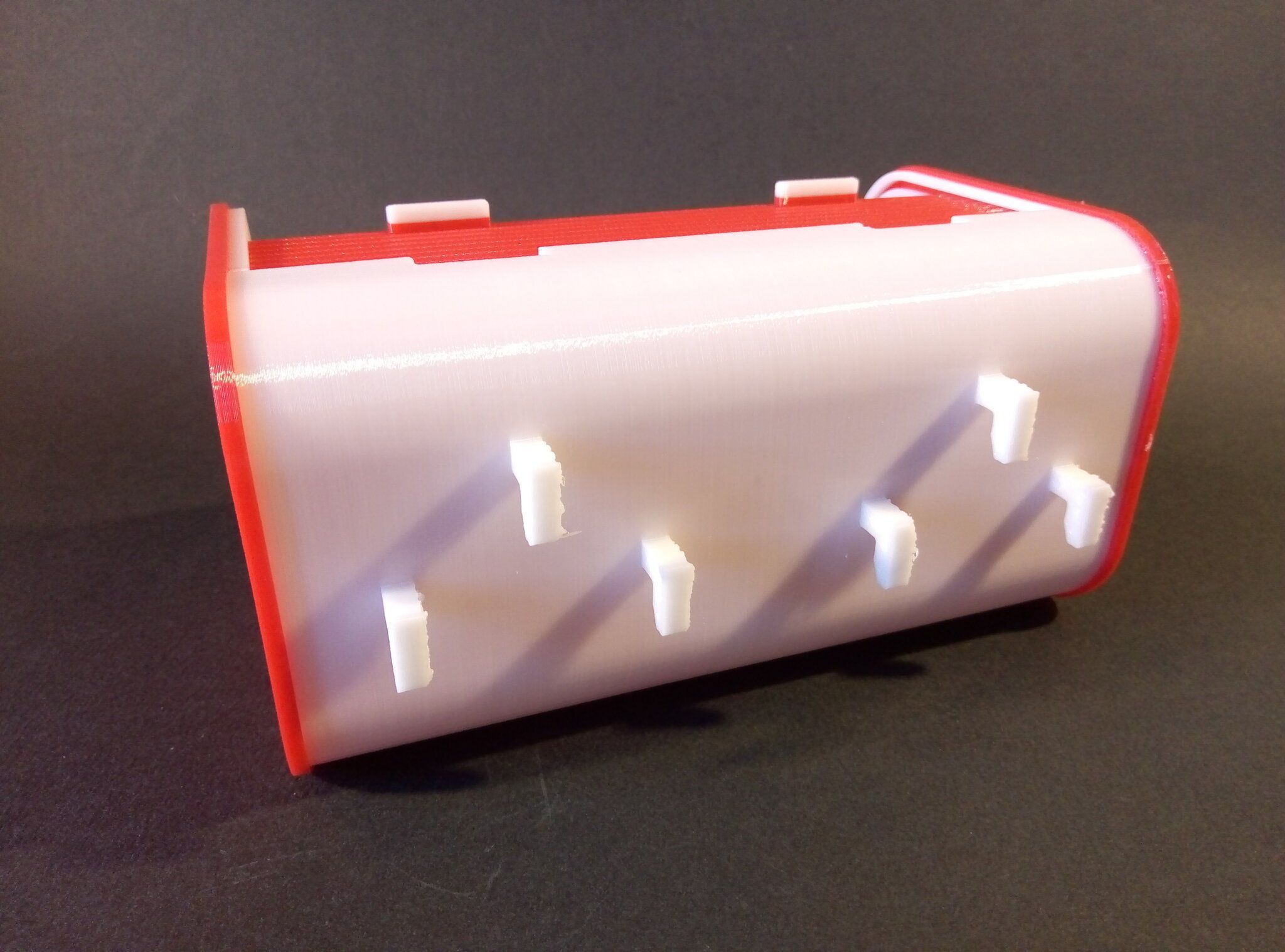
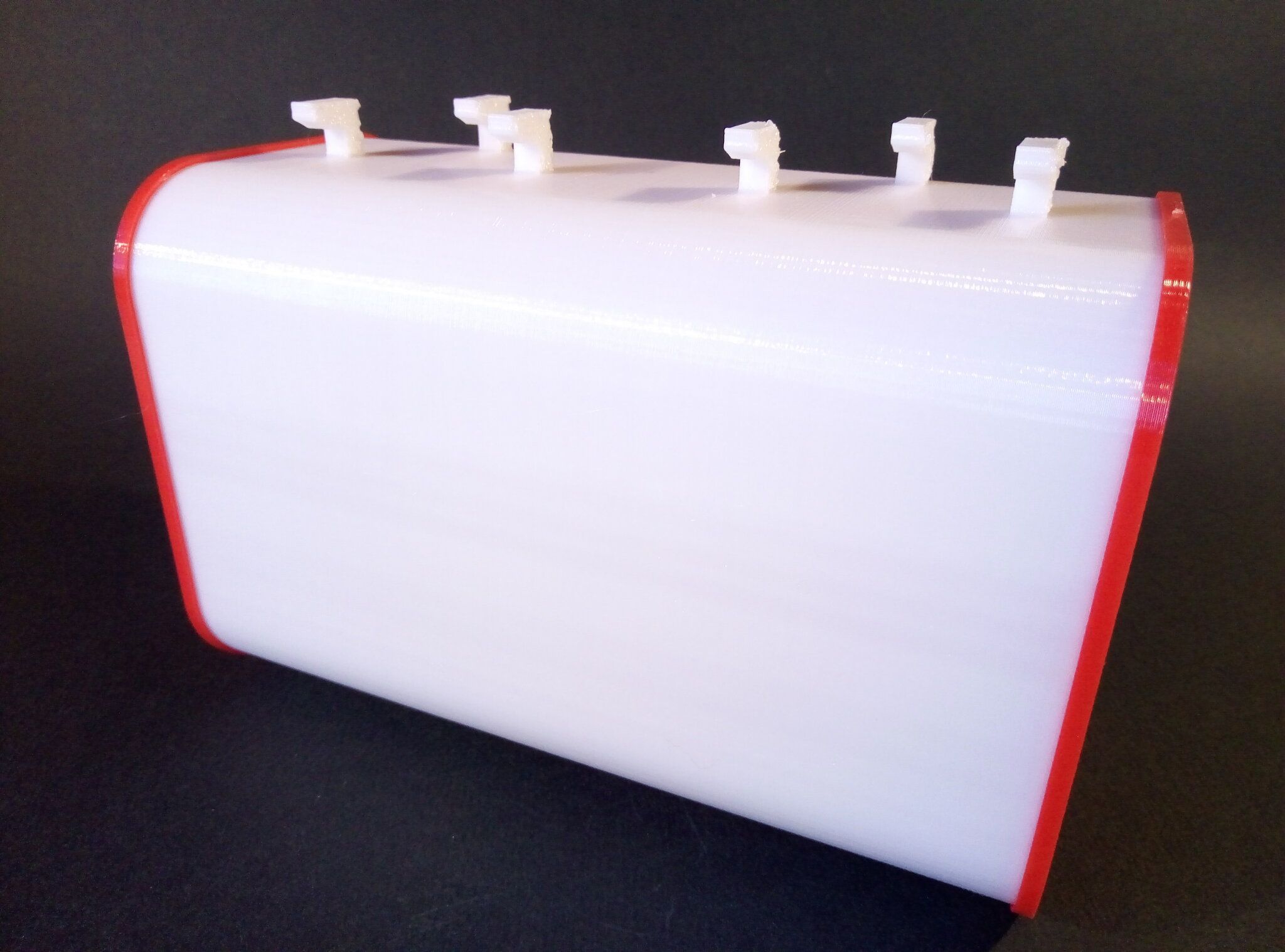
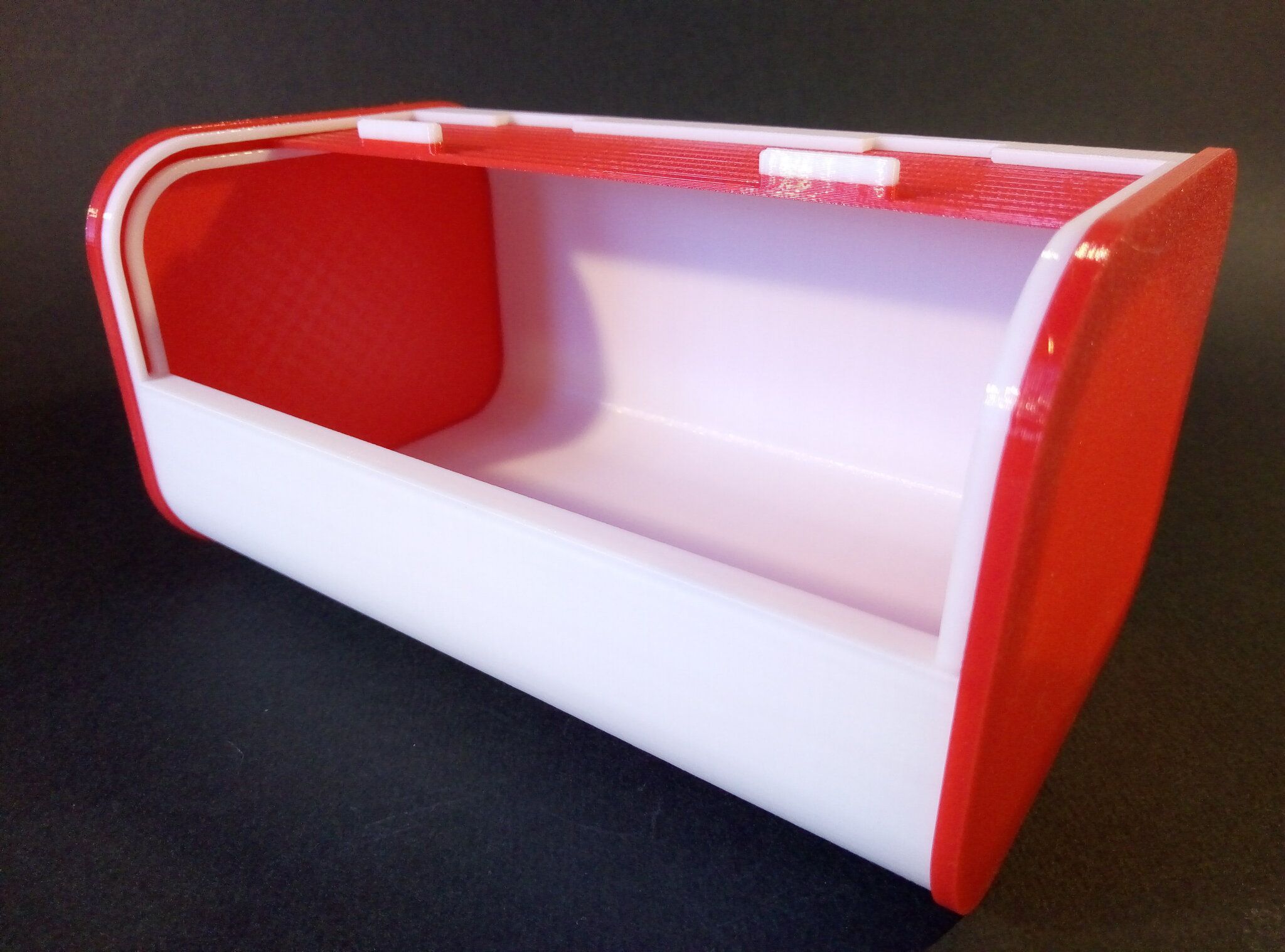
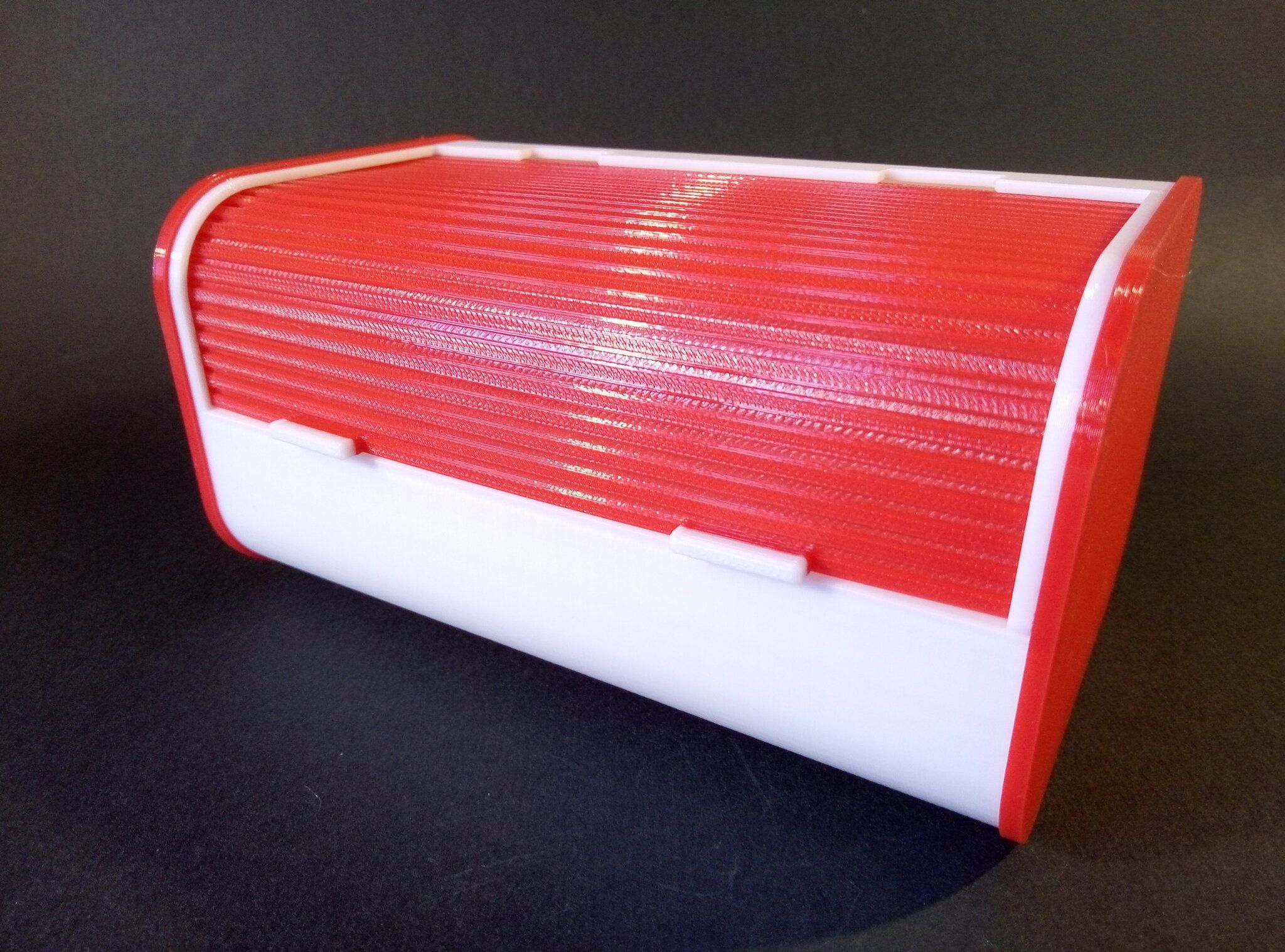
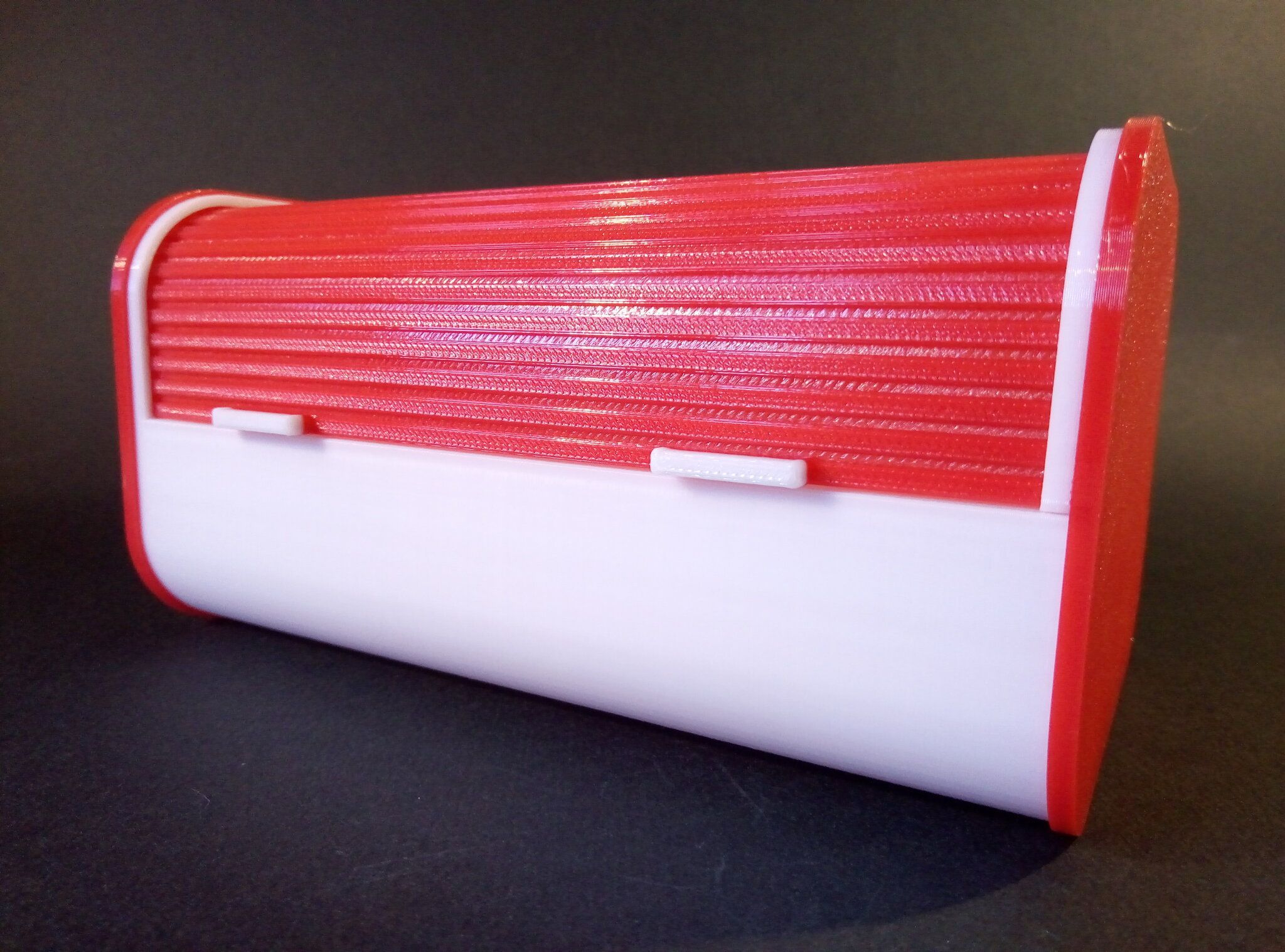
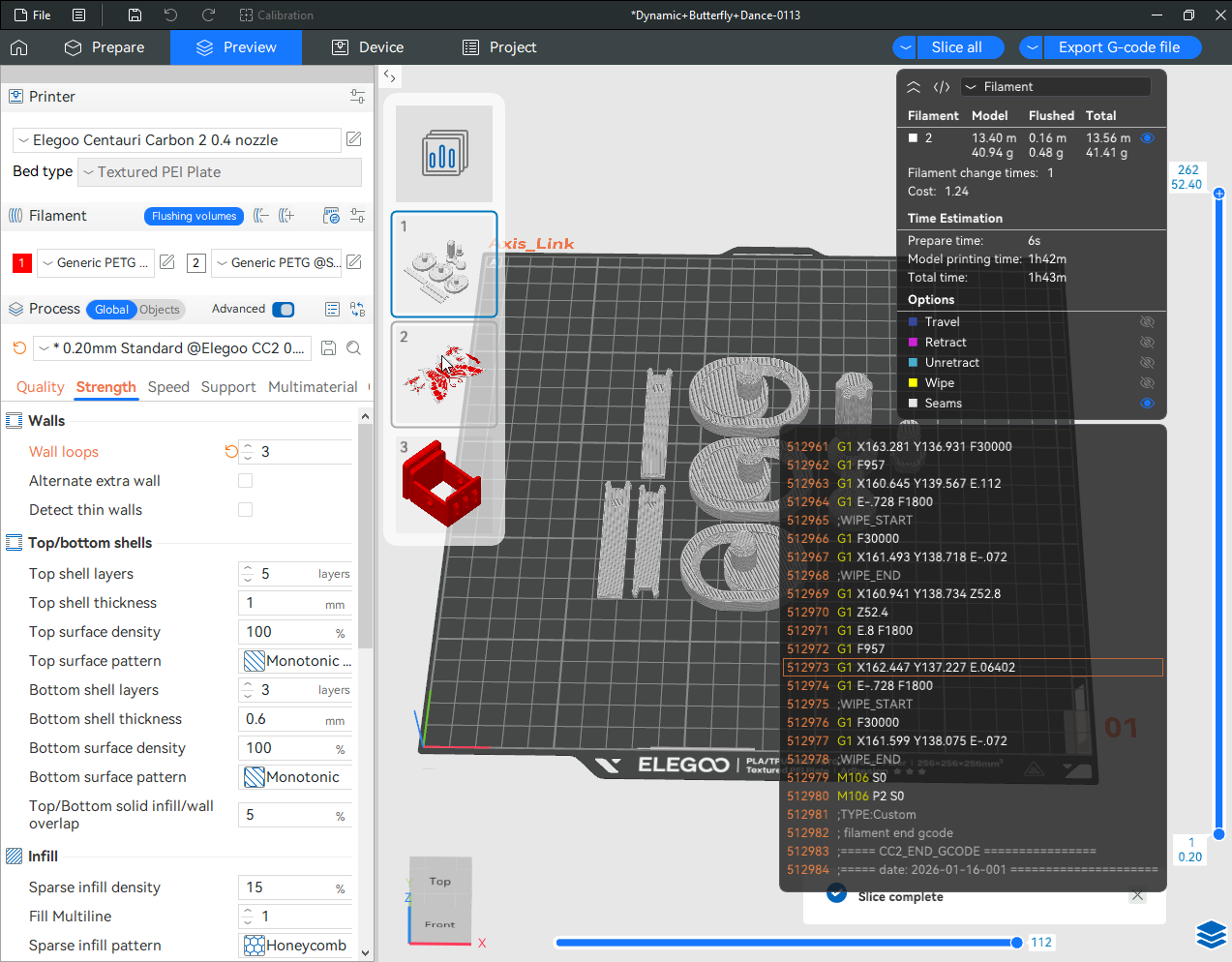
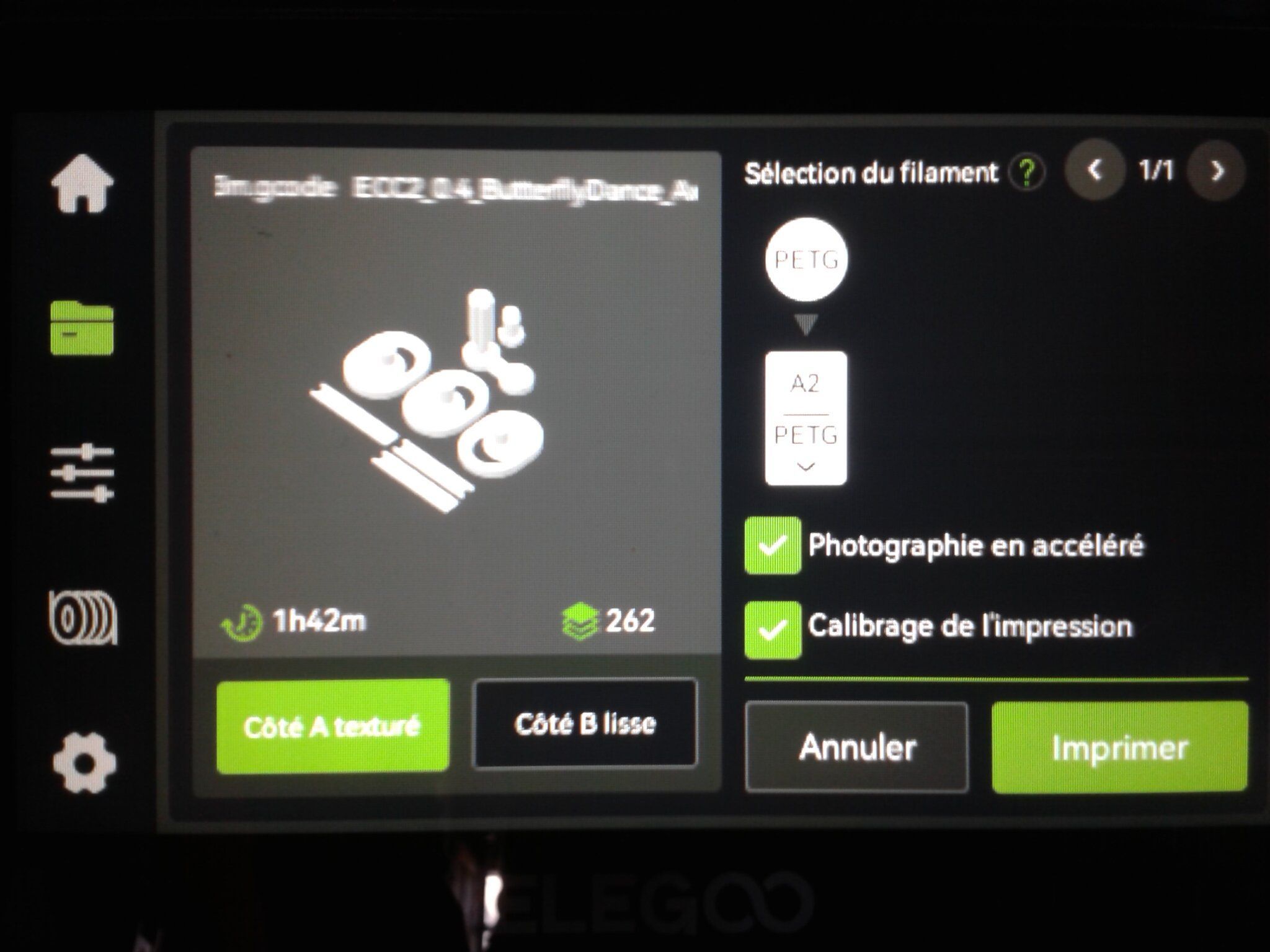
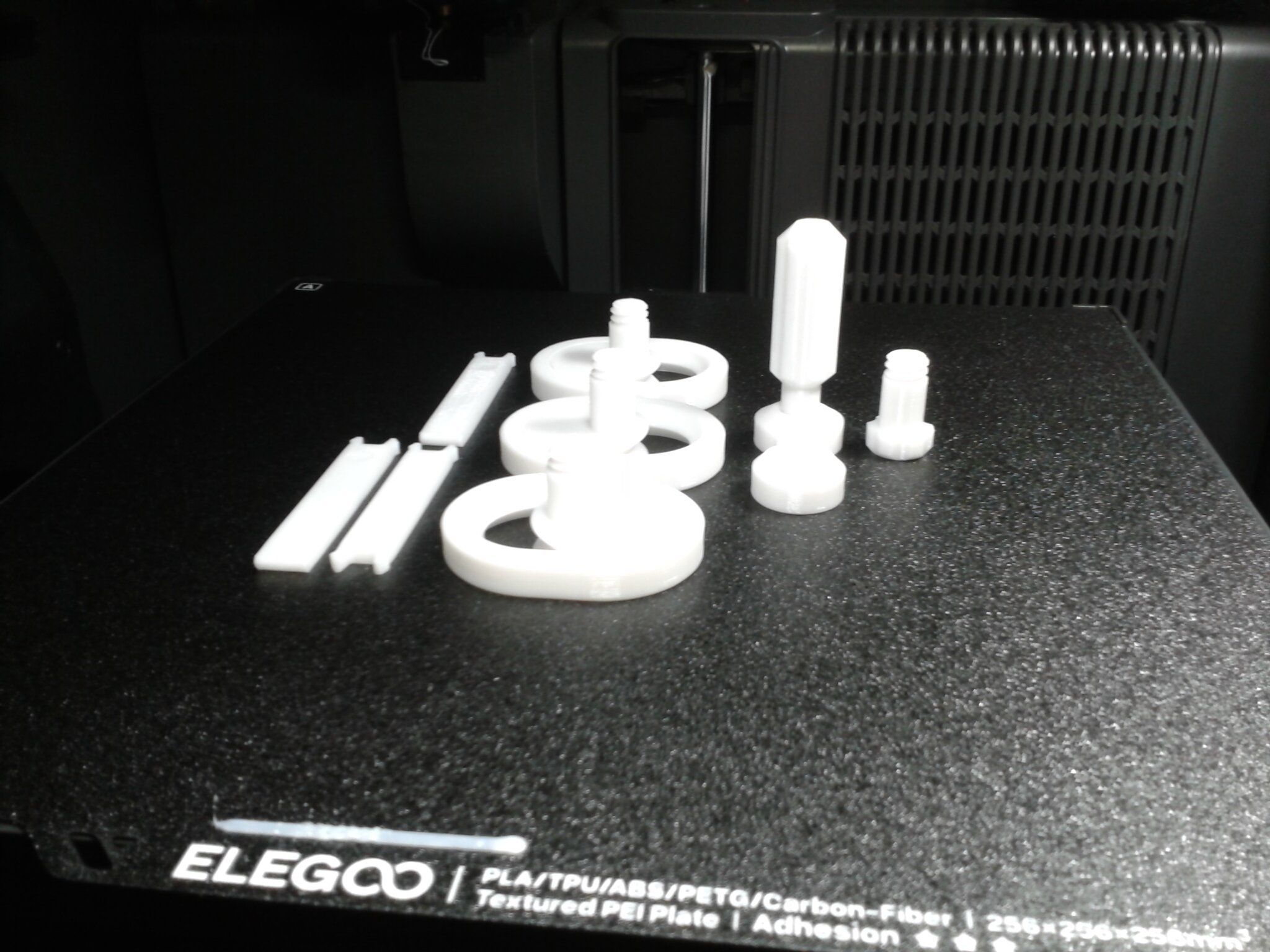
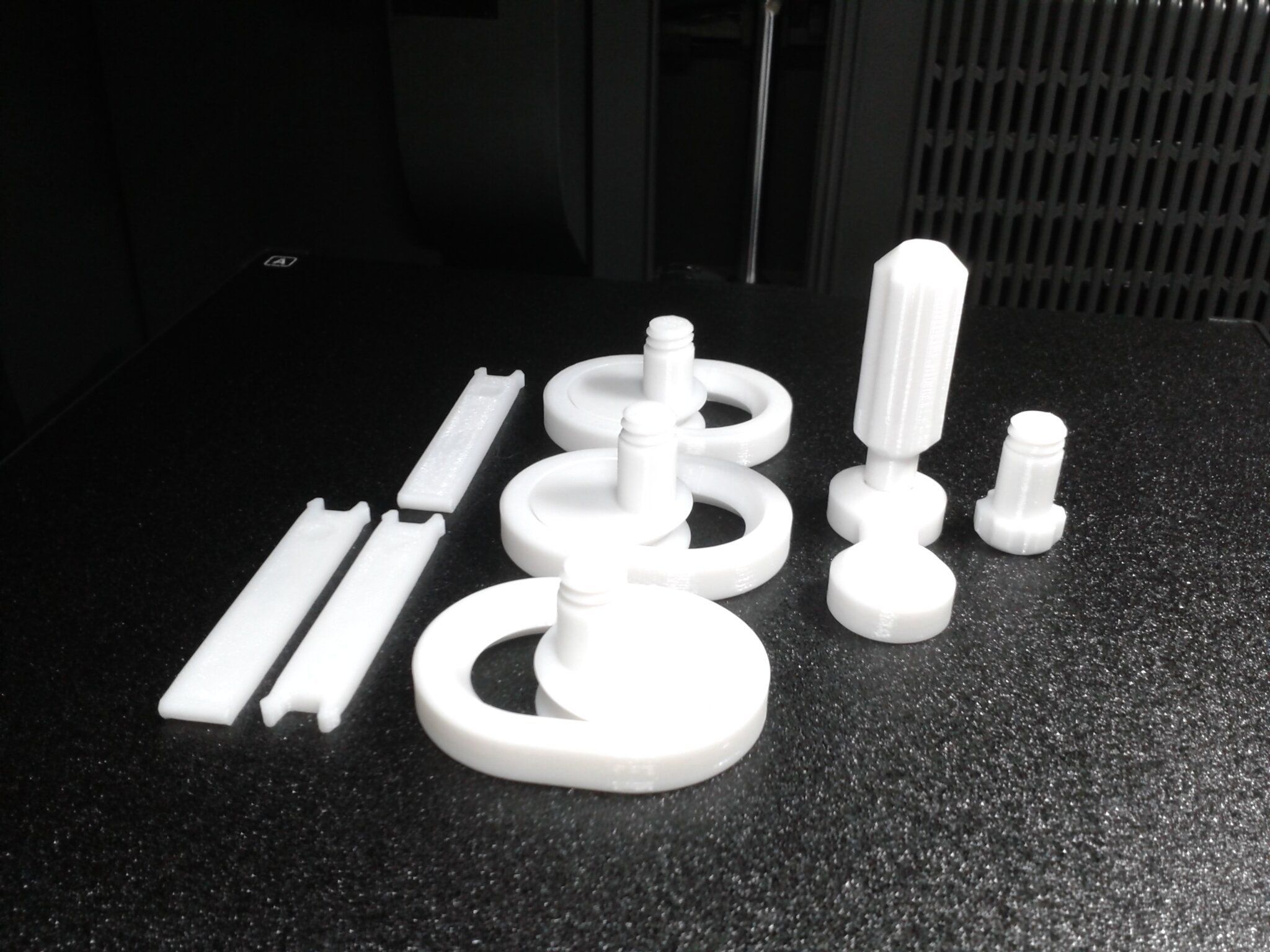
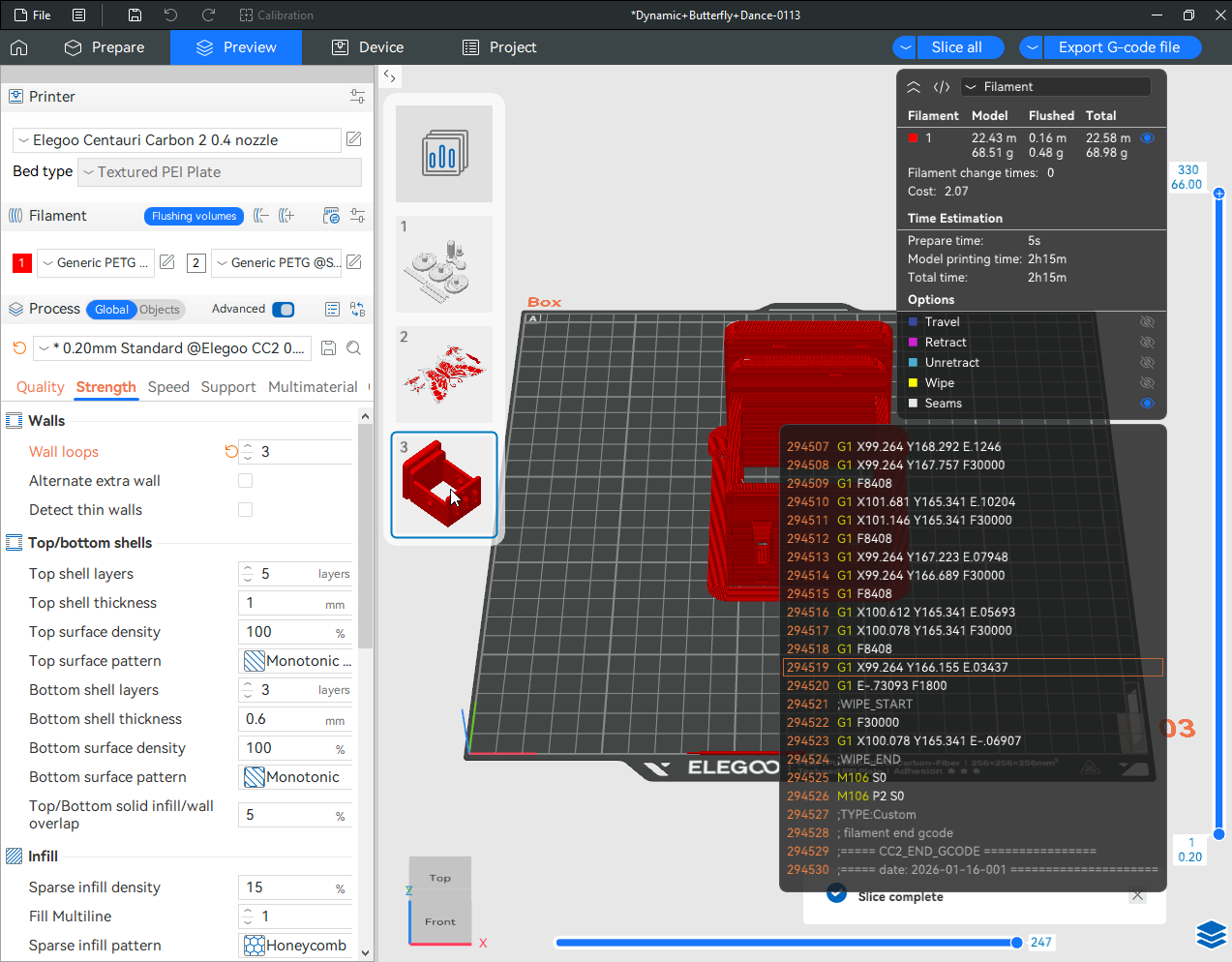
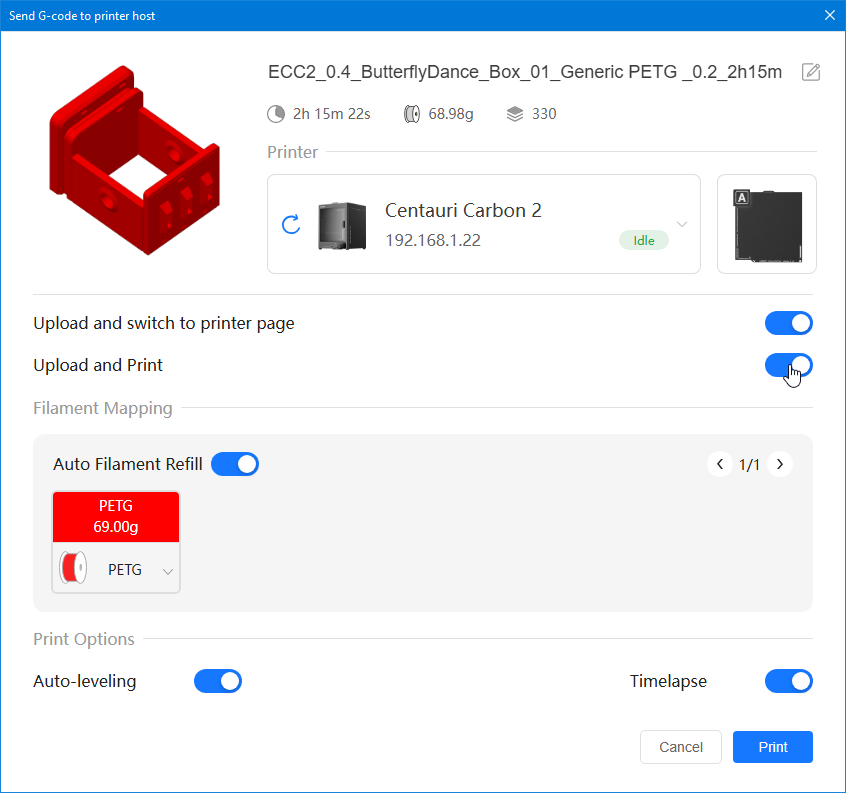
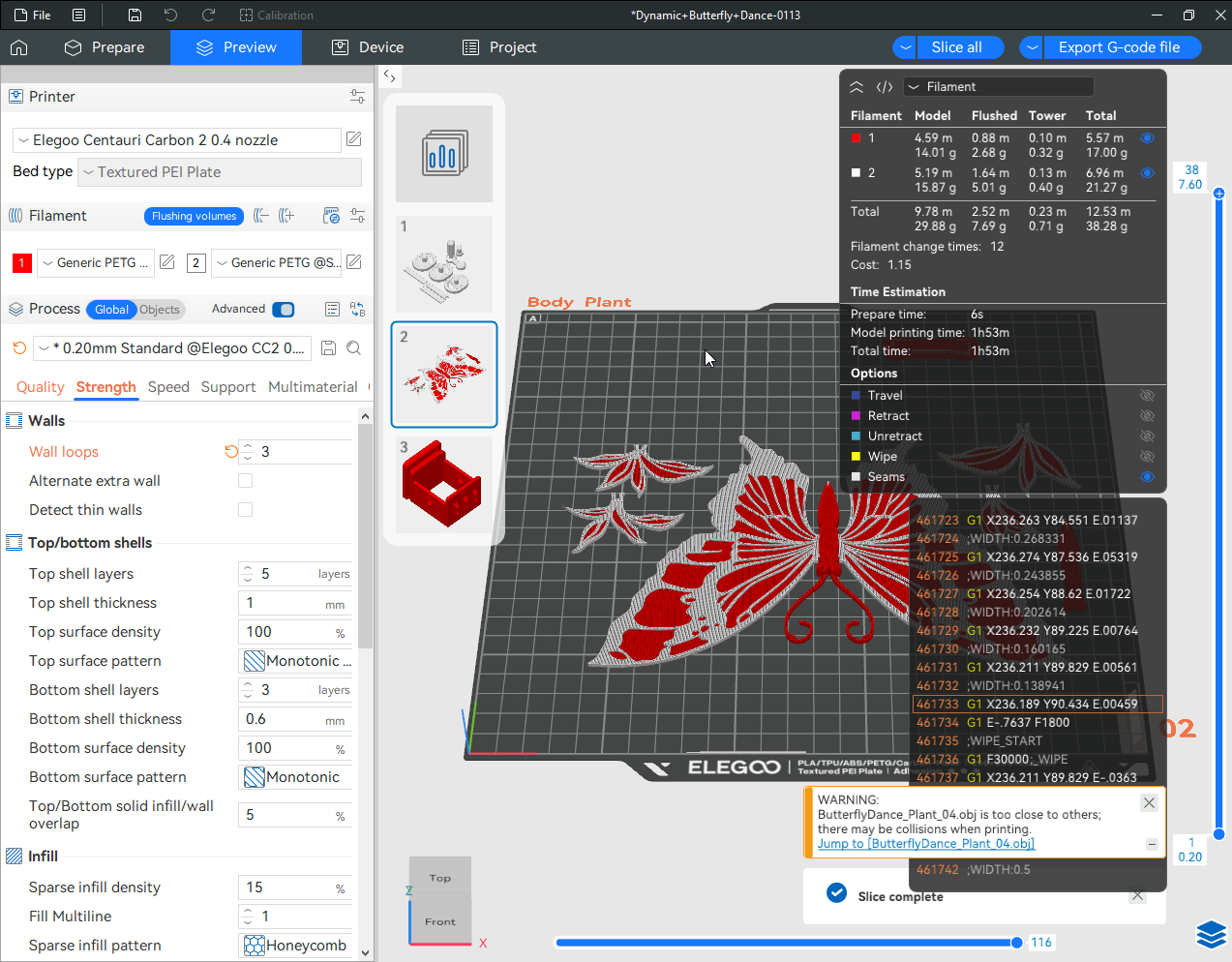
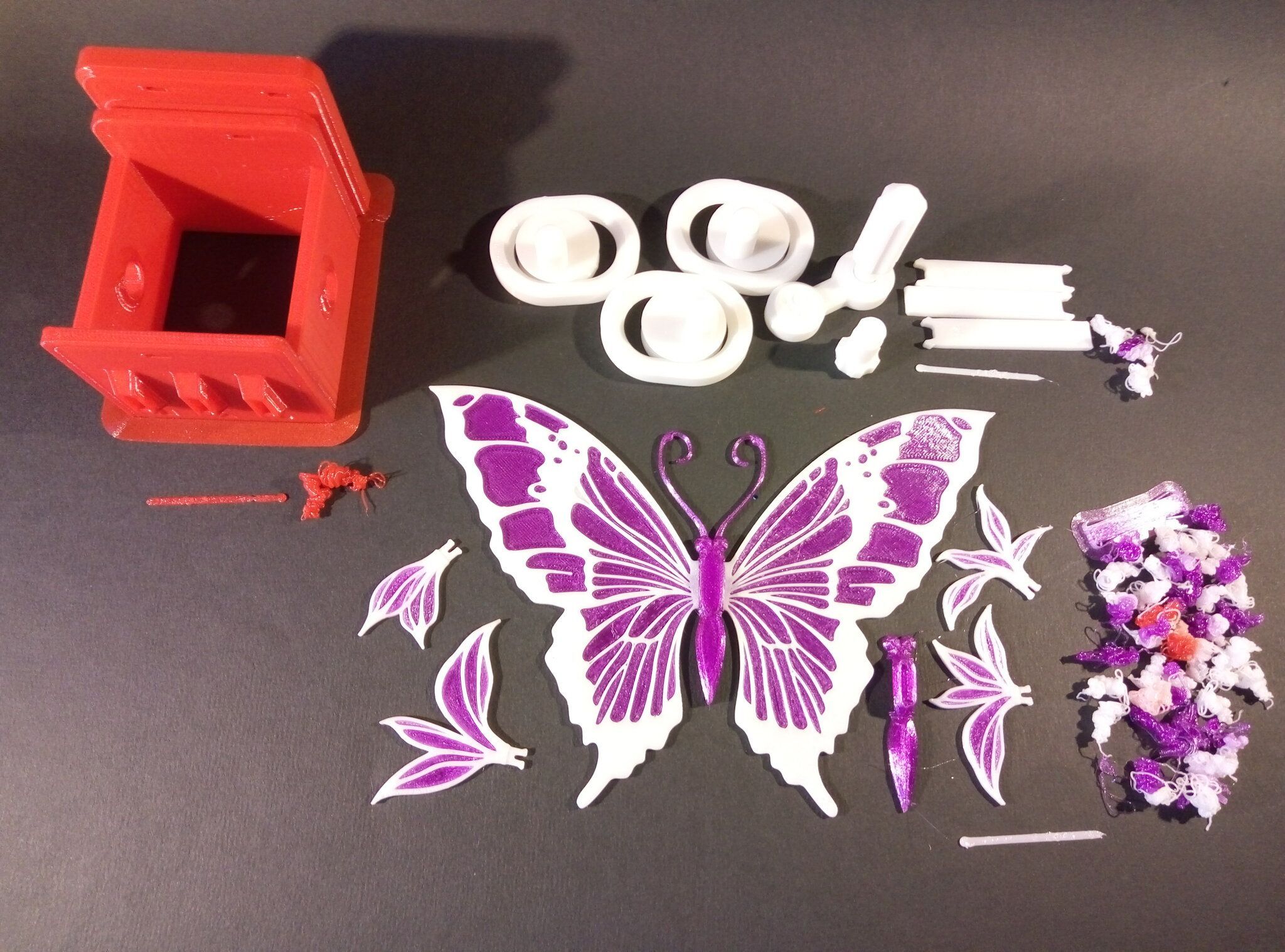
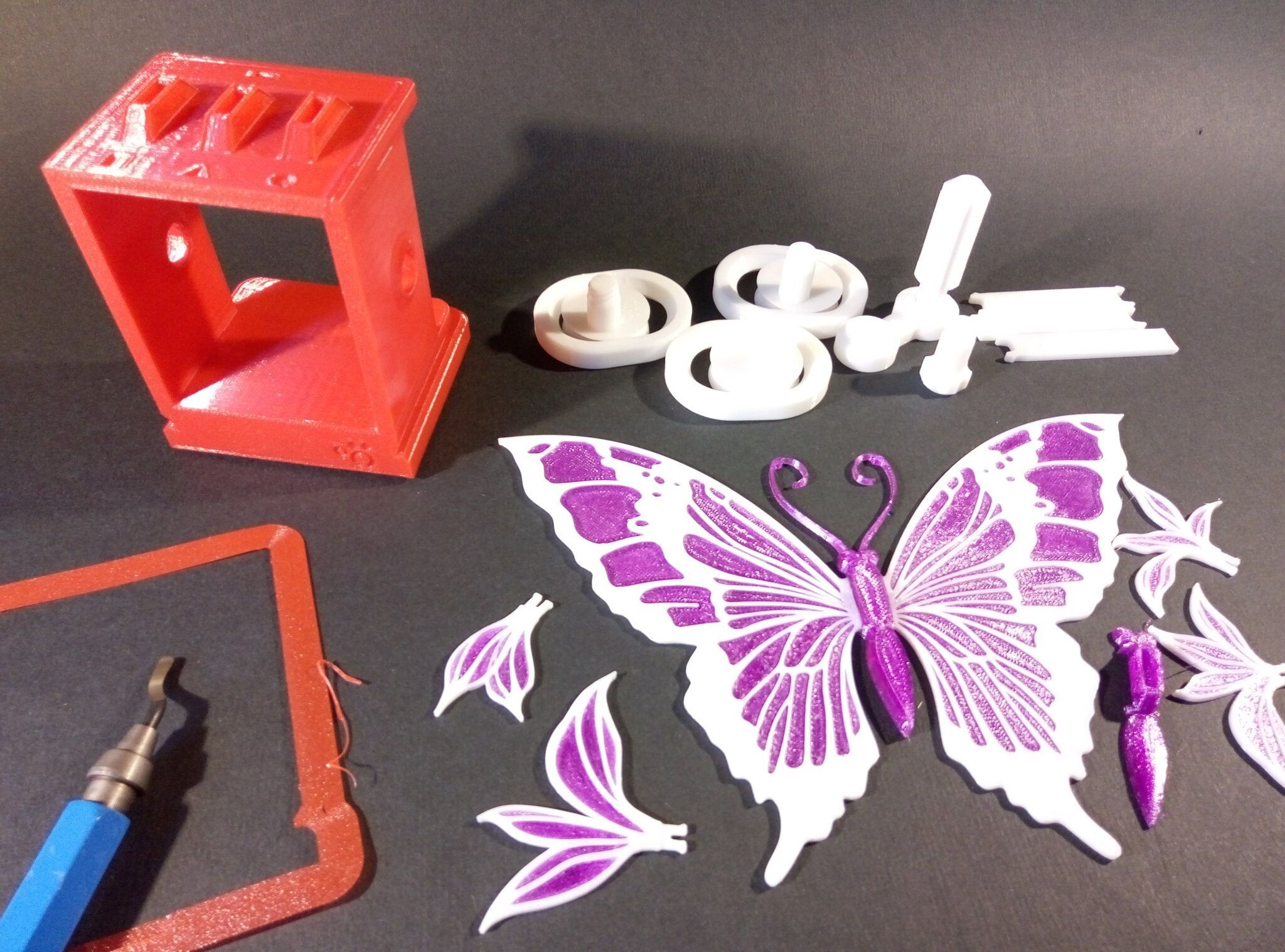
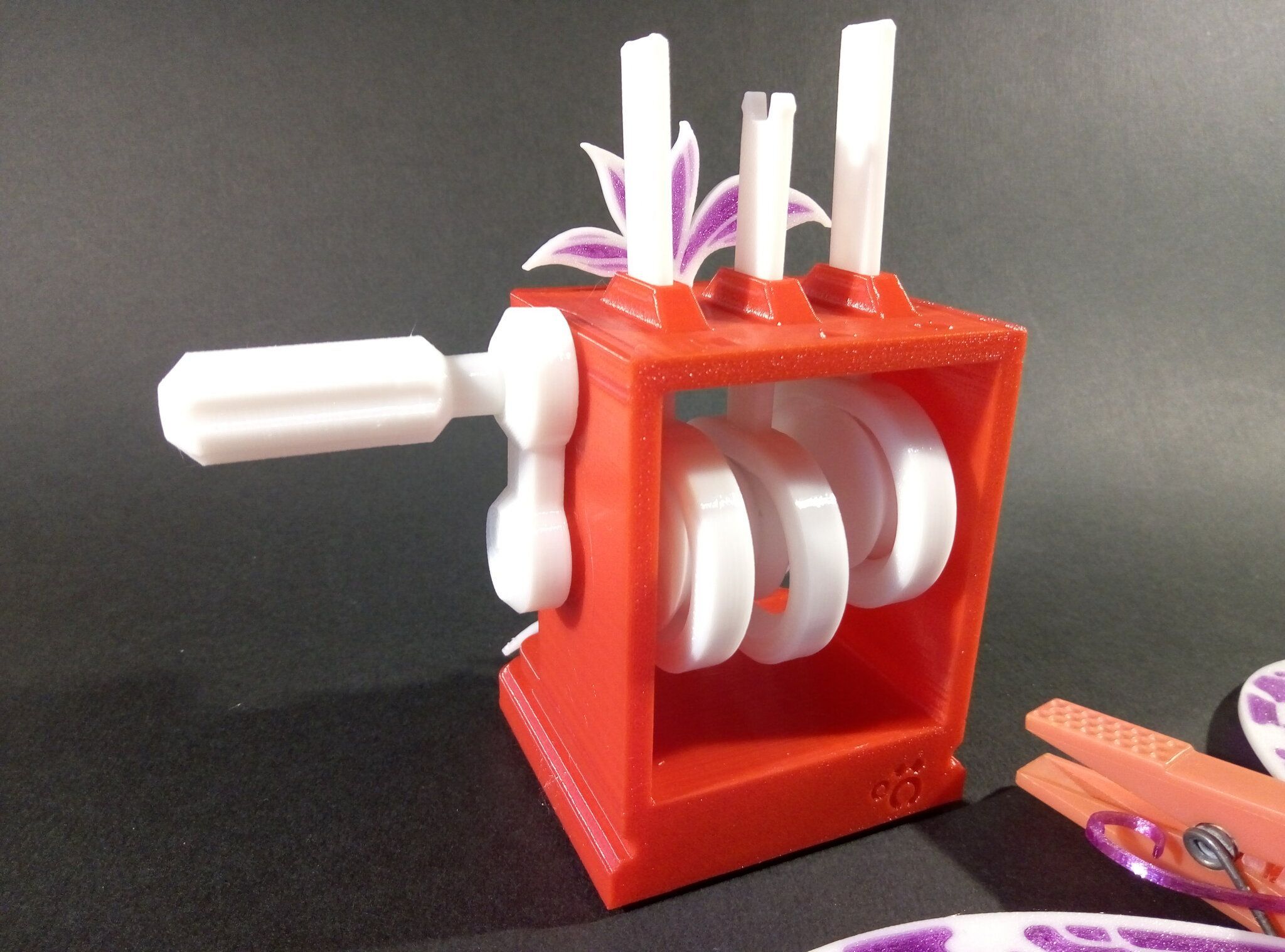
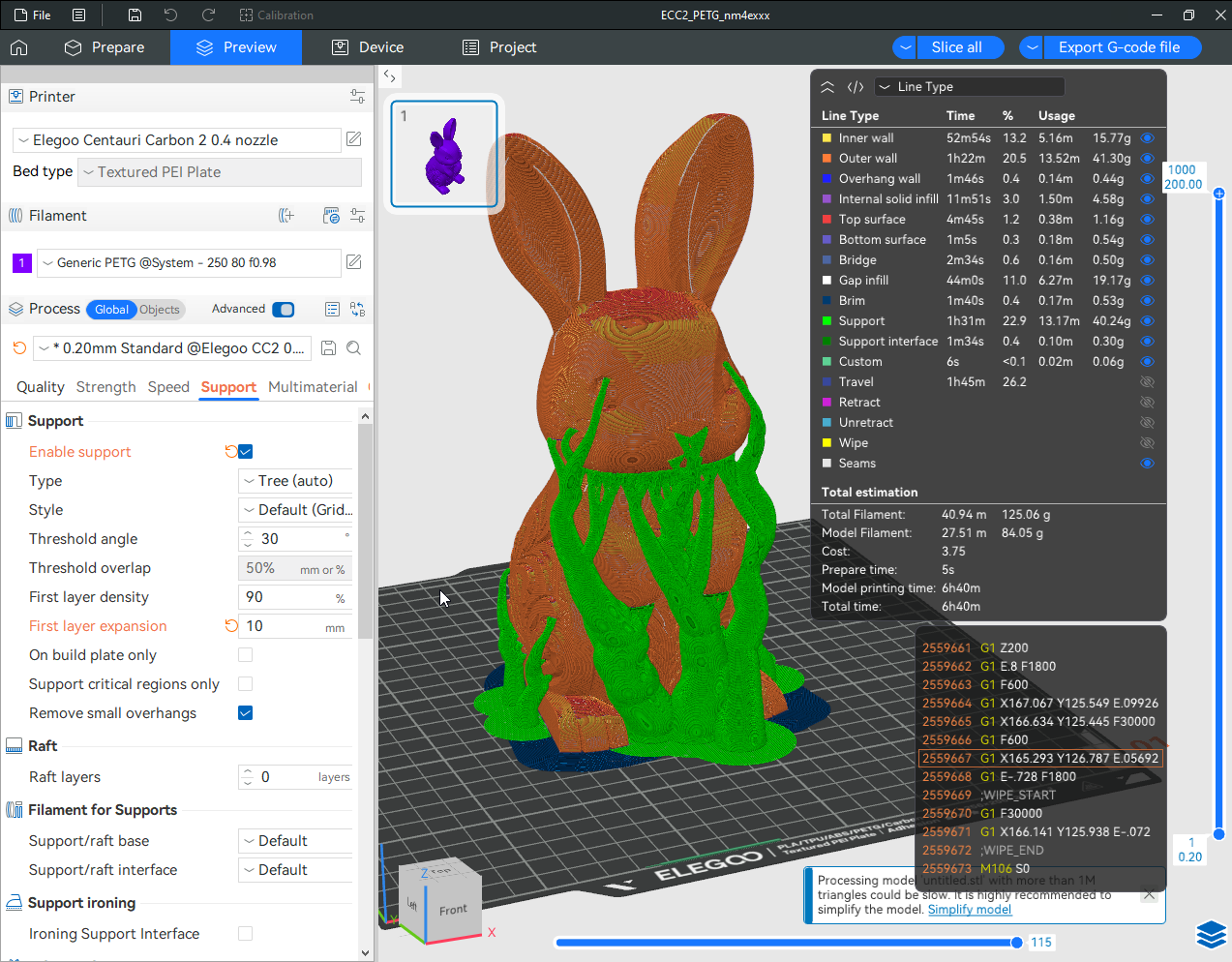
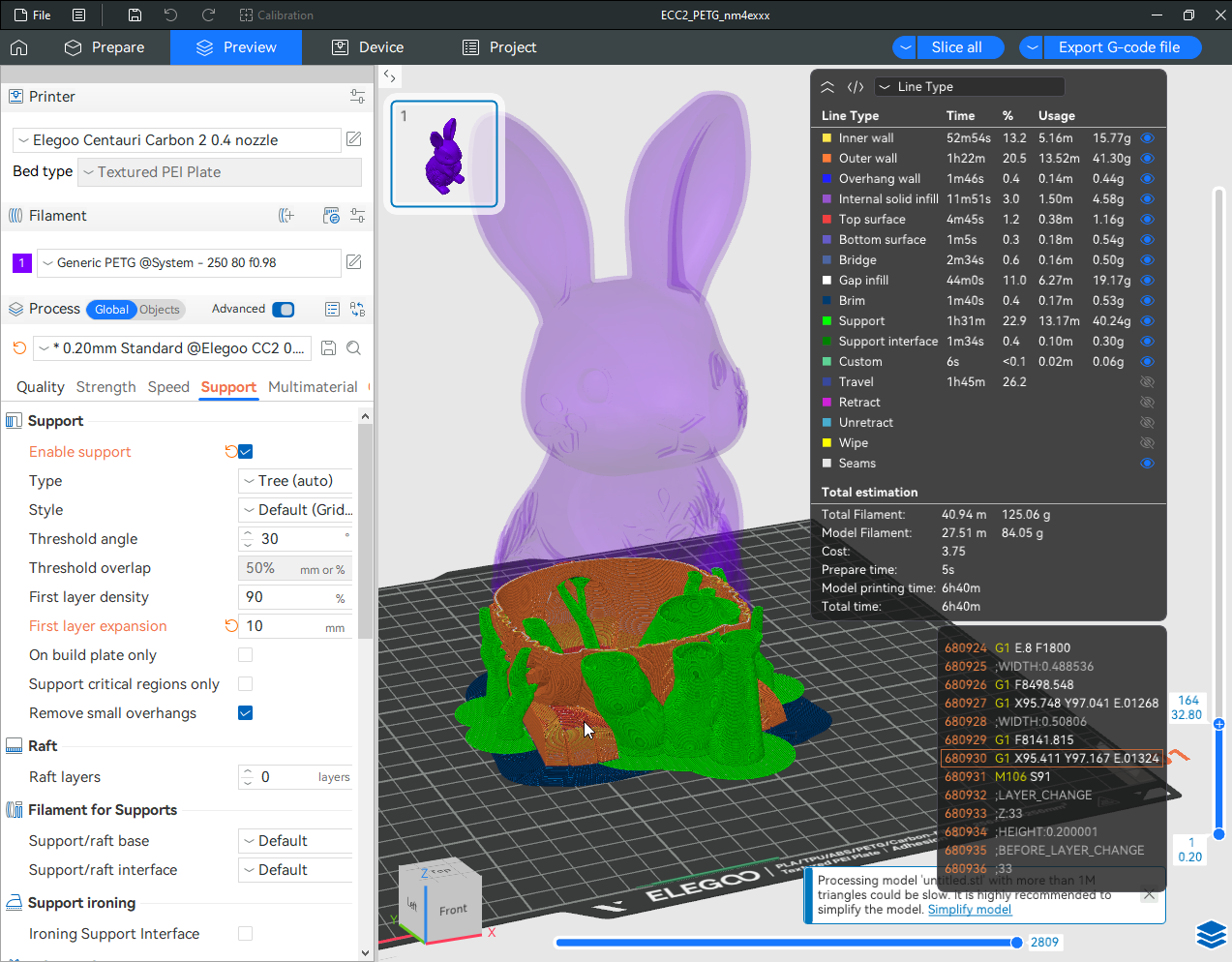
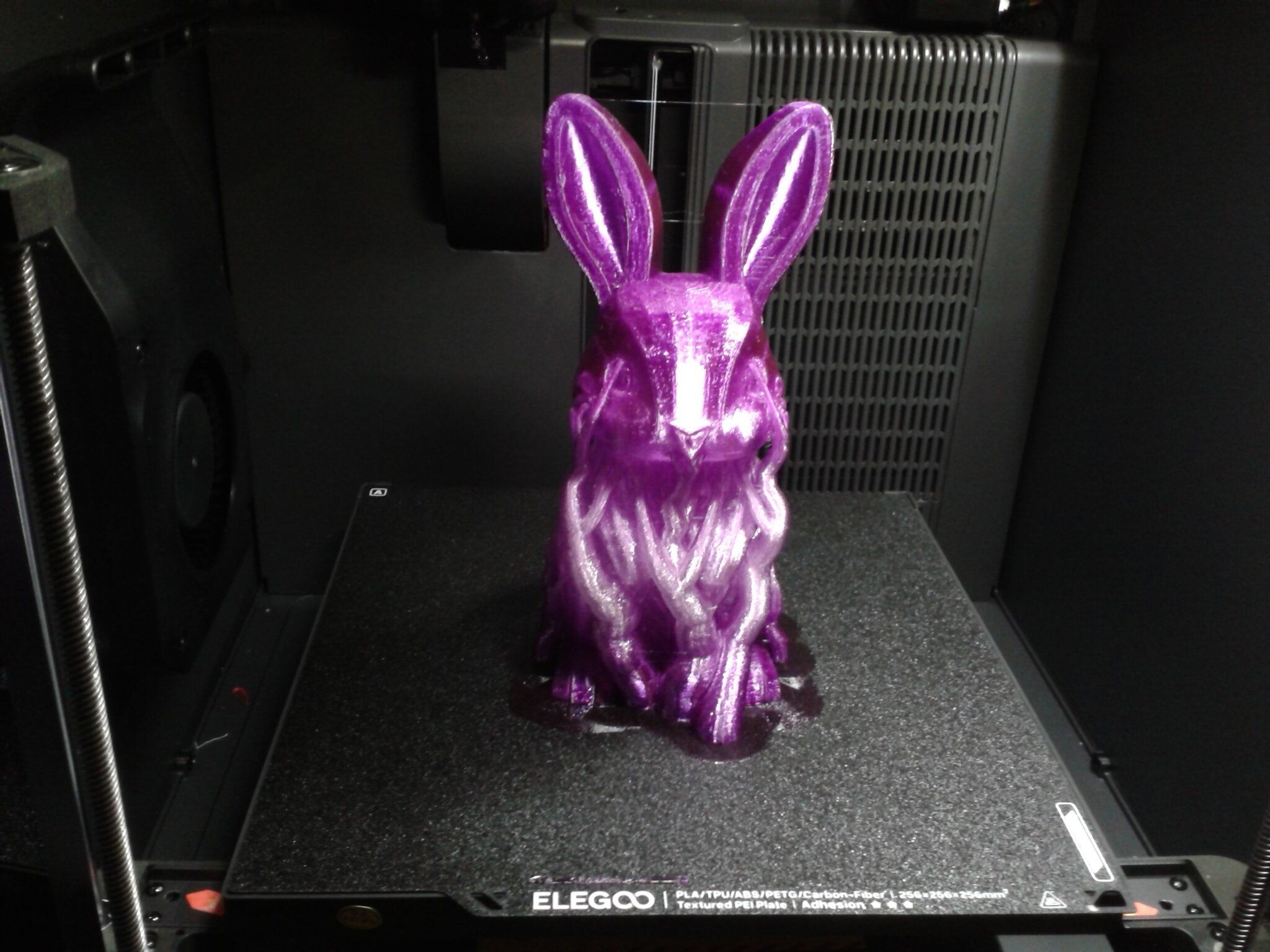
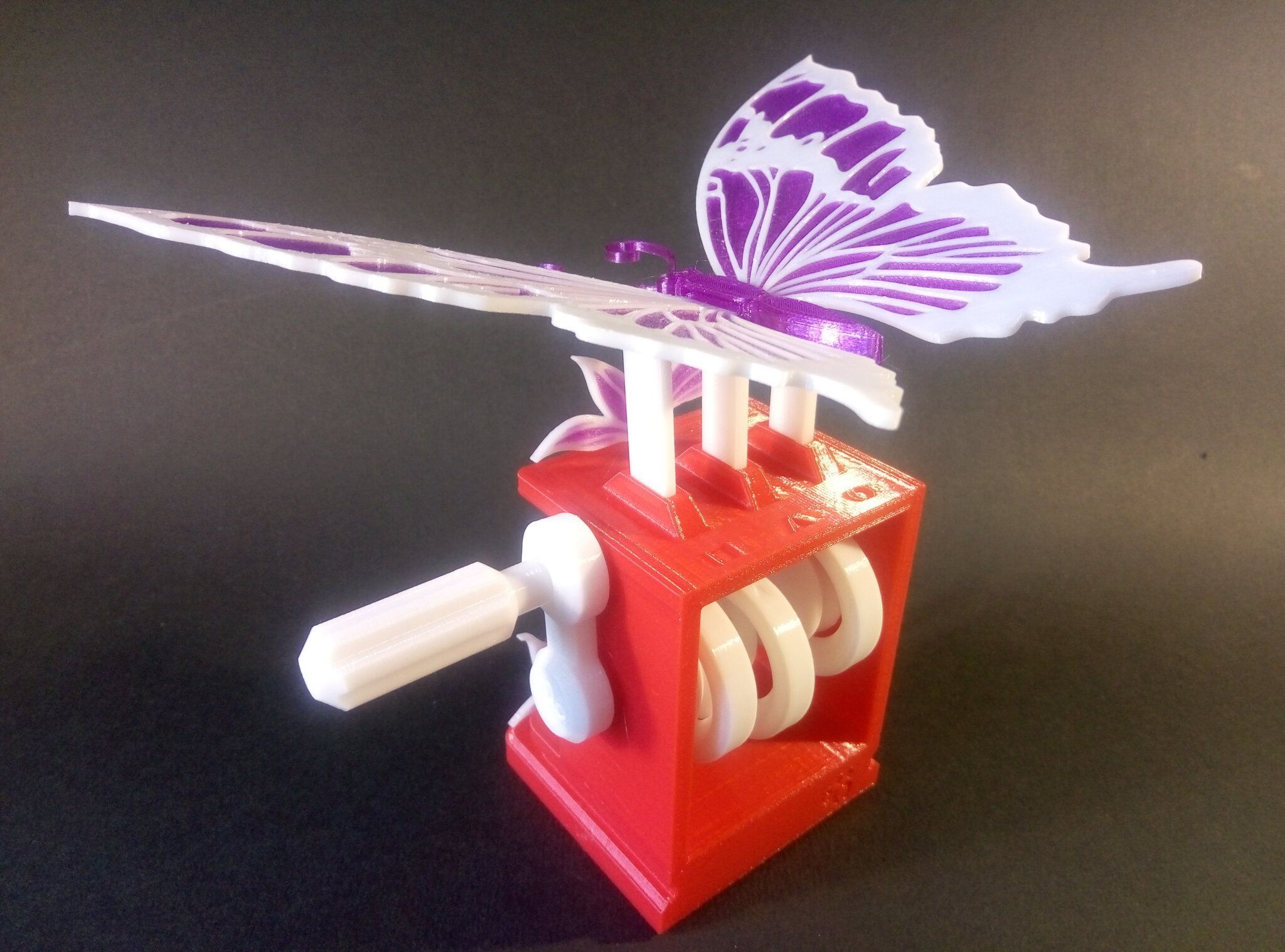
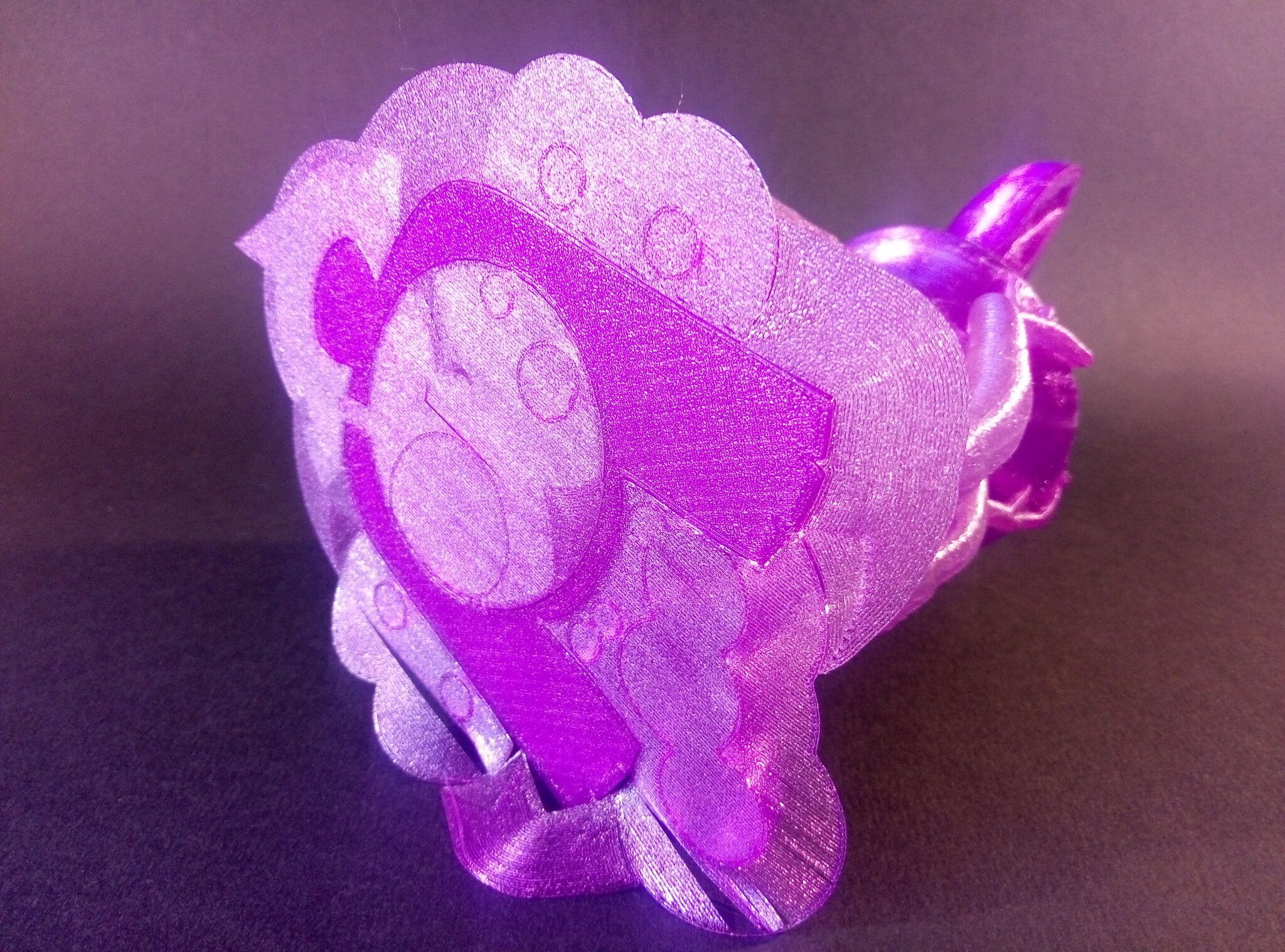
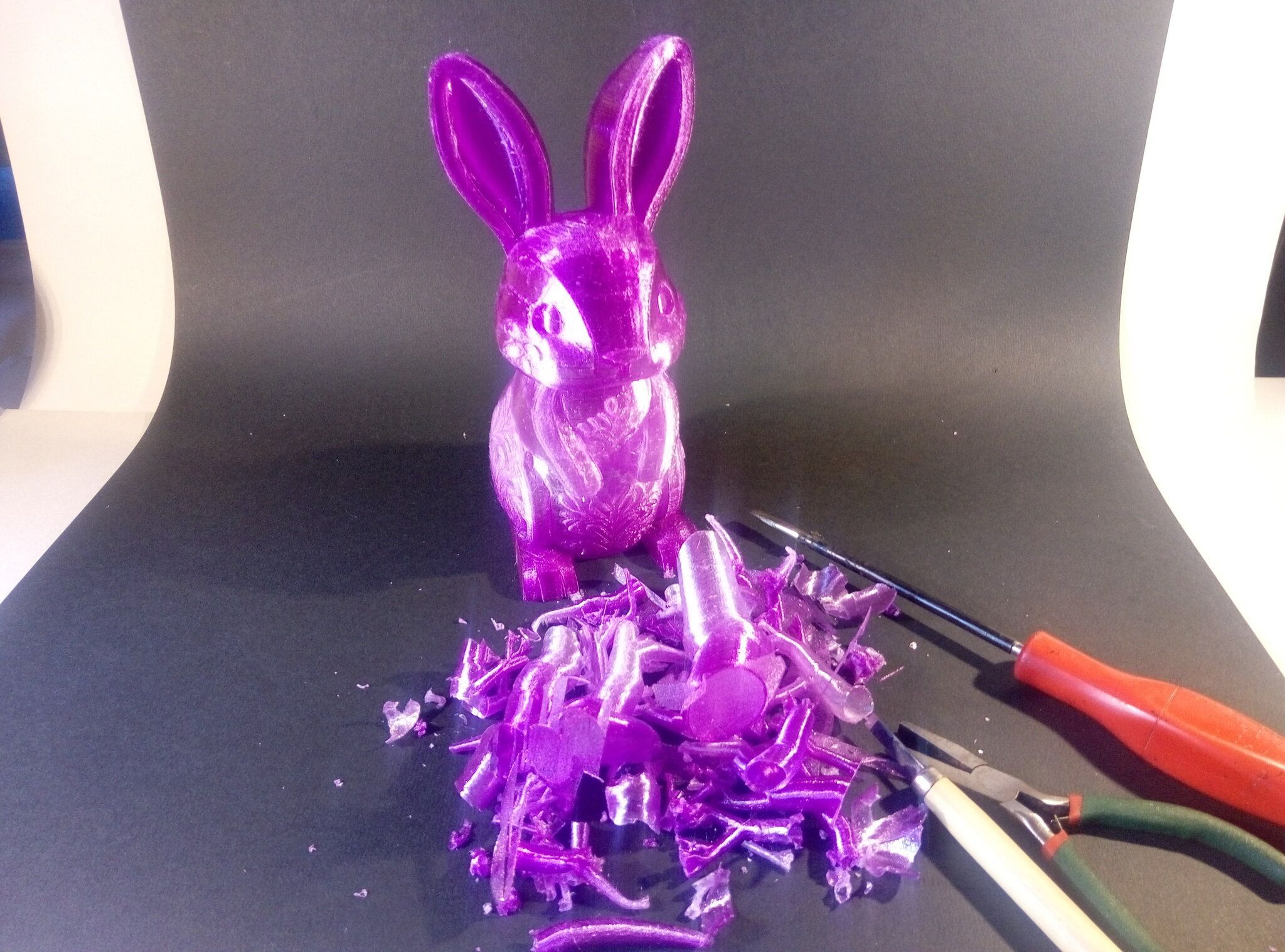
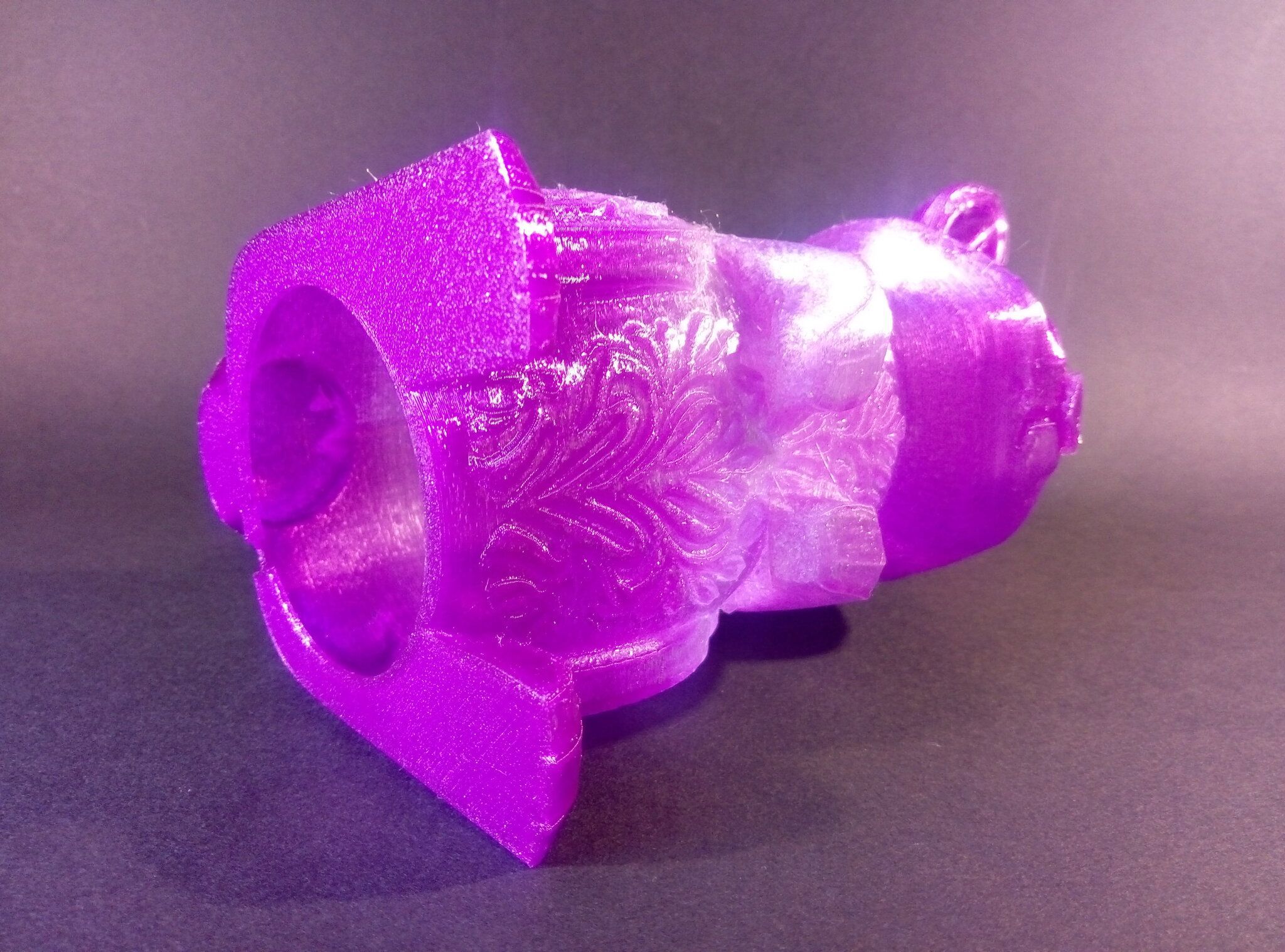
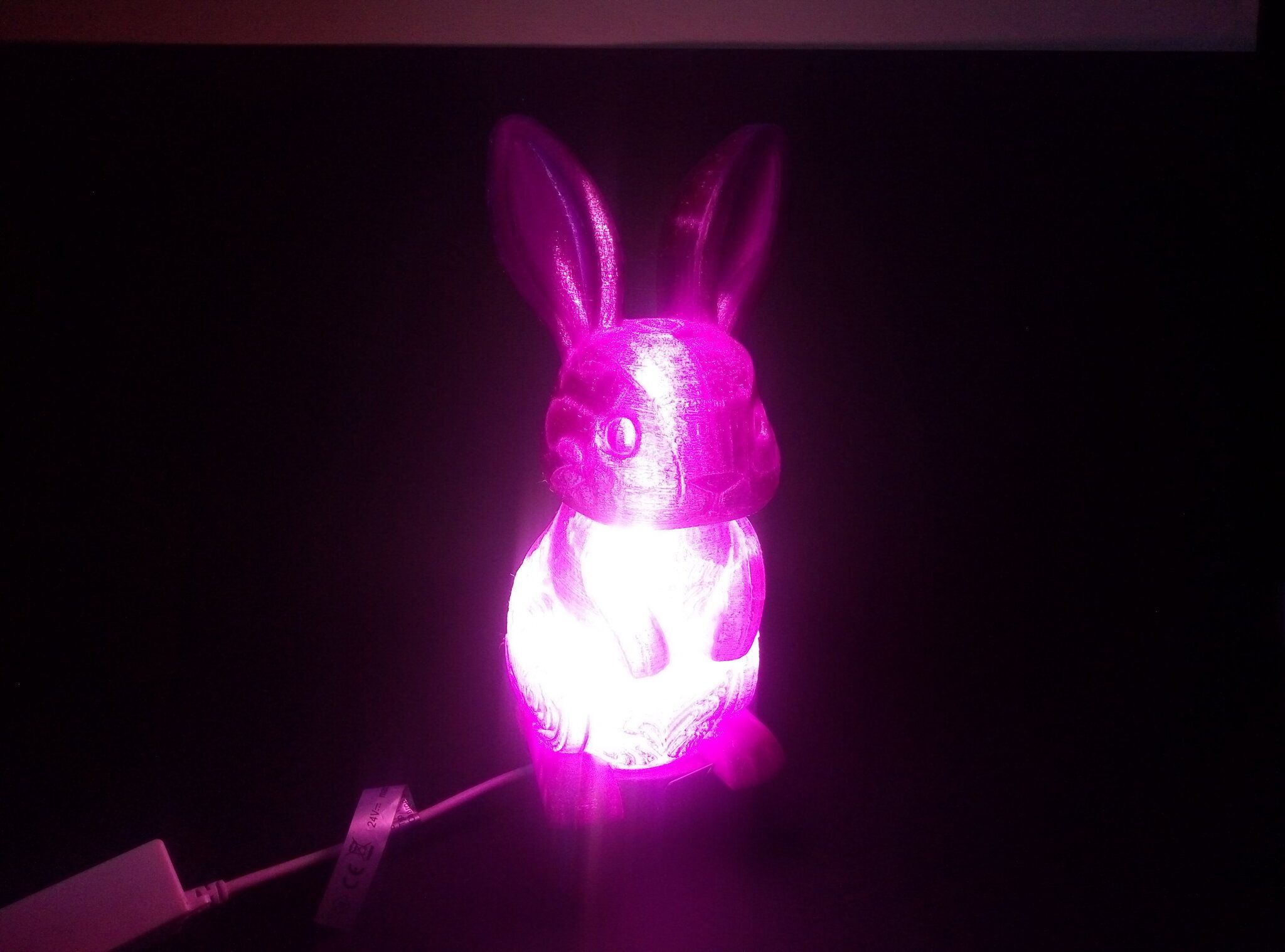
Autres impressions - (Acte II) - PETG Profil filament utilisé : basé sur "Generic PETG @System" Elegoo Slicer v1.3.2.9 modifié ("Flow ratio" à 0.98% au lieu de 1 et buse à 250°C au lieu de 255°C, plateau inchangé à 80°C) Elegoo Box - Frikarte3D https://www.nexprint.com/en/models/G8476280 J'ai imprimé les plateaux 1, 5, 6 et 7. Filaments utilisés : CR-PETG White Creality, PETG Blue Anycubic, PETG Black sans marque. Pour l'assemblage, j'ai utilisé des morceaux d'un filament PLA de 2.85 mm de diamètre. Rolling Shutter Storage Box for IKEA Skadis and Desktop Use - ilkekko https://www.nexprint.com/en/models/G7845462?printConfigId=G9477595 ("2x bigger.3mf") Filaments utilisés CR-PETG White Creality, CR-PETG Red Creality. Fluttering Butterflies - 花田小猫 https://www.nexprint.com/en/models/G8810964 Filaments utilisés CR-PETG White Creality, CR-PETG Red Creality, PETG gradient Purple-White SOVOL. bunny lamp - 3D Liii https://www.nexprint.com/en/models/G5026515 Filament utilisé : PETG gradient Purple-White SOVOL Chubby Dinosaur T-Rex Dino Pencil Holder - IK3D https://www.crealitycloud.com/model-detail/chubby-dinosaur-t-rex-dino-pencil-holder Filament utilisé : PETG gradient Purple-White SOVOL


























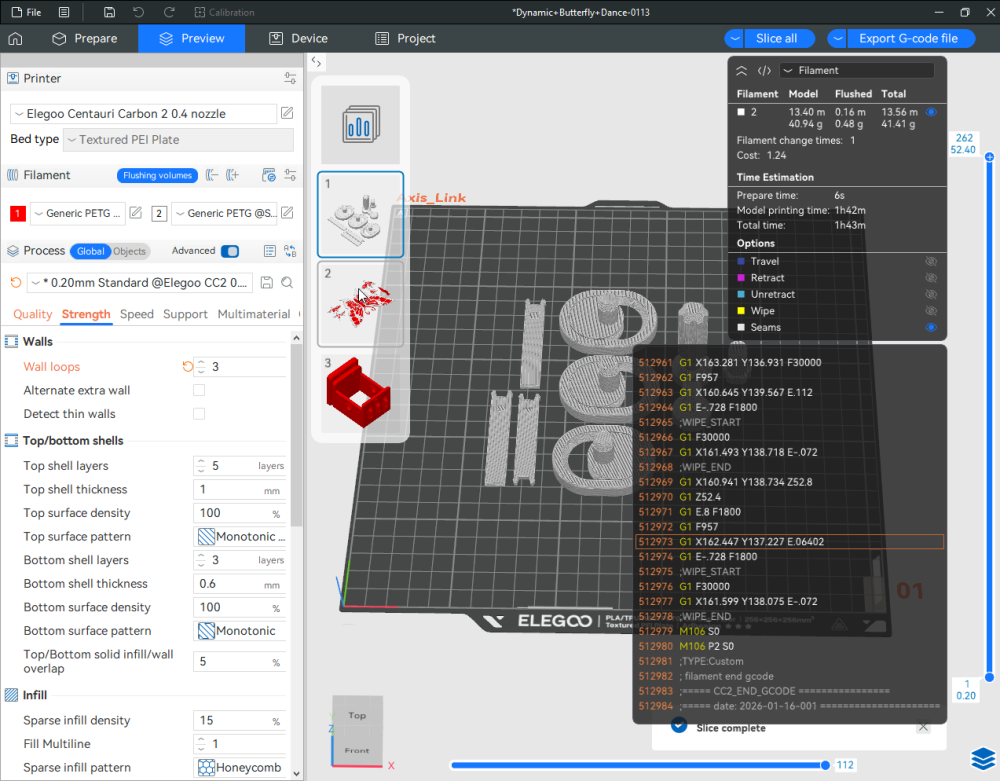

































-ElegooSlicer.thumb.png.ef34c1119752894c31ac529447f1f824.png)









 1 point
1 point -
Bonjour, J'ai utilisé plusieurs années les plateaux d'origine sur mes trois CR10SPro V2. Ils se dégradent assez vite et nécessitent un changement laborieux du au décollage de l'ancien revêtement. Je suis passé au bed en verre de Creality qui est très bien. Mais les deux que j'ai acheté n'étaient pas plan du tout. Le conseil de @PPAC pour l'achat des plaques Energetic est judicieux. J'en emploi plusieurs qui sont irréprochables.1 point
-
Salut @VincentSanit et bienvenue sur le forum Bravo pour cette première réalisation A+ JC1 point
-
J'ai bien compris que tu cherchais plutôt un livre, mais j'ai pas de reco à ce sujet, désolé Bambulab a des formations qui sont plutôt bien faites également : https://bambulab.com/en/support/academy Une fois passées les formations sur les spécificités d'une machine (mais tant qu'à faire, tu peux faire celles liées à la A1), il y a des contenus très intéressants sur les types de filaments, les techniques d'impression etc.1 point
-
Salutations et bienvenue sur le forum. Au plaisir et bonne continuation.1 point
-
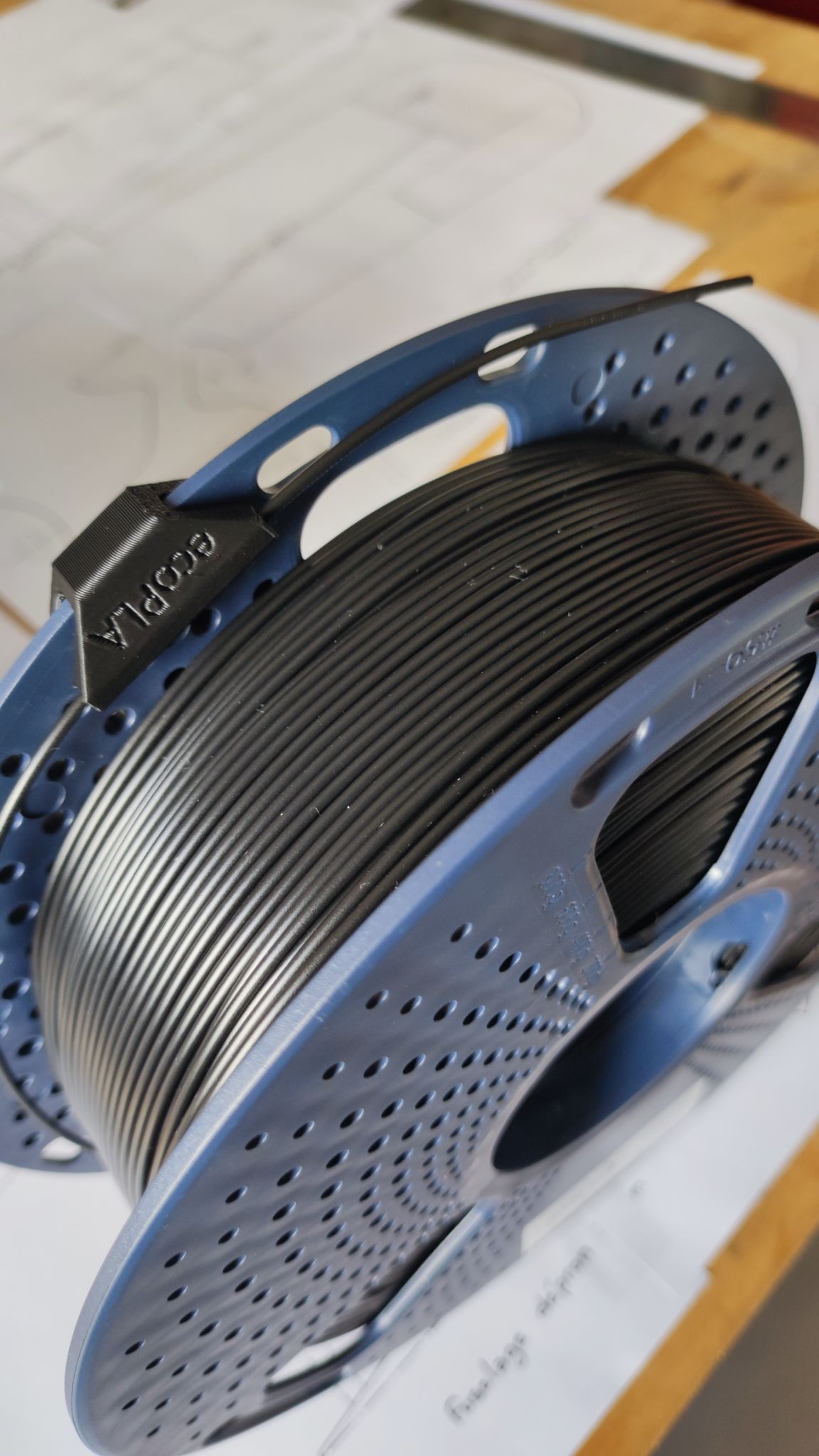
Fraîchement reçu Et, histoire de légèrement faire varier le jeu. (ou comment ne pas dire que j'avais la flemme de flouter la photo ) Ce sont des bobines de filaments Anycubic. (Merci les points MakerOnline qui m'ont permis de les avoir gratuitement). Là, il faut trouver la matière et les "couleurs" ! (indice : les trois sont de la même matière mais cela n'est pas du PLA, ni du PETG) Qui a une idée ?

 1 point
1 point -
La lecture du forum, des recherches internet, des vidéos, de l'expérimentation, des questions suivies de réponses, etc... Ce n'est pas suffisant ? Sinon, un sujet : Tu as fait une recherche avec le mot "livre" en sujet sur le forum ?1 point
-
Bonjour, Perso, j'utilise l'app Filament RFID avec des RFID tags NTAG215 collés sur des supports-bloque-filament, adaptés à chaques bobines. Bon, on ne peut pas paramétrer les températures mais c'est super pratique. Didier

 1 point
1 point -
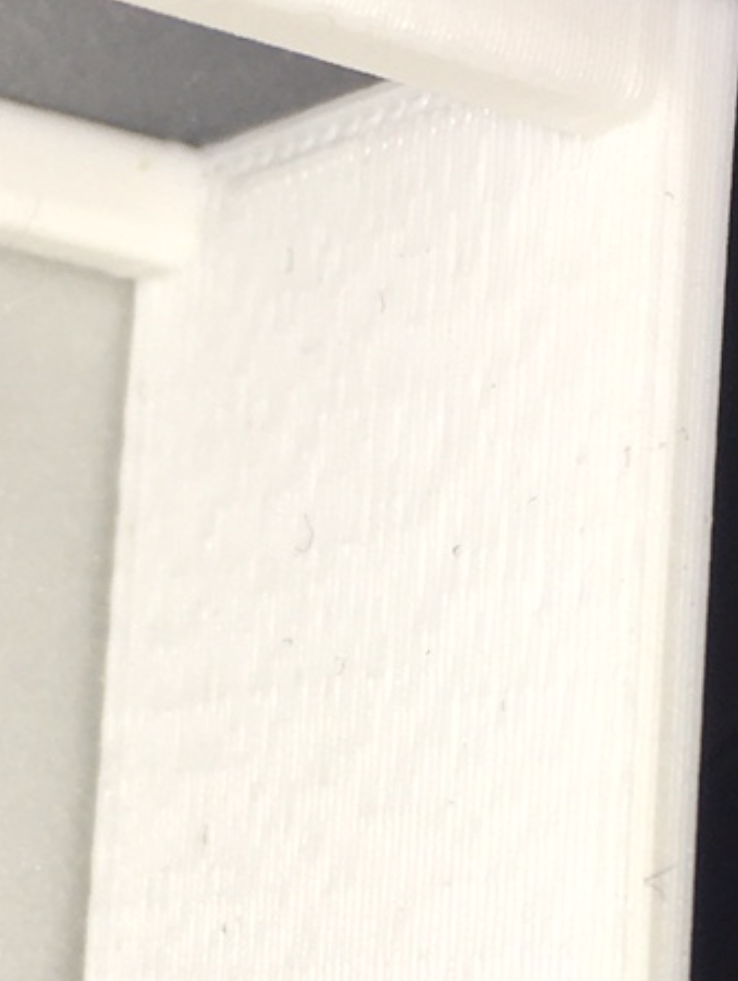
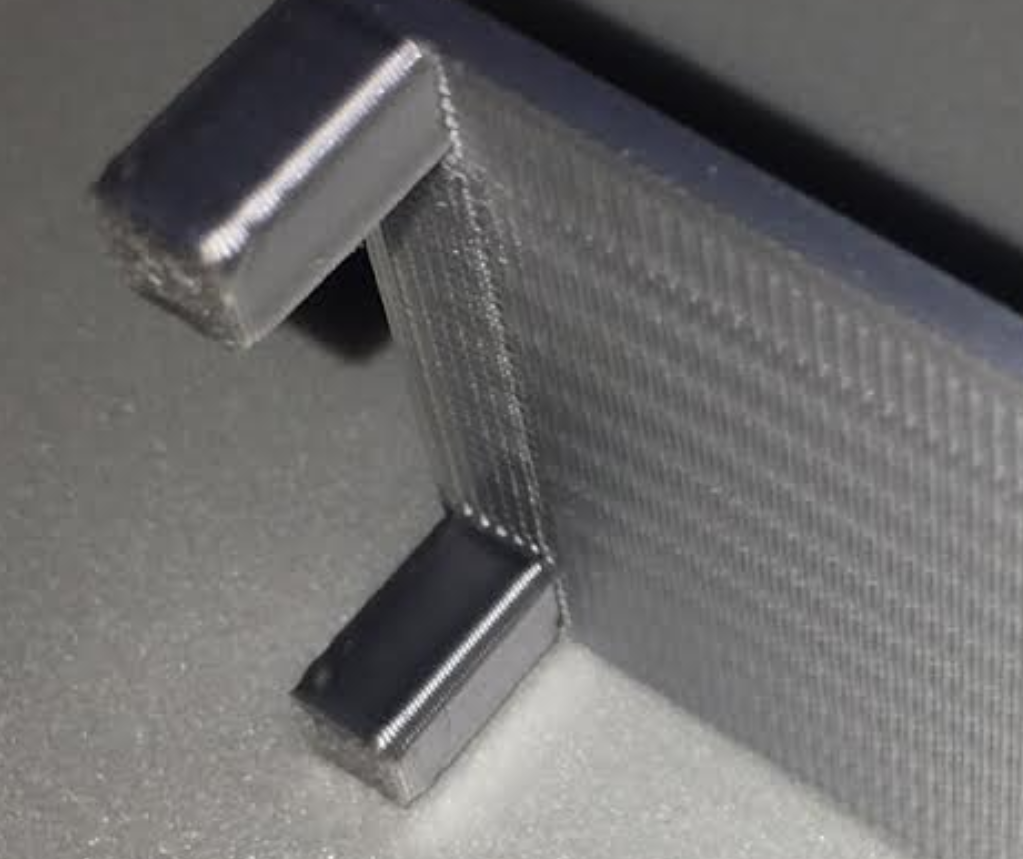
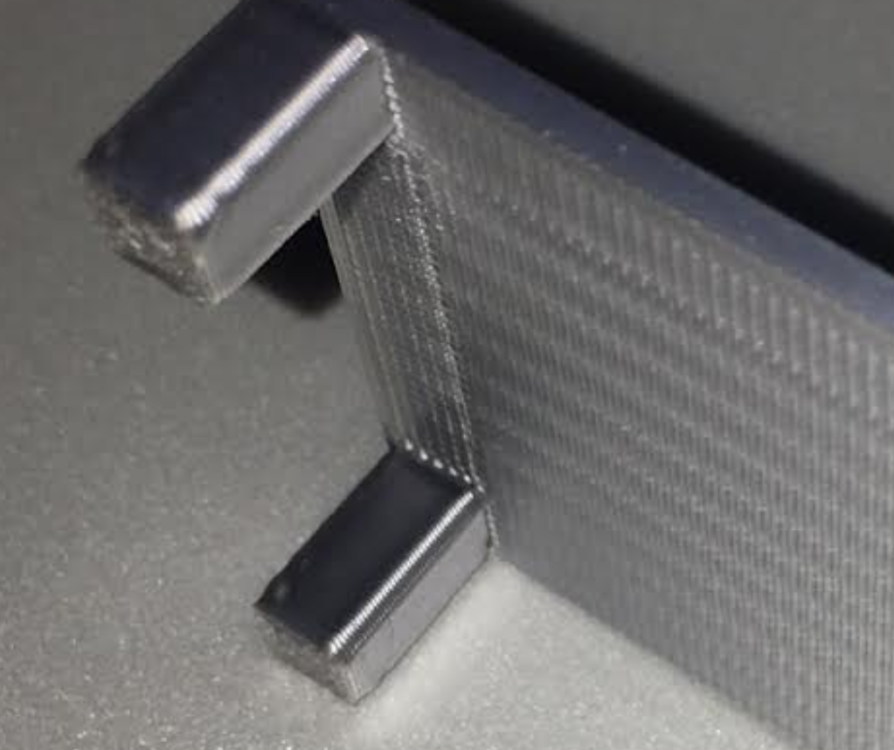
Pour le Z En principe, pour savoir si un support va pouvoir se retirer facilement on observe le tranchage pour voir si entre le support et la pièce il y a bien une couche vide. Lorsque je lis 0,15 ou 0,25mm d'espace, c'est juste pas possible si l'on travaille en 0,2mm par couche, l'intervalle sera de 0,2mm ou rien. L'observation du tranchage est fondamental pour savoir si le support va se détacher facilement. Comme la taille de mes pièces en Z est toujours par multiple de 0,2mm, l'espace dans le trancheur sera toujours de 0,2mm. Dans les autre cas, il faudra donc l'ajuster en fonction de ce que l'on voit sur le tranchage, une couche vide entre le support et la pièce. Il n'y donc pas une valeur générique mais une valeur différente pour chaque cas. Un support se détache facilement parce qu'il manque une couche entre lui et la pièce imprimée. Pour ceux qui utilisent une autre matière pour créer l'interface, on a alors un support qui est de la même matière que la pièce mais la ou les dernières couches sont d'une matière différente (il faut avoir un AMS ou similaire pour utiliser cette option). Par exemple une pièce en PLA et son interface en PETG. Dans ce cas, comme les deux matières ne se collent pas entre elles, il n'y a pas de vide entre le support et la pièce. Sur Bambu Studio on ne doit pas utiliser l'option Support/base d'interface si on dispose pas de deux matières distinctes, interface et pièce. Pour X,Y on doit mettre une distance suffisante pour que le support ne se colle pas à la pièce. Pour moi c'est 0,35mm mais on peut aller jusqu'à 1mm, rien ne va s'écrouler. Dernièrement pour exercice j'ai imprimé en PLA une table à 4 pieds et le plateau en haut. J'ai donc mis un support au dessous avec une interface d'une coucher en PETG. Une fois imprimée, j'ai retiré très facilement le bloc support et ensuite d'une pièce la couche d'interface en PETG. Le dessous de la table est donc bien plus propre que sans couche d'interface, mais dans les deux cas le support se retire très facilement. Sans interface (couche manquante entre support et pièce) On remarque des fils qui tombent de 0,2mm. Au toucher c'est un peu rugeux Support avec interface PETG. Au touché c'est comparable à une couche de dessous ou dessus
 1 point
1 point -
Présentation de l'imprimante 3D Elegoo Centauri Carbon 2 Combo, livrée en standard avec le système Canvas pour mélanger matériaux et couleurs https://www.lesimprimantes3d.fr/elegoo-centauri-carbon-2-combo-presentation-20260325/1 point
-
Salut @Jeep16 Je me suis permis de redresser les photos dans ton post initial pour éviter de chopper un torticolis1 point
-
Salut @SJP et bienvenue sur le forum des retraités Oui, mais avec un Bambu Lab A1 A+ JC1 point
-
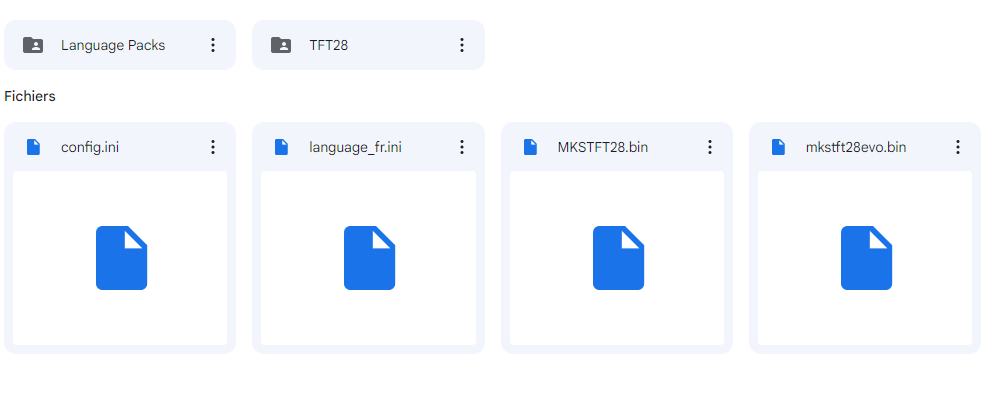
Bonjour à tous, Un certain nombres de personnes m'a exprimé la déception de ne pas pouvoir utiliser la Fonction M600, ou d'autres fonctions avancées de marlin sur les SW X2 et Genius Pro équipé de la Carte Mère 32bits Artillery Ruby. Pour pouvoir activé de nouvelle fonction sur les nouvelle imprimante 32bits Artillery, il sera nécessaire d'effectuer un Flash d'un nouveau Firmware Marlin avec les fonctions souhaité activé sur la carte Ruby. J'ai réaliser un petit Tutoriel au format PDF expliquant en détail comment réussir à Flasher votre imprimante 3D Artillery équipé de la Carte Mère Ruby. ------------------------------------------------------------------------- !! Danger !! Merci de lire ceci avant d'effectué un la manipulation et hésite pas a poser des questions si besoin. Déjà je tiens à rappeler qu'il y a toujours un risque potentiel de bloquer votre carte mère, si un coupure de courant ou une erreur de manipulation est effectué. Je ne peux être tenu responsable de tous dommage occasionné, même généralement il y a rarement des soucis. Rappel : cet procédure pdf explique le flash du Firmware Marlin pour la carte Mère, il est nécessaire par la suite de Flasher un firmware TFT donc le fichier de configuration est configuré sur la vitesse 250000bauds comme ceux que j'ai mis a disposition. Le Flash du TFT ce fait par un carte micro SD dans le lecteur Micro SD de l'écran exclusivement. Ne pas utiliser le Logiciel STM32 pour Flash le Firmware TFT sur votre carte mère. ------------------------------------------------------------------------- Pour infos, les premières séries de X2 et Genius pro nécessiteront plus de manipulations, il sera nécessaire d'ouvrir le boitier de l'imprimante et de placer un câble Dupont Femelle/Femelle, pour les séries sortie plus tard il sera possible de Flasher votre imprimante sans avoir a ouvrir cette dernière. Tous est expliquer dans le Tuto PDF joint a ce Topic. Il sera nécessaire d'utilise un soft de chez STM (programmateur), et un soft de contrôle pour imprimante 3D comme Repetier Host ou Pronterface par exemple. Je vous laisse prendre connaissance du tutoriel, je vais voir pour vous concevoir un Firmware custom à partir du Marlin source d'Artillery pour vous réaliser un Firmware, plus évolué avec gestion de fonction comme le M600, Arc Welder, et autres optimisations que je peux trouver utile. (J'ajouterais le Firmware Custom pour la X2 des que possible dans ce topic). Comment Flasher une Carte Artillery Ruby.pdf Attention SMT32CubeProg version 2.16 ou ultérieur pose soucis merci d'utilisé uniquement les version 2.15 et antérieur. ------------------------------------------------------------------------ MàJ : 09/03/2023 Firmware Artillery X2 Marlin Custom 2.1.2 (input Shapping) + TFT BTT pour écran avec MCU STM32 & GD32 Mise à jour assez importante, grâce au travail d'un italien Ciotto et d'un membre du forum @gagipro nous avons enfin un firmware TFT BTT compatible pour les TFT de X2 utilisant un MCU GD32F305. A présent toutes les X2 quelques soit la vers de l'écran TFT seront compatible avec un seul firmware Marlin custom et firmware TFT BTT. Cela simplifiera la vie de tout le monde , alors hésité pas a remercié @gagipro pour ce travail. Voici la liste de rappels des optimisations et ajouts au Firmware Marlin 2.1.2 par rapport à celui D'origine Artillery. Passage à Marlin 2.1.2 (Après mise à jour le mode DFU devrait pouvoir être activé sans ouvrir l'imprimante, si vous aviez une X2 qui le nécessitait) Support de la fonction M593 Input Shapping des axe X et Y, cette fonction permet de calibrer la résonnance et supprimer les effet de ghosting sur les impressions, procédure dispo ici. Passage du baudrate pour le Flash en mode DFU en 250000 au lieu de 115200 (pour conservé une certaine logique, entre le mode non DFU et DFU). Ajustements des valeurs sur la sécurité et la prévention d'incidents thermiques. Ajustements des Feedrates (X / Y / Z / E) de la X2. Ajustements des accélérations (principalement l'accélération de rétraction qui était excessive). Remplacement des fonctions "Junction Deviation" & "S-Curve" par le "Classic Jerk" (les Jonction Déviation et S-Curve sont encore capricieuse sous Marlin pour le moment). Ajustement Feedrate du Z-Prob pour une plus grande efficacité du relevé de mesure du 3DTouch (Probing Fans Off). Activation de la fonction M48 (Test de répétabilité du capteur de nivellement automatique). Activation de la fonction "Restore Leveling After G28" (dès que un G28 est effectué les valeurs du dernier relevé sous automatiquement rechargé), plus besoin de G29 ou M420 S1 après le G28 dans le start Gcode . Activation de la fonction G26 Mesh Validation. ABL Relevé de Mesure en 49 points au lieux de 25 points (c'est qu'un avis perso mais cela apporte plus de précision sur le relevé et donc sur la première couche). Activation du "Nozzle Park Feature" et "Advanced Pause Feature" (support M600 et parcage automatique de la tête en pause). Activation de la fonction "Adaptative Step Smoothing" (Augmentation de la résolution des mouvements multi axe, surtout a certaine fréquence de fonctionnement des moteurs). Prise en compte du BabyStepping tout le temps et pas uniquement en cours de mouvement. Activation du "Linear Advance" avec valeur "K à 0" (ce qui vous permet de le laisser inactif a 0 ou d'effectué un test de calibration Linear Advance et d'ajuster sa valeur), le Linear Advance permet de garder un flux de matière constant sortant de la buse lors des accélérations et décélérations. Vidéo explication du Linear Advance & Outils de génération du Gcode de calibration pour Linear Advance. Ajustement de la fonction "ARC Welder" avec une résolution bien plus importante (vidéo de Tom's basement sur le sujet Arc Welder). Activation de la fonction M486 pour les utilisateur de PrusaSlicer & SuperSlicer (object cancelation) N.B : N'ayant pas les spécificités techniques complète du 3DTouch Artillery ici je n'ai pas activé le Mode 5v pour BLTouch (car si ce n'est pas un clone de BLTouch V3 ou supérieur le Capteur va cramer et la carte peut aussi en souffrir), ni le HS Mode pour BLTouch (je ne sais si ce capteur support le mode High Speed). Firmware Marlin 2.1.2 Input Shapping pour Artillery X2. Pour ceux qui en aurait besoin les sources sont ici. La procédure de Flash est disponible en PDF attention toute fois le logiciel STM32 a quelque peu changer dans sa présentation. Firmware Marlin 2.1.2 Input Shapping pour GeniusPro. Firmware TFT pour Artillery X2 avec MCU STM32F107. Version compatible pour écran avec MCU STM32F107 est préconfigurer pour la X2 avec tout ce qu'il faut par rapport à mon firmware Marlin. Placer tout le contenue dossier et fichier sur la racine d'une carte µSD pour flasher votre TFT tel que vous pouvez le voir sur la photo ci dessous. Pour les TFT en GD32F305 avec bootloader 3.0.4 utiliser ce firmware TFT fournit par GAGIPRO TFT_fix304byG@gipr0.zip, télécharger le fichier Zip et decompresser tout sont contenue a la racine d'un carte µSD formater en FAT32 allocation 4096o. Pour les TFT en GD32F305 avec bootloader 3.0.5 Utilisé le firmware de tft de Ciotto sur son github, Ceci pour éviter d'avoir le soucis de l'écran figer sur Bootloader 3.0.5 si aucun carte µSD est dans le lecteur au démarrage de l'imprimante. Récupérer l'ensemble des fichiers et dossiers à placer sur une carte µSD formater en FAT32 Allocation 4096o. P.S : Pour vous facilités les choses je vous préconise avec les firmware TFT de Gagipro et Ciotto de remplacer le fichier config.ini par mon fichier il est configurer au mieux pour aller avec mon firmware Marlin config.ini Su base du firmware TFT modifié par Ciotto et Gagipro je vous met une version pour bootloader 3.0.5 pre configurer qui vous facilitera l'installation 3.0.5-mkstft28evo.zip A quoi ressemble le firmware TFT. N.B : La version Marlin 2.1.2 pour la Genius Pro sera disponible bientôt ici. Il peu y avoir encore quelques petit bug sur les TFT avec MCU GD32F305 si c'est le cas faite le nous savoir et notifier @gagipro. Ancienne Version de firmware : ------------------------------------------------------------------------------------- Archive : 04/02/2022. Firmware Marlin 2.0.9.3 pour X2 Stock. -------------------------------------------------------------------------- Archive : 06/02/2022. Firmware Marlin 2.0.9.3 Pour Genius Pro Stock. -------------------------------------------------------------------------- Archive : 28/02/2022 Firmware Marlin Pour X2 et Genius Pro équipé de Drivers TMC2208 Firmware Marlin 2.0.9.3 pour X2 avec Drivers TMC 2208 Pour l'utilisation de TMC2208 ou 2209 il est nécessaire d'ajouter des cavaliers pour configurer le MS1 et MS2 Les informations utiles sont ici. ------------------------------------------------------------------------------------ MàJ : 28/06/2022 version pour X2 avec TFT MKS équipé de MCU GD32F305 Firmware marlin 20.9.1 pour X2 avec TFT GD32F305 Firmare marlin 2.0.9.1 pour Genius Pro avec TFT GD32F305 Si vous souhaitez me soutenir pour mon implication, les tutoriels, Firmware et aide, voici un lien Paypal.me : https://www.paypal.com/paypalme/MrMagounet

 1 point
1 point -
J'ai exercé deux mandats de conseiller municipal dans mon village (liste sans étiquette, ce type mandat est bénévole), j'étais dans la commission eau et assainissement. Ces analyses par commune cachent des réalités différentes. D'abord, les analyses ne font pas faites en continu, elles sont ponctuelles. Quand une analyse n'est pas conforme, on ne sait pas depuis combien de jours cela date. On ajuste le dosage de chlore, si besoin on effecute un nettoyage supplémentaire des réservoirs concernés, mais de l'eau non conforme a été distribuée. Ensuite, les analyses ne sont faites qu'à certains emplacements. Si sur le trajet de la canalisation qui alimente ton quartier, il y a un ou plusieurs piquages de logements innocupés (donc avec de l'eau stagnante qui est en contact avec celle qui alimente ton compteur), le résultat peut être très différent. Peu de personnes le savent, mais, à l'échelle d'une commune, les réseaux ne sont pas étanches. On considère que lorsque le taux de fuites est de moins de 20%, le réseau est de bonne qualité (20% de taux de fuite signifie que 20% de l'eau pompée dans la nappe phréatique est perdue dans les fuites). Cela peut sembler choquant, mais les services techniques font ce qu'ils peuvent ; en effet, les longueurs de canalisations à l'échelle d'une commune sont importantes, il y a en permanence de nouvelles fuites à réparer. De plus, certaines fuites sont difficiles à localiser même avec des instruments de mesure modernes. Les travaux peuvent être très couteux notamment lorsque la canalisation est sous une voirie à fort traffic, ou à proximité de bâtiments ou d'autres types de réseaux (gaz, électricité, télécommunications) Les zones de pompage et les réservoirs enterrés peuvent aussi être temporairement contaminés par de l'eau de ruisselement en cas de forte pluies. Quand le temps est sec, et qu'il arrive un gros orage, la pluie va "lessiver" les sols et emporter avec elle les poussières et les polluants. La solution, c'est d'augmenter le dosage de chlore. Le chlore permet d'avoir un taux de bactéries sous les limites légales, mais une eau trop chlorée peut aussi créer des soucis digestifs. Boire par alternance de l'eau non conforme et de l'eau trop chlorée, c'est très agressif pour les personnes avec un système digestif sensible.0 points











































































-ElegooSlicer.png.a83f5b0645c4a1e348de5b80d3ffc9d7.png)