Classement

.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

Contenu populaire
Contenu avec la plus haute réputation dans 01/04/2018 Dans tous les contenus
-
Voilà, j'ai fine la modélisation de la tête ! Avec passe câbles... Je l'ai appelé la tête "Easy'Touch" Merci a r2d2 pour ses tests et ses idées pertinentes !! Fichiers STL : TeteEasyTouch_V.1.0.Build.31.zip Notice de montage : Notice de montage _ Tête Easy'Touch.pdf3 points
-
J'imagine que si on sait sourcer et soudes des composants on est capable de trouver des rallonges adaptées, voir les fabriquer. Pour limiter les connecteurs on peut très bien souder les fils directement sur la carte et ramener le connecteur au bl-touch, palpeur, etc. De toute façon il aurait fallu des câbles long pour ramener le bl-touch, palpeur, etc. à la carte , alors avant ou après le zminswissknife ça ne change pas grand chose ici. Encore bravo et merci pour le travail réalisé et surtout le temps passé dessus pour qu'il plaise plus grand nombre.2 points
-
Les gars, prenez le temps de lire depuis le début! Tout est dûment mentionné et spécifié par @Janpolanton, il a autre chose à foutre que de revenir en permanence sur des trucs qu'il a déjà expliqué et de perdre du temps à remettre des liens, non? Pour des raisons de longueur de câbles, en revanche (et vu que j'ai une CR-10), ou as-tu prévu l'installation de ta carte? Parce que sur la tête, ça me semble bien encombré... Pourtant, ça me plairait bien, rien que pour le fun... J'adore l'idée du servo!2 points
-
https://www.prusaprinters.org/new-upgrade-for-original-prusa-i3-mk3-is-here?utm_source=facebook&utm_medium=cpc&utm_campaign=fb_april (check the date) ok le premier lien a été supprimé ou il n'a pas marché? C'est pas une vidéo de pub contrairement aux apparences.1 point
-
Salut @Boris06 , oui c'est mieux mais y a toujours , comme tu dis , un petit quelque chose qui va pas ..... Oulalalalala t'as toucher les courroies , je connais quelqu'un qui va te gronderrrrr Tu les as pas trop tendu ? ( pas évident de trouver le bon compromis ) aller , courage , ca va venir ...lâche rien ( et surtout pas la machine ) A+1 point
-
Si vous voulez de arguments supplémentaires pour l'achat d'une imprimante 3D, dites à Madame qu'elle remplacera avantageusement un robot ménager1 point
-
Intéressant comme résultats, comme quoi on peut vraiment tout faire avec une MDR (et un peu de persévérance ) J'ai toujours en tête d'essayer le filament de E3D, mais je pense que j'attendrais les vacances quand j'aurais plus de temps (et c'est mon 100e message )1 point
-
@Wapata le direct drive est très/trop lourd (puisque tu dois trimbaler le moteur sur l'extrudeur) pour la MDR Les biellettes sont en plastique, les moteurs d'origine n'ont par ailleurs pas un couple hyper important pour entrainer le noyau. A mon avis tu risques une usure très prématurée de ton imprimante si tu te lances là dedans (sans compter que tu perdras forcément en volume d'impression). De mon côté cela faisait un ou deux mois que j'avais une bobine de flex qui trainait et je n'avais pas encore essayé d'en faire quoi que ce soit. Il s'agit de "Ninjaflex Cheetah", acheté en promo chez E3D (https://e3d-online.com/ninjaflex-cheetah-grass-1-75mm) Il a une dureté de 95 sur l'échelle Shore A. Il doit être légèrement moins mou que le flex Emotion tech qui lui est coté à 45 mais sur l'échelle Shore D (selon le petit comparatif trouvé ici : https://www.atome3d.com/pages/echelle-shore, n'ayant pas de Flex Emotion Tech sous la main pour comparer) Une fois imprimé ça reste souple, avec une très belle surface. Je viens d'imprimer cette coupelle pour mon aéro, qui fonctionne parfaitement et est bien étanche une fois posée : https://www.thingiverse.com/thing:1227521 La coupe est imprimée avec 2 périmètres et est bien souple. Et un petit moule de mon invention (avec 3 périmètres et 20% infill, ce qui rend l'objet moins souple >_< : 2 périmètres, c'est mieux !) : Je m'attendais à une vraie purge pour l'imprimer mais ma foi ça s'est plutôt bien passé : - vitesse d'impression réduite à 30 mm/s; - Température d'impression à 240°C ; - vitesse de déplacement à 150mm/s et accélération à 1500 (pour éviter au maximum le stringing et autres défauts d'impression) ; - rétraction de 0.3mm à 15mm/s (en utilisant du PTFE capricorne pour les tubes bowden et un extrudeur Titan de mon montage dual extrusion) ; - ventilation à 40% ; - l'option "coasting" de Cura activée ; - j'avais mis un brim mais une simple skirt aurait suffit, ça accroche super bien au plateau !! Le but du jeu est d'éviter les rétractions et les mouvements brusques de l'extrudeur (sinon le filament se coince et passe n'importe où sauf dans le trou ) avec le montage Bowden, donc il faut jouer avec les paramètres d'impression pour en avoir le moins possible. Bref, filament intéressant pour les objets/formes plutôt simples (en tous cas en montage bowden) qui doivent avoir un peu de souplesse/élasticité.

 1 point
1 point -
Grrrr 1er test avec lit à 50° pour le carbon KO. Carbon: 1 Yopla : 0 On recommence avec lit à 60°.... Carbon: 2 Yopla : 0 Bon on passe à la Vivell Dop eExtreme Carbon: 2 Yopla : 1 C'est en 0.3, je perdais patience, et les galets de l'Axe Y, comme le faisait remarquer @rmlc460, z'étaient pas trop contents, et auraient fini par faire la tête !
 1 point
1 point -
Courage @yopla31 ! Tu vas y arriver (Et on pourra ensuite se lancer suite à tes tests)1 point
-
par contre pour le remontage: -serrer la buse sur le bloc, sans le tube, puis la desserrer de moins d'un tour. -visser le tube, le teflon vers la buse, jusqu'à ce qu'il touche la buse. -serrer légèrement la buse. -chauffer la buse. -finir le serrage. c'est la seule méthode correcte pour éviter une fuite de plastique.1 point
-
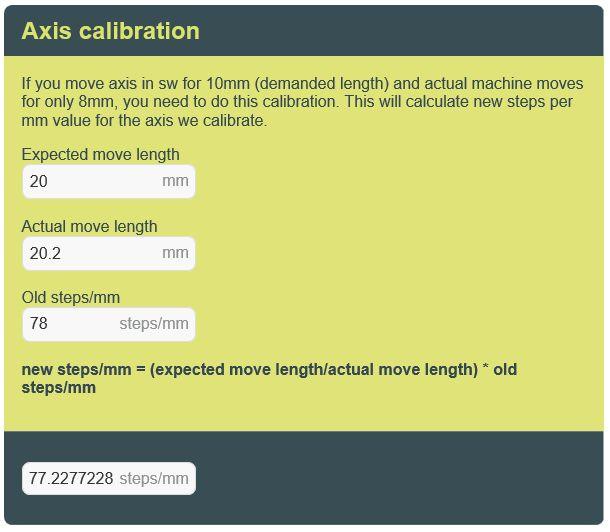
Voilà la marche à suivre Dans ton fichier configuration.h de ton marlin, retrouve la ligne #define DEFAULT_AXIS_STEPS_PER_UNIT {160,160,8000,1554} les chiffres sont classés dans cet ordre {X,Y,Z,EXTRUDEUR} va sur le site https://nathan7.eu/stuff/RepRapCalculator/RepRapCalculator.html#MotorStuffPrecise tu arrives sur cette fenêtre : Premier chiffre = la dimension demandée : 20 Deuxième chiffre = la dimension réelle de ton cube : 20.2 Troisième chiffre = le chiffre de DEFAULT_AXIS_STEPS_PER_UNIT correspondant à ton axe Quatrième chiffre = résultat que tu dois reporter dans la ligne DEFAULT_AXIS_STEPS_PER_UNIT Tu fais ça pour tes 3 axes, tu enregistres Ensuite tu recharges ton marlin sur ta machine il est préférable de refaire un cube de 20X20X20 pour vérification Ce système fonctionne pour tes 3 axes mais il fonctionne aussi pour ton extrudeur Tu fais une marque sur ton filament à 100mm de ton extrudeur, tu fais chauffer ta buse à 200°, tu demandes une extrusion de 100mm Tu regardes sur ton filament si il y a une différence entre la dimension demandée et la dimension réelle extrudée si il y a une différence tu fais comme pour les axes Premier chiffre = la dimension demandée : 100 Deuxième chiffre = la dimension extrudée : exemple 98 Troisième chiffre = le chiffre de DEFAULT_AXIS_STEPS_PER_UNIT correspondant à ton extrudeur (4eme chiffre sur la ligne) Quatrième chiffre = résultat que tu dois reporter dans la ligne DEFAULT_AXIS_STEPS_PER_UNIT Ensuite tu recharges ton marlin sur ta machine Voilà si tu as des questions...
 1 point
1 point